Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней.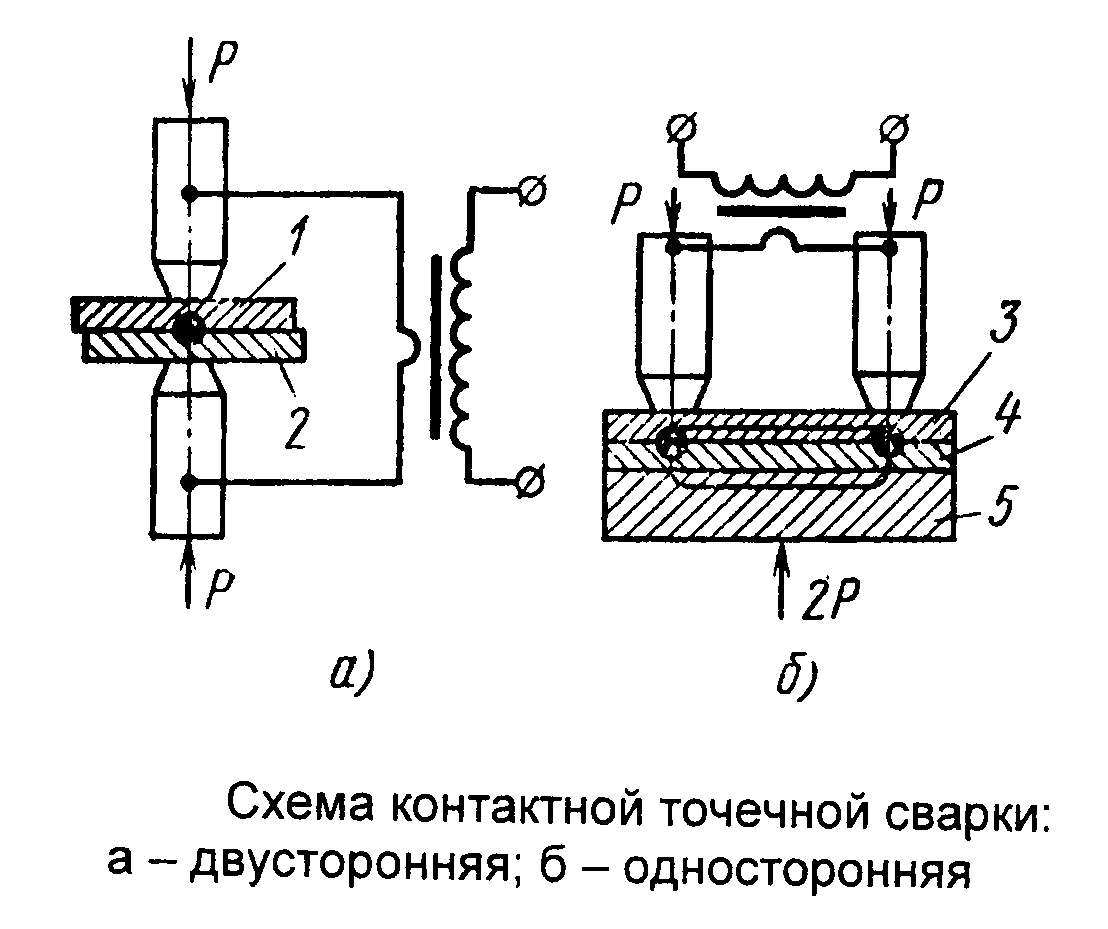
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
 Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод.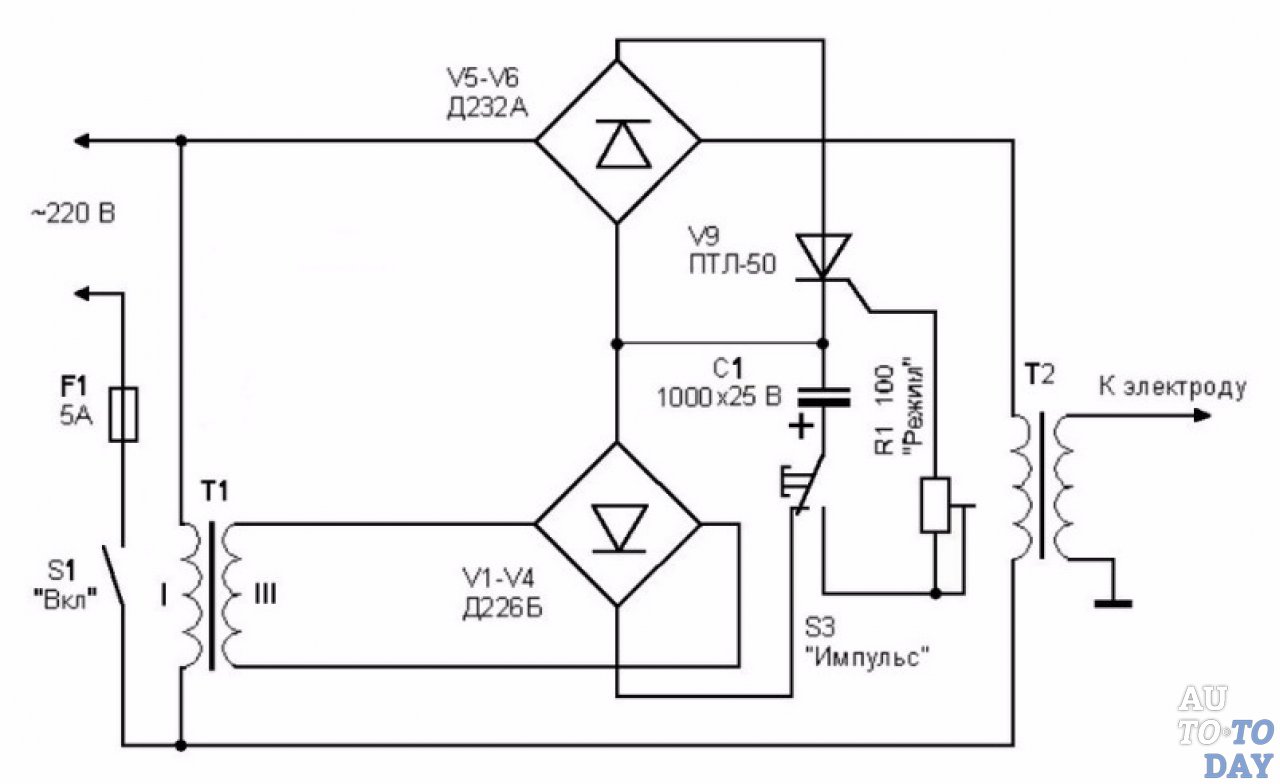
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой.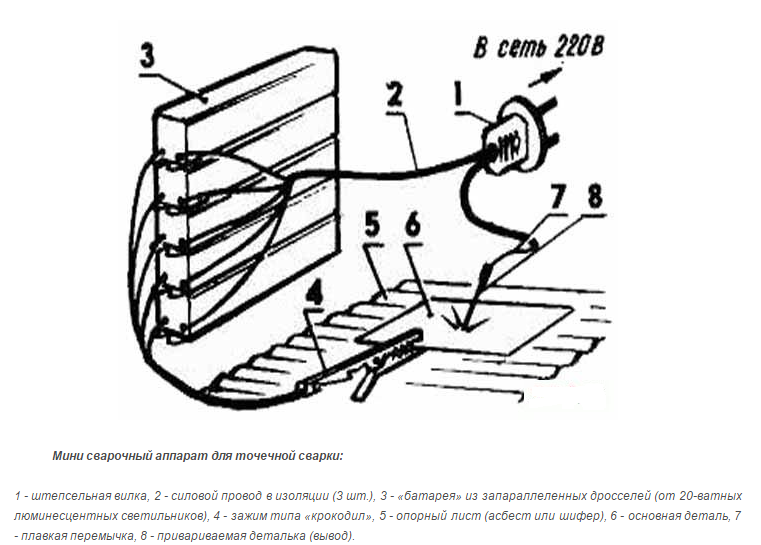 Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
 Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод.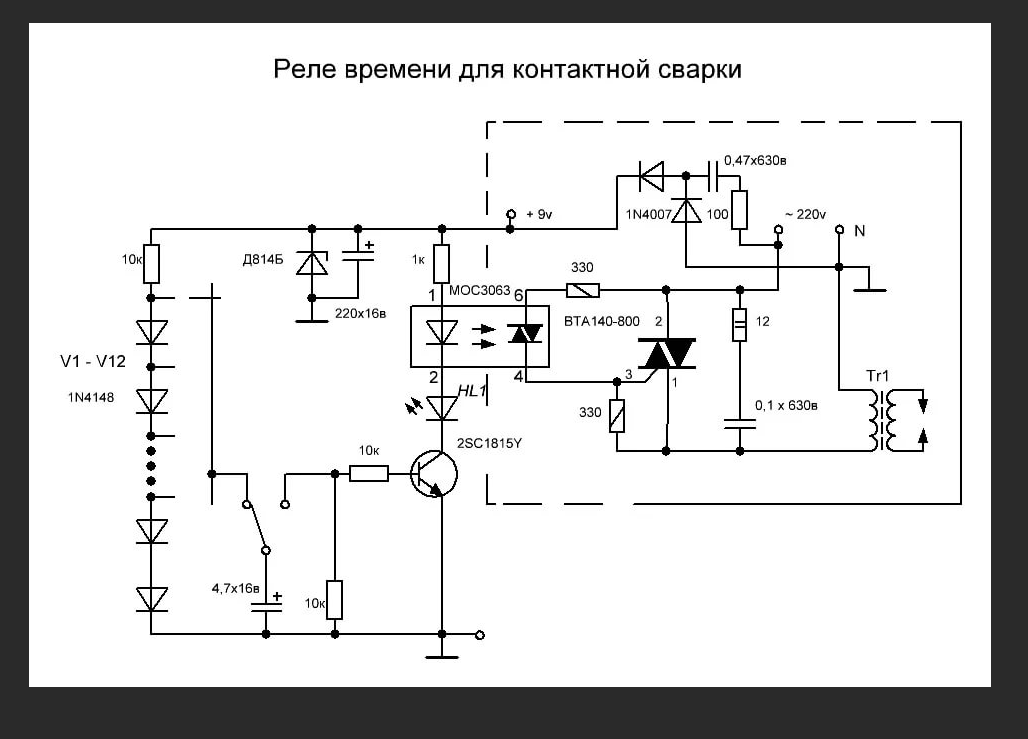 Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше.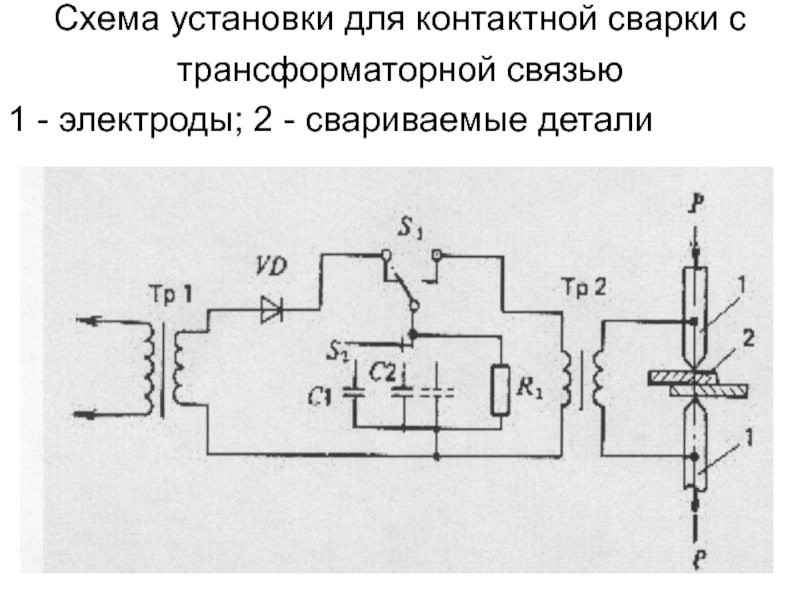 Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Схема и этапы сборки точечной сварки своими руками из микроволновки | сделай сам
Схема и этапы сборки точечной сварки своими руками из микроволновкиНе удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Доступная точечная сварка из микроволновки своими рукамиРазнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом.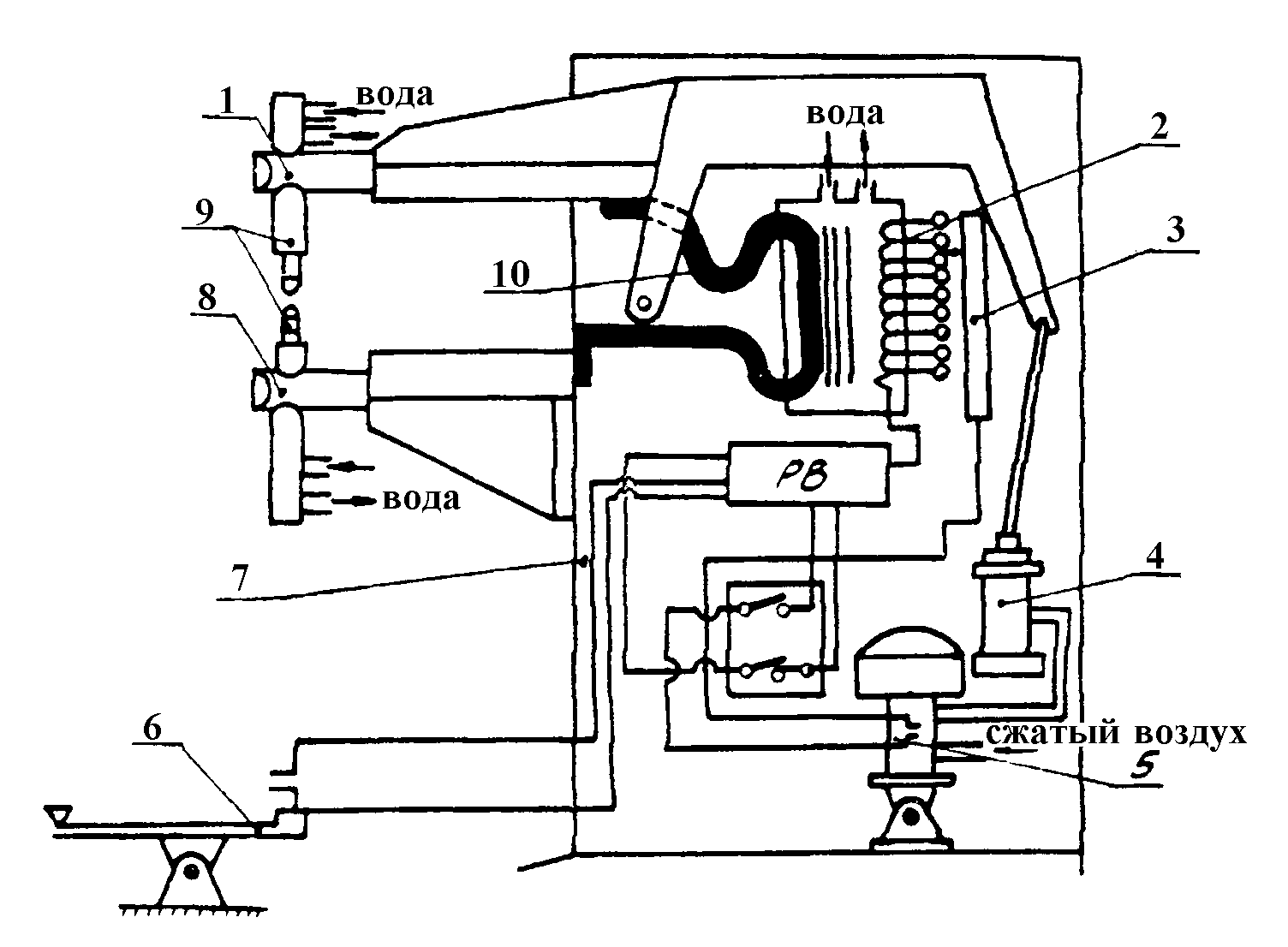 Механическое действие применяется для создания физического контакта элементов без зазора.
Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сваркиПринцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорогоУстаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.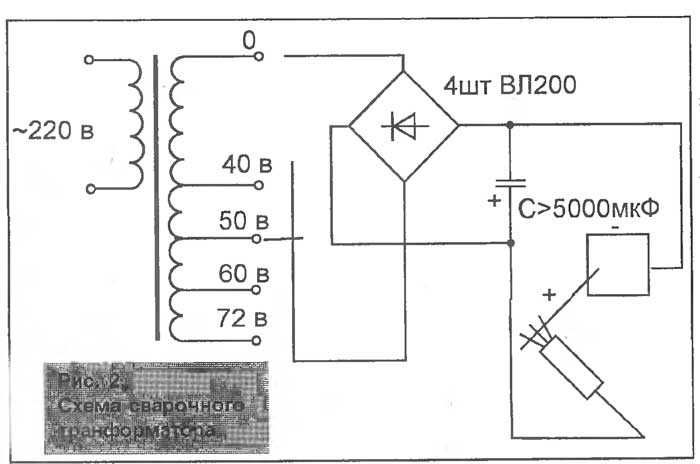
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
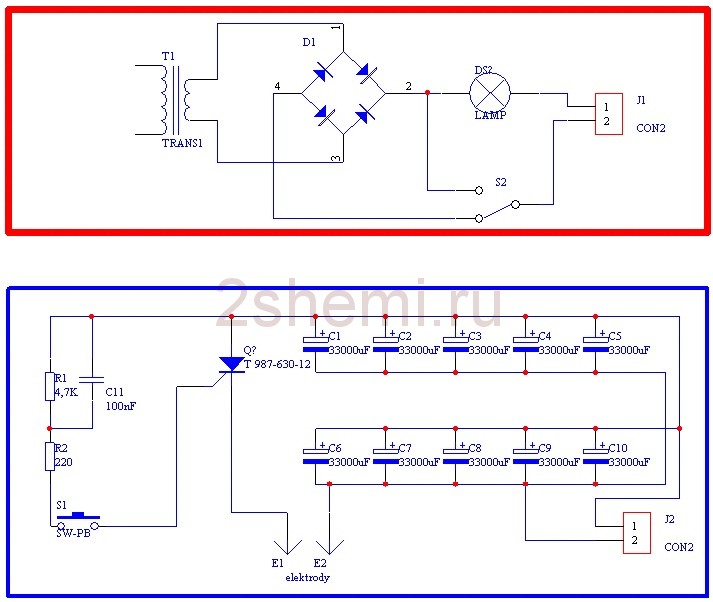
Схема точечной сварки своими рукамиСхема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Операции по подготовке завершены.
