Сварка угловых соединений — Ручная дуговая сварка — ММA
#1 Dimka76
Отправлено 23 September 2016 22:02
Приветствую Вас,ув.форумчане!
Хотел бы услышать ваш совет,как профи в сварке,по поводу сварки углового (таврового)соединения!
Суть в чем! Начал учиться варить совсем недавно! Стыковые соединения в нижнем пр.положении получаются,угловые в вертикали тоже ничего! А угол в нижнем ну никак не выходит! Пробовал электроды и мр3с,и ано21,и ld52u. Ну никак не поддаётся! Уже просто крик души блин какой то! Может есть какой секрет)
Ребят,очень прошу,разъясните в чем косячу!!!
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено
Dimka76,секрет простой,выложите фото швов или обратитесь к экстрасенсам.
Сообщение отредактировал Георгий 11: 23 September 2016 22:05
- Наверх
- Вставить ник
#3 Шурпет
Отправлено 23 September 2016 22:11
Dimka76, попробуйте ОК 46.00 d=3 мм + поиграться с силой тока + поиграться с углами наклона электрода относительно стыка. И всё это делать с опиранием на обмазку, для начала.
- Наверх
- Вставить ник
#4 Dimka76
Отправлено 23 September 2016 22:18
Ток ставил от 80-110а. Пытался наклонять,почти положил уже( никак! Получается «наплавка» на обе детали,а меж собой не проварены вообще!! Ок46 тоже пробывад!
Пытался наклонять,почти положил уже( никак! Получается «наплавка» на обе детали,а меж собой не проварены вообще!! Ок46 тоже пробывад!
- Наверх
- Вставить ник
#5 selco
Отправлено 23 September 2016 22:25
Получается «наплавка» на обе детали,а меж собой не проварены вообще!!
Смотреть и набивать руку и самое главное «свое» найти , то есть может быть что вам так будет лучше чем другим и техника сварки будет чуток отличаться от книжных и от других.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#6 Dimka76
Отправлено 23 September 2016 22:28
Георгий 11,
Даже стыдно такое на общее обозрение выкладывать!
Прикрепленные изображения
- Наверх
- Вставить ник
#7 Георгий 11
Отправлено 23 September 2016 22:36
Dimka76,чего стыдиться то,все когда то так начинали). Тока мало.
Тока мало.
- Наверх
- Вставить ник
#8 saper24
Отправлено 23 September 2016 22:38
Стыдного ничего. Может у вас барьер психологический после неудачной попытки) Если стыковой шов в нижнем положении выходит, положите угол обеимигранями в верх . Попробуйте так.
Судя по фото вы шлак в ванну загоняете. Зажгите электрод на начале шва, дождитесь когда обе кромки сварятся и оттуль небольшими круговыми движениями или в раскачки со стеночки на стеночку, углом назад. Неспеша главное. На фото как по мне скорость ведения большая.
- Наверх
- Вставить ник
#9 Dimka76
Отправлено 23 September 2016 22:56
saper24,после зажигания электрода,жду образования св. ванны,далее пытаюсь с нижней части варить на верх,но почему-то много шлаку!!! Пытаюсь его сдуть,увеличением дуги и не большим движением от будущего шва! Как то тау!
ванны,далее пытаюсь с нижней части варить на верх,но почему-то много шлаку!!! Пытаюсь его сдуть,увеличением дуги и не большим движением от будущего шва! Как то тау!
- Наверх
- Вставить ник
#10 Георгий 11
Отправлено 23 September 2016 22:58
saper24,у него шлаком заливает,ванну не видит,чуть в вертикал можно наклонить,что бы шлак вниз стекал.
- Наверх
- Вставить ник
#11 Dimka76
Отправлено 23 September 2016 22:59
А это стык на том же токе,тем же электродом!
Прикрепленные изображения
- Наверх
- Вставить ник
#12 Георгий 11
Отправлено 23 September 2016 23:01
Dimka76,тут или по приборам идти надо (на ощущениях) или остановиться,отбить шлак и дальше идти. Попробуйте сменить эл-ды на ок 46 хотя бы,странно,что лб у вас не получается.Выложите фото где лб варили.Угловой,заливка разделки,основное покрытие.
Попробуйте сменить эл-ды на ок 46 хотя бы,странно,что лб у вас не получается.Выложите фото где лб варили.Угловой,заливка разделки,основное покрытие.
Сообщение отредактировал Георгий 11: 23 September 2016 23:07
- Наверх
- Вставить ник
#13 vergaser
Отправлено 23 September 2016 23:10
У меня тож какая то шлаковая «болезнь» в последнее время…))) Откуда он там лезет))
- Наверх
- Вставить ник
#14 saper24
Отправлено 23 September 2016 23:15
saper24,у него шлаком заливает,ванну не видит,чуть в вертикал можно наклонить,что бы шлак вниз стекал.

В углу при вертикале шлак течет в низ конечно, на стыковом шве ему тоже есть куда деваться. А вот в углу в горизонте пространства для шлака меньше. С одной стороны уже застывший шлак, по бокам стенки угла, с другой давление дуги. И если электрод приподнять немного, шлак вытекает за электрод и потом как зря мешается с металлом.
Dimka76, Попробуйте просто положить электрод на начало шва обмазкой на металл. Под углом, не делая никаких колебаний. Посмотрите как горит электрод, как дуга отталкивает шлак а под ней видна ванна металла. Тоже самое вам надо с колебаниями повторить. Потом попробуйте электрод вести со стенки на стенку обмазкой по металлу. И электрод поближе к углу наклоняйте, что бы дуга помогала вам шлак отталкивать. Току побольше и не торопитесь.
- Наверх
- Вставить ник
#15 Георгий 11
Отправлено 23 September 2016 23:20
saper24,про то и речь,когда под дугу затекает лучше остановиться,отбить шлак и дальше продолжать,а так он все больше и больше будет течь и если его в сторону не отвести,то ничего не будет видно и получится то что на фото.
- Наверх
- Вставить ник
#16 saper24
Отправлено 23 September 2016 23:31
Георгий 11,
То же выход. А как растолковать когда останавливаться? Ведь если шлак в поре застынет то начало нового участка с косяка начнется.
Странно что на основных у него та же проблема. У них шлака мало, металл ванны хорошо виден.
У самого порой вдоль стенки на профтрубе полоска шлака проскакивает, но я то знаю откуда ноги растут. Тонкий металл на торце проще прожечь чем на целой стенке. Стараюсь не прожечь на углу и вот — непровар одной стороны. Вечный этот компромисс на 1,2-1,5 миллиметровых стенках
- Наверх
- Вставить ник
#17 Dimka76
Отправлено 23 September 2016 23:32
Георгий 11,а электроды Ок46,лучше купить какого изготовителя? Или мож ещё какие посоветуете? Я уже блин на многое готов,лишь бы угол начал вариться)
- Наверх
- Вставить ник
#18 Dimka76
Отправлено 23 September 2016 23:36
Георгий 11,а какие есть варианты,сдуть шлак при процессе сварки? Я вижу ванну,вижу в каких местах накосячил,но не всегда, точнее очень редко) получается увеличением дуги сдуть его!
