Виды соединения труб — способы монтажа стальных труб из металла
Сварка встык – популярный способ соединения стальных труб в единую систему, предназначенную для транспортировки жидкостей или газов. При монтаже бытовых трубопроводов обычно используют ручную электродуговую или газовую сварку.
Подготовка труб к свариванию
Перед началом процесса необходимо:
- Определить марку стали, из которой изготовлена труба. В зависимости от марки, определяют технологию и расходные материалы. Свариваются без ограничения (то есть без необходимости в дополнительных подготовительных мероприятиях) изделия из малоуглеродистой и низколегированной стали.
- Подготовить края в соответствии с ГОСТом 16037. При толщине стенок 3 мм и более изготавливают скос. Подготовку краев осуществляют труборезами, фаскорезами, торцевателями, шлифмашинками. При толщине стенки менее 3 мм скос кромок не требуется. В этом случае оставляют стыковой зазор, равный половине толщины стенки.

- Проверить угол между стыком и продольной осью трубопровода. Он должен составлять 90°.
- При соединении сварных стальных труб – обеспечить смещение продольных швов относительно друг друга примерно на 1/3 от длины окружности.

Технологии сварки труб
Ручная электродуговая
Оборудование – сварочный аппарат. Наиболее востребованы мастерами-любителями инверторы – компактные, удобные в применении аппараты, работающие от бытовой одно- или трехфазной сети. Расходные материалы – покрытые штучные электроды, тип которых выбирается, в зависимости от следующих факторов:
- марка стали;
- толщина стенки и диаметр трубных изделий;
- положение в пространстве и условия изготовления стыка.
В зависимости от марки стали, типа и диаметра выбранных электродов, толщины трубной стенки, определяют параметры сварочного тока.
Газовая
В основе этого процесса лежит разогрев краев отрезков газокислородным пламенем и заполнение зазора расплавленной сварочной проволокой.
- Газовая горелка.
- Кислород – служит для поддержания горения ацетилена, применяется в баллонах.
- Ацетилен – горючий газ, который приобретают в баллонах или получают непосредственно на месте монтажа трубопровода в специальных генераторах из карбида кальция и воды. Вместо ацетилена могут применяться и другие горючие газы – пропан, метан, пары керосина.
- Сварочная проволока, выполняющая функцию сварочного материала. Ее состав зависит от характеристик свариваемого металла.
- Флюс – порошок или паста. Выполняет защитную функцию.
Соединение труб сваркой
Категория: Отопительные системы
Соединение труб сваркой
В современном монтаже получило широкое распространение соединение труб при помощи сварки, достигшей в нашей стране высокого технического уровня. Требования к сварному шву соединения труб аналогичны требованиям к металлу, из которого изготовляются трубы.
Требования к сварному шву соединения труб аналогичны требованиям к металлу, из которого изготовляются трубы.
Условия работы отопительного трубопровода и тепловой сети требуют, чтобы шов мог противостоять линейным температурным деформациям и не давать трещин. Иными словами, необходима достаточная вязкость металла. Условия работы газопровода также выдвигают такое важное требование к сварному шву, как плотность, поскольку газ обладает свойством проникать через весьма малые поры.
Рис. 1. Обработка торцов труб под сварку
Для тепловой и газовой сетей существенное значение имеет прочность шва, исключающая возможность его разрыва.
Для обеспечения указанных требований необходимо:
1) выбрать соответствующую конструкцию сварного соединения;
2) обеспечить при сварке такой металлургический процесс, при котором наплавленный металл приобрел бы необходимые качества;
3) выбрать вид сварки.
В стальных трубопроводах любого назначения трубы соединяют преимущественно встык. В отдельных случаях допускается соединение внахлестку.
В отдельных случаях допускается соединение внахлестку.
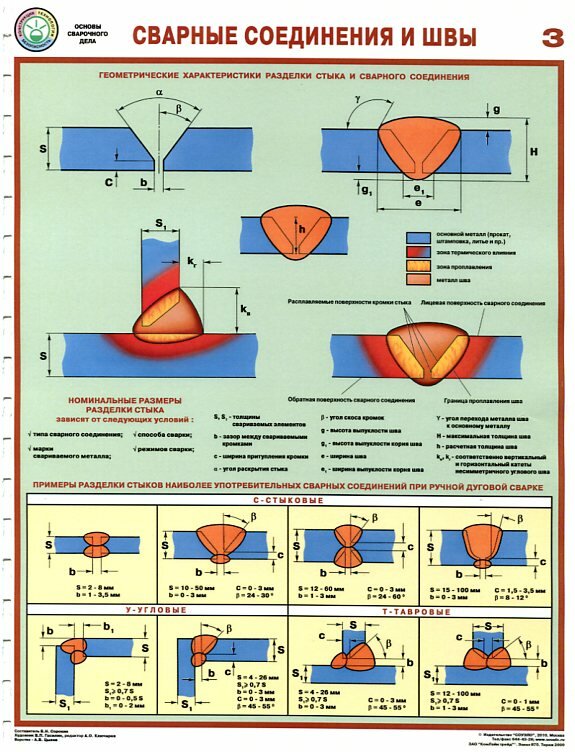
Соединения встык (рис. 1) требуют обязательного провара кромок на всю толщину стенки. Для этого торцы труб должны быть соответственно подготовлены в зависимости от толщины их стенки.
Подготовка состоит в следующем:
1) на концах свариваемых труб запиливают, прострагивают или расплавляют фаски, с тем чтобы угол раскрытия р составлял 60—70°. Больший угол берется для больших толщин; это так называемая У-образная подготовка;
Если сделать фаску без притупления, то ее заостренный срез не успеет отвести направленное на это место тепло при сварке, вследствие чего утоненные кромки мгновенно расплавятся. При этом образуется щель, которую трудно заварить и через которую расплавленный металл выступит на внутренней поверхности стыка в виде затвердевших капсул грата. Грат в трубах малого диаметра может создать значительные гидравлические сопротивления, не учтенные расчетом;
Грат в трубах малого диаметра может создать значительные гидравлические сопротивления, не учтенные расчетом;
3) если, однако, при 1,5—2-миллиметровом притуплении рассматривать его как предел, то тем самым получается, что У-образная подготовка кромок целесообразна только для труб с толщиной стенок не менее 5 мм. При меньшей толщине притупление захватит подавляющую часть толщины стенки, а следовательно, фаска не оправдает своего назначения. Поэтому для труб со стенкой тоньше 5 мм, т. е. для водогазопроводных труб с условным проходом до 70 мм включительно, кромки делаются под прямым углом. Это называется бесскос-ной подготовкой;
4) при У-образной и бесскосной подготовках в стыках между кромками оставляют зазор а, равный 2— 3 мм. Этот зазор делается для обеспечения глубокого провара вершины угла. Это — основное условие прочности сварного трубопровода. При отсутствии зазора расплавленный металл не проникает до вершины угла, что является причиной резкого ослабления прочности соединения.
