Сварщик (ручной и частично механизированной сварки (наплавки) (2018/2021)
Аннотации к образовательной программе
Федеральный государственный образовательный стандарт среднего профессионального образования по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)) предполагает разработку основной профессиональной образовательной программы (ОПОП) в целях успешного внедрения нового стандарта в практику профессионального образования.
Аннотации размещены согласно циклам дисциплин.
О.00 Общеобразовательный цикл
ОДБ.01 Русский язык
ОДБ.02 Литература
ОДБ.03 Иностранный язык
ОДБ.04 История
ОДБ.05 ОБЖ
ОДБ.06 Астрономия
ОДБ.07 Химия
ОДБ.08 Обществознание (вкл. экономику и право)
ОДБ.09 Биология
ОДБ.10 География
ОДБ.
ОДБ.12 Физическая культура
ОДП.13 Математика
ОДП.14 Информатика
ОДП.15 Физика
Дополнительные дисциплины
УД.16 Черчение
УД.17 Основы проектно-исследовательской деятельности
УД.18 Деловое общение
ОП.00 Общепрофессиональный цикл
ОПД.01 Основы инженерной графики
ОПД.02 Основы электротехники
ОПД.03 Основы материаловедения
ОПД.04 Допуски и технические измерения
ОПД.05 Основы экономики
ОПД.06 Безопасность жизнедеятельности
ФК.00 Физическая культура
П.00 Профессиональный цикл
ПМ.00 Профессиональные модули
ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
МДК.01.01 Основы технологии сварки и сварочное оборудование
МДК.01.02 Технология производства сварных конструкций
МДК.01.03 Подготовительные и сборочные операции перед сваркой
МДК. 01.04 Контроль качества сварных соединений
01.04 Контроль качества сварных соединений
УП.01 Учебная практика
ПП.01 Производственная практика
ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
МДК.02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
УП.02 Учебная практика
ПП.02 Производственная практика
ПМ.05 Газовая сварка (наплавка)
МДК.05.01 Техника и технология газовой сварки (наплавки)
УП.05 Учебная практика
ПП.05 Производственная практика
Электрод Монолит РЦ d=2,5 мм (аналог ОК 46.00) уп=1 кг
Электроды Монолит РЦ диаметром 2.5мм предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок стали. Покрытие — рутил-целлюлозное. Объем упаковки — 1кг.
Универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Особые свойства
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
Возможно сваривание по окисленным, масляным и окрашенным поверхностям.
ВИД ПОКРЫТИЯ: рутил-целлюлозное
РЕЖИМЫ СВАРКИ
|
Сила сварочного тока (А), для электрода диаметром, мм |
|||||
|
2,0 |
2,5 |
3,0 |
3,2 |
4,0 |
5,0 |
|
40-80 |
50-90 |
70-110 |
80-120 |
110-170 |
150-220 |
УПАКОВОЧНЫЕ ДАННЫЕ
|
Диаметр, мм |
Длина, мм |
Количество электродов в пачке, шт. |
Вес пачки, кг |
|
2,00 |
300 |
50-54; 99-108 |
0,5; 1 |
|
2,50 |
|
27-28; 53-56; 133-140 |
0,5; 1; 2,5 |
|
3,00 |
350 |
18-19; 35-37; 89-93 |
0,5; 1; 2,5 |
|
3,20 |
350 |
16; 32; 78-81 |
0,5; 1; 2,5 |
|
4,00 |
450 |
8; 16-17; 40-41; 81-83 |
0,5; 1; 2,5; 5 |
|
5,00 |
450 |
53-54 |
5 |

АНАЛОГИ
|
Производитель |
Марка электродов |
|
ESAB |
OK 46. |
|
Oerlikon |
Overcord, Overcord Z |
 00
00
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
Временное сопротивление, Н/мм2 |
Относительное удлинение, % |
Ударная вязкость,Дж/см2 |
|
≥450 |
≥22 |
≥78 |
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
Mn |
Si |
C |
P |
S |
|
0,40-0,65 |
0,15-0,40 |
не более |
||
|
0,11 |
0,035 |
0,030 |
||
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 — 30 мин.
