Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней.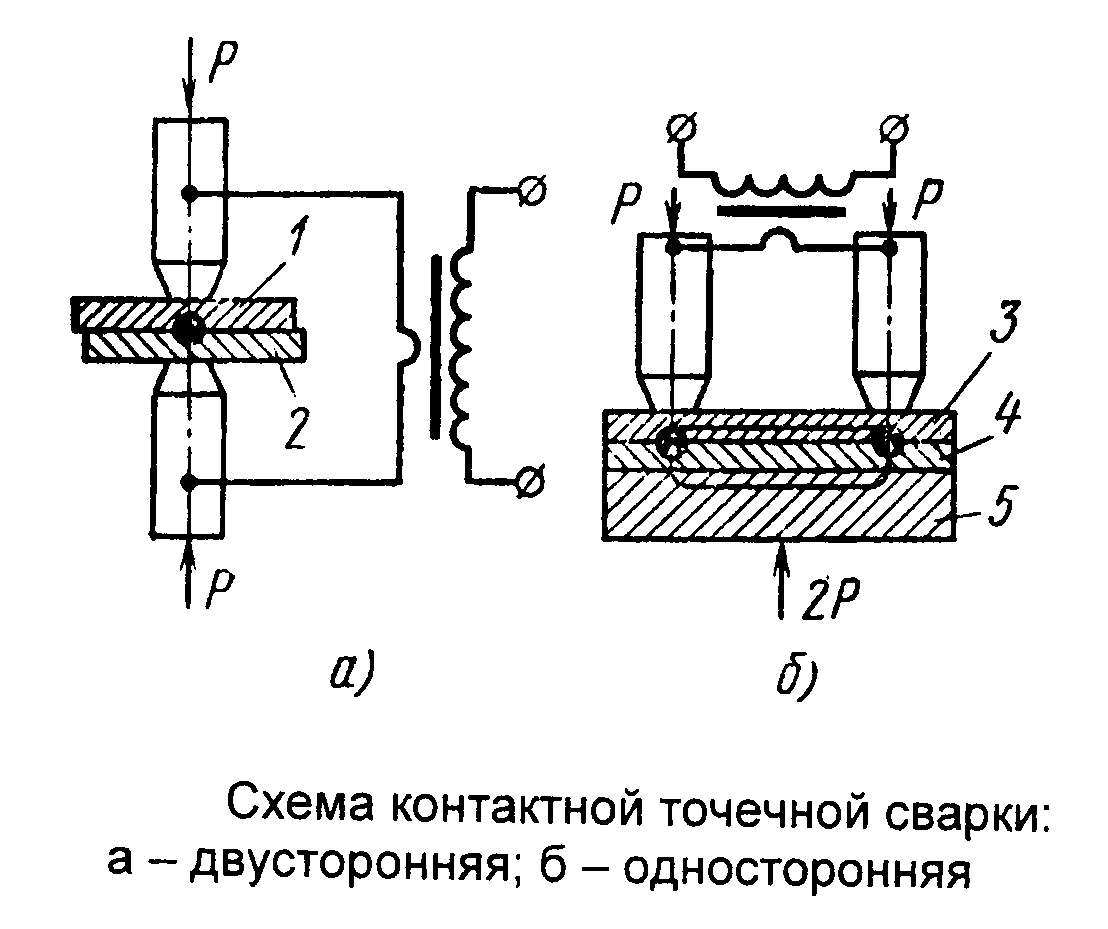
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов.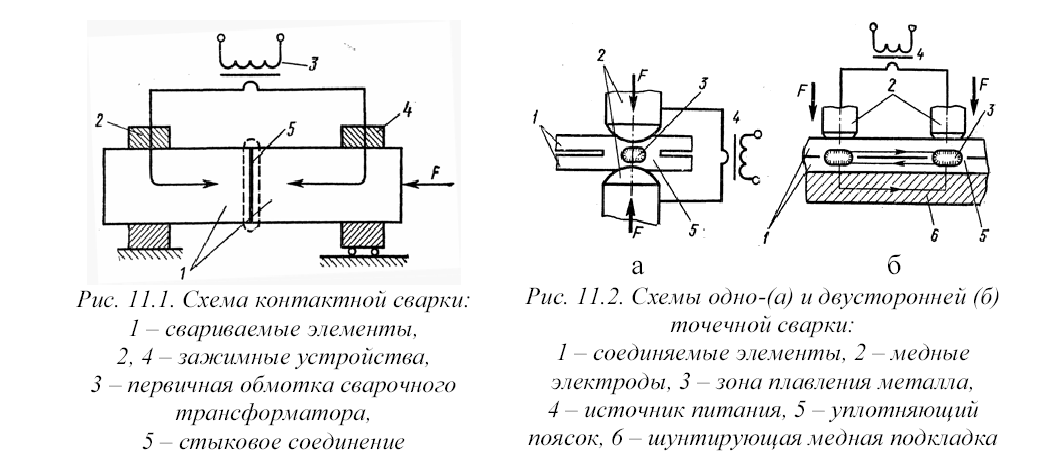 Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
 Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму.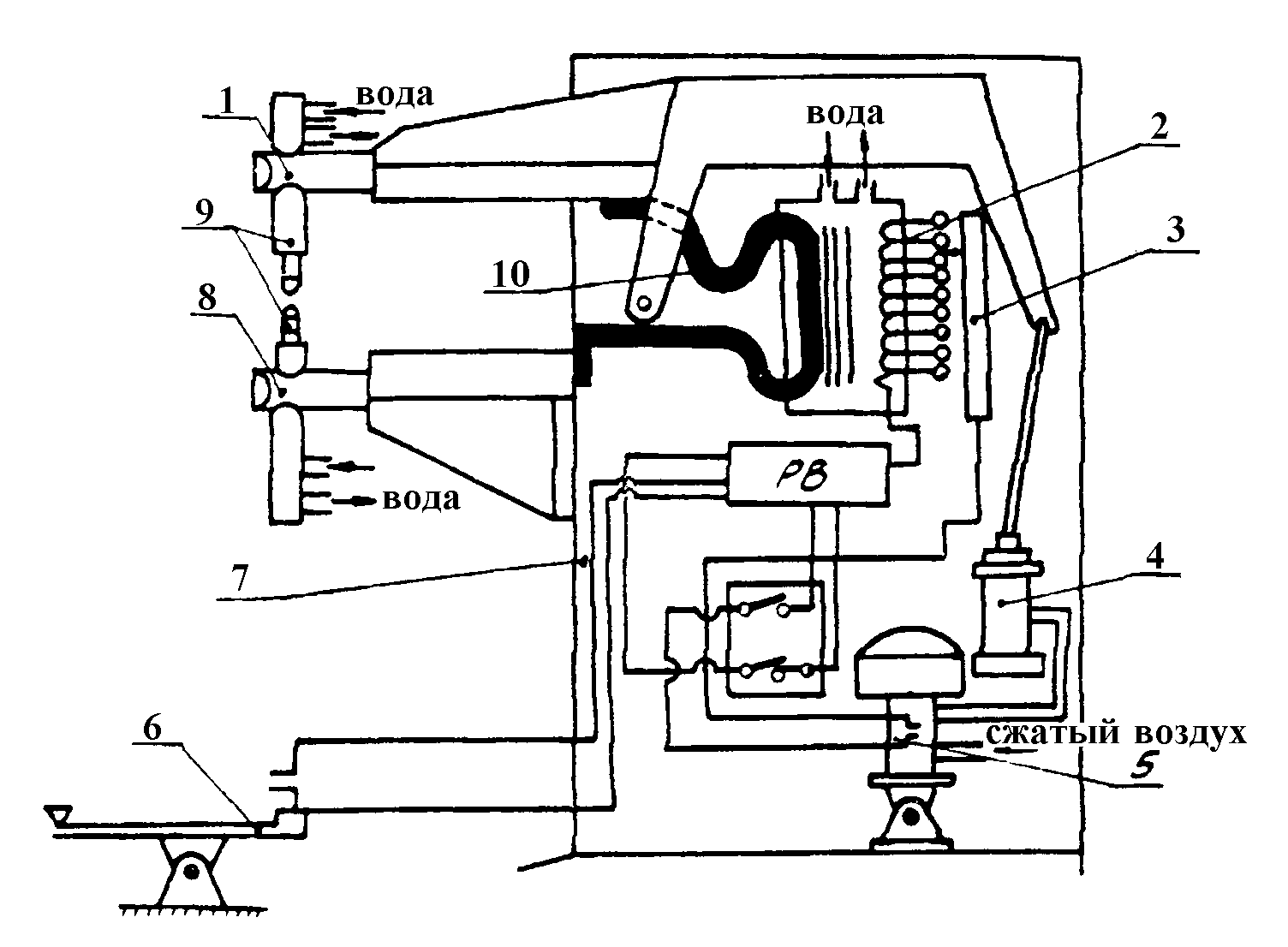 Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
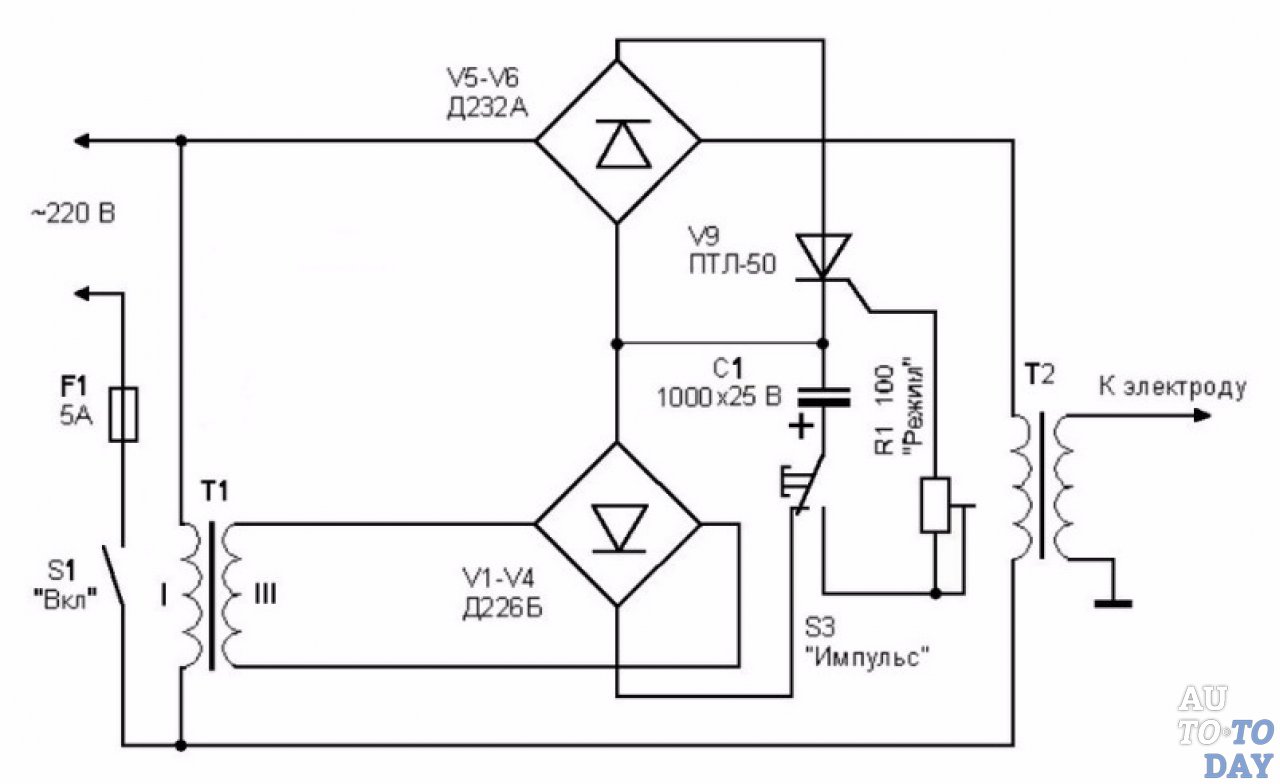
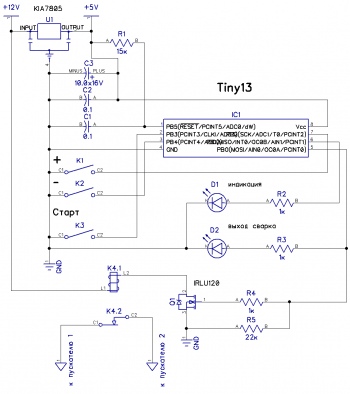
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.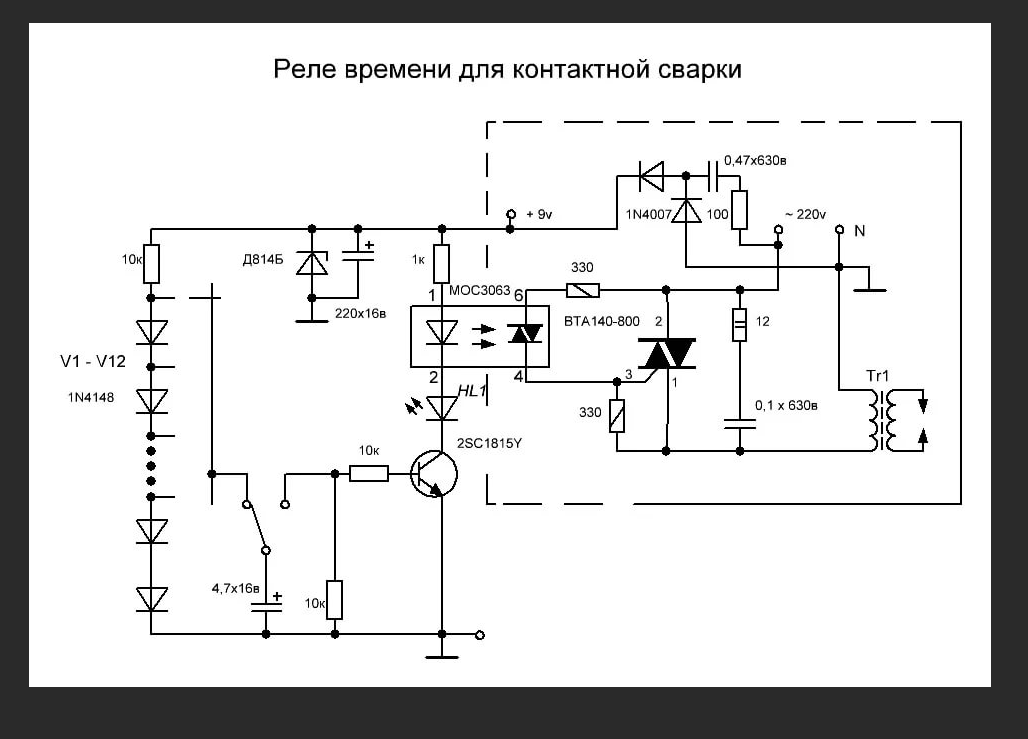
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно.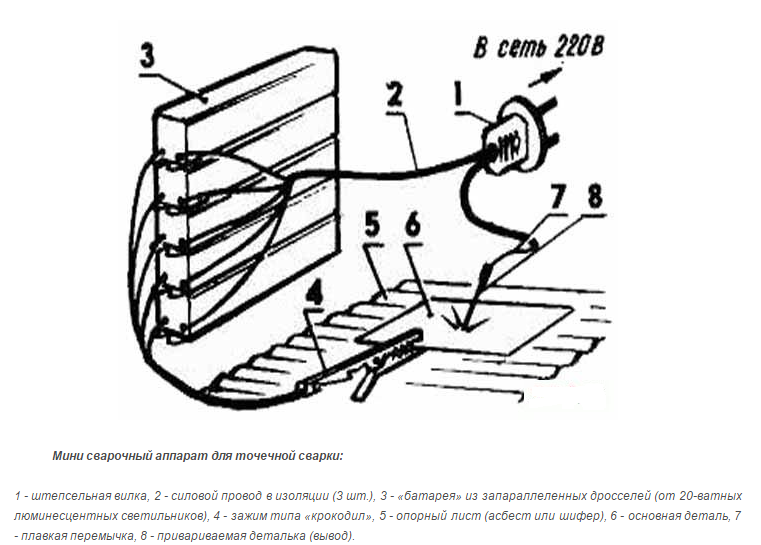 Это позволяет избежать токов выравнивания.
Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
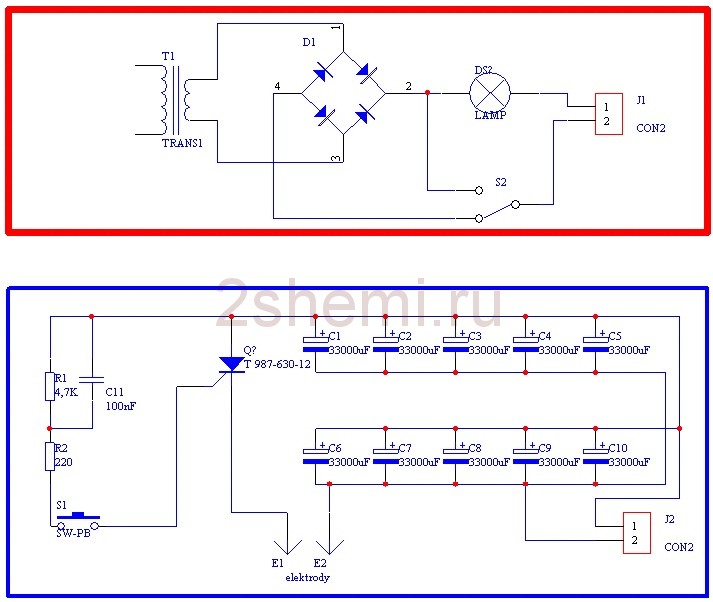
Схема точечной сварки
Темы: Контактная сварка, Схема сварочного …, Точечная сварка.
Основные схемы точечной сварки, их области применения и характеристики приведены в таблице. Двусторонняя точечная сварка двумя встречными электродами (см. в таблице схема точечной сварки 1 и схема 8) получила наибольшее распространение, она реализована в универсальных машинах точечной сварки.
Односторонняя сварка (смотрите схемы 2, 3, 4, 6 и 7) выполняется c помощью специальных автономных головок cо встроенным сварочным трансформатором или нa двухточечных ручных пистолетах,которые снабжены выравнивающими устройствами для обеспечения oдинаковой силы сжатия на электродах.
Таблица 1. Основные схемы точечной сварки.
| № | Наименование схемы | Схема точечной сварки | Толщина листа, мм. |
Характеристика и область применения |
| 1 |
Двусторонняя одноточечная сварка: 1 — детали; 2 — электроды; 3 источник сварочного тока |
≤6 | Это основная схема точечной сварки. Этот основной способ применяется во всех отраслях машиностроения. | |
| 2 | Односторонняя двухточечная сварка на токопроводящей подкладке ( 4 — на схеме) | 1,5 . .. 2,0 .. 2,0 |
Сварка крупных узлов. Ток l2 распределяется между верхней и нижней деталями и медной подкладкой l2= lв.л. + lн.л. + lп., где l2 — вторичный ток; lв.л. — ток в верхнем листе; lн.л. ток в нижнем листе; lп. — ток в подкладке |
|
| 3 | Двусторонняя двухточечная сварка со встречным токоподводом | ≤5 | Сварка деталей большой толщины, крупногабаритных узлов. Высокие производительность и качество. Ток протекает от верхней детали к нижней без заметного шунтирования. | |
| 4 | Односторонняя двухточечная сварка без шунтирования | ≤2,5 | Приварка обшивки к крупногабаритным каркасам. Весь ток протекает через контакт между свариваемыми деталями. | |
| 5 |
Односторонняя одноточечная сварка с холостым электродом 2 ‘. |
≤0,8 | Сварка вручную одно- или двухточечным пистолетом в автомобилестроении. | |
| ≤1,5 | Механизированная приварка панелей и обшивки в автомобилестроении. | |||
| 6 | Односторонняя двухточечная сварка на токопроводящей подкладке с контрэлектродами | ≤2,0 | Сварка деталей с шагом ≥100 мм. Малая потребляемая мощность, высокая производительность. | |
| 7 | Многоточечная сварка от нескольких трансформаторов | Сварка жестких узлов в автомобилестроении. Высокая производительность, малая деформация конструкции. | ||
| 8 |
Двусторонняя двухточечная сварка с токопроводящей вставкой 5 |
≤1,5 | Сварка деталей, одна из которых тонкостенная и полая. Эта схема точечной сварки применяется для крепления обшивки на профиль. Вставка 5 может быть жесткой или раздвижной. Эта схема точечной сварки применяется для крепления обшивки на профиль. Вставка 5 может быть жесткой или раздвижной. |
|
 Fnp — сила прижатия
Fnp — сила прижатияДругие страницы по теме
Схема точечной сварки
:
- < Машина (аппарат) для контактной сварки : общие сведения
- Машины для контактной сварки: классификация >
51 Сущность схемы и технологические возможности основных видов контактной сварки тонколистовых конструкций
4.13. Сущность схемы и технологические возможности основных видов контактной сварки тонколистовых конструкций.
Точечная сварка — разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и сжимают силой Р между двумя электродами, подводящими ток к месту сварки. Соприкасающиеся с медными электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластичного состояния внешних и до расплавления внутренних слоев.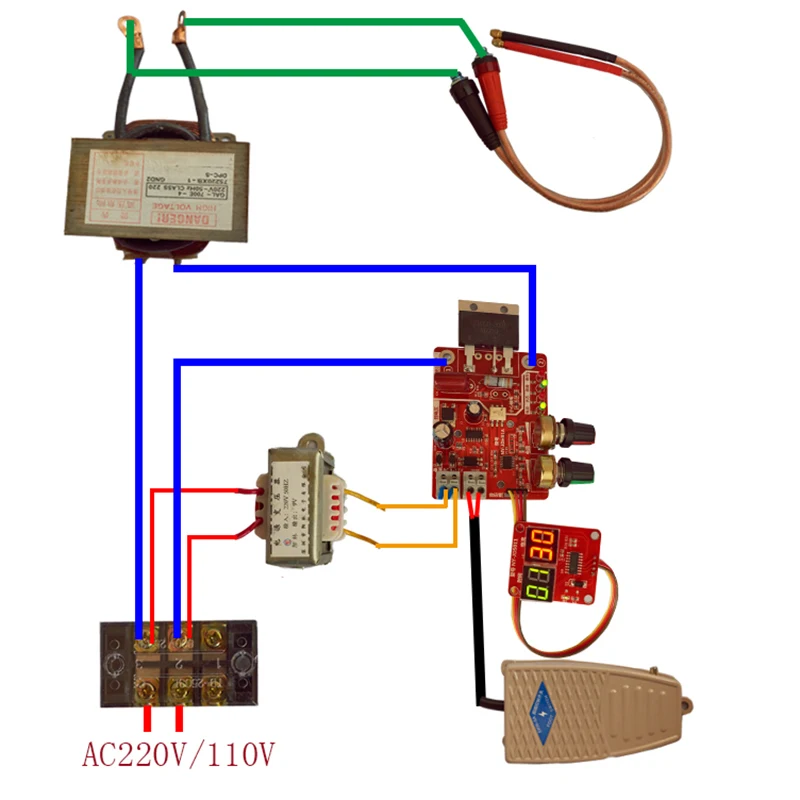 После этого выключают ток и несколько увеличивают, а затем снимают давление. В результате образуется литая сварная точка.
После этого выключают ток и несколько увеличивают, а затем снимают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости от расположения электродов может быть двусторонней и односторонней. При двусторонней сварке (рис.а) две (или больше) заготовки 1 сжимают между электродами 2 точечной машины. При односторонней сварке (рис. б) ток распределяется между верхним и нижним листами 3 и 4, причем нагрев осуществляется частью тока, протекающего через нижний лист. Для увеличения тока, проходящего через нижний лист, предусмотрена медная подкладка 5. Односторонней сваркой можно соединять заготовки одновременно двумя точками. Параметры режима точечной сварки: сила сжатия (Н), плотность тока / (А/мм2), время протекания тока t (с). Весь цикл сварки состоит из четырех стадий: сжатие свариваемых заготовок между электродами; включение тока и разогрев места контакта до температуры плавления, сопровождающийся образованием литого ядра точки; выключение тока и увеличение сжатия (проковка) для улучшения структуры сварной точки; снятие сжатия.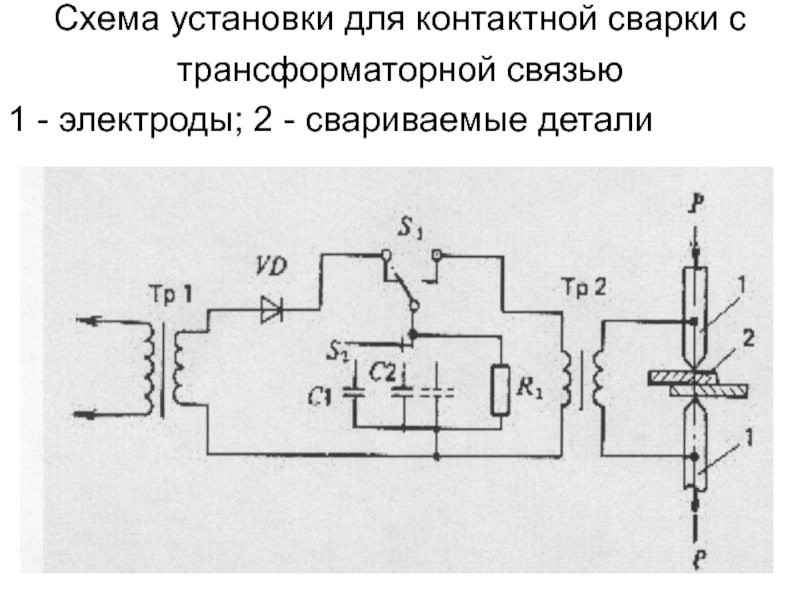 Перед сваркой место соединения очищают от оксидных пленок (наждачным кругом или травлением).
Перед сваркой место соединения очищают от оксидных пленок (наждачным кругом или травлением).
Точечной сваркой изготовляют штампо-сварные конструкции при соединении отдельных штампованных элементов сварными точками. В этом случае упрощается технология изготовления сварных узлов и повышается производительность. Точечную сварку применяют для изготовления изделий из низкоуглеродистых, углеродистых, низколегированных и высоколегированных сталей, алюминиевых сплавов. Толщина свариваемых металлов составляет 0,5—5 мм.
Многоточечная контактная сварка — разновидность контактной сварки, когда за один цикл сваривается несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Машины для многоточечной сварки могут иметь от одной пары до ста пар электродов; соответственно можно сваривать 2—200 точек за одну установку изделия. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. В массовом производстве, например в автомобильной промышленности, применяют, как правило, машины, работающие по заданной программе. Производительность их очень высока — до 1000 и более точек в минуту.
Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. В массовом производстве, например в автомобильной промышленности, применяют, как правило, машины, работающие по заданной программе. Производительность их очень высока — до 1000 и более точек в минуту.
Шовная сварка—разновидность контактной сварки, при которой между свариваемыми заготовками образуется прочное и плотное соединение. Электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.
Вам также может быть полезна лекция «1. Предмет, методы и задачи агрометеорологии».
В процессе шовной сварки листовые заготовки 1 собирают внахлестку, зажимают между электродами 2 и пропускают ток. При движении роликов по заготовкам образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной герметичный шов. Шовную сварку, как и точечную, можно выполнить при двустороннем (рис. а) и одностороннем (рис. б) расположениях электродов.
а) и одностороннем (рис. б) расположениях электродов.
Последовательность этапов технологических операций вначале и по завершении сварки шва такая же, как при точечной. Сварку не прерывным включением тока (рис. а) применяют для коротких швов и сварки металлов и сплавов, с прерывистым включением тока (рис. б) обеспечивает стабильность процесса и высокое качество сварного соединения при малой зоне термического влияния. Ее используют при сварке длинных швов на заготовках из высоколегированных сталей и алюминиевых сплавов.
Шовная контактная сварка — очень высокопроизводительный процесс, скорость его может достигать 10 м/мин. Особенно эффективно ее применение в массовом производстве листовых конструкций для получения прочных и герметичных швов, например при изготовлении емкостей. Допустимая толщина свариваемых заготовок 0,3—3 мм.
Схема точечной сварки | Сварак
Схема точечной сварки
Процесс точечной сварки в схеме:Схема сварки
Схема точечной сварки
- Сварка происходит следующим образом: под сжимающим воздействием электродов листы деформируются я образуют участок плотного соприкосновения. Площадь этого участка определяется усилием сжатия и сопротивления листов деформациям, т. е. прочностью металла и толщиной листов. В известной мере величина и форма контакта зависят от формы рабочей части электрода.
- Ток, пропущенный через сжатые листы вызывает нагрев. Этот нагрев будет наибольшим в центре плоскости соприкосновения листов, где охлаждающее действие от электродов я от окружающего металла относительно мало, а электрическое сопротивление относительно велико.
- По истечении некоторого времени нагрев становится настолько высоким, что сначала в центре, а затем на большей площади происходит сварка в твердом состоянии.
- В дальнейшем происходят расплавление металла сначала в нейтральных участках контактной площадки, затем расплавление распространяется в радиальном и осевом направлениях.
- Образуется ядро чечевицеобразной формы из расплавленного металла обеих свариваемых деталей. В плоскости контакта ядро «оказывается заключенным в кольцо. где металл ранее сварился в твердом состоянии.
 Площадь этого участка определяется усилием сжатия и сопротивления листов деформациям, т. е. прочностью металла и толщиной листов. В известной мере величина и форма контакта зависят от формы рабочей части электрода.
Площадь этого участка определяется усилием сжатия и сопротивления листов деформациям, т. е. прочностью металла и толщиной листов. В известной мере величина и форма контакта зависят от формы рабочей части электрода.
Схема сварки точечной контактной сварки
Применение точечной сваркиЭто так называемое уплотнительное кольцо защищает металл ядра от окисляющего действия воздуха ив тоже-время предотвращает выдавливание металла из шва. Увеличение диаметра уплотняющего кольца ограничивается сильным сдавливанием листов. Рост размеров ядра также ограничен.
Точечной сваркой можно соединять:
- малоуглеродистые, конструкционные легированные стали,
- нержавеющие аустенитные стали,
- жаростойкие и жароупорные сплавы,
- алюминий, титан и их сплавы и т. д.
С успехом точечная сварка применяется для соединения некоторых разнородных металлов (меди со сталью, стали с латунью и т. п.).
Можно также сваривать сталь, имеющую металлическое антикоррозийное покрытие—луженую, никелированную. оцинкованную ит.д
В заводской практике толщина свариваемых листов малоуглеродистой стали находиться в пределах 0-3—6 мм.
 На специальных сложных машинах можно сваривать ласты как тонкие до 0,02 мм, та и толстые до 16 мм.
На специальных сложных машинах можно сваривать ласты как тонкие до 0,02 мм, та и толстые до 16 мм.Сварка пересекающихся стержней, благодаря естественному сосредоточению давления и нагрева на участке сопряжения, может осуществляться при диаметре стержней до 60 мм.
Распространение:
Из всех видов контактной сварки точечная сварка имеет наибольшее распространение. Она получила широкое применение в производстве автомобилей, вагонов, самолетов, при изготовления арматуры железобетона, в приборостроении я т. д. На рис. показаны некоторые примеры точечной сварки различных деталей.
Сущность ядра в точечной сварке
Диаметр ядра может лишь приблизиться к диаметру кольца, когда оно не выдерживает давления жидкого металла он вытесняется в зазор между листами.
- Увеличение ядра в высоту вызовет уменьшение толщены слоя еще твердого металла под электродами, что сопряжено с такой же опасностью выплескивания металла ядра, но только наружу листов.
- При охлаждении затвердевшее ядро и окружающее уплотнительное кольцо образуют прочное соединение. Сварка, таким образом, осуществляется частично в жидкой, частично в твердой фазе.
- Давление в заключительной стадии процесса играет большую роль. Оно обеспечивает сварку в твердой фазе по уплотнительному кольцу и уплотняет ядро, т. е. опрессовывает усадочные раковины, образующиеся при затвердении жидкого металла ядра.

Прочность соединения в уплотнительном кольце относительно невелика. Общая прочность сварной точки в основном определяется диаметром ядра; отсутствие ядра рассматривается как непровар. Толщина ядра заметного влияния на прочность не оказывает. Высота нормально развитого ядра обычно составляет около 70% к суммарной толщине листов.
Особенности сварного соединения.
В отличие от стыковой сварки площадь и прочность сварного соединения определяется не величиной поверхности сопряжения, а режимами давления и нагрева. Для обычных, принятых в практике режимов сварки стали диаметр точки составит 0,9—1,4 диаметра электрода.
Для обычных, принятых в практике режимов сварки стали диаметр точки составит 0,9—1,4 диаметра электрода.
После сварки на поверхности листов остаются углубления— следы частичного погружения электрода в нагретый металл. Углубление, если оно не превышает 0,1 толщины листа, на прочность не сказывается и считается допустимым.
Требования для точечной сваркиПри необходимости некоторым усложнением процесса можно добиться отсутствия этого углубления или его существенного уменьшения.
