электроды, сварочное оборудование, газорезка металлов в Красноярске и Новосибирске
CS-41 Сварка угловых швов изделий с небольшими стенками. Прерывистый и непрерывный сварной шов.
| Каретка | |
| Входящее напряжение | АС 110 В – 230 В, 50/60 Гц |
| Габаритные размеры: Ш х Д х В | 370 х 210 – 242 х 288 мм |
| Вес | 7,5 кг |
| Привод | Полный (4 колеса) |
| Скорость перемещения | 0 – 196 см/мин |
| Электродвигатель перемещения каретки | DC 24B, 12B, 5000 об/мин BLDC Motor |
| Тяговое усилие | 14 кг |
| Усилие магнитов | 30 кг |
| Суппорт | |
| Угол наклона горелки | 45° ± 10° |
| Перемещение горелки вперед — назад | 0-32 мм |
| Перемещение горелки вверх — вниз | 0-32 мм |
| Наклон горелки по оси движения каретки (углом вперед – назад) | ± 5° |
| Горелка | |
| Тип сварочной горелки |
3, 4, 5 м. , прямой гусак , прямой гусак |
Особенности сварки угловых швов
Угловые швы – сварные соединения, которые формируются под углом не меньше 180°. Но чаще всего создаются стыки под прямым углом в 90°, ведь это способствует равномерному распределению нагрузки на обе стороны обрабатываемой угловой конструкции.
Угловые швы бывают:
- нахлесточными;
- с краями, примыкающими в точке соединения;
- тавровыми, один конец которых прикладывается к ровной поверхности;
- без разделки кромок или с таковой;
- сплошными и прерывистыми;
- короткими, средними и длинными.
Сложности, сопровождающие формирование угловых стыков
Прочные и качественные угловые швы – показатель высокого профессионализма сварщика. Надежное и выносливое соединение не выказывает признаков присутствия:
- Подрезов. Это углубления, которые появляются на металлических изделиях в результате неправильного использования электрической дуги и неполноценного распределения раскаленных частиц металла на боковую поверхность угла.
- Непроваренных отрезков. Непроваренный корень шва получается в итоге оседания расплавленного металла по бокам. Как правило, к этому приводят слишком сильные движения концом электрода.
- Неверно сформированного катета углового стыка. Дефект объясняется неправильно выбранными параметрами напряжения и превышенной/заниженной скоростью движения электрода.

- Погрешностей в размерах и градусности угла.
- Неравномерного распределения металла по обеим сторонам стыка.

Помимо уже указанных дефектов, угловые швы могут быть испорчены лунками, кратерами, пустотами, свищами либо посторонними твердыми включениями.
Особенности сварочных работ
Расплавленный металл, образующийся при формировании угловых швов, подвергается влиянию силы тяжести и стекает в нижнюю плоскость. Из-за этого сварочные работы рекомендуется производить в положении «в лодочку», располагая изделие с таким расчетом, дабы металл перед дугой не смог стекать в шлак. Опять же, сделать это не всегда реально, потому есть еще один вариант развития событий. Он подразумевает удерживание электрода под углом в 45° по отношению к металлическим поверхностям. Во время сварки его по очереди немного наклоняют в разные стороны.
Для каждого углового соединения подбирается своя величина тока, определяемая опытным путем с использованием пробных планок. Диаметр используемого электрода должен соответствовать толщине шва, а металл — равномерно плавиться и распределяться. Рекомендуется выставлять прихватки, предотвращающие деформации и перекосы стыка.
Угловые сварные швы | Сварка металлов и материалов
Угловые швы (рис. 13.6) формируются за счет вводимого в ванну металла электрода, заполняющего угол между свариваемыми деталями (внешняя часть шва), и расплавленного основного металла (внутренняя часть шва). Определяющими параметрами углового шва являются: катет внешней части К, глубина проплавления s, расчетная величина h, ширина е, толщина Н, коэффициент формы шва е/H.
Рис. 13.6. Угловые швы без сплошное проплавления (а), со сплошным проплавлевием (б)
При ручной дуговой сварке сечение шва образуется в основном за счет его внешней части, поэтому расчетная величина h=0.
Многослойный шов
Важным элементом многослойного шва является подварочный шов, который выполняют после тщательной зачистки или даже удаления части корневого шва, где наиболее вероятно скопление дефектов. Это делают с помощью рубильного молотка крейцмейселем путем вышлифовки абразивным кругом или выплавкой воздушно-дуговым резаком. Качественное выполнение подварочного шва во многом обеспечивает прочность всего сварочного соединения. Иногда подварочный шов выполняют до сварки основного сечения шва.
Необходимо особо тщательно сваривать швы, к которым предъявляется требование непроницаемости (плотности). Даже при толщине металла 3-4 мм их рекомендуется сваривать в 2 слоя с разделкой кромок или без разделки. Это гарантирует непроницаемость швов в конструкциях резервуаров, газопроводов и т. п.
По протяженности сварные швы условно считают короткими при длине до 250 мм, и сваривают их на проход (рис. 13.8, а), средними — длиной 250- 1000 мм, которые сваривают от середины к краям (рис. 13.8,6), и длинными — длиной более 1000 мм, их сваривают обратноступенчатым способом (рис. 13.8, в) от середины к краям или разбивая на участки (рис. 13.8, г). Обратноступенчатая сварка значительно уменьшает коробление деталей от сварки.
Рис. 13.9. Сварка металла: а — горкой; б — каскадом; в -блоками; г — двусторонними секциями; I, II, последовательность сварки одним и двумя сварщиками
Металл толщиной 20 мм и более сваривают «горкой», «каскадом, «блоками», а при двухсторонней сварке шов разбивают на секции, которые сваривают блоками одновременно два сварщика с двух сторон с небольшим опережением одного сварщика (рис. 13.9) над другим. Такой способ обеспечивает естественный подогрев кромок и предохраняет от образования трещин в шве и зоне влияния.