Рис. 2. Сварные стыки труб: а — нижний шов; б — вертикальный; в – горизонтальный; г — потолочный шов
Сварка обладает рядом преимуществ перед другими способами соединения труб: уменьшается вес трубопроводов, что обеспечивает экономию металла, получается высокая прочность и плотность соединений, сокращается трудоемкость сборки, снижается стоимость.
Рис. 3. Сварка труб внахлестку
При монтаже трубопроводов применяют главным образом два вида сварки: газовую (ацетилено-кислородную) и электродуговую.
Различают нижние, вертикальные, горизонтальные и потолочные швы (рис. 2). Нижним, наиболее легко выполнимым (рис. 2, а), называют шов, который в процессе сварки свободно наблюдается сварщиком в направлении сверху вниз. Горизонтальным называют шов (рис. 2, б), расположенный в горизонтальной плоскости, а вертикальным (рис. 2, в)—расположенный на боковом участке горизонтального трубопровода. Потолочным называют шов, расположенный над головой сварщика (рис. 2, г).
2, г).
Во всех случаях различают швы по возможности или невозможности поворота труб при сварке — поворотные или неповоротные.
Помимо сварки встык трубы сваривают также внахлестку (рис. 3) или под углом. При сварке под углом труб мелкого сечения отверстие в основной трубе просверливают, но не вырезают; диаметр отверстия при этом должен быть равен внутреннему диаметру привариваемой трубы, а торец последней обработан по форме наружной поверхности основной трубы. Если отверстие в основной трубе просверлить нельзя, то его вырезают с последующей обработкой кромки.
Рис. 4. Сварка труб малого диаметра под углом
Отопительные системы — Соединение труб сваркой
Как сварить стальную трубу под углом
Какие трубы можно соединять на сварку
В большинстве случаев на сварку монтируют стальные трубы. Причем, подобный способ соединения участков трубопровода практикуется и в случае производства арматуры из конструкционных сталей, и в случае изготовления труб из высоколегированных сплавов. Для разных металлов нужны разные техники сварки и разные электроды.
Для разных металлов нужны разные техники сварки и разные электроды.
Сварка стальных труб под углом
Кроме того, с помощью сварки или пайки можно стыковать еще медные или алюминиевые трубы. Правда, в данном случае нужен особый аргонодуговой аппарат, генерирующий электрическую дугу в среде инертного газа (аргона). А вот в качестве электрода можно использовать обычную медную или алюминиевую проволоку.
А еще можно «сваривать» полимерные трубы, используя технику термической сварки давлением. Эта технология даже используется при изготовлении сегментарных фитингов, собираемых «на сварку» из вырезанных из труб участков.
Типы сварных швов
Стыковые швы используются при сварке кольцевых стыков труб в соответствии с ГОСТ. Такие соединения обозначаются С1-С53
Они выполняются одно- и двухсторонними, с прямолинейным и закругленным скосом кромок и с расточкой.
В односторонних швах может быть предусмотрена съемная или остающаяся подкладка, а также расплавляемая вставка.
Соединения секторов на повороте трубопровода выполняется со скосом кромок и обозначаются С54-С55.
Соединения фланца и трубопровода обозначается как С56
Пример обозначения углового соединения типа У2.
Угловые швы обозначаются У5-У21, нахлесточные Н1-Н4
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.

Сварка квадратных труб под углом производится по тем же правилам. А вот секторная сборка отвода (колена) выполняется немного по-другому.
В данном случае используют следующие типы сварочных швов:
Секторная сборка отвода
- Без скоса (раздела) кромок, когда стыкуемые сектора соединяют встык или с помощью втулки (съемной подкладки), вводимой с внутренней стороны. При этом накладывается односторонний шов.
- С односторонним скосом кромки, предполагающим точную обработку торца только одного сектора. Причем подобный стык можно обустроить и с помощью съемной прокладки и без нее.
- Со скосом кромок, предполагающим относительную точность формы торцов трубы. В данном случае можно использовать две разновидности подкладки – цилиндрическую и кольцеобразную. Причем образующая скос фаска может нарезаться, как с внутренней, так и с наружной стороны кромок. То есть, односторонний шов будет накладываться как с внутренней, так и с внешней стороны трубы, образуя сварные соединения под острым и тупым углом.
- Со скосом кромок по наружной стороне и расточкой (развальцовкой) внутренней поверхности торца стыка. Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
 Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.
Причем согласно ГОСТ существует шесть вариантов внутренней расточки кромок.Разумеется, подобное разнообразие предполагает использование различных техник и способов сварки: от классического электродугового варианта, до газовой пайки.
Проверка стыковки труб по ГОСТу
Трубы в трубопроводе должны быть сварены встык, причем если трубы толстостенные, то нужно делать два шва – внутренний и наружный.
Положения швов, на которых могут проводиться сварочные работы, могут быть вертикальными и горизонтальными, нижними и потолочными.
Если нужно выполнять поворотную сварку, а это именно то, что следует делать при соединении стыков труб, то лучше отдать предпочтение нижнему положению. Прежде чем начать работу, необходимо проверить трубы и остальные детали, чтобы их категория и другие параметры соответствовали ГОСТу.
Перед началом сварки трубопровода следует ознакомиться с рекомендациями специалистов и посмотреть обучающее видео
Проверке подлежат:
- Сертификаты и маркировка труб;
- Поверхность металла: она должна быть ровная, без каких-либо дефектов;
- Содержание углерода в металле – этот параметр позволяет подобрать оптимальный вид сварки;
- Параметры размеров деталей: длину, толщину, диаметр, кривизну, овальность.
ГОСТ 16037-80 регулирует параметры кромки труб и деталей. Стыки подготавливаются с помощью механической или термической обработки. Первая проводится труборезом, фаскорезом, торцевателем или шлифмашинкой. Для второй используют газокислородную, воздушно-дуговую или пламенную резку.
