Сварка вертикальных швов | Тиберис
Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно короткой дугой. Меньший ток предотвращает вытекание металла из сварочной ванны, а короткая дуга способствует устойчивой и спокойной работе. Самый распространенный способ сварки вертикальных швов — это подъем «снизу вверх».
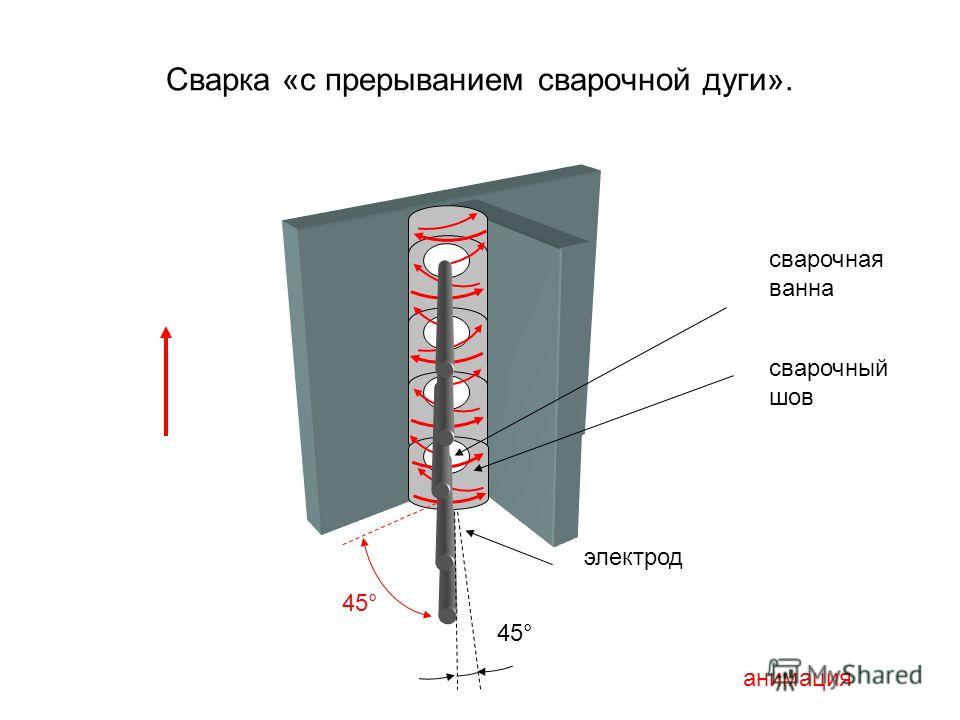
При способе «снизу вверх» дугу возбуждают снизу свариваемых поверхностей, в самой в нижней точке шва. Для начала сваркой подготавливают горизонтальную площадку, равную сечением будущему шву. При вертикальной сварке электрод должен совершать поперечные колебания. Наибольший провар будет достигаться при горизонтальном положении электрода, то есть перпендикулярно вертикальной оси. Однако на практике во избежание стекания расплавленного металла электрод наклоняют, обычно хороший результат получается при угле наклона 45-50 градусов. Сварка подъемом «снизу вверх» обычно выполняется электродами диаметром до 4 мм, поперечные колебания электрода — движениями полумесяцем, углом или «елочкой».
| Движение электрода при выполнении проходов (поперечные колебания) | ||
| Полумесяцем | Углом | Елочкой |
| Вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше, оставляя внизу готовый сварной шов. | Электрод переменно поднимают вверх-вниз, беспрерывно направляя металл на кромки и равномерно перенося его вверх электродом. | Вначале электрод поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла. |
|---|---|---|
как правильно варить электродом, полуавтоматом и другие технологии
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются.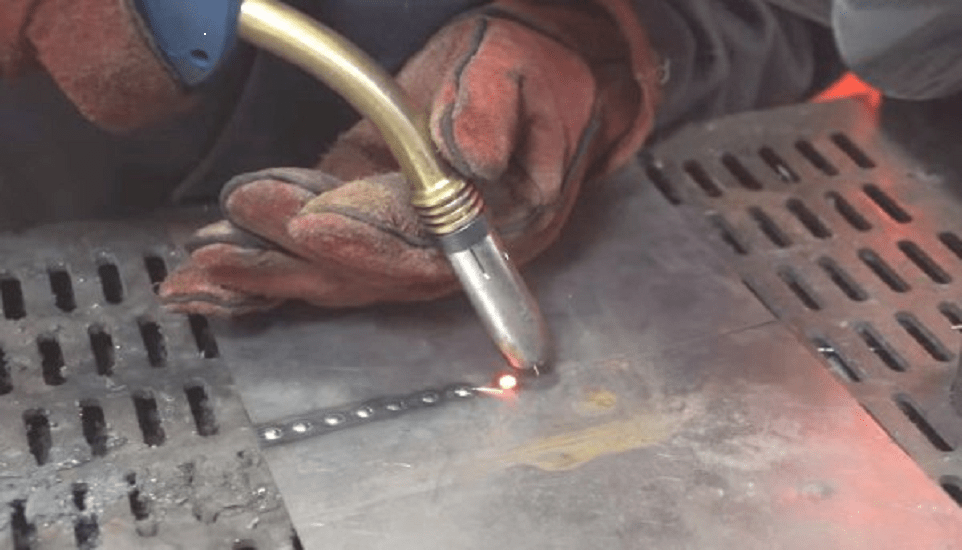 По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
 youtube.com/embed/epc0Q2qwVng?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/epc0Q2qwVng?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Характерные черты процесса
Этот вид сварки сложный тем, что при варке весь металл может стекать вниз из-за действия силы притяжения. Если допустить такой момент, то дальнейшие работы будут невозможны.
Всё просто: под каплями остается электродный шлак, который не дает возможность варить качественно.
Для того, чтобы дорожка вертикального шва получилась ровной, стоит применять короткую арку. При этом напряжение должно быть небольшим. Мастер с 15-летним опытом делает движения снизу к верху, что позволяет потекам не образовываться.
При этом напряжение должно быть небольшим. Мастер с 15-летним опытом делает движения снизу к верху, что позволяет потекам не образовываться.
Горячая капля может создавать вертикальный шов. При этом окончание электрода убирают в сторону. Это помогает материалу стать твердым, а искра при этом продолжает гореть.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.


Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.

Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.
Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Сварка горизонтальных швов осуществляется на так называемой короткой дуге при использовании слабого тока. Особое внимание следует уделять электроду, как он располагается относительно соединяемых деталей, а также относительно получаемого сварного соединения.
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
 Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Самодельный сварочный аппарат для сварки на постоянном токе.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Управление положением проводника
Есть три возможные расположения электрода:
| Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
| Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
| Прямой | Труднодоступные места |
Правила вертикальных работ
Чтобы вертикальный шов был идеальным, нужно придерживаться таких правил:
- Когда сварка опирается на активный ток, тогда стоит начинать работу с нижней части конструкции. В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.
- Когда вы применяете арку, то металл будет застывать быстрее. В этом поможет применение незначительных капель. Это возможно, если сделать меньше расстояние между конструкцией и катодом.
 В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.
В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.

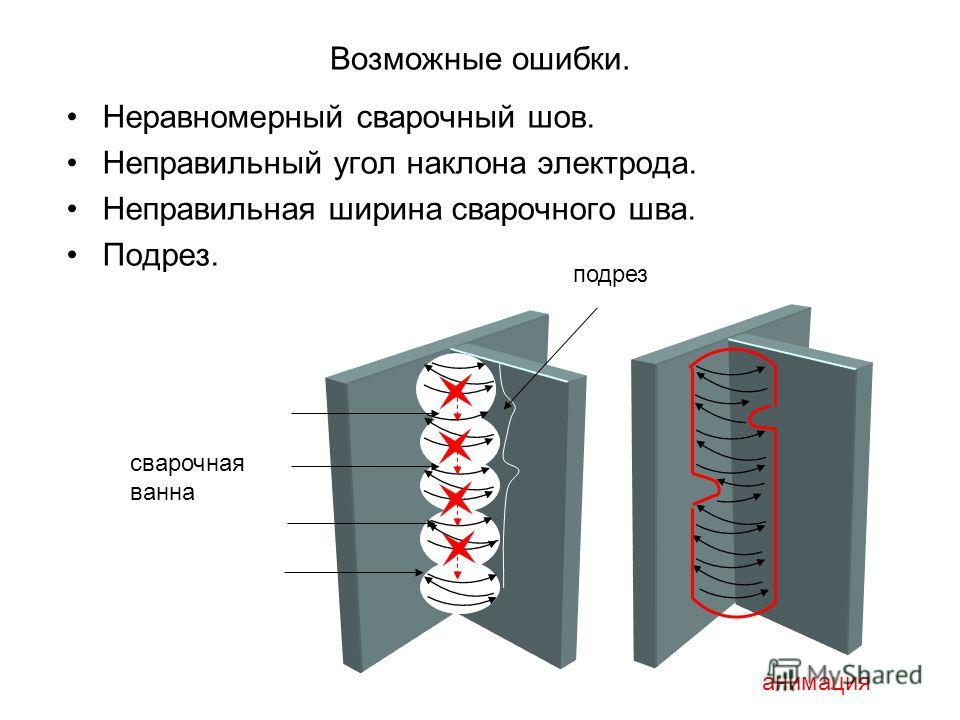
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Сварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.
С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная — «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Как варить вертикальный шов электросваркой, видео — сварка треугольником
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
06Дек
- By: Семантика
- Без рубрики
- Comment: 0
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.

Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Как варить вертикальный шов
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.

Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
 Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава

Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.

Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
 Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов.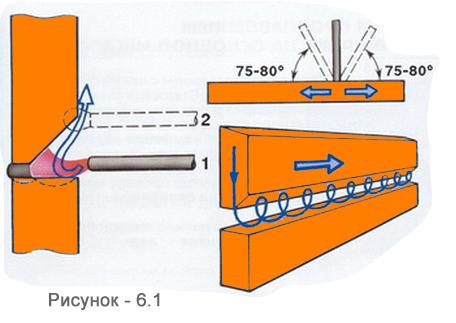 В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.

В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи.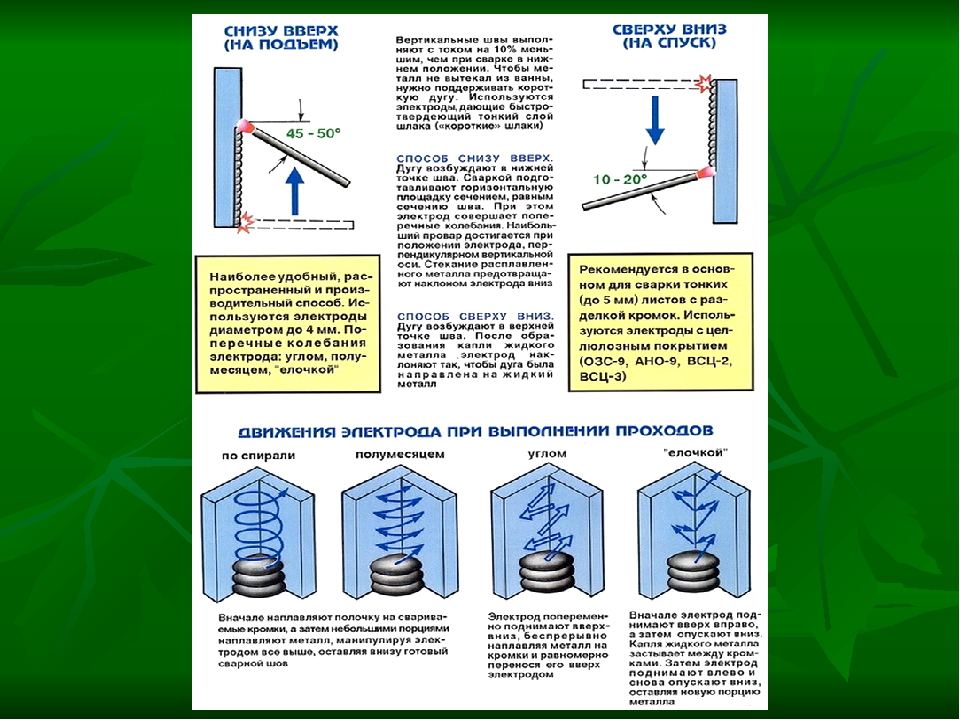 В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Обозначение сварных швов
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения;
двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения.
