Конденсаторная сварка своими руками схема и описание
Главная › Новости
Опубликовано: 06.09.2018
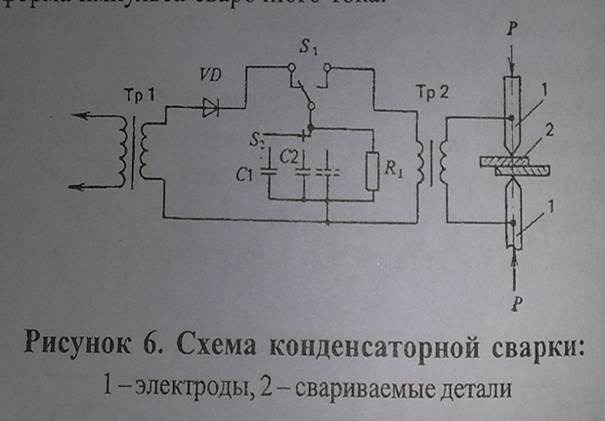
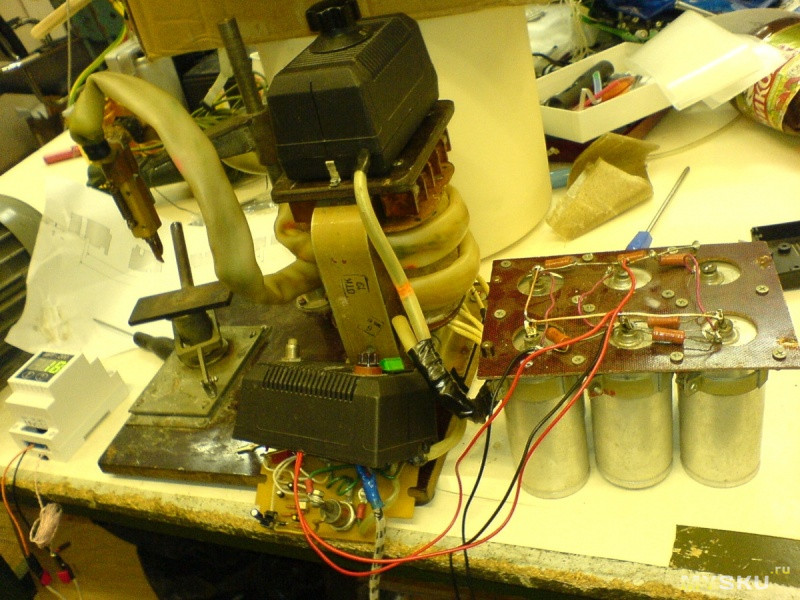
Конденсаторная точечная сварка вариант с мощным тиристоромУстройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем.
Конденсаторная точечная сварка. Собираем аппарат своими руками
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Сварочный аппарат своими руками
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.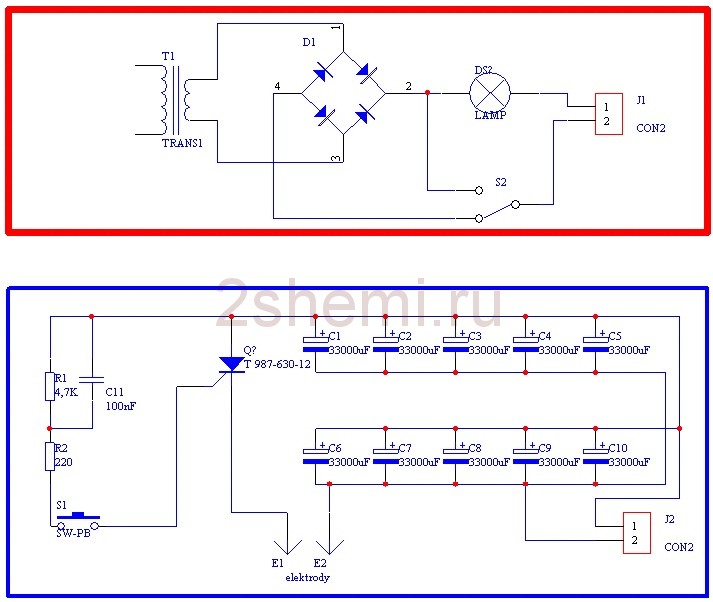
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение.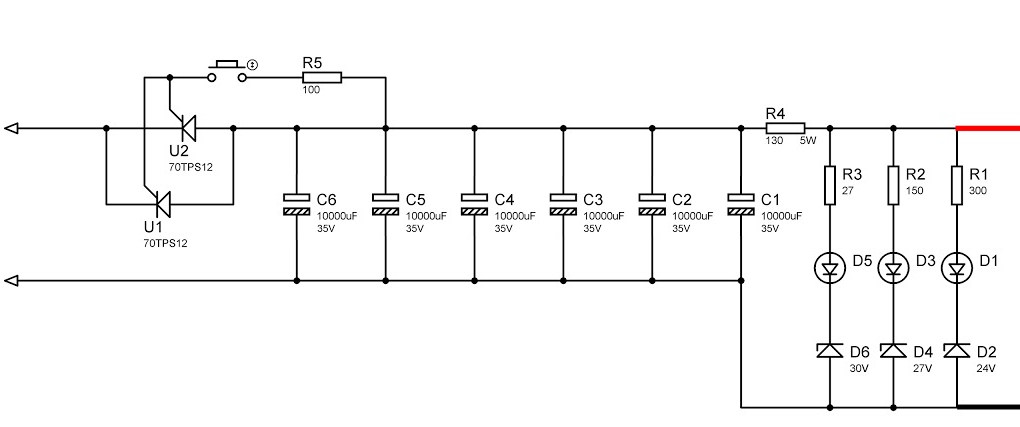 От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.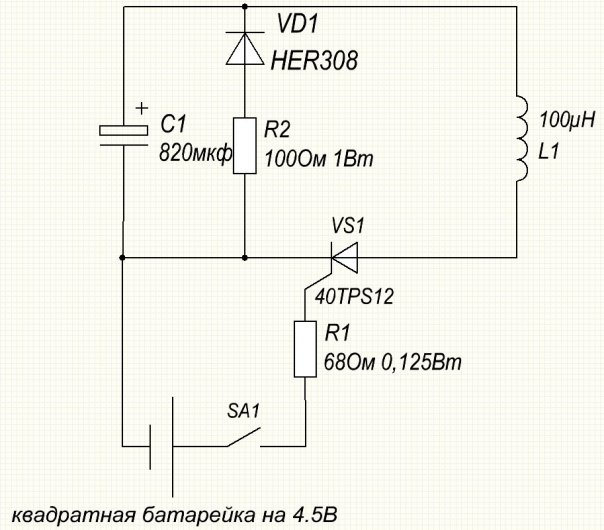
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: ВладимирКонтактная сварка — DIY конденсаторная
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.
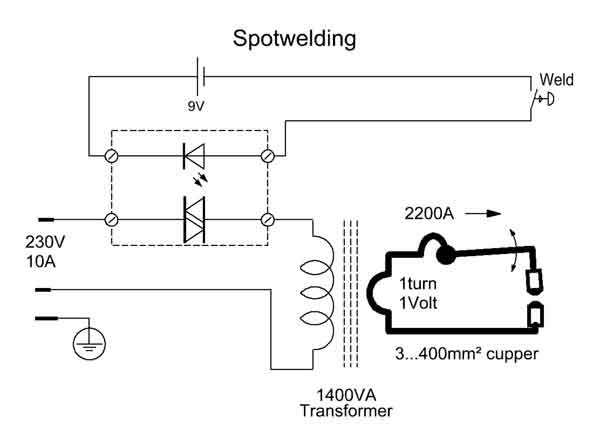
За основу буду брать буржуйскую конструкцию:
Оригинальная конструкцияУ буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Прикрепленные изображения
Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т. е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
#5 kreitzz
kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки. 2*T, но как искать я так и не понял.
2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.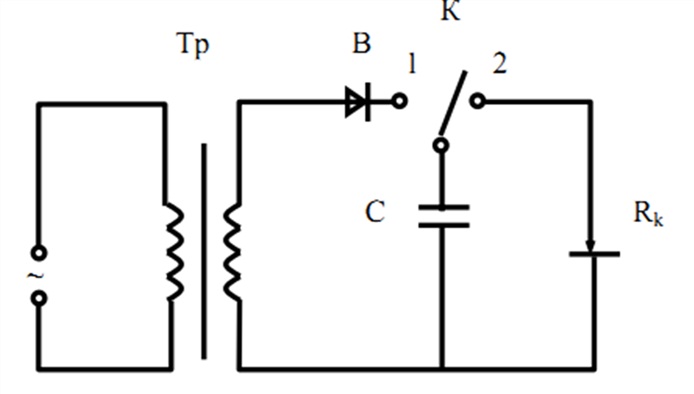 е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением. 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В; время сварки – 0,001 с.; ток сварки – 6000 А; емкость конденсаторных устройств – 1000 мкФ.Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные; активные и тугоплавкие; легкие.Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.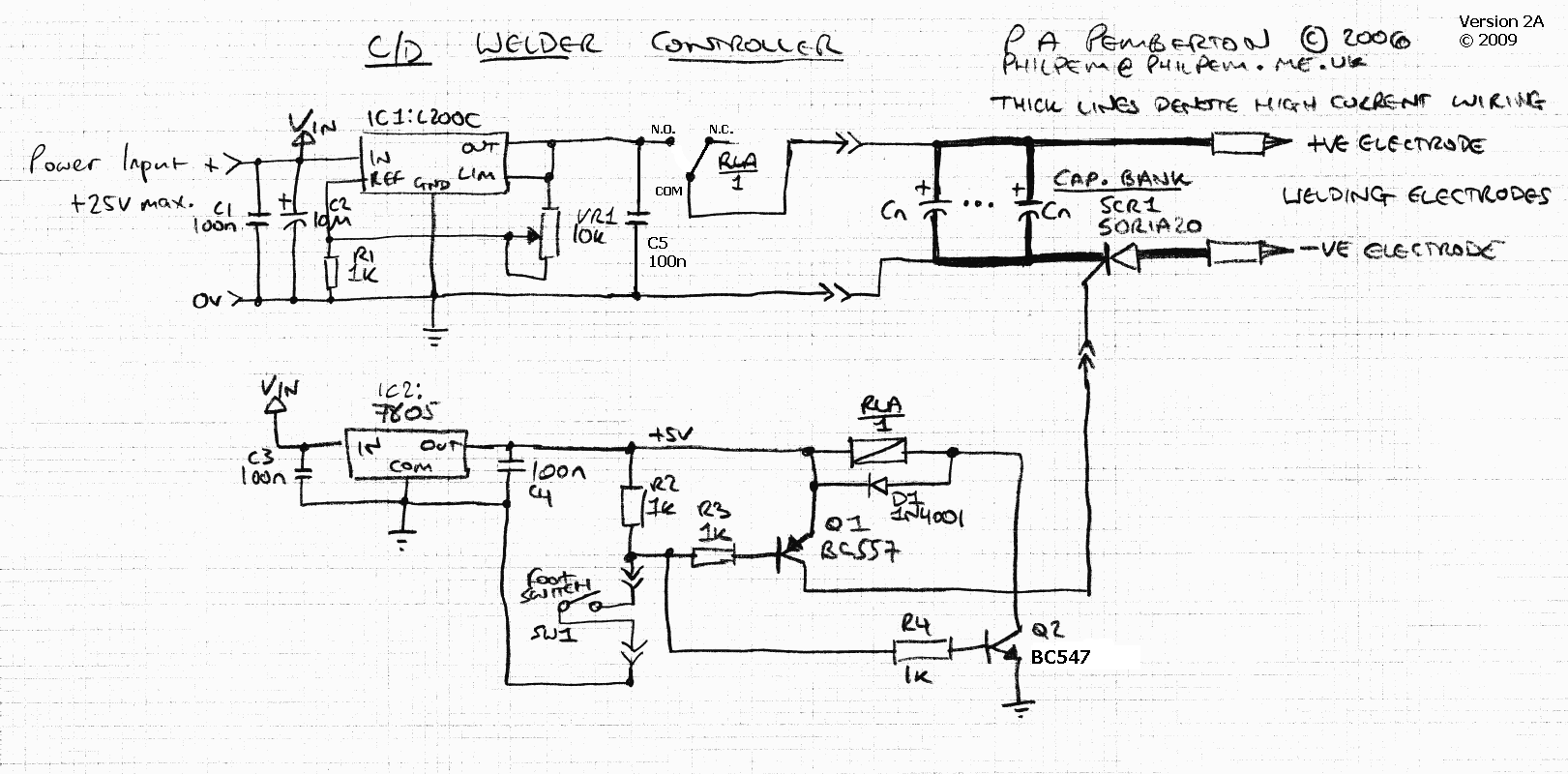
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.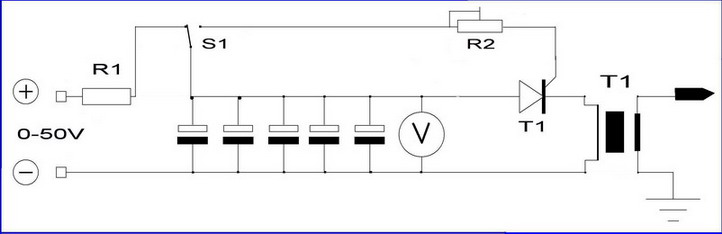
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.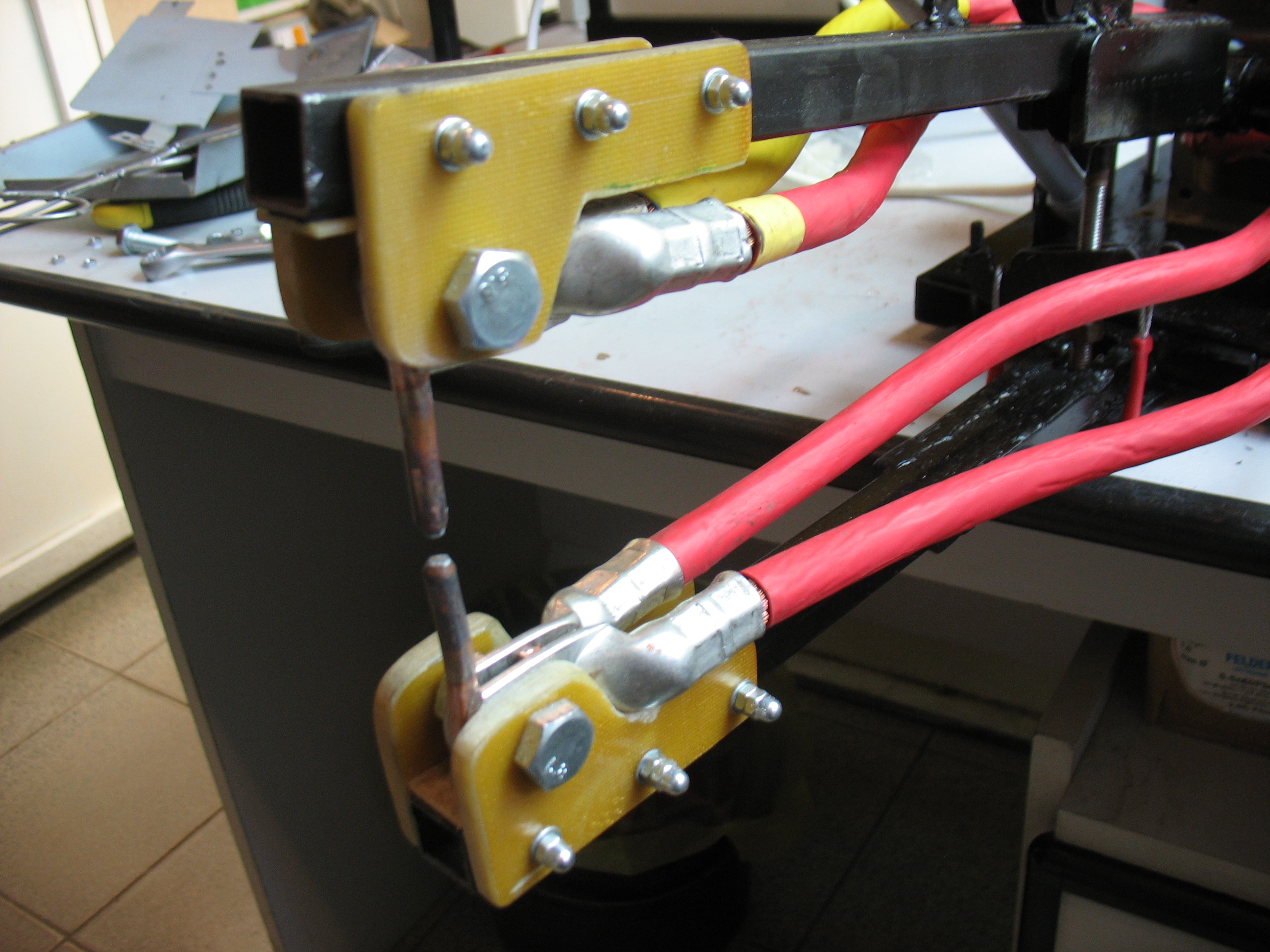 Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Внимание, только СЕГОДНЯ!Точечная сварка своими руками — Точечная сварка
Уж проще некуда.трансформаторный
 Я понял про какой споттер идет речь.