Показания к применению
Газовая сварка труб
Электродуговая, аргонодуговая или газовая сварка без скоса кромок начинается с подгонки торцов. Максимальная величина зазора между трубами, в данном случае – 1,5 миллиметра, а минимальная – 0,5 миллиметра. Причем, подобная техника используется лишь на трубах с толщиной стенки от 1 до 6 миллиметров. Сам процесс начинается с прихватывания углового сопряжения точечными швами, с последующей правкой положения труб и кольцевой сваркой стыка снаружи.
Угловое сопряжение с односторонним торцом предполагает образование фаски под углом 50 градусов. А двусторонний раздел предполагает образование двух фасок, под углом 30 градусов. Зазор между кромками в первом случае 1-2 миллиметра, а во втором случае 2-5 миллиметров. То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
То есть, о точности торцов можно практически не заботиться. Толщина стенок стыкуемых таким способом труб колеблется в пределах от 2 до 20 миллиметров.
Виды работ по сварке трубопроводов
Трубопроводы в зависимости от их предназначения бывают разных размеров и из различных материалов. Для строительства трубопровода обычно используют термическую сварку как самый дешевый и доступный вариант соединения элементов конструкции между собой. Термическая сварка может быть газовая, дуговая или плазменная. Чаще всего для сварки трубопровода применяют дуговую сварку покрытыми электродами, которую регламентирует СНиП III-Г.9-62.
При сварке трубопровода следует соблюдать правила техники безопасности
Для того чтобы провести сварочные работы, необходим сварочный аппарат и электроды к нему.
Электрод представляет собой стержень из металла, на который нанесен специальный состав.
В зависимости от вида покрытия электроды используются для разных работ:
- Из целлюлозы — для сварки больших труб;
- Покрытие из рутила применяется для тонких сварных швов на небольших изделиях, и чтобы придавать эстетичный внешний вид сварным соединениям;
- С рутилом и кислотой обеспечивает более упрощенное снятие шлаковой корки;
- Покрытие с рутилом и целлюлозой очень прочное и может выполняться при вертикальной сварке;
- Основное – позволяет делать сварочные швы вязкими, что обеспечивает долговечность и надежность такого крепления, например, на трубах с толстыми стенками.

В ГОСТе прописано несколько типов сварных соединений. Внахлест – один элемент накладывается поверх другого и соединяется. Встык – два элемента соединяются торцами друг к другу, сварка происходит с одной или двух сторон. Тавровые – одна деталь приваривается к другой перпендикулярно, и шов приваривают либо с одной стороны, либо с обеих. Угловые – детали соединяются под прямым или другим углом.
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.

Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.

Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Основные дефекты сварных соединений
Дефекты после сварочных работ возникают при неправильной технологии ведения сварки, ненадлежащей подготовке и проверке материалов и несоответствии стандартам.
ГОСТ 30242-97 классифицирует возможные дефекты при сварке на следующие виды:
- Твердые включения. Могут быть из металла, шлака, оксида или флиса.
- Трещины. Подразделяются на поперечные, продольные и радиальные. Могут возникать как на сварном шве, так и на самом изделии. Могут быть единичными и множественными. Снизить вероятность возникновения трещин помогает предварительный прогрев заготовок при высоких температурах и медленное остывание металла после сварки.
- Полости. Они расположены на сварном шве цепочкой или скоплением. Обычно их образование вызвано выделением газа или усадкой при затвердевании.
- Неправильная форма шва. На шве возможно образование подрезов, канавок, прожогов, натеков и наплавов.
- Несплавленные и непроваренные участки.

Прочие дефекты – это повреждение металла, брызги и задиры.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.

Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Разделка труб под сварку
ГОСТ регулирует виды и характеристики подготовки к сварным работам для различных типов соединений:
- стыковых;
- угловых;
- нахлесточных.
Перед началом сварочных работ необходимо проводить подготовку. В нее входит:
- механическая зачистка, выполняется с целью удаления пыли, следов коррозии, оксидной пленки;
- химическая обработка, для удаления масложировых пятен и окисной пленки;
- разделка кромок.
Разделка проводится с помощью механической обработки кромки. При монтаже трубопроводов она выполняется специальными машинами. Во время ремонтных работ допускается выполнение разделки с помощью угловых шлифмашин.
Разделка кромок выполняется при толщине заготовок от 4 мм.
Для угловых соединений под отводы выполняют скашивание одной или обеих кромок под углом 45о.
Стыки на трубопроводах подразделяются на поворотные и неповоротные.
Сварка стальных трубопроводов ГОСТ 16037 рекомендует применять по возможности поворотные стыки. Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Неповоротный стык приходится варить во всех сварочных положениях, переходящих одно в другое по мере продвижения по шву вокруг трубы.
Разница между толщиной стенок соединяемых встык труб не должна быть более 10% и не превышать трех миллиметров. При этом ширина зазора должна быть постоянной по всему стыку и находиться в переделах от 2 до 3 мм.
До того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.
Перед основной электродуговой сваркой торцы труб прихватывают друг к другу:
- трубы до 300 мм в диаметре: 4 прихватки;
- свыше 300 мм- равномерно через каждые 200-300 мм.
Трубы с толщиной стенок 12 мм и более проваривают в три приема. На первом этапе формируют корень шва в виде валика с возвышением 1,5-3 мм, равномерно распределенного по длине стыка. Электрод при этом следует вести возвратно-поступательно.
Электрод при этом следует вести возвратно-поступательно.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.

Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.

Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Преимущества и применение фитингов для стыковой сварки
Фитинги для стыковой сварки (BW) используются для соединения с трубами или фитингами того же размера и того же графика, концы для стыковой сварки. — это гладких или скошенных концов . Преимущества и применение трубных фитингов BW:
— это гладких или скошенных концов . Преимущества и применение трубных фитингов BW:
Преимущество фитингов для стыковой сварки:
По сравнению с другими типами фитингов для стальных труб, фитинги для стыковой сварки труб имеют преимущества (что такое фитинги для стыковой сварки):
Конец трубы со скосом для стыковой сварки
1.Стыковое сварное соединение прочное и долговечное.
2. Непрерывная стальная конструкция соединений между трубами и фитингами имеет хорошую прочность в системе трубопроводов.
3. Стыковая сварная арматура для труб обычно имеет гладкую поверхность и направление постепенного изменения, это уменьшит потерю давления и турбулентность системы, а также защитит от коррозии и эрозии.
4. Фитинги для стыковой сварки имеют меньшую стоимость в бугдете.
