Правильный шов сварки электродом
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны.
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей.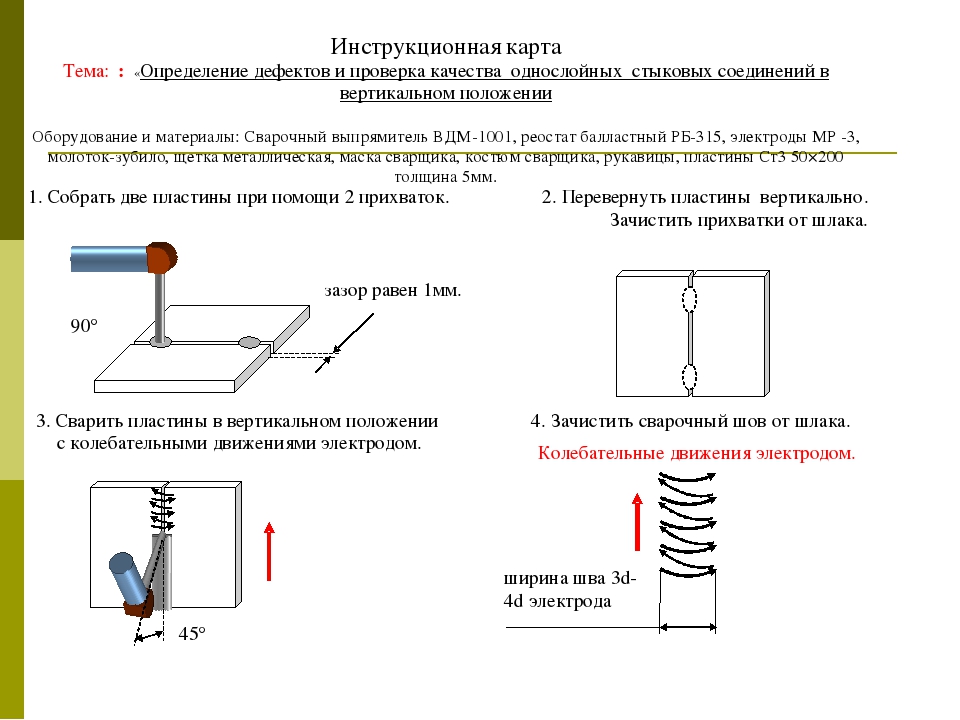 При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.

- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.

Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Инвертор для сварки, или инверторный источник сварочного тока (ИИСТ) – это источник питания электрической дуги, посредством которой и происходит соединение деталей из металла под воздействием очень высокой температуры. На сегодняшний день это один из самых популярных аппаратов для ручной сварки.
Как работает ИИСТ
Напряжение сети 220 В переменного тока подается на выпрямитель. Далее в силовом блоке инвертора постоянный ток преобразуется снова в переменный, но с повышенной частотой, который подается на высокочастотный сварочный трансформатор. Затем напряжение через выпрямитель подается на дугу.
На выходе получается дуга на постоянном токе, более устойчивая, что и требуется для качественной сварки.
Достоинства данного аппарата:
- За счет преобразования тока исследователи пришли к высокочастотному трансформатору, вес которого более, чем в 10 раз, меньше, чем у сетевого сварочного трансформатора. Масса его находится в пределах от 2 до 7 кг.
- Сварочная дуга высокого качества.
- Более сконцентрировано тепло к месту соединения, что повышает КПД.
- Минимальное разбрызгивание металла.
- Плавные регулировки сварочных характеристик.
- Более аккуратный и ровный сварной шов.
 Масса его находится в пределах от 2 до 7 кг.
Масса его находится в пределах от 2 до 7 кг.- Ограничение по коэффициенту загрузки. При продолжительной работе происходит нагревание внутренних элементов, необходимо давать остывать в процессе работы.
- Повышенная чувствительность к влажности воздуха и конденсату внутри корпуса. Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.
- Высокий уровень создаваемых высокочастотных электромагнитных помех.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Организация рабочего места
Оборудование для сварочных работ:
- Источник сварочного тока – сварочный инвертор или сварочный трансформатор.
- Сварочный электрод – в данном случае берется плавящийся, изготовленный из сварочной проволоки, которая подразделяется на углеродистую, легированную и высоколегированную. Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате.
- Одежда сварщика – это защитный огнестойкий костюм, который закрывает все открытые части тела: брюки, куртка с длинными рукавами, перчатки, прочная обувь (брюки должны быть поверх ботинок), шлем-маска с защитным стеклом. Необходимо, чтобы одежда была без синтетики.
- Молоток, для сбивания нагара. Напильник. Плоскогубцы.
Подготовка к процессу сварочных работ
Детали для сваривания подгоняются по размеру. Зачищаются от ржавчины и загрязнения.
Зачищаются от ржавчины и загрязнения.
Кабель массы подключается к одной из свариваемых деталей. Для надежного контакта это место зачищается до металла, можно применить напильник.
Электрод вставляется концом без напыления в держатель. Сварочный аппарат включается в сеть.
В соответствии с размером электрода выставляется сила тока. Можно руководствоваться табличными значениями. Всегда следует помнить, что слишком высокое значение силы тока будет резать металл, для чего ее и нужно использовать, а недостаточная – не даст дугу хорошего качества.
Процесс сварных работ
В процессе сварки горит электрическая дуга между металлом детали и электродом, расплавляя их.
Правильный розжиг дуги
Розжиг дуги можно сделать следующим способом: краткие касания кончиком электрода у начала сварного шва. Задача в том, чтобы электрический ток пробил воздушный промежуток и напыление на электроде.
Возможные причины, когда электрическая дуга не зажигается: качество подключения «массы», необходимо очистить кончик электрода от обсыпки, увеличить силу тока.
Траектория движения электрода при сварке
При сваривании вертикальных поверхностей сварной шов ведется снизу вверх.
При горизонтальном размещении направление движения электрода зависит от удобства выполнения шва.
Во время сварки электрод располагается под углом 30 0 – 60 0 к поверхности металла на расстоянии 3 – 5 мм от него.
Движение электрода идет поступательно – по принципу «елочка».
Для более ровного ведения шва можно отметить его место мелом.
Ускорять или замедлять ведение шва необходимо в зависимости от состояния сварной ванны – объема жидкого металла.
Завершение
По завершении процесса сварки очистить сварной шов от образовавшегося нагара. Осмотреть внимательно место сварки на предмет зашлакованности или пропуска.
Осмотреть внимательно место сварки на предмет зашлакованности или пропуска.
Типы швов при сварке электродами
- Швы встык.
- Тавровые соединения.
- Угловые соединения.
- Швы внахлест.
Ошибки начинающих сварщиков
Наиболее часто встречающиеся ошибки заключаются в следующем:
- При медленном ведении электрода – образование прожогов.
- Слишком быстрое движение электрода – неровный шов.
- Не выдержан угол между электродом и поверхностью – шов плоский и неровный.
- Слишком маленький зазор между электродом и деталями – дефект «всплывания шва», металл непроварен.
- При слишком большом зазоре между электродом и рабочей поверхностью – шов непрочный, непроваренный металл.
- Детали повело – нужно перед началом сварки прихватить детали в нескольких местах с обеих сторон.
Дуговая сварка металлоконструкций штучными электродами 4
Различают пространственные положения шва — нижнее, вертикальное, горизонтальное и потолочное (рис. 23).
Рис. 23. Схемы пространственного положения сварных швов
1 — нижнее: 2 — вертикальное и горизонтальное в вертикальной плоскости; 3 — потолочное
Сварка в нижнем положении наиболее удобна. Поэтому при изготовлении конструкций в заводских условиях и на монтажной площадке, а также при укрупнении конструкций перед монтажом желательно применять меры для обеспечения сварки в нижнем положении. Такое требование оправдывается максимальной производительностью сварки и наивысшим качеством сварного шва.
Вертикальные швы могут наполняться способом снизу вверх и способом сверху вниз (рис. 24, а, б).
Рис. 24. Техника выполнения швов
а — вертикальных снизу вверх; б — вертикальных сверху вниз; в — горизонтальных
Сварка снизу вверх более удобна. Затвердевший металл образует подобие полочки, на которой удерживается капля металла. В обоих случаях при зажигании дуги электрод располагают перпендикулярно поверхности. После образования кратера электрод наклоняют под углом 45° при сварке снизу вверх и под углом 15° при сварке сверху вниз. Сварку вертикальных швов производят короткой дугой с незначительными поперечными колебаниями электрода. Сварочный ток берется на 15— 20 % меньше, чем при сварке в нижнем положении, а диаметр электрода принимается не более 4—5 мм.
