Сварка чугуна — технологии и особенности
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
— Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
— Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
— Полученному чугуну позволяют постепенно остыть.
— Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость.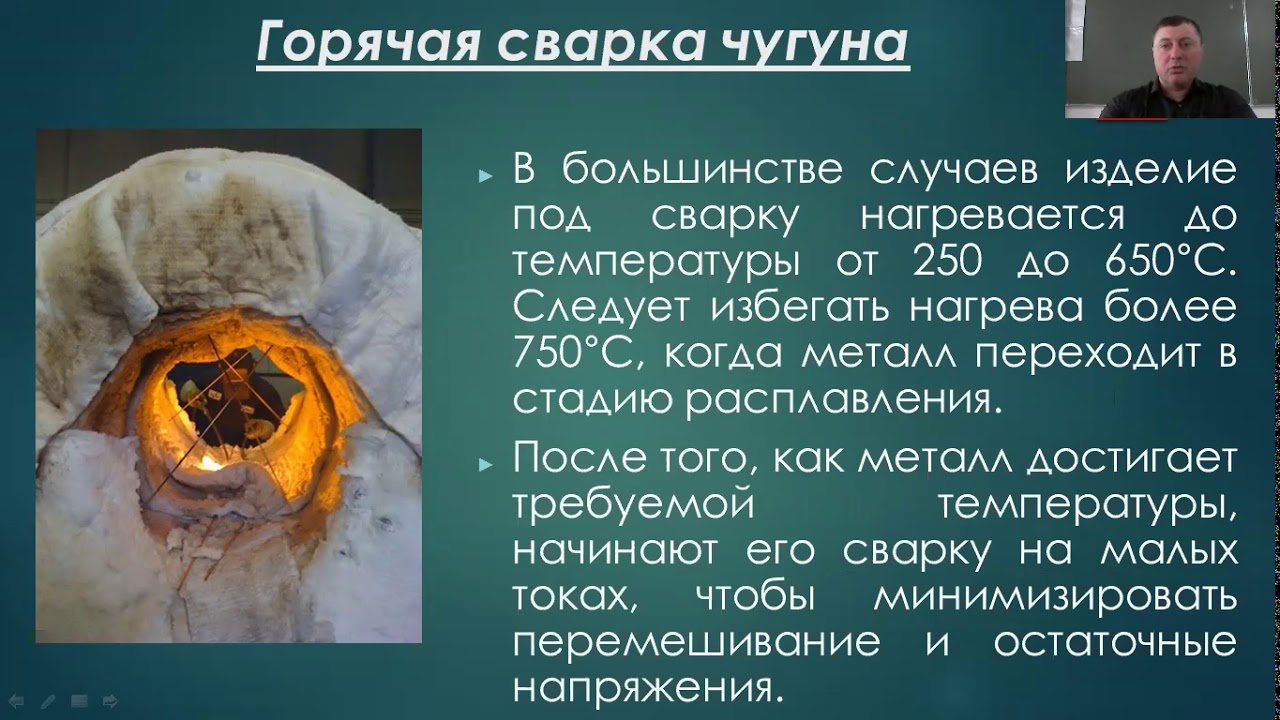 Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Особенности сварки чугуна
Чугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий.
- Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым.
- Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины.
- Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке.
Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Технологии сварки чугуна
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
- С подогревом — горячая сварка чугуна
- Без подогрева — холодная сварка чугуна
Сварка чугуна с предварительным подогревом – горячая или полугорячая
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
- Ручная дуговая сварка электродами
- Аргонодуговая сварка
- Полуавтоматическая сварка
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.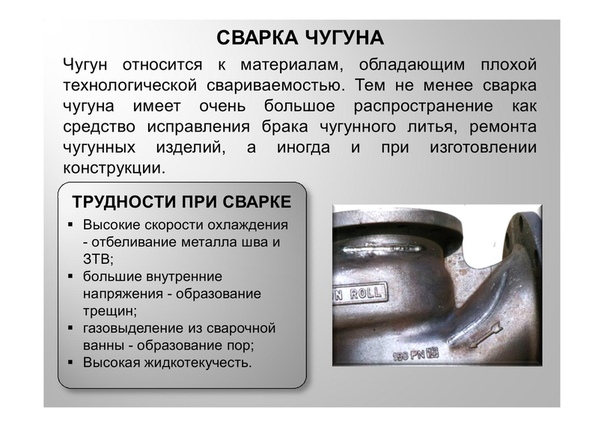
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
- — поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
- — деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
- — сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
- — каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
- — после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итогом данной статьи можно сделать следующие выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Особенности сварки чугуна
Сеть профессиональных контактов специалистов сварки
Из чугуна изготовляются многие базисные детали строительно-дорожных машин, тракторов, автомобилей и технологического оборудования. При эксплуатации этих машин у чугунных деталей появляются трещины, изломы, износы, которые необходимо устранять. Особенности сварки чугуна обусловлены высоким содержанием углерода, кремния, серы и фосфора, относят его к трудносвариваемым сплавам. Основным фактором, затрудняющим сварку чугуна, является возникновение трещин в процессе сварки и охлаждения после сварки из-за образования хрупкого легкоплавкого сплава Fe — FeS, располагающегося по границам металлических зерен железа.
При сварке чугуна выгорает кремний, что вызывает появление отбеленных зон с высокой твердостью, склонных к образованию трещин. Образующиеся при этом оксиды кремния имеют температуру плавления выше, чем свариваемый металл, и препятствуют сварке.
Особенно склонны к трещинообразованию серые чугуны с крупными многочисленными графитовыми выделениями в виде пластинок, что несвойственно мелкозернистым перлитным чугунам с мелкими графитовыми включениями, а также ковким чугунам вследствие благоприятной формы графита и большой его разобщенности.
Сварка чугуна сопровождается выделением газов из сварочной ванны, что при водит к образованию пор в наплавленном металле. Водород, азот, водяной пар и оксид углерода могут поступать в ванну из окружающего атмосферного воздуха, при садочных материалов или образуются в результате реакций в жидком металле, например при выгорании углерода. Важнейшими причинами возникновения пор являются повышенная растворимость газов в жидком металле и ее резкое падение при остывании металла, в особенности при его кристаллизации.
Важнейшими причинами возникновения пор являются повышенная растворимость газов в жидком металле и ее резкое падение при остывании металла, в особенности при его кристаллизации.
Чугунные конструкции имеют неоднородный химический состав и структуру по сечению вследствие неоднородной скорости охлаждения тонких и толстых участков отливок. В зависимости от скорости охлаждения на отдельных тонких участках происходит отбеливание чугуна, а на других (толстых) сохраняется структура серого чугуна. Отбеленный чугун с крупной структурой сваривается хуже, чем чугун с мелкой структурой.
Особенности сварки чугуна — причины, по которым она затруднена :
- склонности чугуна к отбеливанию;
- трещинообразования при сварке;
- резкого перехода при нагреве из твердого состояния в жидкое.
Чугун называется отбеленным, если большая часть углерода в нем находится в химически связанном состоянии , т.е. в виде цементита Fe3C.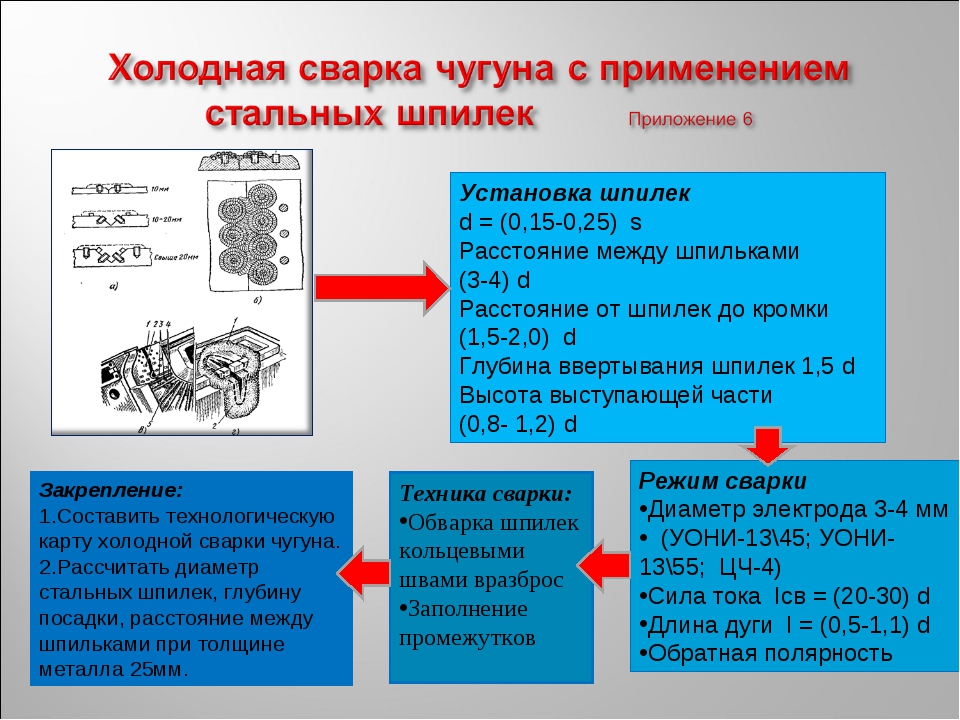 Отбеливание происходит при быстром охлаждении расплавленного чугуна, Углерод не успевает выделится в виде графита, а выделяется в виде цементита, ледебурита и мартенсита; чугун становится твердым и не поддается механической обработке.
Отбеливание происходит при быстром охлаждении расплавленного чугуна, Углерод не успевает выделится в виде графита, а выделяется в виде цементита, ледебурита и мартенсита; чугун становится твердым и не поддается механической обработке.
В сером чугуне углерод находится в виде графита. Графитизация чугуна происходит не только при переходе чугуна из жидкого состояния в твердое, но и при дальнейшем охлаждении , причем чем медленнее охлаждается деталь, тем полнее происходит графитизация. Холодная масса чугунной , чаще всего большой по массе детали, ускоренно отводит тепло сварки, поэтому происходит интенсивное отбеливание сварного шва , а вследствие различия коэффициентов расширения серого и белого чугунов возникают внутренние трещины.
Избежать этих затруднений при сварке чугуна можно двумя способами :
- Выполняется горячая сварка чугуна с последующим медленным охлаждением после сварки;
- Выполняется холодная сварка чугуна, но в шов вводят элементы, препятствующие образованию цементита , или использовать способы упрочнения швов.


Далее рассмотрены особенности сварки чугуна с помощью различных технологий.
Горячая сварка чугуна проводится на предварительно нагретых до 600 …. 650оС деталях. После сварки происходит охлаждение всей массы нагретой детали, поэтому скорость охлаждения сварного шва будет ниже, чем при холодной сварке. В сварном шве успевает произойти графитизация, скорость усадки уменьшается и поэтому не образуется трещин в околошовной зоне.
При заварке трещин в конструктивно сложных деталях с целью устранения возможного трещинообразования проводится 2-х ступенчатый нагрев : сначала до температуры 200 …250 оС нагревают с относительно не высокой скоростью до 600о/ час, а далее -с большей скоростью до 1600 о час. Сварка выполняется электродами типа ОМЧ-1, состоящих из чугунных прутков со специальным покрытием, или при газовой сварке чугунными прутками без покрытия .
Горячая сварка позволяет получить наилучшие результаты, но процесс технологически сложный и очень трудоемкий, поэтому широкого распространения не получила.
Чаще применяется холодная сварка чугуна, выполняемая следующими способами :Стальным малоуглеродистым электродом.
- Специальными электродами ПАНЧ-11, МНЧ-1, МНЧ-2, ОЗЧ-1 и др.
- Биметаллическим электродом или пучком электродов.
Для повышения надежности сварки стальными малоуглеродистыми электродами в разделанные кромки шва ставят резьбовые шпильки или используется способ отжигающих валиков. При наложении второго и последующего валиков первые сварные швы вновь нагреваются и уже остывают с меньшей скоростью, поэтому значительная часть цементита распадается, получается более мягкий сплав с меньшей степенью отбеливания. Структура различных зон сварки получается неодинаковой, однако в среднем она лучше , чем при обычной сварке. Эффективно использовать способ отжигающих валиков в комплексе со шпильками.
Для устранения продолжения трещины на ее оси сверлятся отверстия диаметром 2..3 мм , зубилом или шлифовальным кругом проводят V-образную разделку трещины и сверлят по ее длине отверстия , нарезают в них резьбы и заворачивают шпильки, которые сначала обваривают кругом, а затем наплавляют весь сплошной шов.
Однако эти способы холодной сварки малопроизводительны, поэтому , чаще всего, используются другие способы сварки чугунных деталей.
Если требуется хорошая обрабатываемость шва и допускается невысокая прочность, то используются электроды МНЧ-1, МНЧ-2. Никель, входящий в состав электродов, не образует соединений с углеродом, поэтому шов имеет невысокую твердость, но хорошо механически обрабатывается. Хорошие результаты при сварке чугуна дает использование сварочной проволоки ПАНЧ-11.
Электроды ОЗЧ-4, изготовляемые из медной проволоки с фтористо-кальциевой обмазкой, обеспечивают прочный, но труднообрабатываемый шов, представляющий собой медь ,насыщенную железом.
При отсутствии специальных электродов изготовляются биметаллические электроды намоткой медной проволоки или надеванием медной трубки (меди до 70% от железа) на стальной стержень или малоуглеродистый стальной электрод. Сварной шов также представляет собой медь с вкраплениями железа, прочность его составляет до 60 …. 70% от прочности основного металла.
70% от прочности основного металла.
Для сварки толстостенных чугунных деталей используют пучок электродов : стальной электрод диаметром 3 … 4 мм с обмазкой УОНИ-13/55, медный стержень диаметром 4… 5 мм и латунный пруток диаметром 1,5 … 3 мм. Электрическая дуга автоматически перемещается с одного электрода не другой, поэтому тепло распространяется на большую площадь, шов медленнее охлаждается и поэтому меньше отбеливается. Пучок может также состоять из одного медного и одного стального, или двух медных и одного стального электродов.
Газовую ацетилено-кислородную сварку чугуна ведут нейтральным пламенем или с небольшим избытком ацетилена. Присадочный материал — чугунные прутки диаметром 6 …8 мм. При газовой сварке используются флюсы :
- бура;
- смесь 50 % буры, 47 % двууглекислого натрия и 3 % окиси кремния;
- смесь 56 % буры, 22 % углекислого натрия и 22 % углекислого калия.
Другие страницы по теме
Особенности сварки чугуна
:
Copyright.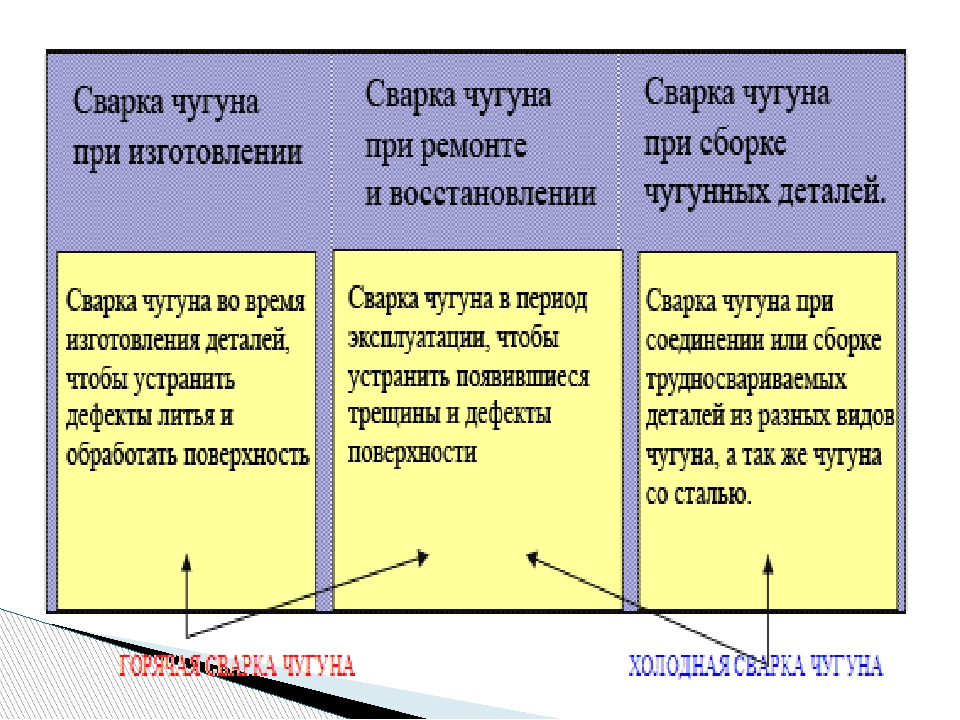 При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Технология сварки чугуна
Итак, есть ряд причин плохой свариваемости чугуна. Это и неоднородность состава (включения графита, как углерода, делают чугун хрупким и непластичным), и неравномерные нагрев и охлаждение при высокой хрупкости, которые способствуют образованию трещин шва или близлежащего металла, и газы, покидающие ванну, которые способствуют образованию пор, и кремний с другими элементами, которые окисляются, а потом их ок- сидами покрывается сварочная ванна, что приводит к непроварам. Более того, при температуре выше 750°С чугун становится жидкотекучим, что затрудняет образование сварочной ванны и шва по банальной причине вытекания.
Есть три технологии сварки чугуна:
- в металл шва поставляется чугун
- в металл шва поставляется высокоуглеродистая, а на последние слои и низкоуглеродистая сталь
- шов заполняется сплавами цветных металлов
Сваривать чугун можно электродами, порошковой проволокой и газовой сваркой. Еще одна технологическая тонкость – свариваемые детали могут быть «холодными» или подогретыми. «Холодная сварка» технологически проще, однако, чтобы шов был качественным, электрод должен быть специальным, и его состав должен быть аналогичным составу свариваемого чугуна. Если же при сварке используют подогрев, то он должен быть медленным (увеличение на 150° в час), как и последующее охлаждение. Тогда при горячей сварке в чугуне не будут происходить структурные изменения, а при охлаждении не будут образовываться трещины. Не стоит забывать и то, что чугун начинает плавиться при 750°С, поэтому температура подогрева не должна превышать 650°С.
Еще одна технологическая тонкость – свариваемые детали могут быть «холодными» или подогретыми. «Холодная сварка» технологически проще, однако, чтобы шов был качественным, электрод должен быть специальным, и его состав должен быть аналогичным составу свариваемого чугуна. Если же при сварке используют подогрев, то он должен быть медленным (увеличение на 150° в час), как и последующее охлаждение. Тогда при горячей сварке в чугуне не будут происходить структурные изменения, а при охлаждении не будут образовываться трещины. Не стоит забывать и то, что чугун начинает плавиться при 750°С, поэтому температура подогрева не должна превышать 650°С.
Холодная сварка чугуна при помощи электродов с цветными металлами
Для того чтобы получить швы, которые обладают высокими показателями пластичности даже в холодном состоянии, на практике применяют специальные электроды из никеля или меди. Эти цветные металлы не образовывают соединений вместе с углеродом, однако их присутствие в сплавах очень эффективно снижает растворимость углерода в железе, и как результат — способствует графитизации. Таким образом, при попадании в зону неполного расплавления, которая прилегает к шву, уменьшается вероятность отбеливания. Кроме всего прочего, пластичность, которая возникает в металле шва, помогает частично усвоить сварочные напряжения, и поэтому существенно снижается риск появления трещин и пор. При сварке чугуна, как правило, используют как медно- железные, так и медно-никелелевые электроды. Различают несколько видов медно-железных электродов. Так, существуют электроды с медным стержнем, оплетка которых выполнена из жести (с толщиной 0,2‑0,3мм), которую навивают на стержень в виде ленты (ширина 5‑6мм) по винтовому направлению. Также на электрод наносятся ионизирующие покрытия и запрессовывается в медную трубку, если это электроды с комбинированной проволокой. Кроме того, существует и другой вариант таких элек- тродов — в них предусматривается медный сердечник вместе со стальной оболочкой. Существуют и другие электроды, состоящие из пучка электродов с одним или двумя медными стержнями и стальным сердечником.