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент наплавки – 8,5 — 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
Квалификации:
- сварщик ручной дуговой сварки плавящимся покрытым электродом
- сварщик частично – механизированной сварки плавлением
- газосварщик
Основная профессиональная образовательная программа по профессии предусматривает изучение следующих учебных циклов:
Общеобразовательный:
Базовые учебные дисциплины:
ОДБ. 01 Русский язык
01 Русский язык
ОДБ.02 Литература
ОДБ.03 Иностранный язык
ОДБ.04 История
ОДБ.05 Обществознание (включая экономику и право)
ОДБ.06 Химия
ОДБ.07 Биология
ОДБ.08 Физическая культура
ОДБ.09 ОБЖ
Профильные учебные дисциплины:
ОДП.10 Математика
ОДП.11 Физика
ОДП.12 Информатика и ИКТ
Общепрофессиональный:
ОП.01 Основы инженерной графики
ОП.02 Основы электротехники
ОП.03 Основы материаловедения
ОП.04 Допуски и технические измерения
ОП.05 Основы экономики
ОП.06 Безопасность жизнедеятельности
ОП.07 Охрана труда
ОП.08 Эффективное поведение на рынке труда
ОП.09 Профессиональный английский язык в формате Worldskills International по компетенции «Сварочные технологии»
Профессиональный:
ПМ.01 Подготовительно-сварочные работы и контроль качества сварочных швов:
- МДК.01.01 Основы технологии сварки и сварочное оборудование
- МДК.
 01.02 Технология производства сварных конструкций
01.02 Технология производства сварных конструкций - МДК.01.03 Подготовительные и сварочные операции перед сваркой
- МДК.01.04 Контроль сварочных соединений
- УП.01 Подготовительно-сварочные работы и контроль качества сварочных швов
 01.02 Технология производства сварных конструкций
01.02 Технология производства сварных конструкцийПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом:
- МДК.02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытым электродом
- УП.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
- ПП.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
ПМ.04 Частичная механизированная сварка (наплавка) плавлением:
- МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе
- УП.04 Частичная механизированная сварка (наплавка) плавлением
- ПП.04 Частичная механизированная сварка (наплавка) плавлением
ПМ.05 Газовая сварка (наплавка):
- МДК. 05.01 Техника и технология газовой сварки (наплавки)
- УП.05 Газовая сварка (наплавка)
- ПП.05 Газовая сварка (наплавка)
 05.01 Техника и технология газовой сварки (наплавки)
05.01 Техника и технология газовой сварки (наплавки)ФК.00 Физическая культура
Используемые сокращения:
ПМ – профессиональный модуль;
МДК – междисциплинарный курс;
УП – учебная практика;
ПП – производственная практика
Основы сварки MIG: 17 шагов (с изображениями)
Введение: основы сварки MIG
Сварка — это процесс структурного соединения металла. Чтобы получить фантастические инструкции, которые представляют собой очень глубокий взгляд на теорию, детали и безопасность сварки MIG, прочтите книгу noahw How to Weld — MIG Welding.
В данном руководстве описаны действия, которые необходимо выполнить в отношении оборудования для сварки. Предполагается, что в машине достаточно воздуха, проволока заправлена и что соблюдены все меры безопасности.Также предполагается, что вы настроили компоненты для сварки.
Я сделал это в TechShop Detroit (www. techshop.ws).
techshop.ws).
Добавить TipAsk QuestionDownload
Шаг 1. Переместите вытяжку над зоной сварки
Переместите вытяжку, если таковая имеется, над зоной сварки и включите. Он автоматически запустится при обнаружении паров, которые необходимо удалить. Также есть свет, который можно использовать самостоятельно.
Добавить TipAsk QuestionDownload
Шаг 2: Прикрепите зажим заземления
Зажим заземления требуется, и его можно прикрепить к любой металлической поверхности, которая может обеспечить соответствующее заземление.В этом случае используется таблица настроек сварки.
Добавить TipAsk QuestionDownload
Шаг 3. Убедитесь, что регулировочный винт ослаблен
Газовый баллон, подключенный к сварочному аппарату, имеет следующий общий вид. Регулировочный винт обозначен на рисунке.
Добавить TipAsk QuestionDownload
Шаг 4: Откройте цилиндр с помощью маховика
Откройте маховик цилиндра, убедившись, что ваша рука находится вокруг колеса, а не над ним. Это на тот случай, если есть недостаток, и компоненты выпущены под высоким давлением.Также убедитесь, что вы стоите напротив регулятора.
Это на тот случай, если есть недостаток, и компоненты выпущены под высоким давлением.Также убедитесь, что вы стоите напротив регулятора.
