Сварка вольфрамовым электродом без газа
Главная / Электроды
Назад
Время на чтение: 2 мин
0
518
Вольфрамовые электрические проводники применяются при варке разных групп металлов. Изготавливают их из вольфрама. Это тугоплавящееся вещество, которое гарантирует беспрерывно горение дуги.
Эти электрические проводники относят к разряду нерасплавляемых. Они подвержены расплавлению при слишком завышенных температурных показателях. При обычном сварном процессе такие температурные режимы редко устанавливаются.
В результате этого количество использованных электрических проводников невелико. У все электродов есть свои опознавательные знаки. Обозначения на них наносятся цифровым или буквенным кодом. У вольфрамовых отличия определяются по цветовой гамме.
Этот маркировочный способ отличает их от остальных. Маркировочным знаком является окрас окончания электрического вольфрамового проводника. В нашей статье рассмотрим расшифровку цветовых и других знаков.
- Вводная информация
- Отличие по свету
- Буквенные знаки
- Резюме
Сварочные характеристики вольфрамовых электродов
Такие изделия продают в виде стержней, длина которых в среднем 175 мм. Для изготовления применяют чистый вольфрам, а также примеси других компонентов, улучшающих потребительские свойства продукции. В качестве защищающего газа чаще всего применяется аргон, гелий и т.п.
За счет повышенной температуры плавления, составляющей 3,4 тыс. C, в работе электроды расходуются мало, в основном присутствует небольшое испарение. Из-за этого их называют неплавящимися.
Производители выпускают продукцию различного диаметра.
С этим размером связано предназначение проволоки для различных токов сварки:
- 1 мм соответствует 50 А;
- 1,6 мм выдерживают до 100 А;
- 2 (2,4) мм рекомендованы при 200 А;
- если требуется повысить ток до 300 А, то подойдут стержни толщиной 3,2 мм;
- более 300 А берут самые толстые 4 мм.


Кроме того, электроды для сварки аргоном классифицируются по току:
- марки WY и WT для постоянного тока;
- разновидности WZ или WP для переменного тока на выходе;
- для WL, WC можно использовать ток любой характеристики.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом. 1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием. 2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках. 3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе. 4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы.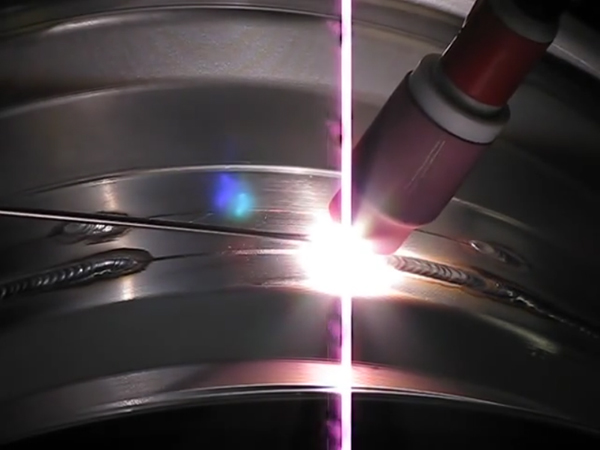 Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Работает на постоянном токе. 5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию. 6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций. Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Читать также: Как подключить сборочный стол в майнкрафт
Назначение и сфера использования
Чаще всего сварка вольфрамовым электродом требуется для работы со сталями углеродистых, конструкционных или нержавеющих марок, сплавами цветных металлов. В результате операции шов будет ровным, без трещин.
При изготовлении более сложных металлоконструкций применяют электрод из низкоуглеродистой стали.
При этом химическая целостность материалов не нарушается. Поэтому стык представляет собой монолитное соединение.
Поэтому стык представляет собой монолитное соединение.
Рекомендуем к прочтению Как пользоваться электродами ОК 46
Электроды для TIG сварки востребованы в следующих областях промышленности:
- аэрокосмической;
- пищевой;
- медицинской;
- атомном и химическом машиностроении;
- на предприятиях ВПК.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.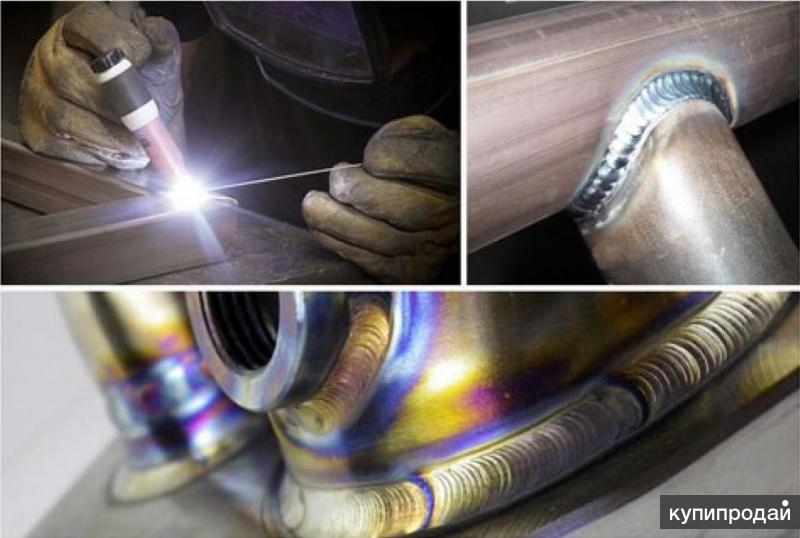
Читать также: Из чего изготовить форму для отливки
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Классификация и маркировки электродов
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.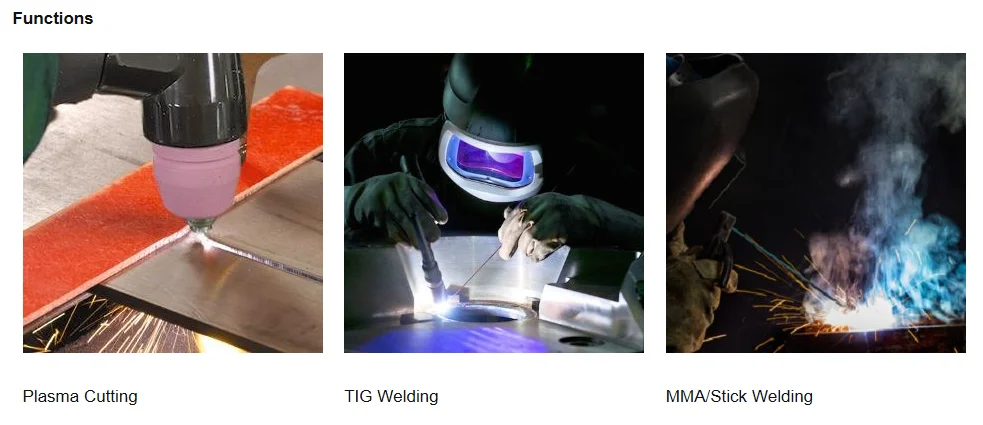
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.
Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т. д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.
 д.
д. Постоянное использование таких электродов требует улучшенной системы вентиляции.
Постоянное использование таких электродов требует улучшенной системы вентиляции.Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой. Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.
Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
 Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый; Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие. А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Процесс заточки
Если плавящиеся электроды сразу готовы к использованию, то вольфрамовые нужно предварительно подготовить. Предварительные работы состоят в контроле состояния кончика стержня.
Перемещение потока электронов, разделение энергии и давление дуги на поверхность во время сварки зависит от его формы. От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
От геометрии носика зависит глубина проварки, размеры и форма сварочного стыка.
Из-за этого надо сначала заточить конец согласно правилам, зависящим от условий работы и типа стержня:
- сферический кончик у марок WP и WL;
- легкая выпуклость характерна для электродов WT;
- WC, WY, WT, и WZ затачивают под конус с некоторыми изменениями по ситуации.
Длина заточки определяется как произведение диаметра электрода на константу 2,5.
Инструмент, которым рекомендовано пользоваться – точильный круг или болгарка.
Иногда стержень зажимают в патрон электродрели и вращают на малых оборотах по наждаку, добиваясь нужной формы и равномерности стачивания.
Кроме геометрической формы важно соблюсти угол, на который затачивается электрод перед сваркой:
- для низких токов этот показатель равен 10-20°;
- работа на средних значениях требует придерживаться 20-30°;
- максимальная мощность требует доводить остроту до 60-120°.

Выбор угла заточки влияет на стабильность дуги, ее устойчивость и ресурс работы самого стержня. Если заточить кончик менее, чем на 20 градусов, проволока будет расходоваться быстрее, а при показателе более 90 градусов появляется неустойчивая дуга.
Ошибки при формировании наконечника вольфрама приводят к таким последствиям:
- неправильной ширине шва;
- непровару стыка;
- нарушению симметрии свариваемых деталей;
- блужданию дуги.
Рекомендуем к прочтению Какие электроды используются по нержавейке
При появлении любого из этих недостатков надо остановит сварку и исправить угол заточки стержня.
Особенности сварки с помощью вольфрама
Аргонной сварке неплавящимися электродами характерна своя специфика:
- возможность работы в разных режимах ручном, автоматическом или полуавтоматическом;
- соединение металлов возможно без присадки за счет расплавленного с краев металла, формирующего сварной шов;
- допускается сваривать детали толщиной менее 0,1 мм;
- воздух во время процесса вытесняется из рабочей зоны, что подразумевает использование мощной вентиляции;
- образование дуги происходит без соприкосновения с соединяемым элементом;
- для уменьшения расхода проволоки надо подбирать нужную величину силы тока;
- защитное облако также экономит стержень;
- расход газа зависит от толщины металла, скорости сварки, разновидности шва.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Сварка вольфрамовым электродом без газа. Дуговая сварка в инертном газе с неплавящимися вольфрамовыми электродами (TIG)
ГлавнаяЭлектродСварка вольфрамовым электродом без газа
Сварка вольфрамовым электродом в инертном газе
Этот метод отличается от предыдущих тем, что в нем используется короткий нерасплавляемый вольфрамовый электрод. Под действием тепла от дугового разряда плавится основной металл вблизи дуги. Присадочный металл, если он необходим, подводится отдельно в виде стержня или проволоки, сматываемой с катушки. Зона сварки обдувается извне инертным газом (аргоном или гелием) для защиты от атмосферного воздуха.
