Сварка вертикальных и горизонтальных швов
Главная » Сварка » Сварка Конструкций
Сварка Конструкций
Автор admin На чтение 5 мин. Просмотров 9.7k. Опубликовано
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ.
Содержание
- Сварка по горизонтали
- Техника сварки по горизонтали
- Сварка по вертикали
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка.
 Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра. - Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
 Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
 Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
Сварка вертикальных швов: выбор технологии
Екатерина
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Содержание статьи
- Особенности вертикальной сварки
- Принципы вертикальной сварки
- Условия для качественного вертикального шва
- Технология вертикальной сварки
- Создание шва электродом
- Вертикальный шов полуавтоматом
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
 Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
 Этот маневр даст больше времени для кристаллизации.
Этот маневр даст больше времени для кристаллизации.При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.

Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера.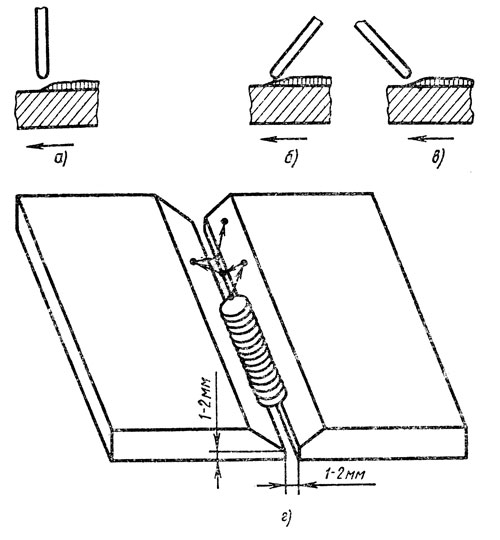 При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
 Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
 Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Похожие публикации
Сварка вертикальных и горизонтальных швов с принудительным и полупринудительным формированием порошковой сварочной проволокой
К специальным относятся случаи применения порошковой проволоки, когда условия сварки и требования к сварному соединению вызывают необходимость применения специальной аппаратуры и техники сварки, а часто и порошковой проволоки с особыми свойствами.
Ниже рассмотрены примеры специального применения порошковой проволоки.
Сварка вертикальных швов с принудительным формированием
Вертикальные швы на металле средней толщины (8—30 мм) свариваются в основном вручную покрытыми электродами. В последнее время все большее распространение получает полуавтоматическая газоэлектрическая сварка тонкой проволокой со свободным формированием шва. Принудительное формирование кристаллизующейся поверхности сварочной ванны позволяет резко поднять силу тока, увеличить скорость подачи электродной проволоки и повысить производительность процесса. Этот метод в сочетании с электрошлаковым процессом получил большое распространение в промышленности и строительстве.
Этот метод в сочетании с электрошлаковым процессом получил большое распространение в промышленности и строительстве.
Электрошлаковой сваркой соединяют в основном металл толщиной 20—30 мм и более. Для меньших толщин электрошлаковый процесс не всегда целесообразен.
Для устойчивости электрошлакового процесса нужна шлаковая ванна определенного объема. При малой толщине металла это требует значительного увеличения зазора между кромками. Так, например, при сварке листов толщиной δ = 18 мм зазор составляет 25—30 мм. В связи с этим приходится тратить большое количество присадочной проволоки, скорость сварки снижается. Основной металл, находясь длительное время в непосредственном контакте со шлаковой ванной, перегревается, его механические свойства ухудшаются. Для восстановления же этих свойств в некоторых случаях требуется дорогостоящая термообработка соединений. Часто ее осуществить нельзя, поэтому приходится отказываться от электрошлаковой сварки.
Дуговая сварка под флюсом вертикальных швов с принудительным формированием распространения не получила из-за неустойчивости процесса, большого разбрызгивания, сложности дозировки флюса, шунтирования дуги шлаком, вызывающего непровары, и пр.
В ИЭС им. Е. О. Патона разработан новый способ электродуговой сварки вертикальных швов с принудительным формированием порошковой проволокой [98].
Сущность способа заключается в следующем. В зазор, образованный кромками изделий, подается порошковая проволока. Дуга горит между концом проволоки и ванной жидкого металла (или выводной подкладкой в начале процесса).
За счет тепла, выделяющегося при излучении дуги, и тепла металлической ванны оплавляются кромки изделий, жидкий металл. стекает в зазор, создавая с переплавленным электродным металлом общую сварочную ванну. Расплавленный электродный металл и сварочная ванна защищены от влияния атмосферы шлаком и газом, выделяющимся при расплавлении шлакообразующих и разложении газообразующих составляющих сердечника порошковой проволоки. Ванна покрыта тонким слоем шлака, ее свободная поверхность искусственно охлаждается медными ползунами либо подкладками. Это способствует хорошему формированию шва и препятствует растеканию жидкого металла ванны.
Шлакообразующие компоненты вводятся в проволоку в количествах, необходимых для образования слоя шлака между швом и ползуном (подкладкой) и небольшого слоя шлака для защиты металлической ванны. Глубина шлаковой ванны регулируется благодаря специальной конструкции ползуна.
Сварка вертикальных швов с принудительным формированием может выполняться порошковой проволокой с дополнительной защитой углекислым газом. При этом отпадает необходимость вводить газообразующие материалы в проволоку и упрощается ее конструкция. Защитный газ подается в зону сварки через сопло, крепящееся на подвеске ползуна и перемещающееся вместе с ползуном.
В зависимости от требований, предъявляемых к сварному соединению, для принудительного охлаждения и формирования шва могут применяться водоохлаждаемые ползуны, ползун с медной подкладкой, остающаяся подкладка с ползуном и др. Описанными способами можно выполнять стыковые и угловые швы с отклонением от вертикали до 45е.
Для сварки металла толщиной до 30 мм порошковой проволокой с принудительным формированием применяются специализированные аппараты А-1150.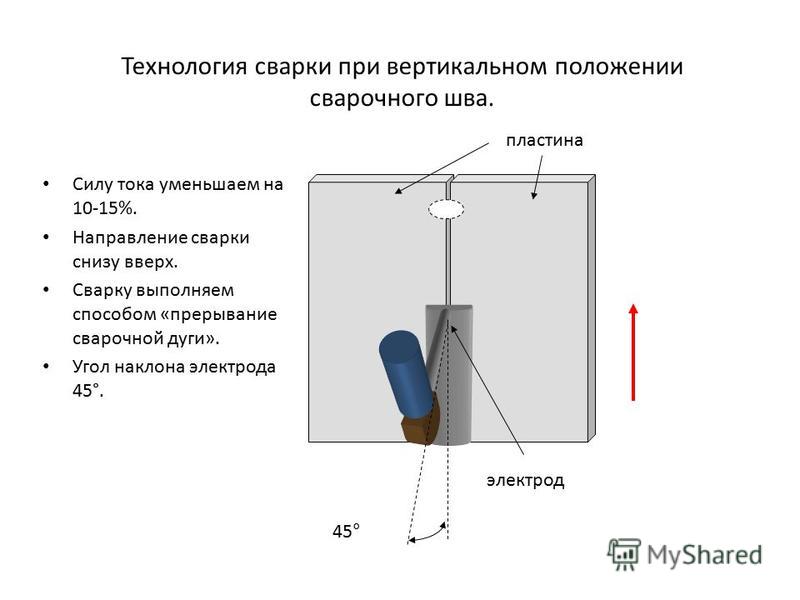 Безрельсовый аппарат А-1150 состоит из нескольких легко соединяемых блоков. Он удобен в монтажных условиях.
Безрельсовый аппарат А-1150 состоит из нескольких легко соединяемых блоков. Он удобен в монтажных условиях.
Для сварки порошковой проволокой с принудительным формированием можно использовать аппараты, предназначенные для электрошлаковой сварки вертикальных швов, например А-433; требуются лишь незначительные переделки ползунов.
Техника дуговой сварки аналогична электрошлаковой, но она проще, поскольку оператор имеет возможность непосредственно наблюдать за направлением проволоки и состоянием ванны. При потере ванны шлака процесс не нарушается. Случайные остановки не опасны. При возобновлении процесса дефекты в швах не наблюдаются даже при толщине металла 50 мм.
Для сварки с принудительным формированием применяется самозащитная порошковая проволока карбонатно-флюоритного типа ПП-АНЗ С или ПП-АН7. Характеристика ее приведена в параграфе 10.
Режим сварки проволокой ПП-АНЗС диаметром 3 мм для металла толщиной 10—20 мм следующий: Iсв=400÷450 а, Uд=24÷27 в. При зазоре между кромками 10—12 мм это обеспечивает скорость сварки вертикального шва 4—7 м/ч, что значительно превышает скорость сварки со свободным формированием металла такой толщины. Например, при выполнении вертикального стыкового соединения из металла толщиной 20 мм скорость сварки электродами УОНИ-13/55 диаметром 4 мм составила 0,4—0,5 м/ч; при газоэлектрической сварке проволокой Св-08Г2С диаметром 1,6 мм со свободным формированием — 0,8—1,0 м/ч; при сварке порошковой проволокой ПП-АНЗ С, с принудительным формированием— 4,0—4,2 м/ч.
При зазоре между кромками 10—12 мм это обеспечивает скорость сварки вертикального шва 4—7 м/ч, что значительно превышает скорость сварки со свободным формированием металла такой толщины. Например, при выполнении вертикального стыкового соединения из металла толщиной 20 мм скорость сварки электродами УОНИ-13/55 диаметром 4 мм составила 0,4—0,5 м/ч; при газоэлектрической сварке проволокой Св-08Г2С диаметром 1,6 мм со свободным формированием — 0,8—1,0 м/ч; при сварке порошковой проволокой ПП-АНЗ С, с принудительным формированием— 4,0—4,2 м/ч.
Наружная поверхность швов близка по форме к рабочей поверхности формирующего ползуна или подкладки. Сечение шва имеет, как правило, прямоугольную или бочкообразную форму (рис. 122). Благоприятное направление роста кристаллов обеспечивает малую склонность к образованию горячих трещин.
Рис. 122. Макрошлиф вертикального шва на металле толщиной 14 мм, выполненного порошковой проволокой с принудительным формированием
Поскольку высокая температура воздействует на основной металл небольшой промежуток времени, размеры зоны термического влияния малы и рост зерен не успевает произойти. Ударная вязкость металла в зоне термического влияния достаточно велика. Сведения о механических свойствах металла шва и зоны термического влияния сварных соединений, выполненных на малоуглеродистой конструкционной и низколегированных сталях проволокой ПП-АНЗ С, приведены в табл. 66. Эти данные свидетельствуют о том, что вертикальные швы, выполненные открытой дугой порошковой проволокой, обладают высокими механическими свойствами.
Ударная вязкость металла в зоне термического влияния достаточно велика. Сведения о механических свойствах металла шва и зоны термического влияния сварных соединений, выполненных на малоуглеродистой конструкционной и низколегированных сталях проволокой ПП-АНЗ С, приведены в табл. 66. Эти данные свидетельствуют о том, что вертикальные швы, выполненные открытой дугой порошковой проволокой, обладают высокими механическими свойствами.
Сварка с дополнительной защитой углекислым газом выполняется порошковой проволокой ПП-АН5 (разработана в ИЭС им. Е. О. Патона) трубчатой конструкции. Рекомендуется такой режим сварки проволокой ПП-АН5 диаметром 3,0 мм: Iсв=400÷500 а, Uд=23÷25 в, расход углекислого газа 10—25 л/мин. При зазорах между кромками 9—11 мм, толщине металла 14—20 мм скорость сварки этой проволокой достигает 6—7 м/ч. При толщине 8—14 мм скорость сварки несколько выше. Химический состав наплавленного металла находится в следующих пределах: 0,8— 1,3% Мп, 0,2—0,5% Si, не более 0,12% С, менее 0,03% S и Р (каждого). Дополнительная защита зоны дуги углекислым газом позволяет получить при использовании этой проволоки высокие механические свойства металла шва и сварного соединения при однопроходной сварке (табл. 67).
Дополнительная защита зоны дуги углекислым газом позволяет получить при использовании этой проволоки высокие механические свойства металла шва и сварного соединения при однопроходной сварке (табл. 67).
Результаты испытаний свидетельствуют о том, что даже при толщине 90 мм (сварка одним электродом с поперечными колебаниями) свойства швов достаточно высоки. В некоторых случаях для получения высоких механических свойств применяют многопроходную сварку.
Для получения качественного соединения необходимо обеспечивать постоянство зазора по высоте стыка и не допускать большой разностенности стыкуемого металла (более 2 мм). При сборке монтажных стыков используют скобы, гребенки и другие приспособления. В конце стыка сварной шов, как правило, выводится на специально приваренную при сборке планку.
При сварке порошковой проволокой образуется меньшее количество шлака, чем при сварке под флюсом. При необходимости избыток шлака сливают через ползун, не допуская при этом слива металла.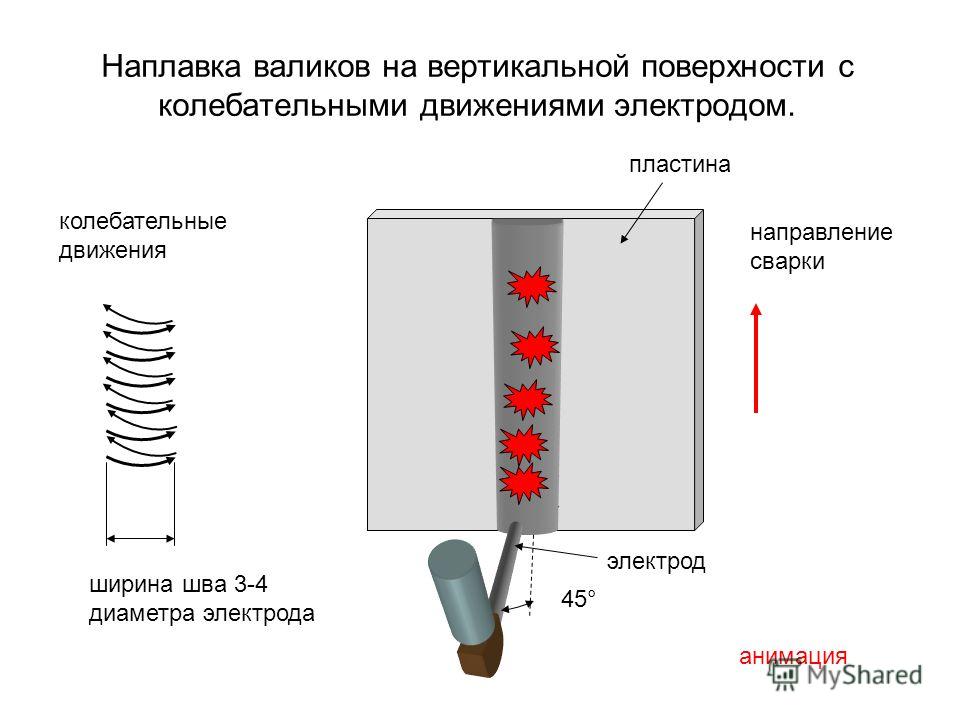
После случайной остановки процесс сварки продолжают следующим образом. Опускают ползун так, чтобы участок окончания шва был снаружи. После возбуждения дуги сливают металл до уровня ползуна и включают ход аппарата для продолжения сварки. Такая техника исключает наличие несплавлений и шлаковых включений в месте остановки.
Возможность непосредственного наблюдения за зоной горения дуги позволяет корректировать направление электрода, благодаря чему исключаются дефекты формирования.
Необходимо в процессе сварки следить за прилеганием ползунов к поверхности металла, не допуская их отставания, так как это может привести к потере жидкого металла сварочной ванны и появлению дефектов в шве.
Регулирование режима в основном производят за счет напряжения дуги. С увеличением толщины металла необходимо несколько увеличивать напряжение дуги. Увеличение напряжения дуги при заданной толщине металла приводит к увеличению ширины проплавления.
Вылет рекомендуется поддерживать около 30 мм. При чрезмерном увеличении вылета перегревается проволока и нарушается устойчивость горения дуги.
При чрезмерном увеличении вылета перегревается проволока и нарушается устойчивость горения дуги.
Короткий вылет приводит к быстрому выходу из строя наконечника мундштука.
Размеры шва и скорость сварки в значительной степени зависят от величины зазора и интенсивности охлаждения металла. При большом зазоре уменьшается скорость сварки и скорость кристаллизации ванны. Это снижает ударную вязкость металла шва и зоны термического влияния.
Сварка вертикальных швов ведется на постоянном токе обратной полярности. Соблюдение относительного постоянства зазора между кромками, отсутствие больших депланаций при сборке, а также точная настройка режима сварки являются основными условиями получения качественного соединения.
Сварка вертикальных швов порошковой проволокой с принудительным формированием рекомендуется для изготовления конструкций из низкоуглеродистых конструкционных и низколегированных сталей в заводских и монтажных условиях.
На монтаже предпочтительно применение сварки проволокой двухслойной конструкции без дополнительной защиты углекислым газом, в заводских условиях целесообразно использовать проволоку с дополнительной газовой защитой.
Использование способа сварки в углекислом газе на монтаже возможно лишь в случае принятия специальных мер защиты зоны сварки от ветра.
Применение сварки порошковой проволокой с принудительным формированием для металла толщиной 8—30 мм позволяет повысить производительность труда и улучшить качество сварных конструкций. За рубежом сварка порошковой проволокой вертикальных швов с принудительным формированием применяется только с дополнительной защитой углекислым газом.