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сваркиТрансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройствоДля создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновкиСхема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сваркиПервое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства.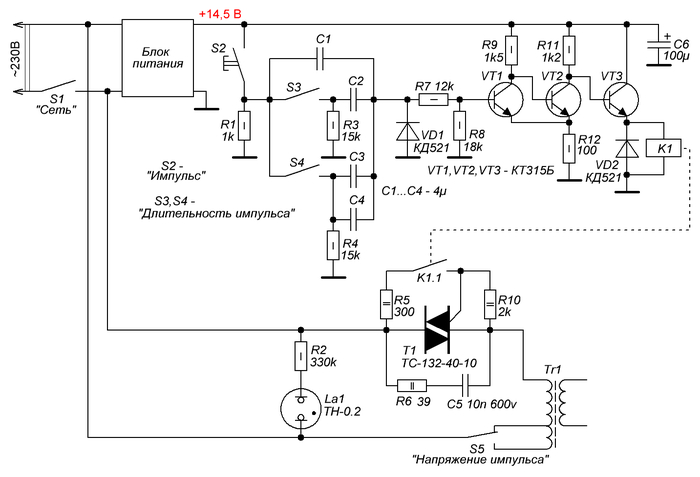 Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Органов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновкиТочечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.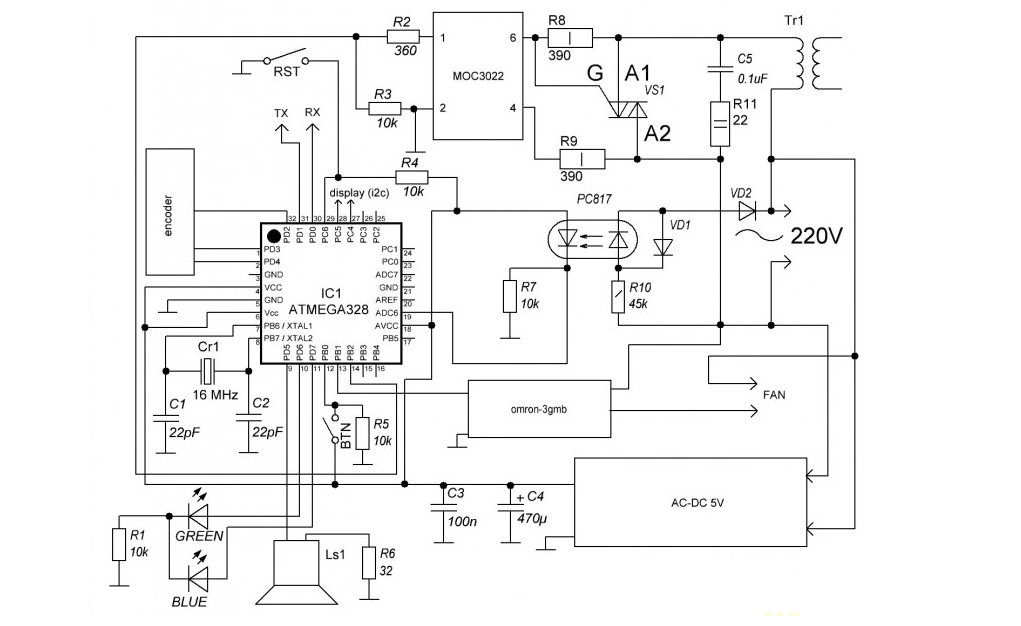
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Точечная сварка — Электрод Тольятти Официальный сайт
Точечная сварка
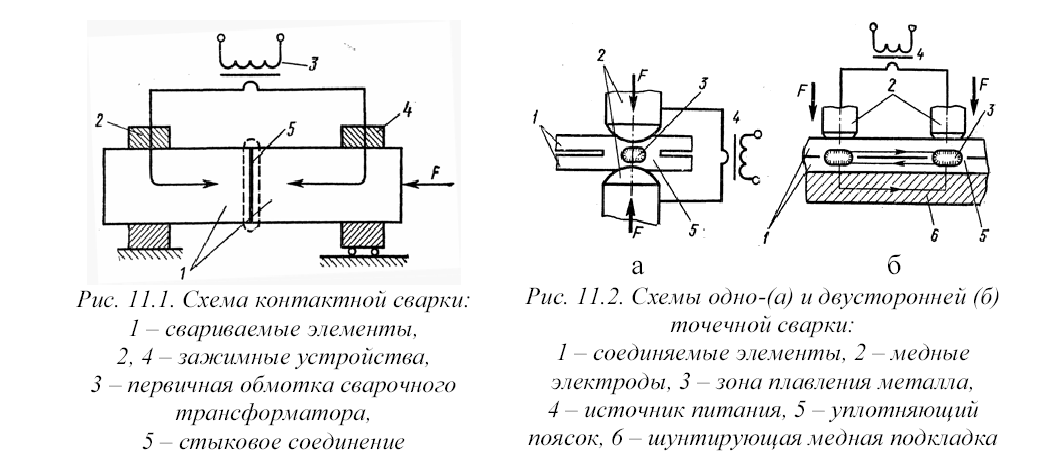
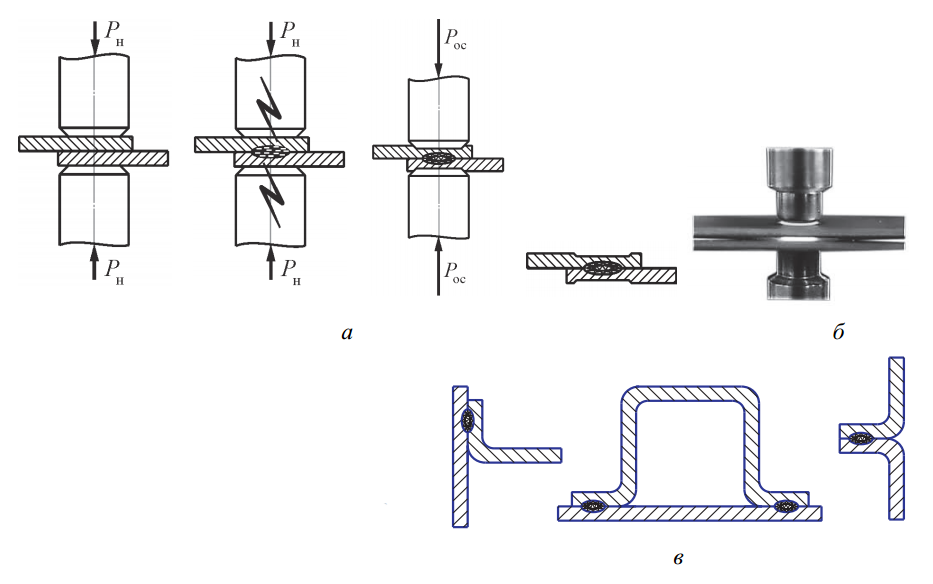
Основной тип соединения свариваемых деталей при точечной сварке — нахлёсточное (рис. 1).
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
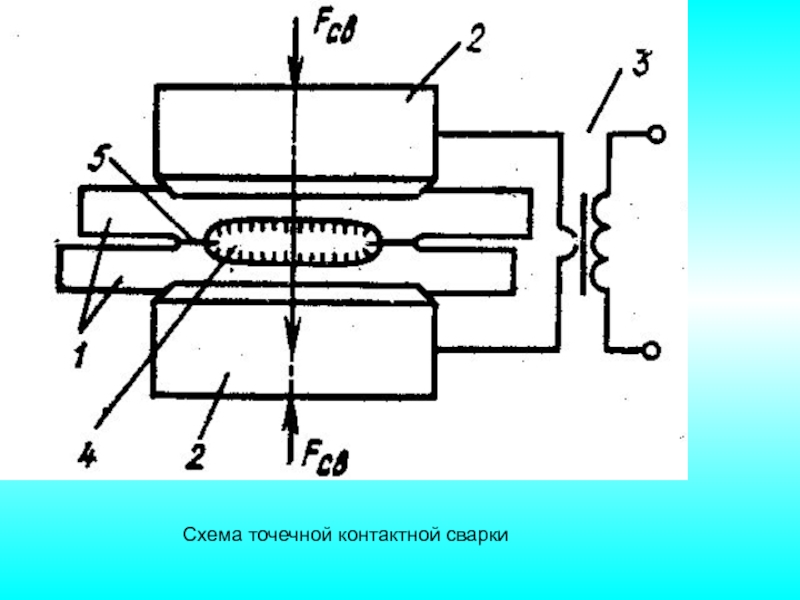
Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В). Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом.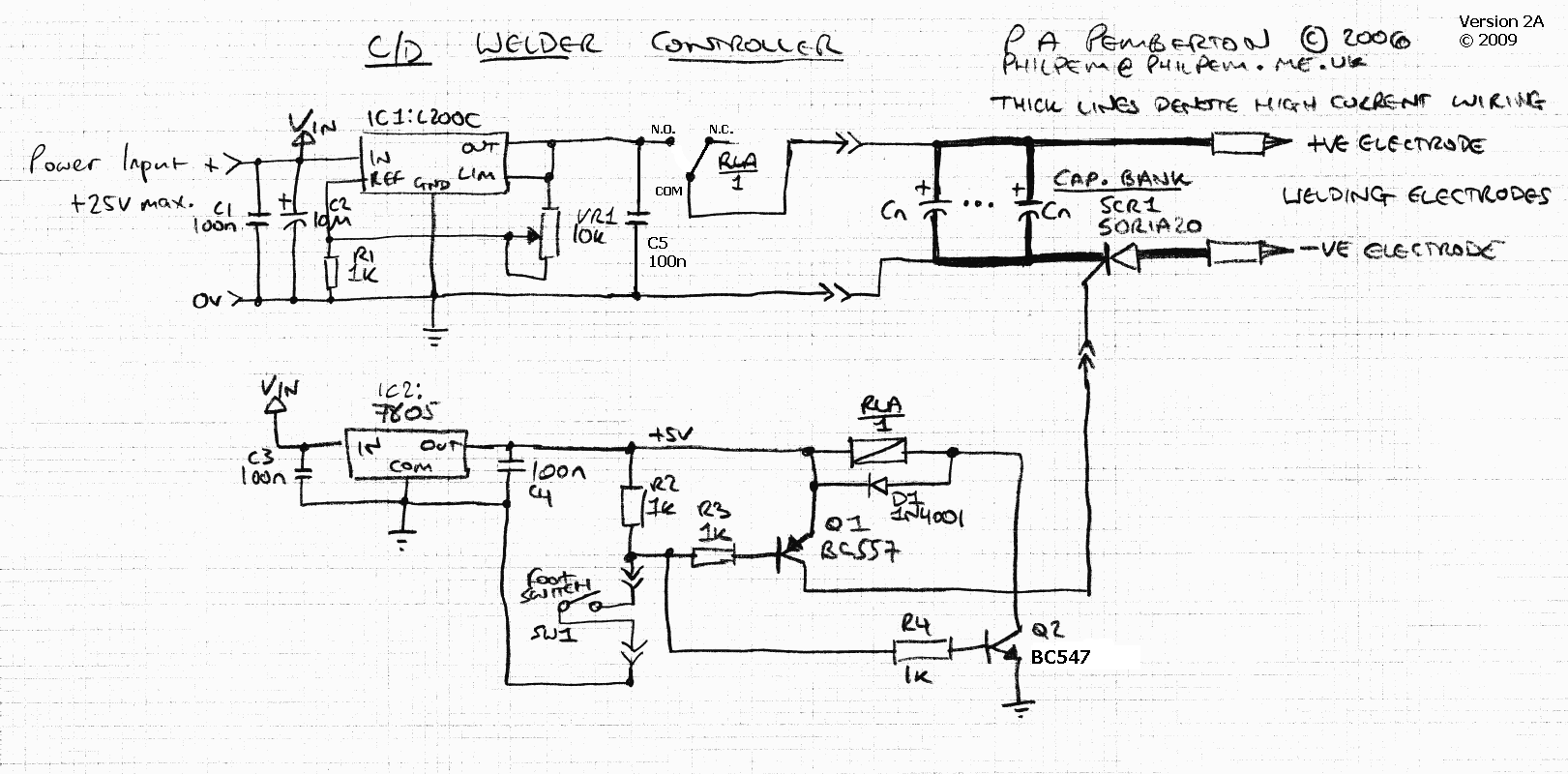 Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов — обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
Рис. 2. Схема точечной сварки
а — без увеличения давления; б — с увеличением давления при проковке; 1 — сжатие деталей; 2 — включение тока; 3 — проковка; 4 — снятие давления с электродов
Рис. 3. Стадии цикла и циклограммы точечной сварки
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
1 — сварочный трансформатор; 2 — электроды; 3 — верхняя заготовка; 4 — нижняя заготовка; 5 — медная подкладка
Рис. 4. Схема односторонней точечной сварки
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 — 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 — 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
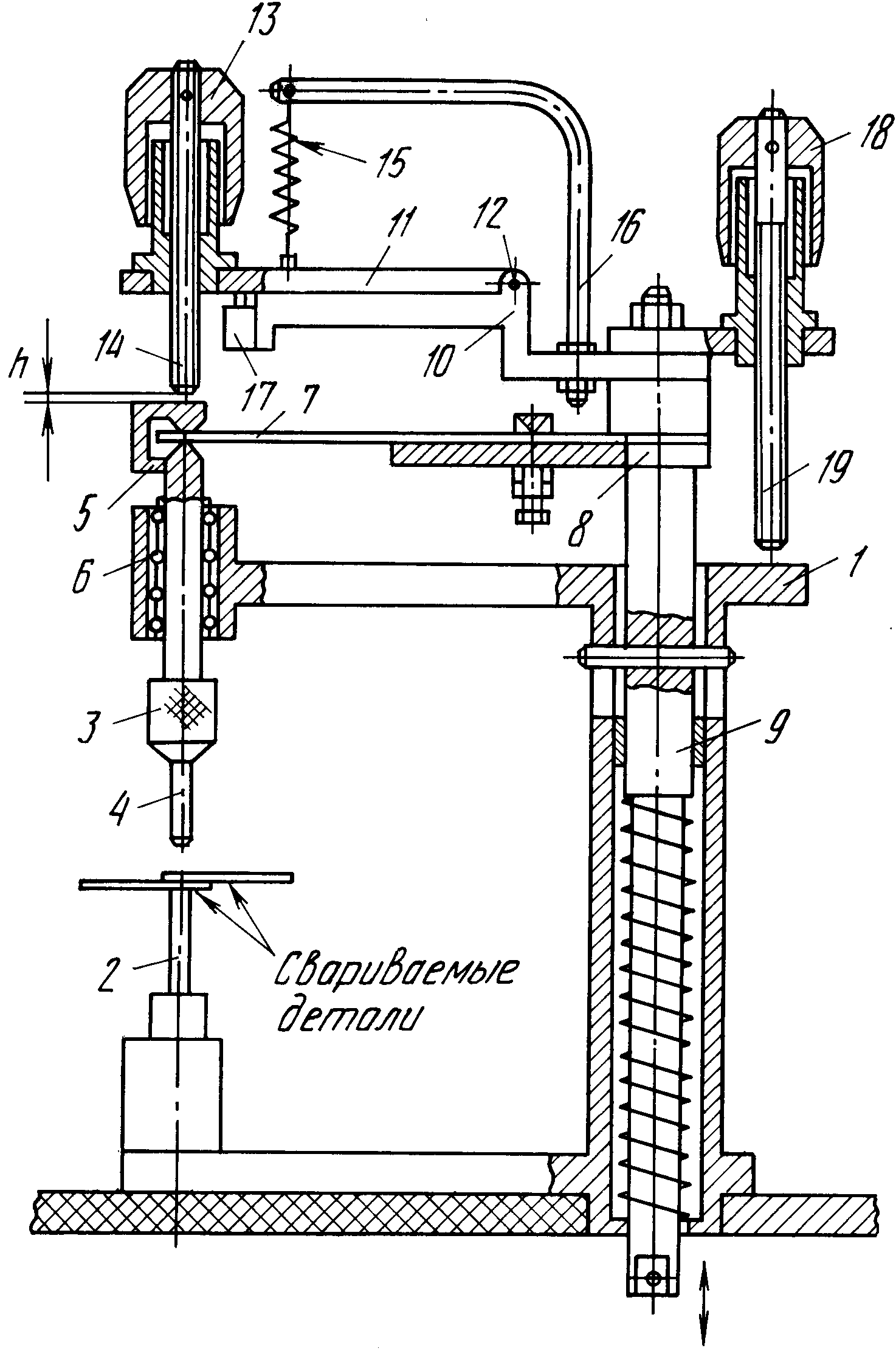
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции — сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.![]()
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Аппарат контактной сварки своими руками из старых ламповых телевизоров
Не выкидывайте старые ламповые телевизоры на свалку, они очень даже еще могут пригодиться в домашнем хозяйстве.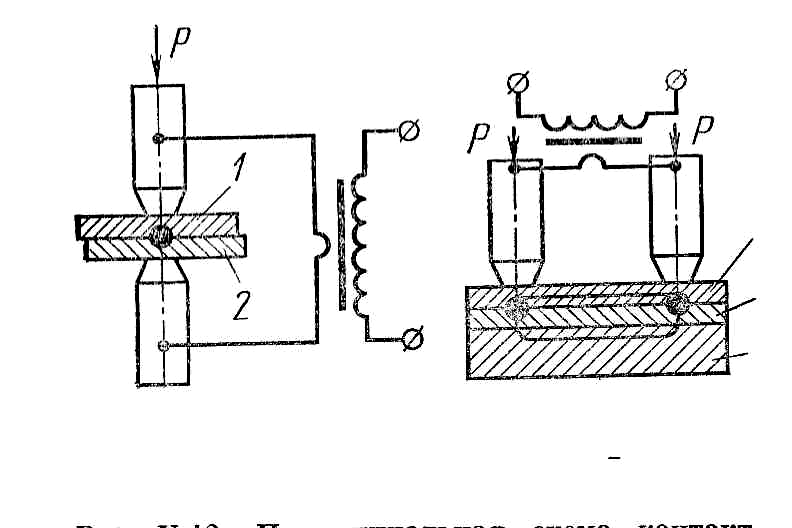 Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
Точечная сварка это приваривание деталей одна к другой при помощи кратковременного импульса с большой силой тока и малым напряжением. В зависимости от толщины привариваемого металла необходимо опытным путем подобрать длительность импульса, при неизменном токе и напряжении (в данной конструкции), так-как мощность и следовательно температура в месте разогрева в основном зависят от этих двух факторов-«ток, время». Увеличивая ток, а он в свою очередь зависит от площади сердечника трансформатора, сечения обмоток, и количества витков (как первичной так и вторичной) обмоток мы можем увеличить мощность, а значит и толщину привариваемой детали. Значительно повышать вторичное напряжение не следует т.к по мнению автора увеличатся потери, а в следствие этого уменьшится мощность отдаваемая на разогрев детали.
 Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Аппарат изготовлен из шести силовых трансформаторов ТС-270, от старых ламповых цветных телевизоров. А так же из «петлей» размагничивания этих телевизоров. Эскиз устройства изображен на рис 1.
Рис. 1. Эскиз сварочного аппарат контактной сварки
Для этого трансформаторы, и петли размагничивания аккуратно разбираются. Из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис 2.
Рис. 2. Каркас из гетинакса сварочного аппарата контактной сварки
На каркас наматывают равномерно жгут из 3-4х проводов диаметром 0,9 мм, провода берутся от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывается бумага от тех же трансформаторов. В завершении намотки прокладывается несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого отмеряется расстояние в 4-5 метров и закрепляются вертикально два деревянных бруска, бруски закрепить можно в настольных тисах. Разбираем петли размагничивания и мотаем жгут из 350-400 проводов, провода можно брать и от трансформаторов важно чтобы жгут получился сечением около 100 кв.
 мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать.
мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать. Устройство управления изготовлено по схеме приведенной на рис 3.
Рис. 3. Схема устройства управления сварочным аппаратом контактной сварки
Оно состоит из блока питания собранного на Т3, VD1-VD4 микросхеме D6, устройства выдержки времени D4.1-D4.3, D1-D3, D5.1, D4.5, и формирователя импульса запуска тиристоров D5.2-D5.3, VT1, T2 и VS1-VS2 и собственно сварочного трансформатора Т1. Устройство выдержки времени позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 секунды с точностью 0,01 сек.
Схема работает следующим образом: После включения питания автоматом SA4 напряжение поступает на первичную обмотку трансформатора Т3. Напряжение вторичной обмотки выпрямляется диодным мостом VD2-VD5, а так как фильтрующая емкость разделена диодом VD6 то частота 100 гц поступает через резистивный делитель на вход формирователя прямоугольных импульсов DD4.1-DD4.3, а с него на вход десятичного счетчика. Счетчик начнет считать только тогда кода на входе R, будет логический ноль т.е. будет нажата кнопка, и если на разрешающем входе EC , тоже будет логический ноль. Эти условия будут соблюдены в начальный момент времени т.к. при отжатом состоянии кнопки SB1 на входе R логическая единица и счетчики сброшены на выходах Q0 микросхем DD1-DD3 логическая единица. Предположим что переключатели находятся в том положении которое указано на схеме тогда на 9 ножке DD5.1 будет логическая единица, а на выходе DD4.5 логический ноль, работа счетчика разрешена. А т.к на входе 13 микросхемы DD5.3 логический ноль то схема генератора на DD5. 2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
Все детали устройства управления размещены на односторонней печатной плате размерами 215х60 мм. Ее чертеж показан на рис 4.