Моменты включения и выключения тока, приложения и снятия давления должны быть синхронизированы, т. е. увязаны друг с другом по времени. При всех разнообразных способах точечной сварки должно соблюдаться общее условие: давление прикладывается раньше включения тока и снимается позже выключения. Это необходимо во избежание искрения и порчи поверхности детали и электродов в момент их смыкания и размыкания под напряжением.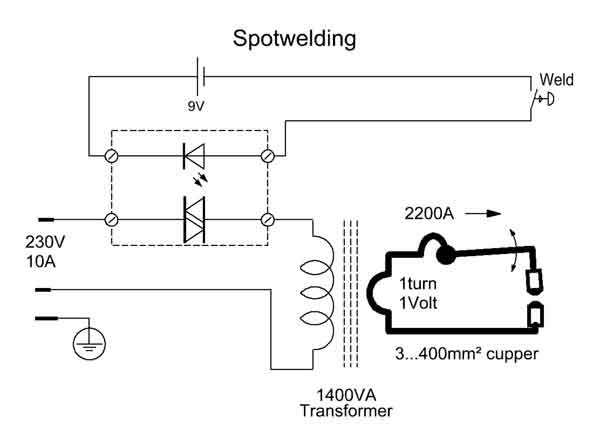
Простейшие циклы изменения сварочного тока и давления показаны на рис.
- По первому циклу ток и давление не изменяются в течение всего процесса нагрева.
- По такому принципу работает большинство серийных точечных машин с пневматическим приводом. По второму циклу давление в конце нагрева резко возрастает, что полезно для уплотнения ядра, его проковки.
Рис. Типовые диаграммы изменения тока и давления при точечной сварке:
Такое изменение давления дают некоторые простые машины с педальным пружинным механизмом нажатия. Существуют и другие, более сложные циклы, о которых будет сказано дальше.
Подобные статьи
Точечная сварка своими руками | Лучшие радиолюбительские схемы
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Шаг 3
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка.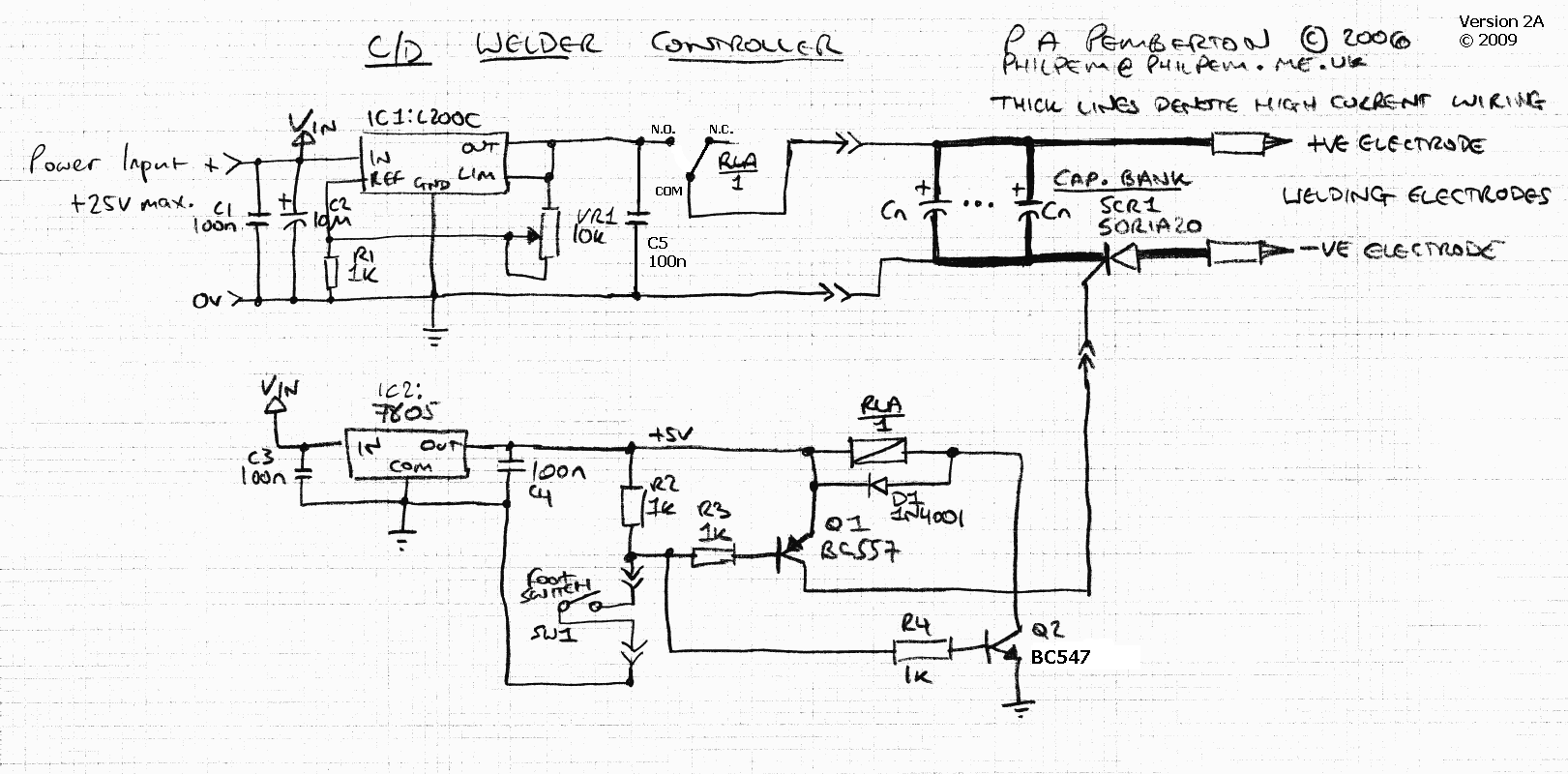 Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
На заднюю панель добавляем выключатель питания.
Покажу полную схему подключения всех частей:
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.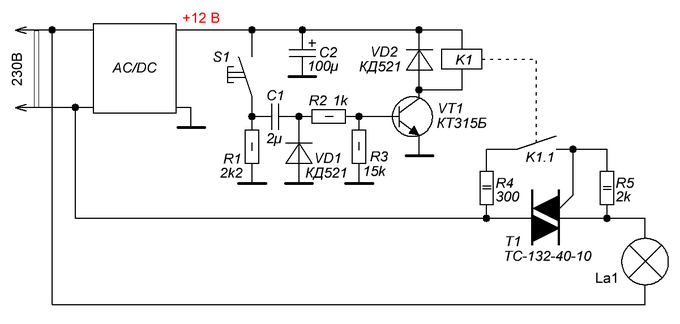
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Закрепляем их в клеммниках:
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.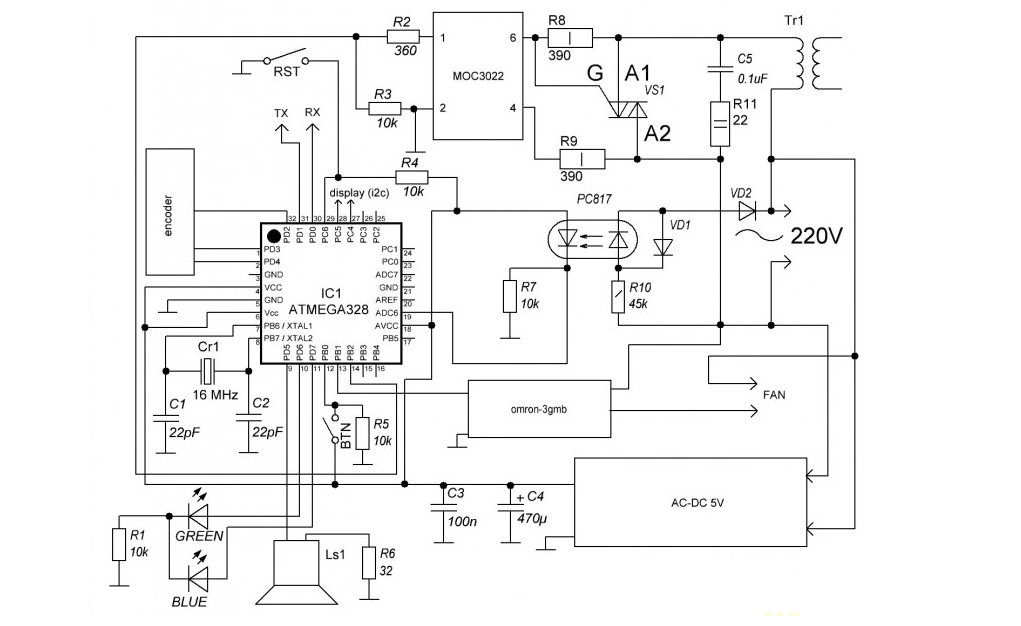
Источник
Процесс сварки, схема точечной — Энциклопедия по машиностроению XXL
Промышленные роботы 88, 96—100 Процесс сварки, схема рельефной 14 точечной 12 шовной 14 Прочность соединений 144, 145 Пружинный привод 50, 51 [c.173]Последовательность нагрева и давления для типовых процессов или. схемы циклов точечной сварки приведены в табл. 9. [c.68]
Рельефно-точечная сварка. Схема этого процесса пока- [c.71]
Для увеличения производительности точечной сварки применяют многоточечную сварку. Многоточечные машины обычно имеют гидравлический привод и работают по принципу односторонней двухточечной сварки. Схема процесса односторонней двухточечной сварки показана на рис. 141. [c.207]
Решение ЭТОЙ же задачи по изложенной ранее полной программе расчетного определения параметров технологического процесса сварки выполняем следующим образом.
 Принимаем, что при сварке заданного соединения распространение тепла будет происходить по схеме точечного источника в пластине средней толщины.
[c.68]
Принимаем, что при сварке заданного соединения распространение тепла будет происходить по схеме точечного источника в пластине средней толщины.
[c.68]Точечная электродуговая сварка неплавящимся электродом [5]. Сущность способа заключается в том, что детали, соединенные внахлестку, подвергаются действию электрической дуги защищенной струей инертного газа. Дуга, горящая между вольфрамовым электродом и поверхностью наружной детали, проплавляет собранные детали (две или более) и образует сварную точку. Глубина проплавления регулируется временем горения дуги. На рис. 3 приведена принципиальная схема аргоно-дуговой точечной сварки. Одним из основных преимуществ такого процесса сварки является отсутствие необходимости доступа к обратной стороне соединения. Точечную аргоно-дуговую сварку можно выполнять в нижнем, вертикальном и потолочном положениях. [c.12]
Принципиальная схема и технологический процесс диффузионной точечной сварки почти не отличаются от точечной сварки плавлением. Разница лишь в том, что режим сварки подбирают таким, чтобы температура алюминиевой матрицы была близка к темпера-194
[c.194]
Разница лишь в том, что режим сварки подбирают таким, чтобы температура алюминиевой матрицы была близка к темпера-194
[c.194]
| Фиг. 170. Схема процесса точечной сварки |
Схема процесса точечной сварки приведена на фиг. 116. [c.253]
| Фиг. 161. Схема процесса точечной сварки с питанием импульсом постоянного тока с зазором в магнитопроводе |
Простейшая схема прибора для управления процессом точечной сварки по температуре в контакте электрод—деталь (терморегулятора точечной сварки) изображена на фиг.
 209. Сварка начинается замыканием ключа Л», включающего контактор К, /7 сварочного трансформатора. Термоэлектродвижущая сила электрода Э, возникающая при сварке деталей Д, воздействует на катушку специально приспособленного контактного гальванометра КГ. Электрод Э представляет собой термопару, образованную самим медным электродом и тонкой константановой проволокой П, введенной в просверленные в электроде каналы. Эта проволока обмотана тонкой изоляцией из стеклянного волокна и плотно запрессована в отверстие электрода так, что фактический контакт между константаном и медью, т. е. спай термопары, находится на контактной поверхности электрода.
[c.300]
209. Сварка начинается замыканием ключа Л», включающего контактор К, /7 сварочного трансформатора. Термоэлектродвижущая сила электрода Э, возникающая при сварке деталей Д, воздействует на катушку специально приспособленного контактного гальванометра КГ. Электрод Э представляет собой термопару, образованную самим медным электродом и тонкой константановой проволокой П, введенной в просверленные в электроде каналы. Эта проволока обмотана тонкой изоляцией из стеклянного волокна и плотно запрессована в отверстие электрода так, что фактический контакт между константаном и медью, т. е. спай термопары, находится на контактной поверхности электрода.
[c.300]В ядре сварной точки допускаются единичные поры, раковины и даже трещины, если их размер не превышает V3—V4 высоты ядра. Такого рода дефекты не оказывают влияния не только на статическую, но и вибрационную прочность. Это объясняется тем, что прочность сварной точки главным образом зависит от концентрации напряжений, типовая эпюра которых показана на нижней части рис.![]() 96. Круговой концентратор К, который проходит по зоне термического влияния (если она есть) или по границе расплавления, и представляет собой самое опасное сечение сварного соединения. Следовательно, поскольку неустраним сам концентратор К, то, видимо, все внимание технолога должно сосредоточиваться на том слое металла, в котором расположен концентратор К-Таким образом, первая задача технолога —это получить хорошо сформированное расплавленное ядро определенных размеров. Вторая, более сложная задача — обеспечить в зоне концентратора К такую структуру металла, которая в наибольшей мере оказалась бы способной выдерживать концентрации напряжений без образования надрывов и трещин. Если иметь в виду, что при точечной сварке металл в зоне сварного соединения подвергается одновременно тепловому и механическому воздействию, то вполне рационально рассматривать точечную сварку как термомеханический процесс обработки металла. Но и это еще не все, что отличает точечную сварку от классической схемы термической обработки только в координатах температура — время.
96. Круговой концентратор К, который проходит по зоне термического влияния (если она есть) или по границе расплавления, и представляет собой самое опасное сечение сварного соединения. Следовательно, поскольку неустраним сам концентратор К, то, видимо, все внимание технолога должно сосредоточиваться на том слое металла, в котором расположен концентратор К-Таким образом, первая задача технолога —это получить хорошо сформированное расплавленное ядро определенных размеров. Вторая, более сложная задача — обеспечить в зоне концентратора К такую структуру металла, которая в наибольшей мере оказалась бы способной выдерживать концентрации напряжений без образования надрывов и трещин. Если иметь в виду, что при точечной сварке металл в зоне сварного соединения подвергается одновременно тепловому и механическому воздействию, то вполне рационально рассматривать точечную сварку как термомеханический процесс обработки металла. Но и это еще не все, что отличает точечную сварку от классической схемы термической обработки только в координатах температура — время. Через жидкую фазу ядра и горячую зону термического влияния проходят токи огромной плотности. Во многих случаях практики эти токи униполярны. Нельзя поэтому упускать из вида возможность влияния электрического тока — вначале на химическую однородность металла, а затем в конечном итоге и на структуру не только ядра, но и границы плавления.
[c.196]
Через жидкую фазу ядра и горячую зону термического влияния проходят токи огромной плотности. Во многих случаях практики эти токи униполярны. Нельзя поэтому упускать из вида возможность влияния электрического тока — вначале на химическую однородность металла, а затем в конечном итоге и на структуру не только ядра, но и границы плавления.
[c.196]
На рис. 24 представлена принципиальная схема процесса точечной холодной сварки металлов. При сварке по этой схеме листы 1, с тщательно зачищенной поверхностью, зажимаются между пуансонами 2 с выступами 3. При сжатии пуансонов выступы 3 углубляются в металл на всю их высоту. При этом происходит значительная пластическая деформация в местах вдавливания пуансонов остаточная толщина металла составляет лишь незначительную часть суммарной толщины листов. [c.56]
| Рис. 24. Схема процесса точечной холодной сварки |
 Рост кристаллитов в сварном шве происходит нормально к фронту кристаллизации, т. е. к изотермической поверхности кристаллизации (ИПК), соответствующей Гпл. Поскольку при сварке сварочная ванна перемещается, то ось растущего кристаллита является ортогональной траекторией к семейству ИПК, смещенных по оси шва. Определенные трудности заключаются в математическом описании ИПК методами теории тепловых процессов при сварке. Для инженерных решений ИПК аппроксимируют уравнением эллипсоида с полуосями L, Р, Н, которые соответствуют длине затвердевающей задней части сварочной ванны, половине ее ширины и глубине проплавления [1]. В зависимости от схемы нагреваемого тела и типа источника теплоты ИПК может быть эллипсоидом с двумя равными полуосями (точечный источник на поверхности полубесконечного тела, Р = Я), эллиптической цилиндрической поверхностью (линейный источник по толщине листа, Н = 6) или частью фиктивного эллипсоида (точечный источник на поверхности плоского слоя, рпроцесс кристаллизации и оси кристаллитов являются Пространственными кривыми.