Когда вы полностью откроете маховик цилиндра, вы заметите, что манометр в цилиндре изменится с 0 на значение, максимальное значение которого составляет 2500 фунтов на квадратный дюйм. В этом случае давление чуть больше 1000 фунтов на квадратный дюйм, достаточного для сварки.
Добавить TipAsk QuestionDownload
Шаг 5: Поверните регулировочный винт
Осторожно поверните регулировочный винт по часовой стрелке, пока стрелка манометра не достигнет отметки 10-15 CFH.
Добавить TipAsk QuestionDownload
Шаг 6: Определите настройки сварки
В этом случае настройки сварки находятся на панели сбоку от сварочного аппарата.Диаграмма используется для определения напряжения и скорости подачи проволоки.
В этом конкретном устройстве критически важно знать, что размер провода составляет 0,035 дюйма.
Состав газа можно увидеть на баллоне — 75% Ar / 25% CO2.
Толщина материала (ga), который вы свариваете, является последним параметром, который вам нужен для определения напряжения и скорости подачи проволоки.
Добавить TipAsk QuestionDownload
Шаг 7: Включите сварочный аппарат
После того, как вы узнаете, какие настройки нужно применить и у вас будет безопасная зона, включите сварочный аппарат с помощью переключателя, обведенного на изображении.Обратите внимание: для этого конкретного устройства самая низкая скорость подачи проволоки составляет 50, что означает, что нажатие на курок пистолета всегда будет подавать проволоку. Это важно отметить в случае, если вам необходимо сбросить давление, например, вы превысили 15 CFH на шаге 5.
Добавить TipAsk QuestionDownload
Шаг 8: отрегулируйте скорость подачи проволоки и напряжение
Используя таблицу, на которую мы ссылались в шаге 6 , отрегулируйте скорость подачи проволоки и напряжение до соответствующих значений. В этом случае материал 18 g дает 120 и 16 соответственно.
В этом случае материал 18 g дает 120 и 16 соответственно.
Добавить TipAsk QuestionDownload
Шаг 9: Убедитесь, что сварочная горелка имеет необходимое количество проволоки
На первом изображении показано соответствующее количество проволоки. Если провод слишком длинный, просто обрежьте его до приемлемой длины.
Добавить TipAsk QuestionDownload
Шаг 10: Приварите компоненты
Приварите. Снова обратитесь к книге noahw How to Weld — MIG Welding, чтобы узнать о методах и ссылках на другие материалы.
Добавить TipAsk QuestionDownload
Шаг 11: Установите минимальное значение подачи проволоки
Когда вы закончите, установите минимальную скорость подачи проволоки, в данном случае 50.
Добавить TipAsk QuestionDownload
Шаг 12: Закройте клапан газового баллона
Закройте ручной дублер до упора.
Добавить TipAsk QuestionDownload
Шаг 13: Выпуск воздуха из регулятора
Выпустите воздух из регулятора, нажав на курок пистолета, пока CFH не упадет до самого низкого уровня. Обратите внимание, что проволока будет подавать, так как самая низкая скорость подачи проволоки (50) не равна 0.
Обратите внимание, что проволока будет подавать, так как самая низкая скорость подачи проволоки (50) не равна 0.
Добавьте TipAsk QuestionDownload
Шаг 14: Отвинтите регулировочный винт
Отвинтите регулировочный винт до полного ослабления.
Добавить TipAsk QuestionDownload
Шаг 15: Выключите сварочный аппарат
Выключите сварочный аппарат с помощью переключателя ВКЛ / ВЫКЛ.
Добавить TipAsk QuestionDownload
Шаг 16: Снимите зажим заземления
Снимите зажим заземления со сварочного стола.
Добавить TipAsk QuestionDownload
Шаг 17: Провода катушки
Аккуратно сверните все провода.
Добавить вопрос Задать вопросЗагрузить
Будьте первым, кто поделится
Вы сделали этот проект? Поделитесь с нами!
Я сделал это!Рекомендации
Универсальный сварочный аппарат — Типы сварки
В сварочной отрасли наблюдается множество достижений, поскольку на рынке появляется все больше и больше оборудования и инструментов. Чтобы стать компетентным сварщиком или стать ведущим предпринимателем в сварочной отрасли, вы должны знать обо всем спектре сварочных инструментов и сварочного оборудования и постоянно обновлять свои знания.
