ТИГ сварка: что это такое?
ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
Технологические особенности ТИГ сварки
Основная особенность дуговой сварки в среде аргона – использование неплавящегося электрода, изготовленного из вольфрама или графита. Температура его плавления гораздо выше температуры, до которой он прогревается в процессе сварки. В качестве защитного газа используется аргон, обеспечивающий не только надежную защиту сварочной ванны от воздействия воздуха, но и стабильность горения дуги.
Присадочный материал может иметь вид проволоки, прутка или полос. При сварке в электрическую часть не включается, подается в зону дуги отдельно со стороны.
Техника TIG сварки:
- Длина дуги влияет на глубину проплавления.

- Как правило, электрод ведется без поперечных колебаний вдоль оси соединения. Шов получается узким и эстетичным по внешнему виду.
- Присадочный материал в зону плавления подается очень плавно. В противном случае происходит разбрызгивание металла. В процессе сварки удерживается под небольшим углом впереди горелки.
- Заваривание кратера при окончании процесса не рекомендуется производить с помощью резкого отвода горелки. Это ведет к уменьшению количества подаваемого газа и ухудшению защиты сварочной ванны.
- Подача аргона включается за 15-20 секунд перед началом ТИГ сварки, а прекращается через 7-10 после окончания процесса.
- Перед началом сварки детали тщательно очищаются от окислов, масла и других загрязнений. Поверхность желательно обезжирить.


Плюсы и минусы аргонодуговой сварки
Основные преимущества процесса:
- Аргон является инертным газом, который на 38 % тяжелее воздуха. Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).
- Возможность соединения заготовок из различных сплавов алюминия, титана, меди, а также нержавейки и других металлов.
- Качественное формирование шва.
- Точное поддержание глубины проплавления, что особенно актуально при сварке тонколистового металла при условии одностороннего доступа к поверхности свариваемых деталей.
- Небольшой нагрев свариваемых деталей – исключает их деформацию.
- Минимальная зона термического влияния.
К недостаткам относится невысокая производительность ручного способа TIG сварки. Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
Сварка tig это воплощение высоких технологий мира
Укрощение плазмы
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке. Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
Технология TIG сварки
Tungsten Insert Gas — именно так расшифровывается аббревиатура TIG сварки , применяемой при сварке алюминия, меди, впрочем, как и множества других металлов и их сплавов.Необходимость TIG сварки чрезвычайно велика, поскольку современные технологии подразумевают использование цветных металлов и сплавов в большом количестве, поскольку при соответствующих характеристиках, последние обладают значительно меньшим весом.
Технология TIG сварки достаточно проста — сваривание деталей производится в среде защитного газа (в частности аргона) неплавящимся электродом. Это наиболее распространенный метод TIG сварки, так называемая «аргонно-дуговая сварка». Процесс может происходить как с использованием присадочной проволоки, так и без использования последней.

Стоит заметить, что рассмотренная выше спецификация является только лишь одним вариантом. В качестве защитного газа при TIG сваривании деталей может использоваться гелий, азот или различные смеси газов, обладающие нейтральной реакцией в обычном состоянии.
Помимо того, что было указано выше, процесс TIG сварки может использовать и плавящийся электрод, а также плавящуюся присадочную проволоку, так же, как и обычная сварка полуавтоматом. Помимо всего вышесказанного, можно отметить ещё и атомно-водородную сварку, несколько связанную с процессом TIG по своей сущности.
Обычно, при описании процесса или аппаратов TIG сварки упоминается и тип используемого при этом тока, то есть постоянный (DC) или постоянный/переменный ток (AC/DC).
Сущность самого метода TIG сварки заключается в том, что в зону, предназначенную для сваривания деталей, начинает подаваться защитный газ. Причем газ должен подаваться постоянно, без перерывов, в противном случае получение качественного шва невозможно.
 Возникающая электрическая дуга плавит основной металл детали. При этом, если используется, например, вольфрамовый электрод, подается присадочная проволока, представляющая собой либо пруток, аналогичного свариваемой детали, материала, либо проволока. Пруток может вноситься в зону сварки вручную, проволока же — автоматически.
Возникающая электрическая дуга плавит основной металл детали. При этом, если используется, например, вольфрамовый электрод, подается присадочная проволока, представляющая собой либо пруток, аналогичного свариваемой детали, материала, либо проволока. Пруток может вноситься в зону сварки вручную, проволока же — автоматически. Газ в зону сварки подается обычно сверху, но при больших скоростях сварки, перенастраивается на боковую или концентрическую подачу двумя потоками. В последних случаях расход газа несколько выше.
TIG метод сварки достаточно широко применяется на производстве, особенно при сваривании тугоплавких металлов. В этом случае процесс идет с применением вольфрамового электрода. Его расходование, происходит из-за высокой ионизации в зоне образования дуги, вследствие чего он потихоньку уменьшается, вследствие оплавления. Расходу вольфрамового электрода способствуют и повышенные токи сварки, необходимые при сваривании достаточно толстых деталей.
На качество сварного шва значительную роль оказывают и применяемые защитные газы.
 Так аргон, имеет меньшую способность к ионизации, нежели гелий, образованная в защитной среде которого дуга горит более «мягко». Образующийся при этом шов получается более широким, но менее глубоким. Таким образом, гелий более пригоден при сваривании тонких деталей, не требующих высокого сварочного тока.
Так аргон, имеет меньшую способность к ионизации, нежели гелий, образованная в защитной среде которого дуга горит более «мягко». Образующийся при этом шов получается более широким, но менее глубоким. Таким образом, гелий более пригоден при сваривании тонких деталей, не требующих высокого сварочного тока.Видео руководство по TIG сварке (Ron Covell):
Видео TIG сварки аппаратом Контур ММА 160i:
Кроме статьи «Технология TIG сварки» смотрите также:
суть и особенности сварочного процесса
Аргонодуговая сварка — это один из самых популярных типов сварочных работ, который нашел применение в различных сферах промышленности и не только. Овладеть техникой работы с вольфрамовыми электродами достаточно просто, особенно если подойти к этому делу основательно. Мы рады предложить вам целую серию статей, в которых расскажем обо всех нюансах и особенностях tig сварки. Вы узнаете о разновидностях аргонной дуговой сварки, типах используемых принадлежностей и расходных материалов, возможностях, которые открыты перед специалистом и даже некоторые секреты профессионалов. Будет интересно и полезно, так что оставайтесь с нами!
Овладеть техникой работы с вольфрамовыми электродами достаточно просто, особенно если подойти к этому делу основательно. Мы рады предложить вам целую серию статей, в которых расскажем обо всех нюансах и особенностях tig сварки. Вы узнаете о разновидностях аргонной дуговой сварки, типах используемых принадлежностей и расходных материалов, возможностях, которые открыты перед специалистом и даже некоторые секреты профессионалов. Будет интересно и полезно, так что оставайтесь с нами!Что значит tig сварка?
Варить вольфрамовыми электродами умеют во всех странах мира, но что интересно, в различных регионах этот процесс называется по-разному. Так, например, если вы пообщаетесь со сварщиками в странах Европы или Азии, то скорее всего услышите аббревиатуру TIG, которая будет расшифровываться как Tungsten Inert Gas или «сварка вольфрамовым электродом в среде инертного газа».
Если вам посчастливиться попасть в Германию и встретиться со специалистами аргонной сварки там, то вы скорее всего столкнетесь с понятием WIG.
 Здесь W — wolfram, I — inert, G — gas. Но еще интереснее называют этот тип сварки в США: GTAW — GAS Tungsten Arc Welding.
Здесь W — wolfram, I — inert, G — gas. Но еще интереснее называют этот тип сварки в США: GTAW — GAS Tungsten Arc Welding.Для чего нужна аргоновая сварка?
Как и любая другая разновидность сварочных работ, эта технология используется для соединения между собой заготовок из металла. От стандартной дуговой сварки она отличается тем, что в процессе используется особый защитный газ, который как бы защищает сварочную ванну, вытесняя воздух из зоны обработки.
Что же можно варить аргоновой сваркой? Да практически все! Имея специализированный сварочный аппарат вы без проблем соедините между собой заготовки из углеродисты, нержавеющих или конструкционных сталей, никеля и меди, латуни и бронзы, алюминия и всевозможных сплавов разных металлов. Этот тип активно используется в разных сферах промышленности. Аргонная сварка нашла свое применение и на предприятиях нефтепереработки, и в теплоэнергетике, и на производстве автомобилей, и в пищевой промышленности. Иными словами, она универсальна и может быть использована где угодно.

Аргонная сварка: как это работает, обзор
Понять суть процесса достаточно просто. Все, что вам понадобиться для работы — специализированный инвертор и горелка, вольфрамовый электрод, присадка и инертный газ. Расплавление кромок и присадочного прутка происходит под воздействием электрической дуги, которая располагается между стержнем из вольфрама и самим изделием. Специалист передвигает горелку, а вместе с ней и дугу, ванна из расплавленного металла застывает или кристаллизуется и образуется шов. Соединение это получается либо за счет материала основы, либо благодаря применению прутков.
