Вертикальный шов дуговой сваркой: обзор техник и методов
Вопросы, рассмотренные в материале:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс. В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.

- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.

Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области. Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом.
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод.
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры. В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°.
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу.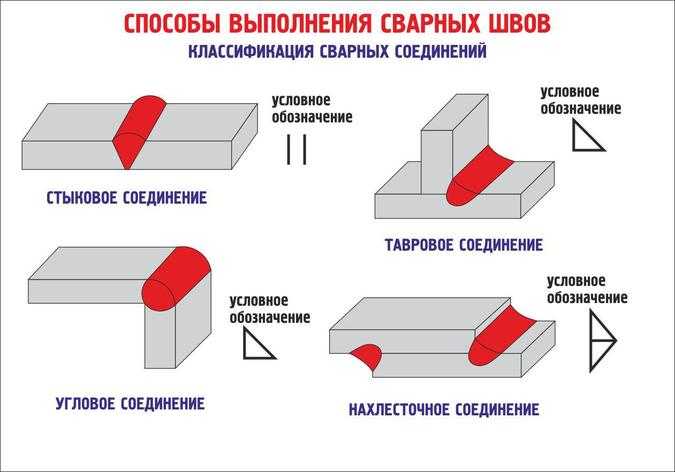 Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов. Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности.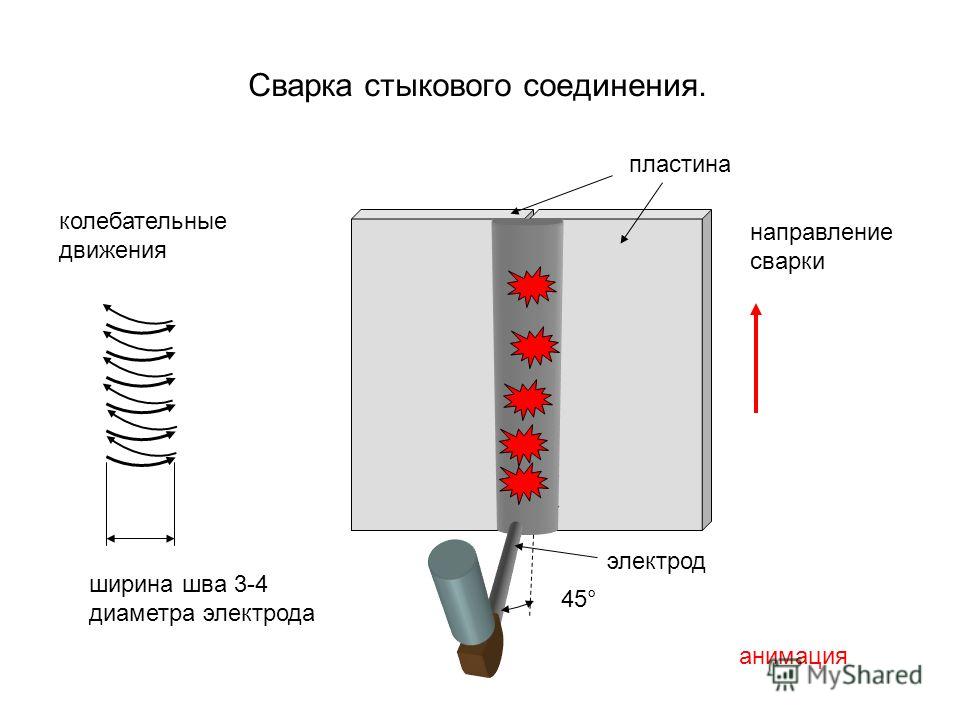 После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
VT-metall предлагает услуги:
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
3 приема по созданию вертикального шва дуговой сваркой
Как варить вертикальный шов дуговой сваркой? Есть три техники, выбор зависит от ширины зазора, толщины металла, притупления кромок.
- «Треугольник».
В его основе лежит наиболее распространенная методика сварки снизу вверх. В этом случае жидкий металл попадает на застывающий слой, закрывая валик и не пуская другие капли на дорожку.
Данный способ дуговой сварки может использоваться при наложении вертикального шва между элементами толщиной до 2 мм и наличии небольшого зазора. Чтобы добиться прочного скрепления, притупление кромок должно быть в пределах 1-2 мм.
Еще одна тонкость – в процессе работы важно, чтобы ванна оставалась под углом. Именно этим объясняется название способа. Нужный угол создается за счет следующих манипуляций:
- сначала формируют полочку;
- поднимают по стенке сварочную дугу к зазору, при этом кромки притупляются благодаря плавлению;
- спуск осуществляется по правой стенке;
- переходят на левую стенку – шов формируется именно здесь.
Также существует ряд других рекомендации относительно формирования вертикального шва дуговой сваркой способом «Треугольник». Практика показывает, что диаметр электрода должен быть 3 мм, сила электрического тока – 90–100 А. До завершения работы над швом электрод движется по указанной траектории.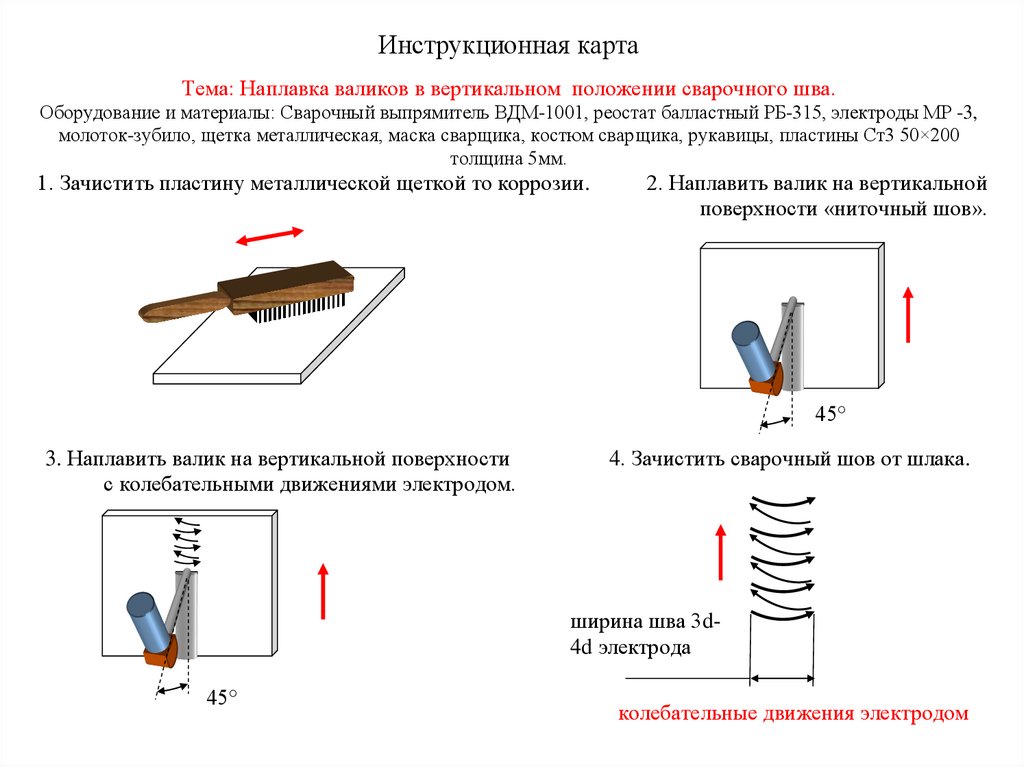
Такой способ очень удобен, если требуется выполнить вертикальный шов, находящийся в углу.
- «Елочка».
Концом электрода совершают сложные движения: его направляют из глубины, проплавляют поверхность кромки. Потом поворачивают внутрь, проплавляют вторую кромку, после чего процедуру проводят снова на небольшой высоте.
Сварка елочкой может использоваться, когда зазор между заготовками равен 2-3 мм, есть притупление кромок. Такой способ обеспечивает малое сечение валика.
Технология такова:
- Движение идет от зазора по кромке. К последней нужно прижимать электрод, подавать его к себе при прохождении всей толщины изделия.
- После подъема электрод возвращают к зазору способом «от себя».
- После поплавки переходят на другую кромку и дублируют описанные действия.
- Операции повторяют до получения готового вертикального шва дуговой сваркой.
При этом используют короткую дугу. В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
В целом, данная технология отличается от других тем, что обеспечивает равномерное нанесение сварочного материала на всем зазоре.
Сварщик должен следить, чтобы на кромке шва не формировались подрезы, подтеки металла. Важно избегать чрезмерного наплавления кромок. Рекомендуется вести работу непрерывно, единственной допустимой паузой считается замена электрода. В результате получается вертикальный шов, который по форме напоминает елку.
- «Лестница».
Данный подход к созданию вертикального шва дуговой сваркой позволяет справиться со значительным зазором (более 2 мм) между свариваемыми заготовками. Метод подходит при отсутствии или незначительном притуплении кромок.
Получить неплохой вертикальный шов способом «Лестница» несложно. Электрод перемещают по зигзагу между кромками, при этом соблюдают постоянную небольшую величину подъема. Шов формируется за счет короткой дуги. Диаметр электрода – 3 мм, сила тока – в пределах 80–100 А. По аналогии с методом «Елочка», работа должна идти без остановок.
Главное отличие технологии в том, что электрод задерживают на кромке в течение продолжительного времени, после чего быстро перемещают на другую кромку. За счет «лесенки» формируют «легкий» валик с небольшим сечением. Поскольку этот способ сварки достаточно прост, с ним могут справиться и начинающие специалисты.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
- Непровар.
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
- Подрез.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.
- Прожог.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость. Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте.
- Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью. Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
- Трещины.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Способы сварки вертикальных швов — Сварка Профи
Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении.
Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Обратите внимание
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов.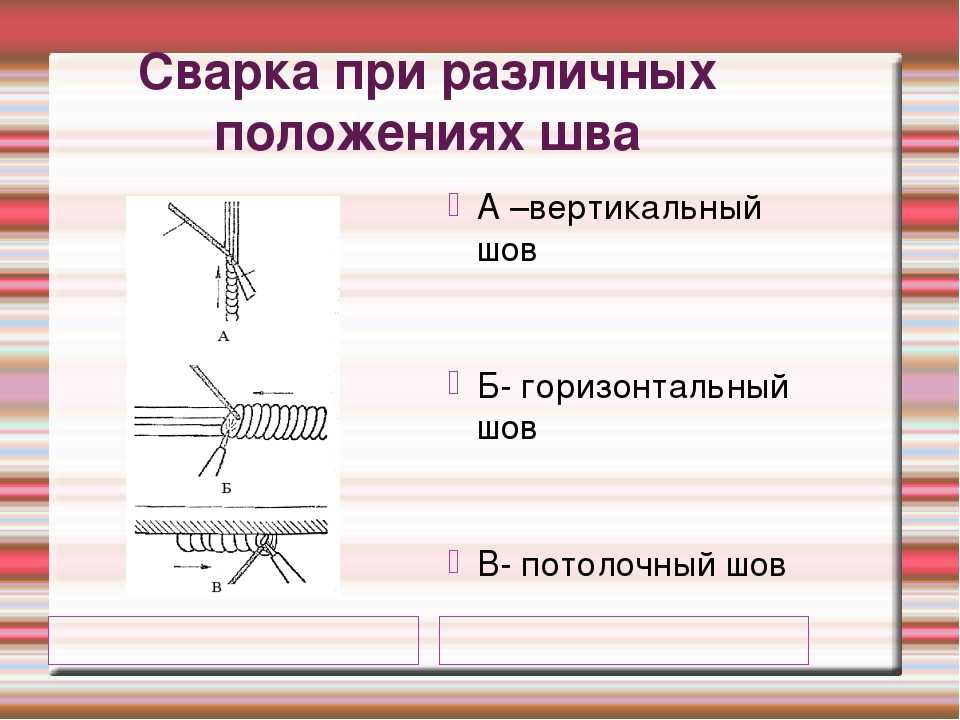 При выполнении вертикальных швов «сверху вниз» не получается полного провара.
При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг.
53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°.
Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх.
При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва.
Движения электрода повторяются, и наплавляемый металл принимает форму шва.
На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг.
54), продолжая одновременно расплавлять основной металл.
