ТИГ сварка – что это такое
TIG-сварка – универсальная технология соединения металлов. Аппараты ТИГ обладают большим потенциалом и позволяют сваривать разные металлы, а также их сплавы. При этом формируется качественный и эстетичный шов. Особенности оборудования детально изложены в статье.
СОДЕРЖАНИЕ
- Что такое TIG сварка?
- История появления ТИГ-сварки
- Преимущества и недостатки
- Применение
- Режимы работы
- Постоянный ток
- Переменный ток
- Оборудование
- Сборка сварочного аппарата
- Техника сваривания
- Маркировка TIG-сварки
- Маркировка латинскими буквами
- Маркировка на территории РФ
- «Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
- Мифы о TIG-сварке
- Губителен ли аргон для сварщика?
- Аргонодуговая сварка понижает мужское здоровье
- Достоверные факты
- TIG-инвертор оснащен большим количеством настроек
- Газопроводящие магистрали должны быть целыми
- Прототипом TIG-инвертора послужила вольфрамовая нить
- Инвертор ТИГ нуждается в уходе
Соединение металлов с помощью высоких температур человечеством изобретено уже давно. Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
В настоящее время существует большое количество разнообразного оборудования для сварки металлов. Одним из самых популярных является ТИГ-сварка. Любой сварщик, даже начинающий неопытный специалист, должен иметь четкое понимание принципов работы такого оборудования и знать методы работы с ним.
Что такое TIG сварка?
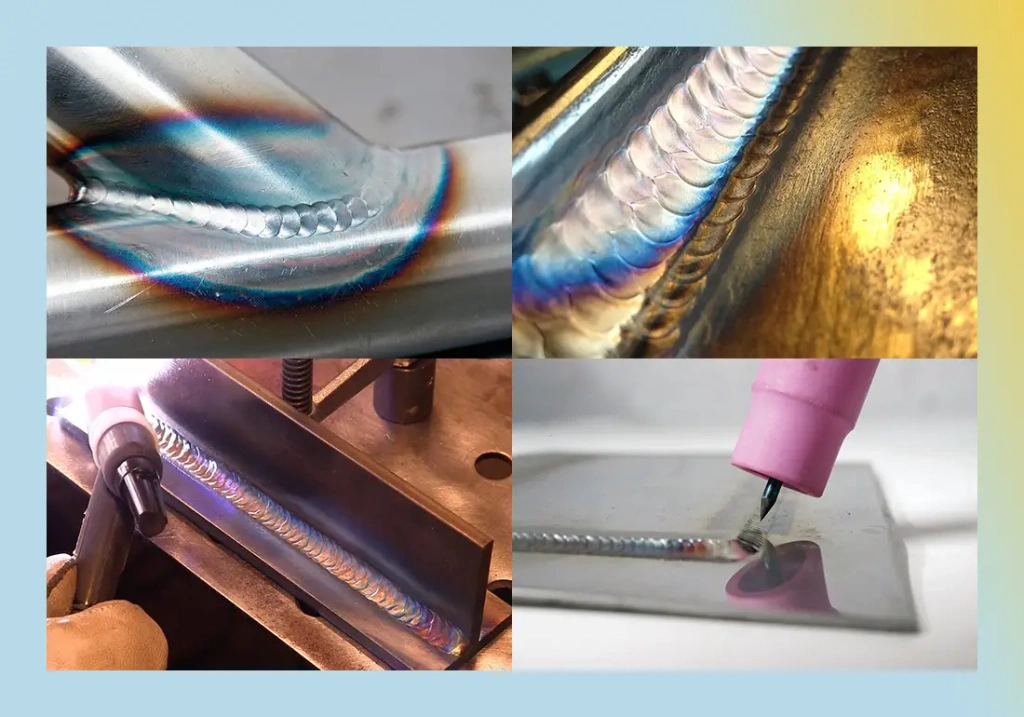
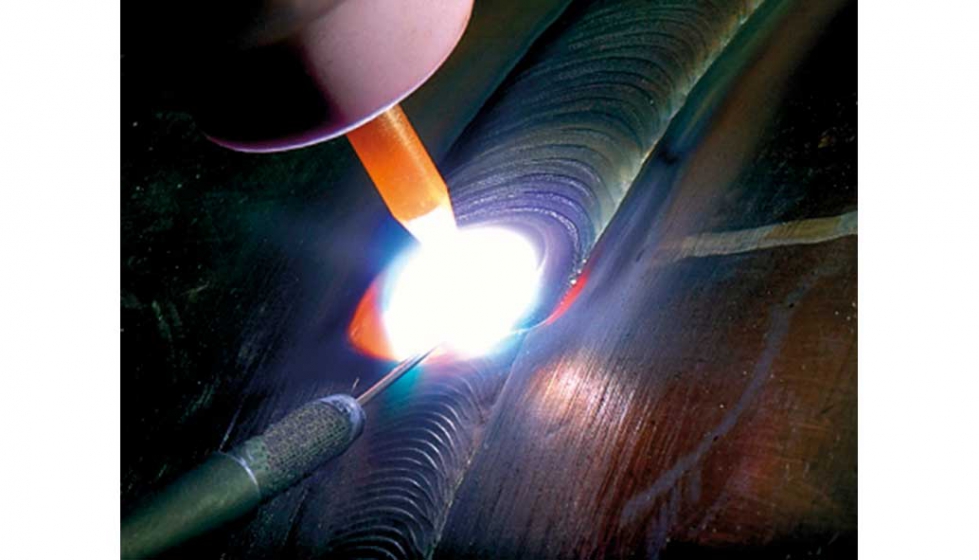
Разобрать особенности оборудования, его достоинства и недостатки будет проще, если предварительно ознакомиться с принципами работы и технологическими особенностями. Сварка ТИГ – это технология соединения металлических заготовок при помощи специального оборудования посредством неплавящегося электрода в защитной среде. Дуга инициируется между рабочей поверхностью и вольфрамовым стержнем. Перед началом работы он затачивается. Это необходимо для поддержания стабильности сварочной дуги и получения ровного соединения.
Фиксируется вольфрамовый электрод в центре сопла. По краям горелка имеет технологические отверстия, через которые в зону горения дуги подается инертный газ. Наиболее часто используется аргон. Он предотвращает образование оксидной пленки и способствует качественному соединению кромок. Для заполнения ванны расплавом применяется присадочная проволока. По составу она должна повторять или быть близкой к металлам, которые свариваются.
История появления ТИГ-сварки
Соединение металлов при помощи сварки используется человечеством уже много десятилетий. Первые наработки по соединению металлических заготовок под воздействием высоких температур появились еще в начале двадцатого века. Первым шаги в этом направлении сделал американский инженер Чарльз Л. Коффин. Изначально оборудование было простым. Оно не могло использоваться в промышленности или для соединения сплавов.
Неплавящийся электрод и защитная среда для сварочных работ начали использоваться в середине сороковых годов 20 столетия. Технология позволяла соединять новые материалы – алюминий, никель и магний. Метод сразу стал востребованным в производстве самолетов, а позже – и в ракетостроении. Со временем технологий нашла свое применения практически во всех отраслях промышленного производства.
Преимущества и недостатки
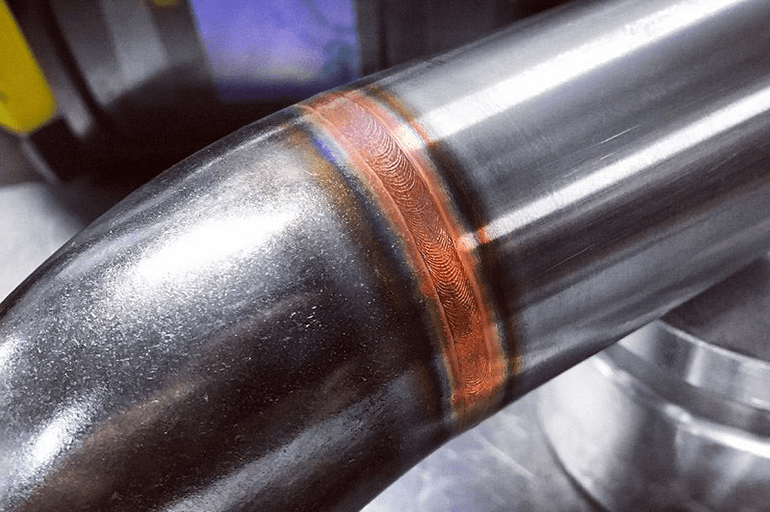
Любой технологический процесс имеет как преимущества, так и недостатки. Наиболее важные достоинства технологии TIG:- При сваривании используется защитный газ, что дает возможность сформировать качественный и красивый сварной шов. В расплаве нет трещин, пор или пустот. Аргон предотвращает образование на поверхности расплавленного металла оксидной пленки, которая обязательно бы образовалась в результате взаимодействия горячего металла и кислорода.
- Полностью исключить внутреннее напряжение не удалось, но оно столь незначительно, что не провоцирует деформирование металла.

- Во время работы расплав металла не разбрызгивается, минимальное образование искр.
- После завершения сварочных работ не требуется дополнительная обработка свариваемых заготовок.
- При помощи ТИГ-сварки можно соединять большинство металлов и сплавов.
- Оборудование характеризуется простотой использования. Достаточно нескольких уроков, чтобы научиться самостоятельно формировать качественные и эстетические швы.

Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Наряду с достоинствами есть и недостатки:
- Если сварочные работы ведутся на открытой площадке, то необходимо защитить рабочее место от ветра. В противном случае инертный газ будет выдуваться из рабочей зоны, а качество соединения от этого сильно пострадает.
- Соединяемые поверхности нуждаются в тщательной предварительной подготовке.
- Горелку нельзя держать под острым углом относительно рабочей поверхности из-за осложнения рабочего процесса.
- Дугу следует перемещать равномерно. Если на каком-либо месте ее задержать, то образуется отметина, которую придется чистить.

Применение
Технология ТИГ универсальная и позволяет соединять различные металлы, а также их сплавы. Это обуславливает широкое ее применение. Основные сферы использования метода:
- автомобилестроение;
- изготовление деталей для различных отраслей промышленности;
- космонавтика;
- кораблестроение;
- авиация;
- производство инструментов для медицины;
- изготовление электроинструмента;
- строительство и многие другие.
Востребованы аппараты TIG и в частном секторе и малом бизнесе. Особенно часто они используются в ремонте автомобилей, в частности, для восстановления кузовов авто или починки радиаторов.
Режимы работы
Работает установка от однополярного или переменного источника питания. Изменение режимов позволяет выбрать оптимальный вариант для конкретного вида сплава или металла.
Постоянный ток
К минусовой клемме подсоединяется электрод, а плюс идет к рабочей поверхности. Подключение к источнику постоянного тока предоставляет определенные преимущества:
- Возрастает экономичность применения сварочного оборудования.
- Деталь можно прогревать на большую глубину. В результате соединение может быть очень узким, но прочным из-за большой глубины проваривания деталей.
- Скорость сварочного процесса заметно возрастает.
В режиме постоянного тока проще всего варить заготовки из легированной и нержавеющей стали.
Переменный ток
Минус и плюс во время работы меняются в произвольном порядке. При подключении в режиме обратной полярности поверхность заготовок эффективно очищается от оксидной пленки.
Оборудование
Для того, чтобы выполнить сварочные работы при помощи неплавящегося электрода в защитной среде, достаточно иметь обыкновенный недорогой инвертор с горелкой, предназначенной для подачи газа. Тем не менее, на рынке существует специальное оборудование:
Тем не менее, на рынке существует специальное оборудование:
- TIG-инвертор. Отличается от обычного тем, что имеет встроенный блок, вырабатывающий прямой или переменный ток в зависимости от режима работы. Тем самым функционал аппарата значительно увеличивается. Можно работать с черными металлами, сплавами алюминия и других материалов.
- Выпрямители. Принцип работы основан на преобразовании переменного тока в постоянный. Относится к категории профессионального оборудования.
Выбор установки и расходных материалов напрямую зависит от того, с какими материалами нужно работать.
Сборка сварочного аппарата
После приобретения сварочного аппарата необходимо правильно смонтировать все узлы и комплектующие. Последовательность выполнения работы:
- Осциллятор соединяется с инвертором.
- Прикрепить провод массы к положительной клемме.
- К отрицательной подсоединяется магистраль с держателем.
- Горелка подсоединяется к рукаву для подачи инертного газа.
- На баллон с аргоном прикручивается редуктор.