Под действием тепла от дугового разряда плавится основной металл вблизи дуги. Присадочный металл, если он необходим, подводится отдельно в виде стержня или проволоки, сматываемой с катушки. Зона сварки обдувается извне инертным газом (аргоном или гелием) для защиты от атмосферного воздуха.
Такой метод допускает точный контроль как при ручной, так и при механизированной сварке некоторых металлов (алюминия, магния, никеля, нержавеющей стали) и сложных контуров. Параметры сварочной машины выбираются с учетом свариваемого металла и требований к изделию. Например, при сварке алюминия и магния сварочной машиной переменного тока цепь сварочного тока должна быть дополнена высокочастотной цепью стабилизации дуги, либо следует использовать источник тока с большим напряжением разомкнутой цепи.
Дуговая сварка трубчатым электродом
При таком методе (другое название которого – сварка порошковой проволокой) дуга создается между свариваемой деталью и непрерывным трубчатым электродом, наполненным флюсом. Материал электрода служит присадочным металлом, а продукты разложения флюса обеспечивают защиту сварочной зоны.
Материал электрода служит присадочным металлом, а продукты разложения флюса обеспечивают защиту сварочной зоны.
Сварка сжатой дугой (плазменная сварка)
Метод аналогичен сварке вольфрамовым электродом в инертном газе, но дуга (плазменный столб) ограничивается сварочным соплом, благодаря чему существенно повышается ее температура. Дуга создается либо между плазменной горелкой и свариваемой деталью, либо в самой плазменной горелке. Теплом разряда расплавляется основной металл вблизи дуги и отдельно подводимый присадочный металл. Поток горячей плазмы обеспечивает некоторую защиту; при необходимости над зоной сварки можно создавать дополнительный поток защитного газа.
Газовая сварка
Самый известный вид газовой сварки – ручная ацетилено-кислородная сварка. При таком методе за счет контролируемого сжигания ацетилена в кислороде достигается температура пламени ок. 3000° С. Газы обычно подводятся к сварочной горелке по гибким шлангам от газовых баллонов высокого давления, снабженных редукционным клапаном, понижающим давление. Сварщик держит в одной руке горелку, а в другой – присадочный пруток. Его глаза должны быть защищены от слепящего света и брызг очками с тонированными стеклами. Метод особенно подходит для сварки стальных трубопроводов малого диаметра, а также для присоединения арматуры к трубопроводам, для ремонтных работ, пайки-сварки и пайки твердым.
Сварщик держит в одной руке горелку, а в другой – присадочный пруток. Его глаза должны быть защищены от слепящего света и брызг очками с тонированными стеклами. Метод особенно подходит для сварки стальных трубопроводов малого диаметра, а также для присоединения арматуры к трубопроводам, для ремонтных работ, пайки-сварки и пайки твердым.
При пайке-сварке сварное соединение получают нагреванием до температуры выше 360°
С основного и присадочного цветного металла, температура плавления которого ниже, чем у основного металла. Пайка-сварка применяется главным образом для чугуна, стали и медных сплавов. Сварочные прутки обычно латунные или бронзовые. Поскольку температура при пайке-сварке не очень высока, сварка бронзой весьма рекомендуется в тех случаях, когда недопустима деформация свариваемого изделия.
Оборудованием газовой сварки можно пользоваться для резки стальных элементов толщиной 10–15 см и более. Существует также специальное оборудование для подводной резки. При т.н. резке кислородным копьем нагретая сталь окисляется и выдувается из образующейся узкой прорези тонкой струей кислорода, подводимого под высоким давлением.
При т.н. резке кислородным копьем нагретая сталь окисляется и выдувается из образующейся узкой прорези тонкой струей кислорода, подводимого под высоким давлением.
studfiles.net
TIG сварка — Блог находчивого сварщика
В новом эпизоде «Время сварки@6 — TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, — наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
www.smart2tech.ru
Дуговая сварка в инертном газе с неплавящимися вольфрамовыми электродами (TIG)
Введение
Дуговая сварка в среде инертного газа с неплавящимся вольфрамовым электродом (TIG или GTAW — газовая дуговая сварка вольфрамовым электродом) — это процесс, в котором тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между неплавящимся электродом и обрабатываемой деталью.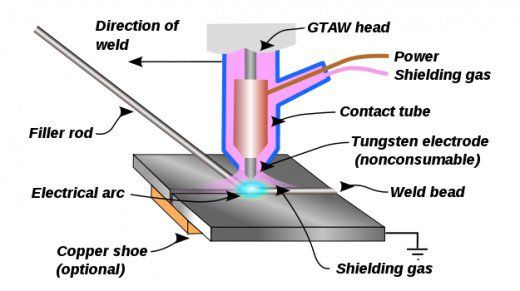 Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Электрод, используемый как проводник тока, состоит из вольфрама или вольфрамовых сплавов. Зона сварки, расплавленный металл и неплавящийся электрод устойчивы к атмосферным влияниям благодаря инертному газу, который подается горелкой. Сварка ТИГ осуществляется с добавлением сварочного материала (сварочной проволоки) или плавкой основного материала с помощью теплового эффекта, производимого электрической дугой.
Сварочная цепь
1. Источник питания
Назначение источника питания — питание электрической дуги, которая создается между основным материалом и вольфрамовым электродом, благодаря подаче тока, достаточного для поджига дуги. Внутри источника питания обычно присутствует устройство, регулирующее сварочный ток, механическое (магнитный шунт) или электронное (тиристор или инверторная система). Различают два типа источников питания:
а) источник питания переменного тока
Выходной ток/напряжение из источника питания принимает форму квадратной волны, которая изменяет полярность через регулярные интервалы времени с частотой от 20 до 200 Герц или более, в зависимости от типа источника питания.
б) источники питания постоянного тока
Выходной ток источника питания имеет форму непрерывной волны, которая достигается с помощью устройств, способных преобразовывать ток/напряжение из переменного в постоянный. Если сварочная цепь состоит из источника питания постоянного тока, то она может быть далее классифицирована в соответствии с методом подключения полюсов источника питания к свариваемому материалу или с видом сварочного тока:
- постоянный ток с соединением прямой полярности
В случае с соединением с прямой полярностью, горелка и ее кабель подсоединяются к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; в этом случае электроны текут от электрода к детали, вызывая плавку.
Это наиболее часто используемый тип тока при сварке TIG. Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
Он обеспечивает хорошую свариваемость почти всех видов металлов, поддающихся сварке, и сплавов, за исключением алюминия. Постоянный ток с прямой полярностью создает узкую глубокую сварочную ванну, а также обеспечивает лучшее проникновение, чем в случае с обратной полярностью.
В этом случае горелка с кабелем подсоединяется к положительному полюсу, а деталь — к отрицательному полюсу источника питания. Этот тип питания используется редко, поскольку он производит мелкую сварочную ванну и плохое проникновение. Обратная полярность сама по себе вызывает чрезмерный перегрев электрода, и чтобы предотвратить электрод от возгорания, нужно использовать слабые токи. В этом причина ограниченного использования этого типа соединения.
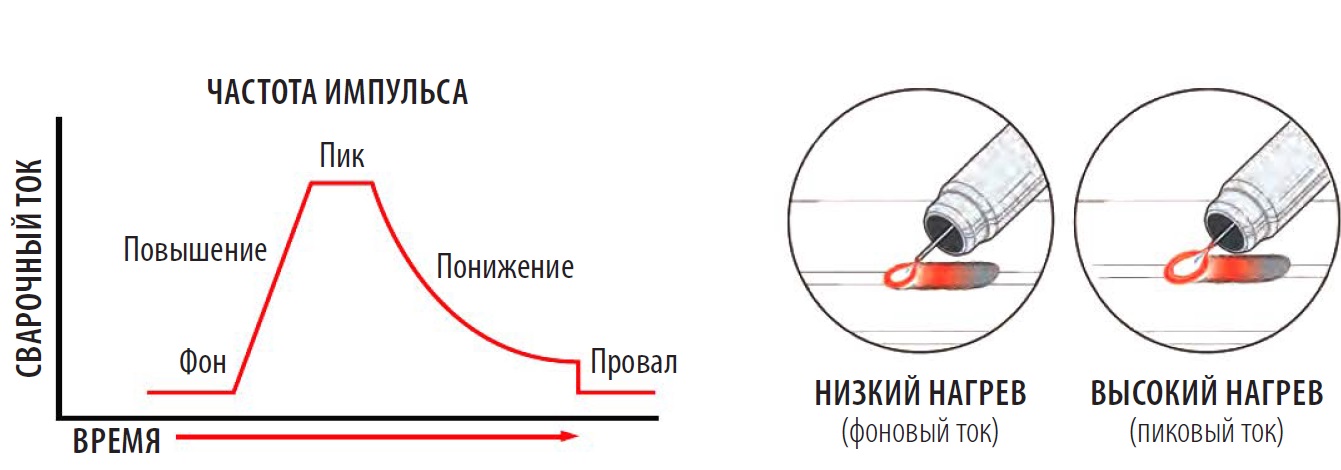
Существует еще одна группа источников питания, известных как источники питания постоянного тока вне зависимости от типа соединения и называемых модулированными или импульсными источниками постоянного тока. Модулированный источник тока — это источник питания постоянного тока, оснащенный специальными устройствами для изменения силы сварочного тока. Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
Модулированный или импульсный ток достигается путем наложения на постоянный основной ток следующей компоненты, обычно квадратной волны, для получения эффекта периодической пульсации дуги. При такой системе получается сварочный шов, состоящий из непрерывного наложения точечных сварок, которые последовательно образуют единый шов. Этот метод типичен для сварки тонких материалов, когда необходимо контролировать количество тепла для предотвращения перфорации детали без уменьшения проницаемости сварки.