Таким образом, при попадании в зону неполного расплавления, которая прилегает к шву, уменьшается вероятность отбеливания. Кроме всего прочего, пластичность, которая возникает в металле шва, помогает частично усвоить сварочные напряжения, и поэтому существенно снижается риск появления трещин и пор. При сварке чугуна, как правило, используют как медно- железные, так и медно-никелелевые электроды. Различают несколько видов медно-железных электродов. Так, существуют электроды с медным стержнем, оплетка которых выполнена из жести (с толщиной 0,2‑0,3мм), которую навивают на стержень в виде ленты (ширина 5‑6мм) по винтовому направлению. Также на электрод наносятся ионизирующие покрытия и запрессовывается в медную трубку, если это электроды с комбинированной проволокой. Кроме того, существует и другой вариант таких элек- тродов — в них предусматривается медный сердечник вместе со стальной оболочкой. Существуют и другие электроды, состоящие из пучка электродов с одним или двумя медными стержнями и стальным сердечником. Пучок связывается в 4‑5местах при помощи медной проволоки, а на конце прихватывается для надежного контакта между стержнями. Наиболее совершенными медно- железными электродами являются электроды марки ОЗЧ-1. Они представляют собой стержень из меди (диаметр около 3,5‑5мм), на который нанесено специальное покрытие. Это покрытие состоит из сухой смеси таких веществ, как УОНИ и железного порошка. Сварка с помощью медно-железных электродов выполняется так, чтобы не допустить сильного перегрева деталей, которые подвергаются сварке. Для этого на малых (как только это возможно) токах обеспечивают стабильную дугу и проделывают ею короткие участки вразброс, с некоторыми перерывами, чтобы могли охлаждаться свариваемые детали. Основным же преимуществом таких электродов является возможность проковки металла, который наплавился в горячем состоянии, дабы уменьшить уровень сварочного напряжения. Поэтому проковка является обязательным действием, поскольку при этом уменьшается риск возникновения трещин.
Пучок связывается в 4‑5местах при помощи медной проволоки, а на конце прихватывается для надежного контакта между стержнями. Наиболее совершенными медно- железными электродами являются электроды марки ОЗЧ-1. Они представляют собой стержень из меди (диаметр около 3,5‑5мм), на который нанесено специальное покрытие. Это покрытие состоит из сухой смеси таких веществ, как УОНИ и железного порошка. Сварка с помощью медно-железных электродов выполняется так, чтобы не допустить сильного перегрева деталей, которые подвергаются сварке. Для этого на малых (как только это возможно) токах обеспечивают стабильную дугу и проделывают ею короткие участки вразброс, с некоторыми перерывами, чтобы могли охлаждаться свариваемые детали. Основным же преимуществом таких электродов является возможность проковки металла, который наплавился в горячем состоянии, дабы уменьшить уровень сварочного напряжения. Поэтому проковка является обязательным действием, поскольку при этом уменьшается риск возникновения трещин.
Электроды, которые необходимы для холодной и полугорячей сварки
Во время холодной сварки чугуна использование простых электродов недопустимо, так как в этом процессе имеет место большая скорость охлаждения изделия, в результате чего на поверхности шва и в околошовной зоне образовывается белый чугун, а кроме того, происходит и резкая закалка чугунной и металлической основы, что также пагубно для чугунных изделий. Кроме всего прочего, из‑за всех вышеперечисленных факторов может произойти существенная деформация поверхности, что в 99,9% случаев приведет к образованию трещин. Поэтому, чтобы предупредить отбеливание чугуна, нужно сделать такой состав шва, который в различных условиях будет образовывать структуру серого чугуна, которая наиболее благоприятна для сварки. Этого можно достичь с помощью введения в сварочный процесс большого количества графитизаторов, а также за счет воздействия легирующих элементов, которые способствуют сфероидизации карбида. Например, в качестве таких элементов отлично подойдут электроды с маркировкой ЭМЧ, в которых стержень является чугуном с повышенным содержанием в нем кремния (до 5,3%), а также в котором присутствует двухслойное покрытие. Один слой является легирующим, а второй — обеспечивает газовую защиту. Первый слой состоит из 40% графита, 41% силикомагния; в нем содержится 14% железных окалин и 5% порошкового алюминия. Второй же слой состоит на 50% из мрамора и на 50% из плавикового шпата. Во время сварки чугуна при помощи таких электродов можно не разогревать поверхность изделия, если его толщина до 12мм. Таким образом она не будет под- вергаться отбеливанию и закалке. Использование таких электродов способствует и некоторому замедлению протекания скорости охлаждения благодаря реакции, возникающей между железными окалинами и порошком алюминия. Пользуясь такой сваркой, рекомендуется воспользоваться подогревом при температуре 400°С. Такой способ сварки уже будет называться полугорячим.
Один слой является легирующим, а второй — обеспечивает газовую защиту. Первый слой состоит из 40% графита, 41% силикомагния; в нем содержится 14% железных окалин и 5% порошкового алюминия. Второй же слой состоит на 50% из мрамора и на 50% из плавикового шпата. Во время сварки чугуна при помощи таких электродов можно не разогревать поверхность изделия, если его толщина до 12мм. Таким образом она не будет под- вергаться отбеливанию и закалке. Использование таких электродов способствует и некоторому замедлению протекания скорости охлаждения благодаря реакции, возникающей между железными окалинами и порошком алюминия. Пользуясь такой сваркой, рекомендуется воспользоваться подогревом при температуре 400°С. Такой способ сварки уже будет называться полугорячим.
Но впрочем, если под рукой нет источника тепла, можно пользоваться и холодной сваркой. Для того чтобы улучшить и облегчить обработку пластичного после сварки металлического шва, используются специальные электроды, из так называемых никелевых чугунов, которыми являются нирезист или никросилаль. Таким образом, холодная и полу- горячая сварка предусматривает использование особенных видов электродов, поскольку использование обычных сделает процесс сварки просто-напросто невозможным.
Таким образом, холодная и полу- горячая сварка предусматривает использование особенных видов электродов, поскольку использование обычных сделает процесс сварки просто-напросто невозможным.
Параметры сварки чугуна электродами без прогрева:
Влияние режима электрошлаковой сварки на размеры проплавления чугуна:
Технология горячей сварки чугуна
Рассмотрим технологический процесс горячей сварки, который не так прост, как это может показаться на первый взгляд. На самом деле, он состоит из нескольких этапов, которые заключают в себе подготовку и подогрев изделий для сварки, непосредственный процесс сварки и последующее охлаждение изделия. Итак, рассмотрим все процессы поближе. Подготовка изделия под сварочный процесс во многом зависит от того, какой вид исправляемого дефекта предусматривается. Но обязательно в любых случаях подготовка заключается в том, чтобы тщательно очистить поверхность от загрязнений и в разметке разделок, где будут образовываться полости, что обеспечивают доступ и манипуляцию электрода и воздействия сварочной дуги. Чтобы предостеречь вытекания жидкого металла во время сварки, часто к месту сварочных работ применяют формовку. Она выполняется в зависимости от того, какие размеры и местоположения рабочей области, в которой будет проводиться сварка. После формовки необходимо просушить форму при небольшой температуре — около 60 ‑ 120°С, после чего выполняется дальнейший подогрев при температуре 120‑150°С. Это может происходить посредством воздействия горелки или же в специальных печах или нагревательных устройствах.
Чтобы предостеречь вытекания жидкого металла во время сварки, часто к месту сварочных работ применяют формовку. Она выполняется в зависимости от того, какие размеры и местоположения рабочей области, в которой будет проводиться сварка. После формовки необходимо просушить форму при небольшой температуре — около 60 ‑ 120°С, после чего выполняется дальнейший подогрев при температуре 120‑150°С. Это может происходить посредством воздействия горелки или же в специальных печах или нагревательных устройствах.
Забегая вперед, отметим, что замедленное охлаждение после сварки происходит за счет укрытия чугунной детали теплоизолирующими материалами — при помощи листов асбеста или засыпкой песком, например. Горячая сварка чугуна также возможна с использованием угольного электрода. Сварка угольным электродом является несколько промежуточной, между газовой сваркой и сваркой с плавящимися электродами. Так, при использовании угольной сварки процесс проходит при постоянном токе прямой последовательности, а диаметр электродов равен 8‑20мм. Сам диаметр выбирается в зависимости от величины сварочного тока и от толщины металла, с которым будет происходить сварка. В качестве присадочных материалов используются прутки. Таким образом, горячая сварка чугуна является отнюдь непростой работой, однако вполне прогрессивной и облегчающей производительность, в отличие от других видов сварки чугуна.
Сам диаметр выбирается в зависимости от величины сварочного тока и от толщины металла, с которым будет происходить сварка. В качестве присадочных материалов используются прутки. Таким образом, горячая сварка чугуна является отнюдь непростой работой, однако вполне прогрессивной и облегчающей производительность, в отличие от других видов сварки чугуна.
Качественная сварка чугуна — проблемы, технология и выбор способов сварки
Что такое чугун и почему его так тяжело сваривать?
Чугун – сплав железа с углеродом (содержание углерода >2%) и другими химическими элементами, играет важную роль в современной металлургии и машиностроении. Изделия из него прочны, обладают хорошей износостойкостью, устойчивы к трению, а так же хорошо поддаются обработке режущим инструментом. Все это, а так же низкая стоимость и отличные литейные свойства делают чугун очень популярным материалом.
Особые навыки и умения требуются для обработки чугуна
Однако, этот металл очень хрупок, и эта хрупкость – причина больших проблем. Нагрев чугуна сильно меняет его структуру, поэтому сварка (и в особенности холодная сварка) чугуна является делом очень непростым. Между тем, при ремонте чугунных изделий, создании сварочно-литых конструкций и исправлении брака в литье сварка чугуна просто необходима.
Нагрев чугуна сильно меняет его структуру, поэтому сварка (и в особенности холодная сварка) чугуна является делом очень непростым. Между тем, при ремонте чугунных изделий, создании сварочно-литых конструкций и исправлении брака в литье сварка чугуна просто необходима.
Основные проблемы при сварке.
Проблемы возникают разные, но все они ведут к одному результату – ослаблению прочности шва до неприемлемых значений и невозможности использовать деталь по назначению.
- Сварные швы чугуна подвержены очень быстрому охлаждению. При охлаждении в зоне шва образуется белый чугун, который почти не поддается механической обработке. Он испортит внешний вид детали и механические свойства шва. Убрать его будет очень трудно.
- Чугун, как уже говорилось выше, хрупкий металл, и при неравномерном нагреве в процессе сварки он сильно меняет свою структуру. Из-за этого в швах могут образоваться трещины, и это будет являться браком, так как прочность такого шва будет низкой.
- Чугун – жидкотекучий металл, и удержать его в сварочной ванне – задача не из легких. Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы.
- При сварке чугуна выделяется большое количество газов, это ведет к образованию пор на шве и нарушению его целостности.
- Из-за окисления кремния при сварке иногда возникают так называемые тугоплавкие оксиды. Температуры сварочной дуги недостаточно, чтобы их прожечь, появляются непровары. Внешне такой шов выглядит нормально, но его надежность оставляет желать лучшего.
 Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы.
Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы.Подготовка чугуна к сварке. Требования к качеству швов.
Чтобы избежать проблем, описанных выше, при сварке чугуна, необходимо соблюдать следующие правила:
- Поверхность под сварку должна быть чистой – удалите с нее все следы грязи, налета, масла, копоти, жира. Обезжирьте поверхность спиртом или специальным составом. Поверхность должна быть сухая.
- Поверхность должна быть гладкой – если на ней есть бугры, неровности, их можно удалить механическим способом.

Эти подготовительные меры помогут избежать растрескивания чугуна и получить хорошее качество сварных швов.
Что такое качественный сварной шов? Сварные швы должны быть непроницаемыми, обладать необходимыми механическими свойствами, быть прочными, одноцветными, поддаваться механической обработке. Сварные швы не должны иметь трещин, бугров, пор, пузырей. Подробные требования к сварным швам изложены в технологических процессах.
В зависимости от этих и других требований, а так же от вида свариваемых изделий, объема работ и технологических возможностей выбирается наиболее подходящая технология сварки чугуна:
- Холодная сварка чугуна (без подогрева)
- Горячая сварка чугуна (с подогревом)
Немного о холодной сварке.
Холодная сварка чугуна – сварка без предварительного нагрева детали. Она может осуществляться электродами, аргоновой дугой, либо полуавтоматом. Самым простым и наиболее распространенным способом является холодная сварка чугуна электродами. Для этого можно использовать электроды на никелевой, стальной и медной основе. Электроды на медной основе изготавливаются из сплава олова или алюминия. Первые помогают получать пластичные швы, удобные для дальнейшей обработки, а вторые – увеличивают прочностные характеристики шва. А с помощью стальных электродов можно получить шов, который вообще не поддастся механической обработке. Все эти моменты необходимо учитывать при выборе материалов.
Самым простым и наиболее распространенным способом является холодная сварка чугуна электродами. Для этого можно использовать электроды на никелевой, стальной и медной основе. Электроды на медной основе изготавливаются из сплава олова или алюминия. Первые помогают получать пластичные швы, удобные для дальнейшей обработки, а вторые – увеличивают прочностные характеристики шва. А с помощью стальных электродов можно получить шов, который вообще не поддастся механической обработке. Все эти моменты необходимо учитывать при выборе материалов.
Следующий способ холодной сварки – аргоновая дуга. Лучше всего для сварки чугуна подходят никелевые присадочные прутки. Способ довольно дорогой, и чтобы сэкономить, часто используют алюминиево-бронзовые прутки. Они дешевле, но их применение ограничено: если деталь будет подвергаться тепловому воздействию, их применять нельзя! И не стоит забывать о специальных средствах защиты – испарения, образующиеся во время соединения металла аргоном, очень вредны для здоровья. Если есть возможность, используйте маски или респираторы с принудительной вентиляцией.
Если есть возможность, используйте маски или респираторы с принудительной вентиляцией.
Так же холодная сварка чугуна возможна и полуавтоматическими машинами. Для полуавтоматической обработки чугуна используют следующие типы проволок и смеси газов:
- Кремний-бронзовая проволока с защитой из аргона и гелия (50% + 50%)
- Никелевая проволока с защитой из аргона (100%)
- Стальная проволока с защитой из аргона и углекислого газа (80% и 20%)
Независимо от выбранного способа холодной сварки, существуют общие требования – своеобразная инструкция, которая поможет получить отличный результат:
- Детали должны быть чистыми (это правило действует не только при сварке чугуна)
- Швы необходимо простукивать молотком (для снятия остаточных напряжений)
- Сварку нужно проводить низкими токами и на коротких участках (идеальная длина шва – не более 30 мм).
- После окончания работ необходимо, чтобы изделие остывало постепенно.
- Не забывайте об общих требованиях безопасности — рабочее место должно быть хорошо освещено и оборудовано вентиляцией, а у вас должна быть вся необходимая спецодежда.

Сварка чугунных изделий с подогревом
Холодная сварка чугуна применяется главным образом при мелком ремонте, когда нет возможности организовать полноценный технологический процесс. Этот вид сварки дает хорошие результаты, но требует осторожности, так как есть большой риск испортить деталь. Преимуществом холодного метода является возможность работать в одиночку.
Сварка с подогревом – уровень «Мастер»
Идеальной с точки зрения получения качественного результата при сварке чугуна является горячая сварка. Она позволяет в корне пресечь такие неприятности, как растрескивание швов, появление белого чугуна и образование пор. Горячая сварка чаще всего используется на крупных предприятиях, где есть необходимое оборудование: нагреватели, печи, изоляционные камеры, а так же грузоподъемные механизмы.
Технологический процесс горячей сварки довольно сложен. Суть его в том, чтобы обеспечить нагрев детали до определенной температуры и поддержание этой температуры в процессе обработки. Инструкция довольно проста:
Инструкция довольно проста:
- Нагреть деталь до 600 градусов
Вести сварку высокими токами - Обеспечить равномерное постепенное охлаждение детали (для этого ее можно накрыть специальным материалом, поместить в печь или просто в песок).
Можно нагреть деталь до температуры 300-400 градусов. Такая сварка называется полугорячей.
Температура — не выше 750 градусов по Цельсию. Иначе чугун начнет плавиться. Подача тепла — равномерная. Резкие скачки температуры приведут к растрескиваниям металла и деталь будет безнадежно испорчена.
Для горячей сварки используются чугунные или угольные электроды. Это позволяет получить в шве металл, идентичный тому, из которого изготовлена деталь и придает шву хорошие механические свойства.
Горячую сварку, в отличие от холодной, ведут большими токами и непрерывно, до окончания заварки дефекта, либо завершения шва. При больших объемах работают попеременно два сварщика. Чем непрерывнее шов – тем он лучше.
 youtube.com/embed/3bc5s9gY0Jw» allowfullscreen=»» frameborder=»0″/>
youtube.com/embed/3bc5s9gY0Jw» allowfullscreen=»» frameborder=»0″/>
Выбор режимов сварки зависит от толщины металла. Чем толще металл – тем больше сила тока и диаметр используемых электродов. Рекомендуемые диаметры электродов и силы тока представлены в таблице 1.
Таблица 1
| Толщина металла (мм) | Диаметр электрода (мм) | Сила тока (А) |
| 6–10 | 8–10 | 280–350 |
| 10–20 | 10–12 | 300–400 |
| 20–30 | 12–16 | 350–500 |
| 30 и более | 16–18 | 350–600 |
Вот, пожалуй, основные способы сварки чугуна. Можно сделать вывод, что сварка чугуна – процесс хоть и сложный, но отнюдь не невозможный. При правильном подходе к делу нет ничего, что могло бы помешать вам получить качественный результат. Надеемся, данная статья была вам полезна. Свои отзывы, пожелания, предложения вы можете написать в комментариях!
Технология сварки чугуна
К чугунам относятся сплавы железа с углеродом, содержание которого превышает 2,14%.
В зависимости от структуры чугуны подразделяют на белые и серые. В белых чугунах весь углерод связан в химическое соединение: карбид железа Fe3C – цементит. В серых чугунах значительная часть углерода находится в структурно-свободном состоянии в виде графита. Серые чугуны хорошо поддаются механической обработке, белые обладают очень высокой твердостью и режущим инструментом обрабатываться не могут.
Сварочный нагрев и последующее охлаждение настолько изменяют структуру и свойства чугуна в зоне расплавления и околошовной зоне, что получить сварные соединения без дефектов с необходимым уровнем свойств оказывается весьма затруднительно. –в связи с этим чугун относится к материалам, обладающим плохой технологической свариваемостью. Тем не менее сварка чугуна имеет большое распространение как средство исправления брака чугунного литья, ремонта чугунных изделий, а иногда и при изготовлении конструкций.
Основные трудности при сварке:
1) Высокие скорости охлаждения металла шва и зоны термического влияния приводят к отбеливанию чугуна;
2) В результате местного неравномерного нагрева металла возникают сварочные напряжения, которые в связи с низкой пластичностью чугуна приводят к образованию трещин в шве и околошовной зоне. Наличие отбеленных участков создает дополнительные структурные напряжения;
Наличие отбеленных участков создает дополнительные структурные напряжения;
3) Интенсивное газовыделение из сварочной ванны, которое продолжается и на стадии кристаллизации, может приводить к образованию пор в металле шва;
4) Повышенная жидкотекучесть чугуна затрудняет формирование шва и удержание расплавленного металла от вытекания.
Существует три технологических направления сварки чугуна:
1) Технология, обеспечивающая получение в металле шва чугуна;
2) Технология, обеспечивающая получение в металле шва низкоуглеродистой стали;
3) Технология, обеспечивающая получение в металле шва сплавов цветных металлов.
Технология, обеспечивающая получение в металле шва чугуна.