Важно
Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх».
При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Источник: http://www.prosvarky.ru/techniguewelding/technology/9.html
Как правильно самостоятельно варить вертикальные и потолочные швы
При выполнении ремонтных работ мастера часто сталкиваются с необходимостью соединить различные металлические конструкции или их фрагменты. Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе.
Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя.
Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя.
При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Во время сварки мастер может столкнуться с такой ситуацией, когда соединяемый конструкции находится в разных плоскостях. Сварка вертикальных швов, а также находящихся под углом или потолочных, усложняется из-за простых законов физики. Для соединения между деталями заливается особый сплав, который подвержен закону всемирного тяготения, поэтому он сразу же уходит вниз.
Особенности вертикальной сварки
Сварка удобна тем, что с помощью технологии можно соединить любые материалы, помимо металла. Специалисты соединяют конструкции из стекла, пластмассы и керамики.
Как будет располагаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некоторые виды работ довольно простые даже для новичков.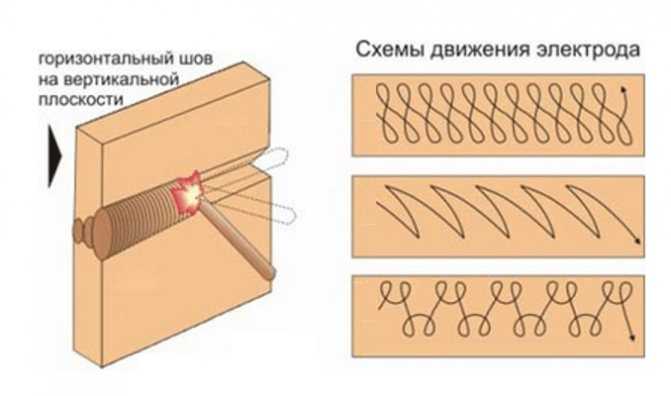 Например, соединение в нижнем положении.
Например, соединение в нижнем положении.
С ней справится даже домашний мастер без большого опыта работы. Но для остальных видов потребуется наличие определенных знаний и опыта.
Если требуется сварка вертикального шва, то необходимо учитывать тип соединения и толщину элементов. Исходя из этих параметров, подготавливается металл. Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Вертикальные швы выполняются двумя методами: снизу вверх или в обратном направлении. Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Поэтому следует придерживаться следующих правил:
- сплав должен застывать быстрее обычного. Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
- чтобы получить качественные вертикальные швы необходимо работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
 Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;Выполнить сварку необходимо, не допуская зашлаковки, которая может произойти из-за неправильной подготовки конструкций. Полость между двумя конструкциями забивается, когда шов ложится неровно.
Расположение швов в пространстве
Техника сварки вертикальных швов предполагает уменьшение силы тока на 10-15%, от чего сократится объём расплавляемого металла. Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Сварку также рекомендуется выполнять короткой дугой, то есть максимально близко поднести электрод к обрабатываемой поверхности. Тогда металл быстрее переходит в иное состояние.
Сверху вниз
Когда варят вертикальный шов при помощи электросварки способом сверху вниз, то электрод должен быть расположен перпендикулярно к конструкции. После розжига, не меняя положения, прогревают металл. После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
Вертикальная сварка электродом не отличается популярностью, поскольку неудобна и требует от мастера постоянного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно добиться поставленной задачи.
Снизу вверх
Задумываясь, как правильно варить вертикальный шов электросваркой, следует учитывать несколько моментов. Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками». Тогда под воздействием аппарата части не сдвинутся с места.
При подготовке обязательно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Чтобы этого добиться, электрод должен располагаться практически вплотную к обрабатываемым поверхностям. Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных специалистов, поскольку работа выполняется из неудобного положения. Капли раскаленного материала могут сорваться с потолка прямо на пол или каску мастера. В этом случае электрод располагается перпендикулярно к обрабатываемой поверхности.
Специалист совершает им круговые или вертикальные движения с небольшой скоростью, чтобы улучшить сварку. В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
Сварочный шов образуется по вышеописанному принципу, то есть, материал должен затвердевать максимально быстро.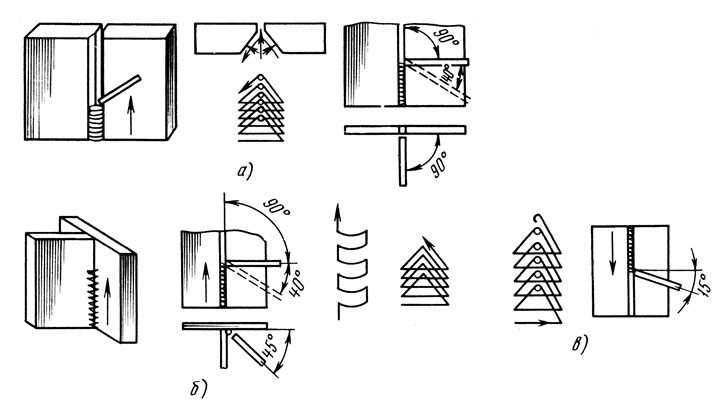 Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием.
Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием.
Совет
Потолочное соединение отнимает больше сил и внимания, поэтому начинать постижение сварочных дел с него не стоит.
Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в крайних случаях, если нет возможности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как только она слегка расплавляется, и образуются первые капли, то его наклоняют вниз и продолжают одновременно плавить края. Инструмент постепенно подаётся вперёд и образуется короткая дуга, которая благодаря кончику препятствует стеканию капель металла.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. Благодаря чему потихоньку образуется ровное и прочное соединение.
Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения.
При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Когда детали соединяются сверху вниз, то необходимо уменьшить размер капель жидкого металла. Поэтому отдают предпочтение электроду с наименьшим диаметром. В процессе сварки разворот электрода способствует образованию качественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное увеличение/уменьшение дуги.
Слишком длинное расстояние приведет к окислению и азотированию расплавленного материала, а также образованию брызг капель вокруг. К тому же по структуре место соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует красивое, ровное качественное место стыка.
Для этого электрод необходимо перемещать в 3 основных направлениях – поступательном, продольном и поперечном. Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Финишная обработка
Практически все изделия, которые были соединены при помощи электродов, требуют заключительной обработки. Так как на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтобы получилось использовать соединённые части по назначению.
В некоторых случаях возникает необходимость в выравнивании выпуклой поверхности шва. Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Затем применяется углошлифовальная машина, которой выравнивается место соединения. С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
Обратите внимание
После удаления с конструкций выступов и застывших капель, окалин, ещё раз необходимо хорошенько осмотреть полученную конструкцию.
При контрольном осмотре обращают внимание на прожог металла, трещины и другие дефекты. Если они обнаружены, то работа была выполнена недобросовестно.
Чтобы исправить недостатки, необходимо устранить их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя подходящие инструменты. Только после этого переходят к обновлению соединенных конструкций. При этом все манипуляции следует выполнять лишь в тех местах, где присутствует брак. Поэтому удастся сэкономить время и не переделывать всю работу заново.
Безопасность во время работы
Сварочные работы довольно опасны, особенно для новичков, которые не разбираются в нюансах и особенностях дела. Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих. Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежду, состоящий из каски и специальной обуви с робой. Учитывая пожароопасность сварки, требуется запастись подручными средствами для тушения пожара, вроде огнетушителя или ящика с песком. Помня о таких простых правилах, новичок не причинит вред себе, а также качественно соединит две части в одну.
Источник: https://oxmetall.ru/svarka/vertikalnye-i-potolochnye-shvy
Дуговая сварка вертикальных швов: технология и методы работы
(Last Updated On: 24.09.2017)
Сварка вертикального шва
Дуговая сварка вертикальных швов – один из методов работы с металлическими поверхностями. Вам нужно сварить металлическую решётку или приварить петли для садовой калитки? Сварка – лучшее решение такой проблемы. Она применяется не только для этих целей. С её помощью можно починить, например, поломанные металлические гаражные ворота, приварить фрагмент железного забора.
Дуговая сварка вертикальных швов проводится по своей, особенной технологии, знать которую должен всякий, кто впервые берёт в руки сварочный аппарат. Кроме самых важных азов, которые описываются в различных методических пособиях для начинающих и профессионалов, постараемся рассмотреть некоторые моменты. Без них начинать работу просто невозможно.
Дуговая сварка: что такое?
Дуговой сваркой называют такой способ соединения двух и более металлических частей, при котором для нагрева материала используется электрическая дуга. Под её воздействием кромки свариваемых деталей расплавляются вместе с электродом, образуя «ванну» из жидкого металла. Металл остывает и образуется сварочное соединение.
Принцип работы очень простой. К электроду и металлическим частям подсоединяют трансформатор. С помощью электроэнергии, вырабатываемой трансформатором, происходит нагрев до высокой температуры в 7000 градусов по цельсию. При такой температуре плавления происходит смешивание электрода с металлом изделия, а все шлаки выходят наружу, образуя защитную плёнку.
Дуговая сварка вертикальных швов зависит от многих параметров, за которыми желательно следить и по возможности контролировать. Обычно подбирают необходимые значения следующих параметров:
- напряжение электрической дуги;
- силу сварочного тока;
- плюсовую и минусовую полярность;
- толщину электрода;
- положение сварочного соединения в пространстве;
- скорость работы.
Используемый ток
Сила электрического тока, применяемого для сварки, является одной из самых главных характеристик. Они описываются в инструкции, прикладываемой к сварочному аппарату.
Если такого описания по каким-то причинам не оказалось, то силу тока определим в зависимости от диаметра электрода. Чем он толще, тем мощнее аппарат, тем больше сварочного тока. Может даже получится так, что электрическая дуга будет «плавать», колебаться, менять свою длину.
Соответственно качество шва в этой ситуации ухудшится, увеличится его ширина, а глубина провала намного уменьшится.
Напряжение дуги
После верного определения силы тока, рассчитаем длину дуги. Другими словами – это расстояние от электрода до поверхности металлического изделия. При работе обязательно сохраняем это расстояние неизменным. От этого будет зависеть качество всей работы в целом.
Оно превышает на один-два миллиметра диаметр электрода. Дуговая сварка вертикальных швов использует исключительно короткую дугу. Диаметр её не должен превышать диаметра электрода.
Полярность электрического тока
У большинства трансформаторов постоянный ток получается путём «выпрямления» переменного. При работе используют как прямую полярность, так и обратную. В первом случае изделие прикрепляется к «плюсу», а сварочный электрод к «минусу». При обратной – зажимы меняют местами.
Обратную полярность обычно используют при сварке тонколистового металла, чтобы не прожечь его насквозь. Такой же полярностью варятся высоколегированные стали, чтобы избежать их перегрева.
Варим вертикальные швы
При вертикальной варке швов капли электрода и расплавленного металла будут капать вниз. Чтобы избежать этого закономерного (с точки зрения физики) процесса, следует электрическую дугу сделать более короткой. При таком способе, благодаря силам поверхностного натяжения, капли жидкого металла будут легче переходить с электрода в углубление кратера.
Вертикальные швы варим снизу и потом медленно (по степени готовности шва) идём вверх. В таком случае весь расплавленный металл заполняет все углубления, которые находятся ниже.
Положение электрода
Положение электрода тоже может быть различным. В основном угол наклона составляет девяносто градусов, при этом электродуга наиболее эффективно воздействует на поверхность, которую сваривают. При сварке под углом сорок пять или шестьдесят градусов наблюдается неравномерное расплавление материала, ухудшается управление сварочным процессом.
Видео:
Некоторые методы сварки
Дуговая сварка вертикальных швов по своей технологии отличается индивидуальными особенностями работы. Применяют два способа заваривания – «дугой вперёд» и «лестница».
Способ лестницы характерен зигзагообразным движением, постепенно поднимаясь как бы по лестнице снизу вверх.
Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д.
Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Некоторые сварщики применяют метод «дугой назад». В данном случае он не оправдывает себя по той простой причине, что в результате получаем чрезмерную выпуклость сварочного шва. Большая часть жидкого металла при этом стекает в цент кратера и застывает.
Кроме перечисленных методов дуговой сварки профессионалы и опытные сварщики применяют и другие варианты при работе с вертикальными швами. Чтобы результат получился качественным, не торопитесь, а старайтесь выполнить все необходимые правила. Удачи в работе!
