Сварка титана плавлением
Сварка плавлениемНаиболее распространенным методом сварки является сварка плавлением. Ранее уже отмечалась исключительная химическая активность титана. В процессе сварки плавлением, по-видимому, больше, чем в каком-либо другом случае, необходимо соблюдение особых мер предосторожности для предотвращения загрязнение титана из атмосферы.
Для защиты металла при сварке применяются инертные газы. Такой процесс называют дуговой сваркой в атмосфере инертного газа (аргона, гелия или смеси этих газов).
Известны три основных способа защиты при сварке в атмосфере инертного газа. В случае экспериментальной сварки, сварки небольших образцов или деталей сложной формы применяется сварка в камере. Свариваемые детали и оборудование расположены внутри герметизованной наполненной инертным газом камеры. Сварка опытных образцов обычно производится не только для определения наличия кислорода и азота в камере, но и для поглощения газов и очистки атмосферы камеры.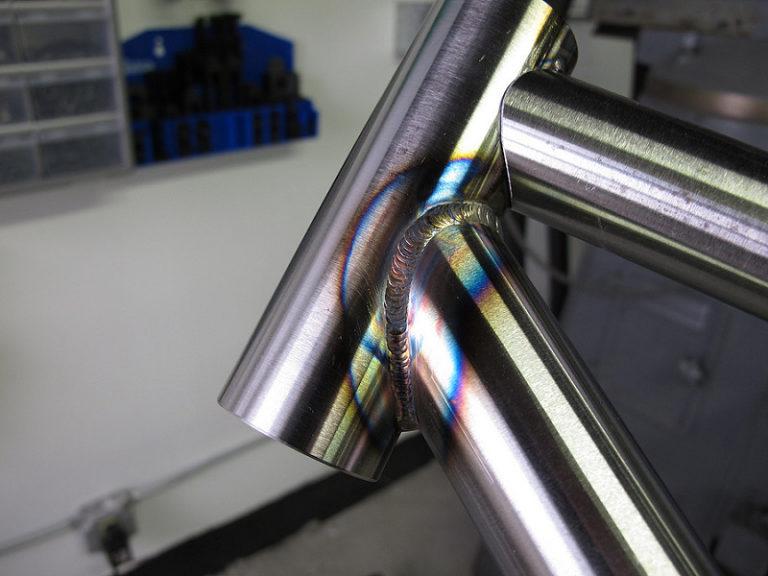
В наиболее распространенных конструкциях сварочной горелки через последнюю подается инертный газ. Тогда вокруг электрода и свариваемого металла образуется атмосфера защитного газа, перемещающаяся вместе с горелкой. При подобном перемещении обнажаются затвердевающие, но еще горячие участки сварки, что создает возможность поглощения металлом загрязняющих примесей.
Кроме того, частично примеси поглощаются и с нижней стороны свариваемых деталей . Для устранения этого с противоположной стороны шва также применяется защита газом или плотно прилегающая к шву медная подкладка, а к горелке прикрепляется передвижной щиток. Этим дополнительно защищаются расплавленный металл, сварной шов и нижняя сторона шва, пока металл не остынет до температуры ниже 540° С.
 Особенно эффективен гелий, так как он легче воздуха или аргона и покрывает нижнюю сторону сварного шва. Ввиду большой активности титана при повышенных температурах инертный газ должен быть высокой чистоты, в противном случае он может оказаться источим загрязнения. Он не должен содержать влагу (допустимая влажность менее 5 %), а общее содержание кислорода и азота должно быть значительно менее 1 % .
Особенно эффективен гелий, так как он легче воздуха или аргона и покрывает нижнюю сторону сварного шва. Ввиду большой активности титана при повышенных температурах инертный газ должен быть высокой чистоты, в противном случае он может оказаться источим загрязнения. Он не должен содержать влагу (допустимая влажность менее 5 %), а общее содержание кислорода и азота должно быть значительно менее 1 % .Турбулентное движение инертного газа может оказать большое влияние на эффективность его защиты.
Следует также учитывать электрические свойства газов. Применение гелия вызывает более глубокое проплавление и лучшее «смачивание», а аргон дает более спокойную дугу. Наилучшие результаты при сварке плит дала смесь гелия (70 %) с аргоном (30%) . При сварке листового титана лучше пользоваться чистым аргоном, так как в этом случае желательно меньшее проплавление. Двумя основными способами дуговой сварки титана являются сварка с помощью нерасходуемого электрода (вольфрам) и сварка расходуемым электродом (титановая проволока).

Оба способа применимы как при ручной сварке, так и при автоматической дуговой сварке. При сварке вольфрамовым электродом применяется постоянный ток прямой полярности (электрод отрицательный). При сварке расходуемым электродом применяется постоянный ток обратной полярности (электрод положительный).
Удовлетворительные результаты были получены при сварке плит толщиной от 12,7 до 25,4 мм соединением встык с двусторонним скосом обеих кромок (угол 45-60°) с разделкой от 0 до 4,5 мм
Скорость перемещения горелки должна быть 250-500 мм/мин при расходе газа у дуги от 1,35 до 1,89 м3/час и от 0,81 до 1,35 м3/час на передвижном щитке и на подкладке. При присадочном прутке диаметром 1,6 мм применяется напряжение 30 в при токе 300 а.
Подбор присадочного материала при дуговой сварке следует производить с такой же тщательностью, как и выбор основного материала.
 Содержание углерода, кислорода, азота и водорода в присадочном материале не должно превышать пределов, указанных выше для основного материала. Так как химический состав сварного шва определяется составом основного материала и присадки, то при гварке плиты, содержание примесей в которой превышает допустимые пределы, должен применяться присадочный материал более высокой чистоты.
Содержание углерода, кислорода, азота и водорода в присадочном материале не должно превышать пределов, указанных выше для основного материала. Так как химический состав сварного шва определяется составом основного материала и присадки, то при гварке плиты, содержание примесей в которой превышает допустимые пределы, должен применяться присадочный материал более высокой чистоты.При сварке титановых сплавов присадочным материалом из нелегированного титана околошовная зона обнаруживает хрупкость. Эта зона является участком основного металла, на котором отрицательно сказывается действие сварочного тепла. Иногда нагревом сварного соединения до температур (а+в) -области с последующим медленным охлаждением пластичность шва удается повысить .

Следовательно, сварка титана плавлением вследствие его высокой химической активности в отличие от сварки других металлов требует тщательного контроля состава окружающей атмосферы. Трудности, возникающие при соединении титана с другими металлами путем сварки, все еще не преодолены. Более перспективными в этом отношении являются иные методы соединения.
Казавшиеся ранее неразрешимыми проблемы сварки титана решены с такой быстротой, что в
Сварка титана
Титан отличается высокой прочностью (267–337 МПа) при плотности 4,5 г/см3 и температуре до 450–500°С, высокой устойчивостью к коррозии во многих агрессивных средах. Сплавы титана с примесями легирующих элементов (алюминия, хрома, марганца, ванадия, олова и др.) обладают еще большей прочностью (до 1000–1400 МПа) при достаточной пластичности и широко применяются в качестве конструкционного материала для судо- и машиностроения, авиационной и ракетной техники, приборостроения, химического машиностроения, а также в других отраслях промышленности.
Титан имеет одну из двух основных стабильных фаз (аллотропических модификаций), характеризующихся строением кристаллической решетки:
- α-титан с гексагональной кристаллической решеткой (мелкозернистой структурой) при температуре до 882°С;
- β-титан с объемно центрированной кристаллической решеткой (крупнозернистой структурой) при температуре выше 882°С.
При температуре 882°С у титана изменяется структура кристаллической решетки с одной на другую (происходит полиморфное превращение).
Ряд легирующих элементов и примесей, называемых α-стабилизаторами (алюминий, азот, олово, кислород и др.), увеличивают температуру полиморфного превращения титана и, таким образом, стабилизируют α-фазу и расширяют область α-титана. Легирующие элементы, называемые β-стабилизаторами
(хром, молибден, ванадий, марганец), способствуют сохранению β-титана при уменьшении температуры.К α-сплавам относятся технический титан ВТ1, а также сплавы ВТ5 и ВТ5-1. Они пластичны, термообработкой не упрочняются и обладают хорошей свариваемостью.
Они пластичны, термообработкой не упрочняются и обладают хорошей свариваемостью.
К двухфазным α+β-сплавам относятся сплавы ОТ4, ВТ3, ВТ4, ВТ6, ВТ8, ВТ14. Двухфазные сплавы с малым количеством β-стабилизаторов (например, сплавы ОТ4) термически не упрочняются и хорошо свариваются, а сплавы, где β-структура может сохраняться при охлаждении до комнатной температуры (например, сплавы ВТ6 и ВТ14), термически упрочняются и свариваются хуже. За счет термической обработки (закалки и искусственного старения) их прочность может быть доведена до 1400 МПа при удовлетворительной пластичности.
Сплавы с β-фазой, например, ВТ15, упрочняются термической обработкой и свариваются хуже. Они склонны к росту зерен и возникновению холодных трещин.
Трудности при сварке титана и способы решения
Основные трудности при сварке титана обусловлены его высокой химической активностью по отношению к газам (кислороду, азоту, водороду) при нагреве и расплавлении.
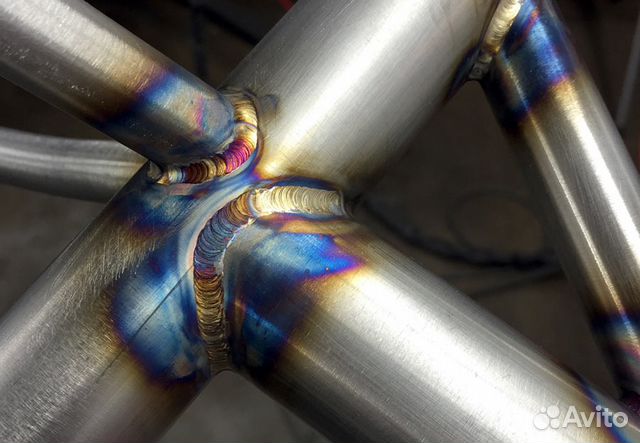
При комнатной температуре титан взаимодействует с кислородом, стабилизирующим α-фазу, по реакции Ti+O2 = TiO2 с образованием поверхностного слоя с большой твердостью – альфинированного слоя, – который предохраняет титан от дальнейшего окисления. При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы (от Ti6O до TiO2) с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты металла при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность. Перед сваркой следует полностью удалять поверхностный слой титана, насыщенный повышенным количеством кислорода (альфинированный слой) и азота, поскольку при попадании частиц данного слоя в сварной шов металл становится хрупким, появляются холодные трещины. Допустимое содержание азота в титане составляет до 0,05%, кислорода – до 0,15%.
Допустимое содержание азота в титане составляет до 0,05%, кислорода – до 0,15%.
Водород даже в небольшом количестве значительно ухудшает свойства титана. Он активно поглощается титаном при температуре 200–400°С. С повышением температуры водород начинает выделяться из титана и сгорает. При более низких температурах содержание водорода также снижается, однако гидриды титана TiH
Тщательная защита от насыщения металла газами требуется не только для расплавленного металла, но также для участков твердого металла с температурой 400°С и выше. Как правило, это обеспечивается за счет использования флюсов, металлических и флюсовых подкладок, специальных защитных газовых подушек. О надежной защите свидетельствует блестящая поверхность металла после сварки, о плохой защите – желто-голубая окраска, серые налеты.
Сварка титана и его сплавов выполняется присадочным металлом, близким по составу к основному металлу, например, проволокой ВТ1-00. Обычно перед сваркой проволока подвергается вакуумному (диффузионному) отжигу для удаления водорода. Кромки подготавливают механическим путем, плазменной или газокислородной резкой с последующим удалением насыщенного газами металла кромок механической обработкой. Поверхности кромок и прилегающего основного металла, а также сварочной проволоки тщательно очищают травлением или механическим путем.
Титан обладает низкой теплопроводностью, в связи с чем стыковые швы, получаемые при сварке плавящимся электродом в среде аргона, имеют характерную конусовидную форму с глубоким проплавлением. Поэтому для некоторых конструкций требуется наложение дополнительных швов по краям основного шва (галтельных швов) или сварка в среде гелия для получения более широкого шва.
Основные способы сварки титана и его сплавов:
- дуговая сварка в среде инертных газов неплавящимся и плавящимся электродом;
- дуговая сварка под флюсом;
- электрошлаковая сварка;
- электронно-лучевая сварка;
- контактная сварка.