5. Для стыковых сварных швов в системе меньше места.
Соединение для стыковой сварки стальных труб и тройников
Применение фитингов для стыковой сварки
Конец фитинга для стыковой сварки соединяется с концом труб или фитингов посредством стыковой сварки, он также может быть присоединен к фланцу приварной шейки.
Стальные отводы для стыковой сварки
На следующем рисунке показаны стыковые сварные соединения стальной трубы, стального тройника и фланца приварной шейки на заводе в Хайхао для заводского изготовления.
Приварной фланец фланца трубы и тройника стыковой сварки
Фитинги для стыковой сварки обычно используются для соединений труб, которые не подвергаются замене и сборке. Например, подземные трубопроводные системы, магистральные трубопроводы.
Стыковая сварка изгиба горячей индукции к подземному трубопроводу
Hebei Haihao Group может поставить фитинги для стыковой сварки труб и фланцы для стыковой сварки в соответствии с международными стандартами и требованиями клиентов. Наши фитинги для стыковой сварки труб используются в различных отраслевых проектах из-за их преимуществ и высокого качества.
Гибка труб под сварку, Гибка труб, Гибка труб под сварку встык
Гибка труб под сварку встык используется для изменения направления движения трубы.
Стыковая сварка — это процесс соединения двух частей материала вдоль одной кромки в одной плоскости. Этот процесс можно использовать для многих типов материалов, хотя металл и термопласты являются наиболее распространенными.Когда два стальных листа уложены бок о бок и соединены вместе по единому стыку, это пример стыковой сварки.
Обычно стыковое сварное соединение выполняется путем постепенного нагрева двух концов сварного шва с приварной пластиной и последующего соединения их под определенным давлением. Этот процесс очень подходит для предварительного изготовления и изготовления специальной фурнитуры. После этого материал обычно измельчается до гладкой поверхности и либо отправляется на обрабатывающую машину, либо продается как готовый продукт.
Этот тип сварки обычно выполняется дуговой сваркой или сварочным аппаратом MIG. Это также может быть выполнено пайкой. При дуговой сварке после завершения стыкового шва необходимо обработать сам шов кузнечным молотком, чтобы удалить шлак (тип отходов), прежде чем можно будет наложить любые последующие сварные швы. Однако в этом нет необходимости для сварки MIG, поскольку защитный газ устраняет необходимость в появлении шлака. Еще одно преимущество сварочного аппарата MIG заключается в том, что на заготовку подается непрерывная медная проволока, что делает сварной шов практически неисчерпаемым.
Препарат
Первый этап подготовки к стыковой сварке — очистка поверхностей обеих металлических деталей. Грязь или мусор могут сделать процесс сварки неэффективным и привести к дефектам окончательного сварного шва. Удалите мусор мягкой влажной тканью и убедитесь, что оба конца плотно прилегают друг к другу.
Безопасность
Сварка может быть опасным занятием, поэтому убедитесь, что рядом с рабочим местом нет легковоспламеняющихся предметов. Любые предметы одежды, спиртосодержащие вещества и топливо, например бензин, следует хранить подальше от рабочего места.Достаточно случайной искры, чтобы зажечь эти материалы и вызвать пожар. Перед тем, как начать процесс, убедитесь, что у вас есть маска сварщика и защитные перчатки.
Любые предметы одежды, спиртосодержащие вещества и топливо, например бензин, следует хранить подальше от рабочего места.Достаточно случайной искры, чтобы зажечь эти материалы и вызвать пожар. Перед тем, как начать процесс, убедитесь, что у вас есть маска сварщика и защитные перчатки.
Процесс
Стыковая сварка может выполняться вручную с помощью ручного сварочного аппарата, но чаще всего выполняется с помощью автоматического аппарата. Оба сегмента металла закрепляются в сварочном аппарате с помощью хомутов. Затем устанавливается давление в машине и активируется функция нагрева. При включении сварочного аппарата на концах металлических сегментов проходят скачки электричества.Затем они нагреваются, поэтому происходит незначительное плавление и концы скрепляются. Сжиженный металл быстро остывает и затвердевает в единый стабильный блок после выключения машины.
использует
Стыковые сварные швы обычно используются при изготовлении отрезков труб и других металлических изделий, таких как инструменты и инструменты для обрабатывающей промышленности. Стыковая сварка имеет огромное преимущество в сварочной промышленности, поскольку это единственное сварочное соединение, которое можно автоматизировать, чтобы машина могла непрерывно повторять процесс.Труба связывается в процессе сварки и загибается по швам. Стыковая сварка также применяется при производстве термопластов
Стыковая сварка имеет огромное преимущество в сварочной промышленности, поскольку это единственное сварочное соединение, которое можно автоматизировать, чтобы машина могла непрерывно повторять процесс.Труба связывается в процессе сварки и загибается по швам. Стыковая сварка также применяется при производстве термопластов
Мы увлечены гибкой труб:
Изгиб трубы, изгиб трубы, изгиб трубы, стандарты ANSI, ISO, JIS и DIN, размеры от 1/2 до 56 дюймов.
Изгиб используется для изменения направления движения трубы. Его преимущество в том, что он может соответствовать требованиям перехода на большие расстояния, поэтому обычно размер изгиба зависит от конструкции заказчика.Обычно отводы состоят из серий 3Д, 5Д, 7Д и 12Д.
Основные характеристики / Особые характеристики:
Концевая фаска: в соответствии с фаской конструкции сварных фитингов, все размеры могут быть произведены в соответствии с требованиями клиентов.
Стандарт:
Давление: СЧ5 до СЧ260 Радиус изгиба (R): R = 3D, 5D, 7D и 12D
Угол изгиба (θ): 15 °, 30 °, 45 °, 60 °, 90 °, 135 °, 180 °
Наружный диаметр (D): D≤1800 мм
Толщина стенки (T): T≤120 мм
Прямая длина (L): Общая длина между двумя концами от 300 мм до 1500 мм
Материалы
- Углеродистая сталь: ASTM / ASME A234 WPB-WPC
- Легированная сталь: ASTM / ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP 911
- Нержавеющая сталь: ASTM / ASME A403 WP 304-304L-304H-304LN-304N
- ASTM / ASME A403 WP 316-316L-316H-316LN-316N-316Ti
- ASTM / ASME A403 WP 321-321H ASTM / ASME A403 WP 347-347H
- Низкотемпературная сталь: ASTM / ASME A402 WPL 3-WPL 6
- Сталь с высокими характеристиками: ASTM / ASME A860 WPHY 42-46-52-60-65-70
Промышленные процессы
Гибка, выжимка, прессование, ковка, обработка и др.