Источник: http://cassuspro.ru/dugovaya-svarka-vertikalnyx-shvov.html
Ручной способ сварки вертикальных швов
Главная — Статьи — Ручной способ сварки вертикальных швов
Сварку швов в вертикальном положении выполнить гораздо труднее, чем сварка в нижнем положении. Дело в том, что у расплавленного металла есть тенденция из сварочной ванны вытечь.
Для того чтобы уменьшить в ванне объём жидкого металла, сила сварочного тока при выполнении сварки вертикальных швов уменьшается на десять—пятнадцать процентов в отличие от сварки в нижнем положении. Ведётся сварка обязательно с помощью короткой дуги, благодаря чему происходит лучший переход расплавленного металла электрода в жидкую ванну.
Чтобы предотвращать вытекание из сварочной ванны наплавляемого металла, рекомендуется вести электрод от середины шва относительно быстро в сторону и вверх. Благодаря этому быстро формируется швы.
Важно
Есть два метода сварки швов вертикальных: первый — «снизу вверх» и второй — «сверху вниз». Сейчас наиболее распространён «снизуверховой», то есть первый способ.
На рисунке 52 изображена как происходит сварка угловых швов в «лодочку».
Применяется сварка типа «сверху вниз» при соединении, как правило, тонких листов. Когда выполняются вертикальные швы «сверху вниз», то полного провара не получается.
Рассмотрим технику сварки вертикальных швов типа «снизу вверх». Итак, необходимо, прежде всего, электрод расположить правильно по отношению к плоскости шва. Когда применяется сварка электродом с тонким покрытием, как изображено в картине 53А берётся угол наклона в пределах пятнадцать—двадцать градусов.
А при сварке толстопокрытыми электродами, как показано в рисунке 53Б наклон электрода должен составлять к горизонтальной линии около сорок пять—пятьдесят градусов.
Почему такой большой наклон? Дело в том, что он необходим у электрода с толстым покрытием для того, чтобы гарантировать более легкое стекание шлака из ванны и для того, чтобы поддержать расплавленный металл.
Зажигается дуга в наиболее низкой зоне шва, и конец электрода после того, как образована ванна с расплавленным металлом отводится в сторону при возможно короткой дуге вправо или влево и слегка вверх.
Движениями электрода при этом дается возможность быстро застывать расплавленным частицам металла и образовывать своеобразный порог, который необходим для того, чтобы задержать последующие капли расплавляемого металла. Повторяются движения электрода, и в итоге у наплавляемого металла появляется форма шва.
Чешуйки на вертикальных швах более резко выражены, и в связи с этим вертикальные швы от нижних отличаются.
Совет
На рисунках 53 и 54 показывается верное положение электродов при сварке вертикальных швов способом «снизу вверх» и «сверху вниз»
Что о положении электрода при сварке вертикальных швов «сверхувнизым» методом, то он должен располагаться к свариваемой поверхности перпендикулярно.
Электрод — после возбуждения дуги и появления расплавленного металла, а точнее его первых капель, наклоняют книзу (как показано на рисунке 54), продолжают расплавлять основной металл одновременно.
Подавая постепенно электрод и при этом, поддерживая короткую дугу, концом электрода необходимо препятствовать стеканию металла, и способствовать застыванию наплавленных капель и появлению шва отводом его в сторону и вниз.
Нужно выполнить поперечные колебательные движения при выполнении обоих способов вертикальных швов электроду. При этом необходимо подбирать такой путь электрода, когда передвижение вдоль шва, при котором, происходило бы без концентрации тепла на длительнее время в одной каком-нибудь зоне.
Для того, чтобы уменьшить размеры ванны с расплавленным металлом, при сварке «сверху вниз» следует как силу сварочного тока, так и диаметр электрода назначать немного меньшими, чем при сварке «снизувверховым» способом.
Во время выполнения вертикальных стыковых швов с ви-образной и икс-образной разделками кромок, как и при валиковых швов, последовательность сварки, провар вершины угла, многослойность производятся аналогично сварке нижних швов.
Источник: http://stroykomtech.ru/ruchnoj-sposob-svarki-vertikalnyx-shvov
Как правильно проводить сварку горизонтальных швов
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений.
Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Обратите внимание
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
Сварка горизонтальных швов
Сварка горизонтальных швов. сварка одиночных валиков на вертикальной поверхности .
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний.
Рекомендуемая ширина валика — 1-2 диаметра с покрытием — достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва.
Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 1 а).
Другие страницы по теме Сварка горизонтальных швов :
При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°.
Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис.
1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Рисунок 1. Сварка горизонтальных швов. необходимый угол наклона .
Наплавка на вертикальной плоскости .
Каждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 2 а).
Важно
Наплавка ведется снизу вверх. Последний валик (рис. 2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1-й — корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис. 3) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости.
Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» — когда необходимо уменьшить проплав, и «углом назад» — когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний.
При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги — в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой — когда зазор достаточный для хорошего проплавления обратной стороны корня шва.
Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки.
Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
Как правильно нужно класть сварочный шов
Сегодня известно очень много самых разных способов соединения металлических изделий. Их можно разделить на две группы:
Классифакация сварочных швов.
К соединениям первой группы относятся детали, которые можно разъединить, не нарушая при этом соединительных элементов, например, болт с гайкой. Именно второе соединение является самым надежным. При этом детали невозможно разъединить, не нарушив соединительную часть. Речь идет о сварочном и заклепочном соединении.
Совет
Когда требуется получить качественное и надежное соединение, самым лучшим считается сварочный шов. Очень многие покупают сварочные аппараты, чтобы сварить детали, но при этом совершенно не имеют никакого опыта.
После нескольких неудачных попыток у них возникает вопрос: как правильно класть сварочный шов? Для этого необходимо знать несколько основных правил.
Основные характеристики
Сварочный процесс представляет собой соединение металла с помощью электродуговой сварки. Соединяемые части плавятся при помощи электрической дуги, а также электрода, состоящего из металлического стержня со специальным покрытием. На качество и надежность сварного шва влияет очень много разнообразных факторов:
Схема сварки покрытым металлическим электродом.
- сварочный аппарат;
- регулировка силы тока;
- размер электрода;
- профессионализм сварщика.
Виды сварки, которые используются в быту и промышленности, подразделяются на несколько групп:
- газопрессовая;
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- сварка трением.
Когда используется газопрессовая сварка, применяется открытое пламя ацетилкислорода. Положительной стороной такого метода считается высокая производительность. Этот способ получил широкое распространение в газовой и нефтяной промышленности. Он часто встречается, когда прокладывают трубопроводы. Широко применяется этот способ и в машиностроении.
Контактная сварка происходит при небольшом напряжении, но высоком значении электрического тока. Таким методом можно варить точечным и стыковым способом.
Схема сварочного полуавтомата.
Для освоения технологического процесса производства сварочных работ прежде всего нужно иметь соответствующее сварочное оборудование. Можно его взять в аренду или купить.
Сегодня магазины предлагают широкий ассортимент сварочных аппаратов, в которых имеется устройство, дающее возможность проводить регулировку силы тока. Домашний мастер может сам сделать сварочный аппарат.
но он не сможет обойтись без преобразователя электрической энергии. Эти устройства имеют несколько разновидностей.
Некоторые разновидности устройств для качественной работы
Трансформатор. Предназначен для получения постоянного тока, когда приходится пользоваться бытовой розеткой. При покупке такого агрегата нужно всегда помнить, что недорогие модели не в состоянии поддерживать стабильную работу электрической дуги. Очень часто происходит «просаживание» напряжения. Отрицательной стороной является также их масса, они тяжелые и неповоротливые.
Выпрямитель. Это устройство, с помощью которого происходит преобразование бытового тока в постоянный. Аппарат отличается от трансформатора стабильной работой электродуги. Качество сварочного шва получается достаточно высоким.
Инвертор. Новейший преобразователь, позволяющий работать на любом виде тока. Дает всегда высокое качество сварки. Швы при этом получаются ровными и гладкими. Устройство очень компактно, имеет небольшой вес, легко зажигается. Инвертор отличается высокой производительностью и быстродействием.
Обратите внимание
Для нормальной работы электросварки должно быть стабильное горение дуги. Такое постоянство зависит от правильного выбора зазора между свариваемой деталью и покрытием электрода. Лучше всего дуга горит, когда зазор равен 5 мм.
Техника выполнения сварных швов.
Высокая температура дуги вызывает плавление детали и металлического стержня электрода. В это время происходит заливка всех углублений, которые образовались в результате плавления. При медленном передвижении электрода по поверхности шва происходит заливка пустот.
Чтобы полученным швом можно было гордиться, необходимо правильно подобрать электрод. Для этого необходимо знать состав металла детали, которую необходимо будет сварить. Подбор электрода базируется именно на этих параметрах. Электроды изготавливаются нескольких видов. Они могут быть:
По маркировке электрода можно определить вязкость получаемого шва, цифры скажут о твердости металла. Главным правилом при выборе электрода считается его размер. Он должен соответствовать толщине металла.
Практические рекомендации
Для качественной электросварки, чтобы шов выглядел аккуратным и прочным, необходимо правильно подобрать наклон электрода. Обычно этот угол равен 75 градусам относительно направления электродуги.
Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву.
Возникнет дуга также и при постукивании электродом по поверхности.
Чтобы получить стабильное горение дуги, требуется правильно отрегулировать силу тока. При ее недостаточности дуга очень быстро погаснет, появится «залипание» электрода. Когда сила тока имеет большие значения, происходит разбрызгивание металла во все стороны, он начинает гореть.
Во время работы электрод плавится, происходит его постепенное уменьшение в размерах. В связи с этим нужно постоянно придвигать его к детали, сохраняя нужное расстояние для стабильной дуги. Если этого не делать, дуга быстро погаснет.
Во время сварочного процесса образуется сварочная ванна, которая является жидкой смесью расплавленного металла и плавящегося металлического сердечника с покрытием.
После сварки по всей поверхности шва происходит образование шлака.
Его удаляют небольшими ударами молотка. Затем шов подвергается зачистке металлической щеткой. Чтобы научиться качественно варить металл, необходимы постоянные тренировки, желание получить отличное качество работы. Перед началом самостоятельной работы стоит посмотреть, как работают опытные сварщики.
Безусловно, сварочное дело очень сложное и непростое. Мгновенно освоить все нюансы этого дела практически невозможно. Понадобится достаточно много времени, чтобы освоить все хитрости сварки. Когда появится опыт и навыки работы, можно будет с помощью сварки получать оригинальные и красивые изделия.
Руслан Тимурович Абаев
Источники: http://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva. html, http://weldzone.info/technology/teoriya-svarki/760-svarka-gorizontalnyx-shvov, http://moyasvarka.ru/process/kak-pravilno-klast-svarochnyi-shov.html
Комментариев пока нет!
Источник: https://kakpravilno-sdelat.ru/kak-pravilno-provodit/kak-pravilno-provodit-svarku-gorizontalnyh-shvov.html
Сварка вертикальных швов
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги. При взаимодействии дуги с металлом, на обработанном участке возникает углубление.
В него начинают лить расплавленный металл, который является результатом сгорания электрода.
По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Чтобы правильно подобрать силу тока. следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Сварка вертикального шва
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса .
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах.
Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима.
Важно
Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей.
При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой.
Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки. С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары.
Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена.
Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Совет
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины. необходимо тщательным образом обследовать полученные соединения.
Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор.
В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва. пока не произошел его разлом. Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности .
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Заключение
Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия.
При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва.
Это также требует ознакомления с нюансами выполнения подобной работы.
Учитывая, что оборудование для сварки работает от электросети, следует позаботиться о мерах безопасности. Следует подготовить все необходимые приспособления, которые позволят в случае необходимости быстро устранить возгорание.
Подобные рекомендации являются обязательными для соблюдения каждым сварщиком в независимости от опыта и профессионализма.
Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
Источник: http://studvesna73.ru/07/23/4894/
Как варить вертикальный шов дуговой сваркой
Непростительные ошибки в фильмах, которых вы, вероятно, никогда не замечали Наверное, найдется очень мало людей, которые бы не любили смотреть фильмы. Однако даже в лучшем кино встречаются ошибки, которые могут заметить зрител.
