Что такое высокоуглеродистая сталь и как ее сварить
Высокоуглеродистая сталь не имеет в своем составе легирующих элементов, среди которых находятся хром, ванадий и никель. Стоит отметить, что данный вид стали имеет в своем составе углерод свыше 0,6%. Содержание углерода определяет свойства сталей. Таким образом, с увеличением процентного содержания углерода в составе стали, возрастает предел ее прочности и повышается твердость, но, в тот же момент, снижаются ее пластические свойства.
Углеродистая сталь более устойчива к высоким температурам и сохраняет свои свойства при подогреве до 450 градусов по Цельсию. Она прекрасно воспринимает динамические нагрузки разной тяжести и способна не поддеваться коррозии. В этом случае углеродистая сталь очень легкая и устойчива к износу. Например углеродистой сталью является чугун и его изделия.
Разные виды углеродистых сталей применяются для производства инструментов, деталей для котлов, труб, турбин и других изделий, которые применяются для эксплуатации при высоких нагрузках.
Средне- и высокоуглеродистые стали имеют характерную особенность – образовывать закалочные структуры в сварочном шве и зоне термического влияния, которые могут создавать опасность хрупкого разрушения. Для получения надежных сварочных швов подбирается марка стали в соответствии возможности получения требуемых стабильных механических свойств сварочных соединений.
Высокоуглеродистые стали склонны к хрупкости после воздействия термического цикла сваривания и выражается значительно сильнее, в чем в среднеуглеродистых сталях. Стали данного вида чувствительны к горячим и холодным трещинам. Из-за этого следует обязательно подогревать свариваемый металл до температуры 350 – 400 градусов по Цельсию. После подогрева требует производить отжиг и проводить его до тех пор, пока свариваемое изделие не остынет до температуры 20 градусов по Цельсию.
Изготовление надежных сварочных соединений может затрудняться из-за нависшей опасности образования холодных трещин и повышенной чувствительности сталей данного вида к концентраторам напряжения при статических и динамических нагрузках.
Сварные конструкции проектируются с наименьшей концентрацией напряжений. Радиусы перехода от одного сечения в свариваемой детали к другой должны быть максимальными исходя из допустимых конструктивны соображений.
Для того чтобы повысить прочность сварочных швов высокоуглеродистой стали, следует создавать плавные переходы от одного до другого свариваемого металла. Для стыкового сварочного соединения стоит удалять усиление сварочного шва.
Особое внимание в этом случае нужно уделять проплаву сварочного шва, который имеет более крутой переход от шва к металлу изделия. В случае, когда механическая обработка внутренней поверхности детали для зачистки и проплавления невозможна, то следует проводить комбинированное сваривание без остающейся подкладки.
В таком случае первый сварочный шов производится автоматической аргонодуговой сваркой с использованием неплавящегося электрода без присадки по всей длине сварочного шва, обеспечивая 100% равномерного проплавки металла.
Сварка средне- и высокоуглеродистых сталей
СВАРКА СРЕДНЕ- И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ [c.127]| Фиг. 141. Схема облицовки кромок при сварке средне- и высокоуглеродистых сталей. |
В чем заключается особенность сварки средне- и высокоуглеродистых сталей [c.232]
Во всех случаях сварки средне- и высокоуглеродистых сталей рекомендуется последующая термическая обработка в виде отжига, нормализации или закалки с отпуском, в зависимости от назначения сварного изделия. [c.74]
Сварка средне- и высокоуглеродистых сталей связана с серьезными трудностями ввиду опасности появления горячих трещин в сварных швах и склонности основного металла к закалке. Чтобы получить доброкачественные швы на сталях с повышенным содержанием углерода, приходится накладывать определенные ограничения на режимы сварки, прибегать к усложнению технологического процесса (применять предварительный и сопутствующий подогрев изделия, подвергать его сложной термической обработке лосле сварки и т. д.).
[c.128]
д.).
[c.128]
К группе закаливающихся сталей причисляют также нелегированные средне- и высокоуглеродистые стали с содержанием углерода 0,3…0,6% стали 30, 35, 40, 45, 50, 60, 25Г, 35Г и 45Г. Высокоуглеродистые стали в сварных конструкциях, как правило, не применяются. Необходимость их сварки возникает при наплавке и ремонте. [c.245]
Благодаря хорошей защите сварочной ванны пламенем и ничтожно малому количеству попадающих из воздуха кислорода (порядка 0,05%) и азота (не более 0,02%), механические свойства металла шва при газовой сварке выше, че.ч при дуговой сварке электродом с ионизирующим покрытием, но значительно ниже, че.м при дуговой сварке электродами с защитно-легирующим покрытием. Для получения хороших механических свойств металла щва, не уступающих свойствам основного металла, для сварки средне- к высокоуглеродистых сталей применяется низкоуглеродистая проволока, легированная хромом и никелем. [c.480]
Предварительный подогрев при ручной дуговой сварке (РДС) применяется для деталей из средне- и высокоуглеродистой стали.
СВАРКА КОНСТРУКЦИОННЫХ СРЕДНЕ- И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ [c.31]
Средне- и высокоуглеродистые стали применяют в качестве конструкционного металла, обладающего повышенной прочностью, твердостью и износостойкостью. Поэтому к сварным швам указанных сталей зачастую предъявляются требования равнопрочности с основным металлом. Чтобы сварной шов был равнопрочен основному металлу, следовало бы повышать в нем содержание углерода Б соответствии с концентрацией этого элемента в свариваемой стали. Однако такой путь обеспечения равнопрочности металла шва не может быть использован при сварке, так как повышение содержания углерода в угловом шве более 0,14—0,16% уже приводит к появлению горячих трещин. В стыковом шве содержание углерода можно повысить еще на одну-две сотых процента. Правда, в валиках, наплавляемых на поверхность средне- и высокоуглеродистой стали, иногда удается довести содержание углерода до
 132]
132]
Ниже приведено несколько наиболее типичных примеров сварки под флюсом изделий из средне- и высокоуглеродистых сталей. [c.134]
Таким образом, в промышленных малоуглеродистых сталях линии скольжения весьма заметны. Так как они находятся в феррите, очевидно, что их развитие уменьшается с увеличением содержания углерода в результате появления все большего количества перлита. Однако в средне- и высокоуглеродистых сталях все же обнаруживается нижний предел текучести, который связан с линиями скольжения. В этом случае линии Чернова— Людерса можно выявить, если структура является благоприятной, например, состоит из мелких и не очень дисперсных ферритных зерен. Например, в двух сваренных и выправленных рельсах (ф. 609/7) линии скольжения появились в зоне, где эта благоприятная структура образовалась в результате сварки. [c.36]
Хорошо свариваются малоуглеродистые стали (низколегированные стали с малым содержанием С и никелевые стали. Сварка высокоуглеродистых, средне- и высоколегированных сталей представляет известные трудности.
[c.159]
Сварка высокоуглеродистых, средне- и высоколегированных сталей представляет известные трудности.
[c.159]
Существенную роль играет то, что изменение физических свойств приводит к ухудшению целого ряда технологических свойств, таких как деформируемость при штамповке, свариваемость и др. Так, хорошей свариваемостью отличаются низкоуглеродистые стали. Сварка средне-и особенно высокоуглеродистых сталей требует применения подогрева, замедляющего охлаждение, и других технологических операций, предупреждающих образование трещин.
К углеродистым конструкционным сталям относятся стали, содержащие 0,1—0,7 % углерода, который является основным легирующим элементом в сталях этой группы и определяет их механические свойства. Повышение содержания углерода усложняет технологию сварки и получение качественных сварных соединений. В сварочном производстве в зависимости от содержания углерода углеродистые конструкционные стали условно разделяют на три группы низко-, средне- и высокоуглеродистые. Технология сварки сталей этих групп различна.
[c.101]
Технология сварки сталей этих групп различна.
[c.101]
При изготовлении особо ответственных конструкций из низкоуглеродистых сталей при толщине металла выше 40 мм иногда применяют предварительный подогрев до температуры 100— 120° С. При сварке среднеуглеродистых и низколегированных конструкционных сталей целесообразно применять предварительный подогрев до температуры 150—200° С при толщине металла более 30 мм. Вопрос о температуре подогрева при сварке (и наплавке) средне- и высоколегированных и высокоуглеродистых сталей рассмотрен в гл. 10 и 13. [c.167]
В основе технологии электроконтактной наплавки лежит принцип контактной сварки. Напряжение в данном случае составляет всего лишь 2… 10 В, что делает работу достаточно безопасной. Как правило, наплавляемые слои крепятся к поверхности точками , регулируемыми импульсами тока. В качестве износостойких материалов используются ленты средне- и высокоуглеродистых, а также марганцовистых сталей. При наплавке ленты толщиной свыше 0,8 мм, а также лент из углеродистых или пружинных сталей заготовку предварительно сворачивают с помощью вальцов.
[c.375]
При наплавке ленты толщиной свыше 0,8 мм, а также лент из углеродистых или пружинных сталей заготовку предварительно сворачивают с помощью вальцов.
[c.375]
Сварка с разделкой кромок находит применение при изготовлении конструкций из средне- и высокоуглеродистых и легированных сталей, а также когда доля основного металла в шве должна быть небольшой и ограничивается высота валика.
Сварка средне- и высокоуглеродистых сталей. Средне- и высокоуглеродистые стали обладают повышенной прочностью, твердостью и износостойкостью. Для получения сварного соединения, равнопрочного основному металлу, наиболее надежным средством является дополнительное легирование металла шва марганцем, хромом, ванадием, молибденом, титаном, вольфрамом и некоторыми другими элементами при наименьшем содержании углерода в металле шва. Сварку производят под флюсом АН-348А проволокой диаметром 2—3 мм на минимальной силе тока с применением постоянного тока обратной полярности. Для уменьшения вероятности получения горячих трещин применяют облицовку кромок. Для этого вначале на каждую из кромок низкоуглеродистой проволокой наплавляют валик (фиг. 141), после чего производят сборку и окончательную сварку. Углеродистые стали склонны к закалке на воздухе.
[c.355]
Для уменьшения вероятности получения горячих трещин применяют облицовку кромок. Для этого вначале на каждую из кромок низкоуглеродистой проволокой наплавляют валик (фиг. 141), после чего производят сборку и окончательную сварку. Углеродистые стали склонны к закалке на воздухе.
[c.355]
Сварка средне- и высокоуглеродистых сталей. Сварка сталей с повышенным содержанием углерода должна производиться малоуглеродистой (С электродной проволокой (марки Св-08А или Св-08ГА). Режим сварки должен обеспечить минимальное содержание доли основного металла в металле шва для снижения в нем количества углерода и предотвращения появления горячих трещин. С этой целью при сварке средне- и высокоуглеродистых сталей необходимо также предусматривать разделку кромок. [c.283]
Наличие в металле эндогенных шлаковых включений, служащих концентраторами напряжений, сильно влияет на физикомеханические свойства металла шва, в частности, на его пластичность и ударную вязкость. При сварке низкоуглеродистых низколегированных сталей ударная вязкость достаточно большая и влияние концентраторов напряжений мало, но при сварке средне-и высокоуглеродистых и легированных сталей, запас пластичности у которых мал, влияние таких концентраторов может привести к образованию холодных трещин или замедленному разрушению при высоком уровне напряжений и при наличии других охрупчи-вающих факторов (водород).
[c.373]
При сварке низкоуглеродистых низколегированных сталей ударная вязкость достаточно большая и влияние концентраторов напряжений мало, но при сварке средне-и высокоуглеродистых и легированных сталей, запас пластичности у которых мал, влияние таких концентраторов может привести к образованию холодных трещин или замедленному разрушению при высоком уровне напряжений и при наличии других охрупчи-вающих факторов (водород).
[c.373]
Рекомендуемые параметры режима высадки (и сварки) сила тока /=0,5…0,6 кА (1,2… 2,5 кА) шаг 5=1… 2,5 мм скорость и = 0,025. .. 0,04 м/с (0,006. .. 0,015 м/с) сила прижатия Р=0,8. .. 1,2 кН (0,6… 1 кН) число рабочих ходов при высадке один-два напряжение при сварке и=2. .. 5 В диаметр проволоки (Св-08Г2С, из стали ЗОХГС и из средне- и высокоуглеродистой стали) =0,8… 1,8 мм. В зону контакта для охлаждения инструмента подается вода. Большие значения параметров режима обработки относятся к большим сечениям проволоки. [c.188]
Предварительный подогрев при ручной дуговой сварке (РДС) применяется на средне- и высокоуглеродистой сталях, низкоугле рсдистая сталь подогревается только при сварке больших толщин.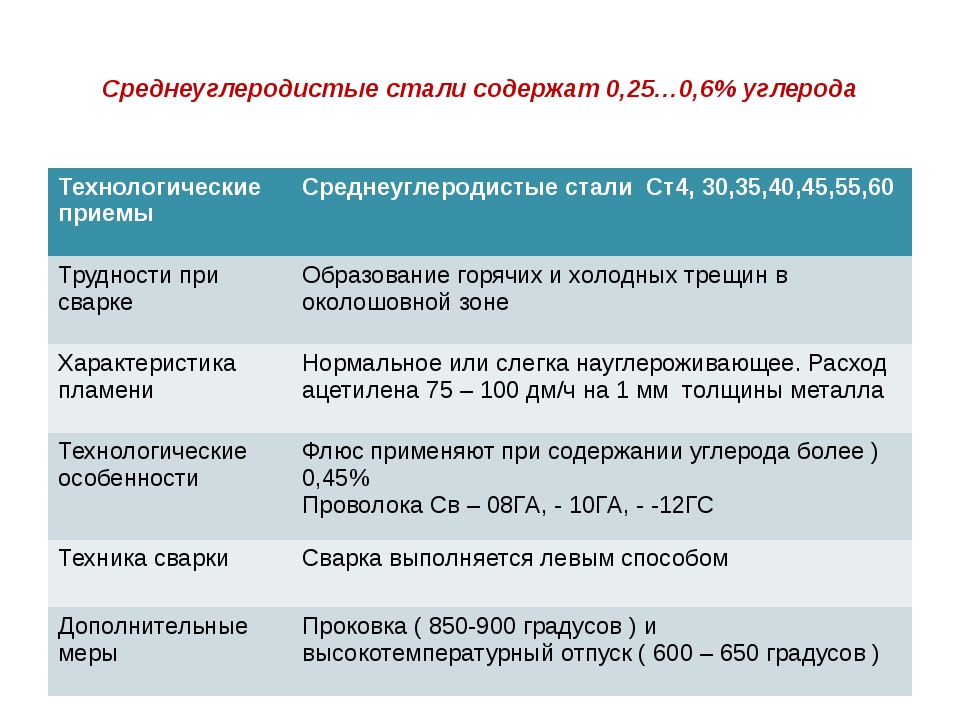 Легированная сталь, за небольшими исключениями, и сталь аустенитного класса требуют предварительного подогрева при сварке.
[c.6]
Легированная сталь, за небольшими исключениями, и сталь аустенитного класса требуют предварительного подогрева при сварке.
[c.6]
Краткий справочник газосварщика и газорезчика содержит основные данные о газах, газах-эаменителях и горючих жидкостях, применяемых при газопламенной обработке металла. В книге сообщены технические и технологические характеристики аппаратуры и оборудования для газовой сварки и резки, приведены правила эксплуатации и методы ремонта аппаратуры и оборудования, а также изготовления быстроизпашивающихся деталей. Приведены некоторые данные о материалах для ремонта и эксплуатации оборудования. По вопросам технологии сообщаются сведения о газовой сварке малоуглеродистых,средне- и высокоуглеродистых сталей, высоколегированных нержавеющих и жаропрочных сталей и сплавов с высоким омическим сопротивлением, а также о сварке чугуна и цветных металлов и сплавов сообща ются краткие сведения о сварке пластических материалов. Подробно освещены вопросы машинной и ручной кислородной разделительной резки сталей разной толщины, резки кислородом низкого давления, кислородно-флюсовой резки, резки кислородным копьем и поверхностно-кислородной резки. Приводятся данные о методах контроля сварных соединений.
[c.2]
Приводятся данные о методах контроля сварных соединений.
[c.2]
Сварка под флюсом средне- и высокоуглеродистых сталей. В зависимости от содержания углерода углеродистые стали делят условно на три группы первая — низкоуглеродистые, содержащие до 0,22% углерода вторая — среднеуглеродистые — до 0,45% углерода и третья — высокоуглеродистые — более 0,45% углерода. Средне- и высокоуглеродистые стали обладают повышенной прочностью, твердостью и износостойкостью. Сварку производят под флюсом АН-348А и ОСЦ-45 в сочетании с проволоками Св-08 и Св-08А диаметром 2—3 мм на минимальной силе тока с применением постоянного тока обратной полярности. Для уменьшения вероятности получения горячих трещин применяют облицовку кромок. Для этого вначале каждую кромку наплавляют низко- [c.173]
Ацетиленокяслородная сварка. В зависимости от содержания углерода в сварочном производстве различают стали низко-, средне-и высокоуглеродистые (соответственно до
[c. 581]
581]
Науглероживающее пламя отличается от нормального избытком ацетилена (0. С2Н2 = 0,8 -ь 0,9). Оно имеет температуру средней зоны 2700—3060° С. Такое пламя применяется при наплавке твердых сплавов и при сварке высокоуглеродистых сталей. [c.332]
Поданным Кировского завода к 1-й группе относится малоуглеродистая сталь с содержанием углерода до 0,150/о ко 2-й — сталь со средним содержанием углерода и низколегированная с содержанием углерода до 0,250/0 (Ст. 5 25НЗ и т. п.) к 3-й — сталь с содержанием углерода свыще 0,350/о и более высоколегированная конструкционная (40, 45, 35Х, ОХ, ОХМ и т. п.). Высокоуглеродистая инструментальная и некоторые специальные стали требуют при сварке специальных условий предварительного подогрева и последующего охлаждения. [c.292]
особенности дуговой и газовой сварки
Выбор технологии сварки углеродистых сталей зависит от содержания в них углерода. Малоуглеродистые марки (C до 0,25%) обычно свариваются хорошо, среднеуглеродистые (C 0,25-0,6%) требуют дополнительных мероприятий. Высокоуглеродистые (C от 0,6 до 2,0%) обычно в сварных соединениях не используются или свариваются с применением особых технологий.