Наиболее радикальным способом борьбы с образованием отбеленных и закаленных участков и возникновением трещин является предварительный подогрев. Если температура предварительного подогрева находится в пределах 600 — 650°С, сварку называют горячей; если 400 — 450°С – полугорячей.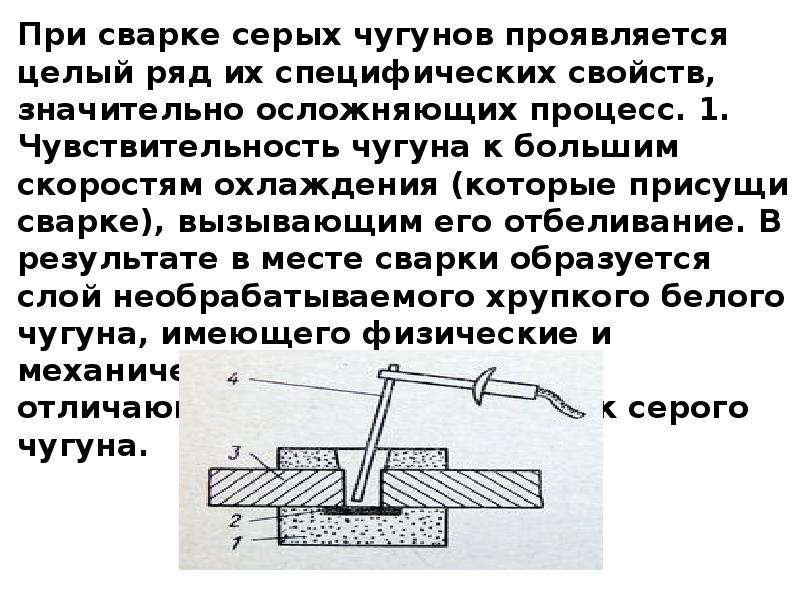 При отсутствии подогрева сварка называется холодной.
При отсутствии подогрева сварка называется холодной.
Для горячей сварки используются плавящиеся электроды со стержнями из чугуна марок А и Б. В состав покрытия, наносимого на литые прутки диаметром 5 – 20 мм, входят стабилизирующие и легирующие материалы. Горячую сварку выполняют на больших силах тока (Iсв = (60÷100)dэ) без перерывов до конца заварки дефекта. Электрододержатель для горячей сварки должен обеспечивать хороший контакт с чугунным электродом и иметь щиток для защиты руки сварщика от теплового ожога.
При полугорячей или холодной сварке для предупреждения отбеливания необходимо обеспечить такой состав металла шва, для которого будет получаться структура серого чугуна. Это может быть достигнуто путем введения в наплавленный металл достаточно большого количества графитизаторов и легирования чугуна элементами, способствующими сфероидизации карбидов (магнием). Примером таких электродов могут служить электроды марки ЭМЧ, стержень которых представляет собой чугун с повышенным (до 5,2%) содержания кремния и двухслойное покрытие: первый слой – легирующий, второй – обеспечивает газовую и шлаковую защиту. При сварке этими электродами чугунных деталей с толщиной до 12 мм без предварительного подогрева удается получить швы и околошовную зону без отбеливания и закалки.
При сварке этими электродами чугунных деталей с толщиной до 12 мм без предварительного подогрева удается получить швы и околошовную зону без отбеливания и закалки.
Технология, обеспечивающая получение в металле шва низкоуглеродистой стали.
Если выполнить наплавку на чугун электродами, предназначенными для сварки углеродистых или низколегированных конструкционных сталей, то в первом слое даже при относительно небольшой доле участия основного металла получится высокоуглеродистая сталь, которая при скоростях охлаждения, имеющих место при сварке без предварительного подогрева, приобретает резкую закалку. В результате образуются трещины и поры. Во втором слое доля участия чугуна уменьшится, однако содержание углерода будет находиться еще на высоком уровне, что также приведет к закалке и образованию трещин. В последующих слоях доля участия чугуна окажется незначительной, и металл шва будет обладать определенным уровнем пластичности.
В связи с этим стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости. Сварку ведут электродами малого диаметра на малых токах (Iсв = (20÷25)dэ), не перегревая основной металл.
Сварку ведут электродами малого диаметра на малых токах (Iсв = (20÷25)dэ), не перегревая основной металл.
Наиболее рационально при данной технологии применение специальных электродов, позволяющих ввести в металл шва сильный карбидообразователь – ванадий. В данном случае в шве образуются карбиды этого элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. Примером могут служить электроды марки ЦЧ-4 со стержнем из низкоуглеродистой проволоки марки Св08А. этими электродами сначала облицовывают кромки на малых токах (Iсв = (20÷25)dэ). Сварку выполняют параллельными валиками с перекрытием каждого предыдущего на половину его ширины. Для второго слоя силу тока увеличивают на 15 – 20%; окончательно разделку заполняют электродами УОНИИ-13/45. Область применения таких электродов – сварка поврежденных деталей и заварка дефектов в отливках из серого и высокопрочного чугуна.
В случае необходимости этими электродами можно сваривать соединения серого и высокопрочного чугуна со сталью.
Есть также технология механизированной сварки короткими участками проволокой марок Св-08ГС, Св-08Г2С диаметром 0,8 – 1,0 мм в углекислом газе. Сила сварочного тока – 50 – 75А, напряжение дуги – 18 – 21В.
Технология, обеспечивающая получение в металле шва сплавов цветных металлов.
Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует графитизации. Попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, пластичность металла шва способствует частичной релаксации сварочных напряжений и поэтому снижается вероятность образования трещин в зоне термического влияния. Для сварки чугуна используют медно-железные, медно-никелевые и железоникелевые электроды.
Для сварки чугуна используют медно-железные, медно-никелевые и железоникелевые электроды.
Существует несколько типов медно-железных электродов:
1) Медный стержень с оплеткой из жести с ионизирующим покрытием. Второй вариант – медный сердечник со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10 – 15%;
2) Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями;
3) Наиболее совершенные из числа медно-железных электродов — электроды марок ОЗЧ-2; ОЗЧ-6, представляющие собой медный стержень диаметром 4 – 5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИИ-13 (50%) и железного порошка (50%), замешанных на жидком стекле.
Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей. Основное преимущество этих электродов – возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне.
Основное преимущество этих электродов – возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне.
Лучшей обрабатываемостью, чем описанные электроды, обладают электроды марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие основного типа.
Медно-никелевые электроды применяют главным образом для заварки литейных дефектов на поверхностях, где местное повышение твердости недопустимо. Недостатки этих электродов – их высокая стоимость и дефицитность, а также большая усадка, приводящая к образованию горячих трещин. Сварку выполняют электродами диаметром 3 – 4 мм, ниточным швом, короткими участками, при возвратно-поступательном движении электрода, не допуская перегрева детали, для чего рекомендуются перерывы для охлаждения. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами легкого молоточка.
При сварке железоникелевыми электродами обеспечивается достаточно высокая прочность и некоторая вязкость металла шва железоникелевые электроды дают меньшую литейную усадку, чем медно-никелевые. Примером могут служить электроды марки ОЗЖН-1. Применяются также электроды на никелевой основе ОЗЧ-3, ОЗЧ-4.
Сварка чугуна | Строительный справочник | материалы — конструкции
Технология сварки чугуна
Сплавы железа, содержащие более 2% углерода, называют чугунами. Свариваемость и свойства сварных соединений во многом определяются составом чугуна и его структурой. Чугуны различают по форме графита, содержащегося в сплаве. Физические свойства чугуна указывают в его маркировке. Так, индекс «СЧ» указывает, что чугун серый, механические свойства которому придает углерод, находящийся в несвязанном состоянии с кристаллами углерода пластинчатой формы. Серый чугун чаще всего применяют для изготовления конструкций. Высокопрочный чугун маркируют индексом «ВЧ». Графит в этом виде чугуна присутствует в шаровидной форме, которая формируется за счет введения магния.
Длительный отжиг чугуна придает графиту хлопьевидную форму, что позволяет ему находятся в свободном состоянии. Это способствует увеличению пластичности основного материала, и такой чугун называют ковким, обозначая индексом «КЧ». Белый чугун («ВЧ»), содержит углерод в виде химического соединения, называемого цементитом. Цементит придает чугуну высокую твердость и хрупкость, что накладывает ограничения на его применение в конструктивных целях.
Технологию, режимы и материалы сварки чугунных конструкций подбирают в зависимости от вида чугуна и условий эксплуатации свариваемой конструкции. Сварку можно выполнять как холодным, так и горячим методами. При сварке чугуна появляются определенные трудности, выраженные в охрупчивании сварного соединения и образовании трещин, являющихся следствием остаточных напряжений и деформаций. Для борьбы с этими явлениями применяют предварительный и сопутствующий подогрев, обеспечивающий нужную структуру сварного соединения.
Процесс подготовки свариваемых поверхностей практически не отличается от ранее рассмотренных вариантов и включает в себя очистку деталей, разделку кромок и т. д. Для того, чтобы в процессе сварки было легче уберечь расплавленный металл от вытекания, сварку лучше выполнять в нижнем положении с формовкой сварочной ванны. Сварка требует повышенного внимания, так как образование на поверхности сварочной ванны тугоплавких окислов способствует появлению непроваров.
д. Для того, чтобы в процессе сварки было легче уберечь расплавленный металл от вытекания, сварку лучше выполнять в нижнем положении с формовкой сварочной ванны. Сварка требует повышенного внимания, так как образование на поверхности сварочной ванны тугоплавких окислов способствует появлению непроваров.
Сварку чугуна выполняют стальными, никелевыми, железно-никелевыми, медно-никелевыми и медно-железными электродами.
Стальные электроды ЦЧ-4 состоят из проволоки на основе низкоуглеродистой стали с карбидообразующим покрытием. Электроды УОНИ-13/45 имеют защитно-легирующие покрытия. Как правило, сварку стальными электродами выполняют для неответственных чугунных изделий небольших размеров и с малым объемом наплавки. Технология такой сварки обычно не предусматривает послесварочную механическую обработку. Сварку ведут небольшими (100 — 120 мм) участками, с остановками для остывания до температуры 60 — 80°С.
Железно-никелевые электроды ОЗЖН-1 применяют для сварки отдельных небольших дефектов на обрабатываемых поверхностях из серого и высококачественного чугуна. Наплавленный этими электродами металл имеет высокую прочность и плотность и хорошо обрабатывается механическими методами.
Наплавленный этими электродами металл имеет высокую прочность и плотность и хорошо обрабатывается механическими методами.
Медно-железные электроды ОЗЧ-2 с покрытием в виде сухой смеси типа УОНИ-13 (50%) и железного порошка (50%), защищенными и жидким стеклом, применяют для заварки дефектов на отливках, которые играют ключевую роль в механизмах и конструкциях. Сварка электродами данного типа не предусматривает чрезмерного разогрева свариваемых поверхностей. По окончании сварки швы проковывают в горячем состоянии. Проковка снижает возникающие напряжения в швах и уменьшает опасность возникновения трещин.
Никелевые электроды ОЗЧ-З чаще всего применяют в местах с повышенным трением, так как покрытие, выполненное ими, обладает высокой твердостью и стойкостью на истирание.
Медно-никелевые электроды МНЧ-1 и МНЧ-2, наоборот, дают мягкую, хорошо обрабатываемую поверхность. Ими пользуются тогда, когда поверхность после сварки требует тщательной обработки. Сваренная поверхность не применяется в местах, где имеется повышенное трение. Сварку следует вести с перерывами в работе, не допуская перегрева. Швы после сварки проковывают в горячем состоянии.
Сварку следует вести с перерывами в работе, не допуская перегрева. Швы после сварки проковывают в горячем состоянии.
Горячая сварка предусматривает предварительный подогрев свариваемых деталей до температуры 600 — 800°С, что снижает опасность появления внутренних напряжений и Деформаций. Так как горячая сварка требует наличия специального оборудования (муфельные печи и т.д.), то в условиях домашних мастерских применяется крайне редко, хотя качество соединения при этом получается выше. Процесс горячей сварки ведут непрерывно при больших величинах тока, что позволяет поддерживать большой объем сварочной ванны.
Способы сварки чугуна
Сварка чугуна применяется в ремонтных целях и для изготовления сварнолитых конструкций. К сварным соединениям чугунных деталей в зависимости от типа и условий эксплуатации предъявляют требования по механической прочности, плотности (водонепроницаемость, газонепроницаемость) и обрабатываемости режущим инструментом. Обеспечить эти требования при сварке весьма сложно из-за физико-химических особенностей чугуна.
Обеспечить эти требования при сварке весьма сложно из-за физико-химических особенностей чугуна.
Трудности, возникающие при сварке чугуна, обусловлены, как правило, низкой стойкостью металла сварного соединении против образования трещин плохой его обрабатываемостью на механических станках.
Низкая стойкость основного металла и металла околошовной зоны против образования трещин характерна для чугуна пониженным запасом деформационной способности (пониженная прочность и пластичность).
Указанные особенности чугуна являются следствием нарушения сплошности его металлической основы включениями графита, а также склонностью его к отбелке и закалке даже при небольших скоростях охлаждения. Эти свойства чугуна определяются высоким содержанием углерода в нем.
Соединение чугунных деталей между собой выполняют газовой сваркой, пайкой, термитной сваркой, литейной сваркой, дуговой сваркой и электрошлаковой.
Сварку ведут без подогрева (холодный способ сварки),с местным подогревом и с общим подогревом всего изделия. Для дуговой сварки используют угольные, графитовые, стальные и легированные электроды, а также электроды из цветных металлов. Подготовку мест под сварку выполняют механическим путем или огневым способом. Для удержания расплавленного металла сварочной ванны (чугун жидкотекуч) применяют специальиые формовки. Назначение формовки — удерживать расплавленный металл. Формовочная масса имеет следующий состав: кварцевый песок, замешанный на жидком стекле 40%, формовочная земля 30% и белая глина 30%.
Для дуговой сварки используют угольные, графитовые, стальные и легированные электроды, а также электроды из цветных металлов. Подготовку мест под сварку выполняют механическим путем или огневым способом. Для удержания расплавленного металла сварочной ванны (чугун жидкотекуч) применяют специальиые формовки. Назначение формовки — удерживать расплавленный металл. Формовочная масса имеет следующий состав: кварцевый песок, замешанный на жидком стекле 40%, формовочная земля 30% и белая глина 30%.
Подготовленная к сварке деталь подвергается общему или местному подогреву до температуры 350 — 450º С. Иногда для особо сложных деталей подогрев производят до температуры 550—600° С.
Сварку выполняют как на переменном, так и на постоянном токе. Величину тока подбирают из расчет 50—90 А на 1 мм диаметра электрода.
Использованы репродукции http://welding.su/gallery/
Холодная сварка чугуна — Сварка различных материалов
Холодная сварка чугуна
В производственных условиях не всегда можно применить подогрев свариваемых деталей по целому ряду причин (большой габарит, возможность коробления изделия и т. д.). В таких случаях используют холодный способ сварки, при котором не исключается возможность появления трещин в результате неравномерного нагрева, наличия участков твердого отбеленного чугуна в шве и околошовной зоне, разной структуры металла шва и основного. Для уменьшения действия отрицательных факторов при холодной сварке чугуна применяют ряд специальных мер, способствующих получению сварного соединения хорошего качества. Для предотвращения образования трещин в металле шва, околошовной зоне и основном металле используют электроды, снижающие отбел металла, а также осуществляют ряд технологических мер, способствующих улучшению свойств металла околошовной зоны.
д.). В таких случаях используют холодный способ сварки, при котором не исключается возможность появления трещин в результате неравномерного нагрева, наличия участков твердого отбеленного чугуна в шве и околошовной зоне, разной структуры металла шва и основного. Для уменьшения действия отрицательных факторов при холодной сварке чугуна применяют ряд специальных мер, способствующих получению сварного соединения хорошего качества. Для предотвращения образования трещин в металле шва, околошовной зоне и основном металле используют электроды, снижающие отбел металла, а также осуществляют ряд технологических мер, способствующих улучшению свойств металла околошовной зоны.
К технологическим мерам относится уменьшение напряжений, возникающих в результате усадки металла шва, и предупреждение чрезмерного перегрева металла при сварке. Снижение напряжений достигается уменьшением объема металла, наплавляемого за один прием, и проковки металла в горячем состоянии непосредственно после сварки. Чрезмерного перегрева металла можно избежать, применив электроды небольшого диаметра, выполняя сварку на небольших токах и вразброс.
Холодная сварка чугуна может выполняться несколькими методами.
Сварка с применением шпилек. Для восстановления ответственных изделий различных габаритов, работающих при значительных нагрузках и не требующих обработки после сварки в месте сварки, в изделие ввертывают шпильки из малоуглеродистой стали, а сварку производят электродами типа Э42, Э42А, Э.50, Э50А на постоянном или переменном токе. Чугун и сталь имеют разную усадку, что приводит к плохому их соединению. Кроме того, наплавленная на чугун сталь обогащается углеродом, становится хрупкой и при остывании в ней образуются трещины. Для устранения этих недостатков и применяют шпильки.
При толщине изделий свыше 6 мм свариваемые кромки разделывают под углом 45°. На подготовленных кромках в шахматном порядке просверливают отверстия, в них нарезают резьбу и ввертывают шпильки (рис. 68). Диаметр шпильки равен 0,2 толщины свариваемой кромки (шпильки диаметром менее 3 мм не ставят), расстояние между шпильками равняется 4—6 иХ диаметра, расстояние от кромки до шпильки—1,5— 2 диаметра шпильки, глубина ввертывания шпильки равна двум диаметрам шпильки, высота шпильки над поверхностью изделия составляет 0,5—1 диаметра шпильки. При толщине свариваемого металла выше Ю мм рекомендуется между шпильками устанавливать анкеры толщиной 6—12 мм из низкоуглеродистой стали (рис. 69). Их .располагают под углом 45° и 90° к сварному шву после заварки участков между шпильками. Приваривать анкеры можно не на всю толщину.
При толщине свариваемого металла выше Ю мм рекомендуется между шпильками устанавливать анкеры толщиной 6—12 мм из низкоуглеродистой стали (рис. 69). Их .располагают под углом 45° и 90° к сварному шву после заварки участков между шпильками. Приваривать анкеры можно не на всю толщину.
Рис. 68. Подготовка чугунных деталей под сварку со шпильками
Сварка соединений со шпильками начинается с обварки шпилек кольцевыми швами, последующего заполнения участков между обваренными шпильками и только после этого приступают к .заплавке всей разделки. Сварку рекомендуется выполнять участками длиной не более 100—150 мм, стремясь к минимальному количеству наплавленного металла. Для сварки изделий толщиной до 5 мм применяют электроды диаметром 3—4 мм, толщиной 5—10, диаметром 4—5 мм. Сварочный ток для электродов диаметром 3 мм рекомендуется 90—100 А, диаметром 4 и 5 мм — соответственно 130—160 и 180—200 А.
Сварка специальными стальными электродами. Применяют электроды из проволоки Св-08 или Св-08А со специальными покрытиями. Важную роль в покрытии играет ферросилиций, который помогает получить серый чугун. Этот способ используется для изделий несложной формы, работающих при незначительных нагрузках.
Важную роль в покрытии играет ферросилиций, который помогает получить серый чугун. Этот способ используется для изделий несложной формы, работающих при незначительных нагрузках.
Рис. 69. Сварка чугунных деталей с помощью шпилек и анкеров
Сварка чугунными электродами. При холодной сварке применяют чугунные электроды с покрытием, в которое входят графитизирующие элементы, и электроды из аустенитного никелевого чугуна с покрытием из 55% карборунда, 23,7% углекислого бария и 21,3% жидкого стекла. Чугунные электроды изготавливают из круглых литых прутков.
На поверхности прутков не должно быть пор, раковин и других дефектов. Чугунными электродами выполняют сварку только в нижнем положении на постоянном и переменном токе. Для снижения .скорости охлаждения металла и его твердости сварку электродами с графитизирующим покрытием рекомендуется выполнять с возвратно-поступательным движением электрода. Однако полная графитизация металла в этом слу-чае не достигается. Сварка электродами из никелевых чугунов применяется, если требуется последующая механическая обработка. Сварка выполняется в несколько слоев с возвратно-поступательным движением электрода. Каждый слой подвергается легкой проковке. Металл сварного шва, наплавленный электродами из никелевого чугуна, имеет низкую стойкость против обра-зования трещин.
Сварка электродами из никелевых чугунов применяется, если требуется последующая механическая обработка. Сварка выполняется в несколько слоев с возвратно-поступательным движением электрода. Каждый слой подвергается легкой проковке. Металл сварного шва, наплавленный электродами из никелевого чугуна, имеет низкую стойкость против обра-зования трещин.
Сварка электродами из цветных металлов и сплавов.