Затвердевший металл образует подобие полочки, на которой удерживается капля металла. В обоих случаях при зажигании дуги электрод располагают перпендикулярно поверхности. После образования кратера электрод наклоняют под углом 45° при сварке снизу вверх и под углом 15° при сварке сверху вниз. Сварку вертикальных швов производят короткой дугой с незначительными поперечными колебаниями электрода. Сварочный ток берется на 15— 20 % меньше, чем при сварке в нижнем положении, а диаметр электрода принимается не более 4—5 мм.
Горизонтальные швы выполнять труднее вертикальных. При сварке стыковых швов с разделкой кромок следует отдавать предпочтение У-образной и К-образной форме подготовки кромок, причем кромка без скоса должна быть нижней (рис. 24, в).
При наплавке последнего уширенного валика поперечные колебания электродом совершают при положении его под углом 45° к вертикали. Сварочный ток и диаметр электрода ограничиваются теми же значениями, что и при сварке вертикальных швов.
Варить потолочные швы наиболее трудно, так как сила тяжести препятствует переносу металла с электрода в сварочную ванну, а расплавленный металл сварочной ванны вытекает при повышенном ее объеме.
Сварку потолочных швов ведут при минимально допустимой длине дуги (около 0,5 диаметра электрода).
Величина сварочного тока на 20—25 % меньше, чем при сварке в нижнем положении, диаметр электрода — не более 4 мм.
Пониженный режим сварки, неудобное положение сварщика во время работы значительно снижают производительность труда и качество сварного шва.
Сварочные электроды при сварке вертикальных и горизонтальных швов
Выполнение вертикальных швов
Чтобы справиться с этой задачей, необходимо конец сварочного электрода отвести либо в сторону, либо вверх от капли. Это позволит ей затвердеть.
Вертикальную сварку проще осуществить, выбрав направление снизу вверх. Действуя таким образом, сварщик обеспечит удержание новой капли за счёт кратера, образовавшегося снизу.
Действуя таким образом, сварщик обеспечит удержание новой капли за счёт кратера, образовавшегося снизу.
Во время сварки сварочный электрод удерживается под наклоном либо вниз, либо вверх. Нижнее положение электрода расширяет возможности сварщика, который может наблюдать за тем, как в шве распределяются капли электродного металла.
Рекомендуется выполнять вертикальные швы сварочными электродами, диаметр которых не превышает четырёх миллиметров. При этом используется пониженный ток, за счёт которого сокращается объём жидкого металла, попадающего в кратер шва. Это существенно упрощает сварочный процесс.
Выполнение горизонтального шва
Чтобы уменьшить стекание расплавленного металла в процессе создания горизонтального шва, на кромке верхнего листа делается скос. Возбуждение дуги выполняется у нижней кромки. Затем она переводится на кромку листа, находящегося сверху. Это позволяет поднять вверх металлическую каплю.
Шов горизонтального типа тоже напоминает валик, расположенный продольно. Однако при этом необходимо менять электроды: нижний валик выполняется четырёхмиллиметровым электродом, а все остальные — пятимиллиметровым.
Создание потолочных швов
Большие трудности возникают при выполнении потолочных швов. Для работы выбирается короткая дуга и сварочные электроды, имеющие тугоплавкое покрытие, чтобы появилась возможность удержать расплавившийся металл электрода в чехле, который образует покрытие.
Процесс сварки представляет собой попеременное удаление и приближение электрода к ванне. Когда электрод удаляется, шов затвердевает, поскольку дуга гаснет.
Чтобы выполнить потолочную сварку в вертикальном или горизонтальном направлении, требуется электрод ещё меньшего диаметра. Также необходимо на 12 процентов сократить подачу электротока.
Когда выполняется потолочная сварка, газовые пузырьки всплывают и попадают в шов. Это снижает параметры прочности создаваемого соединения. Поэтому этот тип сварки применяется в процессе монтажа конструкций крупного размера, при соединении стыков трубопроводов, которые нельзя повернуть, и во время ремонтных работ, то есть во всех ситуациях, когда нет возможности провести сварку в нижнем положении.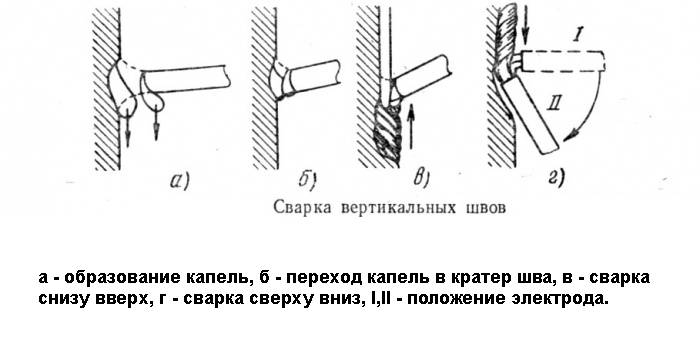
Общие замечания
Все типы швов вполне возможно выполнить в среде защитных газов, которые перенесут металл в сварочную ванну. В данном случае требуется использовать механизированную сварку.
Для сварки в любых пространственных положениях можно использовать сварочные электроды УОНИ и ОЗС.
Презентация на тему: Техника сварки вертикальных, горизонтальных и потолочных швов
1
Первый слайд презентации: Техника сварки вертикальных, горизонтальных и потолочных швов
План урока: Техника сварки вертикальных швов Техника сварки горизонтальных швов Техника сварки потолочных швов
Изображение слайда
2
Слайд 2: ( I )Техника сварки вертикальных швов
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз. Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва. Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть.
Изображение слайда
3
Слайд 3
Вертикальные швы стыковые и угловые могут выполнятся:
Снизу вверх;
Сверху вниз. (1) Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла. Дугу возбуждают в нижней точке шва. Сваркой подготавливают горизонтальную площадку сечением, равным сечению шва.
Изображение слайда
4
Слайд 4
При этом электрод совершает поперечные колебания. Наибольший провар достигается при положении электрода, перпендикулярном вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз на 45-50°. Вертикальные швы выполняют с током на 10% меньшим, чем при сварке в нижнем положении. При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
Изображение слайда
5
Слайд 5
Используются электроды диаметром до 4 мм. Поперечные колебания электрода: углом, полумесяцем, «елочкой»
Изображение слайда
Изображение для работы со слайдом
6
Слайд 6
( 2) Вертикальная сварка сверху вниз возможна электродами дающими тонкий шлак(«короткие» шлаки), металл в сварочной ванне затвердевает быстрее и стекания его не происходит. Например электроды с целлюлозным покрытием ( ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 ).
Дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на жидкий металл.
Рекомендуется в основном для сварки
тонких металлов ( до 5 мм ).
Например электроды с целлюлозным покрытием ( ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 ).
Дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на жидкий металл.
Рекомендуется в основном для сварки
тонких металлов ( до 5 мм ).
Изображение слайда
7
Слайд 7
Производительность сварки сверху вниз выше производительности сварки снизу вверх.
Изображение слайда
Изображение для работы со слайдом
8
Слайд 8: ( II )Техника сварки горизонтальных швов
Для уменьшения стекания металла при выполнении горизонтальных швов скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке, а затем переводят ее на кромку верхнего листа, поднимая вверх стекающую каплю металла.
Изображение слайда
9
Слайд 9: Схема сварки горизонтальных швов
Изображение слайда
Изображение для работы со слайдом
10
Слайд 10
Горизонтальные швы толщиной более 8мм выполняют многопроходными (продольными ниточными валиками), причем первый валик ( корень шва ) выполняют электродом диаметром 4 мм, а последующие— электродом 5 мм.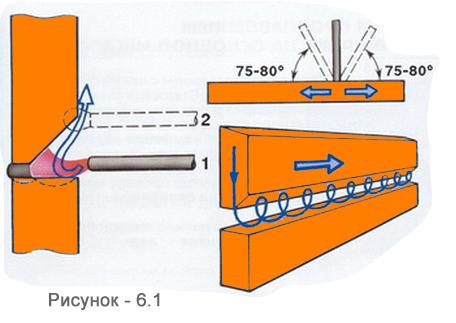
Изображение слайда
Изображение для работы со слайдом
11
Слайд 11
Горизонтальные швы хуже по качеству, чем вертикальные. При сварке возможно образование подрезов на верхней кромке, возможны шлаковые включения и поры в корне шва.
Изображение слайда
12
Слайд 12: ( III )Техника сварки потолочных швов
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой и быстрыми колебательными движениями. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла.
Изображение слайда
13
Слайд 13
В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки используют электроды диаметром 3-4мм.