Высокоуглеродистые (C от 0,6 до 2,0%) обычно в сварных соединениях не используются или свариваются с применением особых технологий.
Дуговая сварка конструкционных углеродистых и низколегированных сталей
Низкоуглеродистые
При соблюдении всех технологических правил эти марки свариваются без проблем. В случаях создания ответственных конструкций швы проверяют на наличие дефектов, к которым относятся поры, трещины, непровары, подрезы.
При выборе марки электродов для низкоуглеродистых сталей рекомендуется соблюдать ряд условий. Электроды должны обеспечивать:
- равнопрочность сварного шва и основного металла;
- образование бездефектного сварного шва;
- получение требуемого химсостава металла на шве;
- образование стойких сварных соединений, способных выдерживать вибрационные и ударные воздействия, низкие и высокие температуры.
Для ручной сварки низкоуглеродистых сталей используют электроды марок АНО-1, АНО-2, СМ-5, УОНИ 13/45 и другие.
Среднеуглеродистые
Такие стали содержат повышенное количество углерода, который провоцирует появление кристаллизационных трещин в шве, закалочных структур малой пластичности и трещин в зоне, прилегающей к шву. Поэтому для снижения негативных проявлений используются:
- предварительный нагрев детали до 100-200°C, для толстых изделий – несколько выше;
- для толстых деталей – сварка способами «каскад» и «горка»;
- медленное охлаждение;
- легирование металла шва кремнием и марганцем, позволяющее достичь равнопрочности металлов шва и основы;
- электроды с низким содержанием углерода.
Среднеуглеродистую сталь сваривают с использованием электродов марок УОНИ 13/45, УОНИ 13/55, ОЗС-2, УОНИ 13/65.
Низколегированные
При сварке покрытыми электродами реакция на термическое воздействие низколегированных низкоуглеродистых сталей практически аналогична углеродистым нелегированным маркам. Отличие состоит в большей склонности к образованию закалочных структур в зоне шва при ускоренном охлаждении. Чтобы сварить низколегированную низкоуглеродистую сталь, необходимо обеспечить равные показатели прочности основного металла и материала шва. Для этого шов легируют через сварочную проволоку. Сварочная проволока должна содержать малое количество углерода и как можно меньше серы.
Отличие состоит в большей склонности к образованию закалочных структур в зоне шва при ускоренном охлаждении. Чтобы сварить низколегированную низкоуглеродистую сталь, необходимо обеспечить равные показатели прочности основного металла и материала шва. Для этого шов легируют через сварочную проволоку. Сварочная проволока должна содержать малое количество углерода и как можно меньше серы.
В данном случае используют электроды марок АНО-1, АНО-7, АНО-8, УОНИ 13/55, СМ-11, УОНИ 13/45.
Газовая сварка углеродистых сталей
Низкоуглеродистые
Для работы с такими сталями применяют кислородно-ацетиленовую смесь. Даже без использования флюса при сварке листового проката толщиной до 5 мм получают шов с хорошими механическими характеристиками. Процесс требует медленного охлаждения. Для исключения пористости рекомендуется использовать присадочные материалы, содержащие углерода меньше, по сравнению с основным металлом.
Среднеуглеродистые
Для этих марок характерна большая вероятность образования трещин, поскольку они обладают способностью закаливаться на воздухе. Избежать этого поможет охлаждение шва медленными темпами. При работе со среднеуглеродистыми сталями используют только ацетиленокислородные смеси, использование газов-заменителей не рекомендуется.
Избежать этого поможет охлаждение шва медленными темпами. При работе со среднеуглеродистыми сталями используют только ацетиленокислородные смеси, использование газов-заменителей не рекомендуется.
Для высокоуглеродистых сталей в основном применяют не сварку, а наплавку или пайку.
Электроды для высокоуглеродистой стали
Конструкционная сталь, используемая при сваривании металлических изделий разного назначения, выплавляется в мартеновских и открытых электропечах. В результате увеличения процентного содержания углерода в стали, возможно снижение прочности металла, а также у металла появляется большая чувствительность к перегреву, что делает сварочный процесс более сложным. Также воздействие кислорода на сталь оставляет свои следы на его прочности. Образуя оксидные включения, кислород делает сталь более хрупкой.
Высокоуглеродистые стали имеют свойство, из-за которого после воздействия температуры сваривания металл становится более хрупким. Данный процесс в высокоуглеродистых сталях выражен больше, чем в среднеуглеродистых сталях. Также повышается возможность появления трещин. Поэтому перед свариванием обязательно нужно предварительно подогревать свариваемое изделие до температуры 350 – 400 градусов по Цельсию. Последующий отжиг имеет наибольшую важность до остывания нагретого металлического изделия до температуры 20 градусов по Цельсию.
Данный процесс в высокоуглеродистых сталях выражен больше, чем в среднеуглеродистых сталях. Также повышается возможность появления трещин. Поэтому перед свариванием обязательно нужно предварительно подогревать свариваемое изделие до температуры 350 – 400 градусов по Цельсию. Последующий отжиг имеет наибольшую важность до остывания нагретого металлического изделия до температуры 20 градусов по Цельсию.
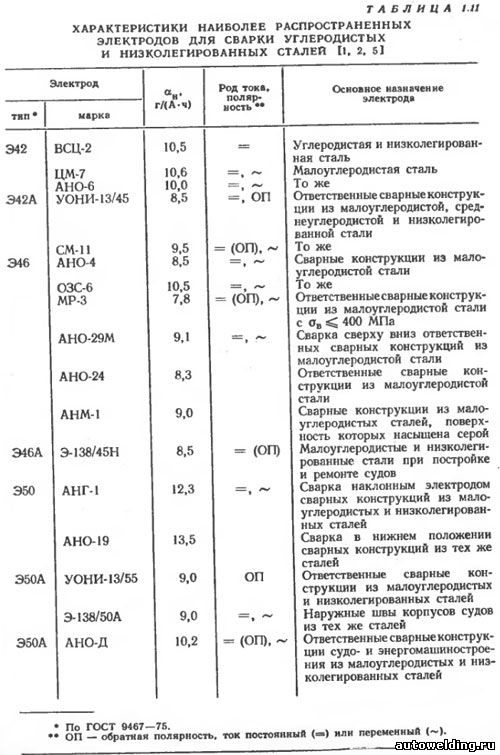
Ввиду многих особенностей высокоуглеродистых сталей было налажено производство электродов, специально предназначенных для проведения сварочных работ с вышеприведенными видами сталей. Это электроды НР-70. Классифицируются они как плавящиеся электроды. Типом покрытия является основное. Для сварки электродами НР-70 используется постоянный ток обратной полярности. Предпочитаемым положением сварочного шва является нижнее.
Основным предназначением электродов НР-70 является ручная дуговая наплавка изношенных концов рельсов обычного производства. Также они используются для работы с рельсами производства из мартеновской стали и поверхностей, имеющих объемную закалку. НР-70 используются для работы с высокоуглеродистыми сталями, входящих в состав рельсов, кроме рельсов, изготовленных с использованием бессемеровской стали.
Также они используются для работы с рельсами производства из мартеновской стали и поверхностей, имеющих объемную закалку. НР-70 используются для работы с высокоуглеродистыми сталями, входящих в состав рельсов, кроме рельсов, изготовленных с использованием бессемеровской стали.
Сварочные электроды изготавливаются диаметром 4 и 5 миллиметров. Для сварки электродами 4 миллиметра нужно использовать сварочный ток, равный 170 – 190 Ампер, а для диаметра 5 миллиметров – 220 – 240 Ампер. В состав наплавленного металла электродами НР-70 входят молибден, кремний, силиций, титан, хром, фосфор, железо, медь, никель, углерод и сера.
Коэффициент наплавки электродов НР-70 составляет 9 г/Ач. Для наплавки 1 килограмма металла используется примерно 1,6 килограмма электродов НР-70. Как видите, разбрызгивание металла у электродов НР-70 достаточно низкое.
При сваривании листовых конструкций из высокоуглеродистой стали толщиной 3 – 4 миллиметра подогрев детали полностью или в месте сварки не обязателен.
Проводя сварочные работы без подогрева, металл такой толщины не будет подвергаться образованию трещин и кристаллизации. При переходе к свариванию более толстого листового металла свариваемое изделие желательно подогревать. Проигнорировав данное требование, сварочный шов может получиться некачественным.
Сварка углеродистых сталейК углеродистым конструкционным сталям относятся стали, содержащие 0,1 — 0,7 % углерода, который является основным легирующим элементом в сталях этой группы и определяет их механические свойства. Повышение содержания углерода усложняет технологию сварки и получение качественных сварных соединений. В сварочном производстве в зависимости от содержания углерода углеродистые конструкционные стали условно разделяют на три группы: низко-, средне- и высокоуглеродистые. Большинство сварных конструкций в настоящее время изготовляют из низкоуглеродистых сталей, содержащих углерода до 0,25%. Низкоуглеродистые стали относятся к хорошо сваривающимся металлам практически всеми видами и способами сварки плавлением. Технологию сварки для этих сталей выбирают из условий соблюдения комплекса требований, обеспечивающих прежде всего равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Сварное соединение должно быть стойким против перехода в хрупкое состояние, а деформация конструкции должна быть в пределах, не отражающихся на ее работоспособности. Металл шва при сварке низкоуглеродистой стали незначительно отличается по своему составу от основного металла — снижается содержание углерода и повышается содержание марганца и кремния. Однако обеспечение равнопрочности при дуговой сварке не вызывает затруднений. Это достигается за счет увеличения скорости охлаждения и легирования марганцем и кремнием через сварочные материалы. Большое распространение при изготовлении конструкций из низкоуглеродистых сталей получила ручная сварка покрытыми электродами. В зависимости от требований к сварной конструкции и прочностных показателей свариваемой стали выбирают тип электрода. В последние годы широкое применение получили электроды типа Э46Т с рутиловым покрытием. Для особо ответственных конструкций используют электроды с фтористо-кальциевым и фтористо-кальциеворутиловым покрытием типа Э42А, обеспечивающие повышенную стойкость металла шва против кристаллизационных трещин и более высокие пластические свойства. Применяются также высокопроизводительные электроды с железным порошком в покрытии и электроды для сварки с глубоким проплавлением. Несмотря на хорошую свариваемость низкоуглеродистых сталей иногда для предотвращения_ образования закалочных структур в околошовной зоне‘следует предусматривать специальные технологические меры. Поэтому при сварке первого слоя многослойного шва и угловых швов на толстом металле рекомендуется предварительный подогрев его до 120— 150 °С, чем обеспечивается стойкость металла против появления кристаллизационных трещин. Для уменьшения скорости охлаждения перед исправлением дефектных участков необходимо выполнять местный подогрев до 150° С, что будет препятствовать понижению пластических свойств наплавленного металла. Низкоуглеродистые стали газовой сваркой сваривают без особых затруднений нормальным пламенем и, как правило, без флюса. Мощность пламени при левом способе выбирают из расчета расхода 100— 130 дм3/ч ацетилена на 1 мм толщины металла, а при правом — 120—150 дм3/ч. Высококвалифицированные сварщики работают с пламенем большой мощности — 150—200 дм 3/ч ацетилена, используя при этом присадочную проволоку большего, чем при обычной сварке диаметра. Отличие среднеуглеродистых сталей от низкоуглеродистых в основном состоит в различном содержании углерода. Среднеуглеродистые стали содержат 0,26 — 0,45% углерода. Повышенное содержание углерода создает дополнительные трудности при сварке конструкций из этих сталей. К ним относится низкая стойкость против кристаллизационных трещин, возможность образования малопластичных закалочных структур и трещин в околошовной зоне и трудность обеспечения рав-нопрочности металла шва с основным металлом. Повышение стойкости металла шва против кристаллизационных трещин достигается снижением количества углерода в металле шва путем применения электродных стержней и присадочной проволоки с пониженным содержанием углерода, а также уменьшения доли основного металла в металле шва, что достигается сваркой с разделкой кромок на режимах, обеспечивающих минимальное проплавление основного металла и максимальное значение коэффициента формы шва. Газовую сварку среднеуглеродистых сталей ведут нормальным или слегка науглероживающим пламенем мощностью 75— 100 дм3/ч ацетилена на 1 мм толщины металла только левым способом, уменьшающим перегрев металла. К высокоуглеродистым сталям относят стали с содержанием углерода в пределах 0,46 — 0,75%. Эти стали, как правило, не пригодны для изготовления сварных конструкций. Однако необходимость сварки возникает при ремонтных работах. Сварка производится с предварительным, а иногда с сопутствующим подогревом и последующей термообработкой. При температуре ниже 5 °С и на сквозняках сварку выполнять нельзя. Остальные технологические приемы такие же, как и для сварки среднеуглеродистых сталей. Газовую сварку высокоуглеродистых сталей осуществляют нормальным или слегка науглероживающим пламенем мощностью 75 — 90 дм3/ч ацетилена на 1 мм толщины металла с подогревом до 250—300 °С. Применяют левый способ сварки, позволяющий уменьшить время перегрева и время пребывания металла сварочной ванны в расплавленном состоянии. В последние годы находят применение термоупроч-ненные углеродистые стали. Стали повышенной прочности позволяют уменьшить толщину изделий. Режимы и техника сварки термоупрочненных сталей такие же, как и для обычной углеродистой стали того же состава. Сварочные материалы выбирают с учетом обеспечения равнопрочности металла шва с основным металлом. Главным затруднением при сварке является разупрочнение участка околошовной зоны, подвергающегося нагреву до 400 — 700 °С. Поэтому для термоупрочненной стали рекомендуются маломощные режимы сварки, а также способы сварки с минимальным теплоотводом в основной металл. Применяют также стали с защитными покрытиями. Наибольшее распространение получила оцинкованная сталь при изготовлении различных конструкций и сани-тарно-технических трубопроводов. При сварке оцинкованной стали в случае попадания цинка в’ сварочную ванну создаются условия для появления пор и трещин Поэтому цинковое покрытие необходимо удалять со свариваемых кромок. Читать далее: |
 Технология сварки сталей этих групп различна.
Технология сварки сталей этих групп различна. Влияние скорости охлаждения в значительной степени проявляется при сварке однослойных швов, а также в последних слоях многослойного шва. Механические свойства металла околошовной зоны подвергаются некоторым изменениям по сравнению со свойствами основного металла — при всех видах дуговой сварки это незначительное упрочнение металла в зоне перегрева. При сварке стареющих (например, кипящих и полуспокойных) низкоуглеродистых сталей на участке рекристаллизации околошовной зоны возможно снижение ударной вязкости металла. Металл околошовной зоны охрупчи-вается более интенсивно при многослойной сварке по сравнению с однослойной. Сварные конструкции из низкоуглеродистой стали иногда подвергают термической обработке. Однако у конструкций с угловыми однослойными швами и многослойными, наложенными с перерывом, все виды термической обработки, кроме закалки, приводят к снижению прочности и повышению пластичности металла шва. Швы, выполненные всеми видами и способами сварки плавлением, имеют вполне удовлетворительную стойкость против образования кристаллизационных трещин из-за низкого содержания углерода.
Влияние скорости охлаждения в значительной степени проявляется при сварке однослойных швов, а также в последних слоях многослойного шва. Механические свойства металла околошовной зоны подвергаются некоторым изменениям по сравнению со свойствами основного металла — при всех видах дуговой сварки это незначительное упрочнение металла в зоне перегрева. При сварке стареющих (например, кипящих и полуспокойных) низкоуглеродистых сталей на участке рекристаллизации околошовной зоны возможно снижение ударной вязкости металла. Металл околошовной зоны охрупчи-вается более интенсивно при многослойной сварке по сравнению с однослойной. Сварные конструкции из низкоуглеродистой стали иногда подвергают термической обработке. Однако у конструкций с угловыми однослойными швами и многослойными, наложенными с перерывом, все виды термической обработки, кроме закалки, приводят к снижению прочности и повышению пластичности металла шва. Швы, выполненные всеми видами и способами сварки плавлением, имеют вполне удовлетворительную стойкость против образования кристаллизационных трещин из-за низкого содержания углерода. Однако при сварке стали с верхним пределом содержания углерода могут появиться кристаллизационные трещины, прежде всего в угловых швах, первом слое многослойных стыковых швов, односторонних швах с полным проваром кромок и первом слое стыкового шва, сваренного с обязательным зазором.
Однако при сварке стали с верхним пределом содержания углерода могут появиться кристаллизационные трещины, прежде всего в угловых швах, первом слое многослойных стыковых швов, односторонних швах с полным проваром кромок и первом слое стыкового шва, сваренного с обязательным зазором. Род и полярность тока выбирают в зависимости от особенностей электродного покрытия.
Род и полярность тока выбирают в зависимости от особенностей электродного покрытия. Для получения равнопрочного с основным металлом соединения при сварке ответственных конструкций следует применять кремнемарганцовистую сварочную проволоку. Конец проволоки должен быть погружен в ванну расплавленного металла. В процессе сварки нельзя отклонять сварочное пламя от ванны расплавленного металла, так как это может привести к окислению металла шва кислородом. Для уплотнения и повышения пластичности наплавленного металла осуществляют проковку и последующую термообработку.
Для получения равнопрочного с основным металлом соединения при сварке ответственных конструкций следует применять кремнемарганцовистую сварочную проволоку. Конец проволоки должен быть погружен в ванну расплавленного металла. В процессе сварки нельзя отклонять сварочное пламя от ванны расплавленного металла, так как это может привести к окислению металла шва кислородом. Для уплотнения и повышения пластичности наплавленного металла осуществляют проковку и последующую термообработку. Этому же способствуют электроды с большим коэффициентом наплавки. Для преодоления трудностей, возникающих при сварке изделий из среднеуглеродистых сталей, выполняют предварительный и сопутствующий подогрев, модифицирование металла шва и двухдуговую сварку в раздельные ванны. Ручную сварку среднеуглеродистых сталей ведут электродами с фтористо-кальциевым покрытием марок УОНИ-13/55 и УОНИ-13/45, которые обеспечивают достаточную прочность и высокую стойкость металла шва против образования кристаллизационных трещин. Если к сварному соединению предъявляются требования высокой пластичности, необходимо подвергнуть его последующей термообработке. При сварке следует избегать наложения широких валиков, сварку выполняют короткой дугой, небольшими валиками. Поперечные движения электрода нужно заменять продольными, кратеры заваривать или выводить на технологические пластины, так как в них могут образовываться трещины.