- Подающий газ рукав фиксируется на редукторе.

На заключительном этапе подготовки инвертор подключается к сети энергоснабжения с питанием 220 вольт. Осциллятор подсоединяется к источнику тока напряжением 6 вольт.
Техника сваривания
Перед началом любого сварочного процесса необходимо подготовить оборудование. Для настройки аппарата специалисту нужно выполнить несколько манипуляций:
- В предварительной подготовке нуждаются вольфрамовые электроды. Конец рабочего стержня затачивается надфилем.
- После подготовки неплавящийся электрод устанавливается в горелку. Он удерживается цанговым зажимом.
- Открывается подача инертного газа – откручивается вентиль на редукторе баллона с аргоном. Сразу необходимо установить достаточный объем подачи газа. Оптимальный показатель расхода составляет 13 литров за минуту.
- Масса подсоединяется в рабочей поверхности или непосредственно к столу, на котором свариваются заготовки.
- Включается осциллятор, а горелка подносится к поверхности заготовок.
- Далее следует нажать на кнопку включения, что вызывает появление искры. В это же время открывается подача защитного газа.

Электрод от рабочей поверхности следует удерживать на расстоянии приблизительно 3 мм от рабочей поверхности. Если расстояние увеличить, то ширина шва будет возрастать, а глубина проваривания, наоборот, уменьшаться. Край электрода можно вести по-разному. В работе с тонкими листами необходимо отдать предпочтение колебательным движениям слева-направо, чтобы избежать прогорания стенок. При формировании корневого шва электрод ведется ровно. При соединении угловых стыков электрод удерживается в положении 45 градусов относительно основной рабочей поверхности.
Маркировка TIG-сварки
Маркировка латинскими буквами
Название сварки в разных странах отличается. Поэтому важно знать маркировки, а также их значения, чтобы не ошибиться с выбором оборудования. К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
На немецком данный тип сваривания металла называется «Wolfram Inert Gas». Поэтому оборудование маркируется соответствующими обозначениями – «WIG». В США для этого применяется аббревиатура GTAW – Gas Tungsten Arc Welding.
Маркировка на территории РФ
Аргонная сварка с использованием неплавящихся электродов и защитных газов обозначается ИН и ИНп. Первая аббревиатура применяется в случаях выполнения работ не плавящимся электродом в защитной среде. В случаях, когда применяются присадочные материалы, то дополнительно указывается литера «п».
«Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
Верным принято считать написание без дефиса. Согласно положений ГОСТа существует понятие только аргонодуговой сварки. Применение дефиса внутри словосочетания считается ошибочным.
Применение дефиса внутри словосочетания считается ошибочным.
Мифы о TIG-сварке
Сварочные процессы в аргонодуговой среде породили ряд слухов, часть из которых далеко от действительности. Необходимо иметь ввиду, что любой сварочный процесс является вредным для людей видом деятельности. Тем более, если приходится работать с инертными газами. Поэтому требованиями техники безопасности предусмотрены процедуры, призванные защитить специалиста. Если не соблюдать их, то высока вероятность причинения ущерба здоровью сварщика.
Губителен ли аргон для сварщика?
Если ознакомиться с курсом химии, то несложно выяснить, что аргон является распространенным в атмосфере газом и по количеству в атмосфере занимает третье место после азота и кислорода. Он не имеет запаха и вкуса, поэтому сложно диагностируется. Газ не токсичен и не относится к числу взрывоопасных.
По весу аргон тяжелее атмосферного воздуха в 1,4 раза, поэтому легко вытесняет кислород из сварочной зоны. Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Правила безопасности при работе с инертным газом:
- При работе в помещении нужно устанавливать напольные вытяжные устройства. Как минимум, следует располагаться на расстоянии не менее 20-30 см от уровня пола. в этом случае аргон будет уходить вниз и выводиться из помещения естественным путем.
- При формировании потолочных или вертикальных швов используются средства индивидуальной защиты. Вполне достаточно шлангового противогаза для подачи чистого атмосферного воздуха.
- Во время работы в помещениях необходимо контролировать уровень кислорода. Если показания измерительных приборов опустились ниже уровня 20% кислорода в атмосфере, то работы нужно приостановить, а помещение проветрить.
Аргонодуговая сварка понижает мужское здоровье
Это миф, широко распространенный среди любителей и начинающих сварщиков. Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.
Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.
Чтобы не иметь никаких оснований для беспокойства и быть уверенным в безопасности при выполнении сварочных работ, следует придерживаться простых правил безопасности. А именно:
- надевать респиратор;
- работать с активной вытяжкой;
- хранить не больше 3 кг ториево-вольфрамовых электродов в одном месте.
Вольфрамовая пыль состоит из очень мелких частиц, которые, попадая внутрь, раздражают стенки дыхательных путей. Радикального влияния на здоровье они не оказывают, но лучше полностью обезопасить себя, одев респиратор.
TIG-сварка «капризна» в работе
Большинство реализуемых на отечественном рынке аппаратов имеют множество разнообразных настроек и регулировок. Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Для сварочного процесса каждый работник должен:
- Выбрать оптимальный сварочный ток.
- Установить оптимальные настройки для выполнения конкретной работы.
- Правильно выбрать диаметр электрода в зависимости от тока и материала.
- Подобрать присадочный пруток, максимально соответствующий металлу или его сплаву.
- Определить с выбором инертного газа. В сварочных работах может применяться чистый гелий или же его смеси.
При условии соблюдения всех этапов и требований, специалист сможет соединить металлические заготовки любого размера или состава. Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.
Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.
Достоверные факты
TIG-инвертор оснащен большим количеством настроек
Оборудование дает возможность качественно соединять большой ассортимент стали – низко-, средне- и высоколегированной. Каждый материал обладает определенными физико-химическими особенностями, что обуславливает необходимость индивидуального подхода при сварке. На выбор параметров также влияет толщина материала и целый ряд других факторов. Важно выбрать оптимальные настройки, а именно эту возможность предоставляет рассматриваемое оборудование.
Газопроводящие магистрали должны быть целыми
Для создания качественного и красивого сварного шва требуется постоянное давление инертного газа. Помимо этого, целая магистраль исключает утечку дорогостоящего расходного материала. Нужно учесть и тот факт, что утечка инертного газа может спровоцировать нештатную ситуацию на рабочем месте.
Прототипом TIG-инвертора послужила вольфрамовая нить
Американский ученый Ирвинг Ленгмюр в 1916 году опытным путем установил, что вольфрамовая нить лучше проводит заряд, если ее поверхность покрыта оксидом тория. Именно это открытие стало основой для создания в будущем вольфрамовых электродов. Они успешно применяются в аргонодуговой сварке и по сегодняшний день.
Инвертор ТИГ нуждается в уходе
Конструкция аппарата включает большое количество мелких деталей, плат и других элементов. При работе генерируется большое количество пыли и мелких частиц металла. Они оседают не только на корпус устройства, но и на расположенные внутри узлы. Проникает пыль через вентиляционные и другие технологические отверстия кожуха.
Будет хорошо, если выработается привычка после работы очищать аппарат от грязи. Для этого можно использовать сжатый воздух. Постоянно необходимо следить за целостностью подающих газ рукавов и питающих кабелей; исправностью держателя и горелки.
что это такое? Технология и режимы работы ТИГ-сварки
0
Опубликовано: 27.03.2017
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Оглавление:
- Преимущества и недостатки аргонодуговой сварки
- Состав оборудования и область применения сварки TIG
- Режимы работы и технология сварки TIG
- Заключение
Преимущества и недостатки аргонодуговой сварки
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.

У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.

Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Сергей Одинцов
tweet
что это такое, технологии аргонодуговой сварки, таблица
Содержание:
- Принцип действия
- Применение
- Преимущества и недостатки метода
- Заточка электродов
- Инвертор для сварки
- Технологический процесс
- Правила безопасности
- Необходимое оборудование
- Ошибки при ТИГ сварке
- Заключение
- Интересное видео
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Принцип действия
Для того, чтобы разобраться что это — аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода — горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон — самый недорогой защитный при сварке газ.
Основной элемент — электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, — функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор — осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.
Оборудование может работать при разных режимах. Разберемся, что это — режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус — на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.
Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
Недостатки метода:
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
Существует правило — при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током — сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока — 10-20°;
- среднем — 20-30°;
- для тока большой величины — 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого — преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.
Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы — нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку — алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция — пульсовый режим. Одна из характеристик — частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS — позволяет плавно производить отключение дуги;
- BALANCE — возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения — от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство — невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии — большее количество дополнительных функций. Отличительная черта — комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели — РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом — современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Интересное видео
что это такое, как варить и т. д.
главная » ТЕХНОЛОГИИ » Виды и способы сварки
Виды и способы сварки
На чтение 5 мин
Содержание
- Что такое TIG-сварка
- Предназначение технологии
- Особенности ручной сварки
- Технология варки и параметры TIG
- Функциональные режимы
- Достоинства и недостатки
Технология TIG-сварки часто применяется как на крупных производственных площадках, так и в небольших цехах. Это объясняется универсальностью метода: с его помощью можно сформировать тонкий эстетичный шов или надежно скрепить толстые детали.
Это объясняется универсальностью метода: с его помощью можно сформировать тонкий эстетичный шов или надежно скрепить толстые детали.
Что такое TIG-сварка
Чтобы научиться соединять детали этим способом, нужно понимать, что он собой представляет. Аргонодуговая сварка (TIG) – вариант скрепления металлических заготовок, при котором используют вольфрамовый электрод и защитную газовую среду.
Стержень относится к категории неплавких. Перед применением сварщик затачивает его, что позволяет поддерживать стабильную дугу, получать равномерный шов.
Вольфрамовый элемент закрепляют в центральной части сопла горелки. По краям находятся отверстия, через которые выпускается аргон, который используется в качестве защитного газа. Он предотвращает образование оксидной пленки на свариваемых краях. Дополнительно аппарат снабжают присадочной проволокой. Она должна состоять из того же металла, что и соединяемые детали.
Предназначение технологии
Так как ТИГ-сварка позволяет соединять заготовки не только из стали и меди, но и из других металлов, ее применяют в следующих отраслях промышленности:
- автомобилестроении, производстве компонентов промышленного оборудования;
- судо- и авиастроении;
- космической промышленности;
- изготовлении медицинского оборудования;
- производстве электрических инструментов.
Тигельную сварку нередко применяют в бытовых условиях.
С помощью аппарата с электродами из вольфрама можно варить элементы кузова машины, радиаторы отопления, металлические водопроводные трубы.
Особенности ручной сварки
Процесс сварки по аргонодуговой технологии TIG протекает с использованием нескольких элементов, каждый из которых имеет свое назначение.
От этого зависят особенности работы:
- Металл плавится под влиянием электрической дуги. Она возникает между электродами при повышении напряжения. В роли одного из элементов выступает свариваемая заготовка, другого – специальный стержень.
- Температура плавления вольфрамового элемента – 4000 °C. Это значение выше, чем у остальных металлов. Поэтому с такими стержнями варят любые виды стали.
- Для получения равномерного соединения периодически затачивают электроды. Стержень закрепляют в горелке, свободный конец защищают колпаком, препятствующим замыканию.
- Строение горелки предусматривает круговую подачу газа. Так как для защиты сварочной ванны используют аргон, способ получил соответствующее название. Инертный газ вытесняет кислород, препятствуя проникновению последнего в обрабатываемую область. Это предотвращает растрескивание сварного соединения на этапе остывания.
- Для каждого металла устанавливают свой режим функционирования аппарата. От характера работы агрегата зависят количество выделяющегося газа, величина напряжения.
- При точной обработке краев они плавятся и в дальнейшем кристаллизуются. Если между деталями есть расстояние, которое не удалось устранить таким методом, используют присадочный материал. Его подают в сварочную ванну.
- ТИГ-сварка может использоваться для соединения алюминиевых заготовок. Защитный газ препятствует окислению металла, края расплавляются равномерно.
 Это значение выше, чем у остальных металлов. Поэтому с такими стержнями варят любые виды стали.
Это значение выше, чем у остальных металлов. Поэтому с такими стержнями варят любые виды стали. Защитный газ препятствует окислению металла, края расплавляются равномерно.
Защитный газ препятствует окислению металла, края расплавляются равномерно.Технология варки и параметры TIG
Для соединения металлических деталей аргонодуговым методом выполняют следующие действия:
- Очищают края заготовок от грязи, обезжиривают. Даже если детали выглядят чистыми, пропускать этот этап не стоит.