Защиту всех участвующих в процессе элементов обеспечивает специальный газ. Чаще всего в этих целях используют аргон или гелий. Он подается в рабочую зону через горелку, создает вокруг ванны особую атмосферу, предотвращающую негативное влияние кислорода, азота и прочих веществ.
Особенности tig сварки: 5 плюсов и никаких минусов
Опытные специалисты нередко используют этот тип сварки для решения текущих задач.
Главная особенность его кроется именно в том, что он вполне доступен для мастеров любого уровня. Это значит, что справиться с технологией может даже тот, кто практически еще не держал в руках горелку. Среди других плюсов аргонодуговой сварки обязательно стоит отметить следующие:- Минимальная деформация металла или полное ее отсутствие.
- Беспроблемная работа со «сложным» алюминием и многими тугоплавкими металлами.
- Идеальное качество получаемых швов.
- Отсутствие окисления благодаря вытеснению кислорода аргоном.
- Пониженный уровень влияния на окружающую среду.
Если вы планируете всерьез заняться сваркой или уже давно работаете в этой сфере, то вы абсолютно точно попали по адресу. В каталоге нашего интернет-магазина вы без проблем найдете все, что только может понадобиться для решения любых задач. У нас есть сварочные аппараты бытового, полупрофессионального и профессионального уровня, вольфрамовые электроды, присадочные материалы и даже средства индивидуальной защиты.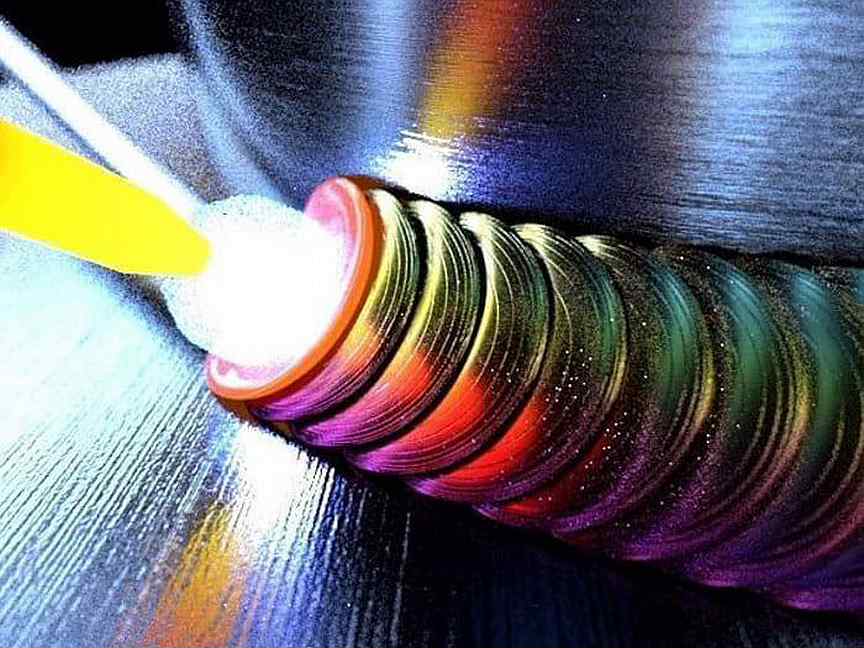 Наши специалисты всегда готовы ответить на любые вопросы и помочь с подбором товаров. Обращайтесь, будем рады длительному сотрудничеству!
Наши специалисты всегда готовы ответить на любые вопросы и помочь с подбором товаров. Обращайтесь, будем рады длительному сотрудничеству!
TIG сварка — Блог находчивого сварщика
В новом эпизоде «Время сварки@6 — TIG сварка нержавеющей стали для начинающих» вы узнаете основы сварки нержавеющей стали. Сначала узнайте простой способ, как определить, с каким материалом вы работаете: нержавеющая сталь или обычная сталь.
Зная марку материала, вы сможете выбрать правильный присадочный металл. Чтобы сделать это, вы можете скачать график выбора присадочного металла. Также в этом эпизоде вы увидите разницу сварки нержавеющей стали с продувкой с обратной стороны шва и без неё.
Добро пожаловать на «Время сварки»! Я мистер ТИГ.
Наш сегодняшний выпуск – это первое из серии видео, посвященных сварке нержавеющей стали. Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
Итак, что такое нержавеющая сталь, и чем она отличается от обычной стали? По определению ясно, что она содержит в своем составе хром. Для получения нержавеющей стали берется обычная мягкая сталь и к ней добавляется около 12% хрома, вследствие чего она становится тверже и получает защиту от коррозии. С такой сталью даже проще работать, если вы, конечно, свариваете ее правильно.
При работе с нержавеющей сталью легко контролировать размер сварочной ванны, она очень хорошо просматривается, и вы всегда знаете, на какую глубину добавлять присадочный материал. Нужно сказать, что существует огромное количество видов нержавеющей стали. Мы составили специальную таблицу с рекомендациями по работе с каждым из них. Вот эта таблица. Я хочу выбрать несколько вариантов. Здесь целый список. Тут есть 304, 310, 316, 321 сталь. Эта таблица большая. Сейчас мы рассмотрим, как выбрать сталь для вашей работы. Начнем мы с самого распространенного варианта. Эту сталь обычно называют 304. Необходимо отметить, что в нашей таблице также представлены рекомендации по использованию присадочных металлов к каждому наименованию стали. Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
Я выберу несколько вариантов. Мы будем сваривать нержавеющую сталь 304 с 304 . Таблица советует мне использовать материал 308L в качестве присадочного металла.
stainless_steel_welding_filler_metal_selection_chart.pdf
Кстати, вы также можете сваривать обычную сталь с нержавеющей. Просто посмотрите в таблицу, и увидите, какую использовать присадку. Так как это первое из этой серии видео, сегодня мы будем сваривать 304 сталь. Еще мы поговорим о том, как узнать, с нержавеющей ли сталью вы работаете. У вас может быть нержавеющая сталь, возможно это 304, но вы не уверены в этом на все 100 процентов. Хороший способ выяснить, нержавеющая ли у вас сталь – это проверить образец вашего металла на магнит.
У меня два образца. Один выглядит немного более блестящим, и, оттого, более похожим на нержавеющую сталь. Очень удобно проверять магнитом. Взять обычный магнит и посмотреть, притянет ли он образец. В данном случае магнит не притягивает. Это позволяет с большой вероятностью сказать, что здесь у нас нержавеющая сталь, в которой много хрома. Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, — наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Образец номер два может быть как нержавеющей, так и мягкой сталью. Давайте проверим. Итак, это обычная сталь. Это была быстрая проверка. Существует много других способов. Например, вы можете попробовать зачистить образцы, — наметанный глаз заметит разницу по искрам. Впрочем, магнит обычно является самым лучшим вариантом.
Один из моментов, на который мне нужно обратить внимание – это хром. После того, как вы приступите к работе, и у вас образуется сварочная ванна, что произойдет, если кислород попытается воздействовать с хромом? Вот наша TIGгорелка. На ней стоит газовая линза и вольфрамовый электрод, который выступает примерно на полсантиметра. Это будет нашим стандартом. Я также буду использовать хорошую газовую защиту. Материал установлен и закреплен по обоим концам. При сварке я буду постоянно добавлять присадочный металл. Закончив свою работу, я переверну деталь, и вы увидите глубину проплавления.
Если я буду использовать газовую защиту с обратной стороны шва или проведу продувку, то сварка с обратной стороны будет выглядеть просто замечательно. Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Если же вы не пользуетесь газовой защитой с обратной стороны, то вы обнаружите, что сварка идет тяжелее. На обратной стороне шва будут образовываться оксиды. Эти оксиды обязательно сократят срок службы вашей сварки. Если вы, к примеру, варите детали дорогой выхлопной системы гоночного автомобиля, то в этом случае ваша сварка прослужит намного меньше. Впрочем, как и во всех остальных случаях.
Итак, подведем итог: нержавеющая сталь – это отличный материал, который подходит для многих целей и является простым в работе. Сейчас мы приступим. Первую половину этой пластины я проварю без газовой защиты с обратной стороны шва, а вторую с защитой.
Итак. Дуга разгорается очень чисто. Вы видите эту ванну, она по-настоящему яркая. Я понемногу добавляю присадочный металл. Вижу, как ванна начинает проникать в металл. Напоминаю, что эта сварка производится без газовой защиты с обратной стороны. По всей вероятности, на обратной стороне будут оксиды. Немного позже я вам их покажу. Верхняя же сторона варится достаточно хорошо. Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
Заканчиваю сварку. Сейчас я уменьшаю силу тока и проверяю, чтобы кратер был правильно заварен. Вот и все.
ОК, дуга разгорается, образовывается ванна. Отличная чистая сварка. В данном случае на обратной стороне производится поддув аргоном. Сварка выходит намного чище, и мне также намного легче ее контролировать. Я знаю, что в работе не будет никаких сюрпризов. Немного присадочного металла. Очень стабильная и яркая сварка. Скоро я закончу – надо сначала только убедиться, что я не сделаю кратер, и добавить немного еще присадочного металла в самом конце. Как вы видите, я использую диаметр присадочной проволоки 1,2 мм, материал 308L. Я прекращаю варить, уменьшая понемногу силу тока. Вот так.