Этому же способствуют электроды с большим коэффициентом наплавки. Для преодоления трудностей, возникающих при сварке изделий из среднеуглеродистых сталей, выполняют предварительный и сопутствующий подогрев, модифицирование металла шва и двухдуговую сварку в раздельные ванны. Ручную сварку среднеуглеродистых сталей ведут электродами с фтористо-кальциевым покрытием марок УОНИ-13/55 и УОНИ-13/45, которые обеспечивают достаточную прочность и высокую стойкость металла шва против образования кристаллизационных трещин. Если к сварному соединению предъявляются требования высокой пластичности, необходимо подвергнуть его последующей термообработке. При сварке следует избегать наложения широких валиков, сварку выполняют короткой дугой, небольшими валиками. Поперечные движения электрода нужно заменять продольными, кратеры заваривать или выводить на технологические пластины, так как в них могут образовываться трещины. Для изделий толщиной свыше 3 мм рекомендуется общий подогрев до 250 — 350 °С или мест-ный —до 600—650 °С. Для сталей с содержанием углерода на верхнем пределе целесообразно применять специальные флюсы. Для улучшения свойств металла используют проковку и термическую обработку.
Для изделий толщиной свыше 3 мм рекомендуется общий подогрев до 250 — 350 °С или мест-ный —до 600—650 °С. Для сталей с содержанием углерода на верхнем пределе целесообразно применять специальные флюсы. Для улучшения свойств металла используют проковку и термическую обработку. Используются флюсы того же состава, что и для среднеуглеродистых сталей. После сварки шов проковывается с последующей нормализацией или отпуском.
Используются флюсы того же состава, что и для среднеуглеродистых сталей. После сварки шов проковывается с последующей нормализацией или отпуском. Учитывая, что следы цинка на кромках остаются, следует принимать дополнительные меры по предупреждению образования дефектов: по сравнению со сваркой обычной стали зазор увеличивают в 1,5 раза, а скорость сварки уменьшают на 10 — 20%, электрод вдоль шва перемещают с продольными колебаниями. При ручной сварке оцинкованной стали лучшие результаты получают при работе электродами с рути-ловым покрытием, обеспечивающими минимальное содержание кремния в металле шва. Но можно применять и другие электроды. В связи с тем, что пары цинка чрезвычайно токсичны, сварку оцинкованной стали можно производить при наличии сильной местной вентиляции. После окончания сварочных работ необходимо нанести защитный слой на поверхность шва и восстановить его на участке околошовной зоны.
Учитывая, что следы цинка на кромках остаются, следует принимать дополнительные меры по предупреждению образования дефектов: по сравнению со сваркой обычной стали зазор увеличивают в 1,5 раза, а скорость сварки уменьшают на 10 — 20%, электрод вдоль шва перемещают с продольными колебаниями. При ручной сварке оцинкованной стали лучшие результаты получают при работе электродами с рути-ловым покрытием, обеспечивающими минимальное содержание кремния в металле шва. Но можно применять и другие электроды. В связи с тем, что пары цинка чрезвычайно токсичны, сварку оцинкованной стали можно производить при наличии сильной местной вентиляции. После окончания сварочных работ необходимо нанести защитный слой на поверхность шва и восстановить его на участке околошовной зоны.Сварка углеродистых сталей.
 Технология сварки различных сталей
Технология сварки различных сталейПохожие главы из других работ:
Автоматизация систем управления технологическими процессами. Классификация сталей и способы ее получения
2.1 Классификация сталей
По химическому составу различают углеродистые и легированные стали…
Гальваническое производство
Травление углеродистых, низко — и среднелегированных сталей и чугунов
13 Получение металлических покрытий Карта Цинкование 30 2.1 Обезжиривание химическое Согласно ГОСТ 9.305-84 выбираем состав 3. Состав раствора ванны для обезжиривания: 1…
Гальваническое производство
2.2 Травление углеродистых, низко- и среднелегированных сталей и чугунов
Согласно ГОСТ 9.305-84 Выбираем состав 3. Состав раствора ванны для травления 1. Кислота соляная синтетическая техническая принята по ГОСТ 857-95. Массовая доля вещества = 33% 2. Уротропин технический Таблица 2. ..
..
Обработка конструкционных материалов
3. (203) Типы электродов для дуговой сварки конструкционных углеродистых и низколегированных сталей. Условное обозначение электродов
стержневой смесь стальной сварка Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки…
Процес ручного дугового зварювання
2.1.1 Характеристики сталей
Сталями називають сплав заліза з вуглецем (від 0,01 до 2,14%). Практично випускають сталі з вмістом вуглецю до 1,5%. Крім вуглецю в сталях є марганець, кремній, сірка і фосфор. Залежно від вмісту вуглецю сталі поділяють на низьковуглецеві (до 0,25% С)…
Разработка технологии сборки и сварки пояса
1.2 Свариваемость сталей
Свариваемость — это способность металлов и сплавов образовывать соединение с помощью сварки без трещин, пор и других дефектов…
Свойства сталей и сплавов. Натуральный и синтетический каучуки; классификация резин
Натуральный и синтетический каучуки; классификация резин
1.1 Классификация сталей
Стали — это сплавы железа с углеродом, содержание которого не превышает 2,14%. Стали отличаются друг от друга технологией производства, обработкой, структурой, свойствами, назначением. Знание принципов, лежащих в основе разработки сталей…
Сравнительная характеристика свойств чугуна, стали и пластмассы
3.1 Классификация легированных сталей
Рис. 13. Легированная сталь Легированные стали классифицируют по структуре в равновесном состоянии, по структуре после охлаждения на воздухе, по равновесной структуре стали делятся на: доэвтпектоидные с избыточном ферритом в структуре…
Термическое отделение для непрерывного отжига металла
2.1 Выбор марок сталей
Для производства проката, обрабатываемого в линии агрегата непрерывного отжига, служат малоуглеродистые стали О8Ю, О8пс (ГОСТ 9045-80), О8пс (ГОСТ 16523-70), а также низколегированные конструкционные стали. ..
..
Термічна обробка сталей
1.2 Термічна обробка сталей
Термічною обробкою сталі називається технологічний процес, який полягає в нагріванні сталі до певної температури, витримки і наступного охолодження з певною швидкістю. При термічній обробці отримують необхідні властивості сталі…
Технологический процесс газовой сварки стыковых соединений труб с поворотом на 90
1.4 Свариваемость сталей
Свариваемость — свойство металлов образовывать сварное соединение при установленной технологии сварки, которое отвечает требованиям конструкции и эксплуатации изделий. Различаются физическая…
Технология сварки различных сталей
Сварка легированных сталей
Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерода и легирующих компонентов. Стали кремне-марганцевой группы 15ГС…
Технология сварочного производства
5.
 2 Сварка углеродистых и легированных сталей
2 Сварка углеродистых и легированных сталейНизкоуглеродистые и низколегированные стали обладают хорошей свариваемостью и свариваются всеми способами без особых трудностей. Углеродистые и легированные стали с содержанием углерода более 0,3% (например, 45, 30ХГСА, 40ХНМА и др…
Технология сварочного производства
5.3 Сварка высоколегированных сталей
К ним относятся стали, содержащие более 8…10% легирующих элементов. При сварке этих сталей наблюдается образование карбидов и их выделение по границам зерен, образование закалочных структур, выгорание легирующих элементов…
Технологія зварювання і наплавлення різних металів і сплавів
1. Зварювання сталей
Сталі, які містять вуглецю до 0,27%, добре зварюються всіма способами. Сталі з підвищеним вмістом вуглецю в більшості випадків зварюються з попереднім підігрівом, а іноді з наступною термічною обробкою — нормалізацією або відпалюванням. Сталі…
Сварка высокоуглеродистых сталей .
 Сварочные работы. Практическое пособие
Сварочные работы. Практическое пособиеВысокоуглеродистыестали с содержанием углерода 0,48–0,70 %, как правило, не применяются для сварных конструкций как непригодные. Из этих сталей изготавливают различные детали, которые подвергаются наплавке для повышения износостойкости, как новые, так и при восстановлении (ремонтные), например валки прокатных станов, подкрановые колеса мостовых кранов и т. п.
Технология электросварки высокоуглеродистых сталей обязательно предусматривает предварительный подогрев до 350–400 °C, иногда сопутствующий подогрев и последующую термообработку. Сварку выполняют узкими валиками небольшими участками. Сварка при температуре окружающей среды ниже 5 °C и на сквозняках недопустима.
Определение марки стали довольно точно можно произвести по пучку искр, образующемуся при ее обработке на наждачном круге. Форма и длина нитей искр, цвет искр, форма пучка различны для разных марок стали:
? малоуглеродистая сталь – непрерывные соломенно-желтые нити искр с небольшим количеством звездочек на концах нитей;
? углеродистая сталь (с содержанием углерода около 0,5 %) – пучок светло-желтых нитей искр со звездочками;
? инструментальная сталь У7 – У10 – расходящийся пучок светло-желтых нитей с большим количеством звездочек;
? инструментальная сталь У12, У13 – плотный и короткий пучок искр с очень большим количеством «разветвленных» звездочек;
? инструментальная сталь с содержанием хрома – плотный пучок темно-красных нитей искр с большим количеством желтых звездочек; звездочки сильно «разветвленные»;
? быстрорежущая сталь с содержанием хрома и вольфрама – пучок прерывистых темно-красных нитей искр, на концах которых более светлые звездочки каплеобразной формы;
? пружинная сталь с содержанием кремния – широкий пучок темно-желтых искр с более светлыми звездочками на концах нитей;
? быстрорежущая сталь с содержанием кобальта – широкий пучок темно-желтых нитей искр без звездочек.
Газосваркой высокоуглеродистые стали плохо свариваются из-за образования трещин в закалочных структурах основного металла. Вид пламени – нормальное или слегка науглероживающее. Его тепловую мощность выбирают исходя из расхода ацетилена 75–90 дм3/ч на 1 мм толщины металла.
Сварку выполняют левым способом без поперечных колебаний мундштука горелки с применением флюсов и проволок тех же марок, что и при сварке среднеуглеродистых сталей. Обязателен подогрев до температуры 250–350 °C. После сварки рекомендуется проковка шва с последующей нормализацией или отпуском.
Как сваривать высокоуглеродистые стали
Высокоуглеродистая сталь — это сталь с содержанием углерода 0,45% или выше. Их обычно считают «трудно свариваемыми», поскольку они чувствительны к образованию трещин и подвержены значительным изменениям своих физических и механических свойств после сварки.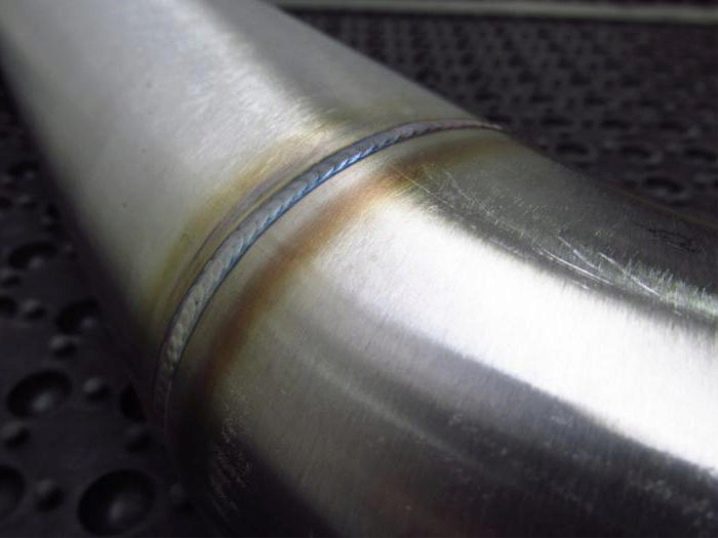 Тем не менее, высокоуглеродистые стали можно успешно и без проблем сваривать, если хорошо разбираться в свойствах высокоуглеродистых сталей, которые требуют различных процедур сварки.
Тем не менее, высокоуглеродистые стали можно успешно и без проблем сваривать, если хорошо разбираться в свойствах высокоуглеродистых сталей, которые требуют различных процедур сварки.
Понимание этих свойств, понимание проблем, связанных с высокоуглеродистыми сталями, и знание правил, которым необходимо следовать, помогут вам сваривать эти стали без проблем.
Свойства высокоуглеродистой стали и их влияние:
- Высокоуглеродистая сталь не растягивается так сильно, как низкоуглеродистая сталь
- Высокоуглеродистые стали твердеют значительно больше, чем низкоуглеродистые стали при данной скорости охлаждения
- Высокоуглеродистые стали имеют более низкий диапазон превращения, чем низкоуглеродистые стали, что приводит к более глубокой зоне термического влияния (HAZ)
- Высокоуглеродистая сталь более восприимчива к пористости, чем низкоуглеродистая сталь, поскольку в некоторых условиях сварки доступно больше углерода для реакции с другими элементами и образования газов.


Указанные выше отличия высокоуглеродистой стали от низкоуглеродистой стали создают множество проблем.
Основные проблемы при сварке высокоуглеродистых сталей:
- Растрескивание металла шва — вызвано расширением и сжатием во время сварки основного металла (высокоуглеродистой стали), который не сильно растягивается. Различия в скорости расширения металла шва и основного металла могут привести к растрескиванию.
- Пористость — как объяснено выше, для образования большего количества газов доступно больше углерода.
- Чрезмерное упрочнение основного металла — при высоких скоростях охлаждения избыток углерода способствует упрочнению сварного шва и ЗТВ.
- Растрескивание основного металла (в основном в ЗТВ) — при чрезмерном упрочнении образующаяся микроструктура очень подвержена растрескиванию из-за ее низкой пластичности. Это усугубляется присутствием водорода (при использовании процесса сварки без содержания водорода). Высокая прочность основного металла также обеспечивает достаточно высокий уровень сдерживания, чтобы способствовать растрескиванию.
- Чрезмерное размягчение основного металла — для сварки высокоуглеродистой стали необходимо применять предварительный нагрев, чтобы снизить скорость охлаждения.Когда мы делаем это, мы можем снизить твердость основного металла, что во многих случаях желательно в связи с его предполагаемым использованием. Иногда эти высокоуглеродистые стали подвергали закалке и отпуску. При низкой скорости охлаждения (желательной во избежание растрескивания) соседний основной металл будет размягчаться.
 Высокая прочность основного металла также обеспечивает достаточно высокий уровень сдерживания, чтобы способствовать растрескиванию.
Высокая прочность основного металла также обеспечивает достаточно высокий уровень сдерживания, чтобы способствовать растрескиванию.Правила сварки высокоуглеродистых сталей
Правило 1 — Избегайте чрезмерного проникновения . Когда мы свариваем высокоуглеродистую сталь, мы почти всегда будем использовать присадочный металл, не соответствующий требованиям, то есть присадочный металл с более низким пределом прочности на разрыв, чем основной металл. Мы делаем это для того, чтобы сварной шов получился пластичным, не подвергаясь напряжению до точки разрушения.
Мы делаем это для того, чтобы сварной шов получился пластичным, не подвергаясь напряжению до точки разрушения.
Даже с неподходящим присадочным металлом мы все равно можем получить сварной шов с низкой пластичностью, если мы соберем достаточно углерода из основного металла. Это может произойти, если у нас будет глубокое проникновение. Целью должно быть обеспечение сплавления корневой и боковых стенок, но не более того. Это может быть опасная игра, поскольку тогда мы будем подвержены недостатку слияния. Поэтому убедитесь, что ваша процедура сварки соответствует требованиям, а диапазоны силы тока, напряжения и скорости хода должны быть очень узкими.
Более глубокое проплавление, как показано на изображении справа, позволяет добавить больше примесей (смешивание основного металла с присадочным металлом). Это увеличивает содержание углерода в сварном шве, что увеличивает его прочность и твердость, теряя при этом пластичность.
Правило 2 — По возможности используйте присадочные материалы, не соответствующие требованиям. Как указано выше, мы хотим использовать присадочный металл с недостаточным соответствием, чтобы получить пластичный сварной шов, который будет иметь некоторую «податливость» во избежание растрескивания. Если вы выполняете сварные швы с частичным проплавлением (PJP) или угловые швы, использование присадочного металла недостаточного соответствия, вероятно, будет приемлемым.Дополнительная грузоподъемность может быть получена за счет увеличения размера сварных швов без использования большой или какой-либо пластичности.
Как указано выше, мы хотим использовать присадочный металл с недостаточным соответствием, чтобы получить пластичный сварной шов, который будет иметь некоторую «податливость» во избежание растрескивания. Если вы выполняете сварные швы с частичным проплавлением (PJP) или угловые швы, использование присадочного металла недостаточного соответствия, вероятно, будет приемлемым.Дополнительная грузоподъемность может быть получена за счет увеличения размера сварных швов без использования большой или какой-либо пластичности.
Если вы выполняете сварные швы с полным проплавлением (CJP), то может потребоваться использование подходящего присадочного металла.
Правило 3 — Нанесите большие сварные швы. При сварке высокоуглеродистых сталей требуется максимально возможное тепловложение. Это замедлит скорость охлаждения и предотвратит растрескивание, вызванное водородом. Плетение предпочтительнее стрингеров, поэтому по возможности плетение.
Правило 4 — При сварке закаленной и отпущенной (Q&T) стали отжиг перед сваркой. Это может быть невозможно, но если есть возможность, перед сваркой следует отжечь основной металл. Уменьшенная прочность будет гораздо менее подвержена растрескиванию. После сварки готовое изделие может быть подвергнуто послесварочной термообработке для восстановления исходных механических свойств.
Это может быть невозможно, но если есть возможность, перед сваркой следует отжечь основной металл. Уменьшенная прочность будет гораздо менее подвержена растрескиванию. После сварки готовое изделие может быть подвергнуто послесварочной термообработке для восстановления исходных механических свойств.