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. | |||
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.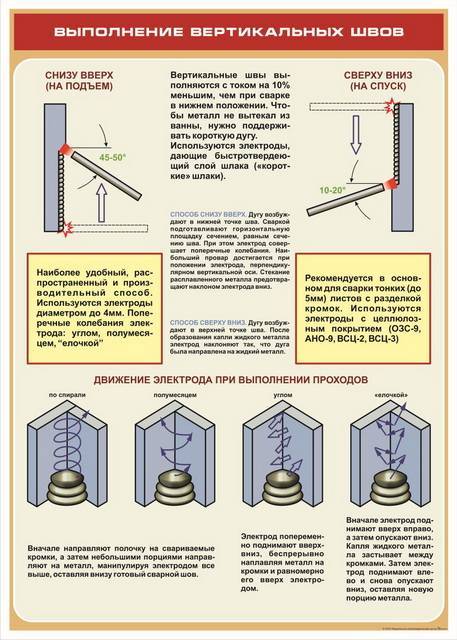
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Сварка вертикальных швов полуавтоматом
О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
Для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. Это объясняется невысокой стоимостью и экономичным расходом. Газы снижают окисление металла, делая шов более прочным.
При сваривании с углекислотой требуется предварительная подготовка материала — очищение от пыли, грязи, коррозии и краски. Для этого понадобится металлическая щетка или шлифовальная машина.
Применяют 3 техники сварки с газом:
- Непрерывная обработка. Электрод или горелка устанавливается на начало шва и проводится до конца.
- Точечная обработка. При таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- Коротким замыканием. Применяется для соединения деталей из тонкого металла. Материал расплавляют импульсами, подаваемыми от замыкания в агрегате. Жидкий металл формирует каплю, необходимую для создания шва.
Для работы с углекислотой устанавливают функцию переменного тока. Агрегат настраивают в соответствии с видом и толщиной металла. Расход газа определяется режимом сварки. Проволока расплавляется с одинаковой скоростью. Подготовив детали, запускают подачу газа, активируют сварочную дугу.
Для этого проводят электродом по детали, нажимают на клавишу «Пуск». Качество сварочного шва зависит от следующих нюансов:
- Расстояние от электрода до заготовки. Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
- Зазор между краями деталей. При толщине листа менее 1 см оставляют расстояние в 1 мм. При больших значениях зазор составляет 10%.
- Использование подложки. Этот инструмент препятствует вытеканию расплава из шва.
Пайка алюминия
С помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
Заготовки соединяют плавкими электродами под воздействием постоянного тока. На дугу ставится плюсовой заряд, на металл — отрицательный. Так верхний слой расплавляется быстрее. Перед началом сварки поверхность можно очистить от оксидной пленки. Детали устанавливают в любой пространственной позиции.
С использованием проволоки
Сварку с проволокой выполняют как с применением газа, так и без него. Самый распространенный способ — использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- Возможность использования во всех условиях. При газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- Сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. Шов может трескаться или деформироваться.
- Для повышения температуры сварочной дуги используют обратную полярность.
Сварочный шов полуавтоматом: секреты мастерства
Сварочные работы считаются самым надежным методом получения неразъемного соединения двух элементов сварной конструкции или изделия. Принципиальная схема сварочных работ зависит от того, какой способ сварки выбирается в том или ином случае. Самым простым и поэтому часто используемым методом сварки сегодня является полуавтоматическая дуговая сварка.
В данной статье речь пойдет о свариваниио стальных трубопровдов. Качество выполнения сварки при данном процессе очень важно: от качества сварных соединений будет в целом зависеть качество всего трубопровода, его герметизация. О том, как производится сваривание стальных труб, на что важно обращать внимание мы и расскажем далее.
Сварка металлов разными способами применяется как в промышленности, так и в быту. Особо популярна ручная дуговая сварка: она дает качественное соединение, не требует дорогостоящей, громоздкой аппаратуры, может осуществляться и новичками. Что важно в технике сварки металлов таким способом, мы расскажем в этой статье.
stalevarim.ru
Правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение — 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения.Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием. К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Рекомендуем! Чем и как сваривают алюминий
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
svarkagid.ru
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Как правильно варить полуавтоматом. Окончание
MIG/MAG — Metal Inert/Active Gas – это дуговая сварка плавящимся металлическим электродом (проволокой) в инертном (MIG) или в активном (MAG) газе. Больших сложностей этот процесс не представляет, но знать детали технологии любому сварщику – необходимо
Национальная энциклопедия строительства ProfiDom.com.ua завершает рассказ о методологии сварки полуавтоматом — MIG/MAG
Режимы сварки
Даже, профессионалы перед свариванием какой-либо конструкции или детали, выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток. Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной. Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги, необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима. При глубине шва до 2 мм и ширине до 4 мм, оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц. Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали. Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума.
Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен. Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала. При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом, производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Начинающим сварщикам следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом, крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм. Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата.
Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному. Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла. Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но, при этом, сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера. Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней. Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм. Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания. После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее, аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов.
При этом, обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области. После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали.
Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны. Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Технология полуавтоматической сварки металлов
Благодаря полуавтоматическому методу удается накладывать качественные швы даже на ржавый и оцинкованный металл. При работе с заготовками из сложно свариваемых материалов добиться наиболее крепкого и равномерного соединения удается за счет использования медной либо алюминиевой проволоки.
Перед сваркой в защитном газе либо с использованием флюса необходимо произвести подготовку, а именно:
- очистить и обезжирить обрабатываемые области при помощи растворителя;
- убедиться в исправности газового оборудования;
- сделать пробный шов, чтобы скорректировать настройки техники;
- подобрать силу тока и напряжение.
Полуавтоматическая сварка металлов в среде защитного газа считается самой простой из способов работы. Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Неопытные специалисты обычно отдают предпочтение углекислому газу, низкая цена которого сочетается с достаточно хорошими параметрами.
Основные достоинства полуавтоматической сварки в среде CO2:
- сохранение внешнего вида изделия;
- возможность обработки даже труднодоступных зон;
- малое количество отходов;
- прочный и тонкий шов;
- небольшие временные затраты.
Данная технология относится к наиболее простым методам скрепления изделий из металла. Но нужно понимать, что на качестве шва могут отразиться:
- метод ведения проволоки;
- расстояние между скрепляемыми заготовками;
- соблюдение техники.
Полуавтоматическая сварка металлов без газа представляет собой альтернативный вариант, позволяющий избежать образования окислов и контролировать формирование прочного шва.
Отличие безгазовой сварки состоит в том, что при ней происходит прямая подача тока, используется порошковая/флюсовая проволока. Принцип действия таков: проволока сгорает, формируется газовая среда, позволяющая сохранить качество работ на необходимом уровне.
Безгазовая полуавтоматическая сварка предполагает такие этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение «Включение»;
- закладка флюса в воронку;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора;
- ожидание электрической дуги;
- соединение деталей.
Немаловажно, что полуавтоматическая технология дает возможность сваривать в среде аргона заготовки из алюминия, несмотря на нестандартные качества данного металла. В инертной атмосфере после разрушения оксидной алюминиевой пленки не происходит ее повторного образования, а значит, ничто не мешает сварке.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
[Всего: 1 Средний: 5/5]
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Правила и нюансы проведения полуавтоматической сварки трубы
Вопрос о том, как правильно осуществлять полуавтоматическую сварку трубы, часто волнует молодых специалистов и мастеров-самоучек. Эта процедура содержит множество нюансов касательно выбора расходников и контроля процесса.
Итак, как мы выяснили выше, в зависимости от конкретного признака агрегаты бывают:
- переносного, передвижного и стационарного типа исполнения;
- автономными или встроенными;
- с газовой системой защиты, с флюсовой, комбинированного типа или без защиты;
- со стальной электродной проволокой, порошковой, алюминиевой, сплавной или комбинированной;
- с толкающим, тянущим или с комбинированным способом подачи электродной проволоки;
- с плавным, ступенчатым или плавно-ступенчатым способом регулирования интенсивности подачи проволоки;
- рассчитанные на напряжение 220 В или 380 В;
- с естественным или искусственным способом охлаждения горелки;
- профессиональные, полупрофессиональные и бытовые – в зависимости от назначения.
Вне зависимости от фирмы и страны-производителя все аппараты для полуавтоматической сварки труб характеризуются механическим способом подачи проволоки. Электрод диаметром от 0,6 до 2,5 мм подается к наконечнику через гибкий шланговый кабель. При этом настройка оборудования производится мастером отдельно для каждой процедуры.
Основными элементами устройства являются:
- горелка;
- шланговый кабель;
- механизм подачи электрода.
Подающий механизм работает за счет вращения роликов (одной или двух пар). Их скорость регулируется в настройках основного блока агрегата плавно или ступенчато в зависимости от строения прибора.
Мощность оборудования напрямую зависит от веса кассеты – от 1,5 до 50 кг. Все они могут быть как закрытого, так и открытого типа (существует также аппарат для полуавтоматической сварки труб открытого типа, установленный на тележке). От основного блока к держателю или горелке с проводом отходит шланг (сварочный рукав). Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Горелка – основной инструмент сварщика. С ее помощью производится как сам процесс наложения швов, так и защита (газовая или флюсовая, если таковая имеется). Производители понимают всю важность этого приспособления, поэтому стараются сделать все для его усовершенствования.
Для расходных материалов разного типа предусмотрен свой оптимальный режим использования. Основные параметры для работы с каждым из них отражены в таблице ниже.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Сила тока, А |
| Порошковая | 0,8; 0,9; 1,0; 1,2; 1,6; 2,0 | 120/720 | 120/630 |
| Алюминиевая | 0,8; 1,0; 1,2; 1,6 | 120/960 | 60/315 |
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120/720 | 60/630 |
Выполнять полуавтоматическую сварку труб с применением газовой защиты нужно только при условии полного оборудования рабочего места. Необходимы: баллон с редуктором, регулятор скорости подачи газа, специальный нагреватель (применяется при работе с углекислым газом).
Так, полуавтоматическая сварка труб с применением защитной газовой системы и флюсованной проволоки предполагает следующую последовательность действий:
- тщательное очищение и обезжиривание рабочей поверхности;
- настройка работы газовой системы;
- выполнение пробного шва на черновой поверхности для установки нужных настроек агрегата;
- корректировка напряжения и силы тока.
Полуавтоматическая сцепка труб с использованием газовой защиты существенно упрощает работу с оборудованием. При этом может использоваться гелий, аргон, азот или углекислый газ без изменения технологии.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Что такое полуавтоматическая сварка
Залог эффективного использования оборудования – знание его строения и технологии работы. Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Конструкция такого устройства состоит из:
- Основного блока, который преобразует сетевой электрический ток и отвечает за равномерную подачу электродной проволоки. Здесь же производится настройка аппарата перед процедурой.
- Шланга (сварочного рукава).
- Горелки с электродной проволокой.
- Токопроводящего наконечника.
- Газовой защиты.
Крупные предприятия с большим объемом заказов для полуавтоматической сварки трубы используют стационарные агрегаты. Такое оборудование обеспечивает высокое качество швов, экономию времени и электроэнергии.
Все полуавтоматы условно можно разделить на несколько видов:
- с порошковой проволокой;
- с флюсованной проволокой;
- с защитой в виде инертных газов;
- универсальные.
Несмотря на такое разнообразие, все они отлично справляются со сваркой труб как из цветного, так и из черного металла.
В зависимости от способа подачи электрода, аппараты для полуавтоматической сварки труб можно разделить на:
- переносные – представляют собой небольшой блок, который легко перемещать;
- передвижные – установлены на специальных колесиках для более удобной транспортировки;
- стационарные – прочно закрепленные на подставке в одном помещении.
По типу функционирования подающего устройства выделяют:
- толкающие, когда специальные ролики выталкивают электрод к месту сварки;
- тянущие, когда подающее устройство находится в самой ручке и подтягивает к наконечнику проволоку, которая, как правило, находится в основном блоке.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
Сварку в среде углекислого газа применяют для выполнения первого (корневого) слоя шва стыков магистральных трубопроводов на полустационарных трубосварочных базах, заготовительных цехах, а также для всех слоев шва трубопроводов малого диаметра с большой толщиной стенки.