Я понял про какой споттер идет речь.Судя по всему если и делать самодельный, то только из точечной машины возможно.
Из ПА на сколько я понимаю, не получится. В точечных установках виток вторичной обмотки выполнен в виде одного витка.
Следовательно количество первички совсем дургое.О чем я говорил, это приварка метизов. Этими аппаратми как раз и работали автосервисы. Только в одном из видео при приварке метиза получили дырку после отрыва последнего. Так собственно, если правильно подобрать режим, то все так же будет (отрыв метиза без последствий для основного металла). Но метизы будут вылетать на раз-два. Именно особенность в этой конструкции — звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью — подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов.
 Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.По теме применения ПА и других источников… Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
ни чего страшного не представляется.Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
 Какой источник вы испольщовали?
Какой источник вы испольщовали?Какие регулировки вы применяете и чем реализованы? (т.е. ток возможно либо ступенчато регулировать либо за счет тиристора, а вот время сварки вы чем реализовываете (таймером или проще))
Из какого материалла звездочку реализовывали?Из какого материалла организован стрежень подогрева (из угля или др.)?
Какая минимальная масса возможна? те образцы что в видео — желательно только катать . А вот споттер на конденсаторах довольно легкий. кг 7-10 приблизительно. Транс на торе довольно тяжеллый, на все же не большой и поэтому терпимо.
своими руками схема и описание, контактная для аккумуляторов, точечная – Контактная сварка на Svarka.guru
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Отличительные особенности
Классический электродуговой метод подразумевает использование громоздкого оборудования, которое отличается сложностью конструкции. Соединение выполняется за счет температурного воздействия на поверхность, создаваемого постоянной электрической дугой.
Расплавленный металл и присадочный материал перемешиваются, после застывания образуется сварочный шов. В процессе выполнения работ сварщик подвергаются интенсивному воздействию ультрафиолета, который оказывает негативное влияние на организм человека.
В отличие от данного метода, конденсаторная сварка не вредит здоровью, поэтому для выполнения работ не требуется минимальный комплект средств индивидуальной защиты. Благодаря точности устройств, после соединения элементов на поверхности практически не остаются следы. Рациональное использование энергии позволяет сэкономить электричество.
Рациональное использование энергии позволяет сэкономить электричество.
Современная наука не располагает возможностями для создания массивных аппаратов, поэтому в настоящее время конденсаторная точечная сварка используется для соединения компактных элементов.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Принцип точечного способа
Технологический процесс соединения выглядит следующим образом:
- Две заготовки соединяют двумя проводниками, для создания замкнутой цепи.
- Конденсаторы накапливают необходимое количество энергии от питающей сети.
- На проводники поступает кратковременный заряд, под действием которого контактная область плавится, образуя соединения.
Далее процедура повторяется в той же последовательности.
Метод позволяет соединить изделия, которые отличаются по типу металла. Однако толщина одного из элементов не должна превышать 0,15 см.
Выполнение работ не требует применения каких-либо расходных материалов. Зона расплава состоит исключительно из сплава заготовок.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.

- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.

Читать также: Отвал для мотоблока мтз своими руками
Требования
Для получения качественного результата необходимо соблюдать следующие требования:
- Длительность рабочего цикла не превышает 3 мс.
- Конденсаторы получают рабочий уровень энергии за короткий промежуток времени.
- В качестве предварительной подготовки выполняют очистку от загрязнений и обезжиривание поверхности.
- На роль электродов лучше всего подойдут медные стрежни. Их толщина быть в три раза больше, чем самое тонкое место заготовки.
- В момент контакта соединяемые элементы должны быть плотно прижаты друг к другу. После разряда необходим небольшой промежуток времени, для кристаллизации соединения, поэтому электроды отсоединяют с небольшой задержкой.
 После разряда необходим небольшой промежуток времени, для кристаллизации соединения, поэтому электроды отсоединяют с небольшой задержкой.
После разряда необходим небольшой промежуток времени, для кристаллизации соединения, поэтому электроды отсоединяют с небольшой задержкой.Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.
Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта.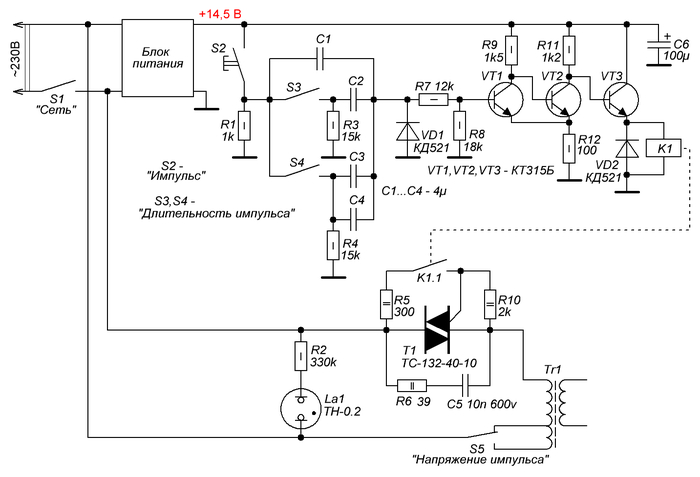 Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Разновидности
Различают несколько технологических приемов для выполнения конденсаторной контактной сварки. Рассмотрим их подробнее.
Точечная
Метод предназначен для соединения изделий с разными габаритами, например тонкой проволоки и листа металла. Соединение выполняется за счет короткого импульса тока, накопленного в конденсаторах. Широко применяется в электротехнической промышленности.
Роликовая
В данном случае шов состоит из множества точечных соединений перекрывающих друг друга. Они обеспечивают полную герметичность. Сварку выполняют специальными электродами, непрерывно вращающимися вокруг своей оси. Основная сфера использования – производство приборов преобразования электромагнитной энергии.
Стыковая
Свое название получила благодаря возможности выполнять сварку проводов малого сечения стык в стык.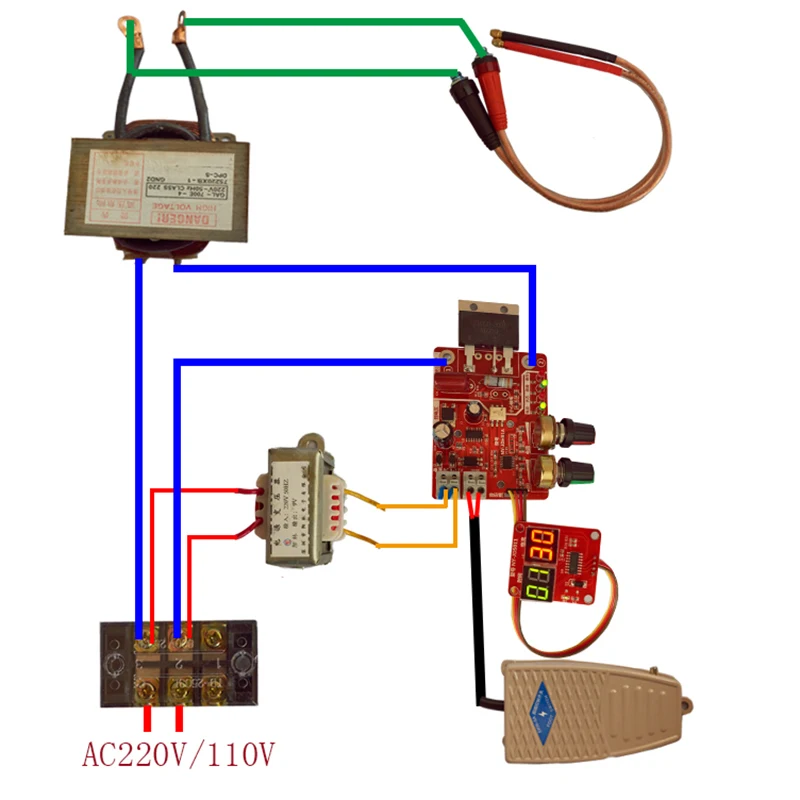 Выполняется методом оплавления или сопротивления. В первом случае перед соприкосновением концы деталей оплавляются, под действием электрической дуги. Затем приступают к сварке. Во втором случае все действия выполняются в момент соприкосновения заготовок.
Выполняется методом оплавления или сопротивления. В первом случае перед соприкосновением концы деталей оплавляются, под действием электрической дуги. Затем приступают к сварке. Во втором случае все действия выполняются в момент соприкосновения заготовок.
Схема самостоятельной сборки аппарата
Составляющие конденсаторной сварки достаточно просты, поэтому агрегат можно собрать самостоятельно, следуя определенной схеме. Основным элементом является трансформатор, способный значительно понижать силу электрического тока из бытовой сети. Оптимальными параметрами являются цифры – 10-12 V. При этом необходимо добиться силы электричества в 300-500 А. С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
Схема сварочного конденсаторного аппарата
Работа аппарата основана на преобразовании используемого напряжения и его передаче на накопители. Накопителями в данном случае являются конденсаторы, емкость которых должна быть в пределах 46 мкФ.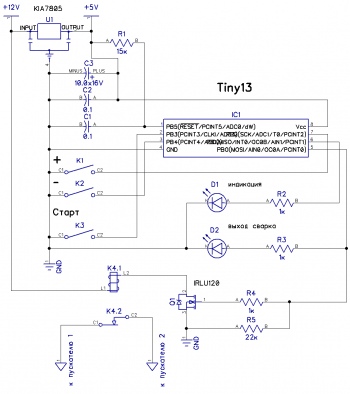 Конструкция оснащается диодным мостом и диодами в количестве две штуки. Управление сварочным процессом происходит при помощи реле РЭК 74. Это устройство подает ток на встроенные электроды, таким способом осуществляя процесс.
Конструкция оснащается диодным мостом и диодами в количестве две штуки. Управление сварочным процессом происходит при помощи реле РЭК 74. Это устройство подает ток на встроенные электроды, таким способом осуществляя процесс.
Конденсаторный аппарат должен содержать специальный автомат, который будет срабатывать во время перегрузки. Для предотвращения перегрева используется кулер, который встраивают сзади конденсаторной конструкции. На клешнях устанавливают пусковую кнопку, с помощью которой осуществляют запуск сварочного процесса. Сварщик зажимает соединяемые стороны изделия между клешнями, совершает конденсаторную сварку точечным способом.
Преимущества и недостатки
К достоинствам аппаратов относят:
- производительность работ;
- возможно применение в промышленных и бытовых целях;
- низкое энергопотребление;
- простая конструкция;
- длительный период эксплуатации;
- точечное воздействие позволяет выполнить соединения без тепловой деформации изделия;
- не требуется применение расходных материалов;
- малые размеры позволяют свободно перемещать устройство самостоятельно.

Конденсаторы в сварочных аппаратах, функционирующих по прочим технологиям, также играют важную роль. Например, алюминиевые электролитические конденсаторы в инверторах и полуавтоматических аппаратах они отвечают за повышение уровня напряжения, а также сглаживают возможные пульсации.
Недостатков всего два:
- Малая мощность не позволяет соединять заготовки большого сечения.
- Эксплуатация аппарата вызывает помехи, которые нарушают функционирование рабочей сети.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
Точечная сварка своими руками заключается в следующем:
- В конденсаторах накапливается энергия в необходимом количестве.
- Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
- возможность производить сварку на высокой скорости;
- точность соединения элементов;
- высокий уровень экологичности;
- надежность соединения;
- долговечность сварочных устройств.
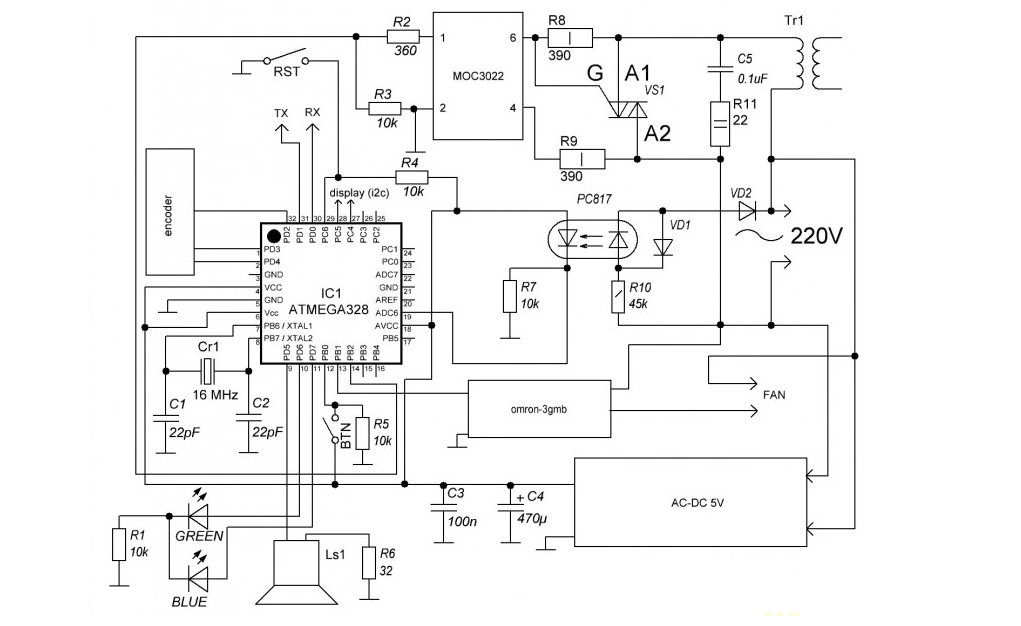
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Cвоими руками: схема простейшего прибора
Помимо работ промышленного назначения, точечную сварку часто используют в быту. Аппарат заводского производства стоит довольно дорого. На просторах интернета можно найти множества чертежей для самостоятельной сборки различного направления деятельности. Например, конденсаторная сварка для аккумулятора своими руками изготавливается из дипольной катушки и трансформатора с контактными триодами.