При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки используют электроды диаметром 3-4мм.
Изображение слайда
Изображение для работы со слайдом
14
Слайд 14
Изображение слайда
Изображение для работы со слайдом
15
Слайд 15
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Следовательно, для сварки в потолочном положении необходимо пользоваться хорошо просушенными электродами. Для сварки в любом пространственном положении пригодны электроды марок: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13/45
Изображение слайда
16
Слайд 16
Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Изображение слайда
17
Слайд 17: Самостоятельно
1 вариант Чему д.б. равна длина дуги? Преимущества Х-образной разделки кромок. Какие меры применяют для над e жного провара корня шва? В каких случаях применяют многослойные швы? Трудности при сварке угловых швов. В каком случае для угловых швов делают разделку кромок? Если толщина свариваемых листов 4 и 6мм, то чему равен катет шва? Способы сварки вертикальных швов. Какие дефекты возможны при сварке горизонтальных швов. В каких случаях применяют потолочные швы ? 2 вариант Недостатки сварки длинной дугой. Недостатки V -образной разделки кромок. Какие меры применяют для надежного провара корня шва? Преимущества многослойных швов. Способы сварки угловых швов. Угол скоса кромки в угловом шве. Если толщина свариваемых листов 10 и 15мм, то чему равен катет? Трудности при сварке вертикальных швов. Какую разделку кромок выполняют для горизонтальных швов? Какие трудности возникают при сварке потолочных швов ?
Изображение слайда
18
Последний слайд презентации: Техника сварки вертикальных, горизонтальных и потолочных швов
Выбрать режим сварки для низкоуглеродистой стали толщиной 80 мм, шов вертикальный, длина 3000мм (указать разделку кромок и количество слоев). Выбрать режим сварки для низкоуглеродистой стали толщиной 2мм, шов потолочный, длина 5000мм (указать разделку кромок и количество слоев).
Выбрать режим сварки для низкоуглеродистой стали толщиной 2мм, шов потолочный, длина 5000мм (указать разделку кромок и количество слоев).
Изображение слайда
Какое положение при сварке выбрать
Человек, у которого появилось желание научиться сварочному делу, зачастую сталкивается с вопросом о том, какое положение при сварке выбрать. Ведь в зависимости от того, какое было выбрано положение и угол наклона электрода, определяется качество и надежность проделанной работы. Учитывая это, каждый нынешний сварщик-специалист наверняка когда-то задавался этим вопросом.
Сварка – это процесс, который позволяет создавать неразрывные соединения между несколькими элементами.
Сварка – это процесс образования неразъемного соединения с непрерывной структурой (т. е. создание единого цельного металла). Основным источником нагрева металла является сварочная дуга.
Дуга – это длительный устойчивый электрический разряд между двумя электродами в газовой среде, находящимися под напряжением.
Читайте также:
Как применяют сварочный кабель.
Правила использования газовой горелки.
О сварке алюминия аргоном читайте здесь.
Угол расположения электрода при сваривании
Положения электрода при сварке.
Угол наклона и положение электрода при сварке определяют, как быстро металл будет прогреваться. В основном электрод держится под углом в 45-90° к горизонтали. А самым удобным большинство сварщиков считают угол в 75°.
Оптимальное решение в подборе угла наклона основывается на выборе шва, который планируется для изготовления. Чем больше угловая вертикаль, тем глубже будет плавление металла, а шов гораздо меньше будет выпирать. Это происходит из-за того, что дуга производит давление на металлическую ванну и дает ей растекаться по краям. Находясь под наклоном, электрод с помощью силы дуги приподнимает шов и делает его более выпуклым.
Находясь под наклоном, электрод с помощью силы дуги приподнимает шов и делает его более выпуклым.
Для качественного выполнения работ применяется короткая дуга. Если электрод выставлен перпендикулярно, металлическая ванна образовывается и растекается довольно быстро. Чтобы уменьшить провар на тонкой пластине, кладется ограниченное количество металла для малого шва. Если электрод держать под наклоном, тепло будет уходить из металлоконструкции и позволит уменьшить скорость электросварки для формирования швов. А если его наклон слишком большой, сварочный материал не прогреется, ванна будет узкая, а шов будет выпирать, и вы потеряете управление по краям. Для большинства подогнанных стыковых частей можно поддерживать постоянный угол наклона, чтобы получался плотный шов. Однако в некоторых ситуациях необходимо будет менять положение электрода при сваривании. Чтобы заполнить зазоры, можно будет сделать уклон более сильным, замедляя перенос металла и удерживая размер шва. Потом поднять электрод, чтобы закончить шов. Чтобы сохранять правильное расположение угла, требуется практика. При электросварочных работах нужно поддерживать свободное и расслабленное состояние.
Конструкция, которую планируют соединить методом сваривания, имеет свойство располагаться в разных плоскостях – это зависит от технологических требований выполнения данных работ. От их расположения в пространстве напрямую зависит сварное соединение и направленность шва, что позволяет подобрать специалиста в этой области и выяснить наилучший метод сваривания.
Положение пространственных кромок, которые в первую очередь подготавливаются для последующего соединения в единую конструкцию различных металлических образцов, определяет расположение швов при сварке. Существуют четыре главных положения сварочных работ: нижнее, потолочное, вертикальное и горизонтальное.
Вернуться к оглавлению
Нижнее расположение
Таблица электродов для сварки.
Такое положение зачастую применяется в тех случаях, когда подвергаются свариванию простейшие элементы и если качество соединяющего рубца не имеет особого значения.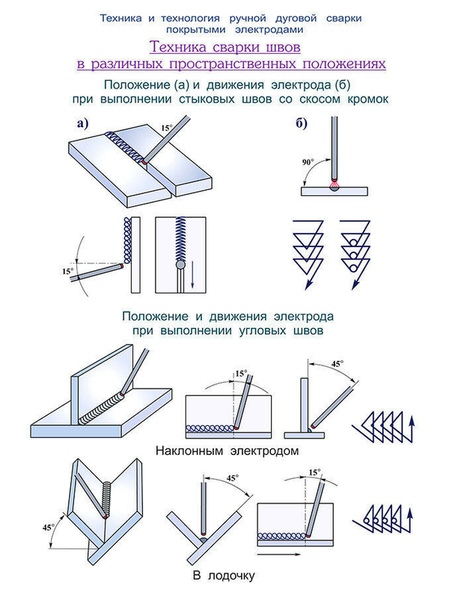 Расположение свариваемых деталей горизонтально, а электрод должен быть в вертикальном положении.
Расположение свариваемых деталей горизонтально, а электрод должен быть в вертикальном положении.
С нижнего положения можно выполнить работу двухстороннего сваривания металлического элемента, толщина которого составляет 8 мм, а также одностороннее, с толщиной, не превышающей 4 мм. Во всех приведенных выше случаях конструкция будет достаточно прочной. Единственными моментами, которые могут оказать влияние на качество, являются:
- выбор диаметра электрода;
- размер и толщина свариваемых деталей, а также зазор между ними;
- сварочный ток и его величина.
В большинстве случаев сварка в нижнем положении является лучшим вариантом для соединения в одну конструкцию различных элементов на производстве.
В процессе расплавления электродный металл под действием естественной силы тяжести переносится в сварочную ванну, расположенную в горизонтальной плоскости. Единственный изъян данного положения – это вероятность возникновения прожогов, в связи с этим необходимо обеспечить максимально полное плавление, чтобы не допустить их появление. Данную задачу способен выполнить сварщик, не имеющий большого опыта в работе и повышенной квалификации. Не учитывая этого незначительного недостатка в нижнем положении, есть смысл отдать предпочтение такому виду и стараться задействовать его на различных этапах проектирования работ по сварке.
Вернуться к оглавлению
Вертикальное расположение
В процессе сваривания вертикального шва ванна плавленого металла под действием силы тяготения стекает вниз. В связи с этим его ведут короткой дугой с целью попадания расплавленных металлических капель в центр шва. При этом сам электрод краткими движениями слегка отводят от ванны, тем самым давая капле застывать. В основном соединения в вертикальном положении осуществляются снизу вверх, в этом случае нижний, уже застывший кратер не даст возможности растекаться металлической ванне.
Угол наклона электрода в данном случае обычно вниз или вверх. Когда сварщик наклоняет его вниз, он получает возможность просматривать, как распределяется металлическая ванна по стыку шва. Если нужно выполнить соединение сверху вниз, электрод необходимо сначала выставить в положение, а когда образуется капля, потихоньку опускать ее ниже, возникает очередной кратер, и капля может удерживаться от потека вниз благодаря более короткой дуге. Лучше всего вертикальный шов сваривать на небольшом токе с диаметром электрода 0,4 см. В этом случае получится малый объем расплавленного металла в шовном кратере.
