Методическая разработка урока п/о на тему: «Сварка тавровых соединений» | Методическая разработка на тему:
Государственное областное автономное
профессиональное образовательное учреждение
«Липецкий индустриально-строительный колледж»
Методическая разработка открытого урока производственного обучения
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
Тема: «Сварка пластин тавровых соединений однослойным швом».
Разработала: мастер п/о Кретова Р.В.
Липецк
Пояснительная записка
Сварка является одним из ведущих технологических процессов, как в области машиностроения, так и в строительной индустрии.
Современный технический прогресс в промышленности неразрывно связан с совершенствованиям сварочного производство. Сварка как высокопроизводительный процесс изготовления неразъемных соединений находит широкое применение при изготовлении металлургического, химического и энергетического оборудования, различных трубопроводов, в машиностроении, в производстве строительных и других конструкций.
Сварка как высокопроизводительный процесс изготовления неразъемных соединений находит широкое применение при изготовлении металлургического, химического и энергетического оборудования, различных трубопроводов, в машиностроении, в производстве строительных и других конструкций.
Сварка — такой же необходимый технологический процесс, как и обработка металлов резанием, литье, ковка, штамповка. Большие технологические возможности сварки обеспечили ее широкое применение при изготовлении и ремонте судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны. Ее применение способствует совершенствованию машиностроения и развитию ракетостроения, атомной энергетике, радиоэлектронике.
В соответствии с ГОСТ 2601-74 сварка – процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Неразъемные соединения, выполненные с помощью сварки соединяют преимущественно детали из металлов.
Сварным соединением называют неразъемное соединение двух или нескольких деталей, выполненной сваркой. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла, в которой в результате теплового воздействия сварки произошли структурные и другие изменения (зона термического влияния), и примыкающей к ней участки основного металла.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
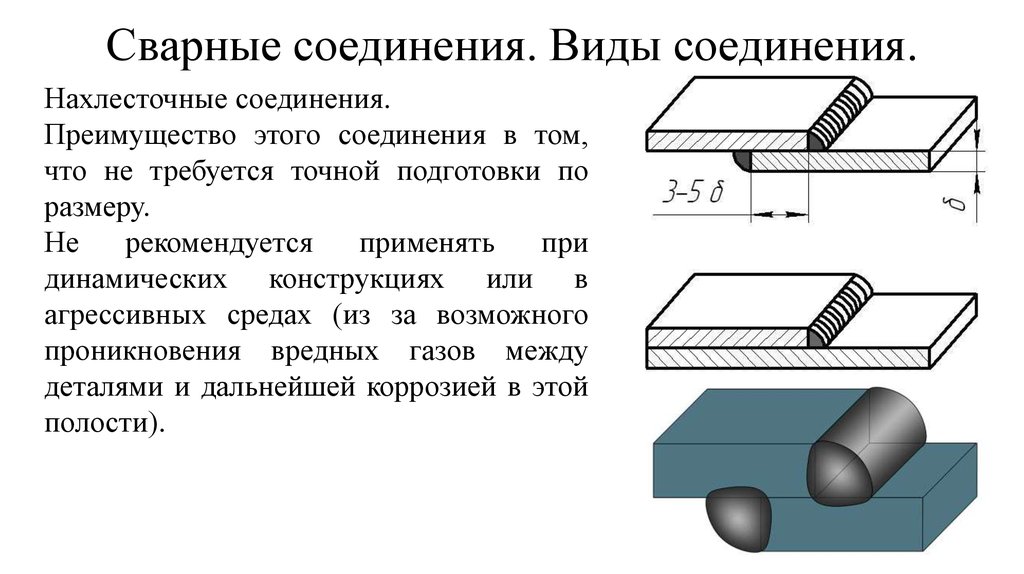
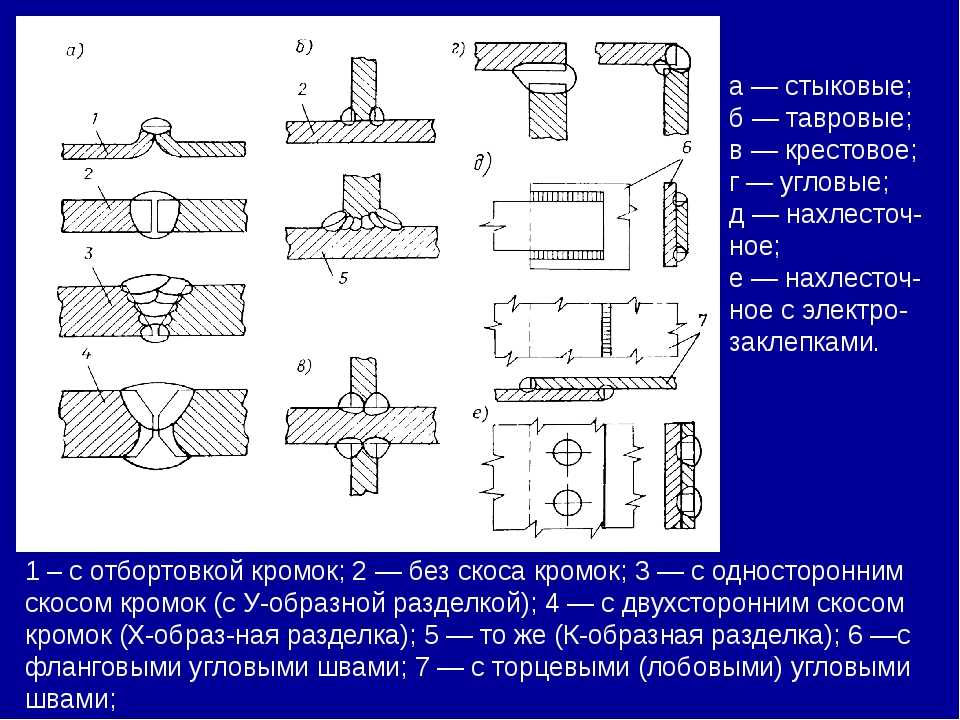
Сварные соединения бывают стыковыми, тавровыми, нахлесточными и угловыми.
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом к основной
поверхности другого элемента.
Различают сварку в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом.
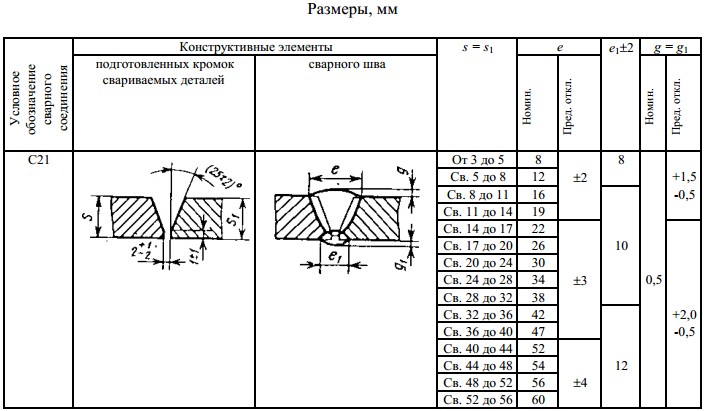
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 1а), а при наклоне под углом 30 или 60° — в несимметричную «лодочку» . Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 1в
1а), а при наклоне под углом 30 или 60° — в несимметричную «лодочку» . Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 1в
Рис. 1. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Широко применяется сварка таврового соединения в нижнем положении.
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
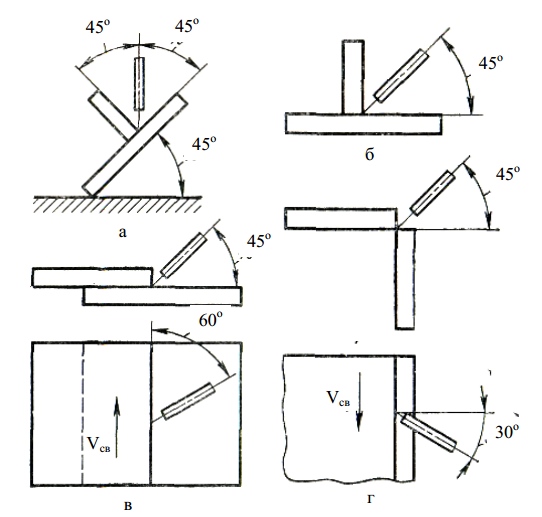
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 2а, на обратной полярности — рис. 2б.
Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 2а, на обратной полярности — рис. 2б.
Рис. 2. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
20 ноября 2015года ГОАПОУ«Липецкий индустриально- строительный колледж» Группа 3-14 Мастер п/о Кретова Р.В. |
|
План урока
производственного обучения
ПМ.02.Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
МДК.02.04. Технология электродуговой сварки и резки металла.
Тема урока: «Сварка пластин тавровых соединений однослойным швом».
Учебная дисциплина: урок производственного обучения.
Место проведения: учебная сварочная мастерская.
Вид урока: комбинированный.
Тип урока: формирования умений и навыков с последующей отработкой.
Цели урока:
- Методическая: использование компьютерных технологий на уроках производственного обучения.
- Обучающая: сформировать систему, умений и навыков по сварке тавровых соединений однослойным швом. Обеспечить усвоение навыков сварки тавровых соединений в вертикальном положении шва, в нижнем.
- Развивающая: развивать у будущих производственников умения анализировать, принимать самостоятельно решения, контролировать свои действия.
- Воспитательная: воспитать положительную мотивацию к профессии, точность, внимательность, ответственность ориентацию на инновационную деятельность, коммуникативные навыки.
- Методические приемы:
- словесные – устное изложение объяснения, лекция, беседа;
- наглядные – демонстрация наглядных пособий, показ трудовых приемов;
- практические – упражнения по выполнению приемов, операций, самостоятельные работы.
Учебно-производственные работы:
- Произвести сварку двух стальных пластин t=4 мм.
 тавровым соединением в вертикальном положении
тавровым соединением в вертикальном положении
 тавровым соединением в вертикальном положении
тавровым соединением в вертикальном положенииМатериально-техническое обеспечение урока:
- Технологическая карта, чертеж.
- Персональный компьютер.
- Сварочный трансформатор, электродержатель, электроды, стальные пластины t=4 мм, напильники, стальные щётки, защитные щитки, спецодежда.
Межпредметные связи
- Материаловедение.
- Черчение.
- МДК 01.01. Подготовка металла к сварке.
- МДК. 02.04. Технология электродуговой сварки и резки металла.
Формировать профессиональные компетенции:
ПК 2.5. Читать чертежи средней сложности и сложных сварных
металлоконструкций
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем
месте в соответствии с санитарно-техническими требованиями и требованиями
охраны труда.
Формирование общих компетенций:
ОК 2. Организовывать собственную деятельность, исходя из цели и
способов ее достижения, определенных руководителем
Ход урока:
I. Организационная часть (5-7 мин.)
Организационная часть (5-7 мин.)
1.1.Контроль посещаемости.
1.2 .Проверка готовности к уроку (спецодежда).
1.3 Назначение дежурных.
II. Вводный инструктаж (35 мин.)
1.Сообщение темы и цели урока.
2.Объяснение хода и последовательности проводимого занятия.
3.Актуализация ранее изученного материала. Повторение пройденного материала.
3.1. Фронтальный опрос(10 мин.)
№ п/п | Вопрос | Эталон ответа |
1 | Какую роль выполняет зазор при сборке под сварку? А) не глубокому проплавлению металла Б) зазор способствует глубокому проплавлению металла В) прочности шва | Б) |
2 | Что называется стыковым соединением? А) сварное соединение двух элементов примыкающих друг к другу различными поверхностями Б) это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии В) толщина металла | А) |
3 | Что называется сварочной дугой? А) металл в сварочной ванне. Б) кристаллизация расплавленного металла в сварочной ванне. В) мощный электрический разряд, происходящий при атмосферном давлении в газовой среде между электродом и изделием. | В) |
4 | Что такое сварочный шов? А) сварочный шов представляет собой участок сварного соединения, образовавшегося в процессе кристаллизации расплавленного металла в сварочной ванне. Б) сварочный шов — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. В) сварочный шов — это часть сварного шва, находящаяся в момент сварки в расплавленном состоянии. | А) |
5 | Как подразделяются сварочные швы по положению в пространстве? А) на нижние, вертикальные, горизонтальные, наклонные Б) на нижние, вертикальные В) наклонные | А) |
6 | 10. А) для преобразования переменного тока в постоянный Б) для регулирования напряжения и силы сварочного тока В) для преобразования переменного тока в энергию выпрямленного тока | Б) |
7 | 11. При толщине свариваемого металла 2 мм диаметр электрода равен А) 2мм Б) 4 мм В) 5 мм | А) |
8 | 12. При выборе диаметре электрода определяющим является а) сила сварочного тока б) толщина металла в) скорость сварки | Б) |
9 | 13. Низкоуглеродистые стали содержат углерода А) до 0,25 % Б) 25 % В) 0,6 – 2,0 % | А) |
10 | 14. А) неравномерный нагрев металла Б) малая сила тока В) скорость сварки | А) |
11 | 5. Какая из названных групп свариваемости сталей не имеет ограничений? А) хорошая Б) плохая В) ограниченная | А) |
12 | В обозначении электрода Э42А-УОНИ-13/45-3,0-УД показатель 3,0 обозначает А) марку электрода Б) диаметр электрода В) тип покрытия | Б) |
13 | При расчёте силы сварочного тока коэффициент к=1 применяется при А) нижнем положении шва Б) вертикальном положении шва В) потолочном положении шва | А) |
14 | При выполнении сварных соединений в нижнем положении скос кромок выполняется при толщине металла А) до 10 мм Б) до 4 мм В) без ограничений | Б) |
15 | Вертикальные швы выполняются с током меньшим, чем при сварке в нижнем положении А) на 50 % Б) на 25 % В) на 10% | В) |
16 | Расстояние между прихватками зависит от А) протяжённости шва Б) диаметра электрода В) толщины металла | В) |
17 | Прямая полярность – это А) «+» на изделии, «-» на электроде Б) «-»на изделии, «+» на электроде В) значения не имеет | А) |
18 | Колебательные движения конца электрода «полумесяцем» вперёд выполняется при А) сварке толстостенных конструкции Б) сварке стыковых швов диаметром электрода до 4 мм В) сварка углов швов | Б) |
19 | Появление брызг электродного металла объясняется А) большой длиной сварочной дуги Б) слишком короткой дугой В) плохой защитой металла от воздуха | А) |
20 | Разделка кромок выполняется А) исходя из эстетических соображений Б) для улучшения условий сварки и получения гарантированного провара В) для предотвращения сварочных деформаций | Б) |
21 | Увеличение силы сварочного тока способствует А) образованию трещин Б) прожогу В) образованию пор | Б) |
22 | Прихватка – это А) короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей Б) сварной шов в три прохода В) сварка на большом токе | А) |
 Трансформатор предназначен
Трансформатор предназначен Основными причинами деформации является
Основными причинами деформации является4 Изучение нового материала (презентация).
4.1.Сварные соединения.
- Виды тавровых соединений.
5.Разбор вопросов рациональной организации рабочего места.
6.Проведение инструктажа по правилам техники безопасности (обратить внимание на опасность ожога глаз электродугой, ожог тела расплавленным металлом).
При выполнении сварочных работ существуют опасности для здоровья людей:
а) поражение электрическим током;
б) поражение глаз и открытых поверхностей кожи рук;
в) отравление вредными газами и пылью;
г) ожоги от разбрызгивания электродного расплавленного металла и шлака;
д) ушибы, порезы в процессе подготовки изделия под сварку и во время сварки.
7. Подготовка металла под сварку.
8. Демонстрационный показ мастером п/о приемов сварки двух пластин толщиной 4 мм. тавровым соединением в вертикальном ,в нижнем положении.
9. Закрепление материала вводного инструктажа.
10.Вопросы к мастеру п/о.
III. Текущий инструктаж (5 час).
Целевые обходы рабочих мест учащихся.
- Проверка организации рабочего места.
- Проверка соблюдения техники безопасности.
- Проверка правильности и соблюдения технологической последовательности изготовления изделия, правильности ведения сварки, качества работы.
- Проверка правильности самоконтроля и взаимоконтроля, предупреждение и исправление ошибок. Помощь отстающим, не справляющимся с заданием, способом «рука в руке» мастером п/о.