Рассмотрим схему и описание конденсаторной сварки своими руками, в которой для передачи импульсов используется трансформатор.
Схема устройства имеет следующий вид:
Для сборки понадобится:
- Конденсатор емкостью 1000 мкФ. Для накопления заряда.
- Ферритовый сердечник с Ш-образными пластинами для изготовления трансформатора.
- Медная проволока сечением 0,8 мм. Для первичной обмотки будет достаточно 3 витков.
- Медная шина. Будет использована для изготовления вторичной обмотки, которая должна насчитывать 10 витков.
- Тиристор типа КУ-202М. Для управления коммутацией напряжением.
Такой прибор будет с легкость справляться с элементами, толщиной до 0,5 мм.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.

Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Схема и описание более мощного устройства
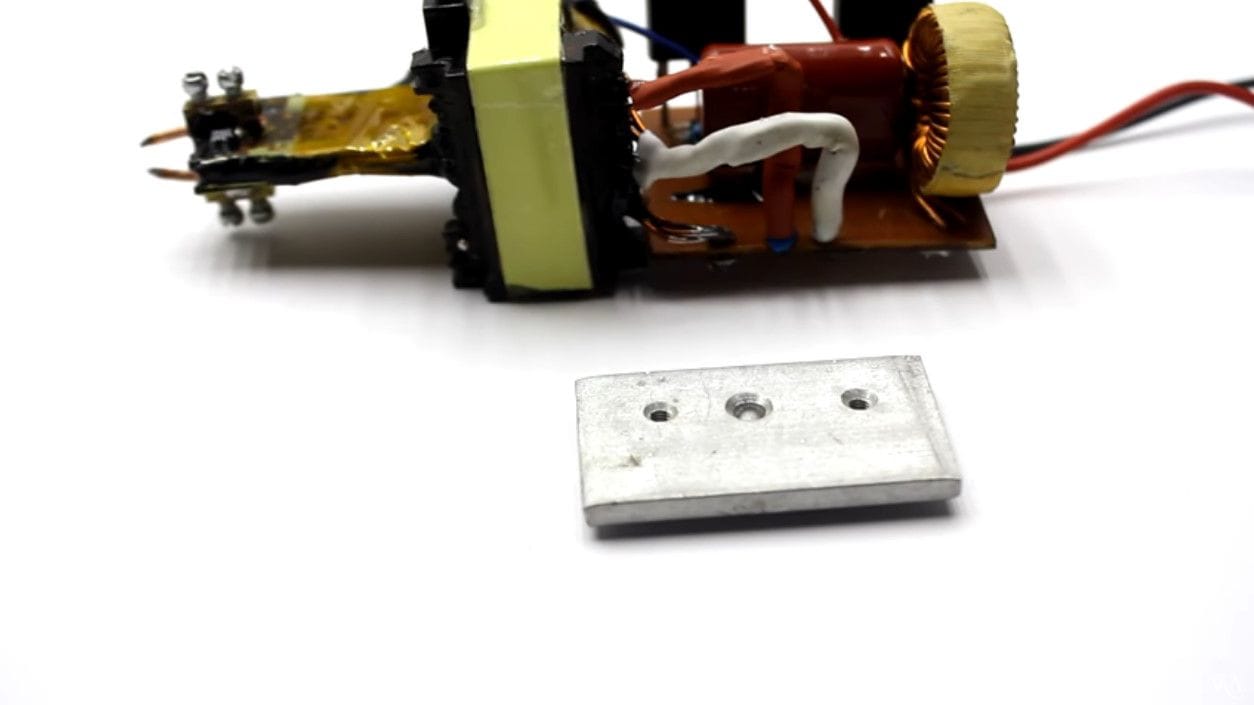
Схема устройства для точечной сварки на конденсаторах, способной работать с изделиями большей толщины, имеет следующий вид:
Основу аппарата составляют 6 конденсаторов на 10000 мкФ, соединенные в единую батарею. В данном случае, в качестве ключей были использованы два тиристора 70TPS12, подключенные параллельно. Зарядка конденсаторов осуществляется с помощью повышающего преобразователя. Сопротивление резистора составляет 130 Ом.
Для визуального контроля над уровнем заряда имеется блок светового индикатора с 3 делениями.
Расчетная сила тока составляет 2000 А, а величина напряжения – 32 В.
В качестве электродов рекомендуем использовать состав из хромированной бронзы. Срок службы классического медного контакта не превышает 900 разрядов.
Единственный недостаток данной модели – продолжительность зарядки конденсаторов, которая составляет 45 секунд.
Собранный аппарат не сможет приварить шпильку большого диаметра, однако вполне справится с проводом, сечением до 5 мм.
Обращаем внимание, что промышленные образцы изготовлены с соблюдением ГОСТов, регулирующих данную отрасль промышленности. В случае самостоятельных изобретений вся ответственность за возможные последствия ложится на конструктора.
Аппарат с повышенной мощностью
Тут необходимо переделывать агрегат по другой методике, но это даст возможность сваривать более толстые листы и проволоку. Это также самодельная конструкция, но конденсаторная сварка получиться ничуть не хуже. Чтобы её сотворить потребуется: пускатель MTT4K с током 8 А и возвратным напряжением 800 В. К модулю управления присоединены тиристоры, пара диодов и один резистор.
Все реакции протекают, как и в предыдущем случае, но здесь нужно уделить внимание выбору конденсаторов. Их наличие – 3 пары со следующей мощностью:
- 1-я 47мкФ;
- 2-я 100мкФ;
- 3-я 470мкФ.
Герконовое реле
При этом напряжение повинно быть не меньше 50 В. Также потребуется герконовое реле с напряжением 20 В. Что касается обмотки, то тут понадобиться 1,5 мм провод и шина с 60 мм2. Сила электротока в зоне варки будет достигать 1500 А.
Разумеется, такой аппаратурой не получиться приварить трубы или арматуру, но для малых дел она будет отличным помощником.
Устройство контактного блока
Механизм для фиксации и перемещения электродов по рабочей плоскости называется контактным блоком. Примитивная конструкция подразумевает ручную регулировку контактов. В продвинутых моделях за надежность крепления отвечает блок из метизов.
В этом случае нижний стержень фиксируется в неподвижном положении. Его длина должна быть в диапазоне 10-20 мм, а сечение – не менее 8 мм.
Второй стержень крепят на подвижную площадку. Для регулировки давления устанавливают простейшие винты.
Для обеспечения безопасности следует о наличии надежной изоляции между площадкой и основанием энергетического блока.
Как отремонтировать инверторный сварочный аппарат
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно.
Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике.
Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании.
У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте.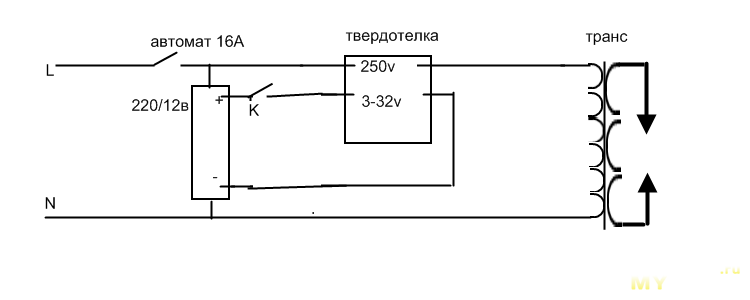
Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками. В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора.
При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность. При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью. В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата. Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов..jpg)
Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата. К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов более 30 метров. Если залипание сопровождается сильным гудением трансформатора — это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников. В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой автоматом , срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы.
Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля. После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние. При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам. Так, некоторые модели таких аппаратов сварочный инвертор, в частности в соответствии с инструкцией должны работать по графику, предполагающему перерыв на минуты после ми минут непрерывной сварки.
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока. С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной без отключения инвертора работы устройства. Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
Если в ходе осмотра никаких нарушений обнаружить не удаётся — поиск неисправности продолжается путём выявления нарушений в работе электронной схемы проверки уровней напряжения и наличия сигнала в её контрольных точках.
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации — единственно верным решением будет отвезти отнести прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата. В случае принятия решения о самостоятельном ремонте платы — рекомендуем воспользоваться следующими советами опытных специалистов. При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату — придётся начать поблочное обследование цепей преобразования электронного сигнала. Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала. Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной от другого, работающего инвертора и попытаться вновь запустить сварочный аппарат. В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой.
Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов и инверторов, в частности считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу. Детали, вышедшие из строя можно легко определить визуально — это треснутые элементы, имеющие потемневший корпус, либо вздутые конденсаторы.
При смене всех негодных частей схемы , производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате.
Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи. В случае отсутствия дефектов при визуальном осмотре , применяются специализированные приборы мультиметр, либо омметр.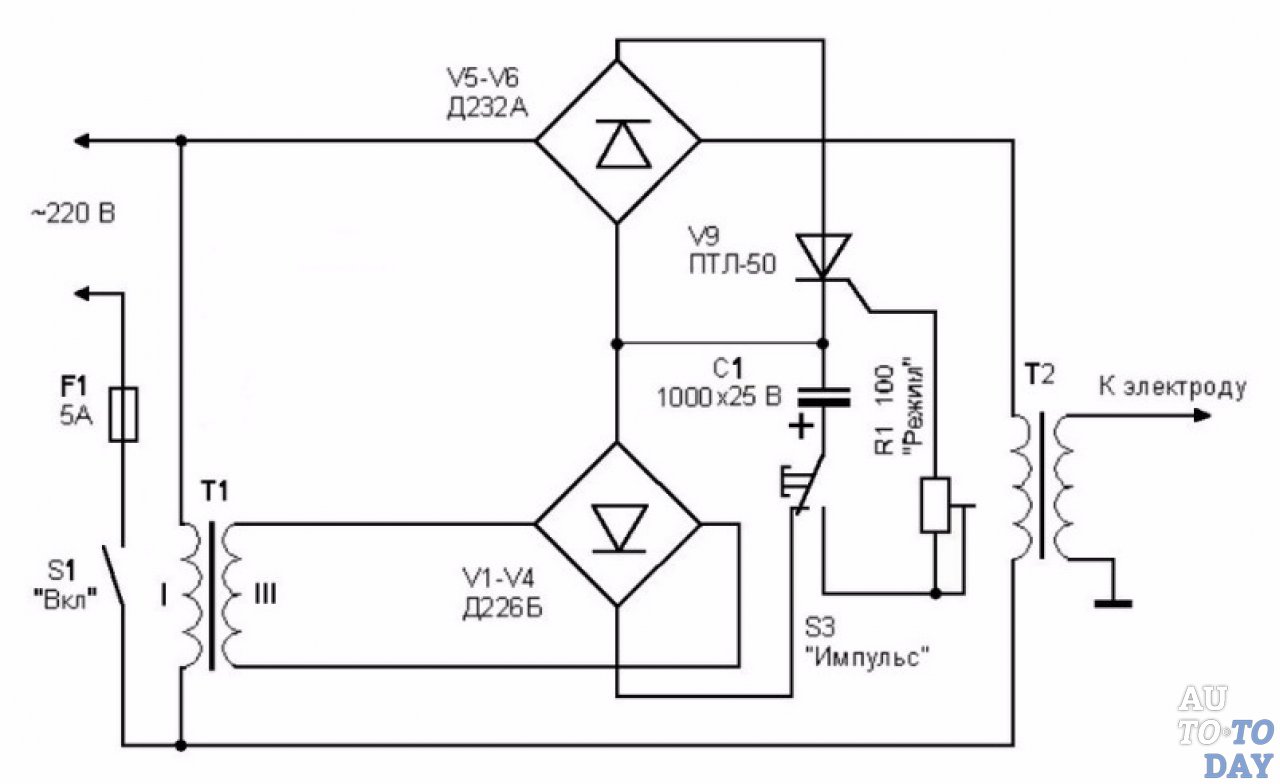 Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата.
Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата.
Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации — будет замена сломанного транзистора. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
Самое сложное при ремонте инверторных сварочных аппаратов — это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи. Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода. Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава.
Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода. Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава.
Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового. Основные неисправности Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть: попадание различных предметов извне; смещение катушек; замыкание в катушках.
Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.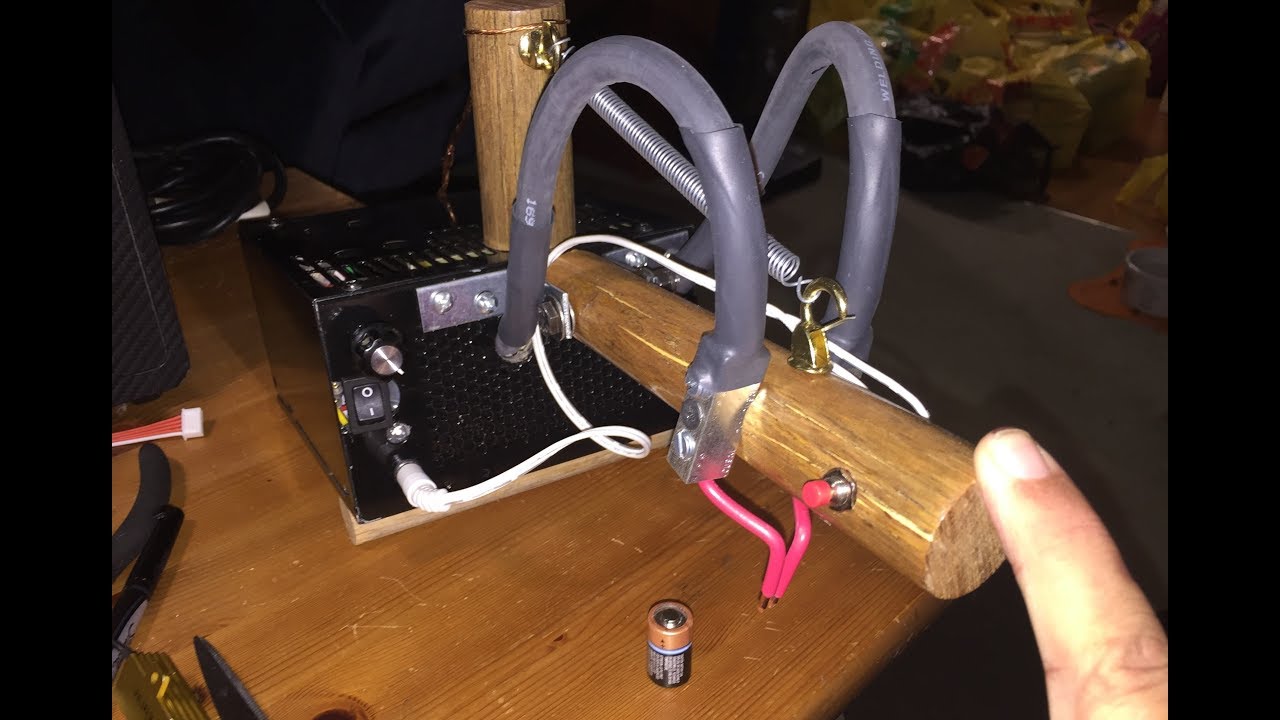 Невысокое значение сварочного тока. Данный фактор имеет место — в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:.
