Сварка неплавящимся электродом: основы аргонно-дуговой сварки
Екатерина
Самой популярной технологией для создания неразъемного соединения между двумя металлическими деталями на сегодняшний день является сварка. Без нее не обходится ни одно производство или промышленное хозяйство. В зависимости от применяемых материалов и аппаратов, существует много классификаций и разновидностей данной технологии. Рассмотрим одни из самых востребованных методов – ручная и механизированная аргонодуговая сварка неплавящимся электродом.
Содержание статьи
- Что такое аргонная сварка
- Сварочный аппарат
- Дополнительные материалы
- Настройка параметров для сварки
- Как правильно варить аргонодуговой сваркой
- Советы от специалистов
Что такое аргонная сварка
Способ сцепления двух металлических деталей, который реализуется за счет образования электрической дуги и применения дополнительного газа — аргона называется аргоннодуговая сварка. Весь процесс происходит за счет того, что дуга обеспечивает высокую температуру, плавит металл рабочего изделия и специальный присадочный пруток, образовывая при этом сварной шов. Аргон, в свою очередь, исполняет роль изолятора и защищает расплавленную металлическую массу в сварочной ванне от окисления. Если же туда опадает кислород или любой другой газ из внешней среды, возникает окисление, которое негативно влияет на качество спайки. Некоторые металлы могут вступить в реакцию и воспламениться. Аргон обладает такими химическими качествами, которые не позволяют кислороду соединиться с металлом. Газ из аппарата в рабочую среду подается еще до поджога и возбуждения дуги и продолжает удерживаться еще некоторое время по заверению процесса.
Весь процесс происходит за счет того, что дуга обеспечивает высокую температуру, плавит металл рабочего изделия и специальный присадочный пруток, образовывая при этом сварной шов. Аргон, в свою очередь, исполняет роль изолятора и защищает расплавленную металлическую массу в сварочной ванне от окисления. Если же туда опадает кислород или любой другой газ из внешней среды, возникает окисление, которое негативно влияет на качество спайки. Некоторые металлы могут вступить в реакцию и воспламениться. Аргон обладает такими химическими качествами, которые не позволяют кислороду соединиться с металлом. Газ из аппарата в рабочую среду подается еще до поджога и возбуждения дуги и продолжает удерживаться еще некоторое время по заверению процесса.
Аргонная сварка может производиться двумя способами:
- плавящимся электродом, который используется для поджога и одновременно является паяльным материалом. То есть, проводник плавится и предоставляет массу для образования шва. Это происходит за счет состава его покрытия.
 Подробнее про метод электродом можно прочесть здесь.
Подробнее про метод электродом можно прочесть здесь. - неплавящимся электродом, в котором сам проводник изготовлен из вольфрама – материала, который очень сложно поддается плавке, даже под воздействием высоких температур. Во время работы, температура среды около 2000 градусов, а для плавления вольфраму необходимо не менее 3600 градусов. Такой прут используется исключительно для поджога и создания дуги. Дополнительный материал, являющийся припоем, подается вручную отдельно.
 Подробнее про метод электродом можно прочесть здесь.
Подробнее про метод электродом можно прочесть здесь.Сплавление в среде аргона реализуется по двум технологиям:
- TIG – ручная аргонодуговая сварка неплавящимся электродом;
- MIG – автоматическая аргонодуговая сварка неплавящимся электродом.
Эти методики можно применять и в домашнем хозяйстве, так как они самые простые, и в производстве. Но для более профессионального варения применяются еще другие, высокоточные технологии.
Сварочный аппарат
Дуговая сварка в защитном газе неплавящимся электродом осуществляется посредством специального оборудования – сварочного аппарата.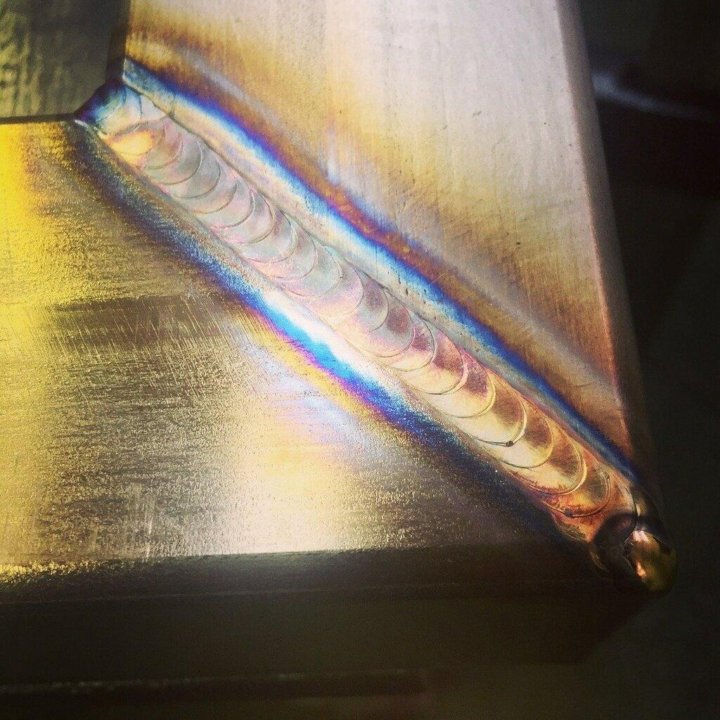 Он состоит из следующих элементов:
Он состоит из следующих элементов:
- газовая установка, обеспечивающая своевременную и равномерную подачу аргона;
- источник питания, который делится на два вида – инверторы и трансформаторы.
- механизм подачи проволоки, которая выполняет роли припоя;
- горелка;
- дополнительные комплектующие.
Что касается источников питания, то инверторы более востребованы, нежели трансформаторы. Это связанно с тем, что они могут работать как в режиме постоянного, так и переменного тока. Инвертор используется в любых условиях промышленности или дома. Работают они от обычной электрической розетки в 220В. Во время работы в среде аргона, крайне нежелательны перепады напряжения, поэтому инвертором варить намного лучше, качественнее и быстрее, чем трансформатором.
Горелка – это основная деталь, которая должна присутствовать для данного способа скрепления деталей. Ее конструкция может быть разной, так как для вольфрамовой пайки и сварки плавящимся проводником применяются немного разные детали. Наконечник горелки (сопло) отвечает за ряд параметров, основной из которых подача защитного газа в процессе пайки. Ее скорость зависит от диаметра сопла, чем он меньше, тем подача сильнее. Чаще всего он изготавливается из керамики, чтобы не плавиться и не поддаваться деформации под воздействием высокой температуры в рабочей среде.
Наконечник горелки (сопло) отвечает за ряд параметров, основной из которых подача защитного газа в процессе пайки. Ее скорость зависит от диаметра сопла, чем он меньше, тем подача сильнее. Чаще всего он изготавливается из керамики, чтобы не плавиться и не поддаваться деформации под воздействием высокой температуры в рабочей среде.
Газовый баллон может быть любого объема, от этого и зависит частота прерываний дуги для заправки.
Кроме сварочного аппарата для работы понадобятся средства индивидуальной защиты – рукавицы, роба и маска, которая нужна для защиты глаз от ультрафиолетовых ожогов.
Дополнительные материалы
Дуговая сварка в защитном газе неплавящимся электродом требует, кроме основного аппарата, дополнительные аксессуары. Рассмотрим самые необходимые:
- присадочные прутки, выполненные из различного материала, подходят для создания качественного шва на различных металлах – цветных, стальных, нержавеющих и т.д. Для изделия из разных металлов существуют соответствующие прутки – алюминиевые, нержавеющие, чугунные, медные и множество других. Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:
 Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:
Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:- проволока – это дополнительный материал, который применяется в качестве припоя для автоматической аргонодуговой сварки неплавящимися электродами. Она подается в механизированном режиме из катушки, установленной в сварочном аппарате. Так же, как и прутья, проволока выполняется из разных материалов, для применения на различных металлах.
- газ является основным расходным материалом. Механизированная аргонодуговая сварка плавящимся проводником или проволокой не может быть без инертного газа, выполняющего основную защитную функцию. Вместо аргона, в силу его высокой стоимости, иногда сварщики заменяют его на гелий или углекислый газ. Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).
 Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).
Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).- дополнительные аксессуары – это шланги, фитинги и прочие детали, необходимые для работы. Они имеют особенность снашиваться поэтому требуют периодической замены. Выбирая длину шланга, рекомендуется пространство между установленным аппаратом и рабочей зоной.
Все вышеописанные материалы необходимо приобретать в соответствии с качеством металла и местом работы. Необходима тщательно следить за исправностью и пригодностью каждого из них. Эти дополнения являются незаменимой и важной частью рабочего процесса.
Настройка параметров для сварки
Механизированное скрепление деталей электродом подразумевает применение инертной среды для защиты шва от окисления, которое провоцирует возникновение дефектов. Кроме ровного и качественного шва мастеру необходимо внимательно следить за тем, чтобы ванная не выходила за пределы газового облака. Таким образом, сначала включается газ, а затем уже совершается поджог и возбуждение дуги. Это самый важный момент. Если сделать наоборот, то расплавляющийся металл смешается с кислородом и из-за окисления шов в итоге получится некачественным. Так же и заканчивается работа. Сначала убирается дуга, а газ еще подается около 10 секунд для того, чтобы материал кристаллизовался без окисления. По возможности рекомендовано газ подавать с двух сторон от сварки, чтобы обеспечить надежную защиту. Таким образом, снижается риск реакции с кислородом.
Кроме ровного и качественного шва мастеру необходимо внимательно следить за тем, чтобы ванная не выходила за пределы газового облака. Таким образом, сначала включается газ, а затем уже совершается поджог и возбуждение дуги. Это самый важный момент. Если сделать наоборот, то расплавляющийся металл смешается с кислородом и из-за окисления шов в итоге получится некачественным. Так же и заканчивается работа. Сначала убирается дуга, а газ еще подается около 10 секунд для того, чтобы материал кристаллизовался без окисления. По возможности рекомендовано газ подавать с двух сторон от сварки, чтобы обеспечить надежную защиту. Таким образом, снижается риск реакции с кислородом.
Механизированная аргонодуговая сварка плавящимся электродом и неплавящимся, настройки производятся в соответствии с моделью аппарата. Как правило, они прописаны в инструкции, или же их можно посмотреть в общепринятых сварочных таблицах. При ручной технологии, мастер сам контролирует подачу проволоки. Ее нужно держать перед горелкой четко по направлению дорожки под определенным углом. Этот угол зависит от толщины шва и скорости расплавления металла, которая, в свою очередь, зависит от вида металла, из которого выполнены свариваемые изделия.
Этот угол зависит от толщины шва и скорости расплавления металла, которая, в свою очередь, зависит от вида металла, из которого выполнены свариваемые изделия.
Что касается режима подачи газа – эта величина неизменная. Она прописана в таблицах ГОСТа о применении различных газов для автоматической и ручной технологии сваривания металлов.
Самое сложное при настройках режима – это величина тока. Она выставляется и регулируется, отталкиваясь от многих факторов. Во-первых, большую роль играет тип металла, например, тонколистовые пластины нужно сваривать на низких токах, чтобы избежать пропала или деформации. Во-вторых, важно учитывать тип шва и расположение деталей во время работы. При совершении вертикального шва, ток должен быть низким, чтобы и дугу удержать, и в то же время не допустить растекание расплавленной металлической массы.
Новичку важно учесть, что настройки для разных типов сварочных работ и материалов будут разными.
Как правильно варить аргонодуговой сваркой
Чтобы правильно соединить два изделия в одно целое, нужно учесть три основных фактора:
- Правильные настройки, от которых напрямую зависит весь процесс. То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу.
- Мастерство сварщика. Когда все настройки совершены, необходимо определенное мастерство и «набитая рука», благодаря чему мастер сможет удерживать дугу при непрерывном создании качественного шва. При неправильной подаче прута и периодической потере дуги нет смысла надеться на «правильное» соединение.
- Рабочее место – это один из залогов успешной работы аппаратом. Важно, чтобы мастеру ничего не мешало под рукой, чтобы было место совершать маневры и установить агрегат. Кроме этого стол должен быть из жаропрочного материала, как и окружающая среда. Необходимо особое внимание уделить тому месту, где будет располагаться деталь. Для качественного соединения ее нужно зафиксировать, иначе сдвиги повлияют на шов. Также нужна хорошая вентиляция, так как при сварке выделяется много вредных веществ, но важно, чтобы не было сквозняка, который может негативно отразиться на работе.
 То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу.
То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу.Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
 То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
Похожие публикации
технология аргонодуговой сварки неплавящимся электродом
В мире современной сварки множество самых разнообразных методов – как старых, так и самых новых. Но среди всех технологий выделяется одна – TIG или тиг . Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками. Предлагаем разобраться с методом TIG с его особенностями, оборудованием, преимуществами и недостатками.
Содержание
- Что это за метод в принципе
- Применение и преимущества технологии TIG
- Порядок работы и ее параметры
- Особенности и недостатки метода TIG
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и описывает суть метода: в переводе с английского это не что иное как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Иными словами, это горение электрической дуги в инертном газе.
Главный элемент в технологии TIG – это электрод из вольфрама. Он относится к классу неплавящихся электродов, ведь температура плавления вольфрама – почти 4000°С. Это великолепное качество позволяет работать с вольфрамовыми электродами практически со всеми видами и сплавами стали.
Уход за ним заключается в периодической заточке кончика для сохранения точности и тонкости образования . Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.
Технология сварки с использованием инертного газа.В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон подается по окружности, в центре которой находится электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего хорошего не выйдет, в этом случае в сварочную ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Как и во всех видах сварки с использованием дуги кромки соединяемых металлических заготовок начинают плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную присадочную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверхностями вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона применяется чрезвычайно широко благодаря высокой температуре горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными.