- Устанавливают силу тока. От этого параметра зависит качество сварного соединения. Существуют специальные таблицы, помогающие правильно выбрать силу тока.
- Задают полярность. При работе с постоянным током выбирают прямой вариант. Обратная полярность используется при сварке с переменным электричеством.
- Затачивают и полируют конец электрода. При соединении тонких металлических изделий выбирают специальные стержни. Их доводят до остроты. При соединении толстых элементов угол заточки меняют.
- Для возбуждения электрической дуги проводят стержнем по металлической поверхности. Можно активировать опцию TIG Lift, ускоряющую этот процесс. Иногда переводят инвертор в режим бесконтактного поджига. Последний метод доступен пользователям дорогостоящего оборудования, для которых он предпочтительнее.
 Иногда переводят инвертор в режим бесконтактного поджига. Последний метод доступен пользователям дорогостоящего оборудования, для которых он предпочтительнее.
Иногда переводят инвертор в режим бесконтактного поджига. Последний метод доступен пользователям дорогостоящего оборудования, для которых он предпочтительнее.Функциональные режимы
Аргонодуговая сварка ведется как переменным, так и постоянным током. Поэтому рекомендуется приобретать аппараты AC/DC. Постоянный ток применяется для соединения большинства металлов и сплавов.
Переменное электричество используют для сварки титана, алюминия, некоторых тугоплавких материалов.
К положительным сторонам ТИГ-сварки относятся следующие моменты:
- Риск деформации соединяемых деталей минимален. Это объясняется узостью обрабатываемой зоны.
- Плотность аргона выше таковой у кислорода, поэтому воздух не попадает в сварочную ванну.
- Обучение не занимает много времени. Сварочный шов образуется быстро. Метод можно использовать при отсутствии высокой квалификации.
- В процессе сварки образуется равномерное аккуратное соединение. Последующая обработка не требуется.
- Способ применяют для сварки проблемных материалов, например алюминия.
- В процессе работы выделяется минимальное количество опасных для окружающей среды веществ.
Сварка рассматриваемого типа имеет и недостатки:
- Работа на открытых площадках затрудняется, так как в ветреную погоду газ вытесняется со сварочной области. Эту проблему решает монтаж защитного экрана, однако расход аргона увеличивается.
- Перед TIG-сваркой металл тщательно подготавливают. Края зачищают, удаляют с них следы масла. Если пропустить этот этап, шов получается непрочным.
- Строение горелки затрудняет создание сложных металлоконструкций. Увеличение выступа электрода решает проблему, однако вызывает другие неприятные последствия.

При использовании функции бесконтактного поджига на поверхностях деталей остаются следы, требующие удаления.
что это такое, способы соединения, особенности, преимущества
Содержание
- Что такое ТИГ сварка?
- История появления
- Преимущества и недостатки
- Применение
- Режимы
- Постоянный ток
- Переменный ток
- Оборудование
- Алгоритм сборки сварочного аппарата
- Техника сваривания
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
ТИГ сваркаЧто такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.

Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Красивые швы сваркиПрименение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
Режим ТИГ сваркиПостоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Инвертор ТИГ сваркиАлгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.

Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор. Горелку поднести к поверхности металла.
- После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
суть метода, его преимущества и недостатки, сфера применения
TIG сварка была разработана более 50 лет назад для авиационной промышленности в связи с необходимостью соединять алюминий и магний. Первоначально в качестве экранирующей среды, в которой обрабатывался шов, использовали гелий, поэтому технологию можно было классифицировать как гелийдуговую сварку. Сегодня наиболее общим названием для подобных методов является аббревиатура TIG (Tungsten Inert Gas) — Вольфрам Инертный Газ, а вместо гелия чаще используется аргон. Сущность процесса такова: электродуговая сварка производится неплавящимся электродом в облаке из инертного газа. Сварочный материал подаётся в зону соединения отдельно.
Первоначально в качестве экранирующей среды, в которой обрабатывался шов, использовали гелий, поэтому технологию можно было классифицировать как гелийдуговую сварку. Сегодня наиболее общим названием для подобных методов является аббревиатура TIG (Tungsten Inert Gas) — Вольфрам Инертный Газ, а вместо гелия чаще используется аргон. Сущность процесса такова: электродуговая сварка производится неплавящимся электродом в облаке из инертного газа. Сварочный материал подаётся в зону соединения отдельно.
- Вольфрам и инертный газ
- ТИГ сварка — что это
- Применение ТИГ
Аргон:
- оптимизирует зажигание и стабильность дуги;
- создаёт химически чистую среду в области электрода;
- рекомендуется для ручной сварки.
Гелий:
- благодаря высокой теплопроводности позволяет создавать широкий и глубокий шов;
- уменьшает образование пор при сварке алюминия;
- рекомендуется для автоматической сварки.

И аргон и гелий не меняют химсостав сварного шва. В некоторых случаях используют сложные смеси газов. Экран из чистого аргона удовлетворяет практически большинству требований к среде, в которой должна происходить сварка.
Вольфрам и инертный газ
Для TIG сварки существуют и другие названия, например, WIG и GTAW. Поскольку самые распространённые обозначения описываемого метода включают в себя термин «вольфрам», как основу технологии, то для понимания важности этого материала для процесса стоит остановиться на его свойствах подробнее.
Вольфрам — крайне тугоплавкий и очень хрупкий металл, типично применяемый как электропроводный материал с высокой температурой плавления: в лампах накаливания, нагревательных элементах, ракетных двигателях. В TIG сварке он используется в качестве нерасходуемого электрода, предназначенного для создания дуги с температурой до 6000 °C. Выдающаяся термостойкость и отличная электропроводность сохраняют вольфрамовый электрод от выгорания.
Уникальные механические свойства этого металла позволяют работать дугой с температурой, превышающей возможность сохранения вольфрама в твёрдом состоянии. Предел прочности на растяжение у него значительно выше по сравнению, например, со сталью. Несмотря на такие выдающиеся прочностные характеристики, сохраняемые вольфрамовым электродом в горячей среде, сам металл очень хрупок — его нетрудно разрушить ударом молотка.
О чём говорит в названии метода термин Inert Gas? Основными компонентами атмосферы являются кислород и азот. Последний легко растворяется в расплавленном материале и вступает с ним в соединение, образуя нитриды. Кислород активно окисляет металлы при высоких температурах. И первое и второе приводят к большому количеству нежелательных примесей в сварном шве, что делает его хрупким и непрочным. Сложные и ответственные работы возможны только при производстве сварочного процесса без присутствия воздуха. Создание экрана из инертного газа в высокотемпературной зоне позволяет решить эту задачу.
Создание экрана из инертного газа в высокотемпературной зоне позволяет решить эту задачу.
ТИГ сварка — что это
Итак, ТИГ сварка требует три вещи: тепла, экрана и материала для создания шва. Температура в зоне работы повышается с помощью электричества, подаваемого через вольфрамовый электрод. Экранирование осуществляется подачей сжатого газа в место создания дуги, чтобы защитить процесс от атмосферного воздуха. Сварочным материалом, заполняющим шов, служит обычная проволока, расплавляемая при помощи погружения в дугу.
Преимущества:
- универсальность — можно сваривать практически все металлы и их сплавы во всех положениях;
- возможность работы с тонкими листовыми металлами;
- высокое качество и чистота шва;
- лёгкий контроль сварочной ванны;
- возможность автоматизации и механизации метода.
Недостатки:
- невысокая скорость, особенно при работе с толстыми деталями;
- качество ручной сварки требовательно к мастерству сварщика;
- работа мощной дуги может создавать помехи для радиоэлектронных устройств.
Применение ТИГ
Описываемый метод даёт возможность получать чрезвычайно чистый сварной шов высокого качества. Процесс исключает образование шлака — это позволяет избежать загрязнений сварного шва дисперсными включениями и практически не требует его очистки. Метод TIG в основном используют для работы с нержавеющими или другими высоколегированными сталями, для сварки таких материалов, как алюминий, медь, титан, никель и их сплавов.
- В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.
- В автопромышленности. Сварочные швы, полученные способом TIG, зарекомендовали себя как коррозионностойкие соединения, поэтому автомобильные крылья зачастую приваривают именно этим способом, чтобы защитить их от ржавчины во время эксплуатации.
- В ремонтных и восстановительных работах. ТИГ процессы востребованы в ремонте — от сварки алюминиевых инструментов в быту до решения сложных промышленных задач.
- В производстве арт-объектов. Поскольку метод ТИГ позволяет получать сварочные швы косметического качества, этот способ обработки металлов привлекателен для художников и дизайнеров. Изделия, для которых внешний вид сварки очень важен, создаются с помощью методов ТИГ. Это могут быть как промышленные изделия, так и единичные произведения искусства, например, металлические скульптуры.
 ТИГ процессы востребованы в ремонте — от сварки алюминиевых инструментов в быту до решения сложных промышленных задач.
ТИГ процессы востребованы в ремонте — от сварки алюминиевых инструментов в быту до решения сложных промышленных задач.Для чего используется сварка TIG? (и как узнать, когда его использовать)
Последнее обновление
Вы когда-нибудь интересовались сваркой? Вы, вероятно, не можете отличить сварку TIG от сварки MIG и когда использовать любой из двух методов. В течение многих лет сварщики используют сварку TIG для завершения проектов с более тонкими металлами, с которыми MIG не может справиться.
Итак, для чего используется сварка TIG и как узнать, когда ее использовать? TIG — это аббревиатура от вольфрамового инертного газа. Название в основном описывает процесс сварки, поскольку вольфрамовый электрод пропускает ток через свариваемые металлы. Сварщики обычно используют сварку TIG для выполнения сварных швов, когда металлические объекты очень тонкие, и обеспечивают подкраску своих проектов.
Что такое сварка TIG?
Сварка ВИГ представляет собой процесс, в котором используется неплавящийся вольфрам. В этом методе нагрев осуществляется путем помещения дуги между вольфрамовым электродом и заготовкой. Сварщики используют эту процедуру с защитным газом и могут использовать или не использовать присадочные металлы. Некоторыми из основных переменных при сварке TIG являются сварочный ток, скорость перемещения, напряжение дуги или длина дуги, а также состав защитного газа.
После завершения процесса сварки TIG вольфрам и сварочная ванна обычно охлаждаются инертным газом, аргоном. Этот процесс охлаждения жизненно важен, поскольку он обеспечивает безопасность и защиту от ненужных аварий.
Этот процесс охлаждения жизненно важен, поскольку он обеспечивает безопасность и защиту от ненужных аварий.
Изображение предоставлено: Aumm graphixphoto, Shutterstock
Что вам нужно для сварки TIG?
Для сварки TIG вам потребуется несколько единиц оборудования. Вот обзор оборудования.
1. Маска с автоматическим затемнением
Сварочные маски являются одним из основных предметов первой необходимости для сварки TIG, поскольку они защищают вас от ожогов и искр. Есть два типа шлемов: автозатемнение и ручное затемнение. Шлемы с автоматическим затемнением лучше всего иметь, поскольку они имеют более продвинутые функции.
2. Перчатки
В настоящее время на рынке представлено несколько видов сварочных перчаток. К ним относятся перчатки из козьей, воловьей кожи или огнестойкие перчатки. Большинство сварщиков TIG предпочитают использовать перчатки из козьей кожи, поскольку они легкие и гибкие. Прежде чем приобретать перчатки, проявите должную осмотрительность, чтобы подобрать те, которые подходят для вашего проекта.
3. Куртка
Ткань куртки сварщика такая же, как и ткань перчаток сварщика, и на нее распространяется гарантия качества от производителя. Большинство сварщиков предпочитают куртки из воловьей кожи курткам из козьей кожи, потому что они более доступны по цене. Огнеупорная куртка будет отличным выбором, потому что вам нужно защитное снаряжение с термостойкими характеристиками.
4. Защитные очки TIG
Защитные очки TIG необходимы для защиты от вредного излучения. Очки подходят для небольших задач, но вам потребуются затемняющие линзы для более крупных проектов, требующих более высокой температуры.
Изображение предоставлено: Monkey Business Images, Shutterstock
5. Сварщик
Сварщики бывают разных размеров и типов. Лучше всего использовать сварочный аппарат типа 3-в-1. Они варьируются от небольших до промышленных и могут выполнять ряд сложных работ.
