Подводная сварка и резка металлов
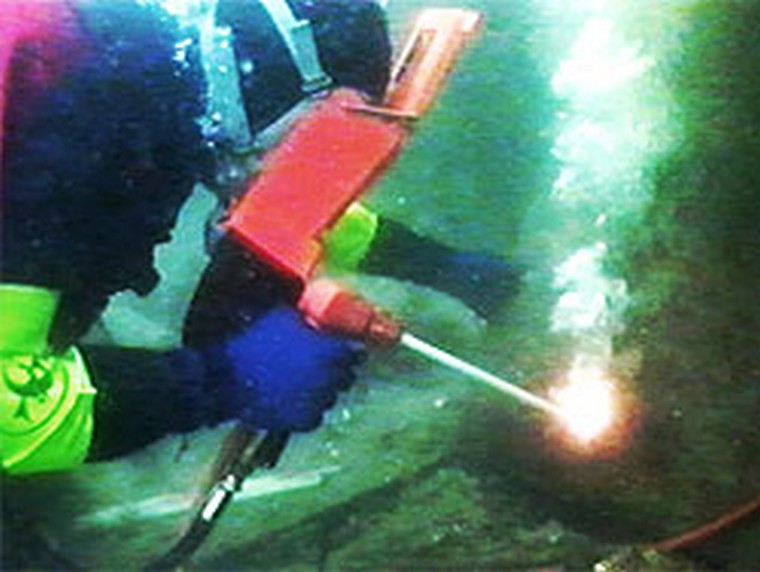
Кому-то покажется, что сварка под водой невозможна и противоречит всем известным законам физики. Однако наука не стоит на месте, и подводная сварку открыли ещё в советское время: в 1932 году известный инженер К. К. Хренов наглядно продемонстрировал изобретение.
Принцип работы подводной сварки
Метод дуговой сварки под водой основан на способности дуги стабильно гореть в газовом пространстве, даже при условии низкой температуры воды. Выделяемый газ в результате интенсивного испарения воды образует небольшой воздушный пузырь, внутри которого и становится возможным горение дуги. Необходимо обеспечить хорошую изоляцию всего, что проводит электричество, так как вода, особенно морская, является хорошим проводником. При подводной сварке стоит тщательно соблюдать технику безопасности. На сегодняшний день существует 4 вида подводной сварки:
- Сухая – с помощью глубоководной камеры;
- Сварка с помощью водолазной рабочей камеры;
- Сварка посредством портативного сухого бокса;
- Мокрая сварка.
Так называемая мокрая сварка бывает двух видов: полуавтоматическая и ручная дуговая.
Резка металла под водой
Подводная сварка и резка металлов играет огромную роль при проведении судоремонтных работ, а также при поднятии затонувшего судна и при осуществлении спасательной операции.
Имеет ряд технических особенностей. Во-первых, разрезаемая конструкция очень быстро остывает, что препятствует поддержанию необходимой температуры. Специалист, выполняющий резку, стеснен в движениях, поскольку одет в водолазный костюм. Обзорность при выполнении работ также ограничена.
Сегодня существует три основных способа подводной резки металла:
- Термическое воздействие «электродуговое»;
- «Плазменная» резка металла;
- Новейшая кислородная резка. Осуществима благодаря химический реакции между веществом и воздействием на него струи кислорода.
 Эта струя, является основным режущим инструментом. Существует электрокислородная и газокислородная подводная резка металла.
Эта струя, является основным режущим инструментом. Существует электрокислородная и газокислородная подводная резка металла.
 Эта струя, является основным режущим инструментом. Существует электрокислородная и газокислородная подводная резка металла.
Эта струя, является основным режущим инструментом. Существует электрокислородная и газокислородная подводная резка металла.Подводная сварка и резка металлоконструкций морской спасательной службой РОСМОРРЕЧФЛОТА
Мы предлагаем услуги по подводной сварке и резке металла. Наши сотрудники – специалисты высокого уровня. Мы осуществляем контроль качества на всех этапах работы, так как заботимся о своей репутации.
Помните, что во избежание разрушения металлических конструкциях находящихся под водой, необходимо делать профилактические обследование гидротехнических сооружений. Это поможет вам своевременно отреагировать на возникающие проблемы в металлоконструкциях и остановить их разрушение.
Сварка под водой — Энциклопедия по машиностроению XXL
Сущность процесса сварки под водой состоит в том, что под действием тепла сварочной дуги испаряется и разлагается окружающая дугу вода, расплавляется и частично испаряется материал изделия, электрода и покрытия, создавая вокруг дуги непрерывно возобновляющуюся газовую полость. Расплавленный металл при этом образует валик или шов.Резка и сварка под водой производится постоянным током прямой полярности с применением специального электрододержателя (рис. 51), поверхность которого должна быть тщательно изолирована. Сила тока для сварки под водой подбирается так же, как и для сварки на воздухе, но она должна быть на 15—20% больше. Сварка производится с опиранием на чехольчик электрода, без поперечных колебаний, со скоростью перемещения электрода в зависимости от сечения валика. В связи с плохой видимостью под водой желательно, чтобы сварное соединение имело кромку, касаясь которой можно было бы перемещать электрод по линии наложения шва. [c.126]
Опыт 1, Изучить условия зажигания и горения дуги под водой с определением у, а,, а , т)з и производительности процесса сварки под водой.
 [c.129]
[c.129]Режимы ручной дуговой сварки под водой [c.163]
Механизмы подачи присадочной проволоки помещают в водонепроницаемые контейнеры и спускают под воду. Аппаратные ящики располагают над водой. Имеется положительный опыт сварки под водой с использованием плазмы. [c.164]
Роликовая сварка является видоизменением точечной сварки сопротивлением и отличается тем, что сварка протекает в контакте листов на кратчайшем пути следования тока от одного вращающегося ролика к другому. В результате между двумя листами получается непрерывный шов. При роликовой сварке ток может протекать непрерывно или прерывисто. Во избежание коробления, связанного с большим выделением тепла, при роликовой сварке шов усиленно охлаждают водой или ведут сварку под водой. [c.736]
Сварку под водой считают сухой, если свариваемые узлы и сварщик находятся в газовой среде, промежуточной, когда осушается только зона, в которой горит дуга и небольшое пространство вокруг нее, а водолаз находится в воде, и мокрой, когда свариваемое изделие, дуга и сварщик находятся в воде. Наиболее распространен способ мокрой сварки штучными электродами и самозащитными порошковыми проволоками.
Техническая характеристика полуавтоматов для мокрой механизированной сварки под водой [c.390]
Сухая сварка под водой. Для сварки трубопроводов под водой применяют накидные камеры, в которых размещается дефектный участок трубопровода и сварщик с набором механизированного инструмента и монтажных приспособлений. После проведения сварки соединения подвергают дефектоскопии. При отсутствии дефектов в шве на ремонтируемый [c.391]
Пост предназначен для выполнения работ на глубине до 60 м. За исключением кислородного баллона и держателя применяется то же оборудование, что и при сварке под водой штучным электродом. Скорость электрокислородной резки с использованием электродов ЭПР-1 при резке стального листа 20 мм достигает 20 м/ч.
ЭЛЕКТРОДУГОВАЯ СВАРКА ПОД ВОДОЙ [c.504]
Несмотря на то, что способы сварки под водой аналогачны способам сварки в обычных условиях, необходимо соблюдение ряда специальных требований. При сварке под водой происходит интенсивное охлаждение основного металла и электрода, поэтому следует [c.126]
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ СВАРКЕ ПОД ВОДОЙ [c.203]
Перед началом работ под водой необходимо детально обследовать объект сварки. На основе полученных данных составляется проект производства работ и технология сварки. При наличии у места работы быстрого течения нужно оградить от него щитами, установленными вверху по течению водолаза. До начала работ мастер должен поручить электромонтеру, обслуживающему сварочную установку, проверить ее исправность, правильность подключения и полярность сварочной цепи. Сварка под водой допускается только при наличии дежурного — проинструктированного рабочего, находящегося над водой и имеющего прямую двухстороннюю связь со сварщиком. В непосредственной близости от дежурного должен быть телефон, автоматический выключатель холостого хода источника питания сварочной дуги и рубильник для отключения сварочной установки от питающей сети. Перед спуском сварщика под воду специалист должен тщательно проверить все водолазное снаряжение. Запрещается спускать под воду сварщика в неисправном снаряжении. Передний иллюминатор шлема водолаза-электросварщика должен на 7з снизу закрываться светофильтром для защиты глаз от действия лучей электрической дуги. Подводная рез-ка разрешается, если разрезаемая конструкция надежно закреплена и исключено падение разрезаемых частей изделия. Запрещается сваривать или разрезать конструкции, находящиеся под нагрузкой или давлением.