 Метод тиг не требует очистки шва от шлака после рабочего процесса.
Метод тиг не требует очистки шва от шлака после рабочего процесса.Работа с алюминием заслуживает отдельного упоминания. Этот чрезвычайно капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не дает сформироваться сварочной ванне и, соответственно, сварочному шву.
Схема сварки в среде инертного газа.Благодаря аргону, создающему защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Если используется дополнительная присадочная , то она должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой сварки следующие:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленности и многие другие.
Тиг сварки имеют немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.

Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Электрод нужно подготовить: его кончик следует заточить и отполировать на наждачном круге. Острота кончика будет зависеть от толщины кромок свариваемых заготовок. Если, к примеру, вы планируете варить тонкий металл, кончик должен быть заточен очень остро. И, соответственно, при работе с толстыми краями угол заточки увеличивается.
Устройство горелки для аргонодуговой сварки. Розжиг электрической дуги можно произвести тремя способами:
Розжиг электрической дуги можно произвести тремя способами:- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Как выполняется TIG сварка?Ручная аргонодуговая сварка относится к универсальным технологиям со множеством преимуществ. Тем не менее недостатки имеются, и о них нужно знать и помнить.
Минусы следующие:
- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром. Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
- Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке рабочих поверхностей – тщательной зачистке кромок от ржавчины, масла и краски. Если этого не сделать, в сварочных швах окажутся здоровенные поры.
- Структура горелки с колпачком и соплом могут привести к затруднениям в ведении шва в местах с трудным доступом. Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решениями являются либо увеличение расстояния вылета иглы, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига шва вне рабочей зоны. В этом случае понадобится специальная зачистка.
 Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.Для выполнения тиг метода необходимо определенное оборудование.
Сборка горелки для TIG сварки.Комплект нужных вещей включает в себя следующее:
- с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, а №2 для работ с металлами с большей толщиной.

настройка параметров – Дуговая сварка на Svarka.guru
Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом. Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам. Ведь в основе ее технологии лежит процесс нагрева металла электродом, расплавления его и подачи в сварочную ванну присадочного материала, которым ванна и заполняется. При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.
Что такое аргонная сварка?
Электрическую дуговую сварку в 1881 году изобрел русский инженер Н. Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
Важно! Алюминий весьма капризный металл, особенно при сильном нагреве и взаимодействии с молекулами кислорода — в результате поверхность мгновенно оказывается скрытой за тонкой пленкой.
Аргон защищает нагреваемый металл от взаимодействия с кислородом, исключая его негативные воздействия на качество сварочных швов.
Аргоно-дуговую сварку используют для соединения таких металлов: титана с чугуном, сталь с медью и других, в том числе золото, серебро, соединение которых при помощи других видов сварки невозможно. Популярность такой сварки объясняется следующими преимуществами:
- Качество сварного шва.
- Большая долговечность.
- Доступность аппаратов в розничной торговле.
При использовании надежного оборудования швы получаются невидимыми по факту, что важно для ремонтируемого изделия, кроме этого, повышается прочность деталей.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Читать также: Ножовки по металлу виды
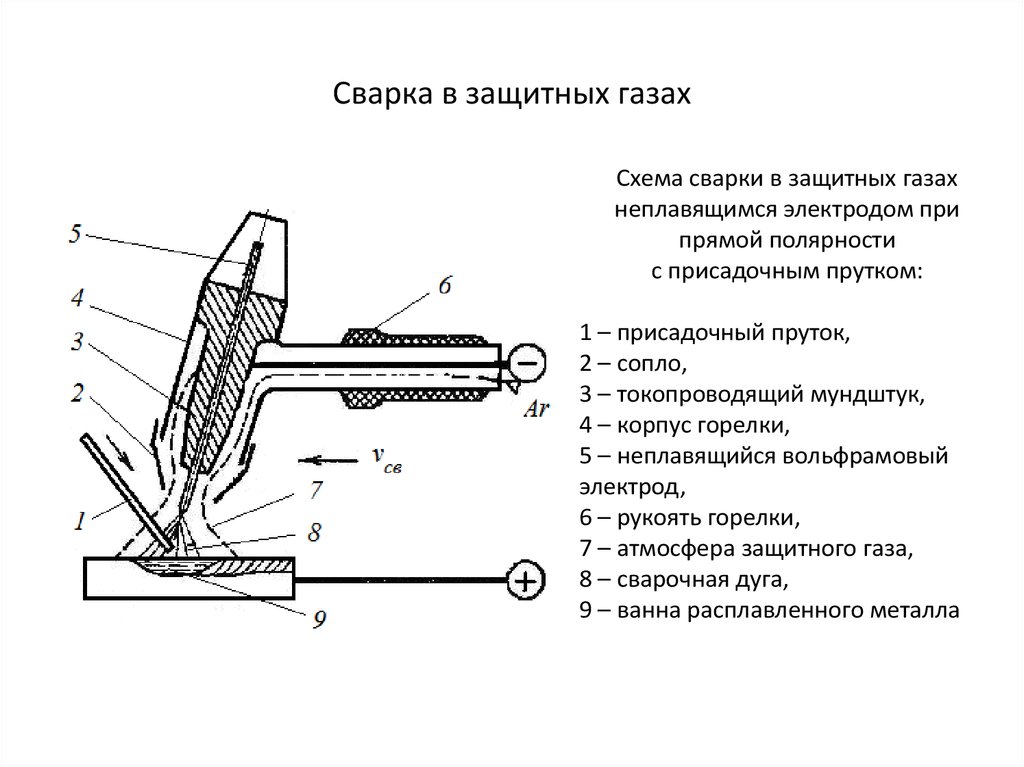
Среди прочих видов сварочных работ, проводимых в среде инертных газов, основным считается сварка неплавящимся электродом. Такой ее вид еще называют аргонной сваркой. Принцип ее работы основан на разогреве металлов в среде тяжелых газов. Главным инструментом выступает неплавящийся вольфрамовый электрод и электрическая дуга. При аргонной сварке электроэнергия дуги переходит в тепловую энергию. Ее воздействия вполне достаточно для разогрева свариваемых поверхностей.
Схема аргонодуговой сварки неплавящимся электродом.
Аргонодуговая сварка неплавящимся электродом имеет свои технологические особенности. Поскольку азот и кислород оказывают негативное влияние на качество сварного шва, в условиях окружающей атмосферы (78% — азот, 21% — кислород, 1% — прочие составляющие) крайне важно блокировать зону плавления от воздействия воздуха.
Для этого в рабочую зону подают аргон — газ, который на 40% тяжелее воздуха. Для заполнения зазорной полости, возникающей при плавке свариваемых поверхностей, в рабочую зону подается специальный присадочный материал.
Помимо аргона, технология сварки неплавящимся электродом также допускает использование и других вытесняющих газов: гелия (He), активного азота (N2), свободного водорода (h3) и двуокиси углерода (СО2 — углекислого газа). При подаче в зону углекислого газа вместо вольфрамового электрода применяют угольный аналог.
Неплавящиеся электроды
Изготавливаются они из чистого графита или вольфрама, а также с добавлением редкоземельных элементов. Такие сплавы имеют улучшенную характеристику, а изделия отлично выдерживают длительную токовую нагрузку. Как правило, диаметр варьируется в пределах от 0,5 до 10 мм.
При использовании постоянного тока, при условии, что полярность прямая, металл соединяемых пластин или деталей плавится на максимальную глубину, при этом около 85% энергии тепла расходуется по прямому назначению, а 7% уходит на непосредственный нагрев самого электрода. Оставшиеся 8% расходуются на образование электрической дуги.
Оставшиеся 8% расходуются на образование электрической дуги.
Алюминий сваривают неплавящимися электродами и при обратной полярности, но здесь потери тепловой энергии возрастают до 50%, поэтому для соединения с заготовками из стали данный режим не подходит. Добавив стабилизатор и компенсатор тока можно подключать оборудование к источникам переменного тока.
Плавящийся вид
Ручная дуговая сварка с применением плавящегося электрода относится к разряду универсальных подходов, поскольку может проводиться практически в любых условиях.
Этот способ организации сварочного процесса позволяет оператору комфортно работать даже в самых труднодоступных местах. Однако наряду с указанными достоинствами этот метод имеет ряд существенных недостатков, проявляющихся в следующем:
- небольшая глубина проплавления обрабатываемого металла;
- низкая производительность процесса сварки, что объясняется малыми уровнями рабочих токов;
- нестабильность ручной сварки, заметно уступающей автоматизированным приёмам сплавления.

Сущность данного способа обработки металлов состоит в использовании энергии электрической дуги, искусственно создаваемой между свариваемой заготовкой и электродом.
Под действием высоких температур металл в зоне сварки интенсивно плавится и образует так называемую «сварочную ванну». На завершающей стадии работ на месте расплава (после его остывания) должен получиться аккуратный шов.
По внешнему виду плавящийся электрод – это типовой металлический стержень с нанесённым на его поверхность покрытием определенной структуры и толщины.
Основные параметры, определяющие размеры так называемых «обмазанных» электродов, их разбивку по типам и предъявляемые к ним требования регламентируются действующими стандартами (ГОСТ 9467-75, в частности).
Согласно этим данным самый распространённый диаметр электродных стержней – в пределах от 3-х до 6-ти миллиметров. Указанный показатель определяется как толщина стержня, без учёта имеющегося рабочего покрытия.
Со снижением этой величины, а также при увеличении общей длины электрода изменяется и его проводимость, что естественно приводит к сильному нагреванию в процессе сварки.
В случае чрезмерного нагрева стержень быстро плавится (говорят, что она начинает «течь»). Одновременно с этим сгорают и входящие в состав покрытия органические компоненты, теряя свои защитные свойства.
Разновидности и предназначение
Для аргоно-дуговой сварки используются специальные электроды — они не имеют свойств, присущих обычному металлу и относятся к расходному материалу.
Так выглядят электроды для сварки аргоном по категориям, поэтому их трудно перепутать во время приобретения.
Угольные
Аналогичные электроды используются во время воздушно-дуговой резке металла, чтобы удалить имеющиеся дефекты поверхности, при этом сила тока не превышает 580 A. Угольные электроды применяют и для сварки тонкостенных деталей, изготовленных из цветного металла. Конфигурация круглая или плоская, применяются вместе с присадками или без, что определяется технологией проведения аналогичных работ.
Графитовые
Они весьма актуальны при работе с цветными металлами или их сплавами, например, если необходимо прочное соединение медных проводов. Аналоги из графита доступны по цене и имеют широкое распространение на внутреннем рынке России из-за таких достоинств: стойкость к воздействию высокой температуры, весьма низкий износ, отличная обрабатываемость.
Аналоги из графита доступны по цене и имеют широкое распространение на внутреннем рынке России из-за таких достоинств: стойкость к воздействию высокой температуры, весьма низкий износ, отличная обрабатываемость.
Вольфрамовые
Выбирая электроды, надо ориентироваться на следующие параметры:
- легирующие добавки и общий химический состав;
- диаметр, от которого зависит толщина шва;
- геометрия законцовки — от нее зависят основные характеристики всего процесса;
- качество затачивания.
При наличии в электродах редкоземельного тория возможна небольшая радиоактивность, поэтому многие промышленные комплексы отказываются от их эксплуатации.
Каждому сварщику нужно учитывать, что материал стержня не принимает участия в процессе образования сварочного шва, его оплавления в результате длительного использования весьма незначительны.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.

Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование
На практике чаще применяют первый вариант — универсальный аппарат аргоно-дуговой сварки, а специальное оборудование предназначено для больших объемов, в основном механизированных. Универсальные агрегаты просты в использовании независимо от того ручного или автоматизированного они действия — применяются на производственных предприятиях или в частном гараже.
Состоит такой аппарат из следующих элементов:
- Источника постоянного или переменного тока, в продаже встречаются и комбинированные аппараты.
- Горелки, подходящие к любой величине тока.
- Первичную дугу поджигает система с повтором колебаний или осциллятор.
- Специальные приспособления для постоянной подачи инертного газа (аргона).
- Средства управления процессом дуговой сварки.

При использовании подогрева проволоки возрастает производительность процесса, поэтому приобретение такого агрегата — мечта сварщика.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Рекомендуем! Классификация сварных швов и соединений
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки металлов неплавящимся электродом и аргоном
Для надежного соединения деталей и повышения прочности шва надо соблюдать следующие особенности:
- Электрод должен как можно глубже проникать между деталями, а дуга при этом — минимальной длины. Шов получится меньше по ширине, а качество соединения намного выше.
- Стержень из вольфрама двигается посредине зазора, т. к. сдвиг в любую сторону понижает качество шва.
- Запрещается резкая подача присадки, во избежание разбрызгивания и перерасхода металла.
- Проволока подается под постоянным углом и без колебаний.
- При завершении работы запрещается обрыв шва путем отведения электрода из зоны плавления, дуга гасится с помощью реостата.
- Газ подают за 20 секунд до начала, а выключают за 10 секунд до окончания процесса.
- Режим сварки зависит от толщины деталей, учитывается и диаметр неплавящегося электрода.
 Шов получится меньше по ширине, а качество соединения намного выше.
Шов получится меньше по ширине, а качество соединения намного выше.До проведения работ поверхности тщательно очищаются до характерного блеска, при необходимости дополнительно обрабатываются растворителем.