Пля сварки чугуна нашли большое распространение электроды из меди и ее сплавов. Медь позволяет уменьшить общую твердость металла шва и отбел прибегающей зоны. Медные электроды применяют для сварки малогабаритных изделий, работающих при незначительных статических нагрузках. Сварку производят на постоянном токе обратной полярности и переменном токе. Предпочтение следует отдавать постоянному току. Медный электрод изготавливают из медного стержня диаметром 3—6 мм, на который наворачивается лента или проволока из низкоуглеродистой стали. После этого на стержень наносится меловое покрытие. Вместо ленты или проволоки используют специальное покрытие.
Вместо ленты или проволоки используют специальное покрытие.
При сварке электродами из монель-металла (25— 30% меди и 60—70% никеля) обеспечивается сравнительно хорошая обрабатываемость наплавленного металла и пониженная стойкость против образования трещин. Электроды состоят из медно-никелевых стержней диаметром 3—6 мм и специального покрытия. Сварка производится на постоянном токе обратной полярности участками длиной 60—70 мм. Толщина отдельного валика должна быть не менее 3 мм, что исключает вырывание отдельных участков наплавки в процессе механической обработки. В ходе сварки наплавляемые валики подвергают легкой проковке. Сварку электродами из монель-металла применяют и в комбинации с другими электродами, что позволяет получить сварные соединения, удовлетворительные по механической прочности и обрабатываемости.
Сварка комбинированными электродами. В качестве комбинированных применяются железомедные и аусте-нигно-медные электроды. Большое распространение получили железомедные электроды марки ОЗЧ-1, стержень которых выполнен из меди М2 или МЗ, а. в покрытие типа УОНИ-13 вводится до 50% железного порошка. Сварка производится на постоянном токе обратной полярности в нижнем, вертикальном и ьолупо-юлочном положениях предельно короткой дугой участками длиной 30—60 мм. Каждый участок проковывался сразу же после обрыва дуги, а сварка возобнов-б0яое-я пОсле остывания наплавленного участка до 50— Рекомендуется применять следующий сварочный ток: для электродов диаметром 3, 4 и 5 мм — соответственно 90—110, 120—140 и 160—190 А.
в покрытие типа УОНИ-13 вводится до 50% железного порошка. Сварка производится на постоянном токе обратной полярности в нижнем, вертикальном и ьолупо-юлочном положениях предельно короткой дугой участками длиной 30—60 мм. Каждый участок проковывался сразу же после обрыва дуги, а сварка возобнов-б0яое-я пОсле остывания наплавленного участка до 50— Рекомендуется применять следующий сварочный ток: для электродов диаметром 3, 4 и 5 мм — соответственно 90—110, 120—140 и 160—190 А.
В качестве железомедных электродов используют стержни из низкоуглеродистой стали, на которые электролитическим омеднением наносится слой меди толщиной 0,7—0,9 мм; пучок из низкоуглеродистого электродного стержня с любым покрытием и одного или двух медных стержней, связанный в четырех-пяти местах медной или стальной проволокой; стержень из низкоуглеродистой стали, плотно вставленный в медную трубку, на которую наносится покрытие типа УОНИ-13 с 50% железного порошка.
Образование трещин при сварке железомедными электродами всех видов снижается проковкой наплавленного металла в горячем состоянии, а чрезмерный местный перегрев детали уменьшается сваркой короткими участками вразброс. Железомедные электроды при соблюдении необходимых технологических приемов позволяют получить удовлетворительные результаты даже при сварке изделий сложной конфигурации. Общим их недостатком является неоднородная структура и высокая твердость наплавленного металла.
Железомедные электроды при соблюдении необходимых технологических приемов позволяют получить удовлетворительные результаты даже при сварке изделий сложной конфигурации. Общим их недостатком является неоднородная структура и высокая твердость наплавленного металла.
Аустенитно-медные электроды (АНЧ-1) состоят из стального стержня марки Св-04Х18Н9, медной оболочки и покрытия фтористо-кальциевого типа. По сравнению с железомедными электродами они обеспечивают лучшие обрабатываемость мест сварки, стойкость металла шва против образования кристаллизационных трещин и пор.
—
Существует значительное число способов холодной сварки чугуна. Ручная сварка электродами из цветных металлов на медной основе получила широкое распространение для заварки трещин с обеспечением хороших прочностных показателей свариваемых деталей. Сварку ведут электродами ОЗЧ-2 и СТЧ-3 на постоянном токе прямой полярности в нижнем или наклонном положениях небольшими участками длиной 30—80 мм с очисткой и проковкой каждого валика. Зазоры между кромками при заварке трещин рекомендуется заплав-лять стальными электродами. Возобновляют сварку после охлаждения места сварки до 50—70 °С. Длина дуги у электродов ОЗЧ-2 должна быть предельно короткой. Применяют электроды диаметром 4—7 мм, силу тока соответственно 140—300 А. Сварку электродами со стержнем из сплава на основе никеля используют для устранения мелких дефектов и прежде всего, когда требуется обеспечить обрабатываемость сварного соединения, а также его цвет, аналогичный цвету основного металла. Для сварки используют электроды:
Зазоры между кромками при заварке трещин рекомендуется заплав-лять стальными электродами. Возобновляют сварку после охлаждения места сварки до 50—70 °С. Длина дуги у электродов ОЗЧ-2 должна быть предельно короткой. Применяют электроды диаметром 4—7 мм, силу тока соответственно 140—300 А. Сварку электродами со стержнем из сплава на основе никеля используют для устранения мелких дефектов и прежде всего, когда требуется обеспечить обрабатываемость сварного соединения, а также его цвет, аналогичный цвету основного металла. Для сварки используют электроды:
ОЗЧ-З, ОЗЧ-4, ОЗЖН-1, МНЧ-2 и СТЧ-2. Сварку электродами ОЗЧ-З и МНЧ-2 на постоянном токе обратной полярности производят короткими швами длиной 30—50 мм с проковкой каждого шва и перерывами для охлаждения. При сварке электродами ОЗЧ-З диаметром 2,5—5 мм сварочный ток 60—150 А, а электродами МНЧ-2 диаметром 3—5 мм 90—190 А. При заварке крупных дефектов или наплавке больших объемов металла используют также электроды ОЗЖН-1. Электродами ОЗЧ-З наплавляют первый и последний слой, а промежуточные слои наплавляют поочередно электродами ОЗЖН-1 и ОЗЧ-З. Техника и режимы сварки электродами ОЗЧ-1 и ОЗЖН-1 и электродами ОЗЧ-З аналогична. Эти электроды рекомендуются для наплавки последнего слоя при заполнении разделки электродами ОЗЧ-З. Назначение электродов СТЧ-2 и МНЧ-2 и техника сварки ими аналогичны. Сварку ведут электродами диаметром 3—6 мм, сварочный ток соответственно 85—240 А. Некоторые дефекты, расположенные по краям, а также «бобышки» и платики можно наплавлять полужидкой ванной с принудительным формированием. Используют силу тока в 1,5 раза больше по сравнению с током при послойной сварке. Мелкие дефекты на обрабатываемых поверхностях заваривают электродами с карбидообразующими элементами в покрытии. Наибольшее распространение получили электроды ЦЧ-4. Сварку ведут на минимальном токе электродами диаметром более 4 мм из расчета 23 А на 1 мм диаметра электрода. Ток постоянный, полярность обратная. Кромки рекомендуется облицовывать не более чем в 2 слоя с последующим заполнением объема стальными электродами типа Э42 и Э42А.
Техника и режимы сварки электродами ОЗЧ-1 и ОЗЖН-1 и электродами ОЗЧ-З аналогична. Эти электроды рекомендуются для наплавки последнего слоя при заполнении разделки электродами ОЗЧ-З. Назначение электродов СТЧ-2 и МНЧ-2 и техника сварки ими аналогичны. Сварку ведут электродами диаметром 3—6 мм, сварочный ток соответственно 85—240 А. Некоторые дефекты, расположенные по краям, а также «бобышки» и платики можно наплавлять полужидкой ванной с принудительным формированием. Используют силу тока в 1,5 раза больше по сравнению с током при послойной сварке. Мелкие дефекты на обрабатываемых поверхностях заваривают электродами с карбидообразующими элементами в покрытии. Наибольшее распространение получили электроды ЦЧ-4. Сварку ведут на минимальном токе электродами диаметром более 4 мм из расчета 23 А на 1 мм диаметра электрода. Ток постоянный, полярность обратная. Кромки рекомендуется облицовывать не более чем в 2 слоя с последующим заполнением объема стальными электродами типа Э42 и Э42А.
Когда не требуется механическая обработка сварных соединений и не оговаривается их прочность, рекомендуется сварка стальными электродами, применяемыми для сварки низкоуглеродистых сталей. Сварку производят отдельными участками на минимальном режиме с перерывами для охлаждения основного металла. Для получения равнопрочного с основным металлом соединения непосредственно по месту работы детали без ее демонтажа в завариваемое место устанавливают стальные шпильки в шахматном порядке. При толщине детали до 20 мм разделка кромок необязательна. При большей толшине угол разделки 90—120°.
Сварку производят отдельными участками на минимальном режиме с перерывами для охлаждения основного металла. Для получения равнопрочного с основным металлом соединения непосредственно по месту работы детали без ее демонтажа в завариваемое место устанавливают стальные шпильки в шахматном порядке. При толщине детали до 20 мм разделка кромок необязательна. При большей толшине угол разделки 90—120°.
Сварку можно производить также электродами ЦЧ-4 или электродами со стержнем на основе никеля. Сварку выполняют участками 40—50 мм с перерывами для охлаждения и минимальной глубиной проплавления.
Сварка без предварительного нагрева изделий из высокопрочного и ковкого чугуна имеет свои особенности — высокопрочный чугун обладает повышенной склонностью к отбеливанию и большой прокаливаемо-стью, а ковкий чугун имеет повышенную графитиза-цию, что затрудняет смачиваемость поверхности при сварке. Сварку можно выполнять до и после термической обработки. До термической обработки изделия сваривают электродами УОНИ-13/45 и УОНИ-13/55, а после термической обработки — электродами со стержнем на основе никеля.
Газовую холодную сварку применяют, когда при нагревании и охлаждении детали могут свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. Технология холодной и горячей сварки в основном одинакова. Мощность пламени должна быть максимально возможной. Прилегающие к сварному шву участки необходимо прогреть до начала сварки. После окончания сварки горелку медленно отводят в течение 2—3 мин, направляя пламя на участки, прилегающие к сварному шву. Для обеспечения медленного охлаждения заваренный участок или всю деталь засыпают песком или закрывают асбестом.
Читать далее:
Горячая сварка чугуна
Сварка свинца
Сварка никеля и его сплавов
Сварка титана и его сплавов
Сварка меди и ее сплавов
Сварка высоколегированных сталей различных групп
Общие вопросы ручной дуговой сварки покрытыми и вольфрамовыми электродами
Общие вопросы сварки высоколегированных сталей
Cварка среднелегированных сталей
Cварка низколегированных сталей
Обработка сварочного чугуна
Литье железа сложно, но невозможно. В большинстве случаев при сварке чугуна используется ремонт отливок без соединения отливок с другими элементами. Ремонт производится в литейном цехе, где изготавливаются отливки. Также процесс ремонта производился после обнаружения дефектов литья при механической обработке. Несоосные детали из чугуна требуют ремонтной сварки. Такие условия, как когда отверстия просверлены не в том месте.Сломанные чугунные детали также требуют сварки для своего ремонта. Сломанные куски чугуна необычны и придают чугуну хрупкость.
В большинстве случаев при сварке чугуна используется ремонт отливок без соединения отливок с другими элементами. Ремонт производится в литейном цехе, где изготавливаются отливки. Также процесс ремонта производился после обнаружения дефектов литья при механической обработке. Несоосные детали из чугуна требуют ремонтной сварки. Такие условия, как когда отверстия просверлены не в том месте.Сломанные чугунные детали также требуют сварки для своего ремонта. Сломанные куски чугуна необычны и придают чугуну хрупкость.
Разновидности присутствующего чугуна включают белый чугун, серый чугун, ковкий, шаровидный или ковкий чугун. Среди серых чугунов наиболее распространен. Чугун принципиально содержит от 2 до 4% углерода и в десять раз больше стали. Присутствие большого количества углерода заставляет углерод образовывать чешуйки графита. Здесь графит предлагает вид излома серого чугуна в качестве основной характеристики.
Сварка чугуна экономит время и деньги, но сопряжена с рядом проблем. Неудачная сварка приводит к растрескиванию и другим повреждениям. Если свариваемые детали являются критическими, то для получения желаемых результатов требуется сварочное оборудование и квалифицированные сварщики.
Неудачная сварка приводит к растрескиванию и другим повреждениям. Если свариваемые детали являются критическими, то для получения желаемых результатов требуется сварочное оборудование и квалифицированные сварщики.
Процесс сварки включает различные этапы, включая следующие:
- Идентификация сплава
Здесь чугуны представляют собой железоуглеродистый сплав с высоким содержанием углерода. Присутствие углерода обеспечивает твердость.Здесь твердость сочетается с пластичностью. Чугун менее пластичен по сравнению с другими материалами. Процесс нагрева и охлаждения во время сварки вызывает расширение и сжатие металла и вызывает растягивающее напряжение. Чугун не реагирует на растяжение и деформацию после нагрева и нагружения. Вместо этого они становятся сложными для сварки. Спектрохимический анализ — лучший способ понять технические характеристики материала. - Очистка чугуна
Перед сваркой необходимо надлежащим образом очистить чугун, независимо от сплава. При подготовке материала к сварке необходимо удалить все поверхностные элементы. Место сварки должно быть чистым. Зона сварки отливки должна быть очищена от краски, жира, масла и загрязняющих веществ. Применение медленного нагрева к зоне сварки удаляет захваченный газ и другие элементы. Кроме того, перед сваркой чугуна необходимо провести простой метод испытаний на поверхности чугуна. Испытание определяет наличие примесей и пористую природу отливки. - Предварительный нагрев
Все чугуны склонны к растрескиванию в условиях напряжения, и терморегуляция хорошо помогает предотвратить растрескивание.Для сварки чугуна необходимы три этапа: предварительный нагрев, низкие тепловложения и медленное охлаждение. Из-за теплового расширения контроль температуры является необходимым фактором. Металл расширяется после воздействия высоких температур. Местный нагрев приводит к ограниченному расширению вокруг металла. - Метод сварки
В зависимости от пригодности чугунного сплава можно выбрать метод сварки. Но ниже приведены наиболее распространенные процедуры сварки, которые хорошо работают с чугуном. - Сварка электродом
Она также известна как дуговая сварка в среде защитного газа или ММА.В процессе используется расходуемый электрод, покрытый флюсом. В процессе используются различные электроды в зависимости от применения, желаемого цвета и степени обработки после сварки. Несколько присадочных элементов, которые хорошо работают при сварке чугуна, включают электроды с покрытием из чугуна, электроды из медного сплава и электроды из никелевого сплава. - Кислородно-ацетиленовая сварка
Это процесс сварки с использованием электродов. Здесь в процессе используется кислородно-ацетиленовая горелка для обеспечения энергии для сварки вместо дуги, генерируемой током.Здесь подходят чугунные электроды и медно-цинковые электроды. Неосторожная сварка приводит к потере кремния и образованию белого железа во время сварки. Перед сваркой необходимо расплавить сварочный пруток. - Сварка пайкой
Стандартный метод соединения чугунных деталей благодаря минимальному воздействию на основной металл. Здесь сварочный стержень предлагает наполнитель, который прикрепляется к чугуну. Низкая температура плавления присадочного материала не ослабевает с чугуном и не прилипает к поверхности.Также при сварке чугуна необходима очистка поверхности, так как качество соединения зависит от качества наполнителя. - Чистовая обработка
Термические сжатия обычно вызывают растрескивание чугуна. Кроме того, при охлаждении сварного шва и усадке в чугуне возникают растягивающие напряжения. Чугунное литье трескается после достижения уровня напряжения. Вероятность растрескивания литья уменьшается с напряжением сжатия, чтобы противостоять напряжению растяжения во время охлаждения. Сварщики используют метод наклепа для сварки деформируемого валика, при котором сварной шов остается мягким.Упрочнение снижает риск образования трещин в сварном шве и требуется при работе с относительно пластичным металлом сварного шва.
Контроль охлаждения — это завершающий этап сварки чугуна. В процессе используются изоляционные материалы для уменьшения охлаждения или периодический нагрев сварного шва для сдерживания естественного охлаждения.
 При подготовке материала к сварке необходимо удалить все поверхностные элементы. Место сварки должно быть чистым. Зона сварки отливки должна быть очищена от краски, жира, масла и загрязняющих веществ. Применение медленного нагрева к зоне сварки удаляет захваченный газ и другие элементы. Кроме того, перед сваркой чугуна необходимо провести простой метод испытаний на поверхности чугуна. Испытание определяет наличие примесей и пористую природу отливки.
При подготовке материала к сварке необходимо удалить все поверхностные элементы. Место сварки должно быть чистым. Зона сварки отливки должна быть очищена от краски, жира, масла и загрязняющих веществ. Применение медленного нагрева к зоне сварки удаляет захваченный газ и другие элементы. Кроме того, перед сваркой чугуна необходимо провести простой метод испытаний на поверхности чугуна. Испытание определяет наличие примесей и пористую природу отливки. Но ниже приведены наиболее распространенные процедуры сварки, которые хорошо работают с чугуном.
Но ниже приведены наиболее распространенные процедуры сварки, которые хорошо работают с чугуном.
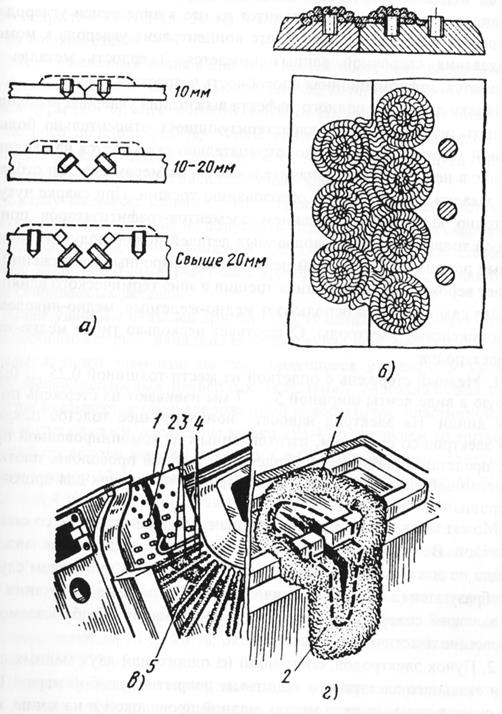
Pipingmart — портал B2B, специализирующийся на промышленной, металлической и трубопроводной продукции. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Как сваривать чугун: полное руководство
Сварка чугуна возможна, но проблематична из-за высокого содержания углерода. Это содержание углерода часто составляет 2-4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл шва и/или околошовную зону, что приводит к повышению хрупкости/твердости. Это, в свою очередь, может привести к трещинам после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т.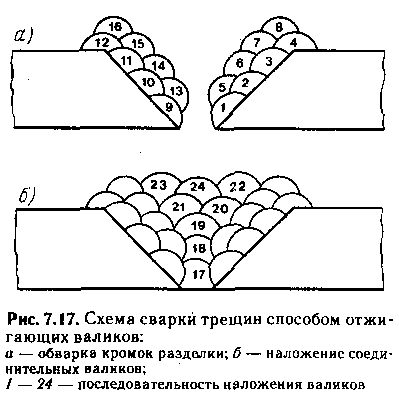 д.для улучшения определенных свойств. Кроме того, он может содержать значительно более высокое содержание серы и фосфора, чем примеси, что затрудняет сварку без образования трещин.
д.для улучшения определенных свойств. Кроме того, он может содержать значительно более высокое содержание серы и фосфора, чем примеси, что затрудняет сварку без образования трещин.
Различные типы чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, за исключением белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали.
Однако бывает трудно определить разницу между этими различными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун — это долговечный, износостойкий металл, который использовался веками.
Этапы подготовки к сварке чугунаПрежде чем приступить к сварке чугуна, необходимо выполнить четыре основных этапа, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Определение типа чугуна
- Очистка отливки
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1.