Рис.4 Печатная плата схемы управления сварочным аппаратом контактной сварки
Рис. 5. Схема пистолета для сварочного аппарата контактной сварки
Длительность импульса следует предварительно определить приварив такую же жесть например к уголку, затем надо попробовать оторвать, если в месте сварки остались отверстия значит ток подобран верно.
О деталях:
Трансформаторы от телевизоров для сборки силового трансформатора надо выбирать с маркировкой ТС-270. Если вам попались с маркировкой ТСА — значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
Если вам попались с маркировкой ТСА — значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
В данной конструкции использовались наборные переключатели от старых станков с ЧПУ типа ПМП-10200ПУ3 или ПП10.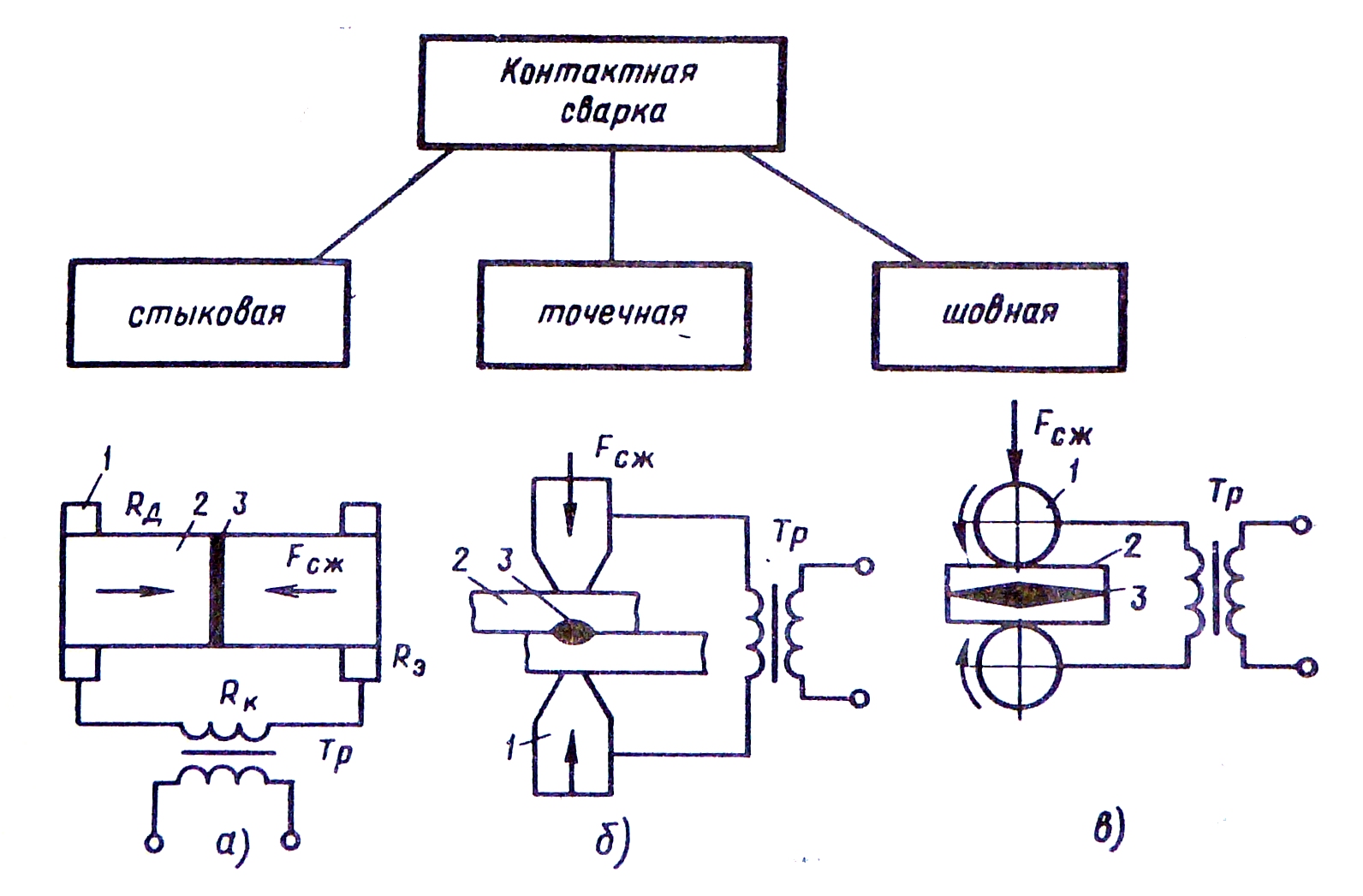 Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Литература:
1. В. Папенин. Переносный аппарат для точечной электросварки. Радио N12-78г. стр.47
Сущность и схемы точечной контактной сварки
Точечная сварка — способ
контактной сварки, при котором детали свариваются по отдельным ограниченным
участкам касания (по ряду точек). При точечной сварке (см. рис. 1, а) детали 1
собирают внахлестку, сжимают усилием F электродами 2, к которым
подключен источник 3 электрической энергии (например, сварочный трансформатор).
Детали нагреваются при кратковременном прохождении сварочного тока Iсв до образования
зоны 4 взаимного расплавления деталей, называемой ядром. Нагрев зоны сварки
сопровождается пластической деформацией металла в зоне контакта деталей (вокруг
ядра), где образуется уплотняющий поясок 5, надежно предохраняющий жидкий
металл от выплеска и от окружающего воздуха. Поэтому специальной защиты зоны
сварки не требуется. После выключения тока расплавленный металл ядра быстро кристаллизуется,
и образуются металлические связи между соединяемыми деталями. Таким образом,
образование соединения при точечной сварке происходит с расплавлением металла.
Поэтому специальной защиты зоны
сварки не требуется. После выключения тока расплавленный металл ядра быстро кристаллизуется,
и образуются металлические связи между соединяемыми деталями. Таким образом,
образование соединения при точечной сварке происходит с расплавлением металла.
Нагрев при точечной сварке проводят импульсами переменного тока промышленной частоты 50 Гц (реже повышенной частоты 1000 Гц), а также импульсами постоянного или униполярного тока.
По способу подвода тока к свариваемым деталям различают двустороннюю и одностороннюю сварку. В первом случае электроды 2 (рис. 1) подводят к каждой из деталей 1, а во втором — к одной из деталей (например, верхней, рис. 2). Для повышения плотности тока в точках касания деталей нижнюю деталь прижимают к медной подкладке 6, которая одновременно выполняет роль опоры.
Рисунок 1. Схемы точечной сварки при одностороннем (а) и двустороннем (б) подводе сварочного тока
Чаще всего за цикл сварки получают одну
точку (одноточечная сварка) и реже одновременно две (см. рис. 1, б) и более
точек (многоточечная сварка см. рис 2). Иногда при точечной сварке применяют
комбинированные соединения (клеесварные и сварно-паяные). Клей и припой вводят
под нахлестку для повышения прочности и коррозионной стойкости соединений.
рис. 1, б) и более
точек (многоточечная сварка см. рис 2). Иногда при точечной сварке применяют
комбинированные соединения (клеесварные и сварно-паяные). Клей и припой вводят
под нахлестку для повышения прочности и коррозионной стойкости соединений.
Рисунок 2. Схема многоточечной сварки:
а – от одного трансформатора; б – от нескольких трансформаторов; P- усилие сжатия электродов
Это интересно
Искусственный акриловый камень Antarrid
(Антаррид) предназначен для создания элементов интерьера. Из этого камня делают
подоконники, столешницы мойки и др. Данный искусственный камень обладает рядом
положительных качеств: сравнительно низкой стоимостью, хорошим внешним видом,
высокой прочностью, стойкостью к загрязнениям и к химическим воздействиям.
Кроме этого Антаррид стоек и к атмосферным воздействиям, не трескается и не
теряет со временем своего первоначального оттенка.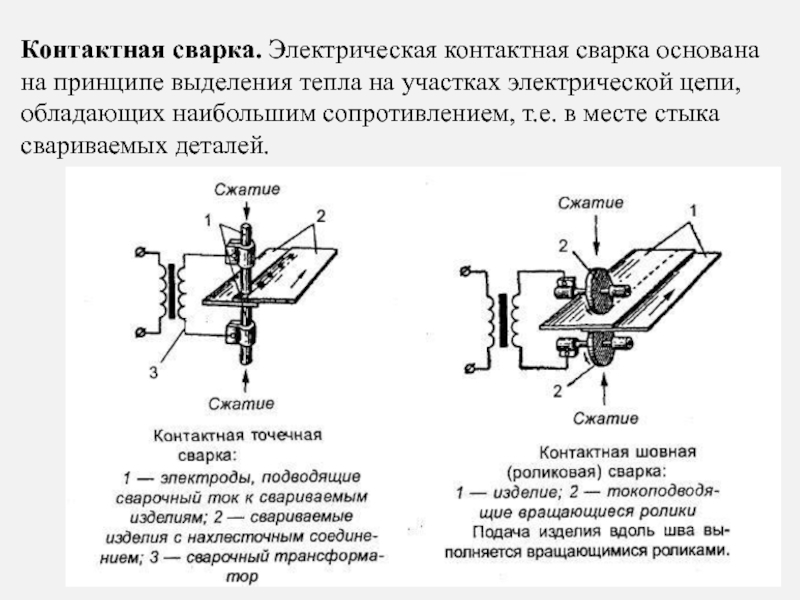 Гарантия на листы Антаррид
составляет 10 лет! Более подробную информацию об акриловом камне Антаррид можно
получить на сайте antarrid.ru.
Гарантия на листы Антаррид
составляет 10 лет! Более подробную информацию об акриловом камне Антаррид можно
получить на сайте antarrid.ru.
Машина контактной точечной сварки сфера применения, особенности конструкции
Электрическая контактная сварка считается одним из наиболее универсальных методов выполнения неразъемных соединений различных металлов. В зависимости от того какую конструкцию имеет машина контактной точечной сварки, она может применяться и в бытовых условиях, и в составе мощных производственных линий.
Принцип контактной сварки и его влияние на конструкцию оборудования
Электрический ток способен нагревать металлические изделия при прохождении через них, при определенных условиях происходит плавление материала. Создаваемое усилие сжатия, передаваемое на заготовки, вызывает соединение свариваемых деталей на молекулярном уровне. Данный принцип нашел применение в сварке различных марок стали, цветных металлов, сплавов. Существует несколько разновидностей контактной сварки:
- Точечная сварка позволяет формировать сварное соединение (точку) между двумя электродами.
- При стыковой сварке соединение заготовок происходит по всему сечению торца свариваемых деталей (трубы, арматура, проволока).
- Шовная сварка отличается от точечной тем, что формируется непрерывный ряд сварных точек, образуя сплошной шов.

Исходя из условий создания сварного соединения, машина для контактной сварки, в том числе и стыковой, должна обеспечить выполнение следующих действий:
- Создание сварочного тока необходимой (достаточно большой) силы.
- Обеспечение необходимого усилия сжатия свариваемых деталей.
- Точная дозировка сварочного воздействия по времени.
Именно эти факторы и определяют конструктивное исполнение, которое должна иметь машина контактной сварки, для обеспечения высокого качество и скорости выполнения процесса. Основными узлами агрегата контактной сварки являются:
- Понижающий трансформатор или конденсаторная батарея.
- Прерыватель электрической цепи.
- Устройство, создающее усилие на электродах или между свариваемыми деталями.
.jpg)
Трансформаторы для контактной сварки
Количества теплоты, выделяемой при прохождении электрического тока при контактной точечной или стыковой сварке, учитывая то, что сопротивление металлов незначительно, зависит от величины силы тока. Поэтому трансформаторы машины для сварки должны обеспечивать на вторичной обмотке значительные величины этого показателя. Если в малогабаритных бытовых устройствах сила тока может составлять 3-5 кА, то промышленные установки позволяют достигать значений в 300-500 кА.
В связи с тем, что высокое напряжение во вторичной цепи сварочного аппарата не требуется, трансформаторы, применяемые для контактной сварки должны обладать высоким коэффициентом трансформации. Конструкция этого устройства имеет следующие особенности:
- Для получения максимального значения силы тока вторичная обмотка обычно имеет один виток, при этом сечение проводника достаточно велико, данный параметр определяется расчетным путем. Для обеспечения расчетной силы тока проводники из технической меди соединяются параллельно.
- Обмотки трансформатора для точеной, стыковой сварки чаще всего имеют дисковое устройство, такая конструкция способствует равномерному распределению нагрузки на все секции. Кроме того, это позволяет добиться лучшего охлаждения обмоток.
- В связи с тем, что машина работает в режиме постоянных высоких нагрузок, возникает необходимость в усилении защиты обмоток от воздействия высоких температур, атмосферной влаги или конденсата. Для этой цели обмотки трансформатора покрываются специальным полимерным термостойким компаундом, который обеспечивает герметичность проводников.
- Для снижения рабочей температуры обмоток, трансформаторы должны быть обеспечены эффективной системой охлаждения. Установки небольшой мощности могут иметь воздушное охлаждение, а для высокомощных агрегатов необходимо применять водяные устройства для снижения температуры, именно они считаются наиболее эффективными.
- Машина для контактной сварки работает в режиме частого пуска, в промышленных устройствах эта частота может доходить до 400-500 включений в минуту. В связи с этим возникают значительные механические нагрузки, поэтому трансформатор должен иметь конструкции с определенным запасом прочности.
- Чаще всего трансформатор такого типа имеет сердечник броневого типа, это определено именно возможностью высоких нагрузок. Допускается, при изготовлении машин малой мощности, применение сборного сердечника из пластин.
- Регулировка силы сварочного тока осуществляется при помощи устройств, работающих в первичной цепи. В контактной сварке применяется секционирование первичной обмотки, когда отдельные ее элементы подключаются в разном порядке, или электронное управление процессом. При этом используют тиристорные схемы, позволяющие добиться плавной и точной регулировки.

 В связи с этим возникают значительные механические нагрузки, поэтому трансформатор должен иметь конструкции с определенным запасом прочности.
В связи с этим возникают значительные механические нагрузки, поэтому трансформатор должен иметь конструкции с определенным запасом прочности.Контактная точечная сварка при помощи трансформаторных машин обладает существенным недостатком. Неравномерная нагрузка и высокая частота включений оказывает негативное влияние на питающую сеть, возникает так называемый перекос фаз, особенно это характерно для однофазной машины. Для устранения такого влияния применяется конденсаторная машина контактной сварки, которая значительно отличается своими характеристиками.
Для устранения такого влияния применяется конденсаторная машина контактной сварки, которая значительно отличается своими характеристиками.
Конденсаторная сварка
Машина конденсаторной сварки позволяет создать равномерную нагрузку на электрическую сеть предприятия. Она может применяться для точечной контактной, стыковой и некоторых других видов сварки. Принцип действия, по которому работает машина, основан на использовании накопленной в конденсаторных батареях электрической энергии. При этом заряд элементов происходит постоянно, что делает нагрузку на сеть равномерной, не оказывающей на нее негативного влияния.
- Для стыковой сварки применяют установки бестрансформаторного типа. В данном случае накопленный заряд протекает через свариваемые детали в момент их соприкосновения. Под действием определенного усилия происходит сваривание исходных деталей. Данный способ позволяет допиться высокой точности продолжительности импульса и его мощности, достигается это изменением емкости конденсаторов.
- Контактная, а также шовная сварка осуществляется с применением трансформаторного способа. В этом случае разряд конденсатора осуществляется на первичную обмотку понижающего трансформатора, то есть принцип работы не изменяется, разница заключается именно в применении аккумулированной энергии.
 Данный способ позволяет допиться высокой точности продолжительности импульса и его мощности, достигается это изменением емкости конденсаторов.
Данный способ позволяет допиться высокой точности продолжительности импульса и его мощности, достигается это изменением емкости конденсаторов.Конструктивно контактная сварочная машина конденсаторного типа состоит из двух основных узлов — зарядной и разрядной части. Применяемые схемы могут значительно отличаться в устройствах различных производителей, но выполняют одни и те же функции:
- Обеспечение заряда батареи до необходимой величины, причем в определенное время. Для этой цели применяется повышающий трансформатор.
- Выделение сохраненной энергии на свариваемых деталях или электродах, при этом возможна как полная, так и частичная разрядка батареи.
Именно принцип конденсаторной сварки применяется при изготовлении малогабаритных сварочных устройств небольшой мощности.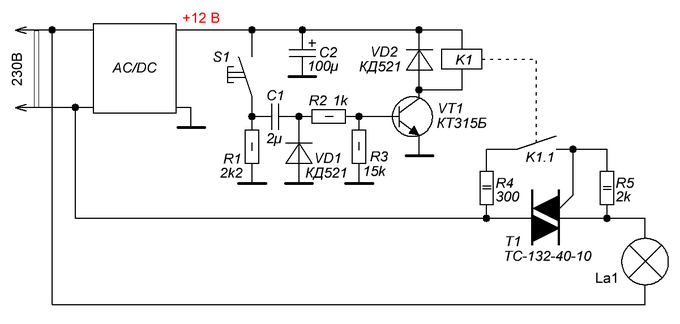 Такая машина для контактной сварки может применяться в быту. Она отличается небольшими размерами, может работать от обычной электрической сети. В основном такие аппараты применяются для стыковой сварки шпилек, болтов, других элементов различного сечения. Несмотря на скромные габариты, такая машина своими возможностями не уступает более мощной технике. Более того, подобные устройства можно вполне смонтировать своими руками, конечно в производственных масштабах их нельзя будет применить, но для ограниченных личных целей хватит вполне.
Такая машина для контактной сварки может применяться в быту. Она отличается небольшими размерами, может работать от обычной электрической сети. В основном такие аппараты применяются для стыковой сварки шпилек, болтов, других элементов различного сечения. Несмотря на скромные габариты, такая машина своими возможностями не уступает более мощной технике. Более того, подобные устройства можно вполне смонтировать своими руками, конечно в производственных масштабах их нельзя будет применить, но для ограниченных личных целей хватит вполне.
Конструкция привода сжатия
Если с электрической частью машин для стыковой и точечной сварки все более или менее понятно, существенных различий в конструкции нет, то механизм создания необходимого для сварки усилия может существенно отличаться. При этом именно он определяет сферу применения оборудования.
Существует два основных подхода к конструкции механизма сжатия, благодаря которой осуществляется контактная точечная сварка.
- Стационарная машина представляет конструкцию в едином корпусе. Усилие может передаваться на электроды посредством механических или пневматических механизмов. Применяемые приводы позволяют менять величину прилагаемого усилия в широких пределах.
Механические устройства сжатия обуславливают меньшую стоимость оборудования, в то время как пневматические позволяют осуществлять более точную регулировку режимов работы.
- Отдельно стоит оборудование для комплектации автоматических поточных линий, предназначенных для контактной сварки. Основным элементом, обеспечивающим передачу усилия и непосредственное выполнение сварочных работ, являются подвесные клещи. Благодаря им повышается мобильность технологического процесса, сварщик не привязан к месту установки аппаратуры управления и трансформаторной части. Пример такого оборудования можно увидеть на любом автосборочном конвейере.
