11 советов по сварке алюминия в отрасли судостроения
11 советов по сварке алюминия в отрасли судостроения
Автор: Фрэнк Г. Армао (Frank G. Armao), директор по технологиям сварки алюминия
Компания Lincoln Electric
Алюминиевые сплавы отличаются низким весом и коррозионной устойчивостью в морской среде, и благодаря этому они получили широкое распространение в отрасли судостроения.
Есть две особенности, которые отличают сварку судостроительного алюминия от сварки стали, и обе они связаны с тем, что в большинстве случаев она происходит под открытым небом:
- во избежание окисления алюминиевых пластин и прессованных профилей важно обеспечить их правильное хранение;
- особенно внимательно нужно следить за тем, чтобы на сварочном участке не было ветра.
Ниже мы обсудим эти особенности более подробно.
Вы должны знать, что за алюминий вы свариваете
Недостаточно знать, что это алюминий.
Большинство сплавов алюминия легко поддаются дуговой сварке. Практически все сплавы серий 1XXX, 3XXX, 4XXX, 5XXX и 6XXX пригодны для сварки в режимах TIG и MIG/MAG. Однако большинство сплавов серий 2XXX и 7XXX дуговой сварке не поддаются. Единственные исключения из этого правила в серии 2XXX — это сплавы 2219 и 2519. Практически все остальные сплавы 2XXX во время сварки подвержены сильному трещинообразованию. Аналогичным образом в семействе 7XXX для сварки пригодны только сплавы 7003, 7004, 7005 и 7039.
Особенно остерегайтесь сплавов 2024 и 7075. Они имеют высокие механические характеристики и широко распространены, поэтому часто возникает соблазн использовать эти сплавы для ремонтных работ.
Сварка «несвариваемых сплавов» или использование неподходящих присадочных прутков могут привести к немедленному растрескиванию или преждевременной поломке во время эксплуатации.
Зачем нужен предварительный подогрев?
Многие считают, что для сварки алюминия, как в режиме TIG, так и MIG/MAG, обязательно требуется предварительный подогрев. Это не всегда так. Более того, при использовании подходящего оборудования предварительный подогрев требуется достаточно редко.
Ненужный предварительный подогрев даже может привести к падению механических характеристик. Последний этап термообработки алюминия — это старение, которое проводится при температурах от 160 до 200°C. Если температура предварительного подогрева достигнет или превысит температуру старения, вы испортите механические характеристики металла.
Конечно, нельзя сказать, что предварительный подогрев — это обязательно плохо. Например, при высокой температуре и влажности окружающей среды для удаления влаги допускается предварительный подогрев до 90°C. Но не увлекайтесь.
Хранение алюминиевых листов, пластин и прессованных деталей
В большинстве случаев алюминий перед использованием рекомендуют хранить в помещении. Хотя это действительно хороший совет, в судостроительной отрасли это малореализуемо, потому что сварка обычно проводится под открытым небом. Поэтому в судостроении предъявляются более реалистичные требования к хранению.
Во-первых, по возможности алюминиевые пластины не нужно укладывать горизонтальными штабелями прямо на земле. Так между штабелями будет скапливаться влага, которая приведет к усилению коррозии. Вместо этого складывайте пластины диагонально на края друг друга, чтобы с них могла стекать вода. Если их все же нужно сложить горизонтально, снимите всю прокладочную бумагу и упаковку между пластинами. Если ее оставить, она будет впитывать и накапливать влагу между пластинами.
Все эти меры призваны снизить интенсивность коррозии, т. е. образование слоя оксида между хранящимися листами. Если толщина слоя оксида станет слишком большой, перед сваркой его придется удалить механическими средствами.
Перед сваркой обязательно произведите зачистку деталей
Предсварочная зачистка алюминия состоит из двух отдельных операций. Сначала удаляются остатки масел, смазки, охлаждающей жидкости и других углеводородов, которые могли использоваться на производстве. Оставшиеся на поверхности углеводороды попадут в сварочную дугу и выделят газообразный водород, который вызывает пористость в наплавленном металле.
Углеводороды удаляются одним из двух способов. Чаще всего поверхность протирают чистой тканью, пропитанной хорошим обезжиривающим растворителем, например, ацетоном, толуолом, метилэтилкетоном или очистителем для карбюраторов. Спирты не относятся к хорошим очистителям и не должны использоваться для чистки алюминия. Менее распространен способ с погружением алюминия в резервуар с умеренным щелочным раствором с последующим ополаскиванием и сушкой.
Используйте подходящее оборудование
Перед каждой сменой нужно проверять, что сварочное оборудование настроено именно для сварки алюминия. Это особенно важно, если этим оборудованием поочередно пользуются для сварки разных материалов.
Особенно в режиме MIG/MAG:
- Проверьте, что тормозной механизм кассеты отрегулирован не слишком туго. Слишком сильное натяжение может затруднить подачу проволоки. Усилия тормозного механизма просто должно быть достаточно, чтобы предотвратить прокручивание кассеты при остановке проволоки.

- Также проверьте, что ролики механизма привода предназначены для алюминиевой проволоки и имеют подходящий диаметр. Ролики с V-образными канавками для стальной проволоки могут деформировать алюминиевую и вызвать перебои с подачей проволоки.
- Натяжение роликов должно быть отрегулировано так, чтобы его едва хватало для того, чтобы проволока не проскальзывала на роликах. Слишком сильное натяжение приведет к деформациям проволоки.
- Убедитесь в наличии входных и выходных пластиковых направляющих втулок подходящего типа. Стальные детали, которые используются для подачи стальной проволоки, также могут вызвать перебои в подаче проволоки.
- Убедитесь, что гусак горелки изготовлен из подходящего пластика для подачи алюминиевой проволоки. Спиральные гусаки горелки, которые часто используются для подачи стальной проволоки, будут соскребать стружку с мягкой алюминиевой проволоки, что может привести к засору.
- Также убедитесь, что используете контактный наконечник подходящего размера для проволоки данного диаметра. Многие считают, что лучше использовать контактные наконечники большего размера — например, наконечник 1,6 мм для проволоки 1,2 мм. НЕ ДЕЛАЙТЕ ЭТОГО. Наконечник должен быть достаточного размера для того, чтобы через него свободно проходила проволока, но при этом достаточно узким, чтобы обеспечить равномерный электрический контакт между контактным наконечником и проволокой. Слишком большой контактный наконечник не обеспечит равномерный перенос тока, что приведет к частому прожиганию материала.

 Многие считают, что лучше использовать контактные наконечники большего размера — например, наконечник 1,6 мм для проволоки 1,2 мм. НЕ ДЕЛАЙТЕ ЭТОГО. Наконечник должен быть достаточного размера для того, чтобы через него свободно проходила проволока, но при этом достаточно узким, чтобы обеспечить равномерный электрический контакт между контактным наконечником и проволокой. Слишком большой контактный наконечник не обеспечит равномерный перенос тока, что приведет к частому прожиганию материала.
Многие считают, что лучше использовать контактные наконечники большего размера — например, наконечник 1,6 мм для проволоки 1,2 мм. НЕ ДЕЛАЙТЕ ЭТОГО. Наконечник должен быть достаточного размера для того, чтобы через него свободно проходила проволока, но при этом достаточно узким, чтобы обеспечить равномерный электрический контакт между контактным наконечником и проволокой. Слишком большой контактный наконечник не обеспечит равномерный перенос тока, что приведет к частому прожиганию материала.
Правильный расход защитного газа
Расход аргона должен составлять минимум 16,5 л/мин. для MIG/MAG и 11,8 л/мин. для TIG-сварки. В обоих режимах при использовании сопла большого диаметра расход защитного газа следует увеличить. Если сварка проводится под открытым небом, расход защитного газа должен быть еще выше — мин. 21,2 л/мин. для MIG/MAG и 16,5 л/мин. для TIG — потому что аргон легче воздуха и более подвержен воздействию ветра и сквозняков.
После чистки зоны сварки она должна оставаться чистой
После зачистки и подгонки деталей нужно постараться как можно быстрее провести сварку. Это вызвано даже не тем, что детали могут окислиться — при комнатной температуре в сухих условиях алюминий окисляется достаточно медленно. Главная проблема заключается в том, что в цеховых условиях очищенный материал может оказаться покрыт грязью, маслом, водными парами и т. д. После зачистки, подгонки и сборки не оставляйте открытые детали на ночь или выходные. Если до сварки все же должно пройти некоторое время, накройте соединение крафт-бумагой и закрепите ее скотчем.
Правильное хранение сварочной проволоки
Алюминиевую сварочную проволоку следует хранить в чистом, сухом помещении, желательно в исходной упаковке. В таких условиях проволока может храниться несколько лет.
Хотя для хранения проволоки необязательно требуется вентиляция, будет полезно обеспечить низкую относительную влажность. Не допускайте отсыревания проволоки.
Самый простой способ сделать это — хранить проволоку в исходной упаковке в закрытых металлических шкафах с включенной 60-ваттной лампочкой. Тепло от лампочки повысит температуру внутри шкафа примерно на 10°C и снизит относительную влажность.
Частично израсходованные кассеты проволоки нельзя оставлять на ночь в сварочном аппарате. Их следует вернуть в исходную упаковку. В противном случае можно воспользоваться пластиковыми крышками для кассет, которые совместимы с большинством подающих механизмов. Кассету проволоки можно оставить в подающем механизме
до полного израсходования.
Хранение проволоки в кондиционируемом помещении также может быть связано со сложностями. Если в горячий, влажный день относительно холодную проволоку занести в цех и сразу вскрыть упаковку, из-за влажного воздуха на проволоке может образоваться конденсат. Если проволока хранилась в кондиционируемом помещении, выдержите ее некоторое время в цеху перед вскрытием упаковки, чтобы она согрелась. Более того, хранение в комнате с низкой влажностью будет более полезно, чем в кондиционируемой. Тем не менее, при правильных условиях хранения ни то, ни другое не обязательно.
Если проволока хранилась в кондиционируемом помещении, выдержите ее некоторое время в цеху перед вскрытием упаковки, чтобы она согрелась. Более того, хранение в комнате с низкой влажностью будет более полезно, чем в кондиционируемой. Тем не менее, при правильных условиях хранения ни то, ни другое не обязательно.
Продольные и поперечные колебания
В то время как все сходятся на мнении, что поперечные колебания горелкой приводят к чрезмерному увеличению тепловложения, в некоторых отраслях сварщики прибегают к продольным колебаниям, или «копательным» движениям горелки. Задача такой техники сварки — добиться равномерного образования валиков при небольшой ширине соединения. Главное преимущество этого метода — очень равномерная «рябь» из валиков, похожая на внешний вид швов от аргонодуговой сварки. Однако такая техника никак не влияет на глубину проплавления или очищающее воздействие дуги. Она имеет чисто косметический эффект.
Сварка с «копательными» движениями электрода вполне допустима, но при этом нужно контролировать амплитуду колебаний. Она должна составлять около 3-5 мм. При большей амплитуде между валиками могут оказаться промежутки. Это может привести к уменьшению глубины проплавления и не является допустимым.
Она должна составлять около 3-5 мм. При большей амплитуде между валиками могут оказаться промежутки. Это может привести к уменьшению глубины проплавления и не является допустимым.
Используйте подходящую сварочную проволоку
Сварка в области судостроения чаще всего подразумевает соединение листов и пластин серии 5XXX Al-Mg, например, 5052, 5154, 5454 или 5083, между собой или с прессованными деталями 6XXX.
Для сварки сплавов серии 5ХХХ между собой для 5154 и 5454 в качестве присадочного материала используется сплав 5554. Для 5052 используется сплав 5356. Для сварки 5083, который имеет более высокие механические характеристики, рекомендуются сплавы 5556 или 5183, потому что 5356 не способен обеспечить механические характеристики, равные 5083. 4043 нельзя использовать в качестве присадочного металла при сварке сплавов 5ХХХ за исключением 5052, который имеет низкое содержание Mg.
Для соединения листов или пластин серии 5ХХХ с прессованными деталями серии 6ХХХ, например, 6061-T6, в качестве присадочного металла рекомендуются сплавы 5356 или 5554. 4043 используется как присадочный металл в области судостроения довольно редко из-за своей подверженности коррозии. В этой области использование высокопрочных сплавов 5183 или 5556 в качестве присадочного материала не дает никакой дополнительной пользы. Некоторые поставщики стараются продать именно эти более дорогостоящие сплавы, но они себя не оправдывают.
Итак, в этой небольшой статье мы попробовали дать рекомендации, которые были бы полезны сварщикам, работающим в области судостроения. Мы надеемся, что вы сможете почерпнуть из нее новые идеи и улучшить свои навыки по сварке судостроительного алюминия.
Оригинал статьи
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.
Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий — высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
 Чтобы такого не происходило, заготовку предварительно нагревают.
Чтобы такого не происходило, заготовку предварительно нагревают.Еще один важный момент — определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы
Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- Электроды из вольфрама диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя — обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.
Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.
Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
Преимущества:
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.

Недостатки:
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.
Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К). Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются: сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде; сварка с автоматизированным расходом проволоки для обработки алюминия аргоном; сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия. Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа. Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата. Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления. Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин. После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин. После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок. Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
10 самых распространенных ошибок при сварке алюминия
10 наиболее распространенных ошибок, совершаемых при сварке алюминия методом TIG
Хотя некоторые могут подумать, что сварка TIG — это легкий ветерок, для сварки алюминия требуется много внимания и опыта. Если у вас возникли проблемы, вот 10 основных ошибок, допущенных при сварке алюминия методом TIG.
1 — Новички часто забывают использовать настройку высокой частоты и устанавливают ее на непрерывную. Это приводит к остановке машины при низкой силе тока, поскольку переменный ток теряет большую часть своих полупериодов при изменении протекания тока.Если ваша машина похожа на дизельный двигатель, вам необходимо отрегулировать эту настройку при сварке алюминия методом TIG.
Это приводит к остановке машины при низкой силе тока, поскольку переменный ток теряет большую часть своих полупериодов при изменении протекания тока.Если ваша машина похожа на дизельный двигатель, вам необходимо отрегулировать эту настройку при сварке алюминия методом TIG.