Когда сварщик наклоняет его вниз, он получает возможность просматривать, как распределяется металлическая ванна по стыку шва. Если нужно выполнить соединение сверху вниз, электрод необходимо сначала выставить в положение, а когда образуется капля, потихоньку опускать ее ниже, возникает очередной кратер, и капля может удерживаться от потека вниз благодаря более короткой дуге. Лучше всего вертикальный шов сваривать на небольшом токе с диаметром электрода 0,4 см. В этом случае получится малый объем расплавленного металла в шовном кратере.
Вернуться к оглавлению
Горизонтальное расположение
Схемы движения электрода при горизонтальной сварке.
Чтобы выполнить горизонтальный шов, в верхнем листе проделывают скос кромок с целью сократить протекания расплавленного металла. Прежде чем перевести дугу на верхний лист, ее возбуждают на кромке нижнего листа, ведя вверх металлическую каплю. Также существует вариант горизонтального сваривания при участии продольных валиков. Первый накладывается при помощи электрода в диаметре 0,4 см, а остальные – 0,5 см.
Когда создается шов в горизонтальном положении, опытные сварщики рекомендуют удерживать угол электрода в 90-80°.
Нужно отметить, что дуга должна гореть максимально возможной мощностью, чтобы была возможность глубоко проплавить металлоизделие. Это значительно уменьшит влияние козырька, образующегося при сваривании электродом, расположенным под углом меньше 80°.
Чтобы получить нужную ширину шва и усиления валика, необходимо учитывать скорость сваривания, длину дуги. Соединения должны создаваться по направлению к сварке, а движения при этом должны быть колебательными.
Выдерживать угол электрода нужно, отталкиваясь от поведения образуемого шлака. Учитывая, что шлак попадает на корму, находящуюся снизу, сваривание может происходить под углом наклона 90°, а в редких моментах – и вовсе углом вперед.
Вернуться к оглавлению
Потолочное расположение
Такое положение для сваривания считается самым трудоемким. Такие соединения проделывают самой мощной дугой. Чтобы облегчить себе задачу сварки в потолочном положении, самые толстые поверхности делают менее поддающимися к расплавлению, чем электродный металл. Учитывая, что толстое покрытие конструкции плавится, гораздо медленнее электродного металла, оно образует в самом конце небольшой чехол, который содержит расплавленные капли ванны.
Такие соединения проделывают самой мощной дугой. Чтобы облегчить себе задачу сварки в потолочном положении, самые толстые поверхности делают менее поддающимися к расплавлению, чем электродный металл. Учитывая, что толстое покрытие конструкции плавится, гораздо медленнее электродного металла, оно образует в самом конце небольшой чехол, который содержит расплавленные капли ванны.
Шов выполняется методом приближения и удаления электрода к ванне. В процессе удаления капли на шве застывают, а дуга гаснет. При работе в потолочном положении, как и при выполнении горизонтальных и вертикальных швов, ток делают меньше, чем при сваривании элемента той же толщины в нижнем положении, на 10-20 %, а электрод стараются выбирать с небольшим диаметром.
Презентация к уроку «Сварка стыкового соединения в вертикальном положении»
Просмотр содержимого документа
«Презентация к уроку «Сварка стыкового соединения в вертикальном положении»»
Тема урока: Сварка стыкового соединения в вертикальном положении.
ЦЕЛЬ УРОКА:
ИЗУЧИТЬ ТЕХНИКУ СВАРКИ СТЫКОВЫХ ШВОВ В ВЕРТИКАЛЬНОМ ПОЛОЖЕНИИ
АКТУАЛИЗАЦИЯ ОПОРНЫХ ЗНАНИЙ.
- Как изменяется величина силы тока при сварке в вертикальном положении сварочного шва?
- Какие средства индивидуальной защиту применяет сварщик, в соответствии с правилами техники безопасности?
- Какое напряжение тока при работе выпрямителя в холостом режиме?
Сварка в вертикальном положении в её чистом виде может выполняться покрытыми электродами вручную или механизированным способом в защитном газе на режимах, обеспечивающих малый объем сварочной ванны.
При сварке в вертикальном положении кромки соединяемых элементов располагаются в вертикальной плоскости.
Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником.
Сварка ведется, как правило, снизу вверх. При сварке тонкого металла применяется сварка сверху вниз.
Сварка вертикальных швов
а — снизу вверх; б — сверху вниз;
1 — положение электрода в начале сварки;
2 — положение электрода в процессе наложения шва
Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником.
Стекание расплавленного металла предотвращают наклоном электрода со стороны электрододержателя вниз, как показано пунктиром.
Угол наклона покрытого электрода при сварке на подъем
Угол наклона покрытого электродом при сварке на спуск
(сварка тонких деталей)
Вертикальная сварка в направлении сверху вниз возможна электродами, дающими тонкий слой шлака.
Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 и др.)
Для сварки применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении.
Технология сварки при вертикальном положении сварочного шва.
пластина
- Силу тока уменьшаем на 10-15%.
- Направление сварки снизу вверх.
- Сварку выполняем способом «прерывание сварочной дуги».
- Угол наклона электрода 45°.
электрод
45 °
Сварка стыкового соединения.
пластина
колебательные движения
направление сварки
электрод
ширина шва 3-4 диаметра электрода
45 °
анимация
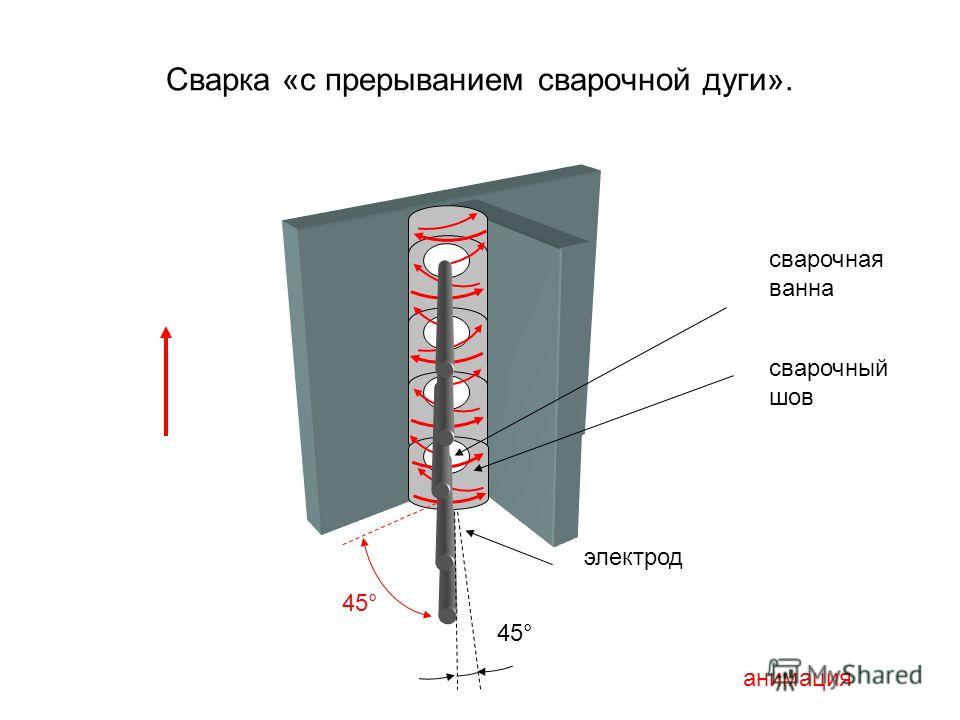
Сварка «с прерыванием сварочной дуги».
сварочная ванна
сварочный шов
электрод
45 °
Возможные ошибки.
- Неравномерный сварочный шов. ( рис №1)
- Неправильный угол наклона электрода.
- Неправильная ширина сварочного шва.
сварочная ванна
рис № 1
Вопрос: какой электрод не используется для сварки вертикально вниз?
В чем разница между 7018 и 8018?
7018 более пластичен, чем 8018.
Представьте себе трещину на краю ведра.
Если не подогревать, ведро может стоять довольно устойчиво без особого внутреннего напряжения.
Откройте эту трещину и сварите ее, теперь раскаленный металл, который вы ввели, чтобы заполнить зазор, в то время как очень горячий, — это как раз тот размер, который нужен, чтобы заполнить зазор..
7018 Все позиции?