Сварка горизонтальных швов с полупринудительным формированием
Производительность сварки горизонтальных швов со свободным формированием покрытыми электродами, в защитных газах и под флюсом мала, так как применяемые силы тока невелики. Повышение силы тока приводит к стеканию металла сварочной ванны и недопустимому ухудшению формирования швов.
Сварка под флюсом горизонтальных швов с принудительным формированием не нашла применения из-за сложной техники сварки, нестабильного качества.
Принудительное формирование шва в сочетании со сваркой в углекислом газе упрощает процесс, делает его более удобным. Тем не менее использование проволоки сплошного сечения не всегда позволяет получить хороший внешний вид, имеют место случаи схватывания металла с ползуном, сдувания струи защитного газа, приводящего к пористости при выполнении сварки в монтажных условиях.
Тем не менее использование проволоки сплошного сечения не всегда позволяет получить хороший внешний вид, имеют место случаи схватывания металла с ползуном, сдувания струи защитного газа, приводящего к пористости при выполнении сварки в монтажных условиях.
В Институте электросварки им. Е. О. Патона разработан способ сварки горизонтальных швов самозащитной порошковой проволокой с полупринудительным формированием, лишенный многих названных выше недостатков. Благодаря возможности применения самозащитной порошковой проволоки этот способ очень ценен в условиях монтажа. Сущность способа ясна из схемы, приведенной на рис. 123.
Рис. 123. Схема процесса сварки горизонтального шва с полупринудительным формированием: 1 — порошковая проволока; 2 — сварочная ванна; 3 — шлак; 4 — ползун; 5 — свариваемый металл
Наличие шлаковой пленки при использовании порошковой проволоки предупреждает схватывание жидкого металла с ползуном. итная порошковая проволока ПП-АН7 и ПП-АНЗ.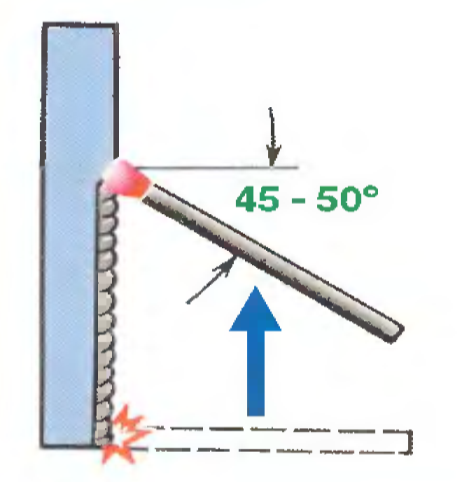
Сварка одной дугой проволокой ПП-АНЗС производится на токах до 500 а, а двумя дугами — на токах до 900 а. Сварку проволокой ПП-АН7 диаметром 2,3 мм целесообразно производить двумя дугами на токах
до 700 а. Увеличение силы тока при однодуговой сварке достигается применением дополнительной защиты зоны плавления углекислым газом.
Металл толщиной 20 мм сваривают в три слоя. При однодуговом процессе скорость сварки первого и второго слоев составляет около 10 м/ч. Заключительный, так называемый переходной, валик выполняется со скоростью около 16 м/ч. При двудуговом процессе скорость сварки достигает 30 м/ч. Металл толщиной 100 мм сваривают за 9—10 проходов. Качество сварного соединения высокое.
На рис. 124 показан макрошлиф стыкового соединения, а в табл. 68 приведены сведения о механических свойствах металла горизонтальных швов и сварного соединения, выполненных самозащитной проволокой ПП-АН7 и ПП-АНЗС на стали 09Г2С толщиной 20 мм.
Рис. 124. Макрошлиф горизонтального соединения, выполненный порошковой проволокой ПП-АН7 с полупрнудительным формированием.
Для выполнения горизонтальных швов на вертикальной плоскости порошковой проволокой с полупринудительным формированием в Институте электросварки им. Е. О. Патона разработан специализированный сварочный аппарат типа А-1325.
Применение описанного способа сварки особенно эффективно на конструкциях с горизонтальными швами большой протяженности, например, при сварке цилиндрических резервуаров, кожухов доменных печей, корпусов морских судов и т. п.
Как лучше варить вертикальный шов — Ручная дуговая сварка — ММA
#1 Egor_kgn
Отправлено 26 March 2014 15:54
Здравствуйте! Я ещё только учусь сварному делу. Сейчас у меня практика на заводе. Попал я в кислородный цех, к ремонтникам. Опытного наставника там нет, есть один сварщик, но он тоже только недавно выучился, и поскольку не так часто всё ломается, он опыта ещё не набрался. Мне выделили сварочный пост. Аппарат там ВД 301У, советский ещё, амперметр не работает, поэтому точную силу тока я не знаю как выставлять. Есть грубая регулировка и плавная по шкале от 1 до 9(значение этих цифр мне не известно). Электроды только 4 и немного 3, поэтому преимущественно приходится 4 использовать, ОЗС 4 вроде, завтра уточню. Железки дали неизвестного происхождения, тоесть марка стали неизвестна. Из плюсов это полная свобода действий. Обычный валик положить в нижнем положении получется ещё по божески. Сварить стык в нижнем положении тоже могу более или менее. Но вот вертикальный шов… Получаются какие-то бугры, металл стекает зараза. Штатный сварщик мне сказал, чтобы я варил его с отрывом, но мне кажется это будет не качественно. Подскажите как лучше варить вертикальный шов? Так же буду рад другим полезным советам по обучению.
Опытного наставника там нет, есть один сварщик, но он тоже только недавно выучился, и поскольку не так часто всё ломается, он опыта ещё не набрался. Мне выделили сварочный пост. Аппарат там ВД 301У, советский ещё, амперметр не работает, поэтому точную силу тока я не знаю как выставлять. Есть грубая регулировка и плавная по шкале от 1 до 9(значение этих цифр мне не известно). Электроды только 4 и немного 3, поэтому преимущественно приходится 4 использовать, ОЗС 4 вроде, завтра уточню. Железки дали неизвестного происхождения, тоесть марка стали неизвестна. Из плюсов это полная свобода действий. Обычный валик положить в нижнем положении получется ещё по божески. Сварить стык в нижнем положении тоже могу более или менее. Но вот вертикальный шов… Получаются какие-то бугры, металл стекает зараза. Штатный сварщик мне сказал, чтобы я варил его с отрывом, но мне кажется это будет не качественно. Подскажите как лучше варить вертикальный шов? Так же буду рад другим полезным советам по обучению.
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 27 March 2014 11:34
Egor_kgn,для начала в отрыв научитесь и фото бы желательно своих швов,режимы сварки,марка электродов,диаметр,толщина свариваемой детали,марку металла.а так конечно бугры будут,силу тяжести еще никто не отменял (без обид).
- Наверх
- Вставить ник
#3 johnhess
Отправлено 27 March 2014 19:17
Согласен с Георгием 11, начинай варить с отрывом……работа нудная, но есть понятие «мышечная память».
- Наверх
- Вставить ник
#4 Васо_29
Отправлено 27 March 2014 19:58
Популярное сообщение!
Без отрыва варят трубы, а всё остальное можешь смело с отрывом варить. От этого брака не будет, не переживай!
И главное не торопиться и не бояться, что металл стечёт! Чем дольше и тщательнее будешь формировать чешуйку, тем легче будет формировать следующую! Металл начинает течь у тех, кто пытается от страха этого эффекта формировать чешуйки очень редко, т.е. гораздо выше предыдущей. Короче, грубо говоря, каждая предыдущая чешуйка не даёт стечь следующей! (минимум 3 чешуйки на 10 мм)
Правда тут варено электродами диаметром 5мм, но принцип тот же.
 ..
..Сообщение отредактировал Васо_29: 27 March 2014 19:59
- Наверх
- Вставить ник
#5 Cactus78
Отправлено 27 March 2014 21:15
Получаются какие-то бугры, металл стекает зараза. Штатный сварщик мне сказал, чтобы я варил его с отрывом, но мне кажется это будет не качественно.
Купи для себя электроды с основным покрытием,типа уонии 13/55 и сам поймёшь разницу на вертикале. А рутил,ешё и четвёрка,конечно течь будет,поэтому и варят с отрывом. Источник питания у вас вроде постоянного тока,так что пойдёт.
- Наверх
- Вставить ник
#6 Георгий 11
Отправлено 27 March 2014 21:22
Egor_kgn,про полярность не забудте,почитал про ваши эл-ды,ток переменный или постоянный прямой полярности.
- Наверх
- Вставить ник
#7 Elektro_D
Отправлено 27 March 2014 22:07
Васо_29, А вы такие валики электродом 5, без отрыва варите?
- Наверх
- Вставить ник
#8 Max77
Отправлено 27 March 2014 22:41
Elektro_D,Влезу извиняюсь,а почему нет то?Там толщины металла судя по описаниям процесса мин. 20 мм.Просто малость оффтопим.ТС только практика расставит все по полочкам.Бежит металл потому-что ,вариантов много из-за чего ванна стекает.Большой ток, не правильный угол электрода по отношению к свариваему изделию. Скорость сварки не правильная то есть медленно ведешь электрод.Ну от марки электродов само собой поведение сварочной ванны зависит.Правильно ребята советую с основным типом покрытия электроды для тренировки попытайся найти.Варить нужно на максимально короткой дуге ,не плохо себя зарекомендовали электроды Феникс ф 4мм. УОНИ от Есаба не плохие .Ну это так от темы отклонился в идеале конечно нужно показывать на практике.Балластника я так понял нет?Для регулировки силы тока.Правильный совет фото нужно выложить с результатами сварки .А там глядишь и подсказки будут.
Скорость сварки не правильная то есть медленно ведешь электрод.Ну от марки электродов само собой поведение сварочной ванны зависит.Правильно ребята советую с основным типом покрытия электроды для тренировки попытайся найти.Варить нужно на максимально короткой дуге ,не плохо себя зарекомендовали электроды Феникс ф 4мм. УОНИ от Есаба не плохие .Ну это так от темы отклонился в идеале конечно нужно показывать на практике.Балластника я так понял нет?Для регулировки силы тока.Правильный совет фото нужно выложить с результатами сварки .А там глядишь и подсказки будут.
Извиняюсь за каламбур в тексте.
Сообщение отредактировал Max77: 27 March 2014 23:35
- Наверх
- Вставить ник
#9 АВН
Отправлено 27 March 2014 23:19
толщины металла судя по описаниям процесса мин.
 20 мм.
20 мм. В конкретном случае 36 mm, электроды низколегированные.
- Наверх
- Вставить ник
#10 Egor_kgn
Отправлено 28 March 2014 12:21
Вот сегодня сфотографировал швы. Путем танца с бубном удалось поймать подходящий ток, не так сильно тёк металл как раньше. Оба шва вертикальные 90 градусов от земли. Первый без отрыва, второй с отрывом И третий пачка из под электродов. Вот такая порнография . Сталь не знаю какой марки, толщина примерно 3 мм.
Сообщение отредактировал Egor_kgn: 28 March 2014 12:22
- Наверх
- Вставить ник
#11 marat
Отправлено 28 March 2014 13:17
Egor_kgn, сверху вниз чтоль?
- Наверх
- Вставить ник
#12 Egor_kgn
Отправлено 28 March 2014 15:32
Да. Ну мне так сварщик штатный показал.
Ну мне так сварщик штатный показал.
- Наверх
- Вставить ник
#13 Mitrich83
Отправлено 28 March 2014 16:03
Egor_kgn,
В основном как раз таки варят снизу вверх.
В общем чтобы тут не выдумывать велосипед — почитайте вот эту статью.
- Наверх
- Вставить ник
#14 johnhess
Отправлено 29 March 2014 05:48
Вертикал варится «снизу-вверх»……аксиома….»сверху-вниз» в некоторых случаях на прихватки….А вертикал без отрыва варится и в плоскости, не только на трубе. ..2 курс мальчишки друг перед другом стараются, у кого раньше и лучше получится. Варят и УОНИ, и МТГ, и LB….Токи тоже разные, индивидуально….Конечно, тонкий металл только с отрывом или на прихватки участками….Пробуй разными методами , все придет.
..2 курс мальчишки друг перед другом стараются, у кого раньше и лучше получится. Варят и УОНИ, и МТГ, и LB….Токи тоже разные, индивидуально….Конечно, тонкий металл только с отрывом или на прихватки участками….Пробуй разными методами , все придет.
- Наверх
- Вставить ник
#15 Vinny
Отправлено 02 April 2014 19:56
В отрыв попробуй, точками. Каждая точка начинается примрно на 80 % старой. Про себя считай: ткнул — Раз, два — оторвал — раз, два — ткнул. По поводу тока, слушай дугу. Она шелестеть должна. И практикуйся, много. Потом движения начни. С ОЗС шлака много, стоит учитывать это. И на окончании шва они очень часто кратер дают. Лучше конечно уонии найти.
- Наверх
- Вставить ник
#16 maxidrom
Отправлено 02 April 2014 20:05
Лучше конечно уонии найти.

Уониями в отрыв ввертикал это извращенство.
- Наверх
- Вставить ник
#17 АВН
Отправлено 02 April 2014 20:08
maxidrom, Чем Вас не устраивает сварка электродами УОНИ 13/55 на подъём с отрывом?
- Наверх
- Вставить ник
#18 Васо_29
Отправлено 02 April 2014 20:11
Популярное сообщение!
В идеале, что бы вертикалка вот так получалась:
А вообще, лучше для начинающего варить вертикал в угол, проще и понятнее,. .и не так течёт…а принцип тот же. Я, по крайней мере, так тренировался
.и не так течёт…а принцип тот же. Я, по крайней мере, так тренировался
- Наверх
- Вставить ник
#19 Vinny
Отправлено 02 April 2014 20:12
А таки никто и не говорил про отрыв Хотя конечно можно, но замучиешся их разжигать, да и залипнуть легко.
- Наверх
- Вставить ник
#20 Васо_29
Отправлено 02 April 2014 20:13
АВН ,я уже много раз такое слышал! В основном это мнение трубники имеют, которые электродв толще 3-ки не видели (в основном 2,5 мм)…и утверждают, что с основным покрытием варится только без отрыва!
Я не в силах что-то изменить. …но, может, у Вас это получится?
…но, может, у Вас это получится?
- Наверх
- Вставить ник
Как варить вертикальные и горизонтальные швы в домашних условиях
главная » ТЕХНОЛОГИИ » Швы и соединения
Швы и соединения
На чтение 4 мин
Содержание
- Какие условия нужно создать для качественного шва
- Технология вертикальной сварки
- Варка электродом
- Использование полуавтомата
- Инструкция для начинающих
- Принципы сварки горизонтального шва
- Рекомендации для сварщиков
Электродуговая сварка – процесс объединения структуры металлов под воздействием высокой температуры. Технология распространена в разных отраслях промышленности и хозяйства. Этим методом можно соединять любые металлические детали. Каждый мастер должен знать, как варить вертикальный шов.
Какие условия нужно создать для качественного шва
Обработка вертикальных поверхностей требует соблюдения следующих требований:
- На этапе поджога электрод выставляют в прямоугольное положение. Если нарушить это правило, подача тока в рабочую область будет нестабильной.
- Для снижения риска возникновения подтеков уменьшают длину сварочной дуги. Начинающие сварщики в целях повышения производительности не соблюдают это требование. Кристаллизация металла протекает медленнее, поэтому образуются дефекты.
- Стержень, удерживаемый под наклоном, делает шов более равномерным, однако соблюдать такое требование в течение долгого времени сложно.
- При появлении подтека повышают силу тока, расширяют обрабатываемую область. Это ускоряет процесс затвердевания расплава.
- Особое внимание уделяют подготовке краев. Детали очищают от грязи, следов коррозии, масел.
- Точечная сварка вертикальных швов снижает вероятность образования подтеков.
 Если нарушить это правило, подача тока в рабочую область будет нестабильной.
Если нарушить это правило, подача тока в рабочую область будет нестабильной.Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При выборе параметров работы аппарата учитывают характеристики соединяемых материалов.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Для исключения образования подтеков электрод ведут, двигаясь в разные стороны.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока – средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.

Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.

Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Сначала работники изучают правила электросварки, способы формирования сварных соединений.
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ – сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения – прямоугольными, пилообразными или волнообразными зигзагами.
 При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения – прямоугольными, пилообразными или волнообразными зигзагами.
При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения – прямоугольными, пилообразными или волнообразными зигзагами.Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Сварочный трактор с аккумулятором GECKO BATTERY
- GECKO BATTERY
Напряжение:
18 В DC, 5,2 А*ч
Мощность:
20 Вт
Сварочные положения (в соответствии с EN ISO 6947 и AWS/ASME):
PA / 1F / 1G,
PB / 2F,
PC / 2G,
PD / 4F,
PE / 4G;Тип горелки / диаметр:
MIG/MAG; 16–22 мм;
опционально до 35 ммДиапазон пространственной регулировки:
0–35 мм;
вверх-вниз, влево-вправоМин.