Чтобы стать компетентным сварщиком или стать ведущим предпринимателем в сварочной отрасли, вы должны знать обо всем спектре сварочных инструментов и сварочного оборудования и постоянно обновлять свои знания.
Спрос на многоцелевой сварочный аппарат, также известный под некоторыми другими названиями, как многоцелевые сварочные аппараты, многофункциональные сварочные аппараты и комбинированные сварочные аппараты, в современной сварочной отрасли растет из-за его портативности, а также универсальности для выполнения многих типов сварки. и режущие работы.
Многоцелевые сварочные аппараты, как сообщается, объединяют возможности источника постоянного тока постоянного тока (сварочный аппарат, сварочный аппарат TIG) и источника постоянного напряжения постоянного тока (сварочный аппарат MIG) в однородное устройство. Обычно многоцелевые сварочные аппараты могут использоваться для дуговой строжки, а также для дуговой сварки под флюсом. Сварочные аппараты с приводом от двигателя — это универсальные сварочные аппараты, которые могут использоваться как сварочные аппараты, сварочные аппараты TIG или MIG — помимо того, что они компактны и портативны.
Принято считать, что покупка отдельных агрегатов для сварки увеличит ваши капитальные затраты, а также потребует больше площади. Однако покупка только одного устройства, которое может сваривать или резать, также может быть неправильным решением. В идеале необходимо устройство, которое может удовлетворительно объединить несколько сварочных операций в одном пакете.
Следовательно, может быть экономически выгодным рассмотреть вопрос о покупке многоцелевых сварочных аппаратов, которые будут выполнять весь процесс сварки, а также выполнять сварку и резку.Эти машины бывают разных типов от разных производителей.
Компания ESAB Welding & Cutting Products представила MultiMaster 300X, многоцелевой сварочный аппарат для электродов GMAW, DC GTAW и SMAW. Аппарат разработан для использования с порошковой проволокой Dual Shield X компании и подходит для сварщиков, которые используют процесс SMAW, а также порошковую проволоку. Аппарат обеспечивает сварочную мощность на постоянном токе от 15 до 300 А при рабочем цикле 40 процентов.
Longevity могут использоваться для комбинаций TIG / STICK / PLASMA CUTTER, и эти аппараты имеют компактные размеры и весят от 40 до 70 фунтов.Их сварочный аппарат WeldAll Series Combo может сваривать и резать все типы металлов, включая алюминий, сталь, бронзу, медь, нержавеющую сталь, низкоуглеродистую сталь. Универсальный сварочный аппарат серии WeldMax позволяет резать и сваривать все металлы, кроме алюминия. Комбинированные сварочные аппараты Longevity портативны и способны удовлетворить практически все требования как профессионалов в области сварки, так и любителей.
Новейшая линейка многопроцессорных сварочных аппаратов TIG / Stick / Plasma Cutter PowerPro и PowerUltra от Everlast вышла на рынок, чтобы удовлетворить огромный рыночный спрос на недорогие и доступные многоцелевые аппараты, предназначенные как для сварки, так и для резки.Агрегаты PowerPro оснащены расширенными функциями импульсной, палочной и плазменной резки TIG на переменном / постоянном токе, как для сварки, так и для резки любого металла, включая алюминий.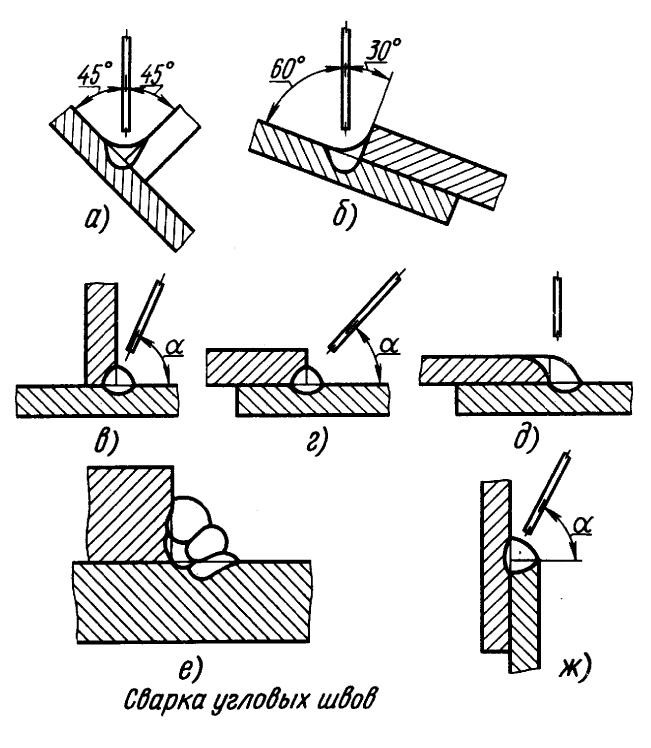 PowerUltra предлагает базовые функции TIG, Stick и плазменную сварку на постоянном токе для сварки сталей и нержавеющих сталей, а также возможность резки любого металла.