Правило 5 — Разработка, аттестация и соблюдение технических требований к процедуре сварки (WPS). Как вы уже могли заметить, при сварке высокоуглеродистых сталей необходимо соблюдать особую осторожность.Эти стали не очень щадящие. Как только вы определили способ успешной сварки этих высокоуглеродистых сталей, вы должны задокументировать его, чтобы эту же процедуру можно было выполнять в будущем.
Разработанная процедура сварки должна быть очень конкретной в отношении того, какой присадочный металл будет использоваться, какая температура предварительного нагрева и промежуточного прохода требуется (минимальная и максимальная), а также какая необходима термообработка после сварки. Эта термообработка после сварки может быть такой же простой, как медленное охлаждение детали, или более сложной, требующей закалки и отпуска.
Эта термообработка после сварки может быть такой же простой, как медленное охлаждение детали, или более сложной, требующей закалки и отпуска.
Артикул:
Руководство по проектированию стали 21: Сварные соединения — Праймер для инженеров
Сварка, металлургия и свариваемость, Джон К. Липпольд
Металлы и способы их сварки
Рекомендации по сварке углеродистой стали
В мире стали термин «углеродистая сталь» относится к стали и охватывает несколько различных химических составов. Углеродистая сталь — это большая категория, состоящая в основном из железа, но есть и другие элементы, которые могут быть добавлены, что влияет на ее свойства и, в частности, на ее свариваемость.
Для любого сварочного проекта очень важно знать, какой тип углеродистой стали используется. В Wasatch Steel есть вся сталь и сварочные материалы, которые понадобятся вам для реализации таких проектов. Вот несколько основных переменных, которые вам нужно знать о сварке углеродистой стали.
Одна из самых важных вещей, которую следует помнить при сварке углеродистой стали, — это фактическое содержание углерода. Обычно это значение составляет от почти нулевого углерода до примерно 2,1 процента по массе.По содержанию углерода существует три классификации:
- Низкоуглеродистые стали: менее 0,30 процента углерода.
- Среднеуглеродистые стали: примерно 0,30–0,60% углерода.
- Высокоуглеродистая сталь: примерно 0,61–2,1% углерода
При сварке каждого типа необходимо учитывать разные особенности. Низкоуглеродистую сталь легче всего сваривать при комнатной температуре, тогда как для среднеуглеродистой стали требуется предварительный нагрев и последующая термообработка, чтобы избежать растрескивания.Высокоуглеродистая сталь наиболее склонна к растрескиванию и требует очень тщательного предварительного и последующего нагрева, а также в некоторых случаях использования специальных присадочных материалов.
Формула эквивалента углерода, которая также учитывает другие элементы, помимо углерода, которые могут влиять на свариваемость, также может быть использована. Чем выше углеродный эквивалент, тем хуже сваривается сталь. Для предотвращения растрескивания необходимо будет ввести процессы предварительного нагрева и последующего нагрева.
Скорость охлажденияВысокие скорости охлаждения также увеличивают вероятность растрескивания, а углеродистая сталь с более высоким содержанием углерода потребует более медленных скоростей охлаждения, чтобы предотвратить это.На скорость охлаждения влияет ряд факторов, включая толщину стали и температуру окружающей среды.
Дополнительные соображения В некоторых случаях элементы, содержащиеся в углеродистой стали, просто не подходят для сварки, независимо от того, какие дополнительные процессы включены. Стали с содержанием свинца, как правило, следует избегать из-за того, что они могут способствовать растрескиванию сварных швов при затвердевании, а сера и фосфор также могут иметь эффекты растрескивания — любое из них, превышающее 0,05 процента, может привести к растрескиванию при затвердевании.
Чтобы получить дополнительную информацию о сварке углеродистой стали или купить сталь в Интернете сегодня, обратитесь к нашим специалистам в Wasatch Steel.
Почему низкоуглеродистую сталь можно сваривать, а высокоуглеродистую сталь нельзя?
По химическому составу сталь можно разделить на две основные категории: углеродистая сталь и легированная сталь.
Углеродистые стали подразделяются на:
(i) Низкоуглеродистая сталь с содержанием углерода менее 0,25%;
(ii) Среднеуглеродистая сталь с содержанием углерода 0.25 — 0,6%;
(iii) Высокоуглеродистая сталь с содержанием углерода более 0,6%.
Мягкая сталь (низкоуглеродистая сталь) — это углеродистая сталь с содержанием углерода менее 0,25%.
Из-за низкой прочности, низкой твердости и мягкости ее также называют мягкой сталью.
Он включает большую часть обычной углеродистой конструкционной стали и часть высококачественной углеродистой конструкционной стали, которая в основном используется для изготовления конструкционных деталей без термической обработки и механических деталей, требующих износостойкости путем науглероживания или другой термической обработки.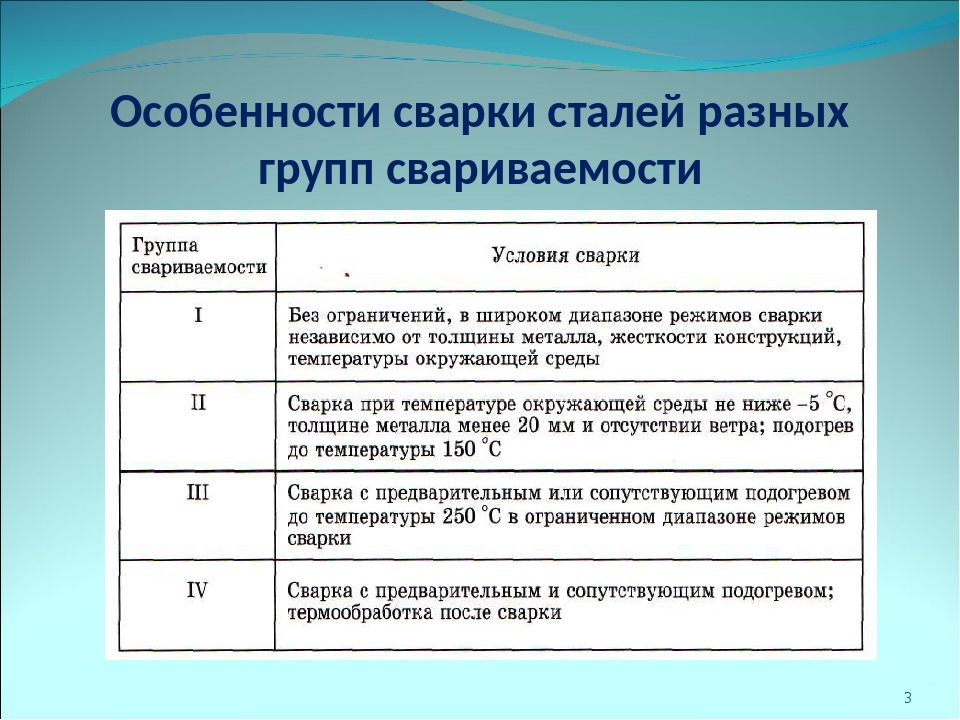
Среднеуглеродистая сталь имеет хорошие характеристики горячей обработки и резки, но плохие сварочные характеристики.
Его прочность и твердость выше, чем у низкоуглеродистой стали, а пластичность и вязкость ниже, чем у низкоуглеродистой стали.
Он может напрямую использовать холоднокатаный материал, холоднотянутый материал после термообработки без термической обработки.
После закалки и отпуска среднеуглеродистая сталь обладает хорошими комплексными механическими свойствами.
Наивысшая твердость составляет около HRC55 (HB538), σb составляет 600 ~ 1100 МПа.
Таким образом, среди различных применений средней прочности наиболее широко используется среднеуглеродистая сталь.
Помимо использования в качестве строительного материала, он также широко используется в производстве различных механических деталей.
Высокоуглеродистая сталь часто называют инструментальной сталью, и ее содержание углерода составляет от 0,60% до 1,70%.
Он поддается закалке и отпуску, поэтому сварочные характеристики очень плохие.
Молоты, ломы и др. Изготовлены из углеродистой стали 0,75%; режущие инструменты, такие как сверла, винты, развертки и т. д.изготовлены из углеродистой стали от 0,90% до 1,00%.
Сравнение сварочных свойств низкоуглеродистой и высокоуглеродистой сталиСвариваемость стали в основном зависит от ее химического состава.
Наиболее важным фактором является углерод, а это означает, что содержание углерода в металле определяет его свариваемость.
Большинство других легирующих элементов в стали не подходят для сварки, но их содержание влияния, как правило, намного меньше, чем у углерода.
Как правило, низкоуглеродистая сталь обладает хорошей свариваемостью и не требует специальных технологических мер.
Только при низких температурах, толстых листах или высоких требованиях его необходимо сваривать с основным электродом и соответствующим образом подогревать.
Когда содержание углерода и серы в низкоуглеродистой стали превышает верхний предел, помимо использования высококачественных сварочных стержней с низким содержанием водорода, предварительного нагрева и последующего нагрева и других мер, форма канавки должна выбираться разумно и коэффициент плавления следует уменьшить, чтобы предотвратить термические трещины.
Среднеуглеродистая сталь имеет тенденцию к образованию холодных трещин при сварке.
Чем выше содержание углерода, тем больше склонность к упрочнению зоны термического влияния, тем больше склонность к образованию холодных трещин и тем хуже свариваемость.
С увеличением содержания углерода в основном материале соответственно увеличивается и содержание углерода в металле сварного шва.
В сочетании с неблагоприятным воздействием серы в сварном шве легко образуются термические трещины.
Следовательно, при сварке среднеуглеродистой стали следует использовать основной электрод с хорошей трещиностойкостью.
После принятия таких мер, как предварительный и последующий нагрев для уменьшения склонности к растрескиванию.
При сварке высокоуглеродистой стали из-за высокого содержания углерода в этой стали при сварке будут возникать большие сварочные напряжения, склонность к закалке и образованию холодных трещин в зоне термического влияния выше.
В то же время сварные швы более склонны к образованию горячих трещин, а высокоуглеродистые стали более склонны к образованию горячих трещин, чем среднеуглеродистые стали.
Таким образом, этот тип стали имеет худшую свариваемость, поэтому не используется в обычных сварочных конструкциях, а используется только для ремонтной сварки или наплавки отливок.
После сварки свариваемые детали должны быть отпущены для снятия напряжений, затем для организации фиксации для предотвращения трещин и улучшения характеристик сварного шва.
Сварка углеродистой стали MIG — установка соединений, выбор электродов и газа
Как выполнить сварку углеродистой стали методом MIG
Сварка углеродистой стали выполняется с помощью сварочного аппарата MIG почти безупречно. Проблем очень мало, если не считать недостатков в конструкции сварочного аппарата MIG. Жесткость проволоки достаточна для того, чтобы проходить через гильзу из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без наматывания. В зависимости от того, какое напряжение работает на сварочном аппарате MIG, сварка может быть настроена на один из трех типов переноса: короткое замыкание, шаровидное соединение или распыление.
Проблем очень мало, если не считать недостатков в конструкции сварочного аппарата MIG. Жесткость проволоки достаточна для того, чтобы проходить через гильзу из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без наматывания. В зависимости от того, какое напряжение работает на сварочном аппарате MIG, сварка может быть настроена на один из трех типов переноса: короткое замыкание, шаровидное соединение или распыление.
Подготовка и установка стыков из углеродистой стали
Подготовка стыков для углеродистой стали выполняется так же, как при сварке электродом E7018.В зоне сварного шва не должно быть масел, красок, сильной ржавчины и, в большинстве случаев, прокатной окалины. В идеале вы должны отшлифовать область стыка примерно на 1 ½ дюйма, чтобы очистить металл. Все соединения должны быть скреплены, чтобы избежать деформации из-за усадки сварного шва.
Очистите металл перед сваркой MIG Когда дело доходит до сварки толстого листа, вам необходимо укрепить соединения больше, чем более тонкие металлы. Усадка от многопроходных сварных швов деформирует соединение до такой степени, что оно перестает быть квадратным.
Усадка от многопроходных сварных швов деформирует соединение до такой степени, что оно перестает быть квадратным.
Основные электроды / присадочная проволока и защитные газы
Этикетка электрода MIG Wire Значение для этикетки ER70S-6Выбор электрода и газа из углеродистой стали довольно прост.В большинстве случаев присадочная проволока будет «ЭР70с-6». В качестве газа можно выбрать чистый Co2 или газ C25, состоящий из 25% двуокиси углерода и 75% аргона. Смесь C25 обеспечивает лучшее качество сварки, но при этом стоит немного дороже.
C25 MIG Сварочный газ Помимо газов и электродов, упомянутых выше, можно также использовать множество электродов, смесей и комбинаций. Если вы выполняете сварку в мастерской, вам будет предложена процедура сварки, в которой вам точно будет сказано, что делать. Если вы все еще не уверены, какой газ и присадочная проволока, позвоните или посетите местный магазин сварочных материалов.Другой вариант: если у вашего сварочного аппарата MIG есть электрод для процедуры сварки и таблица выбора газа, вы можете следовать этому, как показано на рисунке ниже.
Углеродистая сталь (класс A36) Настройки и типы переноса
Сварка углеродистой стали выполняется всеми четырьмя типами переноса сварочного аппарата MIG:
- Перенос короткого замыкания
- Шаровидный перенос
- Распылительный перенос
- Импульсный Распылительный перенос
Перенос короткого замыкания
Для более тонких металлов, таких как листы, они почти всегда свариваются с переносом короткого замыкания.Короткое замыкание хорошо сваривается во всех положениях и обычно использует 100% газ Co2. В некоторых случаях газ C25 используется для достижения наилучшего внешнего вида сварного шва. Этот тип передачи имеет высокий звук с быстрым потрескиванием и лучше всего работает с резкими взбивающими движениями. Взбивающее движение обеспечивает небольшой предварительный нагрев стыка перед повторным заполнением кратера. Это очень похоже на сварку открытого корневого шва и контроль прожога.
Шаровидный перенос
Шаровидный перенос обычно используется на пластине, толщина которой не менее 1/8 дюйма.В смеси всегда присутствует аргон, и он лучше всего подходит для наружных угловых швов или угловых швов. При этом типе переноса слышен хлопающий звук, и вы действительно можете увидеть, как шарики образуются и падают в сустав. Globular лучше всего работает в плоском, горизонтальном и вертикальном положениях. Это можно делать в положении над головой, но это очень сложно.
Распылительный перенос
Распылительный перенос может быть одного из двух типов и используется для более толстых металлов. Распыление достигается при более высоких настройках напряжения, более низкой скорости подачи проволоки и высоком процентном содержании газообразного аргона.Истинный распылитель издает шипящий или гудящий звук и обычно используется только в плоском, а иногда и в горизонтальном положении. Распыление, определяемое силой тока, технологией сварки или напряжением, используемым на толстой пластине для проникновения в сварной шов. Этот тип передачи хорошо работает во всех положениях и имеет быстрый, глубокий треск, который почти рычит.
Этот тип передачи хорошо работает во всех положениях и имеет быстрый, глубокий треск, который почти рычит.
Импульсное распыление
Импульсное распыление используется на углеродистой стали для тонких металлов, открытых корней, сварки во всех положениях и труб.Импульсное распыление в основном используется для MIG-сварки труб в разобранном положении, и это приятная роскошь.
У большинства сварщиков MIG есть таблица внутри машины, которая может дать вам некоторые общие рекомендации о том, как настроить машину на нужную толщину материала. Это всегда всего лишь рекомендации, и вам необходимо проверить настройки на куске металлолома, чтобы убедиться, что сварка выполняется правильно. На всякий случай, если у вас нет таблицы настроек аппарата, справа для вашего удобства есть изображение, на котором изображен сварочный аппарат Lincoln MIG (все изображения на этом сайте увеличены).Я хочу упомянуть, что сварка MIG любого типа связана с настройкой машины, и именно здесь необходимы навыки.
Обзор возможностей сварки углеродистой стали
Сварка углеродистой стали проста и не имеет реальных препятствий. Он отлично сваривает во всех положениях и дает качественный сварной шов. Единственная возможная проблема могла быть связана со сваркой в вертикальном положении вверх. В этом положении обычно требуется канавка, потому что сварной шов всегда очень выпуклый.Еще одна проблема, на которую следует обратить внимание, — это холодные круги. Сварка MIG может привести к низкому качеству сварных швов, если сварщик недостаточно нагрет. Кроме того, это отличный выбор для сварки в мастерской, так как он дает хорошие сварные швы, чистые и требующие минимальной правки. Время от времени возникает проблема с разбрызгиванием, но ее можно решить с помощью спрея для предотвращения разбрызгивания или просто легкого царапания после сварки.