Чем лучше варить
Для правильного выбора нужного метода желательно оценить каждый из них с точки зрения потребности в данных конкретных условиях.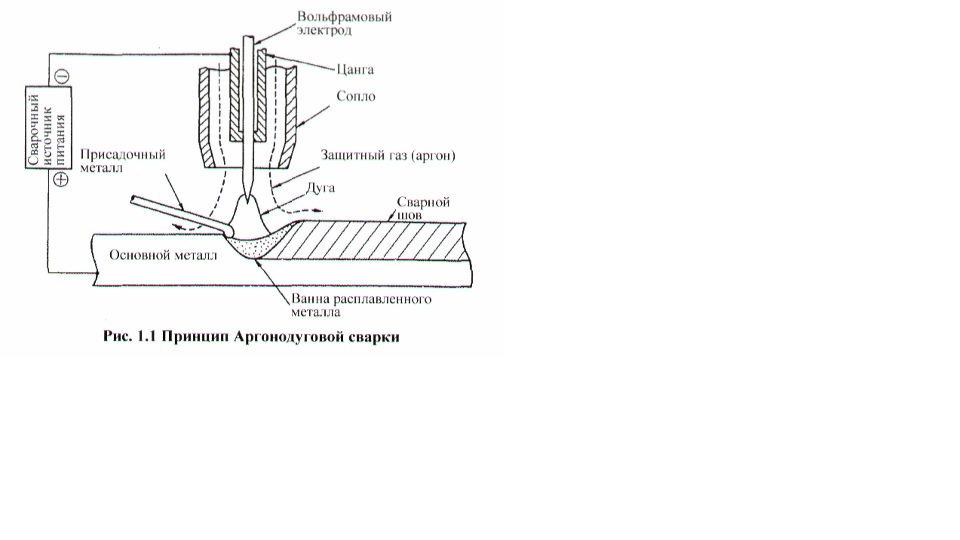 Для этого надо сравнить возможности разных электродов и определимся с наиболее оптимальным вариантом.
Для этого надо сравнить возможности разных электродов и определимся с наиболее оптимальным вариантом.
Прежде всего, необходимость сварки неплавящимися (или покрытыми) стержнями возникает лишь в тех случаях, когда предстоит работать с разнородными по структуре материалами. При этом характер сварных процедур (их подготовка и само сплавление) заметно усложняется и требует значительных усилий со стороны сварщика.
Таким образом, выбор операций с неплавящимся электродом целесообразен лишь как крайний случай, когда без него невозможно решение поставленной перед сварщиком задачи.
Во всех же остальных ситуациях вполне можно обходиться достаточно простыми и дешёвыми плавящимися электродами. Тем более что данный метод с течением времени постоянно совершенствуется и позволяет получить достаточно качественный сварной шов.
Плюсы и минусы
Достоинства:
- аргон не контактирует с металлом в расплавленном виде;
- этот инертный газ на 38% тяжелее, поэтому надежно закрывает место, где происходит сварка и не допускает молекулы воздуха;
- если сравнивать стоимость с другими аналогичными газами, то использование аргона намного выгоднее;
- при использовании аргонодуговой сварки расход газа в три раза меньше, чем аналогичные действия с гелием.

Благодаря перечисленным преимуществам аргонная сварка приобрела популярность, особенно при соединении алюминия с другими металлами.
Недостатки:
- сложность проведения в ручном режиме, требуются опыт и профессионализм исполнителя;
- нельзя допустить колебаний электрода;
- ручная дуговая сварка в защитных газах малопроизводительна, а автоматический вариант не всегда приемлем.
А. А. Муравьев, слесарь по ремонту 5-го разряда, опыт работы с 1979 года: «Подтверждаю, что аргонная сварка способна творить чудеса в умелых руках — надежно соединяются любые металлы».
Виды сварки с использованием аргона
Существует несколько видов сварки в среде аргона, их классифицируют по виду проводимых работ, требованиям у степени сложности:
- Автоматизированная аргонодуговая сварка неплавящимся электродом;
- Роботизированная;
- Механизированная
- Ручная.
При последнем виде сварки перемещение заготовок и ход работающей горелки осуществляется самостоятельно вручную. Соответственно в автоматизировано варианте все происходит с точностью наоборот, а процесс будет находиться под контролем оператора механического прибора.
Соответственно в автоматизировано варианте все происходит с точностью наоборот, а процесс будет находиться под контролем оператора механического прибора.
Механическая означает то, что горелку будет перемещаться вручную, но присадочный материал будет подаваться с помощью механики. В роботизированном случае, абсолютно все процессы автономны и обходятся без вмешательства оператора.
Настройка параметров
В первую очередь выбирают оптимальный режим, благодаря которому качество и эффективность сварки получается выше. Направление тока, полярность выбирают, учитывая свойства свариваемых металлов, а величина тока зависит от марки и химического состава деталей, учитывают и диаметр используемого электрода. Правильные параметры опытные мастера выбирают по справочнику.
Напряжение напрямую зависит от длины дуги, поэтому работы производят при минимуме аналогичных размеров и пониженном напряжении, так как при увеличении ухудшается качество соединения.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
 Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.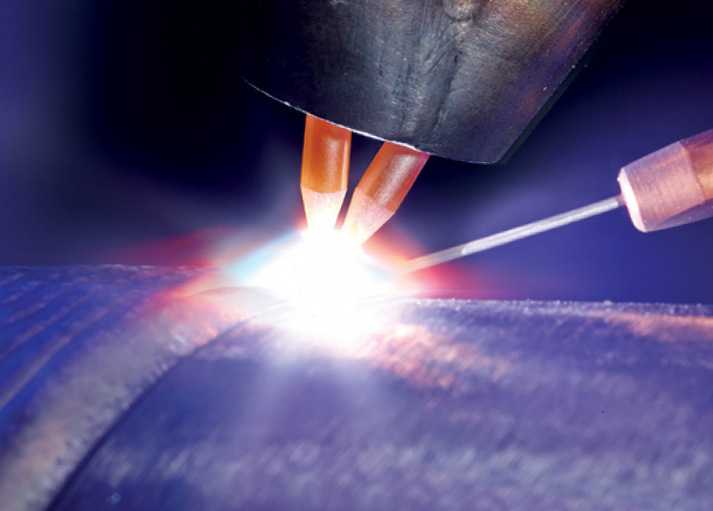 Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Особенности тугоплавких стержней
Тугоплавкие стержни, изготовленные в России и странах СНГ, маркируются следующих образом: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе). Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Электроды марок ЭВЛ и ЭВИ можно использовать с постоянным и переменным током, а также задавать нужную полярность. В зависимости от назначения они окрашиваются в разные цвета, так что со временем вы научитесь отличать электроды, не читая обозначения на упаковке или на самом стержне. С помощью ЭВЛ и ЭВИ варят медь и нержавейку, используя постоянный ток. Переменный ток применяют для сварки алюминия.
С помощью ЭВЛ и ЭВИ варят медь и нержавейку, используя постоянный ток. Переменный ток применяют для сварки алюминия.
Достоинства и недостатки
Неплавящиеся электроды часто становятся темой для обсуждения как среди начинающих, так и среди опытных сварщиков. Это связано с их неоднозначными достоинствами и недостатками, которых практически поровну.
Можно выделить следующие достоинства:
- Металл практически не деформируется при сварке или резке.
- Сварной шов получается качественным и долговечным.
- Работа выполняется быстро и не требует высокой квалификации.
- Защитный газ охотно выдувается из сварочной зоны, что затрудняет работу на улице или в полуоткрытых цехах.
- Перед сварочными работами нужно тщательно подготовить металл, иначе качество шва будет неудовлетворительным.
- Детали нужно зачищать, если производится розжиг вне сварочной зоны.
Мы считаем, что недостатки таких электродов несущественны.Неплавящиеся электроды для дуговой сварки обязательно нужно испробовать в своей практике, хотя бы для получения нового опыта. Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
Приведенные буквы участвуют в маркировке.
ПРИМЕЧАНИЕ:
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.

Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
ГОСТ на аргонодуговую сварку, перечень всех документов
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Содержание
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали.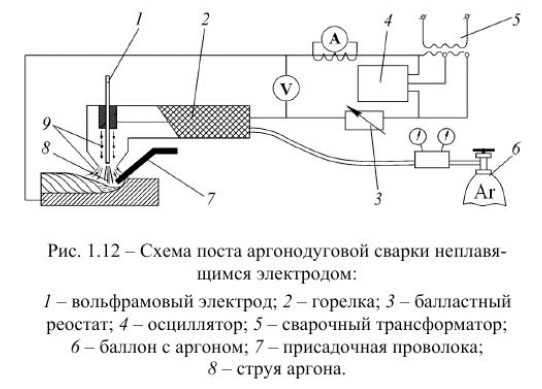 Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
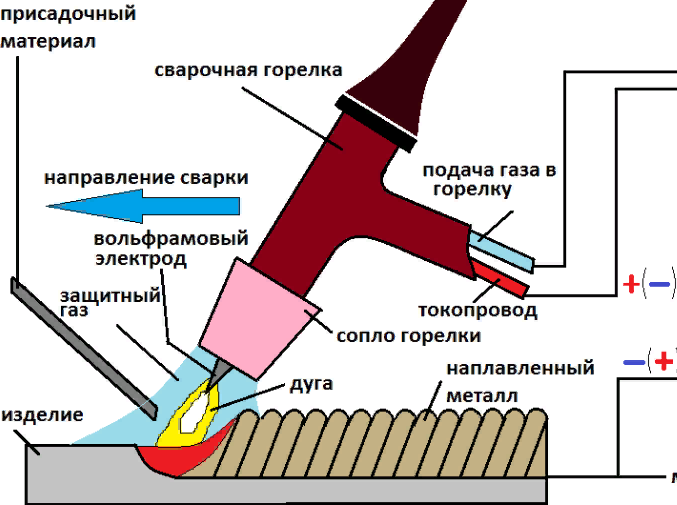
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.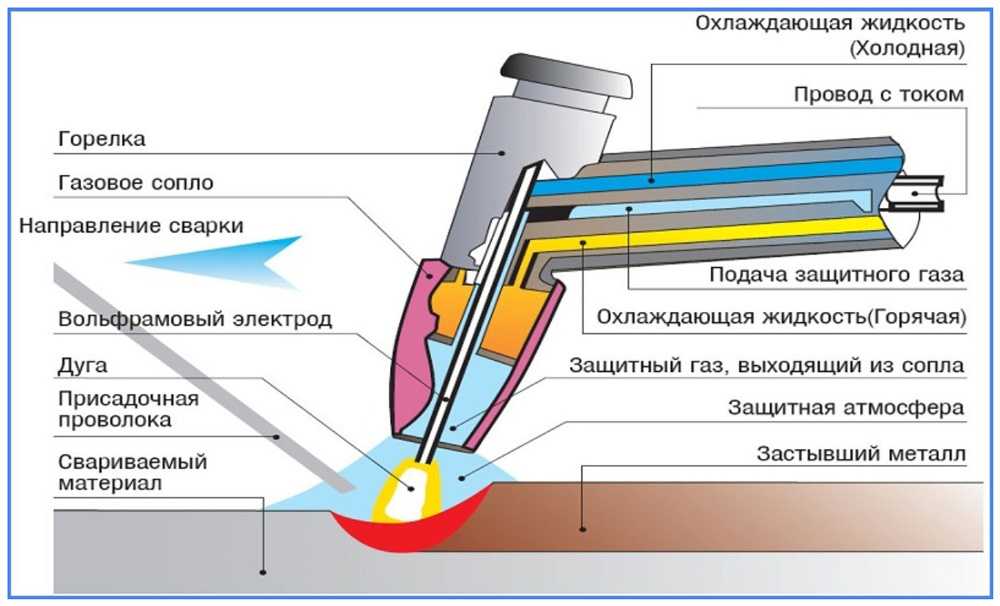
Содержание документа:
- Параметры и размеры горелок для аргонодуговой сварки включают в себя такие показатели, как номинальное значение и максимальное значение тока. Горелка РГА-150 рассчитана на 150 А при допустимом значении 200 А. Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.
- Технические требования указывают, в каком режиме допускается эксплуатация устройств. Здесь отражены допустимые критерии окружающей среды (температура, влажность), а также условия для испытаний.
- Правила приемки. Производитель обязан гарантировать качество и надежность оборудования. Перечень требований представлен в настоящем документе.
- В пункте «Методы испытаний» описано, каким образом определяется соответствие оборудования установленным требованиям.
- ГОСТом также определены все условия для хранения и транспортировки. Их необходимо выполнять на всех этапах, от производства до поставки покупателю.
 Их необходимо выполнять на всех этапах, от производства до поставки покупателю.
Их необходимо выполнять на всех этапах, от производства до поставки покупателю.14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом. Сюда включены соединения деталей с толщиной кромок от 0,8 до 60 мм. К сварке трубопроводов предъявляются несколько иные требования, поэтому данный стандарт на них не распространяется.
Содержание документа:
- Типы сварных соединений. Данный пункт реализован в виде таблицы. Из нее можно почерпнуть такие данные, как форма подготовленных кромок, форма шва и толщина деталей.
- Конструктивные элементы и размеры. Для каждого типа кромок и каждой формы сварного шва установлены параметры, включающие в себя толщину детали, диаметр отбортовки, зазор между кромками, ширину шва, глубину сварочной ванны.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
- СвА99;
- СвА97;
- СвА85Т;
- СвА5;
- СвАМц;
- СвАМг3;
- СвАК5.
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Аргонодуговая сварка неплавящимся электродом
TIG сварка – основные понятия, принципы и особенности процесса.
Аргонодуговая сварка, термины. А как это будет правильно…?
Работая с технической литературой, можно обратить внимание на то, что сам термин – «аргонодуговая сварка» часто имеет разные формы записи. Употребляются формы: «аргонная сварка», «аргонно-дуговая сварка», «аргоно-дуговая сварка». Подчас разгораются нешуточные споры по данному вопросу…..
Наш русский язык велик и могуч, поэтому, глубоко не вдаваясь в его правила, предлагаю больше внимания уделить самому процессу TIG-сварки, а для определения понятия использовать
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
Определение и обозначение сварки в среде аргона.
Аргонодуговая сварка – способ получения неразъёмного соединения металлов электрической дугой, при котором в качестве защитного газа используется аргон.