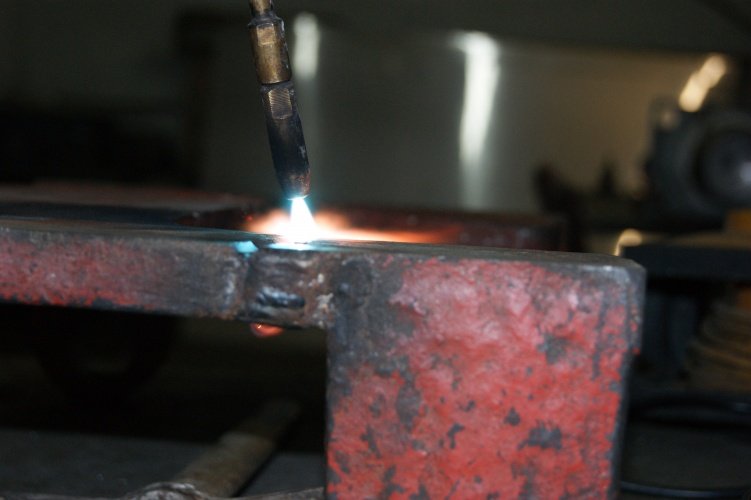 Определение типа чугуна
Определение типа чугуна Первым этапом этого вида сварки является определение типа чугуна. Существует множество типов, и вам не захочется сваривать большинство из них.
Чугун имеет плохую пластичность, поэтому он может треснуть из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
- Серый чугун: Это наиболее распространенная форма чугуна.Углерод осаждается в графитовые чешуйки во время производства в перлитную или ферритную кристаллическую микроструктуру. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет собой проблему для будущих сварщиков, поскольку чешуйки графита в сером чугуне могут попасть в сварочную ванну, вызывая охрупчивание металла сварного шва.
- Белый чугун: Белый чугун удерживает углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая.Белый чугун обычно считается несвариваемым.
- Ковкий, шаровидный или ковкий чугун: Все эти чугуны менее хрупкие из-за микроструктурных различий, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
 Кристаллическая микроструктура цементита очень твердая и хрупкая.Белый чугун обычно считается несвариваемым.
Кристаллическая микроструктура цементита очень твердая и хрупкая.Белый чугун обычно считается несвариваемым.Самый простой способ определить, с каким типом утюга вы работаете, — проверить оригинальную спецификацию. Химический и металлографический анализы также могут помочь в определении категории чугуна, с которым вы работаете.
Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вместе с точкой излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
Серый чугун является наиболее распространенным типом свариваемого чугуна и должен быть единственным чугуном, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Наличие кого-то опытного, чтобы помочь вам, является еще одним хорошим вариантом.
Наличие кого-то опытного, чтобы помочь вам, является еще одним хорошим вариантом.
2.
Очистка отливкиНезависимо от сплава все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке очень важно удалить все поверхностные материалы. Отливка должна быть абсолютно чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего осторожно и медленно подавать тепло в зону сварки в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение на металл сварочного шва — при наличии примесей он будет пористым. Этот проход можно сточить, и процесс повторяется несколько раз, пока пористость не исчезнет.
3.
Температура предварительного нагрева Все чугуны подвержены растрескиванию под нагрузкой. Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной контроля нагрева является тепловое расширение.Когда металл нагревается, он расширяется. Напряжение не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет накапливаться, когда тепло локализовано в небольшой зоне термического влияния (HZ).
Локальный нагрев приводит к ограниченному расширению ГП сдерживается более холодным металлом вокруг него. Степень результирующего напряжения зависит от температурного градиента между ГЦ и телом отливки. В стали и других пластичных металлах напряжение, вызванное ограниченным расширением и сжатием, снимается растяжением.
К сожалению, это может привести к растрескиванию в период усадки, поскольку чугуны обладают относительно низкой пластичностью. Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.
Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.
Если адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла, выбор низкотемпературного процесса сварки и сварки прутками или проволокой с низкой температурой плавления.
Скорость охлаждения является еще одним фактором, оказывающим непосредственное влияние на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, в результате чего сварные швы становятся хрупкими и легко растрескиваются. Напротив, низкое охлаждение снижает напряжение закалки и усадки.
4. Техника сварки Использование для сварки чугуна
Теоретически любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка с флюсовой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т. д.можно использовать, обычно предпочтительнее процесс, который способствует медленному нагреву и охлаждению.
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что правильная сварка используются штанги. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля.Электрод на основе железа будет производить металл сварного шва с высоким содержанием углерода мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета.
Чаще всего используются электроды из никелевого сплава, обеспечивающие более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAGСварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГСварка ВИГ может обеспечить чистый сварной шов на чугуне, но обычно не предпочтительна из-за сильно локализованных характеристик нагрева.Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
4. Ацетиленокислородная сварка При сварке кислородом и ацетиленом также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Необходимо соблюдать осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве.Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты.
5. Сварка пайкойСварка пайкой является распространенным методом соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный стержень обеспечивает наполнитель, который прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этого метода сварки, поскольку соединение зависит от качества наполнителя, смачивающего поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением.
Жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим частям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Методы сварки без предварительного нагреваРазмер отливки или другие обстоятельства могут потребовать проведения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, что вы не сможете положить на нее голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом.
Можно сваривать другую область отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Использование присадочной проволоки или электрода для сварки литых изделийКак упоминалось выше, выбор сварочного электрода важен для сварки чугуна, хотя большинство экспертов рекомендуют использовать никелевые электроды.
1. Стержни из 99% никеляЭти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. Стержни из 99% никеля обеспечивают сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Стержни из 55% никеля Менее дорогие, чем стержни из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые:
3. Стальные стержниСтальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения .Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
4. Припой из бронзы Можно использовать ацетиленокислородную пайку или использовать стержни для сварки TIG. Это хороший способ обеспечить прочность в трещине или между двумя компонентами, нуждающимися в соединении, при этом не вызывая растрескивания и изменения свойств чугуна.
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении молотком с шариковым бойком для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом.Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева.Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, работающие на ремонте или изготовлении чугунных изделий регулярно всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва внутри, а не только отсутствие видимых трещин.
СВЯЗАННЫЕ ПОСТЫСварка и шитье чугуна
Специализированные методы сварки и холодной сварки металлов для ремонта исторических чугунных конструкций
Терри Симс
Майтон-Бридж (1868 г.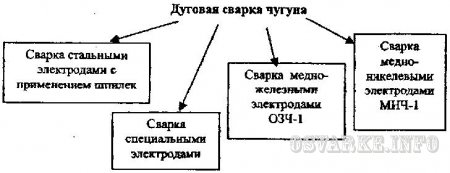 ), Майтон-он-Свейл, Северный Йоркшир, после структурного ремонта и реставрационных работ по замене
недостающие и поврежденные компоненты ), Майтон-он-Свейл, Северный Йоркшир, после структурного ремонта и реставрационных работ по замене
недостающие и поврежденные компоненты |
Одни из самых впечатляющих британских конструкции изготовлены из чугуна, один одним из самых ранних и известных является мост в Айронбридже в Колбрукдейле, Город в Шропшире часто называют колыбелью промышленная революция.
В 18 веке чугун стал
более широко доступный, он был быстро принят
в конструкционных и декоративных целях. То
красота материала заключалась в том, что он мог быть
производится в самых разнообразных формах и
конструкций и серийно выпускаемых, позволяющих выдерживать несущую
колонны и изысканные фасады
создан на долю стоимости традиционных
каменные резные.
Это развитие совпало с периодом быстрого роста торговли и коммерции, отражение в великолепных зданиях, таких как Донкастерская кукурузная биржа, рынок Дьюсбери Холл и великие замыслы железнодорожные станции по всей стране.
Этим зданиям уже более века. часто весьма красивы, а также имеет большое архитектурное и историческое значение, и многие из них перечислены, что требует тщательного подход к ремонту и восстановлению, если структурные происходит сбой.
Серый чугун, форма наиболее часто
встречается в викторианских зданиях, был
обычно производится в формах из зеленого песка.
(«Зеленый» относится к способности агрегата быть
форма, а не цвет.) Этот процесс позволил
для воспроизведения мелких деталей, но и
представила врожденную проблему хрупкости в
материал.
Серый чугун обладает превосходными свойствами при сжатие, но оно намного слабее современных конструкционные стали, где сдвигающие нагрузки и растяжения вовлечены.
На сегодняшний день проседание является одним из самых частые причины поломки конструкции чугунные конструкции. Благодаря методу конструкция может быть не замечена до тех пор, пока неудача достигла довольно продвинутой стадии. То Причина этого в том, что в структурах, состоящих чугунных колонн и балок, обычно необходимо замаскировать болтовые соединения какое-то декоративное покрытие.Эти обложки могут скрывать глубинные проблемы и, в этом смысле, великолепие декоративного литья также может быть его падением.
Если в здании происходит оседание
построенный из колонн и чугунных балок,
давление будет оказываться на болты, ведущие к
локальные трещины в балках и возможные
отказ.
Еще одна распространенная причина разрушения конструкции попадание воды между секциями чугуна, особенно если предыдущая корректирующая работа была осуществляется с помощью болтов из нержавеющей стали, которые не были изолированы с помощью нейлоновых шайб.В присутствии влаги, это быстро приводит к биметаллическая коррозия и последующая коррозия и трещины в области вокруг болтов.
В одном случае при косметическом ремонте
эдвардианский рыночный зал, большая часть
декоративное литье выпало при нанесении краски
соскоблил его. Для определения степени
проблема, инженеры, работающие от вишневых сборщиков
удалены небольшие квадраты материала из
некоторые из декоративных отливок, чтобы показать
болтовые соединения между колоннами и
металлоконструкции. Они обнаружили, что практически все
болты, которые они осмотрели, вышли из строя: новые секции
потребовались балки и существующие колонны
пришлось усиливать.
Они обнаружили, что практически все
болты, которые они осмотрели, вышли из строя: новые секции
потребовались балки и существующие колонны
пришлось усиливать.
Хотя изначально чугун был
введен в качестве огнеупорного материала в текстильной промышленности
мельницы и склады, под сильным жаром это
как строительный материал не годится.
Где пожары опустошили викторианский чугун
здания, Донкастерская кукурузная биржа
например, часто имело место серьезное
структурный отказ.Проблемы усугубляются
при тушении пожара с помощью пожарных рукавов
так как резкое изменение температуры вызывает
происходит дальнейшее охрупчивание и растрескивание
колонны и балки. Это часто сопровождается
полным разрушением декоративного слепка
железные черты.
Опять же из-за хрупкости серого цвета чугуна, повреждения от удара могут иметь разрушительные последствия.Примеры тому приведены серией искусно украшенных чугунных фонтаны, расположенные на кольцевых развязках в г. Район авеню Кингстон-апон-Халл. Через период времени все были разрушены в результате дорожно-транспортных происшествий и должны были быть отремонтированы.
Чугун можно ремонтировать с помощью различных процессов в зависимости от характера чугун и обстоятельства, при которых ремонт должен быть выполнен.Эти процессы включают в себя специальные методы сварки, холодная металлическая строчка и различные виды армирование.
| Ремонт мелкоразмерной отливки с помощью ручной дуговой сварки металлическим электродом: вверху слева — сломанные участки до ремонта; внизу, предварительно нагревая сломанные секции; вверху справа, сварка разделы; а внизу шлифовка ремонтной глади | |
ТИПЫ КОНСТРУКЦИОННОГО ЧУГУНА
Чугун обычно имеет содержание углерода два
до четырех процентов, что в десять раз больше, чем
большинство сталей. Кроме серого чугуна есть
две другие формы; белый чугун, который
в основном используется в машиностроении
приложений и железа с шаровидным графитом (SG).
В большинстве случаев тщательное расследование
требуется для определения точного типа чугуна
отбор проб для лабораторного анализа.
Кроме серого чугуна есть
две другие формы; белый чугун, который
в основном используется в машиностроении
приложений и железа с шаровидным графитом (SG).
В большинстве случаев тщательное расследование
требуется для определения точного типа чугуна
отбор проб для лабораторного анализа.
Название «серый» чугун происходит от его цвет при изломе по сравнению с внешний вид белого чугуна.Его высокое содержание углерода содержание приводит к образованию графита, создавая плоскости слабости, и именно для этого Причина, по которой его прочность на растяжение и ударная вязкость уступают конструкционным сталям.
Железо SG является вторым наиболее часто
столкнулся с формой чугуна в викторианском стиле
здания. С исторической точки зрения,
это свидетельствовало об улучшении
механические свойства исходного серого литья
железо. Его получают путем обработки чугуна.
с добавками магния или церия перед
Кастинг. Это создает отливки, в которых графит находится в
сфероидальную форму, а не чешуйки, в результате чего
в большей пластичности и более высокой прочности на растяжение
чем серый чугун.
Его получают путем обработки чугуна.
с добавками магния или церия перед
Кастинг. Это создает отливки, в которых графит находится в
сфероидальную форму, а не чешуйки, в результате чего
в большей пластичности и более высокой прочности на растяжение
чем серый чугун.
Исходя из «эмпирического подхода», один из способы сказать разницу между серым чугун и чугун СГ (хотя и не безошибочный) заключается в том, что при бурении серый чугун дает мелкие кусочки материала и пыли, в то время как Железо СГ производит что-то напоминающее маленькое повороты, часто сопровождающиеся характерным запах.
По свариваемости серый литой
железо обычно требует специального нагрева
обработка до, во время и после сварки.
Для сравнения, железо SG легче
поддается сварке в большинстве случаев. Это потому что
крупные чешуйки графита в сером чугуне
сделать его менее пластичным, что приведет к созданию
хрупких микроструктур в зоне термического влияния
зона.Напротив, шаровидный графит в
Чугуны SG обеспечивают большую пластичность, уменьшая
появление хрупких микроструктур.
Это потому что
крупные чешуйки графита в сером чугуне
сделать его менее пластичным, что приведет к созданию
хрупких микроструктур в зоне термического влияния
зона.Напротив, шаровидный графит в
Чугуны SG обеспечивают большую пластичность, уменьшая
появление хрупких микроструктур.
Серый чугун особенно уязвим к силы расширения и сжатия, создаваемые в процессе сварки и в качестве материала начинает остывать. Для преодоления этой проблемы необходимо обычно необходимо предварительно нагреть всю отливку медленно и равномерно до начала сварки, а потом надо дать остыть постепенно.
СВАРОЧНЫЙ ЧУГУН Как можно понять, все эти факторы
сильно влияет на практичность
ремонт конструкционных и декоративных отливок. Незначительные дефекты декоративной отливки или трещины
обычно не более 25 мм в длину.
эффективно сваривать на месте. Однако в
в некоторых случаях сварка полностью исключена
из-за проблем с удалением очень больших
элементы конструкции и их термическая обработка в
соответствующим образом.В этом случае альтернатива
виды ремонта, такие как холодная прошивка металлом
(где не используется тепло), армирование
или может потребоваться полная замена
обдуманный.
Незначительные дефекты декоративной отливки или трещины
обычно не более 25 мм в длину.
эффективно сваривать на месте. Однако в
в некоторых случаях сварка полностью исключена
из-за проблем с удалением очень больших
элементы конструкции и их термическая обработка в
соответствующим образом.В этом случае альтернатива
виды ремонта, такие как холодная прошивка металлом
(где не используется тепло), армирование
или может потребоваться полная замена
обдуманный.
К счастью, есть много экземпляров где участки конструкционной и декоративной отливки можно транспортировать в мастерскую где сварку можно проводить под тщательно контролируемые условия.
В некоторых случаях можно использовать печь для
предварительный нагрев отливки, но во многих случаях
эффективнее сделать импровизированный
ограждение с использованием огнеупорных материалов. Это позволяет
отливка должна быть предварительно нагрета до температуры
200-300°С на кислородно-ацетиленовом оборудовании
подключен к насадке для перца, которая
рассеивает тепло по максимально возможной площади
кастинга.Эта температура поддерживается
на протяжении всего цикла сварки и, когда
сварка завершена, очень медленное, равномерное охлаждение
скорость должна быть достигнута.
Это позволяет
отливка должна быть предварительно нагрета до температуры
200-300°С на кислородно-ацетиленовом оборудовании
подключен к насадке для перца, которая
рассеивает тепло по максимально возможной площади
кастинга.Эта температура поддерживается
на протяжении всего цикла сварки и, когда
сварка завершена, очень медленное, равномерное охлаждение
скорость должна быть достигнута.
Один из способов предварительного нагрева температура поддерживается с помощью термоодеяло для покрытия отливки. Этот требует значительного мастерства со стороны сварщик, который должен завершить сварку, пока регулировка теплового одеяла, чтобы содержать жару и защитить себя.
В случае очень больших конструкционных отливок, таких как колонны и балки,
Викторианские вокзалы, подогрев может
нецелесообразно из-за габаритов
компонент или сложность удаления
это с сайта. В этих условиях сварка
метод включает в себя выбор низкой силы тока
настройка для снижения тепловложения и предотвращения местного
перегрев.Наварить валики примерно
Применяются 30-75 мм в длину и площадь
сразу же «зачищается» легким ударом молотком
для снижения напряжений в сварном соединении. Этот
процедуру повторяют, убедившись, что сварка
шарики расположены достаточно далеко друг от друга, чтобы избежать
локальное накопление тепла.
В этих условиях сварка
метод включает в себя выбор низкой силы тока
настройка для снижения тепловложения и предотвращения местного
перегрев.Наварить валики примерно
Применяются 30-75 мм в длину и площадь
сразу же «зачищается» легким ударом молотком
для снижения напряжений в сварном соединении. Этот
процедуру повторяют, убедившись, что сварка
шарики расположены достаточно далеко друг от друга, чтобы избежать
локальное накопление тепла.
При сварке трещин в тонких
профильные отливки, не подлежащие предварительному нагреву,
применяется метод «ступенчатой сварки».В
этот метод, «сбалансированная» сварка является ключом к
успех. Сначала сверлятся отверстия диаметром 3 мм.
конец трещины, чтобы предотвратить ее открытие
дальше при нагревании. Готовясь к
сварки, затем трещина выдалбливается и слегка
земля. Ступенчатая сварка начинается в центре
трещина с использованием отложений длиной 25 мм. То
первый депозит вносится справа от центра
а второй слева, дав каждому остыть
полностью, прежде чем переходить к следующему.В
Таким образом, количество применяемого тепла тщательно
сбалансирован на протяжении всего цикла сварки.
Готовясь к
сварки, затем трещина выдалбливается и слегка
земля. Ступенчатая сварка начинается в центре
трещина с использованием отложений длиной 25 мм. То
первый депозит вносится справа от центра
а второй слева, дав каждому остыть
полностью, прежде чем переходить к следующему.В
Таким образом, количество применяемого тепла тщательно
сбалансирован на протяжении всего цикла сварки.
При заварке трещин больших сечений, трещина подготовлена в форме буквы «U», чтобы обеспечить стальные шпильки должны быть вставлены с интервалом 75 мм, чтобы укрепить сустав. Во время сварки эти шпильки сплавляться с материалом, на который наносится укрепить сустав.
Ручная дуговая сварка металлическим электродом (MMA)
часто используется при ремонте чугуна
потому что высокотемпературная дуга требует
более низкий уровень предварительного нагрева. С высоким содержанием никеля
электроды используются в этом методе, потому что
их пластичности. Тщательный подход — это
требуется, сначала высушив электроды в
печи, а затем подогрев сварочного колчана.
С высоким содержанием никеля
электроды используются в этом методе, потому что
их пластичности. Тщательный подход — это
требуется, сначала высушив электроды в
печи, а затем подогрев сварочного колчана.
Сила тока установлена низкой, но достаточно высокой, чтобы
сплавить сварочный материал с основным металлом.Опять же, важен сбалансированный подход,
в секциях от 30 до 40 мм и никогда не закрывая
концов сварного шва до тех пор, пока средняя часть не будет
завершенный.
| Автор, Терри Симс, осматривает сварной шов в чаше фонтана |
Главное преимущество холодной прошивки металлом
заключается в том, что он не предполагает применения
тепла, избегая проблем расширения и
сжатие и возникающие при этом напряжения в
материал. Поэтому все комплексное тепло
процессы обработки, упомянутые выше,
обошел. Это также позволяет избежать необходимости в горячем
разрешения на работу в зданиях, содержащих древесину.
Поэтому все комплексное тепло
процессы обработки, упомянутые выше,
обошел. Это также позволяет избежать необходимости в горячем
разрешения на работу в зданиях, содержащих древесину.
Еще одним важным преимуществом является холодная сшивание металлом, как правило, может выполняться в месте, избегая ненужного беспокойства структуры исторических зданий и избегая стоимость и осложнения, связанные с демонтаж конструкций, транспортировка их в мастерской, а затем собрать их на завершение.