- Наверх
- Вставить ник
#19 selco
Отправлено 24 September 2016 00:07
а какие есть варианты,сдуть шлак при процессе сварки?
Я конечно не очень силен с ММА, но мне предвидеться что самый действенный способ сдуть прибавкой ампер.
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#20 svarnoi69
Отправлено 24 September 2016 01:21
Dimka76, электрод 4мм и ток 220-240А вам в помощь))).
- Наверх
- Вставить ник
что, символ, схема, процесс, машина, прочность и несколько фактов
Угловой сварной шов — это непрерывный сварной шов, используемый для соединения двух металлических деталей, образующих угол, в большинстве случаев под углом 90 градусов друг к другу.
Угловые швы могут иметь треугольную, вогнутую, выпуклую или плоскую форму в зависимости от метода сварки. Наиболее часто используемый тип сварки в производственных отраслях, охватывающий широкий спектр (почти 70-80%) соединений, выполненных методом дуговой сварки.
Неплавящиеся процессы, такие как пайка твердым припоем и пайка, также используются для углового сварного соединения.
Угловые сварные швы рассматриваются как Т-образные соединения, в которых две металлические детали соединяются друг с другом, образуя прямой угол, а также рассматриваются как соединения внахлестку, где одна часть металла перекрывает другую часть металла.
Что такое угловой шов?Угловой шов требует меньшей подготовки кромок и имеет почти треугольное поперечное сечение.
Угловой сварной шов очень экономичен, а также является простым методом соединения, поэтому он является одним из наиболее широко используемых типов сварки в производственной отрасли. Разные Для получения углового сварного шва используются такие процессы дуговой сварки, как металлическая дуга, вольфрамовая дуга, экранированная металлическая дуга и т. д.
Филе; Кредит изображения: ВикипедияПример углового сварного шваВ сварочной промышленности угловые швы чаще всего используются для различных целей.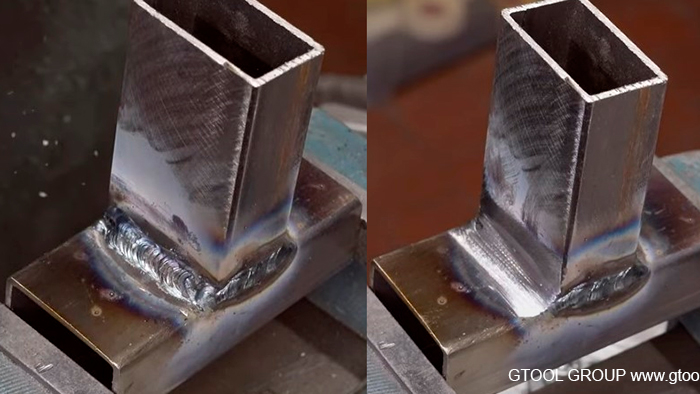
Обычно сварщики предпочитают угловые сварные швы, когда хотят соединить фланцы с трубами, приварить поперечные сечения инфраструктуры и заменить болты, поскольку они недостаточно прочны и имеют высокие шансы износа.
Угловой сварной шовУгловой сварной шов возникает, когда две металлические поверхности или другие формы соединяются или привариваются друг к другу перпендикулярно или под углом.
Тройник, соединение внахлестку, угловое соединение – все они подпадают под угловой сварной шов. Угловые швы приобретают вид треугольника и в зависимости от техники сварщика и различных параметров могут иметь вогнутую, плоскую или выпуклую поверхность.
Символы также дают различные размеры сварного шва, такие как длина катета, длина сварного шва, промежутки между сварными швами. Прочность сварного шва также указывается с помощью комбинации букв и цифр, как и E60.
Символы углового сварного шваОсновной символ для углового сварного шва имеет форму треугольника, состоящего из базовой линии, стрелки и хвоста.
Треугольник лежит либо ниже, либо выше базовой линии, острие стрелки всегда указывает на место сварки. Хвост является необязательным элементом символа, который дает информацию о сварном шве.
В ISO 2553 в качестве базовой линии используется система, состоящая из одной сплошной и одной пунктирной линии, расположенных параллельно друг другу. Если символ состоит из одной контрольной линии с треугольником над линией, это означает, что сварной шов будет находиться на противоположной стороне стрелки.
Если соединение состоит из двух скруглений, то для обозначения используют стрелку с двумя треугольниками выше и ниже базовой линии. Для непрерывного сварного шва вокруг стыка вокруг точки соединения базовой линии и стрелки, указывающей на стык, помещается небольшой кружок.
Для описания эстетики сварного шва используются различные символы. Для вогнутого сварного шва для представления используется простая кривая, направленная от гипотенузы углового треугольника, а для выпуклого сварного шва — кривая, направленная к гипотенузе.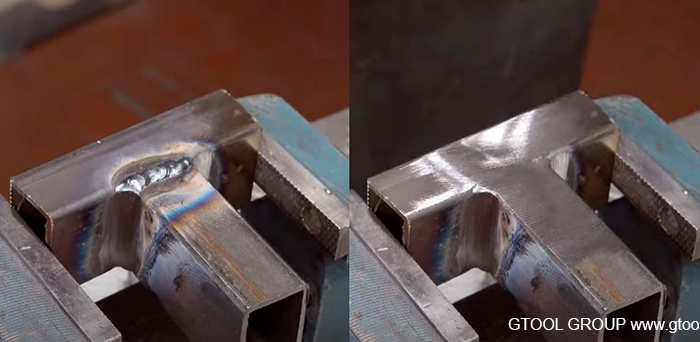
Обычно используемые конструкции соединений для угловых сварных швов представляют собой тройниковое соединение, соединение внахлестку и угловое соединение, в каждом из соединений две поверхности находятся под прямым углом друг к другу.
Различные части углового соединения можно объяснить с помощью рисунка ниже:
Различные части углового соединения; Кредит изображения: ВикипедияЧасти углового сварного шва можно увидеть на рисунке выше: ножка, корень, лицо, носок и горловина. Длина (5) представляет собой толщину шва, расстояние от центральной точки лицевой поверхности галтели до основания углового соединения.
Толщина шва должна быть равна толщине свариваемой металлической детали. Используя длину горловины, мы можем рассчитать прочность, которую может выдержать угловой шов.
Длина стороны (1) представляет собой две стороны треугольного скругления. Для указания размера сварного шва используется длина катета галтели. Торец (3) дает внешний вид сварного шва, корень (2) представляет собой самую глубокую часть провара.
Торец (3) дает внешний вид сварного шва, корень (2) представляет собой самую глубокую часть провара.
На техническом чертеже символ скругления может состоять из размеров сварного шва.
Мы можем определить размер сварного шва по-разному, например, длину сварного шва, размер ножек, измерение зазора между сварными швами.
В символе размер полки указан слева, для углового соединения с неравным размером полки мы должны указать оба размера, например 1″ x 1.3″. С другой стороны, для сварного шва с одинаковыми размерами катетов для представления достаточно одного размера.