Наши предки спали не так, как мы. Что мы делаем неправильно? В это трудно поверить, но ученые и многие историки склоняются к мнению, что современный человек спит совсем не так, как его древние предки. Изначально.
7 частей тела, которые не следует трогать руками Думайте о своем теле, как о храме: вы можете его использовать, но есть некоторые священные места, которые нельзя трогать руками. Исследования показыва.
Топ-10 разорившихся звезд Оказывается, иногда даже самая громкая слава заканчивается провалом, как в случае с этими знаменитостями.
Обратите внимание
10 очаровательных звездных детей, которые сегодня выглядят совсем иначе Время летит, и однажды маленькие знаменитости становятся взрослыми личностями, которых уже не узнать. Миловидные мальчишки и девчонки превращаются в с.
15 симптомов рака, которые женщины чаще всего игнорируют Многие признаки рака похожи на симптомы других заболеваний или состояний, поэтому их часто игнорируют. Обращайте внимание на свое тело. Если вы замети.
Сварка. Отраслевая информация
Сварка вертикальных швов
Сварка одиночных валиков снизу вверх .
Сварка вертикальных швов ведется только на короткой дуге. Сварочный ток в основном минимальный или средний, позволяющий вести непрерывную сварку без отрыва дуги, без подтеков металла шва.
Угол наклона электрода к вертикальной плоскости составляет 80°-90°, что способствует более прямому воздействию сварочной дуги на изделие и создает легкость в управлении сварочным процессом (рис. 1). При сварке электродом под углом 45°-60° (рис.
2) искусственно создается «козырек» (неравномерное расплавление покрытия), что мешает управлению сварочным процессом. Обязательно манипулирование электродом на ширину валика в 2-4 диаметра электрода с покрытием.
Другие страницы по теме Сварка вертикальных швов :
Рис.1. Правильный угол наклона .
Рис.2. Правильный угол наклона .
При сварке вертикальных швов рекомендуется применять два метода манипулирования — «лестница» и «дугой вперед», что позволит выполнить швы нормальной формы (рис. 3).
По мере наполнения сварочной ванны электродным металлом необходимо с каждым переходом из точки 1 в положение 2 и обратно в положение 3 производить подъем, задерживаясь в местах перехода.
Задержка по времени должна быть такой, чтобы заполнить кратер электродным металлом и плавно вернуться на противоположную сторону не позднее, чем закристаллизуется там металл шва.
Это способствует формированию «нормального» валика без подрезов и с плавным переходом к основному металлу и минимальным перепадам между чешуйками. Поэтому очень важен момент перехода. Ушел раньше — получил подрез и «выпуклый» валик. Передержал — наплыв и грубая чешуйка.
Многие сварщики при сварке вертикальных швов применяют манипулирование электродом «дугой назад», что приводит к чрезмерной выпуклости шва.
Это объясняется тем, что большая часть жидкого металла шва стекает в центр сварочной ванны, т.к. в центре шва более высокая температура, чем на краях валика.
Методом «дугой назад», спускаясь к центру, увеличиваем количество жидкого металла в центре валика. Такой метод при сварке вертикальных швов исключить.
Сварка корневого валика (рис. 4) .
Важно
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 5) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е.
точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом.
Это необходимо для качественного зажигания нового электрода.
Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80. 90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 6) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик.
Техника сварки вертикальных швов следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .
подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б».
Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60. 90 А, для X-образной разделки — 90. 100 А.
Сварка вертикальных швов
3. Сварка вертикальных швов методом «лестница» (рис. 7) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом.
Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной.
Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Совет
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 8). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру.
При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку.
Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов.
Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Второй корневой валик .
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости — механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
Обратите внимание
а) когда корневой валик легкий (малого сечения) — вариант 2 или 3 — манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
б) когда корневой валик полный (вариант 1), кроме манипулирования электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворот электрода к проплавляемой стенке (плоскости). Это достигается разворотом кисти руки. На рис.
9 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод расположен приблизительно параллельно плоскости «б».
Заполнив кратер электродным металлом и не меняя положения электрода, плавно перейти в положение 2 до касания электродом плоскости «б», а дугой до края валика. Почувствовав опору, произвести разворот кисти (не руки) так, чтобы электрод занял положение 3 (параллельное плоскости «а») и центром дуги проплавлял край предыдущего валика и стенку «б».
Заполнив кратер элетродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны).
При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика.
Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Многослойная и многопроходная сварка вертикальных швов .
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 10).
После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков.
Важно
В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Как варить вертикальный шов
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке. На сайте уже имеются следующие статьи:
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Источник: http://sovetskyfilm.ru/all-1406/
Как правильно варить вертикальный сварочный шов для начинающих
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Залог красивого шва
Чтобы в результате получить хороший, красивый сварочный шов нужно знать методики его создания, потому что недостаточно просто поставить детали близко друг к другу и провести ровно электрод.
У каждого из методов создания сварочных соединения есть общий принцип – это плавное введения электрода вдоль какой-то дорожки, чтобы получить ровный след. Чтобы этот след был красивым, орудие, которым мы работаем, нужно повернуть на 60 градусов к детали сплавки.
Проводить нужно плавно с одинаковой скоростью, иначе если задержаться на одном месте – можно пропалить материал. Самый простой и распространённый способ – это метод зигзага. Он используется для разных видов материалов.
Проводник нужно вести из правого угла в левую сторону как бы по диагонали, а потом в зеркальном отображении двигаться вправо. Создается впечатление, что на изделии рисуется зигзаг.
Лучше всего начинать также с правого, а потом вести горизонтальную линию в левую сторону, затем диагональную, которая стремится вниз, к средине шва. Потом под таким же углом линию вверх до точки, которая находится выше, чем та с которой начали.
Так образуется немалое количество треугольничков, образующих елочку. Также красивое сварочное соединение получается исполненный методом петелька.
Его зачастую используют при работе с тонким металлом, когда работают такими инструментами как полуавтомат. Соединения накладываются движениями, которые напоминают непрерывное написание ряда петелек.
Это интересно: Как выполняется визуально-измерительный контроль сварных соединений
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки
Он больше подходит для создания толстый швов.
Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса
Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме
Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке:
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Способы варки потолочных швов
Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Сварка лесенкой
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Обратно-поступательный способ
Потолочный шов своими руками
Корневой шов, особенности его сварки
Потолочный сварочный шов
Корневым швом называют наиболее удаленный шов от поверхности. Его выполняют методом лесенка при помощи электрода в 3 мм или без дополнительных манипуляций. Все зависит от притупления кромок и величины зазора между ними. Подаваемый ток должен иметь минимальное или среднее значение. В зависимости от технических условий и особенностей чертежа, сварка корневого валика может быть выполнена двумя способами:
Если будет доступна обратная сторона, то все внимание при проплаве в зазор нужно будет обратить на создание валика со стороны сварки. Он не должен иметь нависания или подрезы. Такой шов выполняют при помощи манипуляций от Корень шва с обратной стороны одной кромки к другой
Валик не нуждается в дополнительной выборке. После его формирования необходимо зачистить поверхность и можно приступать к созданию следующего шва.
Если валик должен быть сформирован с обратной стороны, то во время сварки производятся поступательные движения, при этом электрод направлен в зазор при самой минимальной дуге. Сварочная дуга во время работы должна гореть с другой стороны, а электродный металл должен растекаться в виде фонтанчика. Все внимание сварщика должно быть сосредоточено на формировании обратного валика, выпуклость которого необходимо регулировать скоростью движения. Если шов получится чрезмерно выпуклым, понадобится выборка
Такой шов выполняют при помощи манипуляций от Корень шва с обратной стороны одной кромки к другой. Валик не нуждается в дополнительной выборке. После его формирования необходимо зачистить поверхность и можно приступать к созданию следующего шва.
Если валик должен быть сформирован с обратной стороны, то во время сварки производятся поступательные движения, при этом электрод направлен в зазор при самой минимальной дуге. Сварочная дуга во время работы должна гореть с другой стороны, а электродный металл должен растекаться в виде фонтанчика
Все внимание сварщика должно быть сосредоточено на формировании обратного валика, выпуклость которого необходимо регулировать скоростью движения. Если шов получится чрезмерно выпуклым, понадобится выборка
Заполнение разделки
Формирование второго, третьего валиков осуществляется при помощи:
- электрода размером 3 мм и максимального или среднего тока;
- электрода размером 4 мм и среднего тока.
Регулировать выпуклость валика можно при помощи задержки на его краях, а затем спуске по кромке с последующим применением метода «лесенка». Валик будет нормальным или вогнутым, если вы будете регулировать:
скорость работы;
угол наклона электрода;
размер шага.
Влияние положение электрода на форму валика
Последующие четвертый, пятый слои зависят от формы предыдущих швов: их формируют во всю ширину или в два валика. Их варят без дополнительных колебательных движений методом наплавки. Между кромкой и предпоследним валиком оставляют расстояние размером с электрод.
Сварка лицевого слоя
Лицевой шов в зависимости от ширины лицевого слоя и толщины материала выполняется в один или несколько проходов. Он варится вглубь на 0,5 — 2 мм.
- При формировании шва вглубь 0,5 — 1 мм за один проход используется метод «вперед дугой», шаг выбирается в зависимости от величины валика.
- При разделке размером 1 — 2 мм, выбирают метод «лесенка».
- Если нужно сделать несколько проходов, то сварщик выбирает метод, соответствующий конкретному случаю.Потолочный шов — удел профессионалов, если вы решили освоить его, начинать нужно с обрезков металла.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области
Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.
Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры
В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу
Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов
Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности
После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
Инструкция выполнения сварочных работ
Чтобы правильно варить сваркой, нужно придерживаться следующей технологии:
Правила техники безопасности при сварочных работах
- Поверхность, подлежащая соединению, тщательно зачищается. Удаляется ржавчина, масляные или иные потеки.
- Присоединяется контакт «массы».
- В держак вставляется электрод, необходимо обеспечить контакт со свободным участком прутка.
- Электрод приближается к началу будущего шва, затем маска сварщика опускается на лицо, чтобы исключить ожог сетчатки глаз ультрафиолетовыми лучами.
- Поджигается дуга. Для этого концом электрода постукивают или чиркают по месту соединения, отчего образуются искры. Место шва освещается и становится видным в стекло маски.
- Шов выполняется равномерным движением электрода. Существует множество вариантов движения, от прямого до вращательного или зигзагообразного. Каждый сварщик имеет собственный «почерк».
После окончания процесса молотком аккуратно оббивают шов, снимая возникшие напряжения, и удаляя налипший шлак. Не следует сразу браться за деталь голыми руками, необходимо дать ей время остыть.
Видео по теме: Как научиться варить электросваркой
Публикации по теме
Особенности выполнения полуавтоматической сварки в среде углекислого газа
Методы сварки нержавейки и чёрного металла
Проведение сварки чугуна электродом в домашних условиях
Наплавка валиков
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонен в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а покрытого электрода к вертикали должен составлять 15—20°.
Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
Узкий валик накладывают при проваре корня шва, сварке тонких листов, сварке горизонтальных и потолочных швов (независимо от числа слоев). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле невыделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперек шва, причем конец электрода должен совершать три движения (рис. 65, а): поступательное I вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 65, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок.
Лучшее качество имеют валики шириной, равной 2,5—3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки. На рис. 66, а показаны движения концом электрода, необходимые для прогревания обеих кромок, на
рис. 66, б — для прогревания только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемещают по схеме, данной на рис. 66, в. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод «на себя» или «от себя».
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина.
При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т. е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл.
Администрация Общая Опубликовано: 2011.06.01
>Правильный сварочный шов
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.
Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Сварка потолочных швов осуществляется по такому же принципу – металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием.
К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Вертикальный шов дуговой сваркой: обзор техник и методов
13.10.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- 3 приема по созданию вертикального шва дуговой сваркой
- Возможные дефекты вертикального шва дуговой сварки
- Рекомендации по сварке вертикального шва
Вертикальный шов дуговой сваркой является довольно сложным приемом, который частенько ставит в тупик начинающих сварщиков. Главная проблема заключается в том, что расплавленный металл течет вниз, создавая тем самым барьер для продвижения основного шва. Из-за наличия электродных шлаков место соединения получается некачественным, и работа идет насмарку.
