CORNERWELD DUCT — Машины для сварки угловых швов
-АфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнгильяАнголаАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБангладешБарбадосБахрейнБельгияБелизБелорусияБенинБермудыБолгарияБоливияБосния и ГерцеговинаБотсванаБразилияБраззавиль (Республика Конго)Британские территории Индийского океанаБрунейБуркина-ФасоБурундиБутанБуве, островЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиДанияДоминикаДоминиканская РеспубликаДжерси, островДжибутиЕгипетЭфиопияЭквадорЭкваториальная ГвинеяЭритреяЭстонияФарерские островаФиджиФилиппиныФинляндияФолклендские островаФранцияФранцузская ГвианаФранцузская ПолинезияГабонГаитиГайанаГамбияГанаГерманияГернси, островГибралтарГондурасГонконгГрецияГренадаГренландияГрузияГуам, островГваделупаГватемалаГвинеяГвинея-БиссауИндияИндонезияИорданияИракИранИрландияИсландияИспанияИталияИзраильЯмайкаЯпонияЙеменЮАРЮжная Георгия и Южные Сандвичевы островаЮжная КореяЮжные Французские ТерриторииЮжный СуданКаймановы островаКамерунКампучияКанадаКапе ВердеКарибские НидерландыКатарКазахстанКенияКиншаса, провинция (Республика Конго)КипрКиргизияКирибатиКитайКюрасаоКокосовые островаКолумбияКоморские островаКоста-РикаКот-д’ивуарКубаКука, островаКувейтЛаосЛатвияЛебанонЛесотоЛиберияЛитваЛивияЛихтенштейнЛюксембургМадагаскарМайотта, островМакаоМакедонияМалайзияМалавиМальдивыМалиМальтаМароккоМаршалловы островаМартиникаМаврикий, островМавританияМэн, островМексикаМикронезияМьянмаМолдавияМонакоМонголияМонтсерратМозамбикНамибияНауруНепалНидерландыНигерНигерияНикарагуаНиуэ, островНорфолка, островНорвегияНовая КаледонияНовая ЗеландияОбъединённые Арабские ЭмиратыОманПакистанПалауПалестина, ГосударствоПанамаПапуа-Новая ГвинеяПарагвайПеруПиткэрн, островаПольшаПортугалияПуэрто-РикоРеюньон, островРоссияРождества, островРуандаРумынияСШАСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСейшелыСен-БартелемиСен-Мартен, островСен-Пьер и МикелонСенегалСент-Китс и Невис (Федерация)Сент-Люсия, островСент-Винсент и ГренадиныСербияСьерра-ЛеонеСеверная КореяСеверные Марианские островаШри-ЛанкаШвецияШвейцарияСингапурСинт-Мартен (Нидерландская часть)СирияСловакияСловенияСоломоновы островаСомалиСуданСуринамСвалбард (Шпицберген) и Ян Мейен, островаСвазиландСвятой Елены, островТаджикистанТаиландТайваньТанзанияТёркс и КайкосТогоТокелау, островаТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаУоллис и Футуна, островаУругвайУзбекистанВануатуВатиканВеликобританияВенесуэлаВенгрияВьетнамВиргинские Острова (Великобритания)Виргинские острова (США)Внешние малые острова (США)Восточный ТиморХерд и Макдональд, островаХорватияЗамбияЗападная СахараЗимбабве
Loading. ..
..
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.

Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.

В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.

О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.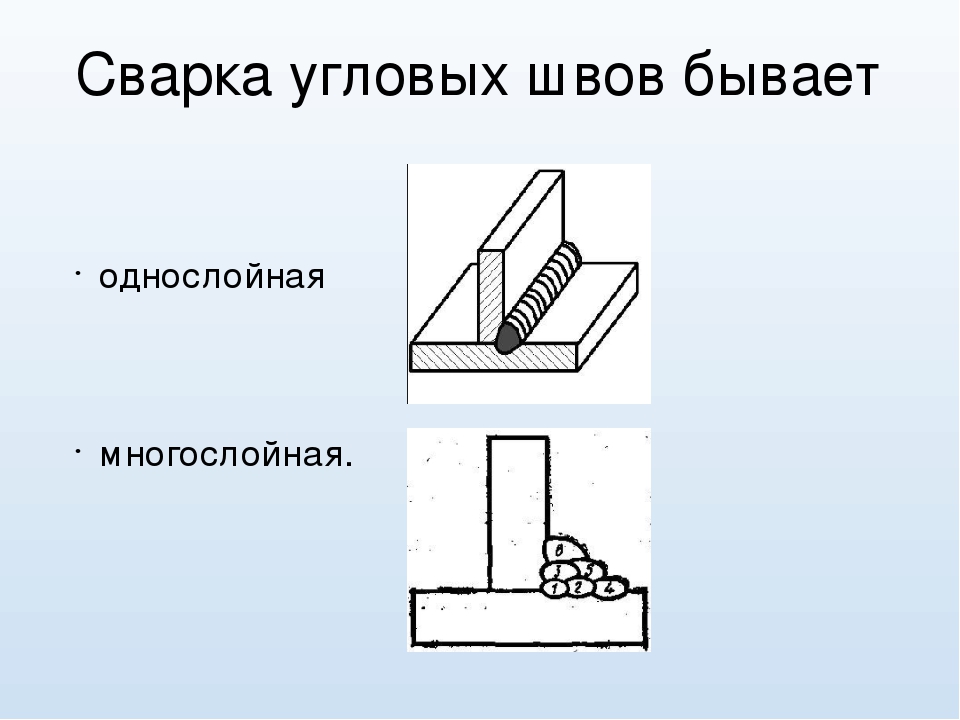
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т. д.