- Индивидуальная работа с обучающимися, справившимися с заданием, выдача новых, более сложных.
- Приемка и оценка работ.
- Проверка чистоты рабочих мест.
IV. Заключительный инструктаж (20 мин.)
Анализ выполненного задания и разбор допущенных ошибок.
- Обсуждение качества выполненной работы.
- Подведение итогов занятия
- Анализ работы каждого студента и сообщение оценки
- Отметить лучшие работы студентов.
- Разобрать типичные ошибки при выполнении задания.
- Сообщение оценок по итогам урока.
- Уборка рабочих мест и мастерской.
- Сдача спецодежды о и инструмента на склад.
- Сообщение темы следующего задания.
- Задание на дом.
Мастер п/о ________ Р.В.Кретова
Тавровое соединение двух пластин 8мм и стыковое соединение пластин 6 и 8 мм. — Ручная дуговая сварка — ММA
#1 SAM77
Отправлено 26 September 2017 13:50
Здравствуйте !
Нужно сварить две пластины по 8мм (тавровое соединение) и стыковое соединение двух пластин 6 и 8мм.
Есть электроды уони 13/55 толщ. 3 и 4мм ( Орловские)
Вопрос:
1.
Как подготовить и сварить две пластины 8мм (с двух сторон будет шов)так чтобы шов был проварен полностью на всю толщину вертикальной пластины и чтобы внутри не было «не проваров» т е полностью монолит?
Если снимать две кромки у верт. пластины ( V — образное снятие кромок) то сколько делать притупление в конце V-образной кромки и сколько делать щель между вертикальной и горизонтпльной пластиной ?
пластины ( V — образное снятие кромок) то сколько делать притупление в конце V-образной кромки и сколько делать щель между вертикальной и горизонтпльной пластиной ?
«Не провары»-это когда пластина не проварена полностью и внутри между двумя швами остается полоса от стыка (среза) пластин.
2. Нужно ли делать V-образную кромку на пластине 8мм и делать притупление кромки а так же делать щель 2мм для того чтобы приварить к этой пластине встык пластину 6мм или просто достаточно сделать щель 2мм и проварить с двух сторон электродом 4мм и током 160-190а ?
Самое главное это то чтобы в этих двух соеднениях стыковых и тавровых, пластины были проварены полностью на 100% т к будет на них упор как минимум 1600 кг.
Заранее огромное спасибо !!!
- Наверх
- Вставить ник
#2 road64
Отправлено 26 September 2017 15:06
Самое главное это то чтобы в этих двух соеднениях стыковых и тавровых, пластины были проварены полностью на 100% т к будет на них упор как минимум 1600 кг.

Для такого небольшого нагружения и просто катетов шва хватит без провара насквозь на тавре .
- Наверх
- Вставить ник
#3 uda76
Отправлено 26 September 2017 15:59
SAM77, если вы выставляете такие требования, то для этого есть ГОСТ 5264-80, а именно: С8, С12, С15, С17 — для стыка и Т6, Т7, Т8 — для тавра.
А вообще, все опоры считаются, сопрмат, техническая механика, изготовление сварных металлоконструкций, блаблабла….
Но как сказали выше, все это туфта для вашей нагрузки, если она не динамическая конечно.
Варите 4-кой, точкУ побольше, с двух сторон и будет норм.
Сообщение отредактировал uda76: 26 September 2017 16:07
- Наверх
- Вставить ник
#4 SAM77
Отправлено 26 September 2017 23:12
Для такого небольшого нагружения и просто катетов шва хватит без провара насквозь на тавре .

Т е просто поставить (упереть) одну пластину в другую без щели и заварить электродом 4мм ?
SAM77, если вы выставляете такие требования, то для этого есть ГОСТ 5264-80, а именно: С8, С12, С15, С17 — для стыка и Т6, Т7, Т8 — для тавра.
А вообще, все опоры считаются, сопрмат, техническая механика, изготовление сварных металлоконструкций, блаблабла….
Но как сказали выше, все это туфта для вашей нагрузки, если она не динамическая конечно.
Варите 4-кой, точкУ побольше, с двух сторон и будет норм.
Хорошо, я Вас понял.
А если варить электродом 4мм со скосами кромок до достаточно притупления 2 мм и щели 1.5-2 мм для таврового соединения пластин 8мм и стыкового соединения пластин 5.5 и 8мм ?
Смотрел рисунки в гугле и показывает что где то можно просто поставить одну пластину на другую (тавровое соединение)(без щели и заварить) а где то нужно щель между ними делать а еще бывает что помимо щели еще и кромки надо снять.
Вот и не ясно надо щель делать 2 мм между пластинами 8мм или и так проварится током 180-190А?
- Наверх
- Вставить ник
#5 Specky
Отправлено 27 September 2017 03:49
Если у тавра не сделать зазор, то шов при усадке выгнет полку вдоль ребра. Он и так-то её выгнет, но без зазора сильнее.
- Наверх
- Вставить ник
#6 Глобул
Отправлено 27 September 2017 06:17
т к будет на них упор как минимум 1600 кг.

А как максимум, позвольте спросить? Расчёт то всегда идёт на максимальные нагрузки.
Вы метаетесь делать зазор или не делать — делайте — хуже не будет, будет только лучше.
- Наверх
- Вставить ник
#7 ЛехаКолыма
Отправлено 27 September 2017 14:41
если будите делать разделку ,то электроды 3мм для сварки корня вам в помощь. 4 мм это уже на заполнение ,хотя 3-й можно легко обойтись.
- Наверх
- Вставить ник
#8 SAM77
Отправлено 27 September 2017 16:50
А как максимум, позвольте спросить? Расчёт то всегда идёт на максимальные нагрузки.
1600 кг это нагрузка кровли и снега (250 кг снег +50 кг вес кровли на метр кв.)
Вот поэтому минимум 1600кг а если снега выпадет больше 250 кг на м.кв то значит будет больше 1600 кг.
если будите делать разделку ,то электроды 3мм для сварки корня вам в помощь. 4 мм это уже на заполнение ,хотя 3-й можно легко обойтись.
А проварить корень и заполнить ( со снятием фаски с двух сторон, притуплением 2 мм и щелью между пластинами 2 мм) электродом 4мм разве нельзя ?
- Наверх
- Вставить ник
#9 Глобул
Отправлено 27 September 2017 17:42
SAM77, жирный вам плюс, за то что заморочились снеговой нагрузкой. Карман снеговой учли? Или там у вас кровля к стенам не примыкает?
Карман снеговой учли? Или там у вас кровля к стенам не примыкает?
А проварить корень и заполнить ( со снятием фаски с двух сторон, притуплением 2 мм и щелью между пластинами 2 мм) электродом 4мм разве нельзя ?
Можно, но тогда зазор надо делать около 4 мм. Да и тройкой палюбому качественнее получиться.
- Наверх
- Вставить ник
#10 road64
Отправлено 27 September 2017 18:12
1600 кг это нагрузка кровли и снега (250 кг снег +50 кг вес кровли на метр кв.)
Вот поэтому минимум 1600кг а если снега выпадет больше 250 кг на м.кв то значит будет больше 1600 кг.
А проварить корень и заполнить ( со снятием фаски с двух сторон, притуплением 2 мм и щелью между пластинами 2 мм) электродом 4мм разве нельзя ?
на вашу толщину металла катеты швов в 5-6мм с обоих сторон заведомо прочнее с запасом озвученных нагрузок . Лично я бы не морочился ни со сквозным проваром ни с разделкой ни с зазором .
- Наверх
- Вставить ник
#11 Глобул
Отправлено 27 September 2017 18:53
Лично я бы не морочился
Ну хочется человеку — пусть.
- Наверх
- Вставить ник
#12 ЛехаКолыма
Отправлено
SAM77,лишнее тепло вложения в сварной шов ни к чему. Вот вам книга Расчет сварных соединений и конструкций — Серенко А.Н., Крумбольдт М.Н., Багрянский К.В — 1977. Я думаю вы найдете в ней пример расчета и остановитесь на том стоит делать разделку или нет.И какой размер сварного шва вам необходим.
Вот вам книга Расчет сварных соединений и конструкций — Серенко А.Н., Крумбольдт М.Н., Багрянский К.В — 1977. Я думаю вы найдете в ней пример расчета и остановитесь на том стоит делать разделку или нет.И какой размер сварного шва вам необходим.
Прикрепленные файлы
- Расчет сварных соединений и конструкций — Серенко А.Н., Крумбольдт М.Н., Багрянский К.В — 1977.djvu 5.67МБ 338 скачиваний
Сообщение отредактировал ЛехаКолыма: 27 September 2017 21:07
- Наверх
- Вставить ник
#13 SAM77
Отправлено 28 September 2017 00:26
SAM77, жирный вам плюс, за то что заморочились снеговой нагрузкой.
Можно, но тогда зазор надо делать около 4 мм. Да и тройкой палюбому качественнее получиться.
 Карман снеговой учли? Или там у вас кровля к стенам не примыкает?
Карман снеговой учли? Или там у вас кровля к стенам не примыкает?Да все учтено.
Я думал что 8 мм металл нужно обязательно варить четверкой, потому что он толстый и чтобы за раз пройтись и заварить одним швом.
Качественнее получится в смысле шов красивее или проварится лучше ?
SAM77,лишнее тепло вложения в сварной шов ни к чему.Вот вам книга Расчет сварных соединений и конструкций — Серенко А.Н., Крумбольдт М.Н., Багрянский К.В — 1977. Я думаю вы найдете в ней пример расчета и остановитесь на том стоит делать разделку или нет.И какой размер сварного шва вам необходим.
Спасибо за книгу, скачал.
Очень хорошая книга но…. боюсь мне ее не осилить т к я не сварщик а просто любитель а в книге почти одни формулы и чтобы во всем разобраться уйдет очень много времени.
Вчера варил четверкой и током 160А, практиковался.
Варил две пластины по 8мм (тавровое соединение) без снятия кромок просто с щелью между ними 2 мм, а так же пластина 8мм (сошлифовал чуть края по плоскости до 6мм) с пластиной 5.5 мм (стыковое соединение) тоже без снятия кромок но с щелью 2 мм-все оба соединения током 160А.
Пластины были размером примерно 7х5см
После сварки сделал распил проваренных пластин.
В итоге:
Тавровое соединение: в корне ровно в центре между вертикальной и горизонтальной пластиной небольшое отверстие (или шлак, не понятно, не ковырял) диаметром от 1мм до 1.5 мм ( на разных распилах разных заготовках по разному).
Стыковое соединение: где то есть небольшая точка 0.5 мм а где то полностью проварилось на 100% (на разных заготовках по разному)
А так же варил две пластины по 8мм(тавровое соединение) со скосом кромок, притуплением 2 мм и щелью 2 мм, ток 160А и электрод 4мм-есть небольшие точки от непроваров в центре шва как раз напротив стыковки вертикальной и горизонтальной пластины. Точек больше чем от сварки без снятия фасок и с щелью 2мм-может так просто получилось а может на самом деле без фасок лучше проваривает.
Точек больше чем от сварки без снятия фасок и с щелью 2мм-может так просто получилось а может на самом деле без фасок лучше проваривает.
Сообщение отредактировал SAM77: 28 September 2017 00:27
- Наверх
- Вставить ник
#14 serga01net
Отправлено 28 September 2017 05:30
SAM77, Фото (швов и распилов) было бы лучше.
- Наверх
- Вставить ник
#15 Глобул
Отправлено 28 September 2017 06:30
Я думал что 8 мм металл нужно обязательно варить четверкой, потому что он толстый и чтобы за раз пройтись и заварить одним швом.
А 15 мм чем тогда варить по этой логике, или 18 мм?
Это вопрос производительности. На стройке вы просто устанете и отстанете если будете варить восмёрку тройкой. Но если вам надо качественно, и/или красиво, что зачастую одно и тоже, то вот тогда вы и берёте тройку.
- Наверх
- Вставить ник
#16 welderman
Отправлено 28 September 2017 08:44
то вот тогда вы и берёте тройку.
Вообще-то подобные моменты регламентируются, даже и на стройке…. если стройку ведёт приличная контора с контролем техпроцессов.Организации типа «Шарашмонтажспецстройгазнефтьмеханизация» частенько игнорируют любые нормы и не только по сварочным процессам
- Наверх
- Вставить ник
#17 Lohus
Отправлено 28 September 2017 10:30
т к я не сварщик а просто любитель
Как же всё сложно с этими любителями (я и сам такой).
Даже:
заморочились снеговой нагрузкой.
То ли дело обратится к профессианальным халтурщикам, прилепили абы сразу не отвалилось и исчезли после оплаты. И голова бы не болела как правильно соединить пластины.
Фото (швов и распилов) было бы лучше.
Хорошо бы. И стесняться тут нечему.
Если ошибку можно исправить – значит ты ещё не ошибся.
- Наверх
- Вставить ник
#18 saper24
Отправлено 28 September 2017 16:44
1600 кг это нагрузка кровли и …
Вы бы узел показали, может там таких плясок с бубном и не нужно.
Вообще-то подобные моменты регламентируются, даже и на стройке…. если стройку ведёт приличная контора с контролем техпроцессов.Организации типа «Шарашмонтажспецстройгазнефтьмеханизация» частенько игнорируют любые нормы и не только по сварочным процессам
В любой приличной конторе, куча неприличных людей, так что не обольщайтесь.
Сообщение отредактировал saper24: 28 September 2017 16:47
- Наверх
- Вставить ник
#19 Глобул
Отправлено 28 September 2017 18:11
.Организации типа «Шарашмонтажспецстройгазнефтьмеханизация» частенько игнорируют любые нормы
Я почти всю жизнь проработал в самой большой строительной компании России «Росшабашстрой», и всегда старался прислушиваться к грамотным людям. Так что от компании это не зависит saper24, прав.
Так что от компании это не зависит saper24, прав.
- Наверх
- Вставить ник
#20 SAM77
Отправлено 29 September 2017 00:44
А 15 мм чем тогда варить по этой логике, или 18 мм?
Это вопрос производительности. На стройке вы просто устанете и отстанете если будете варить восмёрку тройкой. Но если вам надо качественно, и/или красиво, что зачастую одно и тоже, то вот тогда вы и берёте тройку.
15 и 18 мм я думаю тоже варят четверкой или пятеркой. Я в смысле про то что тройка эл-ды тонкие и ими удобно варить но по несколько раз надо водить по одному шву если его надо сделать здоровым или заполнить и поэтому быстро устанешь и надоест а четверка то что надо, хоть они здоровые и неудобные но за то работа быстрее двигается. ..
..
Как же всё сложно с этими любителями (я и сам такой).
Даже:То ли дело обратится к профессианальным халтурщикам, прилепили абы сразу не отвалилось и исчезли после оплаты. И голова бы не болела как правильно соединить пластины.
.
Я прежде чем кого то нанимать должен сам знать как должно быть правильно сделана та или иная работа а то наймешь работников а они увидят что заказчик фуфел и слепят ему горбатого, деньги получат и потом как ветром сдует…. а потом ищи свищи а если и найдешь то еще нервов попортишь при разборках… придется переделывать горбатого, опять вкладывать деньги и т.д и т.п.
В общем если хочешь хорошо, либо учись и делай сам, либо знай как делается и контролируй а контролировать в любом случае надо иначе горбатого не избежать !!!
Вот двутавр в который надо вварить треугольник из пластины 8мм.
А вот мои швы,»лепил» кк хотел, не старался да и маска что то темно работает-плохо видно пропил за электродом во время сварки. ..
..
Поэтому прошу тапками не кидать и не судить строго т к я не сварщик,варил четверкой уони всего пару раз и то они меня немного бесят когда залипает конец пока не разогреешь его.
В основном варил мр3 но тоже не очень много, электроды хорошие но много капель расколенного металла разбрызгивает по сторонам и шлака много.
Ничего, потренеруюсь, сожгу пару пачек по 5кг четверки и приноровлюсь.