Однако есть способы этого избежать. Естественно, что без практики нельзя научиться и лучше довериться специалистам. Но если есть желание все сделать самому, то знание правил сварки вертикальных швов значительно упростит процесс. В нашей статье мы подробно разберем, как правильно осуществлять такую процедуру и какие особенности нужно учитывать.
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.
Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При использовании данного метода добротное соединение получится только при условии точного следования всем существующим правилам и рекомендациям.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок – и вы научитесь варить швы профессионально.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Технология производства вертикальных швов
Рассмотрим условия управления электродом, работающим от инвертора в процессе варки. Основным советом при этом является:
- производить работы можно двумя способами: снизу к верху, сверху вниз;
- устанавливать электрод перпендикулярно к месту работы, касаясь его уголком вперед.
А также использовать такие направления концом стержня, в зависимости от ширины шва:
- широкий: полукругом (кругом, каплей или петлями) слева направо, швы кладутся друг на друга согласно установленному направлению;
- узкий: отрезками вверх, начало каждого последующего при этом накладывается на середину предыдущего;
- или другими широко применяемыми: елочкой (если зазор между деталями 2-3мм), треугольником (зазор менее 2мм), лестница (когда расстояние максимальное).
Молодых работников часто интересует вопрос о продолжительности нажатия стержнем электрода на свариваемую поверхность. Опытные сварщики в этом случае рекомендуют проговаривать про себя с каждым нажатием включенного аппарата число двадцать два. Именно столько времени для этого понадобится и нужно не отрывать электрод от металлического листа. И от этого следует, что для толстого металла проговаривать следует медленнее, а с тонким немного быстрее.
Количество Ампер, установленных на инверторе важно для итога.
К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А. Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
- когда сила будет слабая – шов будет не очень эстетичен, шлам станет скапливаться большим слоем наверху;
- в случае, когда она наоборот слишком большая – есть вероятность прожечь металл.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Приём сварки на просвет
Сварку труб на просвет (в отсутствии непосредственного соприкосновения) начинают с основательной подготовки места соединения заготовок.
Для сваривания по этому методу подходят лишь трубы среднего диаметра с толщиной стенок не менее 6-12 миллиметров. При этом предполагается выборка фаски под углом 65-70 ° с обеспечением приступа в 2 мм.
Для правильной (соосной) фиксации свариваемых трубных заготовок потребуется внутренний центратор, полностью исключающий какое-либо смещение сборки. Зазор в просвете оставляется порядка 2,5 мм (его легко можно выставить, ориентируясь на электрод соответствующего диаметра).
Для сваривания подготовленной сборки подойдёт любое электродуговое оборудование (для этих целей можно воспользоваться инвертором, например).
В итоге можно сказать, что сварка угловых и по-разному ориентированных в пространстве соединений предполагает не только основательную подготовку, но и правильный выбор электродов для неё.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Технология горизонтальной сварки
Метод сварки горизонтальных неповоротных стыков труб отличается от других подходов тем, что при нем необязательно полностью разделывать кромки. Допускается сохранение только несущественной разделки в 10°. При таком подходе используют среднюю дуговую сварку, в результате чего удается улучшить соединение элементов из металла и при этом не снизить их качество.
Для сварки горизонтальных стыков трубопровода рекомендуется использовать обособленные неширокие слои. В первую очередь ведется работа с корнем шва – для его проварки лучше всего подходят электроды диаметром 4 мм. В соответствии с законом Ома, сила тока должна находиться в пределах 160–190 А. За счет возвратно-поступательных движений электрода внутри стыка должен сформироваться нитевидный валик 1–1,5 мм высотой.
условия и принципы – Определенных деталей и элементов на Svarka.guru
Профессиональные сварщики во время работы часто выполняют сварку в малодоступном месте, да ещё детали располагаются в неодинаковых плоскостях.
Сварка вертикальных швов, особенно наклонного и потолочного типа, — это весьма не простое дело, потому что расплавленная масса под влиянием притяжения постоянно пытается покинуть сварочный кратер.
Такая виртуозная работа под силу только опытным исполнителям.
Содержание
- 1 Виды швов
- 2 Нюансы вертикальной сварки
- 3 Методика
- 4 Используем полуавтомат
- 5 Создание электродом
- 6 Движение сверху вниз
- 7 Cнизу вверх
- 8 Условия повышения качества
- 9 Варианты последующей обработки
- 10 Возможные дефекты
- 10. 1 Непровар
- 10.2 Подрез
- 10.3 Прожог
- 10.4 Поры и наплывы
- 10.5 Появление трещин
- 10.
- 11 Выводы
Виды швов
Сварочные соединения по месту расположения разделяют на следующие варианты:
- Нижние — это простые для исполнения шовные соединения, отличающиеся особой прочностью. Расплавленный металл плотно заполняет промежуток между соединяемыми поверхностями, нет потерь на растекание, поэтому этот тип считается экономичным.
- Горизонтальные соединения формируются при перпендикулярном положении относительно электрода, например, на стене. Сварка горизонтальных швов отличается большим расходом электродов и флюса. Если медленно вести электрод, то происходят подтёки расплавленного металла, а при быстром ведении сварки вероятность появления непроваренных мест увеличивается.
- Сделать ровный вертикальный шов значительно сложнее, т. к. многократно возрастают потери металла, увеличивается толщина шва. Здесь требуется квалифицированный исполнитель, обладающий большим опытом аналогичных работ.
- Потолочные швы относятся к разряду особо сложных сварочных работ. В процессе соединения конструкций шов наносится прерывистой дугой при небольшой силе тока.
Два последних варианта используются при сварке трубопроводов, когда трубы большого диаметра невозможно провернуть по оси.
Нюансы вертикальной сварки
К ним относятся следующие моменты:
- При сварке образуются капли, стремящиеся покинуть сварочную ванну, что создаёт для исполнителя дополнительные трудности.
- Вертикальные швы надо варить короткой дугой.
- Для быстрого затвердения расплавленного металла электрод отводится в сторону, что позволяет капле быстро кристаллизоваться и оставаться в нужном месте.
- При сварке надо правильно выбирать силу тока, параметры которой намного ниже, чем при обычном процессе.
- Иногда применяют точечную методику, чтобы обеспечить низкое крепление обеих деталей.
Выполняя все правила и рекомендации, исполнитель при аналогичном процессе исключит появление непроваров или пропусков, негативно отражающихся на качестве соединения.
Сварка вертикальным способом угловых соединений.
[stextbox id=’info’]И. К. Талдыбеков, образование: ПТУ, специальность: сварщик 5-го разряда, опыт работы: с 2005 года: «Вертикальные швы — это довольно трудная операция, поэтому для новичков в этом дела она неприемлема. Вначале надо приобрести опыт проведения сварочных работ более простых швов, а затем уже переходить к сварке ответственных конструкций».[/stextbox]
Методика
Во время аналогичного соединения выполняются такие рекомендации:
- при вертикальной сварке электродом дугу надо делать минимальной длины, т. к. длинный вариант не сможет удержать расплавленный металл — он вытекать из кратера;
- электрод наклоняется под углом вниз, чтобы исключить стекание расплавленных капель;
- иногда стекание металла не удаётся предотвратить, поэтому увеличивают силу тока и ускоряют перемещение токопроводящего стержня.
При регулировке параметров тока нужно быть осторожным, чтобы случайно не увеличить длину дуги. Кроме перечисленных действий, опытные мастера рекомендуют увеличивать ширину шва, перемещая электрод в разные стороны по горизонтальной плоскости.
Используем полуавтомат
Вертикальные сварочные швы при помощи полуавтоматического оборудования производят по такой методике:
- Треугольник — применяется для металла не толще 2 мм, при этом электрод проводится по направлению снизу вверх, тогда расплавляемый металл находится выше застывшего шва, а валик не позволяет каплям покидать место сварки. При выполнении вертикальных швов инвертором нужно перемещать электрод правильно, а профессиональные сварщики рекомендуют силу тока устанавливать не более 100 А, диаметр электрода 3 мм.
- Вариант лестница применяют при большом расстоянии между деталями — движение совершается снизу вверх без отрыва дуги от поверхности. Валик шва образуется с острыми краями.
- Ёлочка — такой метод характерен для полуавтоматов, зазор между деталями при этом до 3 мм. Траектория перемещения электрода напоминает ёлочку. Когда появляется валик наплавленного металла, то исполнитель делает непродолжительную остановку для проплавки изделия, аналогичную проварку металла делают с другой стороны.
Работая полуавтоматом, надо выполнять три правила: короткая дуга, равномерность движения электрода и установка правильного угла к деталям.
Создание электродом
Как варить угловой шов электросваркой, чтобы не допустить стекания металла — сварка требует особого внимания и усилий, чем аналогичные действия при горизонтальном процессе. Для начинающих исполнителей формирование шовного соединения производится с отрывом дуги, чтобы металл успевал застывать, а электрод упирается в основание сварочной ванны, препятствуя стеканию капель. Для формирования прочной дорожки движения делаются по методике зигзага, полумесяца, петельки или валика.
[stextbox id=’warning’]Перед началом процесса надо очистить поверхности от загрязнений и обработать их растворителем.[/stextbox]
Качество шва непосредственно зависит и от диаметра электрода, который меньше ширины зазора между поверхностями, что обеспечивает свободное перемещение прутка.
Движение сверху вниз
Выбираем короткую дугу, для правильного ведения электрода, надо предварительно потренироваться, чтобы расплавлять металл, но избегать его растекания. Держать постоянно правильный угол трудно — нужна тренировка и сноровка, при правильной сварке стержень диаметром до 5 мм наклоняется вниз под углом в 45 градусов.
Cнизу вверх
Такой метод отличается индивидуальными нюансами:
- Сначала перемещения электрода производятся строго под прямым углом.
- При появлении первых капель расплавленного металла надо немного наклонить пруток.
- Постоянно поддерживается минимальная длина дуги, а капли собираются и, при кратковременном удалении дуги в другое место, успевают застывать — начинается кристаллизация шва.
- Чтобы исключить длительную обработку тепловой энергией одной точки, совершают поперечное перемещение электрода.
Аналогичная методика позволяет получить качественный шов, но при этом производительность снижается, т. к. расходуется время на остывание фрагментов шва.
Методика движений электрода при вертикальной сварке.
Условия повышения качества
Начинающим сварщикам нужно знать нюансы проведения сварки вертикальных швов:
- во время активации сварочной дуги, электрод находится перпендикулярно поверхности соединяемой конструкции, иначе горение будет нестабильно;
- при минимальной длине дуги происходит быстрая кристаллизация шва, устраняется появление потёков;
- выдерживать острый угол наклона под силу только опытным сварщикам;
- при попытках стекания расплавленного металла, надо увеличить силу тока и ширину шва;
- проводят предварительную сварку точечным методом, для снижения появления потёков.
Для качества вертикального шва уделяют много времени подготовительному процессу, куда входит удаление загрязнений поверхности, особенно масляных пятен.
Варианты последующей обработки
На практике встречаются три аналогичных метода:
- Термическая обработка проводится для ликвидации остаточного внутреннего напряжения шовного соединения путём локального или общего прогревания конструкции.
- Механическая зачистка применяется для удаления шлака и окалины с поверхности швов.
- Химическая обработка помогает обезжирить соединение и покрыть шов защитным слоем, предотвращающим окисление, которое неминуемо, если конструкция будет находиться в агрессивной среде.
На практике изготовления конструкций часто применяется поэтапный метод использования перечисленных вариантов.
Возможные дефекты
Встречаются допустимые и не допустимые дефекты сварных швов, а пригодность получившейся конструкции для эксплуатации определяет ГОСТ 30242-97.
Непровар
Такой изъян получается при недостатке сплавления соединяемых деталей, а причина кроется в плохой подготовке кромок, не удалении остатков краски, создании слишком широкого зазора. К аналогичным последствиям приводит большая скорость проведения сварки, малая сила тока и смещение электрода от оси шва. При обнаружении непровара более 70%, нужно произвести зачистку шва и повторить сварку.
