Как разметить трубу для точной обрезки под сварку колена 90 градусов
При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
- бумага А4;
- карандаш;
- линейка;
- ножницы.
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.
Далее замеряется диаметр трубы.
В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.
Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
Теперь остается срезать угол разметки по линии и очертанию кругов.
В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.
Обрезаем болгаркой по линии.
Шлифуем торец.
В результате получился идеальный прямой угол.
Также читайте статью как сваривать профильную трубу под прямым углом без лишних хлопот — https://sdelaysam-svoimirukami.ru/6393-3-sposoba-svarivat-profilnuju-trubu-pod-prjamym-uglom.html
Смотрите видео
Как соединить две трубы под углом 90 градусов
Как варить трубы под любым углом, а не только 45 и 90 градусов
Как варить трубы под разным углом в 45 и 90 градусовСварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.
Можно для разметки труб использовать и небольшую емкость с водой, однако этот способ подходит для разметки труб не слишком большого диаметра. Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть на сайте mmasvarka.ru.
Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть на сайте mmasvarka.ru.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.
Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.
Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.
Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Поделиться в соцсетях
Как построить угол 90 градусов с помощью циркуля и линейки или линейки
На этой странице мы покажем, как построить (нарисовать) угол в 90 градусов с помощью циркуля и линейки или линейки. Есть разные способы сделать это, но в этой конструкции мы используем свойство Теорема Фалеса. Создаем круг, в котором вершина искомого прямого угла — это точка на окружности. Теорема Фалеса гласит, что любой диаметр круга подает под прямым углом к любой точке окружности.
Теорема Фалеса гласит, что любой диаметр круга подает под прямым углом к любой точке окружности.
Пошаговые инструкции для печати
Вышеупомянутая анимация доступна как распечатываемый лист с пошаговыми инструкциями, который можно использовать для изготовления раздаточных материалов или когда компьютер недоступен.
Объяснение метода
На самом деле это та же конструкция, что и при построении перпендикуляра в конечной точке луча. Другой способ сделать это —Проба
Эта конструкция работает с использованием теоремы Фалеса. Он создает круг, где вершина нужного прямого угла является точкой на окружности.
| Аргумент | Причина | |
|---|---|---|
| 1 | Отрезок AB равен диаметру центра окружности D | |
| 2 | Угол ACB имеет размер 90 °. | Диаметр круга всегда образует угол 90 ° с любой точкой (C) на окружности. См. Теорему Фалеса. |
— Q.E.D
Попробуйте сами
Щелкните здесь, чтобы распечатать лист с двумя проблемами, которые можно попробовать. Когда вы перейдете на страницу, используйте команду печати браузера, чтобы распечатать столько, сколько захотите. Печатная продукция не защищена авторскими правами.Другие конструкции, страницы на сайте
линий
Уголки
Треугольники
Правые треугольники
Центры треугольника
Окружности, дуги и эллипсы
Полигоны
Неевклидовы конструкции
(C) Открытый справочник по математике, 2011 г.
Все права защищены.
Трубка под 90 градусов к походной печи Gstove
Трубка под 90 градусов к походной печи Gstove — Gstove AS Int2000249
Gstove2016
Gstove Принадлежности для походной печи
Гнуть трубу на 90 градусов
Написать отзывАвторизуйтесь, чтобы написать отзыв
×90 градусов труба
Согните трубу под углом 90 градусов
необходимыеСохранить близко
140
{«KundeId»: «19», «KndKontaktId»: «13», «Kundenavn»: «Anonym kunde», «Score»: «0»}
Используйте 90-градусную трубу, чтобы выход, где хотите
Купить
Труба под углом 90 градусов позволяет сгибать трубу на походной печи gstove в том месте, где вы хотите, чтобы труба выходила.
| Диаметр | 6 см (2,36 дюйма) |
| Длина | 15 см для сгибания, затем 15 см (5,91 дюйма для сгибания, затем 5,91 дюйма) |
| Материал | Нержавеющая сталь |
| Вес | 200 г |
Написать обзор
Авторизуйтесь, чтобы написать отзыв
×90 градусов труба
Согните трубу под углом 90 градусов
необходимыеСохранить близко
140
{«KundeId»: «19», «KndKontaktId»: «13», «Kundenavn»: «Anonym kunde», «Score»: «0»}
Назад2000249
140
Товар есть на складе.
Товар заказан у поставщика, дата доставки подтверждена.
Товар заказан у поставщика, но дата доставки не подтверждена.
Товар необходимо заказывать у поставщика
Этот продукт находится на удаленном хранилище.
Товар заказан у поставщика, но дата доставки не подтверждена.
Товар заказан со склада нашего поставщика.
Непроверенный — обратитесь в службу поддержки клиентов для получения дополнительной информации.
.Типы фитингов, используемых в трубопроводах
Перейти к содержанию- На главную
- ТрубопроводыРазвернуть / Свернуть
- ТрубопроводРазвернуть / Свернуть
- Направляющая
- Размеры и спецификации труб
- Таблицы графиков труб
- Коды цветов сварки 9000 Производство труб
- Осмотр труб
- ФитингиРазвернуть / Свернуть
- Руководство по трубным фитингам
- Производство трубных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — Визуальный осмотр и испытания
- Размеры отвода
- — 90 и 45 градусов Размеры трубных колен и обратных труб
- Размеры тройника
- Размеры переходника трубы
- Размеры заглушки
- Размеры трубной муфты
- Фланцы расширяются / сжимаются
- Направляющая фланца
- Отверстие и длинная приварная шейка Фланец
- Фланец Мы Размеры фланца с шейкой ld
- Размеры фланца RTJ
- Размеры фланца для соединения внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца приварной втулки
- Размеры фланца для скольжения
- Размеры глухого фланца
- Размеры фланца с отверстием
- ТрубопроводРазвернуть / Свернуть
- Свернуть
- Направляющая клапанов
- Детали клапана и трим клапана
- Запорный клапан
- Проходной клапан Шаровой клапан
- Обратный клапан
- Поворотный клапан
- Пробковый клапан
- Игольчатый предохранительный клапан
Давление 9000
- Направляющая материала трубы
- Углеродистая сталь
- Легированная сталь
- Нержавеющая сталь
- Цветные металлы
- Неметаллические
- ASTM A53
- ASTM A105
- Олет s Направляющая
- Бобышка и размеры
- Гнездо и размеры
- Резьба и размеры
- Латролет и размеры
- Эльболет и размеры
- Процедура затяжки шпильки
- Схема затяжки болта
- Размеры тяжелой шестигранной гайки
- Направляющая прокладок
- Прокладка спирально навитая
- Размеры прокладки спиральной навивки
- Размеры прокладки и прокладки RTJ
- Размеры
- Очки
- Очки
- Как читать P&ID Схема технологического процесса
- Символы P&ID и PFD
- Символы клапана
- Типы насосов
- 021
- Сосуд под давлениемРазвернуть / Свернуть
- Видеоуроки
- हिंदी Видео
- Home
- Трубопровод
- Трубопровод
- Направляющая
- Размеры и график труб
- Таблицы графиков труб
- Цветовые коды сварных труб
- Осмотр труб
- Фитинги
- Руководство по трубопроводным фитингам
- Производство трубопроводных фитингов
- Размеры и материалы трубных фитингов
- Осмотр трубных фитингов — визуальный осмотр и испытания
- Размеры колена — 90 и 45 градусов
- Труба Размеры и возврат
- Размеры тройника
- Размеры редуктора
- Размеры заглушки
- Размеры трубной муфты
- Фланцы
- Направляющая фланца
- Фланец с диафрагмой и длинной приварной шейкой Фланец с шейкой
- Номинальные характеристики Размеры
- Размеры фланца RTJ
- Размеры фланца внахлест
- Размеры фланца с длинной приварной шейкой
- Размеры фланца приварной внахлест
- Размеры фланца
- Размеры глухого фланца
- Размеры фланца с отверстием
- Трубопровод
Мифы об угле трассировки печатной платы: угол 45 градусов против угла 90 градусов | Блог о проектировании печатных плат
Altium Designer| & nbsp 4 мая 2018 г.
