Винипласт (ПВХ). Как сварить винипластовые (ПВХ) листы
Винипластом (непластифицированным поливинилхлоридом, НПВХ или просто ПВХ) называется материал, представляющий собой жесткую термопластичную массу с не пропускающей свет структурой. Он применяется в строительной, химической, автомобильной, приборостроительной и другой промышленности.
Главные компоненты винипласта
Изготовление рассматриваемого материала сопровождается смешиванием ПВХ с перхлорвиниловой смолой, модификационными веществами, и наполнителями. Чтобы полученное в конце производственного процесса полотно обрабатывалось доступными домашним умельцам приспособлениями, подготавливаемое сырье дополняется небольшим количеством смазывающих соединений. Роль присадки, которая изменяет свойства конечной продукции в нужную изготовителю сторону, играет роль каучук или хлорированный полиэтилен. Количество этого ингредиента должно равняться 35 процентам. В полимере также находится 20 процентов наполнителя, который представлен сажей, мелом либо аэросилом. Дополнительно присутствуют минимум десять процентов пластификационных и модификационных добавок. Первая разновидность этих веществ помогает уменьшить себестоимость полностью готовой продукции, а вторая — значительно улучшить ее технические характеристики. Антиоксиданты и стабилизаторы продлевают эксплуатационный период, предотвращая разрушение пластика в процессе обработки. Красители позволяют придать изделию определенный оттенок.
Дополнительно присутствуют минимум десять процентов пластификационных и модификационных добавок. Первая разновидность этих веществ помогает уменьшить себестоимость полностью готовой продукции, а вторая — значительно улучшить ее технические характеристики. Антиоксиданты и стабилизаторы продлевают эксплуатационный период, предотвращая разрушение пластика в процессе обработки. Красители позволяют придать изделию определенный оттенок.
Способы производства ПВХ листов
При формировании винипластовых (ПВХ) изделий сырье подвергается сжатию прессовальным устройством, пропусканию через экструзионный аппарат, литью с применением высокого показателя давления. Используемый способ получения из НПВХ изделий контролируется разновидностью и предназначением продукта:
- Детали со сложными геометрическими очертаниями и большими параметрами размеров — вакуумное формирование листов.
- Полотна с лишенными шероховатостей поверхностями — сжатие состоящих из винипластовой пленки пакетов с помощью прессующего устройства.

- Пленочные покрытия — прокатывание непластифицированного поливинилхлорида.
- Небольшие изделия с разнообразными очертаниями — сжатие порошков или таблеток, литье из гранул под значительным давлением.

Размеры и вес ПВХ
Малый параметр веса позволяет перевозить комплекты винипластовых полотен на легковых автомобилях. У изделий размером 600х1500х2 мм он равняется примерно 2,8 килограмма, а 1240х2420х20 мм — 96 килограммам. Магазины предлагают винипластовые полотна размером 600х1500, 650х1500, 670х1500, 700х1500, 750х1500, 1240х2420 или 1300х2000 мм. Если отделочным работам подвергается поверхность с нестандартной конфигурацией, у производителя заказывается индивидуальный размер. Среди других услуг находится разрезание НПВХ, создание деталей, упаковка комплекта, доставка на объект и так далее.
Соединение листов винипласта (сварка ПВХ листов)
Сварка винипласта (ПВХ) осуществляется одним и 3-х способов:
- Сварка ручными аппаратами горячего воздуха (сварочными фенами)
- Сварка ручными сварочными экструдерами
- Сварка на стыковых сварочных станках
Общие принципы сварки ПВХ (винипластовых) листов ручным инструментом (фены и экструдеры):
Перед началом работы материал разрезается на куски необходимых размеров. Дополнительно фрезой снимается фаска, величина которой контролируется толщиной обрабатываемого листа. Если последняя равняется 5 мм, раскрываемый шов наклоняется на 55–60 градусов. Когда толщина превышает пятимиллиметровое значение, угол увеличивается до 70–90 градусов. Фаску необходимо удалять равномерно по всей длине изделия. Швы, образовавшиеся во время наращивания винипластового покрытия, теряют оптимальные показатели прочности и эластичности под влиянием кислорода. Поэтому листы обязательно свариваются в инертном газе. Этот вариант разрешается использовать при объединении изделий между собой, ремонте помещений и некоторых других мероприятиях. Но обрабатываемый материал необратимо портится температурой горючих газов, выходящей за рамки дозволенных параметров. Чтобы заполнить получившийся шов, разрешается воспользоваться присадочными прутьями. Их следует нагревать вместе с объединяемыми деталями. Представленный углекислым газом, воздухом либо азотом теплоноситель нагревается специальной горелкой, потребляющей энергию газового топлива или электрического тока.
Дополнительно фрезой снимается фаска, величина которой контролируется толщиной обрабатываемого листа. Если последняя равняется 5 мм, раскрываемый шов наклоняется на 55–60 градусов. Когда толщина превышает пятимиллиметровое значение, угол увеличивается до 70–90 градусов. Фаску необходимо удалять равномерно по всей длине изделия. Швы, образовавшиеся во время наращивания винипластового покрытия, теряют оптимальные показатели прочности и эластичности под влиянием кислорода. Поэтому листы обязательно свариваются в инертном газе. Этот вариант разрешается использовать при объединении изделий между собой, ремонте помещений и некоторых других мероприятиях. Но обрабатываемый материал необратимо портится температурой горючих газов, выходящей за рамки дозволенных параметров. Чтобы заполнить получившийся шов, разрешается воспользоваться присадочными прутьями. Их следует нагревать вместе с объединяемыми деталями. Представленный углекислым газом, воздухом либо азотом теплоноситель нагревается специальной горелкой, потребляющей энергию газового топлива или электрического тока.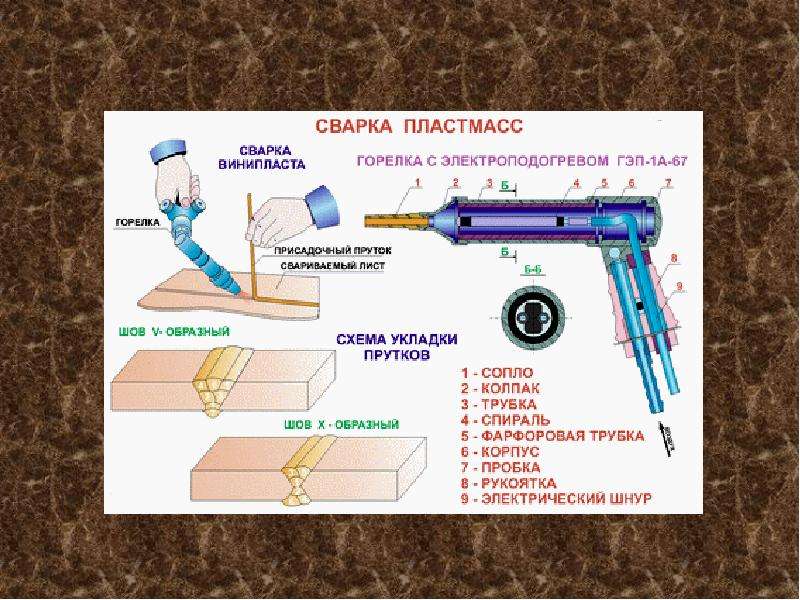 В первом варианте упомянутого устройства теплоноситель прямым (непосредственный контакт) либо косвенным (через стенку) способом получает необходимую температуру с помощью огня, порождаемого сгорающим газом. Во втором варианте традиционно используются питающиеся электричеством трубчатые электронагреватели (ТЭНы). Когда температура достигает 80 градусов выше нуля, структура нагреваемого винипласта подвергается размягчению. Если она равняется 180 градусам, изделие постепенно течет. А 200–220 градусов тепла делают полимер вязкотекучим, заставляя его листы свариваться между собой под влиянием дополнительно оказываемого давления. Прочность швов контролируется объемом и степенью нагрева масс подаваемого воздуха, диаметром сварочного прута и горелочного сопла, а также толщиной соединяемых полотен. Показатель диаметра сопла рекомендуется выбирать по толщине свариваемых листов, очертанию кромок и размеру используемого при сварке прута. Когда его значение будет отличаться от идентичной характеристики сварочного прута, произойдет усложнение нагревания последнего и ухудшится качество формируемых стыков.
В первом варианте упомянутого устройства теплоноситель прямым (непосредственный контакт) либо косвенным (через стенку) способом получает необходимую температуру с помощью огня, порождаемого сгорающим газом. Во втором варианте традиционно используются питающиеся электричеством трубчатые электронагреватели (ТЭНы). Когда температура достигает 80 градусов выше нуля, структура нагреваемого винипласта подвергается размягчению. Если она равняется 180 градусам, изделие постепенно течет. А 200–220 градусов тепла делают полимер вязкотекучим, заставляя его листы свариваться между собой под влиянием дополнительно оказываемого давления. Прочность швов контролируется объемом и степенью нагрева масс подаваемого воздуха, диаметром сварочного прута и горелочного сопла, а также толщиной соединяемых полотен. Показатель диаметра сопла рекомендуется выбирать по толщине свариваемых листов, очертанию кромок и размеру используемого при сварке прута. Когда его значение будет отличаться от идентичной характеристики сварочного прута, произойдет усложнение нагревания последнего и ухудшится качество формируемых стыков..jpg) Если свариваются листы толщиной 3–5 миллиметров, сопло горелки должно обладать диаметром примерно 1,5–2 миллиметра. Когда выполняется соединение изделий толщиной 16–20 миллиметров, размеры наконечника увеличиваются до 3,5–4 миллиметров.
Если свариваются листы толщиной 3–5 миллиметров, сопло горелки должно обладать диаметром примерно 1,5–2 миллиметра. Когда выполняется соединение изделий толщиной 16–20 миллиметров, размеры наконечника увеличиваются до 3,5–4 миллиметров.
Сварка винипластовых (ПВХ) листов на стыковых сварочных станках
В данном случае процесс сварки практически не отличается от аналогичного процесса сварки полиэтиленовых или полипропиленовых листов. Однако стоит учитывать, что сварка ПВХ — гораздо более сложный процесс, связанный с уменьшенным «сварочном окном» температуры.
ПВХ (винипласт) — сложный для сварки полимерный материал, для работы с которым требуются специфические навыки.
Специалисты компании ССПЛ готовы провести мастер-класс по сварке ПВХ листов на стыковых сварочных станках производства ССПЛ для обеспечения наилучшего результата.
В нашем каталоге представлены все виды оборудования для сварки винипластовых (ПВХ) листов:
Винипласт—Сварка — Энциклопедия по машиностроению XXL
Сварка является основным способом соединения отдельных элементов конструкций из винипласта. Сварка осуществляется при помощи присадочных материалов — сварочного прутка.
[c.82]
Сварка осуществляется при помощи присадочных материалов — сварочного прутка.
[c.82]Сварка винипласта. Сварка винипласта основана на его способности размягчаться, становиться пластичным при температуре 200— 220°С и сцепляться (соединяться) в этом состоянии при небольшом давлении. [c.253]
Сварку можно применять для органического стекла и винипласта. Сварка органического стекла основана на сплавлении соединяемых поверхностей и производится без присадки, применение которой, вообще говоря, не исключается. [c.264]
Сварные листы из пентапласта толщиной 5,5 4,0 и 2,5 ш были использованы для антикоррозионной защиты ванн хронирования, электрополирования и химического никелирования. При изготовлении защитных емкостей было опробовано формование угловых деталей. Формование проводили на установке, близкой по конструкции к установке для формования винипласта.

Из других высокопроизводительных способов сварки винипласта следует отметить сварку токами высокой частоты. Сущность этого способа заключается в нагреве свариваемых изделий в высокочастотном электрическом иоле и сдавливании деталей после их разогрева до перехода в пластическое состояние. [c.416]
Для сварки деталей из винипласта, имеющих форму тел вращения (детали, арматура — клапаны, седла), применяется фрикционный способ сварки (сварка трением). Преимуществом этого способа сварки является высокая прочность (до 100%) сварного соединения по сравнению со способом сварки с присадкой, где прочность сварного шва обычно снижается до 35—50% от прочности основного материала. [c.416]
Сварка — это процесс создания неразъемного соединения деталей путем местного нагрева их до расплавленного состояния с применением или без применения механического усилия. Сваркой соединяются все марки сталей, чугуна, меди, латуни, бронзы, алюминиевых сплавов и термопластические пластмассы (винипласт, капрон, полиэтилен, полистирол, плексиглас и др.). Соединение деталей сваркой занимает одно из ведущих мест в современной технологии. Сварка более экономична, чем клепка.