PowerUltra предлагает базовые функции TIG, Stick и плазменную сварку на постоянном токе для сварки сталей и нержавеющих сталей, а также возможность резки любого металла.
Существуют и другие производители многоцелевых сварочных аппаратов, и потенциальный покупатель должен провести небольшое исследование рынка, прежде чем завершить покупку.
Новый портативный тензометрический сварочный аппаратMicro-Measurements
МАЛЬВЕРН, Па., 2 марта 2021 г. (GLOBE NEWSWIRE) — Micro-Measurements ® , торговая марка Vishay Precision Group, Inc. (VPG), объявила о выпуске сварочного аппарата модели 700B — портативного, легкого прибора, идеально подходящего для установки свариваемых тензодатчиков. и датчики температуры на металлических поверхностях в сложных промышленных и полевых условиях.
Ключевым усовершенствованием 700B является использование имеющихся в продаже литий-ионных аккумуляторов, которые легко заменяются в полевых условиях и которые могут обрабатывать 1500 сварных швов (@ 30 джоулей) на одной зарядке (эквивалентно сварке около 30 линейных свариваемых датчиков. ).Легкий аппарат, который весит примерно 8,3 фунта (3,77 кг), идеально подходит для работы в полевых условиях, устраняя основные ограничения других портативных аппаратов для точечной сварки, представленных в настоящее время на рынке. Аппарат также может использоваться для сварки небольших термопар и легкого металла.
).Легкий аппарат, который весит примерно 8,3 фунта (3,77 кг), идеально подходит для работы в полевых условиях, устраняя основные ограничения других портативных аппаратов для точечной сварки, представленных в настоящее время на рынке. Аппарат также может использоваться для сварки небольших термопар и легкого металла.
Рон Цукерман, международный директор по продажам и маркетингу в области микроизмерений, сказал: «Модель 700B расширяет широкий ассортимент свариваемых манометров Micro-Measurements, которые подходят для всех типов приложений и сред.Эти датчики включают герметизированные, герметичные и высокотемпературные версии семейств продуктов Micro-Measurements CEA, LWK, LEA, LZN и LZE. Поскольку они сварены точечной сваркой, а не приклеиваются, свариваемые датчики могут быть легко установлены с помощью модели 700B в полевых условиях в самых разных погодных условиях ».
Энергия сварки модели 700B может быть легко установлена пользователем от 10 до 60 Дж с производительностью до 60 сварок в минуту, что делает ее одним из самых быстрых инструментов в своем роде. Независимо от того, работаете ли он в подвешенном состоянии под конструкцией или на производственном предприятии, 700B легко закрепить на ремне безопасности или носить с собой на удаленных рабочих местах. Он особенно подходит для работы в канатных дорогах, на подъемниках или в лабораторных условиях.
Независимо от того, работаете ли он в подвешенном состоянии под конструкцией или на производственном предприятии, 700B легко закрепить на ремне безопасности или носить с собой на удаленных рабочих местах. Он особенно подходит для работы в канатных дорогах, на подъемниках или в лабораторных условиях.
В комплект 700B входят:
- 700B Точечная сварка
- Сварочная рукоятка в сборе
- Кабели заземления (с механическими и магнитными зажимами)
- Сварочные наконечники
- Литий-ионные батареи и зарядное устройство
- Баллистический нейлон сумка (опционально)
- Прочный транспортировочный футляр (опционально)
Для получения дополнительной информации о модели 700B, а также для получения технической поддержки посетите наш сайт https: // micro-sizes.com / 700b или следите за Micro-Measurements ® на сайте www.strainblog.com или в твиттере @strain_gage.