Нет ничего плохого в здоровом споре, касается ли он самого худшего покрытия для пиццы или лучшей паяльной маски.В мире редакторов печатных плат споры, которые беспокоят дизайнеров и исследователей, вращаются вокруг углов прокладки печатных плат. Следует ли прокладывать медные дорожки на печатной плате под углом 45 градусов или лучше прокладывать печатную плату под углом 90 градусов?
Однако с сегодняшним оборудованием оказывается, что обычно не имеет значения, какой угол вы используете. Используя современное программное обеспечение для проектирования печатных плат, инструменты трассировки могут приспособиться к выбору любого угла, за которым вы стоите, или того, что необходимо для нужд вашего устройства.
Влияние треков под прямым углом на эмиссию электромагнитных помех
Инженеры часто обеспокоены наличием прямоугольных дорожек на печатной плате из-за возможности электромагнитных помех (EMI), излучаемых на острых углах. Популярная теория состоит в том, что высокочастотные сигналы излучают радиочастотное излучение на каждом повороте медной дорожки на 90 °. Этого простого предположения достаточно для большинства разработчиков оборудования, чтобы исключить любые правильные углы разводки печатной платы из конструкции дорожек или программного обеспечения автоматического маршрутизатора.
Популярная теория состоит в том, что высокочастотные сигналы излучают радиочастотное излучение на каждом повороте медной дорожки на 90 °. Этого простого предположения достаточно для большинства разработчиков оборудования, чтобы исключить любые правильные углы разводки печатной платы из конструкции дорожек или программного обеспечения автоматического маршрутизатора.
Однако теория о том, что электроны в высокоскоростном сигнале не могут совершать повороты под прямым углом, была опровергнута опытным инженером-электриком доктором Ховардом Джонсоном. На самом деле электроны миллиарды раз отскакивают в разных направлениях даже при небольшой длине; у них минимальные проблемы с перемещением по прямым углам.
Есть исключение — когда вы проектируете сверхвысокоскоростную пластину заземления печатной платы в диапазоне 10 ГГц или более, или когда вы участвуете в разработке микроволновых схем, в которых используются дорожки с большой шириной 100 мил. В таких экстремальных условиях вам действительно нужно беспокоиться об углах 90 °. В противном случае они не должны вызывать серьезного беспокойства.
В противном случае они не должны вызывать серьезного беспокойства.
В сверхскоростном дизайне беспокойтесь только о прямых углах.
Чтобы разрешить этот спор раз и навсегда, был проведен тест по измерению и сравнению излучаемого излучения между прямым углом и углом 45 ° для высокочастотного сигнала, для сигналов с нарастанием импульса до 17ps.Результаты подтверждают аргумент д-ра Говарда Джонсона о том, что нет разницы в уровнях излучения электромагнитных помех между прямым углом и углом 45 ° в пределах испытаний.
Почему так широко используются углы 45 °?
Вердикт вынесен, и можно безопасно использовать прямоугольные дорожки в своем дизайне, если вы не работаете над проектами сверхвысокочастотных микроволновых устройств. Миф о фрезеровании под углом 45 ° окончательно развенчан. Но если изначально это было неправильным представлением, почему программное обеспечение для проектирования печатных плат продолжает включать углы 45 ° в свою стратегию трассировки? Кроме того, почему люди вообще начали фрезерование с углом 45 °?
Каждый миф имеет свое происхождение. В случае фрезерования под углом 45 ° миф восходит к тем временам, когда производство печатных плат не было таким передовым, как сегодня. В то время прямоугольные или любые острые углы представляли реальную угрозу технологичности. Острые углы могут вызвать образование кислотных ловушек, где некоторые кислоты, используемые при травлении, задерживаются и продолжают разъедать медь на острых углах. В то время инженеры также были обеспокоены тем, что прямоугольные углы не так прочны, как 45 °, и их легко отклеить.
В случае фрезерования под углом 45 ° миф восходит к тем временам, когда производство печатных плат не было таким передовым, как сегодня. В то время прямоугольные или любые острые углы представляли реальную угрозу технологичности. Острые углы могут вызвать образование кислотных ловушек, где некоторые кислоты, используемые при травлении, задерживаются и продолжают разъедать медь на острых углах. В то время инженеры также были обеспокоены тем, что прямоугольные углы не так прочны, как 45 °, и их легко отклеить.
К счастью, эти опасения остались в прошлом, поскольку новая технология производства печатных плат гарантирует, что поверхность заземления вашей печатной платы будет правильно вытравлена, под прямым углом или нет. Инженеры-ветераны с тех времен, когда избегали прямых углов, часто по-прежнему не одобряют использование углов 45 ° в современных конструкциях. Однако для многих это скорее привычка, чем правило.
Острые углы вызывают проблемы с производительностью.
Почему я предпочитаю углы под углом 45 °?
Несмотря на то, что в моем дизайне нет ничего плохого в том, чтобы иметь прямые углы, я тщательно проверяю, чтобы каждый угол составлял 45 °, прежде чем отправлять макет печатной платы на изготовление.Это не потому, что я разработчик радиочастотного излучения. Моя одержимость углом 45 ° довольно проста. Выглядят они стильно и, на мой взгляд, намного красивее, чем углы 90 °.
Проще говоря, это вопрос личных предпочтений. В конце концов, Altium Designer® уже настроен для красивой трассировки треков под углом 45 °, и я не видел острой необходимости изменять эти настройки по умолчанию. Убедитесь, что вы используете программное обеспечение для проектирования печатных плат, которое позволяет реализовать любые ваши дизайнерские предпочтения.
Вас беспокоят прямые углы в конструкции печатной платы? Поговорите с экспертом по Altium Designer, чтобы узнать его мнение.
.Сварка неповоротных стыков труб (при расположении трубы под 45°)
Сеть профессиональных контактов специалистов сварки
Особенность сварки заключается в расположении шва в пространстве.
Корень шва.
Рассмотрим рисунок 1. Валик — 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток — в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I — потолочно-горизонтальное, положение II — ветикально-горизонтальное и положение 111 — нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая.
Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис.
Другие страницы по теме Сварка неповоротных стыков труб (при расположении трубы под 45°):
Рисунок 1. Корень шва.
Заполнение разделки.
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик — и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом — поперечное, минимальное.
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 1) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка в потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку.
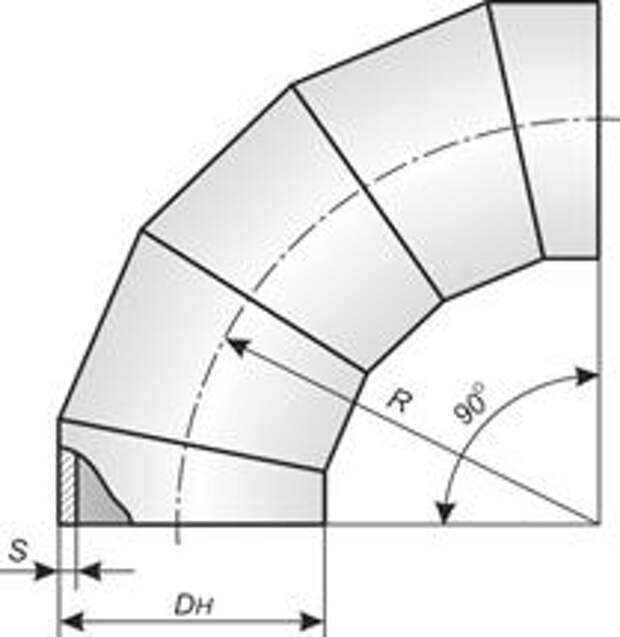
Рисунок 2. Сварка последующих слоёв.
Рисунок 3. Сварка лицевого слоя.
Рекомендуемый метод позволяет качественно и производительно (в связи с применением повышенной величины сварочного тока) выполнять стыковое соединение трубы под 45°.
Лицевой слой.
Лицевой слой выполняется с той же техникой сварки, что и заполнение разделки. Последний валик (7) выполнить электродом диаметром 3 мм, не допустив подреза в верхней части шва. Валики 1, 3, 4 и 6 являются как бы дополнительными для сохранения ширины шва в потолочном и нижнем положениях.