Рост кристаллитов в сварном шве происходит нормально к фронту кристаллизации, т. е. к изотермической поверхности кристаллизации (ИПК), соответствующей Гпл. Поскольку при сварке сварочная ванна перемещается, то ось растущего кристаллита является ортогональной траекторией к семейству ИПК, смещенных по оси шва. Определенные трудности заключаются в математическом описании ИПК методами теории тепловых процессов при сварке. Для инженерных решений ИПК аппроксимируют уравнением эллипсоида с полуосями L, Р, Н, которые соответствуют длине затвердевающей задней части сварочной ванны, половине ее ширины и глубине проплавления [1]. В зависимости от схемы нагреваемого тела и типа источника теплоты ИПК может быть эллипсоидом с двумя равными полуосями (точечный источник на поверхности полубесконечного тела, Р = Я), эллиптической цилиндрической поверхностью (линейный источник по толщине листа, Н = 6) или частью фиктивного эллипсоида (точечный источник на поверхности плоского слоя, рпроцесс кристаллизации и оси кристаллитов являются Пространственными кривыми.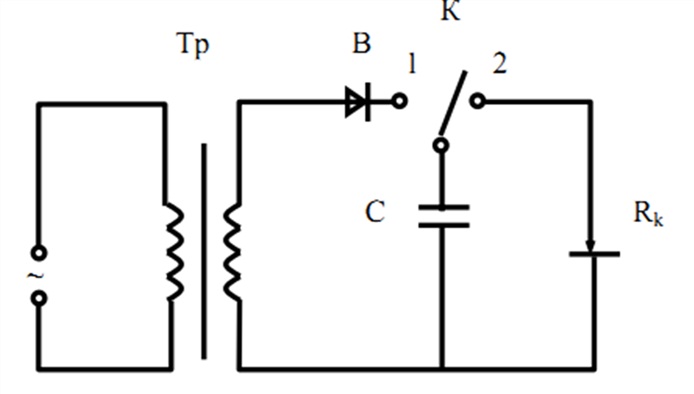 При этом поскольку поперечное сечение сварочной ванны является кругом (P = Я = L), то форма осей всех кристаллитов аналогична форме кристаллитов на ее
[c.100]
При этом поскольку поперечное сечение сварочной ванны является кругом (P = Я = L), то форма осей всех кристаллитов аналогична форме кристаллитов на ее
[c.100]
При этом способе сварки применяется дуговой процесс без перемещения дуги в пространстве [58, 46]. Схема процесса дуговой точечной сварки плавящимся электродом представлена на рис. 39-. Электродная проволока диаметром 2—6 мм укрепляется в специальном держателе — головке с мундштуком. Вся soi а вокруг электрода засыпается флюсом или в нее подается защитная газовая смесь. Напряжение от источника питания постоянного или переменного тока подводится к свариваемой- детали и электроду через мундштук. При включении тока и подаче электрода происходит расплавление конца электрода в месте его контакта со свариваемым изделием. Возбуждается дуга, которая, оплавляя конец электрода и заваривая точку, удлиняется до тех пор, пока не наступит ее естественный обрыв.
 [c.85]
[c.85]Схема точечной сварки изображена на фиг. IV. 1, а. Электрод 1 неподвижный, а электрод 2 подвижный тепло выделяют нагреватели 3 (обычно электрические). Свариваемые предметы 4, пленка или тонкие плиты двигаются между электродами под действием тепла происходит местное рамягчение материала и сваривание его под действием давления подвижного электрода 2. В результате описанного процесса получается точечный сварной шов. [c.75]
Особенность применения тиристорных контакторов в стыковых машинах состоит в том, что в процессе сварки коэффициент мощности изменяется от 0,98 (режим оплавления) до 0,4 (режим короткого замыкания), тогда как в контактных точечных машинах можно заранее настроиться на требуемый со8ф. Поэтому при переключении напряжения в ходе оплавления угол включения тиристоров может не соответствовать текущему значению коэффициента мощности. В сварочной цепи возникают переходные процессы и сила тока может быть больше, чем при коротком замыкании.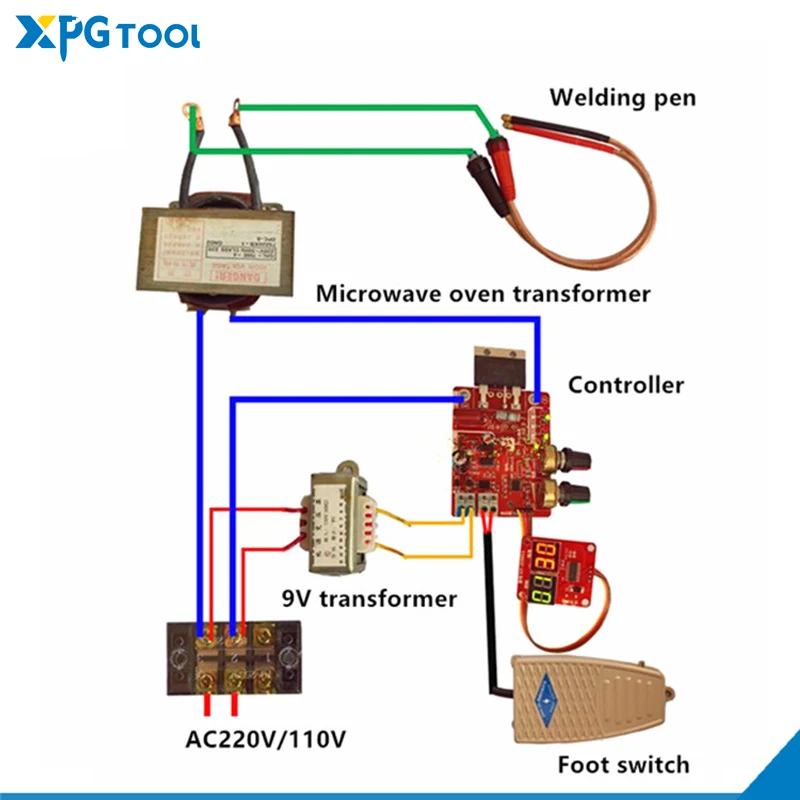 Для исключения аварийных ситуаций схема тиристорного регулятора напряжения должна предусматривать, чтобы угол включения вентилей в первый полупериод питающего напряжения находился в пределах 88 90″. При этом магнитный поток трансформатора должен быть близок к нулю и переходные процессы отсутствуют [1]. Ограничение области применения тиристорных контакторов в стыковых машинах обусловлено недостаточной мощностью серийных контакторов и трудностью охлаждения тиристоров в полевых условиях, особенно в зимний период.
[c.222]
Для исключения аварийных ситуаций схема тиристорного регулятора напряжения должна предусматривать, чтобы угол включения вентилей в первый полупериод питающего напряжения находился в пределах 88 90″. При этом магнитный поток трансформатора должен быть близок к нулю и переходные процессы отсутствуют [1]. Ограничение области применения тиристорных контакторов в стыковых машинах обусловлено недостаточной мощностью серийных контакторов и трудностью охлаждения тиристоров в полевых условиях, особенно в зимний период.
[c.222]
Длительность процесса сварки исчисляется для деталей малой толщины долями секунды На фиг. 10 приведена схема установки, разработанной МВТУ и МЭИ для получения точечных соединений ультразвуком. Вибратор 1, обмотка которого питается током высокой частоты, изготовлен из пирмендюра и охлаждается водой. Вибратор служит для преобразования тока высокой частоты в механические колебания, которые передаются на волновод 2, являющийся одновременно усилителем-концентратором механических колебаний.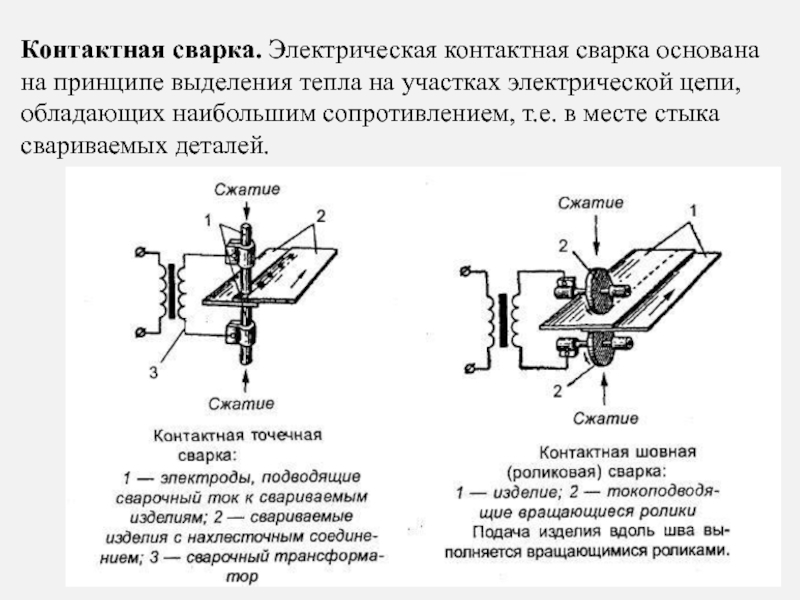 На конце волновода имеется выступ 3, который служит одним из электродов. При сварке деталь 4 зажимается между вы-
[c.141]
На конце волновода имеется выступ 3, который служит одним из электродов. При сварке деталь 4 зажимается между вы-
[c.141]
При точечной сварке (фиг. 170) заготовки соединяются между собой внахлестку и свариваются лишь в отдельных местах, по плошадкам. Форма площадок, именуемых точками, обычно соответствут форме контактных поверхностей электродов, между которыми в процессе сварки устанавливаются заготовки. Разновидностью точечной сварки является многоточечная сварка, где, в отличие от схемы на фиг. 170, детали одновременно свариваются в двух и более точках. [c.394]
Для точечной и шовной сварки алюминиевых сплавов разработаны новые схемы управления, предусматривающие применение электронно-ионной аппаратуры для преобразования трехфазного тока промышленной частоты в однофазный выпрямленный ток низкой частоты. Сварные соединения получаются высокого качества, чему опособствует плавное нарастание импульса вторичного тока в начале сварни н падение его в конце сварки, а также меняющееся в процессе сварки давление электродов. Вместе с этим уменьшается в 4—10 раз потребная мощность.
[c.148]
Вместе с этим уменьшается в 4—10 раз потребная мощность.
[c.148]
Условия работы электродного наконечника очень тяжелые, если идет нормальный процесс точечной сварки, а не ставятся единичные точки, по одной за несколько минут. Кривые электроды без внутреннего водяного охлаждения (рис. 4.21, а) лучше всего вообще не применять. Остается только один выход для всех конструкций, по виду сходных с рис. 4.18, г и й и им подобных. Нормальный процесс точечной сварки надо организовывать с электродами, конструкции которых показаны на схемах рис. 4.21, в—д. В этих системах обеспечивается и надежное охлаждение электродных наконечников, и возможность их использования в стесненных пространствах. В некоторых случах пространство может быть стеснено так, что даже и об электроде, как таковом, не может идти речь. Так, в частности, нижн-яя схема рис. 4.21, д советует проектировать сплошной плоский или сплошной цилиндрический электрод. Для них благодаря их массивности, необязательно стремиться подвести водяное охлаждение непосредственно к контакту электрод—деталь. В некоторых конструкциях (см. рис. 4.18, д) может оказаться рациональной одновременная сварка двух последовательно расположенных точек с использованием медной холостой вставки. Известны случаи, когда такая вставка делалась третьей фазой вторичного контура. Своеобразными конструкциями являются различные трубчатые или трубообразные сочетания. В этой области точечная или рельефная сварки могут оказаться или окончательными для готовой детали, или только сборочными для последующего завершения плотнопрочного соединения посредством шовной сварки. Схемы токоподводящих систем для трубчатых элементов рассмотрены в.разделе шовной сварки.
[c.196]
В некоторых конструкциях (см. рис. 4.18, д) может оказаться рациональной одновременная сварка двух последовательно расположенных точек с использованием медной холостой вставки. Известны случаи, когда такая вставка делалась третьей фазой вторичного контура. Своеобразными конструкциями являются различные трубчатые или трубообразные сочетания. В этой области точечная или рельефная сварки могут оказаться или окончательными для готовой детали, или только сборочными для последующего завершения плотнопрочного соединения посредством шовной сварки. Схемы токоподводящих систем для трубчатых элементов рассмотрены в.разделе шовной сварки.
[c.196]
В первом случае автономная система стремится сохранить свое первоначальное состояние за счет направленного изменения физических параметров процесса без учета электрических н мехапических характеристик. сварочных машин. Так при точечной сварке самопроизвольное увеличение сварочного тока, связанное с гойышением напряжения питающей сети, вызывает uepei рев свариваемого металла, что приводит к росту температуры в зоне сварки, снижению сопро-тивлеиия пластической деформации, увеличению размеров контактов, снижепиго плотности тока я соответственно температуры и размеров соединений (диаметра ядра) до значений, близким к первоначальным по следующей схеме
[c.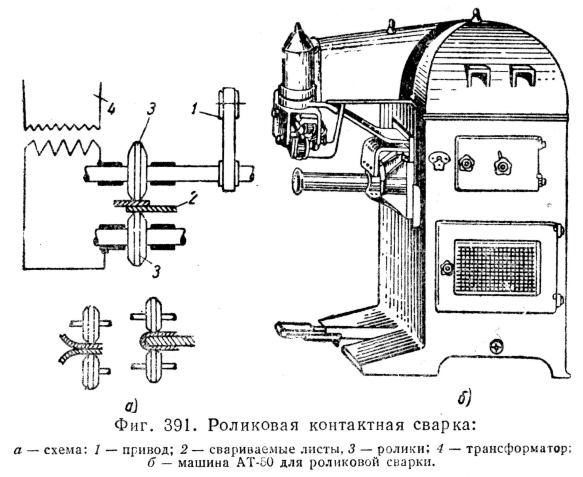 112]
112]
Расчлененность на сборочные единицы, создание специальных баз и удобств для ориентации деталей, возможность совмещения измерительных и установочных баз, рациональность методов закрепления деталей (запрессовка, пластическое деформирование, точечная сварка и др.). Технологическая схема сборки. Дифференциация процесса сборки с по-следуюи сй ко дентрацией [c.348]
| Фиг. 2. Схем,а процесса точечной сварки (Р— Давление йд — диаметр йт — диа Метр) а — схема процесса б — раэрез сварной точки. |
При выборе типа прерывателя для точечной сварки необходимо учитывать эксплуатационные и техт 0Л0гические требования. К первым относятся простота конструкции и электрической схемы аппаратуры ее надежность в эксплуатации. Технологические требования определяются видом и толщиной свариваемого материала, конфигурацией и степенью ответственности свариваемого изделия. В настоящее время можно наметить следующие области рационального применения различных способов управления процессом точечной сварки
[c.301]
К первым относятся простота конструкции и электрической схемы аппаратуры ее надежность в эксплуатации. Технологические требования определяются видом и толщиной свариваемого материала, конфигурацией и степенью ответственности свариваемого изделия. В настоящее время можно наметить следующие области рационального применения различных способов управления процессом точечной сварки
[c.301]
Рассмотрим вариант, когда все линии сварных соединений могут быть неплотными, т. е. вполне можно обойтись только точечной сваркой. Самым примитивным и самым ошибочным решением, которое, к сожалению, иногда имеет место и в настоящее время, является ориентация на использование нормальных машин общего назначения (рис. 6.7, б). При постоянном сварочном контуре машина такого рода все время будет работать с переменной индуктивностью, вносимой свариваемыми деталями, и с переменным шунтированием, а, следовательно, при полной нестабильности режима сварки и размера сварных точек. Мало того, синхронизировать перемещение в двух измерениях самой машины относительно движущегося потока деталей будет непросто. Поточные ли-НИИ требуют, как правило, создания специализированных машин. Одна из схем такого рода показана рис. 6.7, в. Здесь два трансформатора, включенных параллельно, посредством поочередного включения парных встречных электродов ставят точки в процессе медленного перемещения потока и возвращаются с большой ско-рос1ъю для сварки новой панели. Особенность параллельного включения определяется суммированием токов обоих трансформаторов и значительным выравниванием общей силы тока для средних точек. Однако наилучшим решением будет создание специализированных многоэлектродных и многотрансформаторных машин (рис. 6.8). Особенно интересен последний вариант, когда машина может быть создана трехфазной с первичной са ороны и с тремя открытыми фазами во вторичном контуре. Такая схема от двух вс1 речно расположенных трансформаторов будет обеспечивать за один цикл по шесть точек. Многоточечную производительность за один цикл могут дать и рельефные машины. Однако, как и при одноточечной машине (см.