2. Горелка со связкой проводов
Горелка для ТИГ-сварки — это инструмент, который включает в себя вольфрамовый электрод и подсоединяется к пучку проводов, которые в свою очередь подсоединены к источнику питания. Ее назначение — подавать электроэнергию и создавать газовую защиту. В зависимости от типа использования, горелки могут охлаждаться естественным образом через газовую защиту, если требуется использование слабых токов, или с помощью системы водного охлаждения, когда используется сильный ток (200-500А) и частая сварка.
3. Сварочная проволока
Толщина материала, тип соединения и желаемые характеристики сварки влияют на определяют необходимость применения металлического сварочного материала и его добавления в сварочную ванну. Добавление металлического сварочного материала при ручной сварке достигается введением проволоки в зону дуги со стороны сварочной ванны. Используемый металл часто такой же, как и основной, и часто включает ограниченное количество раскислителя или других компонентов для улучшения свойств области плавки.
4. Газовый баллон с редуктором
Газовый баллон с редуктором состоит из:
- баллона с защитным газом/ами
- манометра, показывающего количество газа в баллоне
- регулятора газа
- электромагнитного клапана (если горелка оснащена кнопкой и контролируется ею, открывая и закрывая поток газа в соответствии с потребностями сварщика).
5. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом. Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
Сечение и длина кабеля зависят от максимального тока (в амперах) сварочного источника питания.
6. Система водного охлаждения
Система водного охлаждения — это устройство, используемое для охлаждения горелки, чтобы предотвратить чрезмерный перегрев, в случае применения сильных сварочных токов. Посредством насоса этот аппарат непрерывно подает воду, которая циркулирует в пределах горелки и контролирует перегрев с помощью системы охлаждения.
Защитные газы
Основное назначение газовой защиты — вытеснение воздуха из области сварочной ванны, электрода и конца сварочной проволоки (если она используется) для предотвращения риска загрязнения вредными веществами в окружающем воздухе. Физические и химические свойства газовой защиты могут по-разному влиять на сварку, в зависимости от типа металла. Газы используемые для защиты при сварке TIG — это аргон, гелий, аргонно-гелиевые или аргонно-водородные смеси. Очень важно, чтобы газы были как можно более чистыми, поскольку даже незначительный процент примесей может оказать влияние на качество сварки и сделать его неприемлемым.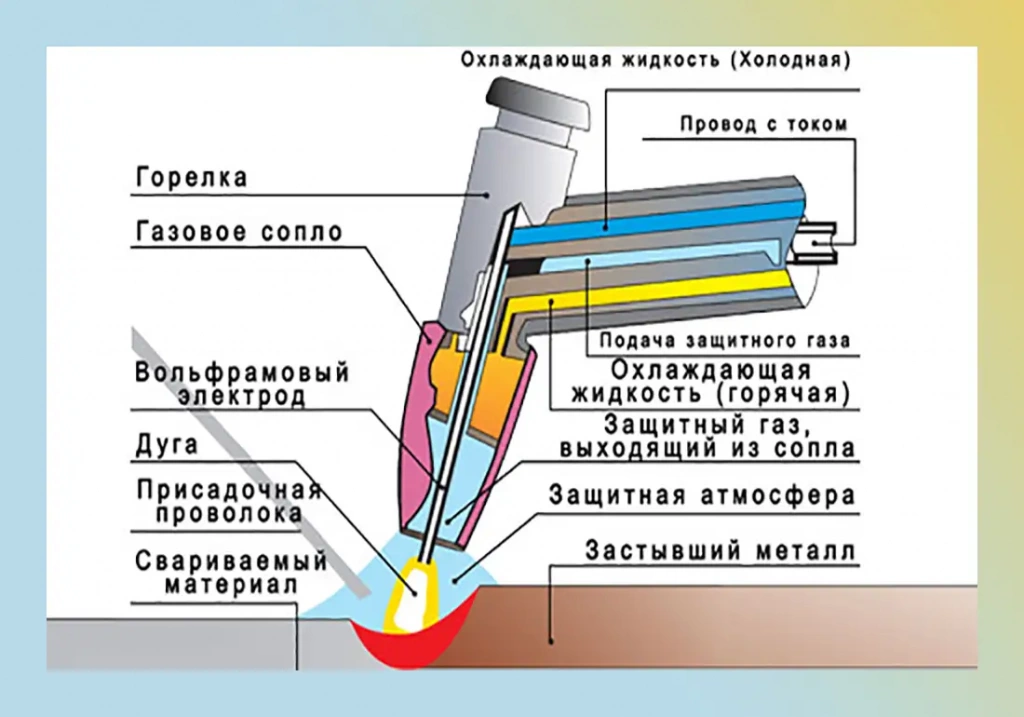 Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Во время сварки с использованием аргонной газовой защиты дуга довольно стабильная, но сварочная ванна более холодная, поэтому этот газ больше подходит для сварки тонких материалов.
Аргон — широко применяется, поскольку он намного дешевле гелия; это основной фактор выбора газовой защиты.
Дуга с гелиевой защитой производит больше тепла, чем с аргонной; таким образом его использование рекомендовано при сварке материалов с высокой теплопроводностью, позволяя в этом случае повысить качество и скорость сварки. Поскольку гелий легче воздуха, его расход для обеспечения достаточной защиты сварочной ванны выше, чем аргона.
Смеси аргона и гелия используются для обеспечения газовой защиты с промежуточными характеристиками.
Неплавящиеся электроды
На рынке представлены различные виды неплавящихся электродов:
- из чистого вольфрама
Они используются со слабыми токами и переменным током, поскольку в этом случае дуга более стабильна. По цене эти электроды самые экономичные.
- торий-вольфрамовые электроды
Они выдерживают сильные токи. Дуга легко поджигается и остается довольно стабильной. Эти электроды рекомендуются для сварки стали постоянным током с прямой полярностью.
- цирконий-вольфрамовые электроды
Они используюстя для ручной сварки алюминия, магния и его сплавов со средне-низкой силой тока.
- цериевые электроды
Они отличаются высоким выделением электронов и дают хорошее проникновение с удовлетворительной износостойкостью.
Системы поджига дуги:
- HF высокочастотный поджиг
Подготовительный разряд поставляется высокочастотным генератором, который налагает высоковольтный импульс на сварочное напряжение; мощность этого устройства минимальная, но в то же время достаточная для поджига электрической дуги на расстоянии. Высоковольтный поджиг требует использования особой сварочной горелки, оснащенной кнопкой контроля поджига.
- поджиг пилотной дугой
В этом случае дуга поджигается между вольфрамовым электродом и вспомогательным электродом, который может представлять из себя кольцо, прикрепленное к соплу горелки. Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
Пилотная дуга поджигается высокочастотной искрой, которая входит в цепь поджига пилотной дуги. После поджига вспомогательное зажигание отключается, поскольку основная дуга зажигается самопроизвольно простым разрядом вольфрамового электрода, который становится раскаленным в ионизированой газовой атмосфере. Такой тип поджига в основном используется в автоматизированных устройствах.
- поджиг LIFT (плавный поджиг дуги с подъемом)
Достигается с помощью устройства, которое подает слабый ток (чтобы не повредить конец вольфрамового электрода), когда электрод входит в контакт со свариваемым материалом. Когда электрод отрывается от детали, создается искра, которая заставляет дугу поджигаться; затем источник питания увеличивает сварочный ток до достижения установленных значений. Поскольку высокие частоты не используются, поджиг с подъемом не создает электромагнитных помех; однако, контакт, устанавливаемый между кончиком электрода и основным материалом, загрязняет сварочную ванну.
- поджиг царапаньем / чирканьем / касанием
Этот поджиг осуществляется путем проведения по свариваемой детали вольфрамовым электродом, что заставляет дугу поджигаться. Контакт между электродом и свариваемой деталью приводит к появлению включений вольфрама в начале шва, что снижает качество сварки.
Материалы, свариваемые TIG
Эта процедура в основном используется для сварки нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов.
Нержавеющая сталь сваривается постоянным током с электродом отрицательной полярности. Можно сваривать материалы толщиной до 2.5мм без добавления сварочного материала; более толстые требуют скашивания краев и использования сварочной проволоки, материал которой должен подходить для качества свариваемой нержавеющей стали.
Перед продолжением сварки рекомендуется произвести очистку щеткой из нержавеющей стали.
Алюминий и его сплавы следует сваривать переменным током и, для получения шва хорошего качества, использовать источник питания высокой частоты. В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В случае сильного окисления, его можно удалить щеткой или травлением (химическая процедура для удаления окисления).
В этом случае также возможно сваривать материалы до 2.5мм без добавления сварочного материала; для сварки более толстых, края нужно скосить и использовать сварочную проволоку.
Сварка в атмосфере аргона с использованием вольфрамового электрода также применяется в случае с мягкими сталями и стальными сплавами, медью и ее сплавами, титаном и благородными металлами. Для всех этих металлов и сплавов используется постоянный ток с прямой полярностью.
evrotek.spb.ru
Сварка вольфрамовым электродом — Сварка — Каталог статей
Первым по времени способом сварки вольфрамовыми электродами в защитном газе была атомноводородная сварка, появившаяся в 20-х гг. XX в. Сегодня данный способ применяется при сварке высококачественных, особо чистых металлов и сплавов, редких, тугоплавких и высокоактивных металлов, нержавеющих, жароупорных и других специальных высоколегированных сталей, благородных металлов, титана, вольфрама, молибдена, циркония, ниобия и пр.
Область применения сварки вольфрамовыми электродами
Сварка вольфрамовыми электродами (смотрите рисунок) обычно целесообразна для соединения металла толщиной 0,1-6 мм. Также ее можно применять и для сварки больших толщин. Сварку вольфрамовыми электродами выполняют без присадки, когда шов формируется за счет расплавления кромок, и с дополнительным присадочным металлом, предварительно уложенным в разделку или подаваемым в зону дуги в виде присадочной проволоки. Угловые и стыковые швы во всех пространственных положениях выполняют вручную, полуавтоматически и автоматически.
Технология саврки вольфрамовыми электродами
При сварке вольфрамовым электродом вольфрам плавится в дуге, но при правильно подобранном режиме происходит лишь незначительное оплавление конца электрода, расход электродного стержня 1-2 см/час горения дуги. Нагретый вольфрамовый электрод интенсивно окисляется на воздухе, поэтому вольфрамовые электроды могут работать лишь в защитном газе, не реагирующем с вольфрамом. Наиболее высокое качество сварки неплавящимся электродом и продолжительный срок службы вольфрамового электрода обеспечивает применение инертных газов — аргона и гелия (смотрите рисунок).