Валики 1, 3, 4 и 6 являются как бы дополнительными для сохранения ширины шва в потолочном и нижнем положениях.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Тройник 90° PP-H | Фитинги PP-H для стыковой сварки
ПроизводительGeorg Fischer
Модельный рядprogef® Standart
полипропилен PP-h (гомополимер)
светло-серый (ral 7032)
20, 25, 32, 40, 50, 63, 75, 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315
Способ соединениястыковая, инфракрасная (ir) сварка
Запорная арматураТройник 90° pp-h, Georg Fischer, progef® Standard предназначен для соединения труб pp-h или фитингов pp-h.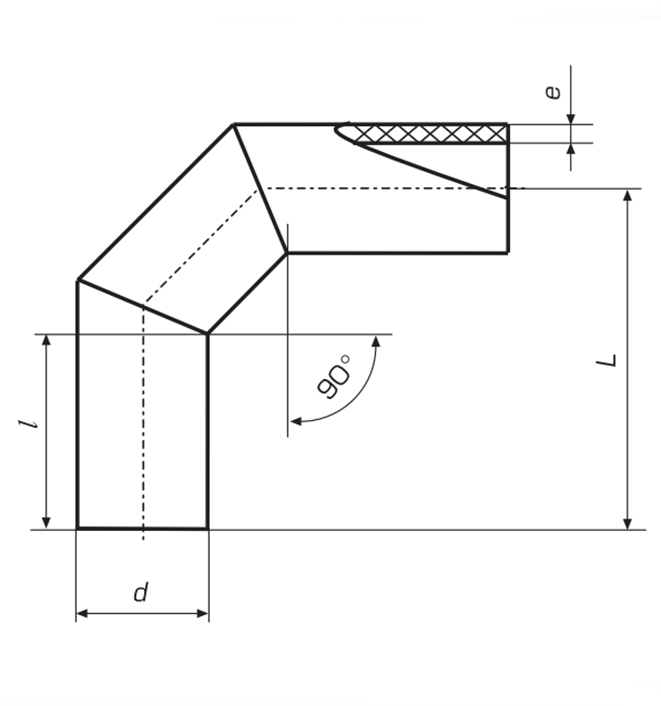 Метод соединения тройника 90° pp-h — это стыковая сварка, т. е. с помощью сварочного аппарата для стыковой сварки фитинг соединяет две трубы pp-h под углом 90 градусов или фитингов pp-h. Тройник 90 градусов pp-h производится из серого полипропилена, который является химически стойким материалом. Трубопроводы pp-h используют для транспортировки химически активных жидкостей или чистой воды при рабочем давлении до 10 атмосфер и рабочей температуры от -10 до +95 °C. Трубопроводы полипропиленовые pp-h Georg Fischer способны работать в самых жестких условиях, при транспортировке кислот, щелочей и солей.
Метод соединения тройника 90° pp-h — это стыковая сварка, т. е. с помощью сварочного аппарата для стыковой сварки фитинг соединяет две трубы pp-h под углом 90 градусов или фитингов pp-h. Тройник 90 градусов pp-h производится из серого полипропилена, который является химически стойким материалом. Трубопроводы pp-h используют для транспортировки химически активных жидкостей или чистой воды при рабочем давлении до 10 атмосфер и рабочей температуры от -10 до +95 °C. Трубопроводы полипропиленовые pp-h Georg Fischer способны работать в самых жестких условиях, при транспортировке кислот, щелочей и солей.
Тройник 90° pp-h фирмы изготовителя Georg Fischer Piping Systems (Швейцария) Ltd. Georg Fischer является мировым лидером по производству промышленных пластиков, подтвержденное множественными сертификатами, как российских, так и международных.
Тройник 90° pp-h GF progef® Standard имеется в следующих диаметрах: 20 мм, 25 мм, 32 мм, 40 мм, 50 мм, 63 мм, 75 мм, 90 мм, 110 мм, 125 мм, 140 мм, 160 мм, 180 мм, 200 мм, 225 мм, 250 мм, 280 мм, 315 мм.
Габаритные размеры тройника
pp-h 90° pn10 sdr 11 progef® Standart для стыковой сварки| d | Метод сварки | Код | Масса, кг | L, мм | L1, мм | e, мм |
|---|---|---|---|---|---|---|
| Тройник pp-h 90° 20 мм | IR | 727208506 | 0.011 | 38 | 17 | 1.4 |
| Тройник pp-h 90° 25 мм | IR | 727208507 | 0.018 | 42 | 17 | 2.3 |
| Тройник pp-h 90° 32 мм | IR | 727208508 | 0.032 | 46 | 17 | 2.9 |
| Тройник pp-h 90° 40 мм | IR | 727208509 | 0.062 | 51 | 23 | 3.7 |
| Тройник pp-h 90° 50 мм | IR | 727208510 | 0.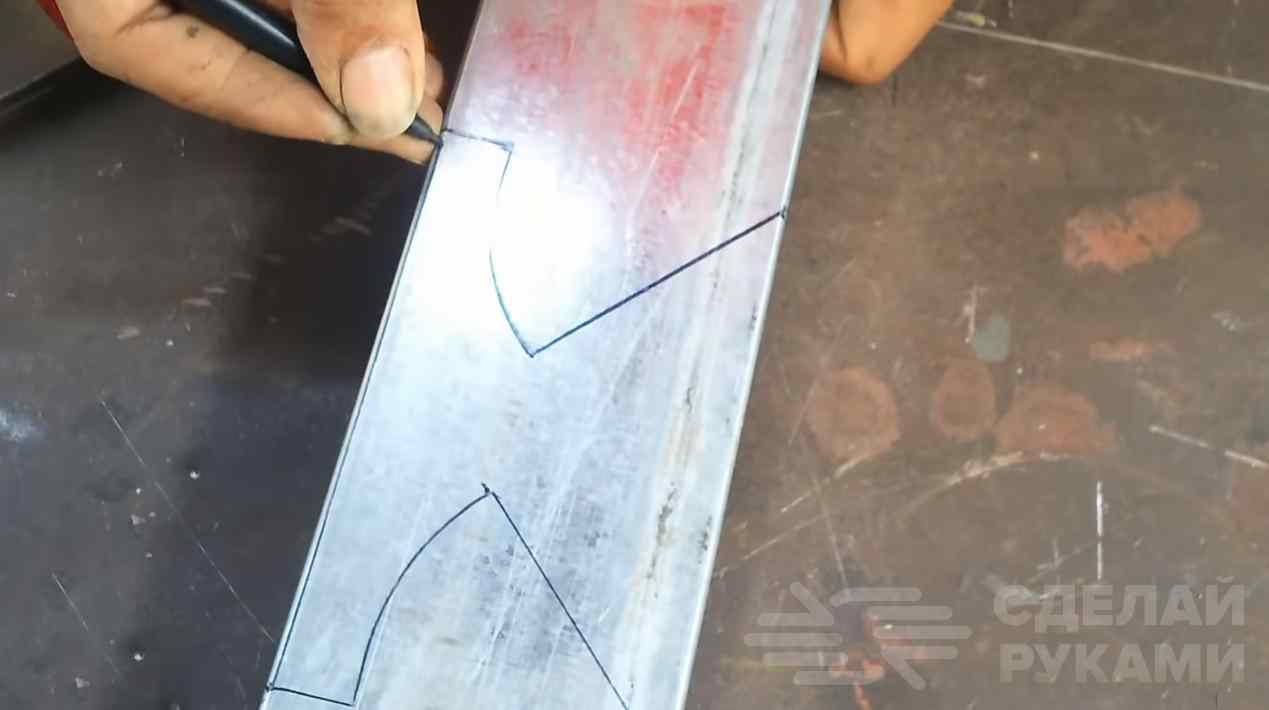 105 105 | 58 | 22 | 4.6 |
| Тройник pp-h 90° 63 мм | IR | 727208511 | 0.186 | 66 | 20 | 5.8 |
| Тройник pp-h 90° 75 мм | IR | 727208512 | 0.293 | 75 | 20 | 6.8 |
| Тройник pp-h 90° 90 мм | IR | 727208513 | 0.521 | 90 | 20 | 8.2 |
| Тройник pp-h 90° 110 мм | IR | 727208514 | 0.928 | 110 | 20 | 10.0 |
| Тройник pp-h 90° 125 мм | IR | 727208515 | 1.347 | 125 | 25 | 11.4 |
| Тройник pp-h 90° 140 мм | IR | 727208516 | 1.923 | 140 | 28 | 12.7 |
| Тройник pp-h 90° 160 мм | IR | 727208517 | 2.844 | 160 | 28 | 14.6 |
| Тройник pp-h 90° 180 мм | IR | 727208518 | 5.475 | 215 | 94 | 16. 4 4 |
| Тройник pp-h 90° 200 мм | IR | 727208519 | 5.579 | 200 | 35 | 18.2 |
| Тройник pp-h 90° 225 мм | IR | 727208520 | 7.812 | 220 | 35 | 20.5 |
| Тройник pp-h 90° 250 мм | 727208521 | 10.400 | 227 | 68 | 22.7 | |
| Тройник pp-h 90° 280 мм | 727208522 | 15.170 | 267 | 87 | 25.4 | |
| Тройник pp-h 90° 315 мм | 727208523 | 20.330 | 283 | 86 | 28.6 | |
| Тройник pp-h 90° 355 мм | 727208524 | 31.100 | 345 | 105 | 32.2 | |
| Тройник pp-h 90° 400 мм | 727208525 | 40.900 | 365 | 105 | 36.3 | |
| Тройник pp-h 90° 450 мм | 727208526 | 60.300 | 425 | 135 | 40.9 | |
| Тройник pp-h 90° 500 мм | 727208527 | 81. 900 900 | 470 | 155 | 45.4 |
Габаритные размеры тройника
pp-h 90° pn6 sdr 17,6 progef® Standart для стыковой сварки| d | Метод сварки | Код | Масса, кг | L, мм | L1, мм | e, мм |
|---|---|---|---|---|---|---|
| Тройник pp-h 90° 50 мм | IR | 727208410 | 0.084 | 92 | 57 | 2.9 |
| Тройник pp-h 90° 63 мм | IR | 727208411 | 0.172 | 107 | 64 | 3.6 |
| Тройник pp-h 90° 75 мм | IR | 727208412 | 0.212 | 75 | 20 | 4.3 |
| Тройник pp-h 90° 90 мм | IR | 727208413 | 0.396 | 90 | 20 | 5. 1 1 |
| Тройник pp-h 90° 110 мм | IR | 727208414 | 0.705 | 110 | 20 | 6.3 |
| Тройник pp-h 90° 125 мм | IR | 727208415 | 1.154 | 125 | 50 | 7.1 |
| Тройник pp-h 90° 140 мм | IR | 727208416 | 1.765 | 160 | 63 | 8.0 |
| Тройник pp-h 90° 160 мм | IR | 727208417 | 2.335 | 163 | 60 | 9.1 |
| Тройник pp-h 90° 180 мм | IR | 727208418 | 4.000 | 217 | 97 | 10.2 |