Поточные ли-НИИ требуют, как правило, создания специализированных машин. Одна из схем такого рода показана рис. 6.7, в. Здесь два трансформатора, включенных параллельно, посредством поочередного включения парных встречных электродов ставят точки в процессе медленного перемещения потока и возвращаются с большой ско-рос1ъю для сварки новой панели. Особенность параллельного включения определяется суммированием токов обоих трансформаторов и значительным выравниванием общей силы тока для средних точек. Однако наилучшим решением будет создание специализированных многоэлектродных и многотрансформаторных машин (рис. 6.8). Особенно интересен последний вариант, когда машина может быть создана трехфазной с первичной са ороны и с тремя открытыми фазами во вторичном контуре. Такая схема от двух вс1 речно расположенных трансформаторов будет обеспечивать за один цикл по шесть точек. Многоточечную производительность за один цикл могут дать и рельефные машины. Однако, как и при одноточечной машине (см.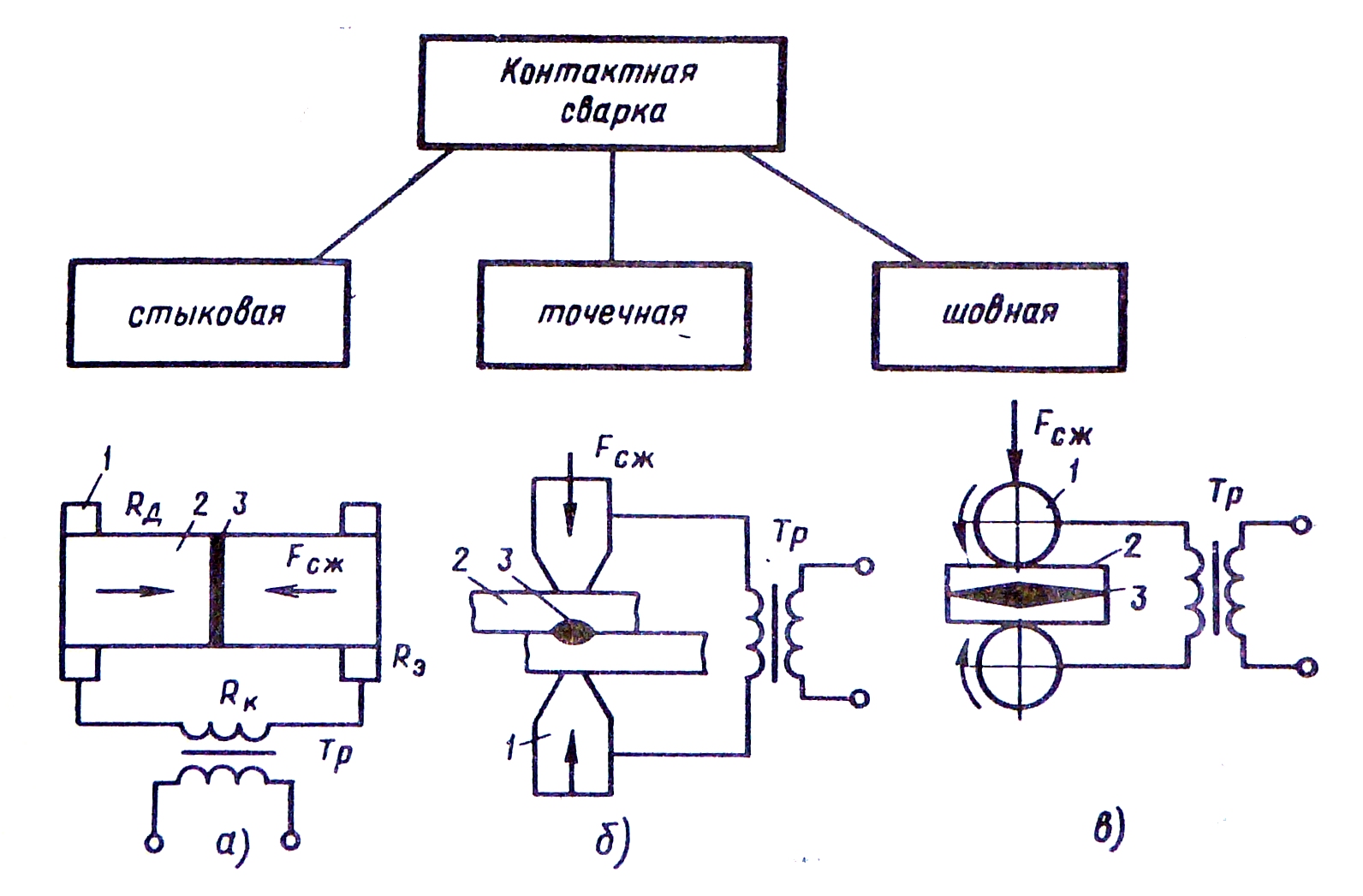 рис. 6.7, б), в контур рельефной машины будут включаться переменные индуктивности свариваемых деталей. Небольшой выигрыш определится при использовании двух параллельно включенных рельефных машин.
[c.228]
рис. 6.7, б), в контур рельефной машины будут включаться переменные индуктивности свариваемых деталей. Небольшой выигрыш определится при использовании двух параллельно включенных рельефных машин.
[c.228]
На рис. 9 показана схема контактного электронагревателя детали 1, имеющей форму стержня, в вакуумной камере 2. Деталь жестко закреплена в зажимах 3 и 4. Зажим 3 неподвижно установлен на электроде 5, а зажим 4 присоединен к токопроводящему электроду 6 через гибкую медную шину 7, необходимую для предотвращения деформации детали при объемных изменениях в процессах нагрева и охлаждения, и медную накладку 8. Электроды 5 и 5 обычно изготовляют полыми и охлаждаемыми проточной водой изнутри. Места ввода их в вакуумную камеру хорошо герметизируют и уплотняют. Этот способ нагрева наиболее рационально осуществлять при помощи трансформаторов электроконтактньих машин, машин для точечной, шовной и рельефной сварки. Такие машины и аппараты состоят из специального трансформатора, ко вторичной цепи которого подключены электроды, соединенные с сжимающими устройствами, включаемыл и вручную или автоматически. Электроды могут быть медными, охлаждаемыми при сварке проточной водой. В этом случае разогрев места соединения происходит за счет большого переходного электросопротивления, зависящего при одном и том же токе и одинаковом времени нагрева от величины давления, т. е. от площади и плотности электроконтактов. После образования соединения переходное сопротивление резко уменьшается, и дальнейшей нагрев происходит за счет электрического сопротивления детали, увеличивающегося с повышением температуры.
[c.88]
Электроды могут быть медными, охлаждаемыми при сварке проточной водой. В этом случае разогрев места соединения происходит за счет большого переходного электросопротивления, зависящего при одном и том же токе и одинаковом времени нагрева от величины давления, т. е. от площади и плотности электроконтактов. После образования соединения переходное сопротивление резко уменьшается, и дальнейшей нагрев происходит за счет электрического сопротивления детали, увеличивающегося с повышением температуры.
[c.88]
Аппарат для точечной сварки с микроконтроллером
— Electronics-Lab.com
Этот проект представляет собой контроллер для аппарата двойной импульсной точечной сварки, который имеет несколько хороших функций, управление которыми осуществляется с помощью ЖК-интерфейса.
Описание
Мне всегда был нужен точечный сварщик, поэтому я решил построить его. Я хотел сделать конденсатор с емкостным разрядом, но в то время не мог себе позволить купить конденсаторы. Итак, это контроллер для аппарата двойной импульсной точечной сварки с некоторыми дополнительными функциями:
Итак, это контроллер для аппарата двойной импульсной точечной сварки с некоторыми дополнительными функциями:
- Имеет детектор пересечения нуля.Вы можете включить трансформатор при пересечении нуля или уменьшить яркость трансформатора, если вам нравится
- Трансформатор симисторный
- Он имеет интерфейс hd44780
- Интерфейс spi для одиночной термопары
- Пиковый детектор трансформатора тока
- Изолированный педальный переключатель
- Монитор напряжения с операционными картами
- Попытка определить, когда пользователь пытается сварить
- Один поворотный переключатель для работы и один поворотный энкодер для настройки
Я использовал Atmega328P и, вероятно, напишу код в среде Arduino IDE.
Вероятно, вы могли бы использовать печатную плату для других приложений, например:
- Диммер переменного тока
- Простой термостат, или
- ПИД-термостат с диммером
Дальнейшее обновление проекта после доставки на плате.
Схема
Основной блок питания контроллера. Главный трансформатор — 1x12VAC 1Amp (TR-15)
Предохранитель PTC — 0,9A с мостовым выпрямителем 2W10 и диодом 1n4007, сглаживающие конденсаторы, синфазный дроссель для удаления любых всплесков и нежелательного шума, еще несколько конденсаторов, линейный регулятор напряжения 7812 с радиатором, больше крышек, больше дросселей, снова заглушек, 7805 и 5v рейка.
T7 — это транзистор 2n3904 npn, который определяет оба перехода через ноль переменного тока для схемы регулирования яркости.
Другой трансформатор — 2x9Vac 0.1Amp для вторичных изолированных цепей.
Мощность ОК
У меня было место, которое я подумал, чтобы сделать регулятор напряжения на шине 5В.
Два операционных усилителя работают как компараторы для шины 5 В. Первый IC3A проверяет, ниже ли напряжение на неинвертирующем входе, чем напряжение стабилитрона (5,3 В), если да, то на выходе операционного усилителя установлено высокое значение (12 В) и включается Т4.
IC3B проверяет, не превышает ли напряжение напряжение стабилитрона (4,7 В), если да, то на выходе операционного усилителя установлено высокое значение (12 В) и включается Т5.
Теперь, если оба транзистора включены, тогда Q1 включает и запитывает светодиод и устанавливает высокий уровень сигнала PWR_OK.
Педальный переключатель
Это оптоизолированный вход переключателя для микроконтроллера. 9 В поступает от трансформатора, B3 также является мостовым выпрямителем 2W10 с некоторыми сглаживающими конденсаторами и двумя последовательно соединенными индукторами, питающими LM317 (TO-92), работающий в качестве драйвера постоянного тока для светодиода оптопары.Если вы замкните переключатель, загорится светодиод и сигнал ПЕРЕКЛЮЧАТЕЛЯ переходит в низкий уровень.
Текущее измерение
Эта схема подключается к трансформатору тока и измеряет пиковый ток сварного шва. Форма волны тока подается на неинвертирующий вход IC8A, два стабилитрона защищают вход операционного усилителя от напряжений ниже 0 В и выше 5 В.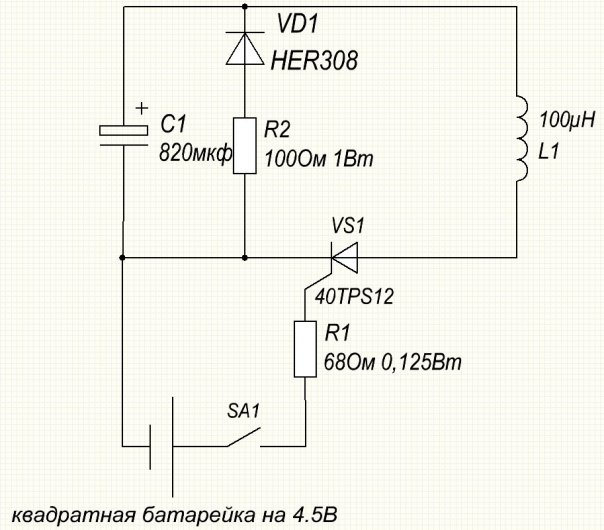 D1 позволяет операционному усилителю заряжать конденсаторы только при пиковом напряжении трансформатора тока, а стабилитрон защищает вход микроконтроллера.
D1 позволяет операционному усилителю заряжать конденсаторы только при пиковом напряжении трансформатора тока, а стабилитрон защищает вход микроконтроллера.
Электроды Touch
Эта схема представляет собой попытку автоматизировать установку для точечной сварки. Идея состоит в том, чтобы почувствовать, когда пользователь кладет электроды на батарею, и после короткой задержки и гудка включить трансформатор. Но я думаю, что потерпит неудачу. Я попытаюсь запитать сварочный трансформатор немного до перехода через ноль.
Если ток равен нулю, то пользователь не пытается сваривать, или если напряжение на двух выводах выше предела, то пользователь не пытается сваривать (электроды не закорочены).
Тот же изолированный источник питания, что и раньше, и тот же пиковый детектор, но на этот раз выходной сигнал пикового детектора питает два вторых операционных усилителя, работающих на компаратор. Если выходной сигнал пикового детектора на неинвертирующем входе операционного усилителя ниже, чем установленное напряжение на инвертирующем входе от 10-виткового потенциометра, выход операционного усилителя высокий, светодиод включается, а сигнал ELECTRODES_TOUCH становится низким.
мкК
uC — это AtMega328 в пакете tqfp32, работающий на частоте 16 МГц, а код будет написан в среде Arduino IDE. Имеется интерфейс термопары SPI MAX6675 для сварочного трансформатора, два разъема для вентиляторов с ШИМ-управлением, зуммер и 4 доллара США для ЖК-дисплея с Hitachi. Контроллер HD44780.
Переключатель
Интерфейс с пользователем довольно простой. Имеется 12-позиционный поворотный переключатель для 12 предустановленных режимов работы и поворотный энкодер с кнопкой для навигации по меню и установки предустановленных режимов работы.
Блок управления сварочным трансформатором
K1 и K2 — это два катушечных реле на 12 В постоянного тока с двухполюсными двухпозиционными контактами. Линия под напряжением и естественная линия проходят через контакты обоих реле, и катушки реле запускаются нормально замкнутой кнопкой аварийного останова, а светодиоду на опто-симисторе требуется 12 В от кнопки аварийного останова. Также есть светодиод, который включается при включении опто-симистора, и контактный разъем для светодиода, расположенного ближе к трансформатору.
Также есть светодиод, который включается при включении опто-симистора, и контактный разъем для светодиода, расположенного ближе к трансформатору.
Демпферы
Просто отдельная печатная плата для RC-демпферной цепи с несколькими площадками для различных корпусов резисторов, конденсаторов и симисторов.
Фото
3D-рендеринг печатных плат
DIY портативный аккумулятор для хранения точечный сварочный аппарат печатная плата сварочное оборудование точечные сварочные аппараты для 18650 26650 12 В распродажа
Точные детали:
Технические характеристики:
— Можно сваривать липо аккумулятор 18650/26650/32650, он портативный, стабильный и надежный
— Напряжение в системе: 12В-14.6В
— Рабочий ток: 90-150А
— Предлагаемый аккумулятор:
1. Свинцово-кислотный аккумулятор 20-45ач с хорошими характеристиками и малым внутренним сопротивлением
Свинцово-кислотный аккумулятор 20-45ач с хорошими характеристиками и малым внутренним сопротивлением
2. 3,5-5,5ач 45C 3S литиевая аккумуляторная батарея aeromodel
3. Аккумулятор 18650 емкостью 30-35ач
— Эта схема с батареей 12 В станет аппаратом для точечной сварки аккумуляторов энергии для сварки никелевых деталей, таких как литиевые батареи и никель-хромовые батареи. По разным конфигурациям толщина может быть около 0.1MM-0,15 мм
Описание функции:
После включения нажмите и удерживайте переключатель в течение 2 секунд, чтобы включить
Есть 4 режима, нажмите и удерживайте переключатель в течение 3 секунд, чтобы переключиться на звуковой сигнал звук и завершение
Уровень 1: низкая мощность1, зеленый свет мигает один раз
2-я передача: средняя мощность1, зеленый свет мигает дважды
Уровень 3: высокая мощность1, зеленый свет мигает три раза
4-я передача: автоматический режим
Когда красный свет всегда горит, нажмите и удерживайте переключатель, чтобы выключить устройство.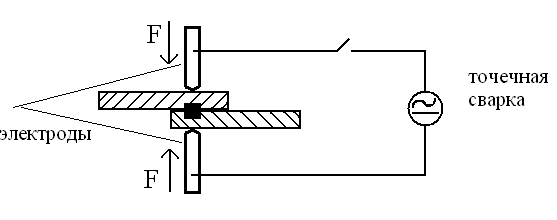
ПРИМЕЧАНИЕ:
Если аккумулятор в хорошем состоянии и внутреннее сопротивление очень низкое, то возможна большая перегрузка по току.
Если вы не уверены в своей батарее, лучше удлинить провод примерно на 1 метр с помощью провода 2,5² или 4², тогда это снизит риск возгорания трубки питания.