Вретикальные швы
Сварка швов в вертикальном положении затруднена тем, что металл сварочной ванны под влиянием силы тяжести стремится скатиться вниз. Для предупреждения этого уменьшают размер сварочной ванны путем снижения сварочного тока на 10-20 %, и сварку ведут короткой дугой. Вертикальные швы сваривают сверху вниз и снизу вверх (рис. 13.10). Для овладения сваркой на вертикальной плоскости необходимы тренировка сварщика и приобретение им навыков такой сварки.
Рис. 13.10. Сварка вертикальных швов: а — сверху вниз; б — снизу вверх
Сварка сверху вниз
Сверху вниз обычно сваривают тонкий металл. Дугу зажигают вверху стыка, и после образования ванны наклоняют (рис. 13.10, а) электрод под углом к изделию так, чтобы дуга была направлена на ванну, и постепенно перемещают электрод вниз, образуя сварной шов. Сварка снизу вверх усваивается сварщиками быстрее и выполняется легче. Дугу зажигают внизу стыка, и после образования ванны немного отводят электрод вверх, наклоняя его под углом к изделию, при этом низ ванночки кристаллизуется, образуя площадку твердого метала, на которую ложится и кристаллизуется следующая ванна, и т. д. Поперечные колебания электрода, как правило, меньше, чем при сварке в нижнем положении, ширина шва не превышает (l,5…2)dэ. При наклонном положении свариваемых деталей наклонный стык сваривают снизу вверх. Такая сварка легче, чем в вертикальном положении, и обеспечивает высокое качество шва. Если в наклонном положении нужно выполнить сварку тонкого металла, применяют сварку сверху вниз.
Похожие материалы
Презентация к уроку «Техника сварки угловых швов в нижнем положении»
ТЕМА УРОКА:
ТЕХНИКА СВАРКИ УГЛОВЫХ ШВОВ В НИЖНЕМ ПОЛОЖЕН ИИ
ЦЕЛИ УРОКА:
- образовательная: изучить технику сварки угловых швов в нижнем положении;
- развивающая: развить способность выбирать положение и способ сварки в зависимости от вида конструкции;
- воспитательная: воспитать трудолюбие и ответственное отношение к выполняемой работе.

Актуализация опорных знаний:
1. Назовите виды сварочных соединений.
2. Как классифицируются сварные швы?
3. Какие виды сборочно-сварочных приспособлений Вы знаете?
4. Расскажите про прямую и обратную полярность.
5. Для чего совершают колебательные движения электродом?
Выполнение сварочных работ требует строгого выполнения технологии изготовления сварной конструкции, которая включает в себя и выбор положения сварки, наиболее удобный для сварщика, технику и режимы сварки. Для правильного выбора этих позиций необходимо знать требования техники безопасности, видя электродов и способов изготовления конструкции, которые позволяют рационально организовать производственный процесс.
При выполнении угловых швов наклонным электродом жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость.
Поэтому выполнение этих швов лучше производить «в лодочку» электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
а – в симметричную «лодочку»; б — в несимметричную «лодочку»
В лодочку (сварка только угловых швов)
углы 30, 45, 60 °.
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не дол жен превышать 10% толщины листа
Сборка углового соединения.
45 °
пластина
электрод
90 °
электрод
собираем на двух прихватках
Сварка углового соединения.
электрод
15 °-30°
ниточный шов
анимация
Сварка углового соединения с колебательными движениями электродом.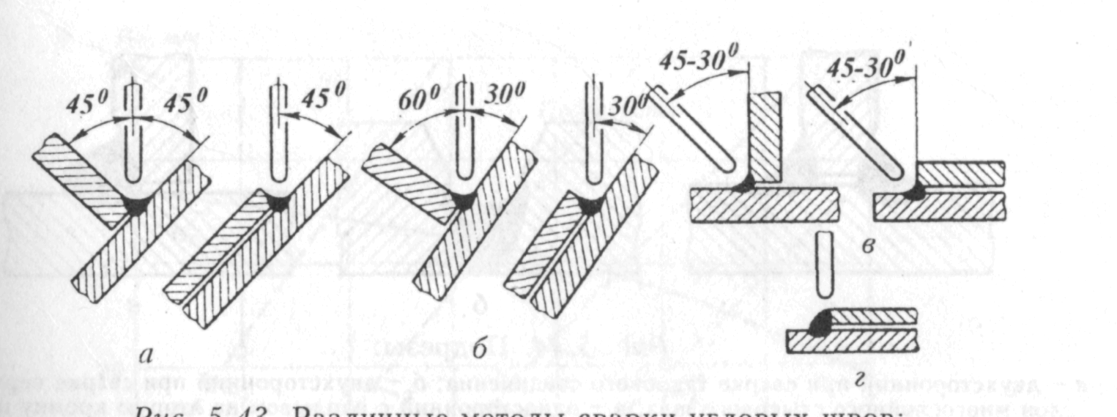
колебательные движения
электрод
15 °-30°
ширина шва 3-4 диаметра электрода
90 °
анимация
Возможные ошибки.
- Неравномерный сварочный шов.
2. Подрез.
неравномерность сварочного шва
подрез
Не всегда можно установит сварное изделие для сварки «в лодочку» тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа.
в – в угол; г – с оплавлением кромки
Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечны движения треугольником без задержки или с задержками в корне шва.
Положение и движения электрода при выполнении угловых швов
В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Закрепления полученных знаний :
- Сложности, возникающие при сварке угловых швов.
- Наиболее удобное положение сварки углового шва.
- Виды колебательных движений электрода.
- Оптимальный угол наклона электрода.
- Какие электроды нужны для сварки в «лодочку»?
ДОМАШНЕЕ ЗАДАНИЕ
Закрепить пройденный материал по конспекту и рекомендованной литературе.