Давайте посмотрим на то, что у нас получилось. Вот здесь мы добавляли присадочный металл. Мы использовали аргон и не использовали продувку. Вы наверно заметили, что здесь что-то вроде лини ожога. Грязной линии. Перейдем же к этой сварке. Мы использовали одновременно газ и продувку. Здесь тоже есть такая линия. Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Мы позже избавимся от нее. Сейчас мы просто сравниваем сварку с продувкой и без нее. Сейчас я переверну деталь, и вы сразу увидите разницу. Вот здесь много оксидов. Задняя сторона проварена плохо. Из-за этих оксидов хрома будут образовываться трещины. С такой сваркой вам не получить хорошего качества, не важно, варите ли вы выхлопную систему или что-то другое. Она просто не будет такой же долговечной как вот эта. Вы видите, что здесь мы получили отличное проплавление. Существует много видов продувки. Мы обсудим их в следующих выпусках.
Вот и все на сегодня. Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал – Смарт Техникс и следите за новыми роликами!
10 лучших сварщиков TIG в 2021 году (в том числе для начинающих и экспертов)
Добро пожаловать в руководство Thomas по лучшему сварщику Tig 2021 года. Томас объединяет промышленных покупателей и поставщиков в Северной Америке более 120 лет. Когда вы покупаете продукты по нашим независимым рекомендациям, мы можем получать партнерскую комиссию.
Тигровая сварка — одна из самых распространенных (и наиболее сложных) форм сварки, и для укладки чистых валиков и амальгамирующих материалов необходим хороший сварщик.С помощью сварочного аппарата TIG можно комбинировать очень тонкие металлы, его можно использовать в таких отраслях, как автомобилестроение и авиакосмическая промышленность, а сварщики TIG сваривают алюминий, медь, бронзу, сталь, никелевые сплавы и другие металлы.
Сварщики TIG используют вольфрамовые стержни для соединения материаловИзображение предоставлено: Shutterstock / RachenStocker
Перед покупкой сварочного аппарата TIG необходимо знать детали, которые помогут облегчить принятие решения. Например, различные различия в диапазоне силы тока и напряжения, сварочной дуге, выходной мощности, входной мощности, рабочем цикле и комбинированных сварочных аппаратах, а также приведенное ниже руководство смогут указать вам правильное направление.
Но сначала полезно также понять — или освежить в памяти — общее представление о различиях между методами дуговой сварки и сварочными процессами, оборудованием, которое требуется для сварки TIG, и стоимостью сварочных аппаратов.
Что такое Tig Welding
Сварка вольфрамовым электродом в среде защитного газа (TIG или GTAW) — это разновидность дуговой сварки, в которой используется вышеупомянутый элемент, а процесс сварки TIG считается высококачественной сваркой. Вольфрам имеет высокую температуру плавления (6192 ° F) и поэтому не плавится во время процесса.
Различия между сварочным аппаратом Tig и другими сварочными аппаратами
Тот факт, что вольфрамовые электроды не становятся частью сварного шва — технический термин «неплавящийся» — одна из основных деталей, отделяющих сварку TIG от других форм. При сварке штангой и сварке MIG электрод распадается на присадочный металл. Компоненты свариваются методом сварки TIG, но если потребуется присадочный материал, будет использоваться отдельный стержень.
В метафорическом смысле, сварка тиглем — это машина с ручным переключением, тогда как mig — автоматическая.Сварщики должны использовать две руки для сварки вольфрамовым электродом и ногу, что делает этот процесс более сложным, чем другие методы дуговой сварки. Вот почему это считается более сложным для изучения и освоения, хотя это окупается.
В сварке TIG используются инертные защитные газы, как и в сварочных аппаратах MIG, но с первым лучше быть более разборчивым. Используются инертные газы, такие как аргон или аргон и гелий, поскольку вольфрам нуждается в газах, которые не взаимодействуют с ним для правильного функционирования.
Выбор лучшего сварщика Tig — Руководство по покупке
Вот несколько вещей, на которые следует обратить внимание, когда вы ищете идеальный сварочный аппарат TIG для ваших нужд.
На какие особенности следует обращать внимание на хорошего сварщика TIG?
В зависимости от сварочных работ, для которых вы собираетесь его использовать, и толщины металла, который вы хотите сваривать, могут пригодиться различные функции, например, ручной или автоматический контроль температуры (контроль нагрева дает пользователю больше возможностей при работе с более толстыми или более тонкими материалами). металлы), импульсная сварка, широтно-импульсная модуляция, таймер точечной сварки и / или ножная педаль. Хотя иногда педаль входит в комплект, вам, возможно, придется покупать ножную педаль отдельно, но многие заядлые сварщики считают ее стоящей инвестицией.
металлы), импульсная сварка, широтно-импульсная модуляция, таймер точечной сварки и / или ножная педаль. Хотя иногда педаль входит в комплект, вам, возможно, придется покупать ножную педаль отдельно, но многие заядлые сварщики считают ее стоящей инвестицией.
Что касается оптимальной входной мощности для сварщика, 140 А для сварщиков 115 В достаточно для сварки металлов толщиной до ¼ дюйма, а входная мощность около 200 А идеально подходит для сварщиков 220 В для сварки металлов до ½ дюйма. толстый.
Наконец, во время процесса сварки TIG или MIG следует носить защитное снаряжение, такое как защитные сварочные перчатки, защитную маску и, желательно, комбинезон, чтобы избежать травм от искр или очень горячей сварочной лужи (сварочной ванны, также известной как сварочная ванна). это расплавленный металл, получаемый при сварке).Вот полезное видео о том, как контролировать сварочную ванну во время сварочных работ.
Лучший выбор Томаса для лучших сварщиков тигля
Найдите лучшие устройства для начала сварки, в том числе горелку TIG, сварочные аппараты TIG и все аксессуары для аппаратов для сварки TIG, необходимые для сварки более тонких металлов, свариваемой стали, легированной стали и всех других сварочных проектов из списка ниже.
Чтобы получить качественные сварные швы, прокрутите вниз, чтобы узнать больше об особенностях, которые предлагают эти лучшие сварочные аппараты, и узнать, что о них думают тысячи рецензентов.
1. Лучший сварщик для начинающих — YESWELDER TIG-205DS Сварочный аппарат HF TIG / Stick / Arc TIG с двойным напряжением и ножной педалью
Этот компактный сварочный аппарат TIG идеально подходит для начинающих или сварщиков, которые заинтересованы в изучении ремесла сварки TIG. Да, это более компактный , но он по-прежнему может справляться с тяжелыми проектами без перегрева или перегрузки. Хотя она может многое, стоит отметить, что эта модель не подходит для сварки алюминия, поскольку она предназначена для сварки постоянным током, а не переменным током постоянного тока.Тем не менее, он может выполнять сварку методом TIG тонкого металла толщиной 0,3–5,0 мм для нержавеющей стали, легированной стали, низкоуглеродистой стали, меди, чугуна и хрома, а также материалов для дуговой сварки толщиной 15–42 мм.
Он также оснащен удобной ножной педалью и автоматическим контролем нагрева. «Я много лет занимаюсь сваркой TIG, используя сварочные аппараты известных производителей», — пояснил рецензент. «Я купил это, чтобы поиграть дома. Очень впечатлен простотой установки и качеством сварки.Это чудовище при сварке углового железа и квадратных труб из нержавеющей стали ». Другой покупатель аналогичным образом заметил: «Я не верил, что сварщик с таким светом может что-то сделать», но был счастлив, что ошибся.
«Я купил это, чтобы поиграть дома. Очень впечатлен простотой установки и качеством сварки.Это чудовище при сварке углового железа и квадратных труб из нержавеющей стали ». Другой покупатель аналогичным образом заметил: «Я не верил, что сварщик с таким светом может что-то сделать», но был счастлив, что ошибся.
Характеристики
Выходная мощность: 110/220 В
Амперы: 205A
Тип: Сварочный аппарат TIG / Stick / дуговой сварки
Рабочий цикл: Рабочий цикл 60%
КУПИТЬ:
$ 279,99, Amazon2. Самые доступные сварочные аппараты TIG — S7 AC DC Tig Welder
Аппарат S7 и набор принадлежностей к нему относительно доступны по цене по сравнению с другими сварочными аппаратами постоянного и переменного тока. Помимо сварки вольфрамовым электродом, он может выполнять сварку электродом. Рецензенты использовали его для всего, от настройки раллийных мотоциклов до ремонта линий переменного тока и сварки основных опор автомобиля. Владельцы также отметили, что благодаря своим размерам этот сварочный аппарат TIG AC / DC легко переносить на рабочие места и даже подниматься по лестницам. В комплект входит горелка для сварки тиглем, зажим и электрододержатель — все необходимое для начинающих сварщиков.
