Сварка алюминия графитовым электродом
Алюминиевые сплавы очень широко применяются для монтажа сварных конструкций различного предназначения. Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии.
В отдельных случаях чистый алюминий используется для изготовления предметов и деталей в химической, электротехнической и пищевой промышленности. Чистый алюминий с низким содержанием примесей применяется в изготовлении полупроводников и в отраслях новой техники. В качестве конструкционных материалов используются полуфабрикаты, изготовленные из сплавов алюминия.
Алюминиевые сплавы разделяются на литейные и деформирование. Их разделение производится по пределу растворимости составляющих в твердом растворе. В сварочных конструкциях применяются полуфабрикаты из деформируемых сплавов. Большинство элементов, которые входят в состав алюминиевых сплавов, имеют ограниченную растворимость, с изменяющейся температурой.
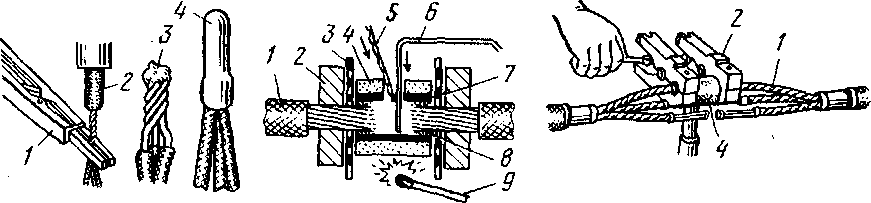
Деформируемые сплавы разделяются на сплавы, которые не упрочняются термической обработкой. Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели.
Сварочная дуга для сварки графитовыми электродами, которая питается от обычных сварочных трансформаторов, не совсем подходит для сварки электродами данного типа. Вследствие неоднородности поверхности металла угольная дуга способна быстро отклоняться от нужного положения с помощью магнитных полей.
Для того чтобы стабилизировать сварочный процесс в некоторых случаях применяется продольное магнитное поле, которое создается соленоидом, ось которого должна совпадать с осью сварочного электрода. Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами.
Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами.
Чтобы стабилизировать положение сварочной дуги, требуется иногда по сварочной линии наносить пасту или специальный порошкообразный флюс, содержащий качественные ионизаторы для дугового разряда. Данный способ намного лучше и применяется для работы с автоматической и ручной сваркой. Угольная дуга имеет меньшее тепловое КДП и это является одним из отличий от металлической дуги с плавящимся электродом.
Химический состав, а также структура и свойства свариваемого металла при сваривании практически не отличается от металла, который наплавлен металлическим электродом, имеющим тонкую ионизирующую обмазку. Сваривание графитовым электродом может выполняться с подачей присадочного материала в дугу, но в некоторых случаях можно обойтись и без него.
Угольные электроды для сварки — применение и особенности
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем.
 Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.
Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Применение угольных электродов
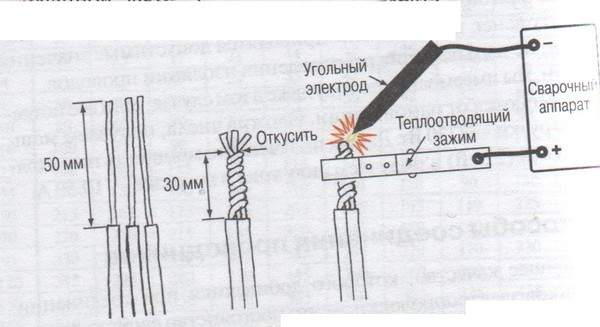
Этот тип электродов используется для создания отверстий в стальных заготовках. Ими выполняется строжка и резка металла, а также сварка медных проводов. Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Ими выполняется строжка и резка металла, а также сварка медных проводов. Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Очень часто их можно встретить в работах по горячей сварке чугуна и при сварке тонких изделий. При помощи угольных электродов устраняются дефекты литья, что гораздо выгоднее, чем отливать лист металла заново. Стержни применяются для наплавки твердых составов и сварки цветных металлов.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Особенности сварки
Для работы такими электродами требуется постоянный ток прямой полярности. При сварке обратной полярностью дуга горит нестабильно и происходит науглероживание металла шва, что отрицательно сказывается на его параметрах. Содержание углерода может повышаться вплоть до 1%.