TIG — угловые сварные швы
Резак расположен под углом 45 градусов к углу скругления (угол наклона) а также наклонен назад примерно на 20 градусов по направлению движения (уклон угол). Металл — нержавеющая сталь 2 мм, и мы выставили автомат на 75 ампер (см. диаграмму TIG AMP).
Для угловых швов используется кожух меньшего размера, чем обычно — мы использовали число 4. Это позволяет фонарю приблизиться к углу соединение.Защита от газа хуже с кожухом меньшего размера, но для галтели стыки газ находится в углу, компенсируя меньшие пелена.
Конец вольфрама находится примерно в 3 мм от угла стыка, когда горелка находится в положении сварки. Расстояние сложно судить в угол. Можно использовать кусок сварочного стержня 1,6 мм в углу. гораздо точнее выставить вольфрамовый выступ.
Автогенный угловой сварной шов
Угловые швы отлично подходят для выявления технических недостатков. Если дуговой зазор слишком велик или добавлено слишком много присадочного стержня (накопление сварной шов, чтобы вольфрам находился слишком далеко от угла), затем сварочная ванна будет стремиться оплавить края листа, а не угол стыка. Это приводит к неаккуратному сварному шву с плохим проникновением в корень.
Автогенные швы — это путь развития угловой техники.Аутогенный просто означает, что сварные швы выполняются без присадочного стержня. Без наполнитель, если вольфрам находится слишком далеко от угла, он будет дугой одна сторона листа или другая, и будет невозможно поддерживать сварочная ванна. Его стоит попробовать, изучая филе с присадочный стержень выполняются в абсолютно такой же технике.
Вот видео аутогенного углового шва.Мы начали с конца
прихватки, чтобы у нас было немного присадочного материала, чтобы сделать сварной шов
бассейн, то сварочная ванна перемещается вдоль стыка без дополнительных
добавлен наполнитель.
Хорошо, там тачдаун. Вольфрам очень близок к сварочная ванна, так что это случается время от времени, но это еще не конец Мир. Плотный дуговый зазор сохраняет вольфрам холодным, поэтому он не цепляется за излишки металла из сварочной ванны.Достойный инверторный сварщик TIG отключит питание вольфрама, как только он упадет, что еще больше снижает загрязнение вольфрама. Мы продолжили и закончили сварной шов.
Кромка керамики может опираться на одну сторону галтели и используется как направляющая для фонарика.
Самогенные швы красивы, но не так прочны, как обычные сварные швы TIG. Металл в сварочной ванне поступает с боковых сторон угла, поэтому там подрезает, а арматура, добавляемая сварным швом, довольно мала — обычно это около 0.8 толщины стали.
Это тот же нержавеющий лист толщиной 2 мм, с которого мы начали — он выглядит очень сильно. на фото толще!
Угловой шов с присадочным стержнем
Основная причина попробовать в первую очередь аутогенный продукт — это почувствовать, как сварка должна вести себя. На фото автогенный шов из первое видео слева, а филе из следующего видео — право.
Два сварных шва очень похожи по размеру. Наполнитель только что добавляется заменить расплавленный металл в сварочную ванну. Слишком много наполнителя будет чрезмерно нарастать сварной шов и заставит тепло уйти в стороны филе, а не угол.
Мы остались на уровне 75 ампер и использовали присадочный стержень 1,0 мм для галтели.
На видео стержень касается только передней части сварочной ванне и не принудительно попадать в бассейн.Вам не нужно добавлять очень много наполнителя.
Присадочный стержень заменяет металл, используемый для формирования сварочной ванны, поэтому
нет подрезов.
Неисправность — слишком большой дуговый зазор
Каждый сварщик TIG, не проходивший формального обучения, скорее всего, пострадает из этого. Справа нормальный — аккуратный, соломенного цвета. Тот, что слева, был намеренно сделан с дуговым зазором 4 мм (слишком много длинный), что увеличивало нагрев сварного шва и в целом оставляло беспорядок.
Дуга образовывалась на одном листе или на другом, а горелка перемещаться между листами, чтобы сварочная ванна формировалась против оба листа. Это снизило скорость сварки и повысило теплоотдачу. ввод можно увидеть в сером цвете сварного шва и расстоянии воронение материала от сварного шва.
Рекомендации по угловой сварке — Сильфон Oakridge
Нажмите, чтобы просмотреть статьюЛучшие практики во всем
Угловые сварные швы могут иметь уменьшающуюся отдачу прочности по мере увеличения размера; кроме того, угловой шов может быть нарушен, если его остановить в неправильном месте.Мы рассмотрим оба этих условия.
В этот момент вы думаете: «Сварка? Привет! Где мой практический совет по компенсаторам !? » Послушайте, у меня есть жизнь вне компенсаторов. Как и на днях, я был на этом обеде, и очередь была безнадежно зажата из-за неэффективного планирования, поэтому я бросился в дело, добавив дополнительные сервировочные ложки, а затем открыл очередь по обеим сторонам стола, а затем переместил десерты и напитки в корзину. отдельный стол, потому что по какой-то причине люди, кажется, не могут определиться, когда дело доходит до десертов, и даже не заставляют меня начинать с напитков — все это УТРАИВАЛО пропускную способность.Но я отвлекся.
Сказка о двух сварных швах
Вместо использования огромного углового сварного шва размером 1 дюйм, вырежьте фаску ½ дюйма на пластине с помощью углового шва ½ дюйма. Это уменьшает площадь поперечного сечения наплавленного металла на ПОЛОВИНУ. Оба сварных шва имеют одинаковую прочность, потому что путь трещины, который представляет собой наименьшую площадь поперечного сечения по длине сварного шва (используется при расчете напряжения сдвига), равен 0,707 дюйма.
Это уменьшает площадь поперечного сечения наплавленного металла на ПОЛОВИНУ. Оба сварных шва имеют одинаковую прочность, потому что путь трещины, который представляет собой наименьшую площадь поперечного сечения по длине сварного шва (используется при расчете напряжения сдвига), равен 0,707 дюйма.