Вертикальная сварка MIG вверх на углеродистой стали A36ОБЩЕЕ ОПИСАНИЕ И СВАРОЧНОСТЬ ЧЕРНЫХ МЕТАЛЛОВ 7-10. СТАЛЬ С НИЗКИМ УГЛЕРОМ СТАЛЬ С НИЗКИМ УГЛЕРОМ а. Общие . К низкоуглеродистым (мягким) сталям относятся стали с содержанием углерода до 0,30 процента (рис. 7-7). В большинстве низкоуглеродистых сталей содержание углерода составляет от 0,10 до 0,25 процента, марганца — от 0,25 до 0,50 процента, фосфора — не более 0,40 процента, а серы — не более 0,50 процента. Стали этого диапазона наиболее широко используются в промышленном производстве и строительстве. Эти низкоуглеродистые стали не затвердевают заметно при сварке, и поэтому не требуют предварительного или последующего нагрева, за исключением особых случаев, например, когда необходимо сваривать тяжелые секции.В целом при сварке низкоуглеродистых сталей трудностей не возникает. Правильно выполненные сварные швы из низкоуглеродистой стали будут равны прочности основного металла или превосходить его. Низкоуглеродистые стали мягкие, пластичные, их можно прокатывать, штамповать, резать и обрабатывать как в горячем, так и в холодном состоянии. г. Для сварки низкоуглеродистой стали следует использовать прутки с медным покрытием. Размеры стержней для листов различной толщины следующие:
ПРИМЕЧАНИЕ Стержни от 5/16 до 3/8 дюйма(От 7,9 до 9,5 мм) доступны для тяжелой сварки. г. Соединения могут быть подготовлены газовой резкой или механической обработкой. Тип подготовки (рис. 7-8) определяется толщиной листа и положением сварки. г. Пламя должно быть нейтральным. В зависимости от толщины свариваемых пластин можно использовать метод сварки спереди или сзади. e. Расплавленный металл не следует перегревать, так как это вызовет кипение металла и чрезмерное искрение. В результате зернистая структура металла шва будет крупной, прочность будет снижена, а сварной шов будет иметь сильные рубцы. ф. Низкоуглеродистые стали не затвердевают в зоне плавления в результате сварки. г. Металло-дуговая сварка . (1) При дуговой сварке низкоуглеродистых сталей можно использовать электроды с экранированной дугой без покрытия, с тонким или толстым покрытием.Эти электроды относятся к низкоуглеродистому типу (от 0,10 до 0,14 процента). (2) Листы или листовые материалы с низким содержанием углерода, подвергшиеся воздействию низких температур, перед сваркой следует слегка нагреть до комнатной температуры. (3) При сварке листового металла толщиной до 3,2 мм (1/8 дюйма) можно использовать подготовку кромок для стыкового стыка с гладким квадратным стыком. Когда в этих материалах должны свариваться длинные швы, края должны быть разнесены, чтобы учесть усадку, потому что наплавленный металл имеет тенденцию стягивать пластины вместе.Эта усадка менее значительна при дуговой сварке, чем при газовой сварке, и достаточно будет расстояния примерно 1/8 дюйма (3,2 мм). (4) Для коротких швов, фиксируемых на месте, следует использовать технику сварки обратным шагом или пропуском. (5) Тяжелые пластины должны иметь фаску, чтобы обеспечить угол наклона до 60 градусов, в зависимости от толщины. Детали следует прихватывать через короткие промежутки времени по шву.Первый, или корневой, валик должен быть выполнен с помощью электрода, достаточно малого диаметра, чтобы обеспечить хорошее проплавление и сплавление в основании соединения. Для этой цели подходит электрод 1/8 или 5/32 дюйма (3,2 или 4,0 мм). Перед нанесением дополнительных слоев наплавленного металла первый валик следует тщательно очистить путем скалывания и чистки проволочной щеткой. Дополнительные проходы присадочного металла следует выполнять с помощью электрода 5/32 или 3/16 дюйма (4,0 или 4,8 мм). Проходы должны выполняться плетением для плоского, горизонтального или вертикального положения.При сварке над головой наилучшие результаты достигаются при использовании валиков по всей длине сварного шва. (6) При сварке тяжелых профилей, имеющих фаску с обеих сторон, валики плетения следует укладывать попеременно с одной стороны, а затем с другой. Это уменьшит деформацию сварной конструкции. Перед нанесением дополнительного металла каждый валик следует тщательно очистить, чтобы удалить всю окалину, оксиды и шлак. Движение электрода следует контролировать так, чтобы валик был однородным по толщине и не допускал подрезов и перекрытий на краях сварного шва.Все шлаки и оксиды должны быть удалены с поверхности готового сварного шва, чтобы предотвратить ржавление. ч. Углеродно-дуговая сварка . Листы с низким содержанием углерода и лист толщиной до 3/4 дюйма (19,0 мм) можно сваривать с использованием процесса дуговой сварки углеродом. Дуга зажигается по краям пластин, которые подготавливаются аналогично тому, как это требуется для дуговой сварки металла. На стык следует нанести флюс и добавить присадочный металл, как при кислородно-ацетиленовой сварке. 7-11. СРЕДНИЙ УГЛЕРОДА а. Общие . Среднеуглеродистые стали — это нелегированные стали, содержащие от 0 до 0.От 30 до 0,55 процентов углерода. Эти стали могут подвергаться термообработке после изготовления и использоваться для общей механической обработки и ковки деталей, требующих твердости и прочности поверхности. Выпускаются в прутковой форме в холоднокатаном или нормализованном и отожженном состоянии. При сварке термообработанных сталей их следует предварительно нагреть от 300 до 500 ° F (от 149 до 260 ° C) в зависимости от содержания углерода (от 0,25 до 0,45 процента) и толщины стали. г. При более высоком содержании углерода и марганца следует использовать электроды с низким содержанием водорода, особенно в более толстых секциях. Электроды с низким содержанием углерода, с толстым покрытием, прямой или обратной полярности, аналогичные тем, которые используются для дуговой сварки низкоуглеродистых сталей, подходят для сварки среднеуглеродистых сталей. г. Перед сваркой мелкие детали следует отжечь для придания им мягкости. Детали следует предварительно нагреть в месте стыка и сварить присадочной пруткой, обеспечивающей термообработанные сварные швы. г. Для сварки среднеуглеродистых сталей можно использовать низкоуглеродистый или высокопрочный пруток. Сварочное пламя должно быть настроено на легкое науглероживание, а лужа металла должна быть как можно меньше, чтобы соединение было надежным.Сварка науглероживающим пламенем вызывает быстрый нагрев металла, поскольку тепло выделяется, когда сталь поглощает углерод. Это позволяет выполнять сварку на более высоких скоростях. e. Следует проявлять осторожность, чтобы после сварки детали медленно охлаждались, чтобы не допустить растрескивания сварного шва. Для снятия напряжений со всей свариваемой детали необходимо нагреть ее до температуры от 1100 до 1250 ° F (от 593 до 677 ° C) в течение одного часа на дюйм (25,4 мм) толщины, а затем медленно охладить. Охлаждение можно осуществить, покрыв детали огнестойким материалом или песком. ф. Среднеуглеродистые стали можно паять с помощью предварительного нагрева от 200 до 400 ° F (от 93 до 204 ° C), хорошего бронзового стержня и припоя. Однако эти стали лучше сваривать дуговой сваркой с использованием электродов, экранированных из низкоуглеродистой стали. г. При сварке низкоуглеродистой стали помните о следующих общих технологиях: (1) Пластины должны быть подготовлены к сварке аналогично тому, как это используется для сварки низкоуглеродистых сталей.При сварке электродами из низкоуглеродистой стали необходимо тщательно контролировать температуру сварки, чтобы избежать перегрева металла шва и чрезмерного проникновения в боковые стенки соединения. Этот контроль достигается путем направления электрода больше к ранее нанесенному присадочному металлу, прилегающему к боковым стенкам, чем непосредственно к боковым стенкам. При использовании этой процедуры металл шва вымывается на сторону стыка и плавится с ним без глубокого или чрезмерного проникновения. (2) Высокая температура сварки приведет к тому, что большие участки основного металла в зоне плавления, прилегающей к сварным швам, станут твердыми и хрупкими. Площадь этих твердых зон в основном металле можно свести к минимуму, выполнив сварку серией небольших нитей или переплетений, которые ограничат подвод тепла. Каждый валик или слой наплавленного металла будет измельчать зерно в сварном шве непосредственно под ним, а также отжигать и уменьшать твердость, полученную в основном металле предыдущим валиком. (3) По возможности, готовое соединение следует подвергнуть термообработке после сварки. Снятие напряжений обычно используется при соединении низкоуглеродистой стали, а высокоуглеродистые сплавы следует отжигать. (4) При сварке среднеуглеродистых сталей электродами из нержавеющей стали металл следует наплавить в виде валиков, чтобы предотвратить растрескивание металла шва в зоне плавления. (5) Каждый последующий валик сварного шва должен быть отсечен, зачищен щеткой и очищен перед укладкой следующего валика. 7-12. ВЫСОКОУГЛЕРОДИСТЫЕ СТАЛИ а. Общие . К высокоуглеродистым сталям относятся стали с содержанием углерода более 0,55%. Необработанная поверхность высокоуглеродистой стали темно-серого цвета и похожа на поверхность других сталей. Высокоуглеродистые стали обычно дают очень мелкозернистый излом, более белый, чем низкоуглеродистые стали.Инструментальная сталь тверже и хрупче, чем листовая сталь или другой низкоуглеродистый материал. Высокоуглеродистую сталь можно закалить путем нагревания до хорошего красного цвета и закалки в воде. Низкоуглеродистая сталь, кованое железо и стальные отливки не подлежат закалке. Расплавленная высокоуглеродистая сталь ярче, чем низкоуглеродистая сталь, а поверхность плавления имеет ячеистый вид. г. Тепло сварки изменяет свойства высокоуглеродистой стали в непосредственной близости от сварного шва.Для восстановления первоначальных свойств необходима термическая обработка. г. Перед сваркой высокоуглеродистые стали следует предварительно нагреть от 500 до 800 ° F (от 260 до 427 ° C). г. Поскольку высокоуглеродистые стали плавятся при более низких температурах, чем низкоуглеродистые и среднеуглеродистые стали, следует соблюдать осторожность, чтобы не перегреть сварной шов или основной металл. О перегреве свидетельствует чрезмерное искрение расплавленного металла.Сварка должна быть завершена как можно скорее, а количество искры должно использоваться для проверки сварочного тепла. Пламя должно быть настроено на науглероживание. Этот тип пламени способствует образованию прочных сварных швов. e. Для сварки следует использовать сварочный пруток со средним или высоким содержанием углерода. После сварки необходимо снять напряжение со всей детали путем нагревания до температуры от 1200 до 1450 ° F (от 649 до 788 ° C) в течение одного часа на дюйм (25,4 мм) толщины, а затем медленного охлаждения. ф. В некоторых случаях мелкий ремонт этих сталей можно произвести пайкой. Для этого процесса не требуются такие высокие температуры, как при сварке, поэтому на свойства основного металла это серьезно не влияет. Пайку следует использовать только в особых случаях, потому что прочность соединения не такая высокая, как у исходного основного металла. г. С высокоуглеродистой сталью можно использовать электроды из мягкой или нержавеющей стали. ч. Дуговая сварка высокоуглеродистой стали требует критического контроля температуры сварного шва. Следует помнить о следующих методах: (1) Теплота сварки должна быть отрегулирована, чтобы обеспечить хорошее плавление боковых стенок и основания стыка без чрезмерного провара. (2) Та же процедура подготовки кромок, очистки сварных швов и последовательности сварки валиков, которая предписана для низко- и среднеуглеродистых сталей, также применяется к высокоуглеродистым сталям. (3) Небольшие детали из высокоуглеродистой стали иногда ремонтируют путем наращивания изношенных поверхностей. Когда это будет сделано, изделие следует отжечь или размягчить, нагревая до красного огня и медленно охлаждая. Затем деталь следует сварить или укрепить электродами из среднеуглеродистой или высокопрочной стали и после сварки подвергнуть термообработке для восстановления ее первоначальных свойств. 7-13. ИНСТРУМЕНТАЛЬНАЯ СТАЛЬа. Общие . Стали, используемые для изготовления инструментов, пуансонов и штампов, являются, пожалуй, самыми твердыми, прочными и прочными сталями, используемыми в промышленности.Как правило, инструментальные стали — это стали от среднего до высокоуглеродистого, в которые в различных количествах включены определенные элементы для обеспечения особых характеристик. Искровой тест показывает умеренно большой объем белых искр с множеством мелких повторяющихся вспышек. г. Углерод входит в состав инструментальной стали, чтобы помочь упрочнить сталь для обеспечения устойчивости к резанию и износу. Другие элементы добавляются для обеспечения большей прочности или прочности. В некоторых случаях добавляются элементы, чтобы сохранить размер и форму инструмента во время операции закалки при термообработке или сделать операцию закалки более безопасной и обеспечить красную твердость, чтобы инструмент сохранял свою твердость и прочность, когда он становится очень горячим. г. Другой способ классификации инструментальных сталей — по типу закалки, необходимой для упрочнения стали.Самая жесткая закалка после нагрева — закалка в воде (водоотверждаемые стали). Менее жесткой закалкой является закалка в масле, получаемая при охлаждении инструментальной стали в масляных ваннах (закаленные в масле стали). Наименее резкая закалка — охлаждение на воздухе (закаленные на воздухе стали). г. Инструментальные стали и штампы также можно классифицировать в соответствии с работой, которую должен выполнять инструмент. (1) Стали класса I используются для изготовления инструментов, которые работают с режущими или режущими действиями, таких как отрезные штампы, режущие штампы, вырубные штампы и обрезные штампы. (2) Стали класса II используются для изготовления инструментов, которые создают желаемую форму детали, заставляя обрабатываемый материал, горячий или холодный, течь под действием напряжения. Сюда входят штампы для вытяжки, формовочные штампы, переходные штампы, штампы для ковки, пластиковые формы и штампы для литья под давлением. (3) Стали класса III используются для изготовления инструментов, которые воздействуют на обрабатываемый материал, частично или полностью реформируя его без изменения фактических размеров.Сюда входят гибочные штампы, гибочные штампы и штампы для скручивания. (4) Стали класса IV используются для изготовления штампов, которые работают под высоким давлением и создают поток металла или другого материала, придающий им желаемую форму. e. Стали в группе инструментальных сталей имеют содержание углерода от 0,83 до 1,55 процента. Их редко сваривают дуговой сваркой из-за чрезмерной твердости в зоне плавления основного металла.Если необходимо выполнить дуговую сварку, можно использовать электроды из низкоуглеродистой или нержавеющей стали. ф. При сварке инструментальных сталей необходимо использовать равномерно высокие температуры предварительного нагрева (до 1000 ° F (583 ° C)). г. Как правило, следует соблюдать те же меры предосторожности, что и при сварке высокоуглеродистых сталей. Сварочный раструб следует отрегулировать на науглероживание, чтобы предотвратить выгорание углерода в металле шва. Сварку нужно производить как можно быстрее, стараясь не перегреть расплавленный металл. ч. Буровые штанги можно использовать в качестве присадочных стержней, поскольку их высокое содержание углерода близко к содержанию инструментальных сталей. и. Флюс, подходящий для сварки чугуна, следует использовать в небольших количествах, чтобы защитить лужу высокоуглеродистой стали и удалить оксиды в металле шва. Дж. Сварочная техника . При сварке инструментальных сталей следует учитывать следующие методы: (1) Если свариваемые детали небольшие, их следует отжечь или размягчить перед сваркой.Затем края следует предварительно нагреть до 1000 ° F (538 ° C), в зависимости от содержания углерода и толщины листа. Сварку следует выполнять либо низкоуглеродистой сталью, либо высокопрочным электродом. (2) Высокоуглеродистые электроды нельзя использовать для сварки инструментальных сталей. (3) При сварке электродами из нержавеющей стали край пластины следует предварительно нагреть, чтобы предотвратить образование твердых зон в основном металле. Наплавленный металл следует наносить небольшими валиками, чтобы свести к минимуму тепловложение. В целом процедура нанесения такая же, как и для средне- и высокоуглеродистых сталей. к. Существует четыре типа штамповой стали, ремонтопригодной для сварки. Это штампы для закалки в воде, штампы для закалки в масле, штампы для закалки на воздухе и инструменты для горячей обработки.Также можно отремонтировать быстроходные инструменты. 7-14. ВЫСОКОПРОЧНЫЕ СПЛАВНЫЕ СТАЛИа. Общие . Было разработано большое количество и разнообразие высокопрочных, высокотвердых, коррозионно-стойких сталей, обладающих стойкостью и другими особыми свойствами. Для большинства этих сталей требуется специальный процесс термообработки для достижения желаемых характеристик в готовом состоянии. Легированные стали обладают большей прочностью и долговечностью, чем другие углеродистые стали, а заданная прочность обеспечивается меньшим весом материала. г. К высокотвердым легированным сталям относятся следующие: (1) Стали, легированные хромом . Хром используется в качестве легирующего элемента в углеродистых сталях для повышения прокаливаемости, коррозионной стойкости и ударопрочности, а также обеспечивает высокую прочность с небольшой потерей пластичности. Хром в больших количествах укорачивает искровую струю вдвое по сравнению с той же сталью без хрома, но не влияет на яркость струи. (2) Никелевые легированные стали .Никель увеличивает ударную вязкость, прочность и пластичность сталей и снижает температуру закалки, поэтому для закалки используется закалка в масле, а не в воде. Никелевая искра имеет короткую резко очерченную полосу яркого света прямо перед вилкой. (3) Стали с высоким содержанием хромоникелевых сплавов (нержавеющие) . Эти высоколегированные стали имеют широкий диапазон составов. Их нержавеющие, коррозионные и жаропрочные свойства меняются в зависимости от содержания сплава и обусловлены образованием очень тонкой оксидной пленки, которая образуется на поверхности металла.Искры соломенного цвета возле точильного круга и белые ближе к концу полосы. Имеется средний объем полос с умеренным количеством разветвленных пакетов. (4) Марганцевые легированные стали . Марганец используется в стали для повышения прочности, износостойкости, облегчения горячей прокатки и ковки. (5) Молибденовые легированные стали . Молибден увеличивает прокаливаемость, то есть глубину затвердевания, возможную при термообработке. Ударно-усталостные свойства стали улучшены за счет содержания молибдена до 0,60%. При содержании молибдена более 0,60% снижается собственно ударная усталость. Износостойкость улучшается при содержании молибдена выше примерно 0.75 процентов. Иногда молибден объединяют с хромом, вольфрамом или ванадием для получения желаемых свойств. Стали, содержащие этот элемент, дают характерную искру с отделенным наконечником стрелы, похожую на искру из кованого железа, которую можно увидеть даже при довольно сильных выбросах углерода. (6) Стали, легированные титаном и колумбием (ниобием) . Эти элементы используются в качестве дополнительных легирующих добавок в коррозионно-стойких сталях с низким содержанием углерода.