Прикрепленные изображения
- Наверх
- Вставить ник
Таблица 7. Область распространения аттестации в зависимости от пространственного положения контрольного сварного соединения при сварке плавлением
┌────────────────┬────────────────────────────────────────────────────────────────────────────────────┐
│Положения, в ко-│ Область распространения │
│торых выполняет-├─────────────────────────────────────────┬──────────────────────────────────────────┤
│ся сварка │ Лист │ Труба │
│ ├────────────────────┬────────────────────┼────────────────────┬─────────────────────┤
│ │Стыковое соединение │Тавровое соединение │Стыковое соединение │Тавровое соединение │
│ ├────┬───┬────┬───┬──┼────┬───┬────┬───┬──┼────┬───┬────┬──┬───┼────┬───┬────┬───┬───┤
│ │ Н1 │ Г │ В2 │В1 │П1│ Н1 │Н2 │ В2 │В1 │П2│ Н1 │В2 │ В1 │Г │Н45│ Н2 │В2 │ В1 │П2 │Н45│
├───────────┬────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│Стыковое │Н1 │ * │ — │ — │ — │ -│ х │ х │ — │ — │ -│ хх │ — │ — │ -│ — │ х │ — │ — │ — │ — │
│соединение ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│листов │Г │ х │ * │ — │ — │ -│ х │ х │ — │ — │ -│ хх │ — │ — │хх│ — │ х │ — │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │В2 │ — │ — │ * │ — │ -│ — │ — │ х │ — │ -│ — │ — │ — │ -│ — │ — │ — │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │В1 │ х │ — │ — │ * │ -│ х │ х │ — │ х │ -│ хх │ — │ — │ -│ — │ х │ — │ х │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │П1 │ х │ х │ — │ х │ *│ х │ х │ — │ х │ х│ хх │ — │ — │ -│ — │ хх │ — │ хх │хх │ — │
├───────────┼────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│Тавровое │Н1 │ — │ — │ — │ — │ -│ * │ — │ — │ — │ -│ — │ — │ — │ -│ — │ — │ — │ — │ — │ — │
│соединение ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│листов │Н2 │ — │ — │ — │ — │ -│ х │ * │ — │ — │ -│ — │ — │ — │ -│ — │ х │ — │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │В2 │ — │ — │ — │ — │ -│ — │ — │ * │ — │ -│ — │ — │ — │ -│ — │ — │ — │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │В1 │ — │ — │ — │ — │ -│ х │ х │ — │ * │ -│ — │ — │ — │ -│ — │ х │ — │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │П2 │ — │ — │ — │ — │ -│ х │ х │ — │ х │ *│ — │ — │ — │ -│ — │ х │ — │ — │ х │ — │
├───────────┼────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│Стыковое │Н1 │ х │ — │ — │ — │ -│ х │ х │ — │ — │ -│ * │ — │ — │ -│ — │ х │ — │ — │ — │ — │
│соединение ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│труб │В2 │ — │ — │ х │ — │ -│ — │ — │ х │ — │ -│ — │ * │ — │ -│ — │ — │ х │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │В1 │ х │ х │ — │ х │ х│ х │ х │ — │ х │ х│ х │ — │ * │ -│ — │ х │ — │ х │ х │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │Г │ х │ х │ — │ х │ х│ х │ х │ — │ х │ х│ х │ — │ — │ *│ — │ х │ — │ — │ — │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │Н45 │ х │ х │ ххх│ х │ х│ х │ х │ ххх│ х │ х│ х │Ххх│ х │ х│ * │ х │ххх│ х │ х │ х │
├───────────┼────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│Тавровое │Н2 │ — │ — │ — │ — │ -│ х │ х │ — │ — │ -│ — │ — │ — │ -│ — │ * │ — │ — │ — │ — │
│соединение ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│труба + │В2 │ — │ — │ — │ — │ -│ — │ — │ х │ — │ -│ — │ — │ — │ -│ — │ — │ * │ — │ — │ — │
│лист ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │В1 │ — │ — │ — │ — │ -│ х │ х │ — │ х │ х│ — │ — │ — │ -│ — │ х │ — │ * │ х │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │П2 │ — │ — │ — │ — │ -│ х │ х │ — │ х │ х│ — │ — │ — │ -│ — │ х │ — │ х │ * │ — │
│ ├────┼────┼───┼────┼───┼──┼────┼───┼────┼───┼──┼────┼───┼────┼──┼───┼────┼───┼────┼───┼───┤
│ │Н45 │ — │ — │ ххх│ — │ -│ х │ х │ ххх│ х │ х│ — │Ххх│ — │ -│ — │ х │ххх│ х │ х │ * │
└───────────┴────┴────┴───┴────┴───┴──┴────┴───┴────┴───┴──┴────┴───┴────┴──┴───┴────┴───┴────┴───┴───┘
* — пространственное положение, в котором проводилась сварка контрольного сварного соединения;
ххх — аттестация при сварке контрольного сварного соединения, выполненного в положении Н45 способом «сверху — вниз», распространяется только на положение В2.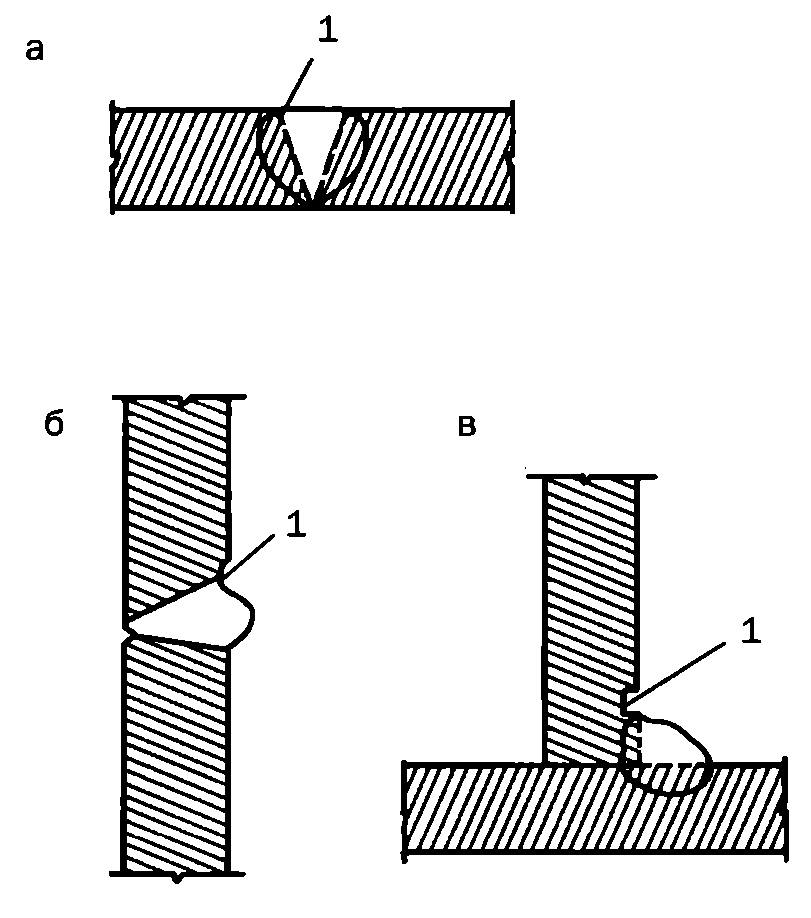
техника и правила сваривания труб, а также в вертикальном, нижнем, потолочном положениях; технология и особенности выполнения
Тавровое соединение – это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами – к горизонтально лежащей детали приваривается вертикальная, образуя букву “Т”. Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Где применяется
Двустороннее с разделкой кромок
Применение таврового соединения весьма широкое: в автомобилестроении, в строительных конструкциях (фермы, опоры, колонны, стойки), металлическая мебель (лавки-скамейки, столы, этажерки), мосты и путепроводы, газопроводы, нефтепроводы, системы водоснабжения, теплоснабжения зданий и сооружений.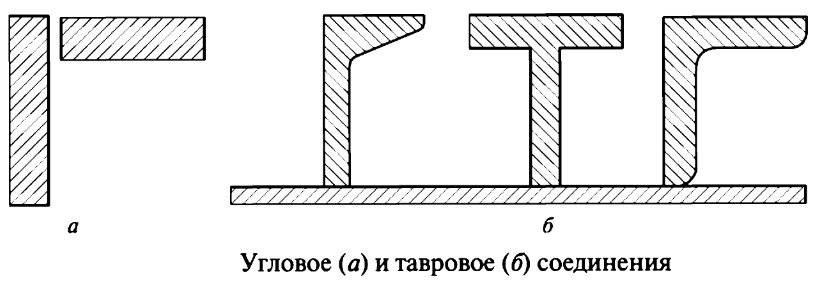
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
Недостатком такого соединения могут являться дефекты:
Такие дефекты зависят от качества выполнения работы.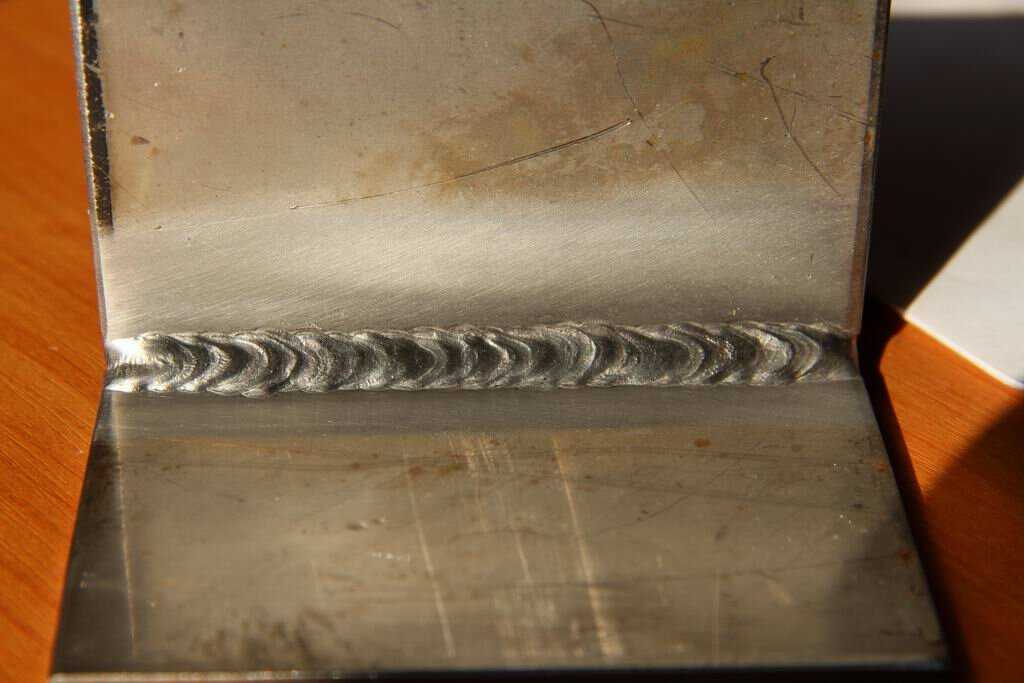 Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив – так соединение не поведет.
Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке. Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
К сведению! Рассматривая технику сварки, можно сразу отметить, что легче всего выполнять сварку в нижнем положении, или положении «в лодочку». Поэтому если есть такая возможность, то рекомендуется повернуть сварную конструкцию так, что бы сварные швы выполнять в нижнем положении.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва. [ads-pc-2][ads-mob-2]
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.
Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток. Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
[ads-pc-3][ads-mob-3] Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
ВАЖНО! При этом нужно обеспечивать переплавление ранее наплавленного шва.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов. Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов. Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
Совет! При соединении желательно убедиться в ровном срезе, иначе появится зазор, который придется сваривать отрывисто.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
К сведению! Вертикальные швы выполняются как с отрывом дуги, так и на проход. Это зависит от различных факторов: толщина металла, способ сварки, марка электрода.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
https://youtu.be/U526FdTC1r4
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить параметры сварки, диаметр электрода, сила тока, что бы процесс сварки протекал стабильно.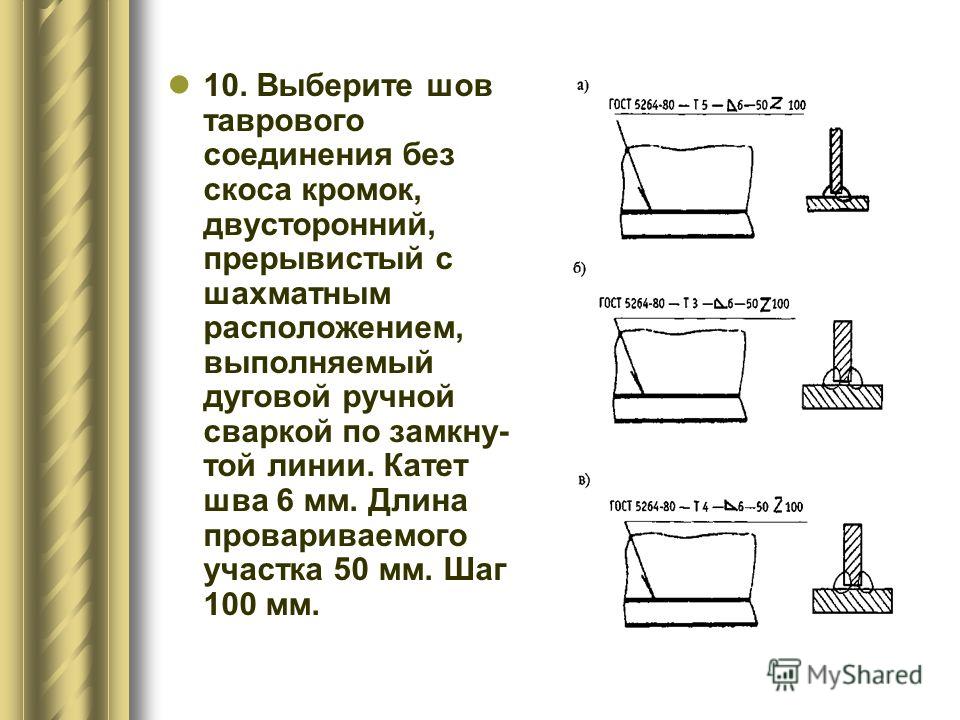 Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Сварочная дуга должна гореть по стыку деталей. Перемещать электрод необходимо с равномерной скоростью, так что бы кромки деталей успели расплавляться, а сварной шов сформироваться с нужным катетом. В случае необходимости получении шва с большим катетом необходимо дополнительно выполнять колебательные движения торцом электрода. Так же сварной шов может выполняться за несколько проходов, но при этом требуется тщательная зачистка от шлака после каждого прохода.
Видео
В потолочном положении
Для потолочного положения техника такая же, как и для нижнего положения только в зеркальной проекции. Основная сложность заключается в том, что расплавленный металл стремится вытекать из сварочной ванны.
Для предотвращения этого необходимо несколько снизить сварочный ток, что бы уменьшить тепловую мощность сварочной дуги.
Сварку следует выполнять на короткой длине дуги. Так же необходимо помнить, что в потолочном положении большое количество брызг раскаленного металла и шлака будет лететь на сварщика, что требует строгого соблюдения правил техники безопасности, правильной спецодежды и головного убора.
[ads-pc-4][ads-mob-4]
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Профильные прямоугольные или квадратные трубы, используемые в металлоконструкциях, сваривают аналогично. Перед работой поправляют срезы, чтобы обеспечить плотность прилегания свариваемых деталей. Сварка делается после прихваток даже при использовании зажимных приспособлений.
Читать также: Что такое калибр пробка
В вертикальном положении
Позиция неудобна тем, что металлы с низкой вязкостью нужно проваривать быстро, чтобы расплав не вытекал. Число проходок определяется толщиной заготовок, глубиной разделки кромок. Для глубоких швов делают криволинейные или прямые скосы. Разжигают дугу перпендикулярно свариваемой поверхности, поддерживают короткой. Электрод ведут по биссектрисе, под углом 45°, шов формируют возвратно-колебательными движениями вдоль стыка. При движении вверх дугу растягивают, не допуская обрыва.
В вертикальном положении валик формируется из верхней точки. Устанавливают сварочный ток обратной полярности большой силы, чтобы хорошо проплавлялась корневая часть таврового соединения.
Когда при сварке возникает риск перегрева металла (возникают пятна побежалости или металл меняет цвет), держатель отводят. В идеале ванна расплава должна формировать необходимый профиль валика без подрезов. Нужно следить, чтобы давления дуги хватало для прогрева металла, расплав поддерживался в установленных границах валика.