6. Бензобак
Во время сварки TIG вам потребуется аргон в качестве защитного газа для защиты сварочной ванны. Если вы не хотите покупать целый бак, вы всегда можете взять его напрокат.
Если вы не хотите покупать целый бак, вы всегда можете взять его напрокат.
7. Вольфрам
Большинство сварочных аппаратов для сварки TIG поставляются с вольфрамовыми стержнями для горелки, но по мере продолжения сварки вам потребуется покупать больше.
8. Шлифовальные станки, шлифовальный станок и стержни
Вам также понадобится шлифовальный круг для заточки вольфрама. В качестве альтернативы вы можете использовать настольный шлифовальный станок, который включает в себя шлифовальный станок. Присадочный металлический стержень должен соответствовать размеру свариваемого металла.
Как работают сварочные аппараты TIG?
Если вы знакомы с кислородно-ацетиленовой горелкой, то сварка TIG вам не составит труда. В процессе сварки вы будете использовать электрическую горелку для сварки, одновременно подавая присадочный стержень в расплавленную ванну. Этот метод также предоставляет сварщикам возможность плавного пуска и остановки, что отличает этот процесс от других процессов сварки MIG или дуговой сварки.
Этот процесс также требует от сварщика использования педали акселератора для управления нагревом, особенно при работе на верстаке. Нагревом можно управлять с помощью пульта дистанционного управления на горелке.
В чем разница между сваркой MIG и TIG?
Понимание сварки TIG включает анализ процессов, связанных с MIG. Сварка MIG включает в себя непрерывную подачу шнура через металлическую проволоку в сварной шов, который вы создаете. Шнур использует запас металла для простого соединения двух металлических предметов в качестве присадочного материала сварщика. С другой стороны, TIG использует инертный газ вольфрама для соединения двух металлических объектов вместе и может использовать или не использовать присадочные материалы по мере продолжения сварки.
При сварке МИГ используется расходуемый наполнитель для соединения металлических объектов. Это свойство облегчает сварку при работе с более крупными и толстыми металлами. При сварке TIG не всегда используются присадочные материалы из-за выделения тепла. Вам нужно только нагреть горелку TIG до очень высокой температуры, чтобы вы могли быстро сваривать более тонкие металлы.
Вам нужно только нагреть горелку TIG до очень высокой температуры, чтобы вы могли быстро сваривать более тонкие металлы.
Когда использовать сварку TIG и MIG
1. Какова толщина металла?
Чем толще металл, тем труднее его будет соединить за один сеанс нагрева. По этой причине толстые металлы лучше всего сваривать методом MIG. Сварочной горелки TIG недостаточно для этого процесса.
2. Какая электропроводность вам нужна?
Было бы полезно, если бы вы учитывали, насколько податлив металл, который вы свариваете. Если он очень ковкий, вам нужно будет нагревать металл в течение более длительного времени, что требует больше энергии. Для металлов, которые являются электрически стойкими и нагреваются быстрее, вы можете сваривать без присадочного материала, что делает сварку TIG наиболее подходящим методом.
3. Вам нужен гладкий металл?
Если вы используете присадочные материалы во время сварки, вы получите много сварочных брызг. Удаление брызг будет дополнительной задачей во время сглаживания. В этом случае лучше всего подходит прямая сварка металла к металлу, что делает сварку TIG идеальным методом.
В этом случае лучше всего подходит прямая сварка металла к металлу, что делает сварку TIG идеальным методом.
4. Вы свариваете разнородные металлы?
Сварка ВИГ не лучший метод для сварки разнородных металлов из-за слабой связи между сварными швами. Однако бывают случаи, когда вам придется сваривать разные металлы. Вы выберете MIG, так как он использует наполнитель и образует прочные связи с конечным продуктом.
Изображение предоставлено: dedek, Shutterstock
Когда обычно используется сварка TIG?
1. Сварка малых и тонких металлов
Сварка таких металлов, как алюминий, лучше всего сваривать методом TIG, поскольку он обеспечивает большую точность сварщика. Сварщик также может выполнять различные действия, например, украшать металлы. Например, при производстве объектов, которые требуют стильного внешнего вида в эстетических целях, TIG выполняет свою работу.
2. Точные и красивые сварные швы
TIG дает сварщикам больше возможностей для контроля, позволяя добиться точности.
3. Разнообразие проектов «сделай сам»
Простота и легкость сварки ВИГ позволяют использовать ее как начинающим, так и опытным сварщикам при работе над своими проектами «сделай сам». Примеры проектов «сделай сам» включают изготовление велосипедов, тележек, мебели и стеллажей.
Процедура завершения проекта сварки ВИГ
Сварщики могут использовать сварку ВИГ для различных металлов, таких как титан, алюминий и медь. Этот метод также необходим для выполнения сложных проектов, таких как изгиб или закругление любого металлического предмета. Ниже приведены шаги, которые необходимо выполнить для завершения проекта сварки TIG.
1. Выберите свой электрод
Всегда выбирайте электрод в зависимости от типа свариваемых металлов. Если вы свариваете алюминий, лучше всего использовать стержень из чистого вольфрама.
2. Подготовка стержня к использованию
Подготовка стержня включает в себя его шлифовку до желаемой точки использования. Обычно требуется заточка стержня, особенно если он новый, с закругленным концом или без заострения. При шлифовке вы уменьшите энергию, используемую во время сварки.
Обычно требуется заточка стержня, особенно если он новый, с закругленным концом или без заострения. При шлифовке вы уменьшите энергию, используемую во время сварки.
Изображение предоставлено: Pongsak14, Shutterstock
3. Поместите электрод в цангу
Этот процесс включает в себя отвинчивание держателя электрода и вставку электрода, а затем завинчивание его обратно. Вы можете пропустить этот этап, если ваш электрод уже находится внутри.
4. Выберите настройки для сварки ВИГ
Аппарат для сварки ВИГ предоставляет сварщикам три варианта настроек: AC, DCEP и DCEN. Настройки переменного тока (AC) лучше всего использовать при сварке таких металлов, как алюминий. При скручивании наконечника или стержня наиболее предпочтительна сварка положительным электродом постоянного тока (DCEP). Сварщики, использующие стальные металлы, предпочитают использовать отрицательный электрод постоянного тока (DCEN).
Следующей настройкой является настройка «Очистка/Проникновение», чтобы разместить ее на остром конце. Если вы используете шкалу от 1 до 10, убедитесь, что вы установили ее на шкале 7. Включите «Воздух включен» на 5 секунд и установите «Максимальный ток» примерно на 250.
Если вы используете шкалу от 1 до 10, убедитесь, что вы установили ее на шкале 7. Включите «Воздух включен» на 5 секунд и установите «Максимальный ток» примерно на 250.
5. Получите защитный газ Готов
При сварке алюминиевых металлов используйте для этого процесса чистый аргон, а при сварке стали используйте смесь аргона и углекислого газа.
6. Подготовьте металл и сварочный стол
Вам потребуется большая металлическая площадь, чтобы через металл могло проходить достаточное количество электричества. В качестве альтернативы вы можете использовать большой плоский лист металла вместо сварочного стола. Протрите поверхности проволокой, чтобы удалить пыль и другие загрязнения. Очистка гарантирует, что в итоге вы получите более красивые и точные сварные швы. Используйте ацетон, чтобы протереть сварочные стержни.
Убедитесь, что вы зажали металлы перед началом процесса сварки, чтобы сохранить сварные швы на месте. Большинство сварщиков также предпочитают распылять на сварочный стол средство от брызг, чтобы предотвратить прилипание утечек металла к сварным швам.
7. Подготовка к работе
Подготовка необходима для вашей безопасности и защиты от радиации, тепла, солнечных ожогов и вредных газов, образующихся во время сварки. Сварщики должны надевать толстые перчатки, сварочный шлем, закрытую обувь и сварочный халат.
8. Проведите окончательную проверку
На этом этапе вы должны проверить, находится ли все оборудование на месте и работает ли оно оптимально. Вы также должны проверить, хорошо ли ваше снаряжение изношено и подвернуто, как это рекомендовано в руководстве сварщика. Поместите электрод в доминирующую руку и проверьте его. Во время тестирования убедитесь, что электрод свободно перемещается и с ним легко работать, прежде чем начинать сварку.
Изображение предоставлено: Extarz, Shutterstock
Сварка ВИГ для начинающих
Чтобы понять процесс сварки ВИГ для начинающих, вот основные советы, которые следует учитывать.
1. Используйте минимальную мощность
Использование слишком большой мощности может привести к прогоранию сварного шва, поэтому необходимо использовать минимальную мощность. Использование минимальной мощности также позволяет разработать технику ванны, подходящую для создания прочных и стабильных сварных швов.
Использование минимальной мощности также позволяет разработать технику ванны, подходящую для создания прочных и стабильных сварных швов.
2. Угол горелки
При сварке горелка должна находиться на расстоянии не менее 15-20 градусов от поверхности материала и пути прохождения электрического тока. Такой наклон обеспечит легкий доступ к присадочному материалу и улучшит видимость свариваемой детали.
3. Содержите сварочные материалы в чистоте
Убедитесь, что металлы для сварки чистые для сильной сварочной дуги. Используйте проволочную щетку, чтобы очистить металл от пыли и других загрязнений.
Изображение предоставлено: Jobshutter, Shutterstock
4. Избегайте непосредственного плавления присадочного стержня
Помните принцип сварки TIG, согласно которому горелка плавит основной металл, а расплавленная лужа плавит присадочный материал. Прямое плавление приведет к слабой связи на сварном шве.
5. Носите защитное снаряжение
Поскольку вольфрамовые электроды излучают низкий уровень радиации, наденьте шлемы с затемняющими линзами. Также необходимо носить респиратор, чтобы защитить себя от токсичных газов и паров. Убедитесь, что вы также проводите сварку в хорошо проветриваемом помещении, чтобы уменьшить вероятность того, что пыль ухудшит качество сварных швов.
Также необходимо носить респиратор, чтобы защитить себя от токсичных газов и паров. Убедитесь, что вы также проводите сварку в хорошо проветриваемом помещении, чтобы уменьшить вероятность того, что пыль ухудшит качество сварных швов.
6. Используйте правильный тип вольфрама
Различные типы металлов работают с различными типами вольфрама. При работе с алюминиевыми поверхностями используйте зеленый вольфрам и красный вольфрам для стальных металлов.
- См. также: Сколько зарабатывают сварщики TIG? Статистика заработной платы
Изображение предоставлено: YAKISTUDIO, Shutterstock
Часто задаваемые вопросы
1. Зачем использовать вольфрам в качестве электрода?
Вольфрам обычно используется из-за элементов, устойчивых к высоким температурам. Их температура плавления оценивается примерно в 6170 ° F, что делает их неспособными плавиться во время дуговой сварки. Они устойчивы к коррозии, окислению и используются в электротрансмиссии.
2. Какой газ лучше всего подходит для сварки TIG?
Наилучшим газом для использования является аргон с уровнем чистоты до 99,967% и низким содержанием водяного пара менее 0,005 мг.
Заключение
Как только вы узнаете, что представляет собой сварка ВИГ, как она применяется и где ее применять, вы можете приступать к сварочному проекту. Если вы будете следовать этому подробному руководству, вы сможете создавать красивые сварные швы, независимо от того, совершенствуете ли вы свою профессию или наслаждаетесь своим новым хобби.
Авторы избранных изображений: Lapis2380, Shutterstock
- Что такое сварка TIG?
- Что нужно для сварки TIG?
- 1. АВТО ДОБАВИТЕЛЬНЫЙ Шлем
- 2. Перчатки
- 3. Куртка
- 4. TIG Goggles
- 5. Welder
- 6. GAST DACK
- 7. TungSten
- 6. GAST DACK
- 7. Tungsten
6. GAST - 7. Tungsten . и стержни
- 1. Какова толщина металла?
- 2. Какая электропроводность вам нужна?
- 3. Вам нужен гладкий металл?
- 4. Вы свариваете разнородные металлы?
 Какова толщина металла?
Какова толщина металла?- 1. Сварка малых и тонких металлов
- 2. Точные и красивые сварные швы
- 3. Разнообразие проектов «сделай сам»
- 901. Подготовьте электрод Стержень для использования
- 3. Поместите электрод в цангу
- 4. Выберите настройки для сварки TIG
- 5. Подготовьте защитный газ
- 6. Подготовьте металл и сварочный стол
- 7. Подготовка
- 8. Выполните окончательную проверку
- 1. Используйте минимальную мощность
- 2. Угол наклона горелки
- 3. Следите за чистотой сварочных материалов
- 4. Избегайте непосредственного плавления присадочного стержня
 Носите защитное снаряжение
Носите защитное снаряжение- 1. Зачем использовать вольфрам в качестве электрода?