Он не умеет сваривать алюминий, но по-прежнему остается отличным аппаратом для тех, кто разбирается в сварке TIG. «Оглядываясь назад, я хотел бы, чтобы сварщик переменного / постоянного тока был тем, что мне нужно, однако я хотел, чтобы на нем учился дешевый сварочный аппарат TIG, и подумал, что менее чем за 200 долларов это будет небольшая инвестиция для обучения TIG после того, как я буду прилично работать с mig», — написал один клиент. .«Мне это нравится, и я очень рад, что купил это, и рекомендую это всем, кто только начинает. Я планирую сохранить его даже после того, как получу блок переменного / постоянного тока ».
Характеристики
Выходная мощность: Входная мощность двойного напряжения 110/220 В
Ампер: 200A
Тип: Сварочный аппарат TIG / Stick / дуговой сварки
Рабочий цикл: Рабочий цикл 85%
КУПИТЬ:
197 $, Amazon3. Лучший аппарат для плазменной резки и сварки TIG — Lotos CT520D Tig and Stick Welder
Плазменные резаки — это надежные инструменты, которые направляют плазму для резки толстых материалов и металлов.Это — идеальная комбинация со сварочным аппаратом, поскольку они могут работать в тандеме для выполнения проектов, которые не может выполнить другой. Но эта модель Lotos выходит за рамки этих двух, она также может работать как сварочный аппарат. Настроить эту машину DC tig легко, и многие обозреватели остались довольны долговечностью, а также поддержкой клиентов в случае возникновения проблем.
Он также оснащен широтно-импульсной модуляцией, контролем нагрева и совместим с ножной педалью, хотя ножную педаль придется приобретать отдельно.«Я только что попробовал TIG сегодня; Я был впечатлен », — написал слесарь. «Он сваривал лучше, чем машина стоимостью 3000 долларов, которую я изучал в профсоюзном учебном центре. Используется на нержавеющей, а также на мягкой стали. У него нет переменного тока, импульса или измененных волновых функций, но очень гладкая дуга, и вам не нужно царапать ее, чтобы ее запустить ».
Характеристики
Выходная мощность: 110/220 В
Ампер: 50A плазма, 200A TIG и Stick
Тип: Плазма, тиг, стик
Рабочий цикл: Рабочий цикл 35%
КУПИТЬ:
364 $.65 (было 443 доллара), Amazon4. Лучший универсальный сварочный аппарат — инвертор WeldPro с ЖК-дисплеем, 200 А, многофункциональный сварочный аппарат, 5 в 1
Объединяя пять инструментов в одном, этот сварочный аппарат WeldPro TIG выходит за рамки одного метода или технологии. Пользователи могут работать с ним как сварщик mig, сварщик сердечника флюса, сварщик палкой, пистолет для алюминиевых катушек и, конечно же, сварщик TIG. ЖК-экран также добавляет привлекательности, поскольку он упрощает настройку процесса сварки — пользователи могут выбирать диапазон силы тока, скорость и тип электрода.Диапазон сварочного тока 230 В с разбивкой: MIG: 40-200 А; ММА: 20-180А; и TIG: 20-180A.
Пользователи могут работать с ним как сварщик mig, сварщик сердечника флюса, сварщик палкой, пистолет для алюминиевых катушек и, конечно же, сварщик TIG. ЖК-экран также добавляет привлекательности, поскольку он упрощает настройку процесса сварки — пользователи могут выбирать диапазон силы тока, скорость и тип электрода.Диапазон сварочного тока 230 В с разбивкой: MIG: 40-200 А; ММА: 20-180А; и TIG: 20-180A.
Независимо от того, необходима ли сварка стали или машина, которая может использоваться в качестве нескольких дефисов на рабочем месте, коробка WeldPro не разочарует. Однако к отсутствию ножной педали нужно привыкнуть. «Я использую Miller Pipeworx на работе весь день каждый день для сварки труб», — пояснил заказчик. «Я не хотел иметь домашнего сварщика, в котором я был бы разочарован; на мой взгляд, этот сварщик абсолютно идеален.Я подключил 220, но еще даже не использовал, потому что 110 — это все, что мне нужно ».
Характеристики
Выходная мощность: 240/120 В
Ампер: 200A
Тип: Mig / Flux Core / TIG / Stick / пистолет с алюминиевой катушкой
Рабочий цикл: Рабочий цикл 30%
КУПИТЬ:
$ 895, Amazon5.
 Лучшие сварщики TIG для сварки алюминия — 2018 AHP AlphaTIG AC / DC Welder
Лучшие сварщики TIG для сварки алюминия — 2018 AHP AlphaTIG AC / DC WelderСварка алюминия стала возможной благодаря этому сварочному аппарату переменного тока постоянного тока. AHP AlphaTIG — ни в коем случае не легкий аппарат для сварки TIG — он самый тяжелый в списке, его вес составляет 69 фунтов. Сварщики ценят полезный ЖК-экран и дополнительные аксессуары этого здоровенного аппарата, а некоторые отметили его высокую мощность. Многие профессиональные сварщики, энтузиасты сварки TIG и давние увлеченные люди отметили, что этот сварочный аппарат TIG на переменном и постоянном токе — это то место, куда они обращаются за покупкой своего первого сварочного аппарата TIG после освоения сварки MIG и сварки палкой.
Он также имеет широтно-импульсную модуляцию и явно не уступает конкурентам.«Эта машина отлично справляется с TIG — я раньше использовал только одну другую машину для сварки TIG, Lincoln Square Wave, и AHP находится на одном уровне с ней», — написал покупатель. «Я сварил довольно много углеродистой и нержавеющей стали, и все получилось отлично. Я не делал много работы с алюминием, но из того небольшого количества вещей, которые я сделал, машина работает хорошо. Элементы управления кондиционером работают так, как должны, и кажутся правильными ».
«Я сварил довольно много углеродистой и нержавеющей стали, и все получилось отлично. Я не делал много работы с алюминием, но из того небольшого количества вещей, которые я сделал, машина работает хорошо. Элементы управления кондиционером работают так, как должны, и кажутся правильными ».
Характеристики
Выходная мощность: 110/220 В
Ампер: 200A
Тип: Технология инвертора IGBT
Рабочий цикл: Рабочий цикл 60%
КУПИТЬ СЕЙЧАС:
750 долларов (было 800 долларов), Amazon6.Лучший сварщик TIG для тяжелых условий эксплуатации — 2019 Everlast Power Equipment AC and DC PowerTIG
Этот аппарат для сварки TIG на переменном токе и постоянным током может легко сваривать алюминий и сталь. Его красочные циферблаты делают сварочные процессы более интуитивно понятными, когда владельцы знакомы. 200DV AC / DC — это шаг вперед по сравнению с моделью Everlast 200DX, поскольку она включает в себя двойное напряжение и инвертор IGBT с цифровым управлением. Это чудовищные 60 фунтов, он производит приличную мощность (входная частота для этой машины составляет 60/60 Гц) и хороший борт.
200DV AC / DC — это шаг вперед по сравнению с моделью Everlast 200DX, поскольку она включает в себя двойное напряжение и инвертор IGBT с цифровым управлением. Это чудовищные 60 фунтов, он производит приличную мощность (входная частота для этой машины составляет 60/60 Гц) и хороший борт.
Для энтузиастов сварки существует функция, называемая регулировкой силы дуги, которая помогает очистить процесс сварки за счет уменьшения разбрызгивания. «Это отличный сварщик по отличной цене со всеми расширенными функциями, такими как импульсный, высокочастотный пуск и сварка переменным током 300 Гц для действительно плотных сварных швов», — сказал покупатель. «Поставляется в стандартной комплектации с резаком SR-26, подключенным к кабелю Superflex длиной 12,5 футов, что является хорошей модернизацией по сравнению со стандартными кабелями».
Характеристики
Выходная мощность: 110/220 В
Ампер: 200A
Тип: Инверторная технология IGBT Сварочный аппарат
Рабочий цикл: Рабочий цикл 60%
КУПИТЬ:
1299 долларов США, Amazon7.
 Лучший недорогой сварочный аппарат TIG и Stick — SUNCOO TIG Welder
Лучший недорогой сварочный аппарат TIG и Stick — SUNCOO TIG WelderКак и у многих сварщиков, инструментов и в целом, стоимость имеет значение. Но этот сварочный аппарат от SUNCOO по-прежнему впечатляет, несмотря на свою цену и размер. Он по-прежнему имеет горячий пуск, защиту от перегрузки по току, отображение диапазона силы тока и силы дуги, но он не работает, когда дело доходит до возможности сварки алюминия. При этом цирконий, титан и сталь — все это честная добыча.
В целом он работает без сбоев, но в большинстве случаев лучше всего подходит для сварщиков-любителей или новичков.Номинальная входная мощность для этого устройства (кВА): 4,5. Как сказал один покупатель: «Я зарабатываю сваркой нержавеющей стали более 20 лет; да, мои аппараты Miller за 2000 долларов сваривают лучше, но в основном за десятую часть цены эта штука великолепна ».
Характеристики
Выходная мощность: 110/220 В
Ампер: 200A
Тип: Tig and stick
Рабочий цикл: Рабочий цикл 60%
КУПИТЬ:
$ 223,99, Amazon8.