В правой части углового треугольника указываем длину сварного шва. В случае двойного галтеля размеры указываются отдельно для обеих сторон соединения. Если угловой шов не сплошной, длина и шаг между центрами прерывистых угловых швов указываются справа от символа.
Формула размера углового сварного шваРасчет минимального и максимального размера углового шва необходим для того, чтобы выдерживать максимальные напряжения, действующие на сварной шов.
Мы всегда предпочитаем оптимальное значение для сварного соединения, необходим точный расчет для получения правильного размера углового шва. Если проектировщик выбирает размер сварного шва выше оптимального значения, это не добавляет прочности сварному соединению, вместо этого наблюдается увеличение металла шва, рабочей силы и затрат.
Чтобы определить длину стороны углового сварного шва, мы всегда должны помнить, что минимальный размер стороны должен составлять 3/4 толщины листа, а при неравной толщине листа следует выбирать более тонкий.
Минимальный размер углового сварного шва = 3/4, t = толщина углового шва, учитывая двустороннее сварное угловое соединение с полноразмерным угловым швом. Только для одной стороны Филейная ножка должна быть удвоена.
Эффективная длина углового шваАдаптируемость на месте и простота изготовления являются преимуществами, которые заставляют угловой шов отказаться от одного элемента. Один элемент перекрывает другой, поэтому требуется меньшая точность при подгонке.
Чтобы вычислить эффективную длину углового шва, мы должны вычесть удвоенный размер углового шва из общей длины углового шва.
Эффективная длина скругления, lэфф = л – 2 . Z
lэфф должен иметь минимальное значение, в четыре раза превышающее размер сварного шва, lэфф > 4 . Z
Длина сварного шва, показанная на диаграмме, считается эффективной длиной шва и 2 . Z — дополнительная длина, предоставленная сварщиком.
Толщина горловины углового сварного шваПоперечное сечение углового сварного шва может быть представлено прямоугольным треугольником, а перпендикулярное расстояние гипотенузы от точки пересечения катетов известно как толщина шва.
Пошаговый метод расчета толщины горловины приведен ниже:
Поперечный разрез углового сварного шваНа приведенном выше рисунке для треугольника ABC Z = размер стороны или размер сварного шва.
BD= толщина горловины=t
Длина шва=l
Минимальная площадь горловины получается на горловине BD, которая определяется произведением t и Z.
Теперь т = г cos 450 Или 0.707 Z
Минимальная площадь сварного шва или площадь горловины
A= толщина шва X длина сварного шва=0.707 Z l
Если оt— допустимое растягивающее напряжение для металла шва, тогда предел прочности соединения для одиночного углового шва
P=площадь горловины x допустимая прочность на растяжение=
Соединение с двойным скруглением,
Угловой сварной шовХотя угловые соединения очень распространены, перед выполнением такого сварного шва необходимо учитывать различные аспекты.
Толщина шва и размер стороны всегда должны быть в пределах определенного диапазона для идеального углового шва.
Немного сложно добиться правильного размера сварного шва, сохраняя требуемую длину катета и толщину шва. Как правило, проектировщики допускают коэффициент безопасности при расчете размера, поэтому размер сварного шва, указанный на производственном чертеже, обычно больше требуемого проектного размера.
Различные конструкции угловых соединенийУгловые сварные швы можно определить двумя терминами: Z = размер сварного шва или размер стороны и t = размер горловины.
Горловина – это минимальное поперечное сечение сварного шва, расположенное под углом 45°.0 по размеру ноги.
Теперь т = г cos 450 Или 0.707 Z
Размер сварного шва определяется размером его стороны (Z).
Параллельный угловой шов разрушается при сдвиге в горловине.
Прочность одинарного углового шва
Где l= длина всего сварного шва
= максимально допустимое касательное напряжение
P = нагрузка, действующая на пластины.
Угловые соединения бывают двух типов: поперечное соединение и параллельное соединение. Основная цель конструкции поперечного углового соединения — выдерживать прочность на растяжение.
В поперечном угловом шве направление шва перпендикулярно направлению силы, действующей на соединение, а в параллельном шве направление шва параллельно направлению силы, действующей на соединение. Поперечный шов можно разделить на одинарный и двойной поперечный угловой шов.
Одиночный поперечный шов может деформироваться от края, который не приварен, это основной недостаток одиночного поперечного шва. При поперечном угловом сварном шве нагрузка считается растягивающей, потому что нагрузка перпендикулярна сварному шву.
Несущая способность или прочность сварного шва σt = F/A, где
σt= предел прочности сварного шва
F = усилие, которое может выдержать сварной шов
A = эффективная площадь сварного шва
Эффективное, учитывая, что обе ноги равны, теоретическое горло будет г cos 450
Или 0. 707 Z
707 Z
Для всех угловых соединений площадь может быть рассчитана путем умножения ширины сварного шва на длину катета (z) сварного шва.
Если оt допустимое растягивающее напряжение материала сварного шва, тогда предел прочности при растяжении одиночного поперечного углового шва равен
P = площадь горловины x допустимое растягивающее напряжение
Р = 0Z. л . оt
Для двойного поперечного углового шва
Р = 2 х 0Z. л . оt
Угловой сварной шов против сварки встыкРазличия между угловым и стыковым швом указаны ниже:
| Филе | приклад |
| Подходит для автоматической сварки. | В связи с подготовкой разделки перед сваркой автоматические процессы не применяются. |
| Отказ от сварочной промышленности из-за отсутствия необходимости обширной подготовки шва. | Иногда избегают из-за обязательной подготовки кромки. |
| Требуется более высокая тепловая энергия, чем при стыковом сварном шве при той же толщине металлического листа. | Требуют меньшего подвода тепла, чем угловые соединения при той же толщине металла. |
Деформация является распространенным нарушением, связанным со сварными соединениями, основными причинами которой являются тепловое расширение и сжатие материала шва и основного материала во время сварки.
Симметричный шов уменьшает искажения, но адаптация симметричного шва в каждом конкретном случае невозможна. Переварка также вызывает искажения.
В европейских странах в технических чертежах углового соединения указывается размер горловины, а в Великобритании обычно упоминается размер ноги. Для углового сварного шва с равными длинами катетов треугольник поперечного сечения представляет собой прямоугольный треугольник с углами 45 градусов в каждом углу.
Соотношение между размером горла и размером ноги упоминается ниже:
Если \tau — допустимое напряжение сдвига материала сварного шва, то прочность на сдвиг одинарного параллельного углового шва равна
P= площадь горловины x допустимое касательное напряжение=
Для двойного параллельного углового шва
Формулы расчета прочности при растяжении для поперечного углового шва приведены выше (заголовок поперечный угловой шов).
Как правило, галтели должны быть спроектированы таким образом, чтобы выдерживать напряжение сдвига. Для углового соединения с равными катетами толщина шва составляет 0.707 размера катета, что дает площадь сварного шва, равную размеру шва, умноженному на длину сварного шва.
Как пользоваться калибром для сварных швов?Датчик угловых сварных швов используется двумя основными способами: измеряет длину отрезка и проверяет толщину шва.