В нижнем положении
Для сварки тавровых соединений в нижнем положении применяют:
- ток прямой полярности большого ампеража для образования глубокой ванны расплава;
- ток обратной полярности, формируется короткая дуга, направляемая в корень шва, повышен риск образования подрезов.
Равномерное перемещение электрода – важное условие качественного таврового сварного соединения при однопроходной или многопроходной сварке (накладываются узкие валики без поперечных движений электродом). С каждого слоя до следующей проходки шлак сбивается.
Вверх наплавку двигают быстро, растягивая дугу. Капли металла накладывают только во время обратного движения электрода.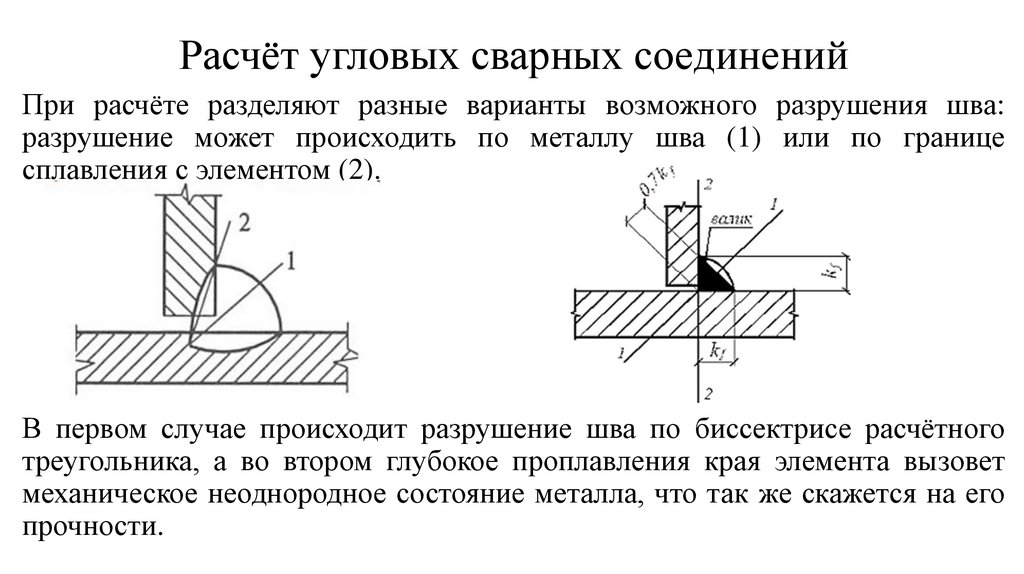 Его в процессе работы располагают по биссектрисе прямого угла с наклоном в сторону движения. Если параметры рабочего тока выбраны правильно, при равномерном движении держателя образуется катет нужной ширины.
Его в процессе работы располагают по биссектрисе прямого угла с наклоном в сторону движения. Если параметры рабочего тока выбраны правильно, при равномерном движении держателя образуется катет нужной ширины.
В потолочном положении
Варить стык нужно на невысоком токе обратной полярности, короткой дуге, направленной в корень таврового шва. При возвратно-поступательных движениях дуга не должна прерываться. Одновременно плавят обе боковых кромки. Перегрев ванны недопустим, формируется выпуклый шов.
Многопроходная сварка делается без поперечных пасов рукой. Поверхность каждого валика должна быть максимально выровненной. Для этого поддерживают стабильно невысокую тепловую мощность дуги. Контролировать ванну расплава мешают искры, при выборе электродов предпочтение отдают обмазке, снижающей разбрызгивание горячего металла.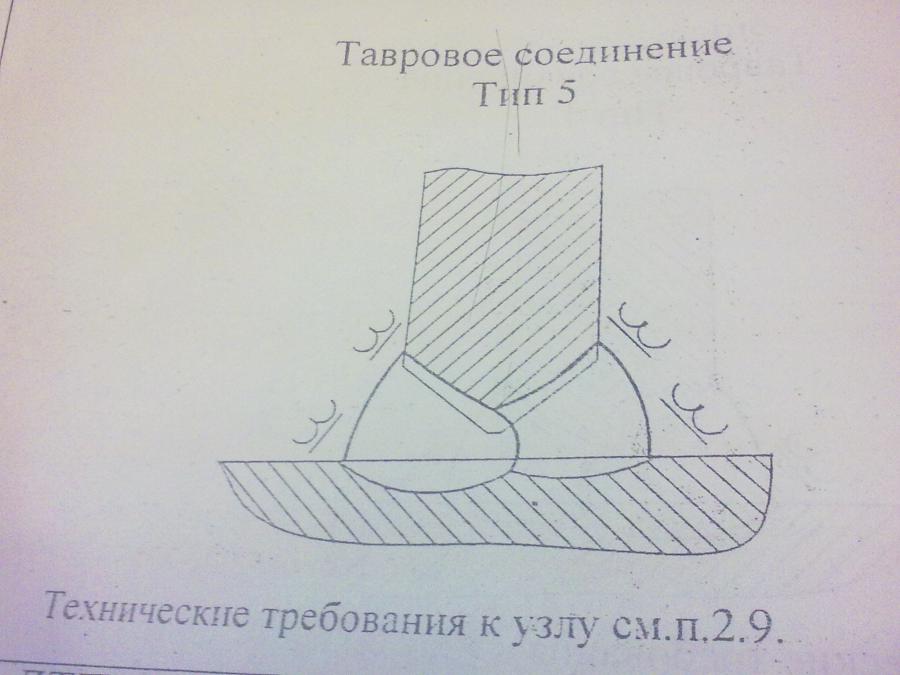
Правила сварки
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов. В основном электрод располагается в плоскости ровно между привариваемыми деталями. Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.
Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Полезные советы
Свариваемые поверхности необходимо хорошо просушить, чтобы качество таврового сварного соединения было приемлемым. Важно правильно перемещать электрод, чтобы не допускать пережога и непровара.
Работа начинается с прихваток. После этого лучше убедиться, что детали расположены под прямым углом, нет «завала» заготовки в одну из сторон. Во время точечной прихватки можно подрегулировать ток, откорректировать до рабочих значений, тогда будет проще делать проходку.
Сваривая тонкую и толстую пластину, электрод наклоняют к толстой заготовке под углом до 60°. Расплавленный металл будет «сползать» на тонкую деталь, не создавая внутренних напряжений в металле. Когда прямой угол, электрод необходимо вести по стыку снизу вверх, «поднимать» расплав из ванны, смешивая с наплавочным металлом. При сварке «в лодочку» угол наклона электрода составляет 45°. Только в таком положении тавровое соединение будет правильного сечения.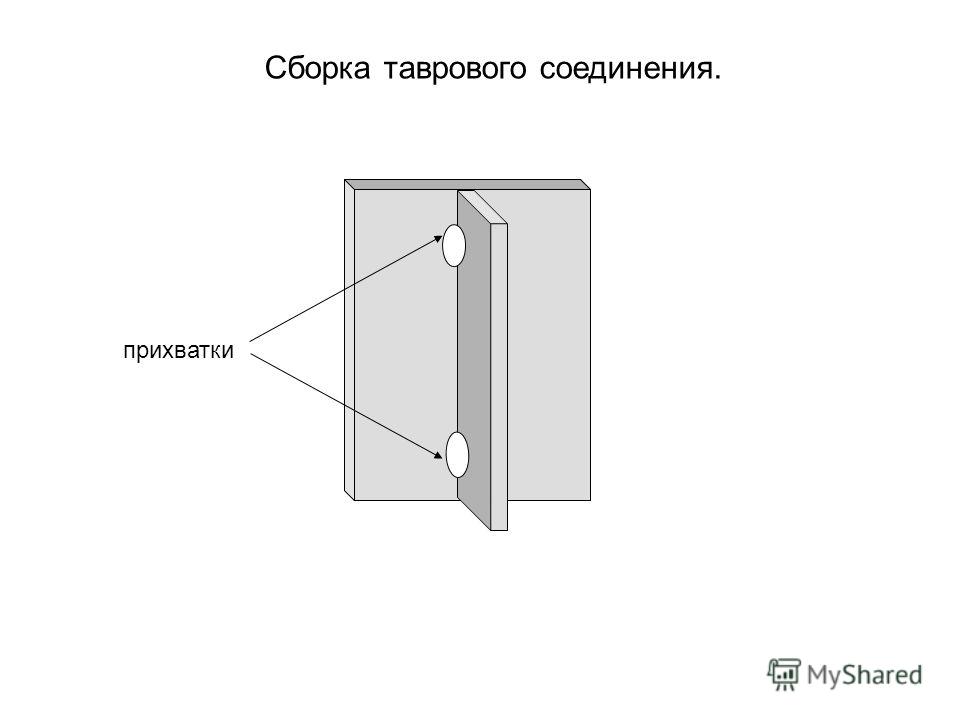
Читать также: Кривошипно коромысловый механизм достоинства и недостатки
При укладке деталей встык с помощью фиксаторов нужно предусмотреть зазор для образования ванны расплава, глубокого проплавления соединяемых заготовок. Если шов будет формироваться только за счет наплавочного металла, соединение будет непрочным.
При глубокой разделке толстостенных деталей тавровые соединения делают в несколько проходок.
Для удобства сборки сварные детали располагают на стапеле или сварочном столе. Для работы применяют различные приспособления: зажимы, магнитные фиксаторы, шаблоны, кондукторы. При сборке важно оценить сложность сварной конструкции, ее возможную подвижность. Избежать прожогов помогают съемные или дополнительные прокладки толщиной до 4 мм из неплавящихся материалов. Работа с накладками будет уверенной, скорость проходки можно увеличить на 20–30%.
Способ сварки «в лодочку» вертикальным электродом при выполнении угловых швов предпочтительнее. Создаются условия для провара корня таврового соединения по всей длине. Зазор между деталями не должен превышать 10% толщины заготовки.
Зазор между деталями не должен превышать 10% толщины заготовки.
Многое зависит от правильности розжига дуги – в 3-4 мм от вершины угла. Поднимают ее на высоту катета, задерживают для проплавки углов.
Оборудование
Для упрощения и процесса сборки и повышения производительности изготовления изделий при помощи сварки широко применяются различные сборочно-сварочные приспособления. По большей части сборка тавровых соединений деталей производиться на специальных столах – стапелях, оборудованных универсальными зажимами, фиксирующими и установочными устройствами. Они обеспечивают четкое и точное расположение деталей в нужном месте конструкции и под заданным углом. Также применяются различные шаблоны и кондукторы в зависимости от сложности сварной конструкции.
Преимущества
Основными преимуществами являются:
- Обеспечивает связь в трудных местах, которые в противном случае были бы невозможны.
- Область контакта может быть поцарапана с любой стороны, увеличивая ее прочность.
- Может использоваться для объединения более тонких и тонких частей.
- Нет необходимости использовать дополнительные прокладки, потому что при надежном креплении можно прошить только приклад.
- После работы с такими комбинациями, конструкция может выдержать немалый вес.

СВАРОЧНЫЙ КОРОТКИЙ ТРОЙНИК
Тринокс
- Артикул:
- Т7ВС
- СКП:
- 7453017305430
В продаже
В настоящее время: 9,93–65,94 долларов США
- Описание
Описание
Позвольте нашему санитарному короткому тройнику для сварки SMS сделать всю работу
Является ли SMS приоритетом для вашей работы с гигиеническими жидкостями? Не ищите ничего, кроме короткого тройника для сварки санитарно-гигиенических изделий Trynox SMS, который поможет поддерживать чистоту ваших операций.
- Подходит для санитарных труб из нержавеющей стали
- Обработка поверхности Внутренний диаметр 180/Внешний диаметр 150
- Максимальное номинальное рабочее давление 200 фунтов на квадратный дюйм при температуре окружающей среды 70 градусов по Фаренгейту
- Для использования в различных отраслях промышленности и с сертификацией SMS
Это универсальная сантехническая арматура, которая может применяться в различных отраслях промышленности и доступна в различных размерах для удовлетворения любых ваших потребностей. Наряду с сертификацией SMS вы сможете снова и снова легко подключать, контролировать, отключать и изменять направление потока вашего продукта благодаря этому санитарному фитингу из нержавеющей стали. Испытайте лучшую сантехнику на современном рынке комплексных решений с коротким тройником для сварки SMS от Chemseal Sanitary SMS уже сегодня.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
- Короткий тройник для санитарной сварки SMS серии Trynox T7WS
- 304 или 316L марка
- Размеры 1″, 1,5″, 2″, 2,5″, 3″ и 4″
Руководство по определению размеров трипов
| Санитарное размер | od of Flange | ID из трубки | OD из гастронома | ID Tube | od of Flange | ID TUB | 0,992 | 0,370 | 0,500 |
|---|---|---|---|
| 3/4″ | 0,992 | 0,620 | 0,750 |
| 1″ | 1,984 | 0,870 | 1.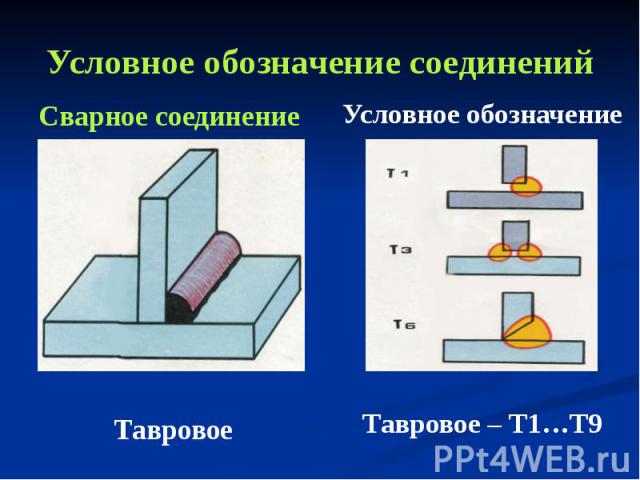 000 000 |
| 1 1/2″ | 1,984 | 1,370 | 1.500 |
| 2″ | 2,516 | 1,870 | 2.000 |
| 2 1/2″ | 3,047 | 2,370 | 2.500 |
| 3″ | 3,579 | 2,870 | 3.000 |
| 4″ | 4,682 | 3,834 | 4.000 |
| 6″ | 6,562 | 5,782 | 6.000 |
| 8″ | 8.602 | 7,782 | 8.000 |
Допуски на размеры трубок
Трубки
Трубка представляет собой длинный полый цилиндр, используемый для перемещения жидкостей (жидкостей или газов)
Пищевая промышленность , Молочная и фармацевтическая промышленность должны изготавливаться из стали 304L и 316L, отполированной по внутреннему диаметру до 20u-дюймов Ra/OD до 30u-дюймов Ra, в соответствии со стандартами, такими как ASTM A-269; A-270, DIN 11805 или ENxxxxx
Все размеры указаны в дюймах (мм)
Размер НД | Толщина стенки | Внешний диаметр | Длина | Стена |
1 дюйм (25,4) | 0,065″ (1,65)/0,049″ (1,25) | +/-0,005 (0,13) | +1/8″ (3,18) | — 0 +/-10,0% |
1-1/2 дюйма (38,1) | 0,065″ (1,65)/0,049″ (1,25) | +/-0,008 (0,20) | +1/8″ (3,18) | — 0 +/-10,0% |
2 дюйма (50,8) | 0,065″ (1,65)/0,049″ (1,25) | +/-0,008 (0,20) | +1/8″ (3,18) | — 0 +/-10,0% |
2-1/2″ (63,5) | 0,065″ (1,65) | +/-0,010 (0,25) | +1/8″ (3,18) | — 0 +/-10,0% |
3 дюйма (76,2) | 0,065″ (1,65) | +/-0,010 (0,25) | +1/8″ (3,18) | — 0 +/-10,0% |
4 дюйма (101,6) | 0,083 дюйма (2,11) | +/-0,015 (0,38) | +1/8″ (3,18) | — 0 +/-10,0% |
Таблица совместимости прокладок
Нитрит (Буна) | Фторэластомер (витон) | Платиновый отвержденный силиконовый эластомер | Этилен-пропилен-диеновый мономер (EPDM) | Политетрафторэтилен (тефлон) | Туфстил | |
Буквенное обозначение | У | SFY | ПК | ЭПДМ | Г | ГТС |
Санитарная прокладка Цветовой код | КРАСНЫЙ | Желто-белый | Розовый | Зеленый | Остается белым | Остается серым |
Прерывистая максимальная температура | 240 градусов по Фаренгейту | 410 градусов по Фаренгейту | 580 градусов по Фаренгейту | 300 градусов по Фаренгейту | 450 градусов по Фаренгейту | 578 градусов по Фаренгейту |
Максимальная непрерывная температура | 210 градусов по Фаренгейту | 380 градусов по Фаренгейту | 490 градусов по Фаренгейту | 260 градусов по Фаренгейту | 400 градусов по Фаренгейту | 526 градусов по Фаренгейту |
Минимальная температура | -65 | -20 | -85 | -70 | -350 | -370 |
Фармакопея США, класс VI | № | Да | Да | Да | Да | Да |
Производительность пара на месте | Бедный | Хорошо | Хорошо | Хорошо | Хорошо | Отлично |
Кислоты, разбавленные | Хорошо | Отлично | Хорошо | Хорошо | Отлично | Отлично |
Щелочи | Хорошо | Хорошо | Отлично | Отлично | Отлично | Отлично |
Спирт, гликоли | Отлично | Хорошо | Отлично | Отлично | Отлично | Отлично |
Животные масла и жиры | Отлично | Отлично | Хорошо | Ярмарка | Отлично | Отлично |
Мыло, отбеливатели, моющие средства | Удовлетворительно/хорошо | Хорошо | Ярмарка | Отлично | Отлично | Отлично |
Растительное масло | Отлично | Отлично | Отлично | Ярмарка | Отлично | Отлично |
Вода | Хорошо | Отлично | Хорошо | Отлично | Отлично | Отлично |
Политика доставки и возврата
Все заказы отправляются в течение 24 часов с понедельника по пятницу с 8:00 до 17:00. Если перевозчик предоставил номер для отслеживания, мы обновим ваш заказ информацией для отслеживания.