Современные клещи для контактной сварки оснащаются пневматической системой привода, существует возможность менять режимы сварки, в том числе и величину усилия, непосредственно с рабочего инструмента.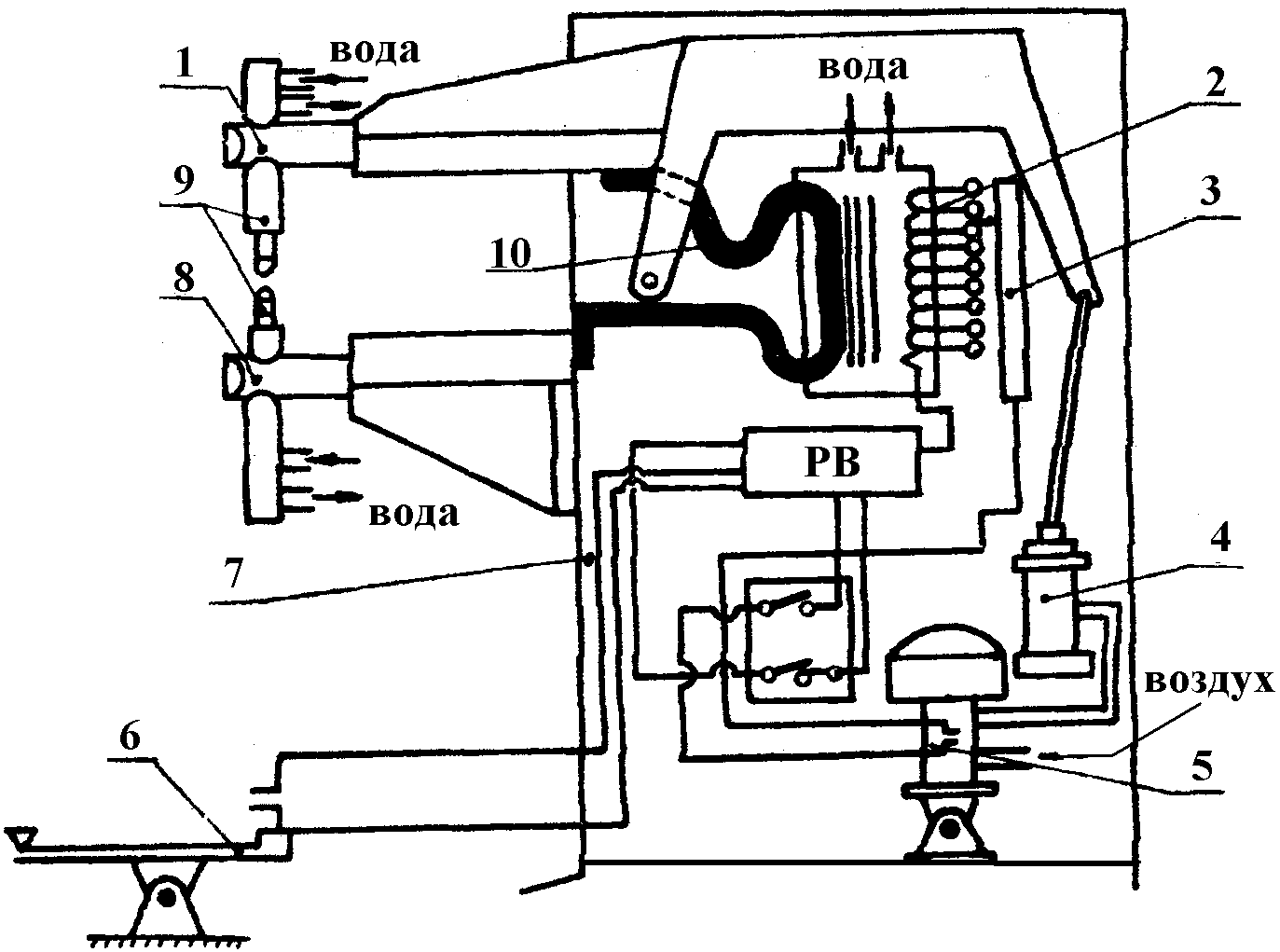 Своими эксплуатационными характеристиками, и возможностью создания комфортных условий выполнения сварки они намного превосходят стационарное оборудование.
Своими эксплуатационными характеристиками, и возможностью создания комфортных условий выполнения сварки они намного превосходят стационарное оборудование.
Средства управления сварочными машинами
Точность соблюдения всех показателей режимов сварки играет большую роль в качестве получаемого соединения. Кроме того, при стыковой, точечной сварке повышение длительности сварочных импульсов приводит к существенному перерасходу энергии, что сказывается и на себестоимости продукции.
В связи с тем, что технология стыковой, точечной, шовной сварки требует больших значений силы тока, коммутация и управление сварочным процессом возможна лишь в первичной цепи электрической части машины.
На устаревших моделях регулировка величины тока осуществлялось при помощи переключения секций первичной обмотки трансформатора. Различные комбинации с изменением количества подключенных секций позволяла добиться требуемых параметров сварки. Механические средства управления имели громоздкую и неудобную конструкцию, которая к тому же не отличалась надежностью.
Современная машина для контактной сварки оснащается тиристорными контакторами, при помощи которых осуществляется коммутация электрического тока в цепях. Новейшие модели станков для стыковой и точечной сварки в дополнение оснащаются микропроцессорными блоками управления режимами работы, это позволяет достичь максимальной точности соблюдения всех параметров режимов сварки.
Применяемые для контактной сварки машины постоянно совершенствуются, поэтому мнения некоторых экспертов о том, что такой вид сварки постепенно изживает себя, не имеет ничего общего с действительным положением дел. У этого вида сварки есть перспективное будущее
Похожие статьи5 различных типов контактной сварки [со схемой и PDF]
В этом посте вы узнаете, что такое контактная сварка и как она работает. Различные типы контактной сварки объясняются схемами и преимуществами, областями применения и т. д.
Сварка сопротивлением и типы
Сварка сопротивлением представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом выполняется в жидком или расплавленном состоянии. Сварка сопротивлением также известна как термоэлектрический процесс, в котором тепло вырабатывается на поверхностях раздела свариваемых пластин из-за электрического сопротивления, и к этим пластинам прикладывается контролируемое низкое давление для формирования сварного соединения.
Сварка сопротивлением также известна как термоэлектрический процесс, в котором тепло вырабатывается на поверхностях раздела свариваемых пластин из-за электрического сопротивления, и к этим пластинам прикладывается контролируемое низкое давление для формирования сварного соединения.
В этом методе используется электрическое сопротивление для выработки тепла, поэтому он называется контактной сваркой. Сварка сопротивлением является очень эффективным и экологически чистым сварочным процессом, но его применение ограничено из-за высокой стоимости материала и ограниченной толщины материала.
Принцип работы контактной сварки
Это процесс сварки, при котором тепло вырабатывается за счет сопротивления, оказываемого заготовками протекающему через них электрическому току. В этом процессе свариваемые детали удерживаются вместе, и через них проходит сильный ток.За счет сопротивления потоку тока выделяется тепло, достаточное для плавления металла.
Одновременно к зоне сварки прикладывается давление, чтобы свариваемые детали соединились. Произведенное тепло определяется формулой H = I 2 Rt, где
Произведенное тепло определяется формулой H = I 2 Rt, где
- H = выделяемое тепло в джоулях
- I = ток, проходящий через работу в амперах
- R = электрическое сопротивление работы в омах
- t = be Время протекания тока в секундах
Сварка сопротивлением широко применяется и состоит из точечной, выступающей, шовной, стыковой и оплавлением операций.
Виды сопротивления сварки сварки
. также: Как выполняется дуговая сварка? Типы, оборудование, области применения и прочее
1. Точечная сварка
В этом процессе соединяемые детали прочно удерживаются между двумя тяжелыми электродами, которые включены во вторичную цепь понижающих трансформаторов.Максимальное сопротивление возникает на контактной поверхности двух соединяемых частей и выделяется сильный нагрев.
Выделившееся тепло расплавляет заготовку в месте электрода. При этом к заготовке через электроды прикладывается давление и происходит сварка.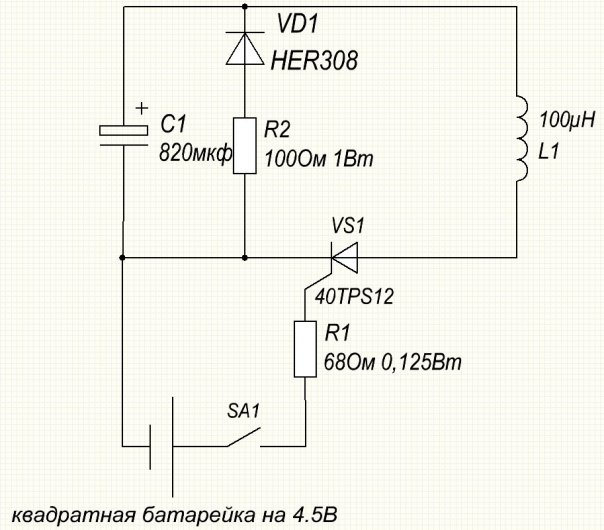 Подача тока и количество времени должны быть достаточными для надлежащего расплавления поверхностей раздела.
Подача тока и количество времени должны быть достаточными для надлежащего расплавления поверхностей раздела.
Ток прекратился, но давление электрода сохранялось доли секунды, а сварной шов быстро охлаждался.Затем электрод удаляют и подводят к контакту в другом месте. Это сформирует круглый самородок. Размер самородка зависит от размера электрода. Обычно он составляет около 4–7 мм в диаметре.
2. Выступающая сварка
Выступающая сварка аналогична точечной сварке, но с использованием плоского электрода. При этом протекание тока и результирующий нагрев локализованы на выступе, поэтому можно соединять толстые детали, которые нельзя соединить точечной сваркой.
Заготовка удерживается между электродом и через нее проходит большое количество тока.Небольшое давление применяется через электроды на сварочных пластинах. Ток проходит через углубление, которое расплавляет его и заставляет углубление давления выравниваться и образовывать сварной шов.
Читайте также: Как работает подводная сварка? и Типы подводной сварки
3.
 Шовная сварка
Шовная сваркаАналогичен точечной сварке, но при этом непрерывный сварной шов производится путем передачи работы между вращающимися электродами в форме колеса, которые создают сварочное давление, а также проводят сварочный ток.Он может быть непрерывным или прерывистым.
Сначала ролики выставляют на заготовку. Через эти ролики проходит большое количество амперного тока. Эти интерфейсные поверхности расплавятся и образуют сварной шов. Теперь ролики начинают катиться по рабочим пластинам. Это позволит сформировать непрерывный сварной шов.
Время движения сварного шва и электрода контролируется, чтобы гарантировать, что сварной шов перекрывается, а заготовка не слишком горячая. Используется для создания герметичных соединений.
4.Сварка оплавлением
Это тип процесса контактной сварки, который можно использовать для соединения концов листов, проволоки, стержней или труб. При этом в зазоре между заготовками возникает электрическая дуга до достижения температуры сварки. Затем прикладывается давление для получения непрерывного сварного шва.
Затем прикладывается давление для получения непрерывного сварного шва.
5. Стыковая сварка
Стыковая сварка отличается от сварки оплавлением тем, что между соединяемыми поверхностями не возникает дугового разряда. Тепло производится исключительно за счет электрического сопротивления поверхности соприкосновения потоку тока.
Преимущества сварки сопротивлением
Преимущества сварки сопротивлением:
- Присадочный металл не требуется.
- Можно сваривать одинаковые и разнородные металлы.
- Может сваривать как тонкие (0,1 мм), так и толстые (20 мм) металлы.
- Высококвалифицированный персонал не требуется из-за простого и полностью автоматизированного процесса.
- Обладает высокой производительностью.
- Это экологически чистый процесс.
- Этот процесс имеет высокую скорость сварки.
Недостатки контактной сварки
Ниже перечислены недостатки контактной сварки:
- Стоимость оборудования для контактной сварки высока.
- Толщина заготовки ограничена в связи с текущим спросом.
- Менее подходит для материалов с высокой электропроводностью.
- Требуется высокая электрическая мощность.
- Сварные соединения имеют низкую прочность на растяжение и усталостную прочность.
Применение контактной сварки
Ниже приведены области применения контактной сварки:
- Она широко используется в автомобильной промышленности.
- Выступающая сварка обычно используется при производстве гаек и болтов.
- Сварка стыком используется для проверки герметичности соединения, необходимого в небольших резервуарах, котлах и т. д.
- Сварка оплавлением используется для сварки труб и трубок.
Скачать PDF этой статьи
Вот и все, спасибо за прочтение. Если вам понравилась наша статья « Типы контактной сварки », поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по этой статье, вы можете задать их в комментариях.
Читать дальше:
Точечная сварка сопротивлением (RSW) Принцип работы и преимущества-недостатки
Точечная сварка сопротивлением – сравнительно современный процесс сварки. Он появился в области сварки в период с 1900 по 1905 год. Это наиболее широко используемый метод сопротивления. метод сварки. Основная цель метода контактной точечной сварки — соединение двух-четырех тонких металлических листов внахлест (толщина которых может достигать 3 мм).Сначала работа очищается и удаляются все виды загрязнений, таких как жир, масло, грязь, окалина и краска.Поверхность электродов также сделана очень чистой. Для скрепления металлических листов используются одновременно два медных электрода. Ток проходит через электроды, а затем в металлические листы. Из-за сопротивления в воздушном зазоре в точках контакта выделяется тепло. Поскольку медь является отличным проводником, тепло очень быстро рассеивается в металле. Поскольку металл (заготовка) является плохим проводником тепла по сравнению с медным электродом, тепло остается в воздушном зазоре.
 Таким образом, тепло остается в
в одном месте, создавая сильный эффект, и металл расплавляется в нужном месте. Период отвода тепла очень мал, и в это время металл плавится, а затем затвердевает, и таким образом образуется соединение.
Таким образом, тепло остается в
в одном месте, создавая сильный эффект, и металл расплавляется в нужном месте. Период отвода тепла очень мал, и в это время металл плавится, а затем затвердевает, и таким образом образуется соединение. Этапы контактной точечной сварки показаны на следующей диаграмме
.Преимущества контактной точечной сварки
- Сравнительно низкая стоимость Метод контактной точечной сварки (RSW)
- не требует высококвалифицированного рабочего.
- Устранена деформация или коробление деталей, хотя остаются некоторые углубления или вмятины.
- Соединение очень однородное.
- Возможен как автоматический, так и полуавтоматический режим работы.
- Нет необходимости в подготовке кромок.
- Сварку можно выполнять быстро. Для соединения требуется всего несколько секунд.
Недостатки RSW
- Стоимость оборудования высока, поэтому она может повлиять на первоначальную стоимость.
- Требуются квалифицированные сварщики или техники для обслуживания и контроля.
- Некоторые металлы требуют специальной подготовки поверхности для успешного проведения RSW.
- Толстые детали сваривать нелегко.

Применение контактной точечной сварки
- Точечная сварка толстых стальных листов заменила клепку.
- Сварка двух или более листовых металлов может быть соединена механическим способом более экономично при использовании методов точечной сварки.Нам не нужны газонепроницаемые соединения.
- Точечная сварка может использоваться для соединения раскосов, накладок или зажимов с корпусами, основаниями и крышками, которые в основном являются продуктом штамповки листового металла.
- Автомобильная и авиационная промышленность сегодня в значительной степени зависит от точечной сварки.
Точечная сварка | Металлургия для чайников
Точечная сварка
Точечная сварка — это технология, обычно используемая для соединения металлов в виде листов толщиной не более 3 миллиметров. В отличие от других методов сварки, точечная сварка позволяет создавать точные соединения без чрезмерного нагрева, который может повлиять на свойства остальной части листа. Это достигается за счет подачи большого количества энергии за короткое время для создания контролируемых и надежных сварных швов.
В отличие от других методов сварки, точечная сварка позволяет создавать точные соединения без чрезмерного нагрева, который может повлиять на свойства остальной части листа. Это достигается за счет подачи большого количества энергии за короткое время для создания контролируемых и надежных сварных швов.
Роботизированная точечная сварка
Точечная сварка — это процесс, при котором соприкасающиеся металлические поверхности соединяются за счет тепла, полученного в результате сопротивления протеканию электрического тока. Заготовки удерживаются вместе под давлением электродов.Обычно листы имеют толщину от 0,5 до 3 мм (от 0,020 до 0,12 дюйма). В процессе используются два профилированных электрода из медного сплава, чтобы сконцентрировать сварочный ток в небольшом «пятне» и одновременно сжать листы вместе. Подача большого тока через пятно расплавит металл и сформирует сварной шов. Привлекательной особенностью точечной сварки является то, что большое количество энергии может быть доставлено к месту за очень короткое время (примерно десять миллисекунд). Это позволяет производить сварку без чрезмерного нагрева остальной части листа.
Это позволяет производить сварку без чрезмерного нагрева остальной части листа.
Количество тепла (энергии), подводимого к пятну, определяется сопротивлением между электродами, а также амплитудой и продолжительностью тока. Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электродов. .
Применение слишком малой энергии не приведет к расплавлению металла или плохому сварному шву. Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварки. Еще одной привлекательной особенностью точечной сварки является то, что энергию, подаваемую на точку, можно контролировать для получения надежных сварных швов.
Типичные машины для точечной сварки используют два электрода из медного сплава, которые располагаются над областью, где должно быть выполнено соединение. Два сваренных листа металла зажимаются двумя электродами, в то время как через них проходит сильный электрический ток. Этот метод также известен как контактная точечная сварка, потому что количество тепла, подаваемого на точку, напрямую связано с сопротивлением между электродами, амплитудой тока и продолжительностью приложенного электрического тока.
Этот метод также известен как контактная точечная сварка, потому что количество тепла, подаваемого на точку, напрямую связано с сопротивлением между электродами, амплитудой тока и продолжительностью приложенного электрического тока.
Точечная сварка обычно используется при сварке определенных типов листового металла. Более толстую заготовку труднее выполнить точечной сваркой, потому что тепло легче проникает в окружающий металл. Точечная сварка может быть легко идентифицирована на многих изделиях из листового металла, таких как металлические ведра. Алюминиевые сплавы можно сваривать точечной сваркой, но их гораздо более высокая теплопроводность и электропроводность требуют более высоких сварочных токов. Для этого требуются более крупные, мощные и более дорогие сварочные трансформаторы.
Возможно, наиболее распространенным применением точечной сварки является автомобилестроение, где она почти повсеместно используется для сварки листового металла для изготовления автомобиля.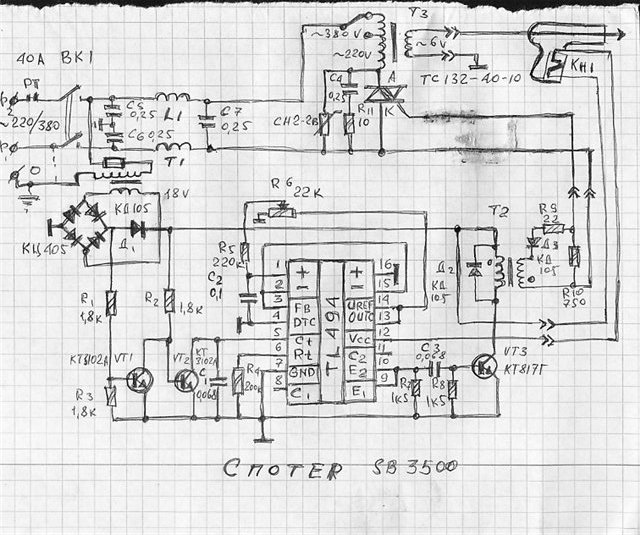 Сварочные аппараты для точечной сварки также могут быть полностью автоматизированы, и многие промышленные роботы, установленные на сборочных линиях, являются аппаратами для точечной сварки (другим основным применением роботов является покраска). Точечная сварка также используется в ортодонтической клинике, где используется небольшое оборудование для точечной сварки при изменении размеров металлических «моляров», используемых в ортодонтии.
Сварочные аппараты для точечной сварки также могут быть полностью автоматизированы, и многие промышленные роботы, установленные на сборочных линиях, являются аппаратами для точечной сварки (другим основным применением роботов является покраска). Точечная сварка также используется в ортодонтической клинике, где используется небольшое оборудование для точечной сварки при изменении размеров металлических «моляров», используемых в ортодонтии.
Как следствие, для разных металлов разной толщины требуются разные амплитуды тока, типы электродов и временные интервалы. Например, если машина не отрегулирована должным образом, она может подавать слишком мало или слишком много энергии на склеиваемые листы. В первом случае количества энергии будет просто недостаточно для расплавления металлов и их соединения, тогда как при подводе слишком большого количества энергии листы будут чрезмерно плавиться, создавая в них единое целое, а не сварной шов.
Энергия, подаваемая при склеивании двух листов, должна быть доступной мгновенно. В случае высоких требований к мощности блок питания обычно оснащается накопителем энергии, в противном случае этот конструктивный элемент совершенно бесполезен.
В случае высоких требований к мощности блок питания обычно оснащается накопителем энергии, в противном случае этот конструктивный элемент совершенно бесполезен.