Пруток для дуговой сварки 7018 обычно используется для универсальной сварки углеродистой стали. … На квадратный дюйм, обеспечивает сварку со средним проплавлением, может использоваться во всех положениях и может использоваться со сварочными аппаратами как переменного, так и постоянного тока.
Можно ли сваривать вертикально вниз с помощью 7018?
Re: 7018 вертикально вниз Это можно сделать. Я сделал это, но только по просьбе. Вам нужно разогреться минимум на 10-15 ампер и слегка наклонить вниз. Также сделайте выкройку обратного шага.
Вы приклеиваете сварной шов вверх или вниз?
Для материала толще листового металла вертикальную сварку обычно следует выполнять в гору. Сварку более тонкого листового металла можно выполнять под уклон, поскольку требуется меньшее проплавление, а более высокая скорость перемещения обеспечивает более низкие температуры, предотвращающие прожог.
Сможете ли вы сваривать под уклон с помощью 6011?
Стержни 6011 сваривают во всех положениях и во всех направлениях… можно выполнять и под гору, и под гору… сварка под уклон не проблема….… Стержни 6011 подходят для большинства небольших инверторных сварочных аппаратов, а стержни 6010 — нет.
Какой электрод лучше всего подходит для вертикальной сварки?
Выбор правильного электрода для вашего сварочного применения всегда важен. Но особенно актуально для сварки в вертикальной ориентации. Электроды 7018, 7024 и 6010 могут показаться хорошим выбором, но обычно вы должны использовать 7018 для сварки стальных листов общего назначения.
Какой сварочный стержень самый простой в использовании?
Электроды E7018 Электроды E7018 содержат толстый флюс с высоким содержанием порошка и являются одними из самых простых в использовании электродов.Эти электроды создают плавную, тихую дугу с минимальным разбрызгиванием и средним проникновением дуги. Многие сварщики используют электроды E7018 для сварки толстых металлов, таких как конструкционная сталь.
В чем разница между горизонтальным и вертикальным?
Вертикальная линия — это любая линия, параллельная вертикальному направлению. Горизонтальная линия — это любая линия, перпендикулярная вертикальной линии. Горизонтальные линии не пересекаются. Вертикальные линии не пересекаются.
7018 идет в гору или под гору?
Расположение: Лэнгли, Б.C. 7018 будет довольно неплохо катиться под гору, если вы правильно настроите его, но это как 6013 или 7014; у вас нет большого проникновения. В большинстве случаев, если вы вытаскиваете 7018, это потому, что вы стремитесь к максимальной прочности, и вы получите это только с помощью сварного шва вверх.
Есть ли срок годности сварочных стержней?
Сварочные прутки в идеальных условиях хранятся около 2–3 лет.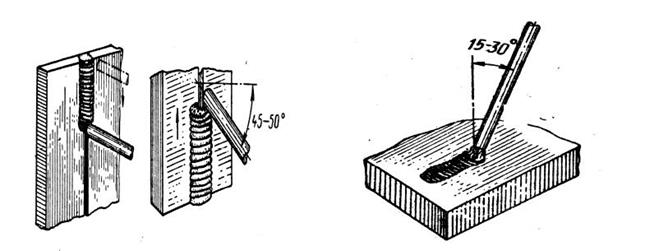 Влага отрицательно сказывается на сроке хранения многих стержней, а также на плохих температурных условиях.С возрастом стержни также могут треснуть или повредиться.
Влага отрицательно сказывается на сроке хранения многих стержней, а также на плохих температурных условиях.С возрастом стержни также могут треснуть или повредиться.
7018 — это удочка для скоростного спуска?
Таким образом, сварка 7018 под уклон создает «идеальные условия» для образования сварочных включений, которые приводят к возникновению некачественных сварных швов, которые необходимо отремонтировать. Даже у лучших сварщиков / производителей могут возникнуть проблемы с 7018, даже при идеальной подготовке к сварке.
Какой сварной шов самый трудный?
Вольфрамовый инертный газ Вольфрамовый инертный газ (TIG) также известен как газовый вольфрам или GTAW. Сварщики также называют это гелиарной сваркой, и эта техника считается одной из самых сложных для освоения.Это процедура сварки с использованием вольфрамового электрода.
Как выглядит вертикаль?
Вертикальная линия — это прямая линия, идущая вверх и вниз, параллельная оси Y координатной плоскости. Все точки на линии будут иметь одинаковую координату x. … Вертикальная линия не имеет наклона. Или, другими словами, для вертикальной линии наклон не определен.
Можно ли сваривать вертикально вниз?
При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь сила тяжести помогает процессу.Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам.
Вертикально вверх или вниз?
Вертикаль описывает что-то, что поднимается прямо вверх из горизонтальной линии или плоскости. … Термины вертикальный и горизонтальный часто описывают направления: вертикальная линия идет вверх и вниз, а горизонтальная линия идет поперек. Вы можете запомнить, какое направление является вертикальным, по букве «v», указывающей вниз.
Почему мой сварочный стержень продолжает прилипать?
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, поддерживая правильную длину дуги, или дуга будет прерываться. Этот сварной шов является результатом слишком слабого тока. … Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Супер вертикальный электрод вниз | Электроды и сплавы
Просмотреть техническое описание продукта
Просмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
AWS / ASME A 5.4 Е 312-16
EN 1600: E29.9 R 23
DIN 8556: E29 9 R 23
ISO 3581 E29.9 R 23
БС 2926-1984 29.9Р
Благодаря исключительной прочности и трещиностойкости, он идеально подходит для ремонта инструментов, штампов, пружинной стали и любых сочетаний разнородных металлов, за исключением алюминия и медных сплавов. Также рекомендуется для ремонта изношенных деталей и в качестве подложки для наплавки.
- Высокопрочный электрод специального вертикального положения для разнородных сталей.
- Уникальное покрытие Fast-Freeze упрощает вертикальную сварку снизу и вверх.
- Идеально подходит для плохо подогнанных суставов во всех положениях.
- Управляемая сварочная ванна позволяет заполнять отверстия и соединять разные стали.
Анализ металла сварного шва (типичный вес,%) |
Микроструктура: Дуплексная структура аустенит / феррит с примерно 40% феррита.
Цвет флюса: Белый
| Cu | С | Mn | Cr | Si | S | Ni | -П, | Пн | Fe |
| .06 | ,1 | ,8 | 30 | 1 | .01 | 10 | 0,02 | 1,2 | бал |
Типичные механические свойства |
Неразбавленный металл шва Максимальное значение До:
Предел прочности при сварке: 128000 фунтов на кв. Дюйм (880 МПа)
Деформационное упрочнение: 1280 МПа (186000 фунтов на кв. Дюйм)
Предел текучести: 630 МПа (
фунтов на кв. Дюйм)
Относительное удлинение: 32%
Уменьшение площади: 25%
Энергия удара 50 Дж: 20 ° C (68 ° F)
Твердость по Роквеллу B-97 по Бринеллю 320
Сварочный ток и инструкции |
Рекомендуемый ток: Постоянный ток обратной полярности (электрод +) или переменный ток
Диаметр (мм) | 5/64 (2.0) | 3/32 (2,5) | 1/8 (3,25) |
Минимальная сила тока | 35 | 35 | 60 |
Максимальный ток | 55 | 70 | 110 |
Методы сварки: Область, в которой будет выполняться сварка, не должна быть покрыта ржавчиной, жиром, краской и другими материалами, вызывающими загрязнение сварного шва. Держите электрод под острым углом вверх при сварке вертикально, вверх или вниз.
Держите электрод под острым углом вверх при сварке вертикально, вверх или вниз.
Положения при сварке: Плоское, горизонтальное, вертикальное вверх, потолочное
Скорость осаждения:
| Диаметр (мм) | Длина | Weldmetal / | электродов на фунт (кг) Weldmetal | Время наплавки дуги, мин / фунт (кг) | Настройки силы тока | Скорость восстановления |
5/64 (2.0) | 12 ″ (300) | ,14 унции (4 г) | 114 (251) | 36 (102) | 40 | 100% |
3/32 (2,5) | 12 ″ (300) | 0,38 унции (9 г) | 40 (88) | 37 (82) | 65 | 100% |
1/8 (3.25) | 12 ″ (300) | .64 унции (18 г) | 25 (55) | 26 (58) | 100 | 100% |
ПРИБЛИЗИТЕЛЬНАЯ УПАКОВКА И РАЗМЕРЫ ЭЛЕКТРОДА |
| Диаметр (мм) | 5/64 (2,0) | 3/32 (2,5) | 1/8 (3. |
| Длина (мм) | 12 ″ (300) | 12 ″ (300) | 12 ″ (300) |
| Электродов / фунт | 42 | 30 | 18 |
| электродов / кг | 92 | 67 | 40 |
 25)
25)СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
низкая цена производитель поставщик E6010 E6011 E6013 стержневые электроды для вертикальной потолочной сварки, экспорт в Южную Африку для продажи — Электрод из углеродистой стали производитель из Китая (110175061).