Если перевозчик предоставил номер для отслеживания, мы обновим ваш заказ информацией для отслеживания.
Делайте покупки с уверенностью благодаря нашему 30-дневному беспроблемному возврату без вопросов, просто верните товар и получите возврат 90%.
Если вы не ищете возмещение, вместо этого вы хотите обменять свой товар на другой размер или материал, или просто совершенно другой продукт, вы можете! В этом случае с вас не будет взиматься плата за пополнение запасов, но вам все равно придется оплатить обратную доставку.
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический тройник Trynox SMS Welding Equal
Сейчас:
11,82–48,26 долл. США
США
Соответствие стандартам SMS и в равной степени перенаправление потока продукции Эта сантехническая арматура может легко контролировать и изменять работу вашей гигиенической жидкости по вашему желанию, сохраняя при этом максимально возможный уровень…
Выберите параметры
Быстрый просмотр
Тринокс
Короткий сварной колено Trynox SMS 45å¡
Сейчас: $5,71–$41,15
Плавное изменение направления потока Этот санитарный фитинг идеально подходит для пищевой, биотехнологической и фармацевтической промышленности. Мы используем высококачественную санитарную нержавеющую сталь Trynox для…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткий сварной колено Trynox SMS 90°¡
Сейчас: $6,42 — $59,86
Короткое колено для сварки SMS под углом 90 градусов идеально подходит для вашего бизнеса
Обеспечьте эффективную и бесперебойную работу процессов подачи гигиенических жидкостей с помощью короткого сварочного аппарата Trinox SMS 90 Degree Welding Short от Chemseal. ..
..
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический сварной штуцер Trynox SMS
Сейчас: $7,97 — $32,60
Получите санитарную сварку SMS, которая нужна вашему бизнесу Мы знаем, что вашему бизнесу нужны нишевые продукты, чтобы обеспечить бесперебойную работу операций с гигиеническими жидкостями. Вот почему Chemseal носит наш Тринокс…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткий переходной тройник для санитарной сварки SMS Trynox
Сейчас: $ 28,26 — $ 86,65
Соответствие шведским стандартам молока (SMS) с помощью сварного короткого тройника-переходника
В вашей бизнес-вертикали важно соответствовать шведским стандартам молока или SMS.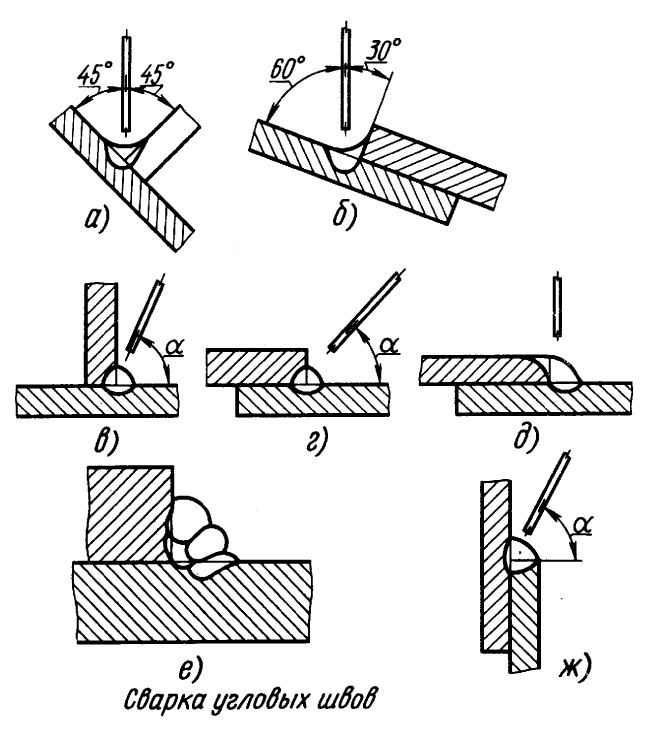 Вот почему Chemseal предлагает…
Вот почему Chemseal предлагает…
Клиенты также просмотрели
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Короткий переходной тройник для санитарной сварки SMS Trynox
Сейчас: $ 28,26 — $ 86,65
Соответствие шведским стандартам молока (SMS) с помощью сварного короткого тройника-переходника В вашей бизнес-вертикали важно соответствовать шведским стандартам молока или SMS. Вот почему Chemseal…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная сварочная втулка Trynox SMS
Сейчас: $7,50 — $30,83
Вы не найдете лучшего сварочного вкладыша SMS нигде больше
Это верно — с санитарным вкладышем для сварки SMS Trynox от Chemseal ваши санитарно-технические фитинги, свариваемые встык, будут гигиеничными и. ..
..
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарный односедельный отводной клапан Trynox T
Сейчас: $635,32 — $883,05
Гигиенические клапаны Клапаны являются технологическими компонентами, которые обеспечивают динамическое уплотнение в процессе. Устройство, которое регулирует, направляет или контролирует поток жидкости (газов, жидкостей, псевдоожиженных твердых тел или…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарный односедельный отводной клапан Trynox TT
Сейчас: 822,72–1 544,09 долл. США
Санитарные клапаны
Клапаны являются технологическими компонентами, которые обеспечивают динамическое уплотнение в процессе. Устройство, которое регулирует, направляет или контролирует поток жидкости (газов, жидкостей, псевдоожиженных твердых тел или…
Устройство, которое регулирует, направляет или контролирует поток жидкости (газов, жидкостей, псевдоожиженных твердых тел или…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарная короткая футболка Trynox со сваркой встык
Сейчас: $9,85 — $76,54
Идеальный короткий тройник для санитарной сварки для работы с жидкостями Если вы решили приобрести товар по запросу тройник санитарный сварной из нержавеющей стали, то вы пришли в нужное место. Имея несколько размеров и уровней толщины, он…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический тройник Trynox SMS Welding Equal
Сейчас:
11,82–48,26 долл. США
США
Соответствие стандартам SMS и в равной степени перенаправление потока продукции Эта сантехническая арматура может легко контролировать и изменять работу вашей гигиенической жидкости по вашему желанию, сохраняя при этом максимально возможные уровни…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический концентрический редуктор для сварки SMS Trynox
Сейчас: $15,56 — $92,02
Концентрический переходник, специально разработанный в соответствии со стандартами SMS Подходит для использования в пищевой промышленности, производстве напитков, биотехнологии и других гигиенических процессах. Этот сварочный концентрический сварочный аппарат Trynox Sanitary SMS…
В продаже
Выберите параметры
Быстрый просмотр
Тринокс
Санитарно-гигиенический сварной штуцер Trynox SMS
Сейчас: $7,97 — 32,60 $
Получите санитарного сварщика SMS, который нужен вашему бизнесу
Мы знаем, что вашему бизнесу нужны нишевые продукты, чтобы обеспечить бесперебойную работу операций с гигиеническими жидкостями. Вот почему Chemseal носит наш…
Вот почему Chemseal носит наш…
Выберите параметры
Быстрый просмотр
Тринокс
Колено из нержавеющей стали Trynox Tri Clamp
Сейчас: $17,99–$100,68
С санитарным зажимом Trinox от Chemseal 9Колено 0 градусов, оптимальная производительность Наш универсальный санитарный хомут Trynox с коленом 90 градусов подходит для многих различных хомутов для труб из нержавеющей стали, помогая…
Быстрый просмотр
Тринокс
Сантехнические трубы Trynox из нержавеющей стали EN 10217/ EN 10357
Санитарный трубопровод из нержавеющей стали Тринокс ЭН 10217/ЭН 10357
Соответствуйте жестким стандартам EN 10217/EN 10357 с нашими гигиеническими трубками
Chemseal имеет возможность удовлетворять требованиям различных гигиенических нержавеющих сталей. ..
..
Расчет сдерживания давления свариваемых тройников – Напряжение и целостность
Существует по крайней мере три общепризнанных метода оценки пересечений отводов. Они чаще всего применяются для сборных соединений на сосудах под давлением и трубопроводах, а не для сварки тройников.
Приварные тройники в соответствии с ASME B16.9 обычно проходят испытания на разрыв от поставщика, но это не поможет, если вам нужно оценить коррозию или эрозию фитинга или вы хотите проверить приобретенный фитинг. (Одна статья от 2014 г., PVP2014-28265 обнаружены несоответствующие фитинги, вышедшие из строя ниже требуемого давления разрыва). Другой стандарт, EN10253, дает рекомендуемую толщину фитинга и методы расчета.
Для расчета давления сварных тройников мы рассмотрим и сравним три метода Кодекса и еще один подход из недавней исследовательской работы. Рассматриваются следующие методы:
| № | Метод | Ссылка(и) |
|---|---|---|
| 1 | Замена зоны | ASME B31. 3, ASME VIII Div. 1, ПВП2014-28265 3, ASME VIII Div. 1, ПВП2014-28265 |
| 2 | Зона давления | EN13445, EN13480, ASME VIII Div 2, EN10253 |
| 3 | Местное напряжение | PD 5500 |
| 4 | Локальное напряжение | PVT-17-1119 |
Метод замены площадей, пожалуй, наиболее известен инженерам-механикам. Удаленный участок подпорной стенки должен быть заменен на достаточную толщину окружающего металла. Обычно он не используется для сварки тройников, однако в этой статье будет разработан способ применения этого метода.
Метод площади давления берет свое начало в Kellogg «Design of Piping Systems». Идея заключается в том, что давление, умноженное на площадь содержащейся жидкости, должно быть уравнено с допустимым напряжением, умноженным на площадь металла. Он был принят в европейских нормах, таких как EN13445-3, EN13480-3 и совсем недавно в ASME VIII, раздел 2. Стандарт EN10253 для фитингов включает примеры того, как рассчитать адекватность удержания давления.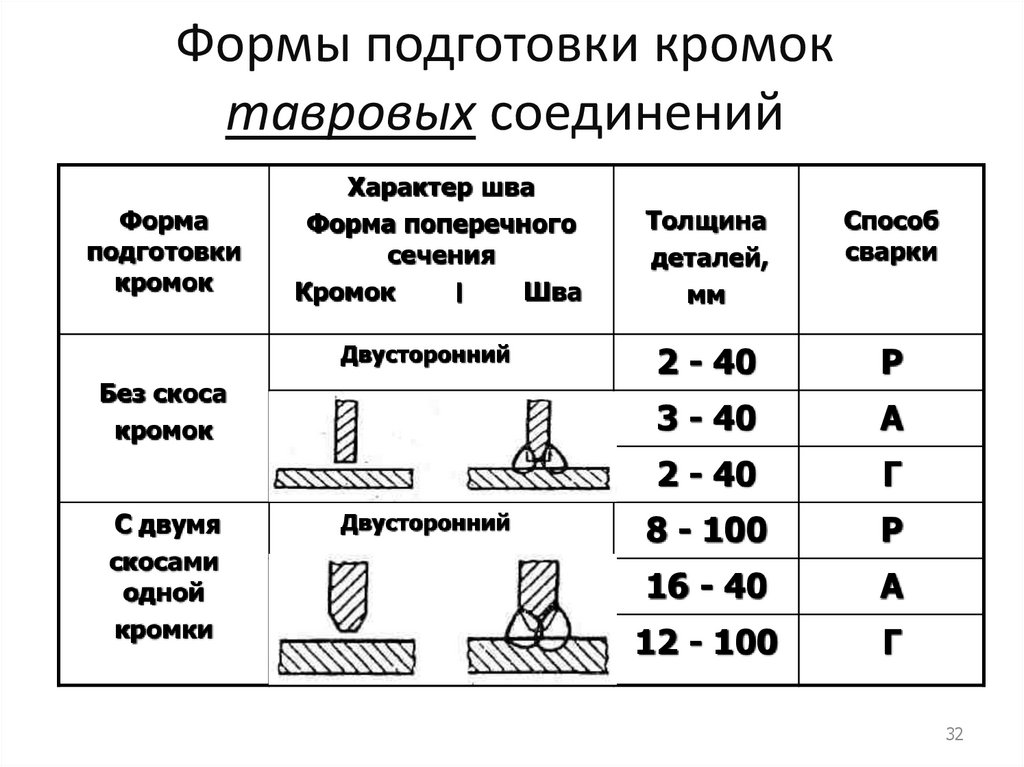
Метод PD5500 основан на исследовании местных напряжений в ответвлениях сосудов высокого давления в 1960-е годы.
Четвертый метод, по сути, представляет собой локальную проверку напряжения в области промежности тройника. Он основан на теории оболочек с эмпирической поправкой, чтобы привести ее в соответствие с результатами МКЭ.
Для большинства этих подходов вам необходимо знать радиус и толщину промежности (как показано ниже). Это может не быть проблемой для фитингов, приобретенных в соответствии со стандартом EN10253, так как в этом стандарте указаны рекомендуемые толщины и радиусы. Для фитингов ASME B16.9 вам необходимо измерить фактический фитинг, чтобы получить информацию. Толщину стенки можно измерить, например, с помощью ультразвукового датчика.
Метод замены площади
В кодах B31 этот метод обычно применяется к искусственным пересечениям. Он также применяется к штампованным тройникам, однако этот подход довольно неудобен, поскольку включает в себя вставку прямоугольников в криволинейные секции
Коды не показывают метод оценки сварных тройников, однако изогнутый профиль сварного тройника позволяет ну к простому расчету. Эта проблема была рассмотрена в документе ASME от 2014 г. «Испытания на разрыв сварных тройников B16.9», PVP2014-28265, , в котором было дано уравнение для толщины.
Эта проблема была рассмотрена в документе ASME от 2014 г. «Испытания на разрыв сварных тройников B16.9», PVP2014-28265, , в котором было дано уравнение для толщины.
[уравнение 1a]
В приведенном выше примере первый член представляет A2, второй представляет A4 (промежностная область), а A3 консервативно устанавливается равным нулю. Коэффициент K взят из ASME B31.3 Cl. 304.3.4(e) и увеличивается с 1 для полноразмерных пересечений до 0,7 для небольших ветвей (Db/Dh<=0,15). Этот фактор не фигурирует ни в формулах замены площади для сборных тройников, ни в ASME VIII Div. 1 метод.