Конечно, это нецелесообразно и нежелательно. в каждом случае. Например, более эффективно взять осколки сильно разбитого декоративное литье в мастерскую, где работу можно выполнять легче.
Процесс сшивания холодным металлом начинается с
сверление ряда отверстий под прямым углом к
трещина в отливке и последующее их преобразование
в слот. Для достижения правильного расстояния между
отверстий используется специальный сверлильный станок с центрами в
1∕8″, 5/32″, 3 ∕16″ или ¼» в зависимости от толщины
ремонтируемого материала.
Для достижения правильного расстояния между
отверстий используется специальный сверлильный станок с центрами в
1∕8″, 5/32″, 3 ∕16″ или ¼» в зависимости от толщины
ремонтируемого материала.
Предварительно отформованные замки затем вставляются в слоты для создания моста через сломанные разделы. Замки изготовлены из высокопрочного никеля. стали с тем же коэффициентом расширения, что и чугун.Этот материал специально выбран потому что он достаточно прочен, чтобы выдерживать сдвигающие нагрузки, но достаточно пластичный, чтобы обеспечить необходимое эластичность.
Большинство ремонтов будет иметь ряд замков
и стежки, расположенные через равные промежутки вдоль
трещина. Когда это будет завершено, отверстия
просверливается по линии трещины между
каждый стежок. Они используются для получения специальных
винты, которые заполняют трещину и обеспечивают ее
полностью водонепроницаемая.
Они используются для получения специальных
винты, которые заполняют трещину и обеспечивают ее
полностью водонепроницаемая.
Наконец, область, которая была сшита находится на уровне земли по отношению к поверхности оригинала материал для создания бесшовного ремонта. Этим способом, после устранения трещины в области металл часто прочнее оригинального литья железный материал, и когда он был загрунтован и окрашенный ремонт может быть незаметен.
В некоторых случаях, связанных с большой нагрузкой
напряжения, такие как ремонт чугунных колонн,
необходимо дополнительное армирование.В этих обстоятельствах «мастер-ключ»
вставлены в дополнение к обычным «стежкам».
«Отмычка» представляет собой большую часть металла.
которые могут варьироваться по форме или размеру, чтобы удовлетворить
особые требования к ремонту. Это
включает в себя большую соединительную секцию, которая устанавливается
используя ту же технику, что и традиционная
сшивание.
Это
включает в себя большую соединительную секцию, которая устанавливается
используя ту же технику, что и традиционная
сшивание.
В случаях, когда целые секции материала отсутствуют из-за воздействия коррозии или механическое повреждение, пятно металла, известное как «вставка», может быть сделана для заполнения пробела и сшиты на место.Вставки этого типа могут быть что-нибудь от нескольких дюймов в ширину до нескольких футов.
Прошивка холодным металлом является исключительно
универсальная техника, которую можно использовать в
ремонт несущих колонн, балок, перемычек
кронштейны и другие элементы конструкции. Оно может
также использоваться для восстановления сложных
декоративные отливки, которые могли треснуть или
разбился в результате удара или в результате
попадание воды.
В проекте реставрации холодная прошивка металлом можно комбинировать со специализированными методами сварки, в зависимости от обстоятельств и характер материала, который отремонтировано.
Один из самых впечатляющих примеров масштабной реставрации холодным металлом сшивание в сочетании со специальной сваркой методы — Донкастерская кукурузная биржа где тысячи фрагментов декоративного отливки были повторно собраны после сильного пожара повреждать.
Другой пример предоставлен
Галерея Фергюсона в Перте, Шотландия, слепок
железное здание, построенное в 1832 г. как гидротехническое сооружение,
но совсем недавно преобразован в художественную галерею.
На протяжении многих лет 192 чугунные панели, которые
окружать галерею стало строго
проржавели, и многие крепления вышли из строя. В 2003 году программа восстановления
Строительство памятника категории А было начато с
целью сохранить как можно больше оригинала
материал по возможности.
В 2003 году программа восстановления
Строительство памятника категории А было начато с
целью сохранить как можно больше оригинала
материал по возможности.
В данном случае необходимо было перевезти панели в мастерскую, где они могли быть индивидуально оценены и отремонтированы. Этот включал комбинированный подход с использованием холодного металла швы и специальные методы сварки. В результате пришлось всего девять панелей. полностью обновлены, в то время как большинство отремонтирован и заново установлен.
В любом деле ключ к успеху
реставрация чугунных конструкций – это тщательная
понимание материалов под
ремонта, всестороннее знание
наиболее подходящие методы ремонта и
опыт их эффективного применения и
самым сочувственным образом.
Сварка чугуна — Weld World
ЧугунЧугун включает различные материалы на основе железа, такие как углерод, кремний, марганец, фосфор, сера и т. д. Это универсальный металл, используемый как для общих и коммерческих целях.
Хотя сварка чугуна выгодна и может сэкономить деньги и время, свариваемость чугуна имеет решающее значение и требует дополнительных навыков от опытных сварщиков.Сварка чугуна более сложна по сравнению с другими процессами, такими как TIG или MIG.
Из-за высокого процента содержания углерода повышается его твердость, что увеличивает риск растрескивания шва при сварке. Его можно сваривать при определенных условиях минимального риска дефектов. Для сварки чугуна необходимо определить критический тип чугуна.
Типы чугунаКак правило, чугуны делятся на четыре основных типа:
- Серый чугун
- Ковкий чугун
- Чугун с шаровидным графитом.
- Белый чугун

Содержание углерода в сером чугуне колеблется от 2,5 до 3,8 %, в то время как другие элементы, такие как кремний, могут составлять 1,1-2,8 %, марганец 0,4-1,0 %, фосфор 0,15 %. , кремний 0,4-1,0% и сера 0,10%.
На изломе поверхность кажется коричневой. Характеризуется наличием чешуек графита в матрице феррита или перлита. У него самая низкая температура плавления среди всех сплавов железа (около 1178 °C), он хрупок по своей природе, легко поддается механической обработке, но, вероятно, это самый трудный из всех металлов для экономичной сварки.
Основные области применения
- Ремонт дефектов литья в литейном производстве.
- Ремонт поврежденных или изношенных в эксплуатации.
- Для соединения отдельных деталей из свариваемого чугуна.
Во время сварки в свариваемом стыке образуется расплавленная ванна из серого чугуна, которая при затвердевании образует сварной шов. Если серый чугун имеет соответствующее процентное содержание кремния, количество углерода, переходящего в связанное состояние (в виде цементита и т.) или оставаться свободным (в виде чешуек) будет зависеть от охлаждения, если скорость охлаждения высокая, большая часть углерода перейдет в связанное состояние, и в результате получится очень твердый, хрупкий и невообразимо белый чугун с высокой скоростью металла сварного шва. . Возможно также образование трещин.
Если серый чугун имеет соответствующее процентное содержание кремния, количество углерода, переходящего в связанное состояние (в виде цементита и т.) или оставаться свободным (в виде чешуек) будет зависеть от охлаждения, если скорость охлаждения высокая, большая часть углерода перейдет в связанное состояние, и в результате получится очень твердый, хрупкий и невообразимо белый чугун с высокой скоростью металла сварного шва. . Возможно также образование трещин.
Для получения мягкого, свободного от напряжений и легко обрабатываемого шва скорость намотки металла шва замедляют путем предварительного нагрева детали из серого чугуна перед сваркой при высокой температуре 600–700 °С.
В зависимости от геометрической формы и размера заготовки может ли выполняться предварительный нагрев только в месте соединения и вокруг него или вся работа может быть предварительно нагрета. Иногда предпочтительнее предварительно нагревать всю работу, если это целесообразно.
После завершения сварки горячая часть компонента покрывается асбестом, засыпается сухим песком, и изделие охлаждается относительно медленно.
Нанесение последующего нагрева
Даже после термической обработки всего компонента или участка, примыкающего к сварному шву, это помогает снизить чрезмерную охлаждающую нагрузку и предотвратить образование белого чугуна».
Другие этапы (методы) последующего нагрева
- Используйте подходящие стержневые электроды из цветных металлов с более низкой температурой плавления, чем у серого чугуна.
- Используйте скиповую сварку, чтобы свести к минимуму нагрев компонентов из серого чугуна.
- При дуговой сварке направляйте дугу на уже наплавленный металл шва.
- При газовой сварке пламя должно быть направлено на сварочные стержни.
- Присадочный материал, используемый для сварки, также играет важную роль в создании сварочных напряжений и в образовании трещин в сварном соединении.
Насколько это возможно, присадочный материал должен иметь такой же коэффициент теплового расширения, как и серый чугун.
Дуговая сварка серого чугуна
- V-образное соединение может быть выполнено под углом 60 – 90 градусов к соединяемой детали путем вырубки или механической обработки.
- Очистка соединения является обязательной для удаления пыли, грязи, масла, жира и краски.
- Электроды из чугуна, мягкой стали, аустенитной нержавеющей стали, никелевых сплавов и т. д. могут использоваться для сварки серого чугуна.
Ступени
На первом этапе дуга зажигается при касании электрода заготовкой.
После образования ванны расплава сварку производят обычным способом.
Для уменьшения постоянных напряжений в изделии сварные швы могут выполняться короткими проходами (пропускная сварка) с последующим охлаждением каждого из них. Обработка сварного шва, когда он горячий, также снимает напряжение.
Техника сварки со скипами
Это очень успешная технология дуговой сварки чугуна. Короткий отрезок наплавленного металла наплавляется в одной части шва, затем следующий отрезок наносится на некотором расстоянии, сохраняя участки как можно дальше друг от друга, таким образом локализуя тепло.
Короткий отрезок наплавленного металла наплавляется в одной части шва, затем следующий отрезок наносится на некотором расстоянии, сохраняя участки как можно дальше друг от друга, таким образом локализуя тепло.
- Перед сваркой можно провести предварительный подогрев (600-700 градусов по Цельсию), а после окончания сварки покрыть изделие изоляционным материалом, таким образом получается сварное соединение хорошего качества.
- В некоторых случаях последующую термообработку проводят сразу после сварки . В этом случае нет необходимости покрывать сварной шов и т. д. изоляционным материалом.
- Для сварки можно использовать источник переменного или постоянного тока .Ток, необходимый для сварки чугунными электродами диаметром от 6 до 10 мм, составляет примерно 300–400 А соответственно.
Сварочные электроды из чугуна
Электроды из следующих материалов могут использоваться для сварки серого чугуна.
- Чугун с высоким содержанием кремния и низким содержанием серы.
- Мягкая сталь или мягкое железо
- Фосфористая бронза
- Монель и другие никелевые сплавы
- Медная сталь

Чугунные электроды идеально подходят для ремонтной сварки отливок средних размеров.Они производят отложения по прочности и цвету, приближающиеся к цвету отливки. Предварительный подогрев работы необходим.
Электроды из низкоуглеродистой стали со специальным покрытием применяются для ремонтной заварки мелких язв и трещин в отливках, где последующая механическая обработка не производится. Осадок из мягкой стали поглощает углерод из основного металла, такого как чугун, и затвердевает. Иногда, чтобы избежать этого, по бокам стыка наносится слой фосфорной бонзы, а затем заполняется расплавленной сталью; желателен предварительный подогрев работы.
Электроды из фосфористой бронзы предпочтительнее из-за хорошей обрабатываемости и износостойкости. Металлический монель и другие сплавы никеля обеспечивают пластичные и поддающиеся механической обработке сварные швы.
- Отличные результаты сварки достигаются при использовании электродов с флюсовым покрытием из технически чистого (99%) никеля.
- Предварительный нагрев изделия не обязателен, если речь не идет о более толстых или сложных участках.
- Электроды из алюминиевой бронзы используются для соединения чугуна с цветными металлами.
Серый чугун можно успешно сваривать кислородно-ацетиленовой сваркой, но это требует большого подвода тепла во время предварительного нагрева и сварочных операций.высокое тепловложение утюгов может вызвать деформацию или изменение размеров оборудования. Однако медленная скорость охлаждения снижает склонность к упрочнению околошовной зоны.
Подготовка шва
V-образную канавку под углом 60-90 градусов следует отшлифовать, выколоть или вырезать резаком или режущим электродом. Эта канавка не должна полностью проходить через отливку, иначе выравнивание будет затруднено. Для этой секции обычно используется V-образное соединение с углом от 75 до 90 градусов.Для очень тяжелых секций от 25 мм и выше часто рекомендуется двойное V-образное соединение под углом 90 градусов. Если сварку можно производить только с одной стороны, угол разделки следует увеличить примерно до 120 градусов.
Для этой секции обычно используется V-образное соединение с углом от 75 до 90 градусов.Для очень тяжелых секций от 25 мм и выше часто рекомендуется двойное V-образное соединение под углом 90 градусов. Если сварку можно производить только с одной стороны, угол разделки следует увеличить примерно до 120 градусов.
Когда канавка проходит через отливку, необходимо предусмотреть подкладку из графитовой опорной пластины. При ремонте трещины перед сваркой необходимо просверлить отверстие на каждом конце трещины, чтобы предотвратить дальнейшее распространение трещины.
Предварительный нагрев изделия
Перед сваркой изделие предварительно нагревается в печи до 620 градусов по Цельсию, а затем покрывается асбестовой тканью, обнажая только свариваемую полость.При отсутствии печи отливку можно накрыть асбестовой тканью и локально прогреть газовым пламенем. Тонкие секции могут быть предварительно нагреты локально, тогда как тяжелые секции должны быть предварительно нагреты целиком в печи.
Прутки для газовой сварки
Для сварки серого чугуна используются чугунные прутки, имеющие тот же состав, что и основной металл, и содержащие минимум серы и фосфора. Сварочные электроды должны содержать достаточное количество углерода и кремния, чтобы учесть потери этих элементов во время сварки.Иногда также используются специальные стержни, содержащие титан и с высоким содержанием кремния. Сварочные стержни имеют форму квадратных или круглых литых стержней.
Типичный состав сварочной проволоки из чугуна может быть:
C-3,25-3,50 %, Si 2,75-3,00 %, Mn 0,60-0,75 %, P 0,50-0,75 % и S 0,10 макс.
Сварочный флюс
Флюс увеличивает текучесть легкоплавкого железосиликатного шлака, а также способствует удалению шлака.
Флюсы для присадочных прутков из серого чугуна обычно состоят из боратов, кальцинированной соды и небольшого количества сульфата аммония, оксида железа и т. д.
Процедура сварки (этапы)
- Подготовьте кромки для сварки, как описано ранее
- Убедитесь, что кромки пластины и окружающая среда очищены от посторонних предметов с поверхности.
- Возьмите подходящую присадочную проволоку и флюс
- Выберите сварочный наконечник на один размер больше, чем для стали той же толщины
- Отрегулируйте сварочную горелку на нейтральное пламя
- Переместите газовое пламя вдоль сторон V-образного паза, пока не весь сустав предварительно нагревается до тупой рек.
- Сконцентрируйте пламя в нижней части V-образного сечения при запуске. точка. Держите кончик внутреннего конуса на расстоянии от 3,0 до 6 мм от поверхности металла.
- Когда дно раструба полностью расплавится, перемещайте пламя из стороны в сторону, постепенно расплавляя края, чтобы жидкий металл стекал вниз и смешивался с расплавленным металлом на дне раструба.
- Вращайте горелку круговыми движениями, чтобы боковые и нижняя части V-образного сечения оставались в расплавленном состоянии.
- Если металл становится слишком горячим и стремится убежать, слегка поднимите пламя.

Если металл сварного шва перегревается, образуется избыточный газ, который может попасть в металл сварного шва, вызывая пористость свинца.
После образования расплавленной ванны нагрейте конец присадочного стержня, поместив его во внешнюю оболочку пламени. Опустите нагретый конец стержня во флюс.
Оплавленный присадочный стержень вводится в ванну расплава. Пламя подается на кончик присадочного стержня, и сварка выполняется методом обратной руки.
Более тщательный контроль температуры возможен при использовании техники наотмашь. Так как он направляет пламя обратно на металл сварного шва и присадочный стержень. Поддерживайте кончик пламени на расстоянии от 6,4 до 19 мм от поверхности сварочной ванны в соответствии с поперечным сечением материала .
Никогда не окунайте и не окунайте наполнительный стержень в ванну, так как он может загрязниться (окислиться) атмосферой. Стержень всегда следует держать внутри пламени/шва.
По мере плавления присадочного стержня расплавленный металл будет подниматься в канавке.так как V-образная часть построена немного выше уровня остальной части отливки, переместите ванну вперед. Другими словами, когда одна секция длиной 25 мм или около того построена из присадочного металла, затем плавится нижняя часть прилегающего к ней V-образного сечения, и операция повторяется.
Другими словами, когда одна секция длиной 25 мм или около того построена из присадочного металла, затем плавится нижняя часть прилегающего к ней V-образного сечения, и операция повторяется.
Когда в луже или по краям шва появляются белые пятна или пузырьки газа, добавьте больше флюса и поджигайте пламя вокруг пятнышек, пока примеси не всплывут наверх. Эти примеси снимаются со сварного шва с помощью присадочного стержня, которым затем постукивают по обрабатываемому материалу, чтобы удалить их из присадочного стержня.
После завершения сварки покройте его асбестом или любым другим изоляционным материалом. Весь шлак и оксид должны быть удалены (а не отбиты молотком) от сварного шва до того, как он остынет.
Чугун следует сваривать как можно быстрее.
Сварка пайкой серого чугунаМетоды сварки пайкой применяются при ремонте в полевых условиях. Новые отливки, как правило, не ремонтируют пайкой из-за несоответствия цвета.
- Присадочные стержни для сварки пайкой могут быть изготовлены из морской латуни, марганцевой бронзы или никелевой бронзы.
- Флюс можно добавить вручную, погрузив в него нагретый конец присадочного стержня, или сам присадочный стержень может быть покрыт флюсом.
- Предварительный нагрев не требуется, если отливка не тяжелая или сложная, в этом случае достаточно предварительного нагрева от 316 до 400 градусов.

- Использование соляной ванны лучше всего подходит для очистки чугуна перед пайкой.Если соляная ванна недоступна, то отшлифованную поверхность чугуна нагревают слегка окислительным пламенем до тускло-красного цвета, охлаждают и очищают проволочной щеткой. Это удаляет графитовый налет с поверхности канавки.
- Слабо окисляющее пламя используется для пайки серого чугуна
- После сварки изделие должно быть покрыто термозащитой для медленного остывания.
Преимущество сварки пайкой
- Низкие термические напряжения снижают возможность образования трещин в чугуне
- Низкие пиковые температуры предотвращают образование продуктов хрупкого превращения, наблюдаемых при других процессах сварки.
- Металл сварного шва из медного сплава достаточно пластичен, чтобы воспринимать большинство усадочных напряжений без растрескивания.

Недостатки сварки пайкой
- Несоответствие цвета металла шва и основного металла
- Прочность сварного шва быстро падает с повышением температуры, поэтому этот процесс не используется при рабочих температурах выше 260 градусов по Цельсию.
- Гальваническая коррозия из-за разнородных металлов может быть проблемой (плохой результат)
- Коррозионная стойкость металла шва низкая, когда он подвергается воздействию сильных щелочей.
Пайка серого чугуна применяется для устранения дефектов литья, где прочность и соответствие цвета не имеют первостепенного значения.
- Пайка чугуна требует специальных методов предварительной очистки для удаления графита с поверхности чугуна, поскольку присутствие графита на поверхности чугуна предотвратит слипание и прилипание припоя.
- Проводится при температуре ниже допустимой во избежание снижения прочности железа.

Присадочный стержень (электрод без покрытия)
Большинство медных сплавов и сплавов на основе меди не подходят для пайки чугуна, поскольку их высокие температуры плавления могут привести к охрупчиванию чугуна из-за проникновения меди.
Припой из 6% оловянной бронзы, плавящийся при температуре около 925 градусов по Цельсию, может быть успешно использован для пайки серого чугуна.
Серебряные припои часто используются в качестве присадочных стержней. Типичный состав таких сплавов:
Ag 44-46%, Cu 14-16%, Zn 14-18%, Cd 23-25% Температура пайки 625-760 градусов по Цельсию.
Серебряные припои, содержащие никель, обеспечивают большую прочность соединения s.