Название бренда : Хорошее качество, горячая распродажа
Номер модели : https://noachgroup.com/er70s-welding-wires-e71t-er50-brazing-alloy-er308-er309-er316l/abrasive-products-sandpaper-roll-flap-discs-cutting-wheels-abrasive-stone/
Сертификация: https: // noachgroup.com / er70s-сварочная проволока-e71t-er50-припой-сплав-er308-er309-er316l /
Место происхождения : https://noachgroup.com/er70s-welding-wires-e71t-er50-brazing-alloy-er308-er309-er316l/silver-brazing-welding-flux-paste-glass-brazing-sj501-sj101-sj301/
MOQ: https://noachgroup.com/saw-wire-em12k-el12-h08a-lpg-cylinder-manufacturing-welding-flux-sj501/
Цена : https: // www. lincolnelectric.com/en-us/consumables/mig-wires-and-tig-cut-lengths/Pages/mig-wires-and-tig-cut-lengths.aspx
lincolnelectric.com/en-us/consumables/mig-wires-and-tig-cut-lengths/Pages/mig-wires-and-tig-cut-lengths.aspx
Условия оплаты : https://noachgroup.com/er70s-welding-wires-e71t-er50-brazing-alloy-er308-er309-er316l/flux-coated-brazing-alloys-gas-shielded-welding-wire-er70s/
Возможность поставки : https://noachgroup.com/er70s-welding-wires-e71t-er50-brazing-alloy-er308-er309-er316l/
Срок поставки : https: // noachgroup.com / производитель-сварочный электрод-e6013-e7016-e7018-e6010-j421-j422-j427 /
Детали упаковки: https://noachgroup.com/aluminium-welding-wires-er5356-er4043-er4047-er5183-china-factory/
Веб-сайт : noachgroup.com
Сварочный электрод из углеродистой стали для низколегированной стали E7024: Сварочный электрод из углеродистой стали из низколегированной стали E7024
Товар : БЛИЗНЕЦЫ.Прутки сварочные, электроды сварочные, электроды стержневые
Характерная черта : Китай TOP10 производитель поставщик электродов для вертикальной и потолочной сварки стали E6010 E6011 E6013 E7018
Связаться сейчас
Сварочное положение | Металлургия для чайников
Какие сварочные позиции?
Сварочная позиция дает представление о месте свариваемой детали.Расположение заготовки обычно определяется с учетом наклона сварного шва и поворота сварного шва, которые определены ниже.
Сварочные позиции
Наклон
Это угол между линией корня шва (W.R.L.) и горизонтальной базовой плоскостью (H.R.P.).
Вращение
Это угол между линией, разделяющей пополам угол поперечного сечения сварного шва (B.L.), и верхней частью вертикальной базовой плоскости (V.R.P.), проходящей через линию корня шва.
Согласно американским стандартам существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное; тогда как британские и индийские стандарты добавляют еще одну, а именно наклонную позицию.Любая из этих пяти позиций получается подходящей комбинацией наклона и вращения; Например.
(1) Плоское положение (вниз). В этом положении поверхность шва горизонтальна, сварка ведется сверху, электрод направлен. вниз, а сварной шов горизонтальный. В ровном положении и наклон, и вращение ограничены в пределах 10 градусов.
(2) Горизонтальное положение. Плоскость заготовки вертикальная, наплавленный валик — горизонтальный. В этом положении наклон не превышает 10 градусов, но угол поворота может варьироваться от 10 до 90 градусов.
(3) Вертикальное положение. Плоскость заготовки вертикальна, наплавленный валик также вертикальный. В вертикальном положении наклон остается в пределах от 45 до 90 градусов, а вращение может иметь любое значение от 0 до 180 градусов.
(4) Верхнее положение. Плоскость заготовки горизонтальная; сварка осуществляется снизу электродом вверх. В этом положении наклон и поворот могут изменяться от 0 до 45 и от 90 до 180 градусов соответственно.
(5) Наклонное положение.В этом случае наклон и поворот могут изменяться от 10 до 45 и от 0 до 90 градусов соответственно. Заготовка находится в наклонной плоскости.
Самое простое, лучшее, естественное и удобное положение для сварки — плоское (вниз). Получаются отличные сварные соединения на высокой скорости и с минимальной утомляемостью сварщиков. Если конструкция не допускает сварку в плоском положении и, если возможно, ее можно повернуть, используя вращатели, приспособления или позиционеры, чтобы выполнить сварку в плоском положении.
ПОЛОЖЕНИЯ ДЛЯ ПЛОСКОЙ СВАРКИ
ПОЗИЦИИ ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ
ПОЗИЦИИ ДЛЯ СВАРКИ ПЕРЕДАЧИ
В основном задействованы три наклонности:
- Плоский, включающий наклон от 0 до 15 градусов
- Наклон 15-80 градусов
- Вертикально, 80-90 градусов
Для каждого из этих наклонов сварной шов можно повернуть из плоского положения в горизонтальное в верхнее.
Вращение
Это угол между линией, разделяющей пополам угол поперечного сечения сварного шва (B.L.), и верхней частью вертикальной базовой плоскости (V.R.P.), проходящей через линию корня шва.
Возможно вам понравится
Случайные сообщения
Электрогазовая дуговая сварка (EGW) | Дуговая сварка | Основы автоматизированной сварки
Электрогазовая дуговая сварка (EGW) используется для сварки вертикальных стыковых соединений таких изделий, как плиты корпуса судов, мосты, резервуары для хранения и сосуды высокого давления.На этой странице представлены особенности электрогазовой дуговой сварки (EGW), включая защитный газ, сварочную проволоку и конструкцию сварочного аппарата.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. СкачатьЭлектрогазовая дуговая сварка (EGW) — это метод сварки плавящимся электродом, разработанный для обеспечения высокой эффективности сварки толстых листов в вертикальном положении за счет стабильного проплавления.
В качестве защитного газа для EGW используется в основном CO 2 , но также используются газообразный аргон или газовые смеси аргона и CO 2 , кислород или гелий. В качестве сварочной проволоки в основном используются порошковые проволоки, которые образуют шлак для создания хорошего валика, но в некоторых случаях также используются сплошные проволоки.
В качестве сварочной проволоки в основном используются порошковые проволоки, которые образуют шлак для создания хорошего валика, но в некоторых случаях также используются сплошные проволоки.
Сварочный источник питания представляет собой источник постоянного тока с характеристикой постоянного напряжения или источник постоянного тока с характеристикой постоянного тока (спада).
Процесс включает сварочную ванну с концом основного материала, медным башмаком и огнестойкой основой и выполняет сварку в вертикальном положении вверх, предотвращая стекание расплавленного металла.Это позволяет сваривать толстый лист за один проход (одну операцию).
Преимуществами являются высокая скорость наплавки за счет использования большого тока, высокая эффективность и относительно большой запас точности канавки из-за небольшого углового искажения.
EGW используется для сварки вертикальных стыковых соединений изделий, таких как кожухи судов, мосты, резервуары для хранения и сосуды высокого давления.
- Предшествующий провод
(сплошной провод) - CO 2
- Arc
- Сварочная ванна
- Проволока последующая
(порошковая проволока) - Источник питания с постоянной характеристикой напряжения для зажигания дуги
- Электропитание с постоянной характеристикой для проводимости
Дом
Идентификация электродов для сварки штангой — Сварочные машины и оборудование в цехе Weldpro.com
Приступая к сварке клещами или другим типом сварки, нужно многому научиться, но одна из самых важных вещей, которую нужно понять, — это как отличить один электрод от другого. В этой статье мы поговорим о том, как определить, какой тип сварочного электрода SMAW вы держите в руках, на основе некоторых основных цифр и букв, напечатанных на основании самого электрода.
Каждый сварочный электрод уникален. Некоторые подходят для ржавого материала, некоторые — только для чистой стали. Кто-то для подъема, кто-то для спуска. Каждый тип электродов также бывает разного диаметра. Некоторые из стандартных диаметров электрода SMAW составляют 3/32 дюйма, 1/8 дюйма и 5/32 дюйма. Понимание того, как толщина основного материала соотносится с выбором диаметра электрода, очень важно для получения сварного шва профессионального качества.