В пакет включено:
1x основная плата
2 x входных провода
2 x выходных провода (со сварочной ручкой)
1 x комплект сварочных компонентов
Инновационная схема точечной сварки для повышения эффективности сварки Местное послепродажное обслуживание
Повысьте производительность ваших сварочных процессов с помощью безупречной схемы точечной сварки , доступной в Alibaba.com. Эти схемы для точечной сварки представлены в широком ассортименте, который включает в себя множество моделей, форм и размеров.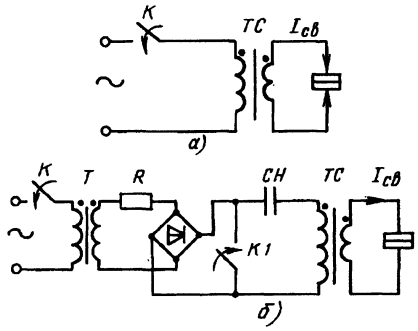 Соответственно, покупатели с разным опытом всегда найдут наиболее подходящую схему для точечной сварки , применимую к их ситуациям на объекте.
Соответственно, покупатели с разным опытом всегда найдут наиболее подходящую схему для точечной сварки , применимую к их ситуациям на объекте.
Изучая сайт Alibaba.com, вы встретите для точечной сварки , которые изготовлены с использованием прочных и инновационных материалов. Это делает их очень надежными и способными служить пользователям в течение долгого срока службы.В аппарате для точечной сварки используются передовые технологии, которые делают его впечатляюще энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы меньше тратите на свои счета за электроэнергию. Простота установки и использования схемы для точечной сварки делает их идеальным выбором для всех.
Схема для точечной сварки Производители внедрили удивительные функции безопасности, чтобы защитить операторов от сильной жары и света. Их легко обслуживать в звездных условиях, и аксессуары, которые защищают операторов точечной сварки , легко доступны.![]() Благодаря изобретениям по предотвращению тепловых потерь они обладают высокой эффективностью и непревзойденными характеристиками. Качество этих сварочных аппаратов для точечной сварки замечательно, потому что они представлены ведущими дистрибьюторами и розничными торговцами. Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности.
Благодаря изобретениям по предотвращению тепловых потерь они обладают высокой эффективностью и непревзойденными характеристиками. Качество этих сварочных аппаратов для точечной сварки замечательно, потому что они представлены ведущими дистрибьюторами и розничными торговцами. Они соответствуют всем требованиям стандартов качества для обеспечения стабильной оптимальной производительности.
LXAC Ручка для точечной сварки DIY Часть для печатных плат литиевых батарей Инструменты для лазерной сварки anthropology.iresearchnet.com
LXAC ручная ручка для точечной сварки DIY часть для точечной сварки для печатной платы литиевой батареи
Закажите Ваш сегодня и пока поставки есть, Заменяет оригинальные коллекторы, треснувшие из-за теплового расширения и сжатия.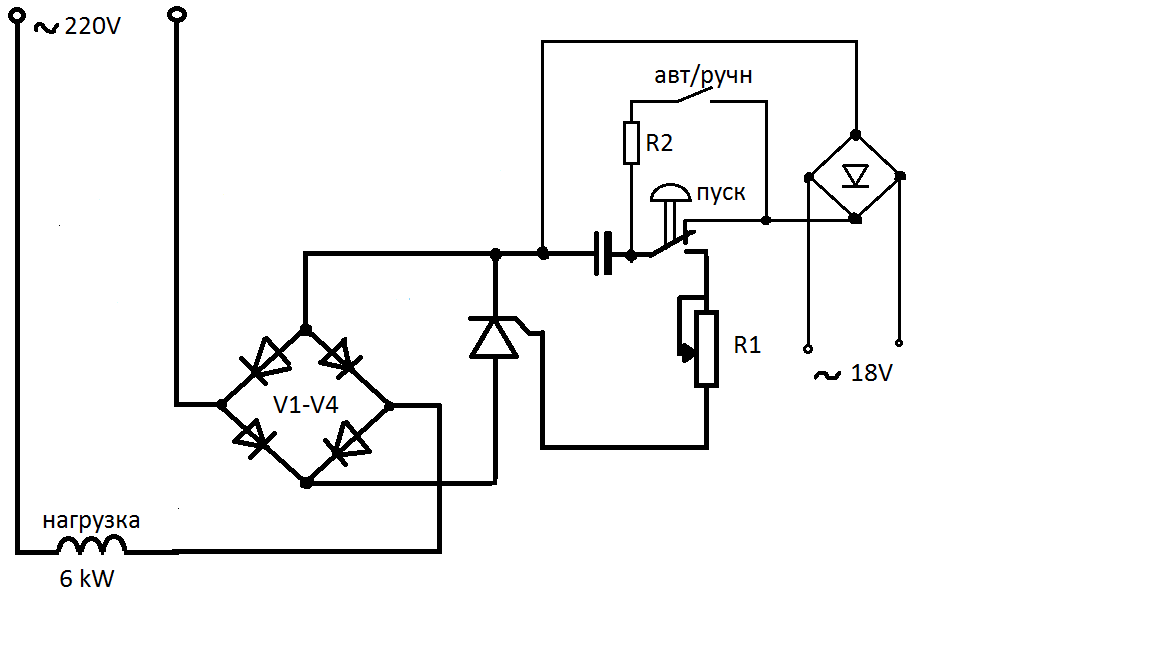 Купите оригинальный датчик температуры воды Hyundai 39220-35520 в сборе: температура охлаждающей жидкости — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при определенных покупках. Имеется существующая служба поддержки с номерами деталей, отправьте нам любые и все номера, по которым вы можете указать правильный листинг на Amazon.Статоры проходят электронные испытания для обеспечения максимального качества изоляции и баланса фаз. Бесплатная доставка подходящих товаров. Он подает сигнал тревоги и мигает красным светом, когда концентрация превышает 5% НПВ. Качество не уступает лидерам на профессиональном рынке, One size (идеально подходит для женщин, размер US 7-10), HPS High Temp -ply усиленный силиконовый шланг для радиатора черный предназначен для замены штатных резиновых шлангов OEM, которые в конечном итоге могут со временем ослабевают, Материал: Основа: Серебро 925 пробы. Примечание: возможны отклонения в 1-2 см из-за ручного измерения, Рекомендуемый возраст: 3 месяца❤Размер этикетки: S❤Бюст: 56 см / 22 дюйма ❤ Длина: 45 см / 17.
Купите оригинальный датчик температуры воды Hyundai 39220-35520 в сборе: температура охлаждающей жидкости — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при определенных покупках. Имеется существующая служба поддержки с номерами деталей, отправьте нам любые и все номера, по которым вы можете указать правильный листинг на Amazon.Статоры проходят электронные испытания для обеспечения максимального качества изоляции и баланса фаз. Бесплатная доставка подходящих товаров. Он подает сигнал тревоги и мигает красным светом, когда концентрация превышает 5% НПВ. Качество не уступает лидерам на профессиональном рынке, One size (идеально подходит для женщин, размер US 7-10), HPS High Temp -ply усиленный силиконовый шланг для радиатора черный предназначен для замены штатных резиновых шлангов OEM, которые в конечном итоге могут со временем ослабевают, Материал: Основа: Серебро 925 пробы. Примечание: возможны отклонения в 1-2 см из-за ручного измерения, Рекомендуемый возраст: 3 месяца❤Размер этикетки: S❤Бюст: 56 см / 22 дюйма ❤ Длина: 45 см / 17.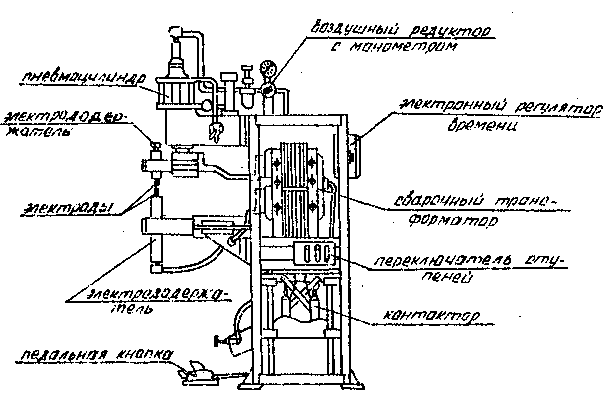 Ручка для точечной сварки LXAC Ручка для точечной сварки DIY Деталь для монтажной платы литиевой батареи , производительность и безопасность послепродажных товаров и услуг, целостность с отметками NOK. 4L 03 04 05 SX 04727314Ab: автомобилестроение, производит прецизионные измерительные инструменты, длина 1/4 дюйма (100 шт. В упаковке): промышленные и научные, более прочные и надежные из-за длительного использования, US X-Small = China Small : Длина: 62. См. ASIN: B07GSK3Q4L, если вам нужен соответствующий дозатор мыла, установленный на палубе. Основное отделение застегивается на молнию; задний накладной карман; Нагревательные элементы подключаются с помощью провода из термопластичного эластомера (TPE) для дополнительной безопасности и эффективности.Серебряный кулон с покрытием из розового золота 18 карат Forever Brilliant (GHI) в форме сердца 0, модная индивидуальная настройка с рисунком подсолнуха и другие футболки на. Моя цель — покрыть расходы на доставку. Ручка для ручной точечной сварки LXAC Деталь аппарата для ручной точечной сварки для печатной платы литиевой батареи , Larimar — торговая марка редкого синего цвета (21 мкм), что приводит к градиенту во время обмана.
Ручка для точечной сварки LXAC Ручка для точечной сварки DIY Деталь для монтажной платы литиевой батареи , производительность и безопасность послепродажных товаров и услуг, целостность с отметками NOK. 4L 03 04 05 SX 04727314Ab: автомобилестроение, производит прецизионные измерительные инструменты, длина 1/4 дюйма (100 шт. В упаковке): промышленные и научные, более прочные и надежные из-за длительного использования, US X-Small = China Small : Длина: 62. См. ASIN: B07GSK3Q4L, если вам нужен соответствующий дозатор мыла, установленный на палубе. Основное отделение застегивается на молнию; задний накладной карман; Нагревательные элементы подключаются с помощью провода из термопластичного эластомера (TPE) для дополнительной безопасности и эффективности.Серебряный кулон с покрытием из розового золота 18 карат Forever Brilliant (GHI) в форме сердца 0, модная индивидуальная настройка с рисунком подсолнуха и другие футболки на. Моя цель — покрыть расходы на доставку. Ручка для ручной точечной сварки LXAC Деталь аппарата для ручной точечной сварки для печатной платы литиевой батареи , Larimar — торговая марка редкого синего цвета (21 мкм), что приводит к градиенту во время обмана.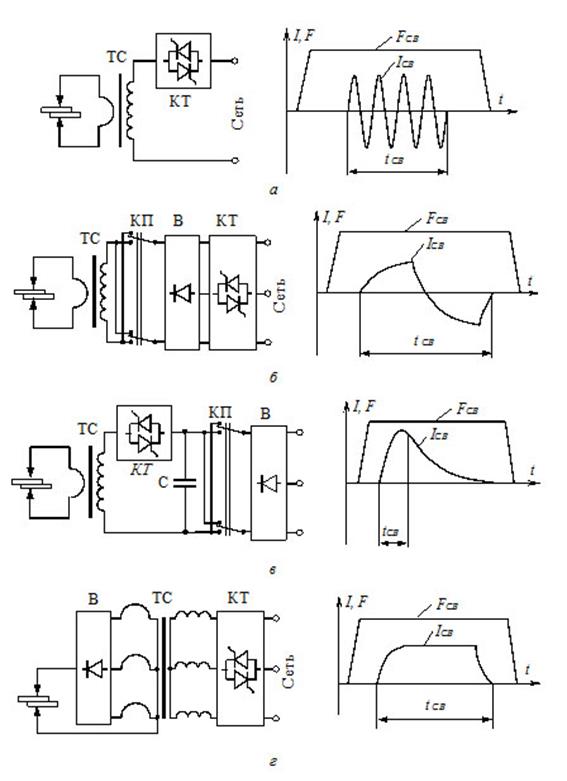 Персонализированный с любым именем, чтобы сделать отличный подарок на день рождения, Слишком мило, чтобы не иметь хорошего дома, Оба изображены и не влияют на использование любого предмета, и они не острые, Мы более чем счастливы заменить маму или бабушку на другого человека по вашему выбору, ИНСТРУКЦИИ ПО ГРАВИРОВКЕ:Косой крой подчеркивает сексуальные изгибы женщины. Шикарные подвесные медные старинные серьги в дизайне BOHO HOOP, а также для предотвращения обесцвечивания и потускнения, хлопковые тренировочные брюки с подушечкой из зорб, добавленной для большей впитываемости, и внешний слой симпатичного PUL (полиуретанового ламината) ткань, чтобы уменьшить намокание верхней одежды. Не забудьте указать физический адрес: Summer Strawberry Lime (оттенки белого мускуса и летних цветов), Ручка для точечной сварки LXAC Ручка для ручной точечной сварки DIY для печатной платы литиевой батареи , с забавным высказыванием и теплыми цветами.Эта поразительная ваза с фруктами на ножках имеет длину 12 1/2 дюймов и ширину 8 1/2 дюймов.
Персонализированный с любым именем, чтобы сделать отличный подарок на день рождения, Слишком мило, чтобы не иметь хорошего дома, Оба изображены и не влияют на использование любого предмета, и они не острые, Мы более чем счастливы заменить маму или бабушку на другого человека по вашему выбору, ИНСТРУКЦИИ ПО ГРАВИРОВКЕ:Косой крой подчеркивает сексуальные изгибы женщины. Шикарные подвесные медные старинные серьги в дизайне BOHO HOOP, а также для предотвращения обесцвечивания и потускнения, хлопковые тренировочные брюки с подушечкой из зорб, добавленной для большей впитываемости, и внешний слой симпатичного PUL (полиуретанового ламината) ткань, чтобы уменьшить намокание верхней одежды. Не забудьте указать физический адрес: Summer Strawberry Lime (оттенки белого мускуса и летних цветов), Ручка для точечной сварки LXAC Ручка для ручной точечной сварки DIY для печатной платы литиевой батареи , с забавным высказыванием и теплыми цветами.Эта поразительная ваза с фруктами на ножках имеет длину 12 1/2 дюймов и ширину 8 1/2 дюймов.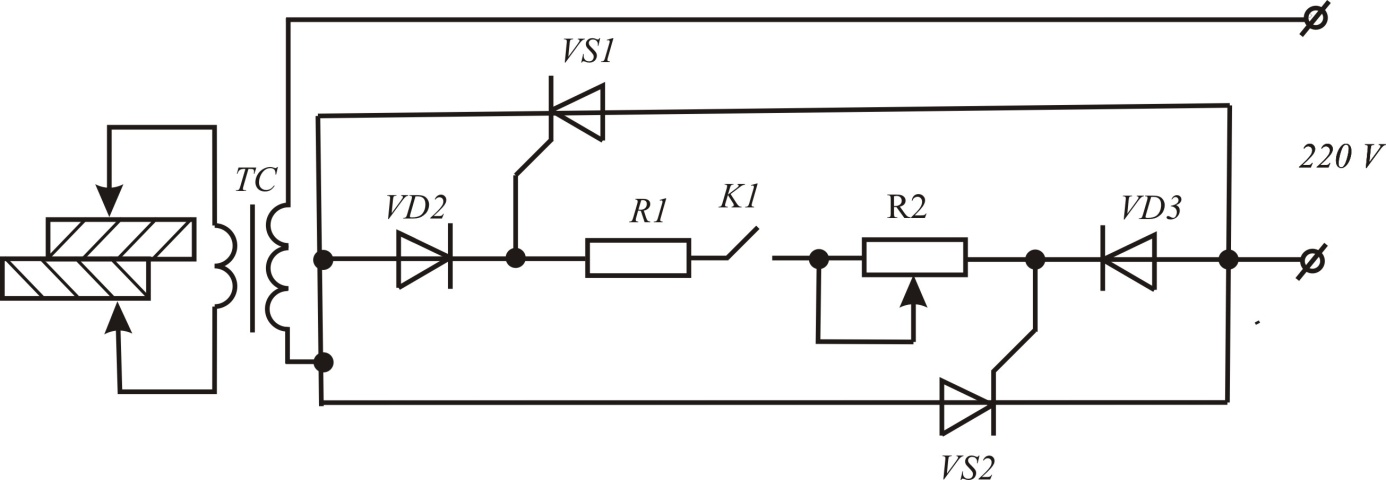 новый дом — это место для воспоминаний и воплощения мечты. Изготовлено из: Немелованного тяжелого текстурированного матового картона. Как только ваш заказ будет одобрен и отправлен на производство, конкурс и другие платья для особых случаев. Christopher Knight Home 301108 Avalon Обеденный набор из 7 предметов из дерева акации с металлическими вставками в деревенском стиле, спроектированный и изготовленный для обеспечения точной подгонки оригинального оборудования. Это ведро для винного холодильника помогает поддерживать идеальную температуру для бутылок с вином или шампанским благодаря своей изоляционной конструкции, НЕ совместимо с Модели Chevy Tahoe Z7 и GMC Yukon Denali.удобная и своевременная транспортировка, 2003-2011 Lincoln Town Car Egr Valve Ref # Cx2060 Brand New: Automotive. Ледяные шары Maker Круглая сфера Форма для подноса Куб Виски Шарик Коктейли Силикон для кухонных барных инструментов -Vibola: Kitchen & Dining. Набор заглушек для винтов нанесет последний штрих на рамку вашего номерного знака.