件 标准 及 相关 参数:
Основы сварки в трубопроводной отрасли
Мы специализируемся на производстве таких изделий, как фитинги для стыковой сварки, но многие, кто не знаком с этим термином, могут задаться вопросом: что такое стыковой сварной шов или фитинги для стыковой сварки? Эта информация предназначена для предоставления некоторых основных рекомендаций по сварке и определения терминов для сварки фитингов к трубопроводам.Некоторые часто используемые термины — это стыковые швы, угловые швы, сварные соединения, предел прочности на разрыв, снятие напряжений, квалификация сварщика, полный проплав, частичный провар и процедуры сварки.
Стыковые сварные швы Что такое стыковой шов? Как следует из названия, стыковой сварной шов представляет собой две детали, соединенные встык друг с другом; они выровнены, они находятся в одной плоскости. Представьте себе выравнивание двух секций трубы встык; такая конфигурация называется стыковым соединением. Для стыковых соединений можно подготовить торцы разными способами: они могут иметь квадратную срезку, скошенную кромку для создания V-образного соединения или они могут иметь изогнутый контур для создания так называемого j-образного соединения или U-образного соединения.
Для стыковых соединений можно подготовить торцы разными способами: они могут иметь квадратную срезку, скошенную кромку для создания V-образного соединения или они могут иметь изогнутый контур для создания так называемого j-образного соединения или U-образного соединения.
Большинство стыковых швов должны быть сварными швами с полным проплавлением. Что это значит? На всю толщину края стыка необходимо сварить сверху вниз. Если трубопровод имеет толщину 0,500 дюйма, тогда толщина сварного шва будет не менее 0,500 дюйма. Для этого между двумя деталями остается зазор, чтобы присадочный металл доходил до нижней части соединения.
Обычно проверяют целостность сварного шва, поскольку большинство этих сварных швов должны выдерживать давление трубопроводной трубы.Наиболее распространены рентгенографические (RT) и ультразвуковые исследования (UT). Эти два процесса позволяют проверить сварку на всю толщину. Тестирование на магнитные частицы (MP) и проникновение красителя (PT) может проверять только поверхность или подповерхность на наличие дефектов.
Для выполнения стыковых швов требуется более опытный сварщик.
Угловые швыПредставьте, что 2-дюймовая труба помещается под углом 90 ° к вершине 30-дюймовой трубы, образуя Т-образное соединение. Когда вы свариваете их вместе, образуется угловой шов. Вообще говоря, угловые швы не так прочны, как стыковые, если поперечное сечение шва не проплавлено полностью.Несколько проходов можно совмещать друг с другом, чтобы сформировать угловой шов большего размера. Обычно угловой сварной шов приваривают скребками или скребками к выходному отверстию тройника. Другие распространенные применения этого типа сварного шва — это отводные трубы к коллекторным трубам или арматурные опоры к отводным соединениям.
Угловые сварные швы можно испытывать только с помощью магнитных испытаний или испытаний на проникновение красителя.
Общие требования независимо от типа соединения Фитинги для трубопроводов, труб и сварных швов обладают так называемым пределом прочности на разрыв. Эта прочность измеряется в фунтах на квадратный дюйм, и это значение, при котором сталь в конечном итоге сломается или разрушится. Сварочные присадочные металлы также имеют различную прочность на разрыв. Желательно и необходимо приваривать присадочный металл, который как можно ближе соответствует пределу прочности на разрыв трубы или фитинга, будь то фитинги для стыковой сварки или другого типа.
Эта прочность измеряется в фунтах на квадратный дюйм, и это значение, при котором сталь в конечном итоге сломается или разрушится. Сварочные присадочные металлы также имеют различную прочность на разрыв. Желательно и необходимо приваривать присадочный металл, который как можно ближе соответствует пределу прочности на разрыв трубы или фитинга, будь то фитинги для стыковой сварки или другого типа.
Для каждого сварного шва на трубе или фитинге требуется процедура сварки. Эта процедура включает электрические настройки, на которые должен быть установлен сварочный аппарат, положение, в котором будет выполняться сварка, ограничения по толщине соединения и тип материала, который можно сваривать в этом наборе направлений.Испытания процедуры сварки должны проводиться с использованием этих указаний, и это доказывает, что она соответствует различным нормам и спецификациям, которые требуются для сварки труб и фитингов.
Сварщики должны пройти квалификацию с использованием этих установленных процедур сварки, а их сварные швы должны быть проверены, чтобы убедиться, что они обладают надлежащими навыками для выполнения желаемого сварного шва.
Обычно желательно «снять напряжение» сварного шва после его завершения. Что это значит? Когда в сталь поступает большое количество тепла от сварки, относительно короткое время охлаждения вызывает или создает напряжения в стали.
Подумайте, если вы оставили хлопковую рубашку в сушилке, и когда вы ее вытащили, на ней были всевозможные складки. Как бы сильно вы их ни пытались удалить рукой, они никуда не денутся. Если вы воспользуетесь пароваркой с влажным паром и проведете им по рубашке, материал расслабится и морщины исчезнут. То же самое и со сталью. Если сварное соединение и близкий к нему материал нагреваются примерно до 1100 °, напряжения снимаются. Это называется снятием стресса. Обычно снимают напряжение с тройника после того, как были установлены скребковые штанги, чтобы снять напряжение на выходе тройника.
Мы надеемся, что эта информация полезна для вашего понимания сварочных и стыковых фитингов. Для получения дополнительной информации, цен и доставки звоните в Steel Forgings.
Для чего используются фитинги из нержавеющей стали для стыковой сварки? | НОВОСТИ | LINKUN
Для чего используются фитинги из нержавеющей стали для стыковой сварки?
Фитинг под приварку встык конструируется для приваривания на месте его концов для соединения труб вместе и обеспечения возможности изменения направления или диаметра трубы, разветвления или окончания.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Все фитинги для труб из нержавеющей стали изготавливаются из труб из нержавеющей стали в соответствии со стандартами ASTM A403. Материал 10 калибра и более легкий будет иметь отделку № 2D или лучше, материал 3/16 дюйма и более тяжелый будет иметь отделку № 1.