Наиболее высокое качество сварки неплавящимся электродом и продолжительный срок службы вольфрамового электрода обеспечивает применение инертных газов — аргона и гелия (смотрите рисунок).
» Сварка вольфрамовыми электродами в среде защитного газа — аргона: 1. Сварочная дуга 2. Газовая защита 3. Зажим электрода 4. Сопло 5. Тугоплавкий электрод 6. Сварочная ванна 7. Металл шва
Обычно сварка ведется на постоянном токе прямой полярности («-» на вольфрамовом электроде). Горелка для сварки вольфрамовым электродом в инертных газах (газоэлектрическая сварка) легка, компактна и удобна в работе. При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево.
При сварке металла меньшей толщины угол между горелкой и изделием устанавливают равным 60°. При сварке изделий больших толщин применяют правый способ. Угол между горелкой и изделием, также как и при сварке угловых соединений, устанавливают равным 40 90°. Присадочный пруток при ручной сварке вольфрамовым электродом тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями; при сварке металла большей толщины — поступательно-поперечными перемещениями. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными).
При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными).
При автоматической и полуавтоматической сварке вольфрамовый электрод располагают перпендикулярно к поверхности изделия. Угол между электродом и присадочной проволокой (обычно 0 2-4 мм) должен приближаться к 90°. В большинстве случаев направление сварки выбирают таким, чтобы присадочный пруток находился впереди дуги (подавался в головную часть сварочной ванны).
www.sibelektrod.ru
Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа
В последнее время дуговую сварку неплавящимся вольфрамовым электродом в среде инертного газа (метод TIG) всё больше вытесняют более новые и постоянно совершенствуемые методы дуговой сварки плавящимся электродом в среде инертного газа (MIG) либо в среде активного газа (MAG). Эти новые методы резко повысили производительность сварки без снижения её качества. Однако, несмотря на более низкую скорость сварки и мощность плавления при использовании метода TIG, во многих областях применения он по-прежнему остается несомненным гарантом максимально высокого качества сварочных работ. Метод дуговой сварки неплавящимся вольфрамовым электродом в среде инертного газа сохраняет шансы на будущее во многом благодаря усовершенствованию источников тока.
Метод дуговой сварки неплавящимся вольфрамовым электродом в среде инертного газа сохраняет шансы на будущее во многом благодаря усовершенствованию источников тока.
Основой сварочной горелки, применяемой в технологии TIG, является неплавящийся, термостойкий вольфрамовый электрод. Исходящая от него электрическая дуга нагревает и расплавляет свариваемый материал. При необходимости осуществляется подача сварочной проволоки, вручную или с помощью подающего механизма. При относительно небольшом зазоре между свариваемыми заготовками присадочный материал во многих случаях вообще не требуется. Как правило, электрическая дуга зажигается без прикосновения вольфрамового электрода к заготовке. Для зажигания дуги используется временно подключаемый источник высокого напряжения. Сама сварка большинства металлов осуществляется с помощью постоянного тока. Лишь алюминий сваривается с использованием переменного тока.
Вокруг вольфрамового электрода расположена форсунка для защитного газа. Выходящий из неё поток газа защищает нагретый материал заготовок от вступления в химические реакции с окружающим воздухом и тем самым обеспечивает необходимую прочность и вязкость металла сварного шва. В качестве защитных газов применяются инертные газы аргон, гелий или их смеси. В отдельных случаях также применяется водород. Все эти газы являются химически пассивными. Название этого метода сварки (TIG/MIG) происходит от названий материала электрода (Tungsten (англ.) или Wolfram (нем.)) и защитного газа (Inert Gas).
В качестве защитных газов применяются инертные газы аргон, гелий или их смеси. В отдельных случаях также применяется водород. Все эти газы являются химически пассивными. Название этого метода сварки (TIG/MIG) происходит от названий материала электрода (Tungsten (англ.) или Wolfram (нем.)) и защитного газа (Inert Gas).
В качестве защитного газа при сварке методом TIG чаще всего применяется аргон. Он оптимизирует динамические качества источника питания с точки зрения возбуждения электрической дуги, а также её устойчивость и обеспечивает улучшенную по сравнению с гелием зону очистки сварного шва. В свою очередь гелий способствует особенно широкому и глубокому провару благодаря тому, что его теплопроводность в 9 раз превышает теплопроводность аргона. При сварке алюминия в среде аргона также обеспечивается менее выраженное образование пор. При сварке аустенитных сталей применяется частичная добавка водорода (лишь 2-5 %), а остальную часть защитного газа составляет аргон. Теплопроводность водорода в 11 раз превышает теплопроводность аргона, благодаря чему достигается очень глубокий провар и чрезвычайно эффективная дегазация.
При сварке коррозионностойких материалов, например, нержавеющих сталей, происходит окисление нагретых краевых зон вследствие контакта с кислородом воздуха, которого не всегда удается избежать полностью. При этом на поверхности заготовки образуются так называемые цвета побежалости. Их можно удалить методом последующей обработки и тем самым восстановить коррозионную стойкость материала. Однако более эффективным методом является полное исключение образования цветов побежалости. Это достигается с помощью так называемых формирующих газов. Эти газы блокируют доступ воздуха к краевым зонам сварного шва, а в некоторых случаях даже влияют на формирование корня шва. В качестве формирующих газов применяются главным образом смеси водорода и азота, а также аргон.
Дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа подходит для любых материалов, поддающихся сварке. В основном же этот метод применяется для сварки нержавеющих сталей, алюминиевых и никелевых сплавов. Концентрированная, устойчивая электрическая дуга обеспечивает высокое качество металла сварного шва и его гладкость, а также отсутствие брызг металла и шлака. Поэтому метод TIG является самым оптимальным для сварки деталей, к качеству которых предъявляются максимальные требования, например, трубопроводов для реакторов.
Поэтому метод TIG является самым оптимальным для сварки деталей, к качеству которых предъявляются максимальные требования, например, трубопроводов для реакторов.
Во многих областях применения данного метода сварки выгодно использовать пульсирующий сварочный ток, чтобы предотвратить слишком интенсивное плавление материала основы и вызванное им проваливание сварного шва. При использовании пульсирующего сварочного тока сварной шов легче всего формируется при сварке тонколистового металла, так как материал основы расплавляется лишь отрезками и снова застывает.
| Следующая > |
slesario.ru
Сварка вольфрамовым электродом без газа
Содержание
- Преимущества
- Выбор и заточка вольфрамовых электродов
- Вольфрамовые электроды легированные оксидом тория
- Вольфрамовые электроды легированные оксидом церия
- WC-20* (серый)
- Вольфрамовые электроды легированные оксидом лантана
- WL-20* (синий)
- Вольфрамовые электроды легированные оксидом циркония
- WZ-8 (белый)
- Вольфрамовые электроды легированные оксидом иттрия
- WY-20* (темно-синий)
- Выполнение TIG сварки
- Вольфрам как сварочный материал
- Назначение
- Марки и маркировка
- Область применения в сварочном производстве
- Подготовка и сборка кромок
- Чистота соединения
- Режим сварки
- Особенности сварки электродами из вольфрама
- Сварка алюминия
- Оборудование
- Сферы применения
- Преимущества и недостатки
- Выбор и заточка вольфрамовых прутков
- Последовательность действий
- Ошибки
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает – сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой.
То есть, TIG сварка означает – сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой.
В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха – кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:
Реже используется гелий, из-за высокой стоимости и большего расхода (из-за меньшей плотности). Однако, при одном и том же значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию.
Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую степень проплавления.
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.

Выбор и заточка вольфрамовых электродов
Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки. Вольфрам имеет очень высокую температуру плавления (3380°C), самую высокую из металлов. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги.
Чистый вольфрам характеризуется очень высокой энергией, необходимой для выхода электрона из атома, вследствие чего зажигать дугу сложнее, чем с легированными электродами.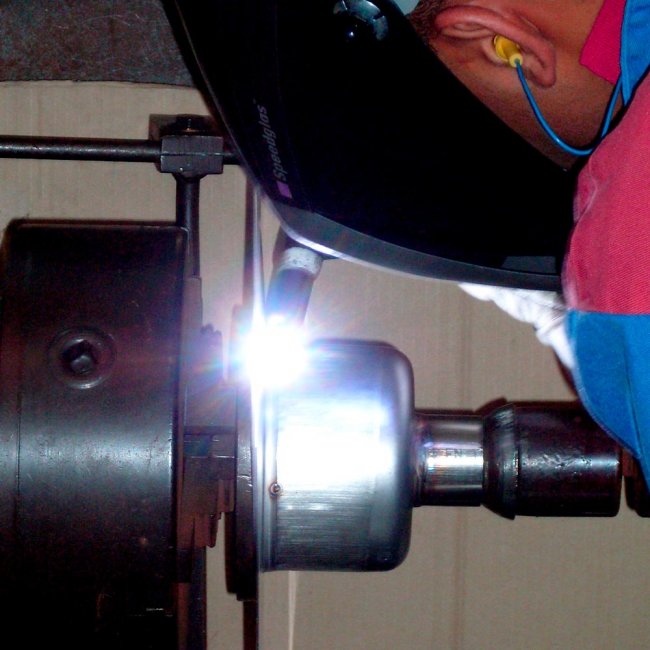 Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током, однако лучше их вообще не использовать .
Кроме того, из-за высокой энергии выхода электрона, температура на кончике выше, что приводит к короткому сроку службы электрода. Эти электроды используются только для сварки переменным током, однако лучше их вообще не использовать .
Вольфрамовые электроды легированные оксидом тория
Долгое время торированные электроды были наиболее часто используемыми, и поэтому превратились в стандарт, который используется для сравнения других вольфрамовых электродов. Однако, поскольку торий является радиоактивным, многие пользователи перешли к другим альтернативам (когда они появились).