радиус кривизны поверхности заготовки:1000 мм
Мин. толщина заготовки:
4 мм
Горизонтальная сила тяги:
150 Н
Вертикальная сила тяги:
Горизонтальная скорость:
0–110 см/мин
Вертикальная скорость:
Масса:
8,6 кг
Запоминание режимов сварки:
1 (последний использовавшийся)
Концевой выключатель:
Тип осцилляции:
Шаблоны осцилляции:
Амплитуда осцилляции:
Скорость осцилляции:
Задержка осцилляции:
Напряжение
Мощность
Сварочные положения (в соответствии с EN ISO 6947 и AWS/ASME)
Тип горелки / диаметр
Диапазон пространственной регулировки
Мин.
радиус кривизны поверхности заготовкиМин. толщина заготовки
Горизонтальная сила тяги
Вертикальная сила тяги
Горизонтальная скорость
Вертикальная скорость
Масса
Запоминание режимов сварки
Концевой выключатель
Тип осцилляции
Шаблоны осцилляции
Амплитуда осцилляции
Скорость осцилляции
Задержка осцилляции
- LIZARD
с осцилляционной приставкой
Напряжение:
1~ 115–230 В, 50–60 Гц
Мощность:
25 Вт
Сварочные положения (в соответствии с EN ISO 6947 и AWS/ASME):
PA / 1F / 1G,
PB / 2F,
PC / 2G,
PD / 4F,
PE / 4G,
PF / 3F / 3G,
PG / 3F / 3G;Тип горелки / диаметр:
MIG/MAG; 16–22 мм;
опционально до 35 ммДиапазон пространственной регулировки:
0–35 мм;
вверх-вниз, влево-вправоМин.
радиус кривизны поверхности заготовки:1500 мм
Мин. толщина заготовки:
5 мм
Горизонтальная сила тяги:
220 Н
Вертикальная сила тяги:
150 Н
Горизонтальная скорость:
0–120 см/мин
Вертикальная скорость:
0–110 см/мин
Масса:
14 кг
Запоминание режимов сварки:
до 40
Концевой выключатель:
в обе стороны
Тип осцилляции:
маятниковый (0°–11°)
Шаблоны осцилляции:
трапеция, треугольник, прямая С-типа
Амплитуда осцилляции:
1–30 мм (1–100%) на r=150 мм
Скорость осцилляции:
100–2200 мм/мин (1–100%) на r=150 мм
Задержка осцилляции:
0-5 с (в конечных точках)
- RAIL BULL
со встроенным осциллятором
Напряжение:
1~ 115–230 В, 50–60 Гц
Мощность:
100 Вт
Сварочные положения (в соответствии с EN ISO 6947 и AWS/ASME):
PA / 1F / 1G,
PB / 2F,
PC / 2G,
PD / 4F,
PE / 4G,
PF / 3G,
PG / 3G;Тип горелки / диаметр:
MIG/MAG; 16–22 мм;
опционально до 35 ммДиапазон пространственной регулировки:
0–35 мм;
вверх-вниз, влево-вправоМин.
радиус кривизны поверхности заготовки:5000 мм
Мин. толщина заготовки:
5 мм
Горизонтальная сила тяги:
350 Н
Вертикальная сила тяги:
150 Н
Горизонтальная скорость:
0–120 см/мин
Вертикальная скорость:
0–110 см/мин
Масса:
20 кг
Запоминание режимов сварки:
1 (последний использовавшийся)
Концевой выключатель:
Тип осцилляции:
линейный (0-100 мм)
Шаблоны осцилляции:
трапеция, треугольник
Амплитуда осцилляции:
0–50 мм
Скорость осцилляции:
0–1500 мм/мин
Задержка осцилляции:
0-5 с (в конечных и центральных точках)
 радиус кривизны поверхности заготовки:
радиус кривизны поверхности заготовки: радиус кривизны поверхности заготовки
радиус кривизны поверхности заготовки радиус кривизны поверхности заготовки:
радиус кривизны поверхности заготовки: радиус кривизны поверхности заготовки:
радиус кривизны поверхности заготовки:Вертикальный SMAW: это палка
Рис. 1 SMAW, или сварка стержнем, требует определенных навыков, а вертикальная и потолочная сварка стержнем намного сложнее — одна из причин, по которой эта специальность пользуется таким большим спросом.
1 SMAW, или сварка стержнем, требует определенных навыков, а вертикальная и потолочная сварка стержнем намного сложнее — одна из причин, по которой эта специальность пользуется таким большим спросом.
Вертикальная и потолочная сварка никогда еще не пользовалась таким высоким спросом. На юго-востоке США продолжается крупномасштабное строительство (см. Рисунок 1 ), в то время как коммунальные предприятия заняты строительством новых электростанций, модернизацией старых и ремонтом нефтеперерабатывающих заводов, пострадавших от волны ураганов на побережье Мексиканского залива.
Металлурги, монтажники труб, котловщики и судостроители работают, чтобы удовлетворить новый глобальный спрос на развитие и энергию. В основе этой работы лежит продвинутое положение сварщика, которое требует навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении вверх или электродуговая сварка.
Сварка в плоском и горизонтальном положениях обеспечивает более быструю работу, но иногда нельзя обойтись без вертикальной или потолочной сварки штучным электродом. Если это так, вот пять советов, которые помогут вам сделать это хорошо.
Если это так, вот пять советов, которые помогут вам сделать это хорошо.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и выше. Стержневые электроды с классификацией AWS 7018 считаются лучшим выбором из-за низкого содержания железного порошка (см. , рис. 2 ). Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 обеспечивает более быструю схему плетения. Использование 6010 требует техники штабелирования или взбивания, при которой палка периодически втягивается в лужу и выходит из нее.
Электрод 6010 поможет справиться с плохим состоянием поверхности, но он требует больше времени и навыков, чем сварка электродом 7018. Новички в вертикальной сварке вверх иногда ошибочно выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо капает на изделие.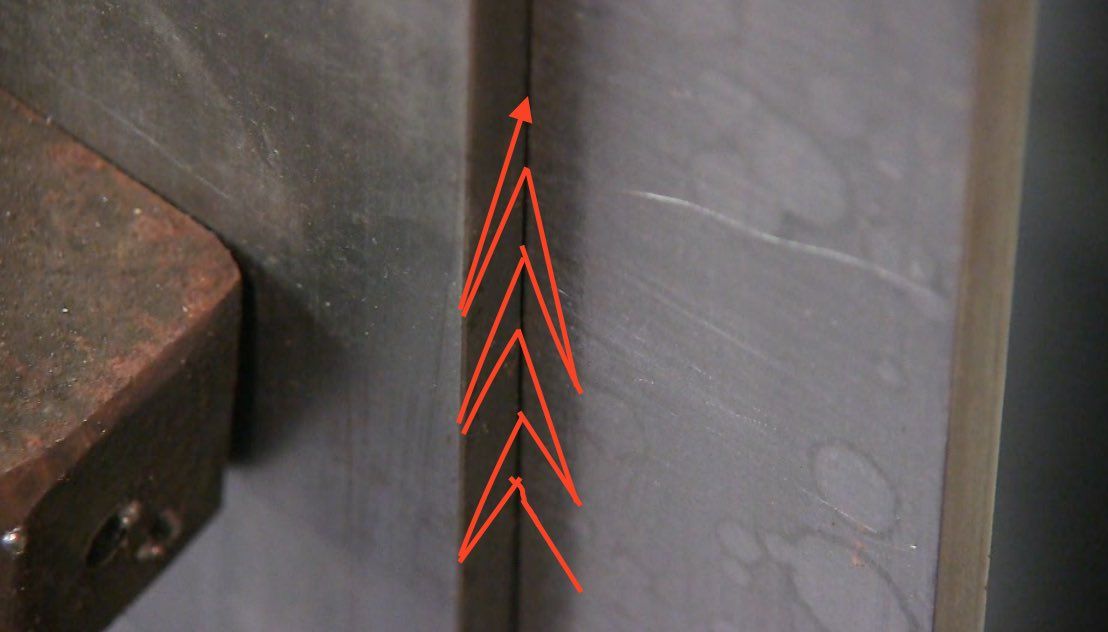
2. Создание полки для сварки
Из пяти положений сварки — горизонтальное, горизонтальное, над головой, вертикально вверх и вертикально вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией. Низкая скорость перемещения обеспечивает лучшее проникновение, чем вертикально вниз, поэтому этот метод требуется для большинства материалов толще листового металла.
Хитрость как при вертикальной, так и при потолочной сварке заключается в предотвращении вытекания сварочной ванны из сварного шва. Для материала толще листового металла вертикальная сварка обычно должна выполняться вверх по склону. Сварку более тонкого листового металла можно выполнять на спуске, поскольку требуется меньший провар, а более высокая скорость перемещения обеспечивает более низкие температуры, предотвращающие прожоги. Но это тема для другой статьи.
Вертикальную сварку вверх можно сравнить с кладкой кирпича в том смысле, что вы медленно создаете основание сварного шва снизу вверх, по одному небольшому участку за раз и непрерывно работаете над каждым ранее уложенным швом. Каждый вновь уложенный нижний шов служит основой, на которой выполняются последующие швы (см. 9).0005 Рисунок 3 ). Эта нижняя бусина называется полкой.
Каждый вновь уложенный нижний шов служит основой, на которой выполняются последующие швы (см. 9).0005 Рисунок 3 ). Эта нижняя бусина называется полкой.
Каждая ступенька полки должна примерно в 1,5–2 раза превышать диаметр электрода. Электрод диаметром 1⁄8 дюйма должен создавать от 1⁄6 до ¼ дюйма. лужа, которая замерзает вовремя, чтобы поддержать следующий сварной шов.
Рисунок 2. Стержневые электроды, классифицируемые как 7018, образуют быстро замерзающую ванну, что позволяет получить более быстрый рисунок плетения при сварке в гору.
При вертикальном плетении электродом 7018 двигайтесь зигзагами вперед и назад и дайте каждой секции лужицы застыть на месте вовремя, чтобы сварить до следующей ступеньки. Держите электрод немного вверх и держите короткую дугу, чтобы улучшить проплавление и плавление.
Во время плетения сосредоточьтесь на сварке сторон соединения. Ненадолго сделайте паузу по бокам, чтобы бусинка внизу остыла и сформировалась нижняя полочка. Внимательно следите за лужей, чтобы убедиться, что шлак капает с полки. Шлак, оставшийся в сварном шве, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа прольется. Если вы видите, что это начинает происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
Внимательно следите за лужей, чтобы убедиться, что шлак капает с полки. Шлак, оставшийся в сварном шве, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа прольется. Если вы видите, что это начинает происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
С электродом 6010 технология укладки заменяет плетение 7018. Стопка должна напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Чтобы сварить шов вертикально вверх, держите электрод в корне материала. По мере образования лужи поднимайте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод на место и нанесите другой уровень на переднюю кромку сварного шва. Продолжайте это до тех пор, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно в 1,5-2 раза больше диаметра электрода.
3. Избегайте подрезки
Одна ошибка, которую следует избегать при плетении, — это подрезка. Это происходит, когда изделие выдалбливается без достаточного количества присадочного металла, поскольку сила тяжести оттягивает присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики, работающие вне рабочего места, внимательно следят за лужей. Они учатся читать его характеристики. Как при плетении, так и при штабелировании шлак должен капать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкой мощности
Поскольку вертикальная лужа должна быстро замерзнуть и остаться на месте, для поддержания контроля необходимо установить низкую силу тока. Сварка в горизонтальном положении имеет преимущество силы тяжести и может выполняться при более низких температурах и более высоких скоростях перемещения.
Как правило, при сварке вертикально вверх или над головой используйте нижний предел номинальной силы тока электрода. Например, мощность от 120 до 130 ампер с использованием 1/8 дюйма. 7018 электродов и от 90 до 100 ампер для 1/8 дюйма. 6010 электродов.
6010 электродов.
5. Обратите внимание на сварку флюсом вертикально вверх
Сварка флюсом заменила некоторые виды традиционной сварки электродом на многих строительных рынках из-за более высокой производительности благодаря непрерывной подаче проволоки. Тем не менее, многие сварщики предпочитают палку, которая может быть более удобной, если работа требует от сварщика много двигаться.
Для длительной сварки в одном месте хорошей альтернативой может быть порошковая проволока. Если это так, то для вертикальной сварки вверх применяются все те же правила, что и для метода плетения стержней 7018. Постройте полку и плетите вверх достаточно медленно, чтобы нижний уровень застыл, не перегревая при этом основной металл.
Безопасность превыше всего
При любой сварке в нерабочем положении все стандартные меры предосторожности, применимые к плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, подходящий шлем, перчатки, одежда с длинными рукавами и кожаная или огнестойкая одежда обязательны (см. Рисунок 4 ). Обувь с защитным носком поможет предотвратить ожоги.
Защитные очки, подходящий шлем, перчатки, одежда с длинными рукавами и кожаная или огнестойкая одежда обязательны (см. Рисунок 4 ). Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для тех, кто планирует повторять сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.
Рисунок 4. Поскольку сварка электродом вертикально вверх лучше всего работает при сохранении короткой дуги, сварочный аппарат должен быть надлежащим образом оборудован, чтобы противостоять падающему расплавленному металлу и брызгам.
7 Советы по вертикальной дуговой сварке для повышения качества сварки
Лучшие сварочные проекты для начинающих
Пожалуйста, включите JavaScript
Лучшие сварочные проекты для начинающих
Спрос на вертикальную электродуговую сварку металлическим электродом (SMAW), также известную как электродуговая сварка, становится все более популярным. В основном, в результате восстановления экономики и нехватки квалифицированных сварщиков из-за старения рабочей силы.
В основном, в результате восстановления экономики и нехватки квалифицированных сварщиков из-за старения рабочей силы.
Растущий спрос на квалифицированных сварщиков с набором навыков для выполнения качественных сварных швов означает больше возможностей для студентов-сварщиков, которые только начинают свою карьеру.
Где необходима сварка SMAW?
Работы на верфях, в нефтегазовой промышленности, монтаже трубопроводов, строительстве зданий и электростанций обычно требуют вертикальной сварки SMAW. Просто потому, что многие крупногабаритные детали невозможно переместить в более удобное горизонтальное положение для сварки.
Процесс SMAW предпочтительнее сварки GMAW (также известной как MIG) для этих применений из-за использования очень толстых конструкционных основных материалов.
Кроме того, простота оборудования SMAW более эффективна. Например, оператору может потребоваться длинный путь от машины до зоны сварки. В этих случаях аппаратов MIG просто недостаточно. ž
ž
Советы по вертикальной сварке стержнями Вы найдете полезными
Ниже приведены 7 полезных советов по вертикальной сварке стержней, которые могут вам пригодиться. Попробуйте воспользоваться некоторыми из этих советов и посмотрите, улучшится ли качество сварки
1. Выберите правильный расходуемый электрод
Выбор правильного электрода для вашего сварочного применения всегда важен. Но особенно важно для сварки в вертикальной ориентации. Электроды
7018, 7024 и 6010 могут показаться хорошим выбором, но обычно вам следует использовать электрод 7018 для сварки стальных листов общего назначения.
6010 стержни требуют большего мастерства, чем 7018, при вертикальной сварке. И стержни 7024 не имеют таких характеристик заполнения сварочной ванны, как стержни 7018.
СОВЕТ: Сделайте себе одолжение и попробуйте электроды 7018 для вертикальной сварки SMAW.Купите и используйте лучшую сварочную маску с автоматическим затемнением, которую вы можете себе позволить
Сварщики, которые регулярно используют процесс SMAW, могут использовать либо традиционную сварочную маску, либо маску с автоматическим затемнением. Некоторые сварщики предпочитают традиционный сварочный шлем из-за его простоты. Но все больше сварщиков обращаются к технологии автоматического затемнения из-за ее простоты использования.
Некоторые сварщики предпочитают традиционный сварочный шлем из-за его простоты. Но все больше сварщиков обращаются к технологии автоматического затемнения из-за ее простоты использования.
Проверьте мой выбор ниже:
Сварочные маски с автоматическим затемнением оснащены сверхчувствительными датчиками спереди, обращенными к зоне сварки. После включения сварочной дуги механизм автоматического затемнения затемняет линзу в течение миллисекунд.
Более того, многие сварочные маски с автоматическим затемнением имеют встроенные в линзы регулируемые сварочные шторы. Для сварки SMAW сварщик может захотеть установить максимально темную тень из-за интенсивности дуги.
Это, конечно, зависит от того, насколько большой должна быть сила тока, чтобы получить отличный сварной шов для толщины свариваемого металла.
ПРИМЕЧАНИЕ: Если вы покупаете качественную сварочную маску с автоматическим затемнением, вы можете рассматривать ее как инвестицию в свою карьеру сварщика.Имейте при себе несколько сменных наружных сварочных линз
 Тем более, что ваши сварные швы в конечном итоге получатся намного лучше с более качественным оборудованием. Удобство сварочной маски с автоматическим затемнением позволяет вам сосредоточиться на качестве сварки и меньше отвлекаться.
Тем более, что ваши сварные швы в конечном итоге получатся намного лучше с более качественным оборудованием. Удобство сварочной маски с автоматическим затемнением позволяет вам сосредоточиться на качестве сварки и меньше отвлекаться. Среди трех основных процессов дуговой сварки (Stick, MIG и TIG) дуговая сварка в среде защитного металла (палка) имеет наибольшее количество брызг и шлака, которые выбрасываются во всех направлениях . Особенно это плохо при сварке в вертикальном положении.
В этом положении сварщики с защитной дугой обычно покрывают себя брызгами. В том числе, иногда, в местах, где раньше никогда не было искры.