Чтение Fillet Gauge довольно простое и очень четкое без каких-либо сложностей. Каждый конец калибра измеряет как длину ноги, так и толщину горловины. Выпуклые стороны рассчитывают длину стержня, а стороны с выступами в середине сварочного углового калибра рассчитывают толщину шва.
Каждый конец калибра измеряет как длину ноги, так и толщину горловины. Выпуклые стороны рассчитывают длину стержня, а стороны с выступами в середине сварочного углового калибра рассчитывают толщину шва.
В зависимости от типа углового соединения мы должны решить, какая сторона калибра используется для измерения. Всегда следует избегать чрезмерной выпуклости, так как высокая выпуклость соединения увеличивает концентраторы напряжения и приводит к трещинам и нарушениям сварки.
В случае вогнутого сварного шва размер сварного шва измеряется с использованием той стороны калибра для сварки, где центральный выступ должен касаться поверхности сварного шва. Толщину самой глубокой части проникновения трудно измерить, так как она находится в зоне термического влияния и трудно точно определить ее протяженность.
Вывод:
В завершение нашего поста мы можем сказать, что инженеру необходимо доскональное знание конструкции угловых сварных швов. Соответствующий символ сварного шва необходим для представления размера сварного шва. В Великобритании длина стороны обозначается буквой «Z» в EN ISO 2553, а число указывает размер сварного шва в миллиметрах.
В Великобритании длина стороны обозначается буквой «Z» в EN ISO 2553, а число указывает размер сварного шва в миллиметрах.
«Сварка угловых соединений» (по профессии 15.01.05 Сварщик(ручной и частично механизированной сварки(наплавки))
Государственное бюджетное образовательное учреждение среднего профессионального образования Луганской Народной Республики «Перевальский горный колледж»
Методическая разработка
урока учебной практики
по ПМ.02 «Ручная
дуговая сварка плавящимся покрытым электродом»
на тему: «Сварка угловых соединений»
по профессии: 15.01.05 «Сварщик» (ручной и частично механизированной сварки(наплавки))
Разработал мастер производственного обучения
Николусь Артём Александрович
г. Перевальск
Перевальск
2022
ПЛАН УРОКА УЧЕБНОЙ ПРАКТИКИ
Профессия «Сварщик ручной и частично механизированной сварки(наплавки)) »
Мастер производственного обучения _Николусь А.А.
Тема: «Сварка угловых соединений»
ЦЕЛЬ: научить обучающихся правильным самостоятельным методам работы при сварке угловых соединений.
Время на инструктаж __1 ч____
на самостоятельную работу _5ч__
МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОСНАЩЕНИЕ:
Сварочные аппараты , держатели для электродов, электроды, сварочные маски, щётки, металлические пластины толщиной 8 мм.
ХОД УРОКА
1. Организационная часть – 5 минут.
2. Вводный инструктаж по теме — 55 минут.
2.1. Сообщить тему урока.
2.2. Поставить обучающимся технологические и воспитательные цели и задачи.
2.3. Провести с обучающимися
беседу с напоминанием теоретического материала к изучаемой теме, оказать помощь
в организации рабочего места. Осветить этапы выполнения поставленной в теме
задачи, отметить пути их преодоления. Проверить теоретические знания учащихся к
изучаемой теме.
Осветить этапы выполнения поставленной в теме
задачи, отметить пути их преодоления. Проверить теоретические знания учащихся к
изучаемой теме.
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
ВИДЫ УГЛОВЫХ ШВОВ
Сварка углового шва представляет собой соединение двух
металлических изделий или профильных труб, под углом менее 180°.
Однако, зачастую в конструкциях из метала создаются штыки, где стороны
находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в
процессе сварки, обе стороны подвергались одинаковой нагрузке и сама
конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
· нахлесточное соединение,
· шов с примыканием краев в точке соединения,
· шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
· соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
СЛОЖНОСТИ В ПРОЦЕССЕ ОБРАЗОВАНИЯ УГЛОВОГО СОЕДИНЕНИЯ
Для того, чтобы шов при сварке получился
максимально прочным и качественным, нужно быть готовым к тому, что в процессе
выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из
них:
Рассмотрим основные из
них:
· Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
· Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
·
Выбран неверный катет углового шва. Чтобы сварка углового шва
получилась качественной, важно научиться выбирать правильные параметры напряжения
и вести электрод с нужной скоростью, не превышая ее.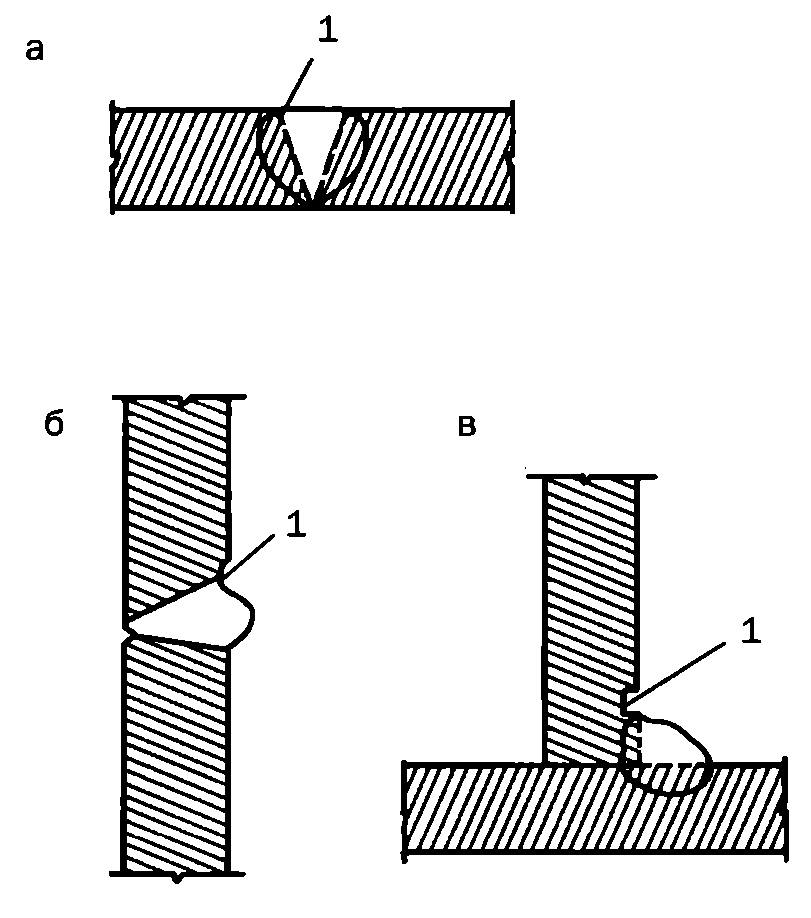 Если ток будет
недостаточным, а электроды будут проходить с маленькой скоростью, то катет
будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная
сила тока и высокая скорость ведения электрода приведут к образованию вогнутой
формы катета.
Если ток будет
недостаточным, а электроды будут проходить с маленькой скоростью, то катет
будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная
сила тока и высокая скорость ведения электрода приведут к образованию вогнутой
формы катета.
· Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
·
Еще одним негативный момент может возникнуть в случае
неравномерного распределения наплавляемого металла по сторонам соединения. В
связи с тем, что под воздействием высоких температур и силой тяжести от
электрода и кромок, расплавленное железо направляется вниз, то основная часть
шва оказывается на нижней пластине. Верхняя кромка может только слегка
проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться
при нагрузке.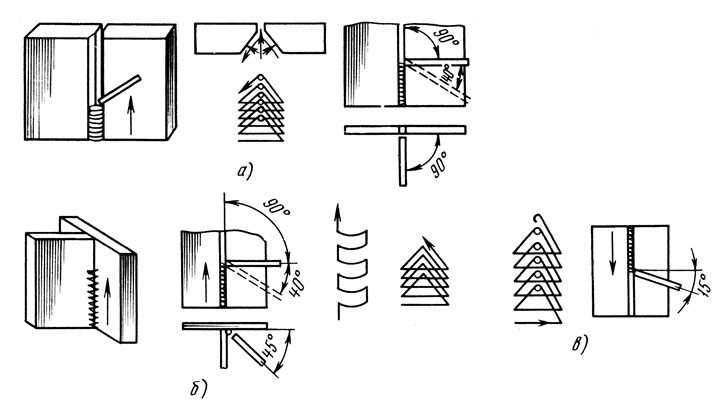
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
ПОДГОТОВКА СТОРОН ШВА
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку
вертикальной плоскости нужно исходя из толщины листов, которые выбраны для
сварки. Если толщина металлического листа не превышает показатель в 12 мм, то
ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12
до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку.
Если же толщина заготовки, предусмотренной для вертикальной поверхности
составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в
одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих
сторон в виде буквы V.
При толщине листа более 40 мм, выполняются скосы кромок с обеих
сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
УГЛОВЫЕ ШВЫ ПРИ СВАРКЕ. ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ.
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
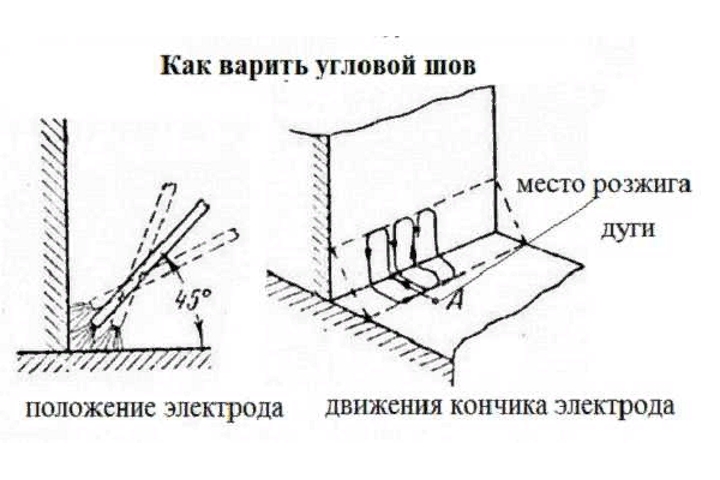
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
Однако, такие подходящие условия для создания углового шва, не
всегда присутствуют. Зачастую, в месте соединения металлических изделий
посредством «лодочки», тавровые сварные швы образуются таким образом, что одна
из поверхностей находится строго в вертикальном положении, другая – в
горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва,
нужно четко придерживаться последовательности действий. Для создания углового
соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте
сварочные работы в защитном костюме и маске.
Активизация знаний обучающихся ( метод мозгового штурма)
Вопросы для обучающихся:
№ 1. Что называется сваркой?
ответ: сваркой называется процесс образования неразъемного соединения металлических изделий путем местного нагревания их до расплавленного состояния.
№ 2. Что такое дуговая сварка?
ответ: дуговая сварка относится к сварке плавлением. при этом виде сварки плавление осуществляется электрической дугой, горящей между электродом и свариваемым изделием.
№ 3. Что называется сварочной дугой?
ответ: сварочной дугой называется мощный электрический разряд, происходящий при атмосферном давлении в газовой среде между электродом и изделием.
№ 4. Что такое сварочный шов?
ответ: сварочный шов представляет собой участок сварного соединения, образовавшегося в процессе кристаллизации расплавленного металла в сварочной ванне.
№ 5.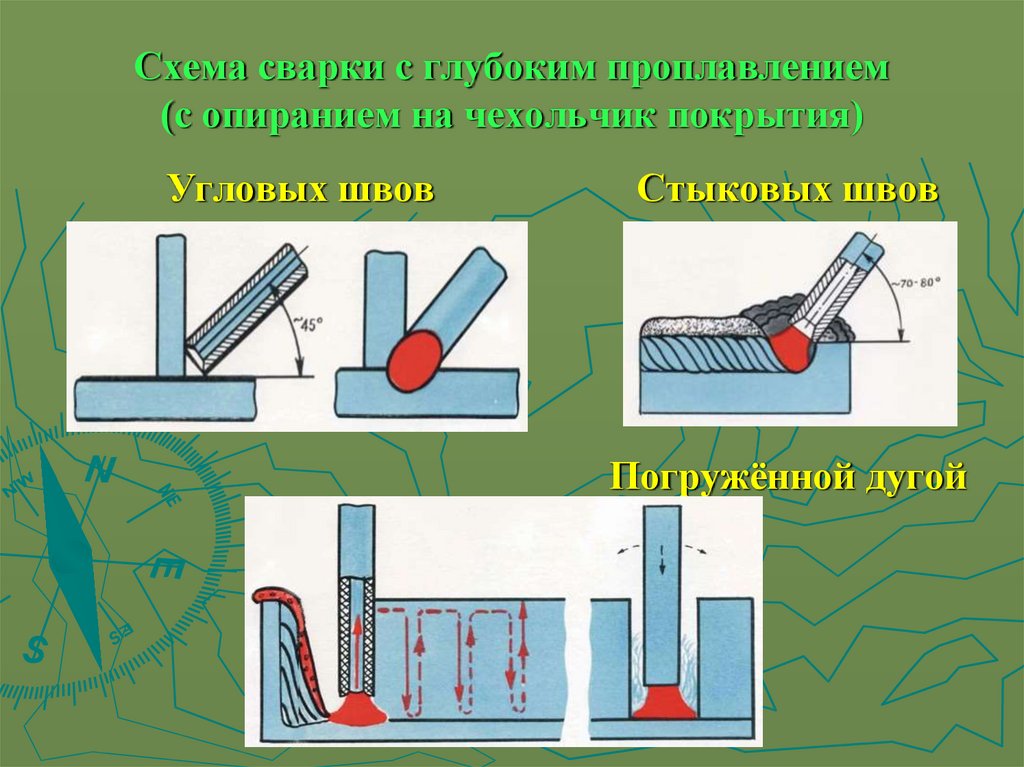 Что такое сварочная ванна?
Что такое сварочная ванна?
ответ: сварочная ванна-это часть металла сварного шва, находящегося в момент сварки в расплавленном состоянии.
№ 6. Что такое кратер?