[c.121]
Сваркой соединяются все марки сталей, чугуна, меди, латуни, бронзы, алюминиевых сплавов и термопластические пластмассы (винипласт, капрон, полиэтилен, полистирол, плексиглас и др.). Соединение деталей сваркой занимает одно из ведущих мест в современной технологии. Сварка более экономична, чем клепка.
[c.121]
Сваркой соединяют мягкие стали обыкновенного качества, по ГОСТ 380—71, конструкционные стали, по ГОСТ 1050—60 , и низколегированные, по ГОСТ 5058—65 , чу-гуны U алюминий при определенных условиях, винипласт и полиэтилен. Рис. 1. Сварка плавлением а — газовая б — электродуговая ручная и автоматическая под флюсом.
Сварка винипласта и полиэтилена производится горячим воздухом с присадочным прутком. Разработаны методы сварки пластмасс нагревательным элементом, токами высокой частоты, ультразвуком. [c.24]
Пластмассовые трубы изготовляют из полиэтилена высокой и низкой (ГОСТ 18599—73) плотности и поливинилхлорида (винипласта) с условным проходным диаметром от 10 до 450 мм длиной 8, 10, 12 м, а при диаметре 15. .. 40 мм длиной от 30 до 120 м, с гладкими концами, на рабочее давление от 0,4 до 1,0 МПа. Полиэтиленовые трубы соединяют между собой сваркой (неразъемное соединение), накидной гайкой или на фланцах (разъемное соединение). Для монтажа трубопроводов применяют фасонные части из полиэтилена.
[c.279]
.. 40 мм длиной от 30 до 120 м, с гладкими концами, на рабочее давление от 0,4 до 1,0 МПа. Полиэтиленовые трубы соединяют между собой сваркой (неразъемное соединение), накидной гайкой или на фланцах (разъемное соединение). Для монтажа трубопроводов применяют фасонные части из полиэтилена.
[c.279]
Футеровка аппаратуры листовым винипластом включает в себя следующие операции раскрой листов винипласта, формование (гнутье) листов, крепление листов к металлической поверхности, сварку кромок винипласта, контроль качества покрытия. [c.98] Изготовление из винипласта химических аппаратов и их деталей. При этом основные технологические операции следующие разметка и раскрой механическая обработка, сварка, нагрев и формование заготовок, в том числе штамповка предварительная сборка изделий окончательная сборка изделий контроль качества.
 [c.167]
[c.167]Сварка винипласта. Ее можно осуществлять тремя методами с применением присадочного прутка, прессованием и экструзионным по параметрам, приведенным в табл. 43.
Для сварки прессованием листы винипласта разогревают газом или токами высокой частоты до температуры 150—200 °С, а затем свариваемые кромки сжимают под давлением 12— 15 МПа. Перед нагревом с кромок снимают фаски под углом 20°. [c.170]
Кроме фланцевых соединений (из винипласта или стали) соединение элементов может производиться встык, с дополнительной обваркой пластикатом места стыка сваркой встык с усилением приварной муфтой. Наиболее распространено разъемное соединение на приварных фланцах из винипласта. [c.171]
Винипласт и пластикат при нагревании выделяют газообразные токсичные вещества. Помещения, где ведутся работы с конструкционными полимерными материалами, следует оборудовать вентиляцией и освещением во взрывоопасном исполнении.
Наиболее распространенным способом соединения отдельных элементов из винипласта является прутковая сварка горячим воздухом. [c.213]
Другие фторопласты, которые способны перерабатываться экструзией и литьем под давлением, способны свариваться как тепловой сваркой, так и прутковой. Например, фторопласт-40 можно сварить прутком с помощью электрической горелки, применяемой при сварке винипласта и полиэтилена. В горелку подают инертный газ. Температура газа на выходе из сопла 350° С. [c.96]
Листы, плиты, трубы и стержни из винипласта могут подвергаться механиче ской обработке резанием, а также сварке и склеиванию.
Сварка винипласта обычно осуществляется при помощи сварочных прутков (ВТУ МХП 90-48, СТУ 30-12307-62) и соответствующего оборудования (сварочные пистолеты и т. п.). [c.102]
Сварка листового винипласта производится теми же способами, что и сварка изделий из винипласта. Для соединения тонких листов (до 3 мм) и пленок можно с успехом применять высокочастотную сварку (токи частотой 10—30 мгц). [c.122]
Пленки и листы из пластиката можно сваривать различными методами струей горячего воздуха, термоконтактным, термоимпульсным, а также высокочастотным методами на аппаратуре, применяемой для сварки винипласта. [c.124]
Перерабатывают винипласты выдавливанием, штамповкой, гибкой, обработкой резанием, сваркой, пайкой и склеиванием с деревом, металлом и бетоном. Физико-механические свойства винипластов в состоянии по-
[c. 157]
157]
В связи с широким применением в конструкциях машин пластических масс (полиэтилена, винипласта, полихлорвинила, полистирола, органического стекла и др.,) возникла необходимость сварки деталей из этих материалов. Используют преимущественно тепловые виды сварки и сварку нагревом т. в. ч. [c.274]
Производительность сварки возрастет, если прутки предварительно нагреть в специальном патроне. В этом случае можно использовать прутки большего сечения. Так, при подогреве прутка сварка листов винипласта толщиной А мм с V-образной разделкой осуш,ествляется в 13 раз быстрее, чем без нее. При этом повышается качество шва и исключаются подрезы и другие дефекты.
Некоторые пластические массы (полиамиды) чувствительны к кислороду. Последний снижает прочность и пластичность сварных швов. Поэтому сварку в некоторых случаях выполняют инертным газом или азотом.
 Полиэтилен также рекомендуется нагревать азотом или углекислым газом. Однако он хорошо сваривается и при использовании горелок с прямым газовым нагревом. Нагретыми газами чаще всего сваривают винипласт, полистирол и некоторые другие пластмассы.
[c.188]
Полиэтилен также рекомендуется нагревать азотом или углекислым газом. Однако он хорошо сваривается и при использовании горелок с прямым газовым нагревом. Нагретыми газами чаще всего сваривают винипласт, полистирол и некоторые другие пластмассы.
[c.188]Сварка винипласта. Наиболее широко сварка нагретым воздухом используется при изготовлении сварных конструкций из винипласта. Прочность сварных соединений в значительной мере зависит от технологического режима сварки (температуры и количества подаваемого воздуха, диаметра сопла горелки и сварочного прутка, толщины свариваемого материала, и т. д.). [c.188]
Винипласт не имеет определенной точки плавления. При температуре выше 80° он размягчается, при 180° начинает течь, в интервале 200—220° переходит в вязкотекучее состояние, а если приложить при этом давление — сваривается. Температура сварки лежит вблизи критической точки, при которой материал начинает разлагаться. [c.188]
Взаимоиндукция 2 — 333 Вибраторы 3 — 384—386 Вибрации — см. Колебания Вибрационная звукопередача 2 — 263 Виброграммы 3 — 378 Виброизоляция 3 — 352 Виброметры — Схема 3 — 381 Вильо метод для определения перемещений ферменных конструкций 3—155 Винипласт — Сварка 5 — 604 Винипроз 6 — 350 Винтовое движение 1 — 377 Винтовые зубчатые передачи 4—414 Винтовые колеса 1 — 496 Винтовые линии 1 — 286, 289 Винтовые окуляр-микрометры 2 — 245 Винтовые поверхности 1 — 298, 299 Винтовые соединения 5 — 754 755 Винты 1 —286, 287 4 — 554
Колебания Вибрационная звукопередача 2 — 263 Виброграммы 3 — 378 Виброизоляция 3 — 352 Виброметры — Схема 3 — 381 Вильо метод для определения перемещений ферменных конструкций 3—155 Винипласт — Сварка 5 — 604 Винипроз 6 — 350 Винтовое движение 1 — 377 Винтовые зубчатые передачи 4—414 Винтовые колеса 1 — 496 Винтовые линии 1 — 286, 289 Винтовые окуляр-микрометры 2 — 245 Винтовые поверхности 1 — 298, 299 Винтовые соединения 5 — 754 755 Винты 1 —286, 287 4 — 554
Шов встык нашел широкое применение для сварки випи-нластовой аппаратуры, к которой предъявляются высокие эксплуатационные требования («герметичность и др.). При всех достоинствах прутковой сварки изделий из винипласта производительность этого способа сварки недостаточно эффективна. Разработанный беспрутковый метод сварки винипласта увеличивает производительность в несколько раз. [c.414]
Листы из полиэтилена можно сваривать неиоередствепн]чм соединением нагретых листов, без применения присадочного материала, а также но еиособу, аналогичному сварке винипласта с применением сварочных прутков. Полиэтилен можно сваривать также и другими сиоеобами при помощи трения, ультразвука, токами высокой частоты и др.
[c.421]
Полиэтилен можно сваривать также и другими сиоеобами при помощи трения, ультразвука, токами высокой частоты и др.
[c.421]
Полпнзобутилены можно сваривать. Сварку производят обычной горелкой, употребляемой при сварке винипласта, полиэтилена и других термопластов. [c.435]
Дуговая сварка в aanui riioM газе. Соединения сварные Дуговая сварка. Соединения сварные Дуговая сварка алюмнння и алюминиевых сплавов а инертных газах. Соединения сварные Электрошлаковая сварка. Соедине[И1я сварные Контактная сварка. Соединения сварные Соединения сварные из полиэтилена, нолинропилеиа и винипласта [c.161]
Рис. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в — двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм.
|
Винипласт применяется в виде листового материала, трубок, цилиндров и т. д. Он хорошо подвержен механической обработке. При нагревании 140—150 С из поливинилхлорида начинается заметное выделение НС1. В силу большой химостойкости сополимер хлорвинила с метилакрилатом применяется для изготовления аккумуляторных баков. При изготовлении из винипласта всевозможных изделий (баков, ящ,иков и пр.) может быть использован особый способ сварки струей го)зячего воздуха, который вообш,е применим для многих термопластов. [c.124]
Процесс создания мерника включал изготовление из винипласта плакирующей оболочки корпуса й штуцеров, приклейку стекло-мата, изготовление контактным методом усиливаюида оболочек из стеклопластика, прессрвание из этого материала фланцев, приклейку их к штуцерам и монтаж готовых штуцеров в корпус путем сварки винипласта и усиления мест заделки наформовкой слоя стеклопластика. [c.51]
[c.51]
Механическая резка должна происходить при температуре не выше 60 °С, поэтому винипласт и инструмент следует охладить водой или сжатым воздухом. Прямолинейную резку винипласта осуществляют на дисковой пиле, криволинейную — на ленточной. Для снятия фасок под сварку используют электрорубанок с углом заточки не менее 50° выступ режущей кромки должен быть 0,8—1 мм. Угол снятия фаски при толщине листа до 5 мм принимают в пределах 27—30 °С, более 5 мм — [c.169]
Неограниченность сырья для получения винипластов, простота его переработки, высокая химическая и достаточная температурная стойкость, возможность изготовления деталей теми же методами формо- и размерообра-зования, что и применяемые для проката (штамповкой, прессованием и сваркой), при сравнительно высоких прочностных характеристиках делают возможным применение винипластов в широких масштабах вместо проката.