Они поддерживают стойкость к межкристаллитной коррозии после того, как металл подвергается воздействию высоких температур в течение длительного периода времени. (7) Стали легированные вольфрамом . Вольфрам, как легирующий элемент в инструментальной стали, имеет тенденцию давать мелкое плотное зерно при использовании в относительно небольших количествах. При использовании в больших количествах, от 17 до 20 процентов, и в сочетании с другими сплавами, вольфрам дает сталь, сохраняющую твердость при высоких температурах.Этот элемент обычно используется в сочетании с хромом или другими легирующими добавками. В искровом испытании вольфрам будет иметь тускло-красный цвет в искровом потоке возле колеса. (8) Ванадиевые легированные стали . Ванадий используется для контроля размера зерна. Он имеет тенденцию к повышению закаливаемости и вызывает заметную вторичную твердость, но устойчив к отпуску. Его добавляют в сталь во время производства для удаления кислорода. Легированные стали, содержащие ванадий, создают искры с отделенными наконечниками стрелок на конце несущей линии, аналогичные искрам, возникающим в молибденовых сталях. (9) Кремнистые легированные стали . (10) Быстрорежущие инструментальные стали . Эти стали обычно представляют собой специальные сплавы, предназначенные для режущих инструментов. Содержание углерода колеблется от 0,70 до 0,80 процента. Их трудно сваривать, кроме как индукционным методом.Искровой тест покажет несколько длинных раздвоенных лопаток, которые имеют красный цвет около колеса и соломенный цвет около конца искрового потока. г. Многие из этих сталей можно сваривать электродом с толстым покрытием типа экранированной дуги, состав которого аналогичен составу основного металла. Электроды с низким содержанием углерода также могут использоваться с некоторыми сталями. Электроды из нержавеющей стали эффективны там, где предварительный нагрев невозможен или нежелателен. По возможности, термообработанные стали следует предварительно нагреть, чтобы свести к минимуму образование твердых зон или слоев в основном металле, прилегающем к сварному шву. 7-15. КОНСТРУКЦИОННАЯ СТАЛЬ С ВЫСОКОЙ ПРОЧНОСТЬЮ, С НИЗКИМ ЛЕГКИМ а. Общие . Низколегированные конструкционные стали с высоким пределом текучести (конструкционные легированные стали) — это специальные стали, прошедшие отпуск для получения исключительной прочности и долговечности.Специальные сплавы и общий состав этих сталей требуют специальной обработки для получения удовлетворительных сварных швов. Эти стали представляют собой специальные низкоуглеродистые стали, содержащие определенные небольшие количества легирующих элементов. Их закаливают и отпускают для получения предела текучести от 90 000 до 100 000 фунтов на квадратный дюйм (от 620 550 до 689 500 кПа) и прочности на разрыв от 100 000 до 140 000 фунтов на квадратный дюйм (от 689 500 до 965 300 кПа), в зависимости от размера и формы. г. Сварочная техника . Надежная сварка низколегированных конструкционных сталей с высоким пределом текучести может выполняться при соблюдении следующих правил: ВНИМАНИЕ Для предотвращения растрескивания под валиком при сварке низколегированных конструкционных сталей с высоким пределом текучести следует использовать только электроды с низким содержанием водорода. (1) Правильные электроды. Водород — враг номер один для прочных сварных швов легированных сталей; поэтому используйте только электроды с низким содержанием водорода (MIL-E-18038 или MIL-E-22200/1), чтобы предотвратить растрескивание под валиком. (2) Контроль влажности электродов. Если электроды находятся в герметичном контейнере, поместите их сразу после открытия контейнера в вентилируемую печь для выдержки, установленную на 250–300 ° F (121–149 ° C).Если электроды не находятся в герметичном контейнере, поместите их в вентилируемую печь для выпечки и запекайте в течение 1-1 / 4 часа при 800 ° F (427 ° C). Запеченные электроды, пока они еще теплые, должны быть помещены в печь для выдержки до использования. Электроды должны быть сухими, чтобы исключить поглощение водорода. Тестирование на влажность должно проводиться в соответствии со стандартом MIL-E-22200. ПРИМЕЧАНИЕ Стабилизатор влажности NSN 3439-00-400-0090 — идеальная печь для выдержки в полевых условиях (MIL-M-45558). г. г. Выбор комбинаций проволока-флюс и проволока-газ . Проволочные электроды для дуговой сварки под флюсом и в среде защитных газов не классифицируются по прочности. Сварочная проволока и комбинации проволока-флюс, используемые для снятия напряжений в сталях, должны содержать не более 0,05 недавнего ванадия. e. Предварительный нагрев . Для сварочных пластин толщиной менее 1,0 дюйма (25,4 мм) температура выше 50 ° F (10 ° C) не требуется, за исключением случаев удаления с поверхности металла влаги. Таблица 7-16 содержит рекомендуемые температуры предварительного нагрева. ф. Тепловая сварка . (1) Общие . Важно избегать чрезмерной концентрации тепла, чтобы область сварного шва быстро остыла. Для определения тепловложения в сварной шов можно использовать номограмму тепловложения или калькулятор тепловложения. (2) Номограмма тепловой мощности . Чтобы использовать номограмму тепловой мощности (рис. 7-9), найдите значение вольта в столбце 1 и проведите линию к значению в амперах в столбце 3.От точки, где эта линия пересекает столбец 2, проведите еще одну линию до значения дюйм / мин в столбце 5. Считайте единицы тепла в точке, где эта вторая линия пересекает столбец 4. Тепловые единицы представляют собой тысячи джоулей на дюйм. Например, при 20 вольт и 300 ампер линия пересекает столбец 2 при значении 6. При 12 дюймах / мин подвод тепла определяется как 30 тепловых единиц или 30 000 джоулей / дюйм. (3) Вычислитель теплопроводности .Калькулятор тепловложения можно сделать, скопировав рисунок, напечатанный на внутренней стороне задней обложки данного руководства, на пластик, светлый картон или другой подходящий материал и вырезав кусочки. Если подходящего материала нет, калькулятор можно собрать, вырезав выкройку из задней крышки. (4) Максимальное тепловложение . Сравните значение погонной энергии, полученное с помощью номограммы или калькулятора, с максимальными значениями, предлагаемыми в таблицах 7-17 и 7-18.Если рассчитанное значение слишком велико, отрегулируйте ток, скорость движения или температуру предварительного нагрева до тех пор, пока расчетное тепловложение не будет в надлежащем диапазоне. (Таблицы применимы только к процессам с одинарной дугой, дугой в экранированной среде, дугой под флюсом, газовой вольфрамовой дугой, порошковой дугой и металлической дугой в газовой среде. г. Сварочный процесс . Надежная сварка низколегированной конструкционной стали с высоким пределом текучести может быть выполнена формально, если выбрать электрод с низким содержанием водорода или выбрать правильную комбинацию проволока-флюс или проволока-газ при использовании процессов дуговой сварки под флюсом или газовой дуги.По возможности используйте прямой стрингер. Избегайте использования узора плетения; однако, если необходимо, его следует ограничить узором частичного плетения. 7-16. ЧУГУНа. Общие . Чугун — это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4.5 процентов. (1) Серый чугун — наиболее широко используемый тип чугуна. Серый чугун имеет множество составов, но обычно это перлит с множеством рассредоточенных по нему чешуек графита. (2) Есть также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания определенных свойств. (3) Другой легированный чугун — это аустенитный чугун, модифицированный добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре. (4) В белом чугуне почти весь углерод находится в комбинированной форме. Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию. (5) Ковкий чугун получают путем специальной термообработки белого чугуна отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность. (6) Чугун с шаровидным графитом и высокопрочный чугун изготавливаются путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или узловую форму, а не обычную чешуйчатую форму серого цвета. чугун. Эта структура обеспечивает большую пластичность или пластичность отливки. (7) Чугуны широко используются в сельхозтехнике; на станках в качестве оснований, кронштейнов и крышек; для трубопроводной арматуры и чугунных труб; и для автомобильных блоков двигателя, головок, коллекторов и водоподготовки. г. Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать дуговым методом без предварительного нагрева, если тепло сварки тщательно контролируется.Это может быть достигнуто путем сварки только коротких участков стыка за один раз и дать этим участкам остыть. Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки. Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки и предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. г. Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах. В Таблице 7-19 показаны сварочные процессы, которые можно использовать для сварки чугуна с шаровидным графитом и чугуна с шаровидным графитом. Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки экранированным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом. Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима. г. Независимо от того, какой из сварочных процессов выбран, следует провести определенные подготовительные действия.Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный. Если точная информация неизвестна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее. Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C). Если в качестве присадочного материала не используется чугун, металл сварного шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун. Ремонт этих видов отливок может быть произведен, но надежность и срок службы по такому ремонту невозможно спрогнозировать с точностью. e. Подготовка к сварке . (1) При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.Желательно нагреть зону сварного шва на короткое время, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или фаска. Там, где есть канавки, следует использовать V-образную канавку под углом 60-90 °. V должен выступать примерно на 3,2 мм от дна трещины. На каждом конце трещины следует просверлить небольшие отверстия, чтобы она не расширилась.Всегда следует использовать сварные швы с полным проплавлением, поскольку не полностью устраненные трещины или дефекты могут быстро появиться снова в условиях эксплуатации. (2) Предварительный нагрев желателен для сварки чугунов любым сварочным процессом. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна. Температуры предварительного нагрева должны зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно произвести любым из обычных методов. Горелка горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, а не в печи. Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, так как он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в какой-либо одной точке. (3) Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить попадания воздуха или ветров. ф. Сварочная техника . (1) Электроды . (a) Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в качестве чрезвычайной меры. При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. (b) Используемые электроды должны иметь диаметр 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью.Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить. (c) Чугунные электроды должны использоваться там, где требуется последующая обработка сварного соединения. Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется. Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного металла и основного металла.Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сжимается примерно на 50 процентов сильнее, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры. (2) Дуговая сварка . (a) Процесс дуговой сварки защищенным металлом может использоваться для сварки чугуна. Можно использовать четыре типа присадочных металлов: электроды с чугунным покрытием; покрытые электроды из сплава на основе меди; покрытые электроды из сплава на основе никеля; и электроды, покрытые мягкой сталью.Существуют причины для использования каждого из различных конкретных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва. (b) При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки, а также от необходимости обработки наплавки и прилегающих к ней поверхностей. области. Чем выше степень нагрева, тем легче будет обработать наплавленный металл.В общем, лучше всего использовать электроды небольшого размера и относительно низкий ток. (c) При использовании электродов с медной основой рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать электроды малого диаметра и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. (d) Существует три типа никелевых электродов, используемых для сварки чугуна. Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C). Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Сварочный шлак следует удалять между проходами. Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода.Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна. Упомянутый выше прием, заключающийся в воспроизведении дуги на лужице, а не на основном металле, поможет свести к минимуму разбавление. Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета. (e) Электроды медно-никелевого типа двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, с примерно той же технологией и результатами.Отложения этих электродов не обеспечивают совпадение цвета. (f) Электроды из мягкой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки. Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать механической обработкой. Кроме того, наплавка из мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода. Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка.Для небольших ремонтных работ возможен минимальный предварительный нагрев. Для минимизации разбавления и во избежание концентрации усадочных напряжений рекомендуется использовать небольшие электроды при слабом токе. (3) Углеродистая сварка чугуна . Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна.Стык следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки. Расплавленную лужу металла можно обрабатывать углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность. Сварные швы, полученные с помощью угольной дуги, охлаждаются медленнее и не так тверды, как сварные с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке. (4) Газовая сварка на кислородном топливе . Процесс кислородно-топливного газа часто используется для сварки чугуна. (5) Пайка и сварка припоем . (a) Пайка используется для соединения чугуна с чугуном и сталью. В этих случаях для пайки следует выбирать такую конструкцию соединения, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. (b) Сварка пайкой также может выполняться с помощью процессов дуговой сварки в защищенном металлическом корпусе или с помощью дуговой сварки металлическим электродом в газе.Предварительный нагрев при высокой температуре обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна. (6) Газовая дуговая сварка металлическим электродом .Процесс газовой дуговой сварки может использоваться для сварки ковкого чугуна и углеродистой стали. (a) Низкоуглеродистая сталь с использованием 75% аргона + 25% CO 2 для защиты. (b) Никель-медь с использованием 100% аргона для защиты. (c) Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты. Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе.При использовании электродной проволоки из низкоуглеродистой стали смесь защитного газа аргон-CO 2 используется для минимизации проникновения. В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета. Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию. (7) Порошковая сварка . Этот процесс недавно начали использовать для сварки чугунов.Более успешно применяется порошковая проволока на никелевой основе. Эта электродная проволока обычно работает с защитным газом CO 2 , но когда более низкие механические свойства не являются нежелательными, она может работать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева. Этот метод должен минимизировать проникновение в основной металл чугуна. Последующий нагрев обычно не требуется. Подбор цвета не получается. (8) Шпилька .Трещины в крупных отливках иногда заделывают шпильками (рис. 7-10). В этом процессе трещина устраняется шлифовкой V-образной канавки. Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма (6,4 мм) над канавкой. (9) Для чугуна можно использовать другие способы сварки.Термитная сварка использовалась для ремонта определенных типов деталей станков из чугуна. Пайка может использоваться для соединения чугуна и иногда используется для ремонта небольших дефектов в небольших отливках. Доверенность |
 Они поддаются механической обработке и легко свариваются. Литая сталь имеет шероховатую темно-серую поверхность, за исключением случаев механической обработки. Стальной прокат имеет тонкие линии на поверхности, идущие в одном направлении. Кованую сталь обычно можно узнать по форме, следам от молотков или ребрам.Цвет излома — ярко-серый, кристаллический, и искровой тест дает искры с длинными желто-оранжевыми полосами, которые имеют тенденцию превращаться в белые раздвоенные бенгальские огни. При плавлении сталь выделяет искры и почти мгновенно затвердевает. Низкоуглеродистые стали можно легко сваривать любым способом: дуговой, газовой или контактной сваркой.
Они поддаются механической обработке и легко свариваются. Литая сталь имеет шероховатую темно-серую поверхность, за исключением случаев механической обработки. Стальной прокат имеет тонкие линии на поверхности, идущие в одном направлении. Кованую сталь обычно можно узнать по форме, следам от молотков или ребрам.Цвет излома — ярко-серый, кристаллический, и искровой тест дает искры с длинными желто-оранжевыми полосами, которые имеют тенденцию превращаться в белые раздвоенные бенгальские огни. При плавлении сталь выделяет искры и почти мгновенно затвердевает. Низкоуглеродистые стали можно легко сваривать любым способом: дуговой, газовой или контактной сваркой. Тем не менее, тяжелые сварные швы можно выполнить с помощью стержней 3/16 или 1/4 дюйма (4,8 или 6,4 мм), правильно контролируя лужу и скорость плавления стержня.
Тем не менее, тяжелые сварные швы можно выполнить с помощью стержней 3/16 или 1/4 дюйма (4,8 или 6,4 мм), правильно контролируя лужу и скорость плавления стержня.
 Это предотвратит коробление или деформацию и сведет к минимуму остаточные напряжения.
Это предотвратит коробление или деформацию и сведет к минимуму остаточные напряжения.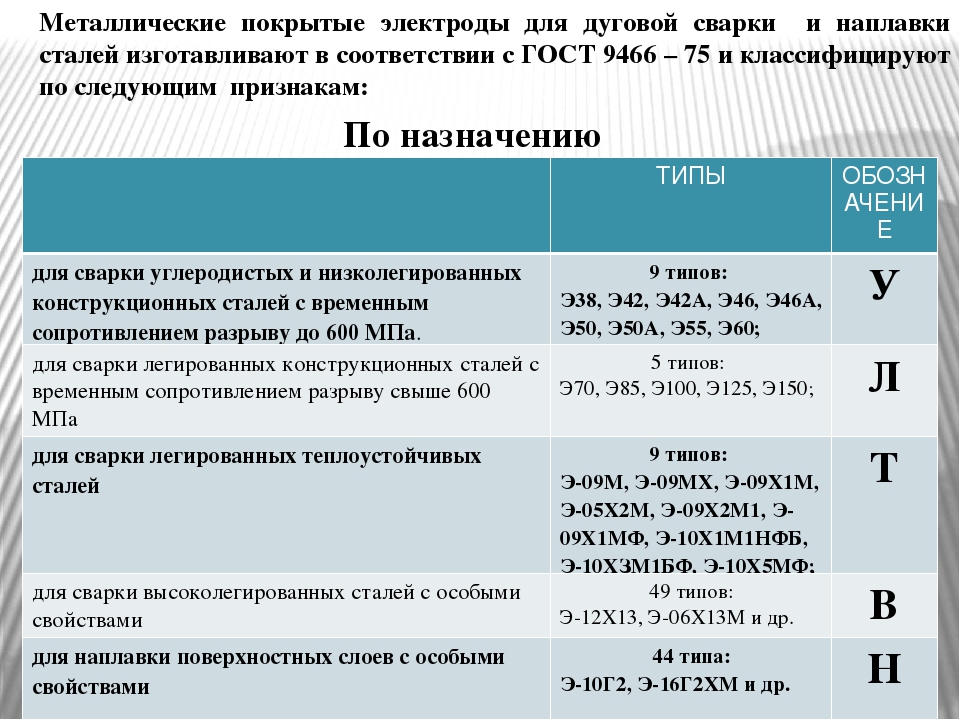
 Вокруг расплавленного основания должен быть предусмотрен газовый экран.Также следует использовать присадочный металл с помощью сварочного стержня с флюсовым покрытием. Сварку нужно производить без перегрева расплавленного металла. Несоблюдение этих мер предосторожности может привести к тому, что металл сварного шва поглотит чрезмерное количество углерода из электрода, кислорода и азота из воздуха и вызовет хрупкость сварного соединения.
Вокруг расплавленного основания должен быть предусмотрен газовый экран.Также следует использовать присадочный металл с помощью сварочного стержня с флюсовым покрытием. Сварку нужно производить без перегрева расплавленного металла. Несоблюдение этих мер предосторожности может привести к тому, что металл сварного шва поглотит чрезмерное количество углерода из электрода, кислорода и азота из воздуха и вызовет хрупкость сварного соединения. Температуру предварительного нагрева можно проверить, приложив полоску припоя 50-50 (точка плавления 450 ° F (232 ° C)) к пластине в месте соединения и отметив, когда припой начинает плавиться.Во время сварки зона сварного шва затвердеет при быстром охлаждении, и после сварки необходимо снять напряжение. Среднеуглеродистые стали можно сваривать любым способом: дуговой, газовой или контактной сваркой.