д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы.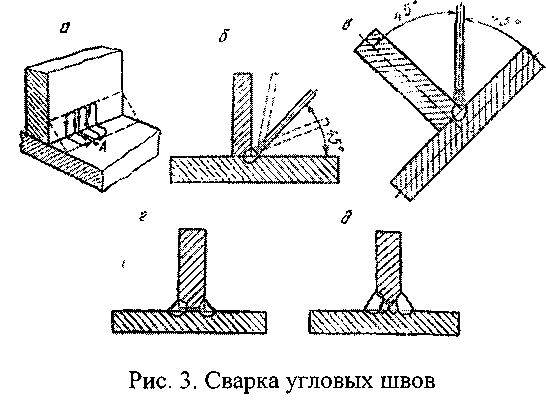 Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.

Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
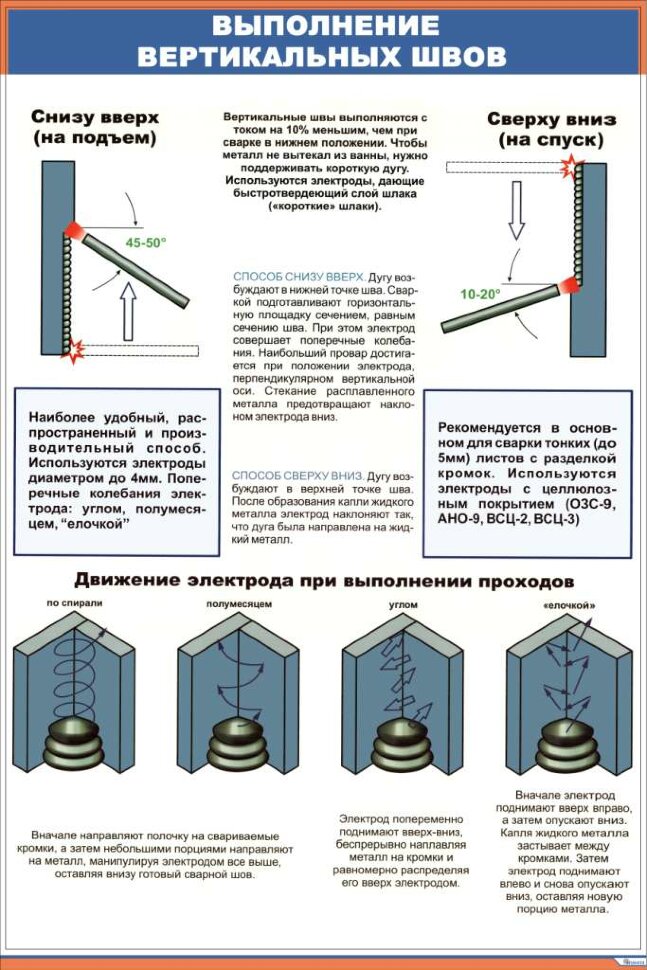
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II.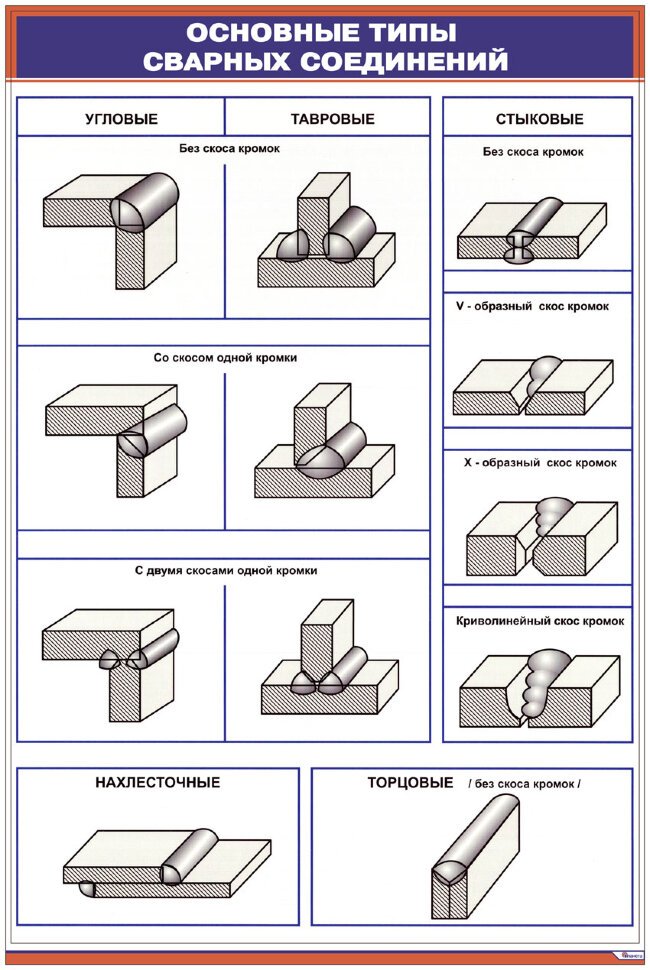 Капля не будет стекать, ей не позволит короткая дуга.
Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок – и вы научитесь варить швы профессионально.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья — Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
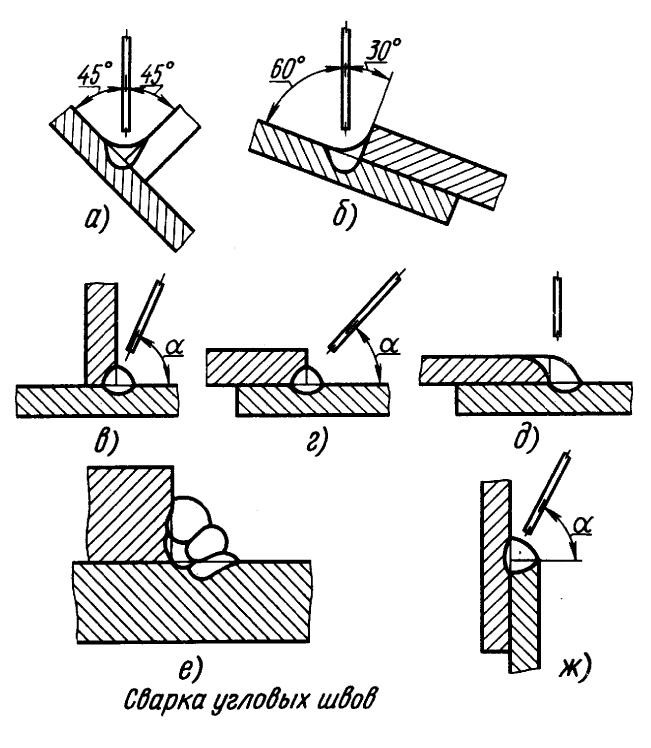
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
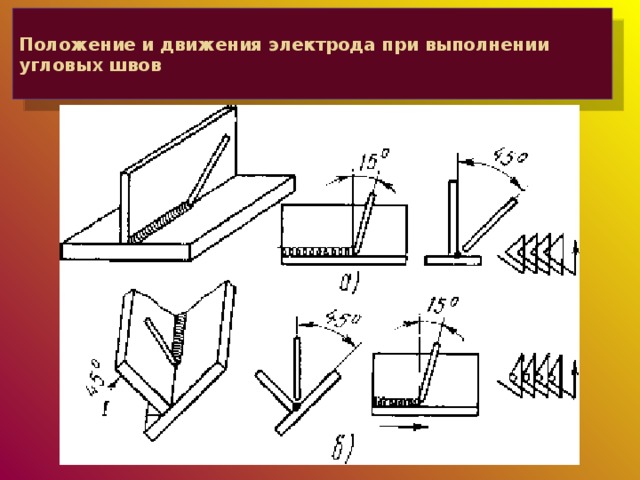
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.
benyaПользователь FORUMHOUSE
Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.
HukToПользователь FORUMHOUSE
Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
JamesDouglasПользователь FORUMHOUSE
А как точно определить оптимальный сварочный ток?
Сергейб3Модератор FORUMHOUSE
Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.
efhПользователь FORUMHOUSE
Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Сергейб3Модератор FORUMHOUSE
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Сократить затраты при сварке аустенитных нержавеющих сталей
В современном мире жесткой конкуренции и постоянной необходимости снижать себестоимость продукции необходимое преимущество над конкурентами можно получить благодаря порошковой сварочной проволоке.
Основными преимуществами при стандартном режиме CV с использованием порошковой проволоки Cor-a-Rosta являются:
— снижение производственных затрат по сравнению с процессами SMAW, GMAW с жесткой ВАХ (CV) и импульсной сваркой;
— быстрое обучение;
— улучшенное качество сварных швов;
— отличный внешний вид и равномерность сварного шва.
— Кликните ниже для просмотра видео!
Благодаря разработке современных типов источников питания появились новые возможности. Необходимость точного контроля силы тока, напряжения и формы волны, а также появление инверторных источников питания полностью поменяли мир технологий сварки и способствовали динамичному развитию процессов GMAW. В результате мы наблюдаем и ожидаем растущий интерес к применению импульсных режимов сварки при использовании порошковых проволок. При этом разработка импульсных режимов для порошковых проволок требует более широкого подхода:
-характер плавления порошковой проволоки отличается от проволоки сплошного сечения,
— уникальная форма импульса, разработанная для отдельных марок порошковых проволок.
Импульсные режимы сварки получили успешное применение при использовании металлопорошковых проволок и тщательно изучаются в отношении проволок рутилового типа.
Взглянув на конкретные свойства аустенитных нержавеющих сталей (электрическое сопротивление, температура плавления), порошковые проволоки Cor-a-Rosta являются лучшими кандидатами при выборе специальных режимов сварки.
Использованные углы наклона горелки и параметры сварочного процесса FCAW соответствуют принятым в отрасли практикам. Рекомендуемые параметры установки при сварке угловых сварных швов на пластинах толщиной 6-12 мм:
Пространственное положение — 1F/PB: режим 92, скорость подачи (WFS)- 12 м/мин, коэффициент коррекции напряжения (Trim) — 1,05, напряжение — 29 В, сила тока- 225 А,
Режим сварки для стандартных аустенитных марок проволоки Cor-A-Rosta, разработанный компанией Lincoln Electric с учетом потребностей заказчика, :
— способствует снижению уровня деформации при тепловложении до минимальных значений,
— даёт возможность производить качественные равномерные швы с отличным внешним видом,
— можно использовать со стандартными защитными газами Ar/CO2 на многопроцессорных инверторных источниках питания Speedtec SP,
— предлагает высокую производительность наплавки и скорость сварки во всех пространственных положениях
Производительность наплавки при сварке в положении 3F снизу вверх/PF.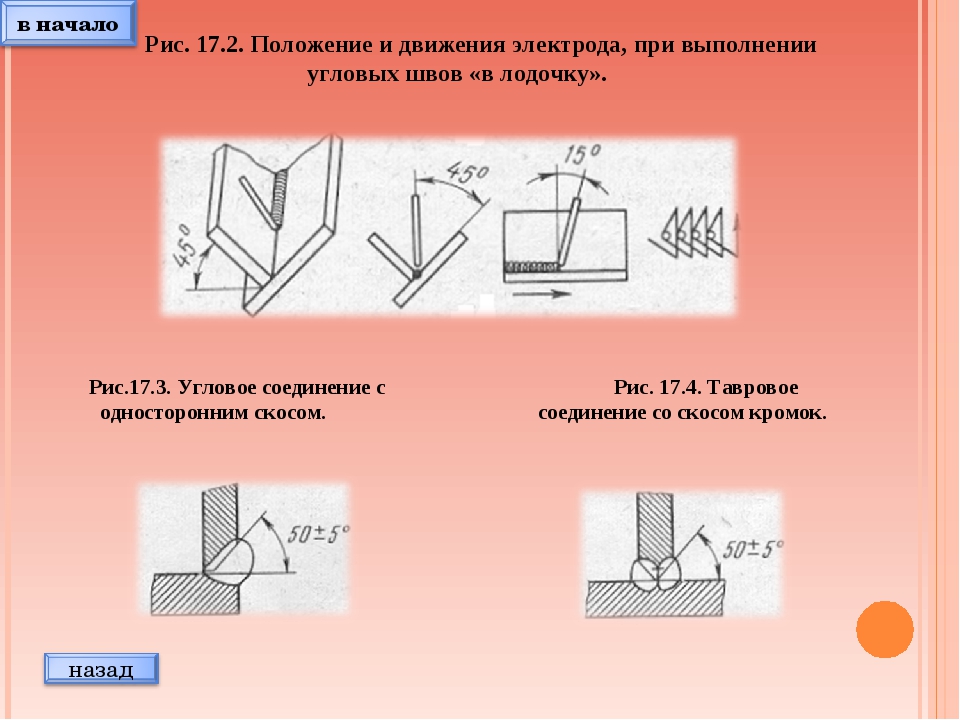
— позволяет сэкономить за счет сокращения общей стоимости сварочных работ.