Торий не вредит здоровью находясь в электроде, но опасна пыль, образующаяся при заточке, которая может попасть в легкие или открытые раны. Торий выделяется в воздух и при сварке, но в значительно меньшем количестве.
Поэтому следует принимать меры предосторожности при заточке и сварке. Несмотря на эти проблемы, торированные электроды по-прежнему часто используются. Они имеет низкую энергию выхода электрона, и главное, хорошо работают при перегруженности по току . Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током.
Эти электроды используются для сварки постоянным током, и не должны использоваться с переменным током.
Вольфрамовые электроды легированные оксидом церия
WC-20* (серый)
Эти электроды особенно хороши для сварки постоянным током с низкой силой тока, потому что они очень легко зажигают дугу и, как правило, не могут работать при таких же высоких токах как торированные электроды. Хороши для коротких циклов сварки . В частности, они широко используется для сварки очень мелких деталей. Используются для сварки постоянным током, и не должны использоваться с переменным током.
Вольфрамовые электроды легированные оксидом лантана
WL-20* (синий)
Имеют низкую энергию выхода электрона и самую низкую температуру на кончике, что способствует увеличению срока службы. Если не перегружать электрод по току, он может прослужить дольше, чем торированный электрод . Но не может работать при таких же высоких токах как торированный электрод. Используется для сварки постоянным током, а также будет показывать хорошие результаты с переменным током.
Вольфрамовые электроды легированные оксидом циркония
WZ-8 (белый)
Этот материал является наиболее часто используемым при сварке переменным током , потому что имеет более стабильную дугу, чем чистый вольфрам. Хорошо препятствуют загрязнению ванны при переменном токе. Ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Вольфрамовые электроды легированные оксидом иттрия
WY-20* (темно-синий)
Стойко выдерживают большие токи не загрязняя металл шва вольфрамом. Используются для сварки особо ответственных соединений постоянным током.
Другие вариантыСуществуют и другие, менее распространенные электроды, например со смесью различных оксидов.
* – цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
22435-647 и более511,62233445 и более6
| Металл | Толщина металла, мм | Диаметр электрода, мм |
| Цветные металлы | 1 | 1,6 |
| Углеродистые, конструкционные и нержавеющие стали, жаропрочные сплавы | 0,5 | 1 |
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.
Выполнение TIG сварки
Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).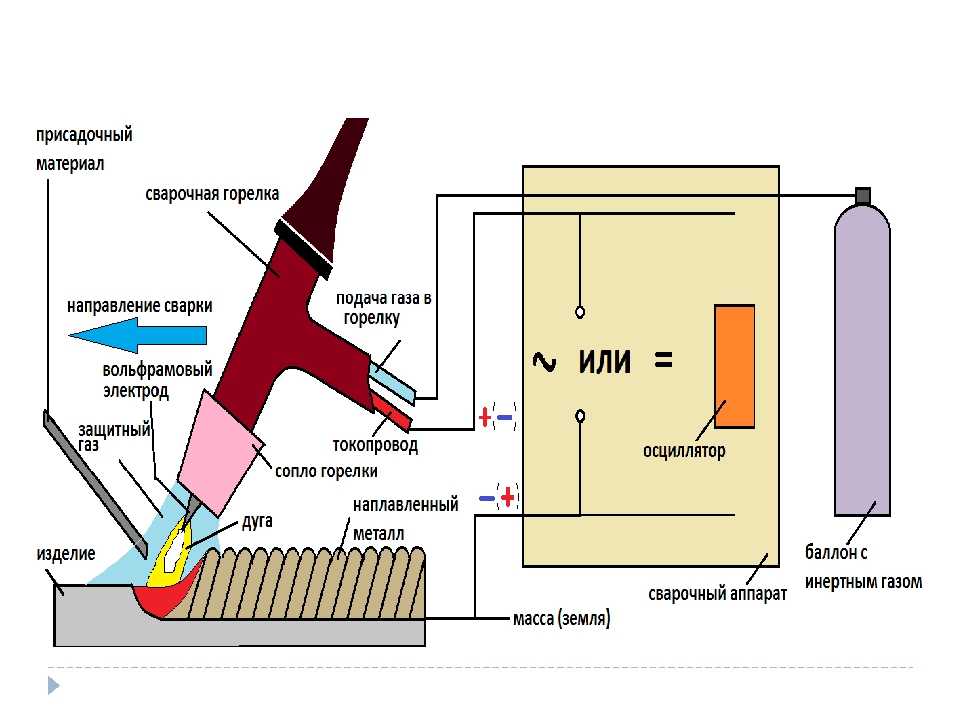
| Диаметр электрода, мм | Постоянный ток прямой полярности, А | Переменный ток, А |
| 1 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2 | 65-160 | 50-100 |
| 3 | 140-180 | 100-160 |
| 4 | 250-340 | 140-220 |
| 5 | 300-400 | 200-280 |
| 6 | 350-450 | 250-300 |
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.
Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.
Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами.
Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии).
Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие. Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине.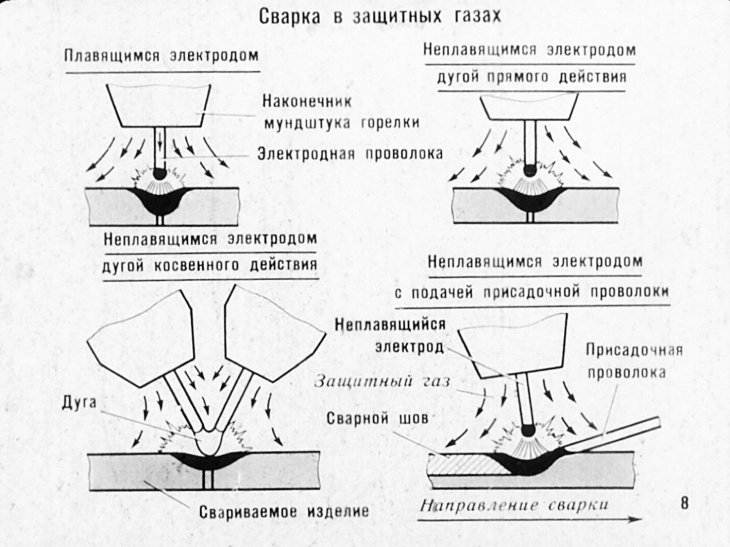
Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение – вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.
Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно.
О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому – круглая или овальная.
Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом – под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.
Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла.
 Иногда для одного изделия нужны разные марки.
Иногда для одного изделия нужны разные марки.Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок.
Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.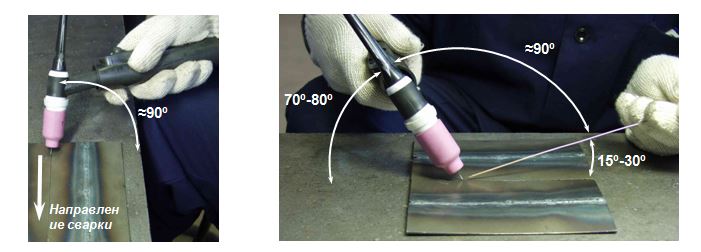
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов. Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.
Оборудование
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.
Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.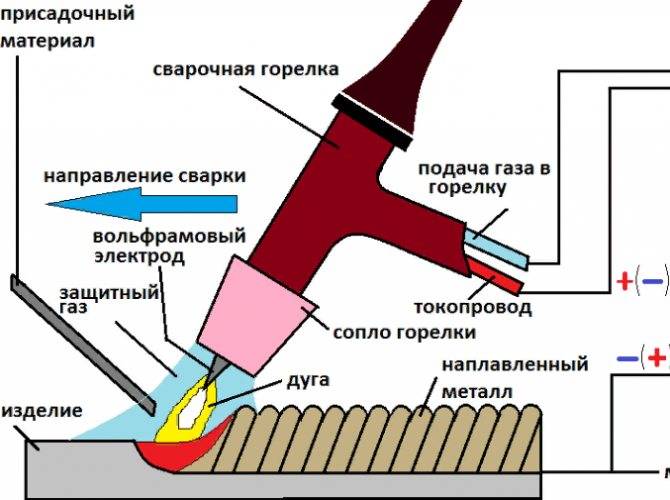
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения
Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.

При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Что произойдет, если вы сварите TIG без газа?
Этот метод сварки требует, чтобы каждая часть процесса была ОЧЕНЬ чистой, а в качестве защитного газа требуется 100% аргон. Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не проникнете в заготовку .
Посмотреть полный ответ на thewelderswarehouse.com
Можно ли сваривать TIG без газа?
Проще говоря, НЕТ, сварка TIG без газа невозможна! Газ необходим для защиты вольфрамового электрода и сварочной ванны от кислорода. Большинство горелок Tig Welder также охлаждаются газом, поэтому неиспользование газа может привести к возгоранию горелки.
Просмотр полный ответ на thewelderswarehouse.com
Что произойдет, если я сварю без газа?
При использовании сварки с флюсовой проволокой могут образовываться брызги и шлаковая корка поверх сварного шва. Шлак будет пузыриться как защитное покрытие и не позволит вам увидеть сварочную ванну. К сожалению, это один из недостатков сварки без защитного газа.
Посмотреть полный ответ на сайте weldgears.com
Что происходит без защитного газа?
В то время как вы можете обойтись без использования защитного газа с использованием проволоки с флюсовым сердечником, вы не можете обойтись без использования обоих.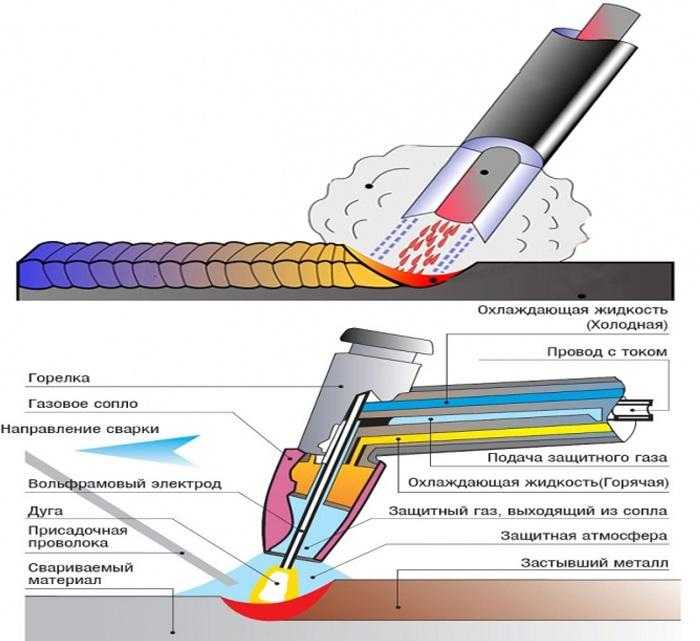 В то время как многие металлы могут сопротивляться реакции с воздухом в обычных условиях, почти все металлы будут реагировать при температурах сварки.