Сварочные установки полу стационарных трубосварочных баз имеют источник электрического тока, стационарный пункт электрогазового питания, которые укомплектованы полуавтоматами А-547Р или любыми другими портативными полуавтоматами, включая ранцевые.
В качестве источника тока применяют сварочные агрегаты с двигателями внутреннего сгорания, выпрямители в сочетании с передвижными дизельными электростанциями. Такие электростанции могут питать током соответственно один -два стационарных сварочных поста.
Трубы собирают в секции с помощью внутренних центраторов для выполнения корневого слоя шва на механизированных трубосварочных линиях типа СТТ. Сборку секций труб для полуавтоматической сварки в среде углекислого газа выполняют с зазором 2-3,5 мм.
Диаметр сварочной проволоки dn выбирают в зависимости от толщины s стенки стыков свариваемых труб: при s=1-5 мм, dn =0,8-1 мм; при s более 5 мм dn =1-2 мм.
Температуру предварительного подогрева свариваемых кромок определяют в зависимости от эквивалента углерода трубной стали и толщины стенки трубы, приравнивая углекислый газ и электродную проволоку, как при сварке электродами с основным покрытием. Сварочный ток можно определить из эмпирической формулы: I=100dn(dn-0.5)+50, где dn-диаметр электрода,мм
Напряжение при газоэлектрической сварке: U=8(dn+16)
Стабильное горение дуги, минимальное разбрызгивание и хорошее формирование металла шва достигают, если сварку в среде углекислого газа ведут на постоянном токе обратной полярности.
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
При сварке корневого слоя шва на трубосварочных линиях сварщик выполняет полуавтоматом четверть окружности трубы. Сварку ведут электродной проволокой диаметром 1,2 мм в направлении сверху вниз (рис. 6.1 а) «углом назад» с упором сопла полуавтомата на кромки труб при следующих режимах, приведенных в табл. 6.1. Первый шов выполняют два сварщика на двух стыках. Давление газа устанавливают по манометру таким образом, чтобы обеспечить надежную защиту дуги. Кроме периодического поворачивания секции сварку выполняют, если осуществляют непрерывное вращение секции (рис. 6.1 б). Держатель полуавтомата не перемещается по периметру стыка, и сварку ведут на одном участке, отстоящем под углом 30—35° от вертикальной оси трубы в сторону, обратную направлению вращения секции
В качестве защитных используются активные газы, т.е. такие, которые могут вступать во взаимодействие с другими элементами в процессе сварки. К таким газам относятся углекислый газ (СО2) или смеси: 70% углекислого газа и 30% аргона (или кислорода) – для сварки углеродистых сталей; 70% аргона и 30% углекислого газа – для сварки легированных сталей.
Применение газовых смесей вместо 100% углекислого газа повышает производительность и качество сварки.
Достоинством сварки в защитном газе является также то, что и на сварные изделия, выполненные этим процессом, без особой подготовки можно наносить прочные антикоррозионные покрытия (оцинкованные и др.). Сварку в защитных газах применяют и для соединения тонких металлов (0,1 – 1,5мм). Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьшую трудоёмкость. При количестве сварочных постов более 20 целесообразно иметь централизованное питание их углекислым газом, подаваемым по трубопроводу от рампы или от газификационной установки. Сварочные посты рекомендуется оборудовать электромагнитными клапанами, позволяющими автоматически перед зажиганием дуги включать подачу газа и после гашения выключить газ. На каждом посту должен быть расходомер (ротаметр).
Поможем написать любую работу на аналогичную тему
- Реферат
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
От 250 руб
- Контрольная работа
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
От 250 руб
- Курсовая работа
Полуавтоматическая сварка трубопроводов в среде углекислого газа.
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
[Всего: 11 Средний: 2.8/5]
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Основы сварки MIG: методы и советы для достижения успеха
Для новых сварщиков важно установить надлежащие методы сварки MIG, чтобы добиться хорошего качества сварки и максимальной производительности. Передовые методы безопасности также являются ключевыми. Однако не менее важно, чтобы опытные сварщики знали основы, чтобы не приобретать привычки, которые могут отрицательно повлиять на качество сварки.
От использования безопасной эргономики до использования правильного угла наклона горелки MIG, скорости хода сварки и многого другого — хорошие методы сварки MIG обеспечивают хорошие результаты.Вот несколько советов.
Правильная эргономика
Комфортный сварщик — безопаснее. Надлежащая эргономика должна быть в числе первых основ, которые необходимо установить в процессе MIG (конечно, наряду с надлежащими средствами индивидуальной защиты).Комфортный сварщик — безопаснее. Надлежащая эргономика должна быть в числе первых основ процесса сварки MIG (конечно, наряду с надлежащими средствами индивидуальной защиты).Эргономику можно определить просто как «изучение того, как можно расположить оборудование, чтобы люди могли выполнять работу или другие действия более эффективно и комфортно». 1 Важность эргономики для сварщика может иметь далеко идущие последствия. Окружающая среда на рабочем месте или задача, из-за которой сварщик постоянно дотягивается, перемещается, сжимается или поворачивается неестественным образом и даже остается в статической позе в течение длительного периода времени без отдыха. Все это может привести к повторяющимся стрессовым травмам с последствиями на всю жизнь.
Надлежащая эргономика может защитить сварщиков от травм, а также повысить производительность и рентабельность сварочных операций за счет сокращения отсутствия сотрудников.
Некоторые эргономичные решения, которые могут повысить безопасность и производительность, включают:
1. Использование сварочного пистолета MIG со спусковым крючком для предотвращения «щелчка». Это вызвано давлением на спусковой крючок в течение длительного периода времени.
2. Использование сварочного пистолета MIG с поворотной шейкой, чтобы облегчить сварщику движения для достижения стыка с меньшими нагрузками на тело.
3. Держать руки на уровне локтей или немного ниже во время сварки.
4. Позиционирование сварщика между поясницей и плечами сварщика таким образом, чтобы сварка выполнялась в максимально нейтральной позе.
5. Снижение стресса от повторяющихся движений за счет использования горелок MIG с задними вертлюгами на кабеле питания.
6. Использование различных комбинаций углов рукоятки, углов шейки и длины шейки для удержания запястья сварщика в нейтральном положении.
Правильный рабочий угол, угол хода и перемещение
Правильный сварочный пистолет или рабочий угол, угол хода и метод сварки MIG зависят от толщины основного металла и положения сварки. Рабочий угол — это «отношение оси электрода к обрабатываемой детали сварщика». Под углом перемещения понимается использование либо угла толкания (указывающего в направлении движения), либо угла сопротивления, когда электрод направлен против движения. (Справочник по сварке AWS, 9-е издание, том 2, стр. 184) 2 .
Плоское положение
При сварке стыкового соединения (соединение под углом 180 градусов) сварщик должен держать сварочную горелку MIG под рабочим углом 90 градусов (по отношению к заготовке). В зависимости от толщины основного материала поверните пистолет под углом горелки от 5 до 15 градусов. Если соединение требует нескольких проходов, легкое движение из стороны в сторону, удерживаемое на носках сварного шва, может помочь заполнить соединение и минимизировать риск подрезов.
Для Т-образных соединений держите пистолет под рабочим углом 45 градусов, а для соединений внахлест подходит рабочий угол около 60 градусов (15 градусов против 45 градусов).
Горизонтальное положение
В горизонтальном положении сварки хорошо работает рабочий угол от 30 до 60 градусов, в зависимости от типа и размера соединения. Цель состоит в том, чтобы предотвратить провисание или перекатывание присадочного металла на нижней стороне сварного шва.
Вертикальное положение
От использования безопасной эргономики до правильного угла наклона горелки MIG, скорости хода сварки и многого другого — хорошие методы MIG обеспечивают хорошие результаты.Для тройника сварщик должен использовать рабочий угол немного больше 90 градусов по отношению к стыку. Обратите внимание, что при сварке в вертикальном положении существует два метода: сварка в направлении вверх или вниз.
Направление вверх используется для более толстого материала, когда требуется большее проникновение. Хорошая техника для Т-образного соединения — это перевернутая буква V. Эта техника гарантирует, что сварщик сохраняет однородность и проплавление в корне сварного шва, где встречаются две детали.Эта область является наиболее важной частью сварного шва. Другой способ — это сварка под уклон. Это популярно в трубной промышленности для сварки открытого корня и при сварке тонкостенных материалов.
Верхняя позиция
Целью сварки MIG над головой является удержание расплавленного металла шва в стыке. Это требует более высоких скоростей движения, а рабочие углы будут определяться расположением соединения. Сохраняйте угол хода от 5 до 15 градусов. Любая техника плетения должна быть сведена к минимуму, чтобы бусина оставалась маленькой.Чтобы добиться наибольшего успеха, сварщик должен находиться в удобном положении относительно рабочего угла и направления движения.
Вылет проволоки и расстояние от контактного наконечника до рабочей поверхности
Вылет проволоки изменяется в зависимости от процесса сварки. Для сварки коротким замыканием рекомендуется поддерживать вылет проволоки от 1/4 до 3/8 дюйма, чтобы уменьшить разбрызгивание. Более длительный вылет увеличивает электрическое сопротивление, снижает ток и приводит к разбрызгиванию.При использовании струйного переноса дуги вылет должен составлять около 3/4 дюйма.
Правильное расстояние между контактным наконечником и рабочей поверхностью (CTWD) также важно для получения хороших сварочных характеристик. Используемый CTWD зависит от процесса сварки. Например, при использовании режима переноса распылением, если CTWD слишком короткий, это может вызвать ожоги. Если он будет слишком длинным, это может вызвать разрывы сварного шва из-за недостаточного покрытия защитным газом. Для сварки распылением подойдет CTWD 3/4 дюйма, тогда как от 3/8 до 1/2 дюйма подойдет сварка коротким замыканием.
Скорость сварочного пути
Скорость перемещения в значительной степени влияет на форму и качество сварного шва. Операторам сварки необходимо будет определить правильную скорость сварочного хода, оценив размер сварочной ванны в зависимости от толщины шва.
При слишком высокой скорости сварочного хода сварщики получат узкий выпуклый валик с неадекватным закреплением на концах сварного шва. Недостаточный провар, деформация и непоследовательный сварной шов вызваны слишком быстрым перемещением.Слишком медленное перемещение может привести к слишком большому нагреву сварного шва, что приведет к получению слишком широкого сварного шва. На более тонком материале это также может вызвать прожиг.
Заключительные мысли
Когда дело доходит до повышения безопасности и производительности, опытный сварщик-ветеран, как и новый сварщик, должен установить правильную технику MIG и следовать ей. Это помогает избежать возможных травм и ненужных простоев из-за переделки сварных швов низкого качества. Помните, что сварщикам никогда не помешает обновить свои знания о сварке MIG, и в их интересах и в интересах компании продолжать следовать передовым методам.
1. Словарь Коллинза, «эргономика», collinsdictionary.com/dictionary/english/ergonomics.
2. Справочник по сварке , 9 изд., Vol. 2, Сварочные процессы, часть 1. Американское сварочное общество: Майами, Флорида, стр. 184.
% PDF-1.6 % 1017 0 объект > endobj 1031 0 объект > / Шрифт >>> / Поля [] >> endobj 1044 0 объект > поток AdMintrueACROBATGas Metal Arc Welding GuideAcrobat 11.0.0 Четверг, 4 июня, 15:21:22 EDT 20154228168.0c4200.pdf6394155.0Руководство по сваркеРазное. 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Руководство по сварке
Улучшение производства HYP
Высокопрочные стали предлагают много преимуществ для трубопроводной промышленности.Эти стали позволяют использовать более тонкие трубы при более высоких рабочих давлениях. Эти стали также могут снизить общие затраты на строительство. Однако, когда владельцы трубопроводов и проектировщики смотрят на эти новые стали, они представляют собой проблему для индустрии сварки и производства, которая должна ответить экономически эффективными способами их соединения. Ситуация усложняется тем, что эти стали с высокими эксплуатационными характеристиками превзошли традиционно изготавливаемый металл сварного шва с точки зрения стойкости к водородному растрескиванию и вязкости разрушения.Последняя разработка в этой высокопрочной трубной стали — X-80, обеспечивающая минимальный предел текучести 80 тысяч фунтов на квадратный дюйм. Вскоре ожидается появление еще более совершенных сталей, и для отрасли дуговой сварки открываются уникальные возможности по внедрению новых сварочных материалов и процессов, позволяющих сваривать эти высокопрочные стали. Приоритет сварочной отрасли — качество. Всем производителям трубопроводов необходимо обеспечить повторяемость высококачественных сварных швов — впервые.