| Тройник pp-h 90° 200 мм | IR | 727208419 | 5.060 | 220 | 94 | 11.4 |
| Тройник pp-h 90° 225 мм | IR | 727208420 | 6.870 | 227 | 75 | 12.8 |
| Тройник pp-h 90° 250 мм | 727208421 | 7.410 | 225 | 67 | 14.2 | |
| Тройник pp-h 90° 280 мм | 727208422 | 10. 680 680 | 266 | 88 | 15.9 | |
| Тройник pp-h 90° 315 мм | 727208423 | 14.105 | 283 | 86 | 17.9 | |
| Тройник pp-h 90° 355 мм | 727208424 | 20.800 | 345 | 105 | 20.1 | |
| Тройник pp-h 90° 400 мм | 727208425 | 27.200 | 365 | 105 | 22.7 | |
| Тройник pp-h 90° 450 мм | 727208426 | 47.300 | 425 | 135 | 26.7 | |
| Тройник pp-h 90° 500 мм | 727208427 | 54.800 | 470 | 155 | 29.7 |
Китай Сварка 90 градусов колено производителей, поставщиков, завод
Размер: | Бесшовные: 1/2 «-24» (DN15-DN600) Сварные: 1/2 «-48» (DN12-DN1200) |
Standra: | ASMEB16. GB / T12459, GB / T13401, HG / T21635 |
Толщина: | SCH5-XXS |
Оценка: | TP304L, TP316L, TP310S, TP904L, DEPLEX2205, 2507, S31803 |
 9, HT / T21631, MSSSP-43, DIN2605, JISB2313
9, HT / T21631, MSSSP-43, DIN2605, JISB23131. Нержавеющее колено под углом 90 градусов для трубы в соответствии с радиусом кривизны до точек, можно разделить на колено из нержавеющей стали под углом 90 градусов для длины трубы и колена с коротким радиусом. Длинный радиус стыкового сварного шва, радиус кривизны кривизны равен в 1,5 раза диаметру трубы, Е=1,5 д. короткий радиус изгиба стыкового шва радиус кривизны равен диаметру трубы, R=1 д. D — диаметр колена для стыковой сварки, R — радиус кривизны, если нет особых указаний, общий выбор — изгиб 1,5 D
2. Согласно регистрации давления, существует около 17 типов, которые соответствуют американским стандартам на трубы, включая Sch5, Sch20, Sch20s Sch30, Sch40, Sch50s, STD, Sch50, Sch60, Sch80s, XS. Sch80, Sch200, Sch220, Sch240, Sch260, XXS, среди которых наиболее часто используются STD и XS
Sch80, Sch200, Sch220, Sch240, Sch260, XXS, среди которых наиболее часто используются STD и XS
3. В зависимости от угла колена, имеется колено 45 градусов для стыковой сварки, 90 градусов из нержавеющей стали 90 градусов для трубы и 180 градусов из нержавеющей стали 90 градусов для трубы и другие колена с разными углами
4. Материалы: нержавеющая сталь, углеродистая сталь и легированная сталь
Качество поверхности и механические свойства колена такие же, как и у трубы. Для сварки бенто материал стали такой же, как и у соединяемой трубы. Использование электрода должно монотонный, титановый и кальциевый тип должен быть монотонным в течение 1 часа после 150 ℃, низкий водородный тип должен быть монотонным в течение 1 часа после 200-250 ℃, чтобы предотвратить масляное покрытие электродов и другие загрязнения, предотвратить увеличение содержания углерода и повлиять качество сварки.
Во время сварки карбид отделяется повторным нагревом, что снижает коррозионную стойкость и механические свойства. После сварки прокаливаемость увеличивается, кратковременное образование трещин. При одинаковом типе электродной сварки необходимо проводить предварительный нагрев более 300 ℃ и после сварки около 700 ℃ медленное охлаждение. Если сварочная деталь не может быть подвергнута термообработке после сварки, следует использовать электрод из хромоникелевой нержавеющей стали.
После сварки прокаливаемость увеличивается, кратковременное образование трещин. При одинаковом типе электродной сварки необходимо проводить предварительный нагрев более 300 ℃ и после сварки около 700 ℃ медленное охлаждение. Если сварочная деталь не может быть подвергнута термообработке после сварки, следует использовать электрод из хромоникелевой нержавеющей стали.
Для улучшения коррозионной стойкости и свариваемости колена из нержавеющей стали, необходимого количества элементов стабильности Ti, Nb, Mo и т. Д. Свариваемость лучше, при выборе такого же типа сварочного стержня из хромированной нержавеющей стали колено должно быть более 200 ℃ подогрева и сварка после примерно 800 ℃ отпускной обработки. Если шов не может быть подвергнут термообработке, следует использовать хромоникелевый электрод из нержавеющей стали.
Hot Tags: шов 90 градусов, Китай, производители, поставщики, завод
ПНД отвод сварной 90 гр.Полиэтиленовый сварной отвод 90 градусов.Типы отвода ПНД сегментного 90 гр.

ПНД отвод сварной 90 гр — это вид сегментных сварных фитингов из полиэтилена низкого давления (ПНД). Сварной ПНД отвод 90 гр. производится методом сварки из трех или четырех сегментов полиэтиленовых труб марок ПЭ80 и ПЭ100,и имеет угол изгиба 90 градусов. Полиэтиленовый сварной отвод 90 гр. применяется в местах изменения направления трубопровода на 90 градусов.Отводы сегментные с углом 90 гр. выпускаются с различными диаметрами, которые полностью соответствуют диаметрам всех выпускаемых ПНД труб. Сварной ПНД отвод 90 градусов может изготавливаться из сварки нескольких секций, поэтому существуют два вида: односекционные и двухсекционные отводы.