Технологию сварки обычно разрабатывают исходя из состава основного металла. Но в ряде случаев определяющими при выборе технологии становятся внешние условия. В частности это относится к сварке под водой. Принципиально сварка под водой возможна на различных глубинах, так как с увеличением глубины и давления устойчивость сварочной дуги сохраняется, а глубина проплавления металла возрастает. Сварку можно вести и в пресной речной, и в соленой морской воде. Однако практическое выполнение сварки на глубинах более 40 — 50 м наталкивается на неприспособленность человеческого организма. При глубине 100 м работа почти невозможна. Для подводных работ используется только дуговая сварка плавящимся электродом. Широкое распространение получила ручная сварка покрытыми электродами, например при прокладке трубопроводов, постройке подводных сооружений.
Но в ряде случаев определяющими при выборе технологии становятся внешние условия. В частности это относится к сварке под водой. Принципиально сварка под водой возможна на различных глубинах, так как с увеличением глубины и давления устойчивость сварочной дуги сохраняется, а глубина проплавления металла возрастает. Сварку можно вести и в пресной речной, и в соленой морской воде. Однако практическое выполнение сварки на глубинах более 40 — 50 м наталкивается на неприспособленность человеческого организма. При глубине 100 м работа почти невозможна. Для подводных работ используется только дуговая сварка плавящимся электродом. Широкое распространение получила ручная сварка покрытыми электродами, например при прокладке трубопроводов, постройке подводных сооружений.
Безопасность труда при сварке под водой [c.284]
Газовый пузырь непрерывно возобновляется за счет испарения и разложения окружающей воды, избыток газов поднимется на поверхность воды. Электродуговая резка и сварка под водой применяется при подъеме затонувших судов, восстановлении и постройке мостов и др. [c.316]
Сварка под водой в среде углекислого газа и смесях углекислого газа с кислородом является единственным способом, позволяющим автоматизировать процесс. Применение окислительной атмосферы устраняет вредное действие водорода, наличие которого в плавильном пространстве является основной причиной, затрудняющей получение качественных швов. [c.225]
Диаметры лектродов и сварочные токи при сварке под водой [c.459]
Сварку под водой применяют при строительстве гидротехнических сооружений, подводной части портовых нефтепромысловых, трубопроводных, судовых и других специальных конструкций. Подводную сварку выполняют двумя способами [c.269]
Для сварки под водой применяют специальные электрододержатели с повышенной изоляцией поверхности во избежание утечки тока, которая в морской воде может достигать нескольких десятков ампер и отрицательно влиять на устойчивость горения дуги и сварочный режим. [c.287]
[c.287]
Новожилов Н. М, Автоматич екая сварка под водой в окислительной атмосфере, Справочное производство JVs 7, 1956. [c.473]
Подобрать силу тока 140А на пластине, расположенной на рабочем месте сварочного поста. При сварке под водой этой силе тока будет соответствовать ток 120—125А. [c.130]
Мокрая механизированная сварка. Пост механизированной сварки под водой состоит из источника питания дуги, полуавтомата, сварочных кабелей и кабеля цепи управления. Для механизированной сварки, в отличие от ручной, применяют источники питания с жесткой внешней вольт-амперной характеристикой типов ВДУ-501, ВДУ-502, ВДУ-503, ВДУ-504, ВДУ-505, ВДУ-601, ВДУ-602, ВС-500, ВС-600 и преобразователь АСУМ-400. Для сварки на глубине до 20 м возможно использование преобразователей ПСГ-500 и ПСУ-500. Механизированная сварка выполняется на обратной полярности (плюс на электроде).
Сварка под водой производится в основном на постоянном токе. Устойчивое горение сварочной дуги в водной среде позволяет выполнять сварку во всех пространственных положениях. Однако получение сварного шва хорошего качества затруднено из-за плохой видимости места сварки. Состав электродного покрытия проще, чем у обычных электродов. Например, покрытие марки ЛПО-5 состоит из 17% двуокиси титана, 36% ферромарганца, 17% талька и 30% плавикого шпата. Покрытие замешивается на жидком стекле. Для удобства работы применяют электроды длиной до 350 мм. [c.126]
Газокислородную сварку под водой выполняют водороднокислородными резаками с мощным подогревающим пламенем и подачей сжатого воздуха для образования воздушного пузыря в месте реза. Ацетилен при подводной резке не применяют вследствие его большой склонности к взрыву при повышенных давлениях. [c.272]
Сварка под водой возможна во всех положениях нижнем, вертИ кальном и потолочном как в пресной так и в морской воде на всех до стнжимых глубинах. Имеются опыты сварки на глубинах до 100 м Несомненно возможна сварка и на еще больших глубинах, но она огра ничивается несовершенством водолазного снаряжения и возмоЖ ностями человеческого организма. С увеличением глубины и давления окружающей среды температура и расплавляющее действие сварочной дуги возрастают.
[c.459]
Имеются опыты сварки на глубинах до 100 м Несомненно возможна сварка и на еще больших глубинах, но она огра ничивается несовершенством водолазного снаряжения и возмоЖ ностями человеческого организма. С увеличением глубины и давления окружающей среды температура и расплавляющее действие сварочной дуги возрастают.
[c.459]
Сварка под водой | Single-phase.ru
А Вы знаете, что такое сварка под водой?
Сварка под водой.Сварка в воде
Погружная дуговая сварка, часто сокращенная SAW, представляет собой особый и популярный тип дуговой сварки, где площадь, которая плавится и сваривается, покрывается одеялом потока. Это обеспечивает сварщиков несколькими преимуществами: от уменьшения ультрафиолетового излучения до обеспечения более качественного сварного шва. Традиционная дуговая сварка использует электрический ток для создания дуги электричества между электродом и обрабатываемым металлом. Эта электрическая дуга плавится и соединяет материалы вместе, и электричество может быть обеспечено либо постоянным током (DC), либо переменным током (AC).
Разница между традиционной дуговой сваркой и дуговой сваркой под флюсом — это слой потока, который покрывает материалы. Флюс — это материал, который при расплавлении создает путь прохождения электрической дуги. Дуга перемещается от электрода через поток к материалу, который необходимо сваривать. Этот метод также может использовать либо прямой, либо переменный ток.
Для такого типа сварки существует много преимуществ. Поскольку шов погружен в воду, он предотвращает разбрызгивание горячих материалов. Флюс также помогает предотвратить выброс высоких уровней ультрафиолетового излучения. Давление не требуется для создания сварного шва, поскольку электрический ток выполняет всю работу. Он не только обеспечивает эти преимущества по сравнению с другими формами, этот тип сварки отлично подходит для быстрого соединения тонких металлических листов и создает хорошее крепление между материалами.
Этот процесс может выполняться как внутри, так и снаружи, где удобно разместить оборудование. Для обеспечения того, чтобы поток находился в правильном положении, сварка должна выполняться на плоской и горизонтальной поверхности, в противном случае поток может перемещаться и приводить к неправильной сварке. Когда все будет правильно сделано, погружная дуговая сварка даст результаты, которые будут иметь высокое качество и хорошо выглядеть.
Однако в этом методе есть недостатки. Хотя он помогает предотвратить разбрызгивание и излучение, материалы, которые он может использовать, ограничены. Сталь и нержавеющая сталь являются наиболее распространенными типами, которые применимы с этим типом сварки, наряду с некоторыми сплавами на основе никеля.
Полуавтоматическая сварка под водой
В настоящее время проведены работы по автоматизации процесса подводной сварки, чтобы увеличить производительность и исключить индивидуальное влияние водолаза-сварщика на качество сварного соединения. Был использован ряд средств, и только появление способа автоматической сварки в среде углекислого газа позволило найти правильный путь автоматизации процесса сварки под водой.
Поначалу казалось, что введение углекислого газа даст положительный результат, так как его присутствие в зоне дуги меняло соотношение составляющих газовой фазы парогазового пузыря, снижало парциальное давление водорода и тем самым уменьшало растворимость его в металле. Известно, что водород снижает пластические характеристики металла и делает его хрупким, поэтому уменьшение его содержания в металле всегда желательно.
Влияние окислительной среды на расплавленный металл, создающейся в присутствии углекислого газа, удалось компенсировать применением проволоки с повышенным содержанием раскислителей — кремния и марганца.