- 2. Какой газ лучше всего подходит для сварки TIG?
Что такое сварка TIG?
- Основной принцип
- Структура системы
- Плюсы и минусы
- Варианты процесса
- Материалы
- Товары
Контакт
Основной принципСтруктура системыПлюсы и минусыВарианты процессаМатериалыПродукцияКонтакт
Сварка ВИГ: чистые швы, прочное соединение
Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) представляет собой процесс сварки в среде защитного газа и является одним из процессов сварки плавлением. Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Сварка ВИГ: как это работает
При сварке ВИГ требуемый ток подается через вольфрамовый электрод, устойчивый к температуре и не плавящийся. Этот электрод излучает дугу, которая нагревает и разжижает материал. Вокруг электрода имеется сопло для подачи защитного газа. Это защищает нагретый материал от химических реакций с окружающим воздухом. Для этого используются благородные газы аргон, гелий или их смеси. Инертные, т.е. нереакционноспособные газы предотвращают химические реакции с жидкой сварочной ванной и нагретым материалом. Это обеспечивает высокое качество сварных швов.
Поскольку вольфрамовый электрод не плавится, при сварке TIG присадочный материал подается вручную или механизировано с помощью внешнего механизма подачи проволоки.
Вольфрамовый электрод
Вольфрамовый электрод является сердцем сварки TIG. При температуре 3380 градусов по Цельсию вольфрам имеет самую высокую температуру плавления среди всех чистых металлов периодической системы. Это означает, что электрод не плавится, когда он испускает дугу, которая нагревает и превращает материал в жидкость. Электроды изготавливаются методом спекания. Для улучшения свойств их можно легировать оксидными добавками. Электроды имеют цветовую маркировку в зависимости от сплава:
ЧИСТЫЙ ВОЛЬФРАМ (WP) (ЗЕЛЕНЫЙ):
/ Гладкая сферическая поверхность электрода
/ Проблемы с зажиганием при постоянном токе
/ Низкая допустимая нагрузка по току
/ очень хорошие характеристики воспламенения
/ более высокая износостойкость, чем электроды WT или WC
оксид церия (WC 20) (СЕРЫЙ):
/ может использоваться со всеми материалами
/ хорошие характеристики воспламенения
ОКСИД ЛАНТАНА (WL 20) (СИНИЙ):
/ Более длительный срок службы, чем электроды из вольфрама/тория или вольфрама/оксида церия
/ Худшие свойства воспламенения
Вот как устроена сварочная система TIG:
(1) Подключение к сети
(2) Источник питания
(3) Шланговый пакет
(4) Кабель заземления
(5) Сварочная горелка
(6) Клемма заземления
(7) Заготовка
(8) Присадочный металл
(9) Защитный газ
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.
Варианты процесса сварки ВИГ
СВАРКА TIG ХОЛОДНОЙ ПРОВОЛОКОЙ
Подача холодной проволоки повышает производительность: скорость сварки увеличивается, а присадочный металл подается точно и равномерно в сварочную ванну. Это позволяет даже менее опытным сварщикам добиваться выдающихся результатов.
СВАРКА ВИГ ГОРЯЧЕЙ ПРОВОЛОКОЙ
Сварка ВИГ горячей проволокой была разработана на основе сварки ВИГ холодной проволокой. При сварке TIG горячей проволокой присадочный металл нагревается. Это имеет различные преимущества: увеличивается количество и скорость наплавки, повышается скорость сварки и уменьшается плавление.
ARCTIG
Процесс сварки ArcTig представляет собой вариант процесса TIG для механизированной сварки соединений. Он обеспечивает превосходный внешний вид сварного шва, надежную сварку корневого шва с полным проплавлением и очень высокое качество сварного шва. Благодаря увеличенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным.
Благодаря увеличенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным.
ПЛАКИРОВКА
Плакировка — это процесс, при котором компоненты покрываются специальными сплавами для значительного увеличения срока их службы. Это покрытие осуществляется посредством механизированной электронаплавки. Fronius Speed Cladding делает процесс нанесения покрытия в три раза быстрее и эффективнее.
ОРБИТАЛЬНАЯ СВАРКА
Базовая комплектация оборудования для орбитальной сварки включает неподвижную трубу и подвижную сварочную горелку/сварочную головку TIG, которая перемещается вокруг трубы. Подвижная головка для орбитальной сварки также называется пистолетом для точечной сварки. Техника орбитальной сварки полезна везде, где необходимо добиться стабильного качества шва в контролируемых условиях. Следовательно, основными областями применения данной технологии сварки являются строительство трубопроводов, пищевая и химическая промышленность. С помощью орбитальной техники можно не только производить соединения труб с трубами, но и приваривать трубы к опорным плитам.
Следовательно, основными областями применения данной технологии сварки являются строительство трубопроводов, пищевая и химическая промышленность. С помощью орбитальной техники можно не только производить соединения труб с трубами, но и приваривать трубы к опорным плитам.
Какие материалы подходят для сварки TIG?
Наиболее широко используемые материалы для сварки TIG включают нержавеющие стали, алюминиевые и никелевые сплавы, а также тонкие листы алюминия и нержавеющей стали. С помощью механизированного механизма подачи проволоки можно достичь экономичной скорости сварки при толщине листа менее 4 мм. Для более толстых листов экономическая эффективность снижается, и процесс TIG рекомендуется только для сварки корневого шва. Для сварки присадочных валиков подходят более мощные процессы, такие как MIG/MAG или дуговая сварка под флюсом.
Стали Алюминий Нержавеющая стальПрофессиональные сварочные системы для сварки TIG
MagicCleaner 150/300
- Нержавеющая сталь: оптимальная обработка сварных швов и поверхностей TIG
- Очистка и пассивация за один рабочий шаг
- Экономичный расход электролита
Узнайте больше о MagicCleaner
iWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Узнайте больше об iWave 230i
ТрансТиг 230i
- Система сварки DC-TIG
- Интуитивная навигация по меню
- Может быть расширен дополнительными пакетами функций
Узнайте больше о TransTig 230i
TransPocket 180 TIG
- Сверхлегкая сварочная система TIG
- Хорошие характеристики воспламенения для воспламенения при касании
- Может быть обновлен для других функций
Узнайте больше о TransPocket 180 TIG
MagicCleaner 150/300
- Нержавеющая сталь: оптимальная обработка сварных швов и поверхностей TIG
- Очистка и пассивация за один рабочий шаг
- Экономичный расход электролита
Узнайте больше о MagicCleaner
iWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Узнайте больше об iWave 230i
ТрансТиг 230i
- Система сварки DC-TIG
- Интуитивная навигация по меню
- Может быть расширен дополнительными пакетами функций
Узнайте больше о TransTig 230i
TransPocket 180 TIG
- Сверхлегкая сварочная система TIG
- Хорошие характеристики воспламенения для воспламенения при касании
- Может быть обновлен для других функций
Узнайте больше о TransPocket 180 TIG
Это также может вас заинтересовать
Защитная одежда для сварщиков
Провести целый день за сварочным столом — это стресс. УФ-излучение и сварочный дым — это лишь некоторые из факторов, которые могут быть опасны, если у вас нет надлежащей защиты. Правильное сварочное оборудование имеет решающее значение в этой области.
УФ-излучение и сварочный дым — это лишь некоторые из факторов, которые могут быть опасны, если у вас нет надлежащей защиты. Правильное сварочное оборудование имеет решающее значение в этой области.
Подробнее о безопасности
Сварочная вики
Энциклопедия по сварке
Цель вики — собрать всю необходимую информацию и термины по сварке в одном месте и поделиться ею со всеми, кто интересуется технологиями сварки.
Что такое сварка TIG? | Основы сварки TIG
Сварка вольфрамовым электродом в среде инертного газа (сварка TIG) — это еще один сварочный процесс, в котором используется электричество для плавления и соединения металлических частей. Сварка ВИГ была изобретена в 19 в.40s, чтобы справиться с задачей сварки магния и алюминия в калифорнийской аэрокосмической промышленности. С тех пор его популярность феноменально выросла. Во многом это связано с его универсальностью, чистотой и минимальными требованиями к отделке. И его пригодность для сварки самых разных металлов. Читайте дальше, чтобы узнать больше…
Во многом это связано с его универсальностью, чистотой и минимальными требованиями к отделке. И его пригодность для сварки самых разных металлов. Читайте дальше, чтобы узнать больше…
Сварка ВИГ (также известная как дуговая сварка вольфрамовым электродом или GTAW) — это подтип дуговой сварки металлическим электродом в среде защитного газа (GMAW). Хотя детали оборудования изменились с момента его изобретения, общие принципы сварки TIG остаются неизменными.
Сварка ВИГ — не самый простой метод сварки для изучения и освоения, и при этом он не самый дешевый. Тем не менее, это вознаградит усилия, которые вы вкладываете в его освоение. Не ошибитесь; результаты, которых можно достичь с помощью сварки TIG, действительно поразительны.
Вы уже прочитали Руководство R-Tech по сварочному оборудованию для сварки TIG ?
Как работает сварка ВИГ При сварке ВИГ используется электричество для создания дуги (короткое замыкание) между неплавящимся вольфрамовым электродом (положительный анод) и свариваемым металлом (отрицательный катод). Дуга защищена потоком инертного газа, обычно аргона.
Дуга защищена потоком инертного газа, обычно аргона.
В отличие от плавящейся электродной проволоки для сварки MIG, высокая ( c. 6192 °F или 3422 °C) температура плавления вольфрамовых электродов для сварки TIG означает, что они не расплавятся во время сварка. Вместо этого дуга между электродом и изделием плавит основной металл. В то же время (если это не автогенный сварной шов , такой как временная прихватка), дуга также плавит отдельный сварочный стержень из присадочного металла, чтобы сформировать сварной шов.
Инертный защитный газПри этом расплавленная сварочная ванна защищена инертным защитным газом. Обычно это аргон или смесь аргона, хотя опытные сварщики TIG могут использовать гелий для более быстрой сварки при определенных обстоятельствах.
Защитный газ подается по подводящему трубопроводу от сварочного аппарата к горелке TIG с вольфрамовым электродом. Как и при других формах электродуговой сварки, при удалении тепла сварочная ванна охлаждается, затвердевает и образует новый кусок расплавленного металла — сварка завершена.
Как и при других формах электродуговой сварки, при удалении тепла сварочная ванна охлаждается, затвердевает и образует новый кусок расплавленного металла — сварка завершена.
По этой причине при использовании аппарата для сварки TIG необходимо координировать взаимодействие ручной горелки TIG с присадочной проволокой, а также изменять электрический ток. Удерживание электрода на правильном расстоянии от сварного шва, удержание наконечника присадочного стержня в нужном положении, нахождение в защитном газе и регулировка силы тока — все это усложняет сварку TIG.
Универсальность сварки ВИГЭта же сложность делает сварку ВИГ столь универсальной для сварки различных металлов. Мягкая сталь, нержавеющая сталь, алюминий, магний, медные сплавы, титан и золото можно сваривать методом TIG. Даже разнородные металлы можно сваривать методом TIG — и все это с минимальными потерями.
С самого начала работы калифорнийской корпорации Northrop Aircraft Corporation сварка TIG завоевала любовь сварщиков благодаря своей универсальности. И за его способность обрабатывать сложные сварные швы, такие как S-образные формы, кривые и углы. Или в любом месте, где будут видны сварные швы, и где важны точность и отделка — от шасси спортивного автомобиля до вашего следующего проекта сварки своими руками!
И за его способность обрабатывать сложные сварные швы, такие как S-образные формы, кривые и углы. Или в любом месте, где будут видны сварные швы, и где важны точность и отделка — от шасси спортивного автомобиля до вашего следующего проекта сварки своими руками!
Управляющий директор R-Tech Роберт Уайт говорит: «Многолетний опыт работы со сварщиками-профессионалами и любителями подтверждает, что из всех методов дуговой сварки сварка TIG неизменно обеспечивает наилучшее сочетание качества. и закончить. Хорошо, TIG не совсем «подключи и работай», но действительно стоит потратить время и усилия на его освоение. С самого начала сварки TIG выработайте привычку содержать свое рабочее место в безопасности, чистоте и порядке и инвестируйте в чистый, не содержащий влаги высококачественный защитный газ от надежного поставщика. Помните также о важности поддержания работы в сухом состоянии, использовании чистых, качественных присадочных стержней и постоянном подаче защитного газа во время сварки, чтобы избежать пористости, которая разрушает сварные швы. Конечно, для более полезных советов по сварке TIG, выбору оборудования и расходных материалов мы всегда к вашим услугам».
Конечно, для более полезных советов по сварке TIG, выбору оборудования и расходных материалов мы всегда к вашим услугам».
Напишите нам сейчас или позвоните по номеру 01452 733933, чтобы получить помощь по всем аспектам сварки TIG
Плюсы и минусы сварки TIGКак мы постоянно говорим, сварка TIG невероятно универсальна и подходит для широкого спектра металлов . Однако, как и любой сварочный процесс, сварка TIG имеет свои преимущества и недостатки. Вот некоторые из основных моментов, которые необходимо знать при рассмотрении вопроса о сварке ВИГ:
Преимущества сварки ВИГ- Сварка ВИГ подходит для металлов различной толщины. Он подходит даже для очень тонких материалов, которые трудно (или невозможно) соединить другими методами сварки.
- Превосходное управление дугой и сварочной ванной (или «бассейном») обеспечивает чистые, привлекательные сварные швы, когда важен внешний вид. Поскольку тепловложение (определяемое электрическим током) часто регулируется ножной педалью, сварка TIG позволяет нагревать или охлаждать сварочную ванну для точного контроля сварного шва. Это делает сварку TIG идеальной для косметических сварных швов на скульптурах, архитектурных элементах и в автомобильной промышленности.
- Сварка TIG возможна в любом положении: вертикальном; горизонтальный; накладные расходы.
- Минимальное количество дыма и бесцветный защитный газ позволяют легко видеть заготовку во время сварки. Сварка ВИГ
- очень чистая, с меньшим количеством брызг, дыма, искр или дыма, чем при других методах сварки. Из-за этого сварка TIG требует минимальной очистки или финишной обработки, поэтому вы экономите время и деньги. Сварные швы
- TIG чрезвычайно пластичны (менее хрупкие), прочнее и более устойчивы к коррозии, чем другие сварные швы.
- Лучшие аппараты для сварки TIG также позволяют выполнять традиционную сварку электродами.
 Поскольку тепловложение (определяемое электрическим током) часто регулируется ножной педалью, сварка TIG позволяет нагревать или охлаждать сварочную ванну для точного контроля сварного шва. Это делает сварку TIG идеальной для косметических сварных швов на скульптурах, архитектурных элементах и в автомобильной промышленности.
Поскольку тепловложение (определяемое электрическим током) часто регулируется ножной педалью, сварка TIG позволяет нагревать или охлаждать сварочную ванну для точного контроля сварного шва. Это делает сварку TIG идеальной для косметических сварных швов на скульптурах, архитектурных элементах и в автомобильной промышленности.
- Сварка ВИГ относительно медленная, особенно на начальном этапе. Этот процесс, даже выполняемый опытными сварщиками TIG, зачастую медленнее, чем при другой сварке.
- Из-за своей сложности сварка TIG требует более крутой кривой обучения, чем другие сварочные процессы. Как мы постоянно говорим, вознаграждение за освоение TIG-сварки является значительным, но вам нужно будет потратить время и проявить терпение, развивая свои навыки TIG.
- Поскольку очень важно поддерживать постоянный поток газа над сварочной ванной, сварка TIG может быть очень сложной за пределами контролируемой (безветренной) среды цеха.
- По сравнению с обычными аппаратами для сварки электродом хороший аппарат для сварки TIG стоит дороже. Тем не менее, если вы хотите освоить сварку TIG и воспользоваться ее преимуществами, инвестиции в высококачественный комплект, расходные материалы и аксессуары того стоят.
Итак, основные плюсы и минусы сварки TIG. Мы говорим: не позволяйте этому оттолкнуть вас от инвестиций в высококачественное оборудование для сварки TIG, упорной практики и овладения искусством сварки TIG. Из всех сварочных процессов сварка TIG остается наиболее универсальной. Он также способен обеспечить самые аккуратные, высококачественные и впечатляющие сварные швы.
Мы говорим: не позволяйте этому оттолкнуть вас от инвестиций в высококачественное оборудование для сварки TIG, упорной практики и овладения искусством сварки TIG. Из всех сварочных процессов сварка TIG остается наиболее универсальной. Он также способен обеспечить самые аккуратные, высококачественные и впечатляющие сварные швы.
Совет от R-Tech Pro — Майк из R-Tech говорит: «Растрескивания от расширения или сжатия на сварных швах TIG из нержавеющей стали часто можно избежать, если предварительно нагреть металл примерно до 400°F (204°C).
Оборудование для сварки TIG – путь R-Tech Мы построили наш сервис для сварщиков TIG, таких как вы, на поставке надежного, высококачественного оборудования – всегда. Каждый сварочный аппарат R-Tech TIG прост в использовании, зарекомендовал себя в самых сложных условиях сварки и предлагает исключительную ценность — просто прочитайте отзывы клиентов. Кроме того, есть уверенность в нашей прямой поддержке клиентов. Он начинается с вашего первого запроса или запроса информации и продолжается по мере того, как вы выбираете, используете и добавляете оборудование для сварки TIG.
Он начинается с вашего первого запроса или запроса информации и продолжается по мере того, как вы выбираете, используете и добавляете оборудование для сварки TIG.
Забудьте о неудобствах и задержках, связанных с обращением к дистрибьюторам, которые сами не производят и не обслуживают сварочное оборудование. С R-Tech вы имеете дело напрямую с производителем.
Создан на векаВсе наши аппараты для сварки TIG имеют прочный металлический корпус. Более того, все они используют новейшие сверхнадежные силовые компоненты инверторов от американских и немецких компаний. К ним относятся лучшие в своем классе IGBT Siemens, а не устаревшая электроника MOSFET.
Чтобы максимально снизить стоимость владения в течение всего срока службы, мы проектируем и производим наши сварочные аппараты TIG на модульной основе. Это означает, что их можно обслуживать и ремонтировать на уровне компонентов. Мы также снабжаем их стандартными съемными горелками для сварки TIG, поэтому вам не придется заменять весь сварочный аппарат в (маловероятном) случае возникновения проблемы с горелкой.
Наконец, мы обеспечиваем каждый сварочный аппарат R-Tech TIG беспрекословной трехлетней гарантией «забери и верни» и обнадеживающим 10-летним обязательством по уходу. Все это способствует минимизации долгосрочных эксплуатационных расходов вашего сварочного аппарата R-Tech TIG, в то время как вы продолжаете зарабатывать деньги на сварке.
Кстати, если вашему портативному TIG-сварщику когда-нибудь понадобится обратиться в наш (не очень занятый) ремонтный отдел, мы бесплатно предоставим вам еще один аппарат, чтобы вы могли продолжать работать или наслаждаться своим хобби.
«Отличный сервис от R-Tech, купил новый сварочный аппарат, у меня было несколько их в прошлом, все отличное оборудование, у меня есть R-Tech tig уже более 8 лет, отличный аппарат, я бы рекомендовал и рекомендую ребят на 100 процентов». – Обзор eKomi (7 января 2019 г.)
Сварка ВИГ? Мы здесь, чтобы помочь Независимо от того, являетесь ли вы новичком или опытным профессионалом в области сварки, мы можем помочь вам со сваркой TIG. Наша признанная поддержка начинается, когда вы отправляете нам электронное письмо или звоните. Давайте поговорим о сварке TIG!
Наша признанная поддержка начинается, когда вы отправляете нам электронное письмо или звоните. Давайте поговорим о сварке TIG!
Напишите нам сейчас или позвоните по номеру 01452 733933, чтобы получить помощь и консультацию по всем аспектам сварки TIG, принадлежностям и расходным материалам TIG
Для чего используется сварочный аппарат TIG?
Сварку ВИГ можно использовать для большего количества металлов, чем любой другой метод. Сталь, алюминий, бронза, латунь и медь — вот лишь некоторые из материалов, которые подходят для этого процесса. Это в первую очередь потому, что техник-сварщик может увеличивать и уменьшать количество используемого тепла, обеспечивая лучший контроль сварного шва.
Использование сварки ВИГ в различных отраслях промышленности
Поскольку сварку ВИГ можно использовать с таким разнообразием металлов, этот метод применяется в нескольких отраслях, включая аэрокосмическую и автомобильную. Вот лишь некоторые отрасли и то, как они используют сварочные аппараты TIG:
- Аэрокосмическая промышленность: как самолеты, так и космические корабли частично изготавливаются с помощью сварки TIG. Коммерческие самолеты, Международная космическая станция и космические корабли — все они выиграли от сварки TIG, которая хорошо известна своей прочностью и точностью.
- Атомная и энергетическая промышленность: , поскольку сварные швы TIG долговечны и устойчивы к коррозии и растрескиванию, они идеально подходят для ответственных уплотнений.
- Транспорт: TIG все больше и больше используется в автомобильной промышленности, потому что его можно эффективно использовать для легких алюминиевых и других сплавов, которые используются в транспортных средствах. Также известно, что стратегии TIG уменьшают коррозию с течением времени.
- Ремонтные работы: , поскольку процесс сварки TIG может использоваться с таким количеством уникальных вариантов сплавов и присадочных металлов, он часто используется для ремонта инструментов и штампов.
- Велосипедная промышленность: TIG — лучший выбор для сварки тонкостенных труб малого диаметра, что делает его идеальным для производства велосипедов.
- Пищевая промышленность и производство напитков: точность имеет решающее значение для применения в пищевой нержавеющей стали. Фильтры, резервуары для хранения, емкости для приготовления пищи и другие предметы, которые будут использоваться в пищевой промышленности, требуют высококачественных сварных швов, которые может обеспечить только сварщик TIG.
- Artwork: Превосходная эстетика сварки TIG делает ее любимым методом для художников. Например, такие работы, как металлические скульптуры и промышленные приспособления, вероятно, были созданы с помощью сварщика TIG.
 Коммерческие самолеты, Международная космическая станция и космические корабли — все они выиграли от сварки TIG, которая хорошо известна своей прочностью и точностью.
Коммерческие самолеты, Международная космическая станция и космические корабли — все они выиграли от сварки TIG, которая хорошо известна своей прочностью и точностью.
Сварочные аппараты TIG — мощные и универсальные. Они существуют уже давно и были усовершенствованы до их передовых современных возможностей. Но то же самое можно сказать и о другом процессе сварки, в котором также используется электричество для плавления и соединения кусков металла: сварка MIG (металл в среде инертного газа).
Основное отличие сварки MIG заключается в том, что в ней используется электродная проволока с непрерывной подачей, которая выходит из трубки MIG, вместо неплавящегося вольфрамового электрода TIG. Вот сравнение двух процессов.
Сварка вольфрамовым электродом в среде инертного газа, более известная как сварка ВИГ, представляет собой процесс соединения металлов путем их нагрева дугой между неплавящимся вольфрамовым электродом и заготовкой. В этом методе используется защитный газ, а также его можно использовать с добавлением присадочного металла или без него.
Основы сварки ВИГ
Если вы не знакомы с процессом сварки ВИГ, вот некоторые из основ:
- ВИГ была впервые разработана в Южной Калифорнии более 75 лет назад корпорацией Northrop Aircraft Corporation. В то время Northrop нуждался в способе сварки алюминия и магния, а тогдашние сварочные процессы не подходили для их сварки.
- В процессе используется защитный слой из инертного газа (аргон или гелий) вместо шлака для защиты сварочной ванны. Экранирование гелием обеспечивает большее проникновение, чем аргон.
- При сварке TIG между заостренным вольфрамовым электродом и заготовкой образуется интенсивная дуга, обеспечивающая высококачественный сварной шов. При сварке TIG
- не образуются брызги, что обеспечивает более чистое покрытие.
- TIG легко наносится на тонкие материалы. Сварка TIG
- технически называется дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
 Экранирование гелием обеспечивает большее проникновение, чем аргон.
Экранирование гелием обеспечивает большее проникновение, чем аргон.В сварке TIG используются четыре основные переменные:
- Сварочное напряжение : контролирует длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки.
- Сварочный ток : по мере увеличения тока сварной шов глубже проникает в основной материал.