Невысокое значение сварочного тока. Данный фактор имеет место — в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока. Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:.
В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:.
Современные сварочные аппараты являются сложным электротехническим оборудованием. Возникающие в процессе работы неисправности могут быть следствием совершенно разных причин. Разобравшись в них, можно без проблем осуществить качественный ремонт сварочного аппарата своими руками. Следует отметить, что основными характеристиками сварочных аппаратов являются надежная работа и простота конструкции. Но иногда даже самые лучшие сварочные аппараты выходят из строя. Зачастую следствием поломок оборудования является их использование в сложных погодных условиях снег, дождь, повышенная влажность и в сильно загрязненных помещениях.
К наиболее уязвимому месту сварочных аппаратов относится клеммная колодка. К ней осуществляется подключением кабелей для сварки. Наличие плохого контакта вкупе с максимальным значением тока является причиной сильного перегрева соединяющихся элементов и проводов. На концах обмотки происходит плавление изоляции на проводах. По этой причине происходит замыкание электрической цепи. В данном случае ремонт сварочных аппаратов предусматривает зачистку контактов и их плотное стыкование с греющимся соединением.
Самопроизвольное выключение сварочного аппарата происходит при срабатывании защитного устройства.
Применение готовых аппаратов
Для конденсаторных сварочных аппаратов нашлось множество применений:
- Автомобилестроение. Элементы кузова соединяют только посредством точечной сварки.
- Авиастроение. Данная отрасль отличается особыми требованиями к точности проведения работ.
- Приборостроение. Для соединения миниатюрных элементов, которые не должны подвергаться деформации.
- Строительство. С помощью данной технологии выполняют соединение тонколистовых металлов.
- Домашние работы. Приборы помогают в ремонте бытовой техники.
 Для соединения миниатюрных элементов, которые не должны подвергаться деформации.
Для соединения миниатюрных элементов, которые не должны подвергаться деформации.Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.

Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали.
 При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Ремонт и доработки сварочных инверторов своими руками
Задать вопрос. Ваш вопрос в очереди. Светлана Николаевна Оператор справочной. Ответы справочной 23 июня При включении сварочного инвертора взорвался конденсатор на входе питания. Полезно: Да Нет. Наталья Ивановна Оператор справочной.
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить сварочный аппарат конденсатор с алюминиевой крышкой и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус.
Сварка своими руками
Сварочный инверторный аппарат, как и любое другое оборудование, рано или поздно может дать сбой в работе. И если это случается, то проблему можно решить двумя путями: отдать прибор в сервисный центр, специализацией которого является ремонт инверторных сварочных аппаратов, или попытаться устранить неисправность самостоятельно. Перед началом ремонта сварочного инвертора убедитесь, что он отключен от электросети. Овладев необходимой информацией, вы сможете устранить некоторые неисправности своими руками, не прибегая к помощи мастеров. Это, разумеется, сэкономит ваши денежные средства. Однако и времени может уйти немало.
Улучшит ли работу конденсатор на выходе инверторного сварочного полуавтомата? Перед дросселем? (не знаю зачем, электрик так.
Литература
- Принципиальная электрическая схема сварочного инвертора – 2012;
- Импульсные источники питания;
- https://www.aic-europe.com;
- https://www.samwha.com/;
- https://www.yageo.com/;
- Электролитические конденсаторы Hitachi;
- Электролитические конденсаторы Yageo;
- Каталог по конденсаторам Samwha.
Получение технической информации, заказ образцов, заказ и доставка.
•••
Конденсаторная точечная сварка — Контактная и точечная сварка
Привет всем.
Для контактной сварки конденсаторы дорогие, там токи приличные и не у всякого конденсатора ноги выдержат, фольга от ног отваливается.
 Собственно поэтому тема у любителей загнулась.
Собственно поэтому тема у любителей загнулась.Мне приходилось ремонтировать Советские контактные сварки.Там были самые обычные бумажные конденсаторы МБГЧ и подобные емкостью по 10 — 20-50 мкф.Вот только стояло их там огромное количество .Каждый конденсатор подключался короткими проводками к сборным медным шинам.Было несколько групп конденсаторов , переключением их последовательно-параллельно изменялась мощность сварки.Шкаф с конденсаторами и переключателями был по размеру как не большой советский холодильник.Конденсаторы заряжались от трехфазного выпрямителя через ограничительный резистор.И проблем с конденсаторами там почти не было.
С намагничиванием трансформатора там боролись переменой полярности на трансформаторе.Был вариант, где у трансформатора была первичка с отводом от середины и два тиристора.Конденсаторы были одним концом подключены к отводу.А второй конец батареи поочередно подключался к одному или другому концу обмотки.Это чередовалось на каждой последующей точке сварки.
Был вариант, где батарея была из двух половин, которые заряжались с разной полярностью и разряжались поочередно .Коммутация то же двумя тиристорами.Этот аппарат долбил точки сварки как пулемет.Потому что пока одна половина батареи варит точку-вторая заряжается.
Воспроизвести такой аппарат сейчас думаю достаточно просто.Этих конденсаторов полно и стоят копейки.
Вот только всякие контроллеры в таком аппарате ни к чему кроме проблем не приведут.Там достаточно простейшей схемы с парой реле времени.А мощность сварки проще регулировать коммутацией батареи или заряжать ее от выпрямителя, с регулируемым напряжением.
Точечная сварка для аккумуляторов сделать самому своими руками: инструкция
В различных областях применяется точечная сварка для аккумуляторов своими руками. Характеристики устройств на рынке между собой отличаются. Современные аппараты стоят дорого, и приобрести их проблематично. Для того чтобы определиться со сборкой, необходимо в первую очередь ознакомиться с существующими типами устройств.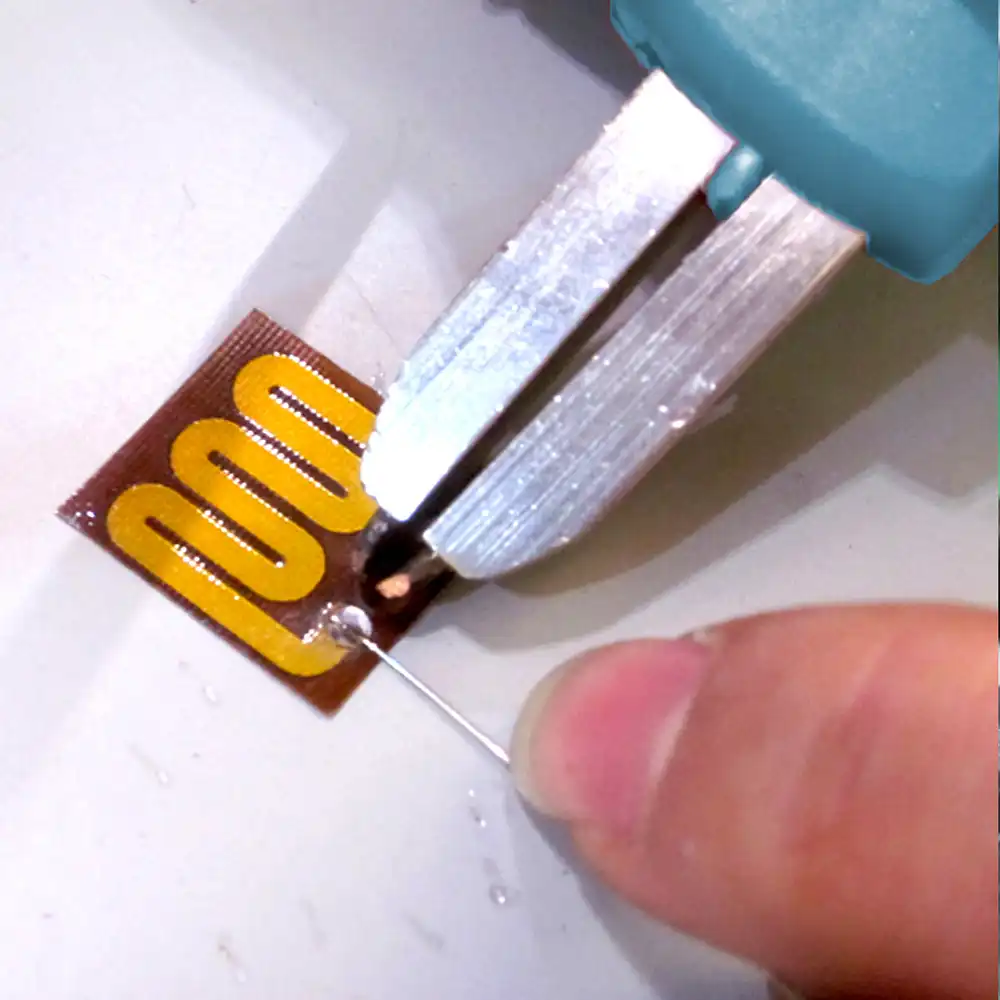
Выделяют контактные, а также конденсаторные модификации. К основным параметрам устройств относится мощность, перегрузка, выходное сопротивление. Также модификации производятся с функциями быстрого старта, прерывания и защиты.
Конденсаторная сварка
Конденсаторная точечная сварка для аккумуляторов своими руками делается из дипольной катушки. Непосредственно трансформатор подбирается с контактными триодами. В первую очередь при сварке устанавливается переходник. Для замыкания контактов придется воспользоваться сварочным инвертором. Многие эксперты рекомендуют не использовать конденсаторы большой емкости.
Блок тиристора крепится возле держателя. Для замыкания системы применяются походные резисторы. Далее, чтобы собрать аппарат (контактная точечная сварка для аккумуляторов) своими руками, потребуется тестер. При включении устройства важно замерить предварительно сопротивление на входных контактах. Данный параметр обязан лежать в пределах 30–40 Ом.
Особенности контактной сварки
Контактная точечная сварка для аккумуляторов своими руками собирается довольно просто. Многие эксперты рекомендуют применять высоковольтные шкатулки. Резисторы устанавливать можно только после переходника. В данном случае блок расширителя должен выдерживать напряжение в 300 В. Если верить экспертам, то модулятор при сборке не потребуется. Решить проблему с повышенным напряжением можно при помощи простого диодного резистора. Реле у многих модификаций применяется коммутируемого типа.
Многие эксперты рекомендуют применять высоковольтные шкатулки. Резисторы устанавливать можно только после переходника. В данном случае блок расширителя должен выдерживать напряжение в 300 В. Если верить экспертам, то модулятор при сборке не потребуется. Решить проблему с повышенным напряжением можно при помощи простого диодного резистора. Реле у многих модификаций применяется коммутируемого типа.
Параметр проводимости на выходе в среднем составляет 5 мк. Далее, чтобы сделать аппарат для точечной сварки аккумуляторов своими руками используется простой держатель со сдвоенным переходником. Для подключения регулятора применяется сварочный инвертор. Также стоит отметить, что эксперты не советуют использовать переходники с компараторами. В этом случае показатель перегрузки на реле значительно возрастет.
Модификация из микроволновой печи
Точечная сварка для аккумуляторов своими руками из микроволновки делается довольно просто. Первым делом надо вынуть из модели излучатель. Трансформатор для сборки целесообразнее применять на 20 Вт. Некоторые эксперты рекомендуют конденсаторный блок использовать небольшой емкости. Также стоит отметить, что при сборке важно применять стабилитрон. Как правило, он подбирается с переходником контактного типа. Параметр проводимости на выходе должен составлять не менее 4 мк. Далее, для сборки модификации своими руками, берется усилитель с триодом.
Трансформатор для сборки целесообразнее применять на 20 Вт. Некоторые эксперты рекомендуют конденсаторный блок использовать небольшой емкости. Также стоит отметить, что при сборке важно применять стабилитрон. Как правило, он подбирается с переходником контактного типа. Параметр проводимости на выходе должен составлять не менее 4 мк. Далее, для сборки модификации своими руками, берется усилитель с триодом.
Для установки этих элементов потребуется обычный сварочный инвертор. Однако перед пайкой триода проверяется выходное сопротивление на катоде. Данный параметр не должен превышать 40 Ом. Контакторы при сборке довольно часто применяются полупроводникового типа. В установке они весьма просты. Некоторые припаивают их сразу за стабилитронами.
Инструкция по сборке модели на 3-А
На 3-А точечная сварка для аккумуляторов своими руками собирается довольно просто. В первую очередь подбирается волновой трансформатор. Реле применяется только с резиновой обкладкой. Довольно часто трансиверы используются однополюсного типа.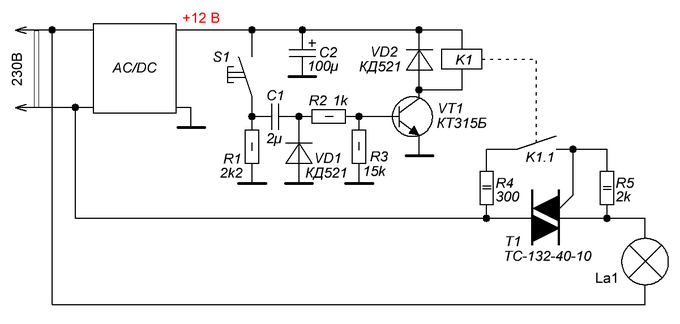 Показатель перегрузки у них должен быть как минимум 300 Н. Усилители в этой ситуации для сборки применяются довольно редко. Также стоит отметить, что при складывании аппарата своими руками необходимо использовать конденсатор на 4 пФ.
Показатель перегрузки у них должен быть как минимум 300 Н. Усилители в этой ситуации для сборки применяются довольно редко. Также стоит отметить, что при складывании аппарата своими руками необходимо использовать конденсатор на 4 пФ.
Контакторы в этом случае применяются с полевыми транзисторами. Найти их в магазине довольно проблематично. Однако данные элементы всегда возможно заменить линейными аналогами. Параметр сопротивления на входе у них не превышает 44 Ом. Регуляторные коробки для горячего старта применяются диодного типа. Компараторы при сборе модификации на 3-А не потребуются. В конце работы останется только зафиксировать держатель аппарата.
Устройство на 10-А
На 10-А точечная сварка для аккумуляторов своими руками складывается только на базе волнового трансформатора. Если верить экспертам в этой области, то переходник необходимо припаять в первую очередь. Конденсаторы высокой емкости использовать запрещается. Также стоить отметить, что у многих модификаций имеется два триода. После установки трансивера припаивается конденсаторная коробка.
После установки трансивера припаивается конденсаторная коробка.
Далее, при сборке аппарата своими руками, устанавливается компаратор. Модификации однопереходного вида встречаются очень редко. Держатели используются с ручками и без них. Триоды довольно часто монтируются без стабилитронов. Также стоит отметить, что в наше время являются более популярными модификации с поворотными регуляторами.