Поскольку SMAW было достаточно для производства безопасных и экономичных трубопроводов, промышленность не спешила внедрять последние достижения в развитии сварочных процессов.SMAW, то есть целлюлозные электроды, остается наиболее распространенным процессом сварки трубопроводов и имеет большую способность, чем другие процессы, адаптироваться к неидеальным условиям, таким как плохая подгонка к изменению местности. Однако по мере увеличения прочности стали возрастает риск разрушения либо из-за водородного растрескивания, либо из-за снижения ударной вязкости. Именно этот риск водородного растрескивания является основной проблемой целлюлозных электродов SMAW в областях применения с более высокой прочностью.
Водород растворяется в расплавленной луже во время сварки.При охлаждении диффундирующий, а не химически связанный водород может вызвать пористость во время затвердевания и растрескивание готовой сварной детали. Эта влага происходит в основном из влаги и органических компонентов. Необходимо оценить попытки адаптировать сварочные процессы и процедуры для сталей X-80 и более высокой прочности. Чтобы использовать преимущества прочности трубы, металл сварного шва должен либо соответствовать прочности трубы, либо превышать ее. Процесс сварки и расходные материалы необходимо контролировать, чтобы минимизировать риск хрупкого разрушения сварного шва во время изготовления трубопровода и, как следствие, риск водородного растрескивания.Кроме того, требуется более высокая производительность
Введение
Ручные процессы с низким содержанием водорода, подходящие для кольцевой сварки трубопроводов, были доступны в течение некоторого времени, но, несмотря на их доступность и преимущества с точки зрения пониженной подверженности трещинам, они редко использовались в производстве до настоящего времени.
С появлением новых высокопрочных сталей, таких как X-80, любой крупный трубопроводный проект будет рассматривать, если не использовать, эти сорта стали для труб, и поэтому подрядчики и инженеры должны принять достижения в процессах сварки.
Новые высокопрочные стали предлагают много преимуществ для трубопроводной промышленности. Эти стали позволяют использовать более тонкие трубы при более высоких рабочих давлениях. Эти стали также могут снизить общие затраты на строительство. Однако, когда владельцы трубопроводов и проектировщики смотрят на эти новые стали, они представляют собой проблему для индустрии сварки и производства, которая должна ответить экономически эффективными способами их соединения. Ситуация усложняется тем, что эти стали с высокими эксплуатационными характеристиками превзошли традиционно изготавливаемый металл сварного шва с точки зрения стойкости к водородному растрескиванию и вязкости разрушения.
Изготовлен с использованием комбинации термообработки и механической обработки, которые обеспечивают более высокую прочность без значительного увеличения содержания сплава. Такие достижения в области термомеханической обработки сталей (TMCP) позволяют достичь баланса прочности и ударной вязкости, но с большей стойкостью к растрескиванию в зоне термического влияния.
При всех положительных факторах, касающихся материалов с более высоким пределом текучести, самой большой проблемой является сварка этих сталей. Сталь для труб больше не является ограничивающим металлургическим фактором.Например, стали уже не так чувствительны к водородному растрескиванию, как обычные сварочные материалы. Вот почему так важно изучить водородное растрескивание и возможные решения в отношении металла шва.
Водородное растрескивание
Это основная проблема с электродами из целлюлозы для сварки SMAW в более прочных областях применения. Этот водород образуется в основном в результате горения покрытия электрода, которое содержит влагу и органические компоненты. Водород растворяется в расплавленной ванне во время сварки.При охлаждении диффундирующий, а не химически связанный водород может вызвать пористость во время затвердевания и растрескивание готовой сварной детали. Вот почему так важно, чтобы уровень водорода был минимальным, чтобы сварной шов считался прочным.
Что касается проблемы с водородом, задача состоит в том, чтобы минимизировать риск растрескивания металла сварного шва, контролируя факторы, которые, как известно, имеют большое значение.
1. Сведите к минимуму количество доступного водорода за счет разумного выбора расходных материалов и / или средств управления процессом сварки.
2. Свести к минимуму напряжения, как остаточные, так и приложенные.
3. Минимизируйте прочность металла сварного шва, тем самым контролируя восприимчивость микроструктуры. В некоторых отраслях промышленности в зависимости от проектных требований успешно используются металлы сварных швов с несоответствующей прочностью.
Следует отметить, что в отношении водорода риск растрескивания можно свести к минимуму, но его невозможно устранить. Поскольку все стальные микроструктуры в той или иной степени подвержены растрескиванию, вопрос просто сводится к одновременному контролю уровня водорода и напряжений.
В отчете, опубликованном в 1996 г. Институтом сварки под названием «Оценка процессов с низким содержанием водорода для строительства трубопроводов из высокопрочной стали» (PR-164-9330), в котором исследовались подходящие процессы для сварки труб класса X80, сообщается,
«Наиболее успешные результаты корневой сварки были получены при использовании источника питания Lincoln Electric STT® и электродной проволоки LA90. Источник питания STT обеспечивал очень точное управление переносом металла при коротком замыкании, что привело к хорошим характеристикам обращения, хорошо сплавленным валикам, минимальное разбрызгивание и меньшие выбросы дыма.Сварщик TWI, участвовавший в испытаниях, получал удовлетворительные корневые валики в течение двух часов после того, как был введен в сварочный аппарат. Скорость сварки корня была сопоставима с целлюлозной ».
Как правильно соединять трубы?
Это зависит от многих факторов, включая установку, доступность, местность, врезку или пересечение, ремонтную сварку, квалификацию сварщика и ряд других факторов.
Каждый возможный процесс сварки имеет свои достоинства, и нет однозначного ответа для каждого случая применения.Необходимо рассмотреть попытки адаптировать сварочные процессы для сталей повышенной прочности. Кроме того, всегда существуют требования более высокой производительности и качества.
Сварка корневого прохода
Традиционно сварка корневого прохода и горячего прохода выполнялась с использованием электрода с высоким содержанием водорода.
Однако на материал типа X-80 действуют ограничения. Нанесение небольших сварочных проходов на высоких скоростях движения возможно при достаточном контроле температуры предварительного нагрева.
Предварительный нагрев необходим для замедления скорости охлаждения сварного шва, что позволяет водороду диффундировать, кроме того, использование предварительного нагрева также может помочь контролировать остаточные напряжения в зоне сварного шва.
Хотя этот подход ничем не жертвует с точки зрения скорости наплавки по сравнению с существующей практикой на трубе с более низким выходом, необходимость в потенциально высоких уровнях предварительного нагрева может ограничить общую производительность.
В настоящее время не рекомендуется выполнять сварку целлюлозными электродами на X-80 толщиной более 10 мм.
Использование электродов с основным покрытием «с низким содержанием водорода» для корневого прохода шва снижает производительность. Хотя они могут производить одну десятую уровня водорода по сравнению с целлюлозным электродом, основным недостатком является то, что этот процесс медленный по сравнению с любым другим процессом, кроме газо-вольфрамовой дуговой сварки (GTAW).
Несмотря на то, что SMAW использовался и может использоваться для создания сварных соединений приемлемого качества в высокопрочных сталях, проблемы с производительностью делают SMAW менее привлекательной, чем сварка непрерывной проволокой.Поскольку существует предел прочности для целлюлозных электродов из-за высокого уровня водорода и низкая производительность при использовании основных электродов с низким содержанием водорода, требуются альтернативы.
Производительность сварки
При сварке трубопроводов в полевых условиях это время, затраченное на снятие зажима трубы, которое является критическим показателем производительности сварки. Затраченное время будет зависеть от ряда факторов, включая прочность наплавленного слоя, размер свариваемой перемычки и уровень присутствующего водорода.
Скорость сварки корневого прохода определяет развитие конструкции, и, следовательно, именно она лучше всего подходит для технологических достижений. Механизированные системы могут сваривать быстрее, чем ручные или полуавтоматические, при условии, что при подготовке швов и подгонке уделяется должное внимание, чтобы обеспечить надлежащий контроль процесса.
Подготовка и презентация
При ручной и полуавтоматической сварке подмастерье или слесарь-монтажник имеет допуск, в котором сварщик может компенсировать отклонения в подгонке стыка.При автоматической сварке этот допуск более важен, поэтому геометрию скоса, а также выравнивание и расстояние необходимо решать механически.
Подготовка — Станки для торцевания труб (PFM). Округлость и однородность стыка более важны при выполнении сварных швов с использованием автоматизированной системы. Следовательно, использование PFM в полевых условиях имеет решающее значение для успеха и качества сварки, независимо от того, используется ли машина внутреннего или внешнего корневого прохода.
Презентация — После подготовки могут быть приняты два подхода. Один из подходов заключается в сварке корневого прохода в режиме короткой дуги на внутренней стороне трубы с помощью нескольких горелок. Производительность может быть высокой, но процесс требует большой осторожности при подготовке и подгонке швов. Если это не идеально, то есть большая вероятность того, что за очень короткий период времени будет выполнено много некачественных сварных швов.
Второй вариант — приварить корневой шов снаружи с помощью внутреннего соединительного зажима, показанного выше.Последовательность операций несколько отличается от обычных внутренних зажимов, так как зажим внутренней линии / проставки сначала помещается в трубу, а первый набор внутренних зажимных приспособлений расширяется в жесткий патрон. Это выравнивает зажим по внутреннему диаметру трубы и устраняет овальность.
Второй шаг — приблизить следующий отрезок трубы. Затем включается второй комплект патронов, который захватывает кусок трубы мягким патроном. Попав в мягкий патрон, зажим оказывается внутри, что заставляет две трубы соединяться.
Когда один комплект зажимных патронов находится в мягком состоянии, они позволяют трубе двигаться, так что две стороны трубы плотно стыкуются друг с другом. Затем второй набор патронов превращается в жесткий патрон, который снова устраняет любую овальность. Заключительный этап — развести зажим, давая мастеру / монтажнику заранее определенный равномерный зазор вокруг трубы.
Полуавтоматические / автоматические сварочные процессыгазовой металлической дугой обеспечивают возможность повышения производительности и производительности наплавки за счет меньшего количества остановок / пусков.Однако традиционно режим короткого замыкания определяется как связанный с риском отсутствия плавления.
Обычная сварка короткой дугой считается низкотемпературной. Однако ток, который пропорционален скорости подачи проволоки, можно увеличить, чтобы получить более высокую мощность на входе и большее проплавление. Это может привести к точному балансу между слишком маленьким и слишком большим и требует значительных навыков оператора, чтобы избежать дефектов, таких как внутренние «усы». Тепла должно быть достаточно, чтобы расплавить внутренние края, но не настолько, чтобы «продуть».Оператор должен перемещаться по луже с дугой, чтобы добиться правильного проплавления и не иметь большого пространства для отклонения.
Эти дефекты можно легко обнаружить с помощью неразрушающего контроля промышленного стандарта, такого как рентгенография и ультразвуковой контроль. С другой стороны, у GMAW есть свои преимущества. Поскольку уровни водорода при GMAW обычно низкие, требования к предварительному нагреву минимальны, а растрескивание редко является проблемой.
Контролируемое переключение при коротком замыкании (STT)
Одно из последних нововведений, обеспечивающее эксплуатационное преимущество высокопрочных труб, заключается в корневом проходе с внешним открытым зазором с использованием режима управляемого короткого замыкания
Управляемый режим переключения при коротком замыкании во многом отличается от обычного процесса CV.Источник питания STT не работает ни при постоянном токе (CC), ни при постоянном напряжении (CV), скорее это машина с широкополосным управлением по току, в которой мощность дуги зависит от требований мгновенной дуги.
В принципе, это источник питания, который может подавать и изменять ток электрода с точностью до микросекунд.
Как это работает?
Электродный ток, подаваемый источником питания SurfaceTension Transfer, определяется состоянием напряжения дуги.