Однако, как затем выяснилось, применение углекислого газа при полуавтоматической сварке под водой вызывает порообразование в металле шва и создает технологические трудности, вуалируя дугу, мешая наблюдению за ведением процесса.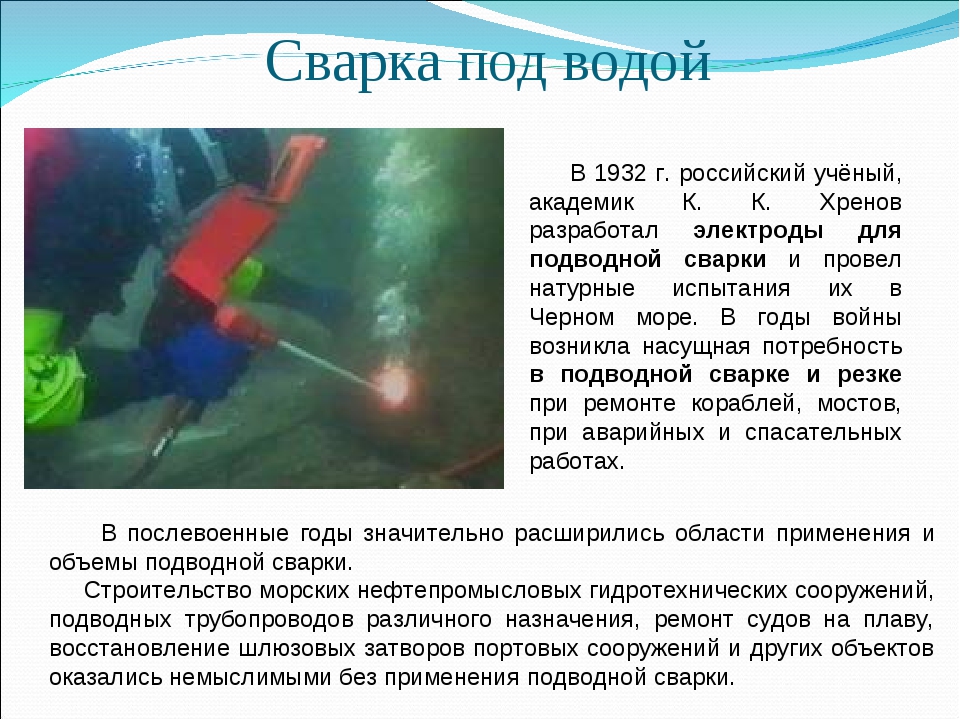 В связи с этим был предложен другой способ сварки открытой, не защищенной дугой тонкой электродной проволокой при высоких плотностях тока.
В связи с этим был предложен другой способ сварки открытой, не защищенной дугой тонкой электродной проволокой при высоких плотностях тока.
Опыт показал, что сварные соединения, выполненные открытой дугой, превосходят качество соединений с подачей в дугу углекислого газа: нет пористости, более стабильны (с меньшим разбросом) данные механических испытаний, особенно по пластическим характеристикам. Стало возможным получение прочноплотных соединений в потолочном положении.
Полуавтоматическая сварка ведется без колебательных движений с применением главным образом электродной проволоки 1,2 марки Св-08Г2С, по ГОСТ 2246—60. Сварка в вертикальном положении ведется сверху вниз. Полярность принимается обратная, т. е. минус подключается на изделие, а плюс на электрод. Полуавтоматом можно сваривать сталь толщиной от 4 мм и выше. Производительность полуавтоматической сварки под водой примерно в 7—8 раз больше, чем при подводной ручной сварке.
Управление включением сварочного тока и подачей проволоки производится дистанционно водолазом-сварщиком под водой.
Сварка под водойТехнологию сварки обычно разрабатывают исходя из состава основного металла. Но в ряде случаев определяющими при выборе технологии становятся внешние условия. В частности это относится к сварке под водой. Принципиально сварка под водой возможна на различных глубинах, так как с увеличением глубины и давления устойчивость сварочной дуги сохраняется, а глубина проплавления металла возрастает. Сварку можно вести и в пресной речной, и в соленой морской воде. Однако практическое выполнение сварки на глубинах более 40 — 50 м наталкивается на неприспособленность человеческого организма. При глубине 100 м работа почти невозможна. Для подводных работ используется только дуговая сварка плавящимся электродом. Широкое распространение получила ручная сварка покрытыми электродами, например при прокладке трубопроводов, постройке подводных сооружений. При сварке покрытыми электродами дуга горит в газовом пузыре, образуемом в результате испарения и разложения воды. Устойчивому удержанию газового пузыря вокруг дуги и устойчивому горению дуги способствует образующаяся втулка покрытия электрода. Дуга горит устойчиво при использовании обычных источников питания переменного и постоянного тока. Однако предпочтительнее постоянный ток. Сила тока устанавливается в пределах 180 — 240 А при напряжении на дуге 30— 35 В, т. е. несколько выше, чем на воздухе. Этот избыток напряжения компенсирует охлаждающее действие воды. При сварке под водой глубина проплавле-ния больше, чем на воздухе. Можно выполнять все обычные виды сварных соединений в любом пространственном положении. Сварной шов отличается грубой чешуйчатостью. Металл шва имеет достаточно высокий предел прочности, но низкую ударную вязкость, угол загиба и относительное удлинение. Сварку ведут электродами из малоуглеродистой стали с толстым покрытием, по составу сходным с покрытием обычных электродов для сварки на воздухе. Однако для предохранения покрытия от разрушения оно должно быть водонепроницаемым. Для этого покрытие пропитывают целлулоидным лаком, парафином или другими влагостойкими материалами. Чтобы максимально сократить потери тока, все токоведущие части сварочной цепи необходимо надежно изолировать. Из-за трудных условий работы при подводной сварке часто появляются дефекты, почти не встречающиеся при сварке на воздухе — пропуски, смещение с оси шва, нерасплавление одной из кромок. Безопасность труда при сварке под водой Перед началом работы составляют проект производства работ и разрабатывают технологию сварки, а также проверяют исправность всего необходимого оборудования. При наличии у места работы быстрого течения водолаза ограждают от него специальными щитами, установленными вверху по течению. Перед спуском сварщика под воду специалист должен тщательно проверить все водолазное оборудование. Сварка под водой допускается только при наличии дежурного — проинструктированного рабочего, находящегося над водой и имеющего двустороннюю связь со сварщиком. Читать далее: |

 В непосредственной близости от дежурного должен быть телефон, автоматический выключатель напряжения источника питания сварочной дуги и рубильник для отключения сварочной установки от питающей сети. Передний иллюминатор шлема водолаза-электросварщика должен на 2/3 закрываться снизу светофильтром, предохраняющим глаза сварщика от действия лучей электрической дуги.
В непосредственной близости от дежурного должен быть телефон, автоматический выключатель напряжения источника питания сварочной дуги и рубильник для отключения сварочной установки от питающей сети. Передний иллюминатор шлема водолаза-электросварщика должен на 2/3 закрываться снизу светофильтром, предохраняющим глаза сварщика от действия лучей электрической дуги.Сварка под водой. Оборудование и технология
Подробности- Подробности
- Опубликовано 27.05.2012 08:59
- Просмотров: 4818
До Второй мировой войны способы сварки под водой были мало разработаны и применялись редко. Большая потребность в сварке и резке металла под водой появилась во время войны , так как нужно было чинить подводные лодки и корабли в большом количестве.
Советский ученый К.К. Хренов разработал электроды со специальным покрытием, которое обеспечивало нормальное горение дуги под водой. Вслед за Советским Союзом технологии сварки под водой стали применять многие другие воюющие страны. Сварка под водой специальным сварочным оборудованием (http://www.deltasvar.ru/) получила особенно широкое применение после Второй мировой.
После войны был разработан «сухой» способ сварки под водой. Суть его в том, что при сварке использовались специальные обитаемые камеры. Они могут быть глубоководными, при этом место сварки и сам сварщик полностью изолированы от водной среды, либо так называемыми водолазными колоколами – зона сварки изолирована от водной среды, а сам сварщик нет, или это может быть сухой бокс, защищающий только зону сварки от воды. Эти способы были не такими дорогостоящими, как «мокрый» способ сварки. К тому же, при выполнении «мокрой сварки» нужен был высококвалифицированный сварщик-водолаз. Минусами «мокрого» способа была также низкая производительность, пористость шва, частая смена электродов, возможность наблюдать за формированием шва была весьма ограниченной. В дальнейшем способ «мокрой» сварки был усовершенствован – стала применяться полуавтоматическая сварка под водой, порошковая самозащитная проволока (сварка порошковой самозащитной проволокой производится на глубине до 30 м).
Суть его в том, что при сварке использовались специальные обитаемые камеры. Они могут быть глубоководными, при этом место сварки и сам сварщик полностью изолированы от водной среды, либо так называемыми водолазными колоколами – зона сварки изолирована от водной среды, а сам сварщик нет, или это может быть сухой бокс, защищающий только зону сварки от воды. Эти способы были не такими дорогостоящими, как «мокрый» способ сварки. К тому же, при выполнении «мокрой сварки» нужен был высококвалифицированный сварщик-водолаз. Минусами «мокрого» способа была также низкая производительность, пористость шва, частая смена электродов, возможность наблюдать за формированием шва была весьма ограниченной. В дальнейшем способ «мокрой» сварки был усовершенствован – стала применяться полуавтоматическая сварка под водой, порошковая самозащитная проволока (сварка порошковой самозащитной проволокой производится на глубине до 30 м).