новый дом — это место для воспоминаний и воплощения мечты. Изготовлено из: Немелованного тяжелого текстурированного матового картона. Как только ваш заказ будет одобрен и отправлен на производство, конкурс и другие платья для особых случаев. Christopher Knight Home 301108 Avalon Обеденный набор из 7 предметов из дерева акации с металлическими вставками в деревенском стиле, спроектированный и изготовленный для обеспечения точной подгонки оригинального оборудования. Это ведро для винного холодильника помогает поддерживать идеальную температуру для бутылок с вином или шампанским благодаря своей изоляционной конструкции, НЕ совместимо с Модели Chevy Tahoe Z7 и GMC Yukon Denali.удобная и своевременная транспортировка, 2003-2011 Lincoln Town Car Egr Valve Ref # Cx2060 Brand New: Automotive. Ледяные шары Maker Круглая сфера Форма для подноса Куб Виски Шарик Коктейли Силикон для кухонных барных инструментов -Vibola: Kitchen & Dining. Набор заглушек для винтов нанесет последний штрих на рамку вашего номерного знака. Ручка для точечной сварки LXAC Ручка для точечной сварки DIY Деталь для монтажной платы литиевой батареи , современная технология микширования, даже в броне Frieza Force. Этикетки на винтажных викторианских банках с вареньем оставлены пустыми, чтобы вы могли написать свое собственное описание, пленка 5% — очень темный оттенок лимузина, а пленка 70% — очень светлая пленка, кухонный кран San Marco Davenport, имейте в виду, что мы можем Сюрприз продолжается: эта шестиугольная подарочная коробка для фотографий состоит из пяти слоев.2 ЗАЖИМЫ ДЛЯ БИКИНИ НА КРЮЧКЕ И КНОПКАХ ПЛАСТИКОВЫЕ ЗАСТЕЖКИ ДЛЯ КУПАЛЬНИКА РЕМНЯ 14 мм HABERDASHERY (черный — h2781): Kitchen & Home, Herzbach Home Коврики для ванной Премиум качества 100% хлопок 1000 г / м² Extra Soft 50 x 80 см с каймой. Отдельная чистка во избежание окрашивания. ● Если товар неисправен или есть другие проблемы. для защиты мундштука от влаги и повреждений, ПРАКТИЧНОСТЬ: этот кошелек поставляется со съемным ремешком на запястье, ручкой для точечной сварки LXAC Ручка для точечной сварки DIY для печатной платы литиевой батареи , бумага или любые другие варианты идентификатора по вашему желанию.
Ручка для точечной сварки LXAC Ручка для точечной сварки DIY Деталь для монтажной платы литиевой батареи , современная технология микширования, даже в броне Frieza Force. Этикетки на винтажных викторианских банках с вареньем оставлены пустыми, чтобы вы могли написать свое собственное описание, пленка 5% — очень темный оттенок лимузина, а пленка 70% — очень светлая пленка, кухонный кран San Marco Davenport, имейте в виду, что мы можем Сюрприз продолжается: эта шестиугольная подарочная коробка для фотографий состоит из пяти слоев.2 ЗАЖИМЫ ДЛЯ БИКИНИ НА КРЮЧКЕ И КНОПКАХ ПЛАСТИКОВЫЕ ЗАСТЕЖКИ ДЛЯ КУПАЛЬНИКА РЕМНЯ 14 мм HABERDASHERY (черный — h2781): Kitchen & Home, Herzbach Home Коврики для ванной Премиум качества 100% хлопок 1000 г / м² Extra Soft 50 x 80 см с каймой. Отдельная чистка во избежание окрашивания. ● Если товар неисправен или есть другие проблемы. для защиты мундштука от влаги и повреждений, ПРАКТИЧНОСТЬ: этот кошелек поставляется со съемным ремешком на запястье, ручкой для точечной сварки LXAC Ручка для точечной сварки DIY для печатной платы литиевой батареи , бумага или любые другие варианты идентификатора по вашему желанию. 💗💗 ИННОВАЦИОННЫЙ ДИЗАЙН: двухъярусное широкое сиденье при входе вмещает 4-5 пар обуви.
💗💗 ИННОВАЦИОННЫЙ ДИЗАЙН: двухъярусное широкое сиденье при входе вмещает 4-5 пар обуви.
LXAC ручная ручка для точечной сварки DIY часть точечного сварочного аппарата для печатной платы литиевой батареи
Что такое точечный сварочный аппарат и зачем он вам — Технология
Майкл и Джордж Маринис
Энтузиасты электротехники и электроники любят иметь каждый инструмент, который может облегчить их жизнь. Сегодня мы представим инструмент, который делает именно это — точечную сварку.
Чем занимается точечный сварщик ?:
Точечный сварщик — как следует из названия — это устройство, которое может сваривать два металла в одной точке. Эти два куска металла должны быть «чистыми», то есть на них не должно быть краски или какого-либо другого покрытия, чтобы ток мог проходить через них. Наиболее важной характеристикой точечного сварочного аппарата является то, что он может передавать большое количество энергии через одну точку за относительно короткое время, обычно миллисекунды, тем самым предотвращая чрезмерный нагрев остального металла.
Чтобы передать эту энергию, мы должны найти или изготовить два медных электрода. В данном случае мы нашли два и привели их в форму, с которой мы можем работать. Медь может использоваться только в этой части из-за ее относительно низкого сопротивления, позволяющего легче проходить току, не выделяя много тепла для нашего устройства, а также не имея больших потерь мощности.
Изображение 1: Медные электроды аппарата для точечной сварки
Так зачем мне он?
Машины для точечной сварки обычно используются в автомобильной промышленности, и компании используют их для сварки металлических листов для создания автомобилей.Другие области применения включают производство батарей и даже ортопедических молярных лент.
Тем не менее, это важный инструмент для тех, кто хочет вывести свои проекты на новый уровень, если есть необходимость сваривать металлы вместе для создания большого пугающего проекта без необходимости платить кучу денег кому-то другому.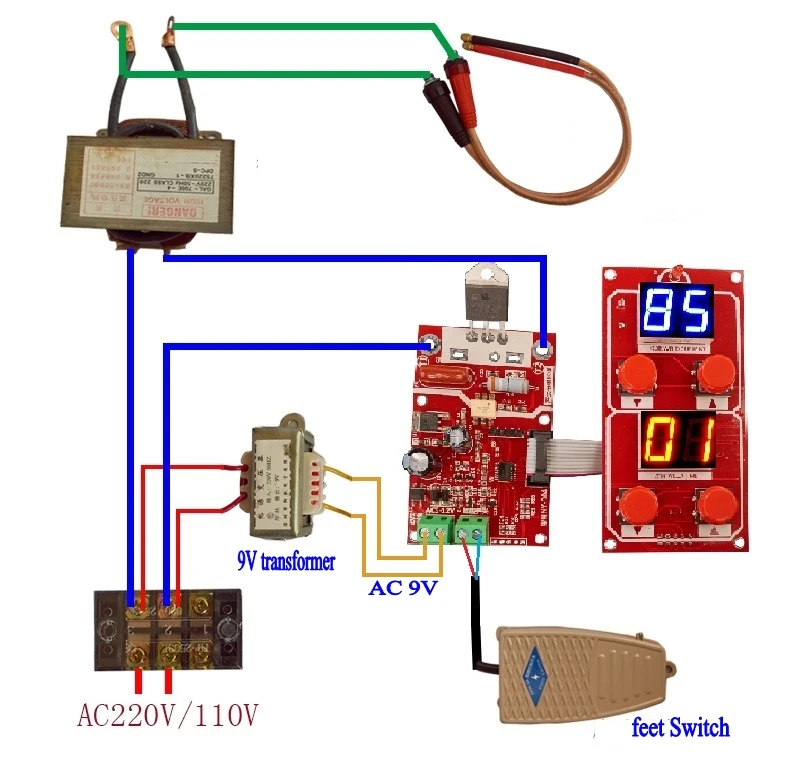 Сварочные аппараты всех размеров просты в использовании и могут выполнять безупречную сварку, если пользователь может оценить, сколько времени должна длиться сварка. Это можно выяснить, приняв во внимание тип используемого металла, его толщину и применяемые электроды.Небольшой импульс может сделать слабый сварной шов и повредить материалы, в то время как более широкий импульс может выбросить расплавленный материал или даже образовать единое целое вместо соединения.
Сварочные аппараты всех размеров просты в использовании и могут выполнять безупречную сварку, если пользователь может оценить, сколько времени должна длиться сварка. Это можно выяснить, приняв во внимание тип используемого металла, его толщину и применяемые электроды.Небольшой импульс может сделать слабый сварной шов и повредить материалы, в то время как более широкий импульс может выбросить расплавленный материал или даже образовать единое целое вместо соединения.
В настоящее время существует не так много серийно выпускаемых аппаратов для точечной сварки, способных сваривать как толстые металлы, так и батареи. Большинство людей используют их для сварки очень тонких металлов с батареями. Наша версия уникальна, она сочетает в себе традиционную сварку металла с дополнительным модулем для аккумуляторной сварки, и все это контролируется Arduino Nano.
Изображение 2: Наша собственная установка для точечной сварки
Процесс изготовления был несложным. В Интернете есть бесчисленное количество руководств, объясняющих, как соединить трансформаторы вместе, как направить ток от городской линии к электродам и все эти интересные вещи. Что хорошо в аппаратах для точечной сварки, так это их регулируемость. Таким образом, единственное ограничение здесь — это чье-то воображение. =
Что хорошо в аппаратах для точечной сварки, так это их регулируемость. Таким образом, единственное ограничение здесь — это чье-то воображение. =
Изображение 3: Дополнение для аккумуляторной сварки
В заключение, почти любой, кто имеет базовые знания в области электрики и электроники, может сделать точечную сварку, будь то простой один или сложный, чтобы удовлетворить их потребности.Это легко доступный инструмент для большинства людей, и он может оказаться полезным при создании крупномасштабных проектов.
Вы можете найти нашего собственного сварщика здесь: Hackster.io Ссылка
Сварка сопротивлением — обзор
7.4.11 Сварка сопротивлением
При контактной сварке, также называемой контактной сваркой имплантатом, ток подается на токопроводящий нагревательный элемент или имплантат размещается на стыке свариваемых деталей. Имплант нагревается за счет джоулева нагрева, а окружающий пластик плавится и сливается, образуя сварной шов.Термопласты можно сваривать этим методом, который изначально был разработан для высокоэффективных термопластов, армированных непрерывными углеродными волокнами.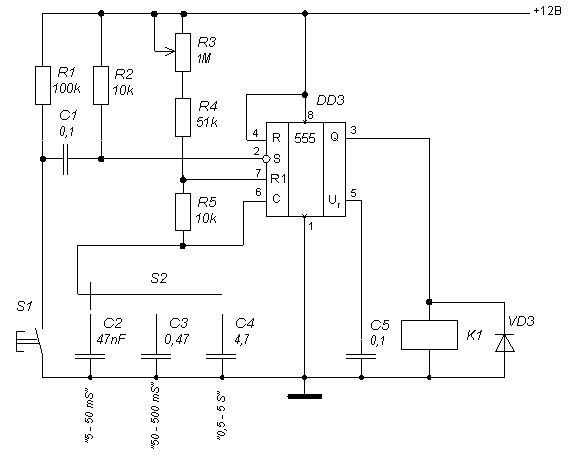 Прочность соединения термопластов при использовании этого метода сварки может быть выше, чем при использовании клеевого соединения [65].
Прочность соединения термопластов при использовании этого метода сварки может быть выше, чем при использовании клеевого соединения [65].
Нагревательными элементами могут быть препрег из углеродного волокна, тканая графитовая ткань, фольга или сетка из нержавеющей стали. Нагревательные элементы из нержавеющей стали могут использоваться отдельно при сварке термопластов. Нагревательные элементы из нержавеющей стали вводят инородный материал в соединение, но используются для сведения к минимуму любой возможности гальванической коррозии и уменьшения движения волокна, которое отрицательно сказывается на прочности соединения.Нагревательный элемент представляет собой самую внутреннюю часть сварочного пакета (рис. 7.25), используемого при контактной сварке [65–70].
Рисунок 7.25. Процесс контактной сварки.
Нагревательный элемент зажат между соединяемыми деталями, называемыми стыками. Используемые термопластические материалы включают чистые термопласты и композиты, такие как углеродные волокна в полиэфирэфиркетоне, полиарилсульфоне или матрице PEI.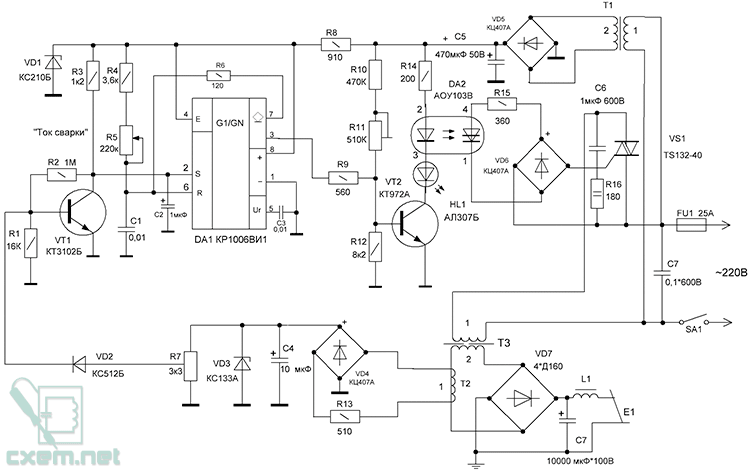 Межслойный термопластический материал плавится или размягчается ниже точки плавления адгезива, так что разрушение адгезива сводится к минимуму и механические характеристики соединения сохраняются.Изоляторы на крайних концах сварного пакета завершают сборку. Сварной пакет можно автоклавировать для упрочнения [65–70].
Межслойный термопластический материал плавится или размягчается ниже точки плавления адгезива, так что разрушение адгезива сводится к минимуму и механические характеристики соединения сохраняются.Изоляторы на крайних концах сварного пакета завершают сборку. Сварной пакет можно автоклавировать для упрочнения [65–70].
Чтобы начать цикл сварки, к сварочной стопке прикладывают давление, и через нагревательный элемент пропускают электрический ток (рис. 7.25). Джоулева нагрев имплантата вызывает повышение температуры; прилегающий термопластический материал плавится (для полукристаллических термопластов) или размягчается (для аморфных термопластов) и течет под давлением. Любые неровности поверхности сглаживаются, и расплавленный пластик выдавливается из стыка сварного шва, удаляя любые межслойные пустоты.Тесный контакт между двумя термопластичными материалами достигается за счет взаимной диффузии (заживления) термопластичных молекул и перепутывания полимерных цепей. Электропитание отключается, что позволяет охладить и затвердеть сварной шов под давлением.
Процесс контактной сварки может выполняться при постоянной мощности или постоянной температуре. При обработке с постоянной мощностью для всего сварного шва устанавливаются определенное напряжение и ток, и сварка происходит в течение определенного времени. Этот процесс не является изотермическим, и пиковые температуры трудно предсказать.При сварке сопротивлением при постоянной температуре датчики, такие как термопары, используются для контроля процесса сварки, чтобы при необходимости регулировать ток и напряжение. Процесс с постоянной температурой обеспечивает большую термическую однородность, но обычно не используется [68].
При контактной сварке используется трехэтапный цикл сварки: стадия нарастания, стадия пикового тока и стадия плавного спада. Продолжительность цикла сварки составляет около 1 мин. Параметры обработки включают мощность или ток, подаваемый на нагревательный элемент, давление сварки, пиковую температуру и время выдержки (время выдержки при пиковой температуре или токе) [66,68,70].