- Скорость перемещения : обычно выражается в дюймах в минуту, скорость перемещения рассчитывается путем деления длины сварного шва на время, необходимое для завершения сварки, умноженное на 60.
- Защитный газ : выбирается в зависимости от свариваемого материала.

Сварка ВИГ по сравнению со сваркой МИГ
Две формы сварки имеют преимущества и недостатки в зависимости от ситуации. Всегда полезно взглянуть на проект, чтобы определить свои цели и подумать о некоторых конкретных факторах:
- Ваш опыт сварки
- Используемые материалы
- Сколько времени вы можете посвятить проекту
- Ваш бюджет
Некоторые различия между сваркой MIG и TIG включают:
- Толщина материала: Сварка ВИГ, как правило, является более эффективным методом для более тонкого металла. При сварке MIG с использованием расходуемого присадочного материала он обычно может выполнять сварку более толстых деталей за меньшее время, чем сварочный аппарат TIG.
- Внешний вид сварного шва: Сварка ВИГ обычно предпочтительнее, когда требуется чистая, привлекательная отделка. Вот почему TIG почти всегда используется в художественных и декоративных целях.
- Различные методы: Одно из наиболее заметных различий между TIG и MIG заключается в их методах. При TIG сварщик должен подавать отдельный присадочный материал на сварной шов одной рукой, а другой рукой управлять горелкой. Проволочный электрод непрерывно подается через катушечную горелку для создания сварного шва с помощью сварки MIG.
- Простота использования: Большинство сварщиков согласны с тем, что кривая обучения TIG более крутая, поэтому неопытные пользователи часто находят непрерывную подачу проволоки MIG более естественной в обращении.
- Скорость сварки: TIG — более медленный метод из двух, но он обеспечивает гораздо более высокий уровень детализации. MIG подойдет для проектов, требующих более высокой производительности.
- Автогенная сварка: TIG подходит для автогенной сварки, тогда как для сварки MIG всегда требуется присадочный материал.
- Размер проекта: Как отмечалось ранее, сварка ВИГ лучше подходит для более тонких металлов и небольших проектов, требующих точных и чистых сварных швов. MIG больше подходит для более крупных проектов с более толстыми материалами, которые требуют более длительных непрерывных циклов.
- Затраты: MIG не так дорог, потому что сварка TIG является более медленным процессом. Расходные материалы для TIG стоят немного дороже, но не настолько.
- Защита окружающей среды: сварка TIG , как правило, чище и безопаснее для окружающей среды.
 Вот почему TIG почти всегда используется в художественных и декоративных целях.
Вот почему TIG почти всегда используется в художественных и декоративных целях.
В PrimeWeld мы предлагаем одни из лучших сварочных аппаратов TIG в отрасли по ценам, которые понравятся как любителям, так и профессионалам.
Возьмите наш популярный сварочный аппарат TIG225X AC/DC TIG, один из самых универсальных аппаратов на рынке. Он поставляется в комплекте с простой в использовании педалью управления, а также с гибким резаком CK17, соединительными кабелями и шлангами, источником питания и всеми принадлежностями, необходимыми для работы. Трехлетняя гарантия подтверждает сделку!
Трехлетняя гарантия подтверждает сделку!
Инверторный сварочный аппарат TIG200D — это экономичный аппарат, обеспечивающий превосходные сварные швы малоуглеродистой стали толщиной до 3 мм (1/8 дюйма). Он предлагает как управление нагревом с помощью педали, так и высокочастотный запуск от ручной горелки. Портативность — еще одна из многих привлекательных особенностей.
Наш универсальный сварочный аппарат плазменной резки CT-520D 50 А включает в себя сварочный аппарат TIG на 200 А, а также сварочный аппарат на 200 А. Эта система «три в одном» предлагает несколько функций резки и сварки.
Недорогой сварочный аппарат STICK160 Dual Voltage TIG/Stick Welder – это еще один компактный и надежный аппарат для сварки TIG, который включает в себя сварочный аппарат двойного напряжения на 160 ампер. С помощью этого аппарата вы можете удовлетворить многие из ваших основных потребностей и требований в области сварки до 160 ампер.
Есть вопросы? У нас есть ответы. Свяжитесь с нами, и один из наших специалистов по сварке предоставит вам необходимые рекомендации, чтобы сделать правильный выбор для вашей области применения.
Свяжитесь с нами, и один из наших специалистов по сварке предоставит вам необходимые рекомендации, чтобы сделать правильный выбор для вашей области применения.
3 Преимущества сварки TIG в производстве
Дуговая сварка вольфрамовым электродом (GTAW), или, чаще, сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой метод дуговой сварки, названный в честь неплавящегося вольфрамового электрода, используемого в процессе. В некоторых отраслях сварка TIG не лучший вариант, но для нас, как для производителей катушек, она имеет смысл.
Мы используем его почти исключительно из-за того уровня качества, который он нам дает – сварные швы TIG очень прочные и выглядят великолепно при правильном выполнении. В этой части мы сосредоточимся на том, почему мы считаем, что сварка TIG является лучшим методом для того, что мы делаем, а также на некоторых компромиссах, которые мы оценили, прежде чем принять это решение.
1. Улучшенный контроль
Улучшенный контроль
Одной из областей сварки ВИГ, которая помогает улучшить контроль, является вольфрамовый электрод, используемый для создания электрической дуги. Чрезвычайная твердость вольфрама и высокая температура плавления (~3400°C) означают, что вместо использования расходуемого электрода, который вплавляется в сварной шов, как при сварке стержнем или MIG, вольфрамовый электрод нагревает и расплавляет присадочный материал, подаваемый в зону сварки. оператором.
Сила тока, подаваемая на электрод, регулируется ножной педалью, которая отсутствует в других методах сварки, таких как сварка MIG, при которой напряжению дуги присваивается заданное значение, известное как постоянное напряжение. Это одна из основных областей, в которой MIG отличается от сварки TIG, поскольку сила тока в установке для сварки TIG является переменной.
Этот метод нанесения присадочного материала является вторым элементом сварки TIG, который помогает контролировать процесс. Как мы уже говорили, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать, сколько наносится присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
Как мы уже говорили, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать, сколько наносится присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
2. Универсальность
Сварка ВИГ является очень универсальным методом сварки по нескольким причинам. Во-первых, вольфрамовый электрод и защитный газ (аргон), используемые при сварке TIG, можно использовать практически для всех видов сварки, поэтому нет необходимости менять их в зависимости от выполняемой работы.
Сварка ВИГ также универсальна с точки зрения материалов и сплавов, которые она может использовать для соединения. Все, от низкоуглеродистой стали до супераустенитных нержавеющих сплавов, таких как AL-6XN®, можно сваривать с помощью сварочного аппарата TIG. Следует отметить, что стоимость присадочной проволоки будет увеличиваться по мере увеличения стоимости основного металла. Более дешевый стержень (2-3 доллара за фунт) подходит для большинства углеродистых сталей, но стержень может стоить 20 долларов за фунт или больше для наполнителя, совместимого с легированными нержавеющими сталями, такими как Hastelloy® или AL-6XN®.
Более дешевый стержень (2-3 доллара за фунт) подходит для большинства углеродистых сталей, но стержень может стоить 20 долларов за фунт или больше для наполнителя, совместимого с легированными нержавеющими сталями, такими как Hastelloy® или AL-6XN®.
Сварка ВИГ также универсальна в отношении положений, в которых ее можно сваривать. Вертикальные, потолочные, горизонтальные и плоские сварные швы выполняются с помощью процесса TIG, и мы используем все четыре метода каждый день в Super Radiator.
К универсальности сварки TIG добавляется тот факт, что присадочный материал не всегда необходим. Высокие температуры, достигаемые с помощью вольфрамового электрода, означают, что металлы можно сплавлять без добавления какого-либо материала, сохраняя при этом структурные свойства основных металлов.
3. Сварные швы не нуждаются в очистке после сварки
Преимущества очистки сварки TIG по сравнению с другими методами на самом деле шесть из одного, полдюжины другого. Существует несколько методов сварки, не предусматривающих очистку, поэтому очистка представляет собой не столько преимущество, сколько область, в которой сварка TIG отличается от других методов.
Существует несколько методов сварки, не предусматривающих очистку, поэтому очистка представляет собой не столько преимущество, сколько область, в которой сварка TIG отличается от других методов.
Поскольку сварка TIG очень точна и контролируема, такие вещи, как брызги и искры, на самом деле не играют роли, а это означает, что сварка TIG более или менее готова к работе после завершения сварки. Это значительно уменьшает или полностью устраняет необходимость в этапах послесварочной очистки, присутствующих в других процессах сварки, таких как сварка MIG, изображенная ниже.
Недостатки
Недостатки сварки TIG сводятся к соотношению качества и количества. Большинство недостатков, связанных с этим методом, связаны с относительной медлительностью и стоимостью.
1. Недостаточная скорость
Бесспорно, TIG — более медленный процесс по сравнению с другими способами сварки. Сварка TIG не является методом, который следует использовать, если ваша цель — как можно быстрее произвести продукт.
Использование относительного процесса сварки в производственной среде может показаться нелогичным, но, поскольку мы изготавливаем изделие по индивидуальному заказу, мы считаем, что уровень качества, который сварка TIG позволяет нам достичь смещения, касается скорости — это не быстрый процесс, но это достаточно быстро для того, что мы делаем.
2. Более высокая стоимость, связанная с TIG
Одна часть этого недостатка связана с пунктом № 1, так как существует альтернативная стоимость, связанная с более длительным процессом сварки TIG. Опять же, это соотношение количества и качества — скорость никогда не будет преимуществом сварки TIG.
Другие расходы, связанные со сваркой TIG, связаны с самими операторами. Что касается сварки, TIG является довольно специализированным процессом, что означает более высокую заработную плату оператора или расходы на обучение.
Другим фактором, который следует учитывать при сварке TIG, является стоимость оборудования. Наши сварочные аппараты TIG обычно стоят около 11 000 долларов США, в то время как сварочный аппарат MIG аналогичного класса стоит от 4 000 до 6 000 долларов США.
Наши сварочные аппараты TIG обычно стоят около 11 000 долларов США, в то время как сварочный аппарат MIG аналогичного класса стоит от 4 000 до 6 000 долларов США.
Не оставайтесь в стороне, когда речь заходит о теплопередаче. Чтобы быть в курсе различных тем по этому вопросу, подпишитесь на суперблог, наш технический блог, Doctor’s Orders и следите за нами в LinkedIn, Twitter и YouTube.
Что такое сварка TIG? — Штаб-квартира сварщиков
Сварка — сложная задача, и неспециалист, вероятно, не поймет всей науки, стоящей за ней. Это также опасное и рискованное занятие, хотя и имеющее большой карьерный потенциал. Сварщики обычно проходят различные сертификаты и практическое обучение в сварочных школах и стажировках, чтобы полностью стать способными выполнять это самостоятельно.
Если вы думаете, что сварка — это тяжелая работа, сварка TIG — это гораздо сложнее. Вы когда-нибудь видели сварщика, который часами стоял на одной ноге со всем защитным снаряжением, пытаясь соединить детали? Сварка TIG — это тяжелая работа, но результат приносит столько же удовольствия, сколько и сама работа. Внешний вид и качество сварных швов на сегодняшний день являются лучшими, независимо от того, какой вид сварки принимается во внимание.
Внешний вид и качество сварных швов на сегодняшний день являются лучшими, независимо от того, какой вид сварки принимается во внимание.
Существует много путаницы, когда дело доходит до различий между различными видами сварки. И это нормально, потому что технические подробности о каждом типе трудно понять непрофессионалу, но здесь мы попытаемся немного прояснить это для вас.
Существует три основных типа сварки:
- Сварка ВИГ : Также называемая дуговой сваркой вольфрамовым электродом (GTAW). В сварке ВИГ используется вольфрамовый электрод, который подает ток на сварочную дугу. Вольфрам и сварочная ванна защищены смесью инертных газов.
- Сварка MIG : Дуговая сварка металлическим газом (GMAW) — другое название этой формы сварки. При сварке MIG используется металлическая проволока, которая нагревается и плавится, создавая электрическую дугу. Эта дуга плавится и соединяет заготовки вместе.
- Сварка электродом : Сварка электродом — это неофициальное название дуговой сварки защищенным металлом (SMAW), при которой расходуемый электрод, покрытый флюсом, используется для расплавления металлической заготовки и соединения ее вместе.