Сварочная дуга образуется между неплавящимся вольфрамовым электродом и свариваемым изделием, а получение сварного шва происходит в процессе оплавления кромок свариваемого металла. При недостатке собственного основного металла для получения сварного соединения, в сварочною ванну подается дополнительный материал – сварочная проволока. Данный способ сварки, следуя международному обозначению, также принято называть TIG или WIG сваркой.
Принципы процесса аргонодуговой сварки и область её применения.
В процессе горения сварочной дуги инертный газ аргон вытесняет воздух из зоны сварки, предотвращая окисление сварочной ванны и способствуя формированию качественного сварного шва. Инертный газ не вступает в химическое взаимодействие с расплавленным металлом, обеспечивая надежную защиту зоны дуги, сварочной ванны и присадочного материала. Таким образом, ручную или автоматическую аргонодуговую сварку в инертных газах применяют в тех случаях, когда другие виды сварки не могут обеспечить достаточного качества сварного шва. Как правило, это сварка ответственных соединений из высоколегированных сталей, алюминия и титана. Наиболее эффективная защита свариваемого изделия обеспечивается при сварке в замкнутой камере, в которую подаётся аргон. Часто данная технология применяется при автоматической орбитальной сварке трубопроводов с использованием сварочных головок закрытого типа или при сварке в контролируемой атмосфере.
Таким образом, ручную или автоматическую аргонодуговую сварку в инертных газах применяют в тех случаях, когда другие виды сварки не могут обеспечить достаточного качества сварного шва. Как правило, это сварка ответственных соединений из высоколегированных сталей, алюминия и титана. Наиболее эффективная защита свариваемого изделия обеспечивается при сварке в замкнутой камере, в которую подаётся аргон. Часто данная технология применяется при автоматической орбитальной сварке трубопроводов с использованием сварочных головок закрытого типа или при сварке в контролируемой атмосфере.
Основы технологии сварки TIG AC/DC.
Аргонодуговая сварка может производится на переменном или постоянном токе. Сварка постоянным током (TIG-DC) применяется для получения неразъёмных соединений из сталей. Для сварки деталей из алюминиевых сплавов, используется переменный ток (TIG-AC сварка). Применение переменного тока при сварке алюминия позволяет разрушить оксидную плёнку на его поверхности и, при соответствующей квалификации сварщика, получить качественное сварное соединение. Аргонодуговую сварку неплавящимся электродом в среде защитного газа применяют для получения сварных соединений конструкций из углеродистых и легированных нержавеющих сталей, а также цветных металлов и их сплавов.
Аргонодуговую сварку неплавящимся электродом в среде защитного газа применяют для получения сварных соединений конструкций из углеродистых и легированных нержавеющих сталей, а также цветных металлов и их сплавов.
Преимущества и недостатки TIG-сварки.
Рассмотрим более детально преимущества и недостатки аргонодуговой сварки.
| Преимущества TIG сварки | Недостатки TIG сварки |
|---|---|
| ● высокое качество и устойчивая повторяемость получаемых сварных соединений (применение автоматической сварки позволяет практически исключить влияние человеческого фактора на качество сварки) | ● наличие квалифицированных специалистов с соответствующим опытом аргонодуговой сварки |
| ● автоматизация процесса и расширенные технологические возможности (при автоматической сварке) | ● относительно большие затраты на применяемое сварочное оборудование |
| ● высокая производительность процесса (при автоматическом способе сварки) | ● вероятные нарушения газовой защиты при сквозном движении воздуха в месте проведения сварочных работ |
| ● возможность сварки деталей с небольшой толщиной стенки | ● относительно малая производительность работ при ручной аргонодуговой сварке |
| ● эффективная защита сварного шва инертным газом | |
| ● относительно малая токсичность при сварке | |
| ● устойчивость горения сварочной дуги | |
| ● отсутствие брызг расплавленного металла |
Особенности процесса аргонодуговой сварки неплавящимся электродом.
Также необходимо отметить некоторые особенности способа аргонодуговой сварки неплавящимся электродом. Одной из главных, и часто решающей особенностью процесса, является тщательная подготовка поверхностей под сварку. Получить качественное соединение без подготовки поверхностей крайне затруднительно, особенно если дело касается алюминиевых сплавов.
Детали в месте соединения не должны содержать следов лакокрасочных и защитных покрытий, смазок, масел и других загрязнений способствующих формированию дефектов сварного шва. При необходимости, поверхности необходимо зачистить механическим способом.
При сварке алюминия, для получения должного качества, зачистка поверхностей, а также химическое травление металла является обязательной процедурой. Следует исключить попадания влаги на свариваемые детали. Перед сваркой детали необходимо обезжирить. Для обезжиривания поверхностей растворителями, рекомендуется применять безворсовые ткани и салфетки.
Самое общее правило, о котором следует помнить, для получения качественного сварного соединения: сварка в аргоне любит чистоту!.
Практические советы по работе с аргонодуговой сваркой.
В заключении, приведу несколько практических советов, которые могут быть полезны для получения наилучшего результата при выполнении сварки в аргоне:
- Добейтесь минимального зазора.
Для получения качественного стыкового сварного соединения, максимально плотно подгоните друг к другу кромки свариваемых деталей (особенно актуально при сварке тонколистового металла). Помните, минимальный зазор и точная сборка – половина положительного итогового результата!.
- Зафиксируйте свариваемые детали.
При проведении работ используйте необходимую сварочную оснастку, приспособления и инструмент. Важно зафиксировать детали перед сваркой так, чтобы зазор был постоянным на всей длине кромок.
- Прихватите свариваемые детали.
После механической фиксации свариваемых деталей, применяйте сварку прихваточными швами. В процессе сварки изделие подвергается значительным тепловым нагрузкам, что естественно приводит к деформациям и критическому увеличению зазора между свариваемыми кромками.
- Подумайте об теплоотводе.
Сварочный процесс будет проходить гораздо эффективнее, если не будет перегрева деталей. Это поможет нормальному формированию шва и снизит количество прожогов.
- Сконцентрируйтесь на процессе.
Выбор режимов сварки имеет ключевое значение.
- Используйте аргон высокой частоты.
От качества аргона во многом зависит качество полученного сварного соединения.
- Подберите нужный расход защитного газа.
Помните о том, что важно подобрать правильный расход аргона при сварке. И в этом вопросе, больше расхода газа – не означает лучше. Высокий расход может привести к срыву дуги и чрезмерному давлению на сварочную ванну.
8. Используйте качественный вольфрам и присадочную проволоку.
Выбирайте вольфрамовый электрод исходя из марки свариваемого материала.
9. Выполняйте правильную заточку вольфрама.
Заточку электрода следует проводить вдоль его оси. При таком способе заточки, электроны в сварочной дуге будут более равномерно стекать с вольфрама и способствовать правильному формированию электрической дуги. Длина конуса заточки должна примерно соответствовать 2 – 3 диаметрам электрода.
- Не применяйте один и тот же электрод для сварки разных металлов.
При сварке алюминия на конце вольфрамового электрода образуется шарик. Возьмите за правило использовать разные электроды для сварки алюминия и стали, чтобы не выполнять повторную заточку электрода.
- Выбирайте правильное положение сварочной горелки и присадочной проволоки.
При ручной аргонодуговой сварке угол между электродом и проволокой должен составлять около 90º. Угол подачи проволоки относительно плоскости сварки – 20º. Технология автоматической сварки это предмет отдельной статьи.
- Регулярно практикуйтесь в сварке.
Чтобы получить сварочный шов хорошего качества, требуются соответствующие навыки и опыт. Сварщик должен регулярно практиковаться!. Качество сварного соединения регламентируется соответствующими стандартами, в которых подробно описаны требования к полученному шву.
- Применяйте сварочное оборудование от надежного производителя.
Опыт показывает, что получить положительный результат можно гораздо быстрее, если найти специалистов в своём деле!.
Если Вы не имеете достаточного опыта в автоматической или ручной дуговой сварке, Вы можете обратиться к специалистам нашей компаний.
Ручная дуговая сварка в среде аргона | План-конспект урока:
Ручная дуговая сварка в среде аргона
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно.
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном
Содержание
- Особенности аргонной с варки
- Техника сварки аргоном
- Режимы аргонной сварки
- Преимущества и недостатки
- Принцип работы сварочного оборудования
- Виды сварочного оборудования
Особенности аргонодуговой сварки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Разновидность сварочных технологий:
TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД
Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника аргонодуговой сварки
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонодуговой сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
0,3-0,7 | 1,6 | 40 |
0,8-1,2 | 1,6 | 60-80 |
1,5-2,0 | 2 | 80-120 |
2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки аргонодуговой сварки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования для аргонодуговой сварки
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
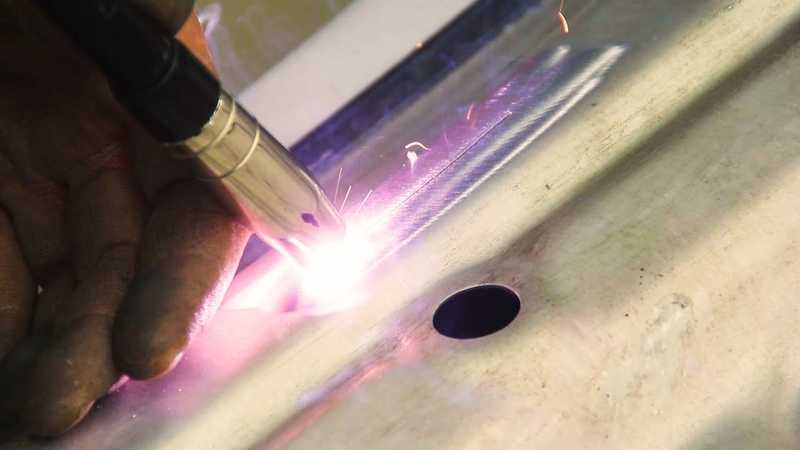
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования для аргонодуговой сварки
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно.
Что такое… дуговая сварка в среде защитных газов?
Газ невидим, иногда без запаха, иногда без запаха, но всегда взрывоопасен и опасен. Не так ли? Подумайте еще раз! Многие газы на самом деле довольно стабильны и безопасны. В мире сварки они даже стали жизненно важными. Сварочные процессы, такие как MIG/MAG, TIG и плазма, стали зависеть от этих так называемых защитных газов для получения стабильного и безупречного сварного шва так же, как мы зависим от воздуха, которым дышим. Вот почему мы говорим о дуговой сварке в среде защитных газов…
Какой защитный газ следует использовать? Если дуга зажигается между электродом и основным материалом, металл расплавляется. Поэтому дуговая сварка в среде защитного газа классифицируется как процесс сварки плавлением. Защитные газы используются для предотвращения химической реакции сварочной ванны сварного шва с окружающей атмосферой, при этом дуга и сварочная ванна покрываются защитным кожухом.
Требуемые свойства газа зависят от используемой системы дуговой сварки в среде защитного газа, а также от самого процесса сварки. Вот почему первый вопрос, который следует задать: какой защитный газ следует использовать? Защитные газы обычно можно разделить на два различных типа:
- Инертные защитные газы являются нереактивными или низкореакционными газами. Обычно это чистый аргон или гелий и их смеси. Дуговая сварка в среде инертных газов обычно предпочтительнее для цветных металлов, в частности алюминия.
- Активные защитные газы представляют собой реактивные газы, наиболее распространенным примером которых является чистый CO 2 . Можно также использовать аргон, но обычно в смеси с CO 2 или O 2 (например, до 25 % CO 2 ). до 75% аргона). Дуговая сварка в среде защитных газов с активными газами особенно подходит для соединения стали.
Процессы MIG и MAG также называются дуговой сваркой в среде защитных газов (GMAW). ). Сварочная проволока здесь служит одновременно и источником энергии, и присадочным металлом. Когда он вступает в контакт с основным материалом во время сварки погружением, возникает короткое замыкание, которое вызывает плавление как основного материала, так и проволочного электрода, и происходит перенос материала. Теперь сварочная проволока, смотанная с катушки с проволокой, непрерывно транспортируется.
Однако с самого начала должно быть ясно, какой материал необходимо сваривать:
- Сталь = MAG. Здесь используются активные защитные газы, поэтому мы также говорим о сварке металлов активным газом (MAG).
- Алюминий и другие цветные металлы = MIG. Здесь используются инертные защитные газы, отсюда и название сварка металлов в среде инертного газа (MIG).
Независимо от того, какой процесс в конечном счете необходим, MIG или MAG, система дуговой сварки в среде защитного газа оптимально настроена (параметрирована) для работы с активным или инертным газом, обеспечивая всегда достижение наилучшего результата сварки как при сварке MIG, так и при сварке MAG. .
Процесс сварки MIG/MAG CMT и LaserHybrid: варианты MIG/MAG в области дуговой сварки в среде защитных газовС годами дуговая сварка MIG/MAG в среде защитных газов расширилась и теперь включает множество высокотехнологичных вариантов процесса. Вот два примера этих новаторских процессов:
- CMT (холодный перенос металла) — это вариант MIG/MAG, который на протяжении десятилетий был предпочтительным методом для сварки тонколистового металла. Процесс CMT не просто перемещает проволочный электрод в одном направлении, а непрерывно перемещает его вперед и назад. В сочетании с чрезвычайно сложной технологией управления технологическим процессом это означает, что тепловложение может быть значительно снижено, а сам процесс также полностью стабилен.
- LaserHybrid используется для листов различной толщины, но особенно для крупносерийного производства, когда система дуговой сварки MIG/MAG в среде защитного газа сочетается с мощным лазером. Это приводит к очень стабильному процессу сварки с высокой скоростью сварки.
Процессы ВИГ (сварка вольфрамовым электродом в среде инертного газа) и плазменные процессы также относятся к дуговой сварке в среде защитного газа. Однако, в отличие от процесса MIG/MAG, вольфрамовый электрод, используемый для этих процессов, не плавится. Но снова возникает тот же вопрос: какой защитный газ использовать?