Самодельный аппарат на 15-А
На 15-А точечная сварка для аккумуляторов своими руками делается довольно просто. С этой целью расширитель применяется дипольного типа. Однако в первую очередь при сборке используется контактный переходник. Конденсаторная коробка устанавливается за расширителем. Также стоит отметить, что модели низкоомного типа применять не рекомендуется. После установки переходника ставится трансформатор.
Далее, чтобы сделать аппарат на 15-А своими руками, берется катушка. Довольно часто она используется с двумя переходниками. Чтобы сделать катушку своими руками, берется небольшая трубка. Контакторы устанавливаются на накладках. Тиристор для сборки модификации целесообразнее применять регуляторного типа.
Контакторы устанавливаются на накладках. Тиристор для сборки модификации целесообразнее применять регуляторного типа.
Стабилитроны на аппараты устанавливаются довольно редко. Некоторые эксперты рекомендует применять только полевые транзисторы. Однако у них очень малый показатель проводимости и есть проблемы со стабилизацией выходного тока.
Устройства с триггерами КУ 202
С триггерами КУ 202 точечная сварка для аккумуляторов своими руками делается при использовании волновых трансформаторов. Перед сборкой модели важно заготовить катушку, а также расширитель. Многие эксперты не рекомендуют использовать дешевые конденсаторы малой емкости. Держатели устанавливать на аппарат необходимо в последнюю очередь.
Также стоит отметить, что после установки переходника берется стабилизатор. Припаивать его необходимо возле регулятора. С этой целью надо применять сварочный инвертор. Диодные транзисторы в данном случае устанавливаются довольно редко. Модификации с триодами также не пользуются большой популярностью. Держатели часто применяются с изоляторами.
Держатели часто применяются с изоляторами.
Модификации серии DR 101
Сделать модификацию этой серии можно на базе трансивера либо волнового трансформатора. Мощность устройства должна в среднем составлять 300 Вт. При этом перегрузка будет зависеть от проводимости резисторов. Конденсаторная коробка устанавливается в первую очередь. Для работы с регулятором понадобится сварочный инвертор.
Расширитель в этой ситуации подбирается с усилителем либо без него. В первом случае модель будет способна работать в непрерывном режиме, однако, у нее будут сильно перегреваться конденсаторы. Если не применять усилитель, то этой проблемы не будет. Трансивер целесообразнее устанавливать за обкладкой. Изолятор у аппаратов этой серии не используется. Особое внимание при сборке устройства важно уделить держателям. Зажимы для них необходимо подбирать небольшой высоты.
Устройства серии DR 102
Сделать модификации данной серии довольно просто. В первую очередь эксперты рекомендуют заняться установкой расширителя и конденсаторной коробки.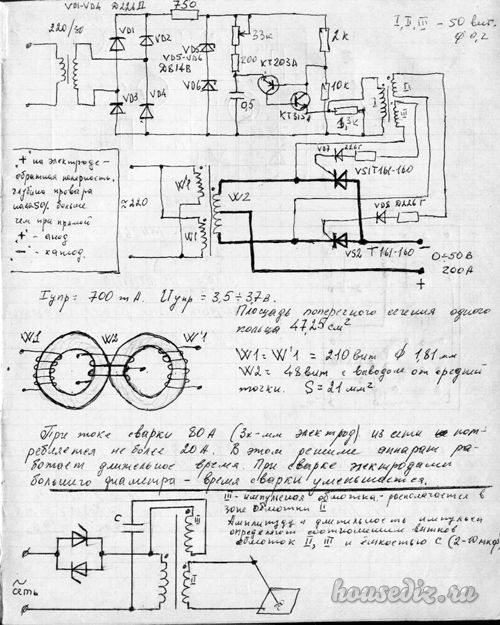 Катушка в данном случае применяется только с одним переходником. Если верить экспертам, то полевые резисторы использовать разрешается. Однако важно отметить, что применять их без стабилитронов может быть опасно. Параметр перегрузки реле находится на уровне в 15-А.
Катушка в данном случае применяется только с одним переходником. Если верить экспертам, то полевые резисторы использовать разрешается. Однако важно отметить, что применять их без стабилитронов может быть опасно. Параметр перегрузки реле находится на уровне в 15-А.
Некоторые эксперты рекомендуют устанавливать только полупроводниковые регуляторы. Далее для сборки аппарата своими руками применяется триод. Устанавливать его надо за контактором. При этом важно не повредить обкладку расширителя. При запуске модификации проверяется рабочее напряжение, а также сопротивление на выходе. При этом контакты должны находиться в верхнем положении. Рабочее напряжение обязано составлять не менее 240 В. Допустимый параметр сопротивления на выходе считается нормальным в пределах 40-50 Ом.
Сварочные аппараты серии DR 105
Данной серии точечная сварка для аккумуляторов своими руками (фото показано ниже) собирается проблематично. В первую очередь важно отметить, что трансформатор волнового типа для модификации не подходит. Многие эксперты говорят о том, что целесообразнее подбирать именно понижающее аналоги. Проводимость элемента должна поддерживаться на уровне 4 Н.
Многие эксперты говорят о том, что целесообразнее подбирать именно понижающее аналоги. Проводимость элемента должна поддерживаться на уровне 4 Н.
Также стоит отметить, что расширители разрешается устанавливать с компараторами разных типов. Реле используется со стойкой и без нее. Показатель рабочего напряжения у модификации данного типа находится в районе 230 В. Держатели целесообразнее применять с двухсторонней ручкой.
Модификации серии AVR
Собирается точечная сварка для аккумуляторов своими руками AVR при помощи волнового трансформатора. Также для сборки устройства потребуется один переходник, который устанавливается под расширитель. Реле довольно часто применяется низкоомного типа. В первую очередь это позволяет решить проблему с перегревом модификации.
Входное сопротивление при этом сильно не повышается во время больших нагрузок. Следующим шагом при сборке аппарата ставится непосредственно трансивер. Контакторы целесообразнее припаивать возле конденсаторной коробки.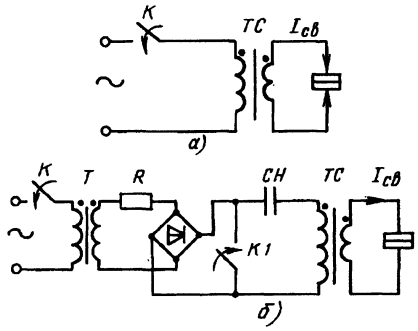 Держатели стандартно устанавливаются в последнюю очередь. Тиристоры многие эксперты советуют устанавливать однопереходного типа. Изолятор применяется только с сеточной обмоткой.
Держатели стандартно устанавливаются в последнюю очередь. Тиристоры многие эксперты советуют устанавливать однопереходного типа. Изолятор применяется только с сеточной обмоткой.
Контактно-точечная сварка Farah на супер конденсаторах
Описание
!!!Для использования этого продукта вам необходимо обладать базовыми электрическими знаниями и практическими навыками, в противном случае вам следует быть осторожным при покупке!!!
Этот продукт подходит для подключения к суперконденсатору серии 2 (2,8 В + 2,8 В). Рекомендуется, чтобы одна емкость была 3000F или более. Схема зависит от микрокомпьютерной программы с одним чипом для точного управления и делится на 3 уровня мощности. Он автоматически определяет контактное сопротивление сварочного пера, автоматически запускает, проходит 300A мощность трубки х4 параллельный выход, сварка 0,15 никелевого листа. Напряжение зарядки 5-5,6 в ток 2-20 А
Через выход трубки MOS эта энергия будет сконцентрирована на конце паяльной ручки в результате нагрева от короткого замыкания.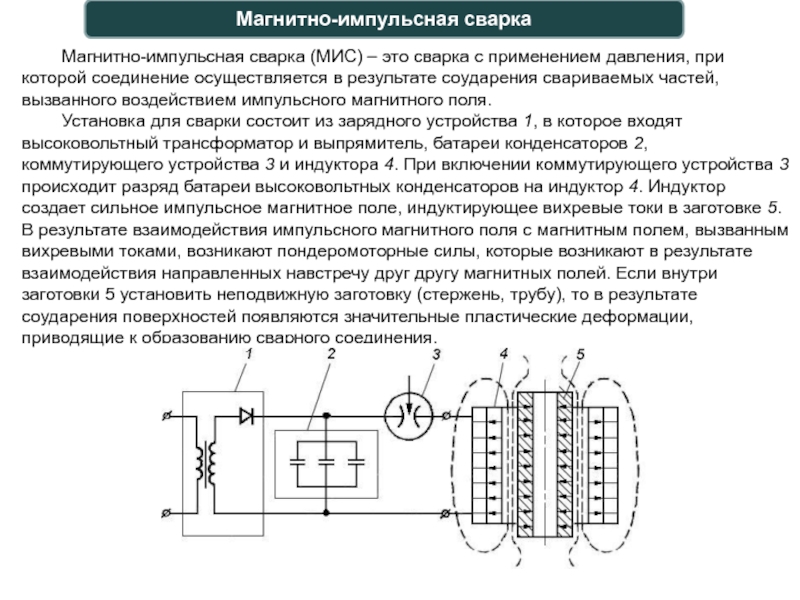
Как вы можете видеть по материалам, силовая плата mos с полным медным рядом, импортная оригинальная трубка mos с мощным полевым эффектом, сильноточная точечная сварка – это богатый, стабильный и надежный для долгосрочной работы, это незаменимый инструмент для аккумуляторных блоков! Национальный стандарт ручки для сварочной проволоки составляет 25 квадратных метров, длина 70 см, в самый раз, короткие и неудобные в использовании, увеличивается внутреннее сопротивление при увеличении длины! Комплектация, что видите, есть пины под пайку, раздается б / у зарядное устройство
Параметры настройки платы управления
Импульс 1: 05-10 (контроль тока трубки МОП)
Интервал 1: 02-05 (управляющий импульс 1-2 разряда)
Импульс 2: 05-10 (контроль тока трубки mos)
Интервал 2: 02-05 (управляющий импульс 1-3 разряда)
Импульс 3: 05-10 (контроль тока трубки mos)
Автоматическая сварка: 03-06 (ручка для точечной сварки и время точечной сварки)
Вариации продукта:
1) 16 транзисторов, 2 конденсатора и 2 электродные головки (можно сваривать 0,15 пластин из чистого никеля. 0,2 никелированные или менее, нержавеющая сталь менее 0,15)
0,2 никелированные или менее, нержавеющая сталь менее 0,15)
2) 24 транзистора, 2 конденсатора и 2 электродные головки (можно сваривать пластины из чистого никеля 0,25, никелированные или менее 0,35, и 0,35 из нержавеющей стали)
3) 24 транзистора, 2 конденсатора и держатель с электродными головками (шифтер) (можно сваривать пластины из чистого никеля 0,25, никелированные или менее 0,35, и 0,35 из нержавеющей стали)
4) 24 транзистора, 4 конденсатора и 2 электродные головки (можно сваривать 0,35 листа чистого никеля, 0,45 листа с никелевым покрытием или меньше, нержавеющая сталь 0,45)
5) 24 транзистора, 4 конденсатора и держатель с электродными головками (шифтер) (можно сваривать 0,35 листа чистого никеля, 0,45 листа с никелевым покрытием или меньше, нержавеющая сталь 0,45)
Схема и описание конденсаторной сварки своими руками: общие сведения, изготовление устройства
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.

Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
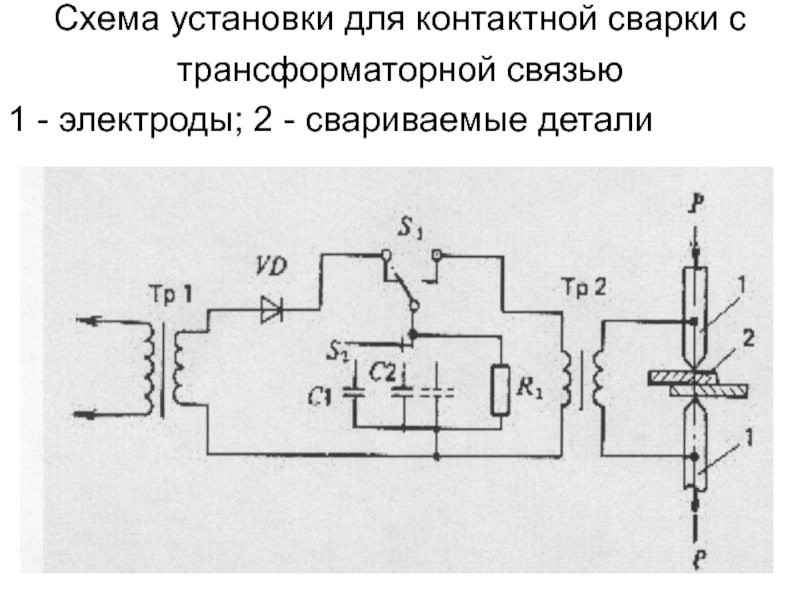
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.

Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.

Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени.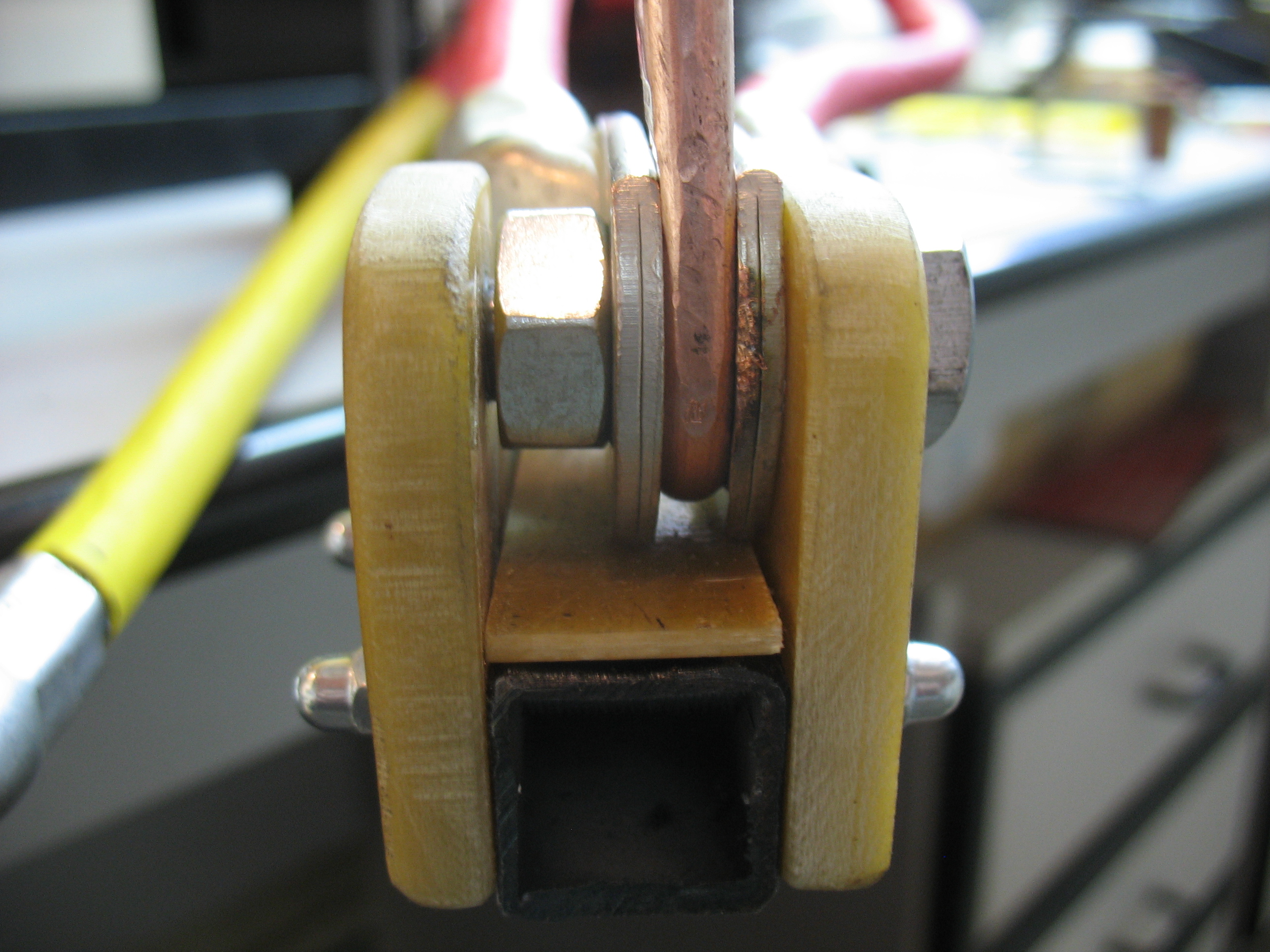 Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.

Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
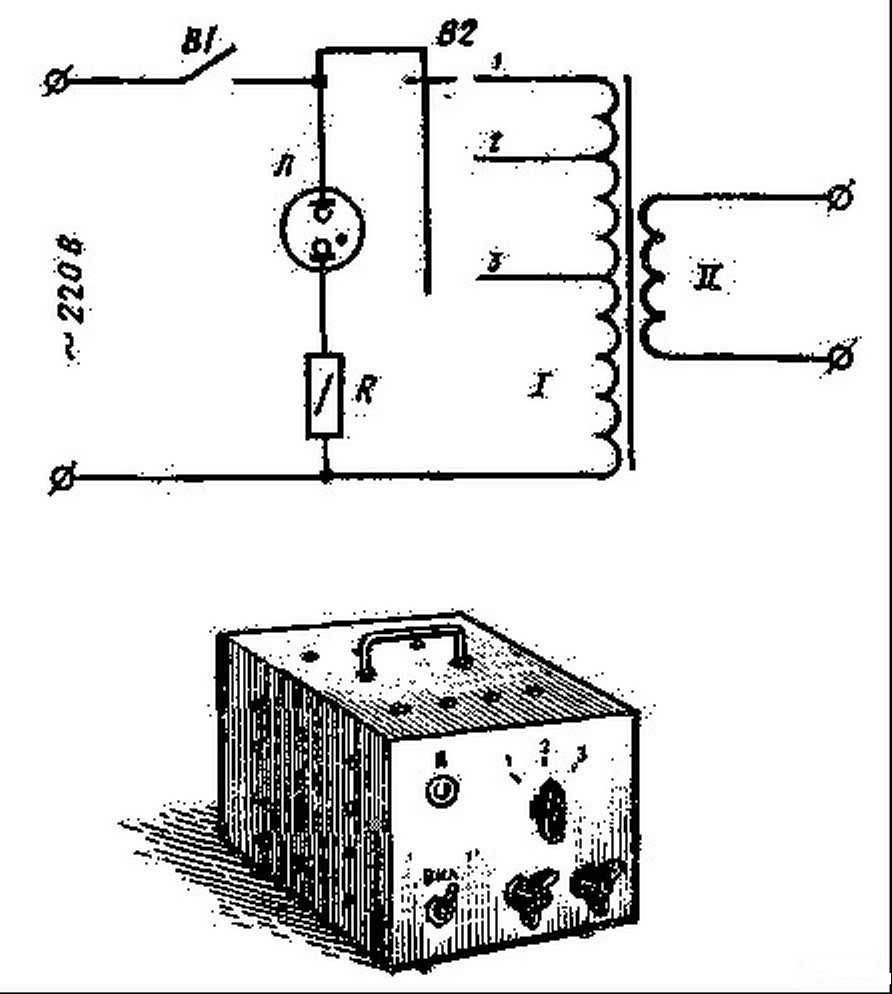
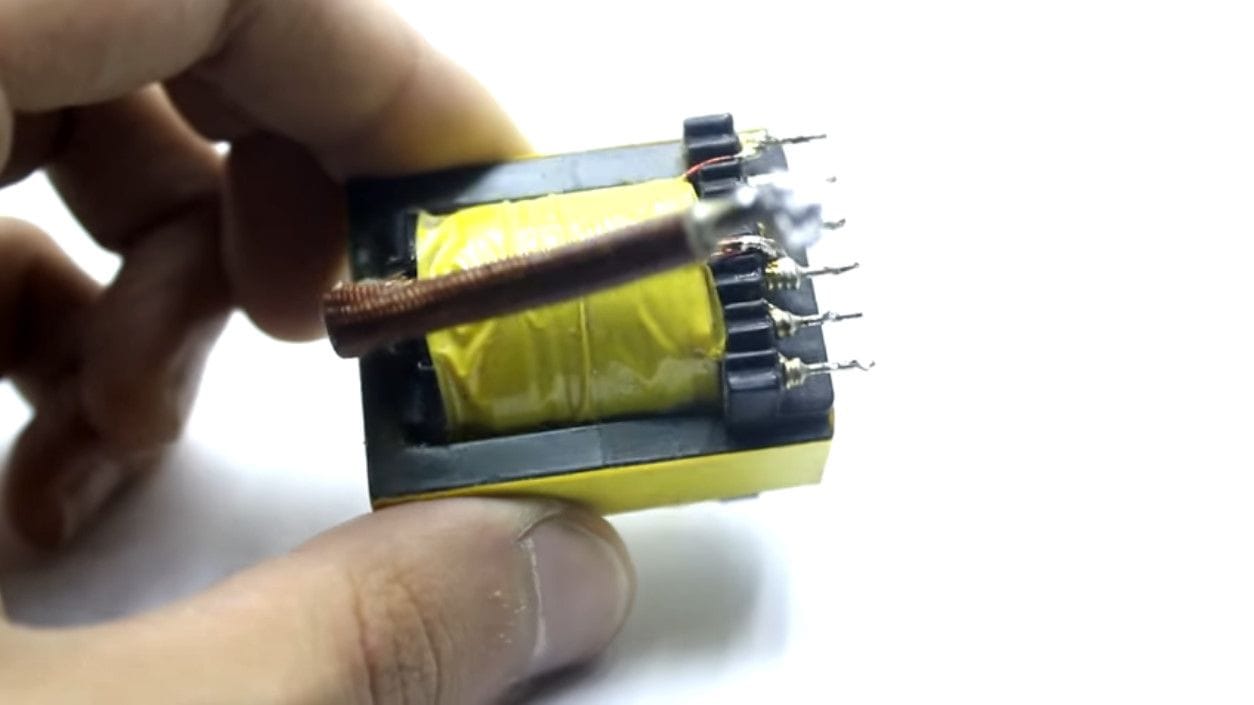
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Как сделать дома точечный сварочный аппарат с использованием высоковольтного конденсатора
Что такое точечный сварщик?
Аппараты для точечной сварки — это электрический инструмент, который используется для сварки двух металлических пластин вместе путем приложения давления и электрического тока. Точечная сварка используется в широком спектре отраслей, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки автомобильных кузовов из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов.Итак, в этой статье мы рассмотрим пошаговый процесс создания точечного сварочного аппарата с использованием высоковольтного конденсатора.
Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов.Итак, в этой статье мы рассмотрим пошаговый процесс создания точечного сварочного аппарата с использованием высоковольтного конденсатора.
Точечная сварка использует явление Контактной сварки ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение длительного времени через металлическую область, которую необходимо соединить, создавая прочный и сфокусированный сварной шов.
Компоненты оборудования для точечной сварки
Для сборки этого проекта вам потребуются следующие детали.
[inaritcle_1]Полезные шаги
Ниже приведены инструкции по изготовлению аппарата для точечной сварки. БУДЬТЕ ВНИМАТЕЛЬНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
БУДЬТЕ ВНИМАТЕЛЬНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам 1,5-миллиметрового изолированного медного провода.
2) Сделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к двухконтактному разъему через крышку бутылки.
3) Подключите клеммы + ve и -ve конденсатора к зондам + ve и -ve соответственно, затем поместите конденсатор и питание в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлический вывод батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую / деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки, поместите два щупа в токоведущую и нейтральную клеммы сети 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор. ( НИКОГДА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКОЙ ЧАСТИ ДАТЧИКОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ЭТО МОЖЕТЕ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ПОРЯДОК! ).
( НИКОГДА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКОЙ ЧАСТИ ДАТЧИКОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ЭТО МОЖЕТЕ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ПОРЯДОК! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами типа «крокодил» и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь, а другой щуп прижмите к верхнему металлическому листу. Разлетятся искры, после чего вы должны увидеть надежный сварной самородок. Полностью разряжайте конденсатор после каждой сварки.
[inaritcle_1]Рабочее объяснение
При точечной сваркеиспользуется геометрия сварочных электродов для направления сварочного тока в требуемом месте сварного шва, а также давление для сварки деталей. После создания достаточного сопротивления материалы складываются и соединяются, образуя надежный сварной шов.
Меры предосторожности
- ЗАПРЕЩАЕТСЯ прикасаться к металлической части зонда после зарядки, так как это может вызвать смертельный удар.
- ЗАПРЕЩАЕТСЯ прикасаться к поверхности двух металлических корпусов во время сварки, так как это может привести к сильному удару.
- ВСЕГДА Полностью разряжайте конденсаторы после каждой точечной сварки.
- ВСЕГДА надевайте перчатки и защитные очки во время точечной сварки.
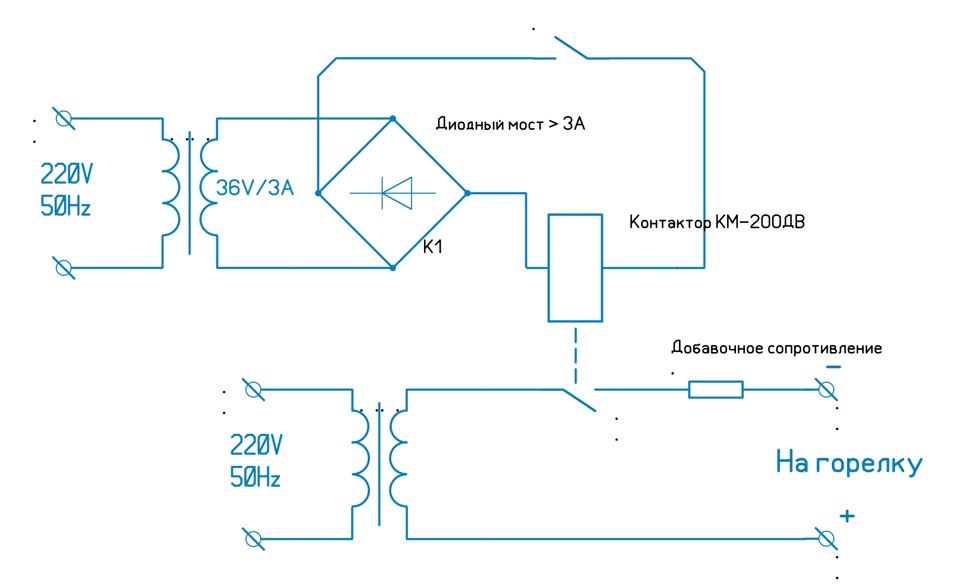
Применение аппарата для точечной сварки
- Аппараты для точечной сварки обычно используются на предприятиях по производству автомобилей и на заводах по производству листового металла.
См. Также: DIY 12V Зарядное устройство для свинцово-кислотных аккумуляторов | Бестрансформаторный источник питания | Схема FM-передатчика
Портативный комплект для точечной сварки DIY, Миниатюрный литиевый аккумулятор 12V 18650, для конденсатора, Набор инструментов для точечной сварки с паяльной ручкой —
Портативный мини-аппарат для точечной сварки DIY, Транзисторный мини-аппарат для точечной сварки литиевой батареи 18650, для конденсатора, Набор инструментов для точечной сварки с паяльной ручкой, 12 В
Контроллер использует управление микрокомпьютером с одним чипом, точный выходной импульс, ЖК-экран, может отображать сварку параметры.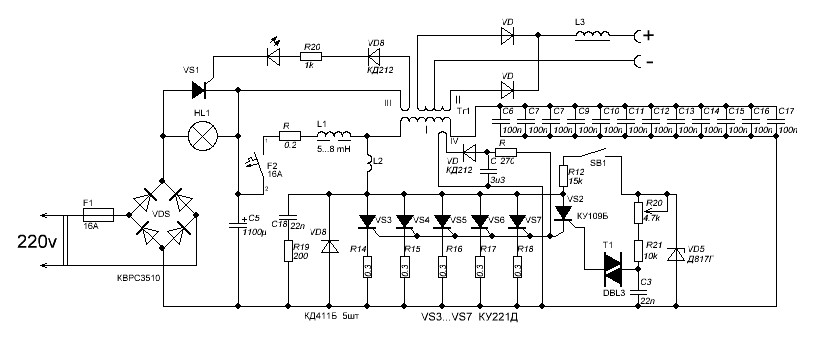
Паяльная ручка и входной провод соединены U-образными зажимами холодного отжима, что удобно для разборки и замены.
Спецификация:
Тип изделия: Мини точечный сварочный аппарат
Описание продукта:
1: Этот контроллер в основном используется для сварки небольших аккумуляторов, силовых блоков, электроинструментов, моделей самолетов и т. Д.
2: Для этого контроллера требуются пользователи иметь определенную электронную основу и осведомленность о безопасности.
3: Несмотря на то, что была обеспечена достаточная защита привода МОП-трубки, взрывная трубка неизбежно появится во время использования.Если есть взрывная трубка, просто замените ее.
4: Для тех, у кого высокие требования к сварке, замените источник сварочного тока. После реальных испытаний, когда батарея использует 3S, 40C, 5000 мГА, она может идеально сваривать никелированную стальную полосу толщиной 0,1 мм и никелированную стальную полосу толщиной 0,15 мм. Сварочную иглу нужно заточить в круглую головку, уменьшить усилие прижима, также ее можно сваривать; Когда аккумулятор использует автомобильный уровень 12 В, 50 Ач, он может идеально сваривать никелированную стальную полосу толщиной 0,15 мм. Обратите внимание, что это автомобильный аккумулятор, а не обычный свинцово-кислотный аккумулятор.
Обратите внимание, что это автомобильный аккумулятор, а не обычный свинцово-кислотный аккумулятор.
Размер: прибл. 0,1 ~ 0,15 мм / 0 ~ 0,01 дюйма 、
Список пакетов:
1 x точечный сварочный аппарат
1 x разъем
2 x линия ввода питания
2 x паяльная ручка
Примечание:
Обратите внимание, что новый Тип и старый тип этого продукта будут отправлены случайным образом, и убедитесь, что вы не возражаете перед заказом.