Процесс сварки сопротивлением, при котором коалесценция производится за счет прохождения электрического тока через сопротивление металлов, удерживаемых вместе под давлением. Обычно верхний электрод перемещается и прикладывает усилие зажима. Давление должно поддерживаться все время в течение цикла нагрева, чтобы предотвратить вскипание на поверхностях электродов.Электроды имеют водяное охлаждение и изготовлены из медных сплавов, так как чистая медь мягкая и деформируется под давлением. Электрический ток протекает через не менее семи сопротивлений, соединенных последовательно для любого одного сварного шва (см. рисунок). После сплавления металлов электроды обычно остаются на месте достаточно долго, чтобы охладить сварной шов.
Электрический ток, необходимый для таких применений, вырабатывается с помощью понижающего трансформатора (с электродами, образующими вторичную цепь устройства), который снижает напряжение и увеличивает ток (напряжение между двумя электродами редко превышает 1. 5 вольт, за исключением случаев, когда гальваническая связь между ними отсутствует, когда напряжение возрастает до 5-10 вольт, а электрический ток может достигать значений до 100 000 ампер).
5 вольт, за исключением случаев, когда гальваническая связь между ними отсутствует, когда напряжение возрастает до 5-10 вольт, а электрический ток может достигать значений до 100 000 ампер).
Другим применением является точечная сварка лент с никель-кадмиевыми или никель-металлогидридными элементами для изготовления аккумуляторов. Элементы соединяются точечной сваркой тонких никелевых полосок с клеммами аккумулятора. Точечная сварка может предотвратить перегрев батареи, как это могло бы произойти, если бы выполнялась обычная пайка.Надлежащая практика проектирования всегда должна обеспечивать адекватную доступность. Соединяемые поверхности должны быть свободны от загрязнений, таких как окалина, масло и грязь, для обеспечения качественного сварного шва. Толщина металла, как правило, не является фактором, определяющим качество сварных швов.
Точечная сварка включает три этапа; в первом из них электроды подносят к поверхности металла и прикладывают небольшое давление. Затем на короткое время подается ток от электродов, после чего ток отключается, но электроды остаются на месте, чтобы материал остыл. Время сварки варьируется от 0,01 до 0,63 с в зависимости от толщины металла, силы электрода и диаметра самих электродов.
Время сварки варьируется от 0,01 до 0,63 с в зависимости от толщины металла, силы электрода и диаметра самих электродов.
Оборудование, используемое в процессе точечной сварки, состоит из держателей инструментов и электродов. Держатели инструментов функционируют как механизм, надежно удерживающий электроды на месте, а также поддерживают дополнительные водяные шланги, охлаждающие электроды во время сварки. Методы крепления инструмента включают лопастной, легкий, универсальный и обычный со смещением.Электроды обычно изготавливаются из сплава с низким сопротивлением, обычно из меди, и имеют множество различных форм и размеров в зависимости от необходимого применения.
Два свариваемых материала называются заготовками и должны проводить электричество. Ширина заготовок ограничена длиной горловины сварочного аппарата и обычно составляет от 5 до 50 дюймов. Толщина заготовки может варьироваться от 0,008 дюйма. до 1,25 дюйма. После снятия тока с заготовки она охлаждается через отверстия для охлаждающей жидкости в центре электродов.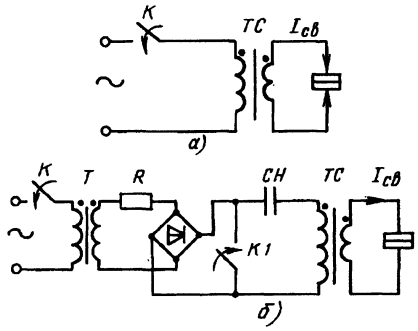 В качестве хладагентов в механизмах точечной сварки может использоваться как вода, так и солевой раствор.
В качестве хладагентов в механизмах точечной сварки может использоваться как вода, так и солевой раствор.
Вам также может понравиться
Случайные сообщения
- Чугун
Чугун получают из чугуна, и хотя обычно он относится к серому чугуну, он также определяет большую группу ферро… - Сверхпроводники
Сверхпроводник — это металлический сплав, который при охлаждении почти до абсолютного нуля резко теряет все элек… - Дуговая сварка
Дуговая сварка — это тип сварки, при котором используется сварочный источник питания для создания электрической дуги между электродом и электродом… - Что такое сварка пластмасс?
Сварка пластмасс или термосварка — это процесс сварки пластиковых деталей вместе. Это очень распространенный процесс для j… - Что такое дамасская сталь?
Дамасская сталь — одно из величайших чудес древнего мира. Изобретен более 1500 лет назад, забыт, и т. ..
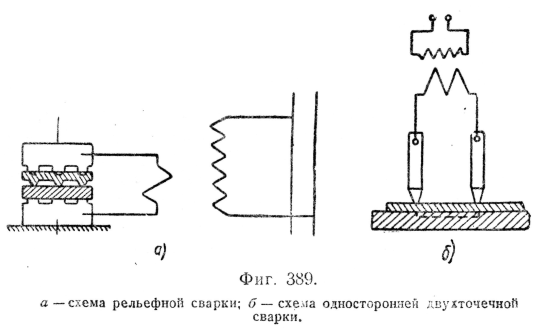 ..
.. Статьи
Экспрессия рецепторов андрогенов у пациентов с трижды негативным раком молочной железы в латиноамериканской популяции
Марио Мургия-Перес*
, Сандра Зинзия Энрикес-Брена, Ласаро Рамирес-Бальдеррама, Юнуэн Ибица Гарсия-Мендоса, Сауло Мендоса-Рамирес, Марта Алисия Эрнандес-Гонсалес, Бланка Мурильо-Ортис, Марко Антонио Ольвера-Ольвера.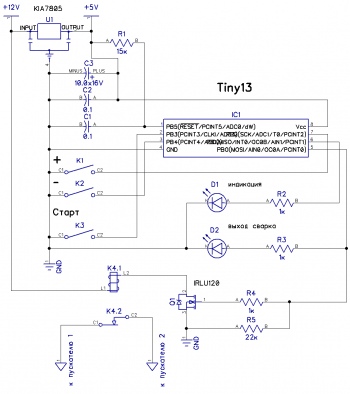 | Международный журнал рака и лечения
| Международный журнал рака и лечения
Уменьшение плода при беременности высокого порядка; Ретроспективное обсервационное исследование
Манал-шейкер Taha*
, Абдулла Аль-Ибрагим, Олубусола Аму, Саусан Аль-Обейдли, Прем Чандра, Зина Аль Мансорри, Наджат Кеньяб, Наджа Аль-Джанахи. | Журнал педиатрии и младенцев
| Журнал педиатрии и младенцев
Раннее указание на отскок W.
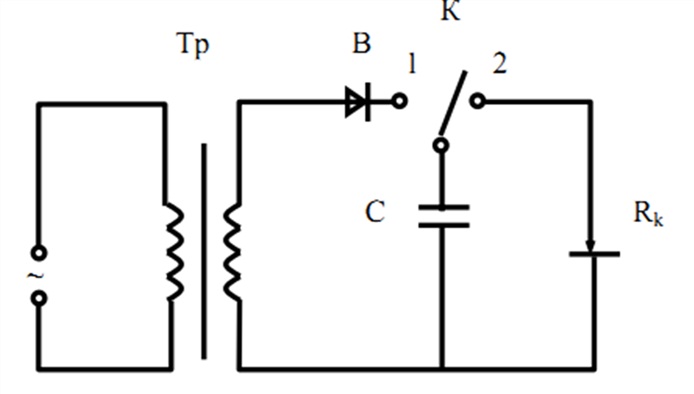 bancrofti Инфекция на Занзибаре
bancrofti Инфекция на Занзибаре Шаали М Амэ , Фатьма Каболе, Салум Абуубакар, Альфонсина М. Нанаи, Гирмай Андемихаэль; Хьюз Нана Джунга. | Журнал прикладных микробиологических исследований
Исследовательская статья Аннотация Полный текст PDF Цитата Страна: ТанзанияПрогностическая функция отношения тромбоцитов к лимфоцитам при гинекологическом раке: систематический обзор и метаанализ
Пин Ли, Синь Цзэн
,Чонг Фан, Юджин Дай, Ицюань Ван, Мяо Мяо, Цань Жуй, Синьян Ван, Юй Лю, Тин Луань. | Международный журнал рака и лечения
| Международный журнал рака и лечения
Функция легких в когорте итальянских детей, родившихся недоношенными
Файнарди Валентина
,Боначини Илария, Сапиенца Элеонора, Корради Мара, Маньяни Чинция, Четта Альфредо, Писи Джованна. | Журнал педиатрии и младенцев
| Журнал педиатрии и младенцев
Чрескожное эндоваскулярное лечение одной псевдоаневризмы АВФ: описание клинического случая
Оронзо Лаццари
, Марчелло Наполи, Мария Луиза Лефонс, Витторио Страццери, Себастьяно Канната, Антонелла Реккиони, Фабио Пеннаккиотти.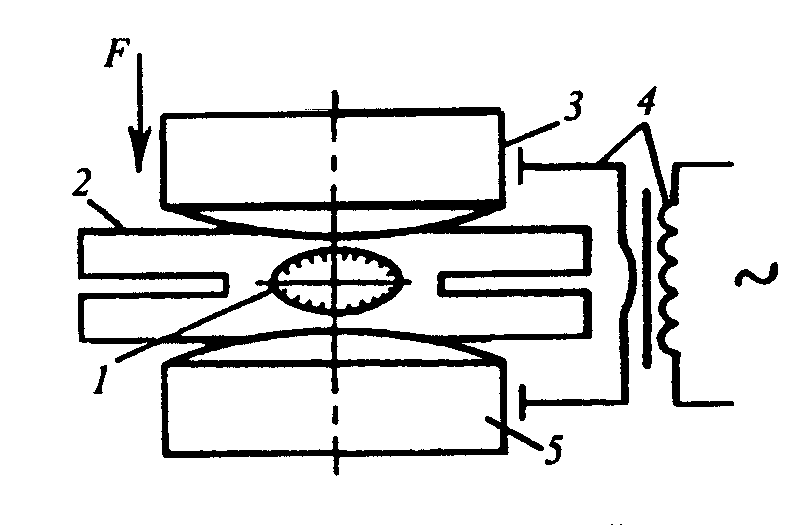 | Журнал клинических случаев и испытаний
| Журнал клинических случаев и испытаний
Метастазы в мышцы одной ноги у пациентки с раком молочной железы: история болезни
Надя Пазинетти , Дариуш Гаргозлоо, Боргетти Паоло, Марта Маддало, Антонина Парафиорити, Росарио Маццола, Ванесса Фиглия, Джанпаоло Читони.| Journal of Clinical Case Reports and Trials
Case Report Abstract FullText Pdf Citation Country: ItalyThe Respiratory Sound Features of COVID-19 Patients Fill Gaps between Clinical Data and Screening Methods
Yiqun Hu, Wensheng Pan, Changhua Zhang, Jianfeng Cai
,Yinghui Huang, Sijun Meng, Yi Zhang, Shuisheng Wu, Yu Zhang, Yawei Zhang, Yixiang Ye, Qifeng Wei, Niangui Zhao, Jianping Jiang, Xiaoying Ji, Chunxia Zhou, Chao Zheng, Wen Zhang, Lizhong Xie, Yongchao Hu, Jianquan He, Jian Chen, Wangyue W. | Журнал медицинских наук и развития
| Журнал медицинских наук и развития
Результаты детской эндохирургической аппендэктомии с одним разрезом (SIPESA), выполненной хирургами-резидентами, по сравнению с традиционной лапароскопией
Энаам Рабоэй
,Язид Овиви, Амин Аль-Саггаф, Турки Алофи, Алаа Галлаб, Ибтихал Аль-Гамди, Мазен Зидан, Мохамед Файез, Ахмед Атта, Мохамед Шалаби, Мохамед Аль-Онази, Мохаммед Аль-Мохайдли, Мохаммед Бабикер, Салех Камель М.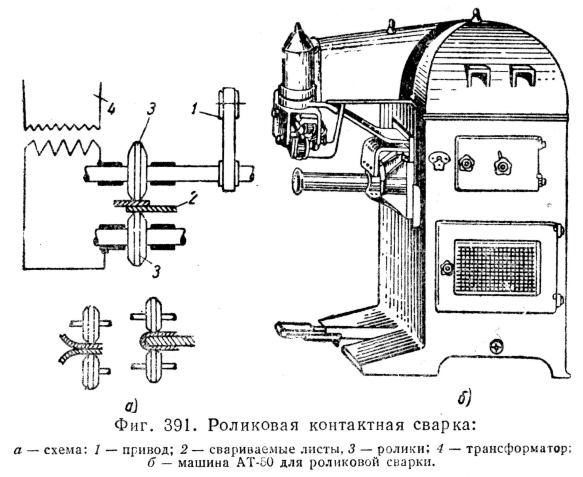 , Джавад Аль-Хинди А. , Халил Аль-Батниджи, И.| Журнал педиатрии и младенцев
, Джавад Аль-Хинди А. , Халил Аль-Батниджи, И.| Журнал педиатрии и младенцев
Новые алгоритмы бактериального типирования PFGE: количество совместно мигрировавших фрагментов ДНК, связь PFGE с результатами WGS и компьютерным моделированием для оценки протоколов типирования PulseNet International
Ибрагим-Эльхалил М Адам
, Исам Абдокашиф, Асия Эльрашид, Хиба Байуми, Ахмед Муса, Эйтар Абдулгиом, Сафаа Мамун, Ситана Альнагар, Вафаа Мохаммед, Амна Эль-Хатиб, Мусааб Оши, Фарис Эль-Бакри.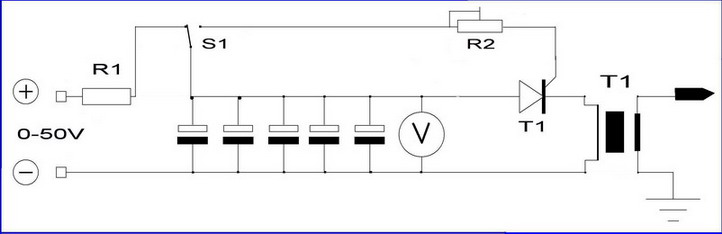 | Журнал прикладных микробиологических исследований
| Журнал прикладных микробиологических исследований
Фенитоиноподобный противоэпилептический эффект каннабидиола и родственных метаболитов фитоканнабиноидов: структурные данные молекулярного моделирования
Иштван Уджвари , Антал Лопата.| Журнал биомедицинских исследований и обзоров
Оценка приверженности лечению при хронической обструктивной болезни легких
G Рамья Бала Прабха
, Шилпа К. , Сарика К., Ликхита М., Рабиа Арши, Правин Кумар, Конде Аббулу.| J Клиническая аптека
, Сарика К., Ликхита М., Рабиа Арши, Правин Кумар, Конде Аббулу.| J Клиническая аптека