 Лучшая горелка TIG — WP-26FV SR-26FV Горелка для сварки TIG
Лучшая горелка TIG — WP-26FV SR-26FV Горелка для сварки TIGСварщик не может стать лучшим без хорошей горелки. Хотя в этом нет ничего особенного, этот фонарик за 16 долларов от Riverweld не может быть лучше по цене. Ручка толстая, но достаточно гибкая, чтобы ее удобно было держать в руке. Кроме того, он достаточно гибкий, чтобы при правильном использовании не сломаться и не трескаться.
Комфорт и долговечность не остаются незамеченными сварщиками. «Гибкость лучше, чем у конкурентов», — сказал один из клиентов.«Заменил мою дрянную установку Everlast на эту. Держатель также был толще обычного, поэтому я обычно ставил на себя толстую велосипедную ручку, но не с этим ».
КУПИТЬ:
$ 16, Amazon9. Лучший регулятор аргона для сварочных аппаратов Tig — BETOOLL регулятор аргона / CO2 Mig Gas
Регулятор аргона необходим для правильной работы сварочного аппарата TIG. Этот манометр показывает как количество газа осталось, так и скорость, с которой газ течет.Он предназначен для мониторинга аргона и CO2, что делает его идеальным для сварщиков, работающих в режиме mig- и tig-сварки. По более высокой цене также можно приобрести модель 0–4500 фунтов на квадратный дюйм. Короче говоря, это тоже адаптируемый индикатор.
Даже обозреватели, работавшие с резервуарами и аппаратами для сварки тиглем, которые были более старыми или недорогими, могли вносить изменения и корректировки, позволяя им работать независимо. «Отличный расходомер», — написал один рецензент. «Пришлось подтянуть к резервуару на удивление сильно, но протечек после этого не было. Я использовал короткую полиуретановую трубку без зажимов, наименьшего размера, который я мог подобрать, и я как сумасшедший экономлю газ по сравнению с плетеными прозрачными виниловыми материалами, которые поставляются с автоматами TIG.”
КУПИТЬ СЕЙЧАС:
25,99 долларов США (было 27,99 долларов США), Amazon10.
 Лучшие аксессуары для сварщиков TIG — YESWELDER TIG Welding Torch Set
Лучшие аксессуары для сварщиков TIG — YESWELDER TIG Welding Torch SetОбязательным условием является хороший сварочный аппарат, но также необходимы аксессуары для сглаживания и оптимизации процесса сварки. От той же марки, которая предлагает новичкам и недорогим сварщикам вольфрамовых электродов, выпускается набор форсунок и газовых линз. Набор довольно обширен и содержит всего 49 деталей, включая (но не ограничиваясь ими) форсунки из глинозема для чашек класса Pyrex, короткие газовые линзы, корпуса цанговых патронов и уплотнительные кольца.
Принадлежности устойчивы к образованию трещин и подходят для горелок TIG различных размеров. «Пока мне нравится эта подставка для чашки», — начал один рецензент. «Я новичок в сварке, но жесткость этой чашки позволила мне втиснуться в стык, в который я не мог попасть со своими стандартными чашками».
КУПИТЬ:
$ 25,69, AmazonЛучшие сварщики Tig 2021 года — сводка
Если сварка алюминия используется в картах, AHP AlphaTIG AC и DC ( 750 долл. США, Amazon ) с широтно-импульсной модуляцией — отличный вариант.С другой стороны, новички, все еще пытающиеся изучить канаты с помощью сварочного аппарата TIG, могут оценить двухвольтный аппарат YESWELDER ( 279,99 долларов США, Amazon ) с автоматическим регулированием температуры или доступный сварочный аппарат S7 ( 197 долларов США, Amazon ).
В то время как популярные и более известные профессиональные аппараты для сварки TIG, такие как Lincoln Electric Square Wave tig 200 ( 2299 долларов США, Amazon ), мы не чувствовали, что у этого довольно дорогого аппарата достаточно надежных обзоров, чтобы мы могли добавьте его в наш список.При этом Square Wave Tig 200 действительно кажется мощной машиной с расширенными функциями, и в будущем мы рассмотрим ее подробнее.
Мы надеемся, что наше руководство по поиску подходящего сварочного аппарата или аппарата для сварки вольфрамовым электродом было полезным, и вам удалось найти аппарат со сварочными возможностями, необходимыми для выполнения этой сварочной работы. Чтобы узнать о других аналогичных поставщиках, включая поставщиков аппаратов ультразвуковой, лазерной, стыковой и точечной сварки, обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery Platform.
Чтобы узнать о других аналогичных поставщиках, включая поставщиков аппаратов ультразвуковой, лазерной, стыковой и точечной сварки, обратитесь к нашим дополнительным руководствам или посетите платформу Thomas Supplier Discovery Platform.
* Цены, указанные в этой статье, соответствуют ценам на Amazon.com по состоянию на октябрь 2021 года.
Источники
Прочие сварочные изделия
Другие статьи о лучших продуктах
Другие товары от Machinery, Tools & Supplies
Начало работы со сваркой TIG. Так что же делает TIG таким трудным… | автор #WhyWeWeld
«Хорошая сварка может быть настоящим искусством.Сварка TIG (сварка вольфрамовым электродом в среде инертного газа) — это тип сварки, который идеально подходит для обработки сложных форм, таких как изгибы и углы.Он предлагает точность, аккуратность и качество, а также великолепный внешний вид, если все сделано правильно.
Сварка TIG используется в самых разных сферах и отраслях промышленности. Он обычно используется в строительстве самолетов, кораблей и других транспортных средств, особенно в трубопроводах и листовом металле. Этот процесс может осуществляться в ограниченном пространстве, поэтому его часто проводят «в полевых условиях», а также в мастерских. Благодаря такому приятному внешнему виду сварка TIG также используется в архитектурных работах и искусстве.
Он обычно используется в строительстве самолетов, кораблей и других транспортных средств, особенно в трубопроводах и листовом металле. Этот процесс может осуществляться в ограниченном пространстве, поэтому его часто проводят «в полевых условиях», а также в мастерских. Благодаря такому приятному внешнему виду сварка TIG также используется в архитектурных работах и искусстве.
Это не самый простой вид сварки, поэтому это не лучшее место для начала, если вы новичок в сварке. Тем не менее, если у вас есть некоторый опыт, вам стоит заняться сваркой TIG. Он универсален, высококвалифицирован и очень полезен.
Готовы приступить к сварке TIG?
Так что же делает обучение TIG таким сложным?
Здесь есть над чем подумать: существует множество настроек на выбор, и вам, вероятно, понадобится ножная педаль для управления током, удерживая резак и подавая присадочный стержень.У вас также будет очень мало места для ошибки с длиной дуги, а вольфрамовый электрод не сможет коснуться заготовки.
Уф! Давайте разберемся с этим.
TIG использует нерасходуемый заостренный вольфрамовый электрод для подачи электрического тока. Заостренный электрод создает небольшую интенсивную дугу, которая обеспечивает большую точность. Кроме того, ее труднее контролировать, поэтому для того, чтобы привыкнуть к ней, требуется определенная практика, особенно потому, что для получения правильных результатов необходимо поддерживать определенную длину дуги.Кроме того, вольфрам не может касаться рабочей поверхности, иначе он будет загрязнен и потребует шлифовки.
Многие аппараты для сварки TIG позволяют регулировать ток с помощью удаленной ножной педали. Во время сварки ток можно увеличивать или уменьшать с помощью педали для создания большего или меньшего количества тепла, как при нажатии педали газа в автомобиле. Это позволяет полностью контролировать сварочный шов. Кроме того, есть множество настроек, которые можно отрегулировать на сварочном аппарате TIG.
«Правильная установка педали» Проще говоря, здесь требуется большая координация и ловкость.
Но не откладывайте! Наполнитель не является обязательным, поэтому вам не нужно беспокоиться об этом для начала. А если вы привыкли к другим видам сварки, вам будет проще подобрать TIG. Все дело в практике, практике, практике.
Вам необходимо не только попрактиковаться, но и ознакомиться с различными настройками аппарата для сварки TIG и их функциями. Здесь мы не будем их все описывать, главное думать — это течение.
Power
Сварочный аппарат TIG может работать от переменного или постоянного тока.Для сварки сталей следует использовать постоянный ток. Для сплавов используйте переменный ток.
Базовый ток устанавливается на станке и остается постоянным. Сварочные аппараты TIG позволяют наращивать ток до базового уровня, что полезно для предотвращения теплового удара заготовки.
Для плавного пуска можно использовать ножную педаль или установить минимальный ток на машине. Когда дуга зажигается, ток увеличивается от минимального до базового в течение периода времени, который также можно установить. То же самое можно применить в обратном порядке, когда сварка будет завершена.
То же самое можно применить в обратном порядке, когда сварка будет завершена.
Импульсную силу тока также можно установить, если этого требует приложение.
Баланс прямоугольной волны можно отрегулировать, если вам нужно добиться большего проникновения или очистки.