Подрез
Так называется наличие углублений между сварочным швом и основным металлом. Происходит такое из-за увеличения напряжения дуги во время быстрой проводке электрода, в результате чего жидкий металл стекает на соседнюю поверхность и промежуток не успевает заполниться. Дефект легко обнаруживается при визуальном осмотре, устранение производится путём зачистки и переварки шва.
Прожог
Большая сила тока и медленная проводка электрода приводит к появлению такого дефекта, устранение производится аналогичными методами.
Поры и наплывы
Первый вид характерен наличием свободного пространства в шве, которые заполнены газом, происходит такой брак из-за наличия посторонних вкраплений в расплавленном металле, избыточная сырость или недостаток защиты сварочной ванны. Если концентрация пор выше нормы, то такое соединение нуждается в повторной сварке.
Наплывы характеризуются натеканием расплавленного металла на поверхность соединяемой конструкции без образования однородной субстанции. Причина — низкое напряжение сварочной дуги, окалина на кромках, медленная проводка электрода и появление излишек расплавленного металла.
Появление трещин
Они встречаются — холодные, горячие, продольные, поперечные или радиальные. Первый вариант появляется во время остывания шва при t=1200С или под воздействием длительных нагрузок во время эксплуатации. Второй — при t=1100—13000С, когда возможно изменение пластичности и появления деформации, связанной с растяжением. Причина появления брака кроется в снижении прочности стали во время сварки или из-за появления в расплаве атомов водорода.
Выводы
Качество вертикальных швов зависит от большого количества параметров сварочного процесса и характеристик соединяемого металла, а также, несомненно, от подготовки исполнителя. Учитывая описанные выше рекомендации несложно выбрать подходящую технологию и выполнить поставленную задачу.
Дуговая сварка вертикальных швов: технология (видео)
» Разное
(Last Updated On: 24.09.2017)
Сварка вертикального шва
Дуговая сварка вертикальных швов – один из методов работы с металлическими поверхностями. Вам нужно сварить металлическую решётку или приварить петли для садовой калитки? Сварка – лучшее решение такой проблемы. Она применяется не только для этих целей. С её помощью можно починить, например, поломанные металлические гаражные ворота, приварить фрагмент железного забора.
Дуговая сварка вертикальных швов проводится по своей, особенной технологии, знать которую должен всякий, кто впервые берёт в руки сварочный аппарат. Кроме самых важных азов, которые описываются в различных методических пособиях для начинающих и профессионалов, постараемся рассмотреть некоторые моменты. Без них начинать работу просто невозможно.
Дуговая сварка: что такое?
Дуговой сваркой называют такой способ соединения двух и более металлических частей, при котором для нагрева материала используется электрическая дуга. Под её воздействием кромки свариваемых деталей расплавляются вместе с электродом, образуя «ванну» из жидкого металла. Металл остывает и образуется сварочное соединение.
Принцип работы очень простой. К электроду и металлическим частям подсоединяют трансформатор. С помощью электроэнергии, вырабатываемой трансформатором, происходит нагрев до высокой температуры в 7000 градусов по цельсию. При такой температуре плавления происходит смешивание электрода с металлом изделия, а все шлаки выходят наружу, образуя защитную плёнку.
Дуговая сварка вертикальных швов зависит от многих параметров, за которыми желательно следить и по возможности контролировать. Обычно подбирают необходимые значения следующих параметров:
- напряжение электрической дуги;
- силу сварочного тока;
- плюсовую и минусовую полярность;
- толщину электрода;
- положение сварочного соединения в пространстве;
- скорость работы.
Используемый ток
Сила электрического тока, применяемого для сварки, является одной из самых главных характеристик. Они описываются в инструкции, прикладываемой к сварочному аппарату.
Если такого описания по каким-то причинам не оказалось, то силу тока определим в зависимости от диаметра электрода. Чем он толще, тем мощнее аппарат, тем больше сварочного тока. Может даже получится так, что электрическая дуга будет «плавать», колебаться, менять свою длину.
Соответственно качество шва в этой ситуации ухудшится, увеличится его ширина, а глубина провала намного уменьшится.
Напряжение дуги
После верного определения силы тока, рассчитаем длину дуги. Другими словами – это расстояние от электрода до поверхности металлического изделия. При работе обязательно сохраняем это расстояние неизменным. От этого будет зависеть качество всей работы в целом.
Самой оптимальной длиной дуги считается расстояние между минимальным и максимальным значением короткой дуги.
Оно превышает на один-два миллиметра диаметр электрода. Дуговая сварка вертикальных швов использует исключительно короткую дугу. Диаметр её не должен превышать диаметра электрода.
Полярность электрического тока
У большинства трансформаторов постоянный ток получается путём «выпрямления» переменного. При работе используют как прямую полярность, так и обратную. В первом случае изделие прикрепляется к «плюсу», а сварочный электрод к «минусу». При обратной – зажимы меняют местами.
Обратную полярность обычно используют при сварке тонколистового металла, чтобы не прожечь его насквозь. Такой же полярностью варятся высоколегированные стали, чтобы избежать их перегрева.
Варим вертикальные швы
При вертикальной варке швов капли электрода и расплавленного металла будут капать вниз. Чтобы избежать этого закономерного (с точки зрения физики) процесса, следует электрическую дугу сделать более короткой. При таком способе, благодаря силам поверхностного натяжения, капли жидкого металла будут легче переходить с электрода в углубление кратера.
Ток выбираем минимальный или средний. Он позволяет варить без подтёков и наплывов металла на изделии.
Вертикальные швы варим снизу и потом медленно (по степени готовности шва) идём вверх. В таком случае весь расплавленный металл заполняет все углубления, которые находятся ниже.
Положение электрода
Положение электрода тоже может быть различным. В основном угол наклона составляет девяносто градусов, при этом электродуга наиболее эффективно воздействует на поверхность, которую сваривают. При сварке под углом сорок пять или шестьдесят градусов наблюдается неравномерное расплавление материала, ухудшается управление сварочным процессом.
Видео:
Некоторые методы сварки
Дуговая сварка вертикальных швов по своей технологии отличается индивидуальными особенностями работы. Применяют два способа заваривания – «дугой вперёд» и «лестница».
Способ лестницы характерен зигзагообразным движением, постепенно поднимаясь как бы по лестнице снизу вверх. Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д. Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Некоторые сварщики применяют метод «дугой назад». В данном случае он не оправдывает себя по той простой причине, что в результате получаем чрезмерную выпуклость сварочного шва. Большая часть жидкого металла при этом стекает в цент кратера и застывает.
Кроме перечисленных методов дуговой сварки профессионалы и опытные сварщики применяют и другие варианты при работе с вертикальными швами. Чтобы результат получился качественным, не торопитесь, а старайтесь выполнить все необходимые правила. Удачи в работе!
Поделиться:
Инновации в производстве стальных резервуаров Повышение производительности и снижение затрат
В современном мире инновации и технические возможности стали механизмами выживания — это также верно для производителей стальных резервуаров. Инновации часто являются ответом на уникальные проблемы, возникающие при строительстве больших резервуаров в полевых условиях.
Проблемы связаны не только с логистикой и планированием, но и с производственными мощностями и оборудованием. Для монтажа и сварки этих больших стальных резервуаров требуется специальное технологическое оборудование, которое можно приобрести у различных поставщиков сварочных и строительных материалов.
Vertomatic: инновационная машина для вертикальной шовной сварки T Bailey
Однако из-за технологических требований необходимое оборудование не всегда доступно, и поэтому иногда его необходимо создавать. Машина для вертикальной шовной сварки, также известная как Vertomatic, является примером способности и способности T BAILEY, INC к инновациям, когда она сталкивается с проблемой такого рода.
1. Пример имеющегося в продаже Vert. Сварщик швов.
Для большинства производителей резервуаров сварка вертикальных швов резервуара, смонтированного на месте, является одним из наиболее болезненных процессов. Время настройки, доступность управления машиной, ограниченная мощность сварки и безопасность — вот некоторые из причин, по которым мы в T BAILEY, INC. осознали острую потребность в новой конструкции машины.
Чтобы решить эти проблемы, инженеры T BAILEY, INC приступили к работе и построили совершенно новую машину.
Результат?
Инструмент, который значительно снижает трудозатраты и время наладки, повышает производительность и качество, а также делает процесс более безопасным для оператора.
2. Ранняя концепт-карьера
Как выглядят инновации в производстве стальных резервуаров?
Компания T BAILEY, INC. рассмотрела текущую конструкцию и определила множество возможностей для улучшения. Позиционирование оператора было быстро определено как возможность для экономии средств.
Машины, имеющиеся в настоящее время в продаже, создают ситуацию, когда оператор часто находится в неудобном и небезопасном положении. Оператору нужно было безопасное и удобное место для управления машиной, что означало создание машины с подвижной платформой и простыми в использовании элементами управления.
3. Компьютерное моделирование компонентов трансмиссии
В партнерстве с Sumitomo Drive Technologies и с использованием новейшего программного обеспечения для 3D-моделирования команда разработала инновационную приводную систему, которая сводит сложность к минимуму, обеспечивая надежную и безопасную систему. Первоначальные нагрузочные испытания системы превзошли все ожидания команды, и с учетом безопасности была добавлена внутренняя система защиты от падения. В результате усовершенствований система работала лучше, чем ожидалось, при одновременном повышении безопасности оператора.
Инновации должны привести к повышению производительности
Инновации должны в конечном итоге привести к снижению затрат за счет повышения производительности и улучшения процессов. Управление такой сложной машиной, как сварочный аппарат с вертикальным швом, дало команде шанс еще больше сократить расходы.
4. Схема управления сигналами Gerber
Компания T BAILEY, INC. Vertomatic может похвастаться недавно разработанной компьютерной системой управления. Наш модернизированный дизайн, основанный на процессоре ARM-Cortex M, сводит к минимуму количество элементов управления, которыми должен управлять оператор. Кроме того, появилась возможность автоматизировать управление самим процессом сварки, что повысило качество сварного шва.
Модернизированная конструкция обеспечивает 15 000 регулировок скорости и параметров сварки в секунду для обеспечения наилучшего сварного шва. Из-за стремительного роста сторонних мастерских по быстрому прототипированию и аппаратных платформ с открытым исходным кодом команда смогла разработать и произвести необходимые печатные платы без затрат или времени, типичных для таких усилий.
T BAILEY, INC. использует внутреннюю базу программного обеспечения от драйверов датчиков до алгоритмов синхронизации управления движением. Используя наш репозиторий программного обеспечения, затраты и время, необходимые для разработки системы, были сведены к абсолютному минимуму.
Время – деньги: повышает ли оно производительность?
При выполнении крупных дизайнерских проектов, таких как разработка Vertomatic, наша цель всегда состоит в том, чтобы выполнить проект максимально эффективно. Это означает, что мы не хотим изобретать велосипед. Чтобы сэкономить время, часто можно модифицировать уже существующее оборудование, а не создавать его с нуля. Как и многие другие инновации, которые мы реализовывали в прошлом, проект Vertomatic потребовал изменения существующего сварочного оборудования.
Наш многолетний опыт и партнерские отношения со сторонними организациями обеспечивают нас необходимыми навыками и инструментами для работы со стандартным промышленным оборудованием таким образом. Компания T BAILEY, INC. Vertomatic использует трактор Bugo-Systems для перемещения сварочной горелки вверх и вниз по сварному шву. К сожалению, Bugo не производит трактор, принимающий компьютерный сигнал для внешнего управления.
5. 3D-рендеринг модуля Bugo. Построен на аппаратном обеспечении Arduino с открытым исходным кодом
Однако благодаря нашему опыту работы с Bugo Tractors необходимые модификации были внесены за один день. Был построен и добавлен небольшой электронный модуль, чтобы наша команда технического обслуживания могла легко обслуживать измененную машину. Возможность модифицировать Bugo сэкономила месяцы проектных работ и снизила стоимость проекта.
Опять же, использование современных инструментов САПР и моделирования позволило еще раз улучшить машину, что в конечном итоге приводит к снижению затрат для наших клиентов.