2 — Другой распространенной ошибкой является неправильный размер электрода. Любители могут забыть, насколько нагревается электрод при 250 А на переменном токе, поэтому они идут дальше и используют тот же электрод на постоянном токе. Это, очевидно, приводит к неисправности и взрыву электрода! Не пытайтесь сваривать алюминиевые банки с помощью электрода 1/8 дюйма, потому что это тоже не сработает.
3 — Новички часто используют наполнитель неправильного размера.Поэтому они добавляют небольшой присадочный стержень, который в конечном итоге расплавляет его до того, как будет проведена настоящая сварка. И наоборот, большой наполнитель может блокировать защитный газ и отводить тепло из лужи.
4 — Еще одна ошибка при сварке TIG, которую следует избегать, как чума, — это использовать щетку из углеродистой стали для очистки алюминия , а не проволочную щетку из нержавеющей стали. Это основная рекомендация, которую никогда не должен забывать сварщик.
5- Новые сварщики любят сваривать под большим углом наклона горелки.Это приводит к плавлению присадочного металла и превращению его в лужу. Поэтому избегайте резака под слишком большим углом любой ценой!
6 — Новички, ради Бога, пожалуйста, не используйте слишком длинную дугу при сварке алюминия. У вас есть правильное место, где дуга не слишком близка и не слишком далеко. Последнее, что вам нужно, — это подготовить электроды, а не сваривать алюминий TIG.
7 — Следуя цифре 6, вы также можете перегрузить горелку аргоном. Вас могут сбить с толку различные источники, предлагающие накачать газ в горелке, но если дуга издает слишком много шума до такой степени, что вы думаете, что ваши барабанные перепонки лопаются, поток аргона слишком велик.Для сравнения, вам нужно всего около 13-15 кубических футов в час для тигровой чашки размером 7/16 дюйма. Больше не всегда значит лучше.
8 — Не следуйте всем инструкциям, которые вы видите, особенно когда речь идет о вылете электродов. Еще одна распространенная проблема — недостаточный вылет электрода. Вы увидите, что учебные пособия Хобарта рекомендуют электроды диаметром 1–1 1/2, чего недостаточно. Как можно быть уверенным в длине дуги, если кончик электрода не виден?
Еще одна распространенная проблема — недостаточный вылет электрода. Вы увидите, что учебные пособия Хобарта рекомендуют электроды диаметром 1–1 1/2, чего недостаточно. Как можно быть уверенным в длине дуги, если кончик электрода не виден?
9 — Хотя это может показаться заманчивым, не используйте чистый вольфрам, потому что это неэффективно.Приобретите простой 2% лантановый электрод, если вам нужен универсальный электрод, который хорошо работает как на переменном, так и на постоянном токе.
10 — Не допускайте шариков в электроде. Просто убедитесь, что он круглый, но не должен быть слишком круглым. Большой шар на конце электрода снизит эффективность, а это последнее, что вам нужно.
Почему TIG (GTAW) предпочтительнее для сварки алюминия?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как газовая дуговая сварка вольфрамовым электродом (GTAW), предпочтительна при изготовлении и сварке алюминиевых сплавов более тонкой толщины, сложных соединений из алюминиевых сплавов и для ремонта алюминиевых деталей.
Причина, по которой предпочтение отдается GTAW, заключается в ее способности удалять поверхностные оксиды, обнаруженные на всех алюминиевых сплавах, путем применения переменного тока в процессе. Поверхностные оксиды алюминия, которые образуются очень быстро, являются секретом коррозионной стойкости алюминия, но они настолько плотно прилегают, что могут вызвать проблемы с электрической дугой во время сварки.
Принцип работы заключается в том, что переменный ток перемещается от положительного электрода переменного тока к отрицательному электроду переменного тока и, чередуя этот способ, разрушает оксиды алюминия с поверхности.Фактически, во время положительного полупериода электрода электроны текут от заготовки к вольфрамовому электроду и тем самым разрушают поверхностный оксид. Это действие открывает доступ к оголенному металлу для сварки. Во время отрицательного цикла электрода электроны текут в обратном направлении от вольфрамового электрода к заготовке. Последующая бомбардировка поверхности во время отрицательного цикла электрода увеличивает нагрев детали, что способствует общему проплавлению.
Таким образом, при использовании переменного тока положительный полупериод вызывает разрушение поверхностных оксидов, а во время отрицательного полупериода проникновение увеличивается.
На рисунке 1 показано, как можно контролировать баланс и дисбаланс прямоугольной формы переменного тока путем выбора большего количества положительного переменного тока для очистки поверхности (разрушение оксидов) или большего количества отрицательного переменного тока для большего проникновения.
Рис. 1. Контроль баланса переменного тока
Оксидный слой на поверхности алюминия имеет температуру плавления 2072 ° C, что намного выше, чем температура плавления основного металла, составляющая 660 ° C. Это очищающее действие от переменного тока, наряду с возможностью направлять тепло дуги с помощью вольфрамового электрода в сварочной горелке, позволяет лучше контролировать дугу и подвод тепла.
При ручном управлении процесс GTAW позволяет лучше контролировать подвод тепла от дуги с помощью ножного управления, аналогично использованию педали газа в автомобиле, чем больше вы нажимаете, тем больше генерируется ток и тепла дуги, а в обратном направлении уменьшается нагревать. Это позволяет сварщику контролировать нагрев дуги при сварке от очень тонкого материала к более толстому, и это делается для всех положений сварки. Этот контроль является дополнительным преимуществом при выполнении качественных сварных швов на алюминии по сравнению с другими процессами дуговой сварки.
Это позволяет сварщику контролировать нагрев дуги при сварке от очень тонкого материала к более толстому, и это делается для всех положений сварки. Этот контроль является дополнительным преимуществом при выполнении качественных сварных швов на алюминии по сравнению с другими процессами дуговой сварки.
Таким образом, преимущество использования процесса GTAW при сварке алюминия и его сплавов заключается в очистке поверхности от плотно приставших оксидов, в обеспечении точного регулирования температуры с помощью ножного регулятора тока для сварки более тонких металлов и в целом более высокого качества сварного шва с улучшенными характеристиками. формирование бусинок.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный совершенствованию сварочной отрасли с помощью ручного и роботизированного управления процессом сварки и Best Weld Practices, Это 2022 год, за последние 60 лет, что я работаю в сварочной отрасли, я предоставлял ручные и автоматизированные улучшения сварочного процесса в сотнях компаний в 13 странах. Вот некоторые из факторов, которые я наблюдал в этих компаниях, которые оказали основное влияние на ежедневное качество и производительность сварки:
Вот некоторые из факторов, которые я наблюдал в этих компаниях, которые оказали основное влияние на ежедневное качество и производительность сварки:
[a] Распространенное, глобальное отсутствие у фронт-офиса GMA — возможности управления и разработки процесса сварки FCA.
[b] Главный офис отдела сварки часто полагается на персонал отдела сбыта сварных швов для улучшения процесса GMA, в то время как большинство продавцов никогда не управляли сварочным цехом и имеют ограниченный опыт применения сварных швов.
[c] Отсутствие контроля сварочного процесса и передовой практики сварки часто проявляется в сварочных цехах. В конце концов, кто не был свидетелем того, как опытный сварщик экспериментирует с двумя простыми средствами управления сварочным оборудованием GMA при сварке GMA и порошковой сваркой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам. Также имейте в виду, что навыки сварщика или длительный опыт сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт специализируется на двух сварочных процессах GMA (MAG — MIG) и порошковой сварке в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80% производимых в мире дуговых сварных швов.
В этом «Зачем менять то, как мы всегда делали это в отрасли?» И спустя десятилетия после внедрения MIG и порошковой порошковой проволоки в защитных газах, в большинстве сварочных цехов по всему миру вы найдете персонал, который занимается сваркой десятилетиями, но мало знает о процесс сварки GMA или FCA, которым они зарабатывают на жизнь.Это не только влияет на качество и производительность ручной сварки, но и на производительность робота GMA.
ОТСУТСТВУЕТ СВЯЗЬ С ROBOT MIG WELDS. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять свои роботы. с системой управления процессом сварки роботов GMA и обучением передовой практике. Так что, конечно, большинство техников-роботов, превосходно владеющих программированием, поиграют с элементами управления сваркой GMA в своих подвесках для роботов.
1963 Я начал сварку MAG в компании Massey Ferguson, Великобритания. И за 60 лет, что я занимаюсь этим бизнесом, одна вещь не изменилась.
С ВНЕДРЕНИЯ MAG В 1950-х годах, АХИЛЛОВСКАЯ ПЯТА МИРОВОЙ СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ БЕЗ ФОКУСА КОНТРОЛЯ ПРОЦЕССА СВАРКИ MAG & FLUX CORED, ЭКСПЕРТИЗЫ.
В 1990-х годах, когда я был менеджером по сварке роботов ABB в Северной Америке, средняя ежедневная переделка сварных швов MAG роботом в США с большой тройкой США, японскими и немецкими компаниями, а также поставщиками первого уровня составляла в среднем 50%.Среднее время простоя робота MAG-сваркой из-за проблем со сваркой обычно составляло от 40 до 80 минут за смену.
ABB — одна из крупнейших в мире инженерных и робототехнических компаний. В ABB USA. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и ЛеТурно. У всех инженеров было что-то общее, ни один из них не был обучен умению, не читая инструкции по сварке, устанавливать два режима управления, оптимальный сварной шов MAG или порошковой сердцевиной, и, как многие сварщики, при получении нового приложения для сварки роботов, они бы часто «поиграйте» с элементами управления сваркой.
В ABB USA. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и ЛеТурно. У всех инженеров было что-то общее, ни один из них не был обучен умению, не читая инструкции по сварке, устанавливать два режима управления, оптимальный сварной шов MAG или порошковой сердцевиной, и, как многие сварщики, при получении нового приложения для сварки роботов, они бы часто «поиграйте» с элементами управления сваркой.
Роботизированная сварка MIG для
крупнейших грузовиков в мире.
Руководство компании ABB и Caterpillar спросило меня, сколько времени мне потребуется, чтобы разработать все настройки сварных швов с несколькими роботами, необходимые для сварки гигантских грузовиков Caterpillar. Думаю, я их шокировал, когда быстро ответил: «Большинство всех этих роботизированных сварных швов следует выполнять с двумя простыми настройками сварки MIG.
ВОПРОС ПО СВАРКЕ РОБОТА. Какие две настройки сварки MIG-робота, по вашему мнению, могли бы сварить маленький грузовик, показанный выше. Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Находясь в ABB, я использовал свою программу управления технологическим процессом MIG для обучения инженеров ABB, а также для обучения поставщиков ABB Tier One и компаний, таких как Harley и Caterpillar. С 1990-х годов ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 глобальных компаний.
На этом сайте рассматриваются обширные проблемы роботизированной сварки.А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальное руководство, с которым я познакомился в Harley Davidson, никогда не понимало концепции вне руководства фронт-офиса или владения процессом сварки роботом MIG.
Когда в девяностые годы компания Harley разработала байк Fat Boy, в конце концов решила сварить рамы с помощью роботов ABB. Я установил исходные данные сварочной рамы MIG для робота, которые позволили бы получить сварные швы, которые выдержали бы любые тяжеловесы, и в Америке у нас их в изобилии.
Я установил исходные данные сварочной рамы MIG для робота, которые позволили бы получить сварные швы, которые выдержали бы любые тяжеловесы, и в Америке у нас их в изобилии.
В 2021 году, по мере того как мужской обхват в Америке будет продолжать расти, этот байк по-прежнему будет самым прочным и не удивительно, что он станет самым популярным продавцом для Harley.
Те из вас, кто работает в этой отрасли и не верит в важность владения и контроля над процессом сварки, не должны иметь проблем с ответами на следующие вопросы по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Один из самых распространенных в мире сварных швов — это сварка распылением MIG.Каковы начальная точка подачи проволоки для струйного переноса MIG и значение силы тока для обычной стальной проволоки MIG 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона — 20% CO2?
Отсутствие опыта управления процессами MIG выделяется как больной вопрос на большинстве мировых автомобильных / грузовых заводов, которые используют сварочных роботов. Большинство заводов Tier One и Tier 2 будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака сварного шва роботом MIG, переделки сварного шва или потери производства роботизированного сварного шва.Ячейка робота использует проволоку 70s-6 и 80% Ar. / 20% Co2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда не возникает дуги. Объяснить, почему?
Большинство заводов Tier One и Tier 2 будут транслировать, сколько дополнительных долларов они тратят каждый год в результате брака сварного шва роботом MIG, переделки сварного шва или потери производства роботизированного сварного шва.Ячейка робота использует проволоку 70s-6 и 80% Ar. / 20% Co2. Режим передачи сварного шва установлен в традиционном режиме CV. Параметры подачи сварочной проволоки и кратера сварного шва установлены на уровне 380 дюймов / мин и 23 вольта. При таких сварных швах иногда не возникает дуги. Объяснить, почему?
ЧТО ДАНА, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ТРАНСПОРТИРОВКЕ ГРУЗОВИКОВ, ДУМАЕТ О ПРОГРАММЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ MY ROBOT MIG.
Электронная почта от Dana Senior Weld Eng.
Эм, я хотел отправить последнюю информацию о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы знаете во время вашего первого визита на завод, наши сварочные линии для роботов MIG производили менее 40 рам грузовиков Ford F-150 в час, а 100% готовых рам роботов требовали обширной ручной доработки сварных швов. Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я работаю, приблизился к рекорду в 76 кадров в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. Мы внедрили ваши рекомендации «7-шаговое роботизированное управление сварочным процессом» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного инженера-сварщика. Райан Гуд. Дана Старший специалист по сварке
Благодаря вашей программе обучения управлению процессом роботизированной сварки и изменениям расходных материалов, результаты роботизированной сварки, полученные нашими сотрудниками, сегодня ошеломляют. Вчера завод, на котором я работаю, приблизился к рекорду в 76 кадров в час. Мы ежедневно достигаем нашей средней цели — одного кадра в минуту.У нас было два недавних аудита сварных швов. Одна проверка сварного шва имела в общей сложности два отказа, а вторая проверка сварного шва была первой 100% проверкой сварного шва в истории линейки Ford F-150. Мы внедрили ваши рекомендации «7-шаговое роботизированное управление сварочным процессом» на пяти наших заводах в США. Большое спасибо, Эм. От благодарного инженера-сварщика. Райан Гуд. Дана Старший специалист по сварке
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и продукции для трансмиссий, мостов, приводных валов и трансмиссий.В DANA работает около 22 500 человек в 26 странах, а в 2010 году объем продаж составил 6,1 миллиарда долларов.