Оборудование
Электроды — существует несколько разновидностей вольфрамовых электродов. Доступны различные размеры и покрытия для различных источников питания, основных металлов и областей применения.
присадочные стержни — также известные как стержни для сварки TIG, присадочные стержни бывают из различных материалов, таких как алюминий, сталь и никель. Основной металл будет определять присадочный металл и толщину стержня.
Керамические колпачки — керамические колпачки, закрывающие вольфрамовый электрод для регулирования потока газа. Для разных применений доступны чашки разного размера. Не стоит недооценивать разницу, которую может иметь другая чашка!
Не стоит недооценивать разницу, которую может иметь другая чашка!
Защитный газ — аргон и гелий являются наиболее часто используемыми защитными газами, хотя также доступны несколько их смесей и комбинаций.
Шлифовальный круг для TIG — для изменения формы вольфрама после его загрязнения, например, при прикосновении к заготовке.
«Различное оборудование, необходимое для сварки TIG»Вам также понадобится обычное сварочное защитное снаряжение:
- Сварочный шлем и защита глаз
- Сварочный фартук
- Сварочные перчатки
- Защитная одежда, например кожаная куртка
- Защитная ботинки
Помните: безопасность всегда на первом месте!
Помимо всех физических вещей, необходимых для начала работы со сваркой TIG, вам также потребуется много терпения, решимости и готовности учиться.Это сложно и сложно. Вы будете делать ошибки, и это нормально — просто учитесь на них!
«Работайте над контролем длины дуги и привыканием к ней. Остальное потом будет легче ».
Остальное потом будет легче ».
Когда вы только начинаете сварку TIG, лучше всего начинать с более толстой стали. Сварочная ванна больше по размеру, и ее легче контролировать, что дает вам больше возможностей улучшить свою технику. На данный момент избегайте использования наполнителя — просто сосредоточьтесь на сохранении длины дуги.
Большинство новичков держат вольфрам слишком далеко от заготовки, опасаясь прикоснуться к ней, что делает дугу слишком длинной. Проблема с длинной дугой заключается в том, что она потребляет больше энергии от станка и, таким образом, выделяет больше тепла, что может повлиять на качество сварного шва или повредить заготовку. К тому же это сложнее контролировать — последнее, что вам нужно, когда вы только начинаете! Итак: работайте над контролем длины дуги и привыканием к ней. Остальное потом будет легче.
«Соблюдайте необходимое расстояние между вольфрамом и деталью» Чтобы упростить управление дугой, также важно ваше положение для сидения. Прежде чем приступить к сварке, устройтесь поудобнее. Когда вы садитесь, используйте стол только для позиционирования; вы не должны опираться на руки или нести на них вес тела. Если держать мышцы в расслабленном состоянии, это поможет вам контролировать фонарик. Горелку следует держать под углом, чтобы сварочная ванна формировалась спереди, на расстоянии 3–6 миллиметров от заготовки (в зависимости от толщины) для получения правильной дуги.
Прежде чем приступить к сварке, устройтесь поудобнее. Когда вы садитесь, используйте стол только для позиционирования; вы не должны опираться на руки или нести на них вес тела. Если держать мышцы в расслабленном состоянии, это поможет вам контролировать фонарик. Горелку следует держать под углом, чтобы сварочная ванна формировалась спереди, на расстоянии 3–6 миллиметров от заготовки (в зависимости от толщины) для получения правильной дуги.
Сначала прогоните резак по заготовке всухую, чтобы угол и скорость казались естественными.Убедитесь, что ничто не мешает сварному шву или вам во время движения. Попробуйте обернуть шнур резака вокруг руки, чтобы он не зацепился.
Подсоедините кабель заземления от заготовки к сварочному аппарату. Если вы не можете зажать заготовку, поместите ее на кусок листового металла или зажмите верстак.
Начните сварку. Сначала будет установлен газовый кожух (на время, установленное на аппарате), и минимальная сила тока, установленная на аппарате, будет передана на головку горелки. Дуга начнет нагревать и плавить металл, создавая сварочную ванну.
Дуга начнет нагревать и плавить металл, создавая сварочную ванну.
Теперь переместите фонарь и толкните бассейн. Более тонкие металлы, особенно алюминий, будут нагреваться в процессе сварки, поэтому скорость перемещения необходимо увеличить, чтобы избежать чрезмерного плавления.
«Сварка в удобной позе»В конце шва медленно уменьшайте силу тока для получения мягкого покрытия. Газ также должен течь в течение нескольких секунд после прекращения подачи тока, чтобы дать сварному шву остыть.
Теперь готовы сделать это снова?
Советы по поиску и устранению неисправностей
Убедитесь, что место сварки хорошо освещено.Это даст вам лучший обзор горелки и угла присадочной трубы перед началом сварки.
Если у вас возникли проблемы с зажиганием дуги, это может быть связано с тем, что минимальный ток установлен слишком низко.
Если заготовка деформируется, возможно, вы слишком долго держали резак в неподвижном состоянии. Также может быть, что усилители установлены слишком высоко или заготовка недостаточно надежно закреплена на месте. Если зажим уже затянут, рассмотрите возможность приваривания заготовки к другому куску металла.
Если металл начинает гореть или плавиться, в сварочную ванну подается слишком большой ток.
Если металл имеет шелушащийся вид, сила тока слишком мала.
Не прячьте сварной шов за газовым кожухом. Обеспечьте хороший обзор сварочной ванны.
Проблемы с движением или движением? Попробуйте поменять руки — вам не обязательно лучше всего работать с фонариком в доминирующей руке. Возможность использовать обе руки для любой задачи действительно полезна, особенно если вы хотите получить сварку за пределами мастерской.
«Синтия Мари работает над сваркой TIG»История сотрудничества с YesWelder.com и сообщество #WhyWeWeld на Facebook.
Сварочные аппараты TIG (GTAW), Сварочные аппараты TIG, Комплекты для сварки TIG на переменном токе
Longevity предлагает широкий выбор сварочного оборудования TIG. Давайте определим сварщиков TIG, чтобы лучше понять процесс сварки TIG. TIG означает вольфрамовый инертный газ и также известен как газовая вольфрамовая дуговая сварка или GTAW. Сварка TIG представляет собой более сложный процесс сварки, который обычно требует больше времени по сравнению с сваркой MIG или сваркой палкой. Поскольку это более деликатный и ручной метод с подачей присадочной проволоки одной рукой и контролем нагрева с помощью горелки TIG, у вас есть потенциал для получения более качественных и прочных сварных швов.
TIG означает вольфрамовый инертный газ и также известен как газовая вольфрамовая дуговая сварка или GTAW. Сварка TIG представляет собой более сложный процесс сварки, который обычно требует больше времени по сравнению с сваркой MIG или сваркой палкой. Поскольку это более деликатный и ручной метод с подачей присадочной проволоки одной рукой и контролем нагрева с помощью горелки TIG, у вас есть потенциал для получения более качественных и прочных сварных швов.
Независимо от того, являетесь ли вы энтузиастом или профессионалом, Longevity предложит вам идеальный сварочный аппарат TIG. Компания Longevity предлагает сварочные аппараты TIG на переменном и постоянном токе, а также аппараты для сварки TIG, которые могут выполнять как сварку TIG на постоянном токе, так и на постоянном токе. При сварке TIG вам понадобится переменный ток для сварки алюминия. Компания Longevity предлагает сварочные аппараты TIG с диапазоном силы тока от 160 ампер для домашних пользователей до 500 ампер для рынка промышленной сварки.
Все сварочные аппараты TIG Longevity линейки TIGWELD также имеют возможность сварки штучным электродом с помощью переключателя.Большинство сварочных аппаратов TIG Longevity питаются от 110 В или 220 В, а некоторые сварочные аппараты TIG оснащены технологией PFC, которая позволяет сварщику работать без генератора или в местах, где есть проблемы с питанием.
Сварочные аппараты Longevity TIG — это портативные, мощные и мощные инверторные устройства с использованием наборов микросхем IGBT. Все наши сварочные аппараты проходят испытания на пыль, водонепроницаемость, коррозию, вибрацию и падение, чтобы убедиться, что у вас самое надежное оборудование.Долговечность на сварочные аппараты TIG предоставляется одна из лучших гарантий в отрасли, позволяющая нашим клиентам быть уверенными в том, что их вложения окупятся! Longevity также предлагает несколько ресурсов для улучшения ваших навыков сварки TIG, включая обучающие онлайн-видео, сварочные калькуляторы, техническую поддержку и форум по сварке, на котором собраны тысячи энтузиастов и профессионалов в области сварки.
Благодаря сварочному оборудованию Longevity вы испытаете новый способ сварки с нашими инновационными аппаратами TIG, которые позволяют регулировать импульсы, регулировать частоту, регулировать газ и другие различные функции за небольшую часть цены, которую взимают наши конкуренты.
Если вы ищете на продажу отличных сварочных аппаратов TIG, долговечная сварка — лучший выбор для всех ваших потребностей в сварке TIG. Если у вас есть какие-либо вопросы о сварке TIG как о процессе или о наших аппаратах для сварки TIG, обращайтесь к нашему техническому персоналу и отделам продаж.