Сокращение стоимости сварочных работ при использовании проволоки Cor-A-Rosta Pulse (импульсный режим) в положении PB/1F при одинаковых значениях напряжения и силы тока. Speedtec 405 SP с использованием механизма подачи PF46.
Cor-A-Rosta 316L, Cor-A-Rosta Pulse режим 92:
скорость подачи (WFS)- 12 м/мин; коэффициент коррекции напряжения (Trim) — 1,05, напряжение — 29 В, сила тока- 225 А,
скорость перемещения (TS)=6,15 мм /с
Cor-A-Rosta 316L, режим CV :
скорость подачи проволоки (WFS)=10 м/мин; напряжение =29 В; I= 230 A;
скорость перемещения (TS)=5,15 мм/с
Проволока Cor-a-Rosta предлагается в различных составах для большинства распространенных марок нержавеющей стали. Ее высокая производительность стала главной причиной популярности для задач общего назначения, сварки пищевого, пивоваренного, нефтехимического и химического оборудования, офшорных и гражданских архитектурных сооружений. Проволока обычно поставляется в вакуумной упаковке на катушках S200 и S300 весом 5 кг и 15 кг соответственно.
Ее высокая производительность стала главной причиной популярности для задач общего назначения, сварки пищевого, пивоваренного, нефтехимического и химического оборудования, офшорных и гражданских архитектурных сооружений. Проволока обычно поставляется в вакуумной упаковке на катушках S200 и S300 весом 5 кг и 15 кг соответственно.
*Коэффициент коррекции напряжения (Trim) контролирует длину дуги
Более подробная информация:
Speedtec 505SP
Цифровые подающие механизмы
проволоки Cor-A-Rosta
BangShift.com Дополнительные инструкции по сварке TIG для начинающих: сварка угловых соединений, советы и рекомендации
Дополнительные инструкции по сварке TIG для начинающих: сварка угловых соединений, советы и рекомендации
07 марта 2021 г. Chad Reynolds OTHER, TECH, Tech Stories, Videos
Эта серия TIG Welding For Beginners до сих пор была действительно отличной, с большим количеством легко усваиваемой информации и практических советов, которые помогут вам TIG сварка вмиг. Конечно, это потребует практики, и много практики, но именно это делает сварщика великим сварщиком.Если вы не попробуете, у вас никогда не получится хорошо. И если вы не потратите некоторое время на то, чтобы развить свое моджо и мышечную память, то вы станете посредственным сварщиком. И, как говаривал мой дедушка: «Нужно быть либо хорошим сварщиком, либо хорошим шлифовщиком!» Я предпочитаю хорошо разбираться в сварке.
Конечно, это потребует практики, и много практики, но именно это делает сварщика великим сварщиком.Если вы не попробуете, у вас никогда не получится хорошо. И если вы не потратите некоторое время на то, чтобы развить свое моджо и мышечную память, то вы станете посредственным сварщиком. И, как говаривал мой дедушка: «Нужно быть либо хорошим сварщиком, либо хорошим шлифовщиком!» Я предпочитаю хорошо разбираться в сварке.
В этом видео речь пойдет об угловых сварных швах, которые в некотором роде являются одними из самых простых в выполнении, но их выполнение действительно чисто и красиво требует некоторой практики и использования хороших методов.Есть несколько советов и приемов, которые облегчат жизнь, и вы не можете забыть их реализовать. Я не могу сказать вам, сколько людей, которых я знаю, имели проблемы со сваркой TIG, потому что они не хотели очищать материал. Вы не можете получить действительно хорошие сварные швы без материала, который, по крайней мере, был должным образом очищен.
Но это не единственный урок. Посмотрите видео и дайте нам знать, что вы думаете.
НАЖМИТЕ ЗДЕСЬ, ЕСЛИ ВЫ ПРОПУСТИЛИ КАКИЕ-ЛИБО ДРУГИЕ ВИДЕО О СВАРКЕ TIG ДЛЯ НАЧИНАЮЩИХ
Грубый старт Fox Body: работа с трансмиссией, новые квартальные окна…И ЭТО РАБОТАЕТ! Ничего, кроме фордов, доджей и таранов из The Lone Star Throwdown! Blue Oval и Mopar Freaks ликуют!