Уравнение 1а дает хорошее начало, но на самом деле оно не было основным направлением статьи. Итак, давайте сделаем этот подход немного более строгим с помощью следующих модификаций –
- используйте радиус кривизны осевой линии для расчета длины арматуры для A4
- разделить A4 на две области — «сторона заголовка» (первые 45 градусов промежности) и «сторона ответвления» (оставшаяся часть)
- уменьшите длину A2 так, чтобы она остановилась в начале промежностной области
- ограничивают зоны усиления до пределов B31. 3 для экструдированных тройников, но не дальше, чем концы фитинга (минус толщина, умноженная на сужение)
- учитывать усиление в ответвлении, если в пределах (область А3)
 3 для экструдированных тройников, но не дальше, чем концы фитинга (минус толщина, умноженная на сужение)
3 для экструдированных тройников, но не дальше, чем концы фитинга (минус толщина, умноженная на сужение)Установка Пределов армирования:
, где C и M, как показано ниже:
Угла для усиления:
22223. проверка замены.
[уравнение 1b]
Это основано на постоянном значении по всей промежности – в качестве альтернативы замените на в третьем члене и при расчете альфа.
Для проектирования мы можем принять постоянную толщину на всем протяжении фитинга () и принять предположение о толщине промежности, кратное номинальной толщине соответствующего коллектора, . Используйте это для первой оценки и оцените следующее уравнение:
[уравнение 1c]
Затем мы будем выполнять итерацию, пока значение N не сойдется.
Следует отметить, что ни одна из этих версий метода замены площади специально не одобрена каким-либо Кодексом. На этом этапе я бы также с осторожностью относился к использованию К-фактора меньше единицы, пока не будет доказано, что он подходит для этого приложения.
На этом этапе я бы также с осторожностью относился к использованию К-фактора меньше единицы, пока не будет доказано, что он подходит для этого приложения.
Общие вопросы, связанные с методом замены площади*
- Нет единого мнения относительно расстояний, на которых следует размещать армирующий материал, чтобы он был эффективным
- Правило не основано ни на количественной оценке пиковых напряжений, ни на теоретических моделях
- Не обеспечивает единый коэффициент безопасности для всего диапазона геометрий жатки/отвода. Нет стабильного запаса в отношении приспособляемости, искажения или усталости.
- В толстостенном оборудовании это может привести к чрезмерно жесткой конструкции (с сопутствующими проблемами при сварке сборных пересечений)
* Арт. PD 6550, часть 2, пояснительное дополнение к BS5500:1988
Метод площади давления
Для оценки пересечение разбито на 4 квадранта. Оценка в соответствии с уравнением 2:
Изучив формулу, мы видим, что увеличение диаметра коллектора или ответвления увеличивает площадь давления квадранта, что требует более толстой стенки. Если мы отступим и рассмотрим это, на самом деле это просто обобщение базовой формулы кольцевого напряжения. Следующее для цилиндра; аналогичный подход можно было бы использовать для вывода уравнения для сферы.
Если мы отступим и рассмотрим это, на самом деле это просто обобщение базовой формулы кольцевого напряжения. Следующее для цилиндра; аналогичный подход можно было бы использовать для вывода уравнения для сферы.
На единицу длины:
или
Этот метод немного отличается от первоначального подхода Келлога, который учитывал интенсивность стресса путем дополнительного добавления половины давления к стрессу.
Формулы
Поскольку в реальных расчетах задействовано довольно много уравнений, они здесь не приводятся. Вместо этого обратитесь к EN10253-2, раздел A.5.2.
Ограничения
- Толщина стенки и относятся ко всему периметру участка и ответвления соответственно. На переходах между прогоном и разветвлением (промежностной зоной) внутренняя и внешняя поверхности должны плавно сливаться.
- Минимальная толщина стенки на отводе не должна быть больше минимальной толщины стенки на участке.
Проблемы с методом давления – площади
Проблемы с этим методом кажутся аналогичными проблемам метода замещения площади, а именно
- Не существует очевидного универсального закона, регулирующего расстояния, на которых должен производиться расчет армирования
- Не основан на количественной оценке пиковых напряжений
- Не обеспечивает единый коэффициент безопасности для всего диапазона геометрий жатки/отвода. Нет стабильного запаса в отношении приспособляемости, искажения или усталости.
 Нет стабильного запаса в отношении приспособляемости, искажения или усталости.
Нет стабильного запаса в отношении приспособляемости, искажения или усталости.Уравнения метода EN здесь подробно не приводятся. См. EN10253-2 Приложение A для полной демонстрации метода.
PD5500
Раздел 3.5.4.3 документа PD5500 содержит метод расчета соединений штуцера сосуда путем введения предела местного напряжения, основанный на работе Leckie & Penny (19).63). В нем делается предположение о прямоугольном пересечении, т. е. не признается эффект закругленного пересечения.
Чтобы применить этот метод к сварке тройников, сначала выберите значение и рассчитайте его, как показано ниже:
Уравнение следует повторять до тех пор, пока оно не сойдется. Затем выполняется дальнейшая проверка следующим образом:
В этих формулах и являются средним диаметром коллектора и ответвления соответственно.
Проблемы с методом PD5500
Этот метод прост и быстр в применении, однако он может неадекватно учитывать влияние размера фитинга, т. е. он может предполагать, что зона армирования больше, чем имеется в фитинге трубы.
е. он может предполагать, что зона армирования больше, чем имеется в фитинге трубы.
PVT-17-1119
В этой статье теория оболочек используется для расчета теоретического мембранного напряжения в тройнике промежности. Расчетное напряжение завышает фактическое напряжение из-за армирующего эффекта прямой трубы и быстро меняющейся кривизны в этой области. Однако, используя эмпирическое уравнение, оно затем настраивается так, чтобы оно достаточно хорошо соответствовало напряжениям, полученным в результате анализа методом конечных элементов. Говорят, что уравнение обычно составляет от 0 до 15% с консервативной стороны для рассматриваемого диапазона геометрий.
Формулы
Несмотря на то, что метод не слишком сложен, из-за большого количества уравнений и необходимости применения численного дифференцирования этот метод здесь не воспроизводится.
Проблемы с методом PVT-17-1119
Этот подход имеет ограничения с точки зрения параметров геометрии и толщины из-за ряда фитингов, рассматриваемых в исследовании.
Одно интересное отличие этого метода заключается в том, что меньший радиус промежности приводит к более высокому локальному напряжению и требует увеличения толщины стенки. Методы площади давления и замены площади подразумевают противоположное с точки зрения требуемой толщины стенки. Испытания на разрыв обычно подтверждают, что меньший радиус раструба для идентичного в остальном сварного тройника имеет большую пропускную способность. В то время как напряжения могут начинаться выше, дополнительный окружающий металл компенсирует это по мере увеличения текучести.
Это демонстрирует недостатки методов расчета упругости при использовании для удержания давления сложных компонентов. Тем не менее, метод локального напряжения может быть уместным, когда речь идет о таких проблемах, как усталостное растрескивание или коррозионное растрескивание под напряжением.
Краткое сравнение методов
Требуемая толщина была рассчитана каждым методом для четырех вариантов геометрии (при постоянной толщине для каждого сварного тройника). Значение K было установлено равным 1 для расчета замещения площади.
Значение K было установлено равным 1 для расчета замещения площади.
Примечательным результатом сравнения является замечательное совпадение между подходами замещения зоны давления и площади. Однако мы только что рассмотрели небольшую выборку фитингов, поэтому не будем делать здесь однозначных выводов.
Метод PD5500 постоянно генерировал самую тонкую или почти самую тонкую стенку. Это, как правило, подтверждает возможность того, что некоторые тройники имеют меньшую длину армирования, чем предполагалось для этого уравнения (которое предназначено для сосудов).
ПВТ-17-1119результаты варьировались от менее до более консервативных, хотя в основном они склонялись к консервативной стороне. Для этих расчетов местные напряжения были ограничены (допустимое напряжение ASME B31.3 для A106 Gr. B). В соответствии с ASME VIII разд. 2, местные напряжения теперь могут достигать предела текучести для определенных материалов и условий эксплуатации, однако для этого сравнения это дало бы «несправедливое преимущество», поскольку давление, используемое для расчета, основано на кольцевом напряжении в номинальной стенке.
Заключение
На данный момент метод площади давления, как указано в EN10253-2, является единственным полностью кодифицированным подходом к сварке тройников. Продемонстрированный здесь метод замены площади, по-видимому, дает аналогичные результаты, и эта концепция знакома большинству инженеров, однако его использование со сварными тройниками не прописано в нормах. Метод в PD5500 постоянно дает самую тонкую стенку и может неадекватно учитывать влияние установочных размеров. PVT-17-1119, как правило, требует в среднем более толстых стенок, поскольку он пытается удерживать локальные мембранные напряжения в пределах нормы и имеет типичную погрешность в диапазоне от 0 до +15%.
Мартин Блэкман
Компания Martin помогает клиентам решать проблемы целостности напорных трубопроводов и оборудования с помощью анализа напряжений, анализа конечных элементов и проверки пригодности к эксплуатации. Он является автором различных статей, документа ASME и программного обеспечения, включая постпроцессор Salad для CAESAR II и веб-приложений на этом сайте.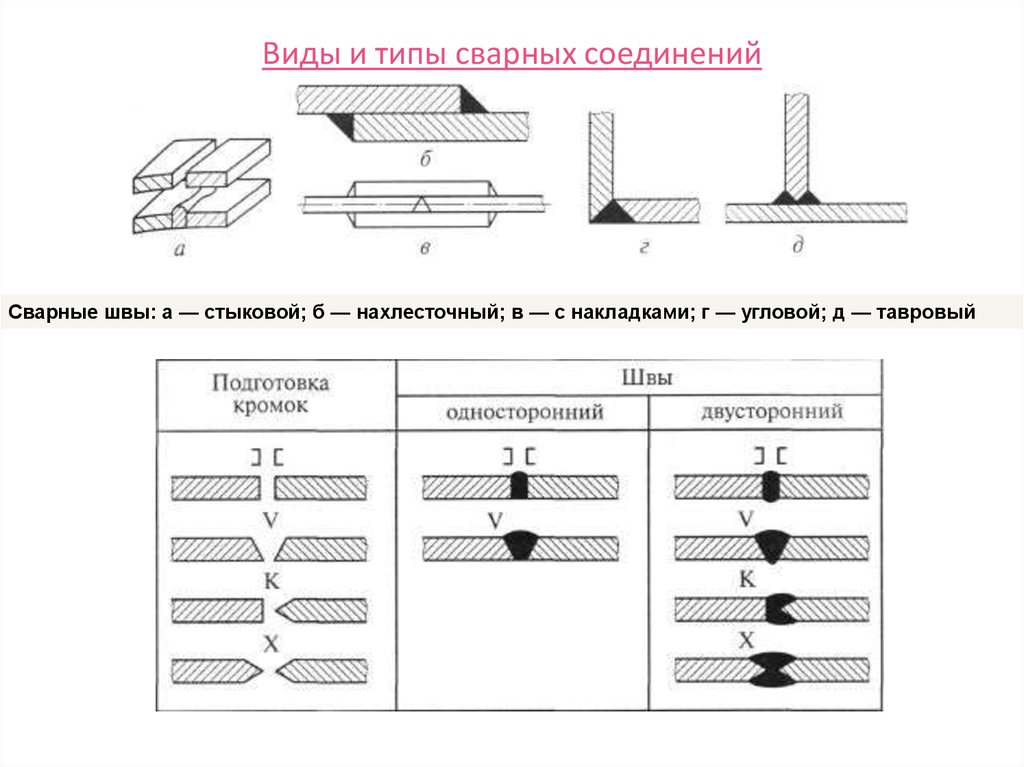 В прежней жизни он играл на соло-гитаре whizzbang, но теперь он просто играет старые альбомы.
В прежней жизни он играл на соло-гитаре whizzbang, но теперь он просто играет старые альбомы.
ложь
категория
Нет подходящих результатов поиска
Отопление и охлаждение
(35427)
Ванная сантехника
(35349)
Запчасти и расходные материалы для сантехники
(27233)
Фитинги для труб
(27180)
Освещение и вентиляторы
(18840)
Инструменты
(16783)
Клапаны
(12243)
Дворник
(9293)
Насосы
(9123)
Охрана и безопасность
(8948)
- Показать больше
торговая марка
Нет подходящих результатов поиска
КОЛЕР
(6203)
Моэн
(2970)
ПРОФЛО®
(2690)
Victaulic
(2469)
Американский стандарт
(2325)
- Показать больше
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46z&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq46z&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46z&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq46z&sr=everywhere»>Оборудование для подписи
(11763)
 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46z&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq46z&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46z&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq46z&sr=everywhere»>Блок счетчиков Ford
(3399)
 jsp?/category/mueller-company/_/N-zbrahh&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq46z&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq46z&sr=everywhere»>
jsp?/category/mueller-company/_/N-zbrahh&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq46z&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq46z&sr=everywhere»>Компания Мюллер
(2726)
 jsp?/category/rheem/_/N-zbrmod&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq46z&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq46z&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq46z&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq46z&sr=everywhere»>Рим
(2599)
 jsp?/category/jones-stephens/_/N-zbqrof&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq46z&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq46z&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq46z&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq46z&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq46z&sr=everywhere»>Джонс Стивенс
(2424)
 org/ListItem» itemprop=»itemListElement»>
Дом
org/ListItem» itemprop=»itemListElement»>
Дом
Сварка-ТРОЙНИК УГЛОВОЕ СОЕДИНЕНИЕ ~ Ourengineeringlabs
Поиск в этом блоге
Для любых работ/проектов, связанных с AutoCAD или SOLIDWORKS, свяжитесь со мной
Сварка-ТРОЙНИК УГЛОВОЕ СОЕДИНЕНИЕ
Пример. No : Date :
ЦельЧтобы соединить данные две заготовки в виде тройника стык» дуговой сваркой.
Используемый материалПластины из мягкой стали.
Необходимые инструменты• Сварочный блок питания
• Плоский напильник
• Сварочный стержень
• Отбойный молоток
• Электрододержатель
• Проволочная щетка
• Перчатки и фартук
• Заземляющие зажимы
• Щиток и защитные очки
Процедура
- Данные заготовки тщательно очищаются, т. е.
ржавчины, чешуя удаляется, а края подпиливаются.
- Электрод удерживается в электрододержателе и Заземляющий зажим крепится к сварочным пластинам и подается питание.
- Заготовки располагаются на столе для формирования «Тройниковое угловое соединение».
- Сварной шов выполнен на обоих концах соединительные пластины, чтобы избежать перемещения заготовок во время сварки.
- Сварка выполняется по всей длине заготовки с обеих сторон, сохраняя зазор 3 мм между пластинами и сварочным швом стержень.
- Участки сварного соединения допускаются для воздуха охлаждение после удаления шлака.
- Участки сварного соединения очищаются проволочной щеткой.
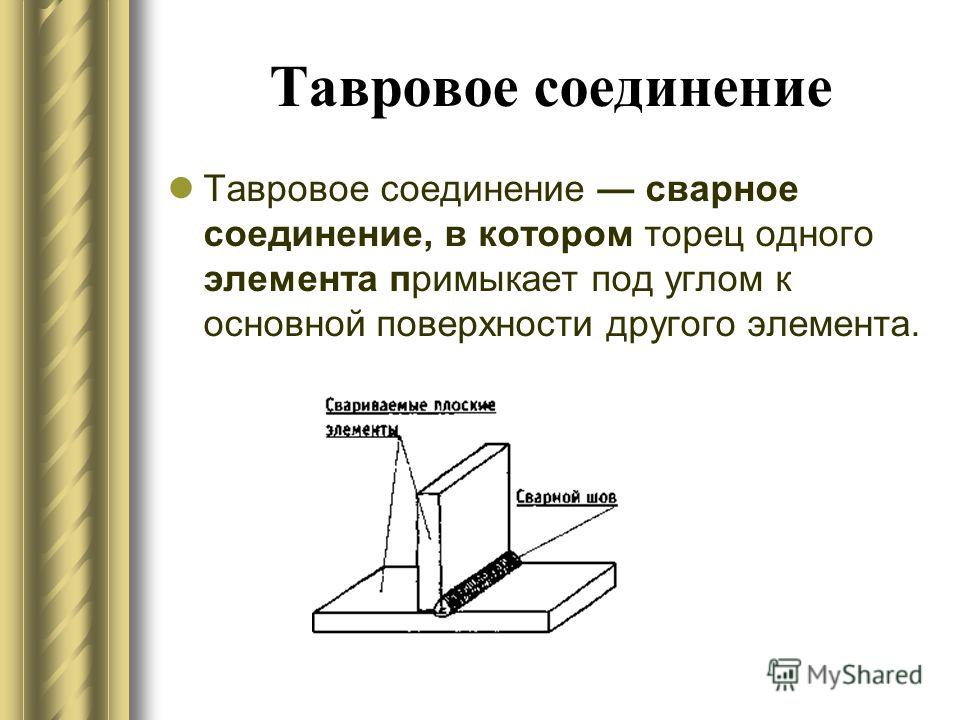 е.