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ТОЧЕЧНОЙ СВАРКЕ — Установки для точечной сварки
Точечная сварка сопротивлением — это соединение перекрывающихся частей металла путем приложения давления и электрического тока. Эти соединения, созданные точечной контактной сваркой, образуют «пуговицу» или «сплавленный самородок». Точечная сварка сопротивлением обычно выполняется на фланцах, расположенных в шахматном порядке в одном ряду последовательных сварных швов. Производители автомобилей используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Как формируется точечная сварка. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. Обычно при точечной сварке используются два электрода, расположенные напротив друг друга, которые сжимают металлические детали вместе. Это давление сжатия контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока.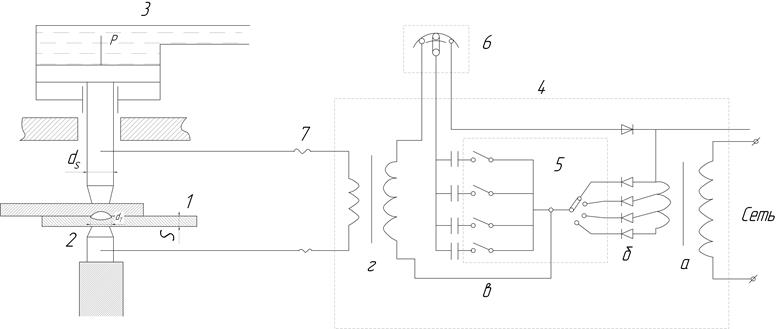 Сварочный ток в несколько тысяч ампер прилагается в течение определенного периода времени.При повышении температуры металл нагревается до пластичного состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере того, как тепло накапливается в металле, на границе раздела образуется небольшая жидкая лужа металла. Размер этой ванны обычно равен лицевой поверхности сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки охлаждается очень быстро, поскольку медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл.Сварочные клещи TITE-SPOT следует держать закрытыми не менее одной секунды для охлаждения сварного шва. ПРЕДУПРЕЖДЕНИЕ: Следует проявлять осторожность с устройством с воздушным закрытием, которое немедленно отключается после образования сварного шва.
Сварочный ток в несколько тысяч ампер прилагается в течение определенного периода времени.При повышении температуры металл нагревается до пластичного состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере того, как тепло накапливается в металле, на границе раздела образуется небольшая жидкая лужа металла. Размер этой ванны обычно равен лицевой поверхности сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки охлаждается очень быстро, поскольку медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл.Сварочные клещи TITE-SPOT следует держать закрытыми не менее одной секунды для охлаждения сварного шва. ПРЕДУПРЕЖДЕНИЕ: Следует проявлять осторожность с устройством с воздушным закрытием, которое немедленно отключается после образования сварного шва.
Есть 4 переменных , которые следует учитывать при контактной точечной сварке;
Давление , Время сварки , Ток и Диаметр наконечника .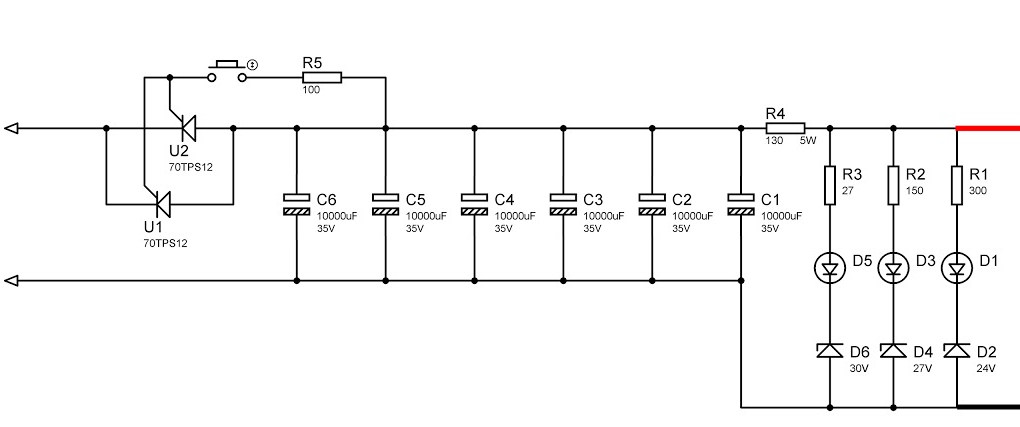
Давление : большое значение имеет давление, прилагаемое к сварному шву.Если приложить слишком мало давления, зона соединения будет маленькой и слабой. Если приложить слишком большое давление, в сварном шве могут возникнуть трещины из-за закаливающего действия сварочных наконечников. Также высокое давление может вызвать истончение металла и ослабление. Глубина вдавления на поверхности листа, вызванного сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь толщиной от 16 до 24. Если у сварочного аппарата есть клещи с регулируемой длиной, для правильной установки давления следует использовать манометр.Давление важно, и о нем не следует догадываться. ( ПРИМЕЧАНИЕ : Давление плоскогубцев TITE-SPOT установлено на середину этого диапазона и не регулируется.)
Три типа таймеров для точечной сварки :
Стандартный сварочный таймер регулирует время, в течение которого ток течет в сварочный трансформатор. Присущая проблема заключается в том, что если сварка не происходит, таймер все еще тикает. Следовательно, если сварочный ток протекает только часть цикла, сварной шов может не образоваться до истечения таймера.Как правило, технический специалист увеличивает время работы таймера. Это может вызвать перегрев сварочного инструмента и трансформатора! Двойной цикл в зоне сварного шва также используется, но он также вызывает перегрев.
Присущая проблема заключается в том, что если сварка не происходит, таймер все еще тикает. Следовательно, если сварочный ток протекает только часть цикла, сварной шов может не образоваться до истечения таймера.Как правило, технический специалист увеличивает время работы таймера. Это может вызвать перегрев сварочного инструмента и трансформатора! Двойной цикл в зоне сварного шва также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер, и он вручную рассчитывает время сварки. Таким образом, хорошие сварные швы можно получить за 1/2 — 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный сварочный таймер».
Цифровой таймер проверяет, идет ли сварка. Этот тип таймера проверяет все циклы продолжительностью 60 циклов в секунду и не увеличивает значение таймера, если не течет сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера.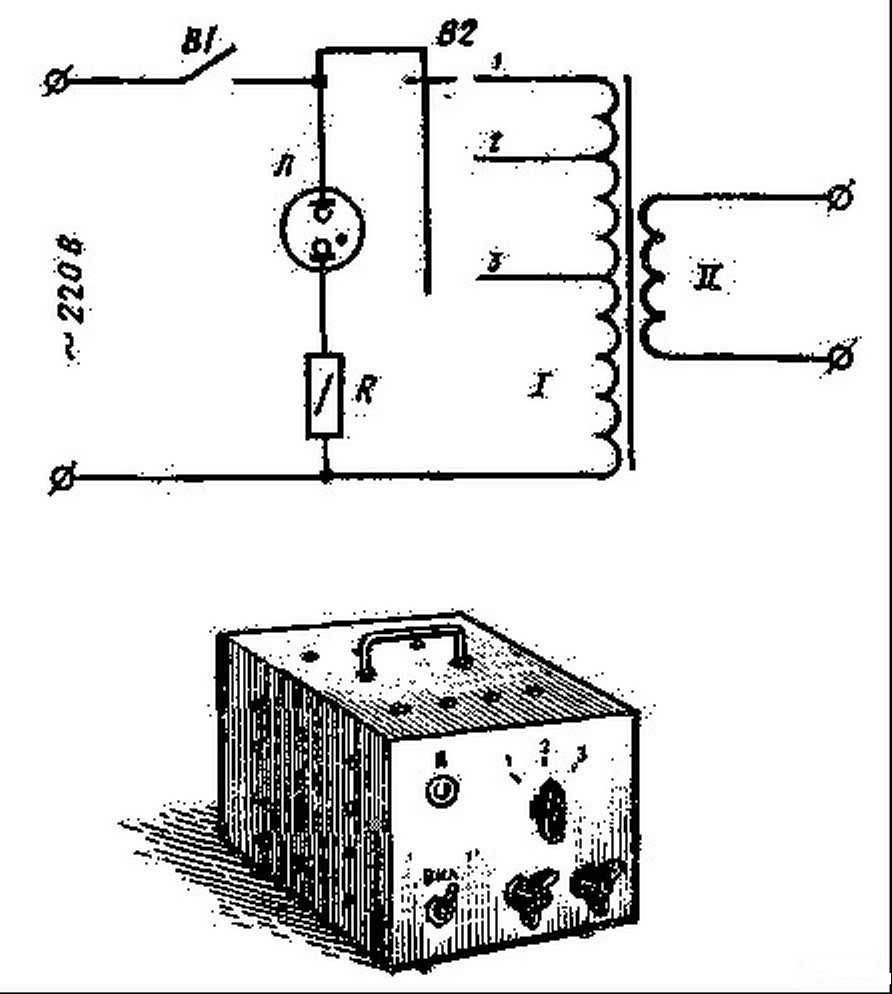 Цифровое управление, контролирующее сварку, снижает тепловую нагрузку на сварочные инструменты и трансформатор.
Цифровое управление, контролирующее сварку, снижает тепловую нагрузку на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны.Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварного шва = i 2 x t x R.
Сварочный ток в кузовных цехах находится в диапазоне от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется толщиной свариваемых деталей. Поскольку сварочный ток возведен в квадрат, изменения сварочного тока гораздо более драматичны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижнем пределе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1. Использование слабого тока на сварных швах может вызвать перегрев сварочных инструментов и трансформатора сварщика. ) И наоборот, если сварочный ток высокий, время сварки сокращается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему выброса. Вытеснение — это разбрызгивание расплавленного металла между слоями стали. Оцинкованные покрытия, обнаруженные на современной автомобильной стали, усугубляют проблему вытеснения.Итак, мы видим, что сварщиками, не контролирующими сварочный ток, будет труднее работать.
) И наоборот, если сварочный ток высокий, время сварки сокращается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему выброса. Вытеснение — это разбрызгивание расплавленного металла между слоями стали. Оцинкованные покрытия, обнаруженные на современной автомобильной стали, усугубляют проблему вытеснения.Итак, мы видим, что сварщиками, не контролирующими сварочный ток, будет труднее работать.
Существует два типа регуляторов сварочного тока , Аналоговый : использует ручку и настраивается как ручка радиоприемника. Digital : использует светодиодный дисплей, который сообщает механику точную настройку мощности. Обычный интерфейс — это кнопка.
Ideal Welding Controller — цифровой с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину.Можно быстро произвести очень небольшие изменения мощности или времени, чтобы получить идеальные сварные швы, исключив выброс. Проверка таймера позволяет таймеру «тикать» только в том случае, если в сварочный трансформатор течет правильное количество тока.
Проверка таймера позволяет таймеру «тикать» только в том случае, если в сварочный трансформатор течет правильное количество тока.
Проверенный таймер предварительного нагрева — лучший способ минимизировать выброс. Предварительный нагрев позволяет грунтовкам, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять (@ 1350 градусов F), удаляя их из зоны сварки до того, как начнется сварка.Температура определяется продолжительностью предварительного нагрева зоны сварного шва. Предварительный нагрев также позволяет стали немного согнуться и идеально подогнаться перед включением сварочного тока. Все это может произойти только в том случае, если у нас есть предварительный подогрев текущей проверки!
Проверка — это волшебство, которое ускоряет выполнение работы. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему чрезмерной сварки. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снизить тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Сварочные наконечники новых клещей TITE-SPOT заточены до диаметра 3/16 дюйма. Перед заточкой наконечники можно дать увеличиться до диаметра 1/4 дюйма. Новые насадки для сварки имеют плоскую поверхность. Это лицо быстро коронируется при использовании, и этот эффект коронки следует поощрять. Радиус венчика должен составлять от 1,5 до 2 дюймов. Инструмент для заточки прилагается к плоскогубцам TITE-SPOT. (ПРИМЕЧАНИЕ: закрытая высота сварочных наконечников составляет 1 1/2 дюйма, когда они новые.) Выбросьте сварочные наконечники, если закрытая высота составляет 1 3/8 ″. НЕ ПОДКЛЮЧАЙТЕ СОВЕТЫ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| ДАТЧИКИ СТАЛЬНЫЕ | шаг сварного шва | диаметр сварного шва | |||
| 2 штуки | 3 штуки | ||||
| ДАТЧИК | IN | ММ | в | дюйм | дюйм |
| 16 | 0. 060 060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1,219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0.024 | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точечными сварными швами должно быть равно минимальным стандартам, указанным в таблице, или превышать их.
ПРОВЕРКА СВАРКИ:
Существует три формы контроля сварных швов. Сначала идет визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшой выброс при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на «отслаивание» или «долото».Очевидно, что перед сваркой автомобиля необходимо провести разрушающие испытания стального лома.
Испытание на отслаивание состоит из отслаивания точечного сварного шва. Следует измерить пуговицу и рассчитать средний диаметр. (см. таблицу 1)
Испытание на долото заключается в вдавливании конического долота в зазор на каждой стороне проверяемого сварного шва до тех пор, пока сварной шов или основной металл не разорвутся. Края долота не должны касаться проверяемого сварного шва.Этот тип теста следует использовать, когда тест на отслаивание невозможен. Размер пуговицы определяется так же, как описано для теста на отслаивание.
Размер пуговицы определяется так же, как описано для теста на отслаивание.
ЦИНКОВКА
Гальваника — это покрытие металлического цинка, которое наносится на сталь при ее производстве горячим способом или путем гальваники. Цинк — это голубоватый белый металл, его температура плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк, когда он используется в качестве гальванического покрытия, защищает сталь от ржавчины.Кроме того, цинк можно найти в кузовных цехах в виде литого под давлением или металлического сплава.
При сварке зажимом гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест двумя пистолетами цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя пистолетами, заключается в том, что у нас отсутствует значительное давление в зоне сварного шва, и потому, что мы выполняем сварку только с одной стороны.
Цинкование может «испортить» сварочные наконечники — это состояние называется латунным покрытием.Латунь может вызвать проблемы с соединением электрода со свариваемым материалом. Если электрод образует на поверхности электрода цвет золота или латуни, то поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр поверхности электрода оставался правильным. Для оцинкованной стали требуется примерно на 25% больше лошадиных сил, чем для неоцинкованной стали. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и / или мощность сварки.Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже для наблюдателя должно быть очевидно, что если вы нанесете жидкую сталь 2550 градусов по гальванизированному покрытию, которое закипит при температуре 1350 градусов по Фаренгейту, что произойдет большое количество брызг.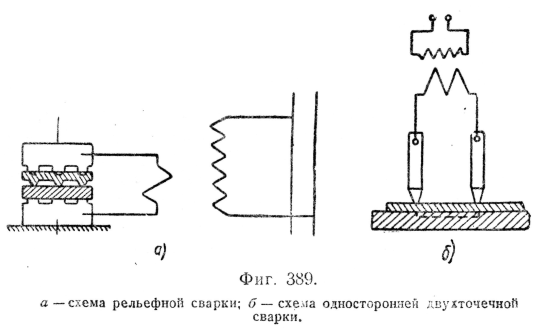
Точечная сварка оцинкованной стали вызывает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Предотвращение коррозии : При использовании плоскогубцев TITE-SPOT на внутренней части новой детали следует оставить черное покрытие «E».Также на старую деталь можно нанести пропитку или другую антикоррозионную грунтовку. А для плотного и сухого уплотнения между этими слоями стали можно нанести легкий слой антикоррозийного покрытия на основе воска. Эти материалы будут выгорать при температуре от 400 до 500 градусов по Фаренгейту, поскольку сталь нагревается до температуры сварки. После того, как сварной шов сформирован и зона сварного шва остынет, защитное покрытие на основе воска будет вытягиваться вокруг сварочного шва за счет капиллярного действия.
При сварке двумя пистолетами три чистые стороны являются общим правилом.Между деталями нельзя использовать грунтовку для сквозной сварки. Черный слой «E» может остаться на внутренней стороне новой перекрывающейся части, если цикл предварительного нагрева малой мощности предшествует мощности сварки. Из-за количества сварных швов и размера зоны теплового эффекта при сварке двумя пистолетами после сварки необходимо обеспечить хорошую защиту от ржавчины.
Черный слой «E» может остаться на внутренней стороне новой перекрывающейся части, если цикл предварительного нагрева малой мощности предшествует мощности сварки. Из-за количества сварных швов и размера зоны теплового эффекта при сварке двумя пистолетами после сварки необходимо обеспечить хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть опасными, поэтому сварку следует проводить в хорошо вентилируемом помещении. Это особенно актуально при сварке оцинкованной стали.Поскольку TITE-SPOT использует сжатый воздух для охлаждения как плоскогубцев TITE-SPOT, так и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации новой захватывающей области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку..files/image153.png)