 [c.326]
[c.326]Сварочный пруток диаметром 3 мм получают экструзией фто-ропласта-40Ш. Скорость сварки меньше, чем для винипласта. [c.96]
В качестве теплоносителя применяется сжатый воздух, температура которого по выходе из сопла пистолета должна достигать 260—270° С при скорости подачи 25—30 м/сск. Сваривать детали из винипласта можно также и без сварочных прутков (так называемая беспрутковая сварка) . Прочность сварных швов на разрыв должна составлять от 0,65 (шов внахлестку) до 0,80 (шов встык) от прочности материала. [c.102]
Пластмассы меньшей пластичности (винипласты, фторопласты) сваривают с применением присадочного прутка, полученного из того же материала, что и свариваемые детали, но с добавкой пластификатора Соединяемые кромки разделывают для образования свароч1юй ванны. Сварку цроизво-дят струей горячего воздуха. Прочность сварного шва составляет 70-80% прочности самого материала. [c.237]
Сварка изделий из винипласта | Сварим винипластовые детали,ящики, контейнеры под заказ
 org/BreadcrumbList»>
org/BreadcrumbList»>Наша компания многие годы выполняет различные по уровню сложности проекты по сварке винипласта. Мы бережно относимся к требования клиента и изготавливаем продукцию, строго следуя договоренностям. Существует возможность проверки образца перед запуском производства. Работает доставка во все регионы страны.
ПРИМЕРЫ РЕАЛИЗОВАННЫХ ПРОЕКТОВ
Форма быстрого заказа
ПЛЮСЫ НАШЕГО ИЗГОТОВЛЕНИЯ
КонсультацияМенеджеры компании помогут выбрать идеальный для ваших целей и потребностей полимерный материал |
Производственные мощностиБолее 2 000 м² рабочего пространства, оснащенного различными станками с ЧПУ: 7 методов производства. |
||
Работаем строго по ТЗСледуем ТЗ клиента. Производим изделия по его требованиям и пожеланиям. Согласовываем все решения. |
Можем сделать доработкуДоработаем любое изделие по ТЗ и чертежам клиента. Произведем любую модификацию по его требованиям. |
||
Точное копирование образцаПроизведем изделие строго по образцу клиента. Самостоятельно разработаем чертеж и подберем материалы. |
Тестовый образец изделияПроизводим тестовый образец, корректируем после комментариев клиента. Исключаем брак. |


КЛИЕНТЫ И ПАРТНЕРЫ
Наши постоянные клиенты на протяжении многих лет доверяют нам реализацию своих проектов. Мы дорожим нашими партнерскими отношениями, стараемся не сбавлять обороты и каждый раз создаем продукцию высшего качества.
ПРЕИМУЩЕСТВА ВИНИПЛАСТА
К винипластам относится большое количество полимерных материалов, отличающихся малым весом, небольшой ценой и устойчивостью к высоким температурам до 65 °С. Горячий воздух и прямые солнечные лучи им не помеха, они защищены специальными материалами, которые добавляют в состав полимера.
Существует множество способов обработки деталей из винипласта, одним из самых распространенных является ультразвуковая сварка. Благодаря этому методу можно получить любое по дизайну и размеру изделие.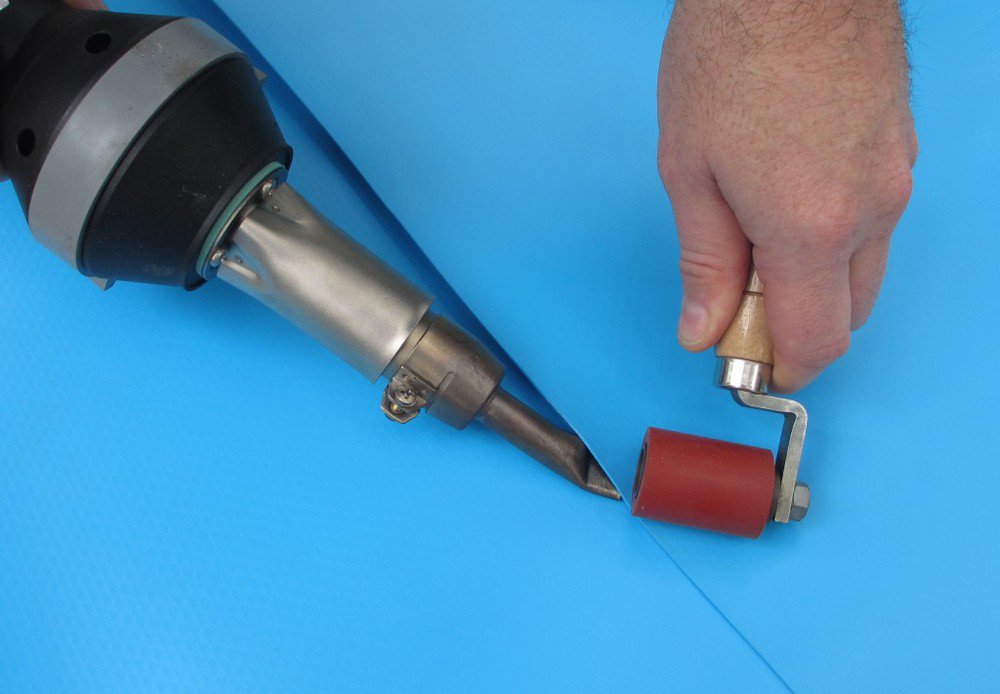 Две части изделия нагреваются и соединяются по определенной схеме, чтобы получить цельное изделие. Шов на месте стыка получается аккуратным и эстетически приятным. Каких-то ГОСТов по скорости выполнения сварки не существует, однако аппарат соединяет листы пластмасс и других полимеров менее чем за 3 секунды.
Две части изделия нагреваются и соединяются по определенной схеме, чтобы получить цельное изделие. Шов на месте стыка получается аккуратным и эстетически приятным. Каких-то ГОСТов по скорости выполнения сварки не существует, однако аппарат соединяет листы пластмасс и других полимеров менее чем за 3 секунды.
ПРОИЗВОДИМ ИЗДЕЛИЯ ВЫСОКОГО КАЧЕСТВА
Заказать сварку винипласта в Санкт-Петербурге можно, обратившись к нашим менеджерам. Они проведут с вами беседу, в ходе которой дадут всю необходимую информацию о том, какие изделия мы изготавливаем, из каких материалов, расскажут о присадочных или прутковых методах обработки, расскажут, как создать трубу из полимеров в зависимости от вашей задачи. Сварочные аппараты, которые стоят на нашем производстве, создают изделия высшего качества, способные прослужить долгий срок.
Сварка пластмасс нагретыми газами
Некоторые пластмассы (полиамиды) чувствительны к кислороду. Последний снижает прочность и пластичность сварных швов, поэтому сварку в этом случае выполняют инертным газом. Полиэтилен также рекомендуется нагревать азотом или углекислым газом. Однако он хорошо сваривается и при использовании горелок с газовым пламенем. Нагретыми газами чаще всего сваривают винипласт, полистирол и некоторые другие пластмассы.
Полиэтилен также рекомендуется нагревать азотом или углекислым газом. Однако он хорошо сваривается и при использовании горелок с газовым пламенем. Нагретыми газами чаще всего сваривают винипласт, полистирол и некоторые другие пластмассы.
Наиболее широко сварку нагретым воздухом используют при изготовлении сварных конструкций из винипласта. Прочность сварных соединений в значительной мере зависит от технологического режима сварки (температуры и количества подаваемого воздуха, диаметра сопла горелки и сварочного прутка, толщины свариваемого материала и т. д.).
Винипласт не имеет определенной точки плавления. При температуре выше 80° С (353 К) он размягчается, при 180° С (453 К) начинает течь, в интервале 200— 220° С (473—493 К) переходит в вязкотекучее состояние, а если приложить при этом давление — сваривается.
Влияние температуры воздуха на скорость сварки и прочность сварного соединения винипласта
Температура воздуха °С (К) | Скорость сварки однорядного шва. | Предел прочности при разрыве Х-образного шва, кгс/см2(MH/м2) | Прочность соединения по основному материалу, % | Примечание |
210 (483) | 4,8 | 140 (13,72) | 25 | Сварка горелкой косвенного нагрева |
230 (503) | 8,4 | 340 (33,34) | 25 | Давление воздуха 0,6 ат |
250 (523) | 11,4 | 325 (31,88) | 58 | Диаметр сопла 2,5 мм |
270 (543) | 13,8 | 350 (34,32) | 63 | Диаметр прутка 2,5 мм |
300 (573) | 15,0 | 170 (16,67) | 30 |
|
320 (593) | Материал разлагается |
|
| |
 м/ч
м/чТемпература сварки лежит вблизи критической точки, при которой материал начинает разлагаться.
Чтобы, оптимальная температура горячего воздуха в месте сварки составляла 200—220° С (473—493 К), воздух в горелке следует нагревать до 230—270° С (503— 543 К).
В табл. 26 приведены данные о влиянии температуры нагреваемого воздуха на скорость сварки и прочность шва. С повышением температуры воздуха скорость сварки увеличивается, а сварной шов становится более прочным. Если температура воздуха при сварке превышает 270°-С (543 К), материал будет разлагаться; при температуре ниже 230° С (503 К) не обеспечивается достаточная прочность соединения.
Сменный наконечник выбирают в зависимости от толщины листов, диаметра прутка и формы разделки кромок. Наконечники с диаметром отверстия 1,5—2 мм применяют для сварки листов незначительной толщины (3—5) мм, с диаметром 3,5—4 мм — для сварки листов толщиной 16—20. мм. Диаметр отверстия наконечника горелки должен быть равен диаметру сварочного прутка. Если диаметр отверстия не соответствует диаметру прутка, равномерно прогреть пруток становится довольно трудно, а значит и прочность шва будет снижена.
Скорость разогрева сварочного прутка и кромок листа воздухом зависит от профиля шва. Например, дляV- и Х-образных швов тепловые потери при сварке меньше, чем при угловых и внахлестку. Поэтому при одинаковой толщине листа следует применять соответственно наконечники меньших или больших диаметров.
Прежде чем включить сварочную горелку, пускают газ-теплоноситель, количество которого регулируют кранами общей сети и на горелке. Затем его поджигают (если применяется газовая горелка) или включают электрический ток (в случае электрической горелки). Такая последовательность обязательна, иначе можно прожечь медный змеевик у газовой горелки или расплавить нагревательную спираль у электрической.
Температуру воздуха можно контролировать следующим образом. Наконечник горелки установить на расстоянии 5 мм от шарика ртутного термометра. Если через 10— 15 с термометр покажет необходимую температуру, приступить к сварке. Если температура сварки назначена правильно, то через 2—3 с после приближения горелки на винипласте появится матовое пятно.
Качество шва зависит от скорости укладки сварочного прутка, угла наклона его при подаче в шов, величины усилия при вдавливании размягченного прутка, расстояния от наконечника до свариваемой поверхности, положения и направления горелки при сварке. Чтобы материал не перегревался, стремятся размягчить только кромки и пруток, для чего к последнему прикладывают некоторое давление, создаваемое рукой.
Средняя скорость укладки сварочного прутка диаметром 3 мм при электрической горелке должна составлять 12—15 м/ч. При меньшей скорости время нагрева увеличивается, вследствие чего пруток и свариваемый материал могут перегреться. При скорости укладки более 15 м/ч сварочный пруток и материал не успевают нагреться До температуры сварки. И в том и другом случаях снижается прочность соединения.
Сварочный пруток должен подаваться под углом 90° к поверхности сварного шва. Если угол превышает 90°, часть усилий тратится на вытягивание прутка в пластичном состоянии, вследствие чего при дальнейшем охлаждении возникают усадочные напряжения, которые разрывают пруток. При наклоне, меньше 90°, пруток разогревается быстрее, чем основной материал (и на более длинном участке), в результате чего он не приваривается к свариваемым деталям.
При наклоне, меньше 90°, пруток разогревается быстрее, чем основной материал (и на более длинном участке), в результате чего он не приваривается к свариваемым деталям.
Кроме того, часть усилия при вдавливании прутка расходуется на сжимание в продольном направлении, обратном его движению, вследствие чего образуются «волны». Прочность соединения при неправильной подаче прутка в шов резко снижается, и пруток легко отделяется от поверхности сварочного шва.
Угол наклона наконечника горелки к поверхности сварного шва выбирают в зависимости от толщины материала. Для листов толщиной менее 5 мм угол наклона а. рекомендуется 20—25°, при 10—20 мм — 30—45°. Расстояние между наконечником и поверхностью шва следует поддерживать постоянным (5—8 мм). Хорошее соединение прутка с основным материалом в начале шва будет обеспечено, если пруток нагреть и приварить так, чтобы конец его выступал за срез изделия на 3—5 мм.