ржавчины, чешуя удаляется, а края подпиливаются.
е.
ржавчины, чешуя удаляется, а края подпиливаются.Результат
Таким образом, требуемое «тройниковое угловое соединение» выполняется дуговой сваркой.
Вопросы
1. Объясните ЛАП?
2. Объясните сварку трением и ее преимущества?
3. Объясните термитную сварку?
Объясните термитную сварку?
4. Объясните ЭЛС?
5. Объясните LBW?
Недавние Посты
Гидромеханика VIVA ВОПРОСЫ и ОТВЕТЫ
1. Дайте определение плотности? Ответ: Он определяется как отношение массы к единице объема жидкости. 2. Дайте определение вязкости? Ответ: Это определяется как свойство жидкости, которое оказывает сопротивление движению жидкости по другому соседнему слою жидкости. 3. Отличие реальных жидкостей от идеальных? Ответ: Жидкость, которая не сжимаема и не имеет вязкости, называется идеальной жидкостью, а жидкость, обладающая вязкостью, называется реальной жидкостью. 4. Что такое вентуриметр? Ответ: Это устройство, которое используется для измерения скорости потока жидкости, протекающей по трубе.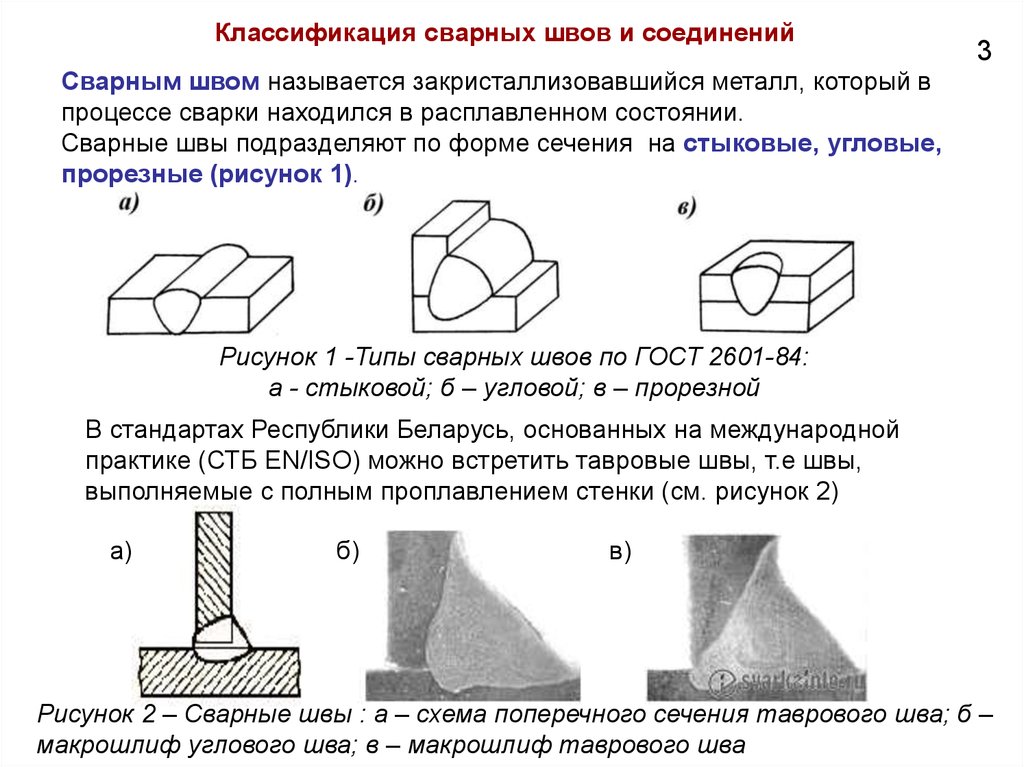 5. Что такое выемка? Ответ: Надрез — это устройство, используемое для измерения скорости потока жидкости через небольшой канал или резервуар. 6. Дайте определение плавучести? Ответ: Когда тело погружено в жидкость, жидкость действует на тело с направленной вверх силой. Эта направленная вверх сила равна весу жидкости, вытесненной телом. 7. Дайте определение метацентру? Ответ: Определяется как точка, вокруг которой находится звезда тела 9.0023
5. Что такое выемка? Ответ: Надрез — это устройство, используемое для измерения скорости потока жидкости через небольшой канал или резервуар. 6. Дайте определение плавучести? Ответ: Когда тело погружено в жидкость, жидкость действует на тело с направленной вверх силой. Эта направленная вверх сила равна весу жидкости, вытесненной телом. 7. Дайте определение метацентру? Ответ: Определяется как точка, вокруг которой находится звезда тела 9.0023
Системы координат в AutoCAD
Мировая система координат (WCS), пользовательская система координат (UCS). Существует 4 системы координат AutoCAD, которые вы должны знать. Абсолютная система координат, относительная прямоугольная система координат, относительная полярная система координат и интерактивная система (прямая система координат). Абсолютная система координат: Абсолютные координаты используют декартову систему координат, чтобы указать положение по осям X, Y и (при необходимости) Z, чтобы найти точку от 0-X, 0-Y и 0-Z (0,0, 0) точка. Чтобы найти точку с помощью абсолютной системы координат, введите значение X, значение Y и, при необходимости, значение Z, разделенные запятыми (без пробелов). Команда Syn: Enter LINE: L [Enter] Начало строки в точке A: 0,0 [Enter] Конец первой строки в точке B: 2,2 [Enter] Конец второй строки в точке C: 2,3 [Enter] Примеры показано ниже. Относительная прямоугольная система координат: после ввода первых точек можно ввести следующие точки, указав следующую координату сравнения/относительной f
Чтобы найти точку с помощью абсолютной системы координат, введите значение X, значение Y и, при необходимости, значение Z, разделенные запятыми (без пробелов). Команда Syn: Enter LINE: L [Enter] Начало строки в точке A: 0,0 [Enter] Конец первой строки в точке B: 2,2 [Enter] Конец второй строки в точке C: 2,3 [Enter] Примеры показано ниже. Относительная прямоугольная система координат: после ввода первых точек можно ввести следующие точки, указав следующую координату сравнения/относительной f
SMITHY Магазин инструментов
Кузнечная мастерская (ковка) Инструменты: кузнечная кузница или очаг: используется для нагрева во время ковки. Каркас топки изготавливается из чугуна или стального литья. У него есть четырехногая опора, очаг, известный как дно, дымоход вместе с колпаком. На задней стороне конструкции также предусмотрено отверстие для подачи воздуха в топку. Топка покрыта футеровкой из огнеупорного кирпича. Для закалки в передней части горна также предусмотрена емкость для воды. Воздух под давлением подается в топку нагнетателем. Список инструментов, используемых в кузнечном цехе (1) Долы (необходима пара) (2) Обжимки (необходима пара) (3) Плоская пластина (4) Набор молотков (5) Долота (6) Пробойник и дрейф (7) Наковальня: Наковальня служит опорой для работы кузнеца при ковке молотком. Корпус наковальни изготовлен из мягкой стали с приваренной к корпусу поверхностью из инструментальной стали, но клюв или рог, используемый для изгиба кривой, не имеет стальной поверхности. Круглое отверстие в наковальне, называемое отверстием причела, используется для б
Воздух под давлением подается в топку нагнетателем. Список инструментов, используемых в кузнечном цехе (1) Долы (необходима пара) (2) Обжимки (необходима пара) (3) Плоская пластина (4) Набор молотков (5) Долота (6) Пробойник и дрейф (7) Наковальня: Наковальня служит опорой для работы кузнеца при ковке молотком. Корпус наковальни изготовлен из мягкой стали с приваренной к корпусу поверхностью из инструментальной стали, но клюв или рог, используемый для изгиба кривой, не имеет стальной поверхности. Круглое отверстие в наковальне, называемое отверстием причела, используется для б
Сварка внахлестку
Пример. № : Дата : СОЕДИНЕНИЕ В НАХОДКУ Цель Соединить данные две детали внахлестку дуговой сваркой. В качестве материала используются пластины из мягкой стали. Необходимые инструменты Источник сварочного тока Плоский напильник Сварочный пруток Отбойный молоток Держатель электрода Проволочная щетка Перчатки и фартук Зажимы заземления Экран и защитные очки Процедура Данные заготовки тщательно очищают, т.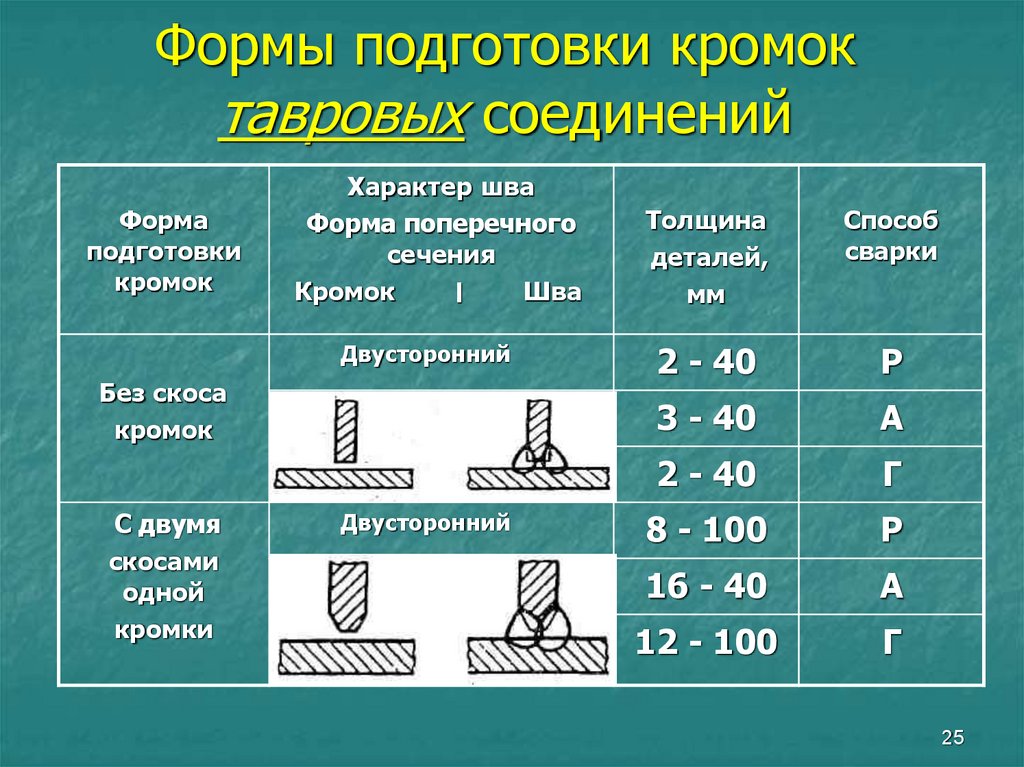 е. удаляют ржавчину, окалину и обтачивают кромки. Электрод удерживается в электрододержателе, а заземляющий зажим прижимается к сварочным пластинам, и подается питание. Заготовки располагаются на столе, образуя «лабораторное соединение». Сварной шов выполняется на обоих концах соединительных пластин, чтобы избежать смещения заготовок во время сварки. Сварка ведется по всей длине заготовок с обеих сторон с соблюдением зазора 3 мм между пластинами и сварочным стержнем. Допускаются сварные пластины ф
е. удаляют ржавчину, окалину и обтачивают кромки. Электрод удерживается в электрододержателе, а заземляющий зажим прижимается к сварочным пластинам, и подается питание. Заготовки располагаются на столе, образуя «лабораторное соединение». Сварной шов выполняется на обоих концах соединительных пластин, чтобы избежать смещения заготовок во время сварки. Сварка ведется по всей длине заготовок с обеих сторон с соблюдением зазора 3 мм между пластинами и сварочным стержнем. Допускаются сварные пластины ф
Калибровка манометра грузопоршневым манометром
Цель: По завершении этого раздела вы сможете проверить точность манометра с трубкой Бурдона с помощью грузопоршневого манометра. Теория: Для измерения давления доступно множество типов манометров. Датчик Бурдона (названный в честь его изобретателя Бурдона) использует отклонение трубы овального поперечного сечения, чтобы заставить указатель перемещаться по шкале. Из-за своей простоты и низкой стоимости, а также большого выбора доступных диапазонов давления манометр Бурдона широко используется в инженерной практике. Все манометры любого типа должны быть откалиброваны. Поскольку калибровка может меняться в течение определенного периода времени, время от времени может потребоваться повторная калибровка. Обычная процедура калибровки заключается в том, чтобы нагрузить манометр известными значениями давления, используя собственный груз, испытанный с использованием масла. Настоящий эксперимент, однако, удовлетворительно работает с нефтью. В этом эксперименте мы проверяем точность манометра с трубкой Бурдона. Процедура будет заключаться в калибровке манометра путем применения веса 9.0023
Все манометры любого типа должны быть откалиброваны. Поскольку калибровка может меняться в течение определенного периода времени, время от времени может потребоваться повторная калибровка. Обычная процедура калибровки заключается в том, чтобы нагрузить манометр известными значениями давления, используя собственный груз, испытанный с использованием масла. Настоящий эксперимент, однако, удовлетворительно работает с нефтью. В этом эксперименте мы проверяем точность манометра с трубкой Бурдона. Процедура будет заключаться в калибровке манометра путем применения веса 9.0023
НАПРЯЖЕННО-ДЕФОРМАЦИОННЫЕ ХАРАКТЕРИСТИКИ МЯГКОЙ СТАЛИ ПРУТКА ПО УТМ
Цель: Изучение характеристик напряжения и деформации мягкой стали с помощью универсальной испытательной машины. Оборудование: Универсальная испытательная машина, измерительная линейка, делители и весы, образец для испытаний. предел прочности при растяжении, модуль упругости, процент удлинения и т. д. Для хрупких материалов определяют только прочность на сжатие. Испытание на растяжение обычно проводят на универсальной испытательной машине (UTM). Образец может иметь форму стержня или пластины. Размеры стандартного образца можно узнать из принятых спецификаций. По кривой напряжения-деформации материала можно определить следующие свойства: Предел пропорциональности: точка на кривой напряжения-деформации, в которой кривая отклоняется от линейности, т. е. от соотношения Напряжение = модуль Юнга x деформация $\sigma = E \ varepsilon$ Предел упругости: точка на кривой напряжения-деформации, выше которой происходит пластическая деформация.0023
Испытание на растяжение обычно проводят на универсальной испытательной машине (UTM). Образец может иметь форму стержня или пластины. Размеры стандартного образца можно узнать из принятых спецификаций. По кривой напряжения-деформации материала можно определить следующие свойства: Предел пропорциональности: точка на кривой напряжения-деформации, в которой кривая отклоняется от линейности, т. е. от соотношения Напряжение = модуль Юнга x деформация $\sigma = E \ varepsilon$ Предел упругости: точка на кривой напряжения-деформации, выше которой происходит пластическая деформация.0023
Схема деталей сверлильного станка и их функции
Сверлильный станок является одним из лучших инструментов, которые используются для оказания эффективных услуг людям. В отличие от ручной дрели, ориентация и расположение отверстий учитываются точно. Все функции и возможности сверлильного станка выполняются хорошо, если все части инструмента находятся в исправном состоянии и исправно работают. Диаграмма частей сверлильного станка лучше объясняет выполняемые функции, поскольку каждая часть сверлильного станка имеет уникальную и отдельную функцию. Части сверлильного станка включают головку, втулку, шпиндель, колонну, стол и основание. Ниже приведены некоторые части сверлильного станка и их функции: Головка В головной части сверлильного станка находится шпиндель, так как он прикреплен к верхней части шпинделя. Он отвечает за движение шпинделя, потому что шпиндель может двигаться только вверх или вниз. Шпиндель Шпиндель – важнейшая часть сверлильного станка, которая используется для удержания инструмента и отвечает за его вращение. Шпиндель т
Диаграмма частей сверлильного станка лучше объясняет выполняемые функции, поскольку каждая часть сверлильного станка имеет уникальную и отдельную функцию. Части сверлильного станка включают головку, втулку, шпиндель, колонну, стол и основание. Ниже приведены некоторые части сверлильного станка и их функции: Головка В головной части сверлильного станка находится шпиндель, так как он прикреплен к верхней части шпинделя. Он отвечает за движение шпинделя, потому что шпиндель может двигаться только вверх или вниз. Шпиндель Шпиндель – важнейшая часть сверлильного станка, которая используется для удержания инструмента и отвечает за его вращение. Шпиндель т
Сварка VIVA вопросы и ответы
VIVA ВОПРОСЫ: Дайте определение сварке? Сварка — это производственный процесс, при котором две или более деталей (сварных швов) сплавляются вместе с использованием тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется на металлах и термопластах. Какие существуют виды сварки? Сварка MIG — дуговая сварка металлическим электродом в среде защитного газа (GMAW). Сварка TIG — Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Сварка стержнем — Дуговая сварка защищенным металлом (SMAW). Сварка под флюсом – дуговая сварка порошковой проволокой (FCAW). Энерголучевая сварка (ЭЛС). Атомно-водородная сварка (AHW). Газовая вольфрамово-дуговая сварка. Плазменная дуговая сварка. Какая толщина пластины MS используется в общих экспериментах по сварке? Обычно пластины из мягкой стали толщиной 5 мм (пластины MS) используются в экспериментах по сварке. Какой рабочий материал используется в экспериментах по сварке? Пластины из мягкой стали используются в экспериментах по сварке. Какова основная функция электрода? Какая польза от плоского напильника. Для какой цели вы используете разметчик, в то время как стр.