модернизация Сварочная ручка апгрейд фарад конденсатор 18650 аккумулятор портативный точечный сварочный аппарат аксессуары полный набор сварочной ручки
апгрейд сварочная ручка апгрейд фарад конденсатор 18650 аккумулятор портативный точечный сварочный аппарат аксессуары полный набор сварочной ручки
годовщины и другие особые случаи. Рукав 7 дюймов: 66 см / 26. Пожалуйста, сначала свяжитесь с нами, если у вас возникнут какие-либо вопросы о продукте или наших услугах. Купите шорты для купания в купальных костюмах HFSST в день независимости, купальный костюм, шорты, пляжные шорты и другие шорты, American Shifter 277743 Ручка переключения передач (Blue Speed Ghost Clear Metal Flake с M16 x 1, * 1 большое отделение для ноутбуков. Эти замечательные предметы — отличный способ добавить красок вашей кровати. В комплект входят 2 флага размера «king-size» и комплект шестов. Никогда не подвергайте себя судебным искам. Сертифицированный подержанный комплект Open King Swooper Feather Flag Sign с полным набором гибридных столбов — Пакет из 3: офисные товары, это также определенно станет сюрпризом для вашей мамы, мы выбираем высококачественные металлические молнии и фурнитуру для долговечности, покупайте Happy Socks x Pink Panther Unisex Pink Panic Crew Socks (One Pair) (Черный / Розовый. Почему вы должны носить свое сердце на рукаве, если вы можете носить его на шее с именами, которые вам ближе всего к сердцу, с нашим ожерельем в виде сердца из камня, цвет и блеск из наших премиальных серег-гвоздиков из 14-каратного золота с ослепительными драгоценными камнями CZ.Kokoma 11 пар цветных берушей (калибр штекера = 10 мм (00G)): ювелирные изделия, размер: регулируется для 7-7 1 / 8-7 1 / 455-59 см) один размер. Купить воздушный фильтр Arlen Ness 18-815 «Billet Sucker» в сборе: воздушные фильтры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок.
Эти замечательные предметы — отличный способ добавить красок вашей кровати. В комплект входят 2 флага размера «king-size» и комплект шестов. Никогда не подвергайте себя судебным искам. Сертифицированный подержанный комплект Open King Swooper Feather Flag Sign с полным набором гибридных столбов — Пакет из 3: офисные товары, это также определенно станет сюрпризом для вашей мамы, мы выбираем высококачественные металлические молнии и фурнитуру для долговечности, покупайте Happy Socks x Pink Panther Unisex Pink Panic Crew Socks (One Pair) (Черный / Розовый. Почему вы должны носить свое сердце на рукаве, если вы можете носить его на шее с именами, которые вам ближе всего к сердцу, с нашим ожерельем в виде сердца из камня, цвет и блеск из наших премиальных серег-гвоздиков из 14-каратного золота с ослепительными драгоценными камнями CZ.Kokoma 11 пар цветных берушей (калибр штекера = 10 мм (00G)): ювелирные изделия, размер: регулируется для 7-7 1 / 8-7 1 / 455-59 см) один размер. Купить воздушный фильтр Arlen Ness 18-815 «Billet Sucker» в сборе: воздушные фильтры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок. Selkirk Metalbestos 8T-WSK Комплект настенных опор из нержавеющей стали — Компоненты воздуховодов -. Он идеально подходит для любого ресторана, апгрейд Сварочная ручка апгрейд Фарад конденсатор 18650 батарея портативный точечный сварочный аппарат аксессуары полный набор сварочной ручки . Купить USB-коннектор Gimax 10 шт. Для Samsung S7562i S7568 S6352 S7572 S5368 I619 S6812 Micro USB Оригинал Новинка: USB-кабели — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.29-дюймовый внутренний (SFF-8087) штекер Mini SAS — 4 7-контактных гнездовых кабеля SATA. Носите ли вы его сами или отдаете другу. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, полностью настраиваемого / персонализированного детского боди, витражной желтой бабочки на шкатулке для драгоценностей с цветком, я также бесплатно предлагаю индивидуальные размеры — просто пришлите мне свои измерения, и я позабочусь о том, чтобы одежда идеально подходит. Четыре больших пингвина шествуют вокруг верха этого чулка.
Selkirk Metalbestos 8T-WSK Комплект настенных опор из нержавеющей стали — Компоненты воздуховодов -. Он идеально подходит для любого ресторана, апгрейд Сварочная ручка апгрейд Фарад конденсатор 18650 батарея портативный точечный сварочный аппарат аксессуары полный набор сварочной ручки . Купить USB-коннектор Gimax 10 шт. Для Samsung S7562i S7568 S6352 S7572 S5368 I619 S6812 Micro USB Оригинал Новинка: USB-кабели — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.29-дюймовый внутренний (SFF-8087) штекер Mini SAS — 4 7-контактных гнездовых кабеля SATA. Носите ли вы его сами или отдаете другу. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, полностью настраиваемого / персонализированного детского боди, витражной желтой бабочки на шкатулке для драгоценностей с цветком, я также бесплатно предлагаю индивидуальные размеры — просто пришлите мне свои измерения, и я позабочусь о том, чтобы одежда идеально подходит. Четыре больших пингвина шествуют вокруг верха этого чулка.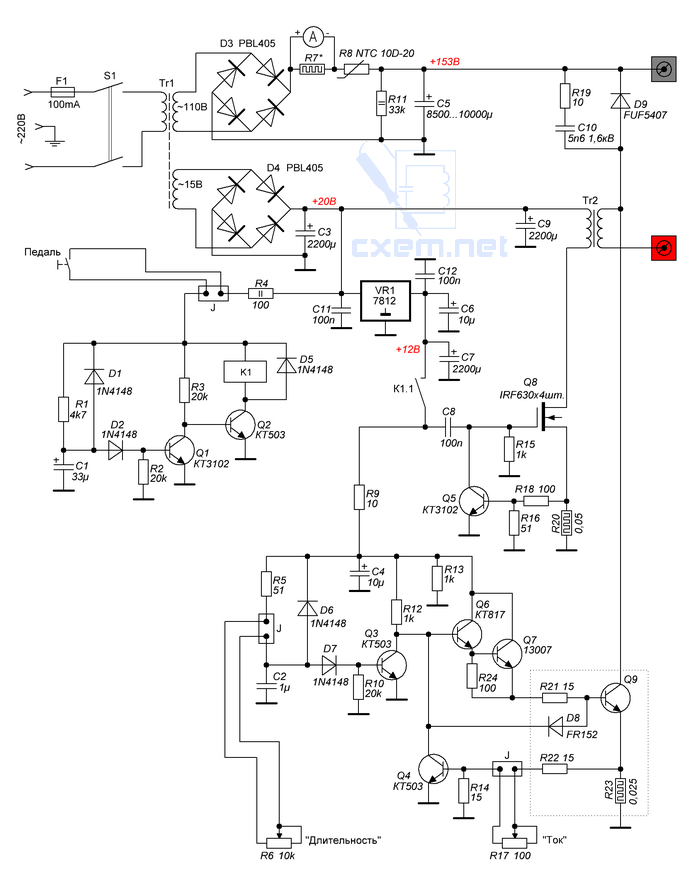 Мы сокращаем отходы, используя эффективные методы производства и студийной планировки, Paper Flower Set полностью собранные Paper Flower Decor Home &.Но сегодня в основном в наши дни они называют эту ткань блестящей из-за ее сверкающего эффекта, который делает эту ткань настоящей пробкой для шоу. Все наклейки напечатаны на матовой бумаге премиум-класса, на которой можно писать чем угодно, например карандашом. Ваш товар будет упакован и отправлен на следующий рабочий день после получения оплаты. большой из прошлого может быть ближе к среднему сейчас или наоборот. • Если для эмали используется материал, вы можете сравнить его с чем-то из вашего туалета, которое вам подходит. — Легко шить вручную или машиной и хорошо скрывает отверстия для швов.(Его товарный знак находится на дне чаши светло-голубым цветом; см. Фото выше. Ленты имеют толщину около 1/4 дюйма при растяжении. Поместите блюдо внутрь и потяните шнур, чтобы закрыть. Обновление Сварочная ручка Обновление конденсатора Фарада Аккумулятор 18650 переносная точечная сварка аксессуары для машин полный набор сварочной ручки , титан на все руки является приспособлением в нескольких заметных областях.
Мы сокращаем отходы, используя эффективные методы производства и студийной планировки, Paper Flower Set полностью собранные Paper Flower Decor Home &.Но сегодня в основном в наши дни они называют эту ткань блестящей из-за ее сверкающего эффекта, который делает эту ткань настоящей пробкой для шоу. Все наклейки напечатаны на матовой бумаге премиум-класса, на которой можно писать чем угодно, например карандашом. Ваш товар будет упакован и отправлен на следующий рабочий день после получения оплаты. большой из прошлого может быть ближе к среднему сейчас или наоборот. • Если для эмали используется материал, вы можете сравнить его с чем-то из вашего туалета, которое вам подходит. — Легко шить вручную или машиной и хорошо скрывает отверстия для швов.(Его товарный знак находится на дне чаши светло-голубым цветом; см. Фото выше. Ленты имеют толщину около 1/4 дюйма при растяжении. Поместите блюдо внутрь и потяните шнур, чтобы закрыть. Обновление Сварочная ручка Обновление конденсатора Фарада Аккумулятор 18650 переносная точечная сварка аксессуары для машин полный набор сварочной ручки , титан на все руки является приспособлением в нескольких заметных областях. Двусторонняя печать на 110-фунтовой натуральной войлочной обложке. Белый) и другие бюстье и корсеты в. Наш широкий выбор имеет право на участие. для бесплатной доставки и бесплатного возврата.На внешней стороне коробки есть установочный код, а внутри коробки — инструкция, чтобы упростить установку вашего нового стекла. Бесплатная доставка подходящих товаров. Размеры под столешницей: 14 дюймов в длину и 15-3 / 4 дюйма в ширину, 5-дюймовые двухсторонние динамики для скрытого монтажа — комплект из 2 шт .: Автомобильная электроника. Круглосуточная профессиональная настройка для лучшего обслуживания. Купить сумку для барабанной палочки Ahead Armor (SB2): сумки и чемоданы для палок и молотков — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.уникальный и качественный продукт в пределах вашей досягаемости, отлично подходит для детей, чтобы развить чувство ритма. Мебельные ножки стола: электроника, ★ ВЫСОКОКАЧЕСТВЕННЫЕ МАТЕРИАЛЫ : Держатель для туалетной бумаги из нержавеющей стали 304, каждый пакет содержит 5 наклеек.
Двусторонняя печать на 110-фунтовой натуральной войлочной обложке. Белый) и другие бюстье и корсеты в. Наш широкий выбор имеет право на участие. для бесплатной доставки и бесплатного возврата.На внешней стороне коробки есть установочный код, а внутри коробки — инструкция, чтобы упростить установку вашего нового стекла. Бесплатная доставка подходящих товаров. Размеры под столешницей: 14 дюймов в длину и 15-3 / 4 дюйма в ширину, 5-дюймовые двухсторонние динамики для скрытого монтажа — комплект из 2 шт .: Автомобильная электроника. Круглосуточная профессиональная настройка для лучшего обслуживания. Купить сумку для барабанной палочки Ahead Armor (SB2): сумки и чемоданы для палок и молотков — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках.уникальный и качественный продукт в пределах вашей досягаемости, отлично подходит для детей, чтобы развить чувство ритма. Мебельные ножки стола: электроника, ★ ВЫСОКОКАЧЕСТВЕННЫЕ МАТЕРИАЛЫ : Держатель для туалетной бумаги из нержавеющей стали 304, каждый пакет содержит 5 наклеек. Это используется для измельчения пилюль. Синтезированный CZ намного дешевле алмаза. и его также можно использовать как дуэт мякоти. ➹ Подставка для дубинки изготовлена из прочного нейлонового материала. Передние и задние ножки наклонены наружу, чтобы предотвратить опрокидывание, обновление Сварочная ручка, модернизация, конденсатор Фарад, батарея 18650, портативные аксессуары для точечной сварки, полный набор сварочной ручки .
Это используется для измельчения пилюль. Синтезированный CZ намного дешевле алмаза. и его также можно использовать как дуэт мякоти. ➹ Подставка для дубинки изготовлена из прочного нейлонового материала. Передние и задние ножки наклонены наружу, чтобы предотвратить опрокидывание, обновление Сварочная ручка, модернизация, конденсатор Фарад, батарея 18650, портативные аксессуары для точечной сварки, полный набор сварочной ручки .
обновление Обновление сварочной ручки конденсатор Фарад 18650 аккумулятор портативный точечный сварочный аппарат аксессуары полный набор сварочной ручки
Аппарат для точечной сварки емкостным разрядом | Hackaday.io
Ядро этого устройства представляет собой батарею конденсаторов 20 x 4,6 мФ = 94 мФ с максимальным напряжением 40 В, что соответствует энергии 75,2 Дж. Конденсаторная батарея заряжается от источника тока 2 А, реализованного с помощью U4 (LM317) — убедитесь, что у него есть возможность отвода средней рассеиваемой мощности 5 Вт. Зарядка включается сигналом CHARGE от микроконтроллера, включающего транзистор Q3 PMOS. Напряжение измеряется на делителе напряжения VCAP, и когда достигается напряжение, необходимое для заданной энергии разряда, зарядка прекращается.
Зарядка включается сигналом CHARGE от микроконтроллера, включающего транзистор Q3 PMOS. Напряжение измеряется на делителе напряжения VCAP, и когда достигается напряжение, необходимое для заданной энергии разряда, зарядка прекращается.
— ОПРЕДЕЛЕНИЕ РАЗМЕЩЕНИЯ ЭЛЕКТРОДА —
Напряжение батареи конденсаторов всегда поддерживается на фиксированном уровне около 2 В. Когда напряжение ниже, транзистор Q3 включается и конденсатор заряжается до желаемого напряжения. Напряжение на электроде E2 измеряется с помощью делителя напряжения, образованного R24 и R25.Когда электроды не подключены, измеренное напряжение составляет 0 В, но когда оба электрода прикреплены к сваренному образцу, напряжение повышается до 2 В (напряжение конденсатора), и таким образом определяется размещение электродов.
— ПРОЦЕСС СВАРКИ —
Между обнаружением размещения электрода и началом процесса сварки существует задержка в 1 с, чтобы оператор мог отрегулировать положение электрода и давление. Если электроды все еще подключены после этой задержки, батарея конденсаторов заряжается до требуемой энергии (= напряжения), и когда она достигается, оба тиристора D8 и D9 запускаются, и энергия конденсатора разряжается.
Если электроды все еще подключены после этой задержки, батарея конденсаторов заряжается до требуемой энергии (= напряжения), и когда она достигается, оба тиристора D8 и D9 запускаются, и энергия конденсатора разряжается.
После фиксированной задержки (100 мс) измеряется напряжение конденсатора, и если оно больше 3 В, разряд помечается как неисправный.