Односекционный сварной отвод 90 Двухсекционный сварной отвод 90
Технические характеристики сварных 3-х сегментных отводов с углом поворота 450-900
* ПЭ100 SDR 17 | ||||
* Рабочее давление: вода 1,0 Мпа | ||||
Геометрические размеры , мм | Вес, г | |||
dn | l | a | Z | |
90 | 185 | 150 | 283 | 760 |
110 | 185 | 170 | 295 | 1 180 |
125 | 190 | 170 | 299 | 1 530 |
140 | 195 | 215 | 334 | 2 110 |
160 | 200 | 245 | 359 | 2 940 |
180 | 203 | 265 | 374 | 3 870 |
200 | 208 | 290 | 395 | 5 020 |
225 | 213 | 320 | 419 | 6 730 |
250 | 310 | 345 | 532 | 10 720 |
280 | 320 | 365 | 553 | 14 000 |
315 | 370 | 380 | 611 | 19 670 |
355 | 370 | 455 | 660 | 26 780 |
400 | 378 | 500 | 696 | 35 500 |
450 | 385 | 570 | 748 | 48 020 |
500 | 443 | 625 | 841 | 66 960 |
560 | 453 | 695 | 895 | 88 890 |
630 | 460 | 770 | 949 | 118 740 |
Технические характеристики 4-х сегментных отводов с углом поворота 450-900
* ПЭ100 SDR 17 | ||||
* Рабочее давление: вода 1,0 Мпа | ||||
Геометрические размеры , мм | Вес, г | |||
dn | l | a | Z | |
90 | 175 | 113 | 308 | 800 |
110 | 175 | 119 | 312 | 1 200 |
125 | 180 | 137 | 338 | 1 700 |
140 | 185 | 160 | 371 | 2 300 |
160 | 190 | 185 | 406 | 3 200 |
180 | 193 | 205 | 431 | 4 300 |
200 | 198 | 225 | 459 | 5 600 |
225 | 203 | 260 | 506 | 7 700 |
250 | 310 | 285 | 641 | 12 400 |
280 | 310 | 295 | 648 | 15 700 |
315 | 360 | 320 | 724 | 22 200 |
355 | 360 | 365 | 776 | 30 100 |
400 | 368 | 405 | 828 | 40 300 |
450 | 375 | 460 | 899 | 55 000 |
500 | 433 | 510 | 1014 | 76 900 |
560 | 443 | 565 | 1085 | 102 600 |
630 | 450 | 625 | 1158 | 137 900 |
Компания «Трубополимер» занимается производством односекционных и двухсекционных сварных отводов 90 гр из полиэтилена низкого давления. Наша компания предлагает для продажи полиэтиленовый отвод сварной 90 гр. по низким ценам. Вся наша продукция имеет необходимые сертификаты соответствия и разрешительную документацию. Если вы хотите купить сварной ПНД отвод 90 гр. односекционный или двухсекционный сделайте заказ на сайте или позвоните по тел:8 (495) 743-45-49.
Наша компания предлагает для продажи полиэтиленовый отвод сварной 90 гр. по низким ценам. Вся наша продукция имеет необходимые сертификаты соответствия и разрешительную документацию. Если вы хотите купить сварной ПНД отвод 90 гр. односекционный или двухсекционный сделайте заказ на сайте или позвоните по тел:8 (495) 743-45-49.
PE Стыковая сварка 90-градусных коленчатых фитингов от китайского производителяИзгибы встык под углом 90 градусов из полиэтилена высокой плотности с четырехсегментными фитингами который является более распространенным для частичного уровня применения pe80 pe100 и двух стандартов, в том числе: плотность PE80 около 0. Легкая термопластичность — легкая обработка (например, литье под давлением, экструзия Восстановление, легкая переработка Хорошая стойкость к радиации и химическая стабильность Хорошая стойкость к холоду, температура может быть от -40 ℃ до +40ºC Отлично электроизоляционные свойства, не подвергается электролитической коррозии Ковкость — удлиненный разрыв ПЭ80> 700% ПЭ100> 600% Антиэрозионная стойкость — в 8 раз лучше, чем у стали Примерно половина низкой теплопроводности стекла Гладкая поверхность, в отличие от роли металлических труб, легко ржавеет с кислородной коркой pe соединение труб в сплавленных трубных соединениях и фитингах, соединенных с расплавом, более обычная сторона, другая, а также раструбные соединения, этот метод применяется к малым размерам . 1, соединение с предохранителем: выполните следующие действия: сначала проверьте, а затем обрежьте трубу, стыки фитингов очистите, соскоблите оксидный слой, соедините две части трубы и фитингов, калибруйте сварочный аппарат, отрегулируйте параметры сварки в соответствии с сварочное напряжение, размеры сварки, электричество, сварка, а затем, наконец, охлаждение. 2, соединение с горячим расплавом: внутренняя поверхность поверхности трубы и труба вставляются, пока сварка не вращается, головка нагревается в течение нескольких секунд, затем быстро удаляется и сварочное устройство, тепловая трубка имеет быстрый вертикальная вставная трубка, упаковка, охлаждение до . 3, разъемы, относительно простые, здесь не сложные. * *** Технические характеристики HDPE сварки сварки 90 градусов локоть с сегментами FORGE 80274 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 393
393 397-400
397-400 94 г/см 3 , плотность ПЭ100 около 0,96 г/см 3 ;
94 г/см 3 , плотность ПЭ100 около 0,96 г/см 3 ;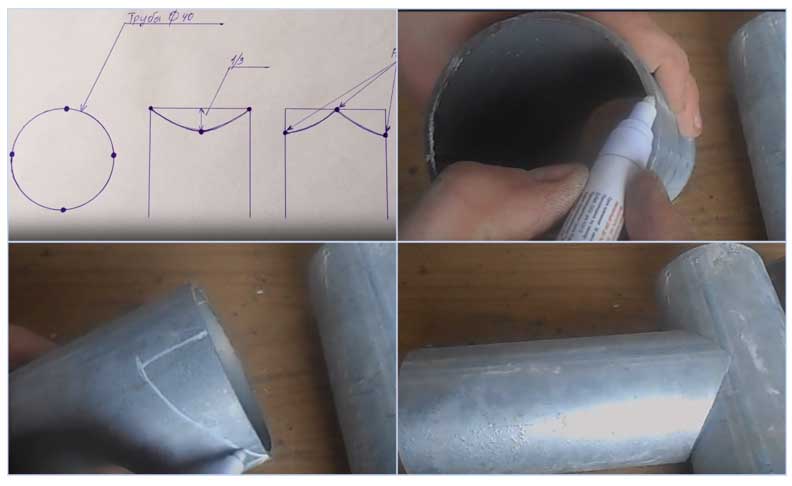
*** Основные характеристики сырья для трубопроводной арматуры
| Paramenter | Единицы | Требование | Тестовое значение | |
| плотность | кг / м³ | ≥930 | ≥930 | |
| Расхождение расплава | г / 10min | 0. 2 ~ 1.4 2 ~ 1.4 | 190ºC, 5 кг | |
| min | мин | 1 200ºC|||
| MG / KG | ≤350 | |||
| Содержание влаги | мг / кг | ≤300 | AST300 | : 1994A|
| % | 2,0 ~ 2.5 | 8 | ||
| Crbon Black Dispersion | класс | ≤3 | ||
| Комплектующие газо- | H | ≥20 | ≥20 | 80ºC, 2mpa (стресс обруча) |
Устойчивость к медленному росту трещин (EN> 5 мм) | H | 165 | 80ºC, 0. 80ºC, 0,92 МПа (испытательное давление) |
 80 МПа (испытательное давление)
80 МПа (испытательное давление)
20ºC Гидростатический
Прочность
Объем напряжения:
PE80 10.0MPA
PE100 12.4MPA
Температура тестирования: 20ºC
Время тестирования: ≥100h
80ºC Гидростатический
Прочность
Объем стресса:
PE80 4. 50MPA
50MPA
PE100 5.40MPA
PE100 5.40MPA
Температура тестирования: 80ºC
Время тестирования: ≥165H
80ºC
Прочность
Hood Riss:
ПЭ80 4.50mpa
PE100 5.40MPA
PE100 5.40MPA
Температура тестирования: 80 ° C
Время тестирования: ≥1000h
Прочность на растяжение
Butt-Fusion
фурнитура
Test к разрушению:
Гибкий хороший
Прочность сварки
Electro-Fusion
Трубопроводная арматура
Процент хрупкой кожуры:
≤33. 3%
3%
200ºC
Трубка расплава не более
±20% исходного материала
***машина для стыковой сварки ПЭНД
Трубы и отводы – Основное руководство для вторых инженеров: Часть 2
В нашей предыдущей статье (Трубы и отводы – Часть 1) мы обсуждали разницу между трубой и трубой, значение номинального диаметра и спецификацию трубы. В этой статье мы обсудим изгибы, локти и изгиб под углом.