Примечание. Управление процессом MIG для моего робота доступно в разделе «Обучение процессу».
ВОПРОС ПО СВАРке РОБОТА. Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость движения сварочного шва робота без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение. Объяснить, почему.
Изд.задний. Обучение более 250 судовых сварщиков на судостроительной верфи Aker Kaverner Обучение управлению процессом порошковой сварки. Расположение Филадельфийская военно-морская верфь.
В бюджете компании Aker было меньше миллиона долларов на ремонт сварных швов для каждого корабля. Когда меня взяли на работу в качестве начальника отдела сварочных работ Yard Weld Mgr. они тратили более 10 миллионов долларов на каждую партию на ремонт сварных швов с флюсовой сердцевиной. Я использовал свой тренинг по контролю процесса порошкового напыления, формат обучения, который ранее никогда не применялся ни на одной мировой судостроительной верфи. После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
После трех месяцев оценки дворовым отделом качества.Моя двухдневная программа обучения снизила затраты на ремонт сварных швов с флюсовой сердцевиной за три месяца более чем на 60%, что дало прибл. экономия 6 миллионов долларов на судно.
АВТО — АВТОМОБИЛЬНЫЕ ЗАВОДЫ И СУДОСТРОЕНИЯ ИМЕЮТ ЧТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет высокий приоритет, но в обеих отраслях, как правило, на протяжении десятилетий были нанятые менеджеры и инженеры, которым не хватало навыков, необходимых для владения процессом сварки фронт-офисом. Если у фронт-офиса нет такого опыта, вы знаете, что их сварщики будут экспериментировать с данными сварки MIG вручную или с роботом.
СПАСИБО, БОГ, ПОСТАВЩИКИ АВТО И ГРУЗОВИКИ НЕ ТРЕБУЮТ NDT ДЛЯ ОЦЕНКИ КАЧЕСТВА ВНУТРЕННЕЙ СВАРКИ. ЕСЛИ ОНИ ДАЛИ, ОНИ НЕМЕДЛЕННО ВЫКЛЮЧАЛИСЯ.
ПРИМ. 10% СВАРНЫХ ШВОВ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЮТСЯ NDT, ЧТОБЫ ПРОВЕРИТЬ КАЧЕСТВО ВНУТРЕННЕЙ СВАРКИ. И ВСЕГДА ОЧЕНЬ ДЕНЬГИ ДЛЯ ДВОРОВ, КОГДА НЕОБХОДИМО УЗИРОВАНИЕ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
И ВСЕГДА ОЧЕНЬ ДЕНЬГИ ДЛЯ ДВОРОВ, КОГДА НЕОБХОДИМО УЗИРОВАНИЕ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, где качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки и бракованные сварные швы на протяжении десятилетий были нормой для обоих процессов MAG — Flux Cored.
ПОДХОД В ОБЕИХ РАСХОДАХ НА СВАРКУ MAG / FCA: В сотнях сварочных цехов по всему миру я посетил в качестве корпоративного специалиста Linde — AGA — Airgas — Carbonic Weld Training Mgr. Меня попросили решить более тысячи проблем клиентов по сварке. Я никогда не заходил в сварочную мастерскую в США или Канаде, где имелось бы представление об их реальных «затратах на сварку MIG / FCA». Обычно стоимость сварных швов в сварочном цехе фокусируется на цене их смесей сварочного газа или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цехе является горизонтальный угловой шов 1/4 (6 мм).![]() Сварочный цех имеет источник питания на 350 ампер. Для сварных швов используется проволока 0,045, 70s-3. Газ — аргон — 20% СО2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на выяснение уходит больше двух минут, значит, не хватает опыта для контроля затрат на сварку.
Сварочный цех имеет источник питания на 350 ампер. Для сварных швов используется проволока 0,045, 70s-3. Газ — аргон — 20% СО2. Среднее время включения сварочной дуги каждый час составляет 30 минут. Сколько сварного шва они наплавляют каждый час. Если на выяснение уходит больше двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНЯТЬ ПРОЦЕСС.В сварочных цехах редко можно увидеть стабильно достижимую максимальную скорость наплавки с использованием какой-либо MIG или порошковой проволоки. Скорость наплавки и время дуги увеличивают затраты на сварку. Если вас удивляет отсутствие опыта в области контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-нибудь, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой сваркой, кого-то, кто сможет ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон с 20% CO2 для сварки MIG и переключается на аргон с 10% CO2.Итак, вы говорите сварщикам, что они должны делать что и почему?
Ваш сварочный цех использует аргон с 20% CO2 для сварки MIG и переключается на аргон с 10% CO2.Итак, вы говорите сварщикам, что они должны делать что и почему?
ДЕСЯТИЛЕТИЯ ПРОЦЕССА СВАРКИ СОЗДАЛИ ВСТРЕЧАЮЩИЙСЯ ПРОЦЕСС СВАРКИ, ЗАНИМАЛИ КУЛЬТУРУ МАГАЗИНОВ.
Я надеялся, что за те 60 лет, что я работаю в этой отрасли, однажды я увижу признаки эволюции сварочного цеха. Вместо этого я ежегодно наблюдаю увеличивающуюся путаницу в сварочном процессе. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение количества ложных заявлений GMA — FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне время поиграть с элементами управления сваркой. Эти двое можно было бы переложить на музыку, и они стали бы частью глобального национального гимна сварочного цеха.
РОБОТНАЯ СВАРКА ВОПРОС: На этом автомобильном заводе средний размер углеродного сварного шва на свариваемых деталях аналогичен угловому шву 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов / мин. Используется смесь аргон — 10% CO2.Стоимость сварочных работ робота составляет 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Менее чем за 5 минут лицо, принимающее решение о сварке, должно быть в состоянии предоставить стоимость фута или метра каждого сварного шва и знать, сколько газа и проволоки использовать для проекта.
Поскольку в этом участвуют НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к производимым сварным швам.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту с United Technologies я участвовал в утверждении некоторых проектов сварных соединений, выполненных с помощью лазера и GTA, для Orion.
Я никогда не переставал удивлять меня, когда я заключал контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, тем, что, общаясь с некоторыми из самых ярких инженеров мира, насколько мало интересовались темы сварки и как мало инженеры знали о процессах сварки, которые они просили использовать для создания сварных швов, которые будут удерживать вместе космический корабль НАСА Орион во время его полетов на Луну и Марс. Находясь в UT, у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической промышленности, и чтение процедур было похоже на возвращение в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX, и это фиаско с ракетной сваркой.
Находясь в UT, у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической промышленности, и чтение процедур было похоже на возвращение в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX, и это фиаско с ракетной сваркой.
Элон Маск, хотя BRILLIANT БЫЛ ТАКЖЕ СОГЛАСОВАН в его плохом инженерном подходе к сварным швам, производимым на обоих его автозаводах, и на его производственных объектах в пространстве
Когда TESLA впервые приступила к сварке электромобилей, у этой компании не было возможностей для управления электромобилями. Управление простыми сварочными швами роботов было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали неподходящий процесс сварки и имели проблемы с обеспечением стабильно оптимального качества сварки.
Инженеры Илона не обладали способностями, необходимыми для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти необходимые испытания НАСА на разрушающие сварные швы.
В 2019 году SPACEX боролась с качеством ракетной сварки нержавеющей стали, и дела шли плохо с точки зрения достижения доверия НАСА и дальнейшего финансирования НАСА.Кто-то в SpaceX, наконец, проснулся и решил, что для постоянного прохождения необходимых испытаний сварных швов SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения качества ракеты, что наконец дало НАСА уверенность в необходимости полагаться на SpaceX , — сказал он, «мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ОТПРАВЛЯЕТ, КОГДА ВЫСОКООБРАЗОВАННЫЕ И КВАЛИФИЦИРОВАННЫЕ МЕНЕДЖЕРЫ И ИНЖЕНЕРЫ SPACEX провели ДЕСЯТИЛЕТИЕ, ЧТОБЫ УЗНАТЬ, ЧТО РЕШЕНИЕМ ДЛЯ ИХ ДОЛГОСРОЧНЫХ ВОПРОСОВ СВАРКИ ЯВЛЯЕТСЯ ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA, КОТОРЫЙ Я ПОКАЗИЛ 9000 TH 9000 Я мог бы добавить, что если бы мой партнер Том и я не рисковали капиталом в наших домах и месяцами обходились без заработной платы, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача). СООБЩЕНИЕ ВСЕМ МЕНЕДЖЕРАМ, ИНЖЕНЕРАМ И НАБЛЮДАТЕЛЯМ СВАРКИ.Тем из вас, у кого есть опыт работы с полуавтоматическими процессами GMA — FCA, не должно потребоваться более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если у вас есть на этом месте и на моем сайте tiptigwelding.com вы найдете все необходимые доказательства процесса для принятия логичных решений о качестве / производительности сварки. Одна вещь, которую Илон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в отраслях высоких технологий обычно связаны не с дизайном или наукой о приложениях, а с производителем.возможность. Любой, кто имеет опыт управления процессом сварки, быстро распознает преимущества уникальной функции повышения производительности, связанной с качеством сварки, для качества кода и сплавов. К сожалению, это опыт, которого в SpaceX не хватало более десяти лет . 2021. SpaceX в конце концов проснулась, и теперь у SpaceX прибл. 70 аппаратов TIP TIG, которые позволяют им неизменно добиваться желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжить поиски ракет, которые однажды доставят несчастных людей на Луну и Марс. ЗА ШЕСТЬ ДЕСЯТИЛЕТИЙ Я ПРОДАЖА В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ, Я СВИДЕТЕЛЬствовал ПОЛНЫЙ ОТКАЗ В ПРОГРАММАХ ОБРАЗОВАНИЯ СВАРКИ ГЛОБАЛЬНЫХ КОЛЛЕДЖЕЙ И УНИВЕРСИТЕТОВ. Что касается курсов по сварке, то большинство общественных колледжей и профессиональных училищ застряли в 1960-х годах. Что касается обучения инженеров, то большинство глобальных университетов и колледжей, предлагающих программы обучения сварщикам, в течение шести десятилетий нанимали профессоров и преподавателей, которым не хватало «опыта в области управления процессом дуговой сварки». Я предоставил технологические решения для сварки прибл. 1000 компаний в 13 странах мира. Читатель должен знать, что отсутствие опыта в области управления сварочным процессом было причиной того, что менеджеры и инженеры пригласили меня во все эти компании. Что меня больше всего беспокоит в невежестве и безразличии к процессу проектирования сварных швов, которые часто встречаются в аэрокосмической, оборонной, нефтяной и энергетической компаниях, так это то, что эти компании могут нанимать самых ярких инженеров из таких институтов, как MIT, OSU. КАКОВА ЛОГИКА ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА ИНСПЕКЦИИ СВАРКИ, НЕТ ЭКСПЕРТИЗЫ КОНТРОЛЯ СВАРОЧНОГО ПРОЦЕССА? В дополнение к вышеупомянутым проблемам, в последние несколько лет мы видим, что сварочная промышленность, которой часто не хватает опыта в области управления сварочными процессами, обращается к AWS. Персонал CWI присматривает за сварщиком.И это по иронии судьбы, поскольку большинство инспекторов по сварке, которые ежедневно критикуют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая могла бы предотвратить дефекты сварного шва. Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотите сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, «не влияющего на продажи», что мало кого беспокоит посещать.На сайте представлены сравнения процессов между Hot Wire GTA, GTA вручную и Pulsed GMA. Здесь представлены все атрибуты реального процесса сварки TIP TIG и эта информация. https://tiptigwelding.com. ДЛЯ ТЕХ, ЧТО НУЖДАЕТСЯ МОЯ ПРОГРАММА ОБУЧЕНИЯ ПО КОНТРОЛЮ ПРОЦЕССА TIP TIG, ПОСМОТРЕТЬ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ ПОСЕТИТЬ ДАННЫЕ TIG НА МОЙ ДРУГОЙ САЙТ, tiptigwelding. От деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, мы надеемся, что этот сайт демонстрирует важность контроля процесса сварки и важность осведомленности о сварочном процессе / применении. Я горд за часть команды инженеров Commonwealth Fusion Systems, которая создает SPARC. 2022. Строительство и ремонт атомных электростанций, и эта отрасль промышленности 65 лет отношения с процессом сварки GTA. Два ядерных реактора Vogtle, блоки 3–4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов после завершения. Конечно, есть обычные задержки сверх бюджета из-за проблем со строительством, которые всегда связаны с проблемами сварки.Ручная газовая сварка GTA была основным процессом ручной дуговой сварки для этих заводов, так как это был предпочтительный процесс дуговой сварки с 1958 года, когда появились первые в США. построена коммерческая атомная электростанция. С 2008 года процесс GTA претерпел изменения, к сожалению, большинство персонала, принимающего решения о сварке в мировой атомной отрасли, не поняли этого сообщения. Для развивающейся индустрии Fusion в США, возможно, мое самое большое достижение в сварке с течением времени, возможно, в отрасли сварки, в которой на протяжении десятилетий нормой была фраза «Зачем менять то, как мы всегда это делали», Фактически, я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям в процессе сварки, которые будут иметь огромное влияние на количество требуемых сварщиков, требуемые сварочные навыки и, конечно же, на качество и стоимость сварных швов проектов. Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь в молодых США. В 2008 году, благодаря австрийскому изобретателю Плашу, процесс GTA-сварки сталей и сварных швов легированных сталей, наконец, превратился в полуавтоматический процесс GTA, получивший название TIP TIG. Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, которое подтвердило его пригодность для сварки частей корпуса. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что военно-морские силы США, Великобритании и Австралии проснутся и оценят стоимость сварных швов и преимущества качества. ПРОИЗВОДСТВО ВЫСОКОЙ ЭНЕРГИИ СВАРКИ С САМОЙ НИЗКОЙ ПОДАЧЕЙ ТЕПЛА СВАРКИ УНИКАЛЬНО ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА НАКОНЕЧНИКОВ GTA, РУЧНОЙ TIP TIG. Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термообработки, и сварка каждого стандартного качества становится более возможной, когда используемый процесс сварки обеспечивает максимально возможное качество сварки. Вам не нужно, чтобы какой-либо инженер понял, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальную комбинацию обеспечения максимальной энергии сварного шва и минимально возможного тепловложения сварочного шва, — это процесс, который следует изучить специально для легированные стали и сварные швы всех норм качества. Высокоэнергетический сварной металл TIP TIG в инертной атмосфере обеспечивает бездефектную сварку. Благодаря увеличенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, самые низкие искажения, наименьшую ЗТВ и наилучшие механические, металлургические и коррозионные свойства. [1] TIP TIG обеспечивает максимально возможную энергию ручной дуговой сварки и текучесть сварного шва, что сводит к минимуму возможность отсутствия плавления. [2] TIP TIG обеспечивает минимально возможное тепловложение сварных деталей. Подумайте о сниженных напряжениях и деформациях, а также о наименьшей ЗТВ и превосходных механических, металлургических и коррозионных преимуществах. 