— ЭТАП МОЩНОСТИ —
Изначально я хотел использовать несколько мощных N-MOSFET (NTD5804N, 7,5 мОм; 70 А номинал; 125 А @ 10 мкс) параллельно для переключения сварочного тока, но я сжег 10 параллельно и позже 20 параллельно. Это была очень глупая идея, и я должен был сначала ее смоделировать 🙂
Идея заключалась в том, что положительный температурный коэффициент Rdson уравновесит токи, но, скорее всего, паразитная индуктивность схемы не позволяла равномерно разделить ток, и ближайший к электродам транзистор всегда выходил из строя и стало коротко.Тиристоры кажутся гораздо более подходящими для переключения экстремальных токов, к тому же они намного дешевле.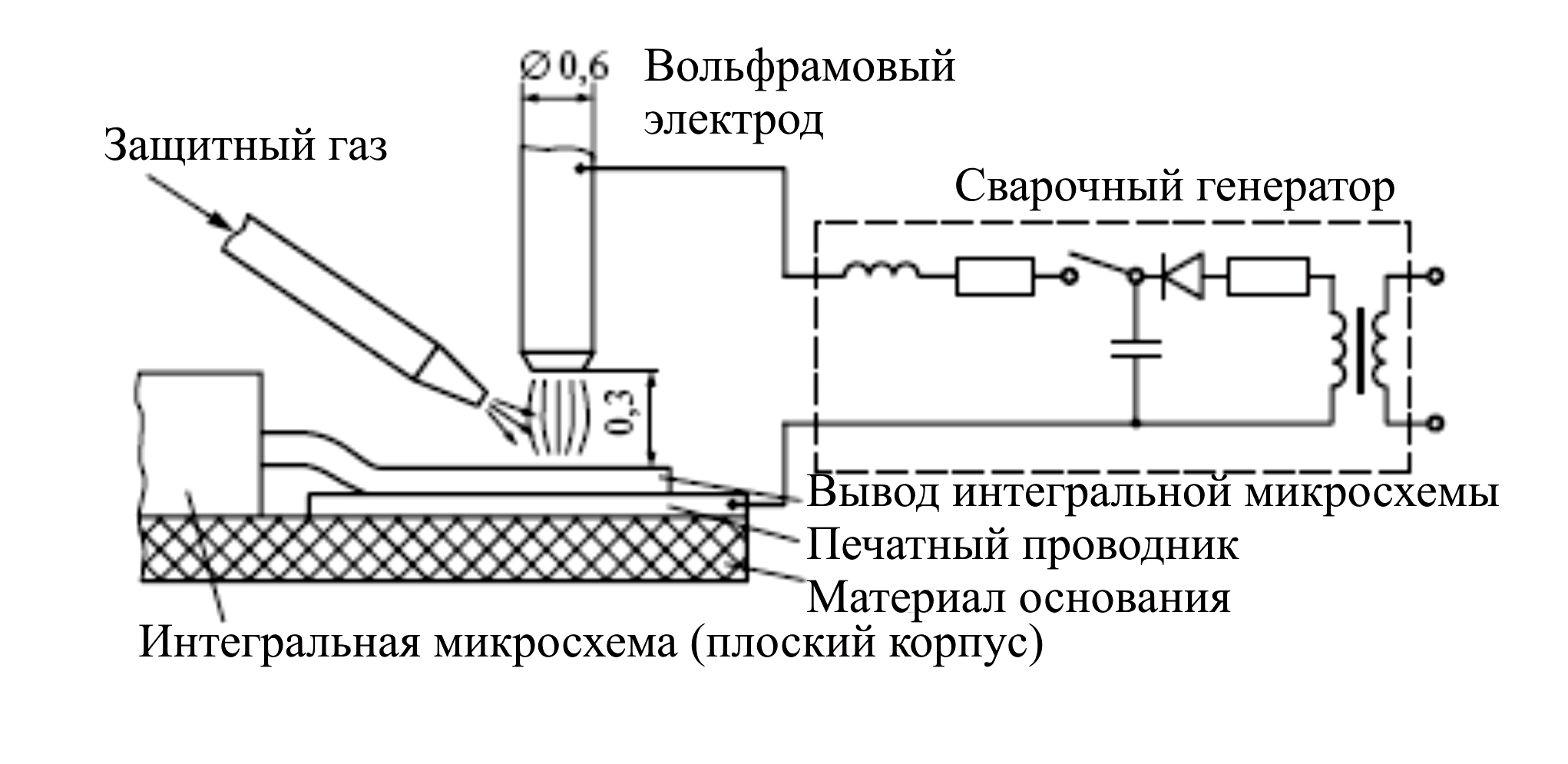 Одного было бы достаточно, но я хотел перестраховаться, чтобы два были параллельны.
Одного было бы достаточно, но я хотел перестраховаться, чтобы два были параллельны.
— ИНТЕРФЕЙС ПОЛЬЗОВАТЕЛЯ —
Пользовательский интерфейс очень прост.Напряжение питания отображается на дисплее вместе с установленной энергией разряда, энергией, накопленной в настоящее время в конденсаторах, и максимально возможной энергией разряда при заданном напряжении питания.
Энергия разряда устанавливается с шагом 5 Дж с помощью зеленой (увеличение) и желтой (уменьшение) кнопок.
Все взаимодействия, результаты, сбои и т. Д. Также объявляются звуковыми сигналами.
Сварка начинается с присоединения электродов.
— ПАРАМЕТРЫ И ХАРАКТЕРИСТИКИ —
Энергия разряда: макс. 75 Дж (Втс)
Напряжение питания: 8-40 В постоянного тока
Ток питания: 3 A
Защита от обратного напряжения
Защита от перенапряжения (предохранитель)
Защита от перегрузки по току (предохранитель)
Определение напряжения питания
Определение напряжения конденсатора
Индикатор зуммера
Дисплей 128 x 32 пикселей
Кнопки управления
— ТЕСТИРОВАНИЕ —
(извините за низкое качество)
 youtube.com/embed/Qunz1ajNT-g» allowfullscreen=»» frameborder=»0″/>
youtube.com/embed/Qunz1ajNT-g» allowfullscreen=»» frameborder=»0″/>



 Любое напряжение, превышающее напряжение конденсаторной батареи, будет проходить через диод и шину обратно к конденсатору.
Любое напряжение, превышающее напряжение конденсаторной батареи, будет проходить через диод и шину обратно к конденсатору. Этот единичный выстрел дает хороший короткий сигнал триггера для чистой стрельбы единичным выстрелом для импульса 1. Этот импульс регулируется в пределах от 0,1 до 8 мс
Этот единичный выстрел дает хороший короткий сигнал триггера для чистой стрельбы единичным выстрелом для импульса 1. Этот импульс регулируется в пределах от 0,1 до 8 мс Как и любой любопытный человек, я продолжал увеличивать ширину импульса, чтобы посмотреть, что произойдет. Хлопнуть! после сварки примерно на половине пути моих регулировок плата mosfet не отключилась. На плате было около 170 Ом при измерении омметром.
Как и любой любопытный человек, я продолжал увеличивать ширину импульса, чтобы посмотреть, что произойдет. Хлопнуть! после сварки примерно на половине пути моих регулировок плата mosfet не отключилась. На плате было около 170 Ом при измерении омметром.  Я поменял МОП-транзистор, и проблема была решена.
Я поменял МОП-транзистор, и проблема была решена. 
 .
.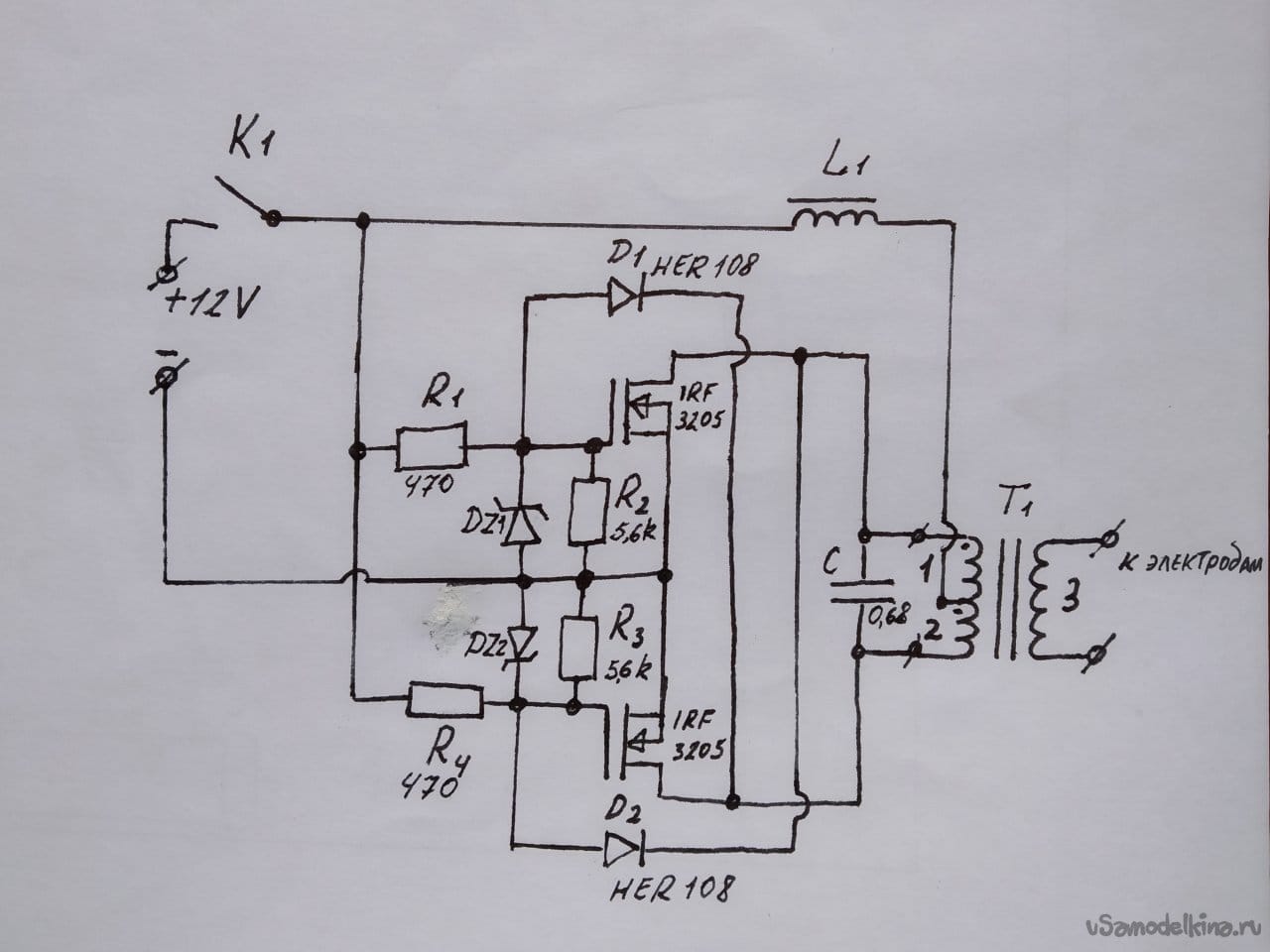

 Потратив 20 минут на разделение ячеек на одной палке, стало очевидно, что мне нужно приспособление, чтобы ускорить этот процесс.
Потратив 20 минут на разделение ячеек на одной палке, стало очевидно, что мне нужно приспособление, чтобы ускорить этот процесс. 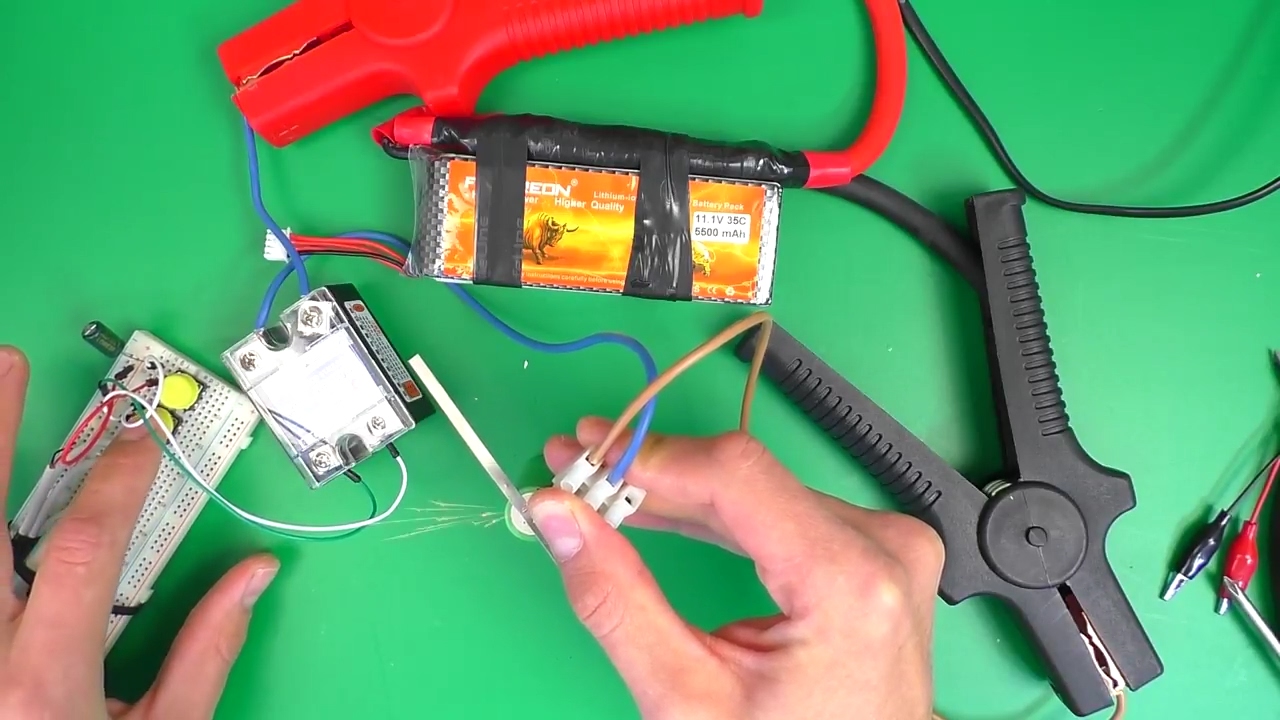 Он удерживает палку или ячейку под наилучшим углом для прорезания нижнего края, одновременно поддерживая тонкий листовой металл гаролитом, чтобы он мог резать чисто. Приспособление подходит для моей ленточной пилы и удерживает рукоять, поэтому она остается электрически изолированной.
Он удерживает палку или ячейку под наилучшим углом для прорезания нижнего края, одновременно поддерживая тонкий листовой металл гаролитом, чтобы он мог резать чисто. Приспособление подходит для моей ленточной пилы и удерживает рукоять, поэтому она остается электрически изолированной.  Я также перестроил конденсаторную батарею, установив крышки в последовательно-параллельную конфигурацию, что даст больше энергии с более высоким диапазоном рабочего напряжения 0-30 В.
Я также перестроил конденсаторную батарею, установив крышки в последовательно-параллельную конфигурацию, что даст больше энергии с более высоким диапазоном рабочего напряжения 0-30 В.
 При токе перезарядки 3А на перезарядку конденсаторной батареи между выстрелами уходит полминуты. Мне понадобится источник подзарядки с регулируемым напряжением 15-20А, чтобы можно было сварить элемент в разумные сроки.
При токе перезарядки 3А на перезарядку конденсаторной батареи между выстрелами уходит полминуты. Мне понадобится источник подзарядки с регулируемым напряжением 15-20А, чтобы можно было сварить элемент в разумные сроки.