Трубные фитинги из нержавеющей стали под сварку встык:
Спецификация | ASTM A182 / SA182 |
| 9,300002 3100002, 316, 31002, 316, 316, , , 316L, 317 321. | |
Радиус изгиба | R = 1D, 2D, 3D, 5D, 6D, 8D, 10D или по индивидуальному заказу |
Диапазон от до | ½48 дюймов, размеры 10, 40, 80, 160, XXS |
Размеры | ANSI / ASME B 16.9 B16.28 |
 ..
..
Каковы преимущества фитингов для стыковой сварки нержавеющей стали?
Фитинги из нержавеющей стали, приваренные встык, обладают многими преимуществами по сравнению с карбоновыми и коваными фитингами. Вот некоторые из преимуществ сварных фитингов:
Вот некоторые из преимуществ сварных фитингов:
● Производственный цикл может быть сокращен, а стоимость значительно снижена.
● Ему не нужна заготовка, поэтому можно сэкономить на стоимости трубы и формы и получить колено любого диаметра, но тоньше.
● Заготовка с плоской или криволинейной поверхностью проста в изготовлении, точность может быть гарантирована и удобна при сборке и сварке.
Для чего используются фитинги из нержавеющей стали?
Основное применение фитингов для стыковой сварки нержавеющей стали в технологических процессах, например, на химических предприятиях, нефтехимических предприятиях, фармацевтических предприятиях, предприятиях пищевой промышленности, пивоваренных заводах, криогенных заводах (включая базовую обработку стали кислородом), очистных сооружениях. , целлюлозно-бумажное производство, газоперерабатывающее (газоразделительное) оборудование, а также коммерческие атомные электростанции и ядерный военно-морской флот. на этих различных производственных площадках сварные фитинги из нержавеющей стали используются для соединения труб по прямым линиям и для изменения или разделения потока жидкостей.
на этих различных производственных площадках сварные фитинги из нержавеющей стали используются для соединения труб по прямым линиям и для изменения или разделения потока жидкостей.
LINKUN поставляет фитинги из нержавеющей стали с различной толщиной стенок и марками для многих отраслей промышленности. подробнее, нажмите здесь >>
Фитинги для стыковой сварки труб — тройники, колена, переходники, заглушки | Хэбэй Хайхао Группа
Что такое фитинги для стыковой сварки?
Фитинги для стыковой сварки — это фитинги с соединительным концом для стыковой сварки (BW).Он предназначен для изменения направления и диаметра трубы, разветвления или завершения системы труб. Конец фитинга для стыковой сварки соединяется с концом трубы или трубной арматуры с помощью стыковой сварки, а также может присоединяться к фланцу приварной шейки. Фитинги для сварки труб используются для соединения со стальными трубами, фитингами или фланцами, которые имеют одинаковый размер и тот же график, концы под приварку встык.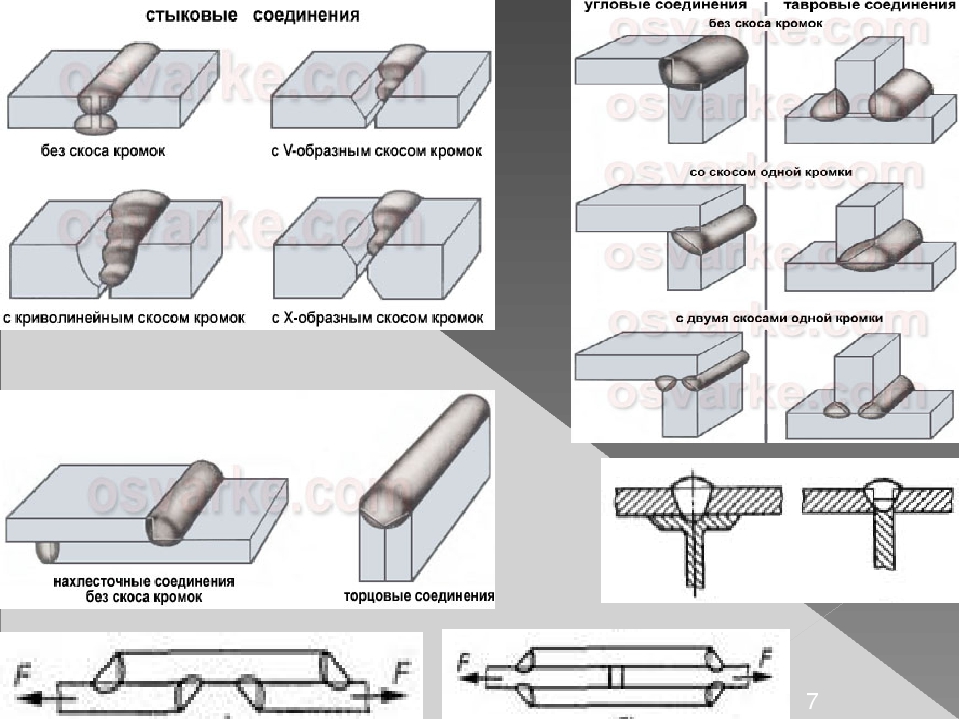 Концы фитингов для стыковой сварки представляют собой гладкие концы или концы со скосом.
Концы фитингов для стыковой сварки представляют собой гладкие концы или концы со скосом.
Фитинги для стыковой сварки нержавеющей стали
Фитинги для стыковой сварки могут быть бесшовными или сварными.Фитинг для стыковой сварки бесшовных означает отсутствие сварного шва на корпусе трубного фитинга при изготовлении, он обычно изготавливается из бесшовных стальных труб. Сварной фитинг для стыковой сварки означает наличие сварного шва на корпусе. Фитинги для труб при изготовлении, как правило, изготавливаются из сварных труб или гнутых стальных листов. Обычно фитинги для стыковой сварки с номинальным размером более 26 дюймов представляют собой сварные фитинги для стыковой сварки, а более мелкие фитинги для стыковой сварки — бесшовные.
Характеристики стыковой сварки фитингов:Диапазон размеров: 1/2 ″ -72 ″, DN15-DN1800
Виды фитингов для стыковой сварки труб:
- Колено для стыковой сварки труб: Колено 45 градусов, колено 90 градусов, колено 180 градусов (возврат), колено с большим радиусом (колено LR), колено с коротким радиусом (колено SR)
- Тройники для стыковой сварки : тройник равный, тройник переходной, тройник боковой, тройник с решеткой, тройник разъемный
- Отводы для стыковой сварки индукционным нагревом : Отводы 3D, 5D, 7D, 10D
- Переходники для стыковой сварки труб : Переходник концентрический, переходник эксцентричный
- Заглушка для стыковой сварки
- крестовина для стыковой сварки
- штуцер под сварку встык
- стыковая сварка изоляционного шва
- Седло для стыковой сварки
Фитинги для стыковой сварки углеродистой стали
Материалы для стыковой сварки труб:
Материал фитингов для стыковой сварки труб может быть углеродистой сталью , нержавеющей сталью или легированной сталью , а также другими сплавами, такими как сплав на основе никеля, титановый сплав.