В то время как многие металлы могут сопротивляться реакции с воздухом в обычных условиях, почти все металлы будут реагировать при температурах сварки.
Посмотреть полный ответ на Weldingtroop.com
Что произойдет, если сварить алюминий без газа?
Без газа сварной шов не будет держаться так, как должен. Оксиды алюминия загрязняют сварные соединения вместе с пузырьками из-за реакции материала с атмосферой. Просто потому, что технически возможно сваривать без инертного газа, это не рекомендуется.
Просмотр полный ответ на Weldingtroop.com
Сварка TIG углеродистой стали с порошковой проволокой и без газа
Газовые сварщики не годятся?
Безгазовая (флюсовая) сварка создает намного больше дыма, чем при использовании защитного газа, благодаря всем компонентам флюса, которые защищают сварной шов. Вот почему безгазовая сварка намного лучше подходит для наружных работ.
Вот почему безгазовая сварка намного лучше подходит для наружных работ.
Посмотреть полный ответ на unimig.com.au
Можно ли сваривать сплошной проволокой без газа?
В то время как для сплошной проволоки MIG требуется защитный газ для защиты сварного шва, как правило, смесь аргона и CO2, существует также проволока MIG с флюсовой сердцевиной, которая защищает сварной шов сама по себе без помощи газа.
Посмотреть полный ответ на midsouthmechanical.com
Почему при сварке необходим защитный газ?
Экранирование защищает расплавленный металл от реакции с атмосферными газами, такими как кислород, углекислый газ, азот и водяной пар. Плавный процесс сварки требует тщательного выбора газов с учетом их свойств. Неправильный выбор газа может привести к дефектам и неправильной сварке.
Просмотр полный ответ на sg.airliquide.com
Зачем вам нужен газ для сварки?
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Посмотреть полный ответ на tregaskiss.com
Какая сварочная проволока работает без газа?
Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса из проволоки. В результате самозащитная порошковая проволока более мобильна, так как не требует внешнего газгольдера.
Посмотреть полный ответ на millerwelds.com
Какой газ лучше всего подходит для сварки TIG?
Обычным газом для сварки TIG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали. В некоторых случаях азот (N 2 ) и/или водород (H 2 ) могут быть добавлены для достижения особых свойств.
Посмотреть полный ответ по материалам. Sandvik
Что лучше TIG или MIG?
Сварка TIG лучше подходит для более тонких металлов и небольших проектов, поскольку они обеспечивают точные и чистые сварные швы. Сварка MIG хорошо подходит для крупных проектов с толстыми металлами, которые требуют более длительных непрерывных проходов. Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов обеими руками.
Просмотр полный ответ на Fairlawntool.com
Что сильнее TIG или палка?
Также называется сваркой вольфрамовым электродом в среде инертного газа (TIG). Один из самых аккуратных (самых чистых) видов сварки, потому что он не создает брызг. Сварка TIG дает самый прочный тип сварного шва.
Посмотреть полный ответ на Weldingtroop.com
Требуется ли для сварки TIG аргон?
Таким образом, сварка TIG требует чистого аргона для защиты вольфрамового электрода, а сварка MIG лучше всего работает со смесью 75%/25% аргона/двуокиси углерода, чтобы обеспечить хорошее проплавление и плавность сварного шва.
Просмотр полный ответ на makeitfrommetal.com
Сварка TIG легче, чем сварка электродом?
Недостаток: TIG гораздо сложнее освоить, чем другие методы. Это требует высокой квалификации оператора, так как требует одновременного использования обеих рук и ног. Сварка TIG также значительно медленнее, чем MIG или дуговая сварка, и требует, чтобы поверхность заготовки была абсолютно безупречной.
Посмотреть полный ответ на сварочные материалы с сайта ioc.com
Можно ли сваривать сталь 100% аргоном?
Да, вы можете использовать 100% аргон для сварки стали MIG, но этот сварочный газ имеет много плюсов и минусов. Лучше всего использовать комбинацию сварочных газов MIG, чтобы получить наилучшие результаты для вашего конкретного проекта. Аргон — один из четырех газов, используемых при сварке MIG.
Посмотреть полный ответ на Weldingtroop.com
Могу ли я использовать азот вместо аргона?
Есть два случая, когда аргон превосходит азот. Дуговая сварка, при которой азот становится реактивным в присутствии электрической дуги, а также при изоляции окон, где теплопроводность аргона намного ниже, чем у азота. Почти во всех других случаях использования газов азот является лучшим выбором.
Дуговая сварка, при которой азот становится реактивным в присутствии электрической дуги, а также при изоляции окон, где теплопроводность аргона намного ниже, чем у азота. Почти во всех других случаях использования газов азот является лучшим выбором.
Просмотр полный ответ на blog.parker.com
Можно ли использовать TIG с азотом?
Некоторые газы легко образуют ионы, другие (например, азот) нет; что приводит к стабильным или нестабильным потокам плазмы. Тим прав, Азот — плохой выбор. У вас есть два варианта: аргон или гелий. У обоих есть свои преимущества и недостатки, но Аргон, кажется, является выбором №1.
Посмотреть полный ответ на app.aws.org
Можете ли вы положить баллон с аргоном?
Вы можете положить его на бок, но он должен стоять вертикально в течение 1-2 часов, прежде чем снова использовать.
Просмотр полный ответ на reddit.com
Почему сварочный газ такой дорогой?
Баллоны с аргоном считаются самыми дорогими, цена за новый баллон достигает 350 долларов. Это связано с затратами на добычу и сбор газа.
Это связано с затратами на добычу и сбор газа.
Посмотреть полный ответ на сайте waterwelders.com
На сколько хватит баллона с аргоном?
Ваш расход обычно устанавливается в пределах 10-20 кубических футов в час, что в среднем, если у вас есть бутылка на 250 кубических футов, хватит на 10-20 часов непрерывной сварки. На это уйдет примерно 2-4 дня серьезной сварки.
Просмотр полный ответ на everlastgenerators.com
Является ли сварка под флюсом такой же прочной, как MIG?
Является ли флюсовый сердечник таким же прочным, как MIG? И MIG, и порошковая проволока дают очень близкие по прочности сварные швы, и если соединение сварено надлежащим образом, между процессами нет существенной разницы в прочности.
Посмотреть полный ответ на Weldguru.com
Прочна ли сварка под флюсом?
В то время как сварщик MIG может наплавлять до 8 фунтов проволоки в час, сварочный аппарат с флюсовой проволокой может производить до 25 фунтов в час.
Просмотр полный ответ на tws.edu
Можно ли сваривать алюминий MIG?
Алюминий — сложный металл для сварки с помощью сварочного аппарата MIG, потому что он требует больше тепла, чем мягкая сталь (обычно в диапазоне от 21 до 24 вольт). Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 ga. До 18 га. Если тоньше, вам понадобится сварочный аппарат TIG.
Посмотреть полный ответ на makemoneywelding.com
← Предыдущий вопрос
Как долго можно оставаться в капсульном отеле в Токио?
Следующий вопрос →
Почему клиенты избегают зрительного контакта во время терапии?
TIG без газа
05.02.2007 #1
ТИГ без газа
Больше глупых вопросов о вещах, которые люди, вероятно, не должны делать; как будут выглядеть сварные швы, если не использовать защитный газ? Кто-нибудь пробовал TIG или MIG?
———————
GMC WLDR 140A Палка
Дуга скряга
теперь на 90 % больше прогорания
Ответить с цитатой
05. 02.2007
#2
02.2007
#2
Re: TIG без газа
Это будет выглядеть как брызги, затем пламя погаснет, ваш вольфрам расплавится, и вы отправитесь в путешествие к своему любимому шлифовальному устройству.Я знаю, потому что делал это несколько раз.
Различные кофемолки
Факел Victor Journeyman
200cf Ацет. 250 кубических футов кислорода
Пистолет Lincoln 175 plus/alpha2
Линкольн v205t тиг
Линкольн 350мп
Эсаб 650 плазма
Когда вы можете встать утром, это хороший день.
Живите каждый день так, как будто он последний.
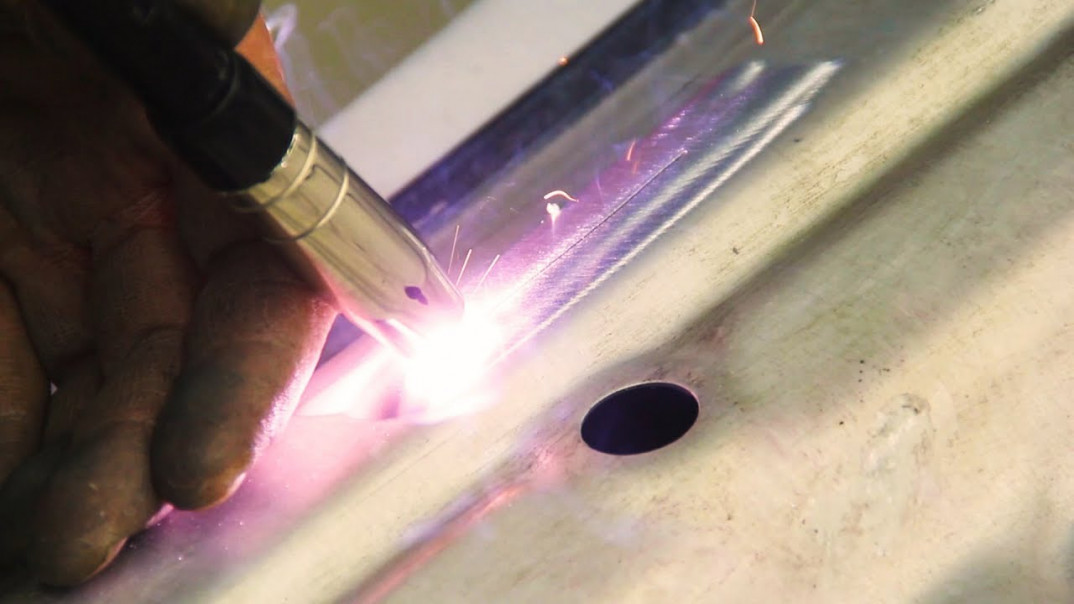
Ответить с цитатой
05.02.2007 #3
Re: TIG без газа
вольфрамовый электрод окисляется и загрязняет сварной шов с tig с mig это выглядит как курица.