Содержание углерода может повышаться вплоть до 1%.
Во время работы нужно учитывать такие особенности:
- Дуга, возникающая при сварке данными стержнями является очень чувствительной к магнитному дутью, газам и ветру.
- Производительность угольных электродов ниже, чем у обычных металлических плавящихся стержней.
Изделия такого типа применяются также при дуговой пайке. Она может быть прямой (когда дуга образуется между электродом и деталью) или косвенной, с использованием дуги, образованной между двумя электродами.
Омедненные электроды круглого сечения предназначены для резки, строжки и снятия фасок. Стержни с прямоугольным сечением применяются для выравнивания дефектов и зачистки поверхностей.
Чем обусловлена низкая свариваемость алюминия
Существует несколько причин, по которым алюминий обладает низким уровнем сваривания:
- Изделия из алюминия и его сплавов покрыты тугоплавкой оксидной пленкой, обладающей большей плотностью и температурой плавления, чем сам металл.
 Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.
Это усложняет сварочный процесс и способствует загрязнению наплавленного металла. - Формирование сварочной ванны затрудняется из-за высокой текучести алюминия в расплавленном состоянии. Поэтому рекомендуется использование теплоотводящих подкладок.
- Высокий коэффициент линейного расширения приводит к деформации соединения во время его остывания.
- Состав алюминия включает водород, который уменьшает пластичность и прочность металла. При застывании водород стремится выйти наружу, что способствует образованию дефектов в шве: поры и трещины.
- Высокая теплопроводность данного металла требует проводить сварку с помощью мощных источников тепла.
 Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.
Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.Разновидности угольных электродов
Среди угольных электродов представленных на рынке, можно найти несколько разновидностей:
- Круглые стержни с добавлением меди. Применяются в разных сферах и могут иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные. Очень экономичные изделия, которыми можно работать в течение долгого времени. Для них нужна специальная машинка. Диаметр 8 — 25 мм.
- Омедненные плоские. Имеют квадратное или прямоугольное сечение диаметром до 25 мм.
- Полукруглые с добавлением меди. Эти стержни применяются чаще всего. С одной стороны они плоские, с другой круглые. Это позволяет использовать их для любых задач. Диаметр может быть от 10 до 19 мм.
- Полые омедненные. Применяются для стружки и создания U-канавок. Их диаметр может варьироваться от 5 до 13 мм.

Как правильно варить алюминий
Сварочный процесс начинается с предварительной подготовки рабочих кромок. Главная цель – очистка поверхности, которая проводится в несколько этапов:
- заготовки нужно тщательно зачистить с помощью химических составов;
- после высыхания поверхность необходимо обезжирить любым растворителем: ацетон, авиационный бензин, уайт-спирит или другой жидкостью;
- если свариванию подлежат изделия толщиной свыше 4 мм. , то кромки следует разделать;
- завершающей процедурой является очищение кромок от оксидного слоя; для этого применяются следующие инструменты: напильник, наждачная бумага, щетка с ворсинками из стали.
 , то кромки следует разделать;
, то кромки следует разделать;Состав и технические характеристики
Основным компонентом угольных стержней является угольный кокс. Помимо него, в составе есть металлический порошок, придающий электроду прочность и смола, соединяющая все компоненты. Диаметр таких электродов может быть различным — от 1,5 мм до 300 мм.
Помимо размеров и сечения, угольные электроды имеют и другие параметры:
- Сила тока, которая подается на электрод. Она зависит от материала и оборудования, с которым вы работаете.
- Формы и размеры канавок. Они зависят от конца стержня и его размеров. Самыми популярными являются большие электроды, которыми можно работать с массивными деталями.
- Толщина среза зависит от мощности тока. Но здесь нужно внимательно следить за тем, чтобы изделие выдержало и не проплавилось.