Существуют и другие виды сварки, но эти наиболее распространены. В этой статье мы собираемся изучить сварку TIG, что это такое, как она работает и почему это лучший тип сварки.
Что такое сварка TIG?
Два термина (сварка вольфрамовым электродом в среде инертного газа и дуговая сварка вольфрамовым электродом) являются одним и тем же и могут использоваться взаимозаменяемо. Сварка TIG приобрела популярность благодаря своей способности идеально сваривать алюминий и магний, но она также может сваривать все другие виды металлов, включая медь, медные сплавы и нержавеющую сталь. Он не только способен сваривать все металлы, но и делает это с большой точностью и аккуратностью, делая сварные швы чрезвычайно высокого качества и чистоты.
Сварка ВИГ создает электрическую дугу, когда вольфрамовый электрод и основной металл приближаются друг к другу. В качестве неплавящегося электрода выбран вольфрам или вольфрамовый сплав (с другими элементами и оксидами), потому что вольфрам имеет самую высокую температуру плавления среди всех металлов, т. е. 3410 градусов Цельсия.
е. 3410 градусов Цельсия.
В то время как сварка TIG изменила мир сварки и заменила газовую и ручную дуговую сварку металлом, которые раньше были единственным вариантом, она также является причиной того, что алюминий теперь широко используется для строительства промышленных конструкций. Сварка TIG широко используется во многих отраслях промышленности, но это также и самая сложная технология сварки. Это может быть выполнено только опытными сварщиками и требует соответствующей подготовки.
Применение сварки ВИГ
Сварка ВИГ совместима со многими металлами и, таким образом, может использоваться практически для всех видов работ и ремонтов во всех отраслях промышленности. Сварные швы TIG также очень прочные и долговечные, что делает их идеальными для промышленных сварных швов. Сварка TIG очень распространена в таких отраслях, как аэрокосмическая, ремонтная, автомобильная, крепежная и скульпторская по металлу.
- Аэрокосмическая промышленность – Самолеты и космическое оборудование должны быть изготовлены из максимально прочных материалов и сконструированы с максимальной точностью, что делает TIG подходящим вариантом для таких строительных проектов. Аэрокосмическая промышленность, известная прочными и точными сварными швами, которые создает TIG, широко использует эту технику. На Международной космической станции также была выполнена сварка TIG.
- Автомобилестроение – Крайне важно производить прочные автомобили, которые могут служить годами и ломаться в результате регулярного износа. Таким образом, сварка TIG является идеальным методом для использования в таких ситуациях. Сварка TIG делает автомобиль более безопасным и долговечным для путешествий и даже помогает уменьшить ржавчину в кузове автомобиля.
- Ремонт – TIG — хороший метод для выполнения ремонтных работ, поскольку он помогает продлить срок службы отремонтированной детали. Методы TIG используются при ремонте автомобилей, алюминиевых инструментов и многих других вещей.
- Арт. – Одной из основных причин, по которой предпочтение отдается сварке TIG, является ее аккуратный внешний вид. В произведениях искусства или декоративных приспособлениях и конструкциях внешний вид имеет первостепенное значение, поэтому сварка TIG также выбирается для художественных и декоративных изделий.
 Аэрокосмическая промышленность, известная прочными и точными сварными швами, которые создает TIG, широко использует эту технику. На Международной космической станции также была выполнена сварка TIG.
Аэрокосмическая промышленность, известная прочными и точными сварными швами, которые создает TIG, широко использует эту технику. На Международной космической станции также была выполнена сварка TIG.
Когда использовать сварку ВИГ
Принимая во внимание свойства сварки ВИГ, мы можем сказать, что сварка ВИГ идеально подходит для использования в ситуациях и проектах, где:
- Сварные швы должны быть очень прочными
- Наплавленные валики должны быть эстетически привлекательными и красивыми
- Свариваемый металл тонкий
Как сваривать ВИГ
Хотя сварке ВИГ можно научиться и усовершенствовать ее только на основе опыта и практики, вот Основные этапы сварки вольфрамовым электродом в среде инертного газа.
Выберите электрод
Выбор правильного электрода имеет первостепенное значение. Хотя название предполагает, что электрод должен быть вольфрамовым, вам нужно решить, какой электрод выбрать: чистый вольфрам или вольфрамовый сплав. Некоторые из распространенных одобренных сплавов включают:
Cereated
Оксид церия, также известный как церий, представляет собой легирующий агент, который, как считается, повышает стабильность дуги. Он нерадиоактивен.
Он нерадиоактивен.
Lanthnated
Другим нерадиоактивным сплавом, который улучшает стабильность дуги и производительность, является сплав оксида лантана или лантана.
Торированный
Оксид тория (также называемый торием), который рекламируется как идеальный для общего применения, обеспечивает хорошие характеристики дуги. Однако он радиоактивен и может представлять некоторую опасность для здоровья.
Цирконий
Повышенная стабильность дуги и увеличенный срок службы электрода — это преимущества использования оксида циркония (или циркония) в ваших электродах. Это поможет вам сократить расходы на замену электродов.
Заточка электрода
После того, как вы определились с материалом электрода, вам нужно решить, скатать ли вольфрам в шарики или заточить его до острого конца. Заостренный наконечник обеспечивает более стабильную дугу, но следует ли вам притачивать электрод к одному из них, зависит от материала, который вы свариваете, и типа тока, который вы будете использовать.
Вставьте электрод в цангу
Поместите подготовленный электрод в электрододержатель.
Настройка параметров
Установки TIG обычно имеют три основных варианта электропитания — AC, DCEP и DCEN, которые следует выбирать и настраивать в соответствии с вашими требованиями и потребностями.
- AC для алюминия — выберите «AC».
- DCEP означает «постоянный ток, положительный электрод». Эта настройка используется для скругления вольфрамового наконечника или для сварки электродом.
- DCEN означает «постоянный ток, отрицательный электрод» и используется для сварки стали.
Включите газ
Обычно для защиты вольфрамового электрода от износа используется чистый аргон или смесь аргона и гелия или двуокиси углерода. Вольфрам достигает невероятно высоких температур, и если его нечем защитить, он очень быстро заржавеет или подвергнется коррозии. Для этой цели используются инертные газы, поскольку они ни с чем не реагируют даже при таких высоких температурах. Газы, которые вы используете, также различаются в зависимости от металла, с которым вы работаете.
Газы, которые вы используете, также различаются в зависимости от металла, с которым вы работаете.
- Для алюминия можно использовать чистый аргон.
- Для стали следует использовать смесь аргона и углекислого газа.
Подготовка сварочного стола и сварочного стола
Вы можете купить специальный сварочный стол для работы или положить большой плоский металлический лист и начать работу. Это необходимо для того, чтобы электричество проходило через ваш металл. Если вы хотите, чтобы швы получились очень прочными и красивыми, протрите стол и электроды ацетоном.
Наденьте защитную одежду
Когда все будет готово, наденьте защитную одежду. Наденьте защитный костюм, сварочные перчатки и затемняющий шлем, чтобы защитить себя от яркого света, искр и горячего металла.
Сварка
После того, как ваша рабочая станция будет подготовлена, держите электрод на расстоянии одного дюйма от металла и нажмите на педаль, регулируя ток по ходу движения.
TIG и MIG: сравнение
Если вы не можете отличить вольфрамовый и металлический инертные газы, вы не единственный. Многие люди путаются между ними, и похожие по звучанию имена тоже мало помогают. Сварка вольфрамовым электродом в среде инертного газа и сварка металлическим инертным газом — это два разных метода сварки, в которых используются разные рабочие механизмы и которые используются для разных ситуаций и металлов. Здесь мы даем общее сравнение между двумя видами сварки на разных фронтах, чтобы прояснить путаницу между сваркой TIG и сваркой MIG.
Косметическое качество
В то время как оба процесса дают высококачественные результаты, сварка TIG имеет гораздо более высокое качество. Они аккуратнее и эстетичнее, чем сварка MIG.
Механизм
Для сварки вольфрамовым электродом в среде инертного газа требуется неплавящийся вольфрамовый электрод с аргоном или смесью аргона и гелия для создания дуги, в то время как для сварки металлов в среде инертного газа сплошная проволока подается в сварочную ванну для соединения кусочки вместе.
Цена
Сварка MIG относительно дешевле, чем сварка TIG, потому что сварка TIG требует больше навыков и точности, чем сварка MIG.
Требуемые навыки
Для выполнения сварки MIG не требуется большого опыта сварки. Сварка MIG проще и может быть выполнена сварщиком начинающего уровня, в то время как сварка TIG обычно выполняется опытными сварщиками.
Требуемое время
Сварка ВИГ занимает больше времени по сравнению со сваркой МИГ.
Сварка ВИГ: преимущества и недостатки
В то время как все сварщики скажут вам, что сварка TIG является лучшей из существующих благодаря их высококачественным результатам и возможности адаптации ко всем видам металлов, у сварки TIG также есть определенные недостатки. То, что работает лучше всего в одной ситуации, может не работать в другой. Лучше всего знать недостатки и преимущества сварки TIG, чтобы вы могли принять обоснованное решение в следующий раз, когда вам нужно будет выбрать, какой тип сварки использовать в вашем проекте. Ниже перечислены некоторые из наиболее распространенных преимуществ и проблем, связанных со сваркой TIG.
Ниже перечислены некоторые из наиболее распространенных преимуществ и проблем, связанных со сваркой TIG.
Преимущества
- Сварка ВИГ дает очень аккуратный результат и используется в ситуациях, когда требуется очень точная сварка. Косметический вид сварного шва лучше при сварке TIG, чем при сварке MIG.
- Сварка ВИГ совместима с различными металлами.
- Сварные швы TIG высшего качества; они прочнее, долговечны и дают сварные швы высокой чистоты, в то время как другие виды сварных швов не такого качества.
- Оборудование, необходимое для сварки TIG, довольно доступно по цене, что делает услугу доступной по цене.
Недостатки
- Несмотря на то, что при сварке ВИГ получаются прочные сварные швы, необходимо убедиться, что вы работаете с чистым металлом, так как примеси и загрязнения могут привести к ослаблению сварных швов.
- Процесс сварки TIG имеет низкую скорость наплавки; это можно делать только в определенном темпе и нельзя торопиться.
- В то время как все сварочные работы должны выполняться только при наличии определенного уровня образования и знаний о процессе сварки, сварка TIG особенно не является детской игрой. Из всех других видов сварки TIG требует наибольшего мастерства, ловкости и ловкости. У сварщика часто заняты три из четырех конечностей при выполнении сварки TIG!
- Сварка ВИГ требует навыков и сноровки, и только опытный сварщик может эффективно ее выполнить. Вот почему трудозатраты на сварку TIG, как правило, выше, несмотря на то, что оборудование не является дорогим.
- Поскольку сварка методом ВИГ является прочной и долговечной, детали, сваренные методом ВИГ, очень трудно разобрать. Это возможно, и профессиональный сварщик справится, но зачастую детали остаются поврежденными и непригодными для дальнейшего использования.

Теперь, когда вы знаете все на свете о сварке TIG, вы должны лучше понять, является ли это правильным выбором для вас. Независимо от того, пытаетесь ли вы научиться сварке TIG, решаете, лучше ли сварка TIG подходит для вашего проекта, или хотите сделать на этом карьеру, эта информация охватывает почти все, что вам следует знать о сварке TIG. Удачной сварки!
Удачной сварки!
Часто задаваемые вопросы
Можно ли сваривать без газа?
Без защитного газа вы сожжете вольфрам, так как он может нагреваться до очень высоких температур и ржаветь или подвергаться коррозии. Это также приведет к загрязнению сварного шва и не приведет к проникновению в заготовку.
Можно ли использовать любой газ для сварки TIG?
Нет, можно использовать только инертные газы. Аргон является основным защитным газом, используемым для сварки TIG, а также для сварки MIG и алюминия. CO2 дает более холодную, грубую дугу и немного более твердый сварной шов. Другим обычно используемым газом является гелий. Обычно предпочтительна смесь гелия и аргона.
Какая оптимальная температура для сварки TIG?
При сварке TIG свойства вольфрама позволяют поддерживать температуру дуги почти на уровне 11 000 градусов по Фаренгейту. Высокая температура плавления и отличная электропроводность не дают вольфрамовому электроду сгореть!
Что предпочтительнее, ТИГ или МИГ?
Сварка ВИГ очень аккуратная и точная, поэтому, если заготовка должна быть эстетически привлекательной, сварка ВИГ будет предпочтительнее.