И стоимость добавленной фаски намного дешевле, чем сварка, которую он заменяет.Это действительно важно, потому что в наши дни сварщиков найти сложнее, чем нейрохирургов.
Для угловых сварных швов меньшего размера становится менее рентабельным добавление фаски. Один проход углового сварного шва составляет около дюйма, поэтому я бы сказал, что если угловой шов превышает ½ дюйма, скосы — это хороший способ.
Устранение факторов стресса
Для косынки или проушины, которые испытывают изгибающую нагрузку в направлении сложного пути, наибольшие сварочные напряжения находятся на концах. Очень часто сварные швы выполняются только по бокам косынок.
Обертывание сварным швом концов косынки устраняет этот подъемник напряжения. Для обеспечения полного скругления края косынки должны быть скруглены.
Нижняя строка
Проверяйте конструкции угловых сварных швов, чтобы убедиться, что их размеры не выходят из-под контроля и не приводят к ненужному увеличению затрат. Кроме того, сварка в правильном месте может предотвратить появление трещин на дороге.
Правильное планирование дает вам то, что вы хотите, и удерживает вас от… ну… удачи.
Угловой сварной шов для фитингов с раструбом
Американское сварочное общество (AWS) определило угловой сварной шов как «сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу внахлест, T -соединение или угловое соединение.«Этот вид сварки используется для соединения фитингов, приваренных муфтой, или фланцевых соединений с трубами.
ТИПЫ СВАРНЫХ ШВОВ
Три общих типа (соединение внахлест, тройник, угловое соединение) показаны на изображении:
Типы углового шва
Этот тип сварного соединения выполняется лапами , пальцы ног, лицо, горло и корень, как показано на изображении ниже. Горловину, которая используется для расчета ее прочности, можно определить как расстояние между корнем и лицевой стороной сварного шва.
Анатомия углового сварного шваБазовый символ углового сварного шва состоит из контрольной линии, линии со стрелкой, хвоста, информации о спецификации процедуры сварки (WPS) и символа углового сварного шва, включая размер ветви. Наиболее распространенные элементы этого типа сварных швов показаны на рисунке ниже.
Контрольная линия всегда проводится горизонтально, она содержит информацию о типе сварного шва и соединяет линию стрелки и хвостовую часть. Линия со стрелкой указывает на место сварки.
Нижняя сторона контрольной линии называется стороной со стрелкой, обозначения сварных швов, нанесенные на этой стороне контрольной линии, помещаются на сторону, указанную стрелкой на компонентах; Обозначения сварных швов, расположенные над контрольной линией, помещаются на компоненты со стороны, противоположной стрелке.
Хвост на самом деле является необязательным элементом и содержит информацию о сварном шве. WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварном шве может быть помещена в хвост.
Обозначение углового шва представлено в виде треугольника. Размер участка углового шва помещается слева от символа углового шва.
Большинство, но не все угловые швы имеют одинаковую длину. Когда ноги не равны, размеры ног указываются, например, 1 x 1.25.
На стыке контрольной линии и хвоста кружок указывает, что сварка полностью огибает объект, на который указывает стрелка. Эта инструкция, обычно применяемая к круглым элементам, ими не ограничивается.
Эта инструкция, обычно применяемая к круглым элементам, ими не ограничивается.
Затемненный флажок на стыке контрольной линии и хвоста указывает на то, что сварка должна выполняться в полевых условиях.
Угловые швы не обязательно должны быть непрерывными, длина и шаг между центрами прерывистого углового шва показаны справа от символа сварки.Сварные швы не обязательно ограничиваются одной стороной соединяемых компонентов.
Сварные швы можно выполнять как со стороны стрелки, так и с противоположной стороны компонентов. Эти сварные швы могут быть непрерывными или прерывистыми.
Лицевая сторона углового сварного шва может быть плоской, выпуклой или вогнутой. Если поверхность требует финишной обработки, она может быть сколотой (C), шлифовкой (G), ковкой (H), механической обработкой (M), прокаткой (R) или упрочнением (P), как показано на рисунке:
Как использовать прибор для измерения углового шва
Это краткое справочное руководство по использованию калибра сварного шва.Сварочные калибры, вероятно, являются одним из наиболее редко используемых инструментов в арсенале сварщика. Во многих других руководствах нет должного объяснения того, как правильно использовать калибр сварного шва. Неправильное использование калибра сварного шва может стоить вам бесчисленных часов головной боли и дополнительной работы.
Первым делом два типа измерений, которые вы выполняете с помощью манометра для угловой сварки, — это проверка толщины горловины и длины ножки.
Считывание калибратора сварного шва
Считывание толщины сварного шва простое и понятное.На каждом конце калибра измеряется либо длина ножки, либо толщина горловины. При расчете длины опоры всегда учитываются выпуклые стороны калибра сварного шва. При расчете толщины горловины на калибрах скругления будут стороны с выступами посередине его стороны.
При расчете толщины горловины на калибрах скругления будут стороны с выступами посередине его стороны.
Проверка толщины горловины
Держа сварной шов в руке, возьмите один из калибров для угловой сварки, чтобы измерить толщину шва в соответствии с заданной требуемой толщиной. Проверьте, соприкасается ли выступ в середине калибра углового шва с вашим сварным швом.Если между сварным швом и выступом есть пространство, вам необходимо исправить сварной шов. Если места нет, значит, вы отлично поработали.
Проверка длины ноги
Следующим типом измерения, выполняемым прибором для измерения углового шва, является проверка длины участка. Для этого возьмите калибр углового сварного шва, который требуется в соответствии со спецификацией сварного шва. Сдвиньте калибр так, чтобы он упирался в вертикальную металлическую деталь сварного шва. Если вы заметили, что между горизонтальным носком есть пространство: a.k.a «H. Носок »и сварной шов, то ваш сварной шов имеет меньший размер по горизонтали и должен быть закреплен.