Термальная дуга 185 Tig
ПВТ 200 Миг
Мастер O/A
1942 Бриджпорт Милл
12-тонный гидравлический пресс
Шагающая лапка Consew
Ответить с цитатой
05. 02.2007
#4
02.2007
#4
Re: TIG без газа
Были проблемы с газом со сварочным аппаратом MIG, и сварные швы выглядели как швейцарский сыр и не держались. Защитный газ очень важен.
Миллер DVI2
Lincoln Precision Tig 225
Термодинамика Cutmaster 38
Все остальное нужно.
Ответить с цитатой
05.02.2007 #5
Re: TIG без газа
TIGTungestion
Инертный
ГазПопытка сделать это любым другим способом — это верный путь к абсолютно ничего.
…зап!
 .
.Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.
Ответить с цитатой
06.02.2007 #6
Re: TIG без газа
Не волнуйтесь, все, у кого есть Tig, забыли включить газ.
 .. в конце концов вы увидите, как это выглядит!
.. в конце концов вы увидите, как это выглядит!Ответить с цитатой
06.02.2007 #7
Re: TIG без газа
Первоначально Послано Бретт
Не волнуйтесь, все, у кого есть Tig, забыли включить газ …. вы увидите, как это выглядит в конце концов!
вот и все.

Ответить с цитатой
06.02.2007 #8
Re: TIG без газа
ПЛОХОЙ ход… НЕТ ГАЗА, нет TIG
Ответить с цитатой
06.02. 2007
#9
2007
#9
Re: TIG без газа
Выключите газ и убедитесь в этом сами. Выглядит ужасно.
Дьюэйн
Диксиленд Сварка
ММ350П
Линкольн 100
Некоторые факелы
Другое разное инструменты
Ответить с цитатой
06.02.2007 #10
Re: TIG без газа
был там, сделал это.
 Не хорошо.
Не хорошо.Миллер DVI2
Lincoln Precision Tig 225
Термодинамика Cutmaster 38
Все остальное нужно.
Ответить с цитатой
06.02.2007 #11
Re: TIG без газа
faex,Прикрепленные изображенияВот фотография, которую я сделал из стали 16 калибра, которую я сварил с наполнителем и без него, без газа. Это я сделал, когда нашел пару бывших в употреблении сварочных аппаратов Miller TIG с проблемами.
о.к.д.
 Когда я решил проблему с полностью открытым током, я посидел несколько минут на каждом сварочном аппарате, используя вольфрам 3/32 и 1/16 без аргона, некоторые сварные швы используют 1/16 70s2, а некоторые без наполнителя, обратите внимание на вольфрам. 3/32 слева и 1/16 справа. Оба были отшлифованы перед сваркой менее 1 минуты каждый, вы заметите, что у 3/32 есть горб посередине, ну, шлифовальный станок вырвал его из моей руки, и мне пришлось отбивать его от него. Я тоже не зачищал сталь перед сваркой (это было сделано месяц назад).
Когда я решил проблему с полностью открытым током, я посидел несколько минут на каждом сварочном аппарате, используя вольфрам 3/32 и 1/16 без аргона, некоторые сварные швы используют 1/16 70s2, а некоторые без наполнителя, обратите внимание на вольфрам. 3/32 слева и 1/16 справа. Оба были отшлифованы перед сваркой менее 1 минуты каждый, вы заметите, что у 3/32 есть горб посередине, ну, шлифовальный станок вырвал его из моей руки, и мне пришлось отбивать его от него. Я тоже не зачищал сталь перед сваркой (это было сделано месяц назад).Последний раз редактировалось o.c.d.; 06.02.2007 в 23:13.
Ответить с цитатой
Что такое дуговая сварка вольфрамовым электродом или сварка TIG?
Что такое дуговая сварка вольфрамовым электродом? Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления и других атмосферных загрязнений инертным защитным газом (аргоном или гелием).
Зона сварки и электрод защищены от окисления и других атмосферных загрязнений инертным защитным газом (аргоном или гелием).
Обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы или сварные швы плавлением, он не требуется. Когда используется гелий, это известно как гелиаруговая сварка. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди. Этот процесс дает оператору больший контроль над сваркой, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка металлическим электродом в среде защитного газа, что позволяет выполнять более прочные и качественные сварные швы.
Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Родственный процесс, плазменная дуговая сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как следствие, часто автоматизирован.
Родственный процесс, плазменная дуговая сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как следствие, часто автоматизирован.
Как работает дуговая сварка вольфрамовым электродом?
Ручная дуговая сварка вольфрамовым электродом в среде защитного газа является относительно сложным методом сварки из-за требуемой сварщиком координации. Подобно сварке с помощью горелки, для GTAW обычно требуется две руки, поскольку в большинстве случаев требуется, чтобы сварщик вручную подавал присадочный металл в зону сварки одной рукой, а другой манипулировал сварочной горелкой. Также важно поддерживать короткую длину дуги, предотвращая контакт между электродом и заготовкой.
Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта искра представляет собой проводящий путь для сварочного тока через защитный газ и позволяет зажечь дугу, когда электрод и заготовка разделены, обычно на расстоянии около 1,5–3 мм (0,06–0,12 дюйма).
После зажигания дуги сварщик перемещает горелку по небольшому кругу, создавая сварочную ванну, размер которой зависит от размера электрода и силы тока.
Поддерживая постоянное расстояние между электродом и заготовкой, оператор затем слегка перемещает резак назад и наклоняет его назад примерно на 10–15 градусов от вертикали. Присадочный металл добавляется вручную в переднюю часть сварочной ванны по мере необходимости.
Сварщики часто разрабатывают технику быстрого чередования перемещения горелки вперед (для продвижения сварочной ванны) и добавления присадочного металла. Присадочный стержень извлекается из сварочной ванны каждый раз при продвижении электрода, но всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва.
Присадочные стержни, изготовленные из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор находился на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Если держать его слишком близко к дуге, присадочный стержень может расплавиться до того, как коснется сварочной ванны.
Если держать его слишком близко к дуге, присадочный стержень может расплавиться до того, как коснется сварочной ванны.
Когда сварка приближается к завершению, ток дуги часто постепенно уменьшают, чтобы обеспечить затвердевание кратера и предотвратить образование трещин в конце сварного шва.
Использование защитного газа при дуговой сварке вольфрамовым электродомЗащитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь:
- Аргон: наиболее часто используемый защитный газ, который можно использовать для сварки широкого спектра материалов, включая стали, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5 % h3: добавление водорода к аргону немного восстановит газ, что поможет получить более чистые сварные швы без окисления поверхности. Поскольку дуга более горячая и более сжатая, она позволяет использовать более высокие скорости сварки. К недостаткам относятся риск водородного растрескивания углеродистых сталей и пористость металла шва в алюминиевых сплавах.
- Гелий и смеси гелия/аргона: добавление гелия к аргону повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению шва. Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.

Вольфрамовая сварочная машина в среде инертного газа состоит из следующего оборудования:
- Питания
- Инертный газ.
- Сварка факела/держатель
- В вольвенный электрод
- . было колебание тока, то сварщику трудно правильно сварить стыки.
Блок питания может быть двух типов:
- Блок питания постоянного тока
- Блок питания переменного тока
В источнике постоянного тока мы можем сваривать сталь, никель, титан и т.
д. А в источнике переменного тока мы можем сваривать магний, алюминий и другие материалы.2.
Подача инертного газа:При сварке TIG нам требуется подача инертного газа для обеспечения защиты зоны сварки от атмосферного газа (например, кислорода, азота и водорода).
Обычно аргон используется в качестве источника инертного газа при сварке TIG. Мы обсудим это позже в разделе «Защитный газ».
3.
Сварочная горелка:В сварке TIG сварочная горелка предназначена для выполнения как автоматических, так и ручных операций. Однако с точки зрения конструкции оба они одинаковы: в ручном резаке они снабжены ручкой для удержания, а в случае автоматического они предназначены для установки на автомат.
Горелки снабжены системой охлаждения водой или воздухом.
Когда сила тока менее 200 А, обычно используется воздушное охлаждение, но если она превышает 200 А, используется водяное охлаждение для снижения температуры сварочной горелки.
Внутренняя часть сварочной горелки обычно изготавливается из меди для повышения теплопроводности.
Горелки снабжены фиксатором (портом) для надежного удержания вольфрамового электрода.
4.
Вольфрамовый электрод:При сварке TIG мы используем неплавящийся электрод из вольфрама или вольфрамового сплава.
Из-за высокой термостойкости (температура плавления вольфрама составляет 3422 °C) вольфрама, а не любого другого металла, поэтому мы используем вольфрамовый электрод.
Диаметр электрода обычно варьируется от 0,5 мм до 0,65 мм, а длина варьируется от 75 мм до 610 мм.
5.
Защитный газ:Защитные газы используются для защиты сварочной ванны от атмосферных газов, таких как азот, кислород, в противном случае эти газы могут повредить поверхность сварки, создав пористость, пузыри и т. д.
Выбор защитного газа зависит от типы сварки, а также атмосферные условия, тип металла, используемого для операции, и многое другое.