300% и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в плазменную дугу TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимую при ручной GTA, а также значительно снижает навыки традиционного сварщика TIG во всех положениях, что также влияет на качество сварки. В 2009 году я сваривал БОЛЬШИЕ ТИТАНОВЫЕ СОСУДЫ ТИТАНА МАРКИРОВКИ 2 С НАКОНЕЧНИКОМ TIG, БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОВОГО ПРОКАТНОГО ЩИТКА. Это был первый случай в истории дуговой сварки на большом титановом корпусе диаметром тридцать футов, который был полностью сварен без использования защитного экрана от газа.Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не осведомлены о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы увидеть видео о титане и все другие преимущества сплава. Благодаря десятилетнему процессу TIP TIG кому-то нужно разбудить военно-морской флот, армию и авиацию, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением сварного шва будет иметь значение для любой высокопрочной стали, всех или всех сталей в их организации или альт-версии только для этого одного атрибута процесса. ИСКАЖЕНИЕ — ИСКАЖЕНИЕ — ИСКАЖЕНИЕ .. Вы можете попробовать дублировать мою нетронутую сварку TIP TIG с помощью GTA или импульсной GMA, но вы зря потратите время. КАК ВЫ ДУМАЕТЕ, ЧТО ЗАИНТЕРЕСОВАННАЯ СВАРНАЯ ПРОМЫШЛЕННОСТЬ СЕВЕРНОЙ АМЕРИКИ В ПРОЦЕССЕ СВАРКИ, В КОТОРОЙ НЕ ЗАНИМАЕТСЯ ДИСТРИБЬЮТОР СВАРКИ США? Я думал, что лучший подход к продаже TIP TG в североамериканской отрасли, где доминируют дистрибьюторы Lincoln Hobart и Miller, — это делать то, что я делал на протяжении десятилетий. Вместо того, чтобы проводить образовательные семинары по контролю сварочного процесса, я начал с презентации семинаров и рабочих групп TIP TIG. CNOOC Наложение внутреннего диаметра подводной трубы с помощью Inconel, затем сварка концов трубы за считанные минуты и отсутствие дефектов, которые можно было бы выявить с помощью рентгеновских лучей. Через 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Phily. Workshop, Китай в секторах нефти, природного газа и энергетики сейчас является мировым лидером в использовании полуавтоматического процесса GTA TIP TIG. Благодаря китайской компании CNOOC, заказавшей у нас оборудование, у нас с Томом теперь были средства, необходимые для подключения TP TIG USA в США. От трубы или пластины, от корня до заполнения, TIP TIG — это самый простой способ использования в любом положении сварки. Не требуется сварочного дыма, брызг или очистки сварного шва. Те же две настройки сварки можно использовать для большинства сварных швов труб и пластин.Процессы GTAW — импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы стандартного качества. ДЛЯ ТЕХ, КОТОРЫЕ ХОТЯТ ФАКТЫ О ПРОЦЕССЕ В ОТРАСЛИ, В КОТОРОЙ Мифы о процессах гораздо более многочисленны. Я считаю, что создал самый информативный веб-сайт в мире, посвященный процессу TIP TIG. На этот сайт не влияют обычные продажи фекалий крупного рогатого скота. Сайт — tiptigwelding.com. ДУМАЙТЕ О САМЫХ ШИРОКИХ ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССАХ ДУГОВОЙ СВАРКИ. Причины успеха GMA и газозащитной флюсовой порошковой проволоки в том, что они являются «полуавтоматическими», простыми в использовании процессами дуговой сварки, которые обеспечивают приличную скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматический» простой в использовании процесс TIP TIG, который обеспечивает на 200-300% больше сварного шва, чем GTA, какова будет реакция отрасли сварки? ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ ВОПРОС GTA. Почему вы считаете, что в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечивает минимально возможное значение джоулей сварного шва и увеличение наплавки GTA на двести-триста процентов? Ниже приведены реальные преимущества сварки TIP TIG, достигнутые при сварке стандартного качества. К сожалению, в 2021 году в Северной Америке оборонная, аэрокосмическая и энергетическая промышленность, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо, и Массачусетский технологический институт, которые должны быть лидерами в эволюции дуговой сварки, НЕУДАЧНО ОТКАЗАЛСЯ. ЕСЛИ ВЫ ХОТИТЕ ДОКАЗАТЕЛЬСТВА GMA — FCA WELD PROCESS 2021 И ОТСУТСТВИЕ УПРАВЛЕНИЯ И НАИЛУЧШИХ МЕТОДОВ СВАРКИ, ВЫ НАЙДЕТЕ ЭТО НА ЛЮБОЙ ВМФ Северной Америки. Любой персонал, который имеет дело с проектами ВМФ, вероятно, будет знать, что высшее руководство ВМФ отчаянно хочет контролировать качество своих сварных швов, переделки и затраты на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки. К сожалению, КОГДА ПРЕДЛАГАЕТСЯ ПРОГРЕССИВНОЕ ИЗМЕНЕНИЕ ПОЗ.СВАРКА, СТАРШИЕ СОТРУДНИКИ МОРСКОЙ ТЕХНИКИ ВСЕГДА ПЕРВЫЕ ПРОТИВИГАЮТ ИЗМЕНЕНИЯМ В СВАРОЧНОЙ ТЕХНИКЕ. Судостроительные верфи, как правило, ежегодно расходуют миллионы сверх бюджета, что чаще всего является результатом плохого качества сварных швов с флюсовой сердцевиной, а также достигнутой низкой ежедневной производительности сварки. Реальность сварочных швов на этих верфях такова, что руководству и инженерам верфи на протяжении десятилетий просто не хватало опыта в области управления сварочным процессом, который позволил бы им иметь возможность владеть процессом сварки. ВОПРОС ПО ПРОЦЕССУ FLUX CORED.Если сварочный цех сваривает в основном углеродистые стали в положении плоского и горизонтального шва, а стали имеют толщину 3/8 и более, почему обычно используемая проволока E71T-1 — плохой выбор? Для тех из вас, кто хочет контролировать сварные швы с порошковой сердцевиной в среде защитного газа и добиться минимального количества доработок сварного шва при неизменно максимальной производительности сварки, вы получите это с помощью средств управления технологическим процессом. Ресурс самообучения FCA находится в моем разделе производственного обучения. В высококонкурентной глобальной сварочной индустрии, где компании могут покупать сварные детали из Китая, Южной Кореи или Восточной Европы, если компании в США не развиваются, и они продолжают прислушиваться к торговым представителям, продолжают путь недостатка владеть процессом сварки и противостоять прогрессивному процессу сварки, который может создать реальный мир, улучшить качество сварки, производительность и затраты, они также могут закрыть двери сварочного цеха . Вопрос о сварке GMA. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАВЛЯТЬСЯ МНОГИМ. Растущая армия персонала AWS CWI, инспектирующего сварные швы, заслужила бы большего уважения, если бы, прежде чем высказать свое мнение о сварных швах, которые они просматривают, им потребуется несколько часов, чтобы понять простые два управляющих процесса сварки GMA — FCA, которые они ежедневно критикуют. ? ПРИБЛИЗИТЕЛЬНО. ТОЛЬКО 20 ЧАСОВ ДЛЯ ИЗУЧЕНИЯ GMA — FCA — TIP TIG — ADAVANCED TIG или ROBOT GMA ARC WELD УПРАВЛЯЮТ РЕСУРСАМИ, ДОСТУПНЫМИ НА ЭТОМ САЙТЕ. Перед покупкой следующего источника питания MIG спросите себя, зачем вам нужны электронные звонки. ГАЗООБРАБОТАННЫЙ ПОТОК ВОПРОС. Слишком часто, когда на предприятии возникают проблемы с ручной сваркой или сваркой роботов, менеджеры предприятия или инженеры. затем можно обратиться к более дорогостоящим сварочным швам, таким как использование большего количества ручных сварочных аппаратов GTA — MIG или FCA. Печальная реальность сварки для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного сварочного шва GMA и потенциала производительности наиболее распространенных в мире процессов дуговой сварки, так это в течение прибл.За шесть десятилетий производство ручных сварных швов среднего качества и производительности GMA и создание ненужных дорогостоящих доработок стали ЕЖЕДНЕВНОЙ НОРМОЙ. А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботах GMA для управления процессами, которые доступны на этом объекте более 20 лет. КАК МЕНЕДЖЕРЫ ПРЕДОСТАВЛЯЮТ РЕШЕНИЯ И СВОИ ВОПРОСЫ СВАРОЧНОГО ЦЕХА, ЕСЛИ ОНИ НЕ УЗНАВАЮТ КОРНЕЧНУЮ ПРИЧИНУ СВОИХ ПРОБЛЕМ СО СВАРКОЙ? БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРОЧНИКА» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ.ПЕРВЫЙ И БЫВШИЙ — ЭКСПЕРТИЗА ПО УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ: В должностных инструкциях редко можно встретить «должен иметь обширный опыт в области управления сварочным процессом», и это определенно не то, что SpaceX или NASA запросят при найме инженера по сварке. При общем недостатке знаний руководителей и инженеров об опыте управления процессами, логично, что эти знания будут редко требоваться в любом описании сварочных работ, а управление процессом никогда не будет частью производственного процесса.завод обсуждения. Насколько мне известно, сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования, которые консультируют по процессу сварки для решения проблем со сваркой в цехе. Торговый представитель, как правило, будет человеком, который, вероятно, никогда не имел сварочного цеха.Эта чушь творится десятилетиями. Проблемы, как правило, связаны с сварочным оборудованием, которое имеет два контроля сварки, которые не менялись с 1960-х годов. Как корпоративное обучение или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я обучил более 4000 продаж сварочных швов. и я понял, что независимо от того, какое обучение они получали, возможно, 5 из 100 были достойны пройти через дверь сварочного цеха и дать совет по сварке, Одна область, которая всегда выявляет отсутствие контроля за процессом сварки MIG и Преобладающий передовой опыт в области сварочных работ можно найти в роботизированных ячейках на большинстве мировых автомобильных и грузовых заводов. В ABB МЕНЯ БЫЛО ТИПИЧНЫМ УСТАНОВЛЕНИЕ ОДНОЙ ИЛИ ДВУХ ОПТИМАЛЬНЫХ НАСТРОЕК ДЛЯ СВАРКИ РОБОТА GMA ДЛЯ ЛЮБОГО ПРИЛОЖЕНИЯ GM — FORD ИЛИ CHRYSLER. И КОГДА Я ПОСЕТИЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДИЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ ИЗМЕНЯЛИСЬ ОБЫЧНО от 10 до 30 РАЗ, и СВАРКИ РОБОТА БЫЛИ БЕСПЛАТНЫМИ. Менеджеры и инженеры просыпаются.Персонал роботов, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенных инженеров и производителей. руководства, это показатель того, что руководство и инженеры компании просто не осведомлены об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки. На протяжении десятилетий большинство мировых производителей. Если менеджеры, инженеры и специалисты по грузовым автомобилям , не понимают требований к опыту управления процессом сварки роботом для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный завод или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками контроля сварочного процесса и передовой практикой сварки, необходимыми для управления процессами, и, следовательно, был бы в состоянии оптимизировать свой ежедневный робот или ручное управление Качество или производительность сварки, тот же самый менеджер также был бы достаточно мудр, чтобы гарантировать, что этому человеку была предоставлена ответственность обучать всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке. Вас не просят установить роботизированные сварочные швы MIG на самых знаковых автомобилях Америки, если у вас нет репутации за прошлые достижения в области сварки. Лишь некоторые из продуктов Em. работал на [] FORD F150 .. Я был единственным человеком, который устанавливал роботизированные сварочные швы, которые не требовали доработки сварных швов, что было потрясающе, если вы видели плохие сварные швы роботов. [] ЖУК. Новые автокресла VW Beetle обеспечили наивысший рейтинг при столкновении с малолитражными автомобилями в США.Я установил эти роботизированные сварочные швы MIG в Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не работают. Мало того, что я добился отсутствия переделок, я увеличил производство роботов на 30%. [] CORVETTE. Некоторые из худших сварных швов, выполненных в автомобильной промышленности в 80–90-х годах, были популярны в Америке. HARLEY. Эта независимая управляющая компания совершенно не понимает требований или ценности владения процессом сварки фронт-офисом. Поэтому неудивительно, что эта компания медленно перешла на роботизированную сварку MIG. Большинство сварных швов рамы велосипеда выполнялось вручную на производственных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Харлей разработал FATBOY, он быстро стал бестселлером. Я установил начальные роботизированные сварные швы для этого продукта, когда был менеджером по сварке. в ABB Robots. GENIE. Кто не видел эти продукты на стройплощадках или на заводах, и для чего им нужны бездефектные роботы и ручное качество сварки. CATERPILLAR. К кому еще эта компания обратилась бы, кроме ABB и меня, когда они хотели, чтобы робот MIG стал самым большим в мире трюком. Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению сварочным процессом MIG, так что, независимо от их опыта в области сварки, они могли быть представлены кем угодно. Кстати, тем из вас, кто хочет постепенно менять сварные швы на своих предприятиях, я бы посоветовал вам начать с «Описание работы». Включите слова: «Должны быть необходимые ручные или роботизированные средства управления процессом сварки и наилучшая сварка. Практическая экспертиза ». ЭТО БУДЕТ ШОРОМ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ». КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не контролируют процесс сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которая, по иронии судьбы, также будет испытывать недостаток в такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ.Слишком часто единственное, чего часто добиваются сварочные бригады, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке. Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. ВЛАДЕНИЕ процессом обеспечивается моей MAG — порошковой сваркой и TIP TIG, ручным и роботизированным управлением процессом сварки и передовой практикой сварки, программами обучения или самообучения. Конечно, электроника в оборудовании для сварки MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке MIG и сварке алюминия. НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стальных или нержавеющих угловых швов на стали толщиной> 5 мм, будет осведомленные о режиме MIG Spray, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, увидит, что достигнутая сварка часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечивать такой же потенциал наплавки, как и распыление, но при этом проводит 50% своего времени при низком фоновом токе, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. В 1970-х и 1980-х годах, используя дешевое оборудование для сварки сварочным электродом в среде CV, я показывал сварочные цеха, как выполнять сварку короткого замыкания MIG без брызг. И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Lincoln, Miller, Hobart, ESAB или Fronius в 2019 году, процесс сварки, способный выполнять то же самое, что и полуавтоматический TIP TIG. Благодаря возвращению большой C я продал бизнес Тому и заработал достаточно, чтобы покрыть свой ежедневный бюджет на кофе, пока я не опустился на шесть футов ниже. Однако с миллиардами долларов налогоплательщиков, которые НАСА сейчас бросает в Илона, я подумал, что самое меньшее, что Илон может сделать, — это прислать мне благодарственную открытку Hallmark.