Если вы заметили, что сварной шов не доходит до вертикального носка, также известного как «V. Toe », то ваш сварной шов будет иметь меньший размер по вертикали и должен быть закреплен.
ALLY Tools — ведущий бренд сварочных принадлежностей на Amazon.com. Они предоставляют множество полезных ручных сварочных инструментов, которые идеально подходят для вашего сварочного цеха. Посетите их веб-сайт, чтобы увидеть всю линейку продуктов и получить полезные советы!
Угловые швы
До сих пор вы хорошо изучили теорию сварки, особенно о плавлении и замораживании металлов, необходимых для соединения их.Вы также практиковали процедуры, связанные с внесением депозита. сваривать металл. К этому времени наплавленные валики должны быть достаточно ровными и прямыми. Пришло время начать сваривать два куска металл вместе. Начнем с угловых швов. Угловой шов соединяет два куска металла
которые сталкиваются друг с другом, образуя букву «L» или «T».
Угловой шов соединяет два куска металла
которые сталкиваются друг с другом, образуя букву «L» или «T».
Используйте две пластины толщиной не менее ½ дюйма. Края должны быть ровно прямые и квадратные.Затем действуйте следующим образом:
(1) Соедините два длинных края вместе так, чтобы они образовали L-образную форму, и удерживайте пластины вместе с двумя небольшими пятнами металла шва (прихваточными швами) на концы.
(2) Поверните деталь так, чтобы угол упирался в скамейку и отверстие вверх, как широкая буква «V», как показано на рис. 23.
(3) Заблокируйте или поддержите фигуру, чтобы удерживать ее в этом положении.
РИСУНОК 23. При отработке первого углового шва поддержите две пластины.
в положении «V» и держите электрод направленным вниз.
Эта позиция используется для начала из-за ее удобства. для новичка — электрод будет направлен вниз. Однако только потому, что можно позволить металлу расплавиться и упасть в канавку без причины сделать так. В таком удобном положении не всегда будет сварка.
Важно научиться выполнять хороший угловой шов. Угловые швы используется во всех типах стальных сварных конструкций. Сложный механизм почти исключительно требовались угловые сварные швы.
Первый проход
Используя электроды 1/8 дюйма и током от 90 до 100 ампер, сварите один проденьте длину тренировочной части спереди назад. Переместите электрод медленно и ровно и держите относительно «короткую» дугу. Конец электрод должен находиться на расстоянии не более 1/4 дюйма от сварочной ванны или лучше тем не менее, всего в 1 дюйме, если вы можете выдержать это короткое расстояние без наклеивание электрода.
Двигайтесь равномерно со скоростью, достаточной, чтобы растопить лужу впереди.
осадка и получить гладкий ровный валик. Но будьте осторожны, чтобы вы
не слишком медленные. Ширина валика должна быть примерно в два раза больше ширины электрода.
Обратитесь к больному. 24.
Но будьте осторожны, чтобы вы
не слишком медленные. Ширина валика должна быть примерно в два раза больше ширины электрода.
Обратитесь к больному. 24.
РИСУНОК 24. Двигайтесь с постоянной скоростью, чтобы получить униформу.
Обратите внимание, что положение соединения на рисунке далеко от передний край сварочного стола, и ученик сваривает прямо подальше от самого себя. В альтернативном рабочем положении для этого сварного шва стык параллельно передней кромке сварочного стола.Сварной шов затем выполняется слева направо (справа налево, если левша), а чем спереди назад. Опытный сварщик сможет выполнить качественную сварку в любом направление.
Попробуйте выполнить сварку в обоих положениях и выберите ту, которая кажется наиболее удобен и обеспечивает лучший обзор сварочной ванны. Продолжать попрактиковаться в выполнении углового шва в этом положении.
Положение электрода по отношению к стыку одинаково в любом кейс.Электрод должен разделять угол между двумя пластинами и слегка наклоняться вперед в направлении движения примерно на 5-20 градусов.
Соблюдайте
После нанесения этого первого валика удалите шлак стружкой. молоток и проволочная щетка. Посмотрите на бусинку, чтобы увидеть, есть ли улучшения над работой, проделанной в предыдущей практике. Бусинка должна иметь форму внешний вид и должен быть хорошо привязан к обеим частям тарелки. больной. 25 это пример.
РИСУНОК 25. Закругленная кромка должна быть как можно более плоской и
хорошо привязаны к обеим пластинам.
Убедитесь, что сварной шов не «подрезан». Подрез — это паз выполнен в основном металле по борту
• кромки под действием тепла и силы дуги и оставленные незаполненными отложениями сваривать металл.
После того, как вы освоите технику первого прохода, сделайте такой же сварной шов. используя взбивающее движение, описанное в Разделе 6.Сравните сварные швы.
используя взбивающее движение, описанное в Разделе 6.Сравните сварные швы.
Обе техники должны быть освоены. Хотя устойчивое движение должно использовать большую часть времени, вы все равно найдете случаи, когда это будет необходимо вбивать в сварочную лужу и выходить из нее.
Второй проход
С пластиной в сборе в том же положении, что и при первом проходе (либо параллельно или убегая от переднего края стола) используйте электроды того же размера и типа, одинаковые настройки машины и второй проход.Второй проход следует делать ткацкими движениями как описан в разделе 6, проиллюстрирован на илл. 26.
РИСУНОК 26 — Второй проход должен состоять из ткацких движений. Едва
коснитесь пластины с каждой стороны и быстро проведите по середине сварного шва.
При сварке плетением проследить покрытие электрода. едва касайтесь тарелки, когда она движется из стороны в сторону. Операция характеристики электрода предотвратят его прилипание.В этом будет казаться, что электрод мягко отскакивает от пластин, которые сформируйте стороны буквы «V».