Температуру предварительного нагрева можно проверить, приложив полоску припоя 50-50 (точка плавления 450 ° F (232 ° C)) к пластине в месте соединения и отметив, когда припой начинает плавиться.Во время сварки зона сварного шва затвердеет при быстром охлаждении, и после сварки необходимо снять напряжение. Среднеуглеродистые стали можно сваривать любым способом: дуговой, газовой или контактной сваркой. После сварки вся деталь должна быть подвергнута термообработке для восстановления исходных свойств.
После сварки вся деталь должна быть подвергнута термообработке для восстановления исходных свойств.

 При наплавке металла шва в верхние слои швов, выполненных на тяжелых участках, плетение электрода не должно превышать трех диаметров электрода.
При наплавке металла шва в верхние слои швов, выполненных на тяжелых участках, плетение электрода не должно превышать трех диаметров электрода. У нее более легкая искра, чем у низкоуглеродистой (мягкой) стали, и искры более белые. Эти стали используются для производства инструментов, которые после изготовления подвергаются термообработке для создания твердой структуры, необходимой для выдерживания высокого напряжения сдвига и износа.Они производятся в виде стержней, листов и проволоки, а также в отожженном или нормализованном и отожженном состоянии, чтобы быть пригодными для механической обработки перед термообработкой. Высокоуглеродистые стали трудно сваривать из-за закаливающего воздействия тепла на сварное соединение. Из-за высокого содержания углерода и термической обработки, обычно применяемой для этих сталей, их основные свойства ухудшаются при дуговой сварке.
У нее более легкая искра, чем у низкоуглеродистой (мягкой) стали, и искры более белые. Эти стали используются для производства инструментов, которые после изготовления подвергаются термообработке для создания твердой структуры, необходимой для выдерживания высокого напряжения сдвига и износа.Они производятся в виде стержней, листов и проволоки, а также в отожженном или нормализованном и отожженном состоянии, чтобы быть пригодными для механической обработки перед термообработкой. Высокоуглеродистые стали трудно сваривать из-за закаливающего воздействия тепла на сварное соединение. Из-за высокого содержания углерода и термической обработки, обычно применяемой для этих сталей, их основные свойства ухудшаются при дуговой сварке. Температуру предварительного нагрева можно проверить с помощью сосновой палки, которая при этих температурах обугливается.
Температуру предварительного нагрева можно проверить с помощью сосновой палки, которая при этих температурах обугливается. Если детали можно легко размягчить перед сваркой, для соединения следует использовать сварочный стержень с высоким содержанием углерода. Затем всю деталь следует подвергнуть термообработке для восстановления исходных свойств основного металла.
Если детали можно легко размягчить перед сваркой, для соединения следует использовать сварочный стержень с высоким содержанием углерода. Затем всю деталь следует подвергнуть термообработке для восстановления исходных свойств основного металла. Контроль нагрева сварочного шва может быть осуществлен путем наплавки металла шва небольшими валиками.Следует избегать чрезмерного образования луж на металле, поскольку это может привести к отрыву углерода от основного металла, что, в свою очередь, сделает металл сварного шва твердым и хрупким. Сплав присадочного металла и боковых стенок должен быть ограничен узкой зоной. Используйте процедуру поверхностной сварки, предписанную для среднеуглеродистых сталей (пункты 7-11).
Контроль нагрева сварочного шва может быть осуществлен путем наплавки металла шва небольшими валиками.Следует избегать чрезмерного образования луж на металле, поскольку это может привести к отрыву углерода от основного металла, что, в свою очередь, сделает металл сварного шва твердым и хрупким. Сплав присадочного металла и боковых стенок должен быть ограничен узкой зоной. Используйте процедуру поверхностной сварки, предписанную для среднеуглеродистых сталей (пункты 7-11).
 Железо является преобладающим элементом в составе инструментальных сталей. Другие добавленные элементы включают хром, кобальт, марганец, молибден, никель, вольфрам и ванадий. Инструментальная или штамповая сталь предназначена для специальных целей в зависимости от ее состава. Некоторые инструментальные стали производятся для изготовления штампов; одни предназначены для изготовления форм, другие — для горячей обработки, а третьи — для высокоскоростной резки.
Железо является преобладающим элементом в составе инструментальных сталей. Другие добавленные элементы включают хром, кобальт, марганец, молибден, никель, вольфрам и ванадий. Инструментальная или штамповая сталь предназначена для специальных целей в зависимости от ее состава. Некоторые инструментальные стали производятся для изготовления штампов; одни предназначены для изготовления форм, другие — для горячей обработки, а третьи — для высокоскоростной резки. Это основано на количестве классов.
Это основано на количестве классов. Сюда входят штампы для обжима, штампы для тиснения, штампы для товарных позиций, штампы для экструзии и штампы для кольцевания.
Сюда входят штампы для обжима, штампы для тиснения, штампы для товарных позиций, штампы для экструзии и штампы для кольцевания.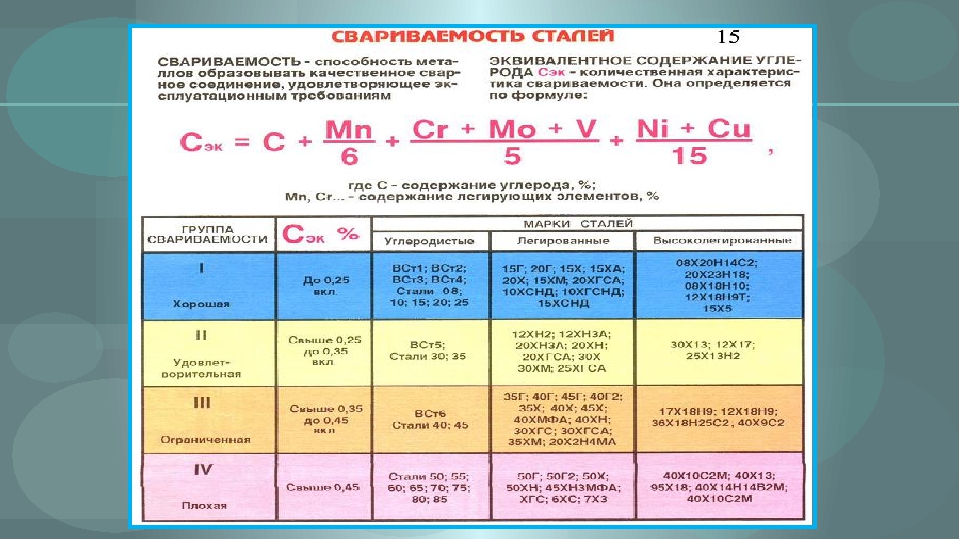 После сварки сталь следует подвергнуть термообработке для восстановления первоначальных свойств.
После сварки сталь следует подвергнуть термообработке для восстановления первоначальных свойств.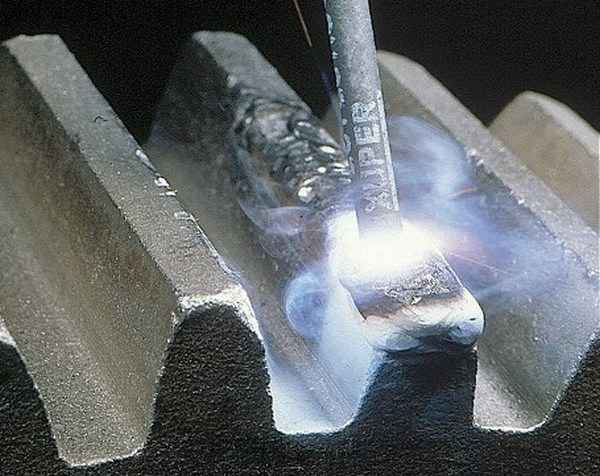 Углерод, захваченный присадочным металлом из основного металла, приведет к тому, что сварной шов станет стекловидным, тогда как металл шва из мягкой стали может поглощать дополнительный углерод, не становясь чрезмерно твердым. Затем сваренную деталь следует подвергнуть термообработке для восстановления ее первоначальных свойств.
Углерод, захваченный присадочным металлом из основного металла, приведет к тому, что сварной шов станет стекловидным, тогда как металл шва из мягкой стали может поглощать дополнительный углерод, не становясь чрезмерно твердым. Затем сваренную деталь следует подвергнуть термообработке для восстановления ее первоначальных свойств.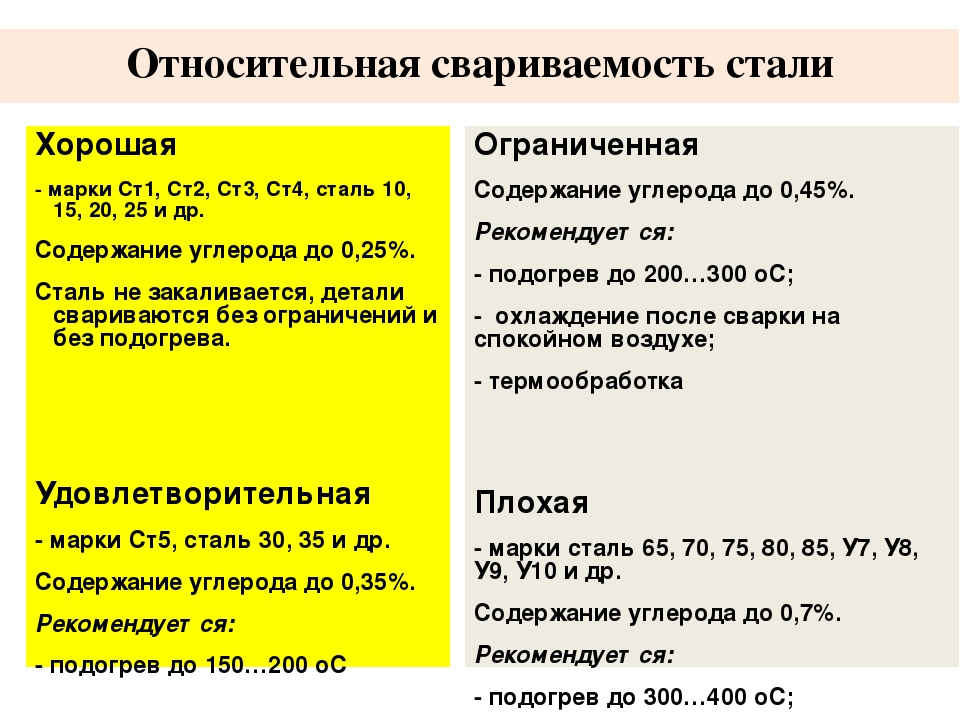

 Увеличение содержания марганца снижает свариваемость стали. Стали, содержащие марганец, создают искру, похожую на угольную искру. Умеренное увеличение содержания марганца увеличивает объем искровой струи и интенсивность вспышек.Сталь, содержащая больше нормального количества марганца, будет давать искру, аналогичную высокоуглеродистой стали с более низким содержанием марганца.
Увеличение содержания марганца снижает свариваемость стали. Стали, содержащие марганец, создают искру, похожую на угольную искру. Умеренное увеличение содержания марганца увеличивает объем искровой струи и интенсивность вспышек.Сталь, содержащая больше нормального количества марганца, будет давать искру, аналогичную высокоуглеродистой стали с более низким содержанием марганца. Стали, легированные молибденом, содержат никель и / или хром.
Стали, легированные молибденом, содержат никель и / или хром. Это также укорачивает искровой поток и уменьшает размер или полностью исключает выброс углерода. Вольфрамовая сталь, содержащая около 10 процентов вольфрама, вызывает короткие изогнутые оранжевые острия на концах несущих линий. Еще более низкое содержание вольфрама вызывает появление небольших белых пятен на конце пети копья.Несущие линии могут быть от тускло-красного до оранжевого, в зависимости от других присутствующих элементов, при условии, что содержание вольфрама не слишком велико.
Это также укорачивает искровой поток и уменьшает размер или полностью исключает выброс углерода. Вольфрамовая сталь, содержащая около 10 процентов вольфрама, вызывает короткие изогнутые оранжевые острия на концах несущих линий. Еще более низкое содержание вольфрама вызывает появление небольших белых пятен на конце пети копья.Несущие линии могут быть от тускло-красного до оранжевого, в зависимости от других присутствующих элементов, при условии, что содержание вольфрама не слишком велико. Кремний добавляется в сталь для повышения прокаливаемости и коррозионной стойкости. Его часто используют с марганцем для получения прочной, вязкой стали.
Кремний добавляется в сталь для повышения прокаливаемости и коррозионной стойкости. Его часто используют с марганцем для получения прочной, вязкой стали. Расплавленный металл не должен перегреваться, а температуру сварки следует контролировать, наплавляя металл узкими валиками. Во многих случаях процедуры сварки среднеуглеродистых сталей (параграфы 7-11) и высокоуглеродистых сталей (параграфы 7-12) могут использоваться при сварке легированных сталей.
Расплавленный металл не должен перегреваться, а температуру сварки следует контролировать, наплавляя металл узкими валиками. Во многих случаях процедуры сварки среднеуглеродистых сталей (параграфы 7-11) и высокоуглеродистых сталей (параграфы 7-12) могут использоваться при сварке легированных сталей. Конструкционные элементы, изготовленные из этих высокопрочных сталей, могут иметь меньшие площади поперечного сечения, чем обычные конструкционные стали, и при этом иметь равную прочность.Эти стали также более устойчивы к коррозии и истиранию, чем другие стали. При испытании на искру эти сплавы создают искру, очень похожую на искру с низким содержанием углерода.
Конструкционные элементы, изготовленные из этих высокопрочных сталей, могут иметь меньшие площади поперечного сечения, чем обычные конструкционные стали, и при этом иметь равную прочность.Эти стали также более устойчивы к коррозии и истиранию, чем другие стали. При испытании на искру эти сплавы создают искру, очень похожую на искру с низким содержанием углерода. Растрескивание под валиком возникает из-за того, что водород захватывается покрытием электрода, выделяется в дугу и поглощается расплавленным металлом.
Растрескивание под валиком возникает из-за того, что водород захватывается покрытием электрода, выделяется в дугу и поглощается расплавленным металлом. Выбор электрода с низким содержанием водорода. Электроды идентифицируются по классификационным номерам, которые всегда указаны на контейнерах с электродами. Для покрытий с низким содержанием водорода два последних числа в классификации должны быть 15, 16 или 18. Чаще всего используются электроды диаметром 5/32 и 1/8 дюйма (4,0 и 3,2 мм), поскольку они больше адаптирован ко всем видам сварки этой стали. В таблице 7-14 перечислены электроды, используемые для сварки низколегированных конструкционных сталей с высоким пределом текучести.Таблица 7-15 представляет собой список электродов, используемых в настоящее время в системе снабжения армии.
Выбор электрода с низким содержанием водорода. Электроды идентифицируются по классификационным номерам, которые всегда указаны на контейнерах с электродами. Для покрытий с низким содержанием водорода два последних числа в классификации должны быть 15, 16 или 18. Чаще всего используются электроды диаметром 5/32 и 1/8 дюйма (4,0 и 3,2 мм), поскольку они больше адаптирован ко всем видам сварки этой стали. В таблице 7-14 перечислены электроды, используемые для сварки низколегированных конструкционных сталей с высоким пределом текучести.Таблица 7-15 представляет собой список электродов, используемых в настоящее время в системе снабжения армии. Сваривать металл более 0.05% ванадия может стать хрупким при снятии напряжения. При использовании процессов дуговой сварки под флюсом или газовой дуговой сварки для сварки конструкционных сталей с высоким пределом текучести, низколегированных конструкционных сталей с низкопрочными сталями комбинация проволока-флюс и проволока-газ должна быть такой же, как и для низкопрочных сталей.
Сваривать металл более 0.05% ванадия может стать хрупким при снятии напряжения. При использовании процессов дуговой сварки под флюсом или газовой дуговой сварки для сварки конструкционных сталей с высоким пределом текучести, низколегированных конструкционных сталей с низкопрочными сталями комбинация проволока-флюс и проволока-газ должна быть такой же, как и для низкопрочных сталей.
 После того, как две части вырезаны, в центре каждой проделывается отверстие. Затем они собираются с помощью бумажной застежки или другого подобного устройства, которое позволяет деталям вращаться.Чтобы определить тепловложение при сварке с помощью калькулятора, поворачивайте до тех пор, пока значение на шкале вольт не совпадет со значением на шкале скорости (дюймы / мин). Затем значение шкалы ампер будет выровнено прямо напротив расчетного значения для тепловых единиц. Как и в случае с номограммой, тепловые единицы представляют собой тысячи джоулей на дюйм.
После того, как две части вырезаны, в центре каждой проделывается отверстие. Затем они собираются с помощью бумажной застежки или другого подобного устройства, которое позволяет деталям вращаться.Чтобы определить тепловложение при сварке с помощью калькулятора, поворачивайте до тех пор, пока значение на шкале вольт не совпадет со значением на шкале скорости (дюймы / мин). Затем значение шкалы ампер будет выровнено прямо напротив расчетного значения для тепловых единиц. Как и в случае с номограммой, тепловые единицы представляют собой тысячи джоулей на дюйм. Они не применимы к многодуговой сварке, электрошлаковой сварке и т. процессы вертикальной сварки с высоким тепловложением, так как сварные швы, выполненные ими в сталях Т-1, необходимо подвергать термообработке закалкой и отпуском.) Для условий сварки, выходящих за пределы диапазона номограммы или калькулятора, тепловложение можно рассчитать по следующей формуле:
Они не применимы к многодуговой сварке, электрошлаковой сварке и т. процессы вертикальной сварки с высоким тепловложением, так как сварные швы, выполненные ими в сталях Т-1, необходимо подвергать термообработке закалкой и отпуском.) Для условий сварки, выходящих за пределы диапазона номограммы или калькулятора, тепловложение можно рассчитать по следующей формуле: Наилучшие результаты достигаются при небольшом круговом движении электрода с площадью переплетения, не превышающей двух диаметров электрода. Никогда не используйте полный узор переплетения. Рисунок частичного переплетения не должен превышать двойного диаметра электрода. Пропустите сварку, насколько это целесообразно. Для снятия напряжений при охлаждении более крупных деталей иногда рекомендуется упрочнение сварного шва.Угловые швы должны быть гладкими и иметь правильный контур. Избегайте трещин на пальцах и подрезов. Электроды, используемые для угловых швов, должны иметь меньшую прочность, чем электроды, используемые для стыковой сварки. Упрочнение угловых швов пневмоударником может помочь предотвратить образование трещин, особенно если в сварных швах необходимо снять напряжение. Пьедестал из мягкой стальной проволоки может помочь поглотить усилия усадки. Масляная сварка в области носка перед фактической угловой сваркой укрепляет зону, где может начаться трещина на носке. В области носка накладывается валик, который затем шлифуется перед самой угловой сваркой.