И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Lincoln, Miller, Hobart, ESAB или Fronius в 2019 году, процесс сварки, способный выполнять то же самое, что и полуавтоматический TIP TIG. Благодаря возвращению большой C я продал бизнес Тому и заработал достаточно, чтобы покрыть свой ежедневный бюджет на кофе, пока я не опустился на шесть футов ниже. Однако с миллиардами долларов налогоплательщиков, которые НАСА сейчас бросает в Илона, я подумал, что самое меньшее, что Илон может сделать, — это прислать мне благодарственную открытку Hallmark. 
На десятилетия, глобальный провал образования в области сварки.

 и LeTourneau, но нанятые инженеры часто, кажется, не знают, что им нужно знать, чтобы контролировать обычные дуговые сварные швы с помощью простого оборудования, которое обычно имеет два основных элемента управления сваркой.Это должно было стать тревожным сигналом 50 лет назад, и ученым-ракетчикам не нужно в 2021 году понять, что многие (не все) образовательные учреждения не смогли удовлетворить растущие глобальные потребности сварочной отрасли.
и LeTourneau, но нанятые инженеры часто, кажется, не знают, что им нужно знать, чтобы контролировать обычные дуговые сварные швы с помощью простого оборудования, которое обычно имеет два основных элемента управления сваркой.Это должно было стать тревожным сигналом 50 лет назад, и ученым-ракетчикам не нужно в 2021 году понять, что многие (не все) образовательные учреждения не смогли удовлетворить растущие глобальные потребности сварочной отрасли.  Для тех, кто готов оспорить эту точку зрения, попробуйте вопросы по процессу на этой странице.
Для тех, кто готов оспорить эту точку зрения, попробуйте вопросы по процессу на этой странице.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA. Назовите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана> 3 мм без использования защитного экрана от газа. com
В 2021 ГОДУ Я ПОШЕЛ НА РАБОТУ В CFS, КАК ИХ СТАРШИЙ СВАРОЧНЫЙ ENG. ПРЕДОСТАВЛЕНИЕ КОНСУЛЬТАЦИЙ И КВАЛИФИКАЦИИ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СПИРАЛЬНОГО РЕАКТОРА, НАЗВАННОГО SPARC.
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы считаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет иметь ок. 100 миллионов градусов, и сверхпроводящие магниты, находящиеся в нескольких от нас, составляют около минус 400 градусов.  Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с учетом криогенных, радиационных, магнитных свойств и деформаций.SPARC строится в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к появлению множества реакторов CFS, называемых ARC.
Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с учетом криогенных, радиационных, магнитных свойств и деформаций.SPARC строится в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к появлению множества реакторов CFS, называемых ARC. 
 MA. Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много заводов по плавлению, чтобы способствовать сокращению выбросов углерода, и поставщики материалов для отрасли плавления должны будут подойти к пластине и предложить другой подход к желаемым сварным швам.
MA. Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много заводов по плавлению, чтобы способствовать сокращению выбросов углерода, и поставщики материалов для отрасли плавления должны будут подойти к пластине и предложить другой подход к желаемым сварным швам. 
 Поэтому возникает вопрос, чего не хватает инженерам Североамериканской атомной станции и подводным лодкам. Также что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — завод ITER Fusion во Франции.
Поэтому возникает вопрос, чего не хватает инженерам Североамериканской атомной станции и подводным лодкам. Также что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — завод ITER Fusion во Франции.

Многие компании сталкиваются с проблемой жестких допусков на размеры, особенно для дорогостоящих легированных сталей, — это деформация сварных швов. Поэтому любой инженер, не застрявший в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий минимально возможное искажение сварного шва.  Моя первая мастерская в США в 2009 году, помимо американцев, состояла из участников из Китая, Австралии, Канады и Бразилии.
Моя первая мастерская в США в 2009 году, помимо американцев, состояла из участников из Китая, Австралии, Канады и Бразилии.
В 2009 году, когда американские инженеры по сварке СИДИЛИ ПЕРЕД СВОИМИ ВЕРХНИЦАМИ ДЛЯ НОУТБУКОВ И РАБОТАЛИ С GTA 1946, КИТАЙСКИЕ ИНЖЕНЕРЫ сделали первый шаг. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ С ПРИМЕНЕНИЯМИ ДЛЯ ПОДВОДНЫХ ТРУБ И ИНКОНЕЛЯ, И ОНИ БЫЛИ ИСПЫТАЛИ FRONIUS, LIBURDI И ДРУГОЕ ОБОРУДОВАНИЕ, ВСЕ НЕУДАЧНЫЕ.
По иронии судьбы первым крупным заказчиком, купившим оборудование TIP TIG, а также полностью принявшим этот процесс, была китайская национальная нефтяная компания CNOOC. Эта компания направила группу своих инженеров на мой первый семинар TIP TIG, который проводился на военно-морской верфи Филадельфии в 2009 году. Конечно, ни один военно-морской флот со своей верфи не присутствовал.
Конечно, ни один военно-морской флот со своей верфи не присутствовал. С 2009 года не существовало процесса, который на
мог бы выполнять полуавтоматическую GTA.



РАСХОДЫ НА СВАРКУ СУДОВОЙ ВЕРФИ. За 8 часов / смену сварщик судостроительной верфи, сваривающий порошковые сварочные швы в защитном газе во всех положениях, должен быть способен наплавлять минимум 23–24 фунта / смену. Однако благодаря слишком обычному апатичному руководству и инженерам, а также неадекватным программам обучения сварщиков верфи типичная судостроительная верфь в Северной Америке будет поставлять в среднем только 50-60% сварочного металла, который она должна наносить ежедневно.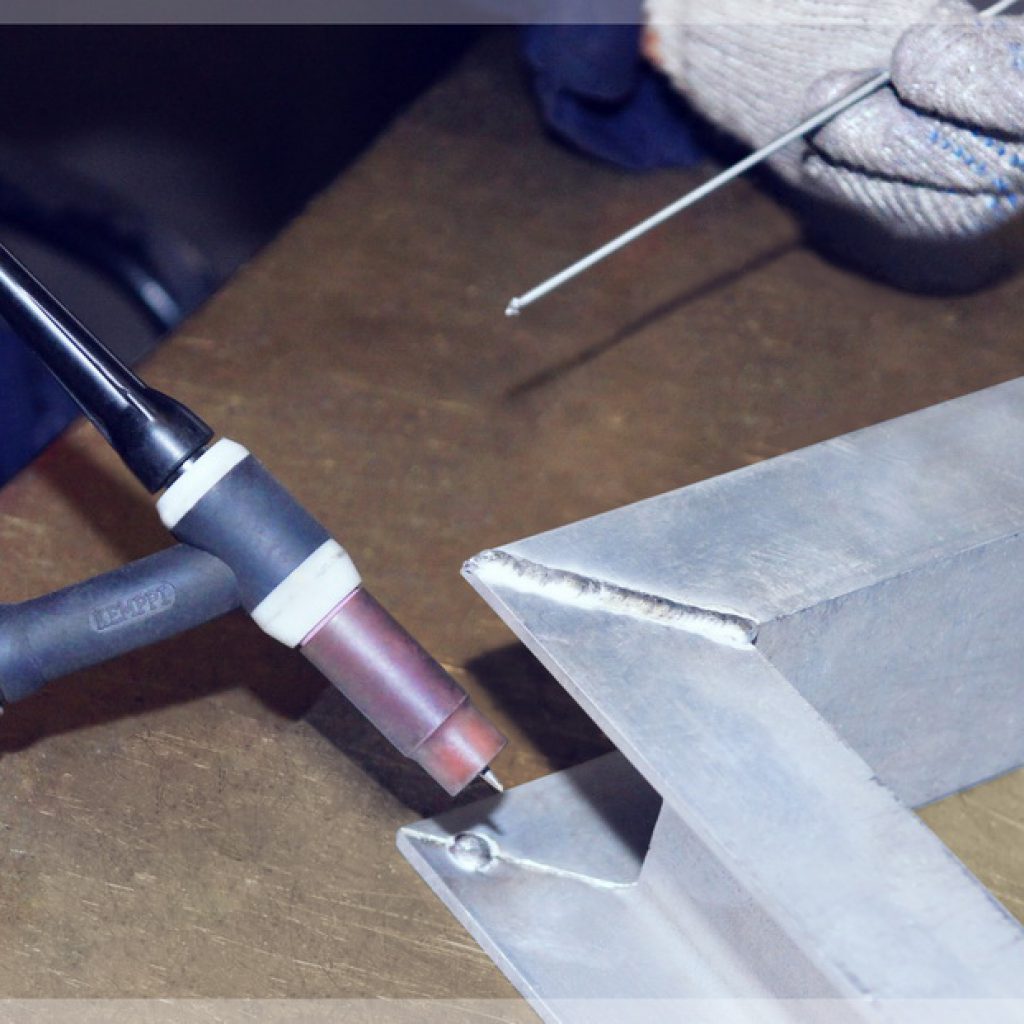

Следующее является обычным явлением в 2021 году для отраслей, которые используют традиционную ручную импульсную сварку GMA, ручную GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки стандартного качества;  Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045, аргоном 20 — CO2 и источником питания 350 ампер, какова будет средняя скорость наплавки GMA при продолжительности дуги 30 минут.
Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045, аргоном 20 — CO2 и источником питания 350 ампер, какова будет средняя скорость наплавки GMA при продолжительности дуги 30 минут.
Факт сварки. В 2021 году используется источник питания CV MIG на 350–450 А компании N. American, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100-200% меньше, что я мог бы продемонстрировать за несколько минут, что с 3 настройками сварки я мог бы производить сварку MIG без брызг превосходного качества на любых сталях. и легированные стали.Этим же CV оборудуют. Тогда я мог бы выполнять сварные швы превосходного качества с порошковой сердцевиной. T
В 2021 году используется источник питания CV MIG на 350–450 А компании N. American, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100-200% меньше, что я мог бы продемонстрировать за несколько минут, что с 3 настройками сварки я мог бы производить сварку MIG без брызг превосходного качества на любых сталях. и легированные стали.Этим же CV оборудуют. Тогда я мог бы выполнять сварные швы превосходного качества с порошковой сердцевиной. T
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного сварочного шва с порошковой проволокой в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?  Возможно, они попросят своего торгового представителя принести новейшие электронные чудо-источники питания Lincoln, Miller или Panasonic. Или для линии роботов, поскольку роботы не реализуют свой обещанный потенциал, решением будет покупка дополнительных роботов. Или, возможно, как это часто бывает с автомобильной промышленностью Северной Америки, они передадут на аутсорсинг неисправные сварные детали южному штату или Мексике, где затраты на доработку сварных швов редко бывают значимыми.
Возможно, они попросят своего торгового представителя принести новейшие электронные чудо-источники питания Lincoln, Miller или Panasonic. Или для линии роботов, поскольку роботы не реализуют свой обещанный потенциал, решением будет покупка дополнительных роботов. Или, возможно, как это часто бывает с автомобильной промышленностью Северной Америки, они передадут на аутсорсинг неисправные сварные детали южному штату или Мексике, где затраты на доработку сварных швов редко бывают значимыми.  (раздел технологического обучения).
(раздел технологического обучения).
НАДЕЖНО НАДЕЖДАЯ НА ПРОДАВЦОВ СВАРКИ, КОТОРЫЕ НАИБОЛЕЕ ВЕРОЯТНО НИКОГДА НЕ ИМЕЛИ СВАРОЧНЫЙ МАГАЗИН, НЕ ДОЛЖНЫ БЛАГОДАРИТЬСЯ НИ ОДНОГО ИНЖЕНЕРА, МЕНЕДЖЕРА ИЛИ НАЧАЛЬНИКА.
 Взгляд на многие программы для подвесных сварных швов выявит часто плохие, постоянно меняющиеся данные программы сварки для простых сварных швов, для которых требуется не более двух настроек сварки. и руководители предприятий считали, что эксперименты с контролем сварных швов были нормой.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (процесс обучения).