Учебное пособие по сварке MIG, методы и практические занятия
Угловые соединения, выполненные дуговой сваркой, редко предназначены для соединений с полным проплавлением.
Подготовка стыка (как видно на стыковом сварном шве
стр.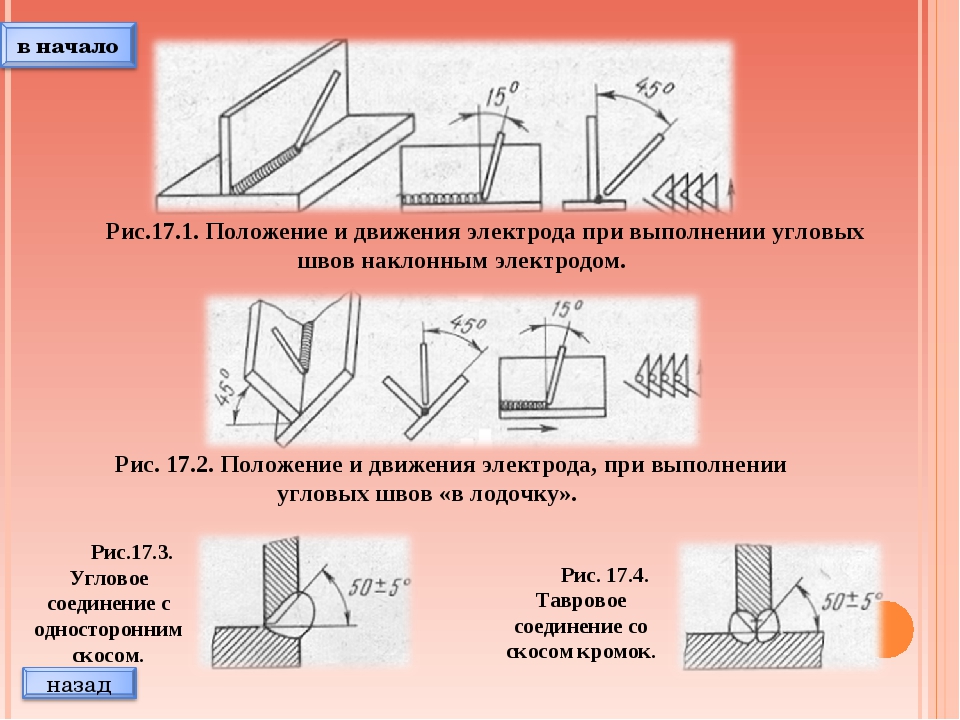 ) обычно не проводится, а прочность углового шва
определяется толщиной самого шва, а не глубиной проплавления.Аналогичная технология применяется для сварки швов внахлестку.
) обычно не проводится, а прочность углового шва
определяется толщиной самого шва, а не глубиной проплавления.Аналогичная технология применяется для сварки швов внахлестку.
При сварке двух металлических пластин под углом стержень должен разделиться пополам угол наклона пластин так, чтобы тепло распределялось равномерно по обоим тарелки. На штоке также должен быть небольшой угол опережения, как описано в страницу обучения дуговой сварке (игнорировать тень от стержня на видео как положение источника света вводит в заблуждение). Мы использовали стержень диаметром 3,2 мм, рассчитанный на ток около 100 ампер, для корневого шва. в видео. Плотная дуга помогает сосредоточить тепло в углу стыка, а также предотвращает отклонение дуги в сторону одной пластины или другое. | 1,3 Мб 48 с Flash-видео предварительно загружается перед воспроизведением и включает звук. |
На середине корневого шва есть небольшое отверстие.Это где сварщик изменил положение в середине прохода и переместил стержень слишком близко к одному стороны — вы можете увидеть, как это происходит на видео выше. Стержень выгнулся против ближайший кусок металла и избегал самой дальней пластины, оставляя яма полная шлака. Этого можно избежать, используя тугую дугу и правильный угол стержня. Флюсу некуда зайти в угол, так будет скрыто больше видимого света от дуги по потоку.Для облегчения контроля можно использовать очень легкое качающее движение. движение, но оно не должно быть чрезмерным, так как цель состоит в том, чтобы нагреть внутреннюю часть угла. Аккуратность корневого шва будет определять аккуратность последующего сварные швы. | |
Вышеупомянутый корневой шов не будет таким прочным, как основной металл. Как и в случае плоских соединений с несколькими стрингерами используются для увеличения материала в сварном шве для листов толщиной более около 6 мм. Стрингеры – это бусины, уложенные без переплетения.Количество прогонов будет зависеть от области применения, но толщина горловины редко требуется быть толще пластины. Из-за гравитации длина горизонтальной ноги немного больше.
чем вертикальная нога. Наклон стержня больше к вертикальной пластине
поможет противостоять этому, так как присадочный металл и фокус тепла в
направление стержня. | |
На фото корневой проход продолжается по всей длине пластины.второй проход был остановлен до конца пластины, а третий немного раньше, просто чтобы показать, как выполняется сварка. Второй проход делается по нижней части пластины, так как это дает что-то для третьего прохода, чтобы сидеть. И второй, и третий проходы центрированы. примерно на краю предыдущего сварного шва, и то же самое было бы верно если требуются дополнительные проходы. | |
Небольшой подрез в верхней части третьего прохода, где край сварного шва врезался в основной металл.Подрезка вызвана из-за чрезмерных токов (см. неисправности стр.) и вызывает концентрацию напряжения на кромке сварного шва. В нашем случае подрез был вызван третьим проходом, когда
металл был еще горячим от второго. Второй проход не имеет подрезов. |

 То
сварной шов не проникает очень далеко в угол, поэтому большинство
прочность сварного шва – в толщине присадочного материала.Прочность сварного шва определяется толщиной шва,
минимальная толщина сварного шва плюс любое проплавление. Это сложно
для измерения, поэтому, как правило, оценивается как 0,7 x длина ноги для плоского профиля
филе митры как на фото.