Дуговая сварка титана в среде инертных газов
Дуговая сварка титана в среде инертных газов может выполняться неплавящимся иттрированным или лантанированным вольфрамовым электродом (ручная или механизированная сварка) и плавящимся электродом (полуавтоматическая или автоматическая сварка). В качестве инертных газов применяют аргон высшего сорта, гелий высокой чистоты или смеси аргона с гелием.
Защита металла в процессе сварки может осуществляться следующими способами:
- на воздухе с подачей инертного газа из сопел со специальными удлиненными насадками (до 50 см) для увеличения зоны защиты и подачей газа с обратной стороны сварного шва через специальные подкладки;
- на воздухе с помощью местных камер-насадок, защищающих зону сварки и часть свариваемого узла; при этом обратная сторона шва может быть защищена за счет подачи газа через подкладки;
- путем помещения всего свариваемого узла в герметичную камеру с контролируемой атмосферой.
В герметичную камеру с контролируемой атмосферой также помещают сварочную оснастку, горелку и наполняют инертным газом. Она может иметь иллюминаторы или прозрачную оболочку и встроенные рукавицы для сварщика. Для крупных ответственных изделий используют камеры большого размера, оборудованные необходимыми устройствами и предназначенные для работы внутри них сварщиков в скафандрах.
Наибольшей популярностью пользуется сварка титана вольфрамовым электродом на воздухе. Ее выполняют на обычных установках для автоматической аргонодуговой сварки неплавящимся электродом на постоянном токе прямой полярности. На сварочной горелке закрепляется специальная насадка для защиты инертным газом от воздуха участков металла с температурой 250–300°С и выше. Размеры этих участков, как правило, определяются расчетами по формулам распространения тепла в металлах при сварке. Наилучшая защита достигается при помещении в насадку сетчато-пористого материала для обеспечения ламинарного потока инертного газа. Обратную сторону шва защищают с применением специальных насадок и подкладок.
Обратную сторону шва защищают с применением специальных насадок и подкладок.
Аргонная сварка вольфрамовым электродом титановых деталей толщиной 0,5–1,5 мм выполняется встык без зазора и без подачи присадочного прутка, а толщиной более 1,5 мм – с подачей присадочного материала. Проволоку предварительно подвергают вакуумному отжигу в течение 4 ч при температуре 900–1000°С. При зачистке поверхностей кромок свариваемых деталей и прилегающего металла, а также проволоки необходимо снять альфированный слой, насыщенный кислородом.
Таблица. Рекомендуемые режимы аргонной сварки титановых листов вольфрамовым электродом (скорость подачи аргона через горелку 13–18 л/мин, с обратной стороны сварного шва – 2–2,5 л/мин)
| Толщина металла (мм) | Диаметр (мм) | Сила тока (А) | Скорость сварки (м/ч) | |
| вольфрамового электрода | присадочной проволоки | |||
| 0,3–0,7 | 1,6 | – | 40 | 55 |
| 0,8–1,2 | 1,6 | – | 60–80 | 40–50 |
| 1,5–2,0 | 2,0 | 2,0–2,5 | 80–120 | 35–40 |
| 2,5–3,5 | 3,0 | 2,0–2,5 | 150–200 | 35–40 |
Ручная аргонная сварка вольфрамовым электродом выполняется «углом вперед» на короткой дуге без колебательных движений сварочной горелки. Между электродом и присадочным материалом поддерживается угол в 90°. При обрыве дуги, а также после окончания сварки необходимо подавать аргон до тех пор, пока температура металла не станет ниже 400°С.
Между электродом и присадочным материалом поддерживается угол в 90°. При обрыве дуги, а также после окончания сварки необходимо подавать аргон до тех пор, пока температура металла не станет ниже 400°С.
При аргонодуговой сварке титана толщиной свыше 4 мм обычно используется V-образная, X-образная или рюмкообразная разделка кромок. Для повышения производительности сварки вольфрамовым электродом применяются следующие способы:
- сварка погруженной дугой;
- сварка сквозным проплавлением;
- импульсно-дуговая сварка;
- сварка по флюсу;
- сварка присадочной порошковой проволокой;
- сварка в щелевую разделку;
- сварка с магнитным перемешиванием сварочной ванны
- и др.
Сварка погруженной дугой (когда конец электрода размещен ниже поверхности свариваемого металла) на больших токах позволяет сваривать за один проход без разделки кромок титан и его сплавы толщиной до 15 мм. При сварке сквозным проплавлением возможно сваривать за один проход титан и его сплавы толщиной 12 мм.
С помощью импульсно-дуговой сварки (когда подача тока в зону дуги осуществляется кратковременными импульсами) можно в более широком диапазоне изменять размеры шва, уменьшать уровень остаточных напряжений, снижать деформации сварных конструкций, уменьшать зону термического влияния, а также уменьшать размеры кристаллитов и пористость в сварном шве.
При сварке по флюсу-пасте типа АН-ТА, наносимому тонким слоем на поверхность кромок свариваемых деталей, на меньших токах можно сваривать без разделки кромок металл толщиной до 12 мм. Данная технология позволяет увеличить глубину проплавления, снизить деформации сварных конструкций, изменять форму провара, уменьшить зону термического влияния, снизить вероятность образования пор и прожогов. Такими же преимуществами обладает и сварка порошковой проволокой с флюсом в качестве наполнителя.
При сварке с магнитным перемешиванием металла сварочной ванны с помощью внешнего магнитного поля уменьшаются химическая неоднородность и пористость металла шва. При сварке в щелевую разделку (по узкому зазору) снижается расход дорогих и дефицитных материалов и увеличивается производительность.
При сварке в щелевую разделку (по узкому зазору) снижается расход дорогих и дефицитных материалов и увеличивается производительность.
Сварка плавящимся электродом (проволокой) выполнятся при толщине титана и его сплавов свыше 3 мм в нижнем положении на постоянном токе обратной полярности на режимах, которые обеспечивают мелкокапельный перенос электродного металла.
Таблица. Режимы сварки титана и его сплавов плавящимся электродом (проволокой) в инертных газах
| Диаметр электрода (мм) | Сварочный ток (А) | Напряжение дуги (В) | Толщина стыковых соединений, свариваемых без разделки кромок (мм) | Скорость сварки (м/ч) | Вылет электрода (мм) | Расход газа (л/мин) |
| в аргоне | ||||||
| 0,6–0,8 | 150–250 | 22–24 | 4–8 | 30–40 | 10–14 | 20–30 |
| 1,0–1,2 | 280–320 | 24–28 | 5–10 | 30–40 | 17–20 | 25–35 |
| 1,6–2,0 | 340–520 | 30–34 | 8–12 | 20–25 | 20–25 | 35–45 |
| 3,0 | 480–750 | 32–34 | 14–34 | 18–22 | 30–35 | 40–50 |
| 4,0 | 680–980 | 32–36 | 16–36 | 16–18 | 35–40 | 50–60 |
| 5,0 | 780–1200 | 34–38 | 16–36 | 14–16 | 40–45 | 50–60 |
| в гелии | ||||||
| 0,6–0,8 | 150–250 | 28–32 | 4–6 | 30–40 | 10–14 | 30–40 |
| 1,0–1,2 | 280–320 | 32–36 | 4–8 | 30–40 | 17–20 | 35–45 |
| 1,6–2,0 | 340–520 | 38–40 | 5–10 | 20–25 | 20–25 | 70–90 |
| 3,0 | 480–750 | 42–48 | 10–28 | 18–22 | 30–35 | 80–100 |
| 4,0 | 680–980 | 46–50 | 12–32 | 16–18 | 40–50 | 100–120 |
| 5,0 | 780–1200 | 46–52 | 12–32 | 14–16 | 45–55 | 100–120 |
Для уменьшения пористости и увеличения ширины сварного шва применяют смесь аргона с гелием (обычно 20% аргона и 80% гелия) или чистый гелий.
Для повышения производительности сварки титана и его сплавов плавящимся электродом в среде инертных газов используют предварительный подогрев проволоки проходящим током и импульсно-дуговую сварку (позволяющую, например, в полуавтоматическом режиме при уменьшении погонной энергии сварки в 2–2,5 раза увеличить производительность в 2–3 раза), а также сварку в щелевую разделку (позволяющую сократить расход дорогих материалов).
Дуговая сварка титана под флюсом
Титан и его сплавы можно сваривать под бескислородными флюсами АНТ-1, АНТ-3 при толщине металла 2,5–8 мм и АНТ-7 для металла большей толщины. Перед сваркой флюс прокаливается при температуре 200–400 °С, чтобы содержание влаги в нем не превышало 0,05% по массе. Сварка выполняется на стандартном оборудовании на постоянном токе обратной полярности.
Получаемые сварные соединения не уступают по прочности и пластичности основному металлу и имеют более мелкозернистую структуру, чем при сварке в инертных газах. Данный способ экономически эффективен для металла толщиной более 6–8 мм.
Данный способ экономически эффективен для металла толщиной более 6–8 мм.
Таблица. Режимы сварки титана и его сплавов плавящимся электродом (проволокой) под флюсом АНТ-1 (скорость сварки составляет 50 м/ч)
| Толщина металла (мм) | Диаметр электродной проволоки (мм) | Сила тока (А) | Напряжение (В) | Скорость подачи сварочной проволоки (м/ч) |
| односторонняя сварка на остающейся подкладке | ||||
| 2–2,5 | 2 | 190–220 | 34–36 | 167–175 |
| 4–4,5 | 2 | 300–320 | 34–38 | 221–239 |
| 4–5 | 3 | 310–340 | 30–32 | 95–111 |
| двусторонняя сварка | ||||
| 8 | 3 | 310–370 | 30–32 | 135–140 |
| 10 | 3 | 340–360 | 30–32 | 150–155 |
| 12 | 3 | 350–400 | 30–32 | 160–165 |
| 15 | 3 | 390–420 | 30–32 | 175–180 |
Электрошлаковая сварка титана
При электрошлаковой сварке титана и его сплавов применяют пластинчатые электроды того же состава, что и свариваемый металл, толщиной 8–12 мм и шириной, равной толщине свариваемой детали. Используются тугоплавкие флюсы АНТ-2, АНТ-4, АНТ-6, которые необходимо предварительно прокалить при температуре 200–400 °С, чтобы содержание влаги во флюсе не превышало 0,05% по массе. Для защиты остывающего металла и шлаковой ванны от воздуха в зазор между водоохлаждаемыми ползунами и деталью подается аргон из расчета 5–12 л/мин при толщине металла 30–120 мм.
Используются тугоплавкие флюсы АНТ-2, АНТ-4, АНТ-6, которые необходимо предварительно прокалить при температуре 200–400 °С, чтобы содержание влаги во флюсе не превышало 0,05% по массе. Для защиты остывающего металла и шлаковой ванны от воздуха в зазор между водоохлаждаемыми ползунами и деталью подается аргон из расчета 5–12 л/мин при толщине металла 30–120 мм.
Получаемые сварные соединения по свойствам близки к основному металлу и имеют крупнокристаллическую структуру. Электрошлаковая сварка эффективна для титановых деталей толщиной свыше 40 мм.
Таблица. Режимы электрошлаковой сварки титановых поковок пластинчатым электродом с применением флюса АНТ-2 (напряжение составляет 16–18 В)
| Толщина металла (мм) | Толщина пластинчатого электрода (мм) | Зазор (мм) | Сила тока (А) |
| 30–50 | 8–10 | 23–25 | 1200–1600 |
| 50–80 | 8–10 | 23–25 | 1600–2000 |
| 80–100 | 10–12 | 24–26 | 2000–2400 |
| 100–120 | 10–12 | 24–26 | 2400–2800 |
Электронно-лучевая сварка титана
Электронно-лучевая сварка титана и его сплавов обеспечивает мелкозернистую структуру сварного шва и надежную защиту металла от газов..jpg) Она используется для толщин до 160 мм. В ряде случаев для предотвращения появления пор и несплошностей применяется сварка с горизонтальным размещением луча.
Она используется для толщин до 160 мм. В ряде случаев для предотвращения появления пор и несплошностей применяется сварка с горизонтальным размещением луча.
Сварка титана в среде аргона в Екатеринбурге в УралАвтопрофи
Титан – уникальный металл, обладающий повышенной прочностью, стойкостью к различным воздействиям, и это при малом весе. Все эти характеристики сделали его самым востребованным материалом не только в авиа- и кораблестроении, строительстве, но и в автомобильной промышленности.