Взгляд на многие программы для подвесных сварных швов выявит часто плохие, постоянно меняющиеся данные программы сварки для простых сварных швов, для которых требуется не более двух настроек сварки. и руководители предприятий считали, что эксперименты с контролем сварных швов были нормой.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (процесс обучения).
ОТСУТСТВИЕ РУЧНОГО ИЛИ РОБОТНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ ЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ И И ОТСУТСТВИЕ ЭКСПЕРТИЗЫ УПРАВЛЕНИЯ РАСХОДАМИ НА СВАРКУ ПРОСТО ИСПРАВИТЬ:  О, хорошо мечтай.
О, хорошо мечтай.  спорткар корвет. Этот автомобиль вручную сваривали порошковой проволокой, и сварные швы были позором. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил сотрудников GM переходу на MAG. После этого я порекомендовал GM перейти к роботам. Они сделали, и я установил сварочные швы робота Corvette MAG.
спорткар корвет. Этот автомобиль вручную сваривали порошковой проволокой, и сварные швы были позором. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил сотрудников GM переходу на MAG. После этого я порекомендовал GM перейти к роботам. Они сделали, и я установил сварочные швы робота Corvette MAG.  Я установил их роботизированные сварочные швы и предоставил учебные программы по управлению технологическим процессом.
Я установил их роботизированные сварочные швы и предоставил учебные программы по управлению технологическим процессом.
 Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
Если бы это обучение было предоставлено всему персоналу компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады». Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготавливаться в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготавливаться в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
ВМЕСТО ЗАКУПКИ ДОЛГОСРОЧНОГО ОБОРУДОВАНИЯ CV MIG И ПРЕДОСТАВЛЕНИЯ СОТРУДНИКОВ ОБУЧЕНИЯ ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, МЕНЕДЖЕРЫ ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ PULSED MIG СВАРОЧНОГО ОБОРУДОВАНИЯ И СВАРОЧНОЙ СТАЛИ?  Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса».
Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью так называемой «Экспертизы в области контроля сварочного процесса».  Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка была оптимальной, обеспечивая максимальное количество коротких замыканий в секунду. . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССАМИ СВАРКИ В ПЕРЕДНЕМ ОФИСЕ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ ПО СВАРОЧНЫМ ПРОДАЖАМ.
Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка была оптимальной, обеспечивая максимальное количество коротких замыканий в секунду. . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССАМИ СВАРКИ В ПЕРЕДНЕМ ОФИСЕ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ ПО СВАРОЧНЫМ ПРОДАЖАМ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый источник питания за 2500 долларов США в 2020 году. Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки.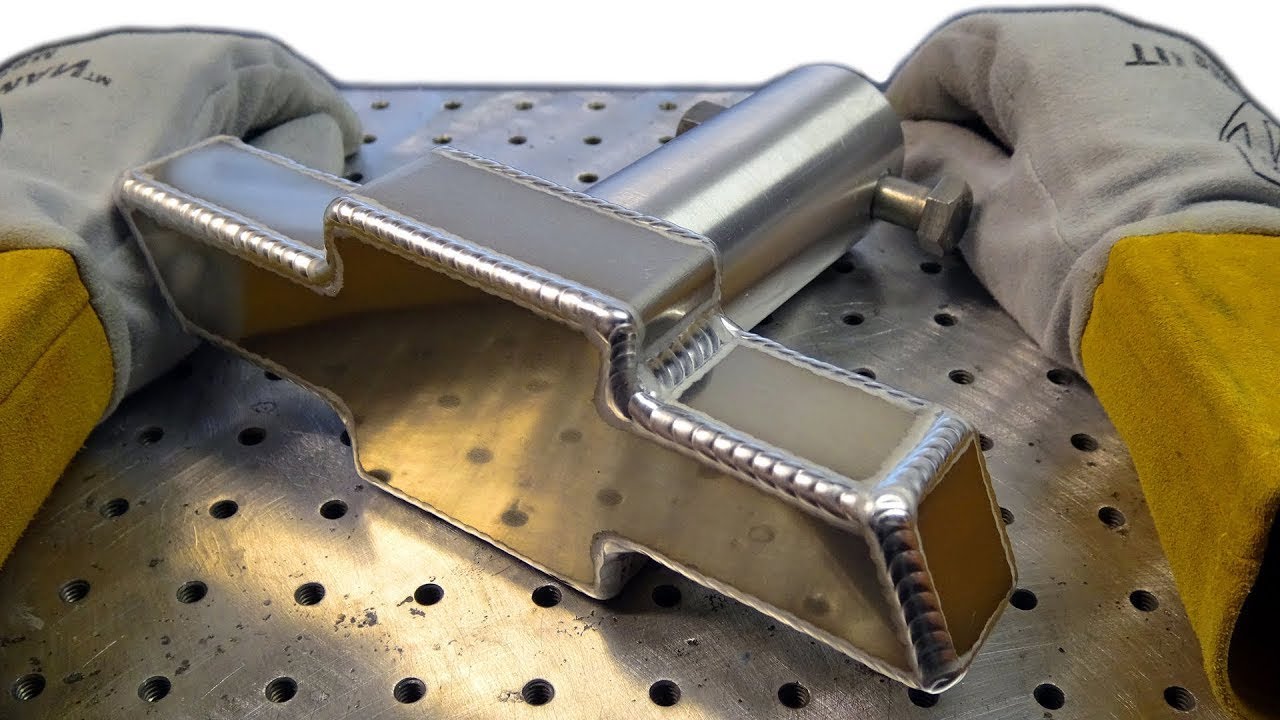 Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте и более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте и более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.![]()
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖИ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: В то время как некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
ГАЗООБРАБОТАННАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что как GTAW, так и процесс сварки с порошковой сердцевиной в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для приложений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыток сварочного дыма будут нормой.
ЕЕ 2020 И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.Хотя с 1960-х годов процессы импульсной сварки MIG, TIG на постоянном токе и порошковой порошковой проволоки в среде защитного газа были ответственны за большинство ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 году немногие сварочные цеха знают, что за более чем десятилетний период был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит лучшие сварочные характеристики, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы нормального качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (наилучшая сварка с минимальной пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварных деталей с помощью простого в использовании процесса для сварки любых металлов, применений любого размера и сварных швов в любом положении.
. https://tiptigwelding.com КОГДА ТИГ ТИГ И Я ПРИОБРЕЛИ СОВЕТУ В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРОЧНЫХ МАГАЗИНОВ В Н.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных с помощью TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество на всех позициях, корнях или заполнителях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество на всех позициях, корнях или заполнителях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным / переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха с высоким качеством кода.Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, обеспечивает ИДЕАЛЬНЫЙ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества.Ниже будет мой список.

- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых проходов, так и для заливочных проходов для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварного шва (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами.(невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и доставленной энергией.
- Обязательно обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление и пористость сварного шва.
- Не должно образовывать брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / остановки сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности.https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки для получения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения. А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скоростью сварки для получения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения. А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение квалификации, что увеличивает затраты на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG компании N.Примерно в 2009 году в Америке и Австралии я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнение процессов, в первую очередь обладают средствами управления процессом сварки и передовой практикой сварки, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои обучающие программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, что в целом отсутствует в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки.
промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, что в целом отсутствует в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, обычно всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, выстилающие проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированных сварных швов.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота будут строить суда стоимостью в несколько миллионов долларов и значительно превышают свои бюджеты на ремонт сварных швов, и все же на этих верфях;
- ИСПОЛЬЗУЮТСЯ ТРЕБУЕМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖЕН УБЕДИТЬСЯ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЮТСЯ ВОПРОСЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЮЩАЯ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, двумя регулировками, сваркой MIG и сваркой порошковой проволокой, которые используются ежедневно для большинства Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами имеется мало свидетельств управления процессом сварки и эволюции передовых методов сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века. Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩИМИ ЭКСПЕРТИЗАМИ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРНОЙ СВАРКЕ, ОБЛАДАЮТ ЭКСПЕРТИЗОМ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] РУКОВОДИТЕЛИ, ИНЖЕНЕРЫ И НАДЗОР НЕ ЗНАЮТ ОБ СВОЕЙ ОТВЕТСТВЕННОСТИ ЗА УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он когда-то был, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а последствия дорогостоящего качества сварного шва и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли. Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварки.
Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах управления процессом сварки и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С помощью этих трех сварочных процессов читатель найдет наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются с наименьшими затратами на сварку.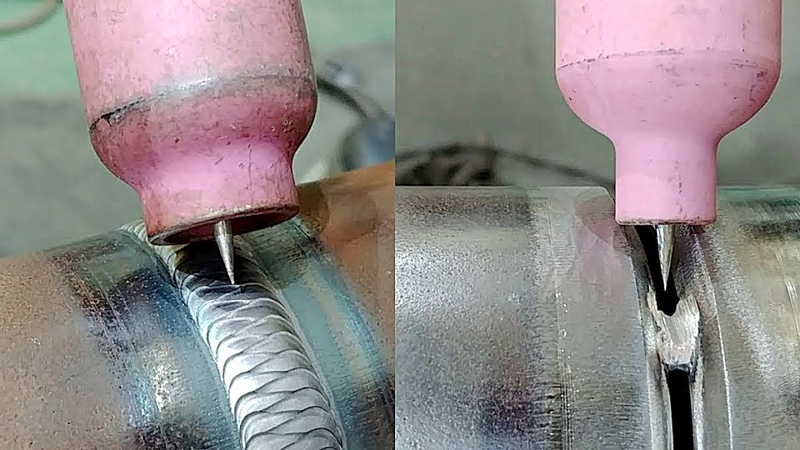
ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ УЗНАЛИЛИ О ДЕСЯТИЛЕТИЯХ НЕПРАВИЛЬНОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ НА ОТСУТСТВИЕ ЭКСПЕРТОВ ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, зачем им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, скорее всего, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что было бы логичным, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки. Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНЫХ ЦЕХОВ MIG BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, УНИВЕРСАЛЬНОСТЬ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении «Управление процессом сварки MIG и порошковой порошковой проволокой в среде защитного газа» — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-техническому обслуживанию много знал о сварке штучной сваркой и ничего не знал о сварке с флюсовой сердцевиной и MIG Weld Process Controls, а также о передовых методах сварки.На этой верфи. В течение трех месяцев после моего обучения управлению технологическим процессом качество сварных швов и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРКУ НА ПРОИЗВОДСТВО ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ БЫСТРО СОЗДАТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, УПРАВЛЕНИЕ ВМФ США, УПРАВЛЯЮЩЕЕ ВМФ, УПРАВЛЯЮЩИЙ ВЕРСИЕЙ СЕНЬЯ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ. ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не открывали сварочный цех, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство взялось за решение дорогостоящих вопросов сварки, и редко было свидетельство понимания или важности использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочитаете ниже, отсутствие ответственности за процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету. См. Флот ниже.
См. Флот ниже.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, который теперь имеет крупнейший в мире военно-морской флот, никогда не было такого большого спроса на военно-морские корабли и подводные лодки. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации и процедуры сварки.
ВЛАДЕНИЕ Процессом исходит из My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированный контроль процесса сварки и лучшие методы сварки, учебные материалы или материалы для самообучения.
НЕДОСТАТОЧНЫЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРОЧНИКАМ НЕАКТИВНЫ НА В большинстве мировых верфей. Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не предоставляют адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Платформа, подобная этой, использовалась для размещения на море. Все, что потребовалось, — это плохой сварной шов с флюсовой сердцевиной толщиной 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, платформа рухнула в океан, погибло 123 человека, что стоило миллиардов долларов.
Подкаст «Советы и хитрости по сварке: Начало сварки TIG алюминия»
Благодарим вас за прослушивание 163-й серии подкаста «Советы и рекомендации по сварке»! В этом эпизоде мы подумали, что было бы весело вести себя так, как будто мы только начинаем работу над Tig Welding Aluminium. Что вам нужно? Мы говорим обо всем, от машин до наполнителя, и о том, почему вы должны получить эти вещи. Так что, если вы думаете о покупке машины Tig для открытия компании или просто бездельничать в гараже по выходным, вам нужно сделать несколько заметок!
Так что, если вы думаете о покупке машины Tig для открытия компании или просто бездельничать в гараже по выходным, вам нужно сделать несколько заметок!
Если вам нравится то, что вы слышите, пожалуйста, оставьте нам комментарий и оценку на любой платформе подкастов, с которой вы слушаете.Всегда приятно слышать, что думают наши слушатели. Кроме того, чем больше положительных оценок мы получим, тем выше будет рейтинг подкаста, что позволит увидеть его большему числу будущих слушателей. Спасибо!
Мы хотели бы поблагодарить нашего спонсора за этот эпизод!
3M Clash of the Grinders
Спасибо Clash of the Grinders за спонсирование этого эпизода! Надеюсь, вы смогли принять участие, чтобы получить шанс быть выбранным в качестве одного из 12 участников конкурса, который состоится 12 ноября в Fabtech 2019.Если вы не сможете попасть на Fabtech, вы все равно можете настроиться и смотреть все в прямом эфире на Facebook и YouTube! Не забудьте посетить s. 3m.com/cotg, чтобы получить самую свежую информацию!
3m.com/cotg, чтобы получить самую свежую информацию!
Мы также хотели бы поблагодарить Bugo Systems за спонсирование этого выпуска! По всем вопросам, связанным с механизированной сваркой и резкой, обязательно загляните на Bugo.com, чтобы увидеть новейшие и лучшие устройства!
Советы и хитрости по сварке Podcast Patreon Страница
Мы также хотели бы воспользоваться моментом и поблагодарить тех, кто поддерживает шоу на Patreon.Каждый Покровитель помогает поддерживать шоу и позволяет нам публиковать его каждую неделю. Если вы хотите поддержать шоу любой суммой в долларах, зайдите на сайт www.patreon.com/
Советы и рекомендации по сварке Футболки
Бесплатная доставка по США
За пределами США свяжитесь с нами, и мы найдем для вас лучшие варианты доставки.
Где можно найти форум «Советы и рекомендации по сварке»?
Где нас найти?