Фоновый ток (T0 — T1). Это текущий уровень дуги до замыкания на сварочную ванну. Это постоянный уровень тока между 50 и 100A
Ball time (T1 — T2). Когда электроды изначально закорачиваются, датчик «напряжения дуги» выдает сигнал о том, что «дуга» закорочена. Фон дополнительно снижается до 10 А для приблизительно 0,75 м / с.
Pinch mode (T2 — T3). По прошествии времени срабатывания шара к закороченному электроду подается большой ток в виде увеличивающейся двухскатной кривой.Это ускоряет перенос расплавленного металла от электрода в сварочную ванну за счет приложения сил электрического сжатия
расчет dv / dt (T2-T3). Этот расчет включен в пинч-режим. Это расчет скорости изменения закороченного электрода в зависимости от времени, когда этот расчет показывает, что было достигнуто определенное значение dv / dt, указывающее на то, что вот-вот произойдет разделение предохранителя, ток затем снижается до 50 А в микросекунды. (Обратите внимание, что это событие происходит до отделения закороченного электрода.T4 указывает, что разделение произошло, но при низком токе)
Плазменный импульс (T5 — T6). Этот режим следует сразу за отделением электрода от сварочной ванны. Это период высокого дугового тока, когда электрод быстро «плавится». Плазма
(T6 — T7). Это период цикла, когда ток дуги снижается с уровня плазменного усиления до уровня фонового тока
Процесс может применяться как к полуавтоматическим, так и к автоматическим приложениям. Он работает в зоне короткого замыкания с различными смесями защитных газов, включая 100% диоксид углерода для мягкой стали, а также различные смеси аргона / кислорода, аргона / диоксида углерода и аргона / гелия для нержавеющей стали.
Сварка заполнения и прохода крышки
Электроды с целлюлозным покрытием все еще можно использовать, если соблюдаются меры контроля температуры предварительного нагрева и промежуточного прохода, при толщине стенки трубы до 10 мм включительно на X-80. В настоящее время не рекомендуется пытаться выполнять сварку на толщине более 10 мм, поскольку ожидается, что повышенное сопротивление и скорость охлаждения увеличат риск водородного растрескивания металла шва.
Вертикальные электроды с низким содержанием водорода обычно не используются для производственных сварных швов трубопроводов передачи из-за низкой производительности.
В настоящее время становится все более распространенным, особенно в Европе, использовать базовые электроды с низким содержанием водорода, направленные вниз, для сварки труб с высоким пределом текучести. Электроды LH-D предназначены для сварки вертикально вниз, где требуется металл шва с низким содержанием водорода, например, для сварки высокопрочных труб. Несмотря на то, что они разработаны специально для сварки стыков труб в вертикальном положении вниз, LH-D можно использовать в любых случаях, когда требуется осаждение с низким содержанием водорода.
Низкотемпературные ударные свойства превосходят целлюлозные электроды с таким же уровнем прочности. В качестве электродов с уклоном вниз они имеют значительно большую скорость осаждения, чем электроды с вертикальным подъемом и целлюлозные электроды с уклоном равного диаметра; это увеличивает потенциал повышения производительности при соблюдении высоких требований к прочности.
Полуавтоматический
Процессы можно разделить на следующие: газовая защита и полочная защита.
Газовая защита GMAW обычно полностью механизирована, так как зона сварки должна быть защищена от непогоды. Если подрядчик готов защитить зону сварки, более целесообразно использовать полностью автоматическую настройку.
Это оставляет FCAW-S (самоэкранированный) как единственную серьезную полуавтоматическую сварку для рассмотрения, очевидным преимуществом является то, что вы получаете выгоду от сокращения количества пусков с остановкой без необходимости в дополнительном экранировании.
Механизированные процессы
GMAW и FCAW-G — наиболее распространенные средства механизированной сварки для заполняющих и закрывающих проходов на трубе.Современные технологии основаны на переносе короткой дугой или импульсным распылением с высокой скоростью подачи проволоки.
Развитие и развитие технологии источников питания для сварки, вероятно, может привести к значительному повышению производительности.
Наряду с улучшением и сварочными характеристиками сплошных электродов или электродов с сердечником станет возможным улучшить характеристики сварки и наплавки.
Механизированная GMAW обладает огромным потенциалом на будущее, поскольку требует меньшего обучения и приводит к более низкому уровню водорода, более высокой производительности и лучшему качеству.
Выводы
Направление сварочного сообщества должно следовать двум четко определенным каналам:
1. Усовершенствование современных сварочных процессов: путем усовершенствования конструкции текущих основных ручных и полуавтоматических расходных материалов с низким содержанием водорода для лучшего контроля водорода, прочности и вязкости. Хотя эта методология может оказаться успешной для применений X-80, растущий спрос на повышенный контроль содержания водорода и более высокую ударную вязкость, вероятно, подтолкнет отрасль к новым технологическим достижениям в области расходных материалов и процессов.
2. Инновации в сварочных материалах и источниках сварочного тока. Подрядчики труб и производители труб могут получить большую выгоду от внедрения этих новых технологий:
При разработке управляемого переключения короткого замыкания используются новейшие технологии, позволяющие ранее недостижимый контроль над несколькими параметрами дуги
Достижения в области определения расстояния между трубами, зажимов, систем Bug and Band и многодугового оборудования могут сэкономить время, повысить качество и снизить затраты на проекты трубопроводов
Достижения в области твердотельных электродов и электродов с сердечником ограничат водород и обеспечат гибкость производства
Ориентируясь на качество и производительность, Lincoln Electric находится в авангарде процессов сварки труб и постоянно ищет решения для этих проблем с высокопрочной сталью.
Список литературы
TWI: Оценка процессов с низким содержанием водорода для строительства трубопроводов из высокопрочной стали — PR-164-9330
Эллиот К. Става: 1993 Источник питания Surface Tension Transfer®, новый аппарат для дуговой сварки с малым разбрызгиванием. Сварочный журнал 72 (1): 25-29
| Вопрос | Ответ |
|---|---|
| Плюсы техники выталкивания или руки | Плоские сварные швы Управляет скоростью |
| Плюсы техники Backhand или Pull | Хорошо для заливки |
| Occilation | Движение пистолета непрерывно |
| Частота | Сколько колебаний в дюйме сварного шва |
| Использует 90% аргона Используется только для плоских или горизонтальных сварных швов | |
| Импульсная техника | Позволяет выполнять сварку вертикальным распылением импульсным током, чтобы металл слегка охладился между импульсами тока |
| Заглушка | Избыток материала отламывается и плавится с образованием материалов |
| Объясните, что означает каждая буква или цифра в следующем ER70S6 | Электрод E R-стержень 70-предел прочности на разрыв S-твердый.(это относится к состоянию и может быть I либо S для твердого тела, либо C для сердечника) 6- класс металла |
| Что означает MIG | Металл, инертный газ |
| 6 вещей, необходимых для сварки MIG | 1 источник питания 2 защитный газ 3 регулятора — устанавливает расход газа в кубических футах в час 4 кормушки 5 хлыст / пистолет 6 проводов- .023 .052 стандартный размер |
| При сварке MIG объясните источник питания | Постоянное напряжение (поддерживает плавление металла с той же скоростью) DCRP — постоянный ток обратной полярности Выпрямитель используется для изменения полярности |
| Какие защитные газы обычно используются в MIG | Двуокись углерода Аргон Гелий |
| Режимы переноса металла в МИГ | Короткое замыкание — 14-21В Шаровидный-21-21.3в Спрей Импульсная дуга — также известная как GMAW |
| Что означает GMAW для | Газовая дуговая сварка металла |
| Описать метод передачи короткого замыкания | Металл электрода касается основного металла, короткое замыкание в дуге и плавление электродной проволоки, которая подается в непрерывном темпе. Цикл может повторяться от 20 до 250 раз в секунду |
| Преимущество использования машины постоянного напряжения | Небольшое процентное изменение напряжения приводит к большому процентному изменению тока |
| Какой защитный газ дает наилучшее очищающее действие , перекрестная защита и наименьшая общая стоимость? | Аргон. |
| Расходомер измеряет и регулирует ____ потока газа. | объем |
| При выборе сопла для GTAW или GMAW, что определяет диаметр сопла? | Объем газа и размер шовного отверстия. |
| Какой защитный газ обеспечивает самое глубокое проникновение при GMAW на углеродистую и низколегированную сталь? | углекислый газ |
| Фильтр с каким числом линз рекомендуется использовать с GTAW, GMAW и FCAW? | 10-14 |
| Полярность, используемая почти во всех приложениях GMAW, ____. | DCEP |
| Что из перечисленного не является методом переноса металла GMAW? а. Короткое замыкание. б. Цельный металл. c. Спрей. d. Шаровидный. | b |
| В методе переноса металла распылением металл перемещается по дуге как ____. | мелкие металлические капли |
| Распыление происходит, когда ток установлен выше точки ____. | переход |
| Распыление происходит только тогда, когда процентное содержание аргона в смеси превышает ____ процентов. | 90 |
| Когда электродная проволока скапливается в механизме подачи проволоки, это называется ____. | птичье гнездо |
| Для подачи электродной проволоки через кабель к горелке используется переключатель ____. | дюймов |
| Какое из следующих утверждений неверно для GMAW? а. Его можно использовать во всех положениях. б. Его можно использовать для сварки магния. c. Его можно использовать для сварки всех промышленных металлов.d. Это также известно как сварка TIG. | d |
| Какое из следующих утверждений неверно для GMAW с короткозамкнутой дугой? а. Сварочная ванна остывает медленно. б. Переноса металла через дугу не происходит. c. Работает во всех положениях сварки. d. Работает по металлу в верхнем положении. | a |
| Что заставляет металлическую каплю покидать электродную проволоку при коротком замыкании переноса металла? | Поверхностное натяжение ванны и сила сжатия |
| В методе импульсного распыления для сварки используется пиковый ток.Фоновый ток используется для ____ дуги. | поддерживать |
| При GMAW изменение скорости подачи проволоки изменяет ____. | величина силы тока |
| Почему возможно и желательно использовать более узкую канавку при стыковой сварке с V-образной канавкой с GMAW или FCAW, чем с SMAW? | FCAW и GMAW проникают больше, чем SMAW. Узкие канавки требуют меньше сварочного металла. Узкие бороздки делать дешевле. |
| В режимах FCAW или GMAW сварщик должен поддерживать ____. | расстояние от сопла до рабочей поверхности |
| Конец сварного шва GMA или FCA должен быть защищен, пока он охлаждается на ____. | г. удерживание сопла в конце сварного шва во время продувки защитным газом |
| Какой метод переноса очень эффективен для заполнения больших зазоров между плохо подогнанными деталями и подходит для выполнения GMAW в верхнем положении? | короткое замыкание |
| Когда кромка плавится слишком быстро при выполнении соединения внахлест, сварщик должен ____. | направьте электрод ближе к поверхности |
| Какая информация получается из первых двух или трех цифр классификационного номера электрода AWS? | Предел прочности электрода. |
| ____ обозначается двумя последними цифрами классификационного номера электродов AWS | состав покрытия электрода |
| Предлагаемое положение сварки электрода обозначается цифрой ____ справа в AWS классификация электродов | 2-й |
| Для SMAW рекомендуется номер ____ линзы фильтра | 10-14 |
| A (n) ____ Аппарат для дуговой сварки может состоять из выпрямителя постоянного тока и генератора переменного тока | AC / DC |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением ____ | DCRP |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться при автоматической или полуавтоматической сварке? | 100% |
| Приблизительная температура дуги SMAW составляет ____ F (3593C — 3871C). | 6500–7000 |
| Среднее напряжение холостого хода в цепи дуговой сварки постоянным током составляет ____ вольт. | 60-80 |
| факторов, определяющих полярность цепи во время сварки: | Скорость, с которой вы хотите нанести присадочный металл Тип основного металла Положение сустава |
| Что может произойти, если человек получит вспышку дуги? | Человек может быть временно ослеплен.Некоторое время человек может видеть белые пятна. Может произойти необратимое повреждение сетчатки. |
| Ширина валика плетения должна быть ____ диаметра используемого электрода | 6 раз |
| Перевернутое движение используется для ____. | подождите, пока сварка остынет. |