О Micro-Measurements
Micro-Measurements, торговая марка Vishay Precision Group, Inc. (VPG), занимается разработкой, производством и продажей сенсоров с резистивной фольгой для высокоточного измерения деформации. Micro-Measurements предлагает полный набор тензодатчиков, оборудования и покрытий PhotoStress ® , систем сбора данных и расходных материалов, необходимых для получения точных и надежных данных о напряжении.Наши продукты используются во всем промышленно развитом мире — как в практике анализа измерений напряжения, так и в качестве чувствительных элементов в широком спектре преобразователей для измерения физических величин (веса, силы, крутящего момента, давления и т. Д.).
О компании VPG
Vishay Precision Group, Inc. — всемирно признанный разработчик, производитель и продавец: компонентов на основе технологии резистивной фольги; датчики; и сенсорные системы измерения, специализирующиеся на растущих рынках измерения напряжения, силы, веса, давления и силы тока.Компания VPG является лидером на рынке продуктов с фольгированной технологией, предлагая постоянные технологические инновации в области прецизионных фольговых резисторов и тензодатчиков, которые составляют основу продукции компании с датчиками силы и ее систем взвешивания и управления. Портфель продукции состоит из множества хорошо зарекомендовавших себя торговых марок, признанных на рынке за точность и качество. Чтобы узнать больше, посетите VPG по адресу www.vpgsensors.com.
Micro-Measurements и PhotoStress являются зарегистрированными товарными знаками VPG
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Контактное лицо:
Yuval Hernik
Vishay Precision Group
Электронная почта: info @ vpgsensors.com
Фотография, сопровождающая это объявление, доступна по адресу https://www.globenewswire.com/NewsRoom/AttachmentNg/466b61e0-7a9e-49c0-8212-d62f286d3973
STL125L / 110 Сварочный аппарат LIGHT — это полевой аппарат для раструбной сварки труб и фитингов из HDPE, PP, PP-R, PVDF, PB для диаметров от 2 до 5 дюймов. Основными особенностями являются ограниченный вес, минимальные габаритные размеры и универсальность.
Состоит из корпуса машины, самоцентрирующегося зажима для фиксации труб, самоцентрирующегося зажима для фиксации фитингов, съемного аппарата для раструбной сварки с автоматической электронной температурой, держателя фитинга и специальных настольных тисков для использования аппарата. на верстаке.
STL125 / 110 Этот сварочный аппарат для мастерской / строительной площадки подходит для сварки муфт труб и фитингов диаметром до 5 дюймов. Он состоит из корпуса станка с переключателем глубины сварки различных диаметров, четырьмя самостоятельными сварками. центрирующие стальные хомуты для запирания труб и фасонных частей (разных марок), самоцентрирующийся сварочный аппарат с электронным контролем температуры, приспособление для максимальной глубины нагрева, выдвижная тележка, штатив для опоры трубы, набор муфт и патрубков для раструб для сварки от Ø 3/4 «до 5» со стальным корпусом.
В состав машины входят: Корпус машины с электронным аппаратом для раструбной сварки — Стальной корпус в комплекте с муфтами и втулками от 3/4 «до 5» и набор инструментов — Штатив для крепления труб — Тележка скольжения — Втулки для пар штампов включены
STL125JIG / 110 — это компактный сварочный аппарат для раструбной сварки HDPE, PP и PP-R, PVDF, PB OD 2 «÷ 5» (стандартные стальные хомуты от Ø 2 «до 5»; по запросу от Ø 1/2 «до 2» STL125LKIT1202). На машине показана стальная рама, которая может использоваться в качестве опоры для выравнивающего тела; Устройство отличается тем, что может работать в ограниченном пространстве после быстрого высвобождения рамы.
Машина имеет две тележки, фиксированную и подвижную, с практичными маховиками закрытия для обеспечения идеального захвата между зажимом и трубой / фитингом. Машина также оснащена стальными зажимами с автоцентровкой: специальным зажимом для фитинга и парой парных зажимов, предназначенных для удержания трубы на месте. Операции включения и выключения тележки выполняются «взаимным» пускателем. На неподвижную тележку устанавливается зажим для специальной фурнитуры. Когда тип работы требует другой конфигурации зажима, довольно легко разблокировать и изменить работоспособность станка.
Состав: Корпус машины в комплекте с зажимами и рамой — Ручной аппарат для раструбной сварки NPCCE125 / 110 — Опора вилки для раструбной сварки — Зажимы для ø 2 «÷ 5» — Транспортный чемодан для аппарата для раструбной сварки и патрубков и патрубков — Транспортный чемодан для корпуса аппарата — Ручка-подпорка и набор инструментов
По запросу: Стальные хомуты от Ø 1/2 «÷ 2»
STL125JIGBASIC / 110 Базовый комплект для STL125JIG / 110 , состоящий из корпуса машины с зажимами, рамой и транспортировочным чемоданом.