Распространенность НИЗ и их факторы риска в штате Хартум, Судан
Самах Мохамед Абдин Сайед
,Айман Мохамед Аабдин, Мохаммед Алтыб Альшейх Або-Шанаб, Мункаила Нома. | Международный журнал рака и лечения
| Международный журнал рака и лечения
Молекулярная характеристика и филогенетический анализ Wuchereria Bancrofti в образцах крови человека из Малинди и дельты реки Тана, эндемичных регионов Кении
Киньята Нэнси Мутану
, Вамбуа Лиллиан, Мутахи Уилкинсон, Мугаса Клэр, Камау Луна, Соломон К.Лангат, Вачира Доркас, Ичугу Кристин, Вайги Эмили, Гитае Розмари, Лусвети Яфет, Кагай Джим. | Журнал биомедицинских исследований и обзоров
| Журнал биомедицинских исследований и обзоров
Вычислительная алгебраическая геометрия и квантовая механика: инициатива в направлении постсовременной квантовой химии
Акихито Кикучи
, Кикути И.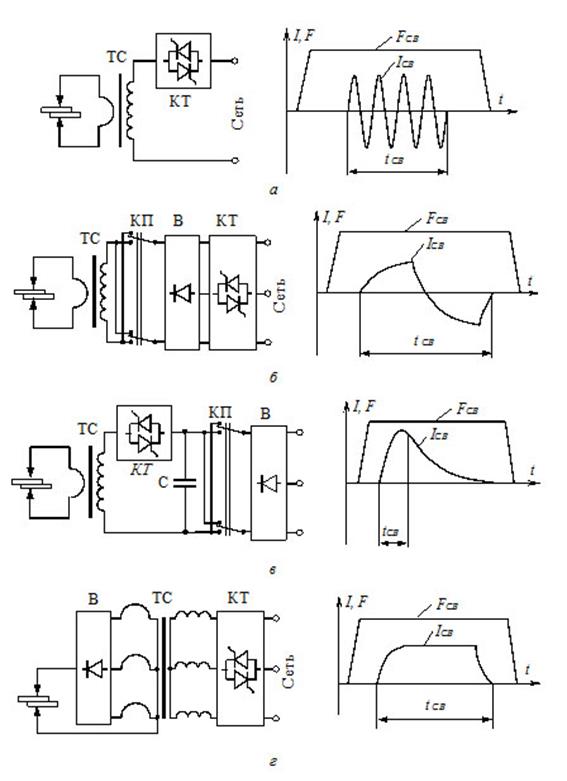 | Журнал междисциплинарных исследований и обзоров
| Журнал междисциплинарных исследований и обзоров
Основа для разработки платформы для моделирования и визуализации многомасштабных сложных систем: Monet
Херардо Л. Фебрес .| Журнал междисциплинарных исследований и обзоров
Высокая частота энтеропаразитозов в муниципалитете Ойапок, штат Амапа, Бразилия, на границе с Французской Гвианой
Рубенс Алекс де Оливейра Менезеш
, Маргарет ду Сокорро Мендонса Гомес, Анапаула Мартинс Мендес, Сильвестре Родригеш ду Насименту, Альваро Аугусто Рибейро д’Алмейда Коуту, Матье Начер, Мартин Йоханнес Энк, Рикардо Луис Дантас Мачадо.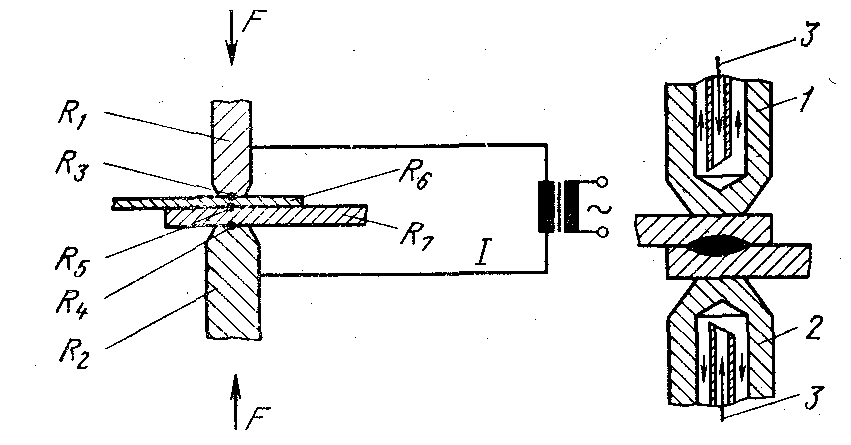 | Журнал биомедицинских исследований и обзоров
| Журнал биомедицинских исследований и обзоров
Агрессивная язва Маржолина на колене
Ачехбун Каутар
, С. Галлуй, Х. Бэй Бэй, Ф. З. Мернисси, М. Илахиане.| Международный журнал рака и лечения
Галлуй, Х. Бэй Бэй, Ф. З. Мернисси, М. Илахиане.| Международный журнал рака и лечения
Леонард Ван Зантен
.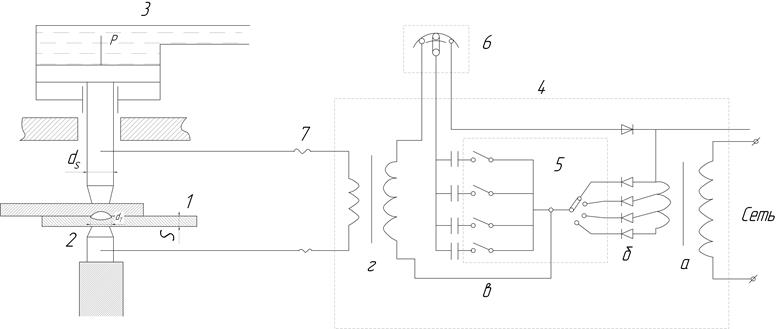 | Научный журнал прикладных наук и исследований
| Научный журнал прикладных наук и исследований
Экстракраниальные и диффузные метастазы в костный мозг анапластической олигодендроглиомы: клинический случай и обзор литературы
Евангелия Разис
, Авраам Асси, Альберт Хуанг, Георгиос Ригакос, Сотириос Пападопулос, Саввас Пападопулос, Эфимия Вракиду, Константинос Дардуфас, Христос Мурмурис, Стефанос Лампропулос, Панайотис Номикос. | Журнал клинических случаев и испытаний
| Журнал клинических случаев и испытаний
Влияние химиотерапевтического лечения на Escherichia coli
Аватиф Аль Джудайби
, Холуд Аль-Захрани, Эффат Аль-Джудаиби, Шади Аль-Хайят, Халед Галал, Мохаммед Аль-Рашеди. | Международный журнал рака и лечения
| Международный журнал рака и лечения
Обнаружение антигена малярии у лихорадящих пациентов
Хадига Ахмед Исмаил
, Амаль Фатхи Гариб, Асмаа Хассан Фарли, Ховайда Махмуд Хагаг, Тайсир Сабер Мохаммед, Хайфа Али Аль Саиф, Тахани Мейд Альтагафи, Роаа Мансор Альтобаити, Афаф Бишара, Ахмед Махмуд Халифа, Усама Махмуд Халифа. | Научный журнал прикладных наук и исследований
| Научный журнал прикладных наук и исследований
Связь между гипотиреозом и хронической почечной недостаточностью у пациентов с сахарным диабетом 2 типа
Халид С Альджабри
,Ибрагим М.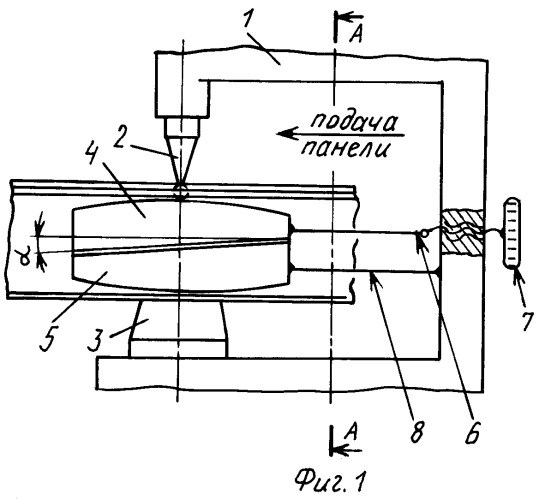 Альнасер, Фахарац, Самия А. Бохари, Мунира А. Альшариф, Патан М. Хан, Абдулла М. Маллошо, Хешам М. Абу-Эльсауд, Мохаммад М. Джалал, Рания Ф. Сафват, Рехаб Эль Борайе, Наваф К. Альджабри, Бандари К. Альджабри, Арва И. Альсураихи , Амджад I Хавсави.| International Journal of Endocrinology Research
Альнасер, Фахарац, Самия А. Бохари, Мунира А. Альшариф, Патан М. Хан, Абдулла М. Маллошо, Хешам М. Абу-Эльсауд, Мохаммад М. Джалал, Рания Ф. Сафват, Рехаб Эль Борайе, Наваф К. Альджабри, Бандари К. Альджабри, Арва И. Альсураихи , Амджад I Хавсави.| International Journal of Endocrinology Research
Familial Case of Type 1 Diabetes Mellitus (T1DM) with Similar Onset and HLA Analysis
Hiroshi Bando
,Yoshikane Kato, Setsuko Kanazawa, Mayumi Tanaka, Etsuko Sueki, Hiroe Kanagawa, Takafumi Kawata, Atsuko Kawahito, Aya Aihara. | Международный журнал эндокринологических исследований
| Международный журнал эндокринологических исследований
Доля и фактор риска ожирения среди девочек начальной школы в Эр-Рияде, Саудовская Аравия
Наджд Фаваз Алноджаиди
, Амани Абдулазиз Аль-Рашед, Духа Мухаммед Аль-Аммар, Фатима Саид Аль-Гамди, Хадиль Хусейн Асири, Хедая Салман Аль-Отаби, Хавраа Абдукарим Аль-Давуд, Мэрайя Али Аль-Амри, Неджд Ахмед Аль-Дривиш, Рахаф Раджи Аль-Харби, Охуд Халид Аль-Отайби.![]() | Журнал педиатрии и младенцев
| Журнал педиатрии и младенцев
Коэффициент интеллекта и фторид воды
Асмаа Абд Эль-Вакиль Эль-Сехмави
, Сафаа Махмуд Хаммуда, Гамиль Э. Ибрагим, Самия С Баргаш, Рехам И Эламир.| Научный журнал прикладных наук и исследований
Ибрагим, Самия С Баргаш, Рехам И Эламир.| Научный журнал прикладных наук и исследований
Биодеградация композитов полимолочной кислоты и крахмала в компосте и почве
Хонгюн Тай
, Осита Уилфред, Рэй Марриотт, Цююн Лю, Вячеслав Тверезовский, Саймон Керлинг. | Международный журнал наноисследований
| Международный журнал наноисследований
Снижение экспрессии миокардиального титина при хронической алкогольной кардиомиопатии
Фернандес-Сола Хоаким
,Толл-Аргудо Марта, Тобиас-Бараха Эстер, Морено-Лозано Педро, Феррер-Курриу Джемма, Гитарт-Мампель Мариона, Планавила-Порта Ана, Гаррабу-Торнос Глория. | Журнал сердечно-сосудистых заболеваний и медицины
| Журнал сердечно-сосудистых заболеваний и медицины
Наночастицы и их использование для обнаружения и лечения рака
Мохаммад Назмул Хасан
, С. М. Шатил Шахриар, М. Фазлай Рабби, Лимана Афсарин Сэмми, Дилара Джахан, М. Эмран Хоссен, М. Д.-Рифат Шах, М. Д. Рашедул Ислам.| Научный журнал прикладных наук и исследований
Д. Рашедул Ислам.| Научный журнал прикладных наук и исследований
Церковь мормонов в Казахстане
Нурсулу Алтаева
, Кудайберди Багашар, Нурзат Мукан, Кайрат Затов. | Научный журнал прикладных наук и исследований
| Научный журнал прикладных наук и исследований
Кароль Сикора, д. Джон Петтингелл
. | Международный журнал рака и лечения
Джон Петтингелл
. | Международный журнал рака и лечения
Потребности духовного ухода за больными раком
проф.Мао Цзин
, Фарес Савафта.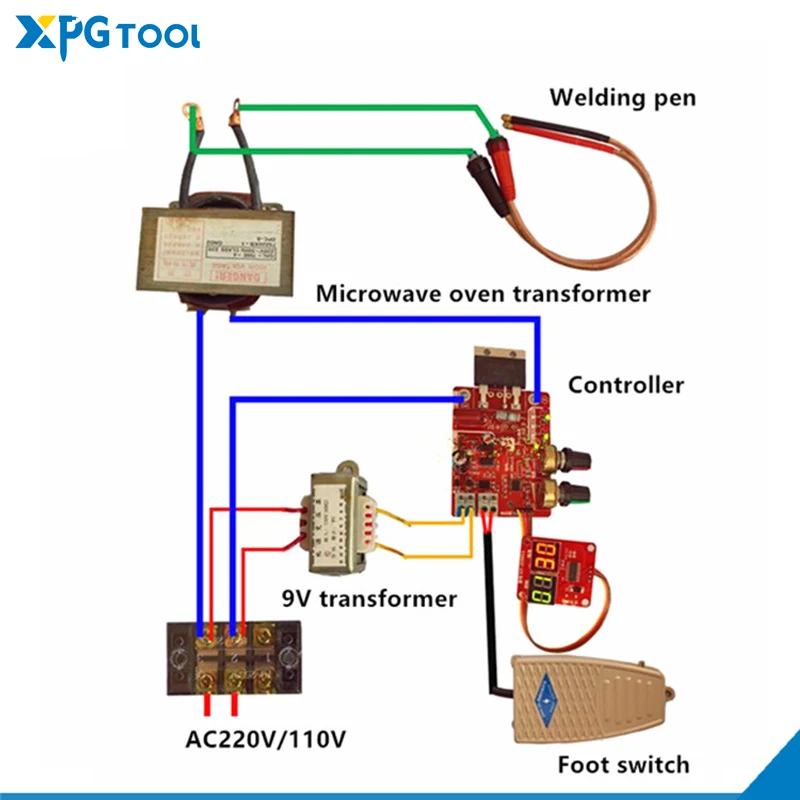 | Научный журнал прикладных наук и исследований
| Научный журнал прикладных наук и исследований
Массовое образование в брюшной полости таза, выявляющее гигантскую аденокарциному предстательной железы
Фатима Захра Харбачи
, Фуад Хаддад, Мохамед Тахири, Вафаа Хлива, Ахмед Беллабах, Вафаа Бадре.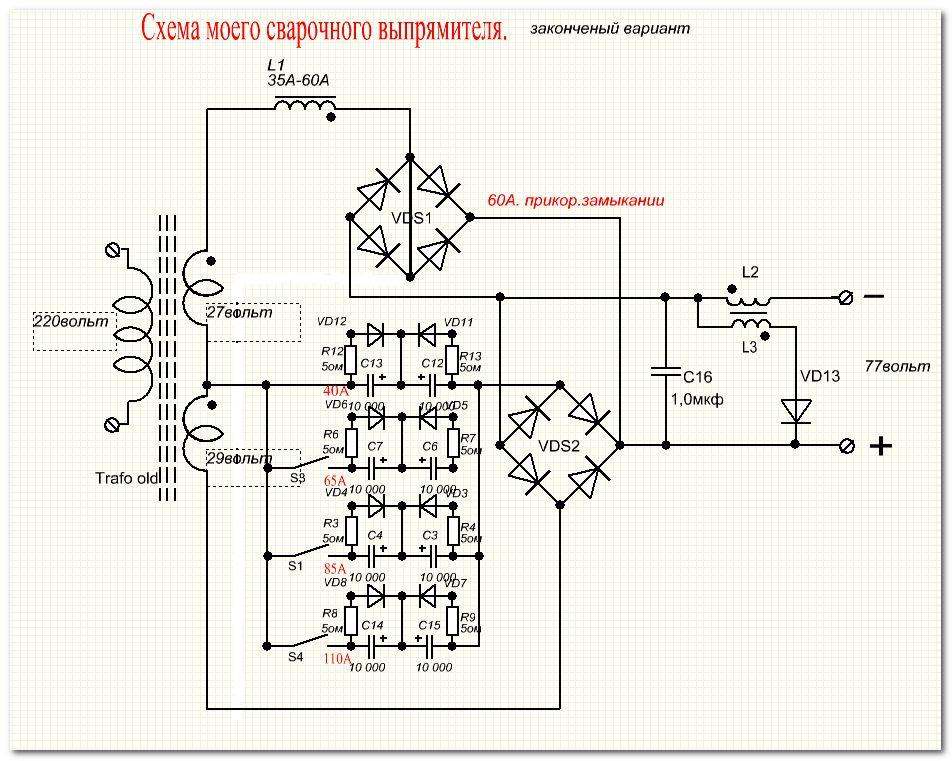 | Журнал клинических случаев и испытаний
| Журнал клинических случаев и испытаний
Клинический случай синдрома Бина
Булегенова Минира Гусейновна
,Качирина Д, Литош В, Каукенбаева Г. | Журнал педиатрии и младенцев
| Журнал педиатрии и младенцев
Боль в груди в отделении неотложной помощи
Бенедита Бьянки де Агиар
, Татьяна Перейра, Александра Мартинс, Магалис Перейра, Мигель Коста.![]() | Медицинская визуализация и лучевая терапия
| Медицинская визуализация и лучевая терапия
Оценка метастазов в лимфатических узлах лица при карциноме головы и шеи
Тарек Мохамед Эльнаггар
, Ахмед Фараг Эль-Касед, Хоссам Абд Эль-Кадер Эль-Фол, Мохамед Мостафа Ахмед Эль-Элайми, Валид Али Алзакри, Мохмед Сабри. | Журнал клинических случаев и испытаний
| Журнал клинических случаев и испытаний
Сравнительное исследование лечения детей с СДВГ одними лекарственными препаратами по сравнению с другими.Лекарства с когнитивно-поведенческой терапией
Фаиза Назир
, Зунаира Алина, Абида Ниази, Амбрин Мехмуд, Хира Иджаз, Абида Хуссейн, Сабика Захир, Хамна Насар, Хина Шахид, Фаиза Сундус, Садаф Наваз, Ребекка Захир. | Научный журнал прикладных наук и исследований
| Научный журнал прикладных наук и исследований
Диагностика бактериального вагиноза с помощью нового клинически действенного молекулярного диагностического инструмента
Джеффри Шаман
,Джозеф П. Джарвис, Даг Рейнс2, Стивен Дж. Крадел, Джеймс Эллиотт, Эван Э. Даймонд, Эрик Аванисс-Агаджани, Фарид Яшарпур.| Журнал прикладных микробиологических исследований
Джарвис, Даг Рейнс2, Стивен Дж. Крадел, Джеймс Эллиотт, Эван Э. Даймонд, Эрик Аванисс-Агаджани, Фарид Яшарпур.| Журнал прикладных микробиологических исследований
Минимально инвазивный доступ к метастазам в переднюю часть черепа в основании почки
Хоэль Кабальеро Гарсия
, Иосмилл Моралес-Перес, Йоханнес Местре-Кабельо, Нелидо Гонсалес-Фернандес, Карлос Апарисио-Гарсия, Мисаэль Лопес-Санчес. | Научный журнал хирургии
| Научный журнал хирургии
Случай первичного псевдогипоальдостеронизма
Салавура Катерина
, Канака Кристина, Ликопулу Эуаггелия, Зеннаро Мария-Кристина, Лазопулу Деспина.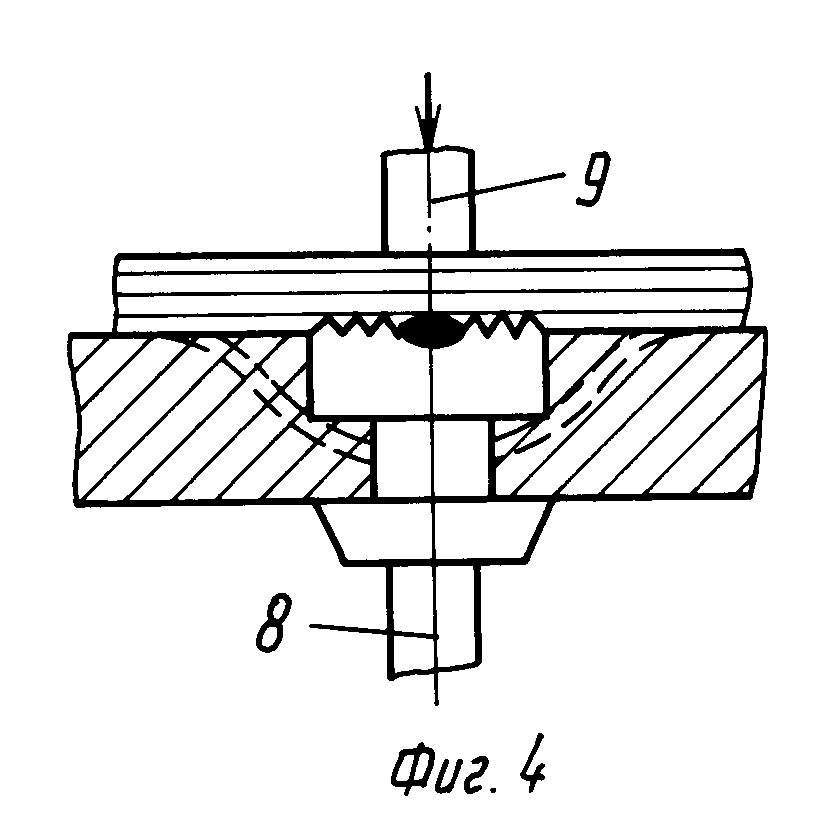 | Научный журнал прикладных наук и исследований
| Научный журнал прикладных наук и исследований
Связь между дефицитом витамина D и сердечно-сосудистыми факторами риска у пожилых людей