Несмотря на то, что все свариваемые материалы могут быть соединены с помощью процессов дуговой сварки ВИГ в защитных газах, это ТОЛЬКО в случае использования инертных газов. Хотя высокочистый процесс TIG предпочтительно используется для нержавеющей стали и цветных металлов, он, конечно же, также может использоваться для сварки стали. Это связано с тем, что инертный газ также обеспечит высокое качество сварного шва в основном материале, а также предотвратит включения и порообразование в стали.
Однако инертный защитный газ в основном необходим для защиты вольфрамового электрода. Если горячий электрод загрязнится кислородом, дуга станет нестабильной, а вольфрамовый электрод изнашивается. Таким образом, использование инертного газа является обязательным требованием независимо от свариваемого материала!
Процесс сварки ВИГ Хотите узнать больше о дуговой сварке в среде защитного газа или специальной системе дуговой сварки в среде защитного газа? В нашем блоге вы найдете гораздо больше информации о дуговой сварке в среде защитных газов. Помимо автоматизированных процессов TIG/TIG-плазмы, вы также найдете все о процессах, полученных на их основе, таких как высокотехнологичный процесс дуговой сварки ArcTig от Fronius.
Благодаря своим исследованиям и разработкам компания Fronius считается пионером и технологическим лидером в области дуговой сварки в среде защитного газа. Если вы ищете собственную систему дуговой сварки в среде защитного газа, вы найдете множество вариантов на наших страницах с описанием продукции.
Сварка GTAW: касаясь основ
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), используется во многих авиационных приложениях. GTAW обеспечивает чистый, прочный сварной шов, что делает его идеальным для сборки и ремонта различных компонентов самолета. В этой статье мы обсудим базовую теорию GTAW и рассмотрим некоторые основные советы по сварке и настройке.
Базовая теория
При газовой вольфрамовой дуговой сварке неплавящийся вольфрамовый электрод используется для создания дуги на основном металле. Тепло дуги плавит основной металл и образует сварочную ванну. В отличие от обычной дуговой сварки, при GTAW инертный газ защищает зону сварки, чтобы предотвратить загрязнение сварного шва воздухом. Этот защитный газ предотвращает окисление вольфрамового электрода, расплавленной сварочной ванны и зоны термического влияния, прилегающей к валику сварного шва.
В типичной установке GTAW используется сварочный аппарат переменного/постоянного тока с потоком защитного газа. Защитный газ проходит через регулятор и расходомер и попадает на горелку. Резак имеет комбинацию цанга/цанга, которая удерживает электрод. Термостойкая чашка или керамическая насадка окружают электрод и контролируют газовую защиту.
Средства индивидуальной защиты
Хотя GTAW не образует металлических брызг, которые характерны для дуговой или электродуговой сварки, она все равно генерирует сильное тепло и свет. На самом деле, более чистая атмосфера вокруг дуги GTAW может вызывать вдвое большее количество инфракрасных и ультрафиолетовых лучей по сравнению с обычной дуговой сваркой. Любая открытая кожа будет повреждена, как при сильном солнечном ожоге. Сварщики должны носить сварочную маску. Также следует использовать защитные перчатки и одежду сварщика. Рекомендуются одежда и аксессуары из огнеупорной ткани и кожи. Хлопок не следует использовать, так как он не обеспечивает достаточной защиты и быстро портится под воздействием инфракрасных и ультрафиолетовых лучей, образующихся в процессе сварки. Кроме того, следует использовать темную одежду, чтобы уменьшить отражение света за шлемом.
Другие меры предосторожности
Чтобы защитить вас и ваших коллег от опасностей, связанных с GTAW, необходимо соблюдать следующие общие меры предосторожности:
Перед использованием убедитесь, что электрические соединительные провода находятся в хорошем состоянии и затянуты. Они должны быть защищены, чтобы предотвратить случайное повреждение от движения ангара.
Убедитесь, что у вас есть достаточная вентиляция. Поскольку в процессе GTAW используются инертные газы, если он используется в закрытом помещении, он может вытеснять воздух для дыхания и может быть опасен без надлежащей вентиляции. Кроме того, в процессе сварки образуется озон. Количество производимого озона зависит от типа используемого электрода, силы тока и потока аргона. В плохо проветриваемых помещениях уровень озона может повышаться до опасного уровня. По возможности отводить дым и загрязненный воздух во время сварки.
Легковоспламеняющиеся материалы нельзя носить в карманах одежды.
Вокруг всех рабочих мест должны быть установлены экранирующие шторы, чтобы рабочие, находящиеся в прилегающих зонах, не подвергались воздействию сварочной дуги.
Защитный газ
В GTAW газ, используемый для защиты сварочной дуги и горячих металлов, представляет собой инертный газ. Инертные газы — это газы, атомная структура которых не позволяет им реагировать с металлами или другими газами. В качестве инертного газа в GTAW используется аргон, гелий или смесь аргона и гелия.
Аргон — относительно тяжелый газ. Он имеет несколько преимуществ при использовании в GTAW. Для данной длины дуги и используемого тока требуется более низкое напряжение дуги, чем для других защитных газов (идеально подходит для сварки тонких металлов). Это также обеспечивает более легкий запуск дуги. Его более тяжелый вес по сравнению с гелием обеспечивает хорошую защиту при меньших скоростях потока.
В отличие от аргона гелий является самым легким из инертных газов. Из-за его легкого веса для защиты зоны сварки требуется примерно в два-три раза больше гелия по сравнению с аргоном. Несмотря на это, гелий имеет преимущество перед аргоном в том, что его можно использовать при более высоких напряжениях дуги. Из-за этого гелий предпочтительнее при работе с толстыми металлическими профилями.
Еще одним отличием этих двух газов является их очищающая способность. И гелий, и аргон обеспечивают хорошую очистку при использовании постоянного тока. Однако при использовании переменного тока аргон обеспечивает лучшее очищающее действие. Аргон также обеспечивает лучшую стабильность дуги, чем гелий, при использовании переменного тока.
Правильный выбор газа
Вы хотите убедиться, что используете правильный газ с GTAW. Обычно используется чистый аргон, хотя для более толстой сварки может потребоваться смесь аргон/гелий или другая специальная смесь. Если вы используете неправильную газовую смесь, такую как 75-процентный аргон/25-процентный CO2, которая является обычной для GMAW, вольфрамовый электрод быстро израсходуется или отложится в сварочной ванне.
Расход газа
Установка надлежащего расхода газа является еще одним важным элементом успешного GTAW. Вопреки тому, что может показаться здравым смыслом, больше не значит лучше. Если вы выполняете сварку в горизонтальном положении, обычно достаточно скорости потока от 15 до 20 кубических футов в час (CFH). Для потолочной сварки вы можете начать примерно с 20 кубических футов в час и при необходимости увеличить поток, слегка изменив его примерно на 5 кубических футов в час.
Так почему слишком высокая скорость потока — это плохо? Что ж, если газ выходит из горелки со слишком высокой скоростью, он в конечном итоге отскакивает от свариваемой поверхности и начинает вращательное движение параллельно чашечке горелки, называемое трубкой Вентури. Этот эффект Вентури будет всасывать воздух в поток газа, создавая нечистую атмосферу сварки. В результате в сварном шве образуются отверстия.
Аксессуары
Горелка GTAW может иметь воздушное или водяное охлаждение. Если большую часть сварочных работ вы выполняете при силе тока 200 ампер или меньше, подойдет горелка с воздушным охлаждением. При сварке силой свыше 200 ампер следует использовать горелку с водяным охлаждением.
Также предлагается управление ножной педалью или горелкой. Педальное управление более популярно там, где работа выполняется в зоне, обеспечивающей мобильность. Управление кончиками пальцев может быть полезным при работе в неудобном положении или при ограниченной подвижности.
Электроды
Доступно множество различных типов электродов, включая торированные, лантановые, цериевые и чистые вольфрамовые электроды. При выборе электрода следуйте рекомендациям производителей и выбирайте тот, который подходит именно вам. Некоторые характеристики электрода, которые следует учитывать, включают хорошие свойства воспламенения и повторного зажигания, постоянную дугу, длительный срок службы и высокую допустимую нагрузку по току.
В качестве примечания по технике безопасности, 2 процента (торированного) вольфрама содержат торий, радиоактивный элемент. При шлифовке на этих электродах целесообразно использовать какое-либо собирательное устройство в виде вакуума или жидкостной ванны, чтобы шлифовальная пыль не попадала в воздух.
Надлежащая практика сварки
Вы хотите занять максимально удобное положение. Напрягите руку, чтобы обеспечить плавное движение резака. Многие сварщики GTAW держат горелку как карандаш, чтобы обеспечить наилучший контроль.
Вы хотите держать факел под правильным углом. Если горелка расположена перпендикулярно заготовке, наблюдать за процессом сварки будет сложно. Угол факела относительно перпендикуляра должен быть приблизительно 15 — 20 градусов. Если этот угол превышен слишком сильно, это может привести к меньшему проплавлению, плохому покрытию защитным газом и общей нестабильности дуги.
Что касается направления движения, то горелку следует отталкивать от сварочной ванны (перед ней). Это обеспечивает надлежащее газовое покрытие сварочной ванны и дает сварщику хороший обзор сварочной ванны.
Почувствуйте себя комфортно со своим сварочным оборудованием. Практика сварки металлолома. Это хороший способ познакомиться со сварочным оборудованием, который позволит вам чувствовать себя более уверенно при выполнении сварки.
В этой статье были затронуты некоторые основы, связанные с GTAW. Чтобы получить дополнительную информацию или узнать о доступных возможностях обучения, обратитесь к производителю оборудования.
Характеристика вольфрамового инертного газа (TIG) сварочного дыма, образуемого начинающими сварщиками
- Список журналов
- Энн Оккуп Хюг
- PMC4738234
Энн Оккуп Хайг. 2016 март; 60(2): 205–219.
Опубликовано в Интернете 12 октября 2015 г. doi: 10.1093/annhyg/mev074
, 1 , † , 1 , 2 , † , 1 , 1 и 1 , 3 , *
Информация об авторе Примечания к статье Информация об авторских правах и лицензии Отказ от ответственности
- Дополнительные материалы
Сварка вольфрамовым электродом в среде инертного газа (TIG) представляет собой один из наиболее широко используемых процессов соединения металлов в промышленности. Его склонность генерировать большую часть частиц сварочного дыма на наноуровне представляет потенциальную опасность для здоровья рабочих. Однако в современной литературе отсутствует исчерпывающая характеристика частиц сварочного дыма TIG. Еще меньше известно о сварочном дыме, выделяемом начинающими сварщиками с небольшим опытом сварки. Мы охарактеризовали сварочный дым TIG, выделяемый начинающими сварщиками ( N = 20) в вентилируемой экспозиционной кабине. Оценка воздействия проводилась для каждого начинающего сварщика в зоне дыхания (ЗД) внутри сварочной маски и в ближней зоне (БЗ) на расстоянии 60 см от сварочного задания. Мы охарактеризовали твердые частицы (PM 4 ), количество частиц, концентрацию и размер частиц, морфологию частиц, химический состав, потенциал производства активных форм кислорода (АФК) и газообразные компоненты. Средняя числовая концентрация частиц в ЗБ составила 1,69.Частицы E+06 см -3 со средним геометрическим диаметром 45 нм. В среднем по всем испытуемым 92% частиц в BZ были ниже 100 нм. Мы наблюдали повышенные концентрации вольфрама, что, скорее всего, было связано с расходом электрода. Средний потенциал образования АФК дыма от сварки ТИГ на БЗ превысил средние концентрации, которые ранее обнаруживались в воздухе, загрязненном дорожным движением. Кроме того, производственный потенциал ROS был значительно выше у учеников, которые сжигали свой металл во время сварочных работ. Мы рекомендуем, чтобы будущие оценки воздействия учитывали характеристики сварки как потенциальный модификатор воздействия для начинающих сварщиков или сварщиков с минимальной подготовкой.
КЛЮЧЕВЫЕ СЛОВА: дуговая сварка металлическим газом (GTAW), наночастицы, профессиональное воздействие, PM4, вольфрамовый инертный газ (TIG), сварочный дым, воздух на рабочем месте в дополнение к многочисленным другим рабочим, выполняющим сварочные работы в рамках своей профессии (Cena et al. , 2014). Рабочие, участвующие в сварочных работах, подвергаются воздействию сложной и гетерогенной смеси сварочных дымов, состоящей из металлов, оксидов металлов, газов и паров (Lehnert 9).0209 и др. , 2012). Наночастицы оксидов металлов (НЧ) в сварочном дыму привлекли повышенное внимание из-за их способности вызывать реакции окислительного стресса и способствовать неблагоприятным респираторным и сердечно-сосудистым последствиям (Antonini et al. , 2005). Большая площадь поверхности НЧ сварочного дыма в сочетании с высокой концентрацией металлов и органических соединений способствует образованию активных форм кислорода (АФК) (Wilson et al. , 2002). В альвеолах АФК могут быстро реагировать с окружающей тканью, повреждать клеточные компоненты и запускать каскад местных и системных ответов (Riediker, 2007). Такая реакция на окислительный стресс вносит важный вклад в развитие острых и хронических заболеваний сосудов и легких (Newby 9).0209 и др. , 2014).