Однако, как правило, мы используем аргон в качестве защитного газа при сварке TIG. Иногда при этом виде сварки применяют также аргоно-гелиевые смеси.
6.
Присадочный стержень:Как мы уже знаем, при сварке TIG мы используем вольфрамовый неплавящийся электрод, поэтому в некоторых случаях нам нужен отдельный материал для заполнения зазора между двумя соединениями.
Материал присадочного стержня может быть любым, например, углеродистая сталь, алюминий и т. д. Обычно это зависит от типа соединения, материала заготовки, толщины, а также свойств заготовки.
Применение дуговой сварки вольфрамовым электродом- Специально используется при сварке огнеупорных, листовых и реактивных материалов.
- Сварка вольфрамовым газом может использоваться с таким большим разнообразием металлов, этот процесс может применяться в нескольких отраслях промышленности и помогает в создании и ремонте многих предметов. Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях.
- Аэрокосмическая промышленность: Самолеты и космические аппараты частично изготавливаются с помощью сварки TIG.
- Автомобильная промышленность: Безопасная и надежная конструкция имеет важное значение в автомобильной промышленности, так как автомобили должны выдерживать испытание временем.
- Ремонт: TIG может использоваться в ряде ремонтных работ. Этот метод сварки пригодится от ремонта детской игрушки, такой как фургон или старомодный педальный автомобиль, до ремонта алюминиевых инструментов.
Преимущества сварки вольфрамовым электродом в среде инертного газа:
- Сварка вольфрамом предлагает решение для сварки ответственных соединений, а также в ситуациях, когда требуются небольшие или исключительно точные сварные швы.
- Его можно выполнять с широким спектром металлов.
- При правильном выполнении получается высококачественный и чистый сварной шов по сравнению с другими процессами соединения, что имеет решающее значение во многих случаях.
- Может выполняться как в автоматическом, так и в ручном режиме.
- В целом, это один из самых эффективных способов соединения двух металлов.
- Шлак не образуется.
- Сварку ВИГ можно выполнять в любом положении.
Ниже перечислены недостатки сварки ВИГ:
- Сварку вольфрамовым электродом нельзя использовать для более толстых листов металла.
- Более сложные — Требуются высококвалифицированные и профессиональные рабочие.
- С точки зрения безопасности сварщики подвергаются воздействию яркого света, который может повредить глаза.
- Цена услуг сварки TIG высока. Однако затраты будут варьироваться в зависимости от свариваемых материалов и объема проекта.
- Это медленный процесс сварки.
Часто задаваемые вопросы.
Что такое дуговая сварка вольфрамовым электродом?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления и других атмосферных загрязнений инертным защитным газом (аргоном или гелием).
Что такое GTAW?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) представляет собой сварку, производимую путем нагрева дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Защиту получают из смеси инертных газов. Не образуются сварочные брызги или шлак. Этот процесс иногда называют сваркой вольфрамовым электродом в среде инертного газа (TIG).
Является ли GTAW то же самое, что сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом в газе (GTAW), представляет собой процесс дуговой сварки, при котором сварка производится неплавящимся вольфрамовым электродом.
Для чего используется дуговая сварка вольфрамовым электродом в среде защитного газа?
Газовая вольфрамовая дуговая сварка чаще всего используется для сварки нержавеющей стали и цветных металлов, таких как алюминий и магний, но ее можно применять практически ко всем металлам, за исключением цинка и его сплавов.
Что такое процесс дуговой сварки вольфрамовым электродом?
Дуговая сварка вольфрамовым электродом, также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Присадочный металл добавляется из внешнего источника, обычно в виде присадочного прутка из чистого металла.
Каковы недостатки дуговой сварки вольфрамовым электродом в среде защитного газа?
Недостатки GTAW
- Сложность. GTAW часто считается самым сложным процессом сварки и требует от оператора большого мастерства.
- Скорость. GTAW требует относительно низкой скорости перемещения и имеет более низкую скорость осаждения, чем другие процессы.
- Неавтоматизация.
- Стоимость.
Сколько зарабатывают сварочные аппараты для газовой вольфрамовой дуги?
Средняя заработная плата сварщика с газовой вольфрамовой дугой составляет 33 163 доллара в год и 16 долларов в час в Калифорнии, США. Средний диапазон заработной платы сварщика с газовой вольфрамовой дугой составляет от 31 199 до 39 001 долларов.
Какой вид сварки самый прочный?
Сварка ВИГ обеспечивает более чистые и точные сварные швы, чем сварка МИГ или другие методы дуговой сварки, что делает ее самой прочной. Тем не менее, для разных сварочных работ могут потребоваться разные методы, в то время как TIG, как правило, сильнее и качественнее, вам следует использовать MIG или другой метод, если это требуется для работы.
Является ли сварка ВИГ холодной сваркой?
Существует также процесс сварки TIG, также известный как холодная сварка.
Иногда аппарат TIG, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодная». ‘ Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки TIG, возникает эффект «защелкивания».Какой газ лучше всего подходит для сварки TIG?
Аргон является наиболее часто используемым инертным газом для сварки TIG. Поскольку для сварки TIG можно использовать лишь несколько газов, аргон является наиболее популярным выбором, поскольку это универсальный газ, который можно использовать для различных металлов, включая мягкую сталь, нержавеющую сталь и алюминий.
Какова температура сварки TIG?
Сварка ВИГ (GTAW или газ вольфрам) — это процесс дуговой сварки, который работает при высоких температурах (более 6000 градусов по Фаренгейту) для расплавления и нагрева металлов. Хотя это дороже, чем сварка стержнем, оно чище и универсальнее (работает со сталью, алюминием, латунью и многими другими металлами).
Каковы преимущества и недостатки сварки TIG?
Преимущества сварки TIG: детальная точность, различные применения и положения, чрезвычайно сложная сварка металлов, неплавящиеся электроды.
Недостатки сварки TIG: трудоемкий процесс, сложные приборы, проблемы безопасности, стоимость инертного газа.Сварщики со временем слепнут?
Если сварщики должным образом не защищают глаза от дуги, они обычно страдают от вспышки сварщика или фотокератита, состояния, вызванного воздействием интенсивного ультрафиолетового излучения, что приводит к временной слепоте и сильному дискомфорту. Более тяжелые травмы глаз могут привести к необратимой слепоте.
Как правильно заточить вольфрам, чтобы получить стабильную дугу?
Для правильного шлифования вольфрама и предотвращения загрязнения предпочтительно использовать шлифовальный круг, специально предназначенный для шлифования вольфрама, устойчивый к твердости вольфрама. Заточите электрод прямо по направлению круга под углом 90° и убедитесь, что шлифовальные метки расположены по длине.
Что такое GTAW и SMAW?
SMAW — флюсовое покрытие электрода распадается во время сварки и выделяет защитный газ.
Отдельно защитный газ не применяется. GMAW—Защитный газ (инертный или активный) подается из газового баллона. GTAW — инертный защитный газ подается из газового баллона.В чем разница между GMAW и GTAW?
GMAW использует расходуемый электрод. Таким образом, электродный материал плавится и откладывается на сварном шве. В сварке GTAW или TIG используется неплавящийся электрод, поэтому материал электрода не осаждается на сварной шов.
Каковы преимущества и недостатки GTAW?
GTAW Преимущества GTAW Недостатки Чистые, высококачественные сварные швы Более низкие показатели осаждения Сварные шеры. Широкий диапазон металлов требует высокого уровня навыков оператора NO Spatter или Slagh, или Smoke High Level of No Spatter, Sparks, или Smoke High Level of Ly ray or Spatter, Sparks или Smoke . во всех положенияхДля достижения качественного сварного шва требуется хорошая координация глаз и рук Какой металл труднее всего сваривать?
Алюминий — это металл, который очень трудно сваривать из-за его температуры плавления, теплопроводности и пластичности.
Можно ли сваривать TIG без газа?
НЕТ, сварка TIG без газа невозможна! Газ необходим для защиты вольфрамового электрода и сварочной ванны от кислорода. Большинство горелок Tig Welder также охлаждаются газом, поэтому неиспользование газа может привести к возгоранию горелки.
Что такое вакуумная сварка?
Вакуумная склейка или вакуумная сварка — это естественный процесс затвердевания небольших объектов в жестком вакууме. Наиболее ярким примером является пыль на поверхности Луны. Сообщалось, что этот эффект был проблемой первых американских и советских спутников, поскольку небольшие движущиеся части схватывались вместе.
Сколько стоит баллон аргона?
Баллоны с аргоном считаются самыми дорогими, цена за новый баллон достигает 350 долларов.
 д. А в источнике переменного тока мы можем сваривать магний, алюминий и другие материалы.
д. А в источнике переменного тока мы можем сваривать магний, алюминий и другие материалы.

 Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях.
Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях.



 Иногда аппарат TIG, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодная». ‘ Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки TIG, возникает эффект «защелкивания».
Иногда аппарат TIG, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодная». ‘ Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки TIG, возникает эффект «защелкивания».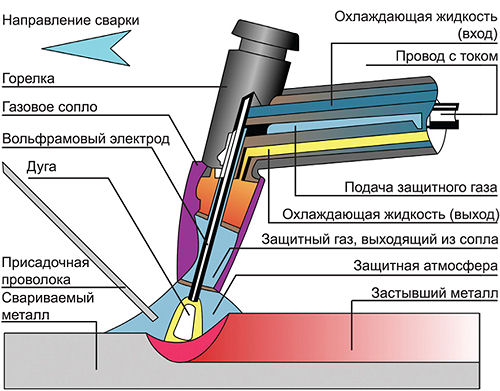 Недостатки сварки TIG: трудоемкий процесс, сложные приборы, проблемы безопасности, стоимость инертного газа.
Недостатки сварки TIG: трудоемкий процесс, сложные приборы, проблемы безопасности, стоимость инертного газа. Отдельно защитный газ не применяется. GMAW—Защитный газ (инертный или активный) подается из газового баллона. GTAW — инертный защитный газ подается из газового баллона.
Отдельно защитный газ не применяется. GMAW—Защитный газ (инертный или активный) подается из газового баллона. GTAW — инертный защитный газ подается из газового баллона. во всех положениях
во всех положениях