При сварке плетением слегка колебаться (может, наполовину). секунду) с каждой стороны и плавно и быстро перемещайте электрод по сварной шов. Помните, что вы пересекаете середину сварного шва в два раза чаще. когда вы касаетесь любой стороны. Для получения равномерного покрытия на сварном шве у вас должна быть высокая скорость перехода, иначе вы накапливаете сварной шов металл посередине.
По завершении второго прохода очистите сварной шов и внимательно осмотрите его,
больной. 27. Сварной шов должен быть достаточно ровным и ровным. Рябь
сварной шов должен показывать, что каждое движение вперед оставляло небольшой слой
из металла, как волны, плещущиеся о берег, или как черепица на крыше,
один поверх другого. Каждый должен перекрывать примерно одинаковую сумму.
Стороны должны быть хорошо связаны в сварной шов.
Каждый должен перекрывать примерно одинаковую сумму.
Стороны должны быть хорошо связаны в сварной шов.
РИСУНОК 27 — Волны сварного шва должны быть равномерно распределены.
Третий проход
Используя те же условия сварки и ту же технику, сделайте третий проходить. Он будет шире, чем второй проход, потому что сейчас вы свариваете дальше в «В.» Вам нужно будет плавно двигаться из стороны в сторону, и вам обязательно придется колебаться с каждой стороны.
Движение по сварному шву покажется длинным, но не торопитесь. Частично это упражнение используется для того, чтобы не спешить и чтобы вы могли более внимательно смотреть на сварочную лужу.
Продолжайте это упражнение, пока сварные швы не станут гладкими и ровными. потому что большая часть сварочных работ, которые вы будете выполнять в будущем, будет основываться на этом вид манипуляции. Смотри плохо. 28.
Полное владение этим упражнением облегчит вашу будущую работу.
Повторное использование пластины
Теперь разрежьте тренировочный кусок и снова используйте пластины. Нарисуйте линию на каждую пластину, чуть выше линии шва, с куском мыльного камня.Используя кислородно-ацетиленовую горелку, разрежьте пластину по линиям. Ты будешь затем возьмите две тарелки, каждая немного меньше оригинала размер. Выровняйте их и закрепите, как прежде. Затем начните еще один сварной шов, например первый.
Практикуйтесь, пока сварные швы не станут гладкими, ровными, хорошо связаны по бокам и хорошо войдут в опорные плиты. Для этого потребуется много попрактикуйтесь и буду использовать много пластин и электродов. Не тратьте впустую материал или в любое время.
РИСУНОК 28 — Третий проход шире второго прохода. Движение
Может показаться, что это долгий путь через сварной шов, но не торопитесь.
Помните, что постоянная работа быстро окупится в улучшении вашего навык.
Приварка к Т-образному скруглению
Для второго упражнения на угловые швы выполните следующие действия:
(1) Возьмите два куска пластины и поместите край одного на лицевую сторону другой, чтобы сформировать перевернутый «T.”
(2) Закрепите оба конца так, чтобы они оставались на месте.
(3) Положите сборку на заземленный рабочий стол так, чтобы верхняя часть Т-образная плоскость на скамейке, нога прямо в воздухе (как показано на больной. 29).
При выполнении углового шва располагайте стык параллельно передний край сварочного стола.
РИСУНОК 29 — При выполнении углового шва у основания перевернутой буквы «Т»,
приваривайте непосредственно к стыку под углом примерно 45 градусов.
Вы по-прежнему хотите приваривать непосредственно к стыку или углу, поэтому теперь вместо этого чтобы электрод был сверху и направлен вниз, он должен быть угол в угол. Это обеспечит угол наклона электрода примерно 45 ° от базовой пластины или рабочего стола. Слегка прислоните электрод к направление движения от 15 до 20 градусов.
С таким же размером и типом электрода и примерно с таким же установив машину, как и раньше, сделайте первый проход в угол из двух пластины равномерно движутся со скоростью, позволяющей сварочной ванне вымойте сторону вертикальной тарелки.
Соблюдайте
После завершения первого прохода счистить шлак и внимательно осмотреть на сварном шве. Вероятно, он будет немного шире, чем высота. Так и будет тоже наверное будет чуть получше и более плавно завязать в низ пластина, чем вертикальная пластина. Но пока не беспокойтесь об этом.
РИСУНОК 30 — Второй проход должен быть наполовину на плоской пластине и наполовину
на первом проходе.
Здание со сварными швами
Для второго прохода положите еще одну бусину, которая примерно на половину плоская пластина и половина на первом валике (как показано на рис.30). Убери это Что ж. Обратите внимание, как он проник в первый проход.
Для третьего прохода уложите еще одну бусину, покрывающую вторую половину. первого прохода, а также привязывается к вертикальной пластине, а второй пройти (как показано на рис. 31). Счистите шлак и внимательно посмотрите, чтобы проверьте, хорошо ли связаны края сварного шва во втором проходе и вертикальная пластина. Если они есть, у вас хороший прочный угловой шов.
Теперь накройте филе еще одним слоем бусинок, сделав еще три проходит — один внизу, один посередине и один вверху, как показано в больном.32.
После тщательной очистки и осмотра вашей работы срежьте оставшиеся пластину от сварного шва и повторите все это упражнение.
РИСУНОК 31 — Третий проход должен покрывать открытую часть первого прохода.
проход, и привяжите к вертикальной пластине и второй проход.
РИСУНОК 32 — Многопроходные угловые швы, превышающие три, выполняются в следующем порядке.
показано.
Вам потребуется выполнить много тренировочных сварных швов двух типов угловых швов. описанный в этом разделе, прежде чем ваша сварка будет так же хороша и как гладко, как вы хотите.
Усердно практикуйтесь — это того стоит.
Повторить многопроходный угловой шов, заменив волнообразное движение устойчивое поступательное движение и обратите внимание на разницу.