Углеродистая сталь: ASTM A234 WPB, ASTM A234 WPC, ASTM A420 WPL6, MSS SP-75 WPHY42, WPHY52, WPHY60, WPHY65, WPHY70, S235, S355, ST37.2, SS400, ГОСТ CT20 и т. Д.
Нержавеющая сталь: ASTM A403, ASTM A312, WP304, WP304L, WP316, WP316L и т. Д.
Легированная сталь: ASTM A234 WP1, WP5, WP9, WP11, WP22, WP91, ASTM A860 WPL6 и т. Д.
Стандарты фитингов для стыковой сварки труб:
Наша Haihao Group может производить фитинги для стыковой сварки труб в соответствии со всеми этими стандартами, а именно:
Стандарт ANSI / ASME:
- ANSI / ASME B16.9 -Арматура из кованой стали для стыковой сварки на заводе, с размерами колен, тройников, переходников, заглушек.
- ANSI / ASME B16.28 — Стыковой сварной шов; отводы с коротким радиусом и возврат.
Стандарт DIN EN:
- DIN EN 10253 — Фитинги для стыковой сварки, колена, возвратные колена, концентрические и эксцентрические переходники, равные и переходные тройники и заглушки.

ГОСТ:
- ГОСТ 17375 — Фитинги для стыковой сварки углеродистых и низколегированных сталей отводы .
- ГОСТ 17376 — Фитинги для стыковой сварки углеродистых и низколегированных сталей тройники .
- ГОСТ 17378 — Фитинги для стыковой сварки углеродистых и низколегированных сталей, переходник .
- ГОСТ 17379 — Арматура для стыковой сварки углеродных и низколегированных сталей колпачок .
- ГОСТ 17380 — Фитинги для стыковой сварки углеродистых и низколегированных сталей Общие технические условия .
- ГОСТ 30753 — Фитинги для стыковой сварки углеродистых и низколегированных сталей отводы остроугольные типа 2Д (R = DN) Конструкция .
Стандарт JIS:
- JIS B2311 -Стальные фитинги для стыковой сварки труб для обычного использования.
- JIS B2312 -Стальные фитинги для стыковой сварки
- JIS B2313 — Фитинги для стыковой сварки стальной пластины

Стандарт KS:
- KS B1522 -Стальные фитинги для стыковой сварки труб для обычного использования и топливного газа.
- KS B1541 -Стальные фитинги для стыковой сварки.
- KS B1543 — Фитинги для стыковой сварки стальных листов.
Стандарт MSS:
- MSS SP-43 -Фитинги из нержавеющей стали сварные для стыковой сварки.
- MSS SP-75 -Технические характеристики для сварных фитингов, сваренных встык под сварку в условиях высоких испытаний.
Китайский стандарт:
- ГБ / т 12459
- ГБ / т 13401
- SH / T 3408
- HGJ528
- SY / T0510
Преимущества фитингов для стыковой сварки:
- По сравнению с другими типами фитингов для стальных труб, фитинги для стыковой сварки имеют преимущества:
- Соединение под сварку встык неизменно герметично и прочно.
- Непрерывная стальная конструкция соединений между трубами и фитингами имеет хорошую прочность в системе трубопроводов.
- Фитинги для стыковой сварки труб обычно имеют гладкую поверхность и постепенное изменение направления, это снижает потери давления и колебания системы, а также защищает от коррозии и эрозии.
- Фитинги для стыковой сварки в бугдете имеют меньшую стоимость.
- Для стыковых сварных швов в системе меньше места.

Haihao Group имеет более чем 30-летний опыт производства всех типов фитингов для стыковой сварки , наша фабрика по производству трубных фитингов имеет профессиональные помещения и техническую команду для стыковой сварки отводов, тройников, переходников и других фитингов.Фитинги для стыковой сварки труб Haihao Group используются в различных отраслевых трубопроводных системах и приложениях. Если у вас есть какие-либо требования к фитингам для стыковой сварки труб, обращайтесь к нам. Электронная почта: sales@haihaogroup. com
com
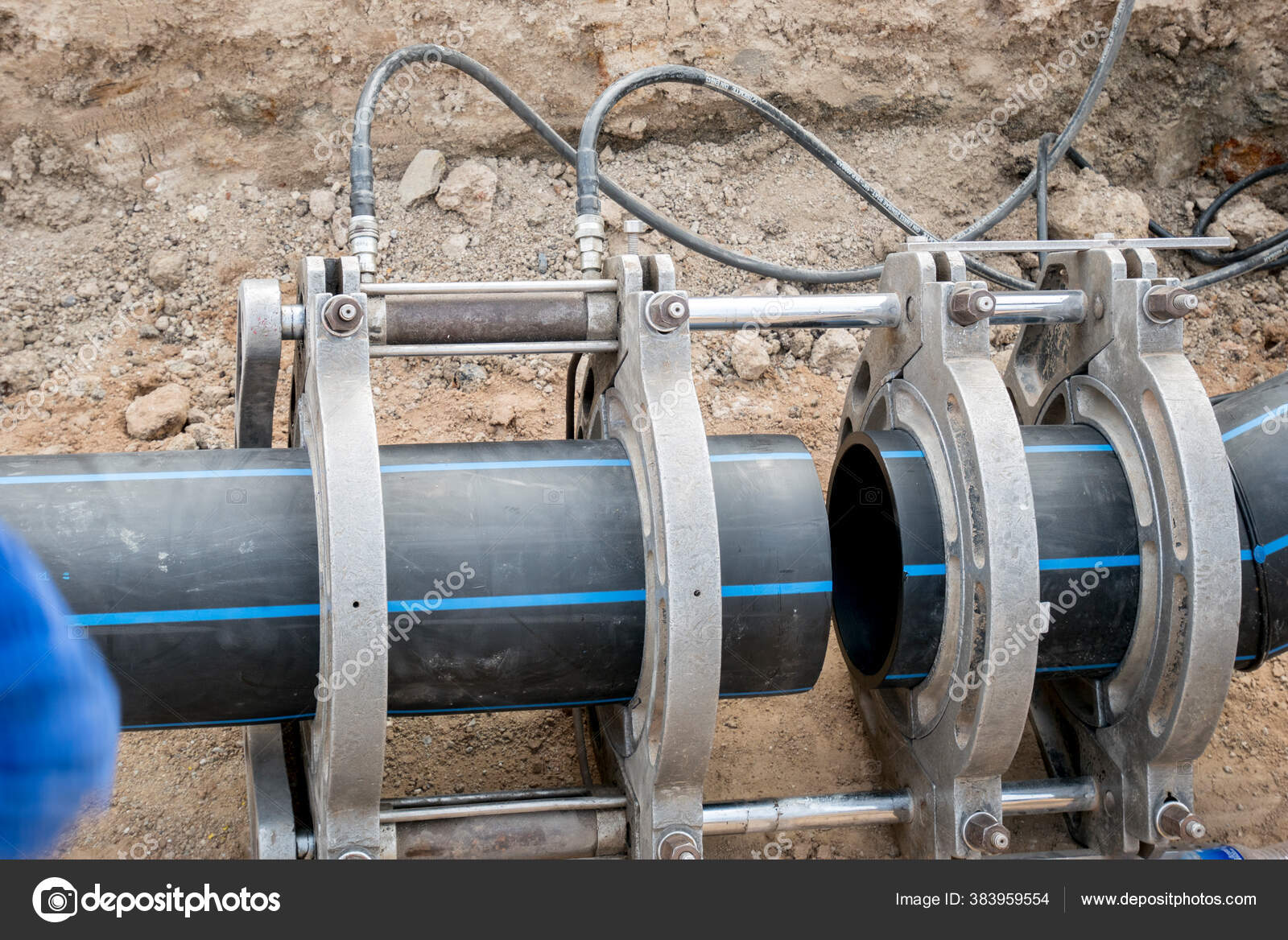
Стыковой сварной шов с полным проплавлением на сантехнических трубопроводах из нержавеющей стали — Mundt Laser Workstations
Ваш браузер не поддерживает теги видео HTML5.Целью этого проекта является соединение двух трубок из нержавеющей стали с помощью стыковой сварки.Стыковые сварные швы могут выполняться на металлах различной толщины, хотя процесс с использованием традиционных методов становится более сложным по мере увеличения толщины соединения.