ответ: углубление, образовавшееся в шве по окончании сварки, называется кратером.
№ 7. Что называется сварным соединением?
ответ: сварным соединением называется неразъемное соединение деталей выполняемой сварки.
№ 8. Перечислить инструменты, принадлежности, спецодежду сварщика.
ответ: инструментами и принадлежностями электросварщика являются: держатель электродов, щиток или маска со специальным стеклом — светофильтром, молоток, зубило, стальная щетка, очки слесарные. К спец. одежде относятся: брезентовая куртка и брюки, рукавицы или перчатки сварщика, специальные ботинки, головной убор.
№ 9.Как определяется длина дуги?
ответ: длина дуги определяется расстоянием между торцом электрода и поверхностью сварочной ванны.
2. 4. Ответить на вопросы обучающихся по
теме.
4. Ответить на вопросы обучающихся по
теме.
2.5. Напомнить положения охраны труда при выполнении задачи.
3. Самостоятельная работа обучающихся и текущий инструктаж мастера.
Произвести подготовку пластин и выполнить сварку угловых соединений
3.1. В первые 30 минут работы проверить организацию рабочих мест всех обучающихся к соблюдению ими правил ОТ.
3.2. Проверить правильность выполнения работы и оказать необходимую помощь.
3.3. Произвести разбор ошибок с обучающимися, показать приёмы правильной работы.
3.4. При первом же обнаружении нарушения правил охраны труда остановить работу группы обучающихся, сделать необходимые замечания по устранению недостатков.
4. Произвести приемку выполненной работы обучающимися. Собрать слесарный инструмент, проверить сохранность приспособлений. Произвести контроль складирования заготовок и готовых изделий, уборки рабочих мест. Подготовить группу к заключительному инструктажу.
5. Заключительный инструктаж – 10 минут.
Заключительный инструктаж – 10 минут.
5.1. Произвести анализ работы обучающихся, отметить успехи и ошибки при выполнении работы, дать оценку качества выполненной работы, сделать замечания по организации и уборке рабочих мест, трудовой дисциплине и культуре поведения.
5.2. Объявить тему следующего занятия.
Мастер п/о _____________
Литература
1. Банников Е.А. « Электрогазосварщик» минск « букмастер» 2012 г. стр.40-46; стр 47-70.
2. Казаков Ю.В. « Сварка и резка металлов» М. « академа» 2003 г. стр. 17-19; стр.46; стр.109-122; стр. 124.
3. А.В. Ободянский, И.А. Золотарев « Справочное пособие по сварке сталей». Днепропетровск «Проминь» 1978 г. стр.16-18; стр. 74-79.
4. Подольский Ю.Ф. « Сварочные работы. Электродуговая. Газовая. Холодная, Термитная, Контактная сварка.
Белгород ООО « Книжный клуб» 2013 г. стр.16-19; стр.84-118.
5. Смирнов И.О. « Основы
электрогазосварки» М. « Данилов и К0».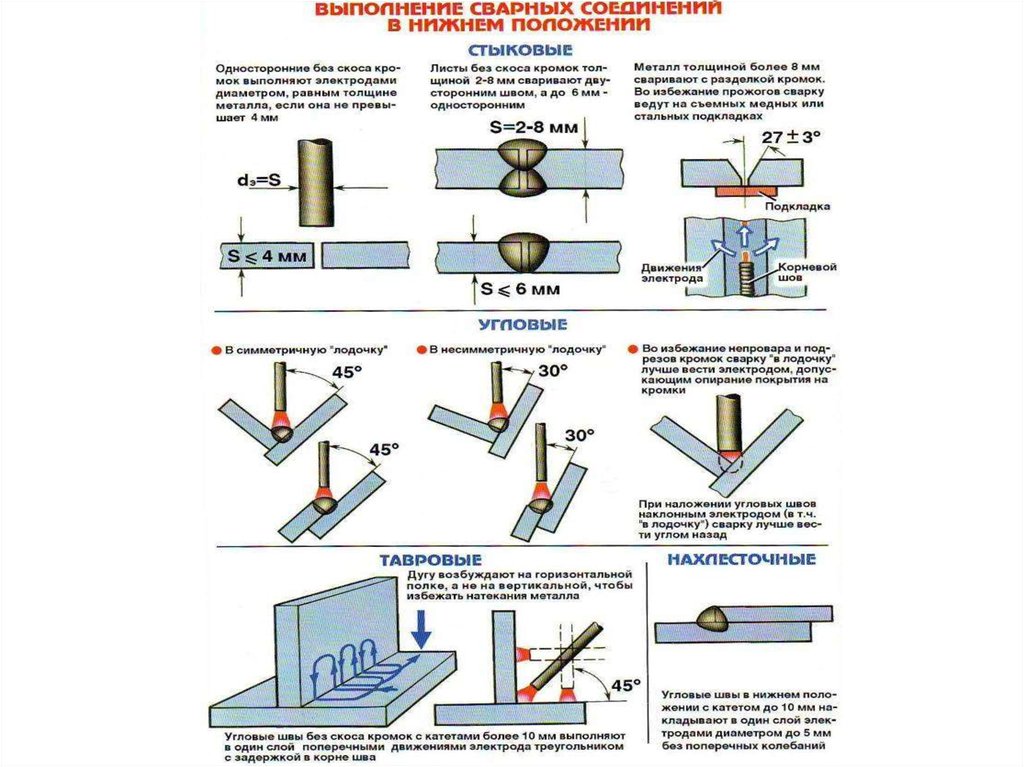 2007 г. стр. 16-29;
стр.45-47; стр. 49-50.
2007 г. стр. 16-29;
стр.45-47; стр. 49-50.
Изучите угловой шов, его виды и обозначение сварки
Что такое угловой шов?
Угловой сварной шов или Угловой сварной шов — это основной тип сварного шва для сварки двух или трех элементов с использованием Т-образного соединения, соединения внахлестку или углового соединения. Угловые сварные швы составляют большую часть типов сварных швов в каждой сварочной конструкции, хотя они не используются для критических сварных соединений.
Угловые швы не являются сварными швами с полным проплавлением (CJP), и провар ограничивается только корнем.
В сварном скруглении пластины, трубы или другие формы материала обычно свариваются перпендикулярно друг другу или внахлест пластин (в случае соединения внахлестку).
Одно исключение для косого соединения, когда угловые сварные швы привариваются к элементам, соединенным под углом. Угловые сварные швы легко свариваются и требуют наименьших навыков сварщика. Сварочные нормы, такие как ASME Section IX или AWS D1.1, позволяют сварщику, имеющему квалификацию сварки с разделкой кромок, сваривать угловые швы любого размера на материале любой толщины.
Сварочные нормы, такие как ASME Section IX или AWS D1.1, позволяют сварщику, имеющему квалификацию сварки с разделкой кромок, сваривать угловые швы любого размера на материале любой толщины.
Для чего используется угловой шов?