Покачиванием горелки можно быстро изменить направление струи воздуха и добиться тем самым равномерного нагрева сварочного прутка и основного материала. Пруток укладывают в продольном направлении между приваренными прутками. В ответственных соединениях корень шва подваривают, чем значительно улучшают качество сварки.
Пруток укладывают в продольном направлении между приваренными прутками. В ответственных соединениях корень шва подваривают, чем значительно улучшают качество сварки.
После сварки шов должен медленно охлаждаться. Искусственное охлаждение, особенно при сварке листов толщиной более 10 мм, может привести к растрескиванию. После охлаждения и зачистки швы подвергают контролю.
Прочность сварных швов при различных видах нагрузки по отношению к прочности основного материала (в %) составляет: встык при срезе 65, при растяжении 75, при сжатии 85, при изгибе 65; валикового при растяжении 65; удельная ударная вязкость материала сварного соединения 10.
При прутковой сварке винипласта отмечается низкая ударная вязкость шва, а также снижение ударной вязкости основного материала на границе сварного шва. Винипласт чувствителен к концентраторам напряжений, поэтому даже при наварке прутка на трубу ударная вязкость материала уменьшается в месте приварки почти в 10 раз.
Существенный недостаток сварки в струе горячего воздуха — низкая производительность. Средняя скорость укладки одного сварочного прутка при работе с газовой горелкой составляет 15—20 м/ч, а электрической — 12— 15 м/ч. Чтобы сварить 1 м винипластовых листов толщиной 18—20 мм с V-образной разделкой, необходимо уложить 30—35 прутков диаметром 3 мм. Следовательно, продолжительность сварки 1 м шва составляет около 2 ч.
Чтобы увеличить скорость сварки, часто повышают температуру газа до 300° С (573 К). Однако при этом необходимо строго сохранять заданные параметры режима сварки, иначе произойдет разложение материала. Время для подогрева присадочного материала может быть сокращено, если применить описанный ранее дополнительный подогрев в специальном патроне.
Органическое стекло сваривают струей воздуха, нагретого до 200—220° С (473—493 К). Время нагрева более продолжительное, чем у винипласта, поэтому скорость сварки почти в 2 раза ниже. Присадочным материалом служат нарезанные из листа прутки с поперечным сечением 7—12 мм2. Более успешно органическое стекло сваривают с применением винипластовых прутков, которые хорошо сцепляются с его поверхностью. Свариваемые поверхности рекомендуется предварительно обезжирить (ацетоном или дихлорэтаном).
Более успешно органическое стекло сваривают с применением винипластовых прутков, которые хорошо сцепляются с его поверхностью. Свариваемые поверхности рекомендуется предварительно обезжирить (ацетоном или дихлорэтаном).
Прочность при разрыве сварных соединений органического стекла составляет в среднем 30—45% по отношению к прочности основного материала.
Полиамиды следует сваривать в азоте, температура нагрева которого на 30—50° С (303—323 К) превышает температуру плавления основного материала. Полиэтилен сваривают азотом, нагретым до температуры 200—220° С (473—493 К).
Винипласт
Винипласт — пластическая масса на основе поливинилхлорида, не содержащая пластификатора. Кроме поливинилхлорида в состав винипласта входят стабилизаторы (предотвращающие разрушение материала при переработке и эксплуатации) и смазывающие вещества (облегчающие переработку). Иногда в состав винипласта вводят красители (для дальнейшего получения цветных изделий), наполнители (для снижения стоимости, изменения физико-механический свойств) и модификаторы (для улучшения некоторых физических свойств).
Иногда в состав винипласта вводят красители (для дальнейшего получения цветных изделий), наполнители (для снижения стоимости, изменения физико-механический свойств) и модификаторы (для улучшения некоторых физических свойств).
Винипласт — термопластичный непрозрачный материал; не горит и не имеет запаха; хорошо поддаётся различным видам механической обработки на обычных станках.
Винипласт поставляется в листах размером 650х1500 мм (производство РФ), 1300х2000 мм (производство Китай). Толщина листов от 2 мм до 30 мм. Цена за винипласт листовой от 185 руб/кг с НДС.
Также в продаже есть прутки сварочные винипластовые диаметром 3 мм, 4 мм — длиной 1 метр. Цена 320руб/кг с НДС.
Винипласт легко сваривается (230-250°С) с помощью сварочного прутка и хорошо склеивается разнообразными видами клеёв, приготовленных на основе поливинилхлорида и перхлорвиниловой смолы; сварные и клеевые соединения, прочность которых составляет 80-90% от прочности материала, хорошо поддаются механической обработке. Винипласт можно также приклеивать к металлически, бетонным и деревянным поверхностям. Винипласт — хороший диэлектрик в пределах 20-80°С; при нагревании выше 80°С наступает резкое падение диэлектрических свойств. Длительно допустимая рабочая температура от -30°С до + 60°С, без механической нагрузки максимально допустимый нижний предел -50°С.
Винипласт можно также приклеивать к металлически, бетонным и деревянным поверхностям. Винипласт — хороший диэлектрик в пределах 20-80°С; при нагревании выше 80°С наступает резкое падение диэлектрических свойств. Длительно допустимая рабочая температура от -30°С до + 60°С, без механической нагрузки максимально допустимый нижний предел -50°С.
Винипласт не растворим в метиловом, этиловом спирте, высших алкоголе, глицерине и многочисленных алифатических алкоголе, алифатических углеводородах, смазочных и растительных маслах.Винипласт листовой химически стоек к воздействию:
- серной кислоты: купоросное масло до 20°С, 40% концентрации до 60°С;
- азотной кислоты до 50% при 50°С;
- смеси кислот азотной и серной;-нитрозы; -отходящих газов (хлороводород и хлор в смеси с воздухом и водяными парами)
- уксусной кислоты; 100%; — муравьиной кислоты до 50%;
- фосфорной кислоты, разведенной и концентрированной;
- сернистой кислоты; — щелочи до 50%;
- аммиака; — хлорной извести;
- перекиси водорода 10 %; — раствора пермонганата концентрированного;
- раствора солей всех видов;
- озона; — кислых сточных вод;
- плавиковой кислоты до 40% при 20°С;
- формальдегида;
- сероводородной воды;
- сероуглерода.

Купить винипласт в Новосибирске — просто! Промресурс — это большой Выбор изделий из винипласта в наличии и под заказ! Так же у Нас можно купить винипласт с доставкой по России — до ТК Ваш заказ Мы доставим совершенно бесплатно! Если Вы хотите купить винипласт листовой или пруток сварочный — позвоните нам по телефону (383) 310-03-65, 8-913-907-5069 или оставьте заявку и мы с удовольствием Вам поможем!
Наши цены на винипласт в Новосибирске Вас приятно удивят!
Пистолет для сварки пластика (труб, листов, емкостей, конструкций)
Leister производит ручные сварочные аппараты высокой мощности, с различными системами управления, встроенной и отдельной подачей воздуха.
Сегодня полимерные материалы активно используются в промышленности и в быту. Благодаря существенно лучшим характеристикам, они постепенно вытесняют традиционные сталь, бетон и дерево.
ПЭНД, ПЭВД, ПП (полипропилен), ПЭ (полиэтилен), непластифицированный ПВХ, ПА, ПВДФ получили широкое распространение в машиностроении и строительстве, в производстве емкостей, резервуаров, бассейнов, труб, листов, гальванических ванн, септиков, воздуховодов, сложных объемных конструкций, а также при изготовлении и ремонте пластиковых автомобильных деталей.
Швейцарская компания LEISTER (Ляйстер) – лидер в области разработки и производства аппаратов для сварки термопластов. Компания производит автоматические и ручные сварочные аппараты горячего воздуха, сварочные экструдеры, стационарные машины, необходимые аксессуары, насадки, вентиляторы и многое другое.
Благодаря уникальным техническим характеристикам, надежности и эргономичности, сварочное оборудование LEISTER применяется во всем мире. Сварочные машины и экструдеры LEISTER позволяют получить качественные швы, отвечающие всем техническим требованиям и международным стандартам.
 youtube.com/embed/3NUSts7m7Ck» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3NUSts7m7Ck» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Винипласт — Изовольт
Винипласт листовой ГОСТ 9639-71, ТУ 2246-410-05761784-2004
Винипласт листовой — жесткий термопластичный материал, получаемый прессованием поливинилхлоридных пленок или методом экструзии поливинилхлоридной композиции. Винипласт применяют в качестве антикоррозионного материала для работы в интервале температур от 0 до +60°С. В зависимости от методов изготовления и назначения материала, винипласт выпускается двух марок: ВНЭ – винипласт листовой, изготовленный методом экструзии и ВН — изготовленный методом прессования.
Продажа Винипласта осуществляется со склада в Санкт-Петербурге. Организована доставка во все регионы России.
Область применения винипласта.
В химической промышленности винипласт используется для изготовления трубопроводов, ванн, емкостей, футеровки аппаратов, в строительстве — как отделочный материал, для изготовления конструкционных и облицовочных элементов, в автомобильной промышленности для упаковки технических продуктов (бензин, скипидар, машинное масло). Винипласт не токсичен, что делает возможным его использование в медицине и пищевой промышленности, в качестве упаковочного материала. Так же винипласт широко используется в системах водоснабжения, мелиорации, канализации.
Винипласт не токсичен, что делает возможным его использование в медицине и пищевой промышленности, в качестве упаковочного материала. Так же винипласт широко используется в системах водоснабжения, мелиорации, канализации.
Производство винипласта.
Винипласт – листовой термопластичный материал. Производится он методом экструзии или прессования из непластифицированной поливинилхлоридной композиции с использованием вспомогательных веществ. Выпускают винипласт в виде гранул, пленок, лент, труб, листов, прутков. На сегодняшний день мы предлагаем винипласт производства Владимирского химического завода ОАО «ВХЗ» толщиной от 2 до 10 мм, марки ВНЭ и винипласт 15, 20 мм производства Китай марки ВН.
Винипласт — технические характеристики.
Листы винипласта выпускают толщиной от 2 до 20 мм, длиной от 1300 до 1500 мм, шириной от 500 до 650 мм. Допускаемые отклонения винипласта ВН, по толщине (±0,1+0,05 S) мм, где S — толщина листа; по длине и ширине ±5 мм. Отклонения допускаемые при производстве экструзионного винипласта составляют ±20%. Листы имеют натуральный цвет, или окрашены красителем. Поверхность листов не должна иметь пузырей, трещин, вздутий. По краям листа допускаются сколы до 5 мм. Винипласт нерастворим в этиловом, метиловом и высших алифатических спиртах, углеводородах, глицерине, смазочных маслах. При температуре от 170°C и выше винипласт начинает выделять вредный для человеческого организма хлористый водород, но в небольших концентрациях. Нижний допустимый порог температуры составляет -50°C, при условии, что винипласт не будет подвергаться ударам, вибрациям и прочим механическим воздействиям. Винипласт относится к числу трудновоспламеняемых материалов: в пламени материал горит, а при выносе из огня быстро потухает. Не взрывоопасен.
Отклонения допускаемые при производстве экструзионного винипласта составляют ±20%. Листы имеют натуральный цвет, или окрашены красителем. Поверхность листов не должна иметь пузырей, трещин, вздутий. По краям листа допускаются сколы до 5 мм. Винипласт нерастворим в этиловом, метиловом и высших алифатических спиртах, углеводородах, глицерине, смазочных маслах. При температуре от 170°C и выше винипласт начинает выделять вредный для человеческого организма хлористый водород, но в небольших концентрациях. Нижний допустимый порог температуры составляет -50°C, при условии, что винипласт не будет подвергаться ударам, вибрациям и прочим механическим воздействиям. Винипласт относится к числу трудновоспламеняемых материалов: в пламени материал горит, а при выносе из огня быстро потухает. Не взрывоопасен.
Свойства винипласта листового.
Винипласт — жесткий материал. Он имеет более высокую прочность к статическим нагрузкам по сравнению с полиэтиленом, большую твердость, и незначительную ползучесть. Винипласт химически стоек, хорошо склеивается, сваривается, но формуется труднее, чем полиэтилен. Винипласт нерастворим в этиловом, метиловом и высших алифатических спиртах, углеводородах, глицерине, смазочных маслах.