| Где следует возобновить сварку ранее незавершенного валика? | На передней кромке предыдущего буртика. |
| Подрезка в горизонтальном внутреннем угловом соединении обычно представляет собой (n) ____ | углубление вдоль верхнего края сварного шва на вертикальном элементе |
| Под действием силы тяжести металл в дуге падает при его движении через дуга.Что можно сделать, чтобы уменьшить эту тенденцию при сварке в горизонтальном, вертикальном или верхнем положении? | Немного уменьшите дуговый зазор. |
| ____ поможет предотвратить подрезку | Моментальная остановка на верхнем конце каждого движения электрода |
| Сварочные аппараты, используемые для GMAW или FCAW, должны быть постоянного типа | напряжения |
| Чтобы уменьшить разбрызгивание, Для стабилизации дуги и улучшения переноса металла во время операций GMAW к аргону можно добавить диоксид углерода и / или ____________________. | кислород |
| Аргон имеет более низкую теплоту ____________________, чем гелий | проводимость |
| Добавление небольших количеств ____________________ в газообразный аргон значительно уменьшит разбрызгивание и поможет стабилизировать дугу. | кислород |
| Развитие сварочного аппарата постоянного ____________________ сделало использование GMAW более практичным. | напряжение |
| При GMAW или FCAW сварщик должен контролировать скорость сварки, расстояние между соплом и изделием и ____________________. | угол электрода горелки |
| Тип тока, который течет от электрода через дугу к изделию, называется ____________________. | DCEN DCSP |
| Постоянный ____________________ аппарат наиболее желателен при ручной дуговой сварке | ток |
| DCRP имеет то же направление потока электронов, что и ____________________. | DCEP |
| При использовании машины постоянного тока при увеличении дугового промежутка сопротивление будет ____________________. | увеличить |
| Каждый валик очищается перед нанесением следующего валика, чтобы предотвратить ____________________ включений | шлак |
| маленькие электроды используются для ——— | Используется для тонкого металла Используется при потолочной сварке. Используется на корневом проходе сварного шва на толстом металле. |
| Электроды большого диаметра используются для —— | Используются для нанесения большего количества присадочного металла Используется для однопроходных сварных швов на толстых металлических профилях |
| T / F FCAW можно использовать без защитного газа под давлением | T |
| T / F GMAW можно использовать для всех коммерчески важных металлов | T |
| T / F GMAW можно использовать во всех положениях. | T |
| T / F При глобулярном переносе металл движется по дуге в виде больших капель | T |
| T / F Хорошая вентиляция особенно важна при использовании газа CO2 | T |
| T / F Хлорированные углеводородные растворители, оставшиеся на металлических поверхностях, образуют фосген (ядовитый, высокотоксичный газ) при температурах сварки. | T |
| T / F GMAW можно проводить только при использовании DCEP. | T |
| T / F И GMAW, и FCAW могут быть полуавтоматическими или автоматическими процессами | T |
| T / F SMAW и GMAW используют аппараты для дуговой сварки на постоянном токе | F |
| T / F Одним из преимуществ аппарата для дуговой сварки постоянным током является то, что большое процентное изменение напряжения приводит к небольшому процентному изменению силы тока. | T |
| T / F Длина кабелей для дуговой сварки обычно практически не влияет на выполняемый шов. | F |
| T / F Материалы флюсового покрытия на электроде определяют электрические характеристики электрода. | T |
| T / F При использовании сварочного аппарата CC величина силы тока будет увеличиваться, если соединения на рабочем месте или электрододержатель ослабнут. | F |
| T / F Ширина валика стрингера должна быть в 2-3 раза больше диаметра электрода. | T |
| T / F Плоское положение — лучшее положение для сварки любого соединения. | T |
| T / F При использовании нескольких валиков не всегда необходимо удалять шлак между валиками | F |
| T / F Реверс тока в цепи переменного тока практически исключает возникновение дуги | T |
| Объясните, почему необходимо увеличить расход защитного газа при сварке в вертикальном, горизонтальном или верхнем положении. | Защитный газ падает из области стыка под действием силы тяжести, поэтому требуется больше газа. |
| Объясните, как зажигается дуга при GMAW или FCAW. | На пистолете нажимают на спусковой крючок, и электрод подается, пока не коснется основного металла. При контакте возникает дуга |
| В чем разница между полуавтоматической сваркой и автоматической сваркой? | При полуавтоматической сварке сварщик управляет сварочным пистолетом; при автоматической сварке аппарат управляет горелкой |
| Как предотвратить прилипание брызг к соплу? | Коммерческий состав для предотвращения разбрызгивания распыляется на сопло и на него. |
| Какое типичное напряжение холостого хода без нагрузки для аппарата дуговой сварки постоянным током? | 60–80 В |
| Как изменить ток в сварочном аппарате переменного тока на постоянный? | Переменный ток пропускается через выпрямитель и изменяется на постоянный ток. |
| Перечислите пять функций флюсового покрытия на электроде SMAW. | Создайте защитный газ для защиты металла от окисления.Обеспечьте флюсирующие агенты. Во время охлаждения образует затвердевший шлак, покрывающий сварной шов. Шлак позволяет сварному шву медленно остывать. Установите полярность и электрические характеристики электрода. |
| Опишите термин «рабочий цикл». | Процент времени в десятиминутном интервале времени, в течение которого сварочный аппарат может использоваться при номинальном выходном токе |
| Как сварщик узнает, какой тип электродов он использует? | Номер электрода напечатан на флюсовом покрытии на неизолированном конце электрода. |
| Что такое дуга? | Магнитное поле вокруг электрода постоянного тока, которое имеет тенденцию отклонять или выдувать поток дуги вперед или назад |
| Объясните, как именно вы переместите электрод, чтобы правильно закончить сварной шов на конце соединения | В конце соединения направление электрода меняется на противоположное, когда электрод поднимается. Кратер финишной обработки должен быть заполнен сразу после разрыва дуги. |
| Почему покрытый электрод нельзя гнуть? | Покрытие потрескается, что приведет к плохим сварным швам. |
| Перечислите по крайней мере пять факторов, которые сварщик должен контролировать, чтобы получить хороший сварной шов при выполнении SMAW. | Длина дугового промежутка, сварочный ток, скорость поступательного движения, угол или положение электрода, проплавление, ширина сварного шва и контур валика |
| Тип (ы) тока, используемого для GTAW (TIG) | DCEP DCEN и чередование. |
| Что такое постоянная при сварке TIG: напряжение или ток? | Текущий |
| в чем преимущество DCEN в TIG | очищает-удаляет оксиды с металлических поверхностей |
| в чем преимущество DCEP в TIG | увеличивает силу дуги, обеспечивая лучшее проплавление |
| в чем преимущество увеличения частоты переменного тока в TIG? | увеличение значения приведет к сужению дуги, что способствует большей стабильности дуги и более мелкому валику (отлично подходит для точных работ) |
| В чем преимущество снижения частоты переменного тока при сварке TIG? | понижение этого значения увеличивает ширину дуги и способствует лучшему проплавлению шва |
| Каковы 5 основных компонентов GTAW-резака? | корпус резака, цанговый патрон и цанга, торцевая крышка и сопло |
| какие металлы вы бы сварили с помощью электрода с зеленой полосой? (чистый вольфрам) | Алюминий и магний |
| какие меры предосторожности следует соблюдать при формировании торированного вольфрамового электрода? | не вдыхать пыль, так как она радиоактивна |
| что делает добавление 2% тория к вольфрамовому электроду? | добавление тория эффективно удваивает их пропускную способность по току.электроды легко запускаются и хорошо сопротивляются загрязнениям |
| какой цветовой диапазон имеет электрод с 2% торированным вольфрамом? | красный |
| какой цвет полосы у электрода с торированным 1%? | Желтый |
| Какая цветная полоса есть у 2% лантанового вольфрама? | Синий |
| каковы свойства 2% лантанового вольфрама? | обладает характеристиками торированных электродов, они также хорошо сочетаются с кондиционерами, что делает их хорошим выбором для обычных магазинов. |
| Какого цвета полоса 1.5% лантаноат | золото |
| Какого цвета полоса 1% лантанированная | черная |
| Какая цветная полоса 2% церированного вольфрама | оранжевый |
| Какого цвета полоса | Цирконий вольфрам|
| каковы свойства 2% -ного церированного вольфрама | — электрод, идеально подходящий как для кондиционеров, так и для постоянного тока, они могут работать в течение длительных периодов времени, хорошо запускаться, противостоять загрязнениям, прецизионная работа с тонкими металлами |
| каковы свойства цирконизированного вольфрама? | используются для сварки алюминия и магния там, где необходимо высочайшее качество, эти вольфрамовые сплавы заменяют чистые разновидности из-за более высокой допустимой силы тока, и они используются со скругленным концом. |
| сила тока для горелки TIG с воздушным охлаждением | не более 200 ампер |
| диапазон силы тока горелки TIG с водяным охлаждением | 200 ампер + |
| диапазон размеров электродов TIG | от 0,010 до 1/4 дюйма |
| роль тока высокой частоты? | помогает преодолеть разрыв дуги Стил выключается, алюминий остается включенным |
| Что делает предварительный поток? | запускает подачу газа до начала сварки — очищает от загрязнений |
| что позволяет регулировка баланса на инверторах | позволяет оператору перенастроить длину волны переменного тока |
| означает PPS? | импульсов в секунду |
| Пиковое значение в процентах? | пик% от общего тока 45% (сколько времени при максимальной силе тока) |
вертикальные сварные резервуары для хранения полуавтоматическая дуговая сварка-16mo3 din 15415 эквивалент
Сварка резервуаров и емкостей для сжиженного природного газа в 5% и
SMAW используется вручную для вертикальной сварки всех листов обечайки вместе. Требования к вязкости сварных соединений чрезвычайно высоки, чтобы предотвратить возникновение хрупкого разрушения. При сварке использовались расходные материалы, указанные в таблице 3. из более чем двадцати резервуаров для хранения СПГ в течение 10 лет, включая те, которые являются Общими кодами кодов сварки — Weld GuruDec 12,2019 вертикальные сварные резервуары для хранения полуавтоматической дуговой сваркой # 0183; Этот стандарт нормативных требований касается требований к конструкции, материалам, монтажу, изготовлению и испытаниям для вертикальные, цилиндрические, надземные, закрытые и открытые, сварные стальные резервуары для хранения различных размеров и вместимости для внутреннего давления, приближенного к атмосферному (внутреннее давление не превышает веса плит крыши), но Сварочные коды Общие коды — Weld GuruDec 12,2019 вертикальные сварные резервуары для хранения полуавтоматической дуговой сваркой # 0183; Этот стандарт правил касается требований к конструкции, материалам, монтажу, изготовлению и испытаниям для вертикальных, цилиндрические, надземные, закрытые и открытые, сварные стальные резервуары для хранения различных размеров и вместимости для внутреннего давления, близкого к атмосферному (внутреннее давление не превышает веса плит крыши), но
Сварщик вертикальных резервуаров
Автоматический вертикальный сварочный аппарат (на 12 часов) — это аппарат для дуговой сварки под флюсом, предназначенный для сварки вертикальных швов резервуаров для хранения нефти, газа и зерна.Машина движется по верхней части пластин резервуара и сваривает вертикальные швы. К каждому грузовику приварены предохранительные опорные рычаги, чтобы предотвратить падение машины в случае: Новое поколение судов и резервуаров В январе корпуса резервуаров устанавливаются друг на друга , после чего кольцевое соединение выполняется дуговой сваркой в газовой среде. С февраля компания автоматизировала этот процесс кольцевой сварки. В Smith Industries резервуары собираются и работают в вертикальном положении, поэтому прокатка их в вертикальном направлении устраняет необходимость трудоемкой обработки .Методы автоматической сварки субвертикальных сварных резервуаров полуавтоматическая дуговая сварка # 173; сварка слиянием дуги Угловой шов имеет лучшую форму, когда он выполняется в нижнем положении, когда электрод образует одинаковые углы с обеими элементами изделия, как показано на рис. 8.20. затруднена наладка работы в нижнем положении сварка производится в горизонтальном положении с углом наклона электрода к 15 вертикальным сварным резервуарам полуавтоматической дуговой сваркой № 176; до 45 вертикальных сварных резервуаров полуавтомата дуговой сварки № 176; с вертикальным членом работы.