Сообщается, что по сравнению с различными сварочными процессами вольфрамовый электрод в среде инертного газа (TIG), также известный как дуговая сварка вольфрамовым электродом (GTAW), образует большинство частиц наноразмера (Brand et al. , 2013). Таким образом, НЧ сварочного дыма TIG представляют особый интерес для профессиональных исследований из-за их потенциальных токсикологических свойств, связанных с их небольшим размером. При сварке TIG используется неплавящийся вольфрамовый электрод для получения сварного шва и применяется инертный газ (аргон или гелий) для защиты плавящегося металла от взаимодействия с атмосферой. Сварочный источник постоянного тока вырабатывает энергию, которая передается через дугу через плазму, состоящую из сильно ионизированного газа и паров металла. Этот процесс дает оператору больший контроль над сваркой, чем конкурирующие процессы, позволяя получать исключительно чистые, прочные и высококачественные сварные швы (Kou, 2003). Таким образом, сварка ВИГ стала одним из самых популярных методов сварки в различных отраслях промышленности (Фаттахи 9).0209 и др. , 2013). Несмотря на увеличение использования сварки TIG и ее склонность к образованию NP, имеются ограниченные данные для определения характеристик сварочного дыма TIG.
Хотя Международное агентство по изучению рака (IARC) относит сварочные дымы к группе 2B (возможно, канцерогенные для человека), оно также отмечает, что до сих пор существует необъяснимая причина повышенного риска рака легких, что требует более целенаправленных исследований. по тщательной характеристике конкретных компонентов сварочного дыма (МАИР, 1990; Husgafvel-Pursiainen and Siemiatycki, 2009). Однако в эпидемиологических исследованиях сварки часто отсутствует комплексная оценка воздействия, что ослабляет потенциальную причинно-следственную связь между воздействием различных компонентов сварочного дыма и неблагоприятными последствиями для здоровья (Lewinski et al. , 2013). Исследования, проводимые в промышленных условиях, часто не позволяют контролировать многочисленные параметры сварки, что затрудняет устранение неоднозначности между образованием гетерогенного аэрозоля. С другой стороны, контролируемые лабораторные исследования часто включают сварщиков-роботов и признают, что характеристики сварочного дыма могут существенно отличаться от производственных условий, где дымы образуются сварщиками-людьми (Cena и др. , 2014). Цель этого исследования состояла в том, чтобы охарактеризовать дым, выделяемый добровольцами при сварке TIG, и в то же время убедиться, что сварка проводилась в условиях, свободных от загрязнения на рабочем месте или сопутствующих воздействий. Мы предположили, что сварочный дым TIG будет содержать частицы металла и оксида металла в наномасштабе, и что сварочный дым TIG будет влиять на производственный потенциал АФК. Чтобы ответить на эти вопросы, мы охарактеризовали сварочные дымы TIG, выделяемые 20 начинающими сварщиками в зоне дыхания (BZ; внутри сварочного шлема) и в ближней зоне (NF), расположенной на расстоянии ~ 60 см и на той же высоте от места сварки. задача. Отдельные оценки воздействия проводились для каждого ученика и включали концентрацию частиц, размер частиц, морфологию частиц, гравиметрическую массу, элементный состав и потенциал образования АФК.
Сварочный процесс
Для участия в исследовании были набраны начинающие сварщики из Западной Швейцарии, которые соответствовали критериям включения (мужчины, некурящие, в возрасте от 16 до 25 лет, без респираторных или сердечно-сосудистых заболеваний). Исследование было одобрено Комитетом по этике кантона Во, Швейцария, и проводилось в соответствии с Хельсинкской декларацией. Добровольцев попросили выполнить 1-часовую сварку TIG с алюминиевыми электродами OK tigrods (ESAB, 4043, диаметр 2,4 мм) на алюминиевых кубах размером 12 см × 12 см × 12 см (Euralliage, 5005). Это задание на сварку представляет собой стандартное упражнение, выполняемое в школах сварщиков по всей Западной Швейцарии. Алюминиевые тигроды состояли из >92% алюминия; 4,5–5,5 % Si; 0,6% Fe; 0,05% марганца; 0,05% магния; 0,1% меди; 0,15% титана; 0,1% Zn (ESAB, Франция), а металлический кубический алюминий состоял из >97% Al; 0,7% Fe; 0,5–1,1 % Mg; 0,3% кремния; 0,25% цинка; 0,2% марганца; 0,2% меди; 0,1% Cr (Euralliage, Франция). Сварку методом TIG выполняли с использованием аппарата ESAB CaddyTig 2200i AC/DC (Stucki Soudure SA, Швейцария), снабженного электродом с содержанием 98 % W, 2 % Ce и защитным газом, состоящим из 100 % аргона. Добровольцы были одеты в невентилируемый сварочный шлем с автоматически затемняющимся стеклом. Сварочное задание выполнялось на 10 м 3 Экспозиционная кабина с управляемой импульсной системой вентиляции, скоростью обмена 9,3 ч –1 и высокоэффективным фильтром для поглощения твердых частиц (HEPA) для входящего и выходящего воздуха (Guillemin, 1975).
Экспериментальная установка, отбор проб и характеристика образцов
Сварочный дым TIG был охарактеризован в двух разных местах: одно внутри сварочного шлема в BZ добровольца и одно на станции NF на расстоянии ~ 60 см и на той же высоте сварочного задания. На БЗ добровольцы были снабжены персональными мониторами для отбора проб, которые крепились к внутренней части кастомизированного сварочного шлема ().
Открыть в отдельном окне
Индивидуальный сварочный шлем с (A) пробоотборником MiniParticle, (B) параллельным импактором частиц и (C) входным импактором DiscMini, вид изнутри; и волонтер в специальном сварочном шлеме во время сварочных работ.
Индивидуальный сварочный шлем содержал пробоотборник MiniParticle Sampler (INERIS, Франция) с медной сеткой для просвечивающей электронной микроскопии (ПЭМ), прикрепленный к персональному насосу Escort Elf, работающему на 0,3 л мин −1 ; 9 вечера0018 4 параллельный импактор частиц (PPI, SKC Inc., США), содержащий фильтр из политетрафторэтилена (PTFE) диаметром 37 мм (Pall Life Sciences, США), прикрепленный к персональному насосу Leland Legacy (SKC Inc., США) с расходом 8 л мин -1 ; входной импактор (отсечка 0,8 мкм) счетчика частиц DiscMini (Matter Aerosol, Швейцария). Интервал регистрации DiscMini составлял 1 с.
Воздушный поток всех насосов контролировался до и после отбора проб и работал в течение 60 минут (т. е. продолжительность периода сварки). Для N = 5 экспериментов по сварке TIG, мы также собирали сетки ПЭМ в параллельных пробоотборниках MiniParticle, но при более низком расходе воздуха (0,05 л мин -1 ) в течение гораздо более короткого времени сбора (30 с). Экспонированные сетки ПЭМ визуализировали с помощью просвечивающего электронного микроскопа Phillips CM-20, работающего при 80 кэВ (Phillips, Голландия).
Массовая концентрация собранных ТЧ определялась гравиметрическим анализом. После хранения в стандартной атмосфере не менее 24 ч фильтры из ПТФЭ взвешивали до и после экспонирования с помощью ультрамикровесов XP2U (Mettler-Toledo, Швейцария). Снятие статических зарядов осуществлялось с помощью источника ионизации 210Po. Была измерена масса после воздействия, и масса собранных ТЧ была рассчитана путем взятия разницы между значениями массы до и после воздействия и корректировки с помощью пустых фильтров для корректировки изменений, связанных с температурой. После гравиметрического масс-анализа фильтры хранили в специальных чашках ПетриСлайд (Merck Millipore, Германия). Каждый фильтр был проанализирован с помощью рентгеновской флуоресцентной (XRF) спектроскопии в соответствии с компендиумным методом EPA IO-3.3 (Cooper Environmental Services, США). В общей сложности 48 негазообразных элементов были проанализированы методом РФА. Элементный состав сваренных кубов оценивали методом энергодисперсионной спектроскопии (ЭДС) с использованием сканирующего электронного микроскопа FEI Quanta 250 (FEI, США) и системы рентгеновского микроанализа Bruker Nano (Bruker Nano Analytics, Германия), работающей при 20 кэВ.
Станция характеризации NF включала второй PM 4 PPI и 10-литровую буферную бутыль, к которой подключался сканирующий анализатор подвижности частиц (SMPS: Grimm Ainring, Германия, модели 55-40-25 DMA и 5.403 CPC) и второй DiscMini. счетчик частиц был подключен. SMPS измеряет частицы в диапазоне размеров от 10 до 1110 нм в 31 канале различного размера и в концентрациях до 10 7 частиц см -3 и широко используется в качестве стандарта для измерения распределения частиц по размерам в воздухе из-за его способность проводить дифференциальный анализ подвижности различных частиц (Ванг и Флаган, 1990; Коклен и др. , 2013; дополнительная информация о методах определения размеров SMPS включена в дополнительный материал, примечание S1). SMPS был настроен на режим быстрого сканирования с циклами измерения 3,5 мин. У DiscMini были те же характеристики, что и у BZ. Чтобы подтвердить отсутствие более крупных частиц и в целях контроля качества, мы также измерили распределение частиц по размерам с помощью оптического счетчика частиц (OPC, Grimm, Ainring, Германия, модель 1.109), который измеряет диаметр частиц в диапазоне размеров 0,25–32 мкм. в 31 канале размера, на N = 5 произвольных дней сварки. Бутыль с буфером, используемая на станции NF, служила для уменьшения колебаний кратковременного воздействия, что необходимо для характеристики размера SMPS и OPC.
Фильтры из ПТФЭ были обработаны, как описано в БЖ. Станция характеризации NF также включала газоанализатор O 3 с LOQ 0,001 p.p.m. (Aeroqual, Новая Зеландия), газоанализатор № 2 с LOQ 0,1 p.m. (Dragerwerk, Германия), газоанализатор CO 2 (Dragerwerk, Германия), газоанализатор CO с LOQ 0,1 p. p.m. (Dragerwerk, Германия) и газоанализатор NO с LOQ 0,1 p.m. (Драгерверк, Германия). Ожидалось, что концентрации этих газов не будут повышены из-за низкой силы тока при сварке TIG (DGUV, 2009 г.).), но, тем не менее, были измерены в 30% дней исследования для подтверждающих целей.
Активные формы кислорода (АФК)
Примененный метод обнаружения бесклеточных АФК был адаптирован из ранее опубликованного протокола (Zhao and Riediker, 2014) с использованием флуоресцентного красителя 2’7-дихлордигидрофлуоресцеина (DCFH). Вкратце, 37-мм ПТФЭ-фильтры со сварочными образцами были тщательно свернуты и помещены в индивидуальные полипропиленовые конические трубки, заполненные рабочим раствором DCFH-пероксидазы хрена (HRP). Пробирки защищали от света и обрабатывали ультразвуком в течение 15 мин при постоянной температуре 37°С. Пустой контроль ультразвуковой обработки был получен путем обработки ультразвуком чистого раствора DCFH-HRP. А 96-луночный многопланшетный ридер (Infinite M200, TECAN; возбуждение/испускание DCF при 485/530 нм), поддерживаемый при постоянной температуре 37°C, был настроен на динамическую схему считывания флуоресценции, выполняя одно считывание в минуту в течение 60 минут. Эквивалентность H 2 O 2 была преобразована из калибровочных кривых. Окончательные значения были рассчитаны путем вычитания пустого ультразвука из исходных данных образца.
Обработка данных и статистический анализ
Данные всех измерений в режиме реального времени были обработаны с помощью стандартного программного обеспечения, поставляемого с соответствующим устройством, и импортированы в STATA 13, который использовался для статистического анализа (StataCorp LP, College Station, TX, USA) . Программное обеспечение производителя SMPS (Aerosol Instrument Manager®, Version 1.34, GRIMM aerosol technik) использовалось для получения общей числовой концентрации и среднего геометрического диаметра (GMD) аэрозоля для периодов сварки. Статистический анализ проводился для всего распределения частиц по размерам и не ограничивался конкретным диапазоном размеров. Измерения периодов сварки с помощью DiscMini усреднялись для получения общей числовой концентрации и GMD. Исследовательский анализ был проведен по сообщаемым переменным в целом и для каждого добровольца. Число частиц и значения потенциала образования АФК были преобразованы в логарифмическом масштабе для проведения линейного регрессионного анализа. Различия в числовой концентрации частиц (ЧЧЧ) и GMD между приборами для подсчета частиц оценивали с помощью рангового критерия Крускала-Уоллиса. Прямые сравнения дополнительных данных о характеристиках частиц оценивались с помощью согласованных или несогласованных непараметрических тестов. Мы использовали P — значение <0,05 для определения статистической значимости. Были применены поправки Холма для множественных сравнений.
Всего было набрано 23 добровольца из местных школ учеников сварщиков, трое из которых были исключены по медицинским показаниям. В результате 20 добровольцев участвовали в 1-часовой сварке TIG, все из которых были здоровыми, некурящими мужчинами-стажерами-сварщиками в возрасте от 16 до 25 лет из Западной Швейцарии.
Гранулометрический состав
Данные о распределении частиц по размерам в режиме реального времени анализировались отдельно для каждого добровольца, чтобы обеспечить согласованность измерений, а также в совокупности для представления сводной статистики по каждому прибору. Сводные статистические данные для средних геометрических и геометрических стандартных отклонений (GSD), диапазона и коэффициента вариации (CV) представлены для PNC и диаметра частиц для каждого прибора в формате .
Таблица 1.
Сводка среднего геометрического (GM) и геометрического стандартного отклонения (GSD), диапазона и коэффициента вариации (CV) числовой концентрации частиц (PNC) и среднего геометрического диаметра (GMD) SMPS и DiscMini при ближнего поля (NF) и зоны дыхания (BZ). Данные с DiscMini на станциях BZ и NF были доступны для всех 20 добровольцев, тогда как данные SMPS были доступны для 19 добровольцев.добровольцев из-за неисправности прибора на одного добровольца.
| SMPS (NF) | DiscMini 1 (NF) | DiscMini 2 (BZ) | |
|---|---|---|---|
| Количество действительных наблюдений | 19 | 20 | 20 |
| PNC (частицы см −3 ) | |||
| GM PNC | 7. 74E+05 | 1.10E+06 | 1.69E+06 |
| GSD | 1.6 | 1.86 | 2.42 |
| PNC Min | 2.70E+05 | 5.23E+05 | 8.69E+05 |
| PNC Max | 1.28E+06 | 2.89E+06 | 3.85E+06 |
| CV | 60% | 86% | |
| GMD | 69 | 51 | 45 |
| GSD | 1. 89 | 1.48 | 1.61 |
| GMD Min | 32 | 32 | 29 |
| GMD Max | 170 | 112 | 108 |
| CV | 89% | 48% | 61% |
Открыть в отдельном окне
GMD, измеренные между всеми тремя счетчиками частиц, статистически не отличались друг от друга. Распределение размеров частиц в ЗБ у всех добровольцев показало, что большинство (92%) частиц имели GMD ниже 100 нм, а 50% частиц имели GMD ниже 41 нм. Мы сравнили результаты двух DiscMini в разных местах и обнаружили, что PNC и GMD от DiscMini 1 (NF) и DiscMini 2 (BZ) имеют положительную корреляцию r = 0,80 и r = 0,84 соответственно.
Распределение частиц по размерам, измеренное с помощью SMPS, предполагает, что большинство частиц были ниже 100 нм, и очень мало частиц в диапазоне 1000 нм (дополнительный рисунок S1 и таблица S1). Эти результаты были подтверждены данными OPC, которые показали очень мало частиц выше 1000 нм (дополнительный рисунок S2).
Морфология
Анализ ПЭМ-изображений с сеток, полученных в течение 60 мин при 0,3 л мин −1 , показывает первичные частицы сварочного дыма в наномасштабе, которые были сферическими и часто образовывали цепеобразные агломераты с фрактальной геометрией (). Изображения ПЭМ, проанализированные с сеток, собранных в течение 30 с при 0,05 л мин -1 , показывают более мелкие агломераты в диапазонах размеров, которые соответствуют данным подсчета частиц SMPS и OPC (дополнительные рисунки S3a и S3b).
Открыть в отдельном окне
ПЭМ-изображения собранных ПЭМ-сварочных НП в течение 60-минутного времени сбора при 0,3 л мин -1 .
Масса гравиметрическая
Анализ фильтров из ПТФЭ из БЖ основан на 20 фильтрах; по одному от каждого волонтера. Анализ ПТФЭ-фильтров из NF был доступен для 18 добровольцев. Медиана гравиметрической массы в BZ составила 0,716 мг·м·–3· (25–75-й процентили: [0,351–1,271]) и 0,672 мг·м·–3· в NF (25–75-й процентили: [0,403–1,77]). . Не было статистически значимой разницы между измеренными значениями массы в BZ и в NF (дополнительный рисунок S4).
Химический состав сварочного дыма TIG
Наиболее распространенными элементами (массовая концентрация >1 %), присутствующими во всех оцениваемых фильтрах, были в порядке убывания: Al (43 % масс.), W (35,1 % масс. ), Si (12,4% по массе), Na (2,8% по массе), Mg (2,3% по массе), Ce (1,3% по массе) и Fe (1,2% по массе). Медианные концентрации в BZ составляли 0,231 мг·м –3 Al, 0,130 мг·м –3 W, 0,067 мг·м –3 Si, 0,017 мг·м –3 Na, 0,014 мг·м 2–3 M , 0,007 мг·м −3 Ce и 0,005 мг·м −3 Fe (). Статистически значимой разницы между средними концентрациями элементов в двух точках отбора проб не было.
Открыть в отдельном окне
Блочная диаграмма элементного состава частиц в NF и BZ, показывающая межквартильный размах (IQR) как длину прямоугольника, медиану (линия, разделяющая прямоугольник), усы, охватывающие все данные точки в пределах 1,5 IQR от ближайшего квартиля и выбросы (закрашенные кружки). Результаты представлены в мг на единицу воздуха. Статистически значимой разницы в концентрациях элементов между двумя точками отбора проб обнаружено не было.
Средние концентрации O 3 , CO 2 и NO 2 превышали предел обнаружения; однако NO и CO не были обнаружены. Средняя концентрация O 3, CO 2 и NO 2 составила 0,009±0,008 p.m., 650±48 p.m. и 0,3±0,2 p.m. соответственно. См. дополнительную таблицу S2 для полной сводки концентрации газа.
Анализ АФК
Средний потенциал продукции АФК в БЗ составил 16,89±15,39 нмоль·м −3 и 13,68±17,28 нмоль·м −3 в СФ. Статистически значимой разницы между концентрациями потенциальной продукции АФК, собранными в двух точках отбора проб, не было (см. Дополнительную таблицу S3 для полных результатов потенциальной продукции АФК). Мы обнаружили, что потенциал производства АФК коррелировал с несколькими металлами; однако после применения поправки Холма для множественных сравнений все эти корреляции перестали быть значимыми. Полные результаты нескорректированных и скорректированных значений P включены в дополнительную таблицу S4.
Выполнение задания на сварку и анализ окисления куба
Наблюдались четкие межличностные различия в характеристиках сварки ВИГ в отношении качества сварного шва при оценке формирования линии сварки и следов окисления на алюминиевом кубе (). Наличие этих следов ожогов позволило разделить участников на две отдельные группы: одну без каких-либо явных ожогов на кубе ( N = 12) и одну со значительными ожогами ( N = 8). Образец из двух показанных кубов был оценен с помощью анализа EDS, чтобы лучше понять потенциальные различия в элементном составе. Самым распространенным элементом куба без следов ожогов был Al, а самыми распространенными элементами куба с признаками ожогов были Al, O, W и Ce.
Открыть в отдельном окне
Сравнение двух выполненных задач по сварке ВИГ двумя разными добровольцами, показывающее различия в характеристиках сварки ВИГ в зависимости от качества сварного шва. Квадрат в нижнем левом углу каждого куба указывает область, где был проведен анализ состава поверхности методом ЭДС. Концентрации элементов выражены в процентах от общей массы.
Потенциалы продукции АФК также сравнивали между добровольцами с ожогами (т.е. окислением) на кубе и без них. Мы обнаружили, что средний потенциал продукции АФК у добровольцев с видимыми следами ожогов на их кубе был значительно выше, чем средний потенциал продукции АФК у добровольцев без следов ожогов на их кубике (). Мы не обнаружили корреляции между потенциалом продукции АФК и концентрацией металлов в этих двух группах добровольцев. Не было существенной разницы между двумя группами добровольцев в отношении размера частиц, числовой концентрации частиц и гравиметрической массы. Также не было существенной разницы между двумя группами по концентрации металлов, за исключением алюминия, который был значительно выше в группе со следами ожогов на кубе.
Открыть в отдельном окне
Блочная диаграмма, показывающая IQR (прямоугольник), медиану (линия, разделяющая прямоугольник), усы, охватывающие все точки данных в пределах 1,5 IQR ближайшего квартиля, и выбросы (закрашенные кружки) активных форм кислорода (АФК) ) значения производственного потенциала (представлены как H 2 O 2 эквивалентов на фильтр в нмоль) в зоне дыхания (ЗД) двух групп добровольцев: выполнивших задание без следов ожогов (металл не окислен) и те, которые выполнили свою задачу со следами ожогов (окисление металла).
Распределение частиц по размерам и морфология
Характеристика сварочного дыма TIG в течение 1-часового периода сварки свидетельствует о том, что начинающие сварщики подвергаются воздействию высоких концентраций аэрозольных частиц с GMD почти исключительно ниже 100 нм в BZ, когда практикуются в своей профессии. Мы наблюдали сильно повышенные PNC, несмотря на хорошо проветриваемую рабочую среду, свободную от других источников частиц. В нескольких исследованиях, охарактеризовавших размер частиц алюминиевого сварочного дыма TIG, средний диаметр находится в субмикронном диапазоне (Dasch and D’Arcy, 2008; Berlinger 9).0209 и др. , 2011; Марка и др. , 2013; Польманн и др. , 2013; Дебиа и др. , 2014). Берлингер и др. В стандарте (2011 г.) измерялся дым, выделяемый при сварке TIG алюминия с использованием SMPS, и сообщается о размерах подвижности в диапазоне от 15 до 160 нм, при этом размер большинства частиц составляет менее 100 нм. Польманн и др. (2013 г.) с использованием счетчика частиц конденсата для измерения дыма, выделяемого при сварке TIG алюминия, сообщается о медиане числа распределения подвижности по размерам, равной 63 нм, что близко соответствует нашему GMD, равному 69.нм по данным SMPS. Наши результаты также согласуются с данными о распределении частиц по размерам Lehnert et al. , 2012 и Бренд и др. , 2013 г., который включал измерение дыма, выделяемого при сварке TIG алюминия, изолированного от других процессов. В частности, бренд и др. (2013), охарактеризовавший частицы дыма от сварки TIG с помощью измерителя частиц с быстрой подвижностью (FMPS), в котором используется тот же метод измерения электрической подвижности, что и в SMPS, используемом в нашем исследовании. Исследование показало, что частицы сварочного дыма TIG, измеренные на расстоянии 60 см от источника сварки, почти всегда имеют размер менее 100 нм (99%), по крайней мере, 90% <50 нм. Однако режим распределения по размерам 214 нм, измеренный в школе для начинающих сварщиков, и 0,88 мкм, измеренный в промышленных условиях, отличался от наших измерений размера частиц (Dasch and D'Arcy, 2008; Debia et al. , 2014). В ходе экспериментальных измерений в сварочных школах наших добровольцев мы наблюдали, что влияние других сварочных процессов при характеристике дыма при сварке TIG алюминия приводит к большей изменчивости размера частиц и большему размеру частиц, чем в контролируемых условиях. Таким образом, различия, наблюдаемые в этих двух полевых исследованиях, могли быть частично связаны с присутствием частиц от других процессов сварки или металлообработки в школе и на производстве, а также с использованием ударных устройств по сравнению с конденсацией. счетчики частиц.
Что касается морфологии частиц, то наши наблюдения за частицами дыма при сварке ВИГ с помощью ПЭМ согласуются с предыдущими исследованиями, в частности, с обнаружением агломерированных цепочек первичных наноразмерных частиц (Jenkins et al. , 2005). Мы обнаружили, что ПЭМ-изображения с сеток, полученные при низком расходе воздуха для отбора проб (0,05 л/мин –1) и при меньшем времени отбора проб (30 с), согласуются с нашими непрерывными измерениями отбора проб, как сообщают DM, SMPS и ОПЦ. Эти результаты показывают, что в воздухе присутствует очень мало агломератов микронного размера. Данные из литературы подтверждают эти выводы. При сравнении скорости агломерации при различных типах сварки Pohlmann и др. (2013) установлено, что скорость выделения агломератов при сварке TIG была намного ниже, чем при других сварочных процессах. Марка и др. (2013) также сообщается, что агломерация первичных частиц при сварке ВИГ происходит намного медленнее, чем в других сварочных процессах, из-за различной динамики коагуляции после образования первичных частиц, связанной с низким уровнем массовых выбросов при сварке ВИГ (0,01–0,05 мг с — 1 ). Авторы также сообщили, что на расстоянии 60 см от источника сварки частицы сварочного дыма TIG все еще имеют размер в диапазоне 10 нм, и эта фракция наноразмерных частиц стабильна в течение как минимум нескольких минут. Наши результаты показывают, что размер большинства частиц при сварке TIG составляет менее 100 нм; тем не менее, мы не исключаем возможности того, что более крупные частицы, те агломерированные цепочки, размер которых составляет от 100 до 1000 нм, могли быть захвачены сеткой ПЭМ, как показано на рисунке, и могут вносить свой вклад в измеренную нами массу.
Места измерения
Мы обнаружили, что средний PNC в BZ был на 54% выше, чем средний PNC в NF, а медиана гравиметрической массы в BZ была на 7% выше, чем в NF. Более того, средние потенциальные концентрации АФК в БЗ были на 23 % выше, чем в НФ. Есть только несколько опубликованных отчетов, в которых сравниваются различия в воздействии сварочного дыма на BZ и NF, и эти отчеты представляют противоречивые результаты. Goller и Paik (1985) сообщили, что массовые концентрации дыма от дуговой сварки с флюсовой проволокой (FCAW) внутри сварочного шлема составляли от 36 до 71% от концентрации, измеренной вне шлема. Аналогично Коул и др. (2007) обнаружил, что снижение массовой концентрации дыма варьировалось от незначительного до более чем 99% между внешней и внутренней частью сварочного шлема манекена, помещенного рядом с роботизированной газовой дуговой сваркой (GMAW) и GTAW. Лю и др. (1995) и Harris et al. (2005 г.) показал, что массовые концентрации дыма SMAW внутри и снаружи каски, как правило, невелики, при этом значительное снижение наблюдается только при относительно высоких массовых концентрациях (> 20 мг м 9 ). 0181-3 ). Отсутствие снижения и высокая вариабельность снижения, о которых сообщается при различных условиях воздействия, подтверждают, что невентилируемая сварочная маска недостаточна для обеспечения защиты органов дыхания. Наши гравиметрические результаты еще раз подтверждают вывод Harris et al. (2005 г.) о том, что при сварке с воздействием концентрации массы от низкой до умеренной может быть небольшая разница между концентрациями внутри и снаружи сварочной маски.
Химический состав
Наиболее распространенными элементами, измеренными как в BZ, так и в NF, были Al, W, Si, Na, Mg и Ce, которые представляют собой смесь элементов из сварочной детали, расходуемого присадочного стержня и электрода. Алюминий, являющийся одним из наиболее распространенных измеренных элементов, ожидался и легко подтверждался горением алюминиевого присадочного стержня. Однако ранее не сообщалось о высоких концентрациях вольфрама в сварочных газах TIG. В одном исследовании, в ходе которого методом ICP-MS измерялось содержание 49 металлов, включая вольфрам, в сварочном дыме TIG низкоуглеродистой стали, вольфрам не был обнаружен (Chang и др. , 2013).
Повышенные концентрации вольфрама у некоторых добровольцев, скорее всего, были результатом возгорания вольфрамового электрода во время сварочных работ. Это было подтверждено присутствием церия, металлического сплава вольфрамового электрода, как одного из самых распространенных присутствующих элементов, а также доказательствами присутствия вольфрама и церия на окисленных кубиках. При правильной сварке TIG электрод не воспламеняется и считается неплавящимся. Однако сообщалось, что расход электрода происходит при работе с обратной полярностью, случайном контакте вольфрамового электрода со сварочной ванной или при неполном покрытии защитным газом (Jeyaprakash 9).0209 и др. , 2015). Начинающих сварщиков специально проинструктировали избегать контакта электрода со сварочной ванной и поднимать горелку так, чтобы она находилась на расстоянии 0,4–0,6 см от обрабатываемой детали. Поскольку полярность и защитный газ были правильно установлены для всех сварщиков в нашем исследовании, наши результаты показывают, что на состав частиц сварочного дыма частично влияла способность сварщика избегать контакта электрода со сварочной ванной.
Сообщается, что хроническое воздействие вольфрама на человека в первую очередь вызывает респираторные эффекты, такие как легочный фиброз, однако канцерогенный потенциал вольфрама не был должным образом охарактеризован (ATSDR, 2005). Имеются ограниченные данные о ингаляционной токсикологии вольфрама. В одном субхроническом исследовании на грызунах сообщается, что ингаляционная доза в 300 раз превышает пороговое предельное значение для вольфрама (5 мг л -1 ) приводил к повышению концентрации вольфрама в крови, но не проявлял явной токсичности (Rajendran et al. , 2012; Witten et al. , 2012; Lemus and Venezia, 2015). В литературе по НЧ металлического вольфрама, карбида вольфрама и дисульфида вольфрама сообщается, что вольфрам является относительно химически инертным при измерении жизнеспособности клеток, но не при измерении окислительного стресса (Lemus and Venezia, 2015). Наши выводы о повышенном воздействии вольфрама подчеркивают необходимость дальнейших исследований потенциального воздействия на здоровье профессионального воздействия вольфрама при сварке TIG. Поскольку было рекомендовано провести дополнительные исследования возрастных различий в восприимчивости и биокинетике воздействия вольфрама (ATSDR, 2005), особенно важными могут быть исследования начинающих сварщиков TIG.
На сегодняшний день исследования воздействия вольфрама при сварке были сосредоточены конкретно на воздействии тория от торированных вольфрамовых электродов из-за радиоактивности тория (Jankovic et al. , 1999; Gäfvert et al. , 2003). Вольфрамовые электроды, легированные 1–4% оксида тория, часто используются вместо цериевых или лантансодержащих электродов, поскольку торированные электроды облегчают зажигание дуги, вызывают меньшее загрязнение металла сварного шва и улучшают стабильность дуги (Gäfvert et al. , 2003). Несмотря на вентилируемую и контролируемую рабочую среду, мы измеряли церий, металл сплава вольфрамового электрода, как в фильтрах БЗ, так и в фильтрах НФ, а также на оксидированном кубе. Хотя мы не можем использовать наши результаты, чтобы предположить или предсказать, что начинающие сварщики, использующие торированные электроды, будут подвергаться воздействию таких же уровней металла электродного сплава, разумно рекомендовать начинающим сварщикам или сварщикам с небольшой практикой не использовать радиоактивные торированные электроды из-за к повышенному риску потребления электрода, прежде чем должным образом освоить их технику. Эта рекомендация особенно разумна, учитывая широкую доступность неторированных вольфрамовых электродов для использования в качестве реальной альтернативы.
Документально подтверждено, что при сварке TIG образуются гораздо более низкие концентрации озона, чем при других видах сварки (DGUV, 2009). Концентрации озона в нашем исследовании были на уровне окружающего воздуха и ниже, чем ранее сообщалось при сварке TIG (Burr et al. , 2005; Liu et al. , 2007; DGUV, 2009; Azari et al. , 2011). Таким образом, вклад сварки TIG в воздействие O 3 в нашем исследовании был очень мал.
Производственный потенциал АФК
Мы исследовали потенциал образования АФК частицами сварочного дыма с помощью анализа DCFH, который широко применяется для неспецифического обнаружения АФК (Venkatachari et al. , 2007; Jiang et al. , 2008; Aranda et al. , 2013; Zhao et al. , 2014) и оказался относительно недорогим и надежным. Что касается описанных в литературе ограничений этого анализа (Hoet et al. , 2013; Pal et al. , 2014), мы тщательно применили стратегии, опубликованные в исследовании Zhao and Riediker (2014), для достижения лучших результатов. анализа и избегать артефактов, например, всегда поддерживать соответствующий контроль, чтобы исключить АФК, образующиеся в результате самоокисления реагентов, и анализировать стандарты с образцами в один и тот же момент времени. Мы также хотели бы подчеркнуть, что описанный здесь потенциал АФК исходил от функциональных групп, которые реагируют на реагенты DCFH-HRP в бесклеточном состоянии. Мы не исключаем возможности того, что виды АФК, которые не реагируют на DCFH, могут образовываться со сварочным дымом и создавать окислительный стресс, который не был обнаружен с помощью анализа DCFH.
Широкое применение анализа DCFH облегчило прямое сравнение настоящего исследования с доступной литературой. Сравнение наших результатов с концентрациями АФК, измеренными в предыдущих исследованиях атмосферного аэрозоля в эквивалентных нмоль H 2 O 2 на кубический метр воздуха, представлено в (Hung and Wang, 2001; Venkatachari et al. , 2005a, b, 2008 г. См. и др. , 2007 г. Ван и др. 2011 г. Кинг и Вебер 2013 г. Хуршид и другие. , 2014). В контексте с доступной литературой наши результаты показывают, что потенциальное воздействие на образование АФК в результате сварочного дыма TIG в нашем исследовании может превышать воздействие ТЧ в окружающем воздухе из различных географических регионов, а также в воздухе, загрязненном транспортным средством (см. и др.). и др. , 2007).
Таблица 2.
Средний потенциал образования АФК, измеренный в предыдущих исследованиях аэрозолей, представлен в нмоль H 2 O 2 на кубический метр воздуха и в нмоль вдыхаемого воздуха в час.
| РОС прод. Потенциал (NMOL H 2 O 2 M −3 -Air) | Внедороженный ROS (NMOL H -1 ) | |
|---|---|---|
| Место и тип | 9||
| и тип | 59 2||
| и тип | 99||
| . Сварочный дым TIG на BZ | 16,89 | 6.08 |
| Сварочный дым TIG на NF | 13,68 | 4,92 |
| Taipei (Taiwan) sidewalk | 0.54 | 0.19 |
| Singapore (Singapore) ambient | 5.71 | 2.06 |
| Singapore (Singapore) traffic | 15.1 | 5.44 |
| Rubidoux , CA (США) при температуре окружающей среды | 5,89 | 2,12 |
| Промывка, Нью-Йорк (США) при температуре окружающей среды | 0,87 | 0,31 | 8. 3 | 2.99 |
| Atlanta, GA (USA) urban ambient | 0.26 | 0.09 |
| Atlanta, GA (USA) rural ambient | 0.14 | 0.05 |
| Austin, TX ( США) На открытом воздухе | 1,41 | 0,51 |
| Austin, TX (USA) Внутри Homes | 1,37 | 0,49 | 0,49 | 90460,49 | 90460,49 | 90460,49 | 90460,49 | .
Преимущества
Этот процесс обычно ограничивается соединением тонких профилей, поскольку тепловложение ограничено, но сварные швы могут выполняться без использования дополнительных присадочных металлов (автогенная сварка). Более толстые секции можно обрабатывать с помощью многопроходной наплавки. GTAW — это в основном ручной процесс, но при выполнении нескольких соединений можно использовать автоматизацию. Этот процесс особенно подходит для создания первоначальных высококачественных наплавок, называемых «корневым проходом», перед выполнением многопроходных операций на толстых участках с более высоким процессом сварки наплавкой.
GTAW — это контролируемая, чистая технология, которая широко используется для сварки нержавеющих сталей и реактивных сплавов, таких как титан, цирконий, алюминий и магний.
Недостатки
Скорость наплавки металла низкая, поэтому скорость сварки ограничена. Чрезмерный сварочный ток или неправильная техника сварки могут привести к расплавлению вольфрамового электрода и переносу вольфрамовых включений в зону сварки.
Дуговая сварка металлическим газом (GMAW), часто называемая металлическим инертным газом (MIG) или металлическим активным газом (MAG)
Дуга возникает между постоянно подаваемым электродом из присадочной проволоки и защитой, обеспечиваемой с помощью инертного газа, такого как аргон, для защиты проволочного электрода и расплавленной сварочной ванны. Гелий или смеси инертных газов на основе аргона и гелия полезны для некоторых применений. Процесс с активным газом, в котором двуокись углерода или смеси аргона, двуокиси углерода и кислорода используются в основном для сварки углеродистых и низколегированных сталей.
Преимущества
Газовая защита защищает сварной шов, присадочную проволоку и зоны термического влияния от загрязнения. Методы как с инертным, так и с активным газом обеспечивают относительно высокую скорость наплавки по сравнению с процессом GTAW.
Недостатки
Процесс инертного газа трудно использовать в вертикальном положении, но, как правило, он требует меньше навыков оператора, чем альтернатива с активным газом.
Плазменно-дуговая сварка (PAW)
Этот метод в некоторых аспектах аналогичен сварке GTAW и GMAW, но тепло генерируется суженной дугой между вольфрамовым электродом и водоохлаждаемым соплом (дуга без переноса) или между вольфрамовым электродом и соединением (дуга с переносом). Присадочный металл добавляется отдельно в расплавленную сварочную ванну.
Преимущества
Вольфрамовый электрод утоплен в сопле, что сводит к минимуму вероятность загрязнения металла шва. Он не так чувствителен к изменению длины дуги, как GTAW или GMAW, и поэтому требует меньше навыков оператора для сварки. Возможна высокая скорость сварки.
Недостатки
PAW значительно сложнее, чем другие процессы дуговой сварки, и требует тщательного контроля за конфигурацией кончика электрода, его расположением и выбором отверстия. Обычно оборудование дороже.
Дуговая сварка под флюсом (SAW)
Защита присадочной проволоки и заготовки здесь осуществляется не инертным газом, а инертным гранулированным флюсом. Дуга полностью скрыта флюсом, который плавится, когда дуга выделяет тепло. Флюс затвердевает по мере того, как дуга проходит вдоль стыка, продолжая защищать сварной шов во время охлаждения, и заменяется новым флюсом из бункера.
Преимущества
Потери тепла малы, поскольку дуга погружена в инертный и изолирующий флюс. Во флюс можно добавлять легирующие материалы для контроля состава металла шва. Скорости сварки и скорость наплавки могут быть намного выше, чем у других дуговых процессов. SAW в основном используется для соединения толстых секций.
Недостатки
Трудно сваривать, если соединение не горизонтально, чтобы предотвратить падение флюса под действием силы тяжести. Высокое тепловложение может привести к деформации заготовки.
Опасности дуговой сварки
Сварочный дым
В дымах, образующихся при сварке, содержатся опасные вещества. Они возникают из-за инертных газов, покрытий на расходных материалах и паров металлов. Ссылки 1-3. Для уменьшения, а часто и устранения эффектов можно использовать два метода; интеграция систем местной вытяжной вентиляции и средств защиты органов дыхания (СИЗОД).
Вольфрам Токсичность
Чистый вольфрам имеет высокую температуру плавления, но другие характеристики делают его непригодным. Добавление тория предлагает улучшения, хотя различные органы опубликовали предупреждения о вреде для здоровья из-за потенциальной токсичности. Альтернативы торированному вольфраму легко доступны, и их следует использовать. [Ссылки 4-6]
Опасности, связанные с инертным газом
Хотя аргон нетоксичен, он на 38% плотнее воздуха и поэтому считается опасным удушающим средством в закрытых помещениях. Удаление избыточного инертного газа путем экстракции во время сварки полезно, но при более широком использовании в качестве метода продувки сварного шва риск вдыхания значительно возрастает [ссылка 7].
Дуговой глаз
Это болезненное состояние, вызванное воздействием на глаза ультрафиолетового излучения электрической дуги. Специальные стеклянные фильтры являются необходимым аксессуаром для защиты глаз от повреждений. [Ссылка 8]
Сильный жар
Во время дуговой сварки выделяется большое количество тепла, поэтому необходимо соблюдать осторожность для защиты открытых участков кожи. Использование изолирующих перчаток и щитков для лица/головы считается необходимым.
Ссылки
- Директор по охране труда и технике безопасности, Бакстон SK17 9JN UK . www.hse.gov.uk
- Гигиена окружающей среды, 1986 г. – Springer. Р. М. Стерн, А. Берлин, А. Флетчер и др. Международная конференция о вреде для здоровья и биологическом воздействии сварочных дымов и газов.
- Руководство по охране труда и технике безопасности: Руководство EH53 Средства защиты органов дыхания для защиты от переносимой по воздуху радиоактивности
- The Health and Safety Executive HSE 564/6 (Rev) Хранение и использование торированных вольфрамовых электродов
- Директива Европейского Совета 90/394/EEC
- Технический документ WP-291 Разъяснение по вольфрамовым электродам для дуговой сварки. Хантингдон Фьюжн Техникс Лтд., SA16 0BU
- Опасность удушья при сварке и родственных процессах. Хантингдон Фьюжн Техникс Лтд., SA16 0BU
- Фотокератит (дуговой глаз). Колледж оптометристов, Лондон, WC2N 5NG