Если вам нужно лучшее оборудование по цене в долларах, Longevity входит в число ведущих производителей сварочной техники. С нашей 30-дневной гарантией удовлетворения вы убедитесь, что долголетие — надежный выбор во время пробного периода.
Как решить 10 типичных проблем при сварке TIG [Руководство] Performance Racing Industry
Узнайте о типичных ошибках при сварке TIG, а также получите основные советы по их предотвращению.

Плохое газовое покрытие ведет к загрязнению
Этот сварной шов показывает загрязнение, вызванное отсутствием защитного газа, которое может произойти, когда газ не включен, слишком мало или слишком много защитного газа или газ уносится.
- Для устранения проблем с газовым загрязнением проверьте этикетку баллона, чтобы убедиться, что вы используете правильный газ для сварки TIG, обычно 100% аргон.Попытка сварить смесью аргон / диоксид углерода (обычная для сварки MIG) приведет к загрязнению.
- Установите надлежащий расход газа, рекомендуемый от 15 до 20 кубических футов в час (куб. Футов в час). Сварщики обычно считают, что более высокий поток газа обеспечивает большую защиту. Фактически, чрезмерный поток газа создает турбулентность, которая втягивает нежелательные загрязнения (и может вызвать блуждание дуги).
- Проверьте все фитинги и шланги на утечки, которые могут вызвать загрязнение сварных швов. Протрите шланг и фитинги мыльной водой. Если образуются пузырьки, у вас есть утечка, и вам следует заменить дефектные компоненты.
- Если у вас полный баллон, нужный тип газа и нет утечек, возможно, ваш баллон загрязнен влагой. Загрязнение баллона с защитным газом случается нечасто, но возможно.
 Если образуются пузырьки, у вас есть утечка, и вам следует заменить дефектные компоненты.
Если образуются пузырьки, у вас есть утечка, и вам следует заменить дефектные компоненты.Сварка алюминия с неправильной полярностью / регулировка баланса
Этот сварной шов TIG (рис. 2A) был создан с установкой полярности аппарата на отрицательный электрод постоянного тока (DCEN). Сварной шов не прорвал слой оксида алюминия.Чтобы избежать этого, всегда выполняйте сварку алюминия методом TIG с установленной полярностью на переменный ток (AC).
Сварка TIG на переменном токе позволяет положительной части цикла электрода (EP) удалять оксид алюминия, в то время как отрицательная часть электрода (EN) плавит основной металл. Функция, называемая контролем баланса переменного тока, позволяет операторам настраивать соотношение EP / EN. Если вы заметили коричневатое окисление или хлопья, похожие на черный перец в сварочной ванне (Рисунок 2B), увеличьте эффективность очистки. Однако обратите внимание, что слишком большое количество EP приводит к чрезмерному слипанию вольфрама (рис. 2C) и вызывает слишком сильное травление.Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет похожей на блестящую точку. Это означает, что оксид удален, и можно безопасно добавлять наполнитель.
Однако обратите внимание, что слишком большое количество EP приводит к чрезмерному слипанию вольфрама (рис. 2C) и вызывает слишком сильное травление.Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет похожей на блестящую точку. Это означает, что оксид удален, и можно безопасно добавлять наполнитель.
Зернистость сварного шва
На рис. 3 показан валик с зернистостью, обычно вызванной проблемами с присадочным металлом. Например, присадочный стержень из алюминия 4043 от одного производителя может иметь свойства, отличные от свойств стержня 4043 от другого производителя.Сварщику может потребоваться соответствующая корректировка марки присадки. Стержень также может быть неисправен (слишком много определенного ингредиента). У сварщика может быть даже неправильный тип стержня, например, присадочный материал 4043 вместо присадки 5356.
Перед сваркой всегда проверяйте тип присадочного металла и удаляйте всю смазку, масло и влагу, чтобы предотвратить загрязнение.
Рисунок 3Отсутствие проплавления у основания тройника или углового сварного шва может быть вызвано несколькими факторами, включая неправильную подгонку, слишком далекое расположение горелки от стыка и неправильная подача присадочного стержня. .Эта проблема может быть более распространена в машинах на основе трансформатора, поскольку дуга имеет тенденцию блуждать между сторонами соединения, ища путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечивает лучший контроль направления и помогает увеличить проплавление. Также важно избегать недостаточного заполнения стыка или слишком быстрой сварки.
Инверторные машины (особенно с расширенными возможностями управления выходным сигналом, такими как регулируемая частота и импульсное управление) обеспечивают более эффективное управление дугой. Более сфокусированный конус дуги обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление.
Более сфокусированный конус дуги обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление.
Кратеры
Кратеры, подобные показанной на Рисунке 4A, обычно возникают в конце сварного шва и часто приводят к растрескиванию. Причины включают мгновенное снижение мощности сварки (что приводит к слишком быстрому охлаждению лужи) и слишком быстрое извлечение присадочного стержня в конце сварного шва. Вы можете легко исправить кратерное растрескивание, продолжая подавать присадочный пруток, медленно снижая ток в конце сварного шва, чтобы получить красивый сварной шов, как показано на рисунке 4B.
Рисунок 4A Рисунок 4BГрязное основание и / или присадочный металл
Очистка материалов перед сваркой очень важна. На рис. 5 показано, что происходит, если не очищать прокатную окалину с горячекатаной низкоуглеродистой стали. Все основные и присадочные металлы должны быть очищены, независимо от того, является ли загрязнитель прокатной окалиной, оксидом алюминия или грязью и жиром. Отшлифуйте, почистите щеткой и вытрите все возможные загрязнения. Для очистки алюминия используйте специальную щетку из нержавеющей стали, предназначенную для предотвращения загрязнения другими металлами.
Отшлифуйте, почистите щеткой и вытрите все возможные загрязнения. Для очистки алюминия используйте специальную щетку из нержавеющей стали, предназначенную для предотвращения загрязнения другими металлами.
Плохой цвет нержавеющей стали
На рис. 6 показано изменение цвета сварного шва нержавеющей стали, вызванное перегревом, который влияет на цвет материала и снижает его коррозионную стойкость и прочность. К сожалению, исправить эту ошибку уже невозможно. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость движения или сократите длину дуги. Если ваше сварочное оборудование оснащено генератором импульсов, узнайте, как им пользоваться. Импульсный режим снижает тепловложение и обеспечивает отличный контроль образования луж.
Рисунок 6Шугаринг на нержавеющей стали
На рис. 7 показано засахаривание на обратной стороне сварного шва из нержавеющей стали. Шугаринг происходит, когда сварной шов подвергается воздействию кислорода воздуха.![]() Лучший способ предотвратить засахаривание — это продуть сварной шов обратно защитным газом аргоном или уменьшить сварочный ток.
Лучший способ предотвратить засахаривание — это продуть сварной шов обратно защитным газом аргоном или уменьшить сварочный ток.
Слишком большая сила тока на алюминии
На рис. 8 показан сварной шов алюминия со слишком высокой силой тока. Это создает более широкий профиль и плохо очерченный валик, что потенциально может привести к прожогу.Чтобы решить эту проблему, уменьшите силу тока и / или увеличьте скорость движения.
Рисунок 8Правильный контроль длины дуги
Изменение цвета в середине этого сварного шва алюминия (рис. 9) произошло в результате увеличения длины дуги (расстояния между электродом и основным металлом). Слишком длительное выдерживание дуги увеличивает тепловложение и возможность деформации, а также расширяет сварной шов, уменьшая проплавление и внешний вид валика. Практикуйтесь в поддержании постоянной длины дуги, чтобы улучшить контроль подвода тепла и качество сварных швов.
Рисунок 9 Для получения дополнительной информации посетите MillerWelds. com.
com.
Советы по сварке TIG нержавеющей стали: Ресурсы: Американское сварочное общество
Наконечники для сварки TIG нержавеющей стали
Кевин Стоун — старший производитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газовой вольфрамовой дуговой сварки (GTAW / AKA TIG) для создания впечатляющей коллекции об орлах, драконах, динозаврах и многом другом.Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина. Фактически, всего лишь пять ампер могут иметь значение для идеального сварного шва и вороненой или прожаренной детали. К счастью для нас, существует ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка — Правильная установка гарантирует использование только необходимого количества присадочного металла.Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Присадочный металл — Чем толще пруток или проволока, тем больше тепла требуется для их плавления. Следовательно, диаметр присадочного металла должен быть меньше диаметра основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода — Обычные размеры вольфрамовых электродов варьируются от 3/32 до 1-1 / 4 дюйма.Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода — Конусность не более чем в 2,5 раза больше диаметра электрода создает сфокусированную дугу, способную создавать глубокие тонкие валики и узкую зону термического влияния. Если конус электрода превышает его диаметр более чем в 2,5 раза, дуга может разлететься. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Кончик пальца и педаль — Педаль управления позволяет более точно регулировать силу тока и не мешает вашей руке с резаком. Однако при сварке на лестницах или в неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварщик относительно точен, вам нужно только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер лужи — Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, используйте кончики пальцев или ножную педаль, чтобы уменьшить тепловложение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения — Держите поток газа в луже, пока оранжевый цвет не исчезнет.Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдувать газ с электрода, сделать его черным и затруднить запуск в следующий раз.