В этом случае хорошо иметь качественные средства индивидуальной защиты для сварки.
Как и во всех сварочных процессах, ваш взгляд на сварочную ванну имеет первостепенное значение. Вот почему иметь в сумке несколько дополнительных сварочных линз — отличная идея. При цене около 1 доллара за штуку несколько сменных линз не обойдутся вам в кругленькую сумму. Тем не менее, их отсутствие может снизить качество ваших сварных швов.
При цене около 1 доллара за штуку несколько сменных линз не обойдутся вам в кругленькую сумму. Тем не менее, их отсутствие может снизить качество ваших сварных швов.
Они изготовлены из прозрачного пластика и крепятся поверх затемняющих линз автоматически затемняющихся сварочных масок.
ПРИМЕЧАНИЕ: После сварки в вертикальном положении некоторое время вы будете рады, что сможете улучшить поле зрения, просто заменив пластиковую линзу.Качественная рабочая обувь
Ваши сварочные ботинки со стальным носком в основном предназначены для защиты ваших ног от падающих предметов. Что при сварке могло означать падающий кусок тяжелой стали. Часто сварщики SMAW в полевых условиях работают всю смену.
Очевидно, что крайне выгодно потратить столько, сколько позволяет бюджет, чтобы приобрести качественную рабочую обувь с хорошей стелькой.
Вот мои фавориты:
Высокоэффективные рабочие ботинки обычно снабжены такими элементами, как подкладка для отвода влаги. Кроме того, хорошие ботинки будут изготовлены из высококачественных кожаных материалов. Но многим не хватает комфорта, который может обеспечить качественная стелька вторичного рынка. В этом случае вы поблагодарите себя за то, что потратили несколько лишних долларов на обеспечение дополнительного комфорта для ваших ног.
Кроме того, хорошие ботинки будут изготовлены из высококачественных кожаных материалов. Но многим не хватает комфорта, который может обеспечить качественная стелька вторичного рынка. В этом случае вы поблагодарите себя за то, что потратили несколько лишних долларов на обеспечение дополнительного комфорта для ваших ног.
Во время сварки вы можете спросить себя: «Что это за запах гари?» Конечно, вы должны немедленно остановить сварку, чтобы осмотреть окрестности. Время от времени может оказаться, что ваши собственные волосы зажгли искру, опалив небольшой участок. Это не только неприятно для вашей стрижки, но и может быть вредно для кожи головы!
Если у вас есть волосы на голове, как у мужчин, так и у женщин, вам следует рассмотреть возможность ношения защитного головного убора во время сварки. Особенно при сварке в вертикальном положении. Цена защитного головного убора может варьироваться от 10 долларов за простой тканевый головной убор до 80 долларов за очень прочный капюшон, закрывающий всю голову.
Если вы очень часто сталкиваетесь со сваркой в вертикальном или потолочном положении, вам определенно следует подумать об использовании более прочного кожаного головного убора. Они крепятся непосредственно к вашему сварочному шлему. Сварочные брызги, которые будут падать на вас с высокого вертикального положения или места сварки над головой, должны быть защищены. Чем лучше головной убор, тем меньше ожогов вам придется иметь.
СОВЕТ: Для получения дополнительной информации см. Почему сварщики носят сварочные колпаки?Делайте перерывы и поливайте воду между сварками
Сварщики SMAW знают, насколько горячей может быть их рабочая среда. Нахождение перед расплавленным металлом и горячей сталью даже в течение короткого периода времени в защитной одежде может быстро бросить вызов способности вашего тела сохранять прохладу.
При добавлении этих тепловых факторов к другим факторам, таким как жаркий день или сварка внутри стальной трубы, тепло может стать серьезной опасностью для здоровья.
Если ваше тело перегреется (помимо очевидного риска для здоровья), качество сварки серьезно пострадает. Когда вы обезвожены и перегреты, ваши руки начнут дрожать. И вы можете потерять способность четко фокусироваться на сварочной ванне. Ваш мастер по сварке должен знать об этих жарких условиях и дать вам остыть и увлажнить водой, прежде чем вернуться к работе.
Уточните у своего инструктора по технике безопасности или стандарты OSHA в Интернете, чтобы получить актуальную информацию об экстремальных температурах во время работы.
Задокументируйте оптимальные настройки сварочного аппаратаУ вас под рукой есть ряд настроек аппарата. Скорее всего, вам потребуется настроить эти параметры для каждой сварочной ситуации. Возможность точной настройки этих параметров чрезвычайно полезна. Именно благодаря процессу тонкой настройки вы в конечном итоге найдете наилучшие настройки для стоящей перед вами задачи.
Однако, если вы часто переключаетесь между типами заданий или если вы делите машину с коллегой, регулировка машины может быть проблематичной.
После определения запишите оптимальные настройки для вашей машины в каждой ситуации в «шпаргалке». Это гарантирует, что вы сможете повторять свои лучшие сварные швы, не возясь с настройками снова и снова. Никогда не будет двух одинаковых сварных швов. Но вы можете контролировать качество сварки, просто сохраняя эту документацию.
Попробуйте несколько из этих советов по дуговой сварке металлическим электродом в среде защитного газа и посмотрите, поможет ли какой-нибудь из них добиться более высокого качества сварных швов.
То, что хорошо работает у кого-то другого, может не работать у вас. Но этот список из 7 советов должен помочь вам управлять непрерывным улучшением ваших процессов.
Читать дальше
- 8 советов для новичков в сварке MIG
- Как приваривать шарнирные соединения?
- Как сварить раму автомобиля?
- Зачем использовать сварочный фартук?
- 5 Ошибки начинающих сварщиков
- Различия между сваркой Пайка и пайка
- Как пользоваться плазменным резаком?
- Лучший сварочный аппарат для начинающих
- Руководство для начинающих по началу сварки
- Разница между сварочными прутьями 7018 и 6010
- Почему мой пруток прилипает при сварке электродами?
Параметры и методы вертикальной сварки (для каждого процесса) — WeldPundit
Часто, когда вы свариваете изготовление или выполняете ремонтные работы, вы должны сваривать стык, расположенный вертикально к земле. К сожалению, вертикальная сварка непроста. Для этого нужны разные техники и настройки.
К сожалению, вертикальная сварка непроста. Для этого нужны разные техники и настройки.
Это руководство ответит на все вопросы новичков и даст ответы на различия с плоской позицией, чтобы помочь вам быстрее прогрессировать.
Для простоты руководство будет сосредоточено на наиболее популярных процессах дуговой сварки, соединениях (тавровых и стыковых) и сварных швах (угловых и разделочных) для низкоуглеродистой стали.
Содержание
- Что такое вертикальное положение сварки?
- Почему вертикальная сварка сложна?
- Что такое вертикальная сварка вверх (в гору)?
- Что такое сварка в вертикальном направлении?
- Сварочные швы и шаблоны для вертикальных швов
- Какую силу тока вы используете для вертикальной сварки?
- Каков правильный угол движения для вертикали?
- Какова правильная скорость движения по вертикали?
- Вертикальная сварка стержнем
- Вертикальная сварка MIG
- Вертикальная сварка и порошковая проволока
- Вертикальная сварка TIG
- Личная безопасность
- Советы по вертикальной сварке
- Часто задаваемые вопросы
При вертикальной сварке правильным термином является сварка в вертикальном положении.
Что такое вертикальное положение сварки?
Вертикальное положение — это одно из четырех основных положений сварки, при котором ось шва расположена вертикально к земле под углом от 45° до 90°. Когда у вас есть угловой шов в тройнике или соединении внахлестку, мы также называем это положением 3F. Если это стыковое соединение со сварным швом с разделкой кромок, это положение 3G.
Другие положения: плоское, горизонтальное и над головой.
Если вы хотите сваривать вертикально, вы можете сваривать вверх или вниз, но между ними есть большая разница.
Но сначала давайте посмотрим, почему вертикальная сварка сложна.
Почему вертикальная сварка сложна?
Вертикальная сварка сложна, потому что сила тяжести вытягивает расплавленный металл из ванны и дуги до того, как он затвердеет в соединении. Кроме того, без точных настроек и контроля сварочной ванны вы получите повышенное количество дефектов сварки. Например, разбрызгивание, пористость, подрез и несплавление.
Для получения удовлетворительных вертикальных сварных швов очень важно создать меньшую ванну и поддерживать ее устойчивой от начала до конца. Лужу меньшего размера легче контролировать, и она быстрее затвердевает.
Вы создаете меньшую ванну с более тонким электродом, меньшей силой тока и меньшей длиной дуги.
Что такое вертикальная сварка вверх (в гору)?
Сварка в вертикальном направлении вверх или вверх — это когда вы начинаете сварку с нижней стороны стыка и двигаетесь вверх. Вертикальная сварка вверх — это правильный способ сварки толстых металлов, поскольку он обеспечивает превосходный контроль сварочной ванны и глубокое проплавление.
Основным преимуществом сварки вертикально вверх является то, что она обеспечивает глубокое проплавление корня и хорошее общее сплавление, потому что:
- Когда вы свариваете вверх, сила тяжести тянет ванну вниз, поэтому дуга направлена на оголенный основной металл, расплавляя его. быстро и глубоко.
- Сварка в гору требует меньшей скорости движения, чтобы контролировать сварочную ванну и удерживать ее на месте. Но медленная скорость вводит больше тепла в металл, обеспечивая более глубокое проникновение.
 быстро и глубоко.
быстро и глубоко.Сварка в гору также обеспечивает отличную видимость лужи. Таким образом, вы можете наблюдать размер кратера и то, как он заполняется металлом сварного шва.
Еще одним преимуществом является то, что вы можете использовать широкие манипуляции с электродами (ткачество). Это помогает заполнять большие швы за меньшее количество проходов и сваривать швы с плохой подгонкой.
Кроме того, низкая скорость сварки может сжечь покрытия или их остатки, например, оцинковку, прокатную окалину или ржавчину. Тем не менее, сварка по покрытиям никогда не рекомендуется для критических сварных швов, поскольку они создают более слабое соединение.
Наконец, если в процессе сварки образуется шлак (стержень и флюсовая сердцевина), гравитация будет тянуть его вниз, предотвращая дефект шлаковых включений.
Для металлов толщиной 1/4″ (6,4 мм) или более необходима сварка вверх, чтобы обеспечить прочные соединения. Однако вы можете сваривать металлы до 1/8″ (3,2 мм), особенно если:
- Это угловой шов (тройник или соединение внахлестку), так как он может поглощать больше тепла.
- Вы используете сварку MIG, потому что она создает более слабую дугу.
Ниже этой толщины чрезмерное тепло может деформировать металлы или даже прожечь их.
Основным недостатком сварки в гору является то, что она требует большой практики, прежде чем вы начнете получать хорошие сварные швы. Если вы попытаетесь сварить так же, как и в горизонтальном положении, лужа перегреется, станет слишком жидкой и будет капать вниз. Основной металл также может перегреваться, даже раскаляться по мере продвижения. Это может привести к деформации или прогоранию соединения, даже если металл толстый.
Распространенный дефект при сварке в гору — незаполненные канавки по бокам (или носкам) валика. Дуга расплавила металл, но скорость движения была слишком высокой, и металл сварного шва не заполнил кратер. Мы называем это подрезанным .
Чтобы предотвратить эти проблемы, измените все параметры сварки, чтобы создать сварочную ванну меньшего размера. Вы также можете использовать плетеные бусины для улучшения поддержки лужи по мере продвижения.
Сварка вверх по склону и дуговая продувка
При сварке вверх по склону большое количество тепла концентрируется в верхней части соединения. Это потому что:
- Тепло всегда стремится вверх.
- Тепло также движется в направлении движения вверх.
В результате два направления направляют тепло к конечной точке, делая его слишком горячим. Низкая скорость движения ухудшает эффект.
Это может привести к оплавлению краев и дефекту, называемому дуговым разрядом. Дуговой разряд происходит, когда сосредоточенные магнитные силы направляют дугу в сторону от соединения. В результате итоговая бусина будет асимметричной.
Чтобы предотвратить эти дефекты, вы можете использовать вкладку стока . Выходной язычок представляет собой небольшой кусок металла (например, 2″x2″x толщины металла, который вы свариваете), скошенный и прихваточный в конечной точке соединения.
Когда вы сварите и дойдете до конца соединения, вы продолжите на вкладке отвода. Таким образом, вкладка будет поглощать чрезмерное тепло, заканчивающийся кратер и задерживать дефект дугового разряда. Когда вы закончите сварку, вы удалите язычок.
Что такое сварка в вертикальном направлении?
Сварка в вертикальном или наклонном направлении — это когда вы начинаете сварку с верхней стороны соединения и перемещаетесь вниз. В этом направлении выделяется меньше тепла, что делает его подходящим для открытых корневых соединений и тонких металлов, которые могут быть повреждены при сварке вверх по склону.
Сварка на спуске позволяет сваривать тонкие металлы, поскольку на них уходит меньше тепла. Это делается четырьмя способами:
- Вы используете высокую скорость движения, чтобы контролировать влияние гравитации и удерживать лужу на месте.
- Дуга больше направлена на лужу, чем на металл.
- При сварке стрингерными валиками наплавляется меньше металла, а значит, выделяется меньше тепла.
- Часть тепла перемещается вверх и от направления движения. В результате они не концентрируются в одном направлении.
Как правило, металлы толщиной 1/8 дюйма (3,2 мм) или тоньше лучше всего сваривать под наклоном. В противном случае тепло сварки прожжет или деформирует их.
Вы можете сваривать вниз более толстые металлы, особенно если у вас открытый корень или если вы используете процесс с сильной дугой. Например, дуговая сварка прутьями 6010 или 6011.
Однако для большинства работ металлы толщиной 1/4″ и толще часто имеют проблемы со сплавлением.
Другие преимущества сварки под наклоном:
- Поверхностное проплавление, низкое тепловложение и низкое разбавление металла являются преимуществами при вертикальной сварке трудносвариваемых металлов. Например, из нержавеющей стали или чугуна.
- Высокая скорость перемещения позволяет более толстым электродам и более высокой силе тока быстрее заполнять шов.
- Последний валик выглядит лучше, его поверхность более гладкая.
Основным недостатком сварки под наклоном является сильное непровар . Если лужа перекрывает дугу, она будет действовать как барьер, и металлы не будут плавиться должным образом, чтобы заполнить металлом сварного шва (плавление). Это может повлиять на весь борт, в результате чего соединение может выйти из строя при минимальных усилиях.
Отсутствие плавления также может произойти, если вы едете слишком быстро, потому что дуге не хватает времени, чтобы расплавить металлы должным образом.
Еще одним фактором, вызывающим несплавление, является наличие покрытий, поскольку они действуют как барьер.
Еще одним недостатком сварки на спуске является необходимость симметричного соединения с точной подгонкой. Это связано с тем, что высокие скорости перемещения не позволяют манипулировать широкими электродами для исправления плохой подгонки.
Наконец, по тем же причинам, по которым вы получаете непровар, и если в процессе сварки образуется шлак, у вас также будут шлаковые включения внутри и вокруг валика.
Теперь давайте посмотрим, какие типы бисера и узоры плетения вы можете использовать.
Сварочные швы и шаблоны для вертикальных швов
Для сварки в гору можно использовать прямые валики (стрингеры) или плетеные валики.
Стрингеры считаются более прочными во многих отношениях, и часто они являются единственным разрешенным способом сварки ответственных сварных швов в соответствии со стандартами сварки.
Однако вертикальные стрингеры часто имеют неровные и выпуклые поверхности. Им также нужно больше проходов, чтобы заполнить толстый шов. Это затрудняет выполнение многопроходных сварных швов без проблем со сплавлением между каждым валиком.
Стрингеры часто используются для первого прохода, но 9Бусины плетения 0005 практичны и довольно популярны для толстых швов, потому что они:
- Облегчают контроль над лужей.
- На мгновение направьте дугу на носки шарика, чтобы добиться более глубокого сплавления.
- Заполните шов за меньшее количество проходов.
- Оставьте красивую ровную поверхность.
При плетении вы перемещаете дугу из стороны в сторону по стыку и фокусируете ее на холодных краях предыдущего прохода на одну или две секунды. Вы должны сделать паузу достаточно долго, чтобы:
- Расплавьте стороны, чтобы предотвратить несплавление.
- Заполните кратеры, чтобы избежать подрезов.
Очень важно проводить меньше времени при прохождении через центр сустава, чтобы предотвратить слишком сильное налипание. Центр всегда горячий, и металла сварного шва будет достаточно, чтобы покрыть его.
В каждом сварочном процессе используются разные схемы плетения для сварки в гору, но наиболее популярным является плетение «Z» .
Z-плетение создает широкую полку для поддержки сварочной ванны, заполняет большие швы за несколько проходов и предотвращает образование вогнутых поверхностей. Максимальная ширина плетения должна быть 3/4″ (19мм). После этого разница температур между каждой стороной может стать слишком высокой.
Одной из частых ошибок при Z-плетении является слишком большой подъем электрода при перемещении из стороны в сторону. Каждая лужица, которую вы делаете на пальцах ног, должна соединяться с лужицей под ней.
Кроме того, во избежание перегрева металлов можно делать паузы между проходами, чтобы дать им остыть.