Винипласт химически стоек, хорошо склеивается, сваривается, но формуется труднее, чем полиэтилен. Винипласт нерастворим в этиловом, метиловом и высших алифатических спиртах, углеводородах, глицерине, смазочных маслах.
| Показатели | Марка | |
| ВН | ВНЭ | |
| Предел прочности при растяжении, ка/см² | 550 | 450 |
| Предел прочности при статическом изгибе, кг/см², не менее | 1000 | 900 |
| Удельная ударная вязкость, кг см/см², не менее | 80 | |
| Теплостойкость по Вика, °С, не менее | 75 | 75 |
Механическая обработка и сварка винипласта.
При обработке, изготовлении деталей из винипласта используют фрезы и пилы для обработки металлов. Для лучшего отвода тепла при обработке винипласта рекомендуется его охлаждение. Сварка винипласта происходит при помощи экструдируемой присадки (сварочный винипластовый пруток).
Упаковка и хранение винипласта.
Винипласт поставляется в деревянных ящиках, обрешетках или контейнерах. Хранение — в крытом помещении при температуре не выше 40° С, на расстоянии не менее 1 м от нагревательных приборов. При транспортировке или хранении при температуре ниже 0°С винипласт нельзя бросать или подвергать ударам.
Купить листовой винипласт различных марок, винипластовый пруток оптом и в розницу Вы можете обратившись в нашу организацию. Доставка винипласта осуществляется во все регионы России. Цена на винипласт находится в разделе прайс лист.
Только зарегистрированные клиенты, купившие этот товар, могут публиковать отзывы.
Свяжитесь с нами | Сварочные аппараты
Лаура Тетер
Продажи на Западном побережье
Джейсон Дэмис
Продажи на Восточном побережье
Тим Хапп
Индивидуальные и автоматизированные продажи
U.
 Южная Австралия и Канада
Южная Австралия и КанадаАдам Филлипс
Международные индивидуальные и автоматизированные продажи
Джо Макнил
Международные продажи и продажа упаковки
Рикардо Галлигани
Международные продажи и продажа упаковки
Роб ван Дейкен
Менеджер по сбыту в Европе
Джордан Придди
Координатор отдела продаж и поддержки дистрибьюторов
Брайан Генри
Вице-президент по международным продажам
Джефф Спонселлер
Вице-президент по продажам и маркетингу
Сварочные аппараты для виниловых баннеров | Сварочные аппараты для ПВХ баннеров
Когда дело доходит до вывесок, баннеров и цифровых машин для отделки текстиля, на выбор есть сварка горячим воздухом, горячая клинья, радиочастотная, импульсная сварка и решения для автоматического шитья. Miller Weldmaster производит все эти отделочные машины и здесь, чтобы помочь вам выбрать лучшую технологию, которая повысит качество вашей продукции и отделки.
Miller Weldmaster производит все эти отделочные машины и здесь, чтобы помочь вам выбрать лучшую технологию, которая повысит качество вашей продукции и отделки.
Miller Weldmaster продала сотни сварочных аппаратов клиентам по всему миру, занимающимся отделкой рекламных щитов, вывесок, баннеров и силиконовой графики.
«Я только что купил Miller Weldmaster T-300, и он мне очень нравится. До того, как у нас появился сварщик, мы шили, производительность просто невероятная.»
-Super Sign Mart
Зачем сваривать баннеры, вывески и рекламные щиты?
Сварка баннеров — самый эффективный способ создания чистых вывесок, баннеров и рекламных щитов. Машины для сварки баннеров Miller Weldmaster быстрые и простые в использовании, а их возможности универсальны.
- Повышенная производительность — Сварка баннеров намного быстрее, чем их шитье или приклеивание лентой
- Более прочные швы — Дополнительная безопасность при развешивании вывесок, поскольку сварной шов прочнее самой ткани
- Снижение затрат на расходные материалы — Создайте почти идеальную отделку, не требующую ленты, клея или клея
- Простота использования — Ваш персонал будет полностью обучен в течение одного дня всем функциям вашего сварочного аппарата
Хотите заняться сублимацией красителя?
Наши машины разработаны, чтобы всегда быть в курсе последних тенденций в индустрии вывесок и баннеров, поэтому теперь у нас есть машины, предназначенные для создания графики на силиконовых кромках, и машины, которые могут как сшивать, так и сваривать пластик, чтобы ваша работа продолжалась. быстро.
быстро.
Наличие автоматизированного решения для отделки вывесок — отличный способ снизить затраты, если вы занимаетесь крупным производителем вывесок и баннеров. Сварщики баннеров сделают все за вас, чтобы не тратить лишних усилий на то, чтобы вручную подшить или зашить баннеры и вывески, чтобы ваше производство было более эффективным.
Какие типы машин у вас есть для индустрии вывесок?
Мы предлагаем множество моделей для индустрии вывесок:
- 112EX,
- RFlex,
- RFlex Travel,
- T3 Extreme,
- T300 Extreme Edge,
- T300 Extreme Flex,
- Digitran,
- Двойной подрубчик — DH7600,
- Ecco Sheet System и
- T2 Extreme.
Каждая машина имеет свои индивидуальные преимущества, и мы уверены, что сможем удовлетворить ваши потребности в вывеске, по крайней мере, с одной из наших моделей. Наш 112EX отлично подходит для сварки, резки и заливки длинных прямых швов. RFlex — это наш самый универсальный радиочастотный аппарат, а RFlex Travel также предлагает автоматизированный вариант радиочастотной сварки. Наш T3 Extreme идеально подходит для бизнеса любого размера. T300 Extreme — один из наших лидеров продаж, T300 Extreme Edge — самый быстрый сварочный аппарат для отделки баннеров и вывесок, а наш T300 Extreme Flex — наш самый универсальный сварочный аппарат.Наш Digitran позволяет вам автоматизировать шитье и потребности SEG. Наш Double Hemmer — это один из наших автоматов, который может одновременно сваривать и обрабатывать две кромки. Наша система Ecco Sheet — еще одна из наших автоматизированных систем, которая отлично подходит для обработки рекламных щитов или бюллетеней. И последнее, но не менее важное: у нас есть наш T2 Extreme — надежный закаточный станок для баннеров и вывесок. T2 часто отлично подходит для наших клиентов, которые только начинают работать в индустрии вывесок или являются одними из наших небольших заказчиков вывесок.
RFlex — это наш самый универсальный радиочастотный аппарат, а RFlex Travel также предлагает автоматизированный вариант радиочастотной сварки. Наш T3 Extreme идеально подходит для бизнеса любого размера. T300 Extreme — один из наших лидеров продаж, T300 Extreme Edge — самый быстрый сварочный аппарат для отделки баннеров и вывесок, а наш T300 Extreme Flex — наш самый универсальный сварочный аппарат.Наш Digitran позволяет вам автоматизировать шитье и потребности SEG. Наш Double Hemmer — это один из наших автоматов, который может одновременно сваривать и обрабатывать две кромки. Наша система Ecco Sheet — еще одна из наших автоматизированных систем, которая отлично подходит для обработки рекламных щитов или бюллетеней. И последнее, но не менее важное: у нас есть наш T2 Extreme — надежный закаточный станок для баннеров и вывесок. T2 часто отлично подходит для наших клиентов, которые только начинают работать в индустрии вывесок или являются одними из наших небольших заказчиков вывесок.
Предлагает ли Miller Weldmaster возможность пошива для систем SEG Frame?
Да, Digitran — это быстрое и простое решение для автоматического создания графических изображений на силиконовой кромке. Он оснащен автоматическим конвейером, направляющей SEG для подачи силикона и автоматическим резаком, который знает, где и когда разрезать SEG, чтобы он идеально соответствовал вашей графике.
Он оснащен автоматическим конвейером, направляющей SEG для подачи силикона и автоматическим резаком, который знает, где и когда разрезать SEG, чтобы он идеально соответствовал вашей графике.
Какой аппарат для сварки ткани сделает рекламный щит?
Наша система Ecco Sheet System — отличное автоматизированное решение для рекламных щитов или отделки досок объявлений.При использовании баннерной сварочной машины нужно ли использовать какой-либо другой клей или ленту? Нет! При подшивке баннера одним из наших сварщиков расходные материалы не используются. Фактически вы привариваете материал к самому себе, что создает более прочную связь. Наши машины используют сочетание тепла, скорости и давления, чтобы два куска материала стали одним целым.
Как быстро можно сварить баннер?
Обычно вы можете сварить все четыре стороны баннера 4×8 менее чем за минуту, используя T300 Extreme Edge или T3 Extreme.
Какой самый большой размер баннера можно закончить с помощью одного из своих сварочных аппаратов для ткани?
Размер баннера значения не имеет.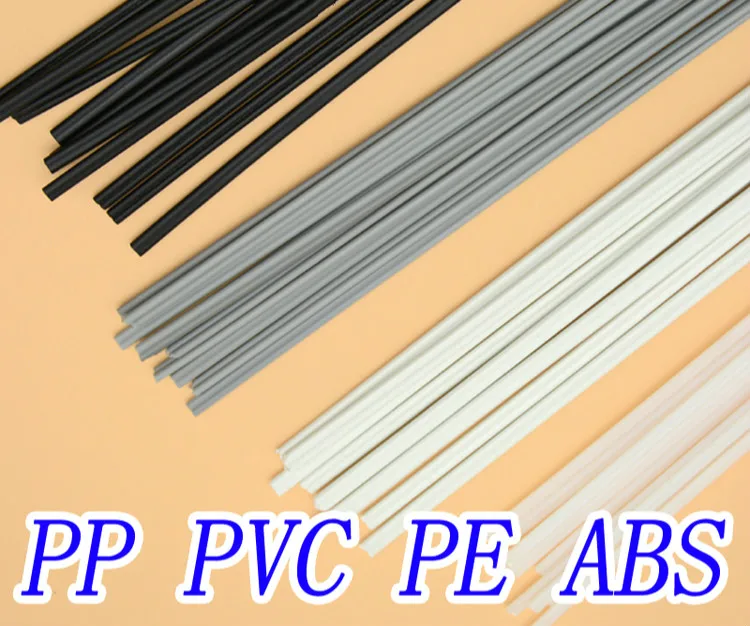 У нас есть сварочные аппараты, которые выполняют только отделку периметра, например кромку, карманы и многое другое. У нас также есть машины для сварки тканей, которые могут выполнять работы по периметру и облицовку панелями, что включает совмещение изображений и выполнение швов внахлест.
У нас есть сварочные аппараты, которые выполняют только отделку периметра, например кромку, карманы и многое другое. У нас также есть машины для сварки тканей, которые могут выполнять работы по периметру и облицовку панелями, что включает совмещение изображений и выполнение швов внахлест.
Как сваривать пластмассы — Полное руководство (с изображениями)
0Последнее обновление:
Сварка пластмасс — это процесс соединения размягченных поверхностей из термопласта с использованием тепла.Когда совместимые термопласты подвергаются нагреву, они создают молекулярную связь, которая впоследствии приводит к образованию пластика. Во время производства вы должны придавить поверхности, подвергнуть их нагреванию и давлению, а затем остудить.
Используемые методы нагрева соответствуют различным типам пластмасс. Помимо выбранного метода сварки, качество производимой пластмассы зависит от других факторов. Например, насколько свариваются основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для производства желаемого конечного продукта.
Например, насколько свариваются основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для производства желаемого конечного продукта.
Производство пластмасс неизбежно, поскольку они широко используются во всем мире, от простых до сложных. Примеры простых пластиков — одноразовые столовые приборы, виниловые игрушки и легкие консервные банки. К сложным формам относятся медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы
Создание идеально смешанного пластика может оказаться кропотливой задачей, особенно если вы новичок. Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и настройки рабочего пространства Обустройте свое рабочее место в хорошо вентилируемом помещении: Самый первый шаг в любой сварочной задаче — защитить себя. Перед тем как приступить к работе, наденьте защитную одежду и убедитесь, что вы находитесь в хорошо вентилируемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Перед тем как приступить к работе, наденьте защитную одежду и убедитесь, что вы находитесь в хорошо вентилируемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите загрязнения с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки.После стирки пластика следует высушить его чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Один из лучших жидких растворителей — это метилэтилкетон (МЭК).