Преимущества
Среди преимуществ можно выделить:
- Относительно высокую скорость проведения процесса сваривания;
- Высокую экономичность, за счет уменьшения количества расходных материалов;
- Гибка и прочие подготовительные процедуры с деформацией проходят быстрее, проще и могут осуществляться в ручном режиме;
- Здесь нужна минимальная подготовка металла под сварку, так как практически отсутствует потребность в обработке кромок и созданию углов на поверхности сваривания.
Основные требования
Перед тем как варить тонкий металл дуговой сваркой нужно подобрать электроды. Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, заданных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию насквозь. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям сваривания заданного металла.
Выбор электродов в зависимости от свариваемого металла
Аппарат должен обладать отличными вольтамперными характеристиками и удобной регулировкой параметров. Температура сварки металла должна достигаться постепенно, сначала путем подогрева заготовки, а потом применением электрической дуги, чтобы избежать тепловых деформаций. Поверхность деталей обязательно должна быть зачищена и обезжирена, чтобы не была воздействия кислорода на шов и околошовную область. Желательно перемещать заготовку в горизонтальное положение, так как отсутствие возможности создания достаточной глубины проваривания затрудняет построение вертикальных швов. Нужно использовать только качественные, предварительно просушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Их может быть достаточно большое количество разновидностей, в зависимости от используемого металла и его толщины. Может даже применяться сварка тонкого металла угольным электродом, если толщина заготовки начинается от 2,5 мм и выше. Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
Они могут неплавкими, как угольные или вольфрамовые, так и плавкими, металл которых будет заполнять зазор между заготовками. Они подбираются по составу, чтобы металл наплавлялся с идентичной ему массой, что улучшит качество соединения.
К дополнительным материалам можно отнести газ и флюс. Флюс используется для улучшения качество сваривания металла. Он применяется не всегда, а только при требованиях технологии. Зачастую он улучшает качества сваривания тугоплавких металлов, а также помогает лучше зажигаться электрической дуге. В его состав входят различные присадки и дополнительные металлы, что для каждого сорта будет отличаться. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Газ может применяться для подогрева детали, так как если этого не сделать, то может возникнуть деформация металла при сварке. Также он может выступать в качестве дополнительной защиты от кислорода из атмосферы, аналогично покрытию электрода. Дело в том, что когда происходит сварка тонкого металла электродом 1. 6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
6 мм, то это может быть и сварка тонкого металла инвертором в среде защитных газов, а не только ручная дуговая. На последних стадиях обработки газ также может применяться для подогрева во время длительного остуживания.
Выбор электрода
При выборе важно два параметра – это металл и покрытием, что можно входит в общее понятие марки изделия, и толщина диаметра. При идеальном варианте, металл должен полностью совпадать с тем, с которым будет происходить сваривание. К нему же уже сразу подобрана соответствующая обмазка. Количество вариантов здесь очень большое, поэтому, выбор делается индивидуально в каждом случае.
Чтобы знать, как дуговой сваркой варить тонкий металл, требуется подобрать правильный диаметр электрода. Зачастую он должен совпадать с тем, какая толщина свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0,5 мм. Не стоит использовать и слишком тонкие, к примеру, для металла в 2,5 мм электрод с диаметром 1 мм. Это приведет к тому, что расходный материал будет слишком быстро заканчиваться и шов нужно будет часто прерываться. Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Материалы перед использованием нужно обязательно просушить, так как при тонком шве все дефекты становятся намного более явными и оказывают более губительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то следует прибегнуть к таблице режимов, что поможет точно определиться с тем, какие параметры лучше подобрать, чтобы был минимальный риск появления брака. Для определенных толщин заготовок все эти параметры уже просчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Настройка режима сварки тонкого металла
Технология сварки тонколистового металла электродом
Следующий порядок действий расскажет, как заварить тонкий металл дуговой сваркой:
- Следует провести зачистку заготовки при помощи металлической щетки. Зачистка должна проводиться до появления металлического блеска на поверхности.
- Затем нужно обезжирить места прохождения будущего шва при помощи ацетона, или любого другого растворителя, который сможет нейтрализовать окислительную пленку.
- Выложить флюс на кромки заготовок.