То
сварной шов не проникает очень далеко в угол, поэтому большинство
прочность сварного шва – в толщине присадочного материала.Прочность сварного шва определяется толщиной шва,
минимальная толщина сварного шва плюс любое проплавление. Это сложно
для измерения, поэтому, как правило, оценивается как 0,7 x длина ноги для плоского профиля
филе митры как на фото.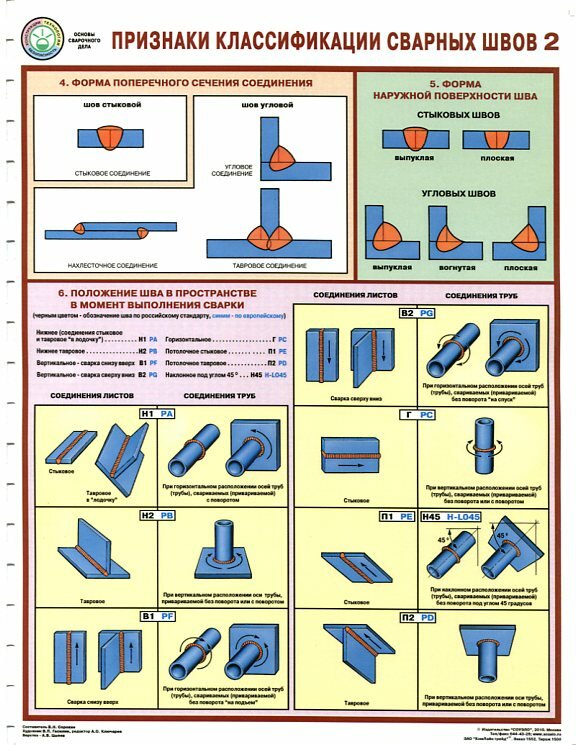
Каковы различные положения сварки?
Те, кто никогда не посещал курсы сварки и не плавил металл в полевых условиях, могут предположить, что сварщик просто сидит за рабочим местом и сплавляет металлические компоненты перед собой, свободно перемещаясь по столу и перемещая заготовку по мере необходимости.
Но в повседневной работе соединение металла может быть намного сложнее. Заготовки могут крепиться к потолку, углу или полу.
Сварщики должны уметь выполнять сварку в любом положении. Так были разработаны четыре общих положения сварки.
Что такое положение сварки? Положения сварки в основном представляют собой различные углы соединения металлов. Обычно существует четыре типа положений сварки, а именно горизонтальное, горизонтальное, вертикальное и потолочное.И наиболее распространенными типами сварных швов являются разделочные и угловые швы. Сварщики могут выполнять эти два сварных шва во всех четырех положениях. Кроме того, существуют специальные буквы для обозначения угловых и разделочных швов.
Кроме того, существуют специальные буквы для обозначения угловых и разделочных швов.
Существует четыре типа положений сварки, а именно:
- Плоское положение.
- Горизонтальное положение.
- Вертикальное положение.
- Верхнее положение.
Угловой сварной шов (F) – Это метод сварки для соединения двух металлических частей вертикально или под небольшим углом.
Сварной шов с канавкой (G) – это сварной шов, выполненный в канавке. Для выполнения прочных сварных швов требуется полное проплавление.
ДОПОЛНИТЕЛЬНО: Что такое сварка?
Позиции сварки желобков и угловых швов:
Обычно используются следующие цифры и буквы.
Для позиций сварки разделкой
- 1G – (плоское положение сварки)
- 2G – (горизонтальное положение сварки)
- 3G – (вертикальное положение сварки)
- 4G – (положение сварки над головой или над головой) – (вертикальная сварка вверх/вниз по склону)
- 6G/6GR – (вертикальная сварка над головой)
Для угловой сварки
- 1F – (плоская сварка)
- 2F – (горизонтальная сварка1)
- 2F – (горизонтальная сварка1)
- 3F – (вертикальное положение сварки)
- 4F – (положение сварки над головой или над головой)
Различные положения сварки
Положение сварки – это метод, который позволяет сварщику соединять металлы в том положении, в котором они находятся, или положение, в котором будет использоваться конкретный компонент.
Существует четыре основных типа положений сварки:
1. Положение плашмя
Сварка плашмя, также называемая положением «вниз», является самым простым и часто первым изучаемым сварным швом. Соединяемые металлы укладывают плашмя, и сварщик проводит по ним электрическую дугу, двигаясь поперек заготовки в горизонтальном направлении. Верхняя сторона соединения сваривается вместе, позволяя расплавленному материалу двигаться вниз по его краям или канавке.
2. Горизонтальное положение
Горизонтальное положение считается сварным швом вне положения. Наряду с вертикальным положением и положением над головой, горизонтальное положение может быть более сложным для выполнения и требует более высокого уровня навыков.
Ось шва горизонтальная. Как выполняется положение, зависит от типа сварного шва. Для углового сварного шва сварной шов размещается там, где вертикальный и горизонтальный куски металла встречаются под углом 90 градусов. При выполнении разделочного шва поверхность сварного шва будет располагаться вдоль вертикальной плоскости.
3. Вертикальное положение
При вертикальном сварном шве и сварной шов, и пластина будут лежать вертикально. Одной из основных проблем при выполнении этого сварного шва является то, что расплавленный металл стекает вниз и накапливается. Сварка в вертикальном положении вниз или вверх может предотвратить эту проблему.