Катарина Магальяйнс Порту
, Ванесса де Лима Силва, Бривалдо Маркман Филью, Рита де Кассия Хоффманн Леао, Камила да Коста Лима Соуто, Вера Магальяйнс, Франсиско Бандейра.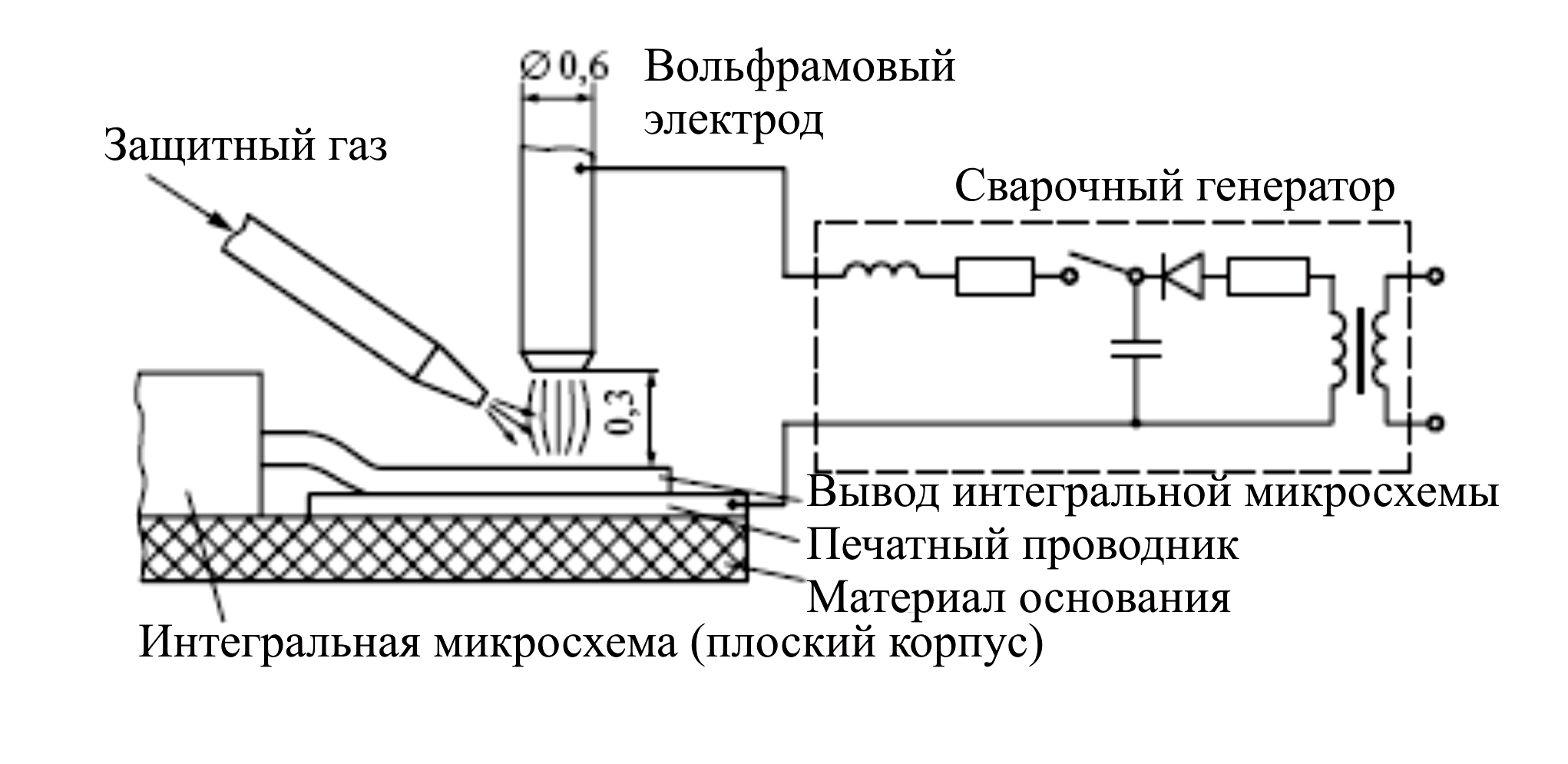 | Журнал сердечно-сосудистых заболеваний и медицины
| Журнал сердечно-сосудистых заболеваний и медицины
Свойства поверхности ПЭТ-полимера, обработанного методами плазменной иммерсии для упаковки пищевых продуктов
Перикл Лопес Сант-Ана
, Хосе Роберто Р. Бортолето, Нильсон С. да Крус, Элидиан С. Рангель, Стивен Ф. Дюррант, Лаура Морейра Коста Ботти, Карлос Альберто Родригес Анхос, София Азеведо, Карин Изабель, Васко Тейшейра, Эбер Антонио Алвес Медейрос, Нильда де Фатима Ф. Соарес. | Международный журнал наноисследований
Бортолето, Нильсон С. да Крус, Элидиан С. Рангель, Стивен Ф. Дюррант, Лаура Морейра Коста Ботти, Карлос Альберто Родригес Анхос, София Азеведо, Карин Изабель, Васко Тейшейра, Эбер Антонио Алвес Медейрос, Нильда де Фатима Ф. Соарес. | Международный журнал наноисследований
Макрофаги, обработанные кротоксином, стимулируют продукцию АФК и убивают активность в совместно культивируемых нейтрофилах
Сандра Кокуццо Сампайо
, Рената Беглиомини Бруно Де-Оливейра, Эллен Эми Като, Мария Кристина Чирилло, Татьяна Соареш Де-Лима, Татьяна Каролина Альба-Лурейро, Руи Кури.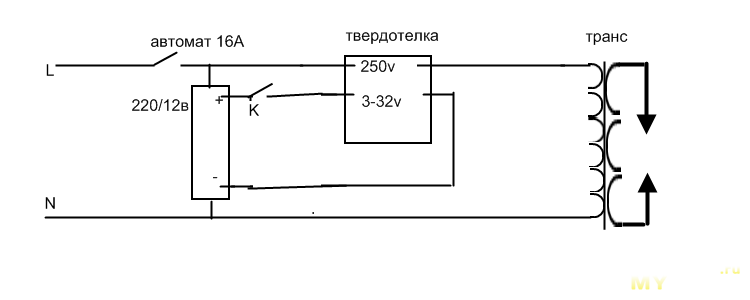 | Журнал прикладных микробиологических исследований
| Журнал прикладных микробиологических исследований
Липидная эмульсия для лечения послеоперационной когнитивной дисфункции (ПОКД)
Джозеф Элдор
, Туан Ань Нгуен, Киен Трунг Нгуен, Туи Куанг Луу, Киен Трунг Нгуен, Пхат Нгок Хо, Ви Нгуен, Сон Чыонг До, Хи Тхань До.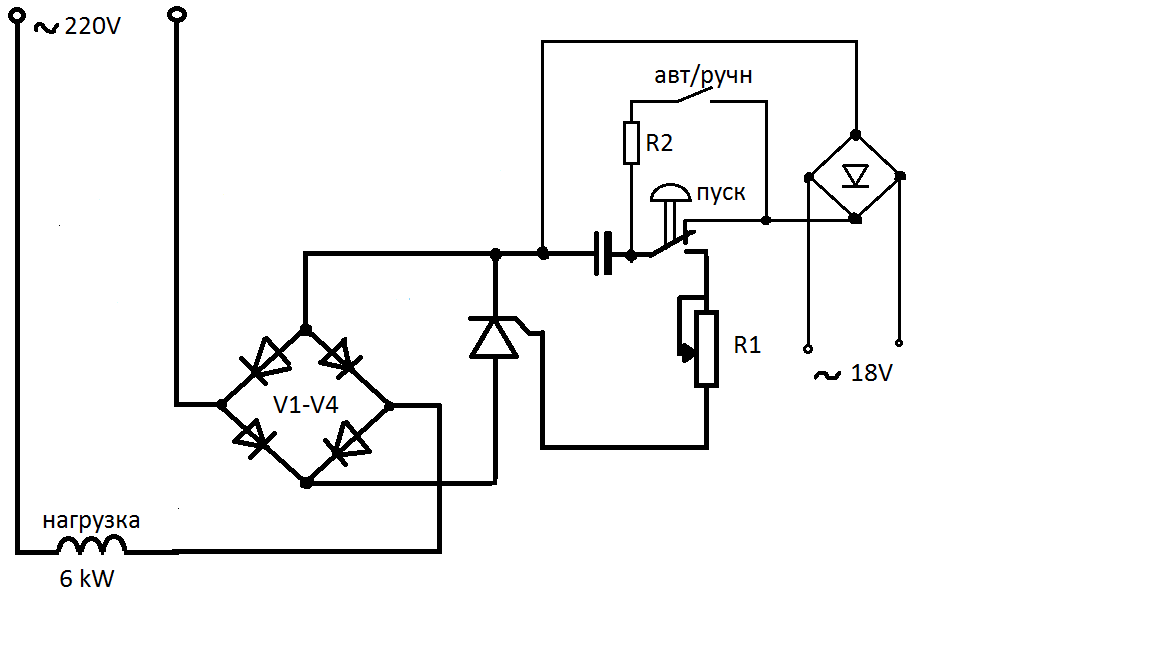 | Журнал медицинских наук и развития
| Журнал медицинских наук и развития
Клинические исходы и прогноз у пациентов с острым отеком легких (COPP APO)
Ашок Тахильяни
, Тим Уотсон, Чиа Ю Вун, Хуан Вэнь Цзе, Чинг Мин Эр, Дэвид Фу, Хо Хи Хва, Рэндал Лоу, Фу Хи Лин. | Журнал сердечно-сосудистых заболеваний и медицины
| Журнал сердечно-сосудистых заболеваний и медицины
Хирургическая коррекция аневризмы аорты Бехчета в эпоху эндоваскулярной хирургии
Ахмед Муса
,Ибрагим Ханбал, Алаа Шараби, Оссама М. Закария, Ахмед М. Одех, Абдельфаттах К. Нассар, Сами Абдулхаким. | Научный журнал хирургии
Закария, Ахмед М. Одех, Абдельфаттах К. Нассар, Сами Абдулхаким. | Научный журнал хирургии
Уровни эндотелина позволяют прогнозировать послеоперационный ОПП у пациентов с коронарным шунтированием
Роксана Гашгаи
, Сабет А. , Веттерстен Н., Ли Э., Клоптон П., Майзель А.С., Тауб П., Колетта Дж., Гольц Э., Мехта Р.| Журнал сердечно-сосудистых заболеваний и медицины
, Веттерстен Н., Ли Э., Клоптон П., Майзель А.С., Тауб П., Колетта Дж., Гольц Э., Мехта Р.| Журнал сердечно-сосудистых заболеваний и медицины
Кристина Мастаньеви
,Боян Сарканж, Винко Крстанович, Кресимир Мастаньевич. | Международный журнал пищевых продуктов и биологических наук
| Международный журнал пищевых продуктов и биологических наук
Как используются сила тока и время при контактной сварке?
Давление, ток и время (PCT) являются основными функциями, выполняемыми сварщиком сопротивлением.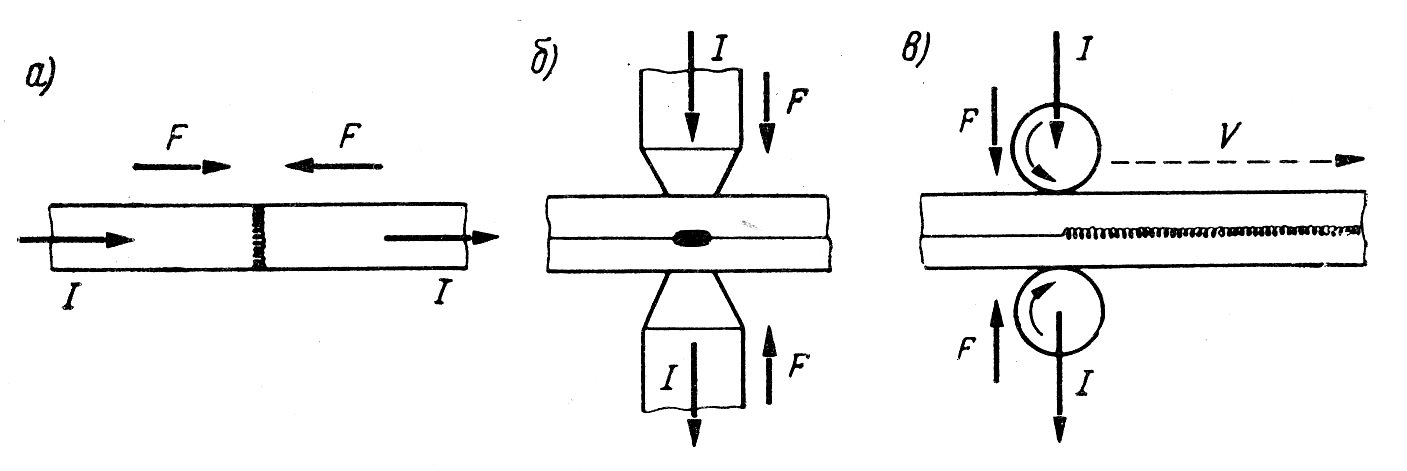 Эти функции контролируются или инициируются контроллером сварки. Он инициирует каждый шаг, когда получает команду начать процесс сварки с помощью педального переключателя или ПЛК автоматизации. Контроллер дает время для работы каждого шага и контролирует текущую амплитуду. В упрощенном виде это Сжатие, Сварка и Удержание. Последовательность сжатия позволяет системе давления увеличивать усилие, удерживающее сварной шов. Функция сварки представляет собой фактическое протекание тока и полностью контролируется контроллером сварки.Он регулирует амплитуду и время протекания тока. Выдержка – это период, в течение которого наггет сварного шва может остыть и затвердеть под действием силы. Контроллер регулирует это время.
Эти функции контролируются или инициируются контроллером сварки. Он инициирует каждый шаг, когда получает команду начать процесс сварки с помощью педального переключателя или ПЛК автоматизации. Контроллер дает время для работы каждого шага и контролирует текущую амплитуду. В упрощенном виде это Сжатие, Сварка и Удержание. Последовательность сжатия позволяет системе давления увеличивать усилие, удерживающее сварной шов. Функция сварки представляет собой фактическое протекание тока и полностью контролируется контроллером сварки.Он регулирует амплитуду и время протекания тока. Выдержка – это период, в течение которого наггет сварного шва может остыть и затвердеть под действием силы. Контроллер регулирует это время.
При сварке переменным током время измеряется в циклах. Среднечастотное оборудование (MFDC) измеряет время в миллисекундах. Это измерение времени относится к функциям сжатия, сварки и удержания. Текущий сегмент измеряется как % тепла на многих устройствах переменного тока, но многие новые устройства измеряют ток в амперах. Контроллеры MFDC измеряют в амперах.
Контроллеры MFDC измеряют в амперах.
Контроллер не регулирует усилие в большинстве систем. Он инициирует сигнал на клапан или соленоид, который запускает приложение силы цилиндром или сервоприводом. В некоторых случаях контроллер получает обратную связь о том, что усилие достигло заданного значения, прежде чем он позволяет включить сварочный ток.
Функция удержания обеспечивает затвердевание сварного шва под действием силы. Если усилие будет устранено слишком рано, в результате появятся пустоты и трещины или не будет сварного шва.В некоторых случаях при ковке детали во время удерживания прикладывается дополнительное усилие, чтобы укрепить сварной шов. Схема кузницы показана выше.
Есть много вариантов РСТ. Управление сваркой может выполнять предварительный нагрев, последующий нагрев, отпуск, ковку, пульсацию, повторение и многие другие функции, мониторинг, хранение данных и возможности обратной связи.
Каталожные номера:
RWMA Руководство по контактной сварке, 4-е издание
Сварка сопротивлением: принцип, виды, применение, преимущества и недостатки
Сегодня мы узнаем о принципе, видах, применении контактной сварки, преимуществах и недостатках.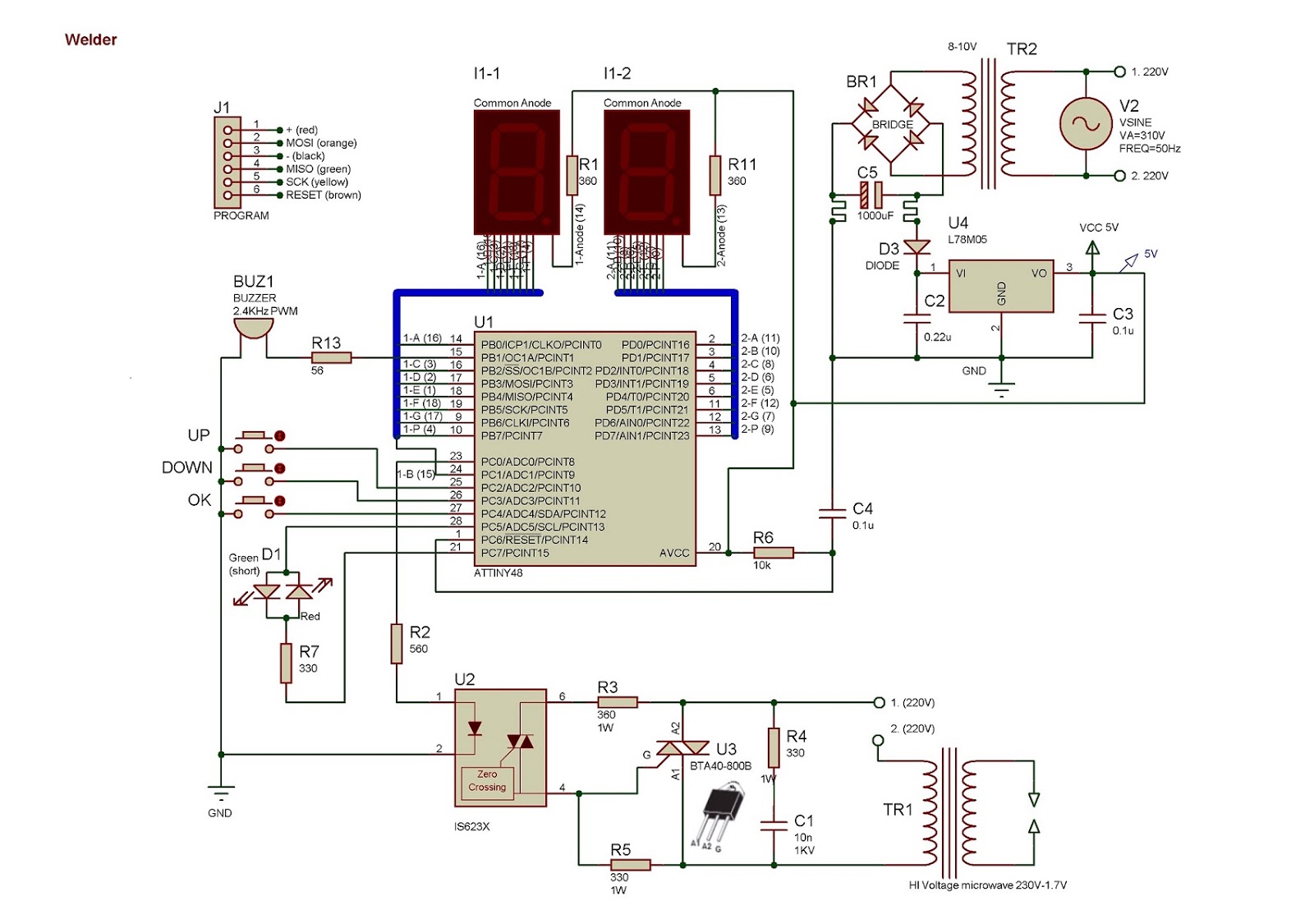 Сварка сопротивлением представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом создается в жидком или расплавленном состоянии. Это термоэлектрический процесс, при котором тепло выделяется на поверхностях раздела свариваемых пластин из-за электрического сопротивления, и к этим пластинам прикладывается контролируемое низкое давление для создания сварного соединения. Сварка сопротивлением называется так потому, что в ней используется электрическое сопротивление для получения тепла. Это очень эффективный экологически чистый процесс сварки, но его применение ограничено из-за высокой стоимости оборудования и ограниченной толщины материала.
Сварка сопротивлением представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом создается в жидком или расплавленном состоянии. Это термоэлектрический процесс, при котором тепло выделяется на поверхностях раздела свариваемых пластин из-за электрического сопротивления, и к этим пластинам прикладывается контролируемое низкое давление для создания сварного соединения. Сварка сопротивлением называется так потому, что в ней используется электрическое сопротивление для получения тепла. Это очень эффективный экологически чистый процесс сварки, но его применение ограничено из-за высокой стоимости оборудования и ограниченной толщины материала.
Сварка сопротивлением – точечная, шовная, выступающая и оплавление:
Принцип:
Все виды контактной сварки, такие как точечная сварка, шовная сварка, выступающая сварка и т. д., работают по одному и тому же принципу выделения тепла за счет электрического сопротивления. Когда ток проходит через электрическое сопротивление, он выделяет тепло.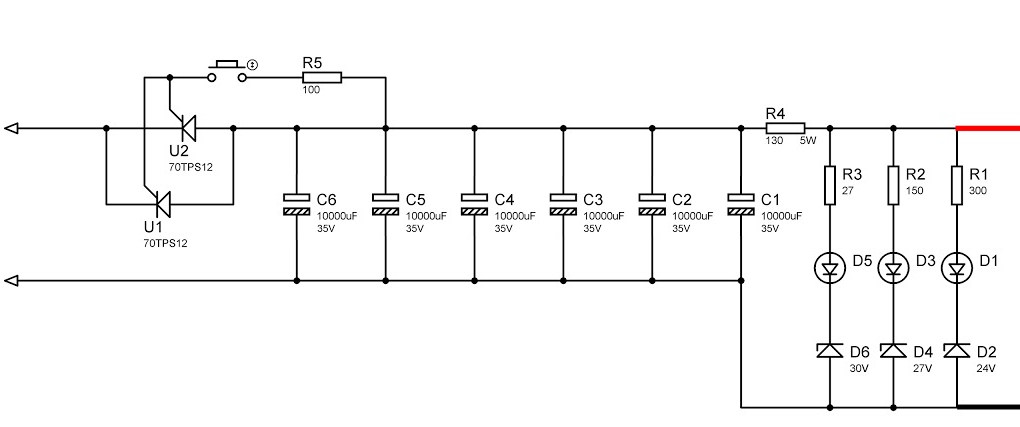 Это тот же принцип, который используется в электрической катушке. Количество производимого тепла зависит от сопротивления материала, состояния поверхности, подводимого тока, продолжительности подаваемого тока и т. д.Это тепловыделение происходит за счет преобразования электрической энергии в тепловую. Формула выработки тепла составляет
Это тот же принцип, который используется в электрической катушке. Количество производимого тепла зависит от сопротивления материала, состояния поверхности, подводимого тока, продолжительности подаваемого тока и т. д.Это тепловыделение происходит за счет преобразования электрической энергии в тепловую. Формула выработки тепла составляет
H = I2RT
, где
h = тепла, генерируемая в Joule
I = электрический ток в ампер-
R = электрическое сопротивление в OHM
T = время тока расход в секунду
Это тепло используется для расплавления граничного металла с образованием прочного сварного соединения путем плавления. Этот процесс обеспечивает сварку без применения каких-либо присадочных материалов, флюсов и защитных газов.