- Если технология сварки металла требует, то желательно произвести подогрев поверхности при помощи газовой горелки. Это же может касаться и электродов, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в сильном ее перепаде.
- Когда все подготовлено, то можно приступать к непосредственному свариванию. Движения должны быть достаточно быстрыми, чтобы слишком длительное нахождение сварочной ванны не привело к прожиганию детали насквозь. Но и слишком спешить не нужно, чтобы металл проварился по всему периметру. Здесь нужно охватить как можно больший периметр, так как из-за небольшой толщины погрузиться сильно вглубь невозможно. Шов должен выглядеть достаточно широкими и равномерным, а также состоять из множества мелких чешуек, следующих одна за другой.
- После окончания работы нужно медленно остудить металл, подогревая его горелкой и постепенно понижая температуру.
 Зачистка должна проводиться до появления металлического блеска на поверхности.
Зачистка должна проводиться до появления металлического блеска на поверхности.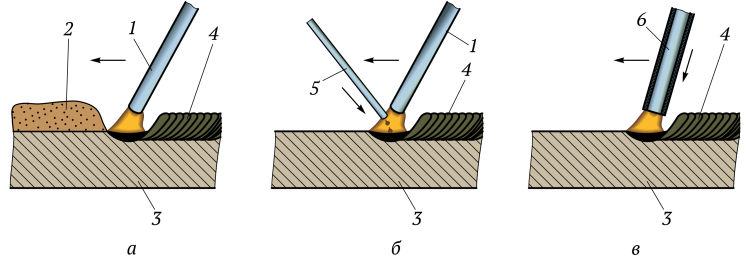
«Важно!
Если, когда происходила сварка тонкого металла электродом 2 мм, заготовка прожглась насквозь, то следует прекратить работу, осмотреть шов и решить, можно ли его заварить или нет.»
Наиболее популярные марки
На рынке можно встретить 2 основные разновидности угольных электродов. Это СК и ВДК. Они соответственно предназначены для обычной и воздушно-дуговой сварки.
На российском рынке чаще всего встречаются электроды Arcair от Esab. Ими выполняются такие работы:
- устранение дефектов;
- ремонт изделий и конструкций;
- удаление швов;
- подготовительные работы;
- удаление лишнего материала;
- обрезка лишней арматуры и фрагментов изделий.
На этом видео можно увидеть, как выполняется воздушно-дуговая сварка:
ESABESAB — мировой лидер в производстве сварочных материалов и оборудования. телефон: +7 (812) 334-07-70 Электроды ESAB(6 из 120) См. все(120)
Проволока ESAB(6 из 110) См.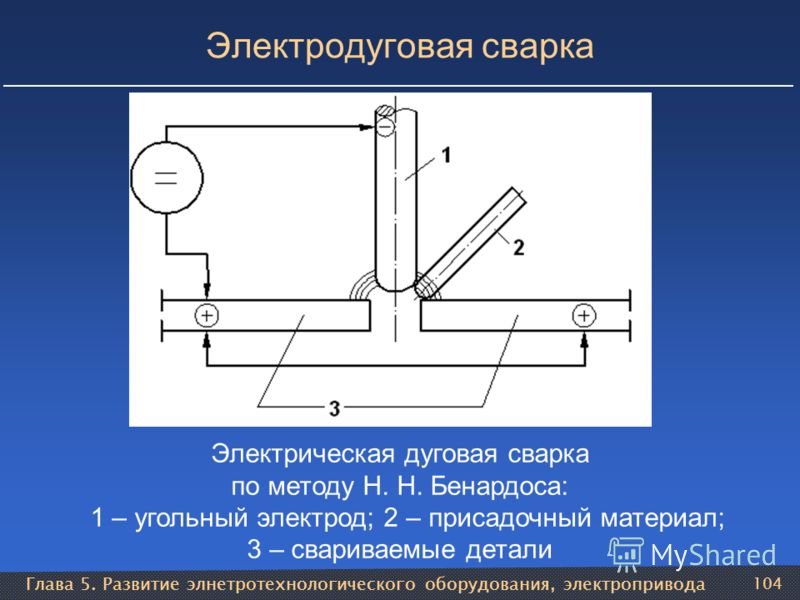 все(110) все(110)
Прутки ESAB(6 из 48) См. все(48) все(48)
Оборудование ESAB(6 из 25) См. все(25)
Аксессуары ESAB(6 из 50) См. все(50)
| ||||||||||||||||||||||||||||||||
| © 2003-2022, ООО «ЭЛЕКТРОД.РУ«, тел. +7 (812) 334-07-70 | ||||||||||||||||||||||||||||||||

 Лидер продаж!