Нам бы очень хотелось услышать ваши мысли об этом подкасте и о том, что могло бы сделать его лучше для вас, слушателя.Пожалуйста, оставьте нам любые вопросы, которые вы хотели бы услышать о сварке, или вопросы, которые вы хотели бы знать о нас самих и о будущих гостях.
Позвоните нам
Теперь вы также можете позвонить и оставить нам голосовое сообщение!
(915)308-7024
Как связаться с нами индивидуально
Советы и рекомендации по сварке на Youtube
@Weldmonger в Instagram
perworld на Youtube@CrummyWelding в Instagram
Заинтересованы в оборудовании для продувки сварных швов, которое обсуждается в этом шоу? Перейдите на сайт superiorweldandfabsupply. com, чтобы ознакомиться с нашим полным набором инструментов для продувки сварных швов, которые помогут вам сделать эти идеальные сварные швы.
com, чтобы ознакомиться с нашим полным набором инструментов для продувки сварных швов, которые помогут вам сделать эти идеальные сварные швы. Где можно найти Tig Finger?
Вы можете найти пальцы Tig и другие отличные сварочные материалы, например комплекты коротких газовых линз, по этой ссылке http: // weldmongerstore.Этот подкаст был представлен вам компанией Weldors for Weldors, чтобы вы могли слушать, как сварщики говорят о сварке, пока вы занимаетесь сваркой!
Сварка алюминия TIG для начинающих: шаги 1 и 2 |
Шаг 1: Ключ к контролю за лужами: размещение руки и горелки
Начинающие сварщики TIG непреднамеренно оставляют много брака.Например, вы можете почувствовать необходимость поджечь дугу на куске алюминия, прежде чем практиковать базовое положение рук и контроль. Не надо, это пустая трата хорошего алюминия. Первый шаг к работе с алюминием — это освоить позиционирование резака и руки.
Не надо, это пустая трата хорошего алюминия. Первый шаг к работе с алюминием — это освоить позиционирование резака и руки.
Удерживайте фонарик, удерживая его основанием руки (от запястья до кончика мизинца), упираясь в стол. Держите его в устойчивом положении для движения вперед с небольшим (от 5 до 15 градусов) наклоном назад к резаку.(Рисунок 1).
Рис. 1. Держите резак в положении для движения вперед с небольшим наклоном назад на 5–15 градусов.
Соблюдайте близкое расстояние от вольфрама до заготовки (обычно равное диаметру вольфрама примерно до дюйма). Если вы отодвинете вольфрам слишком далеко от заготовки, дуга расширится и приведет к перегреву заготовки, и вы потеряете контроль над лужей (более подробные сведения по этой теме появятся в шаге 3). Работа с алюминием — это борьба с лужами и борьба с тем фактом, что он действует как огромный радиатор и быстро отводит тепло от области сварного шва (вот почему сталь гораздо более снисходительна: тепло остается более локализованным, что, в свою очередь, заставляет его лужу легче контролировать).
Шаг 2: Координационное перемещение и нанесение наполнителя
Не зажигая дуги, работайте над движением руки и резака. Практикуйтесь в перчатках, как при обычной сварке. Слегка надавливайте на руку, крепко возьмитесь за сварочную горелку и проведите рукой по сварочному столу ровным, устойчивым движением. Если вы не двигаете рукой, а просто двигаете пальцами, вы станете сварщиком на один или два дюйма, и не так много приложений, где это было бы полезно.Эта практика помогает вам «откалибровать» движение руки / резака и расстояние от вольфрама до заготовки без образования отходов.
Осаждение присадочного металла происходит перед горелкой TIG, когда вы продвигаетесь вперед. Горелка и присадочный стержень должны быть расположены под углом примерно 90 градусов друг к другу (Рисунок 2). Всегда толкайте горелку — никогда не тащите ее — и всегда вводите присадочный металл на передний край лужи. Одна рука скользит гладко и устойчиво, а другая касается присадочного металла. Практикуйте это, не зажигая дуги.
Практикуйте это, не зажигая дуги.
Рис. 2. Резак и присадочный стержень должны быть расположены под углом 90 градусов друг к другу.
У большинства новичков сначала возникают проблемы с тем, чтобы заставить их руки работать независимо. Обычно они двигают обеими руками одновременно: когда они пытаются нанести присадочный металл, вольфрам тоже опускается, что обычно приводит к соприкосновению присадочного металла с вольфрамом и загрязнению. Отключите руки и мозг, чтобы каждая рука выполняла свою задачу независимо.Когда вы освоите эти движения, вы готовы зажигать дугу.
(составлено Энди Вейенбергом, менеджером по маркетингу компании Miller в области автоспорта, опубликовано на сайте www.millerwelds.com)
КУПИТЬ КАЧЕСТВЕННЫЕ АЛЮМИНИЕВЫЕ СТАНКИ ДЛЯ СВАРОЧНОЙ СВАРКИ ER4043 И ER5356
СвязанныеСварка алюминия Tig — с использованием весов переменного тока
Нажмите здесь, чтобы подписаться на мое видео недели !
 youtube.com/embed/RG4ZOwSw9CQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/RG4ZOwSw9CQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Баланс переменного тока — это функция многих аппаратов для сварки TIG на переменном / постоянном токе, которая позволяет пользователю настраивать дугу для различных приложений.
Баланс переменного тока для сварки алюминия фактически регулирует процентное соотношение отрицательного и положительного тока в пределах переменного тока.
Больше негатива дает большее проплавление и позволяет сваривать алюминий коническим электродом.
больше положительного дает больше очищающего действия, но также нагревает и забивает кончик электрода.
Miller, Lincoln и несколько других производителей отображают баланс переменного тока в виде числа, указывающего процент отрицательного значения.
, например, отображение 70 будет означать 70% отрицательного электрода….или 70% каждого цикла переменного тока находится на отрицательной стороне.
, но другие производители отображают процент положительных значений…
Третьи, такие как новый дисплей Everlast 210ext, баланс переменного тока выражается в процентах по обе стороны от баланса 50/50, где значение -30 означает 30% + 50%. Таким образом, значение -30 эквивалентно 80% на Miller или Lincoln. . Странно, да?
Очень жаль, что нет международного стандарта. Но это свободный рынок.
Со временем производитель разработает простой и интуитивно понятный способ отображения и регулировки баланса переменного тока.
до тех пор важно понимать баланс переменного тока.
Поймите это… .Если вы работаете с новым инвертором TIG, который имеет функцию баланса переменного тока для сварки алюминия, электрод будет нагреваться, и острие будет закругляться, когда вы добавите больше положительного электрода.
Вот как вы можете определить способ, которым изготовитель сконструировал машину… .Поэтому, если ваш электрод скручивается, попробуйте установить баланс переменного тока в другом направлении, пока не получите чистую лужу без чрезмерного комкования электрода.
(Как всегда, посетите наш дочерний сайт WeldingTipsAndTricks.com.)
Нажмите здесь, чтобы подписаться на мое видео недели !
Как выполнять сварку TIG литым алюминием
Сварка TIG — это не ракетостроение, а скорее металлургия. Мы получим это. Большинство любителей работают на пределе своей зоны комфорта при сварке MIG, и в основном в некритических областях.Наша цель в этой истории — открыть вам небольшой секрет: сварка TIG не только очень полезна, если вы все правильно поняли, но и благодаря новому аппарату Syncrowave 210 компания Miller Electric значительно упростила ее. Подробнее об этом через минуту.
Когда большинство людей думают о сварке, они думают о MIG — металлическом инертном газе. В этом относительно простом процессе заготовка используется в качестве одного электрода, а присадочный материал, подаваемый из пистолета, — в качестве противоположного электрода. Когда образуется дуга, электрод плавится и становится частью сварного шва.Электрод является жертвенным, и, поскольку процесс очень прост, большинство людей могут быстро освоить его. Да, и целостность сварного шва зависит от инертного защитного газа — смеси аргона и углекислого газа. Этот газ вытесняет кислород и азот, присутствующие в атмосфере, и защищает сварной шов от химического взаимодействия с атмосферой. Это устраняет или снижает окисление и охрупчивание сварного шва, делая его прочным и долговечным.
Когда образуется дуга, электрод плавится и становится частью сварного шва.Электрод является жертвенным, и, поскольку процесс очень прост, большинство людей могут быстро освоить его. Да, и целостность сварного шва зависит от инертного защитного газа — смеси аргона и углекислого газа. Этот газ вытесняет кислород и азот, присутствующие в атмосфере, и защищает сварной шов от химического взаимодействия с атмосферой. Это устраняет или снижает окисление и охрупчивание сварного шва, делая его прочным и долговечным.
TIG, сокращение от вольфрамового инертного газа, также называется газовой дуговой сваркой вольфрамом (GTAW).В этом несколько ином процессе создается плазменная дуга, при которой заготовка действует как один электрод, а неплавящийся вольфрамовый зонд действует как другой электрод. При необходимости присадочный материал предоставляется в виде присадочного стержня из того же или аналогичного материала, что и заготовка, и оператор ловко погружает его в расплавленную лужу, созданную плазменной дугой. Процесс регулирования нагрева и скорости сварки — это приобретенный навык и требует некоторой практики, чтобы овладеть им. Мощность плазменной дуги и, следовательно, тепло (определяющее ширину и глубину) сварочной ванны определяется оператором с помощью ножной педали, которая изменяет силу тока дуги.
Процесс регулирования нагрева и скорости сварки — это приобретенный навык и требует некоторой практики, чтобы овладеть им. Мощность плазменной дуги и, следовательно, тепло (определяющее ширину и глубину) сварочной ванны определяется оператором с помощью ножной педали, которая изменяет силу тока дуги.
Сварка TIG не только очень полезна, когда вы все делаете правильно, она стала намного проще
Посмотреть все 16 фотографий Miller Electric Syncrowave 210. Этот младенец может выполнять сварку TIG и сварку клеем, а также модернизированный пистолет для сварки MIG алюминия, низкоуглеродистой и нержавеющей стали. Начальная цена Syncrowave 210 составляет 2678 долларов. Посмотреть все 16 фото Блок питания 210 — инверторный, а не трансформаторный.Это позволяет ему работать от 230 или 115 вольт, и он может работать в режимах переменного или постоянного тока для сварки TIG. Инвертор также позволяет пользователю изменять форму волны и фазу для изменения баланса для оптимизации очистки во время работы от переменного тока. Лучше всего то, что инверторные источники питания легче по весу и выдерживают больше физических нагрузок, чем трансформаторы.
Лучше всего то, что инверторные источники питания легче по весу и выдерживают больше физических нагрузок, чем трансформаторы.
Можно ожидать, что на машине, которая выполняет столько же, сколько и на 210, будет гораздо больше циферблатов, переключателей и кнопок, но Миллер мудро спрятал их в меню, открываемом с помощью маленькой квадратной кнопки.Главный регулятор выбирает сварку TIG на переменном токе, TIG на постоянном токе, MIG или на постоянном токе. В каждом из них параметры регулируются, но с разницей: функция Pro Set вызывает рекомендуемые настройки для простой работы новичка. Обратите внимание на вентиляторы TIG: 210 предлагает импульсный режим с регулировкой частоты. Это дает ровное тепло и красивый «рядок десятицентовиков» с минимальными усилиями.
Посмотреть все 16 фото Под капотом достаточно места для аксессуаров, включая дополнительный пистолет Spoolmate 100. Spoolmate может обрабатывать алюминий, нержавеющую сталь, низкоуглеродистую сталь или самозащитный наполнитель с флюсовым сердечником для сварки MIG и почти так же прост, как использование клеевого пистолета. Однако для критически важных операций, таких как водяной насос, мы выбрали TIG.
Однако для критически важных операций, таких как водяной насос, мы выбрали TIG.
Многие сварочные аппараты Miller теперь оснащены технологией измерения напряжения, что позволяет подключать сварщиков Miller к различным источникам питания. Вилки под названием MVP (multi-Voltage plug) можно поменять за секунды для работы от 115 В или 230 В, что является большим преимуществом для домашних мастеров.
Посмотреть все 16 фотографийСварка алюминия методом TIG — это не то, чем мы собирались заниматься, но иногда возникает необходимость в сварке TIG — никогда не знаешь, пока она не понадобится! Здесь у нас есть алюминиевый корпус водяного насоса с входом, обращенным к фитингу AN, который является частью контура смазки на нашем блоке Indy Maxx.Все, что нам нужно, — это зазор 1/8 дюйма, чтобы без помех надеть шланг радиатора. Сварка TIG спешит на помощь!
Посмотреть все 16 фото Мы решили разрезать впускную горловину корпуса водяного насоса под углом 5 градусов, а затем повернуть конец так, чтобы он был направлен еще на 10 градусов. Нам не нужен больше угол, потому что мы не хотели влиять на поток охлаждающей жидкости или создавать помехи на шланге радиатора с насосом рулевого управления с гидроусилителем, который находится чуть выше и сбоку от впускного отверстия.
Нам не нужен больше угол, потому что мы не хотели влиять на поток охлаждающей жидкости или создавать помехи на шланге радиатора с насосом рулевого управления с гидроусилителем, который находится чуть выше и сбоку от впускного отверстия.
Сабельная пила на входной шейке быстро распила.Затем мы нашли время, чтобы обработать разрез и очистить область вокруг запланированной области сварного шва. Загрязнения смазочных материалов, грязи и охлаждающей жидкости могут накапливаться на шероховатой литой поверхности и вызывать дефекты сварного шва.
Посмотреть все 16 фото Все действо происходит с рабочего конца горелки TIG. Кабель передает как мощность дуги, так и защитный газ. В некоторых моделях Miller фонарик также имеет кончик пальца регулятора силы тока, который заменяет ножную педаль. Конец имеет заостренный вольфрамовый электрод, зажигающий дугу; он расположен в керамическом экране, называемом соплом, которое предназначено для удержания защитного газа аргона вокруг плазменной дуги и сварочной ванны.