Типы:
Существует четыре основных типа контактной сварки. Это
Точечная сварка:
Это самый простой вид контактной сварки, при котором детали удерживаются вместе под давлением наковальни. Медные электроды соприкасаются с заготовкой, и через нее начинает течь ток. Материал обрабатываемой детали оказывает некоторое сопротивление протеканию тока, что вызывает локальное выделение тепла. На поверхностях раздела сопротивление высокое из-за воздушного зазора.Через него начинает течь ток, расплавляющий поверхность интерфейса. Величина подачи тока и время должны быть достаточными для надлежащего плавления поверхностей раздела. Теперь ток прекратился, но давление электрода сохранялось доли секунды, а сварной шов быстро охлаждался. После этого электроды снимают и подводят к контакту в другом месте. Это создаст круглый самородок. Размер самородка зависит от размера электрода. Обычно это диаметр 4-7 мм.
Медные электроды соприкасаются с заготовкой, и через нее начинает течь ток. Материал обрабатываемой детали оказывает некоторое сопротивление протеканию тока, что вызывает локальное выделение тепла. На поверхностях раздела сопротивление высокое из-за воздушного зазора.Через него начинает течь ток, расплавляющий поверхность интерфейса. Величина подачи тока и время должны быть достаточными для надлежащего плавления поверхностей раздела. Теперь ток прекратился, но давление электрода сохранялось доли секунды, а сварной шов быстро охлаждался. После этого электроды снимают и подводят к контакту в другом месте. Это создаст круглый самородок. Размер самородка зависит от размера электрода. Обычно это диаметр 4-7 мм.
Шовная сварка:
Шовная сварка также называется непрерывной точечной сваркой, при которой электрод роликового типа используется для пропускания тока через обрабатываемые детали. Сначала ролики соприкасаются с заготовкой. Через эти ролики проходит ток большой силы. Это расплавит поверхности раздела и сформирует сварной шов. Теперь ролики начинают катиться по рабочим плитам. Это позволит создать непрерывный сварной шов. Время сварки и движения электрода контролируются, чтобы гарантировать, что сварной шов перекрывается, а заготовка не перегревается.Скорость сварки составляет около 60 дюймов/мин при шовной сварке. Используется для создания воздухонепроницаемых соединений.
Это расплавит поверхности раздела и сформирует сварной шов. Теперь ролики начинают катиться по рабочим плитам. Это позволит создать непрерывный сварной шов. Время сварки и движения электрода контролируются, чтобы гарантировать, что сварной шов перекрывается, а заготовка не перегревается.Скорость сварки составляет около 60 дюймов/мин при шовной сварке. Используется для создания воздухонепроницаемых соединений.
Выступающая сварка:
Выступающая сварка аналогична точечной сварке, за исключением того, что на заготовке образуется углубление в месте, где требуется сварка. Теперь заготовки, удерживаемые между электродами, проходят через него большой ток. Небольшое давление прикладывается через электрод к сварочным пластинам. Ток проходит через углубление, которое расплавляет его, а давление заставляет углубление сплющиваться и образовывать сварной шов.
Стыковая сварка оплавлением:
Это еще один тип контактной сварки, который используется для сварки труб и стержней в сталелитейной промышленности. В этом процессе две свариваемые детали зажимаются в держателях электродов, и на материал заготовки подается высокий импульсный ток в диапазоне 100000 ампер. При этом используются два электрододержателя, один неподвижный, а другой подвижный. Первоначально подается ток, и подвижный зажим прижимается к неподвижному зажиму из-за контакта этих двух заготовок при высоком токе, будет происходить вспышка.Когда поверхность раздела переходит в пластическую форму, ток прекращается, а осевое давление увеличивается для соединения. В этом процессе сварной шов образуется за счет пластической деформации.
В этом процессе две свариваемые детали зажимаются в держателях электродов, и на материал заготовки подается высокий импульсный ток в диапазоне 100000 ампер. При этом используются два электрододержателя, один неподвижный, а другой подвижный. Первоначально подается ток, и подвижный зажим прижимается к неподвижному зажиму из-за контакта этих двух заготовок при высоком токе, будет происходить вспышка.Когда поверхность раздела переходит в пластическую форму, ток прекращается, а осевое давление увеличивается для соединения. В этом процессе сварной шов образуется за счет пластической деформации.
Применение:
- Сварка сопротивлением широко используется в автомобильной промышленности.
- Выступающая сварка широко применяется при производстве гаек и болтов.
- Сварка швов используется для изготовления герметичных соединений, необходимых в небольших резервуарах, котлах, и т. д.
- Сварка оплавлением используется для сварки труб и трубок.

Преимущества и недостатки:
Преимущества:
- Может сваривать как тонкие (0,1 мм), так и толстые (20 мм) металлы.
- Высокая скорость сварки.
- Легко автоматизируется.
- Можно сваривать как одинаковые, так и разнородные металлы.
- Процесс прост и полностью автоматизирован, поэтому не требует высокой квалификации труда.
- Высокая производительность.
- Это экологически чистый процесс.
- Не требует присадочного металла, флюса и защитных газов.
Недостатки:
- Высокая стоимость оборудования.
- Толщина заготовки ограничена текущими требованиями.
- Менее эффективен для материалов с высокой электропроводностью.
- Требуется высокая электрическая мощность.
- Сварные соединения имеют низкую прочность на растяжение и усталостную прочность.
Все о принципе контактной сварки, видах, применении, преимуществах и недостатках.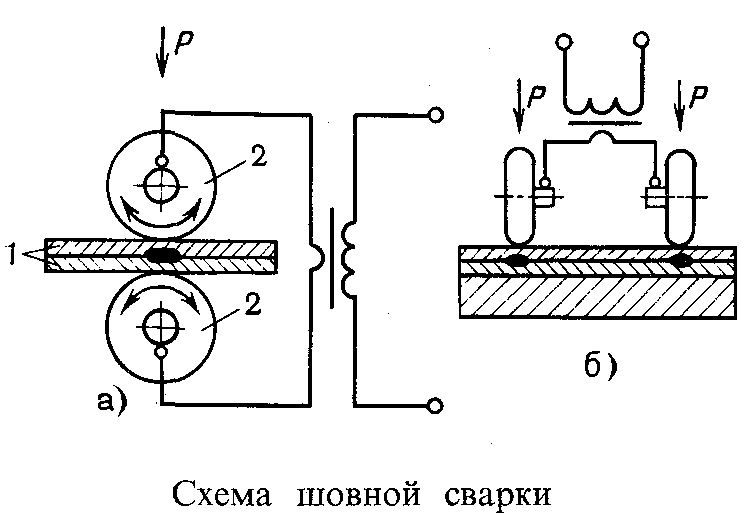 Если у вас есть какие-либо вопросы относительно этой статьи, спрашивайте, комментируя.Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей.
Если у вас есть какие-либо вопросы относительно этой статьи, спрашивайте, комментируя.Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей.
Разработка лепестка сварного шва для контактной точечной сварки стали TRIP800 и оценка режима разрушения ее сварки TRIP стальные сварные швы. Mater Sci Eng A 551:73–81
Статья Google Scholar
Zaefferer S, Ohlert J, Bleck W (2004) Исследование микроструктуры, механизмов трансформации и корреляции между микроструктурой и механическими свойствами низколегированной стали TRIP. Acta Mater 52:2765–2778
Статья Google Scholar
Jacques PJ (2004) Индуцированная трансформацией пластичность для высокопрочных формуемых сталей. Curr Opinion Solid State Mater Sci 8:259–265
Статья Google Scholar
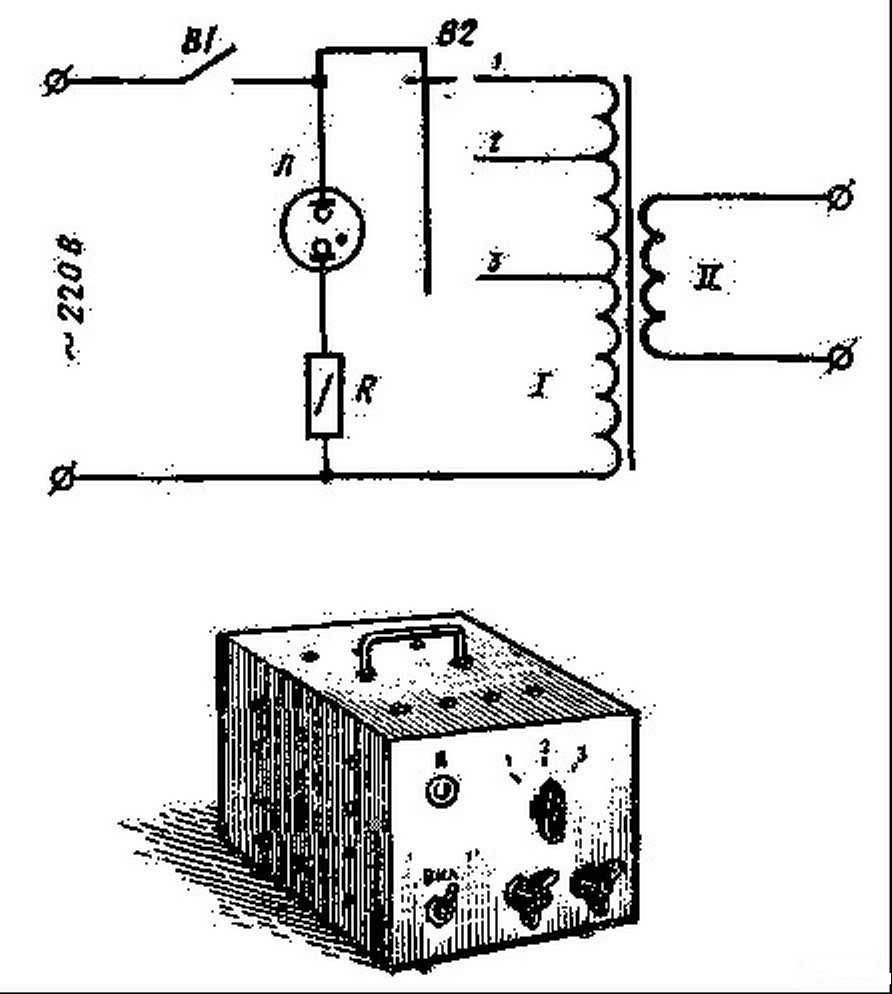
De Cooman BC (2004) Взаимосвязь структура-свойства в сталях TRIP, содержащих бейнит без карбида. Curr Opinion Solid State Mater Sci 8:285–303
Статья Google Scholar
Хан М.И., Кунц М.Л., Чжоу Ю. (2008) Влияние микроструктуры сварного шва на статические и ударные характеристики соединений контактной точечной сварки современных высокопрочных сталей. Sci Technol Weld Join 13:294–304
Статья Google Scholar
Goodarzi M, Marashi SPH, Pouranvari M, Mater J (2009) Зависимость характеристик перегрузки от характеристик сварного шва для сварки точечной контактной оцинкованной низкоуглеродистой стали. Process Technol 209:4379–4384
Артикул Google Scholar
Hayat F, Sevim İ (2012) Влияние параметров сварки на вязкость разрушения оцинкованных листов автомобильной стали DP600, сваренных контактной точечной сваркой. Int J Adv Manuf Technol 58:1043–1050
Int J Adv Manuf Technol 58:1043–1050
Статья Google Scholar
Поуранвари М., Мусавизаде С.М., Мараши С.П.Х., Гударзи М., Горбани М. (2011) Влияние размера зоны сплавления и режима разрушения на механические характеристики точечных сварных швов с разным сопротивлением из низкоуглеродистой стали AISI 1008 и усовершенствованной высокопрочной стали DP600. Mater Des 32:1390–1398
Статья Google Scholar
Williams N, Jones T (1979) Размер точечного сварного шва и режим разрушения низкоуглеродистой мягкой стали. Мет Констр 11:541–546
Google Scholar
Гулд Дж., Уоркман Д. (1998) Морфология разрушения точечной сварки сопротивлением, демонстрирующая чувствительность к времени выдержки. Конференция по сварке листового металла VIII, Мичиганские документы 14-16
Дансетт С.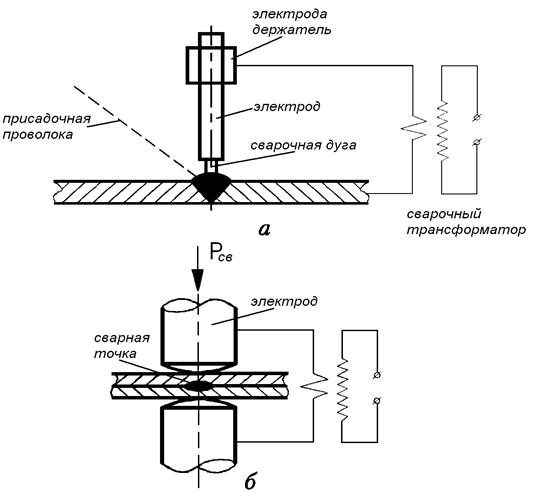 , Фабрег Д., Массардье В., Мерлин Дж., Дюпюи Т., Бузекри М. (2011) Экспериментальное и модельное исследование сопротивления разрушению современных высокопрочных сталей точечные сварные швы. Eng Fract Mech 78:2259–2272
, Фабрег Д., Массардье В., Мерлин Дж., Дюпюи Т., Бузекри М. (2011) Экспериментальное и модельное исследование сопротивления разрушению современных высокопрочных сталей точечные сварные швы. Eng Fract Mech 78:2259–2272
Статья Google Scholar
Zhang US, Zhang XY, Lai XM, Chen GL (2007) Проверка качества соединения контактной точечной сварки в режиме онлайн на основе вдавливания электрода с помощью сервопистолета. Sci Technol Weld Join 12:449–454
Статья Google Scholar
Wu KC (1968) Критерий вдавливания электрода для контактной точечной сварки. Сварной шов J 10:472–478
Google Scholar
Чжоу М., Чжан Х., Ху С.Дж. (2003) Взаимосвязь между качеством и характеристиками точечной сварки.Сварка J 77:72–77
Google Scholar
Heuschkel J (1952) Выражение свойств точечной сварки.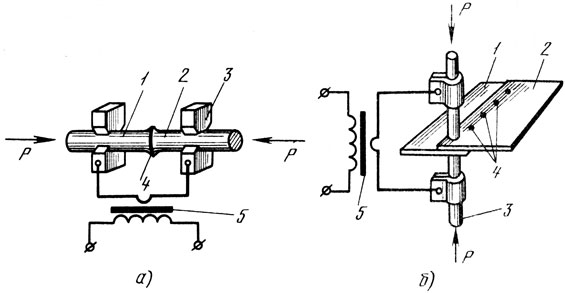 Сварной шов J 31:931–943
Сварной шов J 31:931–943
Google Scholar
Aslanlar S, Ogur A, Ozsarac U (2008) Влияние времени сварки на механические свойства автомобильных листов при точечной сварке электрическим сопротивлением. Mater Des 29:1427–1431
Статья Google Scholar
Sun X, Stephens EV, Khaleel MA (2008) Влияние размера зоны сплавления и режима разрушения на пиковую нагрузку и поглощение энергии точечной сварки усовершенствованной высокопрочной стали в условиях нагрузки сдвига внахлестку. Eng Fail Anal 15: 356–367
Статья Google Scholar
Kumar Pal T, Bhowmick K (2012) Характеристики контактной точечной сварки и многоцикловая усталостная характеристика стальных листов DP 780. J Mater Eng Perform 21:280–285
Статья Google Scholar
Aslanlar S (2006) Влияние размера ядра на механические свойства при контактной точечной сварке листов, используемых в автомобильной промышленности. Mater Des 27:125–131
Mater Des 27:125–131
Статья Google Scholar
Исаев А.П., Терехов А.А. (2014) Механические свойства соединений контактной точечной сваркой оцинкованной стали TRIP. Weld Int 28:324–328
Статья Google Scholar
Лин П.С., Лин С.Х., Пан Дж. (2006) Моделирование разрушения вблизи точечных сварных швов в образцах, срезанных внахлестку, на основе анализа жесткого включения при плоском напряжении. Eng Fract Mech 73:2229–2249
Статья Google Scholar
Орлов Б.Д. (1986) Технология и оборудование контактной сварки. Машиностроение, Москва
Google Scholar
Chao YJ (2003) Тип разрушения точечных сварных швов: межфазный или отрывной.Technol Weld Join 8:133–137
Google Scholar

Oikawa H, Sakiyama T, Ishikawat, Murayama G, Takahash Y (2007) Возможность контактной точечной сварки листов из высокопрочной стали (hss) для автомобилей. Представитель Nippon Steel Tech 95:39–45
Google Scholar
Ma C, Chen DL, Bhole SD, Boudreau G, Lee A, Biro E (2008) Микроструктура и характеристики разрушения стали DP600, сваренной точечной сваркой.Mater Sci Eng A 485:334–346
Статья Google Scholar
Браузер С., Пепке Л.А., Вебер Г., Ретмайер М. (2010) Деформационное поведение высокопрочных сталей, сваренных точечной сваркой, для автомобильных применений. Mater Sci Eng A 26:7099–7108
Статья Google Scholar
Shi G, Westgate SA (2004) Методы улучшения свариваемости стали TRIP с помощью точечной сварки сопротивлением, 1-я международная конференция Super-High, 16: 9–14

Pouranvari M, Marashi SPH (2009) Похожие и разные RSW низкоуглеродистых и аустенитных нержавеющих сталей: влияние микроструктуры сварного шва и профиля твердости на вид разрушения. Mater Sci Technol 25:1411–1416
Статья Google Scholar
Аккас Н., Варол Ф., Ферик Э., Ильхан Э., Озсарац У., Асланлар С. (2014) Исследование механических свойств металлических соединений из стали TRIP800, припаянных в инертном газе, с использованием различной скорости потока защитного газа.Acta Phys Pol A 125:473–474
Статья Google Scholar
Yang HG, Zhang YS, Lai XM, Chen G (2008) Экспериментальное исследование критических размеров образцов высокопрочных сталей DP600 при контактной точечной сварке. Mater Des 29:1679–1684
Статья Google Scholar
Пуранвари М., Мараши С.П.Х., Сафанама Д.С. (2011) Переход режима разрушения в точечной сварке сопротивлением из высокопрочной стали, часть II: экспериментальное исследование и проверка модели. Mater Sci Eng A 528:8344–8352
Mater Sci Eng A 528:8344–8352
Статья Google Scholar
Вурал М., Аккус А., Эрюрек Б. (2006) Влияние диаметра сварного шва на усталостную прочность соединений контактной точечной сварки различных стальных листов. J Mater Process Technol 176:127–132
Статья Google Scholar
Кианерси Д., Мостафаей А., Амадех А.А. (2014) Соединения контактной точечной сварки листов аустенитной нержавеющей стали AISI 316L: фазовые превращения, механические свойства и характеристики микроструктуры.Mater Des 61:251–263
Статья Google Scholar
Tumuluru M (2010) Характеристики контактной точечной сварки и режимы разрушения сварного шва для двухфазных сталей и сталей TRIP. Механизмы отказа усовершенствованных сварочных процессов A, В: Серия публикаций Woodhead по сварке и другим технологиям соединения, под редакцией: X. Sun, ISBN: 978-1-84569-536-1, стр. 43–64
Sun, ISBN: 978-1-84569-536-1, стр. 43–64
Fadaei A, Mahmoudi AH, Borzuie A (2012) Экспериментальное исследование влияния диаметра самородка на прочность при растяжении и сдвиге в образцах для точечной сварки AISI 1008.Приложение J Mech Res 4:1–7
Google Scholar
Ruuki часть SSAB, http://www.ruukki.com/~/media/Files/Steel-products/Cold-rolled-metal-colour-coated-instructions/Ruukki-Resistance-welding-manual .pdf
ANSI/AWS/SAE D8.9–97: Рекомендуемая практика методов испытаний для оценки поведения контактной точечной сварки материалов из автомобильной листовой стали, Майами, Флорида, Американское общество сварщиков, 1997.
Xinmin L, Xiaoyun Z, Yansong Z, Guanlong C (2007) Проверка качества сварного шва на основе измеренного в режиме онлайн отступа от сервоэнкодера при контактной точечной сварке. IEEE Trans Instrum Meas 56:1501–1505
Статья Google Scholar