Проблема, с которой сталкиваются при ремонте деталей из титана – сложность в обработке. Дело в том, что при нагревании до 400 С и более титан начинает разрушаться, из-за воздействия кислорода и азота.
Поэтому при сварочных работах необходимо соблюдать определённые технические правила и использовать защитные средства, не допускающие взаимодействия с продуктами сварки и внешней средой.
Сварка титана
Аргонная сварка деталей из титана позволяет при грамотном подходе и наличие навыка у специалиста выполнить тонкую операцию обработки материала без использования электродов и флюсов. Выполним профессиональную сварку титана в среде аргона в Екатеринбурге.
Выполним профессиональную сварку титана в среде аргона в Екатеринбурге.
Технология сварки титана
Процесс сварки титана заключён в некоторых тонкостях операции, и выполнить их сможет только квалифицированный специалист. Весь процесс проходит последовательно.
- Вначале идёт подготовительный этап, на котором место сварки зачищается плазменной или газокислородной резкой.
- Затем деталь обрабатывается раствором соляной кислоты и фтора.
- Процесс сварки проходит при постоянном токе, специальной токопроводящей горелкой с керамическим соплом.
Электрод, используемый для работ – только вольфрамовый.
Под давлением электродуги жидкий титан оттесняется, и горит она как бы в углублении. Вследствие этого, проплавляющая способность соединения повышается. Нагнетаемый в сварную ванну аргон создаёт надёжную защиту как внешней, так и внутренней поверхности от кислорода и азота.
Если свариваемая деталь имеет толщину более 1,5 мм, то для надёжности соединения применяется присадочная проволока. В случаях сварки детали меньшей толщины соединение проводится встык без зазора и присадок. Детали толщиной более 15 мм сваривают в один подход погружённой в ванну дугой.
В случаях сварки детали меньшей толщины соединение проводится встык без зазора и присадок. Детали толщиной более 15 мм сваривают в один подход погружённой в ванну дугой.
При правильном подходе шов получается цельной и ровный, не требующий дополнительной зачистки от шлаков. Качественно выполненный шов имеет высокую прочность и герметичность.
Техника безопасности
Для устранения вероятности взаимодействия расплавленного материала с воздухом, водяным паром или азотом, на рабочем месте необходимо организовать защиту с тыльной и наружной стороны детали.
Для этого можно использовать стальные или медные прокладки, которые необходимо плотно прижать к сварному шву. Также применяются специальные насадки с защитными козырьками и отверстиями.
Если вам необходима услуга сварки титана аргоном, звоните прямо сейчас (343) 268-06-44 по телефону в Екатеринбурге!
Сварка титана с алюминием
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Основные трудности получения непосредственного сварного соединения этого сочетания металлов связаны с образованием химических соединений TiAl при 1460 °С (содержание Аl 36,03 %) и TiAl3 при 1340 °С (содержание А1 60—64%) в результате перитектической реакции. Предельная растворимость Ti в Аl мала и составляет 0,26—0,28 % при 665 °С. При 20 °С эта величина снижается до 0,07%. Алюминий в титане образует ограниченные области α- и β-растворов. Технически чистый Аl и Ti обладают высокой пластичностью. Эти материалы сильно отличаются по температуре плавления и другим тепло-физическим величинам. Сплавы титана имеют значительно более высокую прочность и твердость.
В связи с отмеченными особенностями получить соединение при расплавлении обеих заготовок с получением металла шва, представляющего твердый раствор, практически невозможно. Шов всегда будет содержать интерметаллиды, сильно охрупчивающие соединение.
Шов всегда будет содержать интерметаллиды, сильно охрупчивающие соединение.
Из методов сварки в твердой фазе получила применение холодная сварка технически чистых алюминия и титана. Техника холодной сварки принципиально не отличается от сварки других сочетаний металлов. Полученные соединения равнопрочны основному металлу.
Диффузионной сваркой удается сваривать достаточно большую номенклатуру сочетаний титановых и алюминиевых сплавов при высоком качестве соединения. Сварка ведется при температуре 560—720 °С и продолжительности нагрева порядка 10 мин. Термическая обработка таких соединений при 500 °С в течение 10 ч и при 600 °С в течение 1 ч не приводит к снижению механических свойств и вакуумной плотности. Интенсивный рост интерметаллида (Al3Ti) начинается после 2-ч выдержки при 600 °С. Толщина прослойки интерметаллида при диффузионной сварке достигает 12 мкм, что существенно не отражается на механических свойствах. Разрушение образцов, полученных диффузионной сваркой, при испытаниях идет по алюминиевой заготовке.
Сварка методами плавления возможна в случае, когда будет обеспечено расплавление только Аl при минимальном перегреве и при ограничении времени контакта расплава с поверхностью титановой заготовки, т. е. в режиме сварки-пайки, При этом время контакта с расплавом должно быть меньше времени ретардации образования интерметаллидов. При температуре 700—800 °С и выдержке 15 с интерметаллиды еще не образуются. Повышение температуры до 900 °С и выше приводит к появлению в зоне контакта соединения TiAl3. Таким образом, техника сварки должна быть такой, чтобы в зоне контакта температура не превышала 850 °С. Такие условия можно получить, расплавляя только алюминий.
Сварка титана. Влияние структуры на сварку
Темно-синий вольфрамовый электрод для сварки титана
Сварка титанаНачинающим сварщикам, которые никогда не сталкивались с рассматриваемой темой, может показаться, что сварка такого необычного материала как титан, сопряжена с трудностями, которые вряд ли можно преодолеть в обычных не заводских условиях. Это ошибочная точка зрения, так как этот металл или сплав можно варить без применения особых техпроцессов и оборудования.
Это ошибочная точка зрения, так как этот металл или сплав можно варить без применения особых техпроцессов и оборудования.
Какое оборудование для этого нужно?
Да, бывает, что применяется плазменная сварка или электронно –лучевая (что особенно удачно, ведь она проводится в среде вакуума) и даже трением! Но все эти перечисленные способы не являются основными и несмотря на свою эффективность на практике используются не часто. В основном, применяют всем знакомый аргон и полуавтоматы. Так что выбирая оборудование для работы с титаном обратите внимание на инверторы ТIG и MIG .
Важно знать
Успешность сварочного процесса будет зависеть от выбора полярности сварочного аппарата:
• Если это TIG необходимо установить режим прямой полярности на токе DC (постоянный)
• Для MIG настраивается обратная полярность и ток DC.
Сварочная горелка должны быть оборудована клавишей дистанционного управления, что позволяет вести процесс непрерывно, контролируя величину тока и параметры охлаждения шва защитным газом. В качестве дополнительного приспособления применяют педаль ножного типа, позволяющую управлять как параметрами процесса, так и таймером предварительного/ завершающего продува газа.
В качестве дополнительного приспособления применяют педаль ножного типа, позволяющую управлять как параметрами процесса, так и таймером предварительного/ завершающего продува газа.
Как вы уже догадались, правильная защита сварочной ванны является важной составляющей успешного проведения процесса. Расплавленный металл должен быть надежно огражден от взаимодействия с кислородом, а газ должен непрерывно подаваться в зону шва пока ее температура не достигнет 400 градусов.
Используемые газы: Ar (аргон) и Нe (гелий).
Влияние структуры титана на сварку
Металл титан – часто встречающийся в земной поверхности. Там его больше, чем других далеко нередкоземельных элементов, таких как Сu, Pb и Zn. Он обладает малой плотностью всего 4,5 Г/см3, но при этом достаточной прочен: временное сопротивление разрыву для чистого Тi составляет 260 ..330 МПа, а при его легировании эта величина может достигать до 1200… 1300 Мпа. Плавится при подогреве до Т=1650 град. Цельсия, крайне устойчив к механизмам электрохимического разрушения. В кислороде возможно самовоспламенение. Реагирует с водородом и азотом. Проявляет активность при нагреве выше 400 градусов, поэтому сварка без защитной среды невозможна. У титана низкая теплопередача, более чем в 2 раза ниже у черной стали. Из-за этого для сварки выставляют меньшие токи, не смотря на его тугоплавкость.
Цельсия, крайне устойчив к механизмам электрохимического разрушения. В кислороде возможно самовоспламенение. Реагирует с водородом и азотом. Проявляет активность при нагреве выше 400 градусов, поэтому сварка без защитной среды невозможна. У титана низкая теплопередача, более чем в 2 раза ниже у черной стали. Из-за этого для сварки выставляют меньшие токи, не смотря на его тугоплавкость.
Как и сталь обладает аллотропией , т.е возможностью менять свою кристаллическое строение при нагреве, соответственно способен упрочняться термически. Метаморфозы с фазами происходят при 880 оС, до этой температуры существует α- модификация, свыше β.
Добавление элементов Al, O2 и N приводит в устойчивое положение α- фазу. Легирующие добавки Сr, Mn, V стабилизируют β-фазу.
Из выше изложенного логично вытекает, что существует три типа сплава титана альфа, α+ β и бета.
К альфа-сплавам относятся ВТ1 и ВТ5-1 – они не увеличивают твердость в результате термообработки, им характерна высокая вязкость, хорошо поддаются сварке
К бета-титановым сплавам относятся ВТ-15, ВТ16, ТС6, упрочняются термически, но трудносвариваемы, может наблюдаться увеличение зерен и трещинообразование
К α+ β структуре принадлежат такие марки как ВТ3-ВТ8, ОТ4. Они хорошо варятся и термообрабатываются.
Они хорошо варятся и термообрабатываются.
При нормальных условиях 18 -20 градусов поверхностные слои титана вступают в связь с кислородом воздуха, образуя твердый раствор, то есть состав из двух фаз, находящихся в единой кристаллической решетке. Перенасыщение кислородом поверхности не дает возможности окисляться слоям, находящимся ниже. При возрастании температуры до плавления Ti вступает в реакцию с О2 с возникновением окислов ТiO2. Они окрашены в золотисто-желтые тона или фиолетовые. По данным цветам побежалости можно оценивать несколько эффективной была аргонная защита при сварке.
При температуре свыше пятисот градусов титан так же взаимодействует с азотом с развитием нитридов. Поверхностный слой упрочняется, но пластичность падает. Это свойство применяется в ионном азотировании.
Наводораживание Тi в процессе сварки может вызвать высокую пористость и привести к образованию дефектов во времени.
К образованию трещин во время кристаллизации сварочной ванны он не склонен, зато шву и зоне возле шва присуще увеличение размеров зерна – это негативно сказывается на свойствах металла.
Сварка титана — Аргоник — аргонная сварка
Титан и сплавы титана с легирующими элементами (марганец, хром, алюминий, ванадий и др.) являются высокопрочными и при этом пластичными, устойчивыми к коррозии материалами, широко используемыми в машиностроении, приборостроении, при изготовлении ракетной и авиационной техники, автомобилей. Не удивительно, что сварка титана и титановых сплавов является весьма востребованным видом работ.
Сварка титана и титановых сплавов имеет свою специфику, обусловленную высокой химической активностью титана при нагреве свыше 400 градусов: кислород и азот, содержащиеся в воздухе, вступают с ним во взаимодействие, значительно ухудшая пластичность материала, в металле образуются трещины, он становится хрупким. Именно поэтому сварка титана и титановых сплавов осуществляется в специальной среде, состоящей из инертных газов: аргона и гелия. По этой же причине металл очень тщательно подготавливают к сварке, удаляя поверхностный слой, насыщенный кислородом (альфинированный): дело в том, что титан взаимодействует с кислородом даже при комнатной температуре, образуя окислы, и крайне нежелательно, чтобы частицы подобного материала попали в сварной шов. Кромки очищают газокислородной или плазменной резкой с последующей механической обработкой, прилегающий основной металл также очищают механическим путем или с помощью травления.
Кромки очищают газокислородной или плазменной резкой с последующей механической обработкой, прилегающий основной металл также очищают механическим путем или с помощью травления.
Еще один элемент, значительно ухудшающий свойства титана – это водород, он способствует образованию пор и появлению холодных трещин через какое-то время после сварки, что приводит к разрушению металла. Поэтому сварочная проволока, которая используется в качестве присадочного материала, подвергается предварительной обработке для удаления водорода – вакуумному отжигу.