Наилучшие результаты достигаются при небольшом круговом движении электрода с площадью переплетения, не превышающей двух диаметров электрода. Никогда не используйте полный узор переплетения. Рисунок частичного переплетения не должен превышать двойного диаметра электрода. Пропустите сварку, насколько это целесообразно. Для снятия напряжений при охлаждении более крупных деталей иногда рекомендуется упрочнение сварного шва.Угловые швы должны быть гладкими и иметь правильный контур. Избегайте трещин на пальцах и подрезов. Электроды, используемые для угловых швов, должны иметь меньшую прочность, чем электроды, используемые для стыковой сварки. Упрочнение угловых швов пневмоударником может помочь предотвратить образование трещин, особенно если в сварных швах необходимо снять напряжение. Пьедестал из мягкой стальной проволоки может помочь поглотить усилия усадки. Масляная сварка в области носка перед фактической угловой сваркой укрепляет зону, где может начаться трещина на носке. В области носка накладывается валик, который затем шлифуется перед самой угловой сваркой. Этот валик масляного сварного шва должен располагаться так, чтобы кромка стыка проходила прямо над ним во время фактической сварки углового шва. Из-за того, что при угловой сварке используется дополнительный материал, скорость охлаждения увеличивается, а тепловложение может быть увеличено примерно на 25 процентов.
Этот валик масляного сварного шва должен располагаться так, чтобы кромка стыка проходила прямо над ним во время фактической сварки углового шва. Из-за того, что при угловой сварке используется дополнительный материал, скорость охлаждения увеличивается, а тепловложение может быть увеличено примерно на 25 процентов. Аустенитные чугуны обладают высокой степенью коррозионной стойкости.
Аустенитные чугуны обладают высокой степенью коррозионной стойкости. Чугун редко используется в конструкционных работах, за исключением элементов сжатия. Он широко используется в строительной технике для противовесов и в других областях, где требуется вес.
Чугун редко используется в конструкционных работах, за исключением элементов сжатия. Он широко используется в строительной технике для противовесов и в других областях, где требуется вес. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать.Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать.Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.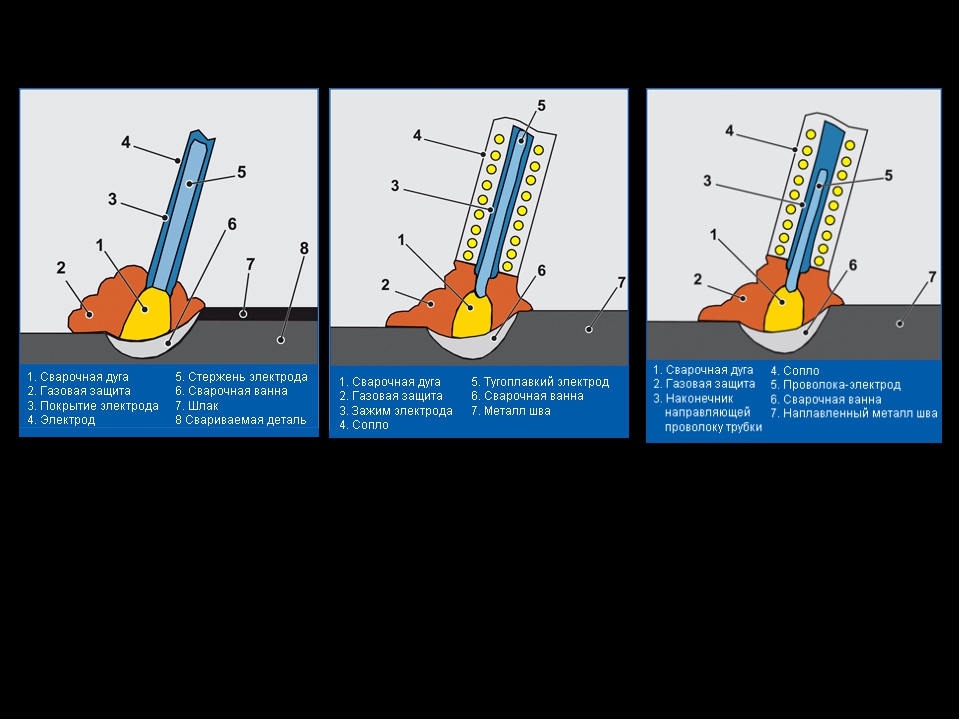


 Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает вероятность образования пористости наплавленного металла шва; и это увеличивает скорость сварки.
Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает вероятность образования пористости наплавленного металла шва; и это увеличивает скорость сварки. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки. Когда на стык наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры. Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Это делается с перерывами, а в некоторых случаях — с помощью процедуры обратного шага и пропуска.Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла. Каждый короткий кусок сварочного металла, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки. Когда на стык наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры. Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Это делается с перерывами, а в некоторых случаях — с помощью процедуры обратного шага и пропуска.Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла. Каждый короткий кусок сварочного металла, нанесенный на соединение, следует слегка обработать в горячем состоянии небольшим ударным молотком и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
 Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении. Следует использовать блуждающую или пропущенную процедуру сварки, а упрочнение поможет снизить напряжения и свести к минимуму деформацию. Рекомендуется медленное охлаждение после сварки. Эти электроды обеспечивают отличное цветовое соответствие серого чугуна. Прочность сварного шва будет равна прочности основного металла. Есть два типа электродов на основе меди: сплав медно-оловянный и медно-алюминиевый.Медно-цинковые сплавы нельзя использовать для электродов для дуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении. Следует использовать блуждающую или пропущенную процедуру сварки, а упрочнение поможет снизить напряжения и свести к минимуму деформацию. Рекомендуется медленное охлаждение после сварки. Эти электроды обеспечивают отличное цветовое соответствие серого чугуна. Прочность сварного шва будет равна прочности основного металла. Есть два типа электродов на основе меди: сплав медно-оловянный и медно-алюминиевый.Медно-цинковые сплавы нельзя использовать для электродов для дуговой сварки из-за низкой температуры кипения цинка. Цинк улетучивается в дуге и вызывает пористость металла сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
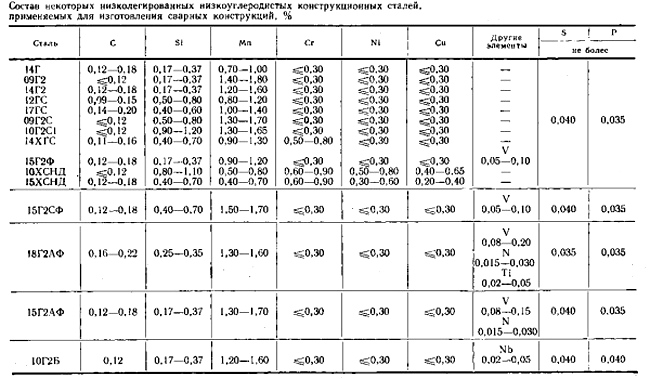 Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из низкоуглеродистой стали обеспечивает хорошее соответствие цвета.
Следует использовать короткие сварные швы в произвольной последовательности, а сварной шов следует как можно быстрее после сварки. Наплавленный электрод из низкоуглеродистой стали обеспечивает хорошее соответствие цвета. Можно использовать большую часть топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс. Доступны два типа присадочных металлов: чугунные стержни и медно-цинковые стержни. Сварные швы, выполненные подходящим чугунным электродом, будут такими же прочными, как и основной металл. Все эти красные сварочные материалы обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева. Медно-цинковые стержни позволяют производить пайку. Есть две классификации: марганцевая бронза и легкая дымящаяся бронза.Осажденная бронза имеет относительно высокую пластичность, но не обеспечивает совпадение цветов.
Можно использовать большую часть топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс. Доступны два типа присадочных металлов: чугунные стержни и медно-цинковые стержни. Сварные швы, выполненные подходящим чугунным электродом, будут такими же прочными, как и основной металл. Все эти красные сварочные материалы обеспечивают хорошее цветовое соответствие. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева. Медно-цинковые стержни позволяют производить пайку. Есть две классификации: марганцевая бронза и легкая дымящаяся бронза.Осажденная бронза имеет относительно высокую пластичность, но не обеспечивает совпадение цветов. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную угольную дугу, газо-вольфрамовую дугу и плазменную дугу.Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка. Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения. Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью при температуре выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную угольную дугу, газо-вольфрамовую дугу и плазменную дугу.Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка. Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения. Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью при температуре выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета. Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном. Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно.После завершения сварки сварной шов и прилегающий участок можно обработать. Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется. Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном. Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно.После завершения сварки сварной шов и прилегающий участок можно обработать. Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется. Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.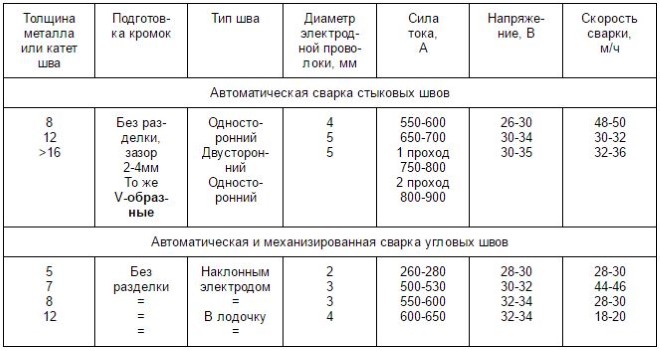 Можно использовать несколько типов электродной проволоки, в том числе:
Можно использовать несколько типов электродной проволоки, в том числе:
 чугунная поверхность. Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе металлическими швами.Сварные швы следует выполнять короткими отрезками, каждая из которых подвергается закалке в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждому валику необходимо дать остыть и тщательно очистить. Если метод шипов не может быть применен, края стыка следует вырезать или обработать инструментом с круглым концом, чтобы образовалась U-образная канавка, в которую должен быть наплавлен металл сварного шва.
чугунная поверхность. Шпильки следует герметично приварить на месте с помощью одного или двух валиков вокруг каждой шпильки, а затем связать вместе металлическими швами.Сварные швы следует выполнять короткими отрезками, каждая из которых подвергается закалке в горячем состоянии, чтобы предотвратить высокие напряжения или растрескивание при охлаждении. Перед нанесением дополнительного металла каждому валику необходимо дать остыть и тщательно очистить. Если метод шипов не может быть применен, края стыка следует вырезать или обработать инструментом с круглым концом, чтобы образовалась U-образная канавка, в которую должен быть наплавлен металл сварного шва. Сварку оплавлением можно также использовать для сварки чугуна.
Сварку оплавлением можно также использовать для сварки чугуна.Сварка углеродистой стали, низкоуглеродистая сталь
Сварочные средства для сварки материалов в определенных условиях для конструкции элемента в соответствии с проектными требованиями и с возможностью удовлетворения требований заданной службы.Сварочные материалы, сварка, тип компонентов и требования к использованию, влияющие на четыре фактора. Сварка низкоуглеродистой стали
Из-за содержания углерода в низкоуглеродистой стали, марганца, содержания кремния меньше, поэтому обычно не будет серьезных закаленных тканей или тканей при сварке. Пластичность сварных швов из низкоуглеродистой стали и ударная вязкость хорошие, сварка, как правило, без предварительного нагрева, контроль температуры и тепла между слоями, использование термообработки после сварки не улучшают организацию, весь процесс не требует специальных мер сварочного процесса, свариваемость.
Сварка среднеуглеродистой стали
Массовая доля углерода 0,25% ~ 0,60% для среднеуглеродистой стали. Когда массовая доля углерода и содержания марганца около 0,25% не является высокой, хорошая свариваемость. С увеличением содержания углерода свариваемость постепенно ухудшалась. Если содержание углерода составляет около 0,45%, то в процессе сварки мягкой стали, используемой в зоне термического влияния, может образоваться хрупкий мартенсит, легко растрескивающийся, что приводит к образованию холодных трещин.При сварке количество основного материала расплавляется в сварном шве, сварном шве так, что содержание углерода увеличивается, что способствует термическому растрескиванию в сварном шве, особенно при строгом контроле примесей серы, что более вероятно. Эта трещина более чувствительна в кратере при распределении тепла в сварном шве, растрескивание и чешуйчатость, поэтому волнистые линии перпендикулярны сварному шву.
Сварка высокоуглеродистой стали
Когда содержание углерода в высокоуглеродистой стали больше 0. 60%, закалка, сварка чувствительность к трещинам после того, как тенденция больше и, следовательно, плохая свариваемость, не могут быть использованы при производстве сварных конструкций. Сварочные работы, требующие более широкого использования при изготовлении деталей и компонентов с твердостью или истиранием, в основном связаны с ремонтом сваркой. Из-за высокой прочности углеродистой стали на растяжение, в основном, 675 МПа или более, обычные электроды модели E7015, E6015 могут выбирать конструкцию электродов E5016, E5015, когда элементы требуют многого. Кроме того, для сварки мы можем использовать электроды из хромоникелевой аустенитной стали.Из-за того, что детали из высокоуглеродистой стали, чтобы получить высокую твердость и износостойкость, сам материал подвергается термообработке, сварке должен предшествовать его отжиг перед сваркой. Должен выполняться перед сваркой предварительного нагрева, температура предварительного нагрева обычно выше 250 ~ 350 ℃, процесс сварки не должен быть ниже, чем температура удерживающего слоя между температурой предварительного нагрева.
60%, закалка, сварка чувствительность к трещинам после того, как тенденция больше и, следовательно, плохая свариваемость, не могут быть использованы при производстве сварных конструкций. Сварочные работы, требующие более широкого использования при изготовлении деталей и компонентов с твердостью или истиранием, в основном связаны с ремонтом сваркой. Из-за высокой прочности углеродистой стали на растяжение, в основном, 675 МПа или более, обычные электроды модели E7015, E6015 могут выбирать конструкцию электродов E5016, E5015, когда элементы требуют многого. Кроме того, для сварки мы можем использовать электроды из хромоникелевой аустенитной стали.Из-за того, что детали из высокоуглеродистой стали, чтобы получить высокую твердость и износостойкость, сам материал подвергается термообработке, сварке должен предшествовать его отжиг перед сваркой. Должен выполняться перед сваркой предварительного нагрева, температура предварительного нагрева обычно выше 250 ~ 350 ℃, процесс сварки не должен быть ниже, чем температура удерживающего слоя между температурой предварительного нагрева. Сварные детали после сварки требовали медленного охлаждения и сразу же в печь при температуре 650 ℃ для термообработки для снятия напряжений.
Сварные детали после сварки требовали медленного охлаждения и сразу же в печь при температуре 650 ℃ для термообработки для снятия напряжений.
Справочник по сварке плавлением углерода
Справочник по сварке плавлением углерода 1 СВАРОЧНАЯ УГЛЕРОДНАЯ СТАЛЬ Низкоуглеродистая низкоуглеродистая сталь — это не только наиболее широко используемый металл; его также легче всего сваривать. Хотя большинство стальных сегодня сварка выполняется электродами с покрытием, или с помощью одного из процессов дуговой сварки плавящимся электродом, кислородной ацетиленовая сварка стали, особенно толщиной 1/4 дюйма (6 мм) или меньше, все еще широко применяется. Хорошо- обученный кислородно-ацетиленовый сварщик, работающий на стали 1/8 дюйма(3 мм) толщиной, обычно можно делать сварные швы лучшего качества, чем может средний дуговой сварщик, и делает их почти так же быстро. Как только вы овладеете искусством сварки стали, вы готовы заняться некоторыми металлами, которые более трудно сваривать. Первое: в предыдущих выпусках техника
пламени и движения стержня, рекомендованного для сварки листа, сильно отличались от
то, что рекомендуется для сварки пластин и труб.Этот метод все еще актуален, особенно для сварки самых тонких листов.
(калибр менее 1/16 дюйма или 16),
и будет рассмотрен в конце
этой главы. Однако в большинстве случаев для сварки используется тот же метод.
пластину и трубу можно использовать для сварки листа, и это
легче освоить. Вторая причина касается сварки труб: предыдущие издания
Справочник рассматривает сварку труб в основном с точки зрения
трубы большого диаметра, которые сегодня редко сваривают ацетиленовой кислородной сваркой.Окси ацетилен
сварка труб сегодня в основном ограничивается размерами труб
от 1/2 до 4 дюймов
Техника, используемая для сварки труб этих размеров, по сути, не отличается.
чем то, что используется для сварки пластины
или лист эквивалентной толщины.
Сварка
Цветной
Металлы
Лечение
Сварка
Чугун
Сварка
Железо
Металлы .
Первое: в предыдущих выпусках техника
пламени и движения стержня, рекомендованного для сварки листа, сильно отличались от
то, что рекомендуется для сварки пластин и труб.Этот метод все еще актуален, особенно для сварки самых тонких листов.
(калибр менее 1/16 дюйма или 16),
и будет рассмотрен в конце
этой главы. Однако в большинстве случаев для сварки используется тот же метод.
пластину и трубу можно использовать для сварки листа, и это
легче освоить. Вторая причина касается сварки труб: предыдущие издания
Справочник рассматривает сварку труб в основном с точки зрения
трубы большого диаметра, которые сегодня редко сваривают ацетиленовой кислородной сваркой.Окси ацетилен
сварка труб сегодня в основном ограничивается размерами труб
от 1/2 до 4 дюймов
Техника, используемая для сварки труб этих размеров, по сути, не отличается.
чем то, что используется для сварки пластины
или лист эквивалентной толщины.
Сварка
Цветной
Металлы
Лечение
Сварка
Чугун
Сварка
Железо
Металлы .