Лидер продаж!

 Лидер продаж!
Лидер продаж! Максимальный рез 32 мм
Максимальный рез 32 мм Изготовлен из высококачественной стали.
Изготовлен из высококачественной стали.© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул.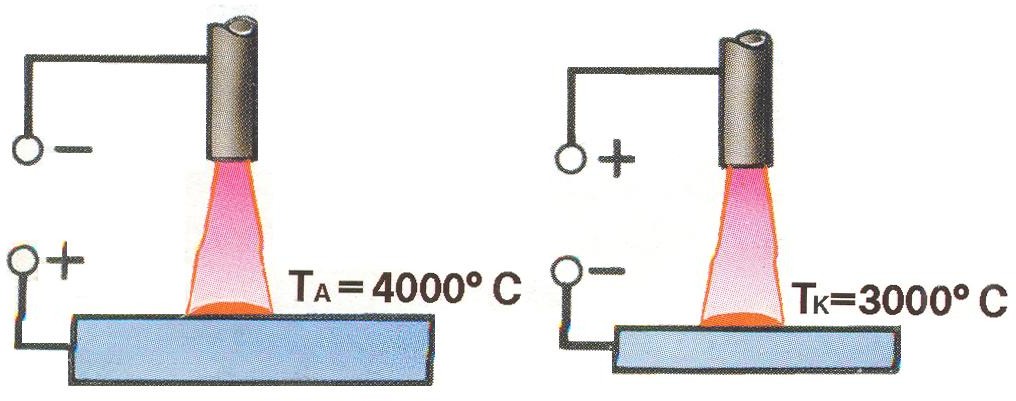 Тамаровского, 85
Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13. 00 до 13.50
00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ. ВС.
ВС.
MIG-180, 180-амперный сварочный аппарат для сварки MIG/MAG/флюсовой проволокой/Lift-TIG/дуговой дугой постоянного тока с инвертором постоянного тока, 115/230 В, совместимая шпульная горелка: SPG15250 – Amico Electric
Описание
Особенности:
- MIG-180 сочетает в себе самую инновационную конструкцию и технологию и включает в себя все функции каждого сварочного аппарата: сварка MIG, MAG, сварка с флюсовым сердечником, Lift-TIG, сварка стержнем и шпульным пистолетом. Он может идеально сваривать все токопроводящие металлы: алюминий, алюминиевый сплав, нержавеющую сталь, легированную сталь, углеродистую сталь, сталь, чугун, железо и медь — все до 3/8 дюйма.Это самая производительная машина для всех задач, включая промышленное производство, модификацию автомобилей и профессиональное техническое обслуживание.
- MIG: разработано и изготовлено в соответствии с самыми высокими стандартами промышленных сварочных аппаратов; Можно использовать катушки весом 10 фунтов (8 дюймов) и 2 фунта (4 дюйма). Высокопроизводительный механизм подачи проволоки с двойным приводом изготовлен с применением самых передовых технологий, обеспечивающих стабильную и эффективную скорость подачи проволоки. При использовании сварки MIG/MAG/Flux-Core регулировка сварочного тока и скорости подачи проволоки очень проста, легка и непосредственна.
- STICK: с профессиональным производством и сильным проникновением, он совместим со всеми электродами: E6010, E6011, E6013, E7014, E7018 и т. д. С функцией регулировки тяги, встроенной функцией горячего запуска, функцией антиприлипания электрода, и функция контроля интенсивности тока, он может эффективно и легко выполнять всю работу и задачи. Это надежный и эффективный инструмент для профессиональных сварщиков и машина мечты для начинающих.