В процессе сварки титана и титановых сплавов защита металла и присадочного материала может осуществляться несколькими способами. При сварке на открытом воздухе инертные газы подаются либо из сопел с удлиняющими насадками (для увеличения зоны защиты), либо с помощью специальных камер-насадок, защищающих свариваемый узел. Обратная сторона шва и в том и в другом случае защищается с помощью подачи газа через специальные прокладки. При работе со сложной конструкцией на открытом воздухе трудно обеспечить хорошую местную защиту. Для подобных работ используется специальная герметичная камера с контролируемой атмосферой, в которой размещают конструкцию целиком.
Для подобных работ используется специальная герметичная камера с контролируемой атмосферой, в которой размещают конструкцию целиком.
Качество защиты сварного шва можно оценить по цвету металла в околошовной области: в процессе нагрева титан начинает все более интенсивно поглощать кислород, цвет оксидной пленки меняется от золотисто-желтого до темно-фиолетового, переходящего в белый. При сварке титана и титановых сплавов необходимо защищать от воздействия воздуха не только сварной шов, но и все участки металла, разогревающиеся до температуры 400 градусов и выше. Для этих целей используется флюс, флюсовые прокладки, защитные газовые подушки и т.д. На поверхности металла после сварки не должно быть серого налета, желтых и голубых пятен, поскольку они свидетельствуют о том, что защита не была выполнена должным образом.
Специалисты компании «Аргоник» обеспечивают высокое качество сварки титана и титановых сплавов и предоставляют гарантию на все виды выполненных работ.
Сварка титана: особенности и последовательность процесса
Чтобы надежно соединить между собой любую металлическую конструкцию, используется сварка. Применяется специальный сварочный аппарат, который плавлением или давлением делает сварочный шов. Если говорить о таком материале, как титан, то чаще используется специальный электрод, плавящий материал под воздействием тока. Давайте подробнее рассмотрим, как производится сварка титана, и какая технология при этом используется.
Применяется специальный сварочный аппарат, который плавлением или давлением делает сварочный шов. Если говорить о таком материале, как титан, то чаще используется специальный электрод, плавящий материал под воздействием тока. Давайте подробнее рассмотрим, как производится сварка титана, и какая технология при этом используется.
Технология соединения
Сварочный электрод устанавливается в специальный держатель. Его крепление позволяет устанавливать электрод в разных положениях, что дает возможность работать даже в труднодоступных местах. Когда сварочный провод касается поверхности рабочего материала, образуется сварочная дуга. В этот момент температура на конце провода может достигать несколько тысяч градусов. Сам электрод тоже плавится, как и объект соединения, по которому он равномерно распределяется.
Титан – металл, который имеет высокую прочность. В чистом виде он практически не применяется, чаще всего его используют с различными примесями.
При сварке материал теряет часть своей прочности, меняется его структура, а потому важно проводить все работы в условиях полной защиты материала от взаимодействия с воздухом.
Чаще всего осуществляется холодная работа путем сдавливания, особенно на производствах.
Отрицательные моменты
Под воздействием высокой температуры титан может на протяжении длительного времени поддерживать сварочную ванную в жидком состоянии. В итоге в самом шве и в зоне вокруг него может увеличиваться количество зерна. Это влияет на качество шва.
Водород тоже оказывает негативное влияние: при его попадании в ванную происходит абсорбирование влаги. Кислород приводит к окислению титана, что становится причиной появления трещин в шве. Поэтому очень важно перед началом работ проводить тщательную подготовку. Хотя всего этого можно избежать, если проводится плазменная холодная сварка./806e871b3b31d0a.ru.s.siteapi.org/img/c6a4008eb17aef38475ba779d59c70051a54c0e5.JPG)
Подготовительные меры
Прежде чем будет проводиться сварка титана или материалов, состоящих из его сплавов, надо делать механическую обработку соединяемых кромок. Для этого производится травление с помощью раствора из различных кислот. Предварительно кромки зачищаются и обезжириваются. Для зачистки можно использовать шаберы или металлическую щетку. Делать это надо непосредственно перед началом работ. В результате должна получиться практически ровная поверхность без трещин, заусенцев и вмятин. Это необходимо, даже если планируется холодная методика соединения.
После зачистки проводится обезжиривание. Для этого применяются растворители на основе ацетона или сам ацетон в чистом виде. Это важно, даже если будет использоваться холодная сварка. После этого производится травка поверхности раствором, состоящим из:
После этой процедуры материал полностью готов к сварочным работам по любому способу, будь-то холодная методика или обычная.
Присадочная проволока
Для прочной сварки титана недостаточно только аппарата с электродом, даже если применяется холодная методика. Также потребуется специальная присадочная проволока, и подбирать ее надо в соответствии с маркировкой, которую можно увидеть на упаковке. В основном применяются следующие виды проволоки с такой маркировкой:
ВТ1-00;
ВТ1-00С;
ОТ4-1;
СПТ-2;
ВТ-2св.
Всё зависит от того, с каким сплавом титана необходимо работать, какая планируется методика — высокотемператур
Как производится работа?
Сварка титана осуществляется дуговым методом. Необходимо соблюдать условия, в которых осуществляется стабильное горение дуги, а шов получается ровным и качественным. Обязательно соблюдение вида и полярности тока, скорости работы, необходимого напряжения и диаметра электрода. Для титана используется вольфрамовый электрод, который плавится при воздействии постоянного тока. Горелка при выполнении сварки должна двигаться ровно, без колебаний.
Два элемента, которые необходимо приварить, прижимаются друг к другу, затем накладывается присадочный материал. Между ним и электродом должен быть угол около 90 градусов. При этом важно учитывать, что проволока должна подаваться непрерывно, навстречу горелке. Во время работы рекомендуется использовать специальный флюс АТН-23А или АТН-21А. Это не только повысит защиту, но и улучшит качество шва.
Это не только повысит защиту, но и улучшит качество шва.
Сварку можно производить в полуавтоматическ
Правила безопасности
Правила безопасности необходимо соблюдать, даже если проводится холодная сварка. Все провода, проводящие электричество, должны быть хорошо изолированы – это основное правило техники безопасности при работе с любым сварочным оборудованием. Все электрические элементы должны быть заизолированы так же, как и сам держатель электродов. Обязательно должны использоваться защитная маска и комплект спецодежды. Если работа проводится в замкнутом помещении, то может потребоваться резиновый коврик или специальные сапоги. Вся работа должна осуществляется только в зонах с хорошей освещённостью.
Естественно, нельзя касаться голыми руками зажима и клейм цепи, когда они находятся под напряжением или производится сварка титана. Поблизости с рабочим местом не должно быть никаких горючих или легко воспламеняющихся материалов. Если соблюдать эти простые правила, все работы пройдут быстро и, главное, безопасно.
Похожие статьиСвариваемость материалов — титана и титановых сплавов
- высокое соотношение прочности к массе;
- коррозионная стойкость;
- механических свойств при повышенных температурах.
Определены различные типы титановых сплавов и даны инструкции по сварочным процессам и технологиям, используемым при изготовлении компонентов без ухудшения их коррозионных, окислительных и механических свойств или появления дефектов в сварном шве.
Виды материалов
Группы сплавов
Существует три основных типа сплавов, различающихся по микроструктуре:
Титан — технически чистый (от 98 до 99,5% Ti) или усиленный небольшими добавками кислорода, азота, углерода и железа.Сплавы легко свариваются плавлением.
Альфа-сплавы — это в основном однофазные сплавы, содержащие до 7% алюминия и небольшое количество (<0,3%) кислорода, азота и углерода. Сплавы свариваются плавлением в отожженном состоянии.
Альфа-бета-сплавы — Они имеют характерную двухфазную микроструктуру, образованную добавлением до 6% алюминия и различных количеств бета-образующих компонентов — ванадия, хрома и молибдена.В отожженном состоянии сплавы легко свариваются.
Сплавы, содержащие большое количество бета-фазы, стабилизированные такими элементами, как хром, свариваются с трудом.
Обычно используемые сплавы перечислены в таблице 1 с соответствующими классами ASTM, международно признанным обозначением. В промышленности наиболее широко свариваемые титановые сплавы представляют собой технически чистые марки и варианты сплава с 6% Al и 4% V.
В промышленности наиболее широко свариваемые титановые сплавы представляют собой технически чистые марки и варианты сплава с 6% Al и 4% V.
Таблица 1: Обычно используемые титановые сплавы и рекомендуемый присадочный материал
| Класс ASTM | Состав | UTS (мин) МПа | Наполнитель | Комментарии |
1 | Ti-0.15O | 240 | ЭРТи-1 | Технически чистый |
2 | Ti-0.20O | 340 | ЭРТИ-2 | ,, |
4 | Ti-0,35O | 550 | ЭРТИ-4 | ,, |
7 | Ti-0. | 340 | ЭРТИ-7 | ,, |
9 | Ti-3Al-2.5V | 615 | ЭРТИ-9 | Трубные детали |
5 | Ti-6Al-4V | 900 | ЭРТИ-5 | Сплав «Рабочая лошадка» |
23 | Ti-6Al-4V ELI | 900 | ЭРТИ-5ЕЛИ | Низкие межстраничные объявления |
25 | Ti-6Al-4V-0.06Pd | 900 | ЭРТи-25 | Класс коррозионной стойкости |
 20O -0,2Pd
20O -0,2PdПрисадочные сплавы
Титан и его сплавы можно сваривать с использованием подходящего присадочного состава; составы приведены в спецификации AWS A5. 16-2004 Американского общества сварки. Рекомендуемые присадочные проволоки для широко используемых титановых сплавов также приведены в таблице 1.
16-2004 Американского общества сварки. Рекомендуемые присадочные проволоки для широко используемых титановых сплавов также приведены в таблице 1.
При сварке высокопрочных титановых сплавов иногда используются присадки с более низкой прочностью, чтобы добиться необходимой пластичности металла шва.Например, нелегированный наполнитель ERTi-2 можно использовать для сварки сплавов Ti-6Al-4V и Ti-5Al-2.5Sn, чтобы сбалансировать требования к свариваемости, прочности и формуемости.
Дефекты сварного шва
Этот материал и его сплавы легко свариваются плавлением при соблюдении соответствующих мер предосторожности. TIG и плазменные процессы с использованием аргона или аргон-гелиевого защитного газа используются для сварки тонких деталей, обычно <10 мм. Автогенная сварка может использоваться для толщины сечения <3 мм с TIG или <6 мм с помощью плазмы.Импульсная сварка MIG с использованием проволоки с новым покрытием приводит к очень низкой пористости и разбрызгиванию.
Наиболее вероятные дефекты сварных швов плавлением:
- Пористость металла шва
- Охрупчивание
- Растрескивание от загрязнений
Обычно не происходит крекинга при затвердевании или водородного крекинга.
Пористость металла шва
Пористость металла шва — наиболее частый дефект сварного шва. Пористость возникает, когда пузырьки газа застревают между дендритами во время затвердевания.В титане водород из-за влаги в среде дуги или загрязнения на поверхности наполнителя и основного металла является наиболее вероятной причиной пористости.
Обязательно очистить стык и прилегающие участки поверхности путем предварительного обезжиривания паром, растворителем, щелочью или паром. Затем любой поверхностный оксид должен быть удален травлением (раствор HF-HNO 3 ), легким шлифованием или зачисткой с помощью чистой проволочной щетки из нержавеющей стали. Ни в коем случае нельзя использовать обычную стальную щетку.После протирания тканью без ворса следует соблюдать осторожность, чтобы не прикасаться к поверхности перед сваркой. При сварке TIG тонких деталей область стыка должна подвергаться сухой механической обработке для получения гладкой поверхности.
Охрупчивание
Охрупчивание может быть вызвано загрязнением металла шва либо абсорбцией газа, либо растворением загрязняющих веществ, таких как пыль (частицы железа) на поверхности. При температурах выше 500 ° C титан имеет очень высокое сродство к кислороду, азоту и водороду.Сварочная ванна, зона термического влияния и охлаждающий сварной шов должны быть защищены от окисления экраном из инертного газа (аргона или гелия).
При температурах выше 500 ° C титан имеет очень высокое сродство к кислороду, азоту и водороду.Сварочная ванна, зона термического влияния и охлаждающий сварной шов должны быть защищены от окисления экраном из инертного газа (аргона или гелия).
Когда происходит окисление, тонкий слой поверхностного оксида создает интерференционный цвет. Цвет может указывать на то, было ли экранирование адекватным или возникла неприемлемая степень загрязнения. Серебристый или соломенный цвет показывает, что была достигнута удовлетворительная газовая защита, но для определенных условий эксплуатации может быть приемлемым темно-синий цвет. Светло-синий, серый и белый цвета показывают более высокий, обычно неприемлемый, уровень кислородного загрязнения.
Для небольших компонентов эффективная газовая защита может быть достигнута путем сварки в полностью закрытой камере, заполненной защитным газом. Перед сваркой рекомендуется поджечь дугу на куске титана, называемом «титановый геттер», для удаления кислорода из атмосферы; уровень кислорода должен быть снижен примерно до 40 ppm перед зажиганием дуги на титановом ломе и <20 ppm перед сваркой самого компонента.
При сварке труб полностью закрытая головка одинаково эффективна для защиты зоны сварки и предпочтительнее оборудования для орбитальной сварки, в котором газовое сопло должно вращаться вокруг трубы.
При сварке на открытом воздухе горелка оснащена отводным экраном для защиты горячего сварного шва во время охлаждения. Размер и форма экрана определяются профилем стыка, а его длина зависит от сварочного тока и скорости перемещения. При сварке на открытом воздухе очень важно, чтобы нижняя сторона стыка была защищена от окисления. Для прямых участков используется пруток с пазами, через который в стык подается аргон. При сварке труб и труб подходят обычные методы продувки газом.
Растрескивание от загрязнений
Если на поверхности детали присутствуют частицы железа, они растворяются в металле сварного шва, что снижает коррозионную стойкость, а при достаточно высоком содержании железа вызывает охрупчивание. Частицы железа также вредны в ЗТВ, где локальное плавление частиц формирует карманы эвтектики титан-железо. Могут возникнуть микротрещины, но более вероятно, что богатые железом карманы станут предпочтительным местом для коррозии.
Особое внимание следует уделять отделению титана от стальных изделий, предпочтительно путем выделения специально зарезервированной чистой зоны.Сварщики должны предохраняться от попадания стальных частиц в поверхность материала посредством:
- Избегать операций по изготовлению стали вблизи титановых компонентов.
- Покрытие компонентов для предотвращения оседания переносимых по воздуху частиц пыли на поверхность
- Без инструментов, в том числе проволочных щеток, ранее использовавшихся для стали
- Зачистка щеткой области стыка непосредственно перед сваркой
- Не прикасаться к очищенному компоненту в грязных перчатках.
Чтобы избежать коррозионного растрескивания и минимизировать риск охрупчивания из-за загрязнения железом, лучше всего производить титан в специально отведенной чистой зоне.
Дополнительная информация
Titanium информация и техническая поддержка
Сварка титана — лучшие практики
Эта статья Job Knowledge была первоначально опубликована в Connect, февраль 1997 г. Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
| Наконечник Tig Welding
загрузка …
TIP TIG, Сварка титана стала проще.О возможности процесса сварки можно судить по результатам сварки сложных сплавов, и нет сплава более сложного, чем титан.
[youtubegallery] [/ youtubegallery] При сварке любых сплавов, особенно при сварке титана с использованием ручного TiG или автоматизированного процесса Hot Wire TiG, всегда существует опасность окисления сварного шва. Сварочные мастерские оценивают качество готового титанового шва по нетронутому цвету завершенного шва. Серебряный цвет с нетронутым титановым швом — лучший выбор. Обычные ручные сварные швы TiG на титановых деталях> 3 мм выполняются при стандартной скорости сварки TiG в диапазоне от 2 до 5 дюймов / мин. Низкие скорости сварки TiG создадут высокие температуры, и затвердевший сварной шов, который следует за газовым стаканом, может иметь температуру, превышающую 700 ° F. Если температура титана превышает эту температуру, сварные швы могут привести к окислительным реакциям с атмосферой. Эти реакции разрушают свойства титана, создавая дорогостоящий лом.
Обычные ручные сварные швы TiG на титановых деталях> 3 мм выполняются при стандартной скорости сварки TiG в диапазоне от 2 до 5 дюймов / мин. Низкие скорости сварки TiG создадут высокие температуры, и затвердевший сварной шов, который следует за газовым стаканом, может иметь температуру, превышающую 700 ° F. Если температура титана превышает эту температуру, сварные швы могут привести к окислительным реакциям с атмосферой. Эти реакции разрушают свойства титана, создавая дорогостоящий лом.
Для защиты титановой сварки на протяжении десятилетий сварщикам приходилось использовать очень большие защитные сопла и громоздкий задний экран из аргона, прикрепленный к их горелкам TiG или MIG и к обратной стороне сварных швов.При однопроходных титановых сварках TIP TIG, выполненных на деталях размером более 4 мм, теплота сварки, измеренная в пределах 3 мм от кромки углового шва сразу после завершения сварки, обычно находится в диапазоне от 300 до 380 ° F. Этот температурный диапазон слишком низок для окисления сварных швов любых сплавов. Когда вы можете обеспечить высочайшее качество сварного шва с минимальным нагревом сварного шва с любыми сварными швами из сплава, вы не только получите самые чистые сварные швы с наименьшим содержанием пор, но и устраните сварные трещины, деформацию сварного шва, проблемы с напряжением сварного шва, и вы должны обеспечить максимальную возможные металлургические свойства наплавленного шва, и вам будет приятно узнать, что с помощью процесса TIP TIG большая часть ручных или автоматических сварных швов титана обычно выполняется на 100–300% быстрее, и наибольшее влияние на тепло сварки оказывает скорость сварки.
Когда вы можете обеспечить высочайшее качество сварного шва с минимальным нагревом сварного шва с любыми сварными швами из сплава, вы не только получите самые чистые сварные швы с наименьшим содержанием пор, но и устраните сварные трещины, деформацию сварного шва, проблемы с напряжением сварного шва, и вы должны обеспечить максимальную возможные металлургические свойства наплавленного шва, и вам будет приятно узнать, что с помощью процесса TIP TIG большая часть ручных или автоматических сварных швов титана обычно выполняется на 100–300% быстрее, и наибольшее влияние на тепло сварки оказывает скорость сварки.
Причина, по которой TIP TIG является лучшим в мире процессом для сварки титана, заключается в том, что при большинстве однопроходных сварных швов температура титана в пределах 3 мм от кромки шва обычно составляет 280–380 ° F.
TIP Титановые сварные швы TIG для получения гораздо меньшего нагрева шва, что приводит к нетронутым сварным швам из 100% серебра. Перемешивание сварного шва также обеспечивает самую низкую пористость сварного шва титана.
Свяжитесь с нами, чтобы узнать больше
Сварка титана | Сварка | Сварочное оборудование
Нажмите на изображение, чтобы увеличить Шон Релье
Знайте, в чем заключаются трудности, и готовьтесь к ним
Титан имеет самое высокое отношение прочности к весу среди всех металлов и довольно устойчив к коррозии.Таким образом, он часто используется для увеличения срока службы деталей, работающих в тяжелых условиях. Легкие титановые сплавы используются во многих отраслях промышленности, включая медицину для протезирования и авиакосмическую промышленность для реактивных двигателей и космических кораблей. Несмотря на то, что титан очень полезен, он имеет репутацию трудно поддающегося сварке. Как и в случае с любой сваркой, если вы знаете, в чем проблема, вы можете подготовиться к ней и преодолеть ее. Эти советы помогут вам добиться успеха при сварке титана.
Выберите свой процесс
Титан можно сваривать с помощью нескольких процессов дуговой сварки./59203c4e69bc106.s.siteapi.org/img/b5c89a06b0fedee63315c1059a4a71a463170e39.JPG) Одним из наиболее распространенных процессов соединения титана является дуговая сварка вольфрамовым электродом в газе (GTAW). Как GTAW, так и плазменная сварка (PAW) обеспечивают очень высокое качество сварных швов, но требуют более высокого уровня квалификации со стороны сварщика. Некоторые источники питания могут использоваться как для сварки GTAW, так и для плазменной сварки, что обеспечивает большую универсальность при сварке титана в цехах. Если ваше приложение требует газовой дуговой сварки (GMAW), вам понадобится источник питания с импульсной способностью. GMAW обеспечивает высокое качество сварки, универсальность и повышенную производительность, так как он быстрее, чем GTAW и PAW.Лазерная гибридная дуговая сварка (LHAW) обеспечивает чрезвычайно высокую скорость сварки, но она ограничена автоматизацией, и сборка детали должна быть точной. В зависимости от вашего приложения доступны разные варианты процесса. Однако, если ваше приложение требует присадочного металла, используйте только титан, иначе ваш сварной шов станет хрупким и потрескается еще до полного охлаждения.
Одним из наиболее распространенных процессов соединения титана является дуговая сварка вольфрамовым электродом в газе (GTAW). Как GTAW, так и плазменная сварка (PAW) обеспечивают очень высокое качество сварных швов, но требуют более высокого уровня квалификации со стороны сварщика. Некоторые источники питания могут использоваться как для сварки GTAW, так и для плазменной сварки, что обеспечивает большую универсальность при сварке титана в цехах. Если ваше приложение требует газовой дуговой сварки (GMAW), вам понадобится источник питания с импульсной способностью. GMAW обеспечивает высокое качество сварки, универсальность и повышенную производительность, так как он быстрее, чем GTAW и PAW.Лазерная гибридная дуговая сварка (LHAW) обеспечивает чрезвычайно высокую скорость сварки, но она ограничена автоматизацией, и сборка детали должна быть точной. В зависимости от вашего приложения доступны разные варианты процесса. Однако, если ваше приложение требует присадочного металла, используйте только титан, иначе ваш сварной шов станет хрупким и потрескается еще до полного охлаждения.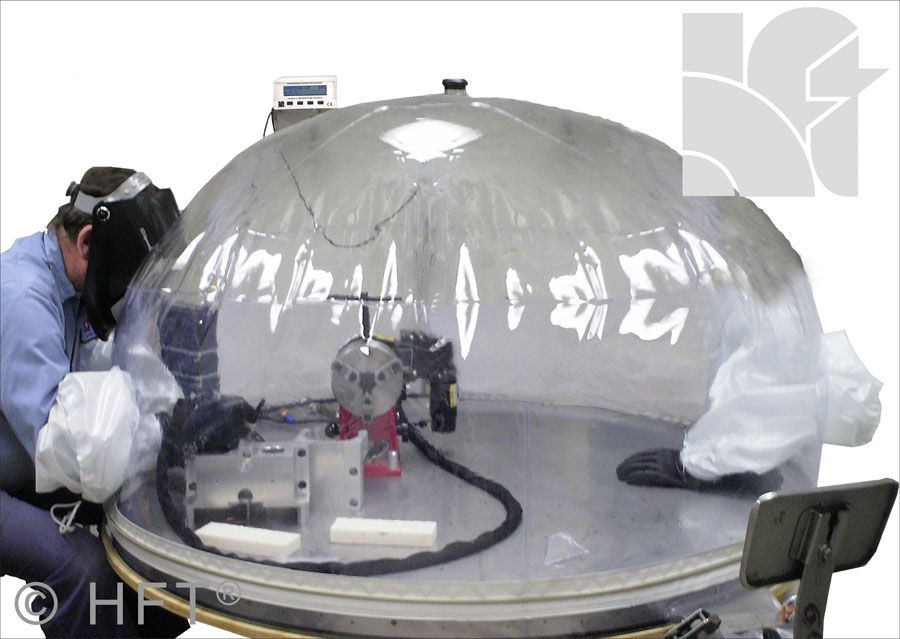
Щелкните изображение, чтобы увеличить Защитите сварной шов
После того, как вы определились с процессом, определите защитный газ.Защитный газ особенно важен при сварке титана, потому что в горячем состоянии титан поглощает атмосферные газы, такие как азот, кислород и водород. Это поглощение приводит к тому, что сварной шов становится хрупким и растрескивается. Защитите дугу инертным газом, например, аргоном высокой чистоты (чистота 99,999%) или смесью аргона и гелия, чтобы предотвратить загрязнение. Поскольку область сварки должна быть защищена до тех пор, пока сварной шов не остынет ниже 500 ° F, необходим задний экран. Учитывайте все поверхности свариваемой детали. Если участок нагревается докрасна, его необходимо защитить.В определенных сварочных операциях необходимо использовать продувочный газ, например, для защиты основания стыкового соединения или для защиты задней стороны углового соединения. В зависимости от сложности детали лучше всего производить сварку внутри перчаточного ящика, чтобы защитить все нагретые участки.
Очистите материалы и не трогайте их.
Теперь вы готовы подготовить детали. В отличие от некоторых других металлов, титан особенно не переносит загрязнения. Основные материалы должны быть очищены нехлорированным растворителем по крайней мере на дюйм вокруг сварного шва перед сваркой.После очистки важно не прикасаться к этой области голой кожей. Жир с вашей кожи вызовет загрязнение сварных швов и пористость. Обычная процедура предварительной сварки включает в себя 6 шагов:
1. Удалите заусенцы с поверхности сварного шва с помощью ротационного напильника или вытяжного напильника
2. Проволочная щетка со специальной щеткой из нержавеющей стали
3. Очистка растворителем
4. Прихваточный шов и
5. Снова проволочная щетка
6. Снова очистите растворителем, и все готово. готов к сварке
Что нужно помнить
Сварка титана может быть сложной задачей.Просто запомните 3 самых важных момента, чтобы стать успешным сварщиком титана.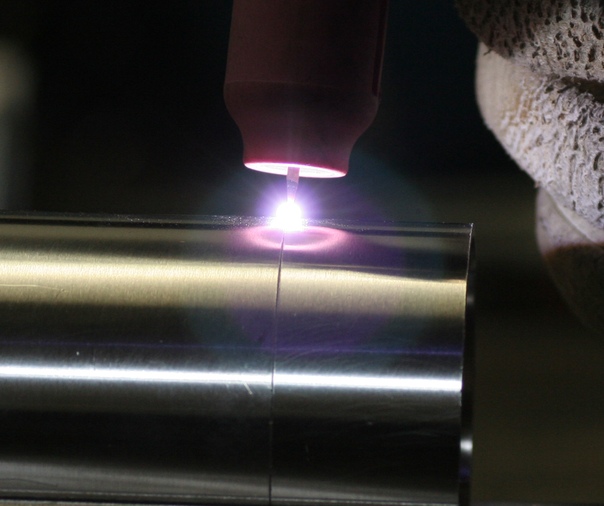
Если требуется наполнитель, используйте только титан с титаном.
Если он становится достаточно горячим, чтобы покраснеть, его необходимо защитить.
Если он не был чистым, он не пройдет.
Счастливая сварка. S MT
Шон Рельеа — менеджер службы технической поддержки Fronius USA, Брайтон, Массачусетс.
Сварка аэрокосмических сплавов на основе титана
Высокое отношение прочности к массе, отличная коррозионная стойкость, а также хорошие свойства ползучести и усталости титановых сплавов позволяют применять их в различных областях, включая медицину и авиакосмическую промышленность.Технически чистый (CP) Ti и Ti-6Al-4V (6% Al, 4% V) являются одними из наиболее широко используемых титановых сплавов.
В аэрокосмической промышленности Ti-6Al-4V используется для производства ряда деталей, таких как диски турбин, лопатки компрессора, конструктивные элементы рамы и космической капсулы, кольца для реактивных двигателей, сосуды высокого давления, корпуса ракетных двигателей, ступицы винта вертолетов, и застежки.
Многие методы в настоящее время используются для сварки этого сплава с использованием вольфрамового инертного газа (TIG) и электронно-лучевой сварки (EB).Однако лазеры могут быть эффективной альтернативой для сварки деталей даже сложной формы из этих сплавов. Фактически, лазерная сварка может предложить ряд преимуществ перед EB и TIG, в том числе:
- Лазерная сварка включает меньшее количество этапов производства, при этом подготовка кромок, очистка и фиксация стыков являются наиболее трудоемкими операциями. Правильная очистка требуется для всех процессов, чтобы минимизировать пористость сварного шва.
- Лазерная сварка, обеспечивающая низкие искажения и хорошую производительность, потенциально более универсальна, чем TIG или EB для автоматической сварки.Например, лазерная сварка не ограничивается требованием вакуумировать область соединения. Кроме того, лазерные лучи можно легко позиционировать, что позволяет соединять широкий диапазон конфигураций компонентов с использованием различных положений сварки.
- Высокая плотность мощности лазерного луча создает узкую сварочную ванну с глубоким проникновением, что позволяет быстро и точно выполнять сварные швы по всей толщине за один проход без наличия вакуума.
- Низкое тепловложение создает узкую зону термического влияния (HAZ) с ограниченными деформациями и остаточными напряжениями, что снижает потребность в доработке.
- Процесс легко автоматизируется для крупносерийного производства. Присадочный материал
- также может использоваться для компенсации плохой подгонки и несоответствия конфигурации стыкового соединения. Помимо компенсации недостаточной подгонки свариваемого материала, присадочный материал улучшает геометрию сварного шва, то есть устраняет подрезание верхнего и нижнего валика.

В последние месяцы Prima Power Laserdyne предприняла ряд инициатив по разработке лазеров и параметров обработки, обеспечивающих получение сварных швов хорошего качества, отвечающих строгим требованиям авиакосмической промышленности.
Свариваемость Ti-6Al-4V в целом очень хорошая; Одной из основных задач при сварке титановых сплавов является устранение загрязнения атмосферы, поскольку титан имеет сильное сродство к связыванию с кислородом и азотом. Цвет поверхности после сварки дает хорошее представление о степени загрязнения атмосферы. При идеальных условиях экранирования сварной шов будет ярким и серебристым. Обесцвечивание на внешних краях зоны термического влияния (ЗТВ) обычно не является значительным, и его можно игнорировать.
По мере увеличения загрязнения цвет меняется с серебристого на светло-соломенный, на темно-соломенный, темно-синий, светло-голубой, серый и, наконец, на порошкообразно-белый (см. Рисунки ниже). Наиболее вероятными загрязнителями являются кислород и азот, захваченный из воздуха, увлеченного газовой защитой, или из загрязненного защитного газа, а также водород из-за влаги или поверхностного загрязнения. Оксиды, нитриды и гидриды, образующиеся в результате загрязнения, увеличивают твердость сварного шва и HAZ и приводят к снижению усталостной долговечности и ударной вязкости.
| Цвет металла сварного шва и зоны термического влияния, прилегающей к сварному шву, указывает на уровень окисления (ppm = частей на миллион) сварного шва, а также на качество и прочность сварного шва. Окисление менее 20 частей на миллион дает серебристый блестящий сварной шов. |
Перед сваркой важно удалить заусенцы и тщательно очистить края шва, а также любой используемый присадочный металл. Если не очистить должным образом, загрязнения, например углеводороды, могут привести к пористости.Если используется присадочная проволока, ее следует очистить безворсовой тканью и эффективным обезжиривающим средством непосредственно перед использованием. После очистки прикасаться к проволоке не голыми руками, а в чистых, обезжиренных перчатках.
Большая часть опытно-конструкторских работ в Prima Power Laserdyne за последний год была сосредоточена на экспериментах с различными устройствами защиты от газа, включая коаксиальные, боковые струи, сварочные башмаки и т. Д. Результаты показывают, что самые красивые сварные швы (яркие и серебристые) были производится с помощью сварочного башмака, поскольку он обеспечивает покрытие инертным газом на относительно большой площади сварного шва в зоне плавления и по мере охлаждения материала.
Д. Результаты показывают, что самые красивые сварные швы (яркие и серебристые) были производится с помощью сварочного башмака, поскольку он обеспечивает покрытие инертным газом на относительно большой площади сварного шва в зоне плавления и по мере охлаждения материала.
Коаксиальное экранирование дает легкое загрязнение (светло- и темно-соломенного цвета), что обычно приемлемо, тогда как боковая струя дает сварные швы с сильным загрязнением (темно-синий / порошкообразный белый), что недопустимо. Поперечные сечения сварных швов были подвергнуты рентгеновскому обследованию на предмет трещин и пористости.
Эти усилия привели к демонстрации высококачественных стыковых швов и сварных швов внахлест из Ti-6Al-4V различной толщины, как показано на микрофотографиях, приведенных ниже.
| Стыковое соединение, 1.4 мм толщиной | Стыковое соединение толщиной 3,2 мм |
| Поперечные сечения сплава Ti-6Al-4V, сваренные с использованием средней мощности 3 кВт непрерывного волоконного лазера и защитного газа аргона | |
Продолжаются работы по выполнению сварных швов с присадочным металлом для устранения небольшого подреза верхнего и нижнего валика, особенно с более толстыми секциями.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех обычных сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОГОЙ ремонт сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ ПОИГРАТЬ С КОНТРОЛЯМИ», МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ ВНЕСЕН В ГЛОБАЛЬНЫЙ МАГАЗИН СВАРКИ.
Это, возможно, отражение отсутствия опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это немногочисленные сварочные цеха знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой благодаря простому в использовании процессу сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применяться по крайней мере высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, когда Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний разрушающих сварных швов из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом наивысшую энергию сварки в инертной атмосфере уникален тем, что также обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также сварочный процесс, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также устраняет проблемы с разбрызгиванием или сварочным дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE необычайны, и столь же необычным было то, что мировая сварочная промышленность медленно откликнулась на значительные преимущества по качеству / стоимости, которые могли быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, которые преобладают во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW и газозащитный порошковый флюс. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, дает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «экономически выгодные все позиции». , используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG позволяет наплавку на 200–400% больше, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивает превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG: всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки без проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс для заполнения, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.


____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс непосредственно в офисе и медленное развитие процесса сварки, которое преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на переоборудование сварных швов сверх бюджета или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десять лет, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но вежливо предоставлю его здесь.И даже несмотря на широкое использование TIP TIG в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о возможностях полностью ручного и автоматизированного нанесения сварных швов и о потенциале этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.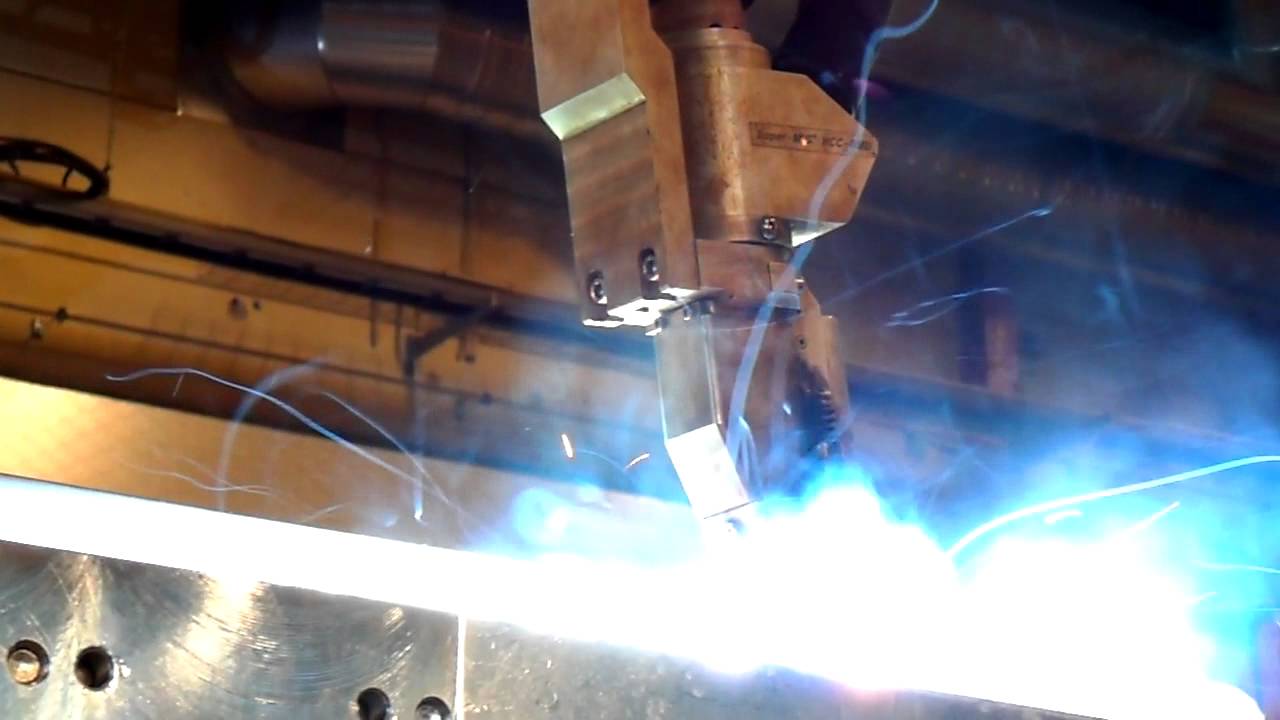
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы всегда обеспечивать их эволюцию в сторону процессов сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНАЯ ИНЖЕНЕРИЯ В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ сварки, ПРОСТО НЕ ВОЗМОЖНОЕ в большинстве сварочных цехов, обслуживающих нефтедобывающую промышленность в Северной Америке.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовало пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварочные швы с порошковой сердцевиной в среде защитного газа важны.
- Ежедневное качество сварки и производство сварных швов часто мало меняются за шесть десятилетий.
- Ожидается брак брака и доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется более одного процесса сварки.
- В офисах сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки»
- Обычно можно найти опытный сварщик, который «поиграет» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, в которой есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки. Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс во всем мире — распространенное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения в области сварки, легко найти ресурсы, которые они требуется для этого на этом сайте. Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов в течение более 40 с лишним лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную MIG-GTAW-Flux Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт является отдушиной, которая позволяет мне выразить свои разочарования и которые я обнаружил в большинстве своих глобальных опытов в области сварочных работ.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН НЕПЛАВНЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССОВ, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.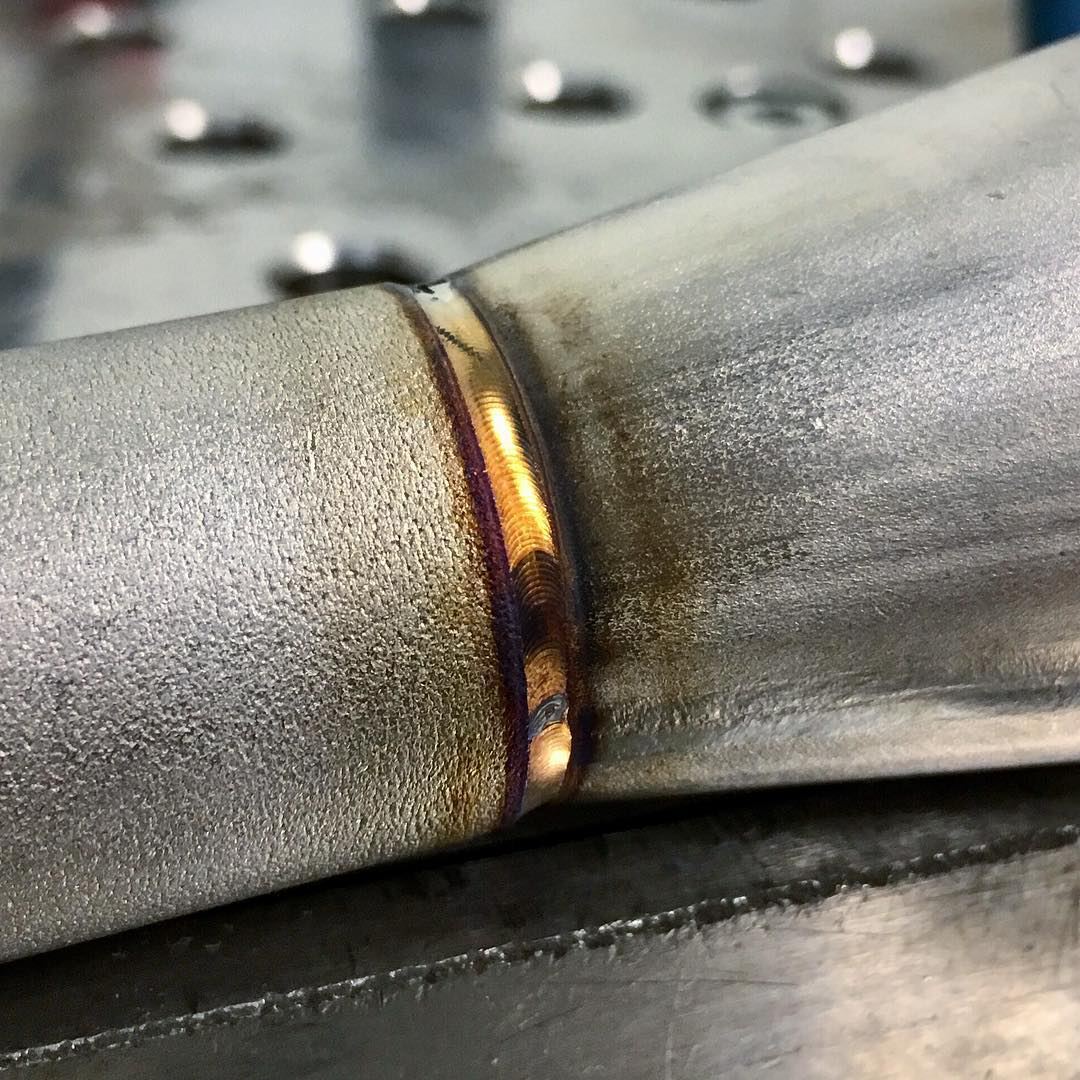 Какая польза от квалифицированного инспектора сварных швов AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
Какая польза от квалифицированного инспектора сварных швов AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
В конце концов, когда менеджеры или инженеры понимают, что их дорогостоящий отдел контроля качества и сварочный персонал не обеспечивают эффективных решений процесса сварки для ежедневных ручных или роботизированных сварочных проблем, менеджер может затем обратиться к более дорогостоящим решениям, таким как использование большего количества сварщиков , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплаты ниже, или, что еще лучше, в Мексику, где зарплаты еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так что в течение десятилетий ежедневно производились посредственные сварные швы качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так что в течение десятилетий ежедневно производились посредственные сварные швы качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
РУКОВОДСТВО ПО ИСПОЛЬЗОВАНИЮ ПРОИЗВОДИТ ПОЛУЧЕНИЕ РЕШЕНИЯ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварки. При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварки. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварки. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
ОБЯЗАТЕЛЬНО, ИНЖИНИРИНГ ЭТО НЕ ВСЕ: Когда инженеры, менеджеры или супервайзеры сварочного цеха сталкиваются с проблемой процесса сварки, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
.Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна область, которая всегда резко показывает отсутствие контроля за процессом сварки MIG и передового опыта сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, будет обнаруживаться в часто плохих, постоянно меняющихся данных сварки, которые К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварных швов в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не знает об опыте управления сварочным процессом, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки.
Это показатель того, что руководство компании просто не знает об опыте управления сварочным процессом, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки.
ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и супервизоры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботом контролировать требования к квалификации для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса ручной сварки или ручной сварки, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что их специалист по контролю за процессом сварки получил ответственность за обучение всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса ручной сварки или ручной сварки, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что их специалист по контролю за процессом сварки получил ответственность за обучение всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить мои учебные материалы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль процесса сварки и опыт передовой практики сварки».
ЭТО ШОКУЕТ МНОЖЕСТВО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и опыта передовой практики, они часто создают группу сварщиков, команду, которая, по иронии судьбы, также не будет иметь такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварочные бригады, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, ручное и роботизированное управление процессом сварки и передовая практика сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, понимающей процессы сварки, было бы создание «производственной бригады». Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и оборона, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «они всегда так поступали». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным мастерским использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. На этой странице вкратце обсуждаются подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная MIG, порошковая сварка и горячая проволока, а самые обширные в мире данные TIP представлены в TIP TIG раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 г. Однако мне хорошо известно, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель, руководитель или инженер сварочного цеха никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы теперь стал совладельцем пивоварни Guinness.
Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы теперь стал совладельцем пивоварни Guinness. THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ ПРОЦЕССА БЫСТРОЙ ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding. com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ МИГ-СВАРКИ, ЧТО СТАЛЬ И НЕРЖАВЕЕТ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в оборудовании для импульсной сварки MIG, которое используется для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стали или нержавеющей угловой сварки на стали толщиной> 5 мм, узнает о сварке MIG. В режиме распыления, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления меняется на импульсный, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом 50% времени тратится на низкий фоновый ток, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня.
В режиме распыления, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления меняется на импульсный, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом 50% времени тратится на низкий фоновый ток, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
В 1970-е и 1980-е годы, используя дешевое оборудование для сварки сварочным электродом в плазме, я показывал сварочные цеха, как выполнять сварку короткого замыкания MIG без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без брызг. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секунду ЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ. ДРУГОЕ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
ДРУГОЕ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый 2020 года за 2500 долларов Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, и для случайных алюминиевых сварных швов предоставляет переносной импульсный аппарат MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Руководители, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, и для случайных алюминиевых сварных швов предоставляет переносной импульсный аппарат MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Руководители, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
НА ПОКУПКУ ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОДКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ ПРОДАЖА БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей.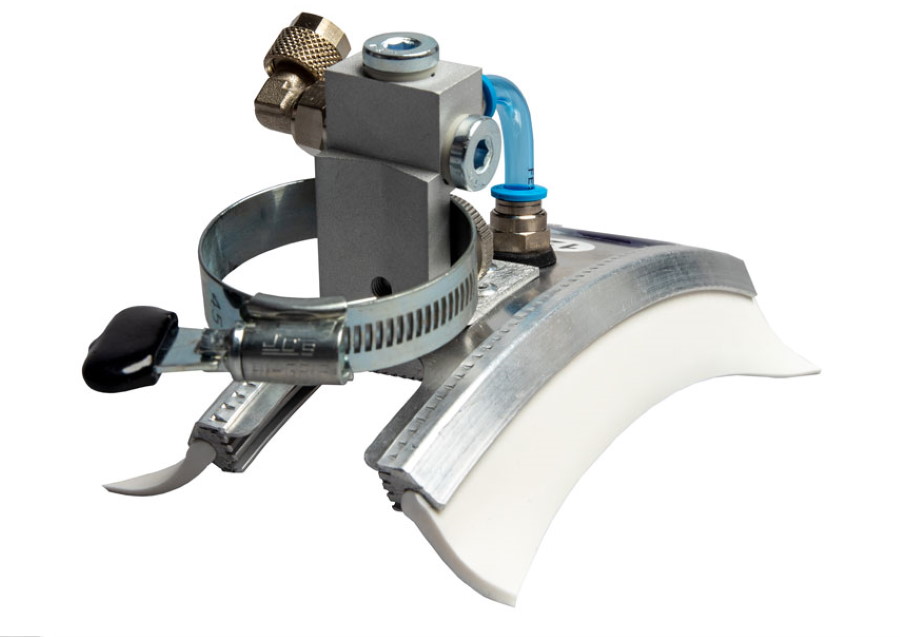 Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия закупил трехкомпонентную газовую смесь MIG для сталей и сварных швов легированной стали, в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия закупил трехкомпонентную газовую смесь MIG для сталей и сварных швов легированной стали, в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
 те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ЗАЩИТНАЯ С ФЛЮСОМ: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс нанесения порошковой проволоки в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему любой сварочный цех выберет процесс сварки, такой как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕЕ 2020, И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и сварки порошковой проволокой в среде защитного газа с 1960-х гг. Были ответственны за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
TIP TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения. В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварных деталей с помощью простого в использовании процесса для сварки любых металлов, любых применений размер и сварка в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ и Я ПРИОБРЕЛИ СОВЕТУ TIP TIG В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРОЧНЫХ МАГАЗИНОВ В Северной Америке и Америке. КИТАЙ. 2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных от TIP TIG, преимуществ, изложенных на этой странице, и особенно в моей комплексной программе «TIP TIG», которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварного шва такова, что когда требуется максимально возможное качество во всех положениях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным и переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры по этому поводу, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и затраты превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих, качественных глобальных сварочных цехов. Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заполняющих проходов для любых применений и металлов, и подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварки (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также обеспечивался важный баланс между количеством наплавленного сварного шва и переданной энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должен иметь брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также лучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ВНИМАНИЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ ЛУЧШУЮ СВАРКУ В ПОЛОЖЕНИИКогда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это дает возможность достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварки TIP TIG с DCEN TIP TIG и возможность скорости сварки для обеспечения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими стандартными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Когда вы объединяете качество сварки TIP TIG с DCEN TIP TIG и возможность скорости сварки для обеспечения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими стандартными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение квалификации, что увеличивает затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнения процессов сварки полезно, если те, кто проводит сравнения процессов, в первую очередь, имеют средства управления процессом сварки и передовой опыт в области сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показанным в верхнем левом углу экранам качества сварки. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе «Процессы» на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная MIG и порошковая порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои учебные программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этом промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки.
Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная и ненужная дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей, бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и некоторые из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ НЕОБХОДИМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧНИКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБОРУДОВАНИЯ ЭФФЕКТИВНОЙ ЧАСТЬЮ СТРОИТЕЛЬСТВА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЕТСЯ ВОПРОСЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы могли бы предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер может спросить, почему при простой настройке, два режима управления, сварка MIG и сварка порошковой проволокой, которые используются в большинстве случаев ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют?
Посмотрим правде в глаза: любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями, или почему большинство из них авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века. Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТОВ И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЕСТЬ СУЩЕСТВУЮЩАЯ ЭКСПЕРТИЗА.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО ПОЛУЧИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕМ 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ СВОЕЙ ОТВЕТСТВЕННОСТИ ЗА УЗНАТЬ ТРЕБОВАНИЯ К СОБСТВЕННОСТИ ЗА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а последствия дорогостоящего качества дуговой сварки и Проблемы производительности, которые ежедневно затрагивают большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли. Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах контроля сварочного процесса и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на получение мула пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С этими тремя сварочными процессами читатель найдет наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются при минимальных затратах на сварку.
ДЛЯ МЕНЯ В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения об оборудовании импульсной MIG можно найти в разделе программ MIG.
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ — ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ УЗНАЛИЛИ О ДЕСЯТИЛЕТИЯХ НЕПРАВИЛЬНОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН УКАЗАТЕЛЬ ОТСУТСТВИЯ ЭКСПЕРТИЗЫ ПРОЦЕССА СВАРКИ ДЛЯ ЭТОГО ПРОИЗВОДСТВА.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно оборудование для импульсной MIG сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
.И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы можете подумать, что это логично, что лица, ответственные за решения по сварке роботами MIG, будут знать о процессе и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки. Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И ЦЕХОВ СВАРКИ BS:
В Северной Америке доступно более сорока газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения руководителя отдела маркетинга или продаж газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЬЮ, ОБЕСПЕЧИЛ УПРОЩЕНИЕ, СОДЕРЖАНИЕ И ОБЕСПЕЧЕНИЕ СОТРУДНИКОВ ОБУЧЕНИЯ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЕТСЯ ЛУЧШАЯ ПРАКТИКА.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем самообучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или флюсовой сердцевины, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-техническому обеспечению много знал о сварке штучной сваркой и ничего не знал о флюсовой порошковой сварке и MIG Weld Process Controls, а также о передовых методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Полученная информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА СВАРОЧНЫЙ РЕМОНТ НА АМЕРИКАНСКОМ РЕМОНТЕ НА ПРОИЗВОДСТВО СУДОВ ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ СОЗДАТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, ПОСЛЕ ДЕСЯТИЛЕТИЯ НИЧЕГО НЕ ДЕЛАТЬ, ПОСЛЕ УПРАВЛЕНИЯ WEGOR US NAVY ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ. ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не открывали сварочный цех, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих сварочных вопросов, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОЖНЫХ ВОПРОСАХ СВАРКИ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ДЕЙСТВОВАТЬ
Для тех, кто не интересуется моим мнением и моим вниманием к общему отсутствию сварного шва передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Ниже флот.
Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Ниже флот.
2020… КОГДА ПРИХОДИТ К СВАРКЕ СУДОВ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАСТРЕВАЮЩИМИСЯ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения процессом инженерной сварки. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки. которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.

ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, Роботизированный контроль сварочного процесса и лучшие методы сварки, обучающие материалы или материалы для самообучения.
В то время как МНОГИЕ МАГАЗИНЫ СВАРКИ ФОКУСИРУЮТСЯ НА «НАВЫКЕ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ ПОНИМАТЬ, что «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ НАИЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНИКА ЯВЛЯЮТСЯ ПОКАЗАТЕЛЕМ ПРОИЗВОДСТВА WELD 900: . ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не предоставляют адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса. Я полагаю, что это понятно, так как немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Я полагаю, что это понятно, так как немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибло 123 человека и понесены миллиарды долларов.
Руководство по сварке титана: подготовка материалов
Хотя титан на 45% легче стали и на 60% тяжелее алюминия, сварка этого прочного материала может быть сложной задачей.Фактически, многие недостатки титана являются причиной его плохой репутации в сварочном бизнесе. При стабильных температурах сварка может привести к загрязнению материала нитридами, карбидами и оксидами, что может привести к низкому сопротивлению, хрупкости и ударной вязкости. Однако при высоких температурах титан может стать высокоактивным по отношению к химическим веществам в окружающей среде.
Однако при высоких температурах титан может стать высокоактивным по отношению к химическим веществам в окружающей среде.
Хлор из чистящих составов или человеческого пота может вызвать коррозию в процессе сварки. Таким образом, сварщик должен быть защищен от местного загрязнения, поскольку трение угловых шлифовальных кругов может привести к сильному нагреву и привлечению загрязняющих веществ к сварному шву.
Продезинфицировать при обращении с материалами
Самый важный шаг — выбрать качественный титан для правильной подготовки материала и ухода за ним. Вам нужно будет хранить все материалы в сухом чистом месте и следить за тем, чтобы они были запечатаны и завернуты, когда они не используются. Фактически, все сварщики также должны использовать чистые перчатки при работе с материалами, поскольку даже чистые голые руки могут испортить материал. Загрязнение смазочными материалами, смазочно-охлаждающей жидкостью, грязью, краской и другими веществами может привести к хрупкости — основной причине разрушения сварных швов.
Подготовка поверхности
При использовании качественных материалов, таких как титан класса 5, сварщики должны понимать использование различных комбинаций механических свойств, простоты изготовления, формуемости, коррозионной стойкости и свариваемости. В свою очередь, сварщики должны понимать, как подготовить идеальный фундамент и предотвратить три основных ошибки при сварке титана, в том числе:
- Использование неправильного присадочного металла
- Недостаточное качество для защиты сварочной ванны
- Неправильная очистка металла
Правильный метод газораспределения
Газовые вольфрамовые горелки могут охлаждаться водой или вспомогательными средствами, в зависимости от предпочтительного оборудования.Для сварки титана достаточно 2% церированного вольфрама, чтобы пропускать необходимый ток. Чтобы обеспечить достаточное покрытие, большинство предприятий используют собственные блоки-кошельки из нержавеющей стали и пористой меди. В свою очередь, губчатая медь работает как газовая линза, равномерно распределяя газ.
В свою очередь, губчатая медь работает как газовая линза, равномерно распределяя газ.
При подготовке поверхности под сварку используйте щетку из нержавеющей стали, специально предназначенную для титановых материалов. Это снизит риски перекрестного загрязнения другими металлами. Еще один фактор, который следует учитывать, — это воздерживаться от использования каких-либо растворителей на основе хлора.Вместо этого используйте твердосплавный напильник, чтобы удалить любые следы, вызванные механической опилкой или шлифовкой.
Сварка титана — VBC Group
Свойства титана делают его отличным выбором в качестве конструкционного материала для целого ряда применений, от аэрокосмической до химической обработки, благодаря его высокой относительной прочности и свойствам коррозионной стойкости. Эти свойства могут быть улучшены путем легирования различных элементов для улучшения определенных свойств, что делает титан действительно универсальным конструкционным сплавом.
Химическая характеристика, которая делает титан такой коррозионной стойкостью, — это оксидный слой, образующийся на его поверхности. Это происходит потому, что титан — очень реактивный материал, легко реагирующий с кислородом и азотом. Однако этот оксидный слой защищает его от коррозии в большинстве ситуаций, особенно от хлоридсодержащих сред.
Это происходит потому, что титан — очень реактивный материал, легко реагирующий с кислородом и азотом. Однако этот оксидный слой защищает его от коррозии в большинстве ситуаций, особенно от хлоридсодержащих сред.
Механические свойства титана, в том числе превосходная ударная вязкость даже при низких температурах и хорошее сопротивление ползучести при температуре до 600 ° C, делают его предпочтительным материалом для многих применений в аэрокосмической сварке.
Сварка титана имеет свои проблемы, в основном из-за тех же характеристик, которые делают его устойчивым к коррозии. Реакционная способность, которая способствует образованию эластичного оксидного слоя, который защищает его, также затрудняет сварку. Выбор правильной титановой присадочной проволоки, а также защитный газ играют важную роль в обеспечении хорошего качества сварки.
Механические свойства сплава определяются кристаллографической структурой титана.Этот аллотропный сплав имеет две разные микроструктуры в зависимости от температуры и химического состава.
Титановые сплавы делятся на четыре категории: технически чистые (CP), альфа-сплавы, альфа-бета-сплавы и бета-сплавы. Легирующие элементы определяют кристаллическую структуру материала с кислородом, азотом, алюминием, способствующим альфа-структуре (CPH), а ванадий, молибден и кремний являются бета-стабилизаторами.
Нелегированный титан (сорта 1-4, титан CP) является альфа-фазой при комнатной температуре и изменяется при температуре альфа / бета-перехода около 880 ° C.Различные сорта от 1 до 4 имеют повышенный уровень примесей кислорода, азота и углерода. Чем выше уровень примесей, тем менее пластичен и прочнее сплав. Чаще используется титановая сварочная присадочная проволока класса 2 (VBC Alloy 0070), которая поставляется в соответствии со спецификациями MSRR 9500/0070 или AMS 4951 для аэрокосмической сварки. Сварочная проволока марки 2 используется для сварки других марок титана CP, но также и для сварки многих других марок титана, где пластичность важнее прочности.
Альфа- и почти альфа-сплавы не подлежат термической обработке. Титан марки 6, Ti-5Al-2.5Sn, используется в аэрокосмической отрасли благодаря хорошей свариваемости, стабильности и прочности при высоких температурах.
Альфа-бета-сплавы, типичным примером которых является наиболее часто используемый титановый сплав Ti-6Al-4V, являются превосходным универсальным сплавом. Он поддается термообработке и сочетает в себе прочность и коррозионную стойкость, что делает его полезным в таких разнообразных областях, как аэрокосмическая, морская и медицинская техника.Он легко сваривается с подходящим присадочным металлом.
Бета-сплавы, такие как Ti-3Al-8V-6Cr-4Mo-4Zr марки 19, поддаются термообработке и большей частью свариваются. Они более плотные, чем Ti-6Al-4V, но обладают высокой прочностью и хорошим сопротивлением ползучести для использования в бронировании. Обычно их сваривают в отожженном состоянии присадочной проволокой соответствующего состава.
Как упоминалось ранее, защитный газ играет решающую роль в обеспечении хорошего качества сварки. Это означает, что при сварке TIG следует использовать правильный тип газа, предпочтительно аргон высокой чистоты.Плохое экранирование станет очевидным, когда на сварном шве будет видно обесцвечивание, от светло-соломенного цвета для умеренного загрязнения до темно-синего до порошкообразно-белого цвета при наихудшем случае загрязнения. Сварочная ванна защищена обычным газовым кожухом, но существует также необходимость в отводном экране, чтобы предотвратить загрязнение «только что сваренной» области до тех пор, пока она не остынет до температуры ниже 300 ° C. Кроме того, аналогичным образом должна быть защищена нижняя сторона сварного шва.
Также огромное значение имеет чистота свариваемых компонентов и титановой присадочной проволоки.Перед сваркой необходимо удалить остатки смазки, грязи или влаги путем обезжиривания. Это приведет к загрязнению водородом — распространенному источнику пористости и охрупчивания сварного шва. Точно так же воздух, захваченный защитным газом, может вызвать растрескивание из-за чрезмерного поглощения кислорода и азота. Они оба увеличивают прочность на разрыв и твердость, но за счет снижения пластичности соединения настолько, что может произойти растрескивание. Для защиты от этой высокой чистоты (BIP) следует использовать аргон.
Требуемые свойства сварного соединения в сочетании с соединяемым сплавом будут определять выбор сплава присадочной проволоки. Большинство титановых сплавов легко свариваются, за исключением альфа-бета-сплавов с высоким содержанием бета. Титановая присадочная проволока класса 2 часто используется при сварке титана CP или разнородных титановых сплавов, чтобы обеспечить наилучшее сочетание пластичности и прочности. В противном случае часто используется присадочная проволока с химическим составом, соответствующим исходному титановому сплаву.
Сварочные присадочные проволоки из титанового сплава для аэрокосмической сварки, поставляемые VBC Group, производятся с высокими характеристиками чистоты поверхности, соответствуют требованиям спецификаций AMS, MSRR 9500 и AWS и имеют полную техническую поддержку.