В этой статье мы обсудим изгибы, локти и изгиб под углом.
Изгиб или колено
Термины изгибы и изгибы на кораблях всегда вызывают сомнения. Они часто используются как синонимы. Разница между ними следующая:
- Изгиб — это общий термин, обозначающий любое смещение или изменение направления трубопровода. Это расплывчатый термин, который также включает локти.
- Колено — это технический термин, и они классифицируются как 90 градусов или 45 градусов, короткий или длинный радиус.
- Отводы соответствуют промышленным стандартам и имеют ограничения по размеру, радиусу изгиба и углу. Углы обычно составляют 45 градусов или 90 градусов. Все остальные смещения классифицируются как изгибы труб.
- Отводы обычно изготавливаются или изготавливаются в соответствии с потребностями трубопровода; однако отводы являются сборными и стандартными и доступны со склада.
- Изгибы никогда не бывают острыми углами, в отличие от локтей.
 Методы гибки труб имеют ограничения в отношении степени утончения материала, которая может быть разрешена для безопасного сдерживания давления удерживаемой жидкости.Поскольку отводы бывают сборными, литыми или сварными встык, они могут быть острыми, как прямые углы, так и возвратные отводы на 180 градусов.
Методы гибки труб имеют ограничения в отношении степени утончения материала, которая может быть разрешена для безопасного сдерживания давления удерживаемой жидкости.Поскольку отводы бывают сборными, литыми или сварными встык, они могут быть острыми, как прямые углы, так и возвратные отводы на 180 градусов. - Колено является стандартным фитингом, но изгибы изготавливаются по индивидуальному заказу.
- В изгибах, поскольку труба изогнута и не используется сварка, трение в трубе меньше, а поток более плавный. В локтях сварка может создавать некоторое трение.
- Все отводы являются отводами, но не все отводы являются отводами.
- Изгиб имеет больший радиус, чем колена.
- Как правило, самым основным отличием является радиус кривизны. Колена обычно имеют радиус кривизны от одного до двух диаметров трубы. Изгибы имеют радиус кривизны, более чем в два раза превышающий диаметр.
Короткий радиус и длинный радиус
Отводы снова классифицируются как отводы с длинным или коротким радиусом. Разница между ними заключается в длине и кривизне. Отвод с коротким радиусом будет придавать трубопроводу более крутой поворот, чем отвод с большим радиусом.
Разница между ними заключается в длине и кривизне. Отвод с коротким радиусом будет придавать трубопроводу более крутой поворот, чем отвод с большим радиусом.
Колено с коротким радиусом 90 градусов
- В отводе с большим радиусом радиус кривизны в 1,5 раза больше номинального диаметра. У стандартного колена радиус кривизны в 1,0 раза больше номинального диаметра трубы.
- Отводы с большим радиусом обеспечивают меньшее сопротивление трению жидкости, чем короткие отводы.
- Колена с большим радиусом создают меньший перепад давления, чем колена с коротким радиусом.
- Короткий радиус дешевле, чем длинный радиус.
- Колена с коротким радиусом используются там, где мало места.
В дополнение к этой классификации изгибы бывают 45 градусов, 90 градусов и 180 градусов, также называемые возвратным коленом.
Колено 180°
Колено 45 градусов поворачивает жидкость/трубопровод на 45 градусов и так далее.
Колено короткого радиуса 45°
Отводы под углом
Другим типом изгиба является изгиб под углом. Изгиб под углом представляет собой изгиб, который получается путем обрезки концов труб под углом и их соединения. Настоящий угловой изгиб — это изгиб под углом 90 градусов, полученный путем разрезания двух труб под углом 45 градусов и их соединения сваркой.Точно так же три трубы, разрезанные под углом 22,5 градуса, дадут изгиб под углом 90 градусов.
угловой изгиб
В следующей статье мы обсудим различные фитинги для труб.
Каталожные номера
- ФИТИНГИ ДЛЯ ТРУБ SAFELOK-USA
- Трубка из нержавеющей стали
- Ящик для инженерных инструментов
- Руководство по расчету трубопроводов и трубопроводов: строительство, проектирование, изготовление — Дж. Филлип Элленбергер
- Шсм
Метки: изгибы труб
Hobart® Welding Products Седло направляющей трубы 2-3/8″, 22.5 градусов, 45 градусов и 90 градусов — 294629
Обратите внимание: Мы закажем этот продукт, когда вы разместите свой заказ, и отправим его вам, как только он будет доступен. Сроки доставки будут варьироваться.
Политика доставки Онлайн-заказы на сумму 250 долларов США или более и офлайн-заказы на сумму 1000 долларов США или более будут доставлены БЕСПЛАТНО в пределах континентальной части Соединенных Штатов (применяются некоторые исключения).
- За пределами Соединенных Штатов скидка 5% будет предоставляться при доставке заказов на Аляску, Гавайи, Виргинские острова США (Санта-Крус, Сент-Томас, Сент-Джон и Уотер-Айленд), Пуэрто-Рико и Гуам. Все остальные заказы отправляются на условиях FOB со склада Northern Safety & Industrial, если не указано иное.
- За онлайн-заказы на сумму менее 250 долларов США и офлайн-заказы на сумму менее 1000 долларов США будет взиматься соответствующая плата за доставку и обработку в зависимости от предполагаемого веса посылки. К вашему заказу могут применяться дополнительные сборы, которые могут включать фрахт при доставке товаров, размеры упаковки, вес и дополнительные сборы.Общее количество товаров в вашем заказе будет учитываться в соответствии с нашей политикой бесплатной доставки.
- Если вам нужен весь заказ или его часть быстро, и общая сумма заказа соответствует нашей политике бесплатной доставки, вы оплачиваете только разницу между наземными и воздушными сборами.
 К вашему заказу могут применяться дополнительные сборы, которые могут включать фрахт при доставке товаров, размеры упаковки, вес и дополнительные сборы.Общее количество товаров в вашем заказе будет учитываться в соответствии с нашей политикой бесплатной доставки.
К вашему заказу могут применяться дополнительные сборы, которые могут включать фрахт при доставке товаров, размеры упаковки, вес и дополнительные сборы.Общее количество товаров в вашем заказе будет учитываться в соответствии с нашей политикой бесплатной доставки.В настоящее время мы осуществляем доставку в Соединенные Штаты, включая адреса APO и FPO, Канаду, Виргинские острова США, Гуам и Пуэрто-Рико.
Доставка в тот же день — наши большие складские запасы и автоматизированные средства доставки позволяют нам отправлять 98% всех заказов в тот же рабочий день. Заказы, размещенные до 17:00 по восточному времени, будут отправлены в тот же рабочий день. Заказы, размещенные после 18:00 по восточному времени, будут отправлены на следующий рабочий день.
Заказы, размещенные до 17:00 по восточному времени, будут отправлены в тот же рабочий день. Заказы, размещенные после 18:00 по восточному времени, будут отправлены на следующий рабочий день.
В скоростной полосе — Если вам нужен ваш заказ быстро, мы можем отправить вашу посылку на следующий день или на второй день.Выберите подходящий для вас способ при оформлении заказа.
Колено трубы 90 градусов | Поставщик качественных кованых фитингов-фланцов
18 сен 2018
18 сентября 2018 г.
Колено из стальной трубы под углом 90 градусов изменяет направление жидкости. Это наиболее часто используемый тип во всех трубопроводных системах, поскольку он легко совместим со стальной конструкцией и конструкцией. Переходное колено на 90 градусов можно использовать для соединения труб и фитингов разного диаметра.
Колено трубы под углом 90 градусов
В зависимости от метода соединения имеется три типа колена под сварку встык под углом 90 градусов, колено под сварку внахлест под углом 90 градусов и колено с резьбой под углом 90 градусов.