Обозначьте пластмассы, которые вы выбрали правильно: Если вы посмотрите на пластмассы вокруг себя, вы заметите, что на каждом из них есть отдельная буква. Эти буквы обозначают тип пластика.
Например, буквы PP обозначают полипропилен, PVC означает поливинилхлорид, а PE означает полиэтилен.Эти буквенные обозначения должны стать основой для выбора лучшей удочки, подходящей для конкретного типа пластика. Например, если вы соединяете полиэтилен, вам понадобится полиэтиленовый стержень.
Например, если вы соединяете полиэтилен, вам понадобится полиэтиленовый стержень.
Используйте набор для проверки сварочного стержня: Если вы не уверены в том, какой пластик у вас есть, используйте набор для проверки сварочного стержня. Эти наборы для испытания стержней могут различать различные типы пластмасс. Чтобы провести этот тест, выберите стержень, который точно имитирует выбранный пластик в процессе тестирования.Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте оторвать его от стержня с помощью пары пластиков и понаблюдайте за реакцией.
Если стержень и пластик слипаются, это означает, что они сделаны из одного материала. Учитывая, что с пластиком может быть совместим только один стержень, сварщики должны тщательно проверять ссылочные буквы перед началом работы.
Используйте кусок наждачной бумаги 80-фрит, чтобы извлечь любые картины из пластика: Потрите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также пригодятся для этого упражнения.
Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также пригодятся для этого упражнения.
Зажмите и скрепите пластиковые детали вместе, чтобы удерживать соединения на месте: Перед включением резака убедитесь, что вы образовали желаемое соединение. Поместите пластмассовые детали на рабочий стол, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных струбцин. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу.Для достижения наилучших результатов не закрывайте свариваемую область.
2. Соединение пластика
Предварительно нагрейте сварочный пистолет не менее 2–3 минут: Различные пластмассы плавятся при разных температурах. Таким образом, вам следует установить температуру сварки в соответствии с свариваемыми материалами. Рекомендуемый диапазон температур от 2000 ° C до 3000 ° C или от 3920 ° F до 5720 ° F .
Воздействие на пластик сверх этих температур может привести к неэффективному плавлению пластика.В крайнем случае, эти пластмассы могут полностью сгореть. Имейте в виду, что для сварки пластмасс, таких как полипропилен, необходимо нагреть сварочный пистолет до 3000 ° C или 5720 ° F. Рекомендуемая температура плавления ПВХ составляет 275 ° ° C или 527 ° F, а для полиэтилена — 265 ° ° C или 509 ° F.
.Сварите прихваточным швом пластмассовые концы, чтобы скрепить их вместе: Скрепите отслоившиеся пластмассы вместе, расплавив концы стыков. Это можно сделать, установив на сварочный пистолет насадку для прихваточной сварки и приложив немного тепла.Как только пластик начнет плавиться, соедините кусочки. Эта процедура предотвращает излишнее перемещение пластика в процессе сварки.
Обрежьте концы сварочных стержней плоскогубцами: Удерживая плоскогубцы по диагонали к стержню, отрежьте его. В качестве альтернативы вы можете использовать обрезной нож вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и стабильного шва.
В качестве альтернативы вы можете использовать обрезной нож вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и стабильного шва.
Он также предотвращает образование больших пузырей из пластика после начала сварки.При замене сопел и установке нового сварочного стержня всегда дайте сварочному пистолету остыть. Когда вы снова начнете сварку, убедитесь, что пистолет нагрелся до рекомендованной температуры.
Вставьте сварочный стержень в сопло сварочной горелки: Сопло спроектировано так, чтобы удерживать стержень во время сварки. Если у вашего пистолета нет сопла, вам нужно будет купить его в ближайшее время. После установки сопла на пластиковый сварочный пистолет поместите стержень в другое отверстие вверху. Убедитесь, что вы поместили обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к закрепленной насадке, так как это может привести к сильным ожогам, так как она еще горячая. Используя насадку Speed, вставьте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в труднодоступном месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Используя насадку Speed, вставьте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в труднодоступном месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте пистолет-распылитель по пластику: Убедитесь, что вы начинаете с вершины трещины или с того места, где вы хотите соединить пластик.Для завершения процедуры сварки держите пистолет под углом 45 градусов, при этом сопла сопла касаются пластика.
Нагрейте пластик до плавления, проталкивая сварочную горелку вдоль стыка. Другой свободной рукой вы можете продеть стержень внутрь шарнира в медленном темпе. При этом пластик легко плавится, но не пригорает. Если вы заметили изменение цвета, подумайте об увеличении скорости фонарика.
Во время маятниковой сварки поверните сварочную горелку вперед и назад: Поверните сопло на расстояние примерно 2. На 5 см выше стыка или трещины. Наклоните пистолет под углом 45 градусов, располагая сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
На 5 см выше стыка или трещины. Наклоните пистолет под углом 45 градусов, располагая сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вы можете использовать обычную пропановую горелку вместо пластмассового нагревательного пистолета. Пропановая горелка лучше всего работает на стыках, которые не могут быть легко доступны с помощью форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы улучшить постепенное плавление пластика, вы должны постоянно вращать резак в быстром движении.
3. Завершение сварного шва
Дайте пластику остыть не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что они быстро остывают. Самый простой способ определить, остыл ли плавленый пластик до желаемой температуры, — поднести его к вашему телу. Отсутствие нагрева означает, что вы можете продолжать работу над ним.
Отсутствие нагрева означает, что вы можете продолжать работу над ним.
Убедитесь, что вы зафиксировали сварной шов до того, как он полностью остынет.Если сварной пластик недостаточно гладкий, добавьте сварочные стержни. Поместите сварной шов в безопасное место, предпочтительно на жаропрочную поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для получения однородности зачистите неровные выступы наждачной бумагой с зерном 12. Шлифовка обеспечит выравнивание пластика и стыка. Он также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Обязательно тщательно отшлифуйте, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320, чтобы отделать пластик. : Наждачная бумага с зернистостью поможет вам обработать сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя такие наждачные бумаги с зернистостью могут быть умеренно абразивными, сварщикам следует проявлять особую осторожность, поскольку они все еще могут поцарапать пластик.
Хотя такие наждачные бумаги с зернистостью могут быть умеренно абразивными, сварщикам следует проявлять особую осторожность, поскольку они все еще могут поцарапать пластик.
Процедура шлифования наждачной бумагой с зернистостью 180/320 должна быть аналогична таковой с наждачной бумагой с зернистостью 120. Потрите сварной шов до тех пор, пока он не станет гладким на ощупь и не будет иметь однородный вид.Начните шлифовать смешанный пластик наждачной бумагой с более низким зерном, по мере того, как вы переходите к более высоким и мелким. Таким образом, вы сэкономите наждачную бумагу с более высокой зернистостью для выполнения отделочных работ. Следует отметить, что наждачная бумага с более низким зерном обычно грубее, чем наждачная бумага с более высоким зерном.
Как сваривать пластик: 5 методов
Если вы ищете ответ о том, как сваривать пластик, на самом деле существует несколько способов. Эти методы отличаются процессами нагрева.Они подразделяются на две основные категории: методы внутреннего или внешнего обогрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотной акустической вибрацией. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение вызывает нагревание от трения в точках соединения сварных швов.Вырабатываемое тепло вызывает молекулярную связь, которая позволяет сварным деталям соединяться.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в этом процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка — один из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
- Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после того, как воздух в сварочной горелке был нагрет электрически.
- Лазерная сварка : здесь две части сварного шва прижимаются друг к другу. Затем лазерный луч пропускается через линию соединения, образуя прочное соединение, укрепляя пластик. Время выполнения этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для выделения тепла при сварке. Детали, подлежащие плавлению или соединению, трутся друг о друга с определенной амплитудой и частотой для создания трения.Постоянная вибрация в конечном итоге приведет к выделению тепла. Затем тепло плавит термопласт в области соединения и заставляет детали плавиться. Время явки на этот процесс 1-5 секунд.
 Горячий газ обычно образуется после того, как воздух в сварочной горелке был нагрет электрически.
Горячий газ обычно образуется после того, как воздух в сварочной горелке был нагрет электрически.Преимущества сварки пластмасс
- Подготовить рабочую поверхность несложно.
- Сварка пластмасс не требует расходных материалов.
- Пластмассы для сварных швов легкие.
- Пластиковые сварные швы подходят для создания герметичных или воздухонепроницаемых уплотнений.

Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Большое количество методов сварки требует конструкции соединений, которые может быть трудно отформовать.
- Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке аппарата для сварки пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если использовать хороший сварочный аппарат по желанию, вы получите высококачественный конечный продукт.Ниже приведены некоторые из советов, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что вы проверили, соответствует ли сварочный аппарат мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS делают упор на прочную, структурную и молекулярную сварку,
- Гарантия: Ваш сварочный аппарат должен иметь гарантию, которая избавит вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время выполнения заказа от привлечения клиента до поставки машины.
 Стандарты DVS делают упор на прочную, структурную и молекулярную сварку,
Стандарты DVS делают упор на прочную, структурную и молекулярную сварку,Часто задаваемые вопросы
Можно ли плавить пластик вместе?
Да. Вы можете плавить пластмассы вместе, если их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются из-за их доступности и низкой стоимости.Их также можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
 instagram.com/p/CLjcL8dj3qZ/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»13″>
instagram.com/p/CLjcL8dj3qZ/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»13″>Что такое аппарат ультразвуковой сварки?
Ультразвуковой аппарат используется для преобразования переменного тока в механические колебания с помощью пьезокерамики. Время работы аппарата для ультразвуковой сварки 1-2 секунды.
Можно ли сваривать разнородные пластмассы вместе?
Сварка пластмасс в значительной степени зависит от используемых типов пластмасс и процессов сварки.Связь, образующаяся при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Термопласты известны как прочные сварные швы. Проект сварки и конечное использование определяют прочность сварных швов.
Заключение
В общем, обучение сварке пластика является невероятно инновационным и стало идеальным методом для изобретения безграничных предметов. Эти предметы являются неотъемлемой частью нашей повседневной жизни.В пластмассовой промышленности также используется большая рабочая сила, обеспечивающая доход и средства к существованию миллионам людей.
Эти предметы являются неотъемлемой частью нашей повседневной жизни.В пластмассовой промышленности также используется большая рабочая сила, обеспечивающая доход и средства к существованию миллионам людей.
PHOENIX-02 DH Автоматический двухголовочный сварочный аппарат для винила (ПВХ)
Phoenix-02 DH — это угловой автомат с двойной головкой, , винил (ПВХ), , сварочный аппарат . Он был разработан для соединения виниловых профилей посредством сварки углов и может регулировать зажим и давление сварки в зависимости от типа профиля.Аппарат оборудован таймером времени плавления и сварки. В дополнение к этому, он имеет электронный термостат, который можно регулировать в диапазоне температур от 0 ° до 260 ° C.
- Станок предназначен для соединения виниловых профилей посредством сварки углов.
- Возможность регулировки зажима и давления сварки в соответствии с типом профиля
- С таймером времени плавления и сварки
- Термостат электронный, регулируемый в диапазоне температур 0-260 ° C
- Подвижная головка (правая головка) перемещается вручную. Оснащен тормозной системой
- На левой головке можно сваривать под углами 30 ° -180 °. Правая головка фиксируется под углом 90 °
- Из соображений безопасности поршни зажима работают с низким давлением
- После зажима профилей сварка выполняется автоматически
- Машина спроектирована в соответствии с директивами безопасности CE, UL и CSA
- С опорными рычагами для профиля
- Боковые профильные опоры. Специальное профильное руководство.Руководство пользователя
- Крепежный профиль
 Оснащен тормозной системой
Оснащен тормозной системойТехнические характеристики Имперская система мер
Технические характеристики Метрическая система
Автоматический двухголовочный сварочный аппарат для винила (ПВХ)
Phoenix-02 DH — это угловой автомат с двойной головкой, , винил (ПВХ), , сварочный аппарат . Он был разработан для соединения виниловых профилей посредством сварки углов и может регулировать зажим и давление сварки в зависимости от типа профиля. Аппарат оборудован таймером времени плавления и сварки. В дополнение к этому, он имеет электронный термостат, который можно регулировать в диапазоне температур от 0 ° до 260 ° C.