- Нажмите, чтобы посмотреть руководство по импульсной сварке TIG для начинающих
Полярность и импульсный режим — Используйте импульсную газовую сварку вольфрамовым электродом (GTAW-P) с отрицательным током электрода постоянного тока. В импульсном режиме ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока.Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и осаждение карбидов. Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Более того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно более 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Более того, частота импульсов ограничивает тепловложение. Высокоскоростной импульсный режим (обычно более 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения квалификации неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS. Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун.«Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может быть сложной задачей, но результат стоит затраченных усилий.
Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали TIG может быть сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Art
Руководство по сварке; 9 выпуск, том 2
Почему стоит выбрать GTAW (газо-вольфрамовая дуговая сварка)?
Когда необходимо сваривать трубы, процесс GTAW (газовая дуговая сварка вольфрамовым электродом), также известный как TIG (вольфрамовый инертный газ), предлагает множество преимуществ: компактный, тонкий сварной шов, полное проплавление и чистый процесс.
Важным моментом этой процедуры является очень высокое качество сварного шва по двум причинам: чистота сварного шва, а также обработка поверхности. Это становится критически важным, когда конкретный сварочный проект требует таких результатов для приложений в таких отраслях, как полупроводниковая, фармацевтическая, пищевая и молочная, а также авиакосмическая.
GTAW, или сварка TIG, может использоваться для сборки производственных линий, а также для ремонта на месте и других применений в полевых условиях.Основные преимущества процесса TIG связаны с высокими стандартами качества и надежностью сварного шва: но это еще не все.
- В зависимости от конечного применения процесс GTAW может использоваться с присадочной проволокой или без нее.
- При использовании GTAW практически не остается сварочного дыма или остатков.
- Большинство металлов можно сваривать GTAW / TIG, даже в случае неоднородных основных материалов: нержавеющей стали, титана, магния, алюминия и меди.
- GTAW — это стабильный процесс, который можно автоматизировать и применять во всех положениях сварки.
- Дефекты сварки при орбитальной GTAW встречаются крайне редко, а сварные швы имеют высокое качество.

Загрузите наше руководство по орбитальной сварке TIG
Недостатки GTAW ОборудованиеGTAW требует более высоких вложений по сравнению, например, со сваркой MIG / MAG, но при этом результат сварки имеет превосходное качество.
- Оборудование для GTAW в некоторых случаях требует более высоких затрат по сравнению с другими процессами
- Процесс может занять больше времени
- Требуемая энергия может быть немного выше
- GTAW может потребовать немного более чистой окружающей среды
При использовании процесса GTAW наиболее распространенным источником питания является постоянный ток. При сварке алюминия используется переменный ток.
ГАЗЫ Защитные газы защищают сварной шов и металл, который проходит через дугу, от окружающего воздуха (который состоит из 21% кислорода, 78% азота, 1% других газов и влажности). Наиболее распространенный защитный газ — аргон. Этот газ помогает при зажигании дуги и является стабильным.Иногда смешиваются разные газы в зависимости от толщины стенки, требуемой теплоты и сплава.
Наиболее распространенный защитный газ — аргон. Этот газ помогает при зажигании дуги и является стабильным.Иногда смешиваются разные газы в зависимости от толщины стенки, требуемой теплоты и сплава.
В прошлом электроды из вольфрама и тория часто использовались для GTAW, но торий представляет опасность с точки зрения радиоактивных изотопов. Это также может представлять опасность для здоровья при шлифовании вольфрама. Сегодня сварщики используют в основном вольфрамовые электроды на основе церия или лантана, чтобы избежать риска радиоактивности.
НАПОЛНИТЕЛЬНАЯ ПРОВОДКАПри сварке нержавеющей стали с толщиной стенок менее 0,5 присадочная проволока не требуется.118 ”. При необходимости для некоторых экзотических сплавов и, конечно же, для более тяжелых стеновых конструкций может потребоваться присадочный металл.
Присадочную проволоку можно использовать, когда:
- Свариваются некоторые высококоррозийно-стойкие сплавы
- Для более толстого материала стенки требуется стык со скосом
- Соединяются разные типы сплавов
- Если структура сплава изменилась в процессе сварки
Как видите, сварка GTAW или TIG используется, когда требуется очень высокое качество сварки с полным проплавлением.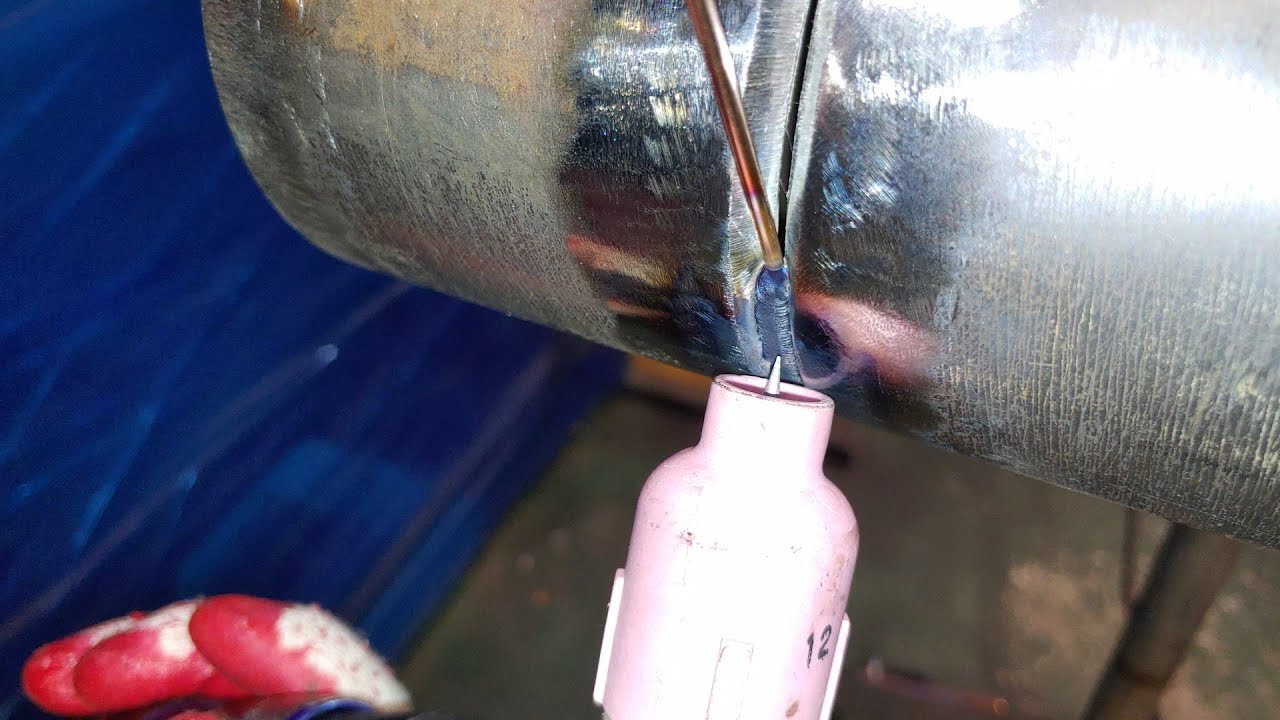 Это единственный способ получить высокий уровень безопасности и больше гарантий во время корневого шва, когда требуется идеальное проплавление.
Это единственный способ получить высокий уровень безопасности и больше гарантий во время корневого шва, когда требуется идеальное проплавление.
Если вам требуется дополнительная информация, не стесняйтесь читать наше руководство по орбитальной сварке TIG, которое предоставит вам дополнительную информацию.
Технология сварки: сварка TIG (GTAW)
Технология сварки: сварка TIG (GTAW)
Этот сертификат дает студентам технические знания и навыки в кислородно-ацетиленовая резка и сварка GTAW, чтобы иметь возможность начать сварочную карьеру в поле или магазине.Обладая этими новыми навыками, студенты смогут получить трудоустройство начального уровня в качестве помощника сварщика на местах или начинающего сварщика в производственных условиях сварка тонких материалов.
Результаты обучения по программе
После успешного завершения этой программы студенты должны уметь:
- • Продемонстрировать знания и способности в кислородно-ацетиленовой резке, начиная сварку SMAW. процесс и безопасность.
- Продемонстрировать знания и навыки в области процесса сварки GTAW, обозначений сварки и безопасность.
- Различайте каждый из сварочных процессов, используемых в сварочной промышленности.
- Продемонстрировать знание правил сварки AWS.
 процесс и безопасность.
процесс и безопасность.| Обязательные курсы (6 единиц) | шт. | |
| WEL-95A | Введение в газо-вольфрамо-дуговую сварку | 3 |
| WEL-95B | Усовершенствованная газо-вольфрамовая дуговая сварка (GTAW) | 3 |
Эта программа Pathway позволит студенту дневной формы обучения завершить эту программу за 8–12 лет.