Сварочное оборудование — Messer Canada Industrial Gases
Сварочное оборудование — Messer Canada Industrial GasesДля правильного отображения страницы необходимо включить Javascript
SP Многопроцессорный 180A
Однофазный аппарат SolidWELD Multiprocess 180SP с двойным напряжением — отличное вложение для универсального сварщика.
Учить большеСварочный аппарат TIG AC / DC FP 185A
Аппарат Messer SolidWELD TIG 185 AC / DC с ножной педалью представляет собой инверторный аппарат с дополнительной возможностью сварки SMAW.Он обеспечивает плавную дугу, которая поможет вам выполнять высококачественные сварные швы. Идеально подходит для всех материалов, его регулируемый контроль баланса означает, что вы можете выбрать степень очистки или проплавления, требуемую для алюминиевых сварных швов.
Учить большеMIG250 GS II
Аппарат SolidWELD MIG 250GS II представляет собой инверторный аппарат MIG & Stick с функцией катушечного пистолета.Он обеспечивает плавную дугу, которая поможет вам выполнять высококачественные сварные швы. Эта машина укомплектована роликами подачи проволоки трех типов.
Учить больше
Зачем использовать сварочный аппарат с дистанционным управлением: преимущества сварочного шва
Самая сложная часть процесса сварки — это не сама сварка.Он пытается сваривать, когда он втиснут в моторный отсек автомобиля, в конструкцию крыла самолета или когда свисает со стропил на два этажа над цехом. Неудобные, неудобные или недоступные положения — обычная часть сварки. Одним из преимуществ автоматизированной орбитальной сварки является то, что сварщикам не нужно физически занимать труднодоступные места, чтобы сварить соединение трубы или трубки.
Блок дистанционного управления сваркой, также называемый удаленным подвесным устройством, в паре с головкой для орбитальной сварки дает сварщику возможность контролировать процесс сварки, сохраняя при этом высокую степень гибкости в выборе положения и размещения.По сути, пульт дистанционного управления сваркой позволяет сварщику просто наблюдать за процессом сварки и вносить изменения с клавиатуры, не возвращаясь к источнику питания. В сочетании с системой контроля дуговой сварки сварщик может контролировать сварку, сохраняя дистанцию, комфорт и фокусировку.
Когда полезен блок дистанционного управления сваркой?Основной причиной использования пульта дистанционного управления сваркой является возможность регулировать параметры сварки в середине процесса сварки без необходимости возвращаться к источнику сварочного тока.Так используются блоки дистанционного управления сваркой в паре с ручными сварочными аппаратами. Если сварщик решает, что сварной шов слишком горячий, слишком холодный или подача проволоки отключена, он может отрегулировать аппарат, наблюдая за последствиями.
При орбитальной сварке труб с большим отверстием сварочный пульт является основным средством, позволяющим сварщику управлять сварочной головкой.
Сравнивая использование устройств дистанционного управления сваркой при орбитальной сварке с ручной сваркой, становится ясно, что они работают по-разному.Блок дистанционного управления сваркой копирует панель управления на блоке питания, а также предоставляет несколько уникальных элементов управления. Это позволяет сварщику вносить мелкие корректировки в процессе сварки. При орбитальной сварке плавлением, когда тонкостенные трубы соединяются с использованием автогенной сварки, возможность вносить коррективы в процессе не требуется. Однако при работе с более толстыми материалами сварщик должен будет контролировать, чтобы все было сделано правильно.
При орбитальной сварке труб с большим отверстием сварочный пульт является основным средством, позволяющим сварщику управлять сварочной головкой.Сварщик наблюдает за функцией сварочной головки и при необходимости вносит коррективы, чтобы обеспечить выполнение сварного шва в соответствии со спецификациями. Иногда сварщику все равно приходится принимать неудобное положение, например, под сварным швом, чтобы наблюдать и вносить небольшие корректировки в сварочную головку, когда она работает через верхнее положение. Однако гораздо проще и продуктивнее регулировать элементы сварного шва, находясь в положении наблюдения, чем перемещаться к источнику питания для их регулировки.Именно здесь блоки дистанционного управления сваркой обеспечивают свою ценность при орбитальной сварке.