Аппарат оборудован таймером времени плавления и сварки. В дополнение к этому, он имеет электронный термостат, который можно регулировать в диапазоне температур от 0 ° до 260 ° C.
Phoenix -02 DH подвижная правая головка перемещается вручную и оснащена тормозной системой. Возможна сварка под углом от 30 ° до 180 ° на левой головке, в то время как правая головка фиксируется под углом 90 °. Поршни зажима работают с низким давлением из соображений безопасности, а сварка выполняется автоматически после зажима профилей.
Машина спроектирована в соответствии с директивами безопасности CE, UL и CSA. Вы можете получить дополнительную информацию о Phoenix-02 DH на сайте ATechMachinery.com, посмотреть демонстрационные видеоролики или прочитать подробный технический каталог и списки запчастей.
Технические характеристики и характеристики могут быть изменены без предварительного уведомления.
Услуги по сварке пластмасс методом экструзии — Услуги по сварке горячим воздухом
Существует ряд методов сварки термопластов, в том числе ручная сварка горячим газом (воздухом) и экструзионная сварка горячим газом (воздухом). Далее рассматриваются ручная сварка горячим газом (воздухом) и экструзионная сварка горячим газом (воздухом), поскольку они играют важную роль в области изготовления термопластов на заказ. Еще одним применением этих методов является модификация или ремонт деталей, полученных ротационным формованием, формованием раздувом, вакуумным формованием или литьем под давлением.
Далее рассматриваются ручная сварка горячим газом (воздухом) и экструзионная сварка горячим газом (воздухом), поскольку они играют важную роль в области изготовления термопластов на заказ. Еще одним применением этих методов является модификация или ремонт деталей, полученных ротационным формованием, формованием раздувом, вакуумным формованием или литьем под давлением.
Наиболее часто свариваемые термопласты:
- Полипропилен
- Полиэтилен
- Поливинилхлорид
- Хлорированный поливинилхлорид
- Поливинилденфторид
Сварка означает повышение температуры материалов до их термопластического состояния, приложение давления, позволяющее молекулам по-новому позиционироваться и, таким образом, создавать новую однородную область при охлаждении.Термопластическое состояние, то есть температурный диапазон, в котором материал сваривается, различается для разных материалов. По сравнению с ПП и ПЭ ПВХ и ХПВХ имеют очень маленькое термопластичное состояние, то есть температурный интервал для сварки относительно узкий.
Совместимость материалов — важный фактор. Рекомендуется убедиться, что скорости течения расплава свариваемых материалов HDPE одинаковы или близки. С полипропиленом не рекомендуется использовать гомополимерный стержень с исходным материалом из сополимера.
Ручная сварка горячим газом (воздухом) и экструзионная сварка горячим газом (воздухом) выполняются вручную и требуют использования присадочного материала. Качество сварного шва во многом зависит от знаний и навыков оператора. Оператор должен хорошо разбираться как в настройке оборудования, так и в правильном выполнении сварного шва.
Методы сварки
Экструзионная сварка
Экструзионная сварка позволяет выполнять сварные швы большего размера за один проход.Это предпочтительный метод соединения материалов толщиной более 6 мм. Сварочный стержень втягивается в миниатюрный ручной экструдер для пластика, пластифицируется и выталкивается из экструдера к соединяемым деталям, которые размягчаются струей горячего воздуха, чтобы произошло соединение.
Сварка горячим газом
Сварка горячим газом, также известная как сварка горячим воздухом , представляет собой метод сварки пластмасс, который аналогичен металлам, хотя конкретные методы отличаются. Специально разработанная тепловая пушка, называемая аппаратом для сварки горячим воздухом , создает струю горячего воздуха, которая размягчает как соединяемые детали, так и пластиковый присадочный стержень, причем все они должны быть из одного или очень похожего пластика.Сварка горячим воздухом / газом — это распространенная технология изготовления небольших изделий, таких как резервуары для химикатов, резервуары для воды, теплообменник и водопроводная арматура. Два листа пластика нагреваются горячим газом или нагревательным элементом, а затем скатываются. Это быстрый процесс сварки, который можно выполнять непрерывно.
Сварка наконечников скоростей
При скоростной сварке аппарат для сварки пластмасс, похожий на паяльник по внешнему виду и мощности, снабжен трубкой для подачи пластикового сварочного стержня. Наконечник Speed нагревает стержень и основу, в то же время прижимая расплавленный сварочный стержень в нужное положение. В стык закладывается валик из размягченного пластика, а детали и сварочный стержень плавятся. Для некоторых типов пластика, таких как полипропилен, расплавленный сварочный стержень должен быть «смешан» с полурасплавленным основным материалом, который изготавливается или ремонтируется. Эти методы сварки со временем совершенствовались и уже более 50 лет используются профессиональными производителями и ремонтниками пластмасс по всему миру.Метод скоростной сварки наконечником — это гораздо более быстрый способ сварки, и со временем его можно использовать в узких углах. Версия «пистолета» со скоростным наконечником — это, по сути, паяльник с широким плоским наконечником, который можно использовать для плавления сварного шва и присадочного материала для создания соединения.
Наконечник Speed нагревает стержень и основу, в то же время прижимая расплавленный сварочный стержень в нужное положение. В стык закладывается валик из размягченного пластика, а детали и сварочный стержень плавятся. Для некоторых типов пластика, таких как полипропилен, расплавленный сварочный стержень должен быть «смешан» с полурасплавленным основным материалом, который изготавливается или ремонтируется. Эти методы сварки со временем совершенствовались и уже более 50 лет используются профессиональными производителями и ремонтниками пластмасс по всему миру.Метод скоростной сварки наконечником — это гораздо более быстрый способ сварки, и со временем его можно использовать в узких углах. Версия «пистолета» со скоростным наконечником — это, по сути, паяльник с широким плоским наконечником, который можно использовать для плавления сварного шва и присадочного материала для создания соединения.
Сварные изделия из пластика включают:
- Резервуары из термопласта для гальваники, анодирования, очистки, очистки сточных вод и химической обработки
- Цистерны ротационно-формованные
- Гибкие вкладыши
- Мойки
- Утвержденные Sematech скамейки для мокрого пола
- Цельная конструкция шкафов, столов для влажных работ, укладчиков пластин, полировальных машин, центробежных сушилок и резервуаров
- Вытяжные шкафы
- Воздуховоды и фитинги для вытяжки и вентиляции
Частичный перечень материалов для сварки пластмасс:
- ПВХ, ХПВХ, HDPE, PP, PVDF, LDPE, HDPE.
- Corzan® FMRC 4910 Включено в список 3002299.
- Kytec® (смола MP-20) Включено в список 3D1Q5.AM.
- Включено в список FR-CP7-D 3D7 Q7.AM.
- Halar® 901 (Ультрачистый для систем DI и UPW).
- Clear Halar® (453) Включено в список 4D7Q9.AM.
- Corzan® 11 Зарегистрировано 3010025.
- Непрозрачный Halar®.
- Утвержденные FM4910 материалы, предназначенные для использования в полупроводниковой промышленности и в чистых помещениях

Фото галерея
Фильтр по возможности:
— Резка пластика по размеруЛазерная резкаМеханическая обработка с ЧПУИзготовление на заказЭкструзионная сваркаОбработка, формовка и полировка кромокЛитье под давлениемФильтр по форме:
— SheetRodTubeProfile Не найдено изображений, соответствующих описанию.Измените фильтры, чтобы увидеть дополнительные результаты, или нажмите «Сбросить фильтры» выше, чтобы начать заново.
Сварка против склеивания — домкраты для сварки пластмасс
Почему для изготовления надувных изделий лучше сварка, чем склеивание?
Сварка — лучший процесс, потому что он длится бесконечно долго. Склеенные детали могут «устать» и улетучиться. В процессе сварки два одинаковых материала с покрытием сплавляются вместе, и при этом отсутствует клейкая поверхность.Сварной шов внахлест прочнее в направлении сдвига, чем ткань-основа. Склеенный шов внахлест прочнее и в этом направлении, пока клей не «устанет» и не уйдет.
Что заставляет клей растекаться?
Миграция пластификатора является причиной потери прочности адгезионных связей со временем. Пластификатор — это то же самое в покрытии, которое защищает лодку от ультрафиолетового излучения. Это одна из причин того, почему лодки из ПВХ так долго выдерживают воздействие ультрафиолета, а также причина того, что клей может высохнуть через несколько лет. Этот процесс миграции ускоряется за счет тепла и влажности. Таким образом, клееная лодка, оставленная в чулане рядом с пляжем в мексиканских тропиках, может потерять клееные детали через год, и то же самое, если вы храните лодку на чердаке своего дома в Хьюстоне, штат Техас. Однако, если ваш клееный плот живет на Аляске, у вас никогда не будет проблем, если он никогда не станет горячим. Все это мы пережили за 30 лет работы. Почему сварные лодки служат дольше? Они не отделятся от разрушения клея. Мы заменяем множество склеенных деталей и видим, в каких условиях находятся лодки.Разрушение клея случается и с лодками из гипалона, просто на это уходит немного больше времени.
Этот процесс миграции ускоряется за счет тепла и влажности. Таким образом, клееная лодка, оставленная в чулане рядом с пляжем в мексиканских тропиках, может потерять клееные детали через год, и то же самое, если вы храните лодку на чердаке своего дома в Хьюстоне, штат Техас. Однако, если ваш клееный плот живет на Аляске, у вас никогда не будет проблем, если он никогда не станет горячим. Все это мы пережили за 30 лет работы. Почему сварные лодки служат дольше? Они не отделятся от разрушения клея. Мы заменяем множество склеенных деталей и видим, в каких условиях находятся лодки.Разрушение клея случается и с лодками из гипалона, просто на это уходит немного больше времени.
Свойства ткани для надувной лодки
Вопреки некоторой литературе, ткани с пластиковым покрытием не слабее и не протекают больше, чем другие ткани с покрытием. Во многих случаях они лучше удерживают воздух. На нашем веб-сайте о материалах мы много обсуждаем ткани с покрытием. Это краткая версия идеи надувных тканей.
Все ткани с покрытием пластиковые.Некоторые из них представляют собой просто термопластик (ПВХ и уретан), а некоторые — термопласты (гипалон и Neopreme). Прочность ткани с покрытием добавляет ткань внутри, да еще и пластиковая. Полиэстер (основная ткань, которую мы используем) представляет собой пластик Thermo set, который не очень сильно растягивается, а нейлон, который выбирают из большинства тканей с неопреновым покрытием, представляет собой термопластик, который больше растягивается. Ткани с пластиковым покрытием Thermo set — это гипалон и неопрен.
Пластмассы Thermo set обладают качеством истирания в сухом состоянии, что улучшает их износ в сухом состоянии.Хорошим примером этого являются ленты из неопрена для горнодобывающей промышленности. В воде они находятся в невыгодном положении, потому что эти материалы цепляются за камни и изнашиваются быстрее, потому что в воде они не такие гладкие. Ткани с термопластическим покрытием поддаются сварке, потому что покрытия могут плавиться и плавиться. Это означает, что теплота трения также может расплавить покрытия, и потребитель должен знать об этом. Однако в водной среде теплота трения не является проблемой, потому что вода является смазкой для тканей с покрытием Thermo Plastic, и из-за этого они лучше изнашиваются в воде.Прочтите подробнее о том, как правильно обращаться с надувной лодкой.
Это означает, что теплота трения также может расплавить покрытия, и потребитель должен знать об этом. Однако в водной среде теплота трения не является проблемой, потому что вода является смазкой для тканей с покрытием Thermo Plastic, и из-за этого они лучше изнашиваются в воде.Прочтите подробнее о том, как правильно обращаться с надувной лодкой.