Колено под сварку встык
Колено для стыковой сварки под углом 90 градусов
Колено для стыковой сварки под углом 90 градусов является наиболее распространенным типом. При использовании необходимо выровнять его торец с трубой или фитингами, после чего нагреть. При сварке сначала необходимо установить несколько точек контакта. Это может быть автоматизировано или сделано вручную.Сопротивление усталости ручной BW-сварки относительно низкое, легко вызвать дефекты, такие как перекрытие и подрез.
Характеристики колена для стыковой сварки
- Имеет большой размер и диапазон расписания.
- Сварной шов обладает высокой прочностью и хорошим напряжением. Таким образом, соединение прочное, а защита от утечек хорошая.
- Обычно используется в трубопроводных системах высокого давления и температуры, также могут использоваться некоторые трубопроводы малого диаметра с низким давлением.
- Для сварки требуется профессиональный человек.
- Требования к обнаружению сварки высоки и жестки.
- Колено 90 градусов A234 WPB и колено 90 градусов SS316 более распространены в промышленности.

Колено под сварку враструб
Колено под сварку внахлест 90 градусов
Использование 90-градусного колена для сварки в раструб заключается в том, чтобы вставить трубу в ее раструб для сварки. Форма его соединения аналогична резьбовому колену после формирования.
Особенности колена под сварку враструб
- Экономичен при применении в системе трубопроводов малого диаметра с низким давлением.Толщина стенки трубы малого диаметра относительно мала, поэтому сварка встык затруднена.
- Сварка относительно проста. Он не беспокоится о скашивании и смещении. Положение сварки можно отрегулировать до горизонта.
- Его диаметр немного больше, чем трубы или фитинги для вставки. Колено
- ASTM A105 и колено A182 F316 являются популярными материалами марки .

Колено с резьбой
Колено с резьбой 90 градусов
Это широко используемое и съемное колено.Их часто можно найти в недорогих некритичных приложениях. По размеру и номинальному давлению он аналогичен колену под сварку враструб, поскольку оба они стандартизированы ASME B16.11 и BS3799.
Особенности резьбового колена
- Простая конструкция, удобный монтаж и демонтаж.
- Простой и безопасный в эксплуатации. Для его установки не требуются профессионалы, открытый огонь или электроприборы.
- Используется в стабильных трубопроводах малого диаметра, низкого давления.
- Индикатор «проход/непроход» удобен для проверки резьбы.
- По сравнению с коленом SW и BW его использование более гибкое, технические требования ниже.
Клиенты всегда интересуются или покупают колено трубы 90 градусов с концом BW, потому что это самый стабильный вид в соединении и диком диапазоне. Но остальные незаменимы. В любом случае все они имеют преимущества и недостатки, пожалуйста, покупайте или используйте в соответствии с реальной ситуацией.
Размеры колена трубы под углом 90 градусов
| Товар | ЧБ | ПО/THD |
|---|---|---|
| Диаметр | DN15-2000, NPS 1/2-80 | DN6-100, NPS1/8-4 |
| Расписание/Давление | Щ20-ХХС | 3000#, 6000#, 9000# |
| Тип | LR и SR | ЛР |
| Техника | Бесшовные и сварные фитинги | Кованые фитинги |
| Упаковка | Деревянный ящик или поддон | Деревянный ящик |
| Поверхность | Черная грунтовка или оцинкованный отвод | Противомасленное или оцинкованное колено |
Производитель и поставщик трубной арматуры
Приварное колено большего размера в наличии
Наш завод расположен в округе Яншань Цанчжоу, Китай.Мы производим колено трубы из углеродистой стали 90 градусов, тройник, концентрический переходник, эксцентриковый переходник, заглушку трубы, стальной изгиб, заглушку. И запаситесь фитингами из нержавеющей стали, резьбовыми муфтами, фитингами для сварки внахлест на складе в Шанхае.
И запаситесь фитингами из нержавеющей стали, резьбовыми муфтами, фитингами для сварки внахлест на складе в Шанхае.
Колено для труб | Отводы встык под углом 90 градусов, длинные и короткие отводы
90 штуцеров трубы сварки встык стали углерода локтя 90 градусов
Определение колена трубы:
Колено трубы — это один из видов фитингов, который может изменять направление потока жидкости или газа в системе трубопроводов.Колено трубы обычно используется для соединения двух труб, иногда называемое «четвертным изгибом».
Локти разделены на три группы, которые определяют расстояние, на котором они меняют направление. Обычно, в зависимости от расстояния изменения направления, колена делятся на следующие три вида: колено с коротким радиусом (колено SR), колено с длинным радиусом (колено LR), колено с индивидуальным радиусом.
Основываясь на изменении угла направления локтя, локти также делятся: локоть 90 градусов, локоть 45 градусов, локоть 180 градусов (обратный локоть), локти в любом градусе.
Иногда две трубы для соединения отвода имеют разные размеры, тогда нам нужен переходной отвод.
Определение колена трубы для стыковой сварки под углом 90 градусов:
Колено 90 градусов — это трубный фитинг, который можно использовать для изменения направления потока на 90 градусов. Его также называют «изгиб на 90» или «четверть изгиба». В качестве стыка между двумя трубами колена 90 градусов также используются в качестве концов перил или углов при горизонтальной установке.
Для стыковой сварки стального отвода обычно изготавливают из куска бесшовной трубы. Согнув два конца трубы под углом 90 градусов, получается бесшовное колено 90 градусов. также изготавливаются отводы 90 градусов из труб ВПВ или стальных листов, затем свариваются отводы. Отводы 90 градусов изготавливаются как отводы SR (короткий радиус) и LR (длинный радиус) или отводы другого радиуса.
Данные колена трубы для стыковой сварки под углом 90 градусов:
Сертификат : API, CE, ABS, ISO, одобренный сертификат PED
Маркировка: По желанию заказчика
Инспекция: Принять внутреннюю или стороннюю инспекцию
Преимущество : Долгий срок службы, высокое качество, разумная цена
Экспорт: по всему миру
Применение: Нефтяная, химическая, энергетическая, газовая, металлургическая, судостроительная, строительная и т. Д.
Д.
Тип локтя | Колено 90°/45°/180°, колено длинного/короткого радиуса, редукционное колено, колено для стыковой сварки, колено с резьбой, колено для сварки внахлест |
Размер | 1/2”–48” DN15–DN1200 |
Толщина стенки | СЧ20,СЧ30,СЧ50,СЧ80,СЧ220,СЧ260,СТД,ХС,ХХС и т.д. |
Стандарт | АСМЭ/АНСИ Б16.9, ASME/ANSI B16.11, MSS SP-75, MSS SP-43, BS EN 10253, DIN2605, 2609, 2615, 2616, 2617, DIN28011, ГОСТ 17375, 17376, 17378, 17379, 17380, 30753, JIS B2311 , ДЖИС Б2312, ДЖИС Б2313, ДЖИСТ Б2316, ИСО 3419, ИСО 5251 |
Материал | Углеродистая сталь, нержавеющая сталь, легированная сталь: ASTM A105, A182 F5, F9, F11, F12, F22, A234 WPB, WP5, WP9, WP11, WP12, WP22, WP91, A403 WP304L, WP316L, WP321, ASTM S420 WPL6, ASTM A860 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, JIS G3454, BS EN10253, S235, S355, DIN ST37, ST52, ГОСТ CT20 |
Локтевое соединение | Сварка встык, Сварка враструб, Резьбовые |
Кольцевой сварной шов — обзор
8.
7.5 ТрубопроводПри сварке трубопровода возникают две проблемы: продольный сварной шов, образующий трубу, обычно выполняется дуговой сваркой под флюсом, и кольцевой сварной шов, соединяющий отрезки трубы, обычно выполняется сваркой дымохода. Трубопровод – это процедура сварки сверху вниз с использованием целлюлозных электродов, преимущество которой заключается в том, что она выполняется намного быстрее, чем альтернативные ручные методы. Для обоих типов сварных швов обычной практикой является указание минимальных значений ударной вязкости по Шарпи как можно ближе к значениям, указанным для материала пластины.