Какие функции предлагают сварочные пульты?Устройства дистанционного управления орбитальной сваркой повторяют большинство функций различных типов источников питания для сварки. Они позволяют регулировать температуру сварки и движение сварочной головки, а также некоторый контроль над продувочным газом.
Блоки управления орбитальной сваркой обычно имеют интерфейсы, которые включают в себя клавиши, указанные ниже, и многие другие:
- Клавиша номера сварки: Позволяет сварщику выбирать параметры сварки из предварительно заданного списка.
- Клавиша запуска последовательности: Клавиша запуска последовательности запускает процесс сварки в соответствии со спецификациями, указанными в загруженных параметрах сварки.
- Клавиша остановки последовательности: Указывает сварочному аппарату на остановку процесса. Однако защитный газ и другие параметры, необходимые для возобновления сварки, остаются включенными.
- Клавиша остановки всех операций: Нажатие этой клавиши останавливает все части сварочной операции и запускает послеварочную продувку системы.
- Поворотный толчковый переключатель CW: Дает команду орбитальной сварочной головке вращать электрод по часовой стрелке.
- Клавиша толчковой подачи против часовой стрелки: Дает команду орбитальной сварочной головке вращать электрод против часовой стрелки.
- Клавиша режима сварки / тестирования: Запускает движение орбитального сварочного аппарата в соответствии с движениями, заданными параметрами сварки, без возникновения дуги, позволяя сварщику наблюдать за его движениями и обеспечивать правильную настройку.
- Клавиша ручной продувки: Она вручную активирует газовый соленоид и оставляет его активированным до тех пор, пока он не будет нажат снова.
- Кнопка увеличения тока: Эта кнопка увеличивает силу тока, протекающего от источника сварочного тока, и увеличивает количество тепла, выделяемого дугой.
- Кнопка уменьшения силы тока: Эта кнопка снижает силу тока, протекающего от источника сварочного тока, и уменьшает количество тепла, выделяемого дугой.
Этот полный набор командных функций обеспечивает высокую степень контроля во время процесса сварки во время его выполнения.Это позволяет сварщику вносить изменения в параметры сварки, которые могут компенсировать непредвиденные факторы окружающей среды, и предлагает сварщикам возможность органично реагировать на в значительной степени механизированный и автоматизированный процесс.
Сварочные пульты следует использовать для орбитальной сварки любой системы подачи проволоки, которая может потребовать регулировки во время сварки. Блоки дистанционного управления сваркой наряду с системами дистанционного наблюдения также позволяют сварщикам наблюдать и контролировать ход сварки в закрытых и труднодоступных местах.При сварке плавлением они менее важны, но могут служить удобной функцией для переключения между различными режимами сварки, что может повысить производительность или управлять сварочной головкой вдали от источника питания.
Arc Machines, Inc. предлагает блоки дистанционного управления сваркой для сварочного аппарата модели 415. По вопросам продукции обращайтесь по адресу [email protected] . Для обслуживания: service @ arcmachines.ком . Свяжитесь с нами , чтобы узнать больше о принадлежностях для орбитальной сварки.
Сварочный аппарат с разрядом конденсаторов | CD Сварщик шпилек
Система для приварки шпилек с разрядом конденсатора Talon от Midwest — это портативная машина для сварки механических изоляционных штифтов, компактная, легкая, но при этом мощная. Изоляторы используют систему сварки шпилек Talon CD для крепления изоляционных панелей к воздуховодам HVAC путем приваривания штифтов с мини-чашечными головками или приварных штифтов к каналу, удерживающему изоляцию на месте.
В состав системы входят:
- Станок
- Пистолет для штифтов Mini Cup Head Pins
- Магнитная цанга
- Кабели для пистолета
- Заземление с кабелем
- Удлинитель сварного штифта
Технические характеристики:
Ширина | 10 из |
Глубина | 13 из |
Высота | 8-1 / 2 дюйма |
Масса | 29 фунтов |
Скорость сварки | до 20 / мин |
Свариваемые материалы | Алюминий Мягкая сталь Нержавеющая сталь |
Диапазон штифта / шпильки | 14 GA через диаметр 1/4 дюймаСварное основание |
Сварочное напряжение | 35 — 175 В постоянного тока |
Емкость | 70,000 мкФ |
Сварочный режим | Связаться с Cuphead |
Требования к питанию | 115 В переменного тока, 60 Гц, 20 А |