Ткань внутри
Ткань внутри пластика во многом определяет прочность, характеристики и долговечность вашей надувной лодки. Нейлоновая ткань больше растягивается и имеет немного более высокую прочность на разрыв. Полиэстер меньше растягивается, поэтому для сохранения жесткости лодки требуется меньшее давление воздуха позади него. Прочность на разрыв также определяется прочностью тканевой основы. Следовательно, ткань из полиэстера может иметь более высокий предел прочности на разрыв, чем ткань на основе нейлона.Нейлон впитывает воду, и это может способствовать расслоению, когда внутри между слоями покрытия образуется плесень. Полиэстер не впитывает воду, и плесень не является проблемой.
Мы используем полиэфирную основу.
Технология нанесения покрытий прошла долгий путь с тех пор, как мы начали этот бизнес 35 лет назад. Большинство термопластов имеют лучшую адгезию к основной ткани, чем термореактивные пластиковые покрытия. Были внедрены новые процессы, которые позволяют наносить раствор, который полностью пропитывает и покрывает ткань-основу до того, как пластиковое покрытие будет расплавлено на место.Эти типы тканей обеспечивают отличную задержку воздуха и адгезию покрытия. В результате возникает меньше проблем, связанных с потерей воздуха и отслаиванием покрытия от основной ткани.
Процесс сварки
Сегодня для сварки материалов с термопластическим покрытием используются два процесса: радиочастотная сварка (см. Аппарат) и сварка горячим воздухом (приварка ленты к детали). Оба эти процесса генерируют тепло для сплавления материалов вместе. оба этих процесса используют давление, чтобы заставить материалы плавиться.Таким образом, сварка термопластов возможна благодаря нагреву и давлению. Пластмассы не плавятся при одинаковых температурах. Поэтому сложно соединить разнородные материалы вместе. Это можно сделать с помощью клея.
Пластмассы не плавятся при одинаковых температурах. Поэтому сложно соединить разнородные материалы вместе. Это можно сделать с помощью клея.
Радиочастотная сварка использует пресс, который оказывает давление на большую площадь поверхности. В прессе есть стол, на который кладется материал. Плашки используются для управления процессом сварки. Когда пресс собирается вместе, радиоволны проходят через небольшой участок между штампом и столом, где происходит сварка.Эти радиоволны нагревают материал, и сочетание тепла и давления заставляет сварной шов принимать форму матрицы. ВЧ сварка выполняется быстро. Наш радиочастотный сварочный аппарат работает на частоте около 29 мегагерц, и это коротковолновая частота, для фанатиков радиолюбителей.
При сварке горячим воздухом горячий воздух нагревает покрытие на ткани в том месте, где оно должно быть склеено. Сопло расположено между двумя роликами, которые протягивают материал через машину. По мере того, как материал протягивается через машину, горячий воздух подается на соединяемые поверхности. Давление роликов и тепло от горячего воздуха заставляют пластик плавиться по мере его охлаждения. С помощью материала, перемещающегося в такой машине, можно создавать различные формы. Затем можно сложить выкройки, чтобы сформировать форму надувной лодки. Это тоже быстрый процесс. Этот процесс не подвержен тонкостям радиочастоты. Однако оператор должен знать совершенно другой набор правил, чтобы заставить его работать.
Давление роликов и тепло от горячего воздуха заставляют пластик плавиться по мере его охлаждения. С помощью материала, перемещающегося в такой машине, можно создавать различные формы. Затем можно сложить выкройки, чтобы сформировать форму надувной лодки. Это тоже быстрый процесс. Этот процесс не подвержен тонкостям радиочастоты. Однако оператор должен знать совершенно другой набор правил, чтобы заставить его работать.
Процесс склеивания
Процесс склеивания состоит из подготовки, наложения и склеивания тканей.Качество клеевого шва определяется тем, насколько сложно подготовить материал, насколько хорошо он подготовлен, а также факторами окружающей среды, которые могут повлиять на клей. Детали можно складировать на разных этапах производства. Я считаю, что так достигается эффективность в этом процессе. Есть много места для человеческой ошибки, как в отношении ткани, так и при нанесении клея. Мы должны склеивать некоторые детали, несмотря ни на что, и мы стараемся использовать лучший клей и лучшие методы. Чтобы узнать больше, прочтите эту ссылку ..
Чтобы узнать больше, прочтите эту ссылку ..
Что лучше?
Очевидно, что вероятность человеческой ошибки при сварке детали меньше. В компании Jack’s Plastic Welding мы верим в оба процесса. Тем не менее, мы не склеиваем воздуховыпускные части любой надувной лодки, и по состоянию на 1997 год все D-образные кольца были сварены с помощью высокочастотной сварки. Если произойдет сбой клея, это не будет связано с потерей воздушной камеры и, как следствие, потерей функциональности. Не все детали можно сваривать, и при этом они хорошо выглядят и остаются функциональными.У нас практически не было гарантийных проблем, связанных с повреждениями клея в течение 10-летнего гарантийного периода, и практически не было гарантийных проблем, связанных с повреждениями сварных швов, до тех пор, пока лодка не была фактически разрушена солнцем. Если вы будете держать лодку закрытой, она прослужит не менее 20 лет.
Поскольку сварка фактически сопоставляет и связывает покрытые поверхности друг с другом таким образом, что клеи не могут (отсутствие клея, размягчающегося с течением времени), это гораздо более надежный метод создания надувных лодок. Свойства и прочность исходных материалов могут быть сохранены и не нарушены наличием клея. Мы постоянно ищем способы избавиться от клея в наших продуктах из-за надежности сварки и экономии средств.
Свойства и прочность исходных материалов могут быть сохранены и не нарушены наличием клея. Мы постоянно ищем способы избавиться от клея в наших продуктах из-за надежности сварки и экономии средств.
* Hypalon — зарегистрированная торговая марка Dupont Corporation.
Steinel Heat Gun — Как сваривать пластик
Сварка пластика очень похожа на сварку металла в том смысле, что нужно знать, какой вид пластика используется, его температуру плавления и как сделать надлежащее сварное соединение.Помните, что пластиковые сварные швы будут похожи на металлические сварные швы, и что перед тем, как сварка будет завершена, необходимо выполнить процесс шлифовки и отделки. Это лишь краткий обзор сварки пластмасс и содержит только основную информацию, которая может потребоваться для выполнения всех видов сварки и отделки пластмасс.
Введение в сварку пластмасс
Пластмассы, которые можно сваривать, называются «термопластами», что означает, что при нагревании до достаточно высокой температуры они размягчаются и, следовательно, могут свариваться. Наиболее распространенными типами термопластов являются полиэтилен, полипропилен, поливинилхлорид (ПВХ), полиуретан и акрилонитрилбутадиенстирол (АБС).
Наиболее распространенными типами термопластов являются полиэтилен, полипропилен, поливинилхлорид (ПВХ), полиуретан и акрилонитрилбутадиенстирол (АБС).
Сварка горячим воздухом наиболее эффективна, если толщина материала превышает 1/16 дюйма. При хорошем сварном шве соединение будет примерно таким же прочным или прочным, как исходный материал.
Перед тем, как приступить к реальному проекту, необходимо потренироваться на ломе, чтобы получить «ощущение» сварки пластмасс.Сварка пластика требует такой же практики, как и сварка металла.
Основной материал и сварочный стержень
Сварочный стержень должен быть из того же материала, что и материал, который вы пытаетесь сварить.
В некоторых случаях вы можете определить материал, с которым работаете, по информации, предоставленной производителем продукта; в других случаях вы этого не сделаете.
Один из методов определения типа пластика — это «Тест на горение». Это достигается путем наблюдения за тем, как он горит, за цветом пламени и запахом дыма. Может потребоваться удалить небольшую полоску материала для проведения испытания на горение.
Может потребоваться удалить небольшую полоску материала для проведения испытания на горение.
В следующей таблице представлены описательные характеристики термопластов, подвергнутых «испытанию на горение».
| Нет дыма, синего пламени, запаха свечного воска | Полиэтилен (PE) | Нет дыма, оранжевого пламени и запаха | Полипропилен (PP) | Черный сажистый дым, висящий в воздухе, со сладким запахом | Акрилонитрил-бутанадиен-стирол (ABS) | Самозатухающий, не горючий | Поливинилхлорид (ПВХ) | Черный дым, эффект распыления | Полиуретан (TPUR) |
После того, как вы определили свариваемый материал, вы можете выбрать подходящий сварочный стержень.
Температура сварки
Правильная температура воздушного потока от тепловой пушки очень важна для получения хорошего сварного шва. Слишком сильный или недостаточный нагрев приведет к слабым сварным швам.
Слишком сильный или недостаточный нагрев приведет к слабым сварным швам.
Ниже показаны правильные температуры сварки для различных типов термопластов:
| Тип пластика | Температура сварки |
| Полипропилен (PP) | 575 ° F | Полиэтилен (PE) | 550 ° F | Акрилонитрил-бутанадиен-стирол (ABS) | 500 ° F | Поливинилхлорид (ПВХ) | 525 ° F | Полиуретан (TPUR) | 575 ° F |
Чтобы проверить выходную температуру, нагрейте выбранный сварочный стержень.Если температура правильная, стержень должен стать липким, а затем очень мягким. Если стержень начинает разжижаться, температура слишком высокая.
Типы сварных швов
Пластиковые сварные швы по внешнему виду очень похожи на металлические сварные, и используются многие из тех же методов сварки. Учтите, что края свариваемых деталей имеют фаску. Это важно для получения гладкого шва. На следующих рисунках показаны различные типы обычных сварных швов.
Учтите, что края свариваемых деталей имеют фаску. Это важно для получения гладкого шва. На следующих рисунках показаны различные типы обычных сварных швов.
STEINEL Пластиковые сварочные сопла и аксессуары
07062 — устанавливается на тепловую пушку в качестве основания для 07201 и 07091
07201 — используется, если вы используете жесткий сварочный стержень
07091 — используется, если материал стержня гибкий или жесткий
Регулятор температуры должен быть установлен между 7 и 8 на моделях HL 1802 E и HL 2002 LE.Регулировка температуры на HL 1800 E должна быть установлена между 2 и 3, а на колесике HG 2000 E она должна быть установлена между 2 и 3 отметками.
Сварка пластмасс
1. Потренируйтесь с отходами перед тем, как приступить к работе над своим проектом.
2. Установите сварочный наконечник на тепловую пушку.
3. Обрежьте конец пластикового сварочного стержня под углом 60 °.
 Рекомендуется, чтобы длина сварочного стержня равнялась длине свариваемого соединения.Это предотвратит появление слабого места в сварном шве, где могут быть соединены стержни.
Рекомендуется, чтобы длина сварочного стержня равнялась длине свариваемого соединения.Это предотвратит появление слабого места в сварном шве, где могут быть соединены стержни. 4. Очистите свариваемые детали влажной тканью, а затем вытрите насухо сухой тканью. Затем выровняйте детали в том положении, в котором вы хотите их сварить. Возможно, потребуется зафиксировать их в нужном положении.
5. Включите тепловую пушку, дайте ей нагреться примерно 30 секунд и установите соответствующую температуру сварки.
6. Удерживая сварочный стержень близко к начальной точке, нагрейте стержень и основной материал до тех пор, пока они не станут липкими.(Стержень начнет размягчаться). Прижмите сварочный стержень к начальной точке на свариваемом стыке под углом 90 °.
7. Продолжайте перемещать тепловую пушку и стержень вдоль соединения, оказывая некоторое давление на стержень, пока он плавится в стыке, и перемещайте тепловую пушку легким движением в виде полумесяца.
 Продолжайте прикладывать тепло непосредственно к стыку. Двигайтесь с равномерной скоростью и с постоянным давлением поперек сустава. Не растягивайте стержень, так как это создаст слабый участок сварного шва.
Продолжайте прикладывать тепло непосредственно к стыку. Двигайтесь с равномерной скоростью и с постоянным давлением поперек сустава. Не растягивайте стержень, так как это создаст слабый участок сварного шва.8. По окончании сварки отрежьте стержень ножом или бокорезом. Обязательно дайте сварочному материалу остыть до комнатной температуры перед проверкой прочности сварного шва.
Осторожно: Сварка пластика требует практики. Практика даст вам представление о том, какое давление нужно приложить к стержню, с какой скоростью перемещаться по сварному шву и на что обращать внимание, чтобы определить прочность сварного шва.
На следующих рисунках показано, как могут выглядеть правильные и неправильные сварные швы:
.