Создание ценности за счет инноваций
Один из способов сохранения конкурентного преимущества, выбранный T BAILEY, INC., — это технические инновации. Производство сварных стальных резервуаров традиционно жило в нетехнологическом мире, существуя где-то между изготовлением на заказ и классическим производством. Vertomatic — это лишь один из многих примеров, демонстрирующих нашу приверженность ценности и качеству.
По мере того, как мир становится все более интегрированным и конкурентоспособным сообществом, T BAILEY, INC. продолжает раздвигать границы, бросать вызов классической мысли и стремиться предлагать больше ценности клиентам, которых мы обслуживаем. Каждый успех, которого мы добились, способствует обслуживанию и ценности, которые ожидают наши клиенты.
Автоматическая машина для вертикальной шовной сварки (EGW)_Nanjing Auto Automation Co., Ltd.
Решение
Интеллектуальное решение для экономичного производства трубных катушек
Решение для строительства резервуаров для хранения
Решение для изготовления горизонтальных оболочек
Решение для бережливого производства трубных катушек
Решение для изготовления трубных катушек подвижного типа
Решение для изготовления трубных катушек в мастерской
Интеллектуальное решение для мастерских
Интеллектуальная система управления мастерской
Система F-вида
Интеллектуальная система разделения катушек труб
Производственная линия MES-система
Система сетевого мониторинга производственной линии
Система управления мобильным терминалом
Система обслуживания производственной линии
Система управления сваркой
Количество просмотров:
Описание товара
Параметры
Параметры
Автоматическая машина для вертикальной шовной сварки (EGW)
Автоматический сварочный аппарат с вертикальным швом представляет собой автоматическое сварочное оборудование, самостоятельно разработанное и произведенное компанией Nanjing Aote Automation Co. , Ltd. в соответствии с характеристиками передней/обратной конструкции резервуара. Он сочетает в себе технологию вертикальной сварки с самозащитой и японское газоэлектрическое оборудование для вертикальной сварки на тележке, которое может использоваться как в формальной конструкции, так и в конструкции с перевернутым чипом. Оборудование использует сервосистему в процессе автоматической сварки и замкнутый контур. контрольная сварочная тележка используется для управления скоростью подъема вверх, тем самым достигается эффект стабилизации сварочной ванны и завершается автоматическая сварка продольного шва большого резервуара-хранилища или доменной печи и башни.
Полный комплект оборудования состоит из сварочной системы и портала, сварочной ветрозащитной рамы (с боковой системой управления ходьбой), сварочной тележки подъемной платформы, системы автоматического управления сваркой, системы управления поворотом, системы циркуляции охлаждающей воды и т. д. модульная комбинированная конструкция, а также функция передней и обратной загрузки могут быть удобно реализованы путем регулировки положения установки. Система управления сварочным поворотом выполнена в виде линейного осциллятора.
В этом оборудовании используется запатентованная технология адаптивной газоэлектрической тележки для вертикальной сварки с ЧПУ (номер патента: ZL200920231033.1) с полностью закрытой технологией программного управления ПЛК, позволяющая решить проблему низкой надежности и легкого повреждения аналоговых цепей при традиционном аналоговом управлении. обеспечивает непрерывную и стабильную работу оборудования в сложных и суровых строительных условиях. Эффект сварки вертикальным швом также может устранить необходимость доработки участка дугообразования, как в случае обычного консервирования, что еще больше улучшит автоматизацию сварки. . Оснащен баком охлаждающей воды большой емкости для обеспечения непрерывности строительства в условиях высокой температуры.
Отсканируйте QR-код, чтобы прочитать его на телефоне
Не удалось найти соответствующие параметры, добавьте их в таблицу свойств
Технические параметры
➤ Применимый диаметр: вертикальный цилиндр диаметром 6 метров и более;
➤ Применяемые материалы: углеродистая сталь, высокопрочная сталь, легированная сталь и т. д.;
➤ толщина обрабатываемого листа: 8 м ~ 45 мм;
➤ Форма канавки: V-образная канавка из стального листа 8м~22мм, X-образная канавка из стального листа 22~45мм;
➤ Подходящая панель: флип 1,6 м ~ 2,5 м, торжественное платье 1,6 м ~ 2,8 м;
➤ Подходит для сварочных процессов: газоэлектрическая вертикальная сварка, сварка в среде защитных газов;
➤ Метод построения: как положительный, так и отрицательный.
Модель оборудования: перевернутая газоэлектрическая вертикальная сварочная машина, формальная газоэлектрическая вертикальная сварочная машина, позитивная/перевернутая газоэлектрическая вертикальная сварочная машина, морская вертикальная сварочная машина, двухцелевая вертикальная сварочная машина с низкотемпературным резервуаром для хранения сырой нефти и т. д.
Предыдущий
Сварка вертикального шва для металлического барабана — Китайская техника, сварщик шва
Обзор
Подробная информация о продукте
Рекомендуется для вас
Производственная мощность:
150 наборов в год
.
.:XZZFH-1000
Срок поставки:
20 дней
Цвет:
Настраиваемый
Мощность сварки Марка:
Настраиваемый
Метод сварки:
MIG или TIG (настраиваемый)
Скорость сварки:
Регулируемый
Wuxi Xuzheng Intelligent Equipment Co., Ltd.
Краткие сведения
Наименование продукта:
Оборудование для сварки вертикальных швов металлических барабанов
№ модели:
XZZFH-1000
Время доставки:
20 дней
Цвет:
Настраиваемый
Сварная мощность Бренд:
Настраиваемая
Метод сварки:
MIG или TIG (настраиваемая)
Скоро
Пневматический
Товарный знак:
XUZHENG
Транспортная упаковка:
Деревянный ящик
Спецификация:
2200x1100x2100
3 Происхождение:
3 Китай0003
Код ТН ВЭД:
8468800000
Подробная информация о продукте
* Краткое введение:
Этот прямошовный сварочный аппарат использует механизм нажатия клавиш, для заготовки в процессе сварки обеспечивает равномерное и стабильное усилие зажима и охлаждающий эффект
, уменьшает деформацию сварки и послесварочная околошовная зона воздействия сварного шва
. Таким образом, сварка заготовки получается плоской и гладкой.
Сварочный процесс с использованием сварочного процесса сварной формовки с обеих сторон, обеспечивающий
шов 100% сварной. Подходит для сварки MIG/MAG и TIG черных и цветных металлов.
Клиенты могут выбрать оборудование, газозащиту, водяное охлаждение, слежение за швом.
* Welding Results:
* Technical Data
| Standard Straight Seam Welding Machine | ||||||||||||||||||||||
| ITEM | XZZFH-1000 | XZZFH-1500 | XZZFH-2000 | |||||||||||||||||||
| Номинальная мощность (кВт) | 14 | 14 | 14 | |||||||||||||||||||
| Диапазон давления воздуха (MPA) | 0,1 ~ 0,6 | 0,1 ~ 0,6 | 0,1 0,6 0,6 | 903S. 9034.903S. | .903S. | .903S. 9034.903S. | . | 0. 8~4 | 0.8~4 | |||||||||||||
| Work-piece Diameter(mm) | 120~600 | 120~600 | 120~600 | |||||||||||||||||||
| Work-piece Length(mm) | 1000 | 1500 | 2000 | |||||||||||||||||||
* Заявка
* Наш заводской цех:
* Преимущества:
1 Он может точно контролировать время запуска и остановки дуги.
2 Программирование гибкое в зависимости от продукта.
3 Положение зажигания дуги точное.
4 Сварной шов выглядит цельным и красивым.
* Часто задаваемые вопросы:
В: Какой минимальный диаметр может сваривать машина?
A: внутренний диаметр около 110 мм.
В: Можно ли сварить квадратную заготовку?
A: Да, пожалуйста, предложите нам свой размер заготовки.
В: Возможна ли прерывистая сварка?
О: Да, несколько простых настроек.
В: Какие параметры мы можем предложить при отправке запроса?
A: Диапазон длины/диаметра вашей заготовки и материал.
* Добро пожаловать к нам!
Просмотреть больше
Похожие видео
Не совсем то, что вы хотите?
Запрос постсорсинга
Горячие запросы
Сварка стали Сварочная часть Сварочная система Электросварка Сварка алюминия Автоматическая сварка
Подробнее
{{ } }} {{ если(product.prodRelatedType==’2′){ }}
{{ } }}
{{=продукт. название}}
{{=product.price}} {{=product.packageUnit}}
PROFAB Seam Pro — Production Products, Inc.
Свяжитесь для уточнения цен
Количество PROFAB Seam Pro Артикул: MAWLD-0001.
Категории: Машины, Сварочные аппараты, Сварочные аппараты
Тег: PROFAB
- Описание
- Видео о шве
- Свяжитесь для ценообразования
- Финансирование
Описание продукта
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ:
- Подходит для TIG, плазменной, MIG, субдуговой и лазерной сварки
- Полностью сварная конструкция
- Оправка имеет вертикальную регулировку для различной толщины
- Регулируемая защелка шпинделя с уникальным механизмом безопасности
- Независимый зажим левого и правого пальцев
- Прецизионный шарикоподшипник, линейная направляющая для плавного хода
- Стандартная гибкая направляющая для поддержки шлангов и кабелей
- Уникальные, простые в использовании, прецизионные калибры для центровки
- Усовершенствованные средства управления кареткой с автоматическим переключением
- Пневматическое втягивание горелки
- Разработка и поддержка процесса сварки
- Двойной регулятор давления
- Прямоугольный стержень и фланец
Загрузить спецификацию
Сообщение от одного из наших клиентов:
«Просто хотел поблагодарить вас за профессиональную настройку, которую вы сегодня сделали в моем магазине. Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!» – Harvey LaFlamme
| «А» | «Б» | «С» | «Д» | Прибл. Транспортировочный вес | Допустимая толщина материала | Точность отслеживания каретки | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номер модели | Длина сварки | Мин. Диаметр | Общая длина | Общая ширина | ||||||||||
| в | см | в | см | в | см | в | см | фунтов | кг | в | мм | в | мм | |
| ПЛСК-72 | 72 | 182,9 | 6,00 | 15,2 | 117,38 | 298,1 | 39,50 | 100,3 | 5 300 | 2409 | . 020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| PLSC-84 | 84 | 213,4 | 6,88 | 17,5 | 129,38 | 328,6 | 39,50 | 100,3 | 5900 | 2682 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-96 | 96 | 243,8 | 7,25 | 18,4 | 141,38 | 359,1 | 39,50 | 100,3 | 6 400 | 2909 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-120 | 120 | 304,8 | 9,50 | 24,1 | 176.00 | 447,0 | 41,50 | 105,4 | 12 000 | 5455 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-144 | 144 | 365,8 | 12,25 | 31,1 | 200,00 | 508,0 | 41,50 | 105,4 | 13 000 | 5909 | . 020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-168 | 168 | 426,7 | 15,25 | 38,7 | 224.00 | 569,0 | 41,50 | 105,4 | 14 000 | 6364 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-192 | 192 | 487,7 | 8,50 | 21,6 | 248,00 | 629,9 | 41,50 | 105,4 | 15 000 | 6818 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
| ПЛСК-216 | 216 | 548,6 | 21,25 | 54,0 | 272,00 | 690,9 | 41,50 | 105,4 | 16 000 | 7273 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-. 40 |
| PLSC-240 | 240 | 609,6 | 24,25 | 61,6 | 296.00 | 751,8 | 41,50 | 105,4 | 17 000 | 7727 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 |
->
The Profab Seam Pro in Action
Посмотрите это видео на YouTube
The Profab Seam Welder
Смотрите это видео на YouTube
20 Guage Galvanized TIG TELD TEST
3932222222222222222222222222222222222222222222222222222222239223 2222222222222222222222222222222223922393223932239322393222393239323932233932н на YouTube
PROFAB Seam Welder — Машина для сварки воздуховодов и листового металла
Посмотреть это видео на YouTube
PROFAB Seam Pro MIG Сварочный канал для смазки из нержавеющей стали
Посмотреть это видео на YouTube
PROFAB Машина для шовной сварки #5
Посмотреть это видео на YouTube
2
2 2 2
Посмотреть это видео на YouTube
Финансирование теперь доступно для квалифицированных покупателей!
Нажмите ниже, чтобы подать заявку!
Подать заявку сейчас!