Кто-то для подъема, кто-то для спуска. Каждый тип электродов также бывает разного диаметра. Некоторые из стандартных диаметров электрода SMAW составляют 3/32 дюйма, 1/8 дюйма и 5/32 дюйма. Понимание того, как толщина основного материала соотносится с выбором диаметра электрода, очень важно для получения сварного шва профессионального качества.
Идентификация электрода SMAW — довольно простой процесс. В основании электрода, где поток прекращается, находится 4-5-значный буквенно-цифровой код, который расскажет вам кое-что о стержне.Часто это будет выглядеть примерно так.
E7018
Первая буква, которую вы видите, — это E, что означает «Электрод». Электрод — это просто расходуемая проводящая часть сварочной цепи, которая создает сварочную дугу через воздушный зазор с основным материалом (заземлением).
Первые два числа в идентификации часто объединяются, в результате получается
.70 или 60
Это показатель прочности на разрыв присадочного материала в электроде.Чаще всего это выражается в тысячах фунтов на квадратный дюйм. Идентификатор 70 — это наполнитель с пределом прочности на разрыв 70 000 фунтов. Чтобы правильно понять, как это относится к вашей заготовке, нам нужно понять, что означает предел прочности на разрыв.
Википедия определяет прочность на разрыв как таковую: « Прочность на разрыв — это мера силы, необходимой для того, чтобы натянуть что-либо, например, веревку, проволоку или несущую балку, до точки разрыва. Предел прочности на разрыв материала — это максимальная величина напряжения при растяжении , которую он может выдержать до разрушения, например разрыва или разрушения.”
В дальнейшем мы будем рассматривать 3-ю цифру идентификационного номера сварочного электрода SMAW. В нашем примере выше номер E-7018, поэтому наша третья цифра будет 1. Это число является индикатором применимого положения сварного шва.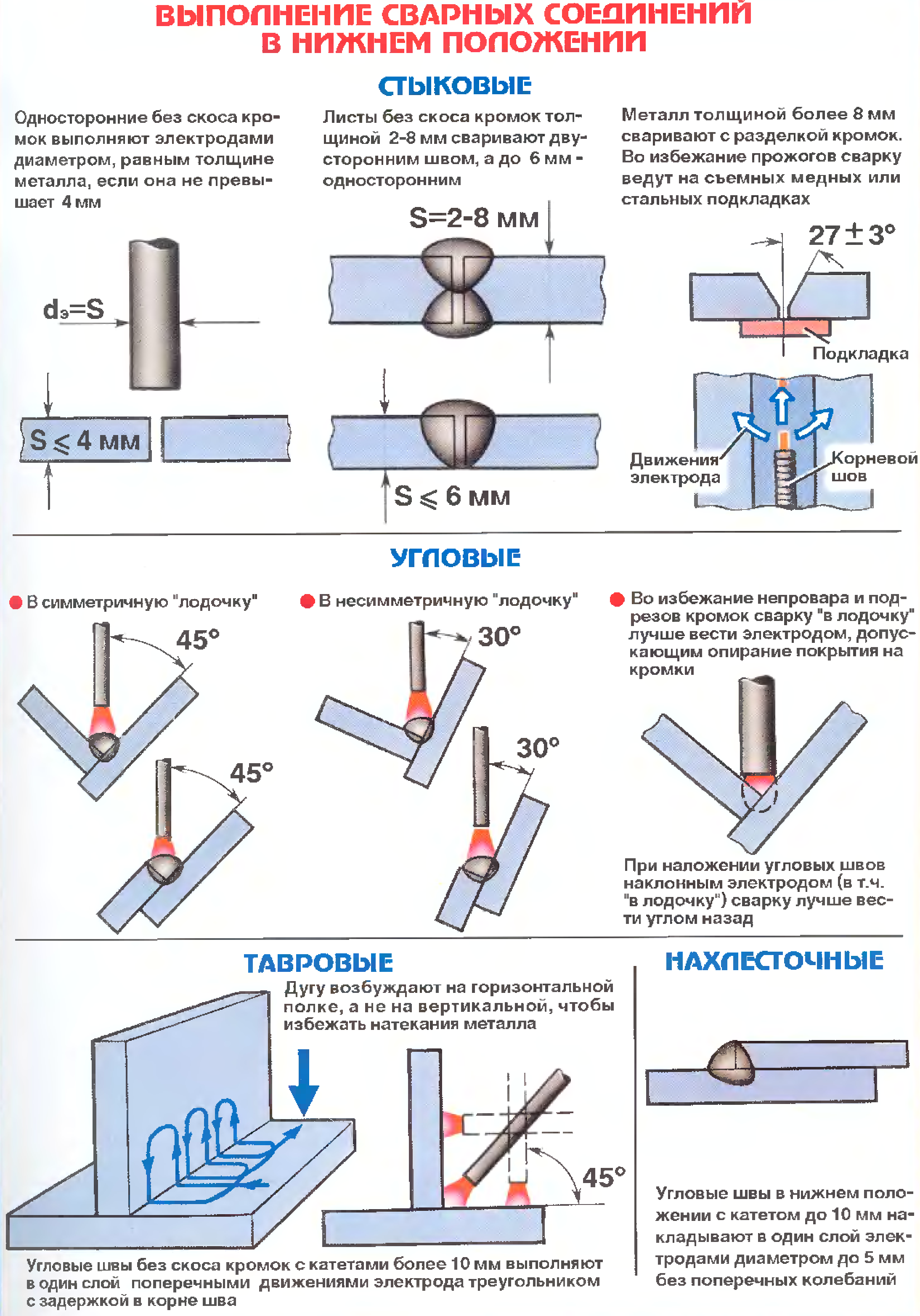 Цифра «1» указывает на электрод «Все положения». Цифра «2» будет обозначать только плоский и горизонтальный электрод, мы пропускаем цифру 3, а цифра «4» будет указывать на то, что ваш электрод может сваривать только плоский, горизонтальный, вертикальный вниз и над головой.
Цифра «1» указывает на электрод «Все положения». Цифра «2» будет обозначать только плоский и горизонтальный электрод, мы пропускаем цифру 3, а цифра «4» будет указывать на то, что ваш электрод может сваривать только плоский, горизонтальный, вертикальный вниз и над головой.
1 — Сварка во всех положениях
2 — Плоская и горизонтальная сварка
3 — плоский, горизонтальный, вертикальный вниз, сварка над головой
Четвертая цифра в идентификационном номере электрода указывает состав флюса. Каждый электрод предназначен для отдельного применения
0 — Натрий с высоким содержанием целлюлозы
1 — Калий с высоким содержанием целлюлозы
2 — Натрий с высоким содержанием титана
3 — Высокий уровень калия титана
4 — Железный порошок, Титания
5 — Натрий с низким содержанием водорода
6 — Калий с низким содержанием водорода
7 — Высокое содержание оксида железа, железный порошок
8 — Калий с низким содержанием водорода, железный порошок
Так что все это значит для вас? Следите за обновлениями, и в будущем выйдет еще одна статья о сварке стержнем и понимание того, как каждый тип флюса влияет на основной материал и как выбрать правильный флюс для проекта, над которым вы работаете.
Для чего используется сварочный стержень 6011?
Один из самых распространенных сварочных стержней — это 6011. Вы встретите его в самых разных ситуациях. Однако трудно быть уверенным, что 6011 — лучший выбор для вашей работы.
Для каких работ подходят удилища 6011, а для каких работ требуется другое удилище? Сварочный стержень 6011 полезен для работ, требующих глубокого проплавления, независимо от положения или настройки сварщика. Это сплошной универсальный сварочный пруток. Поскольку это железный стержень, он используется для обработки большинства видов чугуна и низкоуглеродистой стали.
С 6011 удилищами можно справиться практически со всем. Вот некоторые полезные особенности стержней 6011:
Вот некоторые полезные особенности стержней 6011:
- Проникает в ржавчину, краску, грязь и другие поверхностные загрязнения
- Работает со сварочными аппаратами на переменном, постоянном и постоянном токе
- Сваривает плоские, вертикальные, потолочные и горизонтальные швы
- Быстро остывает и оставляет прочный валик
Давайте исследуем каждый из них более подробно.
Как узнать, для чего он нужен?
Хотя числа, используемые для обозначения сварочных стержней, кажутся случайными, они передают смысл. Цифры представляют собой код, описывающий различные атрибуты стержня . Разобравшись в системе нумерации, вы сможете многое узнать о удилище.
- Первые две цифры указывают предел прочности сварного шва на разрыв в тысячах фунтов. «60» в 6011 сообщает, что окончательный сварной шов будет иметь прочность в шестьдесят тысяч фунтов.