При сварке вертикально-вниз плетение не используется. Вы пропускаете бусины стрингера с коротким движением из стороны в сторону или без него, чтобы контролировать скорость и сделать бусину более плоской. Таким образом, вы можете двигаться достаточно быстро, чтобы удержать лужу за дугой.
Далее мы посмотрим, как базовые настройки для сварки вверх и вниз сравниваются друг с другом и в горизонтальном положении.
Какую силу тока вы используете для вертикальной сварки?
После выбора правильного диаметра электрода для сварки в вертикальном положении требуется сила тока на 10-15 % ниже, чем в горизонтальном положении. Это потому, что это медленный процесс. Если вы используете плетеные бусины, вы еще больше снижаете силу тока. С другой стороны, вертикально-вниз требуется на 10-15% больше силы тока из-за необходимых высоких скоростей движения.
При сварке стрингеров вверх по склону вы устанавливаете меньшую силу тока, чтобы создать немного меньшую и менее текучую ванну, которую легче контролировать. Это позволит луже оставаться на месте. Кроме того, заготовка не перегревается, что предотвращает такие дефекты, как перегорание дуги и коробление.
При использовании узоров с переплетением накопление тепла намного выше, и лужа становится слишком жидкой. Чтобы избежать этого, вы хотите установить силу тока намного ниже.
Если вы используете аппарат для сварки электродом, дальнейшее снижение силы тока может превзойти нижний диапазон силы тока электрода. Стержень не расплавится должным образом и будет иметь тенденцию прилипать к металлу. Для этого необходимо выбрать более тонкий размер стержня. Затем вы уменьшаете силу тока на 10-15%.
Вам, вероятно, не нужно менять проволоку, если у вас есть сварочный аппарат MIG, потому что проволока имеет широкий диапазон силы тока. Чтобы установить скорость подачи проволоки и напряжение для сварки MIG, сверьтесь с таблицей производителя. Но эти настройки для плоского положения.
Для сварки на подъеме вы выбираете настройки на одну толщину меньше (или на две для открытого корневого прохода). Затем проверьте настройки и отрегулируйте их, чтобы получить небольшую дугу, но без отсутствия плавления.
При сварке на спуске требуется более высокая сила тока, чтобы расплавить присадочный металл достаточно быстро, чтобы компенсировать высокую скорость перемещения. Кроме того, более высокая сила тока создаст более сильную дугу, которая будет отталкивать лужу и удерживать ее на месте.
Для сварки стержнем можно выбрать такой же или даже более толстый стержень, в зависимости от толщины металла. После этого увеличить силу тока на 10-15%. Для механизма подачи проволоки вы устанавливаете настройки следующей толщины металла.
Поначалу может показаться странным, что вы устанавливаете более высокую силу тока для спуска, потому что он сваривает более тонкие металлы. Но скорость движения оказывает большее влияние на тепло, которое уходит в основной металл, чем установленная вами сила тока.
AdvertisementsКаков правильный угол движения для вертикали?
Вертикальная сварка вверх требует небольшого угла перемещения 0-15° (ниже горизонтали), чтобы сохранить меньшую дугу, легче контролировать сварочную ванну и глубже расплавить основной металл. Вертикально вниз требуется больший угол на 15-20°, чтобы дуга могла отталкивать и удерживать лужу на месте. Если в процессе сварки образуется шлак, вы используете еще больший угол (20-30°), чтобы он не капал.
Вертикальная сварка требует меньших углов перемещения, чем плоское положение. Вы также хотите, чтобы угол оставался постоянным на всем протяжении, чтобы избежать дефектов.
Рабочий угол такой же, как и в горизонтальном положении, 90° для стыковых соединений, 45° для тавровых соединений и т.д.
Какова правильная скорость движения по вертикали?
Скорость движения также отличается от горизонтального положения.
При сварке вертикально вверх скорость перемещения должна быть достаточно низкой, чтобы заполнить выступы валика и избежать дефекта подреза. При сварке вертикально вниз скорость должна быть достаточно высокой, чтобы расплавленный металл шва не капал перед дугой.
Сварка вверх по склону использует гораздо меньшую скорость для поддержки ванны, особенно для плетения валиков. Но если вы будете двигаться слишком медленно, лужа станет слишком жидкой.
Сварка на спуске всегда требует более высокой скорости, но скорость, превышающая необходимую, не даст дуге достаточно времени для расплавления металла.
Как правило, вы используете скорость движения, которая указывает дугу на первую 1/3 лужи.
Теперь давайте посмотрим, насколько каждый сварочный процесс подходит для вертикальной сварки.
Вертикально со сварочным аппаратом
С помощью сварочного аппарата можно выполнять сварку вверх или вниз, если правильно выбрать сварочный электрод. Стержни со второй от последней цифрой 1 в их обозначении (Exx1x) можно сваривать вертикально. Это невозможно, если это 2 (Exx2x).
Exx1x означает, что эти стержни можно сваривать вверх по склону, но большинство из них имеют проблемы при сварке вниз по склону. Например, популярные сверхпрочные стержни 7018 не могут сваривать вниз по склону. Простые в использовании модели 6013 могут выполнять сварку под наклоном, если вы выберете диаметр 1/8 дюйма или меньше.
Только стержни 6010 и 6011 обеспечивают превосходные результаты сварки под наклоном даже при больших диаметрах.
Стержни для стержневой сварки создают шлаковый материал, который помогает поддерживать сварочную ванну при сварке на подъеме. Тем не менее, шлак представляет собой проблему при сварке под наклоном, и вам нужен широкий угол наклона стержня в 30° или больше, чтобы удержать его.
Стержень E7018 лучше всего подходит для сварки вверх по склону, поскольку он наплавляет самый прочный и пластичный (эластичный) металл шва. Он также заполняет большие суставы быстрее, чем другие стержни.
Стержни E6010 и 6011 идеально подходят для сварки сложных соединений под уклон, например, соединений труб с открытым корнем. Однако большинство обычных сварочных аппаратов не могут сжигать стержни 6010.
В качестве альтернативы сварке под наклоном пруток 6013 идеально подходит для сварки тонколистового металла или соединений с плохой посадкой.
Сохранение короткой дуги, не превышающей диаметр одного стержня, и поддержание ее стабильной на всем протяжении очень важно для сварки электродом. Если она длиннее, дуга станет нестабильной и горячей, что приведет к искрам, брызгам и подрезам. Кроме того, лужа и шлак станут слишком жидкими и будут стекать вниз.
У Weldpundit есть подробная статья о том, как выполнять вертикальную сварку, включая таблицы силы тока стержня и другие схемы плетения целлюлозных стержней.
Вертикальный с аппаратом для сварки MIG
С помощью аппарата для сварки MIG можно выполнять сварку вертикально вверх или вниз, если установить перенос металла на большее значение, которое может достаточно быстро заморозить сварочную ванну. Существует два подходящих режима передачи: популярный режим короткого замыкания и дорогостоящий импульсный режим.
Одна из причин, по которой сварка MIG ограничена при вертикальной сварке, заключается в том, что проволока MIG не образует шлака. Шлак помогает поддерживать ванну при сварке в гору.
Режим короткого замыкания (или короткой дуги) является наиболее популярным. Большинство однофазных сварочных аппаратов MIG работают только в этом режиме.
В этом режиме дуга не поддерживается постоянно. Вместо этого дуга останавливается и снова зажигается много раз в секунду. Это создает небольшую лужу, которая не очень горячая и быстро замерзает.
Но слабая дуга означает, что трудно плавить толстые металлы. При сварке вверх по склону слабая дуга может привести к неполному провару корня и несплавлению на концах валика или между несколькими валиками. Эти дефекты усугубляются, если металл не чистый.
Для вверх по склону для короткой дуги требуется манипулирование горелкой, которая направляет дугу в корень сустава, чтобы избежать проблем со сплавлением. перевернутая буква «V» обеспечивает наилучшее проникновение в корень, особенно если металл не чистый. Он может заполнить мелкие суставы. Для другого прохода вы можете использовать Z-плетение.
Также можно использовать треугольное плетение , которое также глубоко проникает в корень. Этот шаблон наплавляет больше металла сварного шва, чем «V», и оставляет более красивый валик.
Короткий вылет не более 3/8″ также важен для глубокого проникновения.
Перевернутая буква V для сварки вертикально вверхТреугольное переплетение для сварки вертикально вверхКороткая дуга также может вызвать проблемы при сварке при сварке вниз по склону . Это происходит потому, что высокая скорость движения может не обеспечить достаточного количества тепла для расплавления металла.
Если вы свариваете металлы толщиной более 1/4″ и ваш объект имеет сложные условия эксплуатации, лучше всего перейти на сварку электродами с использованием стержней 7018.
Импульсный режим представляет собой модифицированную версию режима распыления. В этом режиме можно сваривать тонкие и толстые металлы вверх или вниз. Но использовать его для обычных работ дорого, потому что вам нужны:
- Сложный и высокоамперный сварочный аппарат.
- Газовая смесь с высоким содержанием аргона, например, C10 (10% CO2 и 90% аргона).
Два других режима переноса металла, распыление и шаровидный, создают слишком большую, горячую и жидкую ванну для вертикальной сварки.
Вы также можете прочитать эту подробную статью о вертикальной сварке MIG.
Сварочный аппарат MIG также может использовать порошковую проволоку.
Вертикальная и порошковая проволока
Порошковыми проволоками можно сваривать как вверх, так и вниз, если правильно выбрать проволоку. Если число перед «Т» в обозначении проволоки равно 1 (Ex1T-x), можно выполнять сварку вертикально. Но если это 0 (Ex0T-x), вы не можете.
Порошковая проволока представляет собой трубчатую форму, заполненную флюсовым материалом, образующим шлак. Шлак может поддерживать ванну при сварке вверх по склону, но может создавать включения шлака при сварке вниз по склону.
Проблема с порошковой проволокой заключается в том, что каждая из них ведет себя по-своему. Одни сваривают только в гору, другие лучше на спуске.
Самой популярной порошковой проволокой является проволока E7 1 T-11, экранированная проволока (FCAW-S), которая создает собственные защитные газы и не требует газового баллона. Поскольку у него есть 1 в нужном месте, он может сваривать вертикально вверх или вниз.
E71T-11 может дать хороший валик для сварки под наклоном, если вы следите за тем, чтобы дуга оставалась впереди шлака. Тем не менее, сварка толстых металлов в гору требует некоторой практики, потому что проволока образует жидкий шлак, что затрудняет удержание сварочной ванны.
При сварке в гору направляйте проволоку перпендикулярно стыку. Для проблем с пористостью вы можете попробовать угол перемещения 5-10°, но направленный вниз, а не вверх. С этой проволокой лучше всего использовать треугольное или Z-образное плетение.
Для спуска используйте угол 30° или больше и тяните резак легкими движениями из стороны в сторону.
Порошковая проволока имеет меньшую устойчивость к неправильным настройкам, чем сплошная проволока MIG, поэтому старайтесь устанавливать напряжение, скорость проволоки, вылет и т. д. как можно точнее.
Проволока E71T-11 толщиной до 0,045 дюйма (1,1 мм) не подходит для металлов толщиной более 5/16 дюйма (8 мм), поскольку валик станет хрупким. Хрупкий валик может треснуть, если соединение подвергается большой нагрузке.
Существуют также порошковые проволоки в среде защитного газа (FCAW-G), такие как E71T-1. Эти проволоки отлично подходят для сварки в вертикальном положении, потому что они:
- Не требуют манипуляций с электродом, широких треугольных или Z-образных валиков, только стрингеры. Это самый простой способ сварки в гору.
- Для проплавления толстых металлов без проблем с проплавлением или корневым проплавлением.
- Наплавка большего количества металла сварного шва, чем во всех других процессах, что повышает производительность.
- Используйте дешевый защитный газ C100.
Однако для экранированных проводов требуется машина с высокой силой тока, и они дороже в пересчете на вес. Кроме того, их трудно найти в тонких диаметрах и маленьких шпулях.
Вертикальная сварка TIG
TIG – это процесс сварки в вертикальном положении. Он может сваривать как вверх, так и вниз по склону, не заморачиваясь поиском подходящего стержня, как при сварке электродом. Или используйте специальные режимы переноса металла, такие как сварка MIG. Кроме того, нет необходимости беспокоиться о шлаковом материале.
Сварка ВИГ обеспечивает превосходный контроль температуры, поэтому вы можете заморозить сварочную ванну и удерживать ее на месте:
- Одной рукой вы манипулируете горелкой ВИГ, а другой добавляете присадочный металл. Большее количество присадочного металла замораживает лужу и меньше сохраняет ее горячей.
- Вы можете использовать ножную педаль, которая может регулировать силу тока на лету.
- Или использовать импульсную сварку, которая сначала глубоко проникает в металл, а затем быстро замораживает ванну.
Таким образом, можно сваривать вверх металлы толщиной менее 1/8″ без их перегрева или вниз без использования высоких скоростей.
Если все сделано правильно, сварка TIG не будет создавать искр, брызг, пористости или подрезов, оставляя почти идеальный валик. Это важно для нержавеющей стали или алюминия.
Однако сварка ВИГ имеет некоторые трудности. TIG требует много времени для наплавки металла сварного шва, поэтому заполнение толстых швов занимает много времени.
При сварке на подъеме наиболее практичным является выполнение качественного корневого прохода с помощью TIG, а затем сварка стержнями 7018 для заполнения шва.
Другим недостатком сварки TIG является необходимость идеальной очистки металлов. В противном случае вольфрамовый электрод будет загрязнен, что заставит вас прекратить сварку и заново заточить его.
Чтобы начать практиковаться, вы можете сваривать вверх или вниз угловые швы или закрытые стыковые швы без использования присадочного металла. Но уменьшите силу тока на 10А.
Личная безопасность
Сварка в вертикальном положении подвергает вас брызгам гораздо сильнее, чем в горизонтальном положении. Брызги могут попасть на кожу при температуре 2700° F (1500° C). Брызги также могут повредить одежду, которая не является термостойкой.
Чтобы защитить себя, вам нужно надеть дополнительное защитное снаряжение:
- В идеале дуга не должна подниматься выше уровня груди. Здесь пара длинных кожаных рукавов может защитить ваши руки.
- Если дуга выше этого значения, наденьте кожаную куртку и закройте макушку сварочной шапочкой.
Никогда не надевайте синтетическую одежду или обувь во время сварки. Даже легкие искры или брызги могут проникнуть в них, расплавить или поджечь.
Повышенное разбрызгивание также означает большую вероятность возгорания, если поблизости находятся легковоспламеняющиеся материалы.
Насадки для вертикальной сварки
- Всегда старайтесь очищать металлы . Сварка вверх требует чистого металла, чтобы обеспечить самые прочные сварные швы, и вниз, чтобы предотвратить непровар.
- Вертикальная сварка легче, когда основной металл находится под углом 45° , и тверже при 90°. Поэтому, если вы хотите потренироваться, лучше всего начинать с угла 45°.
- Убедитесь, что рядом с вами нет оборудования , потому что сварочные брызги могут повредить или навсегда оставить царапины на большинстве поверхностей.
- Вертикальная сварка требует концентрации и стабильности. Попробуйте опираться на близлежащую поверхность, чтобы стабилизировать свое тело . Вы можете создать временную, поместив тиски рядом с вашей работой. С той же целью можно также прихватить кусок металла. Кроме того, держите рабочий локоть близко к телу, чтобы свести к минимуму тряску. Для подъема постарайтесь расположить свою работу так, чтобы, когда вы закончите бусину, ваша рука не была выше уровня вашего сердца. Таким образом, у вас будет хорошая видимость дуги, а ваши руки будут более устойчивыми.
- Перед началом сварки выполните пару пробных прогонов для проверки положения, угла, движения от руки и т. д. перегрева сустава.
| UPHILL | Вниз | |
|---|---|---|
| . Предполагается MELLACE | .0719 | |
| Amperage | 10-15% lower | 10-15% higher |
| Travel speed | Slow | Fast |
| Travel angle | 0-15° | 15-20° (double if slag) |
| Penetration | Deep | Shallow |
| Joint strength | Best | Good |
| Metal deposition | High | Low |
| Common Problems | Fluid puddle, undercut | Lack of fusion, slag inclusions |
| Skill | Very high | Moderate |
| Форма валика | Выпуклая | Вогнутая |
| Потенциальный дуговой разряд | 5 Нет Да Да0719
Часто задаваемые вопросы
Как лучше сваривать вверх или вниз?
Поскольку сварка — это прочные соединения, для большинства работ лучше сваривать в гору, потому что вы можете лучше контролировать сварочную ванну, глубже проникать в металл и иметь лучшую видимость. Сварка под уклон полезна при сварке тонких металлов, чтобы предотвратить их продувку или деформацию.
Легче сваривать вверх или вниз?
Спускаться вниз по склону гораздо проще, потому что требуется меньше навыков для контроля над лужей. Вам не нужны точные манипуляции с электродом или узоры плетения, как при сварке в гору. Когда вы свариваете в гору, вы используете сложные методы плетения, чтобы создать полку для поддержки лужи. Это требует большого мастерства, чтобы сделать это идеально.
Когда вы свариваете под уклон, вы не строите полку, гравитация тянет лужу, и вы позволяете этому происходить контролируемым образом. С другой стороны, сварка вверх по склону, возможно, является самым сложным положением для сварки толстолистового металла.
Тем не менее, сварка под наклоном намного сложнее, чем в горизонтальном положении. Если возможно, расположите свою работу в горизонтальном положении, чтобы гравитация помогала вам заполнить шов, а не создавала проблемы.
Статьи Weldpundit
- Можно ли сваривать намагниченный металл? И как его размагнитить.
- Как идентифицировать металлы для сварки: полное руководство для начинающих.
- Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
- Сварочная маска Запотевает? 10 способов предотвратить это.
Настройки, приемы и графики — WeldPundit
Когда вы попытаетесь выполнить сварку вертикально, вверх или вниз, вы увидите, что это намного сложнее, чем в горизонтальном положении. Металл сварного шва и шлак будут бесконтрольно капать вниз с повышенным количеством искр и брызг.
В этой статье вы познакомитесь с основами вертикальной сварки электродами (SMAW), которые помогут вам быстрее получить удовлетворительные результаты.
Для простоты в статье основное внимание будет уделено вертикальным угловым (3F) и разделочным (3G) сварным швам, а также наиболее популярным стержням для низкоуглеродистой стали.
При сварке вверх правильным термином является сварка вертикально вверх, но мы также называем это сваркой вверх. Когда вы свариваете вниз, это происходит вертикально вниз или вниз.
Содержание
- Можно ли приваривать вертикально?
- Приклеивать сварной шов вверх или вниз?
- Легче приклеивать шов вверх или вниз?
- Какую полярность использовать?
- Сила тока при вертикальной сварке палочкой на толщину металла в дюймах и мм
- Сила дуги (глубокая) для вертикальной сварки
- Длина дуги для вертикальной сварки
- Какой стержень лучше всего подходит для вертикальной сварки?
- Вертикальная сварка с 7018
- Вертикальная сварка с 6011 и 6010
- Вертикальная сварка с 6013
- Советы по вертикальной сварке стержнем
- Заключение
Можно ли выполнять сварку вертикальным стержнем?
Во-первых, давайте посмотрим, насколько электродуговая сварка способна выполнять вертикальную сварку.
Вы можете выполнять сварку вертикально, но это зависит от используемого сварочного электрода. Характер флюсового покрытия стержня указывает, насколько он подходит для сварки вверх или вниз или вообще не подходит. Если вторая с конца цифра в обозначении стержня 1 (Exx1x), можно сваривать вертикально. Если это 2 (Exx2x), вы не можете.
Все стержни Exx1x позволяют выполнять сварку вверх по склону, но не все из них могут обеспечивать удовлетворительные сварные швы вниз по склону:
- Стандартные стержни или стержни с низким содержанием водорода, такие как 7018, не могут выполнять сварку по склону .
- Рутиловые стержни, такие как 6013, можно сваривать вниз, если вы выберете диаметр 1/8″ (3,2 мм) или меньше.
- Только целлюлозные стержни 6010 и 6011 являются настоящими удилищами для даунхилла и обеспечивают отличные сварные швы без дефектов.
Кроме того, самый толстый стержень для вертикальной сварки составляет 5/32″ (4 мм) для основных стержней и 3/16″ (4,8 мм) для целлюлозных стержней. После этого лужа становится настолько большой, что ее невозможно контролировать.
Одним из хорошо известных стержней, которые нельзя сваривать вертикально, является рутил 7024, поскольку он содержит большое количество железного порошка в флюсовом покрытии (50%). Чрезмерное количество железа создает большую и очень жидкую лужу, которая не может оставаться на месте.
Также имеется обозначение сварки Exx4x. Стержни с таким флюсовым покрытием, такие как E7048, были разработаны для сварки труб под наклоном. Однако эти стержни отсутствуют на рынке.
Приклеивать шов вверх или вниз?
При сварке толстых металлов сварку следует проводить вверх, потому что можно проникают в основные металлы глубоко er и получают более прочные соединения. Кроме того, вы улучшили контроль над лужами и обзорность. С другой стороны, сварка под уклон подходит для сварки труб с открытым корнем и тонких металлов.
- Сварка стержнем вверх по склону необходима, если толщина металла составляет 1/4 дюйма (6,4 мм) или больше.
- Если размер металла составляет от 1/4″ до 1/8″ (3,2 мм), вы можете сваривать его вверх, если это угловой шов, или вниз, если он имеет открытую корневую канавку.
- Если толщина 1/8 или тоньше, сваривайте по наклону, чтобы предотвратить деформацию или даже продувку металла.
Сварка стержнем вверх по склону
При сварке стержнем всегда тяните за стержень, чтобы удерживать шлаковый материал. Единственным исключением из этого правила является сварка в гору. Теперь сила тяжести удерживает шлак внизу, и вы можете толкнуть стержень .
Таким образом, дуга направлена на металлы и проплавляет их быстрее, обеспечивая более глубокое проплавление. По той же причине у вас лучше видна лужа.
Для сварки вверх по склону требуется меньшая сварочная ванна и меньшая скорость движения, чем в горизонтальном положении, чтобы облегчить контроль. Вы создаете небольшую лужу, выбирая более тонкий стержень, устанавливая меньшую силу тока и сохраняя малую длину дуги.
Как правило, правильная скорость движения для сварки вверх и вниз всегда направляет дугу на первую 1/3 сварочной ванны.
Низкая скорость в сочетании с сильной дугой электродуговой сварки может сжечь такие покрытия, как оцинковка, прокатная окалина, ржавчина или их остатки. Преимущество низкой скорости и сильной дуги в том, что вы не можете сваривать тонкие металлы вверх по склону.
Угол подъема всех удилищ на 5-10° ниже горизонтали.
Типы бортов для подъема в гору
Сварка в гору позволяет различными способами манипулировать сварочной ванной и создавать различные валики для заполнения шва.
Стрингеры (прямые борта) часто используются для первого прохода. Стрингеры могут сплавлять металлы с низким подводом тепла, создавая более прочные соединения.
Однако вертикальные стрингеры имеют неровные и выпуклые поверхности, и для заполнения толстого шва требуется много проходов. Это может привести к отсутствию проблем слияния между каждым проходом.
После первого прохода можно использовать сплетите бусин, чтобы создать полку, которая поддерживает лужу, когда вы будете приваривать ее вверх. Они практичны и довольно популярны для сварки в гору.
Широкие валики плетения работают медленно, но в месте соединения образуется много металла сварного шва. В результате вы делаете всего несколько проходов даже для толстых металлов. Они также создают симметричную бусину с плоской поверхностью.
Плетёные бусины подходят для металлов толщиной 1/4 дюйма и более. Если вы хотите сваривать более тонкие металлы в гору, используйте стрингеры для предотвращения перегрева.
Наиболее популярным является плетение «Z», узкая вариация плетения «W» (зигзаг):
- Вы создаете лужу над краем (носком) предыдущей бусины.
- Переместите удочку на другой палец по прямой линии и задержитесь на одну секунду.
- Затем переместите удочку к стартовой стороне по диагонали под острым углом и снова сделайте паузу.
- Повторяйте шаги 2 и 3, пока не закончите. Вы быстро двигаетесь между пальцами ног, чтобы избежать выпуклой бусины. Металл будет течь сам по себе, чтобы покрыть центр.
Когда стержень направлен в одну сторону, другая застывает и создает полку, которая будет поддерживать следующую лужу по мере продвижения вверх.
Короткая пауза с каждой стороны расплавляет основной металл, чтобы избежать непровара, и заполняет его достаточным количеством металла шва, чтобы избежать подреза. Подрез – это когда стороны оплавляются, но не заполняются металлом сварного шва. Пауза также сжигает остатки шлакового материала.
Максимальная ширина плетения «Z» в шесть раз превышает диаметр стержня, чтобы предотвратить разницу температур между двумя сторонами.
Дуговая сварка вверх по склону
Поскольку сварка вверх по склону очень медленная, верхняя часть металла может раскаляться во время сварки. Это может привести к дефекту, называемому дуновением дуги, когда магнитные силы отклоняют дугу от желаемого пути.
Одним из способов предотвращения этих дефектов является использование выпускного язычка , небольшого куска металла (например, 2 x 2 x толщина металла) той же формы, что и заготовка, с прихваткой в конечной точке сустава.
Когда вы дойдете до конца соединения, вы продолжите работу на вкладке отвода. Выступ будет поглощать избыточное тепло, конечный кратер и дефект дугового разряда. После того, как вы закончите, вы отрезали вкладку.
Сварка стержнем на спуске
При сварке на спуске нет полки для контроля лужи, и она проходит вниз. Чтобы контролировать это, вы свариваете прямые валики на высокой скорости, чтобы вы могли удерживать расплавленный металл и шлак за дугой.
При высокой скорости перемещения металл меньше нагревается, что обеспечивает неглубокое проникновение. Это идеально подходит для предотвращения коробления и продувки тонких металлов. Еще одним преимуществом спуска является то, что он создает более красивые бусины.
Опасность сварки под наклоном заключается в том, что если сварочная ванна выходит за пределы дуги, она действует как барьер, и основной металл не расплавляется. В результате присадочный металл не будет смешиваться и сплавляться с основным металлом. Мы называем это отсутствием сплавления , и в тяжелых случаях это может повлиять на весь буртик. Это опасный дефект, потому что соединение может выйти из строя при минимальной нагрузке.
Вы также можете получить недостаток слияния, если ваша скорость передвижения слишком высока. Теперь дуга не может дать достаточно тепла, чтобы расплавить металл.
Кроме того, если расплавленный шлак движется впереди валика, дуга протолкнет его внутрь. Затем он будет затвердевать в валике, создавая шлаковые включения. Включения шлака ослабляют борт и действуют как очаги коррозии. Они также делают бусину ужасной.
И, наконец, открытые корневые соединения для даунхилла требуют симметричной посадки и правильного размера зазора для удилища, которое вы хотите использовать. Это потому, что вы не можете манипулировать лужей, чтобы исправить плохую посадку.
Сварка стержнем вниз по склону для тяжелых условий эксплуатации предназначена для открытых корневых соединений тяжелых труб с стержнями 6010 и других Exx10.
Легче клеить шов вверх или вниз?
Сварка стержнем — сложный процесс, и, если возможно, лучше выбрать самое простое вертикальное направление.
Легче приваривать вниз по склону, чем вверх по склону, потому что для управления сварочной ванной требуется меньше навыков. Даунхилл не требует сложных приемов, чтобы удержать лужу в нужном месте.
Проблема при сварке палочкой вниз по склону заключается в том, что шлак может выйти за пределы ванны и затвердеть в валике.
Какую полярность использовать?
Большинство стержней для электродуговой сварки могут гореть с различной полярностью:
- Для подъема в гору вы устанавливаете электрод постоянного тока с положительной полярностью (DCEP или DC+), поскольку он обеспечивает самое глубокое проникновение.
- Если вы хотите сваривать под уклон тонкий листовой металл, например, 14 ga (2 мм) или тоньше, вы можете установить электрод постоянного тока с отрицательной полярностью (DCEN или DC-). DC- отдает меньше тепла в соединение, предотвращая прогорание и коробление. DC- также подходит для швов с открытым корнем под уклон.
- Если вы испытываете дефект дугового разряда, использование переменного тока (переменного тока) является еще одним способом уменьшить негативные последствия. Тем не менее, используйте переменный ток только в случае необходимости, поскольку он создает менее стабильную дугу, которая не подходит для вертикальной сварки.
Вот таблица с полярностью палки.
| Стержень | Флюс | Текущий Тип |
|---|---|---|
| E6010 | Целлюлоза-натрий | |
| E6011 | Cellulose-Potassium | AC & DC+ |
| E6012 | Rutile-Sodium | AC & DC- |
| E6013 | Rutile-Potassium | AC & DC± |
| E7014 | Rutile-Iron powder | AC & DC± |
| E7016 | Low Hydrogen-Potassium | AC & DC+ |
| E7018 | Low Hydrogen-Iron powder | AC & DC+ |
| E7024 | Rutile-High iron powder | AC & DC± |
| E7028 | Low Hydrogen-High iron powder | AC & DC+ |
Сила тока при вертикальной сварке электродов в зависимости от толщины металла в дюймах и мм
Все производители стержней рекомендуют диапазон силы тока для каждого производимого стержня. Этот диапазон может значительно различаться у разных производителей.
Кроме того, каждый сварочный аппарат прожигает один и тот же стержень по-разному, даже если они показывают одинаковую силу тока. Поэтому, потренировавшись со следующими настройками, лучше всего составить собственную таблицу для вашего оборудования и предпочитаемых методов сварки.
Конструкция соединения для вертикальной сварки аналогична плоскому положению, но старайтесь делать соединения с идеальной посадкой, чтобы облегчить сварку. Если толщина металла составляет 3/16 дюйма (4,8 дюйма) или больше, всегда делайте одинарные V-образные канавки. Одно отличие, которое следует отметить, заключается в том, что для швов с открытым корнем на спуске требуется на 50% более широкий корневой зазор и более тонкая поверхность корня.
Следующие рекомендуемые настройки предназначены для угловых сварных швов тавровых соединений с полярностью DC+, но:
- Для стыковых соединений с открытым корнем уменьшите силу тока не менее чем на 10%.
- При сварке на переменном токе увеличьте силу тока на 10 %.
- Если на заготовке есть покрытие, например прокатная окалина, увеличьте силу тока на 5%.
В зависимости от того, что вы видите и слышите, вы можете установить большую или меньшую силу тока с шагом 5А. Сила тока должна быть достаточно высокой, чтобы предотвратить залипание стержня при сохранении узкая дуга.
В следующей таблице показаны рекомендуемые значения силы тока на подъеме для каждого сварочного стержня на толщину металла в калибрах, дюймах и миллиметрах.
Как правило, вы выбираете более тонкий стержень, чем плоская позиция. Затем вы устанавливаете силу тока на 10-15% ниже . Вы делаете это, чтобы создать меньшую лужу и предотвратить перегрев основного металла и стержня.
Если вы хотите использовать 7014 вместо 6013, им потребуется на 10-15% больше сила тока.
| Rod | Metal thickness | Rod size | Vertical-up amps | ||||
|---|---|---|---|---|---|---|---|
| E6011 | 11 ga / .125″ (3.2 mm) | 3/32″ (2.4 ММ) | 55 | ||||
| E6011 | 7 GA/.188 ″ (4,8 мм) | 3/32 ″ | 65 | ||||
| 65 | 65 | 11110705 ″65 | 1110705 ″65 | ||||
| . ″ (3,2 мм) | 80 | ||||||
| E6011 | . 312 ″ (8,0 мм) | 1/8 ″ | 90 | ||||
| E6011 | . 375 ″ (9,5 мм) | 5/375 ″ (9,5 мм) | 5/375 ″ (9,5 мм) | 5/375. E6013 | 11 GA / .125 ″ (3,2 мм) | 3/32 ″ (2,4 мм) | 55 |
| E6013 | 70705 | E6013 | 7 GA. .18888888888888888 гг. | 65 | |||
| E6013 | 0,250″ (6,4 мм) | 3/32″ | 70 | ||||
| E7018 | .188 (4.8 mm) | 3/32″ (2.4 mm) | 70 | ||||
| E7018 | . 250″ (6.4 mm) | 3/32″ | 85 | ||||
| E7018 | .312″ (8.0 mm) | 1/8″ (3.2 mm) | 95 | ||||
| E7018 | .375″ (9.5 mm) | 1/8″ | 100 | ||||
| E7018 | 0,500 (12,7 мм) | 1/8″ | 110 |
В следующей таблице показаны рекомендуемые значения силы тока для скоростного спуска . Как правило, вы выбираете такой же или даже больший диаметр стержня, чем плоская позиция. Затем вы устанавливаете 10-15% выше силы тока и едете быстро.
| Стержень | Толщина металла | Размер стержня | Вертикально вниз ампер | |
|---|---|---|---|---|
| E6011 | 14 GA / 0,080 ″ (2,0 мм) | 3/32 ″ (2,4 мм) | 55 | 5591111111111111111111111111111111111111111111111111111111111111111111111119н) | 3/32 ″ | 65 |
| E6011 | 11 GA /0,125 ″ (3,2 мм) | 1/8 ″ (3,2 мм) | 1/8 ″ (3,2 мм) | 1/8 ″ (3,2 мм) | 1/8 ″ (3,2 млн. ) .188″ (4,8 мм) | 1/8″ | 115 |
| E6011 | .250 ″ (6,4 мм) | 5/32 ″ (4 мм) | 130 | |
| E6013 | 14 GA/.080 ″ (2,0 мм) | 14 GA/.080 ″ (2,0 мм) | 14 GA/. | 65 |
| E6013 | 13 ga / .093″ (2.4 mm) | 3/32″ | 75 | |
| E6013 | 11 ga / .125″ (3.2 mm) | 1/ 8″ (3,2 мм) | 115 | |
| E6013 | 7 ga / 0,188″ (4,8 мм) | 1/8″ | 125 |
Вы также можете прочитать эту статью Weldpundit о выборе типа и размера электродов для сварки электродами.
Сила дуги (копание) для вертикальной сварки
Многие современные аппараты для дуговой сварки позволяют устанавливать силу дуги или функцию копания. Эта функция определяет длину дуги, и если вы вдавите стержень в ванну, она на короткое время увеличит силу тока. Таким образом, вы избежите застревания удилища.
Для вертикальной сварки лучше всего установить силу дуги на 60 % для целлюлозных стержней и на 30 % для основных и рутиловых стержней.