Звучит сложно? Обычно это так. Это связано с тем, что при сварке TIG существует множество переменных, таких как рабочий материал, полярность, сила тока, баланс, присадочный материал и ваша собственная ловкость. Но что, если есть сварщик, который автоматически установит для вас все необходимые настройки, позволяя вам без проблем практиковать свою технику TIG? Что, если бы этот сварщик также выполнял ручную сварку и поставлялся с дополнительной катушкой для сварки MIG алюминия, низкоуглеродистой и нержавеющей стали? Что, если бы вы могли подключить его либо к 230 вольт, либо к обычной домашней электросети 115 вольт? Что, если бы этот сварщик был легче, физически крепче и мог похвастаться разветвленной дилерской сетью с более чем 500 местными магазинами? Да, вы вдруг серьезно задумаетесь.Если вам интересно, то этим сварщиком является Syncrowave 210 от Miller Electric (2678 долларов США).
Здесь мы будем иметь дело только с TIG сваркой литого алюминия, но методика одинакова для всех черных и цветных материалов. Сварка TIG — это далеко не самый универсальный вид сварки, который вы можете выполнять, поэтому стоит стать профессионалом и иметь правильное оборудование. Помимо литого алюминия, вы можете сваривать TIG множество металлов, включая нержавеющую сталь, заготовки или экструдированный алюминий, чугун, никель, магний, медь и титан.А с правильным наполнителем из сплава вы даже можете соединять разные типы металлов, такие как чугун и сталь. Новость заключается в том, что все это может сделать один сварщик — Syncrowave 210. Вам понадобится буквально один инструмент для всех ваших нужд.
Сварка TIG — это далеко не самый универсальный вид сварки, который вы можете выполнять, поэтому стоит стать профессионалом и иметь правильное оборудование. Помимо литого алюминия, вы можете сваривать TIG множество металлов, включая нержавеющую сталь, заготовки или экструдированный алюминий, чугун, никель, магний, медь и титан.А с правильным наполнителем из сплава вы даже можете соединять разные типы металлов, такие как чугун и сталь. Новость заключается в том, что все это может сделать один сварщик — Syncrowave 210. Вам понадобится буквально один инструмент для всех ваших нужд.
В сварке TIG существует множество переменных, таких как рабочий материал, полярность, сила тока, баланс, присадочный материал и ваши собственные навыки.
В нашем рассказе у нас возникла непредвиденная необходимость вырезать и приварить впускную шейку к корпусу водяного насоса большого блока.Возникла проблема натяжения между фитингом подачи масла на алюминиевом блоке Indy Maxx и охлаждающим шлангом, питающим впускную сторону корпуса водяного насоса. Мы заказали у Bouchillon Performance дополнительный корпус водяного насоса из литого алюминия и передали его в Motech Performance, где продолжаются работы над нашим проектным автомобилем Valiant 68-го года. В Motech мы внимательно посмотрели на существующий угол входа и подсчитали, что входное отверстие должно быть только на 10 градусов выше, чтобы пропустить масляный фитинг на блоке.Крис Филд из Motech помог нам измерить и отрезать впускную горловину водяного насоса, идея заключалась в том, чтобы отрезать ее под небольшим углом в 5 градусов, а затем повернуть конец на 180 градусов для полного смещения 10 градусов. Очистив срез и подготовив поверхность к сварке, он направился в учебный центр Miller Electric на Ранчо Кукамонга, Калифорния, где управляющий промышленным районом Миллера Джош Спринкл провел нас через простую процедуру сварки нашего модифицированного корпуса насоса.
Мы заказали у Bouchillon Performance дополнительный корпус водяного насоса из литого алюминия и передали его в Motech Performance, где продолжаются работы над нашим проектным автомобилем Valiant 68-го года. В Motech мы внимательно посмотрели на существующий угол входа и подсчитали, что входное отверстие должно быть только на 10 градусов выше, чтобы пропустить масляный фитинг на блоке.Крис Филд из Motech помог нам измерить и отрезать впускную горловину водяного насоса, идея заключалась в том, чтобы отрезать ее под небольшим углом в 5 градусов, а затем повернуть конец на 180 градусов для полного смещения 10 градусов. Очистив срез и подготовив поверхность к сварке, он направился в учебный центр Miller Electric на Ранчо Кукамонга, Калифорния, где управляющий промышленным районом Миллера Джош Спринкл провел нас через простую процедуру сварки нашего модифицированного корпуса насоса.
Сварка TIG — это танцевальный танец между горелкой, присадочным стержнем и ножной педалью.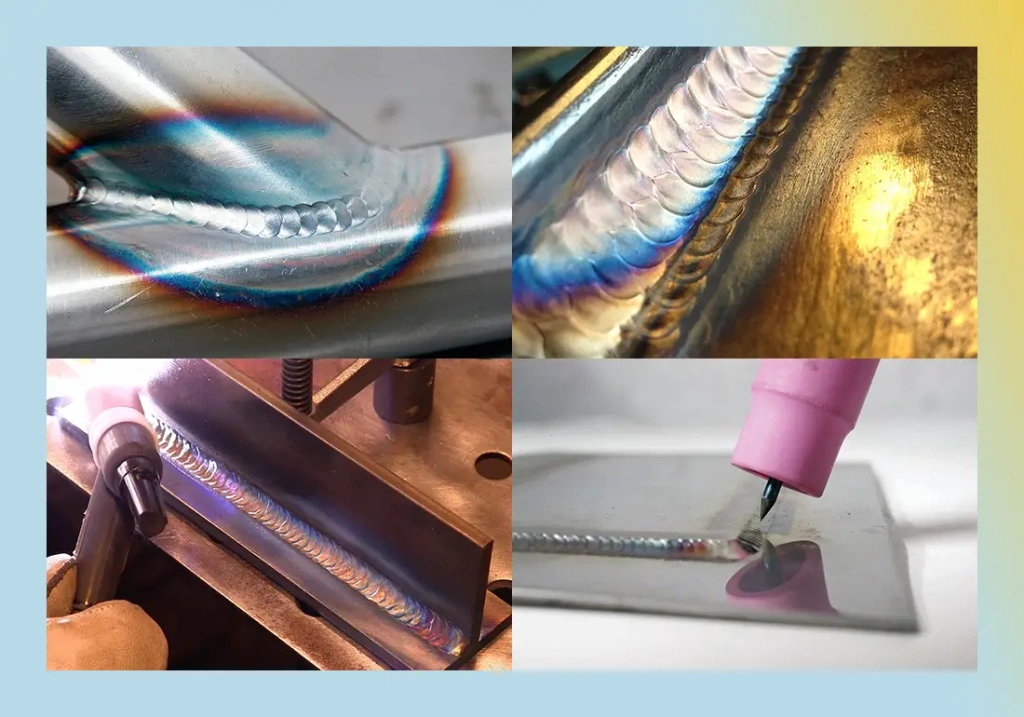 Обратите внимание, что горелка обращена в направлении движения сварного шва, чтобы сварной шов был охвачен защитным газом. Горелку можно перемещать по небольшой спирали или легкому зигзагу, чтобы расширить сварочную лужу и выровнять тепло. Наполнитель окунается в лужу для добавления материала по мере необходимости. Некоторые сварочные швы TIG можно выполнять без добавления присадки — они называются самовоспламеняющимися и по сути сплавляют две половины заготовки с материалом, который уже существует.
Обратите внимание, что горелка обращена в направлении движения сварного шва, чтобы сварной шов был охвачен защитным газом. Горелку можно перемещать по небольшой спирали или легкому зигзагу, чтобы расширить сварочную лужу и выровнять тепло. Наполнитель окунается в лужу для добавления материала по мере необходимости. Некоторые сварочные швы TIG можно выполнять без добавления присадки — они называются самовоспламеняющимися и по сути сплавляют две половины заготовки с материалом, который уже существует.
Сварка алюминия методом TIG должна всегда выполняться с использованием чистого аргона, а не смеси аргона и CO2, как это обычно бывает при сварке MIG.Для сварных швов, требующих более глубокого проплавления, рекомендуется смесь аргона и гелия. Расход газа следует регулировать в пределах от 16 до 18 кубических футов в час для алюминия толщиной до полдюйма. Если сварочная ванна нарушена потоком окружающего воздуха, поток следует увеличить до 20 кубических футов в час.
Настоящее искусство сварки TIG — это регулировка нагрева и, следовательно, размера сварочной ванны, и это делается с помощью ножной педали. В Miller Syncrowave 210 максимальная сила тока устанавливается сварщиком, и ножная педаль работает в этом диапазоне.Преимущество состоит в том, что при небольшой и тонкой сварке вы можете снизить максимальную силу тока, а ножная педаль обеспечит более точный контроль. Сварочная дуга запускается ножной педалью, которая автоматически снабжает сопло потоком защитного газа перед зажиганием дуги.
Посмотреть все 16 фотографий Два наиболее часто используемых алюминиевых присадочных стержня — 4043 и 5356. В целом, 4043 (и новый присадочный материал из сплава 4943 от Hobart Filler Metals) более щадящий с точки зрения параметров сварки (усадка, растрескивание, пластичность и flow), он обеспечивает лучший контроль образования лужи и может использоваться с более широким спектром основных сплавов.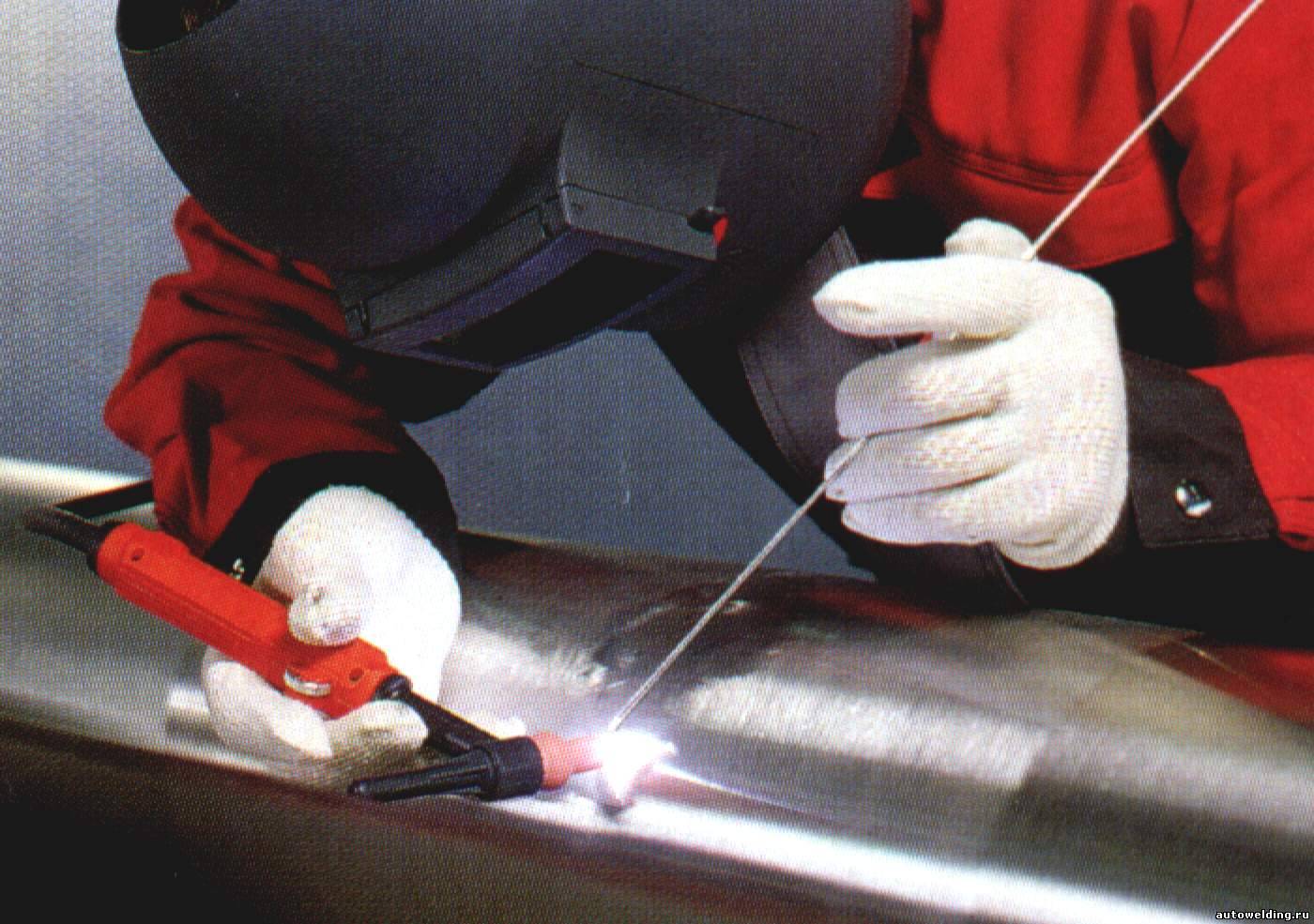 С другой стороны, 5356 предлагает более высокий предел прочности на разрыв, но его легкость сварки считается немного ниже, чем у 4043. Из-за пористости нашего литого алюминия мы использовали кремниевый сплав 4043, который лучше справляется с уменьшением пористости и окисления в пораженная зона сварного шва. Толщина присадочного стержня обычно составляет от 1/16 до 3/16 дюйма в диаметре с шагом 1/32 дюйма.
С другой стороны, 5356 предлагает более высокий предел прочности на разрыв, но его легкость сварки считается немного ниже, чем у 4043. Из-за пористости нашего литого алюминия мы использовали кремниевый сплав 4043, который лучше справляется с уменьшением пористости и окисления в пораженная зона сварного шва. Толщина присадочного стержня обычно составляет от 1/16 до 3/16 дюйма в диаметре с шагом 1/32 дюйма.
После сварки излишек валика был тщательно стачан напильником на предмет пористости.Нашли на удивление мало. На эти изолированные участки добавляли больше наполнителя, а затем «промывали» пораженные участки. Это процесс, при котором горелка используется для обогрева участка без добавления наполнителя. Идея «промывки» состоит в том, чтобы более равномерно смешать наполнитель с натуральным материалом на более широкой площади. Это еще больше снижает пористость и делает соединение более прочным.
Просмотреть все 16 фото На этих изображениях до и после показано небольшое изменение угла впускного ниппеля водяного насоса.