Суть «мокрого» способа дуговой сварки под водой в том, что дуга устойчиво горит в газовом пузыре, который образуется в результате разложения молекул воды и газов, образующихся при сгорании покрытия электрода. В то время как свариваются кромки, окружающая вода быстро охлаждает металл. Шов изготовляется как на постоянном, так и на переменном токе. На постоянном токе дуга горит стабильнее, чем на переменном. Наблюдение за дугой и образованием металла шва затруднено тем, что под высоким давлением в газовом пузыре часть газов выделяется в виде пузырьков, а ад зоной сварки образуется облако из продуктов сгорания металла, обмазки и покрытия электрода.
В наше время применяется как мокрый, так и сухой способы сварки под водой. Глубина под водой, допустимая для пребывания человека в скафандре – максимум 160 метров, этим ограничивается глубина, на которой ведется сварка под водой «мокрым» способом.
Читайте также
Добавить комментарий
Кто и где первым в мире создал подводную сварку? Расскажем о Константине Хренове
Константин Константинович Хренов – выдающийся учёный в области сварочного производства, член-корреспондент АН СССР, академик АН УССР. Он изобрёл инновационные технологии: холодную, магнитную, микроконденсаторную сварку, газовую и плазменную резку металлов. Особое значение для научно-технического прогресса имеет создание подводной сварки.
Он изобрёл инновационные технологии: холодную, магнитную, микроконденсаторную сварку, газовую и плазменную резку металлов. Особое значение для научно-технического прогресса имеет создание подводной сварки.
Он был одним из основателей образования в области сварки, воспитателем инженерных и научных кадров. Вместе с тем, большое внимание он уделял изучению истории науки и техники, созданию объединений профессиональных историков и учёных разных направлений науки.
Константин Константинович Хренов родился 13 (25) февраля 1894 г. в городе Боровск Калужской губернии. Его отец – учитель русского языка в городском училище – дружил с Константином Эдуардовичем Циолковским, который там же преподавал математику.
В 1911 г. Константин заканчивает училище. Благодаря хорошим знаниям, он легко выдерживает вступительные экзамены в Петербургский электротехнический институт. В то время уровень технического образования в России был выше, чем за рубежом. Учась на электрохимическом отделении, Константин Хренов становится высококвалифицированным инженером, приобретает навыки выполнения научно-исследовательской работы. В 1918 г. после окончания института он приезжает в Уфу, где работает на железной дороге, заведующим электростанцией, в комиссии по электрификации.
Педагогическую деятельность будущий член-корреспондент начал в Уфе – участвовал в организации курсов техников, на основе которых впоследствии создалось высшее учебное заведение. В 1921 году переезжает в город Петроград, Петроградский электротехнический институт пригласил его на преподавательскую работу.
В этот период в промышленно развитых странах сварка постепенно вытесняла клёпку. Советское правительство командирует молодых специалистов и рабочих на стажировку в ведущие фирмы и предприятия США, Франции, Германии, Великобритании. К.К. Хренов полгода изучал сварку в Германии.
К.К. Хренов в лаборатории завода «Электрик»,Ленинград, 1925 г.
В 1923 г. инженеры Константин Константинович Хренов, Василий Петрович Никитин (будущий академик) и Александр Емельянович Алексеев (будущий член-корр. АН СССР) приступили к созданию электросварочного оборудования на заводе «Электрик». Впоследствии завод превратился в мощное предприятие, а КБ – во ВНИИ электросварочного оборудования.
АН СССР) приступили к созданию электросварочного оборудования на заводе «Электрик». Впоследствии завод превратился в мощное предприятие, а КБ – во ВНИИ электросварочного оборудования.
В 1925 г. Константина Константиновича перевели в Москву, где продолжилась его интенсивная многоплановая работа по организации сварочного производства. В Московском институте инженеров железнодорожного транспорта он создаёт сварочную лабораторию, разрабатывает специальный курс сварки, а вскоре открывает кафедру сварки, участвует в создании учебного Московского сварочного комбината (МЗК), где руководит кафедрой технологии дуговой сварки.
Он был основателем Всесоюзного научного инженерно-технического общества сварщиков и журналов «Автогенное дело» (теперь «Сварочное производство») и «Сварщик».
К.К. Хренов разворачивает исследования процессов в сварочной дуге. В 1932 году становится профессором.
С 1933 г. кафедру МЗК перевели в Московский механико-машиностроительный институт им. Н.Э. Баумана (теперь Московский технический университет). Константин Константинович возглавляет там кафедру и создаёт учебную исследовательскую лабораторию.
В лабораториях московских вузов он проводит исследования по широкому спектру проблем сварочного производства. К.К. Хреновым были выполнены наиболее объёмные исследования свойств электрической дуги в условиях сварки. Результаты исследований легли в основу науки о сварке, были использованы при создании сварочных материалов и источников питания.
Дружеский шарж «Ученый сваривает под водой»,газета «Известия», 1945 г.
В 1932 году Константин Константинович Хренов впервые в мире разработал ручную дуговую сварку и резку изделий, находящихся непосредственно в воде (то есть сварку «мокрым способом»).
Первая же его публикация была немедленно переиздана в США и Японии. В годы войны эти технологии применяли для ремонта кораблей, мостов, причалов.
С 1933 г. К. К. Хренов был членом Американского сварочного общества.
К. К. Хренов был членом Американского сварочного общества.
Подводной электрической сваркой во время войны и в послевоенный период было отремонтировано тысячи кораблей, мостов, портовых конструкций. Подводная сварка и резка развита в Институте электросварки им. Е.О. Патона и применяется при сооружении трубопроводов, морских платформ и т.п.
В 1945 г. Евгений Оскарович Патон пригласил Константина Константиновича работать в Институте электросварки (ИЭС) своим заместителем по науке.
В ИЭС были развёрнуты фундаментальные исследования процессов сварки под флюсом и в короткое время созданы впервые в мире прорывные технологии сварки вертикальных швов, сверхскоростная сварка труб, поточные линии массовых изделий, сооружения резервуаров для нефти и др.
Из дуговой сварки под флюсом было «выжато всё» – автоматизация сборочно-сварочных работ достигла максимума. Почти неожиданно был открыт новый вид сварки – электрошлаковая сварка. На её основе был создан электрошлаковый переплав, и было положено начало специальной электрометаллургии.
В 1947 году К.К. Хренов возглавил кафедру сварочного производства Киевского политехнического института (КПИ), создал большую учебно-исследовательскую лабораторию.
В КПИ он выполнил значительное количество исследований по созданию прорывных технологий. Здесь учёный создаёт научную школу магнитного управления сварочными процессами, которая будет развиваться ещё несколько десятилетий (Б. Сердюк, А.Н. Корниенко, В.П. Черныш и др.).
К.К. Хренов. 1942 г.генерал-директор тяги
В 1948 году учёным разработан первый керамический флюс К-1. Керамические флюсы превосходят плавленые флюсы этих марок по устойчивости против пор и не уступают им по пластичности металла шва и стабильности его химического состава.
В 1953 году Юрий Арсеньевич Юзвенко под руководством К. К. Хренова разработал специальные флюсы для наплавки штампов и металлорежущего инструмента.
К. Хренова разработал специальные флюсы для наплавки штампов и металлорежущего инструмента.
Созданы вместе с преподавателями кафедры М.М. Бортом и А.Д. Котвицким конструкции режущих сопел со сверхзвуковой скоростью истечения кислорода, в результате было достигнуто высокое качество разреза сталей больших толщин при низком давлении.
В 1953 году Константин Константинович был избран членом-корреспондентом АН СССР, и с этого же года в течение 8 лет он является членом Президиума АН УССР.
В конце 1950-х К.К. Хренов (совместно с Е.М. Есибяном) одним из первых в стране занялся воздушно-плазменной резкой. Была решена проблема термической резки любых металлов.
В те же годы развивается микроэлектроника, учёный и его сотрудники разработали сразу несколько способов сварки: малоамперной дугой, микроконтактной энергией разряда конденсатора и др. (В.Е. Моравский, Б.И. Шнайдер и др.).
Холодная и магнитоимпульсная сварки позволили получить такие соединения, которые не удавалось получить другими способами. Была решена проблема изготовления уникальных изделий криогенной техники, электроники, радиотехники (П.И. Гурский, Ю. Корниенко и др.). Диапазон толщины металлов, обрабатываемых по технологиям К.К. Хренова, составляет от долей миллиметров до 1 м.
К.К. Хренов с В.Э. Моравским за работойпо созданию микроконденсаторной сварки
электронных приборов. 1964 г.
Ещё одним аспектом научной деятельности Константина Константиновича являются исследования в области истории техники, и значителен его вклад в развитие исследований, пропаганду и преподавание истории науки и техники.
Вероятно, интерес к истории техники пришёл к нему во время командировки в Германию. Здесь в первые годы после изобретения дуговой электросварки Николаем Николаевичем Бенардосом было опубликовано больше всего статей, на немецком языке изданы труды изобретателя электрической дуговой сварки Николая Гавриловича Славянова. В то же время историк физики Аркадий Климентьевич Тимирязев отмечал, что биография первого изобретателя электросварки неизвестна. В 1930-е годы К.К. Хренов исследовал деятельность Н.Н. Бенардоса и Н.Г. Славянова и опубликовал статьи о них, позже вышли статьи по истории сварки в сборниках, книгах.
В то же время историк физики Аркадий Климентьевич Тимирязев отмечал, что биография первого изобретателя электросварки неизвестна. В 1930-е годы К.К. Хренов исследовал деятельность Н.Н. Бенардоса и Н.Г. Славянова и опубликовал статьи о них, позже вышли статьи по истории сварки в сборниках, книгах.
Несомненно, К.К. Хренов дал импульс развитию исторических исследований науки и техники в Украине. Он, как заместитель директора КПИ, организует преподавание истории техники. Более того, он активно занимается популяризацией научных достижений, выступает с докладами, руководит семинарами, участвует в работе редколлегий журналов «Сварочное производство», «Автоматическая сварка», «Наука и жизнь», энциклопедий, сборников и справочников.
К.К. Хренов с Э.М. Эсибяном за работойпо созданию воздушно-плазменной резки
металлов. 1966 г.
Энциклопедические знания Константина Константиновича ярко проявились при создании уникального терминологического словаря по сварке. К концу 1970-х годов он был консультантом редакции «Украинской советской энциклопедии» и «Советской энциклопедии», пока не передал это дело Александру Николаевичу Корниенко.
В 1958 году учёный организовал Украинское отделение историков естествознания и техники, объединив учёных, инженеров, интересующихся этим разделом истории, был председателем Комиссии по истории техники при ВТН АН УССР. В этом направлении своей деятельности он достойно представлял Украинское отделение Советского национального объединения историков естествознания и техники на всесоюзных собраниях и международных конгрессах.
Константин Константинович был одним из инициаторов и редактором сборника «Очерки истории естествознания и техники». (Сейчас это – «Очерки по истории естествознания и техники» – периодический сборник научных трудов, который издаётся Институтом исследований научно-технического потенциала и истории науки им. Г. М. Доброва НАН Украины и Украинским обществом историков науки Украины).
М. Доброва НАН Украины и Украинским обществом историков науки Украины).
Он представлял украинских историков на ежегодных сессиях, проводимых в Институте истории естествознания и техники (ИИЕТ) АН СССР.
В Киевском народном университете научно-технического прогресса была открыта кафедра истории науки и техники (заведующий – член-корреспондент АН УССР В. Самсонов, с 1981 г. – А.Н. Корниенко).
В университете читали лекции по методологии, хронологии, архивоведению, общим вопросам истории техники, организации исследований по истории развития в Украине отдельных отраслей и тому подобное. Учились преимущественно высокообразованные люди в течение двух лет. Десятки дипломных работ выполнены на высоком научном уровне, результаты были использованы в монографиях, в частности, в работах «Развитие металлургии в Украинской ССР» (1980), «Физическое материаловедение …» (1986) и др.
Под влиянием К.К. Хренова в украинском обществе охраны памятников истории и культуры (УТОПИК) была создана секция памятников науки и техники. Такие секции были организованы в областных и многих районных отделениях УТОПИК. Здесь собирались историки, музейные работники, энтузиасты сохранения исторического наследия народа. По представлению секции принимались правительственные постановления о сохранении образцов техники, установки памятных знаков; ежегодно проводилась конференции (в Севастополе, Николаеве, Херсоне…)
С конца 1970-х гг. из-за болезни Константин Константинович уже не мог активно проводить эксперименты, читать лекции, но продолжал писать книги, консультировал научных сотрудников и преподавателей вузов.
Последними из его работ были учебник по теории сварочных процессов, научно-популярная книга для молодёжи и главы в большой коллективной работе по истории сварки. Он был в составе редколлегии фундаментальной двухтомной монографии «Сварка в СССР», принимал участие в написании исторических разделов и глав по технологиям сварки.
Экскурсия участников Международной конференции по сварке на фирму Элин (Австрия, 1962 г. ).
). В первом ряду: второй слева академик АН СССР Н.Н. Рыкалин, четвертый – К.К. Хренов;
во втором ряду – третий слева Б.Е. Патон
Им написано более 200 научных работ, научно-популярных статей, методических пособий, получено несколько десятков патентов и авторских свидетельств. Тысячи инженеров-сварщиков слушали лекции К.К. Хренова, учились по его книгам, становились специалистами высшей категории в созданных им лабораториях. Многие известные учёные и организаторы производства являются его учениками, некоторые стали специалистами в области истории науки и техники.
Константин Константинович был интересным, остроумным собеседником, имел прекрасную память. Его мемуары (к сожалению, не изданы) содержат наблюдения и точные оценки коллег-учёных и преподавателей, администраторов, которые встречались ему за семидесятилетнюю деятельность.
Вклад Константина Константиновича Хренова в науку, создание новых технологий и подготовку специалистов отмечены орденами Ленина, Октябрьской Революции, Трудового Красного Знамени, «Знак почёта» и медалями СССР, Сталинской премией (1946), премией Совета Министров СССР (1982) и Государственной премией СССР (1986, посмертно). Он был удостоен звания Заслуженного деятеля науки и техники УССР, Почётного железнодорожника СССР (дважды).
Умер Константин Константинович на 91 году жизни – 11 октября 1984 года.
Литература:
- Матійко М.М. Розвиток дугового електрозварювання на Україні. – К.: Вид-во АН УРСР, 1960.
- Матійко М.М. Костянтин Костянтинович Хрєнов. – К.: Вид-во АН УРСР, 1960.
- Хренов К.К. Применение дуговой электросварки. // М.: Известия государственного электротехнического треста, 1928. – №7. – С. 108–114
- Хренов К.К. Электрическая сварочная дуга. – М.; Л.: Машгиз, 1949.
- Хренов К.К. Электросварка под водой // Сварщик. – 1933. – №1-2.
- Хренов К.К. Электрическая сварочная дуга. – М.; Л.: Машгиз, 1946.
- Хренов К.К. Словарь-справочник по сварке. – Киев: Наукова думка, 1974.
- Хренов К.К. Инженер-сварщик. Введение в специальность / Учеб. пособие для вузов. – Киев: Вища школа, 1979.
- Хренов К.К., Корниенко А.Н. Сварка металлов в дореволюционной России / Сварка в СССР, Т.1. – М.: Наука, 1981.
- Хренов К.К., Матийко Н.М., Чеканов А.А. Сварка металлов в период Великой отечественной войны (1941–1945 гг. / Сварка в СССР, Т. 1. – М: Наука, 1981.
 – М.; Л.: Машгиз, 1946.
– М.; Л.: Машгиз, 1946.А.Н. Корниенко, доктор исторических наук, ведущий научный сотрудник ИЭС им. Е.О. Патона НАН Украины
По теме:
Что такое подводная сварка?
Как вы думаете, у вас есть все, что нужно, чтобы стать подводным сварщиком?
Что, если бы я сказал вам, что коммерческий дайвинг — одна из самых опасных профессий в мире? Подводная сварка выполняется во многих коммерческих водолазных работах.
Конечно, коммерческий дайвинг исключительно хорошо оплачивается. Мало того, студенты могут пройти курс коммерческого дайвинга всего за 7 месяцев и за небольшую часть стоимости 3- или 4-летней университетской степени.
Подводная сварка на ДИТ
Но для того, чтобы отправить человека на 100 метров под воду, чтобы зарабатывать на жизнь, нужно гораздо больше, чем деньги. Умение оставаться в безопасности в таком рискованном занятии имеет важное значение для успеха.
Вот почему так важно, чтобы все дайверы прошли соответствующую подготовку. Выбор подходящей школы, например, Технологического института дайверов (DIT), который обучает студентов исключительно высоким стандартам, подготовит студентов к тому, чтобы с уверенностью приступить к этому увлекательному занятию.
Итак, что именно включает в себя подводная сварка и насколько сложно ею стать?
Самая распространенная задача, которую выполняют водолазы, — подводная сварка. От нефтяных вышек в Мексиканском заливе до аварийно-спасательных работ судов — подводные сварщики могут выполнять сварку в любых условиях, которые решает бросить на них океан.
От нефтяных вышек в Мексиканском заливе до аварийно-спасательных работ судов — подводные сварщики могут выполнять сварку в любых условиях, которые решает бросить на них океан.
Подводная сварка — это именно то, что вам нужно — подводная сварка. Но если вы думаете, что подводная сварка будет для вас легкой только потому, что вы умеете сваривать на суше, подумайте еще раз.
Одно из самых больших потрясений для студентов, изучающих коммерческий дайвинг в DIT, — это открытие того, насколько сложно сваривать под водой. К счастью, инструкторы DIT усердно работают со студентами до тех пор, пока они не научатся сваривать каждый раз как профессионал.
ДИТ студенческая сварка под водой.
Давайте посмотрим на различные подходы к подводной сварке:
- Сухая сварка / гипербарическая сварка
Сухая сварка или сварка под давлением широко считается самым безопасным способом сварки под водой и поэтому предпочитается большинством дайверов.
Это включает использование камеры для герметизации области, которая должна быть сварена. После герметизации газовая смесь кислорода и гелия закачивается внутрь, чтобы создать «сухую» среду. Обычно эти камеры достаточно велики, чтобы вместить от 2 до 3 дайверов одновременно.
Таким образом, дайверымогут работать в более контролируемой среде, что позволяет им получать лучшие результаты сварки. Другие преимущества сухой сварки перед другой мокрой сваркой включают повышенную безопасность водолаза и возможность проведения неразрушающих испытаний самих сварных швов.
Благодаря этим преимуществам, гипербарическая сварка используется, когда сварщикам необходимо строить / обслуживать нефтяные платформы и трубопроводы, а также при ремонте судов и т. Д. Это считается «долгосрочным» вариантом ремонта.
Спросите любого дайвера, и он скажет, что мокрая сварка — самая сложная задача. Водолазы должны выполнять сварочные швы в водной среде.
Как такое возможно? Ну, во-первых, дайверы должны использовать особый сварочный аппарат. Если вы попытаетесь использовать обычный сварочный аппарат, работающий с электричеством, вы получите неприятный шок, который, скорее всего, убьет вас.
Если вы попытаетесь использовать обычный сварочный аппарат, работающий с электричеством, вы получите неприятный шок, который, скорее всего, убьет вас.
Мокрая сварка подразумевает использование специального сварочного аппарата, имеющего форму стержня. Сварщики под водой используют постоянный ток от 300 до 400 ампер через свой водонепроницаемый электрод.
Настоящая проблема для дайверов — научиться использовать прут для сварки. Это связано с тем, что сварочный стержень дает им менее точный контроль, чем обычный сварщик. Мало того, им часто приходится работать в условиях плохой видимости с меняющимися течениями.
Мокрая сварка менее безопасна, чем сухая, и также считается краткосрочным решением.
Мокрая сварка выполняется намного быстрее, поскольку дайверам не нужно строить сухую камеру вокруг места сварки. Этот факт также удешевляет сварку, особенно если сварной шов находится в труднодоступном месте. Сварные швы также обладают высокой устойчивостью к растяжению, что делает этот подход предпочтительным, когда речь идет о многих аспектах ремонта подводных конструкций.
Когда дело касается мокрой сварки, дайверы должны быть хорошими сварщиками. Поскольку в воде сварные швы охлаждаются быстрее, вероятность их растрескивания гораздо выше.Дайверы должны каждый раз следить за тем, чтобы их сварные швы были на 100%, иначе существует реальный риск их разрушения.
Как будто быть глубоко под водой было недостаточно страшно, подводные сварщики постоянно борются со своим окружением.
Иногда просто попытаться удержаться на одном месте против сильных токов достаточно сложно. Плохая видимость, пузырьки кислорода, риск зацепиться за куски камня или металла, отказ оборудования, декомпрессионная болезнь и даже страшные столкновения с морской жизнью — вот лишь некоторые из рисков, с которыми сталкиваются дайверы.
К счастью, промышленность не щадит расходов, когда речь идет о безопасности коммерческих водолазов. Всегда соблюдаются строгие правила работы и техники безопасности, а все используемое оборудование было специально разработано для подводной сварки.
Все, от сварочного стержня до декомпрессионной камеры, было создано для этой цели. Если, например, вы попытаетесь использовать подводный сварочный стержень на суше, он перегреется и самоуничтожится всего за несколько минут.
Опасность, связанная с перепадом давления, также представляет собой реальную опасность. Это явление происходит, когда встречаются два водоема с разным давлением. Вода с более высоким давлением пытается устремиться в водную массу с более низким. Это создает эффект всасывания, который может заманить дайверов в ловушку под водой и подвергнуть их риску утопления или переохлаждения.
«Если вы хотите быть лучшим, вы должны делать то, что другие люди не хотят делать» — Майкл Фелпс
Когда фишки заканчиваются, нет ничего важнее тренировки дайвера.Способность инстинктивно реагировать на любую проблему, которая может возникнуть, может быть разницей между жизнью и смертью.
В то время как опытные дайверы будут знать все тонкости профессии, хорошая школа дайвинга подготовит студентов к любым проблемам безопасности, с которыми они могут столкнуться.
Обучение подводной сварке в DIT.
Их способность быстро выявлять проблемы и решать их — вот что помогает им выжить. По этой причине дайверы-стажеры должны убедиться, что они проходят обучение в ведущей коммерческой школе дайвинга, такой как DIT.
Аран Дэвис, писатель-специалист по водосварке
Смешивание огня и воды — Искусство подводной сварки
Что под водой !?
Подводная сварка. Эти два слова вместе звучат как противоречащие друг другу утверждения. Как могло произойти что-либо, связанное с незащищенным электричеством, под водой? В Бреннане наши опытные дайверы используют этот метод на различных сооружениях, включая плотины, мосты и баржные терминалы. Вы не поверите, но подводная сварка — очень безопасный и эффективный метод ремонта, если он сделан правильно.Есть два способа выполнить подводную сварку, используя систему с сухой камерой или мокрую сварку. У обоих есть свои плюсы и минусы, но мы сосредоточимся на мокрой сварке, так как это большая часть того, чем занимаются наши дайверы.
У обоих есть свои плюсы и минусы, но мы сосредоточимся на мокрой сварке, так как это большая часть того, чем занимаются наши дайверы.
Вот как это работает:
При выполнении влажной сварки водолаз-сварщик будет использовать метод, называемый дуговой сваркой защищенного металла (SMAW), который также называют «сваркой штучной сваркой». В этом методе используются три основных элемента оборудования: сварочный аппарат, электрододержатель (также называемый стингером) и электрод.Также используется устройство, называемое рубильным выключателем, которое отключает сварочную цепь от жала дайвера, позволяя ему или ей безопасно менять электроды.
Дайвер инструктирует тендера на поверхности «сделать его горячим» или «сделать его холодным» по мере необходимости. Сварочный аппарат должен использовать электричество постоянного тока (DC) по двум причинам.
- Снижает риск поражения электрическим током для сварщика-водолаза
- Обеспечивает более стабильную дугу под водой.
Электричество проходит через расходуемый электрод и создает электрическую дугу между электродом и основным материалом, начиная сварку.Электрод покрыт флюсовым покрытием, которое выделяет пары газа, действуя как экран и оставляя после себя слой шлака, который защищает сварной шов от любых загрязнений. Сварщик-водолаз всегда надевает резиновые перчатки, чтобы изолировать себя от паразитного электрического тока. Также необходимо соблюдать осторожность при размещении заземления, чтобы дайвер не оказался на пути сварочной цепи, что может нанести вред.
Итак, все это имеет смысл, но как это можно сделать под водой?
При сварке палкой образуется газовый пузырь вокруг области сварки, который защищает от окружающей воды.Он образуется при плавлении флюса вокруг электрода и состоит из:
- 70% водорода
- 25% двуокиси углерода
- 5% окись углерода
Этот пузырь защищает место сварки от прямого воздействия воды, однако тепло от электрической дуги создает тысячи других пузырьков, которые разбрызгиваются вокруг сварщика-водолаза, создавая плохую видимость. Это особенно усугубляется в среде с пресной водой, где дуга менее устойчива, чем в среде с соленой водой.
Это особенно усугубляется в среде с пресной водой, где дуга менее устойчива, чем в среде с соленой водой.
Зачем сваривать во влажном состоянии?
Основная причина, по которой мы выполняем сварку под водой во влажных условиях, заключается в том, что она стоит значительно дешевле, чем сварка в сухой камере. Это также устраняет необходимость в дорогостоящих коффердамах или других формах обезвоживания. Подводная сварка — это надежный и универсальный метод ремонта различных объектов морской инфраструктуры, который при правильном выполнении может быть экономичным и безопасным.
Что такое подводная сварка и как она работает?
Когда дело доходит до любого проекта подводной сварки, существует удивительное количество возможностей.Инженеры и менеджеры должны оценить каждый проект и выбрать наиболее безопасный и эффективный метод выполнения подводной сварки. Используемые методы всегда можно разделить на две категории: мокрая или сухая сварка.
Сухая сварка и мокрая сварка
Как коммерческий дайвер, вы будете тренироваться как в сухой, так и в мокрой сварке, поскольку в конкретных сценариях потребуется один или другой в зависимости от окружающей среды и срочности. Оба метода включают разные процессы и техники для выполнения задачи подводной сварки.Выполнение сварочных работ в сухих условиях для дайверов может показаться нелогичным, но технологические достижения сделали это возможным для многих проектов. Тем не менее, бывают случаи, когда мокрая сварка лучше или единственный вариант. Давайте подробнее рассмотрим сухую сварку по сравнению с мокрой сваркой.
Вероятно, наиболее распространенная из двух — сухая сварка — использует гипербарическую камеру или среду, которая герметизирует область свариваемой конструкции. Отсутствие воды не делает сухую сварку менее сложной задачей.Необходим высокий уровень навыков, чтобы работать во всех переменных, таких как пространство, атмосферный газ и давление.
Отсутствие воды не делает сухую сварку менее сложной задачей.Необходим высокий уровень навыков, чтобы работать во всех переменных, таких как пространство, атмосферный газ и давление.
Водолаз может использовать четыре метода сухой сварки. Несмотря на схожесть в технике, размер среды обитания определяет способ, которым дайвер будет выполнять свою работу.
Сухая сварка обычно проводится на мелководье, так как большинство компаний ограничивают работу на расстоянии 400 метров. Его использование резко возросло за последнее десятилетие, а вместе с ним и потребность в квалифицированных сварщиках.
Мокрая сваркаВлажная сварка использует те же методы, что и при поверхностной сварке, и большинство сварщиков-водолазов сначала оттачивают свои навыки на суше. (Подробнее об этом скоро.) Подводные сварщики используют дуговую сварку с некоторыми модификациями используемых инструментов, чтобы они могли выполнять работу под водой.
Сварочный стержень должен быть покрыт водонепроницаемым материалом, чтобы предотвратить намокание порошкового флюсового покрытия стержня. Установлена обратная полярность, чтобы электрический ток уходил от сварщика-дайвера.Дайвер также должен проявлять большую осторожность, чтобы не оказаться между сварочными работами и заземляющим зажимом.
Чтобы компенсировать быстрое охлаждение сварочной ванны под водой, положение и скорость перемещения сварочного стержня будут отличаться от его использования на верхней стороне. Что касается защитного снаряжения, на шлем водолаза установлен сварочный щиток для защиты от яркого света сварочной дуги, а резиновые перчатки предотвращают поражение электрическим током. Устройство отключения цепи, известное как «рубильник», установлено в сварочных выводах, чтобы тендер или наблюдатель мог остановить поток электричества, идущий к водолазу.
Чтобы узнать больше, посмотрите видео.
Подводная сварка — заманчивая и опасная карьера
Подводная сварка — опасная профессия, но в ней работает множество людей. Почему это так? Читайте дальше, чтобы узнать больше о плюсах и минусах подводной сварки.
Почему это так? Читайте дальше, чтобы узнать больше о плюсах и минусах подводной сварки.
Подводная сварка применяется с 1932 года, и ее часто называют гипербарической сваркой. Это может происходить во влажной или сухой среде.Мокрая сварка — это когда сварщик полностью погружен в воду. Сварка выполняется с использованием форм дуговой сварки с использованием водонепроницаемого электрода, при этом сварочный источник подключается к оборудованию через кабели и шланги. И наоборот, сухая сварка используется для высокопрочных сварных швов. Во время сухой сварки сварка завершается в герметичной камере давления, которая предотвращает попадание воды в рабочую зону. Часто используют сварку вольфрамовым электродом в газе. Сухая сварка часто используется для ремонта трубопроводов и судов.Исследования подводной сварки ведутся на глубине до 3300 футов.
Почему это опасно?Я предполагаю, что ваша первая мысль о подводной сварке была: «Электричество и вода — плохое сочетание. Разве это не опасно? Ответ… да! Тем не менее, для снижения риска принимаются многие меры предосторожности. Подводная сварка выполняется с помощью сварочной палочки, где создается слой пузырьков, защищающих сварной шов от воды. Сухая сварка также является более безопасным методом, поскольку сам сварной шов не подвергается воздействию воды.Однако наибольшей опасности электричество не представляет. Сварщики работают при высоком давлении, угрожающем телу. Кроме того, большие пузыри, создаваемые сварным швом, и общая темная атмосфера под водой затрудняют просмотр и представляют опасность для сварщика.
Наиболее заметный подводный риск — это перепад давления или дельта P. В дельте P вода из одной области пытается устремиться, чтобы заполнить другую. Перепад давления накапливает сотни фунтов, что может привлечь дайвера и затруднить побег.Хотя существует высокий риск Delta P, компании разработали планы действий, как избежать этого фатального события. Чтобы узнать больше о Delta P, посмотрите это видео.
Чтобы узнать больше о Delta P, посмотрите это видео.
Многие сварщики выбирают этот карьерный путь, потому что он увлекателен, необычен и сложен. Кроме того, подводные сварочные аппараты являются важными компонентами промышленных предприятий по всему миру. Это означает, что квалифицированные сварщики пользуются большим спросом. В настоящее время компании не обладают технологиями для выполнения подводных сварочных работ без участия человека.Это обеспечивает надежную работу подводных сварщиков. Вдобавок ко всему, подводные сварщики имеют возможность получать значительную заработную плату, к которой они не имели бы доступа, как обычный сварщик.
Будущее подводной сваркиПо данным Бюро статистики труда, средняя зарплата подводного сварщика составляет около 53 990 долларов в год или 25,96 долларов в час. Рабочие места подводных сварщиков сосредоточены в Калифорнии, Флориде, Мичигане и Вашингтоне. Ваша карьера может происходить в одном из двух мест: на суше или в море.Внутренние сварщики обычно зарабатывают меньше, чем их коллеги, работающие в море. Они, как правило, работают на мостах, плотинах и небольших водных судах. Несмотря на меньшую оплату труда, вы работаете по менее требовательному графику (40-часовая рабочая неделя) и требует меньше командировок. Однако оффшорные сварщики, как правило, приносят большие деньги. Они работают на нефтяных вышках и больших кораблях. На этой работе вы можете проводить много времени в море и рассчитывать на долгие рабочие недели, даже до 80 часов!
Хотите стать сварщиком под водой? Первый шаг — получить сертификат сварщика.Advanced Career Institute предлагает практическое обучение сварщиков в Калифорнии. Сварочные городки ACI расположены в Визалии и Фресно. Для получения дополнительной информации перейдите в раздел «Обучение сварщиков»!
Применение процессов подводной сварки для подводных трубопроводов
Кроме того, из-за морских разведок, бурения и добычи газа и нефти в более глубоких водах сегодня необходимо иметь возможность ремонтировать трубопроводы и часть буровых установок и добывающих платформ, которые находятся глубоко под водой.
Риски и меры предосторожности
Сварка под водой может быть опасной профессией, если не соблюдать меры предосторожности. Основными рисками являются поражение электрическим током и возможность образования в дуге смесей водорода и кислорода в очагах, которые могут вызвать взрыв. Другой распространенной опасностью является вдыхание азота в воздушной смеси, который всасывается в кровь, но не метаболизируется организмом на глубине под давлением. Это может превратиться в пузыри при всплытии и парализовать дайвера.Любопытно, что в коммерческом дайвинге не учитывается риск утопления, потому что это первое препятствие, которое нужно преодолеть в этой профессии.
Количество погружений, повторяемость погружений, глубина операций, время, проведенное под водой, и изнурительный характер конкретной задачи значительно увеличивают эти риски. Дайверу обеспечиваются соответствующие меры безопасности посредством аварийной подачи воздуха или газа, дежурных водолазов и декомпрессионных камер. Процедуры обеспечения здоровья и безопасности, связанные с дайвингом, регулируются строгими руководящими принципами и рабочими процедурами.
Когда подводная сварка завершена, риску подвергаются как сварщик, так и свариваемые конструкции. Сварщик должен быть очень осторожен, чтобы избежать поражения электрическим током. Для этого необходимо принять соответствующие меры предосторожности, изолировав сварщика и ограничив напряжение сварочных аппаратов. Непрерывный контроль накопления водорода и кислорода осуществляется путем удаления и удержания дуги вдали от дуги, чтобы свести к минимуму любой потенциальный взрыв.
Наконец, время нахождения сварщика под водой контролируется с помощью водолазных камер насыщения и регулярных периодов отдыха между ними.Осмотр подводного сварного шва очень труден и сложен по сравнению с поверхностной сваркой, но, поскольку это единственный процесс контроля качества сварного шва, он выполняется всегда. Сварной шов тщательно осматривают, чтобы убедиться в отсутствии дефектов.
В разных частях света, в том числе в Австралии, есть множество школ подводной сварки, где готовят профессиональных водолазов. Исторически подводная сварка ограничивалась аварийно-спасательными работами и аварийно-восстановительными работами на глубине менее 9 м.
Мокрая сварка — лучший выбор
типов подводной сварки — cDiver
Процесс сварки в среде высокого давления называется гипербарической сваркой. Это тот случай, когда мы будем сваривать под водой. Есть два метода проведения подводной сварки; сухая (внутри сухих безопасных камер) называется процедурой сухой гипербарической сварки, а влажная (сварка в присутствии воды) обычно называется процедурой подводной сварки.Если вы хотите знать, какие методы обычно применяются при подводной сварке, то вы попали в нужное место. Ниже приводится краткая информация о том, «какие типы подводной сварки существуют и какая информация о них касается?»
Сварка под водой
Прямое введение дуги в воду для соединения материала под водой. Для этой работы применяется специально разработанное оборудование; включая водонепроницаемые электроды и систему электропитания. Сварщик ныряет в воду, чтобы сварить, и приказывает оператору открыть или отключить подачу тока, когда это необходимо.В этом процессе дуга, создаваемая горелкой, позволяет нагревать сварочный электрод и обрабатываемый металл и облегчает перенос капель расплава через пузырьки газа. Образование шлака в результате плавления флюса помогает контролировать скорость охлаждения, необходимую в подводных условиях.
Для получения надежных и качественных сварных швов процедура сухой гипербарической сварки предпочтительнее подводной сварки. Потому что в последнем случае сложно обеспечить выполнение требований контроля качества.Однако исследования сделали это возможным с помощью каких-то методов неразрушающего контроля.
Гипербарическая сварка
Использование сухих камер для обеспечения безопасной и изолированной среды для сварки под водой. Эти специально разработанные камеры обеспечивают не только приятную атмосферу для дыхания, но и чистую среду благодаря регулярному выпуску опасных газов, образующихся в результате процедуры сварки. Все виды дуговой сварки; В этом методе можно использовать сварку вольфрамом в среде инертного газа, дуговую сварку металлическим экраном, сварку в среде инертного газа, сварку порошковой проволокой, но, с другой стороны, повышенное давление может вызвать проблемы.Таким образом, процесс гипербарической сварки ограничен определенной глубиной воды, на которой сварщик может поддерживать себя и работать без каких-либо проблем (происходит при повышенном давлении).
Эти специально разработанные камеры обеспечивают не только приятную атмосферу для дыхания, но и чистую среду благодаря регулярному выпуску опасных газов, образующихся в результате процедуры сварки. Все виды дуговой сварки; В этом методе можно использовать сварку вольфрамом в среде инертного газа, дуговую сварку металлическим экраном, сварку в среде инертного газа, сварку порошковой проволокой, но, с другой стороны, повышенное давление может вызвать проблемы.Таким образом, процесс гипербарической сварки ограничен определенной глубиной воды, на которой сварщик может поддерживать себя и работать без каких-либо проблем (происходит при повышенном давлении).
Сухая влажная сварка
Другой тип подводной сварки — это процесс сварки сухим-мокрым способом, при котором сварщик погружается в воду, в то время как свариваемая деталь находится в небольшой сухой камере. В этой технике используются специально разработанные кожухи для сохранения сварочного оборудования и свариваемых компонентов в сухом состоянии.Давление защитного газа поддерживается высоким в соответствии с требованиями рабочего уровня в воде для обеспечения надлежащей защиты, а также для удаления воды во избежание любого контакта.
Наиболее часто используемый процесс дуговой сварки газом и дугой (GMAW) применяется для сухой и влажной сварки под водой на глубине до 120 футов. Сварщик может легко видеть и управлять дугой в кожухе, правильно отрегулировав пистолет. Для сухой-влажной сварки требуются высококвалифицированные сварщики (как сварщики, так и водолазы), которые должны знать о мерах безопасности и проблемах с высоким давлением.Этот метод не требует больших дорогих сухих камер, как при гипербарической сварке. С другой стороны, это также помогает обеспечить более качественные сварные швы по сравнению со сваркой «мокрый под водой».
Приложения
Сварка под водой применяется в судостроении и при прокладке морских нефтепроводов. Он также используется для ремонта сварных швов на массивных кораблях, находящихся в воде. Что ж, этот процесс прост в эксплуатации на небольшой глубине, в то время как он оказывается более обременительным, когда давление увеличивается на значительной глубине.
Что ж, этот процесс прост в эксплуатации на небольшой глубине, в то время как он оказывается более обременительным, когда давление увеличивается на значительной глубине.
Меры безопасности при подводной сварке
- Риски могут быть более серьезными при сварке под водой. Сварщик может подвергнуться серьезному поражению электрическим током. Для этого сварочное оборудование должно быть водонепроницаемым и изолированным, а между сварщиком и оператором на поверхности требуется звуковая связь для контроля подачи тока.
- Подводный сварщик должен быть полностью обучен навыкам дайвинга и полностью осведомлен о заболеваниях водолаза, которые могут быть вызваны вдыханием опасных газов.Проблема возникает, когда концентрация растворенных инертных газов в организме превышает равновесное состояние, эти газы имеют тенденцию выходить наружу с указанием на образование пузырьков.
- Дайвер может испытывать нежелательные последствия боли в суставах и мышцах. Даже декомпрессионная болезнь может привести к смерти из-за неконтролируемого дыхания. За этой процедурой декомпрессии необходимо внимательно следить с помощью прибора для погружения или компьютера.
Источник
Смертность от подводной сварки | Насколько опасна подводная сварка?
Отраслевые исследования показывают, что смертность от подводных сварщиков высока, по оценкам, около 15% , что делает его в 1000 раз более опасным, чем работа в полиции.
Фактически:
Не говоря уже о тяжелых и необратимых травмах рабочих.
Работы по подводной сварке предлагают наиболее привлекательную заработную плату, потому что эта сфера работы по своей природе опасна, и сварщики сталкиваются с длительными проблемами со здоровьем и гибелью.
Хотя Бюро статистики труда не отслеживает уровень смертности при подводной сварке, в нескольких исследованиях эта работа на море считается самым смертоносным занятием в Америке.
Работа требует от дайверов обширной подготовки и опыта для соблюдения определенных протоколов безопасности до и во время выполнения подводных задач.Помимо получения узкоспециализированной подготовки, сварщики должны находиться под тщательным наблюдением и использовать соответствующее, исправное оборудование.
Распространенные причины смерти от подводной сварки
Смертность от подводных сварщиков связана с рядом рисков. Наша цель не показаться мрачной, но это отличная идея — знать об опасностях, с которыми вы сталкиваетесь, когда находитесь на работе.
При этом…
Ниже приведены некоторые из самых больших рисков подводной сварки.
- Удар электрическим током : Поражение электрическим током под водой может быть смертельным. Может случиться поражение электрическим током, особенно при использовании сварочного оборудования, недостаточно приспособленного для работы под водой. Все детали должны быть водонепроницаемыми и должным образом изолированными.
- Гипотермия : Низкие температуры под водой могут отводить тепло от тела. Если человек остается под водой в течение длительного периода, у него могут возникнуть проблемы с обменом веществ или органная недостаточность в крайних случаях.В качестве меры безопасности подводные сварщики всегда должны носить правильно изолированный резиновый гидрокостюм.
- Утопление : Это может случиться даже с самыми опытными подводными сварщиками со всем необходимым оборудованием. Перепад давления представляет собой уникальный риск для дайверов, поскольку его нелегко обнаружить. Как только вы попадаете в ловушку потока, вырваться из него становится трудно. Иногда утопление может быть вызвано плохим уходом или старым снаряжением, например кислородным баллоном, маской или шлангом. Рабочие могут запутаться или прижаться к своему оборудованию, когда видимость ухудшается по мере того, как они углубляются в воду.
- Взрывы : Под водой могут образоваться многочисленные газовые карманы, если водород и кислород объединяются.