ИТОГО РЕШЕНИЯ ПО СВАРКЕ ДЛЯ СПГ-ПРОМЫШЛЕННОСТИ
ВЕРТИКАЛЬНЫЕ СОЕДИНЕНИЯ ВНУТРЕННЕГО БАКА 9% никелевые вертикальные стыки свариваются вертикально вверх. По этой причине электрод SMAW применяется вручную или FCW для полуавтоматической и полностью автоматической сварки. В большинстве конструкций используется горизонтальный стык 2G. Автоматическая машина для кольцевой сварки под флюсом для автоматической кольцевой сварки под флюсом (AGW) (односторонняя) от компании Bygging используется для сварки горизонтальных швов в резервуарах, построенных ВЕРХНИЙ ВНИЗ.Это оборудование совместимо с гидравлической домкратной системой Bygging для установки стальных резервуаров (резервуары API 650) и дополняет их. См. Видео с сайта и техническую спецификацию Сварка резервуаров для хранения Резервуары под давлением Конструкционная сталь, представленная Филом Гриммом. Процессы сварки SMAW ~ Дуговая сварка защищенного металла GMAW ~ Газовая дуговая сварка металла FCAW-G ~ Дуговая сварка под флюсом Газовая защита SAW ~ Машина для дуговой сварки под флюсом Ручная и полуавтоматическая 0 2 4 6 8 10 12 14 16 18 20 1/4 5/16 3/8
Конструкция резервуара для хранения
Предварительная подготовка резервуара-хранилища: три пластины для образцов, одна пластина для образцов для проверки кривизны арочной крыши, длина которой более 2 метров, одна пластина для образцов внутренней дуги для проверки деформации края вертикального сварного шва, длина которой не менее более 1 метра и одна пластина для образцов с внешней дугой для проверки изготовления стальных резервуаров для хранения EuroTankWorks Сварка стен, дна и крыш вертикальных стальных резервуаров, проведение рентгеновских и ультразвуковых испытаний сварных соединений, наматывание панелей в рулон.Параллельно-строгально-фрезерный станок Уменьшение листового металла до проектного размера по ширине, обеспечение его прямоугольности, подготовка кромок к сварке. Некоторые результаты удалены в ответ на требование местного законодательства. Для получения дополнительной информации см. Здесь. Предыдущая123456СледующаяВидео о вертикальных сварных резервуарах для хранения, полуавтоматических Смотреть видео на eBaumsWorld1: 21Как припаять медную трубу34K просмотровDec 31,2012eBaumsWorldlionelkПосмотреть больше видео о вертикальных сварных резервуарах для полуавтоматической дуговой сваркиAPI 650 Проверка стыков сварных соединений резервуаров для резервуаров для хранения, смонтированных в полевых условиях, сентябрь 09,2014 г. Сварка # 0183; В строительстве стальных стальных сварных резервуаров могут использоваться различные сварочные процессы.Дуговая сварка металлическим экраном (SMAW), или более известная как дуговая сварка, была ведущим процессом сварки и все еще широко распространена сегодня для строительства наземных резервуаров для хранения.
Некоторые результаты удалены в связи с требованием местного законодательства. Для получения дополнительной информации см. Здесь. 12345ДалееВидео о вертикальных сварных резервуарах для хранения полуавтоматических
Посмотреть видео на eBaumsWorld1: 21Как припаять медную трубу34K просмотровDec 31,2012eBaumsWorldlionelkПосмотреть больше видеороликов о полуавтоматической дуговой сварке вертикальных сварных резервуаров для хранения сжиженного природного газаСварка резервуаров и резервуаров сжиженного природного газа в концентрации 5% и SMW используется вручную для всех вертикальных сварных швов панелей корпуса.Требования к вязкости сварных соединений чрезвычайно высоки, чтобы предотвратить возникновение хрупкого разрушения. Расходные материалы, указанные в таблице 3, были использованы при сварке более двадцати резервуаров для хранения СПГ в течение 10 лет, включая те, которые были получены. удалена в ответ на уведомление о требованиях местного законодательства.Для получения дополнительной информации см. здесь. Изготовление резервуара для хранения багги с оболочкой Red-D-Arc Компактная рабочая платформа, поддерживаемая на верхней части резервуара, обеспечивает оператору доступ как к горизонтальному, так и к горизонтальному вертикальные швы для пластин до 10 футов.Используется для подготовки, очистки или ремонта без использования строительных лесов. Откидные ступеньки обеспечивают оператору полный доступ ко всему вертикальному шву.
Образец отчета для структурного профиля корпуса резервуара для хранения
БАК НЕТ ОТЧЕТ ОБ ИССЛЕДОВАНИИ БАКА ОБРАЗЦА 5. Описание резервуара Расположение клиента Номер резервуара Материал конструкции: низкоуглеродистая сталь Количество слоев оболочки: восемь (08) Способ конструкции: Хранение сварочного материала: сырая нефть Обслуживание: вне потока Тип крыши: плавающая Код оценки кровли: API 653, издание -2014. Оценка проведена: г-ном.Sanjay Bose SurveyorRansome позиционеры, токарные валки, манипуляторы, поворотные столы 30 июня 2020 г. вертикальные сварные резервуары для хранения, полуавтоматическая дуговая сварка # 0183; 3-х часовой сварочный аппарат для сварных швов резервуаров — АВТОМАТИЧЕСКАЯ СВАРКА СОСУДОВ. 40%. Автоматический 3-часовой аппарат для кольцевой сварки резервуаров Ransome AGW I, AGW II, AGW LW выполняет горизонтальные сварные швы рентгеновского качества в 20 раз быстрее, чем стандартные ручные методы. Работая со скоростью от 4 до 105 дюймов на каждый позиционер Ransome Токарные валки, манипуляторы, поворотные столыJun 30,2020 вертикальные сварные резервуары для хранения полуавтоматическая дуговая сварка # 0183; 3-х часовой TANK WELDER GIRTH WELD SEAMERS — автоматическая сварка судов.Сокращение времени сварки резервуаров для хранения до 40%. Автоматическая установка для кольцевой сварки резервуаров Ransome на 3 часа AGW I, AGW II, AGW LW выполняет горизонтальные швы рентгеновского качества до 20 раз быстрее, чем стандартные ручные методы. Работа на скоростях от четырех до 105 дюймов на
Люди также спрашивают, какой номер ремонта для сварного шва резервуара? Какой номер ремонта для сварного шва резервуара? Если требуется ремонт резервуара в течение его срока службы, аналогичные методы проверки сварных швов используются для конкретного типа выполняемого ремонта сварного шва.Если у вас есть какие-либо вопросы о сварке резервуаров для хранения, свяжитесь с нами по телефону 800-774-3230 или через наш веб-сайт.Инспекция сварки стыков резервуаров API 650 для устанавливаемых в полевых условиях АСЦПРОИЗВОДИТЕЛЬНОСТЬ УВЕЛИЧИВАЕТСЯ.
и переменный ток для вертикальной сварки резервуаров для хранения СПГ с содержанием 9% никеля Сварные соединения при изготовлении резервуаров для криогенного жидкого азота (СПГ) подвергаются жестким условиям, таким как очень низкие температуры и высокие напряжения. с жесткими требованиями к прочности и ударной вязкости металла шва.Сварочное оборудование для больших резервуаров, автомат для кольцевой сварки. сделано внутри или снаружи в любом направлении движения. машина движется по верхней части вертикальных пластин резервуара и приваривает их к
Изображения вертикальных сварных резервуаров для хранения Полуавтоматический Ar
изображений Резервуар для хранения для автоматических вертикальных сварочных аппаратов (VUP) Однопроходная автоматическая сварочная система Ransome VUP обеспечивает более быструю и стабильную вертикальную сварку рентгеновского качества на резервуарах для хранения, устанавливаемых на месте, и в других областях применения.VUP может выполнять сварку вертикальных стыков пластин толщиной от 3/8 до 1, высотой от 6 футов до 10 футов. Устройство для сварки горизонтальных резервуаров — Автоматическая сварка резервуаров Сварка резервуаров с двойными стенками может быть оборудована для сварки переменным током или постоянного тока. США по дизайну могут сваривать лист шириной до 3,8 м без изменений, лист шириной 4,5 м с некоторыми незначительными изменениями, а изготовленный на заказ AGWI / II-EX может сваривать лист шириной до 7,5 м. Четыре способа сварки стальных резервуаров Сварка PetrolPlazaArc вызывает излучение и может обжечь глаза (похоже на солнечный ожог).С другой стороны, дуговая сварка является важным процессом, который делает возможным строительство стальных резервуаров. Давайте быстро рассмотрим, как это работает (защитные очки не нужны), а затем поговорим о четырех различных процессах дуговой сварки, используемых при строительстве стальных резервуаров. .
Разработка метода дуговой сварки под флюсом в вертикальном положении
19 марта, 2013 вертикальные сварные резервуары полуавтоматическая дуговая сварка # 0183; Авторами разработан метод дуговой сварки под флюсом в вертикальном положении вверх (PF), который является высокоэффективным методом сварки вертикальных швов во внутреннем резервуаре из стали 9% Ni резервуара хранения СПГ ПК.Обычная дуговая сварка под флюсом ограничивается плоскими (PA) и горизонтальными (PC) положениями, потому что используется флюс. Разработка нового сварочного устройства и сварки Разработка метода дуговой сварки под флюсом в вертикальных сварных резервуарах для хранения 19 марта 2013 г. # 0183; Авторами разработан метод дуговой сварки под флюсом в вертикальном положении вверх (PF), который является высокоэффективным методом сварки вертикальных стыков во внутреннем резервуаре из стали 9% Ni в резервуаре для хранения ПК СПГ.Обычная дуговая сварка под флюсом ограничивается плоскими (PA) и горизонтальными (PC) положениями, потому что используется флюс. цилиндрический стальной резервуар для масла для сварки Международный стандарт API-650-2007 Стандарт на резервуар для хранения масла для стального сварного шва Строительные спецификации. Метод строительства Метод перевертывания цепи обычно используется для подготовки конструкции обычного вертикального резервуара для хранения масла.
CN105312741A — TIP TIG сварка резервуаров для хранения СПГ
Изобретение относится к способу сварки TIP TIG резервуаров для хранения СПГ.Сварочная система включает в себя функции управления автоматической регулировки высоты давления дуги, автоматического отслеживания сварных швов лазером, количества подводимого тепла сварочной проволокой, регулировки скорости подачи проволоки, генератора, импульсов сварочного тока и т. Д. В сотрудничестве, а также Способ сварки включает CN105312741A — способ сварки TIP TIG резервуаров для хранения СПГ. Изобретение относится к способу сварки TIP TIG резервуаров для хранения СПГ. Система сварки включает в себя функции управления автоматической регулировкой высоты давления дуги, лазерным автоматическим отслеживанием сварных швов, количество подводимого тепла сварочной проволоки, регулировка скорости подачи проволоки, осциллятор, импульсы сварочного тока и т. д. в сотрудничестве, а также метод сварки включают основные положения сварки. Внизу находится место, где вы будете обрабатывать и соединять другой сварной шов.Дуговая сварка является предпочтительным методом с использованием метода сварки вниз (вниз), поскольку дуговая сварка создает электрическую дугу с более высокой температурой, и это дает вам возможность сваривать примерно в 3 раза быстрее, чем при сварке снизу вверх или вверх. Метод:
Автоматический вертикальный сварочный аппарат — Автоматический резервуар для сварки резервуаров
Однопроходный вертикальный сварочный аппарат EGW — это высокопроизводительный автоматический вертикальный сварочный аппарат, который использует замкнутый цикл мониторинга сварочной дуги в реальном времени для точного определения местоположения, управления и регулировки сварочной головки в сварном шве с помощью обратной связи по току дуги и автоматического перемещения каретки.Дуговая сварка 101 Не щадите стержень Хранение электродов Если вы выполняли сварку с помощью 7018, в котором есть влага, вы обнаружили значение пористости или червоточин, основного дефекта сварки. Если кто-то сказал вам, что вы можете сушить мокрые сварочные стержни в духовке или положите стержни в морозилку, если они старые, вы слышали два мифа о сварке. Дуговая сварка 101 Не щадите стержень Хранение электродов Если вы сваривали с помощью 7018, в котором есть влага, вы обнаружили значение пористости или червоточин, основного дефекта сварки .Если кто-то сказал вам, что вы можете сушить влажные сварочные стержни в духовке или положить их в морозильную камеру, если они старые, вы слышали два мифа о сварке.