Подготовка шва
Для пайки можно использовать соединение внахлестку или муфту.
процесс
Пайка обычно выполняется с помощью кислородно-ацетиленовой горелки с нейтральным или слегка науглероживающим пламенем. Другие методы, такие как пайка в печи, пайка сопротивлением, индукционная пайка и т. д., также коммерчески используются для производства (мягкой сварки) мелких деталей.
Другие методы, такие как пайка в печи, пайка сопротивлением, индукционная пайка и т. д., также коммерчески используются для производства (мягкой сварки) мелких деталей.
Предварительный нагрев от 205 до 427 градусов по Цельсию перед горелкой или индукционной пайкой может дать лучшие результаты.
Применение
- Для ремонта неисправного оборудования или поврежденных отливок.
- для соединения сборок с меньшими затратами, чем это возможно с помощью другого окружающего процесса.
Термитная сварка серого чугуна
Термитной сваркой подвергаются тяжелые конструкции, такие как основания машин или рамы.
Поскольку термитный металл дает такую же усадку, как и чугун, любой сварной шов, длина которого более чем в восемь раз превышает толщину поперечного сечения, может привести к образованию мельчайших микротрещин. Таким образом, проектировщик должен предусмотреть соответствующие допуски на усадку.
Сварка ковкого чугуна При сварке ковкого чугуна, если температура превышает 760 градусов по Цельсию, металлургическая структура в части околошовной зоны (газ) изменяется обратно на белый чугун.
Поскольку это нежелательно, важно, чтобы либо использовался процесс сварки , при котором ковкий чугун не нагревается выше 760 градусов по Цельсию, либо чтобы была проведена ковкообразующая обработка отливки.Если такая обработка нецелесообразна с экономической и других точек зрения, для получения пластичного сварного шва может быть использована следующая термообработка.
- Отливку нагреть до 843 градусов по Цельсию, выдержать один час на каждые 25 мм толщины, охладить в печи до 726 градусов по Цельсию, затем выдержать при этой температуре шесть часов и охладить.
Процесс сварки
Большинство отливок из ковкого чугуна ремонтируются методом сварки бронзой. Чугунные стержни используются только для наращивания изношенных деталей.
Ацетиленокислородная и электросварочные процессы представляют трудности, так как температура превышает 760 градусов по Цельсию и поэтому после сварки отливка требует послетермической обработки.
Сварка чугуна с шаровидным графитом По характеристикам сварки чугун с шаровидным графитом или ковкий чугун достаточно сходен.
Чугун с шаровидным графитом можно паять, но нельзя успешно сваривать газом.
Сварка легированного чугунаЛегированный чугун содержит различные элементы, такие как хром, медь, молибден, используемые в качестве легирующих элементов в легированном чугуне.Легированные чугуны свариваются аналогично серому чугуну. Используемые присадочные стержни имеют такой же состав, как и основной металл, где это невозможно, можно использовать стержни из серого чугуна.
Заключение:При сварке чугуна требуется надлежащая очистка и соблюдение способа подвода тепла, а также послетермическая обработка.
РодственныеТехника сварки чугуна
В технике сварки чугуна одна из самых сложных и сложных технологий.Однако это не является неработоспособным, если работник отмечает следующие факторы.
В отличие от других способов сварки, чугун применяют в основном при ремонте машин, инструмента, ремонте литейных цехов, бракованных изделий после отливки и т. д., для соединения деталей применяют редко. Частное производство, такое как сварка алюминия, железа или нержавеющей стали …
д., для соединения деталей применяют редко. Частное производство, такое как сварка алюминия, железа или нержавеющей стали …Общие трудности при сварке чугуна:
— Характеристики чугуна твердые и хрустящие. В металлах гибкость чугуна относительно низкая.Экспериментальный обзор буксировочной карты чугуна практически не имеет четкого течения.
Банды очень чувствительны к теплу и быстроте холода, поэтому легко изменить организацию во время сварки, а также при охлаждении после сварки, что приводит к сварке или трещинам.
— Изделия из сплавов чугуна разнообразны по химическому составу, поэтому трудно определить режимы сварки и нагрева.
— Сварку чугуна выполнять трудно, так как она находится в чугунных жидкостях с большим разбавлением.
Типы процессов, применяемых для сварки чугуна
1. Процесс холодной сварки
Продолжайте сваривать каждую деталь толщиной 2-3 см. Дайте сварному шву полностью остыть (его можно непосредственно коснуться), затем продолжите сварку.
Последовательная сварка должна следовать симметричному методу сварки или обратному сегменту.
2. Процесс горячей сварки
Нагрейте припой примерно до 600-6500°С. В то же время в процессе сварки также необходимо постоянно сохранять тепло.Процесс охлаждения припоя после сварки должен поддерживать скорость около 1200°С/с (в печи) или использовать внешнюю оболочку (трудно применимую к крупным, громоздким объектам) или можно закапывать в сухой песок.
Совет: нагрейте утюг, чтобы увидеть, когда красный цвет созреет. Или используйте сухие сосновые лезвия, чтобы взорвать жар, если есть аннигилят, вылетевший.
Выбор сварочных материалов
Необходимо правильно подобрать материал для сварки чугуна.Сварочные материалы должны обладать высокой пластичностью. Никель обычно составляет 90%.
Для сварочных прутков обычно используют медь или нержавеющую сталь. Лучше всего использовать никелевые и медные сплавы. При пайке используйте пламя карбонизации, чтобы компенсировать потери углерода в чугуне из-за пожара.
Некоторые замечания по сварке чугуна:
При пайке избыточные остатки в чугуне довольно велики из-за характеристик чугуна, который является хрупким и твердым, поэтому во время использования легко появляются трещины, особенно в процессе сварки.Одной из мер, позволяющих избежать разрыва трещин, является блокировка двух концов сварного шва перед сваркой. Следующим шагом будет сварка по порядку от трещины до конца, затем заделайте отверстия на 2 отверстия.
При пайке следует учитывать, что герметизация на ветру, если не во время нагрева и сварки, увеличивает вероятность разрыва.
Для припоев высокой твердости можно использовать метод локального нагрева.
Как сварить чугун? Подробное руководство
В наши дни сварка чугуна вполне возможна, но немного сложна из-за содержания углерода.Содержание углерода составляет около 2-4 %, что намного больше, чем содержание углерода в стали. Таким образом, углерод может мигрировать к сварному шву, что впоследствии приводит к растрескиванию после сварки. Чугун — один из самых сложных материалов для сварки, неправильный сварочный ход может испортить его. Чугун сделан из комбинации различных частей элементов, таких как марганец, кремний, хром, никель, медь и молибден. Также присутствуют некоторые примеси, которые затрудняют сварку без образования трещин.
Чугун — один из самых сложных материалов для сварки, неправильный сварочный ход может испортить его. Чугун сделан из комбинации различных частей элементов, таких как марганец, кремний, хром, никель, медь и молибден. Также присутствуют некоторые примеси, которые затрудняют сварку без образования трещин.
Все категории чугуна считаются свариваемыми, хотя это сложно по сравнению со сваркой углеродистой стали. Эффективная сварка чугуна на дому может сэкономить как время, так и деньги. Итак, как сварить чугун, ну а если речь идет о ответственных деталях, то лучше искать мастерство опытного сварочного комплекса . Здесь мы представляем вам некоторые рекомендации по успешной сварке чугуна, но сначала лучше узнать области применения сварки чугуна.
Применение сварного чугуна
Ниже приведены несколько применений сварки чугуна…
- Чугунные трубы
- Сельскохозяйственное оборудование
- Головки автомобильных двигателей
- Блоки двигателя и коллекторы
- Подготовка воды
- Станочные инструменты
Преимущества сварного чугуна
Когда вы свариваете чугун, он имеет множество преимуществ в качестве наплавляемого металла. Некоторые из преимуществ заключаются в следующем….
Некоторые из преимуществ заключаются в следующем….
- Жидкость лучше стали.
- Недорогой материал
- Формование литья в песчаные формы
- Температура плавления ниже, чем у стали
- Мощность увлажнения
- Прочность и жесткость
Почему сварка чугуна сложна?
Сварка чугуна затруднена из-за состава чугуна. Коэффициент успеха при правильной сварке чугуна составляет 50%, что улучшается благодаря последним технологическим достижениям.Есть вероятность, что сварной чугун может иметь трещины и повреждения, когда вы закончите с ним. Трудно оценить точную прочность материала, с которым вы имеете дело. Также трудно определить температуру, которую может выдержать чугунная деталь. Если вы используете правильные методы сварки, вы можете избежать сварных трещин. Это включает в себя осторожный нагрев и охлаждение, хорошие сварочные стержни и медленное охлаждение.
Как сварить чугун по шагам
Для успешной сварки чугуна необходимо выполнить несколько шагов. Эти шаги объясняются следующим образом….
Эти шаги объясняются следующим образом….
1. Идентификация сплава
Когда чугун быстро нагревается или охлаждается, он может треснуть из-за термических напряжений. Итак, необходимо знать, с каким типом чугуна вы работаете. Вот некоторые сплавы чугуна, кратко объясненные следующим образом…
Серый чугунявляется наиболее распространенным типом сплава чугуна. Он состоит из железа, углерода, марганца и кремния с содержанием углерода 2,5–4 %. Углерод осаждается в графитовые чешуйки в процессе производства либо в ферритную, либо в перлитную кристаллическую структуру.Эти графитовые чешуйки обладают способностью растворяться во время процесса сварки , что приводит к охрупчиванию свариваемого материала.
Белый чугун не содержит графита и содержит углерод в связанной форме в виде карбидов металлов. Эти карбиды металлов делают микроструктуру хрупкой. Белый чугун обычно известен как несвариваемый материал.
Ковкий чугун представляет собой термически обработанный белый чугун с более низким содержанием углерода. Обычно он имеет смесь ферритной или перлитной структуры в зависимости от того, как он подвергается термообработке.Он имеет узелки графита, что делает его более пластичным по сравнению со стандартным белым чугуном.
Обычно он имеет смесь ферритной или перлитной структуры в зависимости от того, как он подвергается термообработке.Он имеет узелки графита, что делает его более пластичным по сравнению со стандартным белым чугуном.
Ковкий чугун очень похож на серый чугун с низким содержанием примесей. Ковкий чугун содержит графит в виде сфероидов в своей матрице, в отличие от серого чугуна, который имеет графитовые чешуйки. Остальная часть матрицы состоит в основном из перлита, имеющего ферритовую область, окружающую графитовые сфероиды.
2. Очистка гипса
Перед сваркой необходимо очистить чугун. Очистка отливки включает удаление всех поверхностных материалов, таких как краска, смазка и масла вокруг зоны сварки .Вы можете использовать землю для снятия кожи литья. Вам также необходимо протереть очищенную поверхность уайт-спиритом, чтобы удалить остаточный поверхностный графит перед сваркой. Влага может быть легко удалена путем медленного предварительного нагрева зоны сварки в течение короткого времени. Таким образом, захваченная влага может быть легко удалена.
Таким образом, захваченная влага может быть легко удалена.
3. Выбор подходящей температуры предварительного нагрева
Контроль нагрева и охлаждения необходим для предотвращения растрескивания чугуна под напряжением. Основной причиной нагрева и контроля температуры является тепловое расширение.Напряжение возникает при локализации тепла в небольшой зоне термического влияния. Чтобы избежать такого сценария, используется локальный нагрев, который вызывает ограниченное расширение из-за наличия вокруг него более холодного металла. Результирующее напряжение зависит от температурного градиента между зоной термического влияния и телом отливки. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. Обычно температура предварительного нагрева составляет от 100°C до 400°C в зависимости от типа чугуна.
4. Выбор подходящего метода сварки
Можно использовать любой процесс дуговой сварки, такой как дуговая сварка с флюсовой проволокой, сварка металлов в среде инертного газа, дуговая сварка вольфрамовым электродом и т. д., но лучше использовать метод сварки, который способствует медленному нагреву и охлаждению. Вот некоторые методы сварки, кратко объясненные следующим образом….
д., но лучше использовать метод сварки, который способствует медленному нагреву и охлаждению. Вот некоторые методы сварки, кратко объясненные следующим образом….
- Ручная дуговая/электрическая сварка металлическим электродом
Известный как ручная дуговая сварка металлическим электродом/сварка электродом, этот процесс считается лучшим в целом для сварки чугуна, если вы используете правильные сварочные электроды.Выбор электрода зависит от области применения, соответствия цвета и объема послесварочной обработки. Для сварки ММА предпочтительны электроды на основе железа и никеля. Электрод на основе железа обычно используется при мелком ремонте литья, когда требуется подбор цвета. Он будет производить металл сварного шва с высокоуглеродистым мартенситом. Электроды из никелевого сплава больше подходят для пластичного металла сварного шва. Этот электрод уменьшает предварительный нагрев и растрескивание, обеспечивая более низкую прочность металла сварного шва.
обеспечивает чистый сварной шов чугуна, но она не является предпочтительной из-за сильно локализованных характеристик нагрева.Мастерство сварщика определяет качество готового сварного шва в основном в случае сварки TIG.
Сварка MIGвыполняется никелевыми присадочными материалами в смеси 80 % аргона и 20 % CO2. Вы можете использовать проволоку для припоя в этой сварке, но это не рекомендуется, так как проволока значительно слабее, чем отливка.
Сварка пайкой оказывает минимальное воздействие на основной металл, поэтому ее можно использовать для сварки чугуна. Для выполнения этого процесса требуется наполнительный стержень. Очистка поверхности важна перед началом сварки пайкой. Флюс используется для предотвращения образования оксидов путем смачивания и очистки поверхности, позволяя присадочному материалу течь по основному металлу.
При кислородно-ацетиленовой сварке используется электрод и кислородно-ацетиленовая горелка для выработки тепла. В этом процессе образуется большой локальный нагрев из-за малой теплоемкости и медленного нагрева. Медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита. Вам необходимо предварительно нагреть металл до более высокой температуры, например, до 600 ° C, чтобы сварка стала возможной. В этом процессе сварки используется нейтральное пламя.
В этом процессе образуется большой локальный нагрев из-за малой теплоемкости и медленного нагрева. Медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита. Вам необходимо предварительно нагреть металл до более высокой температуры, например, до 600 ° C, чтобы сварка стала возможной. В этом процессе сварки используется нейтральное пламя.
5. Упрочнение
Когда сварной шов остывает и сжимается, начинает накапливаться остаточное напряжение, которое может привести к растрескиванию.При приложении сжимающего напряжения вероятность растрескивания может быть уменьшена. Вы можете приложить сжимающее напряжение путем проковки, которая деформирует сварной шов. Проклевка может использоваться только с относительно пластичным металлом сварного шва, полученным с использованием никелевых расходных материалов. Упрочнение наносится с помощью молотка со сферическим бойком для нанесения умеренных ударов.
6. Нагрев после сварки
Растрескивание также может произойти при быстром охлаждении сварного шва в случае сварки чугуна. Итак, вам нужно использовать изоляционные материалы для замедления процесса охлаждения или периодического применения тепла.Это также можно сделать, поместив заготовку в изоляционное одеяло и поместив ее на сухой песок. Вы даже можете поставить его над дровяной печью и дать металлу остыть, когда огонь угаснет.
Итак, вам нужно использовать изоляционные материалы для замедления процесса охлаждения или периодического применения тепла.Это также можно сделать, поместив заготовку в изоляционное одеяло и поместив ее на сухой песок. Вы даже можете поставить его над дровяной печью и дать металлу остыть, когда огонь угаснет.
Заключительные слова
Сварка чугуна – сложная и каверзная задача. Для сварки чугуна требуется значительная подготовка. Тем не менее, это металл, который в наши дни обычно сваривают с использованием соответствующих технологий. Обязательно следуйте правильным методам, чтобы избежать растрескивания. Не ищите ярлыков, иначе вы получите внутренне слабый или треснувший чугунный сварной шов.
Луис Ференси со стажем более 35 лет — сварщик на пенсии. Хотя его страсть к сварке и обучению помогает ему идти дальше. Он любит делиться своими знаниями о своем опыте в SMAW, GMAW, GTAW и FTAW. Следовательно, это помогло новым сварщикам получить дополнительные знания и улучшить свои навыки сварки.
Как сваривать чугун (Руководство
Одно из самых распространенных заблуждений относительно сварки у тех, кто плохо знаком с этим или совсем не связан со сварочным миром, заключается в том, что один сварщик или тип сварки ничем не отличается от другого.На самом деле, ничто не может быть дальше от истины. Хотя это все сварка, разные стили сильно отличаются друг от друга и дают разные результаты
Возьмем, к примеру, сварку чугуна. Этот процесс намного более трудоемок, чем другие виды сварки, и тип металла, с которым они работают, просто поразителен. Чугун может быть довольно прочным, если с ним правильно обращаться. Тем не менее, еще раз, не все типы чугуна одинаковы, поэтому вам нужно знать, с чем вы работаете и как вы работаете с этими материалами в первую очередь.
Итак, давайте посмотрим, что такое сварка чугуна и как вы можете освоить эту полезную технику.
Выбор из различных типов Одна из самых важных вещей, о которой следует помнить, это то, что существуют различные типы сварки чугуна.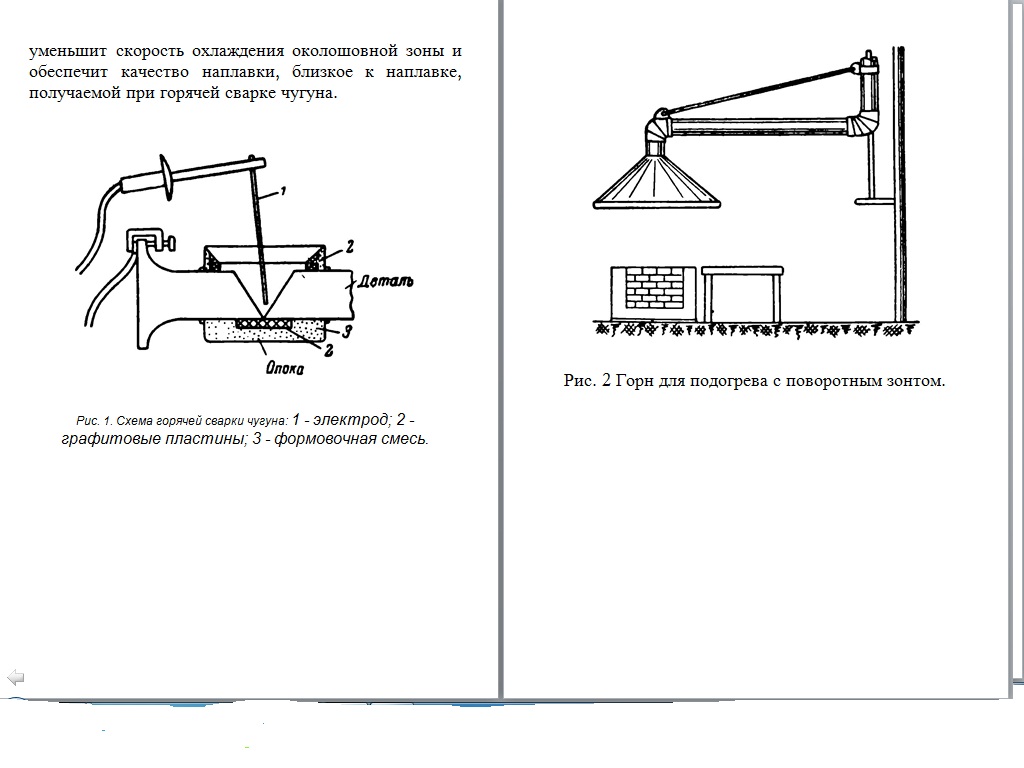 Эти типы сделаны из разных материалов, и неучет этих различий и того, как они сварены, может привести к трещинам или несчастным случаям. Это может стоить сотни или даже тысячи долларов, не говоря уже об угрозе безопасности, которую это может представлять.
Эти типы сделаны из разных материалов, и неучет этих различий и того, как они сварены, может привести к трещинам или несчастным случаям. Это может стоить сотни или даже тысячи долларов, не говоря уже об угрозе безопасности, которую это может представлять.
Прежде всего, вам необходимо определить, какой чугун вы свариваете и как вы собираетесь с ним работать . Как упоминалось выше, на самом деле существуют разные типы сварки чугуна, и вы не хотите смешивать свои материалы и методы.