- LIFT-TIG: он может эффективно и безопасно сваривать тонкую нержавеющую сталь и различные другие металлы без высокочастотных помех.Благодаря функции автоматического контроля температуры машина работает очень тихо. В комплект входят 10-футовая горелка MIG в сборе, 10-футовый узел держателя электрода на 300 А, 10-футовый узел заземляющего зажима на 300 А и адаптер питания 115/230 В.
- Интеллектуальная система электропитания может автоматически определять входное напряжение и легко переключаться между 115 В и 230 В. Удлинение шнура питания на 700 футов также может противостоять колебаниям мощности и затуханию в кабеле, позволяя ему по-прежнему эффективно функционировать.Он очень подходит для сложных операций на строительных площадках, обслуживании домов, доках, сельскохозяйственных объектах и даже в отдаленных районах.
 Высокопроизводительный механизм подачи проволоки с двойным приводом изготовлен с применением самых передовых технологий, обеспечивающих стабильную и эффективную скорость подачи проволоки. При использовании сварки MIG/MAG/Flux-Core регулировка сварочного тока и скорости подачи проволоки очень проста, легка и непосредственна.
Высокопроизводительный механизм подачи проволоки с двойным приводом изготовлен с применением самых передовых технологий, обеспечивающих стабильную и эффективную скорость подачи проволоки. При использовании сварки MIG/MAG/Flux-Core регулировка сварочного тока и скорости подачи проволоки очень проста, легка и непосредственна. В комплект входят 10-футовая горелка MIG в сборе, 10-футовый узел держателя электрода на 300 А, 10-футовый узел заземляющего зажима на 300 А и адаптер питания 115/230 В.
В комплект входят 10-футовая горелка MIG в сборе, 10-футовый узел держателя электрода на 300 А, 10-футовый узел заземляющего зажима на 300 А и адаптер питания 115/230 В.Технические характеристики:
Тип сварочного аппарата: Комбинированный сварочный аппарат MIG/TIG/STICK 3-В-1
Тип выходного терминала: прямой провод
Источник питания: 115 В и 230 В переменного тока/1 фаза/50–60 Гц
Номинальный входной ток:
- 230 В: 33,0 А (МИГ)/25,5 А (ВИГ)/36,5 А (СТИК)
- 115 В: 37,5 А (МИГ)/29. 5А (ВИГ)/45.0А (СТИК)
 5А (ВИГ)/45.0А (СТИК)
5А (ВИГ)/45.0А (СТИК)Текущий диапазон Выход:
- МИГ: 230В/40А-180А, 115В/30А-140А
- ВИГ: 230В/15А-180А, 115В/10А-140А
- РУЧКА: 230В/15А-180А, 115В/10А-140А
Номинальное постоянное напряжение холостого хода (OCV): 56 В
Мощность сварки, 104F (40°C), 10 мин (230 В):
- МИГ: 200 А/23,0 В, ВИГ: 200 А/17,2 В, СТИК: 200 А/27,2 В
Рабочий цикл:
- МИГ: 60 % при 180 А, ВИГ: 60 % при 180 А, СТИК: 60 % при 180 А
Макс.Скорость подачи проволоки: 610 дюймов/мин.
Эффективность: 93%
Коэффициент мощности: 0,85
Метод охлаждения: Вентилятор
Размер изделия: 17,75 x 8,25 x 13,8 дюйма
Вес продукта: 25 фунтов.
Размер упаковки: 20 x 13,8 x 15,3 дюйма
Вес упаковки: 46 фунтов.
Включает:
- 10 футов Pro. Сборка горелки MIG
- 10-футовый держатель электрода в сборе
- Узел рабочего зажима 10 футов
- Адаптер питания от 230 В до 115 В
- 7 футов.Шнур питания N6-50P Вилка
 Сборка горелки MIG
Сборка горелки MIG
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Электродный сварочный аппарат 160A(EL160HG)-SOLDATECH-Электродные сварочные аппараты, valkenpower
Электродный сварочный инвертор / сварочный аппарат / сварочный аппарат / сварочное устройство
Электродный сварочный аппарат Soldatechpowered by HG очень подходит для сварки в любом месте благодаря своей компактной, легкой, управляемой и мощной конструкции.
Легко регулируемый сварочный ток позволяет быстро использовать EL160HG для сварки различных материалов и толщин.
Функция горячего старта/антиприлипания быстро увеличивает сварочный ток, чтобы электрод не прилипал к заготовке.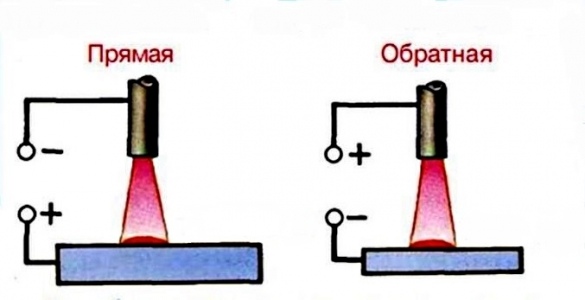
Современная инверторная технология IGBT не только обеспечивает длительную работу EL160HG при большей мощности, но также делает устройство легким и портативным. Защита от перегрузок в сочетании со встроенным вентилятором предотвращает перегрев и гарантирует высокое качество сварочных работ в течение длительного времени.
Идеально подходит для сварки углеродистой, низколегированной и нержавеющей стали. Отлично сваривается с рутилом (Е 6013) и основным (Е 7018).
Каждый EL160HG наступает стандартный с:
Держатель электрода Twistlock
9mm² кабель
зажима для заготовки с 2 м 16 мм² кабель
Flated Plug с 2M 3×2,5 мм² кабель
стандартный 9 мм Dinse кабельные муфты
Прочный корпус для хранения
плечевой ремень
Технические характеристики:
Напряжение = 230 В
0Частота = 50/60 Гц
Защита предохранителей = 16A B-KAR
входная мощность = 6.
9 кВАпусковое напряжение = 68 В
рабочий цикл = 20 % — 160 А / 60 % — 92 А / 100 % — 71 А (при температуре окружающей среды 40 градусов)
сварных электродов = 1,6 — 4,0 мм
класс защиты = IP21S
Размеры = 315/102/176 мм
Вес = 3 кг
 9 кВА
9 кВА| Размер изделия | |
| Длина изделия (мм) | 400.0 |
| Ширина изделия (мм) | 154,0 |
| Высота изделия (мм) | 299,0 |
| Вес изделия (кг) | 3,7 |
| Размер упаковки | |
| Длина упаковки (мм) | 530 |
| Ширина упаковки (мм) | 185 |
| Высота упаковки (мм) | 415 |
| Вес упаковки (кг) | 4. 2 2 |
Дуга без газа | Еженедельник фермера
Эта сварочная система имеет все преимущества газа, но работает на электричестве.
Размер зазора между двумя электродами и, следовательно, характер и интенсивность пламени регулируются кончиком пальца с помощью скользящей кнопки между указательным и средним пальцами. Фото: Крис Нел Electroflame — это разработанная, запатентованная и произведенная в Южной Африке дуговая горелка с угольным электродом, которая удваивает полезность дуговой сварки на переменном токе. Просто подключите два 3-метровых кабеля к клеммам обычного аппарата для дуговой сварки с настройкой от 40 до 60 А, чтобы получить управляемое кончиком пальца пламя переменной интенсивности и температуры (от небольшого интенсивного пламени пайки до большого, мягкого, нагревающего пламени) без необходимости в дорогостоящем и опасный ацетилен и газообразный кислород.
Электрический разряд между двумя стержнями угольных электродов создает пламя, регулируемое скользящей кнопкой, контролирующей расстояние между электродами.Электропламя позволяет паять или серебряным припоем латунь, медь, нержавеющую сталь, чугун и алюминий. Интенсивное направленное пламя нагревает металл для ковки или резких изгибов плоского или квадратного стержня размером 50 мм x 5 мм или квадратного стержня 12 мм, сгибая его вручную без удара молотком.
Паяет или припаивает серебром листовой металл (толщиной до алюминиевой банки из-под прохладительных напитков), не прожигая в нем отверстия. Благодаря относительно низкому потреблению тока он идеально подходит для ремонта на дорогах с использованием электродуговой сварки, питаемой от автомобильного аккумулятора 12 В через подходящий инвертор.Сменный угольный электрод доступен по цене, регулируется в зависимости от износа и обеспечивает около двух часов работы в зависимости от используемого тока, измеряемого в амперах.
Electroflame поставляется с подробными, простыми в использовании инструкциями и списком рекомендуемых присадочных стержней и флюсов. На него распространяется 12-месячная гарантия на дефекты материалов и изготовления. Цена 800 р., включая три угольных электрода, каждый из которых ломается пополам, образуя набор. Сменные электроды стоят 20 рублей за штуку.
Свяжитесь с Леоном Майбургом по телефону 079 760 5117 или (временно) по электронной почте [электронная почта защищена]
LN400 W PULSE — Nuriş Teknoloji ve Makine A.Ş.
- Усовершенствованная импульсная система обеспечивает сварку без брызг без деформации заготовки. Он полностью оборудован для материалов из алюминия, нержавеющей стали и стали.
- Интеллектуальный вентилятор включается в зависимости от рабочей температуры. Таким образом, средний уровень шума и энергопотребления снижается.Аэродинамическая труба, встроенная внутри машины, предотвращает попадание внешней пыли на электронные карты.
- Простой пользовательский интерфейс, удобный 7-сегментный экран обеспечивает оператору простое и точное использование. Базовый дисплей обеспечивает простой переход между импульсным режимом, режимами сварки и типами срабатывания горелки с помощью одной кнопки.
- Система подачи проволоки обеспечивает стабильное формирование дуги благодаря мощному энкодерному двигателю и катушке 37 мм. Система привода 4×4 может быть отрегулирована в зависимости от давления любого типа проволоки.Таким образом, мягкая проволока может быть легко сварена без каких-либо поломок.
- Благодаря встроенной системе водяного охлаждения машину можно использовать с воздушным или водяным охлаждением.
- Инверторная технология позволяет экономить энергию до 40%.

LN 400 / LN 500 — это газосварочный аппарат с инверторной технологией, который позволяет выполнять сварку MIG/MAG (металлический инертный газ), MMA (покрытый электрод) и аргоновую (TIG) сварку на одном аппарате. В режимах управления постоянным током/постоянным напряжением (CC/CV) блок питания обеспечивает возможность сварки электродом любого диаметра и выполнения операций нарезания канавок/резки, а также MIG/MAG с 8-мм угольным электродом.
В режимах управления постоянным током/постоянным напряжением (CC/CV) блок питания обеспечивает возможность сварки электродом любого диаметра и выполнения операций нарезания канавок/резки, а также MIG/MAG с 8-мм угольным электродом.
| Параметр | Блок | ЛН400 |
| Напряжение системы | В переменного тока | 380 В, 3 фазы, 50/60 Гц |
| Входная мощность | кВА | 18 |
| Входной ток | А | 27,3 |
| Диапазон регулировки тока | А | 20-400 (Синерджик) 50-400 (Пульс) |
| Напряжение холостого хода | В | 85 |
| Диапазон регулировки напряжения | В | 15-39 |
| Режимы работы (25 °C) | % 30 | 400 А |
| Режимы работы (25 °C) | % 100 | 300 А |
| Класс защиты | ИП23С | |
| Вид тока | А | DC |
| Скорость подачи проволоки (мин-макс) | м/мин | 2-20 |
| Размеры машин | мм | Ш:1000 x В:880 x Г:560 |
| Вес | кг | 78,6 Варио: 16,4 |
| Параметр | Блок | ЛН400 |
| Факел | м | 3 |
| Сварочный кабель с электрододержателем | м | 3 |
| Газовый регулятор | объявление | 1 |
| Нагреватель CO2 (дополнительно) | объявление | 1 |