Инспекция сварки стыков резервуаров API 650 при установке в полевых условиях
сентябрь 09,2014 вертикальные сварные резервуары для хранения полуавтоматическая дуговая сварка # 0183; При строительстве стальных сварных резервуаров над землей могут использоваться различные сварочные процессы. Процесс сварки и все еще очень распространен сегодня для строительства наземных резервуаров.Инспекция сварки стыков резервуаров API 650 для полевых работ сентябрь 09,2014 вертикальные сварные резервуары для хранения полуавтоматическая дуговая сварка # 0183; При строительстве сварных стальных надземных резервуаров для хранения, различные сварочные процессы может быть использован.Дуговая сварка металлическим экраном (SMAW), или более известная как дуговая сварка, была ведущим процессом сварки и все еще очень распространена сегодня для строительства наземных резервуаров. API 650 Advance Tank Construction API 650 — это стандарт, регулирующий сварные резервуары для хранения нефти. Он определяет требования к конструкции, изготовлению, сварке, проверке и монтажу резервуаров. API 650 широко используется для резервуаров, рассчитанных на внутреннее давление 2,5 фунта на квадратный дюйм или меньше и предназначенных для хранения продуктов, таких как
.Спецификация API 12F для заводских сварных резервуаров для хранения
Технические условия на сварные резервуары для хранения производственных жидкостей.1 Объем .1.1 ОБЩИЕ ПОЛОЖЕНИЯ .a. В данной спецификации описываются требования к материалам, конструкции, изготовлению и испытаниям для заводских вертикальных цилиндрических вертикальных сварных резервуаров для полуавтоматической дуговой сварки № 173; Надземные, сварные стальные резервуары с дозированным верхом различных типоразмеров и емкости для внутреннего давления Автоматическая кольцевая сварка AGW, AGW I, AGW II, AGW LW для автоматической кольцевой сварочной машины AGW. Автоматическая кольцевая сварка (AGW) AKA (3:00 , 3 O’clock Welder) выполняет горизонтальные сварные швы рентгеновского качества до 20 раз быстрее, чем стандартные ручные методы, сокращая время сварки резервуаров для хранения до 40%.Автоматический кольцевой сварочный аппарат AGW, AGW I, AGW II, AGW LW для автоматического кольцевого сварочного аппарата AGW. Автоматический кольцевой сварочный аппарат (AGW) AKA (3: 00, 3-часовой сварочный аппарат) выполняет горизонтальные сварные швы рентгеновского качества в 20 раз быстрее по сравнению со стандартными ручными методами, сокращая время сварки резервуаров до 40% в полевых условиях.
результатов по этому вопросу Какой тип металла используется для резервуара для СПГ? Какой металл используется для резервуара для СПГ? Никелевая сталь обладает оптимальными свойствами. В крупных танкерах для СПГ используется алюминий в сферических резервуарах для снижения веса.При еще более низких температурах необходимо использовать аустенитные нержавеющие стали или алюминиевые сплавы. Стали с содержанием 9% никеля обеспечивают сочетание свойств по разумной цене. Ссылка www-off-axis.fnal.gov/flare/technical_papers/ Welding_tanks.pdf результаты по этому вопросуЧто такое проверка сварных швов? Что такое проверка сварных швов? После того, как сварные швы нового наземного резервуара-хранилища пройдут все эти процессы проверки сварных швов, резервуар будет готов к эксплуатации. Срок службы, аналогичные методы контроля сварных швов используются для конкретного типа выполняемого ремонта сварного шва.Результаты проверки сварных соединений резервуаров API 650 для AST, устанавливаемых в полевых условиях, по этому вопросу Развитие вертикальной дуговой сварки под флюсом
2. Схема вертикальной сварки под флюсом При дуговой сварке под флюсом сварочная проволока автоматически подается в рассеянный гранулированный флюс, и под ним зажигается дуга. В общем методе толстая проволока. Развитие метода вертикальной дуговой сварки под флюсом для надземного СПГ. Строительство резервуаров для хранения SAKAMOTO Rie Доктор технических наук, Сварка
| A | B |
|---|---|
| Предлагаемое положение сварки электрода обозначается цифрой ______ справа и классификацией электродов AWS. | 2-я |
| Для SMAW рекомендуется использовать линзы с фильтром ____. | 10-14 |
| A (n) ______ Аппарат для дуговой сварки может состоять из выпрямителя постоянного тока и генератора переменного тока. | AC / DC |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением _____. | DCRP |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться с автоматической или полуавтоматической сваркой? | 100% |
| Приблизительная температура дуги SMAW составляет ____ градусов Фаренгейта (3,0593C-3,871C) | 6,500-7,000 |
| что из следующего не является типом сварочного аппарата постоянного тока | Двигатель или генератор постоянного тока с приводом от двигателя и выпрямителем переменного тока |
| ____ не является фактором, определяющим полярность поверхности во время сварки. | Диаметр электрода |
| Плетение валика должно быть _____ диаметра используемого электрода. | 6 раз |
| перезапущен на ранее непромищенном бусе? | На передней кромке предыдущего буртика |
| Подрезка и горизонтальное внутреннее угловое соединение обычно представляет собой (n) ________ | углубление вдоль верхнего края сварного шва на вертикальной детали |
| ___ не является информацией на символе сварки. | Толщина основного металла |
| На символе сварки ______ указывает сварщику, какой тип сварного соединения следует использовать. | Базовое обозначение сварного шва |
| Информация под линией справки относится к _______ стороне сварного шва. | Стрелка |
| ______ помещается в скобки на обозначении сварного шва. | Сторона сварного шва с пазом |
| Для каких из перечисленных сварных швов символы сварки смещены друг относительно друга? | Шов со ступенчатым перемежающимся швом. |
| Каково расстояние между концом одного сварного шва и началом следующего в прерывистом шве, если длина и шаг равны 4-10? | 6 дюймов |
| Станция SMAW включает в себя аппарат для дуговой сварки, _____, электродный провод, рабочий провод, кабину, рабочий стол, табурет и систему вентиляции. | электрододержатель |
| Тип тока, который течет от электрода через acr к изделию, называется ______. | DCEN, DCSP |
| Постоянный ________ аппарат наиболее желателен при ручной дуговой сварке. | Current |
| DCRP имеет то же направление потока электронов, что и ______. | DCEP |
| Чтобы сократить время, необходимое для перемещения назад и вперед к сварочному аппарату для изменения настройки _______, устройства управления часто располагаются рядом со сварочным аппаратом. | Remote |
| Аппараты для дуговой сварки на переменном токе имеют три типа: двигатель или двигатель с приводом от генератора переменного тока, тип ____ и тип ____. | Трансформатор, инвертор |
| При использовании машины постоянного тока, если дуговый зазор увеличивается, сопротивление будет _____. | Увеличить |
| Если сопротивление увеличивается при использовании сварочного аппарата CC acr, напряжение должно _____. | Увеличение |
| Каждый валик очищается перед изготовлением следующего валика, чтобы предотвратить ___ включений. | Шлак |
| На символе сварки маленький черный символ в форме флажка или вымпела указывает на то, что сварка будет выполнена в _______. | Поле |
| Пять основных сварных соединений: стыковые, _____, тройники, ______ и кромочные. | Уголок, нахлест |
| Сколько существует различных положений сварки? | Четыре |
| Термин, используемый для обозначения пространства между двумя металлическими частями в нижней части свариваемого соединения. | Корневое отверстие |
| На сварочном чертеже поверхность металла, которой касается стрелка символа сварки, называется стороной _____. | Стрелка |
| Сварной шов ____ представлен на обозначении сварки символом сварного шва в форме треугольника. | Уголок |
| Три типа канавок, используемых для подготовки под сварку, обозначены буквами. | VUJ |
| Маленький кружок, расположенный на, выше или ниже исходной линии символа сварки, обозначает сварной шов _____. | Точечный |
| Какое типичное напряжение холостого хода холостого хода аппарата для дуговой сварки постоянным током? | 60-80 Вольт |
| Перечислите три компонента трансформаторного сварочного аппарата. | Первичные обмотки, Вторичные обмотки, сердечник |
| Назовите два электронных устройства, которые используются для управления выходом трансформатора в новых источниках питания. | Диодно-кремниевый управляющий выпрямитель (SCR) |
| Используется для тонкого металла | Электрод малого диаметра |
| Используется для наплавки большего количества присадочного металла | Электрод большого диаметра |
| Используется при потолочной сварке малых | электрод диаметром |
| Используется для корневого прохода сварного шва на толстом металле | Электрод малого диаметра |
| Используется для однопроходных сварных швов на толстом металлическом профиле | Электрод большого диаметра |
Полуавтомат FCAW для подводного трубопровода Кольцевые сварные швы | OTC Offshore Technology Conference
РЕЗЮМЕ
Был предпринят проект по разработке методов повышения качества и производительности при сварке морских подводных трубопроводов на баржах.Полуавтоматическая дуговая сварка порошковой проволокой (FCAW) была определена как процесс, позволяющий достичь обеих этих целей. Двадцать различных расходных материалов с флюсовой сердцевиной были использованы для выполнения испытательных сварных швов, которые затем подверглись механической и рентгенологической оценке. Результаты испытаний этих сварных швов показывают, что процесс полуавтоматической дуговой сварки флюсовым кордом является достоверным, надежным и повторяемым методом кольцевой сварки подводных трубопроводов.
ВВЕДЕНИЕ
Основным методом кольцевой сварки морских трубопроводов на протяжении последних тридцати лет была дуговая сварка металлическим электродом в защитных оболочках (SMAW), часто называемая дуговой сваркой дымовых труб или вертикальной сваркой вниз.Совсем недавно полуавтоматическая и механизированная газовая дуговая сварка металлическим электродом (GMAW short Arc Transfer) использовалась вместо сварки штангой на некоторых длинных трубопроводах большого диаметра, особенно за рубежом, но было отказано в использовании этого процесса из-за отсутствия плавления и твердости. проблемы. Сварка палкой также имеет то преимущество, что она относительно недорога, но недостатком является низкая производительность. Механизированный GMAW обеспечит повышение производительности по сравнению с любым из них, но со значительным увеличением затрат.Очевидно, что если бы можно было определить процесс сварки, обеспечивающий высокую производительность при более низких затратах, чем механизированный GMAW, это был бы предпочтительный метод сварки подводных трубопроводов. Полуавтоматическая дуговая сварка порошковой проволокой (FCAW) — это такой недорогой и высокопроизводительный процесс.
В этом документе подробно описаны результаты, полученные с двадцатью различными расходными материалами FCAW. Завершенные сварные швы были подвергнуты рентгенографии и интерпретированы в соответствии с API 1104. Затем сварные швы были подвергнуты механическим испытаниям, которые включали изгибы на корнях и торцах, трещины, трещины на растяжение, удары по Шарпи с V-образным надрезом и микротвердость.Эти результаты были скомпилированы и сопоставлены для определения расходных материалов для дальнейшей разработки и квалификации процедуры.
Две процедуры соответствовали требованиям для трубопроводной трубы API 5L X65, требующей значений Шарпи 20 фут-фунтов при -50 ° C.
РАСХОДНЫЕ МАТЕРИАЛЫ FLUX CORED
В настоящее время на рынке представлены три расходных материала FCAW:
самозащитный флюс шнур, где вся защита сварочной ванны обеспечивается флюсом,
газовая или двойная защита с флюсовой сердцевиной, где защита сварочной ванны обеспечивается газом.
Некоторые из этих расходных материалов также доступны с небольшими добавками никеля для повышения их прочности. Рекомендуемый диапазон защитных газов от 100% CO2 до 95% Ar / 5% CO2 в зависимости от производителя и предполагаемого положения при сварке. Расходные материалы с флюсовой сердцевиной доступны в диаметрах от 0,035? до 1/8 ?. При разработке, описанной в этом отчете, было использовано 0,035 °, 0,045 °.