4. Над головой
Положение сварки над головой является наиболее трудным для выполнения работ. Сварка будет выполняться с двумя кусками металла над сварщиком, и сварщик должен будет наклонить себя и оборудование, чтобы достичь суставы.
Одной из серьезных проблем может быть провисание металла от пластины. Когда металл провисает, получается коронка. Чтобы избежать этой проблемы, лужа расплавленного металла должна быть небольшой.
Положения для сварки 6G
Это один из самых сложных типов сварочных положений для сварщиков. Позиция является предварительным условием для получения сертификата. В некоторой степени это положение похоже на 5G/PH/PJ, но труба стоит под углом 45° к другой.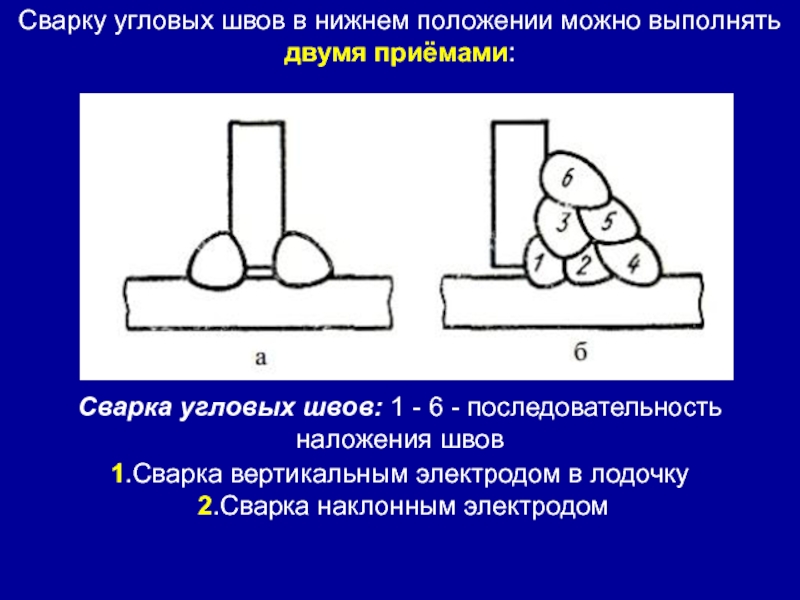 Другие названия: 6G Uphill/H-L045 и 6G Downhill/J-L045 Position.
Другие названия: 6G Uphill/H-L045 и 6G Downhill/J-L045 Position.
Положение для сварки 6G, также известное как положение для сварки над головой или положение для сертификационных испытаний сварщика. В этом положении одна труба должна располагаться под углом 45° к другой. Именно поэтому она становится самой сложной и ответственной позицией для сварщиков. Кроме того, сварщикам необходимо принимать очень много положений тела при выполнении сварки.
При сварке в положении 6G в основном используются три шва: горизонтальный (сложный), плоский (легкий) и вертикальный (сложный). Заливочный поток металла вниз является основной причиной затруднения.А в вертикальном положении сварщикам становится сложнее, так как это потолочная сварка.
Таким образом, сварщику необходимо много попрактиковаться в положении 6G, прежде чем приступить к сварке. Сертифицированный сварщик редко сталкивается с должностью 6G во время работы в отрасли во время своей службы, но для них это обычное испытание перед приемом на работу.
Позиция сварки 6G в основном используется для изготовления и монтажа труб и трубопроводов, в основном на химических, нефтегазовых, промышленных предприятиях и в любой другой аналогичной отрасли, где используются трубы и трубопроводы.
Видео по положению сварки
СВЯЗАННЫЕ ПОСТЫ
Советы и рекомендации по сварке Mig Руководство по сварке
Сварочные наконечники Mig
- Направьте проволоку на переднюю кромку сварочной ванны, чтобы лучше контролировать сварной шов.
- Для максимального контроля валика при выполнении более сложных сварных швов, таких как; Вертикальные, горизонтальные и потолочные сварные швы, используйте проволоку наименьшего возможного диаметра и сохраняйте малый размер сварочной ванны.
- Ваша контактная трубка, направляющая пистолета и приводные ролики должны совпадать с вашей проволокой.
- Содержите в чистоте вкладыш пистолета, приводные ролики и сопла пистолета. Контактные наконечники следует заменить, если они забиты или не подаются должным образом.
- Пистолет должен стоять прямо, чтобы проволока подавалась правильно.
- Держите пистолет обеими руками.
- Не преувеличивайте натяжение втулки механизма подачи проволоки и давление приводного ролика.
- Храните провод в незагрязненном месте.

Длина электрода
Никогда не допускайте, чтобы расстояние между электродом и контактной трубкой превышало от 1/4 до 3/4 дюйма. Если вы сделаете свой сварной шов, он будет неправильным.
| Слишком короткий | Обычный | Два длинных |
Длина сварочной проволоки
Тонкий металл = тонкий диаметр
Толстый металл = проволока большего размера, с более крупной машиной
Используйте провод, соответствующий вашему металлу. Не используйте алюминий с нержавеющей или наоборот.