Вы, наверное, заметили, что используемый электрод с легким покрытием
хорошо работает как с устойчивыми движениями, так и с техникой хлестания.
После того, как вы освоите базовые навыки, используйте движение хлыста только тогда, когда
используя электроды с легким покрытием, а затем только для восстановления контроля над
сварочная лужа стала слишком большой. Всегда используйте устойчивый передний край
движение для электродов со средним и толстым покрытием.
Всегда используйте устойчивый передний край
движение для электродов со средним и толстым покрытием.
Переплетение подходит для использования со всеми типами электродов. Этот используется, как показал ваш нынешний опыт, для внесения больше сваривают металл за один проход.
Круговой сварочный шов
Начиная с чистой пластины, прикрепленной, как и раньше, попробуйте другой способ изготовления углового шва с использованием кругового движения на втором проходе (как показано на больной.33).
РИСУНОК 33
Выполните первый проход, как только что выполненные сварные швы. Но это время на втором проходе, нанесите достаточно присадочного металла, чтобы полностью покрыть первый переход с одной стороны на другую. Сделайте это, манипулируя электрод широким круговым движением. Круговое движение должно быть против часовой стрелки.
Если кажется, что расплавленный присадочный металл течет или падает сверху кружок к низу, вы можете исправить ошибку, колеблясь на доли секунды вверху круга.
Возможно, это не похоже на то, что нужно делать, но это так. Попробуйте и убедитесь. Если остановиться наверху, там откладывается больше металла. Тогда как дуга ускоряется к низу сварного шва, лужа уходит, оставляя наплавленный металл замерзшим.
Если лужа очень жидкая, можно совершать круговые движения. вперед в виде длинного овала, наклоненного назад (см. рис. 34). Это сделает небольшая полочка, чтобы помочь удерживать наплавленный металл на месте.
РИСУНОК 34 — Если лужа очень текучая, круговое движение может осуществляться.
вперед, как длинный овал, наклоненный назад.
Предыдущая: Oxy-Acetylene
Резка
Далее: Угловые швы
Глоссарий терминов по сварке HOME
Измерение размера углового сварного шва — сварка и контроль
Параметры сварного шва для измерения
Я действительно должен подчеркнуть, что в этой статье будут рассмотрены угловые сварные швы, измеренные с помощью « длины опоры », которая является стандартной размерной характеристикой, указанной на технических чертежах, по крайней мере, в Северной Америке. Это относится к расстоянию от корня до пят, и его следует измерять в обоих направлениях. В следующей статье я рассмотрю, как измерение размера углового сварного шва на основе размера горловины, а не размера участка может иметь преимущества как с инженерной точки зрения, так и с точки зрения производительности.
Это относится к расстоянию от корня до пят, и его следует измерять в обоих направлениях. В следующей статье я рассмотрю, как измерение размера углового сварного шва на основе размера горловины, а не размера участка может иметь преимущества как с инженерной точки зрения, так и с точки зрения производительности.
Чтобы прояснить особенности, указанные в символе ниже, которые можно проверить, на стороне соединения, указанной стрелкой, требуется угловой сварной шов с размером ножки 1/4 дюйма и конечной длиной 8 дюймов (можно отметить местоположение на чертеже ).С другой стороны стыка требуется угловой шов неравной длины полки размером 1/4 x 3/8 дюйма.
Предполагая, что функция длины должна быть прямым измерением, давайте посмотрим, как правильно измерить длину ноги. Размер ветви — это длина сторон воображаемого треугольника, который может быть вписан в фактический сварной шов, как показано с помощью элементов L1 и L2 на изображении ниже как для выпуклого, так и для вогнутого углового шва. В случае выпуклого углового сварного шва, показанного слева, измеренная полка (L) эквивалентна размеру (S) .В случае вогнутого галтеля, показанного справа, измеренная полка (L) дает неверную меру прочности сварного шва, поэтому эти сварные швы вместо этого оцениваются на основе размера горловины для определения эффективного размера сварного шва (S) . Более подробное обсуждение различных размеров горла будет дано в следующей статье.
Калибры
В большинстве случаев используется стандартный набор калибров для угловых сварных швов, чтобы проверить, соответствует ли длина опоры указанному размеру. Эти приборы могут не измерять точный размер, но вместо этого проверяют, что указанный размер был достигнут.Стандартный набор показан ниже вместе с некоторыми другими приборами, которые могут быть использованы. В случаях, когда указаны большие или нестандартные размеры галтели, превышающие возможности калибра, могут потребоваться специальные калибры.
При использовании стандартного набора угловых швов сварной шов сначала необходимо визуально осмотреть, и если он кажется плоским или выпуклым, его следует оценить только по длине участка, как показано ниже. На изображении ниже показан угловой сварной шов, проверяемый для проверки указанного размера ножки 3/8 дюйма. Если угловой шов вместо этого кажется вогнутым, сварной шов следует вместо этого оценивать, используя сторону калибра с центральным выступом, который должен коснуться лицевая сторона сварного шва.
Вогнутость
В следующем сценарии измеренная длина ветви снова составляет 3/8 дюйма, но сварной шов следует отклонить как имеющий меньший размер из-за его вогнутого профиля, в результате чего эффективный размер сварного шва составляет всего 1/4 дюйма, как показано справа ниже. Черные линии, которые вы видите на шкале, указывают на эффективный носок воображаемого треугольного скругления.
Выпуклость
Хотя приведенный выше пример иллюстрирует, как следует тщательно исследовать вогнутые профили скругления, выпуклые скругления также могут быть отклонены из-за профиля или формы.На первый взгляд, этот скругление кажется приемлемым на основе указанной длины ножки 1/4 дюйма. Однако при рассмотрении его профиля очевидна заметная выпуклость. Ниже на изображении приведены критерии выпуклости из одного кода сварки конструкций, который следует использовать для оцените этот сварной шов.