Угловой шов является наиболее часто используемым типом сварного шва в производстве. Их легко изготовить, поскольку они не требуют какой-либо специальной подготовки сварочного соединения, такой как выполнение фаски, подготовка притупления и корневого зазора и т. д. Угловые сварные швы используются для приложения нагрузки на сдвиг или для придания прочности конструкциям. Сварные галтели не применяются в случае несущих соединений, так как они не являются сварными швами с полным проплавлением.
Угловые сварные швы подлежат ограниченному неразрушающему контролю, поскольку они не подходят для ультразвукового или радиографического контроля. В основном пенетрантная дефектоскопия и магнитопорошковая дефектоскопия используются для угловых сварных швов.
Что такое размеры углового сварного шва?
Размеры углового сварного шва или углового сварного шва проверяются либо по размеру горловины (z), либо по длине катета (a). Стандарты AWS, такие как AWS D1.1 (наиболее известные нормы сварки) или нормы API, ASME или CSA (канадские нормы), используют длину катета для измерения углового сварного шва.
Стандарты ISO/Британии/Германии/Австралии основаны на измерении размера углового сварного шва с использованием размера горловины (a). Обратитесь к приведенному ниже рисунку, и вы найдете много других важных измерений, которые используются для углового сварного шва, а именно:
- Размер стыка (a), обычно путем измерения фактического стыка углового сварного шва.
- Длина полки (z), есть две длины полки углового шва.
Длина стороны углового сварного шва относится к вертикальной и горизонтальной длине треугольной формы углового шва. Точно так же размер горловины (а) углового сварного шва равен длине высоты на гипотенузе этого треугольника.
Точно так же размер горловины (а) углового сварного шва равен длине высоты на гипотенузе этого треугольника.
Части углового сварного шва
Угловой сварной шов состоит из различных элементов. Эти элементы или термины показаны на рисунке ниже. Основными частями углового сварного шва являются:
- Угловой сварной шов (a) — теоретический шов, фактический шов и эффективный шов.
- Угловой сварной шов Длина стороны (z)
- Поверхность сварного шва
- Носок сварного шва
- Корень 1 1
1
10030
- Угловой сварной шов Выпуклость или вогнутость
Размер углового сварного шва
Угловой сварной шов определяется размером, известным как размер горловины (обозначается как a) или длина стороны (обозначается как z). Измерение размера горловины используется в стандартах инспекции ISO и Великобритании, а длина ноги используется в стандартах инспекции сварки AWS (американцы) и CSA (канада).
Так как же определить размер углового шва?
Символ углового сварного шва (Обозначение углового сварного шва)
Стандартный символ углового сварного шва представлен прямоугольным треугольником, расположенным на опорной линии. Вертикальная сторона этого треугольника, показывающая символ углового сварного шва, всегда располагается с левой стороны средства чтения/просмотра чертежей, как показано на рисунке ниже. Нажмите здесь, чтобы узнать о символах сварки в деталях.
Угловые сварные швы располагают либо со стороны стрелки, либо с другой стороны. Их можно сваривать с двух сторон, используя символ симметричной сварки, как показано выше.
Размещение размера и длины углового сварного шва в символе сварного шва
Размер углового сварного шва всегда указывается слева от символа углового сварного шва, как показано в приведенном ниже примере. Точно так же длина углового шва должна быть указана справа от символа углового шва. Если длина не указана, значит сварка должна быть наплавлена по всей длине этого места.
Сварка по всему периметру Угловой сварной шов и монтажный шов
Сварка по всему периметру Символ углового сварного шва представлен в виде окружности, расположенной на стыке линии стрелки и контрольной линии, как показано в приведенном ниже примере. В то время как символ углового сварного шва в полевых условиях изображается с помощью флажка (может иметь любое направление — влево или вправо), хотя он должен располагаться напротив стрелки. Символ полевой сварки также размещается на стыке опорной линии и линии стрелки.
Помимо вышеперечисленного, символ углового сварного шва включает дополнительные символы сварки, показывающие контур сварного шва. Обратитесь к рисунку ниже и посмотрите на различные контуры, которые применяются к угловому шву на основе общей формы углового шва и искусственной формы углового шва, полученной механическими средствами, такими как:
- Форма вогнутого углового шва
- Форма выпуклого углового шва
- Форма плоского или углового углового шва
Какие существуют типы углового шва?
Типы угловых сварных швов зависят от внешнего вида сварного шва или конфигурации сварного соединения. Угловой сварной шов имеет примерно треугольную форму и в зависимости от процесса сварки и связанных с ним переменных может привести к различному внешнему виду лица. Здесь обсуждаются основные типы угловых швов в зависимости от их формы и конфигурации соединения.
Типы угловых сварных швов в зависимости от внешнего вида
Угловые сварные швы имеют более или менее треугольный вид, который можно заметить на эскизе поперечного сечения углового сварного шва или макротесте углового сварного шва. В зависимости от формы сварного шва, сварные галтели делятся на три типа:
- Перепускуя филе Weld Weld
- Вогнутая филе Weld
- MITRE FILET WELD
Типы начинки на основе на основе наборов на двое на двух видах. в виде углового соединения или Т-образной конфигурации или расположенных параллельно друг другу для образования соединения внахлестку, как показано на рисунке ниже.
Таким образом, с учетом конфигурации сварного шва, угловые швы далее классифицируются как:
- lap joint Fillet Weld
- T- Joint Fillet Weld
- corner joint weld
Fillet Weld Strength
A Fillet Weld Strength is controlled & delivered by its длина ноги (z) и размер горла (a). Нагрузка прикладывается к угловому сварному шву через горловину. Следовательно, это считается критическим элементом для расчета напряжения углового сварного шва. Они подвергаются сдвиговым нагрузкам на горло. Используя математическое уравнение, вы можете рассчитать прочность сварного шва заданного размера.
Математически существует зависимость между размером горловины углового сварного шва (a) и длиной патрубка (z). Для углового сварного шва с равными длинами катетов треугольник поперечного сечения представляет собой прямоугольный треугольник с углами 45 градусов в каждом углу.
Соотношение между диаметром сварного шва ‘a’ и длиной участка ‘z’ математически определяется как: равно 1/√2 , а 1,4 равно √2 )
Похожие сообщения
- Разница между символами сварки ISO 2553 и AWS D1.1
- Практический совет для определения размера углового сварного шва
Практические рекомендации по размерам угловых сварных швов
Многие производители могут значительно снизить свои затраты на сварку, если уделят пристальное внимание размерам сварных швов. Если для печати требуется угловой шов ¼ дюйма, а в процессе производства вы делаете угловой шов 5/16 дюйма, вы перевариваете на 56 %! Если для печати требуется угловой шов 3/16 дюйма, сварной шов диаметром 5/16 дюйма, который вы наплавите, будет переваривать на 177 %, или почти в три раза больше, чем требуется.
Если у нас есть отпечатки, на которых указаны размеры сварных швов, то проблема переварки решается относительно легко. Проведите обучение сварщиков и дайте им необходимые инструменты, чтобы они могли наплавлять сварные швы, указанные в распечатке. Однако, если у нас нет размеров сварных швов, указанных на наших распечатках, и мы вынуждаем сварщиков самостоятельно определять размер сварных швов, мы открываем дверь для неприятностей. Не только к потенциальным проблемам с качеством, но и к огромному увеличению затрат на сварку.