Основные типы чугуна, которые можно сваривать, включают:
- Серый чугун: Это один из наиболее распространенных типов чугуна, пригодных для сварки.Это можно сделать, но, как показано, это непросто и требует некоторой подготовки.
- Белое железо: Это настолько громоздко, что его практически невозможно сварить для всех, кроме самых опытных сварщиков, и даже тогда вам лучше быть уверенным, что оно того стоит.
- Ковкий чугун: Редкий и медленно сваривается, но если вам удастся его найти, это один из наиболее легко свариваемых типов чугуна в этом списке.
- Ковкий чугун: Именно из-за ковкости этого типа железа он практически бесполезен для сварки.

Какой тип чугуна следует пытаться сваривать? Это будет зависеть от типа проекта, над которым вы работаете, и от того, что требует руководство по продукту. Серый чугун на сегодняшний день является наиболее распространенным типом свариваемого чугуна, о котором следует помнить в остальной части этой статьи.
Это также единственный тип чугуна, который вы должны использовать до тех пор, пока не приобретете больше опыта работы с ним, после чего вы можете попробовать работать с другими типами, если хотите.
Если вы выполняете сварку с другим типом чугуна, вы должны убедиться, что он действительно подходит для вашего проекта.
Наконец, если вы никогда раньше не занимались сваркой чугуна, процесс может стать довольно интенсивным, поэтому рекомендуется иметь под рукой кого-то с опытом.
Сварка стержнем Ремонт чугуна >> Посмотрите видео ниже:
Выбор сварочного процесса
Теперь, когда вы выбрали правильный тип чугуна для работы (который, опять же, для наших целей будет серым чугуном, и он почти наверняка должен быть для вас), вам теперь нужно подумать о том, как его сварить.
Серый чугун не похож на замазку в руке. Вы не можете просто формировать его по своей воле в небрежной манере. Как уже упоминалось, особенно сложно сваривать чугун, и эта работа может быть намного сложнее, если вы не используете для этой работы сварочный аппарат правильного типа.
В данном случае это сварочный аппарат TIG . В то время как сварочные аппараты MIG чаще используются для многих других сварочных работ, сварка TIG лучше подходит для таких работ, как сварка стали, как и в случае с чугуном.
Для этого есть много причин, не последней из которых является тот факт, что сварщики TIG намного лучше справляются с разбрызгиванием чугуна. Сварщики TIG на самом деле лучше, чем не только MIG, но и сварщики Stick, в значительной степени потому, что они могут избежать повреждения свариваемых поверхностей.
Связанное чтение: В чем разница между сваркой TIG и MIG?
Попытка сварки чугунной поверхности с помощью сварочного аппарата MIG или Stick обычно вызывает такое количество брызг, что это может привести к серьезным повреждениям, и, учитывая вышеупомянутые проблемы с растрескиванием чугуна, вы не хотите усугублять эти проблемы еще больше. .Сварка TIG должна позволить вам избежать этой проблемы.
Если это не вариант, вы можете попробовать альтернативные меры, в частности ацетиленокислородную сварку. Преимущество использования оксиацетилена заключается в том, что он может помочь справиться с экстремальным нагревом, необходимым для эффективной сварки чугуна, что, опять же, может привести к растрескиванию и большему повреждению, если вы не будете осторожны.
Далее идет пайка. На самом деле это не столько сварка, сколько сварка, поскольку это следующий лучший способ, если вы хотите соединить соединения.Пайка включает соединение двух или более деталей вместе путем плавления присадочного металла в соединение, при этом температура плавления присадочного металла поддерживается ниже, чем у металлической детали, в которую он вливается и в конечном итоге прикрепляется.
Связанное чтение: Как работает сварка TIG?
Тем не менее, поскольку все зависит от того, насколько хорошо эти металлы текут и слипаются, необходимо убедиться, что поверхности не ржавые и чистые, чтобы никакие частицы не загрязняли и не усложняли процесс пайки.
Наконец, есть сварка MIG и Stick. Да, мы сказали, что они не лучший выбор из-за серьезных проблем с разбрызгиванием, но если вы выберете расходные материалы, которые смягчают этот фактор, они могут подойти в крайнем случае. Тем не менее, сварка TIG по-прежнему является гораздо лучшим выбором при прочих равных условиях. Вы также должны быть чрезвычайно осторожны, чтобы использовать правильный присадочный металл, иначе сварка MIG и Stick может привести к сильному растрескиванию.
Выбор присадочной проволоки и электродовДалее вам необходимо убедиться, что вы используете правильные расходные материалы и другие компоненты.Как упоминалось выше, для сварщиков MIG это может существенно повлиять на количество брызг и снизить риск повреждения, но это важно и для сварщиков TIG.
Это особенно важно, так как попытка сварки чугуна уже похожа на ходьбу по канату, а выбор присадочной проволоки может сделать эту проволоку еще более опасной.
Существует лишь несколько избранных присадочных проволок и электродов, которые могут хорошо работать с чугуном, поэтому вам необходимо убедиться, что вы работаете с той маркой и моделью, которая явно подходит для этой цели.
Большинство типов присадочной проволоки (и электродов) , которые не разработаны с использованием чугуна, в частности, имеют в виду слишком быстрое охлаждение, , что является одним из способов возникновения вышеупомянутого растрескивания.
Связанное чтение: Какой сварочный электрод использовать для чугуна?
Кроме того, эти типы расходных материалов и присадочной проволоки могут привести к неправильному сплавлению металлов с чугунными материалами.
Одним из ключевых факторов является выбор правильного типа электрода и расходных материалов – содержание никеля.Никель может быть очень полезен, поскольку он не остывает слишком быстро, а это означает, что вы можете избежать проблем, связанных с ним.
Однако производители расходуемых электродов знают об этом и используют этот факт, чтобы сделать их одними из самых дорогих на рынке. У никеля есть дополнительный недостаток: он не очень хорошо подходит для сварки более толстых листов металла.
В идеале вы хотите работать с соотношением никеля и железа 55/45. Это не только дешевле, чем при сварке только чугуна, но и легче и легче поддается обработке.
При этом работать с ним по-прежнему намного труднее, чем со сварным швом 99% , который имеет более низкий порог усадки, чем железные стержни, что сводит к минимуму риск образования трещин.
При сварке с другими типами железа они могут давать цвета, отличные от чугуна. Нержавеющая сталь, тем временем, при сплавлении с аустенитными свойствами нержавеющей стали не затвердевает так резко и не изменяется так быстро, как другие расходные материалы из железа.Однако он расширяется и сжимается намного больше во время процесса нагрева и охлаждения, поэтому вам нужно это учитывать.
Наконец, если вы занимаетесь пайкой, вы можете обратить внимание на пайку бронзы. Использование этих материалов может быть хорошим способом избежать трещин между стыками.
Очистка и уход за свариваемыми поверхностямиКак уже упоминалось, вам нужно следить за чистотой поверхности металла. Кроме того, вы должны убедиться, что сами расходные материалы не загрязнены, поэтому найдите время, чтобы очистить их перед каждым использованием.
Упрочнение может помочь в этом. Это процесс постукивания по мягкому сварному шву ударным молотком (отсюда и название) во время его охлаждения, чтобы проверить стабильность сварного шва и помочь предотвратить растрескивание. Тем не менее, вы должны делать это осторожно, чтобы не деформировать сварной шов.
Регулировка температуры Одним из самых больших споров о том, как сваривать чугун, является метод предварительного нагрева. Тип предварительного нагрева, который лучше всего работает при сварке чугуна, оспаривается: некоторые предпочитают минимальный нагрев, в то время как другие предпочитают другие методы и более высокие и низкие температуры.
Тип предварительного нагрева, который лучше всего работает при сварке чугуна, оспаривается: некоторые предпочитают минимальный нагрев, в то время как другие предпочитают другие методы и более высокие и низкие температуры.
Тем не менее, предварительный нагрев необходим, потому что чугун невероятно хрупок по сравнению с другими типами металлов, поэтому его нужно нагревать медленно, чтобы можно было осторожно работать с ним, когда он расширяется и сжимается. Чугун начинает менять свои свойства примерно при 1400 по Фаренгейту. Сварка при более низких температурах с минимальным нагревом может помочь снизить общую температуру и, таким образом, избежать этого порога.
Однако, хотя эти более низкие температуры могут смягчить эти опасения, внутреннее напряжение в чугуне все еще имеет место, что может сказаться на сроке службы сварного шва.Тем не менее, это может привести к более слабому сварному шву, чем другие методы.
Прежде всего, следует подчеркнуть, что чугунному сварному шву нужно дать хорошо и медленно остыть. Не охлаждайте сварной шов водой и не продувайте его концентрированным потоком сжатого воздуха.
Не охлаждайте сварной шов водой и не продувайте его концентрированным потоком сжатого воздуха.
Эти быстрые изменения являются одним из самых верных способов вызвать трещины и потенциально разрушить весь сварной шов. Как правило, чем медленнее остывает чугунный сварной шов (а это может длиться несколько дней), тем лучше.
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о сварке чугуна:
Можно ли сваривать чугун сварочным аппаратом MIG?
Можно ли сваривать чугун сварочным аппаратом MIG? Да, можно. Хотя многие специалисты не советуют использовать сварочный аппарат МИГ для сварки чугуна, это вполне возможно.Лучше всего учитывать эти советы, если вы планируете использовать MIG для сварки чугуна.
Чугун бывает разного качества и с разным соотношением железа, углерода и стали, и вы должны быть уверены в чугуне, который собираетесь сваривать. Блоки двигателя, детали двигателя и даже поршни — беспроигрышный вариант, детали из качественного источника (вы можете сделать хорошее предположение о качестве чугуна, исходя из того, для какой цели служила деталь).
- В первую очередь используйте специальные электроды на основе никеля.Это дорого, но позволяет получать сварные швы, поддающиеся механической обработке. Если стоимость является фактором, вы можете рассмотреть стержни из 55% никеля.
- Лучше всего подходит смесь аргона и углекислого газа в соотношении 80/20, хотя в будущем этот вариант может ржаветь.
- Можно использовать проволоку для пайки, но старайтесь избегать металлов, которые будут использоваться для загрузки или будут подвергаться ударам.
- Шипование может повысить механическую прочность сварного шва, в зависимости от вида работ
- Низкий и медленный способ сварки чугуна MIG
- Предварительно нагрейте чугун и дайте ему медленно остыть
Метод шипования можно использовать для крупные разрывы крупных корпусов.по подготовленной поверхности просверливают и наклеивают скотчем отверстия и в резьбовые отверстия вкручивают стальные шпильки.
Хитрость заключается в том, чтобы оставить от 3/16″(5 мм до 1/4″ (6 мм) шпильки над поверхностью. Затем вварить шпильки в чугун и покрыть всю поверхность разрыва наплавленным металлом. , После нанесения покрытия обе стороны трещины могут быть заварены.
Затем вварить шпильки в чугун и покрыть всю поверхность разрыва наплавленным металлом. , После нанесения покрытия обе стороны трещины могут быть заварены.
Перед сваркой необходимо:
- Зачистите изделие от всех аксессуаров и внешних нагрузок
- Если есть трещина, просверлите небольшое стопорное отверстие на каждом конце трещины диаметром около 1/8″ (3 мм)
- Очистите трещину фрезерованием или ручной шлифовкой, чтобы получить Канал -формы с раскрытием на 60 градусов, доходящим до дна трещины.В тонких срезах вам может понадобиться поддержка, чтобы получить полное проникновение в корневой проход.
- Очистите область от жира и загрязнений. Выполните 15-минутное выжигание при температуре 480 градусов по Цельсию (900 по Фаренгейту) и хорошо очистите щеткой, чтобы удалить остатки.
Для предварительного нагрева всегда предпочтительнее нагревать весь чугунный корпус, а не только его часть. Если чугун перегреть от комнатной температуры до температуры сварки слишком быстро, он растрескается от напряжения.
Предварительный нагрев может быть выполнен с помощью паяльной лампы для нагрева материала в крайнем случае, идеальный предварительный нагрев составляет 260-650 градусов Цельсия.
Чтобы обеспечить медленное охлаждение чугуна и предотвратить растрескивание, сварщики могут обернуть объект изолированным одеялом. Если это меньший кусок, его можно поместить в ведро с песком.
Ослабляет ли нагрев чугуна?
Ослабляет ли нагрев чугуна? Нет, самую большую нагрузку на чугун в процессе сварки оказывает не само тепло, а неравномерное распределение тепла в самом процессе сварки. Много раз чугун обвиняли в плохой технике сварки.Принцип заключается в том, как чугун расширяется и сжимается в процессе нагрева.
Ограниченное расширение при нагреве и ограниченное сужение при охлаждении являются двумя основными факторами, вызывающими появление трещин в чугуне. В отличие от стали, которая имеет предел прочности при растяжении намного выше предела текучести, чугун имеет равные предел текучести и предел текучести.
Благодаря углероду в чугуне он не поддается деформациям сжатия (растяжения) до того, как сломается.Чугун не растягивается и не гнется. Обеспечение тепла в 1200 градусов по Фаренгейту позволяет железу создать искусственный предел текучести, позволяя ему растягиваться.
При этом невозможно нагревать чугун в пространстве, которое ограничивает расширение/сжатие, не вызывая напряжения или разрушения . Если чугунный предмет при нагревании закрепить с двух сторон, у него не будет места для расширения, и он может треснуть.
Аналогично, чугунный предмет, нагретый в локализованном зелье, окруженном более холодным металлом, будет препятствовать расширению, и он треснет.Концевые детали могут быть приварены более простым способом, поскольку они имеют достаточную площадь для расширения без ограничения окружающего материала.
Закалка происходит, когда чугун нагревается выше 1200 градусов, а затем слишком быстро охлаждается. Следует использовать жаростойкие материалы для медленного охлаждения чугуна или, если возможно, изделие следует покрыть песком, чтобы обеспечить изоляцию во время охлаждения.
Следует использовать жаростойкие материалы для медленного охлаждения чугуна или, если возможно, изделие следует покрыть песком, чтобы обеспечить изоляцию во время охлаждения.
Таким образом, непостоянный нагрев приводит к растрескиванию/упрочнению, а иногда холодная сварка может повредить чугун без появления трещины.Чугун может сохранять напряжение долгое время, прежде чем треснет
Критическая температура большинства чугунов составляет около 1400 градусов по Фаренгейту. Хотя дуга действительно превышает эти температуры, чугун не должен оставаться при этих температурах в течение длительного времени.
Можно ли сваривать чугун нержавеющим стержнем?
Можно ли сваривать чугун нержавеющим стержнем? Да, это возможно, однако стержни из нержавеющей стали не являются идеальным выбором, когда речь идет о сварке чугуна.Большое количество хрома в наполнителе и высокое содержание углерода в чугуне делают карбид хрома очень хрупким.
Стальные стержни могут использоваться для простого ремонта и заполнения, а также удобны при работе с трудно очищаемыми поверхностями
Для сварки чугуна необходим электрод никелевого типа;
- Используйте стержневой электрод Tech-Rod 99 для однопроходной сварки,
- Tech-Rod 55 для многопроходной сварки.
Лучшими стержнями для литья являются никелевые и 55% никелевые стержни, которые хорошо подходят для ремонта толстых профилей и имеют более низкий коэффициент расширения, чем 99% никелевый стержень, что означает меньшее количество трещин в линии сплавления .
Можно ли склеить чугун?
Можно ли склеивать чугун? Нет, склеивание не является приемлемым вариантом для несущего чугуна. Имейте в виду, что клей никогда не является альтернативой в чугунных кастрюлях и сковородках или любой чугунной посуде, которая подвергается нагреву .Для небольших предметов и декоративных элементов вы можете легко приклеить чугун, если выполните следующие действия:
Выберите свой эпоксидный клей
Эпоксидные смолы создаются путем полимеризации смеси смолы и отвердителя. Когда смола смешивается с определенным катализатором, начинается отверждение. отверждение — это процесс, когда молекулярные цепи реагируют на химические вещества и образуют ковалентные связи. Они являются отличной альтернативой сварке из-за их отличной адгезии к металлам.
Тщательно очистите поверхность , а затем протрите изделие ацетоном.Это обезжиривание необходимо для схватывания клея
Слегка отшлифуйте поверхности , которые будут склеены, наждачной бумагой с зернистостью от 120 до 200. Эта шлифовка обеспечит сцепление клея.
Еще раз протрите ацетоном , чтобы удалить все опилки или порошок, оставшиеся после шлифования.
Выберите эпоксидную смолу , усиленную сталью, для холодной сварки, обычно называемую жидкой сваркой. Холодный сварной шов состоит из двух трубок, отвердителя и смолы.
Смешайте эпоксидную смолу и отвердитель в равных частях на одноразовом подносе (используйте дюбель или деревянную палочку.) Нанесите ровный слой на одну чугунную деталь и вдавите ее в другую.
Дайте затвердеть примерно на 25 минут или в зависимости от производителя и оставьте объект на 24 часа. Из-за особенностей эпоксидного клея процесс отверждения и склеивания занимает несколько часов, поэтому лучше набраться терпения и подождать.
Клеиявляются отличной альтернативой для ремонта сколов или поломок чугуна, но со временем они ухудшаются, и, скорее всего, в будущем их придется переклеивать.
Становится ли чугун хрупким со временем?
Становится ли чугун хрупким со временем? Да, чугун со временем становится хрупким, потому что долговечность чугунного предмета в основном зависит от напряжения и деформации, которым он подвергается, а также от условий, в которых он хранится . Чугун — невероятно прочный материал, поэтому его так сложно сварить. Долговечность чугунного предмета в основном зависит от нагрузок и деформаций, которым он подвергается, а также от условий, в которых он хранится.
Чугун не особенно подвержен ржавчине и коррозии, но известен своей чувствительностью к чрезвычайно высоким температурам. Чугунная посуда имеет увеличенный срок службы по сравнению с аналогами из стали и меди, если за ней правильно ухаживать. Он должен быть защищен от экстремальных температур, таких как холодная вода в горячем состоянии, и он может прослужить всю жизнь.
В качестве примера можно привести чугунные трубы, которые можно найти во многих старых домах, которые все еще функционируют спустя 100 лет. Это долговечность, несмотря на постоянное давление воды и длительное время нахождения во влажных условиях под землей.
Серый чугун, наиболее распространенная форма чугуна, имеет прочность на растяжение около 14 МПа (20 000 фунтов на кв. дюйм). Чугун обладает большой прочностью на сжатие, в четыре раза превышающей его прочность на растяжение.
При этом чугун по своей основной структуре является хрупким. Чтобы удерживать такую большую прочность на сжатие, чугун жертвует своей прочностью на растяжение и способностью легко растягиваться и изгибаться.
Чугун содержит примерно 2 процента углерода.11%, что придает ему хрупкость . Но хрупкость не означает, что чугун слаб, чугун может выдерживать невероятно большие нагрузки и поглощать вибрации от тяжелой техники.
Наше заключениеСварка чугуна на сегодняшний день является одним из самых сложных методов. Он имеет один из самых маленьких погрешностей и чрезвычайно неумолим . Хрупкость материала значительно усугубляет эту трудность. Малейшая ошибка или мельчайшая трещинка могут привести к тому, что все это развалится на части.
Все это означает, что подготовка этих сварных швов занимает гораздо больше времени, чем другие. Поэтому крайне важно следовать шагам, упомянутым выше, а также любым другим советам, которые вы можете найти для безопасной и эффективной сварки чугунных материалов. Потратьте время, чтобы убедиться, что вы не торопитесь и позволяете металлу остывать равномерно и медленно.
Теперь должно быть понятно, почему сварка чугуна считается одной из самых сложных сварок среди сварщиков-профессионалов и любителей.Таким образом, также должно быть очевидно, почему при работе с ними так необходим опыт.
Тем не менее, надеюсь, стало ясно, почему сварка чугуна также вызывает большой интерес у многих. Более редкие фрукты всегда заманчивы, и это, безусловно, верно для сварки чугуна. Это менее распространено, чем другие сварные швы, и также может давать результаты, которые являются уникальными и эстетически привлекательными, если они сделаны правильно.
Следуя описанным здесь шагам и при необходимости обращаясь за помощью к опытному персоналу, вы можете быть уверены, что ваше приключение по сварке чугуна принесет вам результат, достойный затраченных усилий.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью.