Узел сварки швеллера к уголку под углом. Сварка швеллеров без потери прочности соединения.
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Стальной швеллер – это металлическое изделие, имеющее П-образное сечение. Эта конструкция дает возможность получить высокие конструкционные характеристики при минимальном расходе материала. Методы изготовления швеллеров никак не влияют на технику сваривания.
Наибольшая прочность соединения достигается при сварке равнополочных швеллеров с параллельными гранями полок. Именно они и считаются самыми востребованными при строительстве в Москве.
Особенности сварки швеллеров
Для сборных металлических конструкций швеллера прекрасно себя зарекомендовали. Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Также проблема заключается в технике сваривания, опыте сварщика и грамотном предварительном разогреве. Неправильно выбранный шов и неудобное положение при сборке каких-либо узлов приводит к тому, что зона около шва может потерять до 20% прочности. Такие уязвимые соединительные места приходятся на каждый сварной шов с двух сторон. ГОСТом предусматриваются самые разнообразные узловые соединения.
Таким образом, можно подвести итог:
- Необходимо придерживаться рекомендованных норм ГОСТ.
- Сварка швеллеров существенно прочнее, даже если конструкция дополнительно усилена.
- Дополнительные накладки после сварки встык между собой нужно делать только снаружи изделия.
- Сварку внутренних углов швеллера лишь ослабляет конструкцию в целом, поэтому варить не желательно во внутренних углах и внутри изделия.
Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.
Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Газовая сварка швеллера
Газовая сварка встык используется достаточно часто. Существуют самые распространенные варианты соединения швеллера. Выбор соединения зависит от:
- длины сварного соединения и количества сварщиков;
- условий выполнения шва;
- тип и толщина швеллера;
Основные виды соединений и самые востребованные конструкции из швеллеров на практике получают при самом удобном методе сваривания. Наша компания осуществляет сварку швеллера на заказ.
Перед тем, как рассмотреть особенности сварки швеллера , вкратце поясним специфику данного изделия самого по себе. Швеллер изготавливается методом прессования и горячего проката и отличается от других металлоизделий специфичным П-образным сечением. Последнее, в свою очередь, помогает достичь высоких конструкционных показателей в сочетании с минимальным расходом металла.
Как правило, швеллера изготавливают из алюминия, углеродистой и низколегированной стали. Выделяются изделия мерной, кратной мерной и немерной длины. Швеллера находят себе широчайшую сферу применения в строительной, ремонтной, производственной и многих других областях.
Выбор способа сварки швеллеров зависит, в первую очередь, от ожидаемых условий эксплуатации, в частности от нагрузок на конструкцию. Как известно, сварочные соединения в некоторой степени ослабляют ее прочность, поэтому для сварки швеллеров создают наиболее качественные сварочные швы. Высокое качество сварного шва обеспечивается при помощи электродов — специальных стержней из металла, по которым протекает ток, Электроды способны придать сварному шву прочность, стойкость и устойчивость к коррозии.
Швеллера относительно небольшого размера можно сваривать обычными электродами , но для более крупных изделий требуется особый подход. С задачами сваривания наиболее ответственных конструкционных узлов успешно справляются электроды УОНИ , однако они требуют определенного навыка в использовании, в связи с чем сначала следует потренироваться на сходных с будущей конструкцией заготовках. Большой плюс использования именно этой разновидности электродов заключается в том, что у них отсутствуют какие бы то ни было ограничения по способу сварки: их даже можно сваривать вертикальным швом, который формируется сверху вниз.
Перед свариванием швеллеров нужно осуществить ряд общих мер , которые требуются для стыковки деталей с толстыми кромками, а именно: сформировать раздел V или Х-образного типа , сточив для этого кромки под углом от 30 до 60 градусов.
Еще один важный момент подготовительного этапа — подсушивание электродов , которое необходимо в связи с тем, что прочность будущего шва напрямую зависит от влажности покрытия используемого электрода.
Во время работы полярность должна быть обратной, а ток — постоянным, при этом сама сварка проводится короткой дугой на полярной стороне. Процесс сварки должен проводиться при температуре окружающей среды не ниже минус 40 градусов. Непосредственно перед сваркой необходимо провести тщательное удаление загрязнений и вкраплений ржавчины с металла.
В большинстве случаев сварка швеллеров осуществляется полками внутрь
. Для этого следует сначала провести разделку кромок . Если кромки не разделываются, то проводится сварка с зазором размером около 3 мм. Это делается для того, чтобы не провоцировать наплавку на металл горкой, которая в дальнейшем ослабит сварочный шов.Чтобы сделать шов правильно, нужно в первую очередь сварить более толстые элементы, а все накладки дополнительно обварить по контуру. Отсутствие указанного действия может поспособствовать быстрому развитию коррозии и последующему разрыву всей конструкции. Точное время прокаливания зависит от конкретной марки электродов, но, как правило, составляет от одного до двух часов.
В том случае, если вам сложно проводить сварку швеллеров без помощника, можно использовать струбцины, а непосредственно варить — прихватками. Сначала выполняется шов с одного конца швеллера, потом — с другого. Далее следует варить с разных сторон и концов, поскольку если сначала заварить полностью один шов, то другой рискует разойтись. Наиболее рекомендуемым положением шва считается нижнее горизонтальное. В процессе сварки важно следить за углом наклона электрода к свариваемой плоскости — он должен находиться в диапазоне от 40 до 70 градусов.
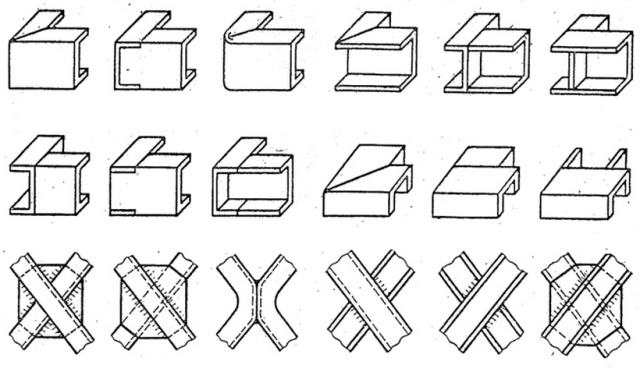
Выше мы подробно рассмотрели наиболее часто встречающийся вариант сварки швеллеров полками внутрь. Однако необходимо упомянуть и о других, хотя и несколько менее популярных, способах . К ним относится:
— сварка полками наружу;
— смешанная сварка;
— сварка с полками, перпендикулярными плоскости каркаса.
В завершение приведем перечень общих требований , актуальных для сварки швеллеров любого типа:
— сначала всегда подлежат сваривани
ГОСТ 8240-89 «Швеллеры стальные горячекатаные. Сортамент»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШВЕЛЛЕРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
СОРТАМЕНТ
ГОСТ
8240-89
(СТ СЭВ 2210-80)
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ШВЕЛЛЕРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel channels. Rolling products |
ГОСТ (СТ СЭВ 2210-80) |
Дата введения 01.07.90
Настоящий стандарт устанавливает сортамент швеллеров с уклоном внутренних граней полок и швеллеры с параллельными гранями полок.
1. Поперечное сечение швеллеров должно соответствовать указанному на черт. 1 и 2.
2. Номинальные размеры швеллеров, площадь поперечного сечения, масса 1 м и справочные значения для осей должны соответствовать приведенным в табл. 1 и 2.
3. По точности прокатки швеллеры изготовляют:
повышенной точности — Б;
обычной точности — В.
4. Предельные отклонения по размерам и форме швеллеров (черт. 1 — 3) должны соответствовать приведенным в табл. 3.
Черт. 1
Черт. 2
h — высота;
b — ширина полки;
s — толщина стенки;
t — толщина полки;
R — радиус кривизны;
r — радиус закругления полки;
z0 — расстояние от оси Y — Y до наружной грани стенки.
Примечание. Уклон внутренних граней полок должен быть 4 – 10 %.
Δ — перекос полки; f — прогиб стенки
Черт. 3
Таблица 1
Швеллеры с уклоном внутренних граней полок
|
Номер швеллера |
h |
b |
s |
t |
R |
r |
Площадь поперечного сечения, см2 |
Масса 1 м, кг |
Справочные значения для осей |
z | ||||||
ГОСТ 24839-2012
ГОСТ 24839-2012
Группа Ж34
МКС 91.080.10
Дата введения 2013-07-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова» (ЗАО «ЦНИИПСК им.Мельникова»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (МНТКС) (протокол от 4 июня 2012 г. N 40)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа государственного управления строительством |
Республика Беларусь | BY | Министерство архитектуры и строительства |
Киргизия | KG | Госстрой |
Россия | RU | Департамент регулирования градостроительной деятельности Министерства регионального развития |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 4-2016).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1674-ст межгосударственный стандарт ГОСТ 24839-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 24839-81
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 2016 год
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает расположение отверстий для заклепок и болтов в поперечном сечении горячекатаных профилей, применяемых в стальных строительных конструкциях. Расположение отверстий для высокопрочных болтов предусмотрено только для уголков.
Настоящий стандарт не распространяется на конструкции опор воздушных линий электропередачи.
2 Нормативные ссылки
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Размеры
Размеры, определяющие расположение отверстий и их максимальные диаметры, должны соответствовать:
— в двутавровых балках по ГОСТ 8239 — указанным на рисунке 1 и в таблице 1;
— в швеллерах с уклоном внутренних граней полок и швеллерах с параллельными гранями полок по ГОСТ 8240 — указанным на рисунке 2 и в таблице 2;
— в равнополочных уголках по ГОСТ 8509 и неравнополочных уголках по ГОСТ 8510 — указанным на рисунке 3 и в таблице 3.
Рисунок 1
Таблица 1
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
, не более | , не более | |||
10 | 32 | 9 | 30 | 9 |
12 | 36 | 11* | 36 | 13 |
14 | 40 | 13* | 40 | 15 |
16 | 45 | 13* | 40 | 15 |
18 | 50 | 15 | 50 | 21 |
18а | 55 | 17 | 50 | 19 |
20 | 55 | 17 | 50 | 19 |
20а | 60 | 19* | 50 | 19 |
22 | 60 | 19* | 60 | 25 |
22а | 65 | 19 | 60 | 25 |
24 | 60 | 19* | 60 | 25 |
24а | 70 | 21 | 60 | 25 |
27 | 70 | 21 | 60 | 25 |
27а | 70 | 21 | 60 | 23 |
30 | 70 | 21 | 65 | 25 |
30а | 80 | 25* | 65 | 25 |
33 | 80 | 25* | 65 | 25 |
36 | 80 | 25* | 70 | 25 |
40 | 80 | 25* | 70 | 25 |
46 | 90 | 26 | 70 | 25 |
50 | 100 | 28** | 80 | 28 |
55 | 100 | 28** | 80 | 28 |
60 | 110 | 28 | 90 | 31 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||
Рисунок 2
Таблица 2
Размеры в миллиметрах
Номер профиля | Расположение отверстий | |||
в полке | в стенке | |||
, не более | , не более | |||
5 | 20 | 9* | 25 | 7 |
6,5 | 20 | 11* | 32,5 | 11 |
8 | 25 | 11* | 40 | 15 |
10 | 30 | 13* | 33 | 11 |
12 | 30 | 17* | 40 | 15 |
14 | 35 | 19* | 45 | 17 |
14а | 35 | 19 | 45 | 17 |
16 | 40 | 19 | 50 | 19 |
16а | 40 | 23* | 50 | 19 |
18 | 40 | 23* | 55 | 23 |
18а | 45 | 23 | 55 | 21 |
20 | 45 | 25* | 60 | 25 |
20а | 50 | 25 | 60 | 25 |
22 | 50 | 25 | 65 | 28 |
22а | 50 | 28** | 65 | 25 |
24 | 50 | 28** | 65 | 25 |
24а | 60 | 28 | 65 | 25 |
27 | 60 | 28 | 70 | 28 |
30 | 60 | 31** | 70 | 28 |
33 | 60 | 31** | 70 | 25 |
36 | 70 | 31** | 75 | 28 |
40 | 70 | 31** | 75 | 28 |
* Разность между диаметрами отверстия и болта должна быть не менее 3 мм. ** Разность между диаметрами отверстия и болта должна быть не менее 4 мм. | ||||
Рисунок 3
Таблица 3
Размеры в миллиметрах
Однорядное расположение отверстий | Двухрядное расположение отверстий | ||||||||||
, не более | Порядок расположения отверстий | , не более | |||||||||
для болтов классов прочности 4.6-8.8 и заклепок | для высоко- | для болтов классов прочности 4.6-8.8 и заклепок | для высоко- | ||||||||
45 | 3-5 | 25 | 13 | — | Шахматный | 7-12 | 55 | 35 | 28 | 25 | |
50 | 3-8 | 30 | 15 | — | 14; 16 | 25 | — | ||||
56 | 4-6 | 30 | 17 | — | 140 | Рядовой | 8-10 | 55 | 55 | 21 | 21 |
8 | 15 | 12 | — | ||||||||
63 | 4-8 | 35 | 19 | — | Шахматный | 8-12 | 60 | 45 | 28 | 25 | |
10 | 17 | ||||||||||
70 | 4,5-8 | 40 | 23 | — | 160 | Рядовой | 9-20 | 65 | 65 | 25 | 23 |
75 | 5-9 | 45 | 25 | — | Шахматный | 9-20 | 65 | 60 | 28 | 25 | |
80 | 5-8 | 45 | 25 | — | |||||||
10; 12 | 23 | — | Рядовой | 0-12 | 65 | 75 | 28 | 28 | |||
90 | 5,5-7 | 50 | 28 | 31 | 80 | Шахматный | 0-12 | 65 | 70 | 31 | 31 |
8; 9 | 28* | ||||||||||
10 | 25 | — | 200 | Рядовой, шахматный | 11-30 | 80 | 80 | 31 | 31 | ||
100 | 6-12 | 60 | 31 | 31 | |||||||
14; 16 | 28 | 220 | Рядовой, шахматный | 14; 16 | 80 | 90 | 31 | 31 | |||
110 | 6,5-12 | 60 | 31 | 31 | |||||||
125 | 7-16 | 75 | 31 | 31 | 250 | Рядовой, шахматный | 2-30 | 90 | 100 | 31 | 31 |
* Максимальный диаметр болта 24 мм. Примечание — Размеры, определяющие расположение отверстий для высокопрочных болтов, установлены с учетом габарита головки гаечного ключа не более 75 мм. | |||||||||||
4 Отступления от размеров
Отступления от размеров, установленных в разделе 3, допускаются при выполнении стыков деталей или элементов конструкций из уголков с накладками из уголков того же размера, при образовании отверстий по кондукторам и в других обоснованных случаях. При этом необходимо проводить строжку обушка (внешней кромки угла) уголка накладки для ее плотного прилегания к стыкуемому уголку.
5 Предельные отклонения
Предельные отклонения диаметров и расположения отверстий должны соответствовать ГОСТ 14140 и предельным отклонениям, установленным для различных конструкций строительными нормами и правилами производства и приемки металлических конструкций.
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2013
Сварка швеллеров без потери прочности соединения. Выбор типов и методика расчетов сварных стыков двутавров и швеллеров стальных конструкций паровых стационарных котлов.
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл — один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 — 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструм
Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швеллер широко используется в различных сферах деятельности, однако длины или прочности одного изделия зачастую не хватает, поэтому используются различные методы соединения.
Способы
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
Встык

Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку
Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением. Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок. Последний метод используется при соединении изделий с полками большой толщины.
Полученный в результате полной проварки шов не зачищается для увеличения прочности. Для дополнительного усиления могут использоваться накладки.
Альтернатива – болтовое соединение
В отдельных случаях использовать сварку для монтажа не представляется возможными или не требуется. Например, это относится к производству разборных конструкций или к работе с оцинкованным прокатом. В последнем случае сварка повредит защитный цинковый слой и в месте соединения появится ржавчина.
Болтовое соединение позволяет произвести монтаж швеллера без разрушения цинкового слоя и привлечения квалифицированных сварщиков, которые могут обеспечить максимальную надежность и правильность монтажа.
Однако в большинстве конструкций использовать соединение на болтах нецелесообразно, так как оно имеет ряд недостатков:
- отверстия в прокате снижают его прочность,
- необходимо периодически проверять надежность соединения и подтягивать гайки, особенно если металлоконструкция испытывает вибрационные нагрузки,
- со временем крепеж из черных металлов начинает ржаветь, что снижает его надежность и усложняет разборку,
- процесс монтажа на болтах занимает больше времени, чем сварка.
Выбор конкретного способа соединения швеллера, как и его типоразмера, зависит исключительно от вида производимых работ и предназначения конструкции с обязательным соответствием регламентирующим документам.