Существует практическое правило для размеров угловых швов, о котором вы, вероятно, слышали…
«Угловые швы должны составлять ¾ толщины свариваемого материала».
Значит ли это, что если у нас есть пластина ½ дюйма, мы должны выполнить угловой сварной шов размером ½ x ¾ = ⅜ дюйма?
Сначала давайте рассмотрим несколько пунктов, касающихся этого эмпирического правила.
- Эмпирическое правило предполагает, что вам необходимо достичь полной силы . Это означает, что превышение указанного размера повысит прочность сварного шва, но не прочность соединения. Это означает, что сварка чего-то большего была бы пустой тратой времени без каких-либо дополнительных преимуществ.
- Сварка с обеих сторон соединения. Эмпирическое правило предполагает двусторонний угловой шов.
- Обе стороны углового шва имеют одинаковый размер.
- Сварка выполняется по всей длине соединения. Сварной шов не может быть прерывистым или менее полной длины. Это относится к обеим сторонам.
- Если соединяемые элементы различаются по толщине, для этого расчета необходимо использовать более тонкий элемент.


В отсутствие квалифицированного инженера-конструктора для определения размеров сварных швов мы можем, по крайней мере, убедиться, что мы не превышаем размер, который даст нам полную прочность. Ниже вы можете увидеть Таблицу 1 из Раздела 6.3 «Проектирование сварных деталей» Омера Блоджетта. Он показывает размер углового шва для достижения полной прочности, прочности 50% и прочности 33%.
Таблица 1 – Раздел 6.3 «Проектирование сварных деталей» Омера Блоджетта
Обратите внимание на примечание внизу таблицы. Это ссылается на тот факт, что AWS D1.1 Structural Welding Code — Steel определяет минимальные размеры угловых сварных швов. Это связано с тем, что если мы определяем размеры углового шва на основе фактических нагрузок, испытываемых сварным швом, мы можем в конечном итоге указать слишком маленькие размеры шва, которые могут привести к растрескиванию. Это растрескивание происходит не из-за недостатка прочности, а скорее из-за растрескивания, вызванного водородом. Минимальные размеры сварных швов указаны для того, чтобы обеспечить достаточное количество подводимого тепла для предотвращения слишком быстрого охлаждения сварного шва и зоны термического влияния, которое может вызвать охрупчивание.
Минимальные размеры сварных швов указаны для того, чтобы обеспечить достаточное количество подводимого тепла для предотвращения слишком быстрого охлаждения сварного шва и зоны термического влияния, которое может вызвать охрупчивание.
Чаще всего инженеры-конструкторы, которые понимают, как правильно определить размеры сварных швов, пользуются преимуществом использования минимального размера сварного шва, а не размеров, обеспечивающих полную прочность.
Во многих случаях, когда у нас нет опыта проектирования, нам нужно не превышать размер сварного шва, необходимый для полной прочности. Итак, давайте рассмотрим следующий пример.
ПРИМЕР: Тройник состоит из двух элементов и имеет длину 12 дюймов. Обе соединяемые пластины изготовлены из материала ASTM A36. Одна пластина имеет толщину ⅝ дюйма, а другая ½ дюйма. Стык должен быть заварен с обеих сторон и по всей длине стыка. Какой размер сварного шва следует накладывать, если у вас нет информации о нагрузках, действующих на сварное соединение в процессе эксплуатации?
ОТВЕТ: Следуя эмпирическому правилу: Размер участка углового сварного шва должен быть равен размеру участка ¾ x ½ = ⅜ дюйма. Мы используем более тонкий элемент (½ дюйма), а не самый толстый (⅝ дюйма).
Мы используем более тонкий элемент (½ дюйма), а не самый толстый (⅝ дюйма).
Следующим шагом будет рассмотрение вопроса об уменьшении углового сварного шва, но это потребует некоторой инженерной помощи или, по крайней мере, понимания условий нагрузки. В этом случае мы потенциально могли бы сделать угловой шов размером до 3/16 дюйма на основе минимумов, установленных Американским обществом сварщиков.
Это означает уменьшение объема сварного шва на 75 % (увеличение размера участка углового сварного шва с ⅜” до 3/16”). Для одного сварного шва это может не иметь значения. Но если учесть всю сварку, выполненную за год, это может стоить вам тысячи долларов.
Ссылка: Design of Weldments, Omer Blodgett
Опубликовано
Категории: Теория и образование, Стоимость сварки
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками».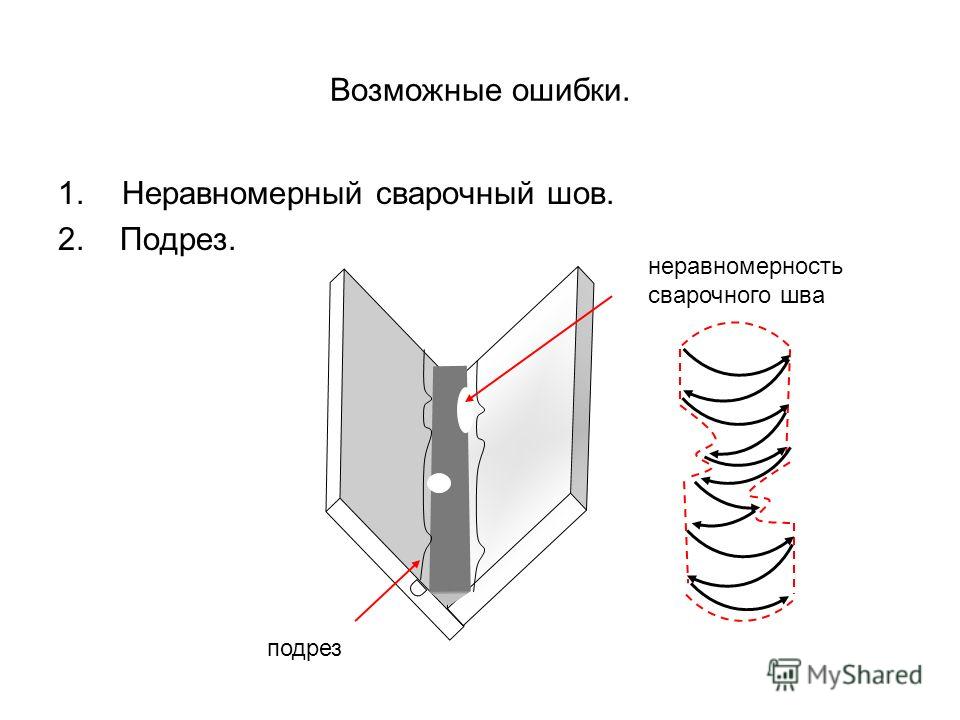 Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
 ..]
..]

 ..]
..] ..]
аль тубо м редиа нте и сольдадура д е аль м энос 5 9023 […]
..]
аль тубо м редиа нте и сольдадура д е аль м энос 5 9023 […] ..]
..] ..]
..]
 ..]
..]


 ..]
..]