Если ваш сварочный аппарат имеет форсаж дуги, он также имеет функцию горячего старта. Это увеличивает силу тока, когда вы зажигаете дугу. Также полезно избегать застревания удилища.
У Weldpundit есть подробная статья о горячем пуске, форсировании дуги и антипригарном покрытии.
AdvertisementsДлина дуги для вертикальной сварки
Одной из самых распространенных и серьезных ошибок при вертикальной сварке электродом является несоблюдение короткой и постоянной длины дуги. Длина дуги должна быть не более диаметра одного стержня. Это диаметр проволоки без флюсового покрытия.
Многие начинающие сварщики склонны использовать дугу большей длины, чтобы избежать прилипания электрода, но это неправильно. Это низкие настройки силы тока, которые прилипают к стержню.
В горизонтальном положении побочные эффекты не слишком очевидны, но в вертикальном это основная причина неприемлемости сварных швов.
Сварка стержнем сложна, потому что стержень становится короче по мере плавления, и вам нужно нажимать на него, чтобы длина дуги оставалась постоянной. Это сделает дугу стабильной, а сварочную ванну – небольшой и простой в управлении.
Теперь давайте посмотрим, как работают самые известные стержни для вертикальной сварки, а также основные инструкции по каждому из них.
Какой стержень лучше всего подходит для вертикальной сварки?
Для сварки в вертикальном положении лучше всего подходит стержень E7018, поскольку он наплавляет самый прочный и пластичный металл шва. E7018 также может заполнить соединение быстрее, чем другие стержни. Для сварки вертикально вниз лучше всего подходит пруток E6010 (и E6011), потому что он наплавляет быстрозамерзающий металл сварного шва.
Выбор правильного сварочного электрода имеет важное значение для получения удовлетворительных результатов в вертикальном положении. Однако каждый стержень предназначен для определенных работ и требует определенных углов, узоров переплетения и так далее.
Вертикальная сварка с помощью 7018
При сварке в гору вы свариваете толстые металлы с глубокими и широкими швами, и лучше всего использовать стержни 7018. Они имеют флюсовое покрытие, которое осаждает металл сварного шва, который почти во всех отношениях прочнее, чем другие стержни.
Это очень важно, если проект имеет сложные условия эксплуатации, например, воздействие сильного холода. Застывшие валики сварного шва имеют тенденцию становиться хрупкими и могут треснуть при ударах. Стержни 7018 производят наплавленный металл, который остается пластичным (эластичным) в холодных условиях.
Еще одним преимуществом сварки на подъеме является то, что стержни 7018 содержат железный порошок (25%). Это увеличивает скорость осаждения и быстрее заполняет швы.
Однако стержни 7018 не подходят для сварки под наклоном. Их флюсовое покрытие образует большое количество шлакового материала, который катится перед лужей. Кроме того, их низкое покрытие газом не позволяет двигаться с высокой скоростью без пористости.
Для стержней 7018 требуется как можно более короткая и стабильная длина дуги, чтобы предотвратить проблемы с пористостью и попадание водорода в соединение, вызывающее проблемы с растрескиванием. Но это не проблема при работе с низкоуглеродистой сталью менее 3/4″ (19мм).
Кроме того, стержни 7018 имеют низкую устойчивость к прокатной окалине, ржавчине и т. д., и для их сварки требуется чистый металл.
При сварке вверх по склону с помощью 7018 некоторое количество шлака будет стекать вниз по сварному шву, что является нормальным явлением. Если вы сохраните короткую длину дуги, медленную и постоянную скорость и т. д., металл сварного шва останется на месте, и валик будет выглядеть великолепно.
Теперь давайте рассмотрим основы сварки в гору с помощью прутка 7018.
Угловые сварные швы вверх по склону
Для однопроходной сварки 9Угловой шов 0006 с 7018, сварка валика стрингера с небольшим движением из стороны в сторону или без него. Стрингеры дадут вам хорошее проникновение в корень.
Вы также можете использовать перевернутую V-образную форму , которая удерживает дугу перед лужей для глубокого проникновения. Движение из стороны в сторону узкое, диаметр одного стержня. Вы делаете короткую паузу (менее секунды) по бокам и в центре. «V» наплавляет больше металла и оставляет более плоский валик. Перевернутая буква «V» для сварки вертикальным швом вверх
Для более толстого многопроходного углового шва :
- Сварите корневой шов с перевернутой буквой «V».
- Между каждым проходом очищайте шлак с помощью отбойного молотка и проволочной щетки или проволочного круга с узлами.
- Для следующих проходов Z-образное плетение отлично подходит для создания выступа и быстрого заполнения шва. Всегда с короткой секундной паузой по краям.
Швы с открытым корнем в гору
Стержни 7018 редко используются для сварки в гору с открытым корнем, потому что они не проникают так глубоко, а их ванна не замерзает достаточно быстро. Тем не менее, для простых работ вы можете приварить открытые корни со стрингерным валиком после некоторых модификаций:
- Нестандартным методом является использование полярности постоянного тока. Хотя 7018 не предназначены для этой полярности, они будут хорошо гореть для швов с открытым корнем. Лужа будет менее текучей, а окончательный шов будет более однородным.
- Оставьте более широкий корневой зазор, чем обычно, потому что 7018 имеют более толстое флюсовое покрытие, чем другие стержни, что предотвращает доступ корня. При более широком зазоре дуга проходит достаточно близко, чтобы проникнуть в корень, чтобы избежать проблем со сплавлением.
- Убедитесь, что канавка симметрична, потому что стержни 7018 не могут прожечь неровности, как целлюлозные стержни.
- Наконец, вы можете использовать еще более низкую силу тока, близкую к пределу стержня, чтобы сделать лужу менее жидкой.
Процесс очень медленный, и скорость должна быть абсолютно стабильной.
Для более толстых многопроходных швов после прохождения корневого шва удалите шлак и продолжите Z-образное переплетение, чтобы заполнить шов.
Аналогом 7018 является стержень 7016. Отличие состоит в том, что он не содержит железного порошка во флюсовом покрытии. Это заставляет ванну замерзать быстрее, что делает ее лучше для вертикальных швов с открытым корнем. Но его трудно найти и он дороже.
Для первого прохода многопроходных сварных швов, особенно для открытых корней, рекомендуется использовать целлюлозный стержень, чтобы добиться наилучшего контроля над сварочной ванной и проплавления корня. После этого можно заполнить стык стержнями 7018.
Вертикальная сварка с 6011 и 6010
Стержни 6011 и 6010 отлично подходят для сварки вверх по склону и единственные стержни, которые могут дать отличные результаты при спуске.
Однако у удилищ 6010 есть проблема совместимости. Большинство небольших сварочных аппаратов не могут их сжечь.
Стержни 6011 могут работать с любым сварочным аппаратом, который также сжигает 7018. Вы также можете использовать 6011 с машинами переменного тока.
Модели 6011 и 6010 дают одинаковые результаты сварки при обычной сварке. Однако для тяжелых работ, таких как открытые корни труб под давлением, требуются стержни 6010.
Uphill с 6011
Эти удилища имеют флюсовое покрытие, содержащее целлюлозный материал (волокна). Целлюлоза создает сильную дугу, много защитных газов и мало шлака.
Сильная дуга может прожечь ржавчину, прокатную окалину или даже оцинкованную сталь. Это важно, если вы не можете почистить сустав.
Сильное газовое покрытие целлюлозных стержней позволяет широко манипулировать стержнем или даже взмахивать стержнем без потери экранирующей защиты. Это позволяет вам контролировать, сколько тепла уходит в ванну:
- Для более толстых металлов вы взбиваете на короткое расстояние (или вообще не взбиваете), чтобы проникнуть глубже.
- Для более тонких металлов взбивайте сильнее, чтобы избежать прожога или деформации.
Тонкий шлаковый материал способствует быстрому замерзанию лужи, предотвращая ее стекание с полки при сварке в гору.
6011 стержни не содержат железного порошка и медленно заполняют большие швы. Но поскольку они могут быстро замерзнуть, вы можете использовать более толстый стержень, чтобы быстрее заполнить шов, если это позволяет толщина металла.
Давайте посмотрим, как сваривать в гору с помощью прутка 6011 (или 6010).
Угловой шов вверх по склону
Для однопроходного углового шва с 6011 вы можете сварить прямой валик с помощью взмах и пауза движение:
- После того, как вы запустите дугу и сформируете ванну, вы взмахните стержнем вверх на один диаметр стержня, чтобы охладить ванну.
- Быстро вернитесь на полпути назад, чтобы добавить присадочный металл в ванну, и повторите.
Вы также можете использовать плетение с перевернутой буквой «T» , которое наплавляет больше металла шва, не оставляя подрезов.
- После запуска дуги переместите стержень на левый диаметр одного стержня и сделайте короткую паузу. Затем переместите два диаметра стержня вправо и сделайте короткую паузу.
- Верните стержень в центр.
- Ненадолго поднимите его на диаметр одного стержня, чтобы охладить ванну.
- После этого опустите штангу наполовину назад и повторите цикл.
Для более толстого многопроходного сварного шва можно использовать несколько методов плетения:
- Сварите корневой шов с перевернутой буквой «Т».
- Между проходами очищайте шлак.
- Так как первый валик, вероятно, имеет выпуклую поверхность, для следующего прохода вы можете использовать коробчатое переплетение. Это похоже на переплетение «Z», но когда вы находитесь сбоку, вы поднимаете стержень вверх до диаметра одного стержня. Затем верните его на полпути, сделайте короткую паузу и отправляйтесь на другую сторону. Коробчатое переплетение делает вторую бисеринку более симметричной.
- Для дополнительных проходов Z-образных переплетений с односекундной паузой по краям достаточно для заполнения шва.
Это видео на YouTube старое, но в нем показаны все три техники. Техники T, Box и Z с 6010 в гору
Сварной шов с открытым корнем вверх по склону
Для однопроходного шва с открытым корнем с 6011 вы можете использовать стрингерный валик с хлыстом или без него, чтобы создать небольшую замочную скважину. Замочная скважина представляет собой контролируемое прожигание на передней кромке лужи и обеспечивает полное проникновение в корень.
Если соединение слишком тугое, не используйте взбивание, просто перетащите стержень на корень с нужной скоростью, чтобы контролировать замочную скважину. Но если есть более широкий зазор, движение хлыстом и паузой сохранит правильный размер замочной скважины.
Для более толстых многопроходных сварных швов , после корневого прохода, вы можете продолжить с коробчатым и Z-переплетением для заполнения шва.
Сварка на спуск с 6011
Сварка на спуск со стержнями 6011 проще. Вы не используете плетеные бусины, только стрингеры с манипуляцией с плотной лужей или без нее.
Сильная дуга 6011s отталкивает металл шва и шлак, предотвращая непровар и шлаковые включения.
Кроме того, сильное газовое покрытие предотвращает образование пор при сварке под уклон с высокой скоростью движения.
Угол спуска для целлюлозных стержней составляет 20° или более, в зависимости от применения.
Давайте посмотрим, как сварить под уклон с помощью прутка 6011.
Угловой шов с уклоном
Для однопроходного углового шва с 6011 пропустите стрингер без манипуляций с ванной. Скорость движения должна быть достаточно высокой, чтобы не допустить образования лужи.
Для более толстого многопроходного сварного шва пропустите стрингер без каких-либо манипуляций. Затем вы можете выбрать стержень большего размера и приварить стрингеры с плотным манипулированием из стороны в сторону, чтобы заполнить стык.
Швы с открытым корнем под уклоном
Для однопроходного шва с открытым корнем протащите стержень по корню с высокой скоростью, чтобы избежать прожигания корня. Вы не используете манипуляции с лужей (хлыст), за исключением случаев, когда вам нужно ненадолго охладить лужу, чтобы предотвратить ее выдувание.
Для более толстого многопроходного сварного шва после корневого прохода продолжайте с еще одним стрингером и тугой поперечной манипуляцией. Наконец, вы можете использовать более толстые стержни и более широкую манипуляцию, чтобы заполнить шов для следующих проходов.
Для многопроходных сварных швов с уклоном после корневого прохода можно переключиться на сварку с подъемом, чтобы заполнить шов за меньшее количество проходов и лучше контролировать сварочную ванну.
Вертикальная сварка с помощью 6013
Стержни 6013 — самые простые в использовании и доступные. Кроме того, даже самые доступные аппараты для сварки стержнем могут прожигать их на постоянном или переменном токе. Они могут сваривать вертикально, но с некоторыми ограничениями.
Uphill 6013
Флюсовое покрытие стержня 6013 создает шлаковый материал, который скрывает ванну. Это мешает вам идеально контролировать сварочную ванну при сварке в гору.
Кроме того, металл сварного шва не такой пластичный и не обладает высокой ударопрочностью в холодных условиях, как предыдущие стержни. Это не идеально для толстых металлов.
Наконец, стержни 6013 содержат небольшое количество железного порошка и не могут наплавлять много металла сварного шва. В результате требуется больше времени для заполнения крупных швов.
В качестве альтернативы можно использовать стержни 7014, которые являются как бы усиленной версией 6013-х. У них есть железный порошок (25%), чтобы заполнить шов быстрее, более прочная дуга и несколько лучшая видимость лужи. Но их не так просто найти.
Для сварки в гору следует использовать методы 7018, но шлак 6013 более жидкий, и удерживать сварочную ванну на месте немного сложнее.
Однако модели 6013 могут прощать такие ошибки, как несоблюдение абсолютно стабильной длины дуги или частые остановки и повторный запуск дуги.
Под уклон 6013
Для сварки под уклон можно использовать стержни 6013 с диаметром проволоки 1/8 дюйма или меньше. Но вероятность шлаковых включений довольно высока, потому что шлак очень жидкий и течет перед лужей.
При сварке под уклон с помощью 6013 используйте прямой валик с минимальным движением из стороны в сторону для регулирования скорости и выравнивания валика. Кроме того, полезно использовать большой угол перемещения, 30° или более, чтобы удерживать шлак.
Одним из преимуществ модели 6013 является то, что это лучшая проволока для сварки тонких металлов, особенно если вы свариваете их под наклоном с полярностью постоянного тока.
Наконец, давайте рассмотрим несколько советов по сварке.
Наконечники для вертикальной сварки стержнем
При сварке в гору требуется максимально прочное соединение. Для этого всегда лучше приваривать чистый металл . Стержни 7018 также нуждаются в чистом металле, чтобы получить наилучшие сварные швы. Сварка на спуске также требует чистого металла, потому что высокая скорость движения не может прожечь покрытия.
Перед началом расположите изделие по отношению к своему телу как можно удобнее. Ваша рука не должна быть выше груди, когда вы закончите сварку. Это даст вам улучшенную стабильность и видимость дуги.
Для вертикальной сварки необходимо быть максимально устойчивым для точного манипулирования сварочной ванной. Вы можете использовать свободную руку, чтобы схватиться за ближайшую поверхность. Или сделайте свою собственную опору, используя тиски или прихватите кусок металла поблизости. Кроме того, держите рабочий локоть близко к телу.
Для практики выберите стержень малого диаметра 3/32″ (2,4 мм) . Более толстые стержни создают большую лужу, которую труднее контролировать.
Чтобы защитить себя от брызг, наденьте длинные кожаные рукава или прочную сварочную куртку, а также закройте голову. Также уберите ценное оборудование или накройте его сварочными покрывалами. Наконец, убедитесь, что вокруг нет легковоспламеняющихся материалов, чтобы предотвратить пожар.
Еще один совет для облегчения вертикальной сварки: вставьте стержень в жало вверх . Таким образом, вы можете держать руку в более удобном положении.
AdvertisementsПеред запуском дуги выполните несколько пробных прогонов , чтобы проверить свою позицию.
Всегда зажигайте дугу на 1/2″ дальше, чем точка, с которой вы хотите начать сварку. Затем поднесите удочку к начальной точке или предыдущему кратеру. Таким образом, вы свариваете зону удара и избегаете асимметрии в месте соединения бусинок.
Следите за лужей. Провисшая лужа имеет заостренная задняя кромка . Чтобы исправить это, убедитесь, что вы держите узкую дугу и что скорость движения не слишком низкая. Вы также можете уменьшить силу тока.
Если вы видите подрезание , вы можете дольше останавливаться по краям, двигаться медленнее или уменьшить силу тока.
Если вы свариваете несколько валиков вверх по склону и металлы перегреваются , вы можете сделать короткую паузу, чтобы охладить их.
Заключение
Сварка стержнями в вертикальном положении сложна в освоении, особенно на подъеме.
Сварка в гору необходима для толстых металлов, потому что она проникает глубже, использует плетение для лучшего контроля сварочной ванны и предотвращает включения шлака.
Наилучший способ сварки толстого стыка вверх по склону – использовать стержни 6010 или 6011 для корневого прохода и стержни 7018 для следующих проходов.
Сварка палочкой вниз по склону отлично подходит для сварки труб с открытым корнем и металлов, слишком тонких для сварки вверх по склону. Лучшие удилища для даунхилла — 6010 и 6011 или 6013 для тонких однозаходных соединений.
| Vertical-up | Vertical-down | |
|---|---|---|
| Recommended welding rod | E7018 | E6011 |
| Rod size | One-size thinner than flat | Такой же или на один размер толще |
| Сила тока | -15% | +15% |
| Бусины | 5 | 0715 Stringers |
| Traveling angle | 5-10° | 20°+ |
| Traveling speed | Very slow | Fast |
| Metal deposition | High | Low |
| . 0717 шлаковые включения |
Статьи Weldpundit
- Как сварить оцинкованную сталь в 7 шагов.
- Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
- Как выбрать сварочный аппарат: лучшие характеристики начального уровня.
- Сварка электродов: легко или сложно научиться? И сколько времени это занимает.
- Вы тяните или толкаете сварочным аппаратом? Руководство для начинающих.
- Руководство по сварочным магнитам: использование, типы и что следует учитывать.
Как сваривать вертикально вверх
Существует несколько различных положений, в которых можно выполнять сварку.
в: плоские, горизонтальные, накладные и вертикальные. Большинство сварочных работ выполняется в квартире
позицию, потому что это проще всего, но иногда у вас не будет выбора. Если
металл, который вы свариваете, уже торчал в воздухе вертикально,
вот как вам придется сварить его.
Несколько применений, требующих вертикальной сварки вверх включают структурные сварные швы на зданиях и сварку труб. Много таких сварных швов будет делаться на толстом, тяжелом металле, который нельзя просто так положить и сдвинуть потом.
Благодаря гравитации это одна из самых сложных позиций, которые вы можете свариться, но это отличный навык. Хотя может быть сложно учиться, есть хитрость, позволяющая каждый раз совершенствовать вертикальный сварной шов вверх, будь то MIG, TIG или палка.
Сварка Up With MIG
В целом, вертикальная сварка MIG вверх выполняется почти так же, как стандартная сварка MIG, с просто небольшие изменения. Чтобы получить хороший проплавляющий вертикальный шов вверх, все, что вам нужно нужно сделать, это уменьшить настройки и сделать треугольники. Не уверен, что это означает? Давайте объясним.
Правильные настройки Когда вы свариваете вверх, вы боретесь с
сила тяжести. Это означает, что если ваша сварочная ванна слишком жидкая, вы не сможете
чтобы правильно его контролировать. Вы обнаружите, что большая часть этого в конечном итоге капает или падает
вне сустава.
Вот почему уменьшение настроек — это первый шаг к получить хороший вертикальный шов. Они не должны быть очень низкими; ты все еще хочешь чтобы получить достаточно тепла в металле, чтобы проникнуть в него. Какие бы настройки вы обычно использовать для сварки вниз рукой, мы рекомендуем уменьшить ваши вольты примерно на 3 или 4 и скорость вашей проводки примерно на 5 или 6.
Вот пример: скажем, вы свариваете 6-миллиметровую сталь с 0,8-миллиметровым провод. Для стандартного сварного шва, лежащего на столе, ваши настройки должны быть около 23 В (вольт) и 12 м/мин (скорость проволоки). Если вы хотите сварить вертикально вверх на того же металла, вы бы сбросили свои настройки, чтобы они больше походили на 19-20 В и 6-7м/мин.
После того, как вы настроили параметры так, чтобы ваш сварной шов не выпадение, второй шаг — ваша техника. Вот откуда треугольники дюймов
Изготовление треугольников Техника треугольника звучит именно так. Ты
хотите переместить свой факел таким образом, чтобы это выглядело так, как будто вы рисуете
треугольники. Используя технику треугольника, вы можете сохранять контроль над своим
сварочной ванны и получить надлежащее проникновение в соединение.
Перемещение фонарика в форме треугольника также поможет распространять тепло. Вместо того, чтобы быть сосредоточенным в одном месте, тепло постоянно перемещались по суставу, поддерживая общую температуру на низком уровне.
Итак, как именно вы это делаете? Что касается вертикали вверх, вы не хотите начинать в середине сустава. Вы хотите начать свой дуга наклонена в одну сторону. Независимо от того, выполняете ли вы сварку встык или угловой шов, у вас будет левая часть и правая часть металла.
Неважно, с какой из них вы начнете. Скажем, вы
начните сварку слева. Первый шаг — переместить фонарик слева направо.
право, идя прямо над суставом. Вы хотите построить базу для начала
прежде чем перейти к остальной части движения треугольника.
После того, как у вас есть основа, следующим шагом будет приваривание по диагонали к стыку. Ваш резак должен двигаться с правой стороны вверх в центр сустава. Затем сварите по диагонали вниз чуть выше места начала сварки. Все движение выглядит как треугольник. Это первый треугольник. Теперь можно просто повторить шаги: прямо, по диагонали вверх, по диагонали вниз.
Держите горелку в стыке как можно плотнее, и вы иметь возможность контролировать сварочную ванну, направляя ее туда, куда нужно быть.
Чтобы получить наилучший результат, ненадолго останавливайтесь по бокам и пробивка посередине поможет с проплавлением и сварным швом. сустав более плоский.
Перевернутая V-образная техникаТехника треугольника не единственная, которую можно использовать сваривать вертикально вверх. Также есть перевернутая буква V. Она выглядит и работает именно так. как следует из названия, и принцип тот же, что и треугольники.
Три точки V заставят вас мочиться в обе
стороны и пробивая в середину.
По большей части все вертикальные техники направлены на то же самое: держите сварочную ванну в стыке и пробивайте углы и корень.
После завершения запуска root вам не нужно будет использовать техника треугольника (или любая другая) на втором или третьем (или больше) подходе. Ваш второй и третий проходы должны быть сделаны для усиления или закрытия сварного шва, поэтому все что манипуляции с горелкой не нужны.
Достаточно небольшого переплетения с паузами по краям, чтобы все смешалось вместе. Если вы не остановитесь на краях, вы рискуете получить подрез сварного шва. Подрез – дефект сварного шва, который необходимо исправить. Держите края связанными, и вы получите профессионально выглядящий вертикальный шов.
Сварка Up With STICK
Так же, как и при сварке MIG, когда речь идет о вертикальной сварке стержнями,
гравитация является самой большой проблемой. Однако, помимо изменения настроек,
это также о выборе правильного электрода для работы. Есть целый ряд
Типы электродов, каждый со своими свойствами, которые могут повлиять на то, насколько хорошо он будет работать. работа в вертикальном положении.
На конце каждого электрода имеется клеймо о классификации. Стали электроды имеют букву «E», за которой следует 4-значный код (например, E6013), отштампованный на их конец. E просто означает электрод. Первые два числа (60) представляют прочность на растяжение, третья (1) указывает позиции, в которых она может находиться. используется в, а четвертая (3) относится к типу покрытия на нем.
При выборе электрода вам понадобится электрод с прочность такая же или больше, чем у вашего основного металла. Его третья цифра должна читаться как 1, что указывает на то, что его можно использовать во всех положениях, в том числе вертикально вверх. Вам также понадобится покрытие, которое не будет слишком агрессивным или копающим, так как оно будет гораздо сложнее контролировать при движении в гору.
Чтобы узнать больше об электродах и о том, какой из них следует использовать, ознакомьтесь с нашим Ultimate Stick Welding Guide .
Если у вас есть правильный электрод, следующее, что нужно сделать, это считать это техника. В отличие от любого другого вида сварки стержнем, вертикально вверх это единственный раз, когда вы захотите протолкнуть сварной шов. Это не должно быть резкое нажатие угол, но если вы попытаетесь потянуть сварной шов вверх, он просто выпадет.
Причина, по которой вы хотите толкать, а не тянуть, заключается в том, что это обеспечивает проникновение. Тянуть расплавленный металл в гору не получится сустав, не говоря уже о проникновении. Нажимая, вы можете быть уверены, что получаете достаточное проникновение в сварной шов.
При проталкивании сварного шва угол перемещения должен быть 10°-15°. Это также относится к вертикальной сварке вверх. Ваш электрод должен быть направленным в центр соединения (например, перпендикулярно/90° на стыковом сварном шве) а потом немного снизился.
Наконец, держите дугу как можно плотнее. без прилипания электрода. Сохранение узкой дуги поможет вам контролировать
лужа, и это будет поддерживать более низкое напряжение. Чем длиннее дуга, тем выше
вольт и тем горячее сварка.
вам также нужно будет манипулировать сварным швом, когда вы идете вертикально вверх по соединению. В общем говоря, сварка стержнем используется на более толстых материалах. ты не будешь сварка автомобильных панелей с ним. Имея это в виду, большинство сварных швов, которые должны быть выполнены вертикально вверх будет относительно толстым (около 6 мм+).
При сварке толстого металла почти всегда
в какой-то угол. Даже если вы выполняете стыковую сварку, если вы работаете
с таким толстым металлом он будет скошен. Если бы это было не так, вы бы никогда не проникли
на всем протяжении. Таким образом, вам, вероятно, потребуется несколько проходов на 6 мм или толще.
тарелки. Вот чем вертикальная палка вверх отличается от стандартной сварки палочкой.
Как и в случае с MIG, ваш первый запуск должен быть выполнен с техника треугольника. Остановка с обеих сторон сварного шва и пробивка центр поможет преодолеть разрыв и обеспечить проникновение.
После того, как ваш корневой прогон завершен, если вам нужен второй прогон, вы можете просто плести. Когда дело доходит до плетения, вы хотите убедиться, что вы двигаетесь зигзагами из стороны в сторону, проводя больше времени по бокам, чем посередине; середина сама о себе позаботится.
Нет необходимости в стольких манипуляциях, но вы хотите, чтобы сварной шов заполнил зазор и впитался в стороны. Если все сделано правильно, рябь на сварном шве должна быть близко друг к другу, что иногда называют эффектом веревки.
Не торопитесь Сварка электродом вертикально вверх — более медленный процесс, чем обычно. Если
если вы попытаетесь пройти через это, вы, скорее всего, потеряете весь сварной шов. Это будет
выпадать и капать вниз, и вам нужно будет начать снова.
И еще тот факт, что это сварка электродом. Вам понадобиться откалывать шлак после каждого прохода, особенно если нужно сделать несколько. Если если нет, то получатся шлаковые включения, являющиеся дефектом сварки.
Убедитесь, что вы потратили некоторое время на правильную настройку. Если у вас узкая дуга и вы двигаетесь медленно, но ваша лужа все еще слишком жидкая, понизьте свои настройки. Есть большая вероятность, что ваша сила тока слишком высока, и его уменьшение сделает ваш сварной шов намного легче контролировать.
Как правило, стержневые электроды поставляются с рекомендуемой диапазон силы тока. В большинстве случаев использование нижнего предела этого диапазона будет обеспечить достаточное количество тепла для проникновения, не сводя с ума сварочную ванну.
Однако так может работать не всегда. Если ты
сваривая металл, который находится на более толстой стороне, вы, возможно, не сможете оставаться в
нижний диапазон. Например, сварка низкоуглеродистой стали толщиной 8 мм электродом диаметром 2,6 мм. 8 мм
примерно такой же толщины, как этот электрод будет сваривать, поэтому снижение силы тока может означать
оно даже не плавится.
Примечание. Если вы свариваете какие-либо конструкции, используйте рекомендуемый размер электрода. В случае 8-мм стали это означало бы использование Электрод диаметром 3,2 мм.
Если вы не уверены, какие настройки будут оптимальными, мы рекомендуем начать с того, что ваши усилители будут снижены примерно на 10. Возьмите запасной металл. это та же толщина и практика на этом. Если вы обнаружите, что сварной шов слишком жидкости или она едва тает, отрегулируйте усилители на 5, пока не найдете сладкое место.
Сварка Вверх с TIG
Сварка ВИГ вертикально вверх фактически выполняется так же, как вся сварка TIG сделана. Так что никаких лишних приемов или чего-то особенного это нужно сделать.
В большинстве случаев сварка TIG выполняется на тонком металле; он предназначен для более низких
амперажная сварка. Если усилители уже относительно низки на более тонком металле,
нет необходимости в дополнительных манипуляциях для облегчения проникновения. Вместо этого вы можете
просто нанесите присадочный металл, как обычно.
Вам нужно сделать всего две вещи. Во-первых: убедитесь, что вы можете видеть свою дугу. Если вы не видите, что делаете, это не пойдет хорошо. Второй момент: убедитесь, что вы можете вставить наполнитель.
Вертикальная сварка вверх может быть не самым распространенным видом сварки и, безусловно, самым сложным, но это не значит, что вы не должны попробовать. Это по-прежнему ценный навык, который идеально подходит, если вы хотите поднять свою карьеру сварщика на новый уровень, и, как и во всем, все, что вам нужно, это практика.
← Просмотреть все статьи
Вертикальная сварка стержнем
В этом уроке мы рассмотрим методы вертикальной сварки стержнем.
Вертикальная сварка — это просто сварка соединения под вертикальным углом. Этот угол будет 45 или ниже.
Если вы собираетесь сваривать каркас здания или что-то еще, вы обнаружите, что это очень распространенное положение для сварки.
Плоская и горизонтальная сварка палкой намного проще, чем сварка вертикальной палкой, потому что закон сэра Исаака Ньютона гравитация действует здесь в полную силу.
Расплавленная лужа хочет уйти вниз. Таким образом, вы должны использовать правильный стержень для дуговой сварки. И тип сварочного электрода, который вы хотите использовать, будет сварочным электродом fastfreeze или fillfreeze.
При сварке в вертикальном положении вы будете двигаться вверх или вниз. Технические термины сварки для этого: Вертикально вверх и Вертикально вниз.
Вы можете использовать технику сварки «Вертикально вниз» на более легком металле. Причина этого в том, что более легкий материал не требует глубокого проникновения, и поэтому у вас меньше шансов прожечь его.
Если вы можете сваривать материал, используя технику «Вертикально вниз», вы обнаружите, что это намного быстрее, чем «Вертикально вверх».
Вертикально вверх и Вертикально вниз Параметры тока и методы сварки:
Значения тока для сварки электродом должны быть ниже, чем при сварке в горизонтальном положении с использованием сварочного электрода того же типа.
Кроме того, при вертикальной сварке вверх параметры будут несколько выше, чем при сварке вниз того же вертикального материала.
Если вы действительно хотите получить хороший сварной шов, очень важно иметь хороший угол между стержнем и основным материалом.
Здесь Техника сварки для вертикальной сварки электродом:
Сварка вверх: Держите сварочный стержень на девяносто градусов (см. иллюстрацию A ниже).
Weave Welding: используйте колебательные движения вперед и назад, как показано ниже:
Вертикально вниз: наклоните стержень на пятнадцать градусов, но сохраняйте дугу вверх направление расплавленного металла:
Если вам нужно создайте плетение сварного шва при вертикальной сварке вниз, вам нужно будет использовать Z-образное плетение вперед и назад движения:
Типы соединений:
Наиболее распространенными типами соединений, которые вы будете сваривать в вертикальном положении с помощью сварочного аппарата, являются тройник, соединение внахлест и встык.
Если вы собираетесь выполнять вертикальный угловой сварной шов в тройнике или внахлестку
, ваш сварочный стержень должен находиться примерно под углом девяносто градусов к материалу. Если он отклонится более чем на пятнадцать градусов, у вас будет не очень хорошая ручка с расплавленным металлом, и, следовательно, у вас не будет очень хорошего сварного шва.
Кроме того, ваша дуга должна быть правильной, чтобы получить качественное проникновение.
Если вы хорошо контролируете свой расплавленный металл и ваша дуга достаточно короткая, чтобы обеспечить хороший провар, вы получите желаемое плавление. А это значит, что у вас действительно хороший шов.
Техника сварки вертикальных тройниковых соединений:
Вертикальная сварка стержнем тройникового соединения требует сварки снизу вверх:
- Хорошим методом является направление сварочного стержня в колебательном движении в форме треугольника. См. иллюстрацию A для этого. Однако, если вы сделаете короткую паузу после каждых нескольких треугольников, вы улучшите проникновение и слияние.
- Если вы обнаружите, что присадочный материал сварочного стержня перегрелся, извлеките стержень из сварочного кратера, но не прерывайте дугу. См. иллюстрацию B для этой техники. Причина, по которой этот метод работает, заключается в том, что он позволяет расплавленному присадочному металлу затвердевать, но не стекать вниз. Затем поднесите сварочный стержень обратно к кратеру сварки, чтобы вы могли сохранить размер сварного шва там, где вы хотите.
- Если для сварки таврового шва
требуется более одного прохода, вы можете использовать любое из движений, показанных на рисунке 9.0717 на рис. 7-37, виды С и D. Небольшая пауза в конце
переплетения обеспечит сплавление без подреза
краев пластин.
Техника вертикальной сварки внахлестку:
Техника треугольного плетения снова используется для вертикальной сварки внахлестку. См. иллюстрацию E ниже, чтобы увидеть, как это сделать. Это те же методы, что и в примере с тройником выше. Но единственная разница в том, что вы будете наклонять свой стержень в направлении металла, который является G (на иллюстрации E):
- Опять же, ненадолго отложите сварку и следите за тем, чтобы присадочный материал не попал на края плетения, которые вы сделали.
- Если вы выполняете вертикальную сварку стержнем более толстого материала, вам, вероятно, потребуется выполнить два или более прохода (более одного сварного шва). В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварные швы так, как это показано на рисунке F ниже.
- Используйте те же приемы, которые я описал в разделе о тройниках, чтобы предотвратить возможные проблемы.
Техника вертикальной стыковой сварки:
Нет никакой разницы в способах подготовки стыкового соединения в вертикальном или плоском положении, поэтому подготовьте кромки и материал одинаково.
Как и во всех сварочных процедурах, вашей целью является получение качественного сварного шва.