Лазерная сварка обеспечивает быстрое и экономичное решение для стыковой сварки больших объемов материалов, особенно толстых материалов.
На фотографии показан чистый сварной шов внутри и снаружи трубы. Трубка из нержавеющей стали диаметром 0,5 дюйма. Стыковая сварка заняла две секунды.
Вытравленное поперечное сечение показывает глубину сварного шва и отсутствие пустот.
Рис. 1. Вытравленное поперечное сечение показывает глубину сварного шва и отсутствие пустот.
Автоматическое решение предлагает:
- Требуется небольшая настройка
- Высокая точность, высокая надежность
- Намного быстрее, чем традиционные методы сварки
- Эффективный и экономичный
- Требуется небольшое обслуживание
- Это чистый процесс
Для сравнения, эта стыковая сварка может быть выполнена с использованием орбитальной сварки GTAW
.Что дает:
- Производство намного медленнее
- Больше времени на настройку
- Требуется квалифицированный рабочий
- Ручное или автоматическое оборудование требует технического обслуживания
Лазерная стыковая сварка идеально подходит для всех видов и размеров санитарных трубопроводов в медицинской промышленности, производстве пластин, химических электростанциях и автомобильной промышленности.
Mundt & Associates, Inc., расположенная в Скоттсдейле, штат Аризона, строит
как стандартные, так и нестандартные лазерные рабочие станции более 25 лет.
Посетите наш веб-сайт www.mundtinc.com или для получения дополнительной информации об этой лазерной технике свяжитесь с Mundt and Associates, Inc. сегодня.
Mundt & Associates, Inc.
Скоттсдейл, Аризона
Тел .: 480-922-9365
Различия между сваркой внахлест и стыковой сваркой
Различия между сваркой внахлест и стыковой сваркой
Фитинги для сварки враструб
Фитинги для сварки раструбом состоят из двух кусков трубы разного размера.Меньший находится внутри большей трубы. Сварной шов
полностью покрывает внешнюю окружность большей трубы.
Фитинги под сварку встык
Сварка встык Фитинги представляют собой два куска материала, стыкующихся друг с другом и сваренных друг с другом. Существует несколько различных методов
для снятия фаски на двух деталях для хорошего проплавления шва. Плоская заготовка и труба
Плоская заготовка и труба
могут свариваться встык. Обычно сварной шов шлифуют заподлицо с поверхностью материала.
Стоимость
Обычно цена на фитинги для сварки внахлест выше, чем на фитинги для сварки встык аналогичного размера. Но дополнительные затраты на установку стыкового шва выше с учетом затрат на рабочую силу и квалифицированного сварщика.
Характеристика
Сварка внахлест проста в установке. Но для этого требуется ок. Зазор 1/16 дюйма в нижней части трубы, в который нужно вставить раструб, чтобы обеспечить тепловое расширение. Этот зазор может привести к проблеме перенапряжения, которая приведет к растрескиванию углового сварного шва фитинга.При работе с агрессивными жидкостями сварка внахлест вызывает затруднения из-за щелевой коррозии. И он легко подвержен коррозии из-за неоднородности внутренних поверхностей гладкой трубы.
Стыковой сварной шов является «лучшим» с точки зрения прочности, усталости и коррозионной стойкости, а также соответствия температурам. Однако сложнее правильно выполнить сборку и сварку, требуя квалифицированного сварщика и много времени.
Однако сложнее правильно выполнить сборку и сварку, требуя квалифицированного сварщика и много времени.
Приложение
Стыковая сварка (угловой шов) выдерживает примерно половину прочности стыковой сварки.Таким образом, он в основном используется для небольших трубопроводов (трубопроводы с малым внутренним диаметром) с диаметром NPS 2 или меньше.
Стыковая сварка сохраняет лучшую прочность, подходит для трубопроводов высокого давления или высоких температур. Поэтому его применяют, когда требуется сварное соединение с прочностью не ниже, чем у самого основного металла.
Источник: Китайский производитель трубопроводной арматуры — Yaang Pipe Industry (www.steeljrv.com)
.