При составлении рецептуры комбинации флюс-проволока для дуговой сварки под флюсом необходимо иметь в виду, что металл сварного шва, переносимый с электрода, разбавляется примерно в два раза по сравнению с основным металлом, и состав может быть соответствующим образом изменен. Для получения хороших результатов удара необходимо стремиться к микроструктуре, состоящей из игольчатого феррита с минимальным количеством крупнозернистого граничного феррита (см. раздел 8.3.1). Даже небольшое количество мартенсита вредно, если, как это обычно бывает, сварные швы не подвергаются термообработке после сварки.Поэтому количество сердцевины (микросегрегации) должно быть сведено к минимуму, и это достигается за счет снижения содержания углерода. Легирующие добавки способствуют образованию игольчатого феррита, но также увеличивают риск образования мартенсита. Кроме того, микролегирующие компоненты в многопроходных наплавках могут вызвать охрупчивание за счет осаждения в зонах повторного нагрева или во время термической обработки после сварки. Из рис. 8.20 видно, что диапазон скоростей охлаждения, при которых формируется идеальная микроструктура, весьма узок.Для оптимальной пластичности металла сварного шва также необходимо контролировать содержание кислорода с использованием полуосновных или основных флюсов или, возможно, типа флюса на основе диоксида титана и бора, упомянутого в разделе 8.2.4. Чем выше прочность основного металла, тем больше внимания требуется при контроле процесса и расходных материалов.
раздел 8.3.1). Даже небольшое количество мартенсита вредно, если, как это обычно бывает, сварные швы не подвергаются термообработке после сварки.Поэтому количество сердцевины (микросегрегации) должно быть сведено к минимуму, и это достигается за счет снижения содержания углерода. Легирующие добавки способствуют образованию игольчатого феррита, но также увеличивают риск образования мартенсита. Кроме того, микролегирующие компоненты в многопроходных наплавках могут вызвать охрупчивание за счет осаждения в зонах повторного нагрева или во время термической обработки после сварки. Из рис. 8.20 видно, что диапазон скоростей охлаждения, при которых формируется идеальная микроструктура, весьма узок.Для оптимальной пластичности металла сварного шва также необходимо контролировать содержание кислорода с использованием полуосновных или основных флюсов или, возможно, типа флюса на основе диоксида титана и бора, упомянутого в разделе 8.2.4. Чем выше прочность основного металла, тем больше внимания требуется при контроле процесса и расходных материалов.
Достижение требований по ударной вязкости не является проблемой при ручной кольцевой сварке из-за более низкой скорости тепловложения и, соответственно, более тонкой структуры. Холодное растрескивание, вызванное водородом, также не является серьезной проблемой, даже несмотря на то, что сварные швы выполняются электродами из целлюлозы.Возможной причиной этого является относительно короткое время между проходами при сварке дымохода, так что температура между проходами относительно высока даже в холодных условиях окружающей среды. Кроме того, фактическое содержание водорода может, как было показано ранее, быть намного ниже, чем можно предположить по результатам испытаний на диффузионный водород. В трубопроводе на Аляске, сварка которого проводилась в суровых арктических условиях, на 1200 км трубопровода было обнаружено всего 28 трещин, и предположительно они возникли из-за чрезмерного изгиба во время погрузочно-разгрузочных работ, а не из-за сварки.
В Таблице 8.9 показаны стандартные марки стали API для высокопрочных трубопроводных труб. Кроме того, для высокопрочных марок были разработаны два специальных типа, а именно игольчатая ферритная сталь и сталь с уменьшенным содержанием перлита . Состав игольчатой ферритной стали разработан таким образом, что лист после прокатки имеет микроструктуру, очень похожую на структуру металла сварного шва из углеродистой стали. Он состоит из игольчатых зерен феррита с островками мартенсита и рассеянными карбидами. Доэвтектоидный феррит в металле шва отсутствует, но может быть некоторое количество полигонального феррита.Этот тип структуры может быть получен из стали с максимальным содержанием углерода 0,06%, 1,52,2% Mn, 0,1–0,4% Mo и 0,04–0,10% Nb. Игольчатая ферритная сталь этого общего типа по API 5 LX 70 может достигать ударных свойств более 200 Дж см − 2 при –30 °C.
Кроме того, для высокопрочных марок были разработаны два специальных типа, а именно игольчатая ферритная сталь и сталь с уменьшенным содержанием перлита . Состав игольчатой ферритной стали разработан таким образом, что лист после прокатки имеет микроструктуру, очень похожую на структуру металла сварного шва из углеродистой стали. Он состоит из игольчатых зерен феррита с островками мартенсита и рассеянными карбидами. Доэвтектоидный феррит в металле шва отсутствует, но может быть некоторое количество полигонального феррита.Этот тип структуры может быть получен из стали с максимальным содержанием углерода 0,06%, 1,52,2% Mn, 0,1–0,4% Mo и 0,04–0,10% Nb. Игольчатая ферритная сталь этого общего типа по API 5 LX 70 может достигать ударных свойств более 200 Дж см − 2 при –30 °C.
Таблица 8.9. Сталь трубопроводная высокопрочная
| Спец. | Марка | Ковшовые анализы (%) | Предел текучести, мин. (Н мм − 2 ) (Н мм − 2 ) | Предельное напряжение, мин. (N мм — 2 ) | Удлинение мин (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C, Max | Si | MN | V, MIN | NB, MIN | TI, MIN | |||||||||
| Х42 | 0.28 | _ | < 1.25 | _ | _ | _ | _ | 290 | 410 | 25 | ||||
| X46 | 0.28 | _ | _; 1.25 | _ | _ | _ | _ | 315 | 430 | 430 | 23 | |||
| API | x52 | 0.28 | _ | & lt; 1.25 | _ | _ | _ | _ | 360 | 360 | 450 | 450 | ||
| STD | x56 | 0. 26 26 | _ | < 1.35 | 0.02 | 0.02 | 0.03 | 0.03 | 385 | 490 | 22 | |||
| 5LX | x60 | x60 | _ | _ | & lt; 1.35 | 0.02 | 0.02 | 0.02 | 0,03 | 415 | 520 | 22 | ||
| 0.26 | _ | & lt; 1.40 | 0.02 | 0.02 | 0.005 | _ | 450 | 550 | 550 | 20 | ||||
| x 70 | 0.23 | _ | < 1.60 | _ | _ | _ | _ | _ | 480 | 560 | 560 | 560 | 20 | |
Уменьшается из перлитической стали, в качестве имени, представляет собой низкоуглеродичный ферритовый жемчужный сталь с более низкой долей перличия в микроструктура, чем у обычных марок API. Некоторые типичные запатентованные композиции показаны в таблице 8.10. Как и сталь с игольчатым ферритом, сталь с уменьшенным перлитом имеет хорошее сочетание ударопрочности и прочности на растяжение, подходящее для прямошовных труб большого диаметра, используемых в арктических условиях.В большинстве своем такие стали относятся к микролегированному типу и подвергаются контролируемой прокатке для получения оптимального сочетания свойств.
Таблица 8.10. Типичная композиция перлита-уменьшенного X70 линии трубы стали
| № | 9103 Chemical Computy (%) | C | SI | MN | AL | V | NB | |||
|---|---|---|---|---|---|---|---|---|---|---|
| API | 1 | 0.15 | 0,13 | 1,35 | 0,05 | 0,05 | 0,03 | |||
| 5LX | 2 | 0,10 | 0,18 | 1,17 | 0,06 | 0,04 | 0,03 | |||
| 70 | 3 | 0. 09 09 | 0.27 | 0,27 | 0,27 | 0.067 | 0.067 | 0.08 | 0.0.08 | 0,049 |
Погруженная дуговая сварная машина для высокопрочной линии трубы сталь может содержать марганцы, молибден, никель, ниобий и иногда небольшое количество титана.Сочетание 0,01–0,02 % Ti и основного флюса при дуговой сварке под флюсом может обеспечить температуру ударного перехода в металле шва до –60 °C. Однако зона термического влияния обычно имеет более низкую ударную вязкость, чем основной металл. Стержни с целлюлозным покрытием для кольцевых швов изготавливаются из марганцево-никелевого сплава или Mn-Mo-Ni, при этом более низкая скорость подведения тепла позволяет использовать более низкое содержание сплава.
Корневые и горячие проходы сварных швов дымохода выполняются парами сварщиков, работающих с противоположных сторон трубы, начиная с двенадцати часов и заканчивая шестью часами.