Аппараты для сварки продольных швов— SEMAC
Систематическая сварка продольных швов требует отработанной передовой технологии. Наша серия ELENA может предложить вам такую технологию, а также многое другое, например, для идеальных сварных швов без образования кратеров в начале/конце сварки.
Высококачественная, производительная сварка продольных швов требует отработанной передовой технологии. Только так мы можем защитить и укрепить свои позиции на рынке в условиях все более жесткой конкуренции. Наши машины для сварки продольных швов ELENA (также известные как машины для сварки швов настольного типа) обеспечивают непревзойденную технологию сварки продольных швов на металлических материалах. Ассортимент нашей продукции ELENA включает в себя несколько основных типов и широкий выбор специальных решений для самых разных областей применения.
ЕЛЕНА МАШИНЫ ДЛЯ ПРОДОЛЬНОЙ СВАРКИ
- Продольные швы на гладких пластинах, листах, трубах, конических трубах, секциях резервуаров, корпусах…
- Идеальные сварные швы, без кратеров в начале и конце сварки, равномерные по всей длине шва, без изменения цвета с нержавеющей сталью
- Методы сварки: MIG/MAG, TIG, плазменная, плазменно-капельная, микроплазменная, лазерная
- Клепка, швы со смещением, сварка в обоих направлениях, память параметров
- Используется для: стали, нержавеющей стали, оцинкованного/покрытого алюминием металла, алюминия, титана, латуни, меди, свинца, титано-цинкового, платино-родиевого…
- Толщина материала: 0,15–10 мм (в зависимости от типа)
- Управление Siemens с простым управлением через сенсорный экран
- Зрелый, надежный, полный
- Широкий выбор опций и специальных решений
- Холодная проволока, установка с двумя горелками, TIG и MAG, осцилляция, AVC, регистрация данных сварки…
- Вспомогательные приспособления
- Различные типы ножек
- Ступенчатая оправка для труб малого диаметра
- Регулировка высоты, адаптер высоты
ELENA II — ГИБКАЯ БАЗОВАЯ МАШИНА
Аппарат для продольной сварки ELENA® тип II (настольный шовный сварочный аппарат) является универсальным аппаратом для всех методов электродуговой сварки с проволокой или без нее. На сегодняшний день было построено более 300 таких машин, и постоянное дальнейшее совершенствование гарантирует зрелость концепции машины.
В зависимости от модели машины и сварочной арматуры возможна сварка металла толщиной от 0,15 мм до 10 мм.
Область применения
- Сварка продольных швов труб, листов, полос, специальных деталей…
- Системы дымоходов, вентиляционные системы, воздуховоды
- Автомобильные выхлопные системы, металлические сильфоны, элементы рулевого управления
- Воздушные и космические путешествия
- Фильтровальные трубы, сита, проволочная сетка
- Кухонная и бытовая техника, внутренняя отделка, стиральные барабаны…
- Корпуса для электродвигателей, погружных насосов, корпуса статоров
- Секция резервуара и конструкция резервуара
- Сварка концов рулонов в полосах штамповки
- Материал:
Ферритная сталь, аустенитная и дуплексная сталь, алюминий, медь, никелевые суперсплавы… - Толщина металла: 0,15 – 10 мм (в зависимости от фурнитуры)
- Методы сварки: TIG, MIG/MAG, плазма, микроплазма
ELENA III — ДЛЯ ТРУБ МАЛЕНЬКОГО ДИАМЕТРА
Аппараты для сварки продольных швов ELENA® Тип III (настольные шовные сварочные аппараты) имеют специальную систему внутреннего зажима оправки для сварки длинных труб малого диаметра.
Зажимные пальцы с фиксированным положением в сочетании со специальной системой зажима гарантируют прямое положение шва даже при полном усилии зажима. Это обеспечивает постоянную длину сварочной дуги и, следовательно, постоянные условия сварки по всей длине зажима.
Длина сварки стандартной серии от 600 до 3100 мм (специальная длина доступна по запросу).
Область применения
- Длинные трубы малого диаметра
- Критические диаметры/соотношения длины трубы:
напр. Диаметр 120 мм, длина сварки 2100 мм - Дымоходы, воздуховоды
- ОВКВ, строительство установок, системы водоподготовки
- Материал: сталь, нержавеющая сталь, алюминий…
- Толщина металла: 0,2–1,5 мм
- Методы сварки: главным образом сварка ВИГ и плазменная сварка
ELENA IV — СВАРКА ИЗНУТРИ
Аппараты для сварки продольных швов ELENA® IV (настольные шовные сварочные аппараты) разработаны для внутренней сварки деталей внутренней поверхности резервуаров с высокими гигиеническими требованиями. Для использования с методами сварки TIG и микроплазмой. Система пневматического кассетного зажима двойного действия также позволяет зажимать детали с выступающими наружу фланцами
Область применения:
- Детали с высокими гигиеническими требованиями к внутренней поверхности
- Внутреннее покрытие для пароварок, пекарных печей, инкубаторов…
- Транспортные контейнеры для лекарств, медицинского оборудования
- Гигиеническая мебель
- Материал: нержавеющая сталь 1.4401, 1.4436, 1.4435 и т. д., медь, алюминий…
- Толщина металла: 0,5 – 2 мм
- Методы сварки: TIG, микроплазма
ELENA V — НАСТОЛЬНАЯ СВАРОЧНАЯ МАШИНА С ИНДИВИДУАЛЬНЫМ ПРИВОДОМ
Машины для сварки продольных швов (настольные сварочные машины) типа ELENA® V имеют зажимные пальцы с индивидуальным приводом. Последовательность зажима зажимных пальцев может быть задана по отдельности или по группам в системе управления станком.
Пошаговый процесс определенной последовательности зажима позволяет по очереди вставлять несколько коротких компонентов, что экономит время во время цикла зажима и сварки. Для специальных деталей с прерывистыми участками сварки тип V также является хорошим решением, так как участки зажимаются по очереди и могут быть выровнены с нулевым зазором.
Серия с максимальной длиной сварки от 600 до 3100 мм.
Область применения:
- Короткие трубы в больших количествах
- Специальные детали с углублениями/участками под сварку
- Муфты, печные трубы, соединители, специальные детали…
- Материал: Высоколегированная сталь, CrNi, сталь S235, алюминий…
- Толщина металла: 0,5 – 10 мм (в зависимости от комплектации)
- Методы сварки: TIG, TIG холодной проволокой, MIG/MAG
ELENA VII — ДЛЯ ОЧЕНЬ БОЛЬШИХ ДЕТАЛЕЙ
Сварка продольных швов труб большого диаметра – это работа, которая часто используется при строительстве резервуаров и котлов.
В таких случаях идеально подходит вертикальное положение сварки, так как во время и после сварки секция котла уже имеет правильную ориентацию для последующей работы.
Область применения:
- Сварка деталей большого диаметра
- Вертикальное направление сварки (падающий PG или восходящий PF)
- Секции резервуаров, резервуаров, котлов, специальных труб…
- Строительство секций резервуаров, строительство заводов, строительство резервуаров, строительство котлов
- Материал: сталь, алюминий, нержавеющая сталь (V2A) 1.4301; (В4А) 1,4404, 1,4571…
- Толщина металла: 1,0 – 10 мм
- Методы сварки: преимущественно плазменно-замочная, мягкая плазма и TIG с холодной или горячей проволокой.
- С ткацким блоком
Специальные решения: крупногабаритные детали
Сверхвысокий корпус машины
Регулировка высоты
Адаптер высоты
Вставка + зажимные приспособления
Вспомогательное приспособление
Устройство автоматического закрытия зазоров
Тележка для загрузки матриц
Загрузочная тележка
Специальные оправки
Ступенчатая оправка
Револьвер с оправкой
Квадратный стержень с частичными опорами
Особое сечение
Специальные детали
Открытая зажимная оправка для специальных секций резервуара
Машина для контурной сварки
Работа с двумя машинами
Варианты крепления
Технология сварки
Елена М
Сварка: подготовка поверхности, зачистка сварного шва, отделка
Компания Chicago Pneumatic поддерживает вас на протяжении всех процессов сварки металлов, от подготовки поверхности до снятия и отделки сварного шва. Наш ассортимент угловых, вертикальных и прямошлифовальных станков, угловых и ленточных шлифовальных машин предназначен для оптимизации ваших операций по металлообработке.
Свяжитесь с нами
Наш лучший выбор инструментов для сварки: вертикальные и угловые шлифовальные машины, угловые шлифовальные машины, ленточные шлифовальные машины, прямошлифовальные машины
Работа с инструментами и абразивами: как правильно выбрать инструмент?
| Вертикальные шлифовальные машины | Угловые шлифовальные машины | Угловые шлифовальные машины | Ленточные шлифовальные машины | Прямошлифовальные машины | |||||||
| СР3349 | СР3550 | СР3650 | СР3850 | СР3550 | CP3550 (низкая скорость) | СР3650 | СР3850 | КП5080 | СР3550 | СР3119 | |
| Мощность (л. с./Вт) | 4,0 л.с. / 3000 Вт | 1,5 л.с. / 1100 Вт | 2,4 л.с. / 1800 Вт | 2,8 л.с. / 2100 Вт | 1,5 л.с. / 1100 Вт | 1,5 л.с. / 1100 Вт | 2,4 л.с. / 1800 Вт | 2,8 л.с. / 2100 Вт | 0,5 л.с. / 400 Вт | 1,5 л.с. / 1100 Вт | 1,2 л.с. / 900 Вт |
| Абразивы |
|
|
|
| Шлифовальная подушка | Шлифовальная подушка | Шлифовальная подушка | Шлифовальная подушка | Шлифовальная лента | Верхняя часть | Верхняя часть |
| Размер абразива | 7″ — 9″ / 180 мм — 230 мм | 4″ — 6″ / 100 мм — 150 мм | 4” — 7” / 100 мм — 180 мм | 7″ — 9″ / 180 мм — 230 мм | 5″ — 7″ / 125 мм — 180 мм | 5″ — 9″ / 125 мм — 230 мм | 4” — 7” / 100 мм — 180 мм | 7″ — 9″ / 180 мм — 230 мм | 1/2×18″ — 1×18 / 13×457 мм — 25×457 мм | нет данных | нет данных |
| Применение в сварке | Подготовка поверхности |
|
|
|
|
|
|
|
|
|
|
| Особенности | Запорный механизм | Вращающаяся защита |
| Вращающаяся защита | / | / | Дополнительный глушитель | Блокировка шпинделя для легкой смены абразива | |||
| Антивибрационная опция (автобалансир) | Да | № | Да | Дополнительно (не для рынка ANSI) | № | № | № | Дополнительно (не для рынка ANSI) | № | № | № |
Знаете ли вы? До 1/3 работы сварщиков и слесарей состоит из шлифовки сварных швов.
Поль Дюнуайе , Менеджер по глобальному развитию бизнеса, Chicago Pneumatic
3 совета по безопасности при работе с пневматическими шлифовальными машинами
- Скорость : Убедитесь, что скорость инструмента никогда не превышает максимальную рабочую скорость абразива (MOS).
- Воздух : убедитесь, что между линией подачи воздуха и впускным отверстием инструмента имеется надежное и плотное соединение. Для этого используйте тефлоновую ленту или что-то подобное.
- Абразив : Всегда используйте абразив, предназначенный для данной работы: т.е. используйте только отрезной круг для резки и шлифовальный круг для шлифовки.
Нержавеющая сталь и алюминий имеют более низкую теплопроводность, чем сталь, и быстрее перегреваются.
Поль Дюнуайе , Менеджер по глобальному развитию бизнеса, Chicago Pneumatic
Другие статьи по металлообработке
Процесс сварки
Сварка – очень важный этап производства. Однако для того, чтобы любой процесс сварки был эффективным и точным, материал должен быть правильно подготовлен, чтобы он был в наилучшем состоянии для следующего шага. Этого можно достичь путем эффективного удаления покрытий, таких как краска, масла, смазки и ржавчина (оксиды).
При работе с углеродистой сталью очень важно удалять такие загрязнения, как ржавчина и прокатная окалина. Однако при работе с нержавеющими сталями часто важно удалить оксид хрома, если требуется блестящая декоративная отделка.