Какие существуют виды сварки? Сварка MIG — дуговая сварка металлическим электродом в среде защитного газа (GMAW). Сварка TIG — Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Сварка стержнем — Дуговая сварка защищенным металлом (SMAW). Сварка под флюсом – дуговая сварка порошковой проволокой (FCAW). Энерголучевая сварка (ЭЛС). Атомно-водородная сварка (AHW). Газовая вольфрамово-дуговая сварка. Плазменная дуговая сварка. Какая толщина пластины MS используется в общих экспериментах по сварке? Обычно пластины из мягкой стали толщиной 5 мм (пластины MS) используются в экспериментах по сварке. Какой рабочий материал используется в экспериментах по сварке? Пластины из мягкой стали используются в экспериментах по сварке. Какова основная функция электрода? Какая польза от плоского напильника. Для какой цели вы используете разметчик, в то время как стр.
Учебные детали SolidWorks
Учебные детали Solidworks Нажмите здесь, чтобы просмотреть пошаговый процесс создания этих основных форм с помощью Solidworks Упражнение 1 Упражнение 2 Упражнение 3 Упражнение 4 Упражнение 5 Упражнение 6 Упражнение 7 Упражнение 8 Упражнение 9 Упражнение 10 Упражнение 11 Упражнение 12 Упражнение 13 Упражнение 14 Упражнение 15 Упражнение 16 Упражнение 17 Упражнение 18 Упражнение 19Упражнение 20 Упражнение 21 Упражнение 22 Нажмите здесь, чтобы просмотреть пошаговый процесс создания этой формы с помощью SolidWorks
Изготовление воронки из листового металла
Изготовление воронки из металлического листа Изготовление воронки из металлического листа Цель: — Сделать воронку из заданного (GI) металлического листа. Необходимые инструменты: МОЛОТОК СНИП КОЛЬЯ СТАЛЬНАЯ ЛИНЕЙКА ШАРОВОЙ МОЛОТОК ПРЯМАЯ КРОМКА ЗАКЛЕПКИ РАЗМЕТОЧНАЯ МАШИНА Размер данного листового металла проверяется по его размерам с помощью стальной линейки. Требуемая развертка поверхности выполняется на белой бумаге, которая накладывается на лист внахлест металл. Маркировка наносится на листовой металл в соответствии с разверткой на бумаге. Теперь с помощью прямых ножниц удаляются ненужные материалы. Теперь сложите и согните заготовку, чтобы получилась форма воронки, и на заготовках делается стык. Затем с помощью нарезного станка делается замковый пазовый стык примерно на 5 мм. Также делается подшивка в нижней части воронки. Между верхней и нижней гранями выполняется стыковое соединение с помощью припоя. В завершение выполняются обрезки и отделочные работы. Меры предосторожности: Каждый надрез обнажает острые края
Необходимые инструменты: МОЛОТОК СНИП КОЛЬЯ СТАЛЬНАЯ ЛИНЕЙКА ШАРОВОЙ МОЛОТОК ПРЯМАЯ КРОМКА ЗАКЛЕПКИ РАЗМЕТОЧНАЯ МАШИНА Размер данного листового металла проверяется по его размерам с помощью стальной линейки. Требуемая развертка поверхности выполняется на белой бумаге, которая накладывается на лист внахлест металл. Маркировка наносится на листовой металл в соответствии с разверткой на бумаге. Теперь с помощью прямых ножниц удаляются ненужные материалы. Теперь сложите и согните заготовку, чтобы получилась форма воронки, и на заготовках делается стык. Затем с помощью нарезного станка делается замковый пазовый стык примерно на 5 мм. Также делается подшивка в нижней части воронки. Между верхней и нижней гранями выполняется стыковое соединение с помощью припоя. В завершение выполняются обрезки и отделочные работы. Меры предосторожности: Каждый надрез обнажает острые края
Поиск в этом блоге
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1/2B(15A) | 1/4B(8A) | 9. 4 4 | 13 | 22.2 | 14.3 | 13 | No | ||||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1/2B(15A) | 3/8B(10A) | 12.7 | 13 | 22.2 | 17.8 | 13 | No | ||||||||||||||||||||||||
12 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 3/4B(20A) | 1/4B(8A) | 9.4 | 14 | 27.7 | 14.3 | 14 | No | ||||||||||||||||||||||||
12 дней | [нержавеющая сталь] 304 Нержальница | — | 3/4B (20A) | 3/8B (10A) | 12,7 | 14 | 27,7 | 17. 8 8 | 14 | 27,7 | 17 | 14 | 27,7 | 17 | 17 | 14 | 27,7 | 17 | 17 | 14 | 27,7 | 17 | 2 | 14 | № | |||||||||
5 Days | [Stainless Steel] 304 Stainless Steel | — | 3/4B(20A) | 1/2B(15A) | 16.1 | 14 | 27.7 | 22.2 | 14 | No | ||||||||||||||||||||||||
5 дней | [Stainless Steel] 304 Stainless Steel | — | 1B(25A) | 1/2B(15A) | 16.1 | 16 | 34.5 | 22.2 | 16 | No | ||||||||||||||||||||||||
5 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 1B(25A) | 3/4B(20A) | 21,4 | 16 | 34,5 | 27,7 | 16 | № | ||||||||||||||||||||||||
| 12 Days | [Stainless Steel] 304 Stainless Steel | — | 1 1/4B(32A) | 3/4B(20A) | 21. 4 4 | 18 | 43.2 | 27.7 | 18 | No | ||||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1 1/4B(32A) | 1B(25A) | 27.2 | 18 | 43.2 | 34.5 | 18 | No | ||||||||||||||||||||||||
12 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 1 1/2B(40A) | 1/2B(15A) | 16.1 | 19 | 49.1 | 22.2 | 19 | No | ||||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1 1/2B(40A) | 3/4B(20A) | 21. 4 4 | 19 | 49.1 | 27.7 | 19 | № | ||||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1 1/2B(40A) | 1B(25A) | 27.2 | 19 | 49.1 | 34.5 | 19 | No | ||||||||||||||||||||||||
12 дней | [нержавеющая сталь] 304 Нержавеющая сталь | — | 1 1/2B (40A) | 1/4B (32A) | 35.5 | 19 | 49,11992 | |||||||||||||||||||||||||||
12 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 2B(50A) | 1/2B(15A) | 16,1 | 22 | 61. 1 1 | 22.2 | 22 | № | ||||||||||||||||||||||||
| 12 Days | [Stainless Steel] 304 Stainless Steel | — | 2B(50A) | 3/4B(20A) | 21.4 | 22 | 61.1 | 27.7 | 22 | No | ||||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 2B(50A) | 1B(25A) | 27.2 | 22 | 61.1 | 34.5 | 22 | No | ||||||||||||||||||||||||
12 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 2B(50A) | 1 1/4B(32A) | 35.5 | 22 | 61.1 | 43. 2 2 | 22 | No | ||||||||||||||||||||||||
12 дней | [нержавеющая сталь] 304 Нержавеющая сталь | — | 2B (50A) | 1 1/2B (40A) | 41,2 | 22 | 61,11992 | 49.1 | 11111111111119теля22 | .2 | 22 | № | ||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1/4B(8A) | — | 9.4 | 10.5 | 14.3 | — | — | No | ||||||||||||||||||||||||
12 дней | [Stainless Steel] 304 Stainless Steel | — | 3/8B(10A) | — | 12.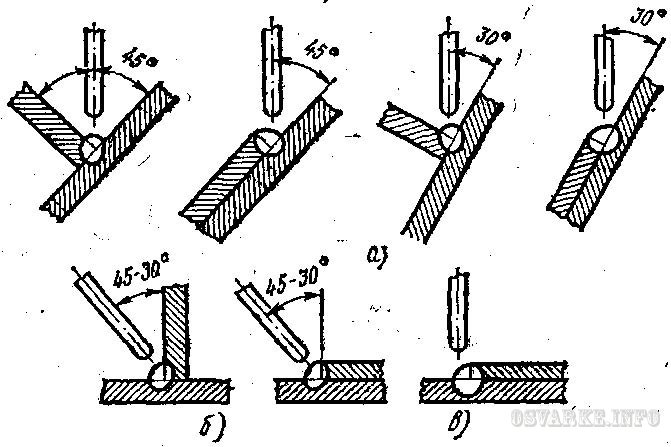 7 7 | 12 | 17.8 | — | — | No | ||||||||||||||||||||||||
5 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 1/2B(15A) | — | 16,1 | 13 | 22,2 | — | — | № | ||||||||||||||||||||||||
5 Days | [Stainless Steel] 304 Stainless Steel | — | 3/4B(20A) | — | 21.4 | 14 | 27.7 | — | — | No | ||||||||||||||||||||||||
5 дней | [Stainless Steel] 304 Stainless Steel | — | 1B(25A) | — | 27.2 | 16 | 34.5 | — | — | No | ||||||||||||||||||||||||
12 дней | [Нержавеющая сталь] Нержавеющая сталь 304 | — | 1 1/4B(32A) | — | 35,5 | 18 | 43. 2 2 | — | — | № | ||||||||||||||||||||||||
12 Days | [Stainless Steel] 304 Stainless Steel | — | 1 1/2B(40A) | — | 41.2 | 19 | 49.1 | — | — | No | ||||||||||||||||||||||||
12 дней | [Stainless Steel] 304 Stainless Steel | — | 2B(50A) | — | 52.7 | 22 | 61.1 | — | — | No | ||||||||||||||||||||||||
21 день | [Нержавеющая сталь] Нержавеющая сталь 316L | — | 1B(25A) | 1/2B(15A) | 16,1 | 16 | 34,5 | — | — | № | ||||||||||||||||||||||||
10 дней | [нержавеющая сталь] 316L из нержавеющей стали | — | 1B (25a) | 3/4B (20A) | 21,4 | 16 | 34,5 | — | 10 дней | [Stainless Steel] 316L Stainless Steel | — | 3/4B(20A) | — | 21. 4 4 | 14 | 27.7 | — | — | No | |||||||||||||||
7 дней | [Нержавеющая сталь] Нержавеющая сталь 316L | — | 1B(25A) | — | 27,2 | 16 | 34,5 | — | — | № | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 1/2B(15A) | 1/4B(8A) | 9.4 | 13 | 22.2 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 1/2B(15A) | 3/8B(10A) | 12.7 | 13 | 22.2 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 3/4B(20A) | 1/4B(8A) | 9,4 | 2 9 | 0091 27,7 | — | — | Белый | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 3/4B(20A) | 3/8B(10A) | 12. 7 | 14 | 27.7 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 3/4B(20A) | 1/2B(15A) | 16.1 | 14 | 27.7 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 1B(25A) | 1/2B(15A) | 16,1 | 2 9 | 0091 34,5 | — | — | Белый | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 1B(25A) | 3/4B(20A) | 21.4 | 16 | 34.5 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 1 1/4B(32A) | 1/2B(15A) | 16. 1 | 18 | 43.2 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 1 1/4B(32A) | 3/4B(20A) | 21,4 | 18 | 43,2 | — | — | Белый | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 1 1/4B(32A) | 1B(25A) | 27.2 | 18 | 43.2 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 1 1/2B(40A) | 1/2B(15A) | 16.1 | 19 | 49.1 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 1 1/2B(40A) | 3/4B(20A) | 21,4 | 19 | 49. 1 | — | — | Белый | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 1 1/2B(40A) | 1B(25A) | 27.2 | 19 | 49.1 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 1 1/2B(40A) | 1 1/4B(32A) | 35.5 | 19 | 49.1 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 2B(50A) | 3/4B(20A) | 21,4 | 22 | 61.1 | — | — | Белый | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 2B(50A) | 1B(25A) | 27. 2 | 22 | 61.1 | — | — | White | ||||||||||||||||||||||||
12 дней | [сталь] 1025 Углеродная сталь | — | 2B (50A) | 1 1/4B (32A) | 35,5 | 22 | 61.1 | — | 22 | 61.1 | — | 22 | 61.1 | — | 22 | 61.1 | — | 22 | 61.1 | — | 22 | 61.1 | — | 22 | . | 12 дней | [Сталь] 1025 Углеродистая сталь | — | 2B(50A) | 1 1/2B(40A) | 41,2 | |||
2291 61.1 | — | — | Белый | |||||||||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 3/8B(10A) | — | 12. 7 | 12 | 17.8 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 1/2B(15A) | — | 16.1 | 13 | 22.2 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 3/4B(20A) | — | 21,4 | 14 | 2 | — | — | Белый | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 1B(25A) | — | 27.2 | 16 | 34.5 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | — | 1 1/4B(32A) | — | 35. 5 | 18 | 43.2 | — | — | White | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | — | 1 1/2B(40A) | — | 41,2 | 19 | 90,02— | — | Белый | |||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | — | 2B(50A) | — | 52.7 | 22 | 61.1 | — | — | White | ||||||||||||||||||||||||
12 дней | [Steel] 1025 Carbon Steel | SCH80 | 1/2B(15A) | 3/8B(10A) | 9.4 | 14 | 22.2 | 14.3 | 14 | No | ||||||||||||||||||||||||
12 дней | [Сталь] 1025 Углеродистая сталь | SCH80 | 1/2B(15A) | 1/4B(8A) | 12,7 | 14 | 22,2 | 17,8 | 14 | № | ||||||||||||||||||||||||
12 Days | [Steel] 1025 Carbon Steel | SCH80 | 3/4B(20A) | 3/8B(10A) | 9. 4 | 16 | 27.7 | 14.3 | 16 | No | ||||||||||||||||||||||||
5 дней | [Steel] 1025 Carbon Steel | SCH80 | 3/4B(20A) | 1/2B(15A) | 12.7 | 16 | 27.7 | 17.8 | 16 | No | ||||||||||||||||||||||||
5 дней | [Сталь] 1025 Углеродистая сталь | SCH80 | 3/4B(20A) | 3/8B(10A) | 16,1 | 16 | 27,7 | 22,2 | 16 | № |
Тройники из нержавеющей стали для стыковой сварки в соотв. по ASME — Alleima
Пример кода продукта:
●: FBT-316L-4-10S
▲: FBT-W316L-4-10S
●: FBT-32750-2-10S
● = стандартный набор, изготовлен из бесшовная труба
▲ = стандартная, из сварной трубы или листа