- Третья цифра указывает позиции, в которых стержень может использоваться в . «1» соответствует всем позиционным стержням. Вы можете сваривать с помощью 6011 горизонтально или вертикально (стержень с цифрой «2» в третьем положении подходит только для плоских сварных швов.)
- Последние две цифры вместе указывают тип флюсового покрытия на стержне. Тип потока определяет, какой ток будет работать со стержнем. «11» — это калийное покрытие с высоким содержанием целлюлозы. Он подходит для любого типа тока — переменного, постоянного и постоянного тока.Убедитесь, что стержень соответствует возможностям вашего сварщика. Если стержень не работает с имеющимся у вас током, вы не получите хороших сварных швов.
Подробнее о сварочных стержнях — Здесь вы можете найти статью с нашего веб-сайта о : Различные типы сварочных стержней и их применение
Различные флюсы также имеют разную проникающую способность. Флюс с высоким содержанием калия на стержне 6011 обеспечивает глубокое проникновение в сварной шов. Это проплавление полезно при сварке нестандартного металла .Стержни 6011 популярны для ремонта автомобилей, двигателей, сельскохозяйственного оборудования и других предметов, которые являются жирными, ржавыми и грязными.
Флюс с высоким содержанием калия на стержне 6011 обеспечивает глубокое проникновение в сварной шов. Это проплавление полезно при сварке нестандартного металла .Стержни 6011 популярны для ремонта автомобилей, двигателей, сельскохозяйственного оборудования и других предметов, которые являются жирными, ржавыми и грязными.
Полярность
Дуговая сварка чаще всего выполняется постоянным током с использованием стержня в качестве отрицательного электрода; это называется сваркой на постоянном токе или при прямой полярности. В некоторых ситуациях требуется использование стержня в качестве положительного электрода, что называется сваркой на постоянном токе + или с обратной полярностью. Переменный ток (AC) можно найти в недорогих сварочных аппаратах типа «взломщик».Переменным током также можно сваривать очень грязную или ржавую проволоку. Некоторые стержни работают только с одной или двумя полярностями. Вам нужно подобрать стержень по полярности.
Удочки6011 работают с любой полярностью. 6011 будет работать независимо от того, есть ли у вас коробка для взлома, DC- или высокопроизводительная машина, которая может работать с разной полярностью. Если ваш сварочный аппарат позволяет вам выбирать, какую полярность использовать, вы можете изменить настройку, но использовать стержни 6011. Это на одну переменную меньше, о которой нужно беспокоиться при настройке проекта.
Толщина стержня
Сварочные прутки бывают разной толщины.Наиболее распространены размеры 3/32, 1/8 и 5/32 дюйма, хотя доступны стержни до дюйма. Необходимый диаметр стержня увеличивается с толщиной свариваемой заготовки; Более толстые стержни обеспечивают более глубокое проникновение для тяжелой стали. Однако для работы стержней толщиной требуется более высокая сила тока. Проконсультируйтесь с руководством вашего сварщика, чтобы узнать, какие настройки лучше всего подходят для вашего проекта.
Наиболее подходящие диаметры стержня — 3/32 и 1/8. Самые тонкие стержни используются для изготовления легких заготовок и небольших сварных швов, таких как просечно-вытяжной металл. Восьмидюймовые удилища — удобные универсальные удилища для большинства проектов. Вам не понадобятся стержни 5/32, если вы не свариваете самый тяжелый металл — это материал толщиной полдюйма или более. Большинству домашних сварщиков не нужно будет работать над такими тяжелыми проектами.
Хранение 6011 стержней
Сварочные стержни всегда лучше хранить в закрытой оригинальной упаковке. Некоторые стержни повреждаются влажностью воздуха. После извлечения из упаковки стержни необходимо хранить в духовке при температуре 250 градусов.Хранение в печи необходимо для 7018 и специальных стержней для нержавеющей и чугунной стали.
Это не относится к 6011. Его можно хранить при комнатной температуре в сухом помещении. Избегайте намокания ваших удилищ 6011, и они будут готовы к работе в любое время.
Ссылки по теме: Вот почему сварочные стержни необходимо нагревать
Когда следует избегать использования стержней 6011
Универсальность имеет несколько недостатков. 6011 стержней оставляют более грубый борт, чем у некоторых других стержней; Если вам нужна красивая бусинка, 6011 — не лучший выбор.При выполнении очень широких угловых швов со стержнями 6011 сварной шов склонен к растрескиванию. Вам следует использовать стержень с более медленным охлаждением или сделать два прохода при угловой сварке.
Глубокое проникновение стержней 6011 затрудняет их использование с листовым металлом. Легко прожигать дыры стержнями 6011 ; есть лучший выбор для тонкой бумаги. Наконец, удилища 6011 трудно поддаются удару и контролю. Начинающим сварщикам иногда трудно удержать стержни от прилипания к валику.
Не используйте стержни 6011 для нержавеющей стали или цветных металлов.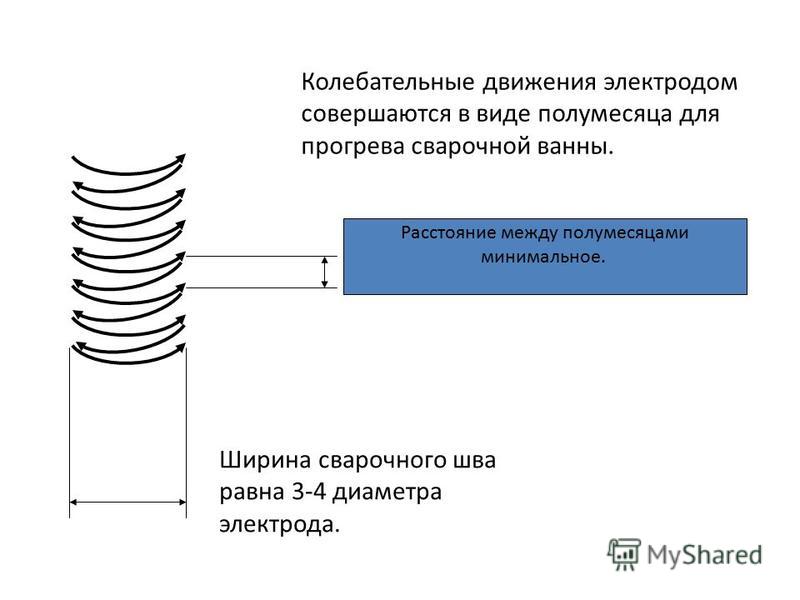 Алюминий, медь, титан, нержавеющую сталь и подобные металлы лучше всего сваривать с помощью сварочного аппарата TIG, используя присадочный стержень из того же металла, что и основание. Сварочные аппараты с железными прутьями не будут работать с этими предметами.
Алюминий, медь, титан, нержавеющую сталь и подобные металлы лучше всего сваривать с помощью сварочного аппарата TIG, используя присадочный стержень из того же металла, что и основание. Сварочные аппараты с железными прутьями не будут работать с этими предметами.
Альтернативные варианты штанги
Если у вас есть проект, в котором удочка выполняет то, чего не могут удилища 6011, есть и другие варианты. Вот лучшие удилища, чтобы покрыть слабые места 6011:
.Если для вас важен внешний вид сварного шва, выберите стержни 7018. Эти стержни известны тем, что дают самый гладкий валик из всех материалов для сварки штангой. Если внешний вид валика имеет жизненно важное значение, вы можете вместо этого проверить сварку TIG. Это другой процесс, но он дает самые красивые сварные швы.
Если необходимо выполнить угловой шов с широким стыком, лучше всего подойдет пруток 7024. 7024 образует лужу, которая хорошо течет и медленно остывает. Лужа такого типа заполнит шов за один проход, не растрескиваясь. Однако стержням 7024 требуется большая сила тока, и они подходят только для горизонтальных или плоских сварных швов.
Если вы свариваете листовой металл или другую тонкую заготовку, выберите 6012 или 6013. Эти стержни не проникают так глубоко, поэтому вы можете избежать прожигания дыр в вашем проекте.
Наконец, если вам нужна гибкость удилищ 6011 в более простой в использовании упаковке, обратите внимание на удилища 6013. Хотя они не проникают, как 6011, стержни 6013 известны тем, что просты в использовании и редко прилипают. Это отличные тренировочные стержни, которые можно использовать, когда вы начинаете работать с подшипниками в качестве сварщика.
Как выбрать сварочный стержень >> Посмотрите видео ниже
Отличное универсальное
Независимо от того, какой вид дуговой сварки вы выполняете, стержни 6011 подойдут.