Критерии выпуклости : Выпуклость, C, сварного шва или отдельного поверхностного валика не должна превышать 0,07 фактической ширины лицевой поверхности сварного шва или отдельного валика соответственно плюс 1.6 мм (1/16 дюйма).
Приведенные выше критерии особенно важны для приложений с циклическим нагружением, так как повышенная выпуклость усиливает рост напряжений или эффект надреза на носке галтеля, который может быть местом возникновения трещины. Хотя многие инспекторы могут сделать вывод, основываясь на опыте или предположении, на изображении ниже показано, как следует оценивать выпуклое филе 1/4 дюйма, чтобы оценить, является ли выпуклость чрезмерной. Для этого потребуются соответствующие датчики для измерения фактического горла и да, некоторые математические расчеты.Как показано, максимальный размер горловины будет составлять 0,264 дюйма на основе этого расчета. Для оценки соответствия этим критериям следует использовать соответствующий датчик, измеряющий фактический размер горловины.
Для этого потребуются соответствующие датчики для измерения фактического горла и да, некоторые математические расчеты.Как показано, максимальный размер горловины будет составлять 0,264 дюйма на основе этого расчета. Для оценки соответствия этим критериям следует использовать соответствующий датчик, измеряющий фактический размер горловины.
Пробелы
И последнее… это должно было быть первым делом инспектора перед сваркой. Если между соединяемыми элементами есть зазор, уже упомянутые методы измерения могут не указывать эффективный размер сварного шва. Ниже перечислены критерии из одного нормативного документа по сварке конструкций, который устанавливает ограничения на зазоры между деталями, соединяемыми угловыми швами.В некоторых случаях измеренный зазор будет вычтен из измеренного отрезка галтеля, в то время как зазоры, превышающие 3/16, могут вызвать полное отклонение.
Критерии сборки углового сварного шва : Детали, соединяемые угловым сварным швом, должны находиться в максимально близком контакте. Расстояние между частями, как правило, не должно превышать 5 мм (3/16 дюйма), за исключением случаев, когда речь идет о формах и пластинах толщиной 75 мм (3 дюйма) или более, когда после правки и сборки зазор не может быть закрыт в достаточной степени для соблюдения этого допуска. .В таких случаях может быть максимальный зазор 8 мм (5/16 дюйма) при условии, что используется герметизирующий сварной шов или подходящий материал подложки для предотвращения проплавления. Если зазор составляет 2 мм (1/16 дюйма) или больше, участок углового шва должен быть увеличен на величину зазора. *
При выполнении подгонки и проверки подготовки инспекторы, замечая зазоры между соединяемыми деталями, должны использовать соответствующий прибор для измерения величины зазора.
В случае углового сварного шва, измеренного с длиной участка 1/4 дюйма, как показано слева внизу, сварной шов будет отклонен как меньший размер на основании критериев, перечисленных выше.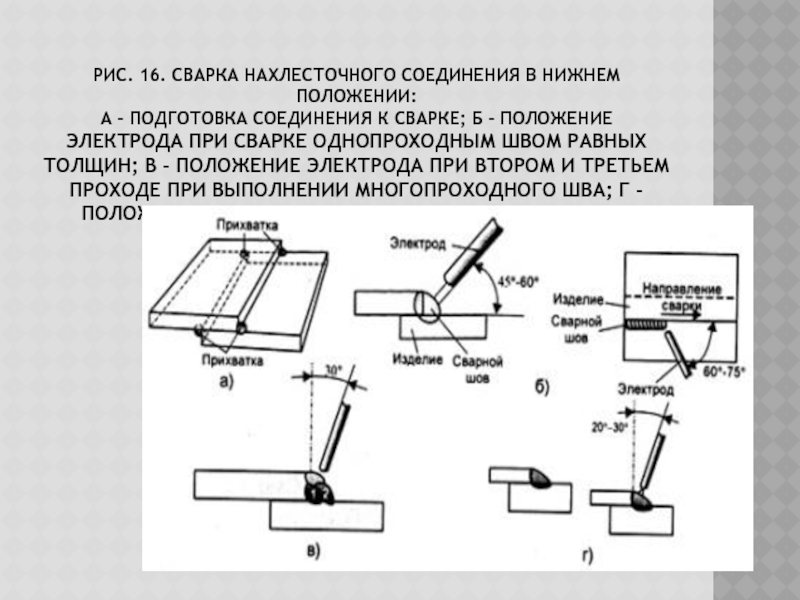 Исходя из измеренного зазора 5/64 дюйма, измеренное расстояние 21/64 дюйма даст эффективный размер галтеля 1/4 дюйма.
Исходя из измеренного зазора 5/64 дюйма, измеренное расстояние 21/64 дюйма даст эффективный размер галтеля 1/4 дюйма.
После г-на Карстена Мадсена | OptiWELD | Linkedin Pulse
Кто заказал хорошо прожаренное филе?
* Выберите страну / regionUnited StatesCanadaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика ofCook IslandsCosta RicaCote D’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland (Мальвинские) острова Фарерские IslandsFijiFinlandFmr Югославская Республика МакедонияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайана Гаити Херд и Макдональд IslandsHoly Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIran (Исламская Республика) IraqIrelandIsraelItalyJamaicaJapanJordanKazakstanKenyaKiribatiKorea, Корейские Народно-Демократической RepKorea, Республика ofKuwaitKyrgyzstanLao Народный Демократической RepLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные StatesMoldova, Республика ofMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Нового GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Киттс и НевисСент-ЛюсияСент-Пьер и МикелонСамоаСан-МариноСао-Томе и ПринсипиСаудовская АравияСенегалСейшельские островаСьерра-ЛеонеСингапурСловацкий iaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSth Georgia & Sth Sandwich Институт социальных Винсент и GrenadinesSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ofThailandTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUruguayUS Minor Отдаленные IslandsUzbekistanVanuatuVenezuelaVietnamVirgin острова (Британские) Виргинские острова (U.