Не используйте алюминий с нержавеющей или наоборот.
| Металл | РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ ПРОВОДОВ | ||||||
|---|---|---|---|---|---|---|---|
| Толщина материала | Сплошная проволока MIG | Безгазовая порошковая проволока | |||||
| 0,024” | 0,030” | 0,035” | 0,045” | 0,030” | 0,035” | 0,045” | |
| 24 Калибр (0,025) | |||||||
| Калибр 22 (.031) | |||||||
| 20 калибр (0,037) | |||||||
| 18 калибр (0,050) | |||||||
| Калибр 16 (0,063) | |||||||
14 Калибр (. 078) 078) | |||||||
| 1/8” (0,125) | |||||||
| 3/16 дюйма (0,188) | |||||||
| 1/4 дюйма (0,25) | |||||||
| 5/16” (.313) | |||||||
| 3/8 дюйма (0,375) | |||||||
| 1/2” (0,5) | |||||||
| 24 Калибр (0,025) | |||||||
| = рекомендуется *При сварке материалов толщиной более 3/16 дюйма может потребоваться использование многопроходной сварки или конструкции со скошенным краем (в зависимости от вашей машины). | |||||||

Основные сведения о сварочной проволоке
| СВАРОЧНАЯ ПРОВОЛОКА | |
|---|---|
| Цельная углеродистая сталь ER70S-6 |
|
| Порошковая/углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|
Выбор правильного защитного газа
Co2 следует использовать с толстыми материалами, но он слишком горячий для более тонких материалов. Тонкую сталь следует использовать с 75% аргоном/25% СО2.
Тонкую сталь следует использовать с 75% аргоном/25% СО2.
следует использовать с аргоном.
Нержавеющая стальможет использоваться с тройной смесью или гелием+аргоном+CO2.
Техника перетаскивания пистолета
Перетаскивание/вытягивание = большее проникновение с более узким буртиком
Толчок = Меньшее проникновение с более широким буртиком
Толщина углового сварного шва
Ножка сварного шва должна быть равна толщине свариваемых материалов.
Алюминиевые насадки для сварки MIG
- При сварке алюминия настоятельно рекомендуется использовать шпульный пистолет.Однако, если у вас нет доступа к нему, вы можете попробовать использовать очень короткое ружье.
- Держите пистолет прямо.
- Используйте аргон в качестве защитного газа
- Отодвиньте пистолет от себя во время сварки (техника толкающего пистолета)
- Проблемы с фидером? Возможным решением проблем с фидером является использование контактного наконечника, который на один размер больше, чем ваша проволока. Провод
- ER403 можно использовать для большинства проектов. ER4356 следует использовать, когда ваш сварной шов должен быть более прочным или жестким.
- Всегда очищайте алюминий перед сваркой с помощью проволочной щетки из нержавеющей стали.Эту щетку следует использовать только для очистки алюминиевой проволоки, чтобы предотвратить ее загрязнение.
- Заполните кратер на конце сварного шва, чтобы избежать трещины. Один из способов сделать это — задержаться в сварочной ванне на секунду в конце сварки.

Насадки для сварки порошковой проволокой
- Во время сварки тяните горелку от себя (техника вытягивания горелки)
- Храните провод в сухом месте без загрязнений
- Используйте отбойный молоток и проволочную щетку для удаления слоя шлака после завершения сварки
- Вам не нужен защитный газ — отлично подходит для сварки на открытом воздухе!
- Вы не сможете сваривать более тонкие металлы, чем при обычной сварке MIG.
Зачем использовать шпульный пистолет?
Катушкарекомендуется использовать при сварке алюминия. Использование пистолета для катушки на алюминии имеет много преимуществ по сравнению со стандартной горелкой MIG, в том числе:
- Использование шпульного пистолета предотвращает загрязнение алюминия пистолетом, который использовался с предыдущими металлами, обеспечивая высочайшее качество сварки.
- Алюминий более тонкий металл. Пистолеты с катушкой имеют гораздо меньшее расстояние подачи, что означает меньшую вероятность перегиба алюминия.
- Алюминий должен расширяться при выходе из контактного наконечника. Диаметр контактного наконечника шпульного пистолета намного больше, чем у пистолета MIG, что дает алюминию необходимое пространство.
МИГВЕЛД® 100
Одним из наших замечательных стартовых аппаратов для сварки MIG является MIGWELD® 100. MIGWELD® 100 легко подключается к существующей настенной розетке на 110 В и может быть легко настроен за считанные минуты.Работая от стандартного шнура питания 110 В и способного удерживать катушку весом до 11 фунтов, вы сможете сварить хороший шов в любом месте без газа! MIGWELD® 100 также имеет простые и удобные элементы управления, которые позволяют настроить машину быстрее, проще и точнее.
MIGWELD® 100 легко подключается к существующей настенной розетке на 110 В и может быть легко настроен за считанные минуты.Работая от стандартного шнура питания 110 В и способного удерживать катушку весом до 11 фунтов, вы сможете сварить хороший шов в любом месте без газа! MIGWELD® 100 также имеет простые и удобные элементы управления, которые позволяют настроить машину быстрее, проще и точнее.
МИГВЕЛД® 140
MIGWELD 140 — самый универсальный сварочный аппарат, который может сваривать не только экзотические металлы, но и алюминий с дополнительным шпульным пистолетом. MIGWELD 140 легко подключается к существующей настенной розетке 110 В и легко настраивается за считанные минуты.Работая от стандартного шнура питания 110 В и способного удерживать катушку весом до 11 фунтов, вы сможете создать хороший сварной шов в любом месте с газом или без него! Это делает MIGWELD® 140 еще одной отличной машиной для начинающих.
Щелкните для получения дополнительной информации о MIGWELD® 140Нажмите, чтобы просмотреть всю линейку наших аппаратов для сварки TIGМИГВЕЛД® 200С
Если вы освоили все основы и готовы погрузиться в более продвинутую машину, с большим контролем и возможностью сваривать экзотические металлы, то MIGWELD® 200S — отличный аппарат для вас! Эта машина очень похожа на MIGWELD® 140, но имеет немного большую мощность и немного больше возможностей.
Библиотека видеороликов по сварке TIG от Longevity (нажмите здесь)
ОСНОВЫ САМОЗАЩИТНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛА С ПОЛУПРОВОДНЫМ ПОКРОВОМ
Скотт демонстрирует стыковые сварные швы, выполненные с помощью сварочного аппарата LONGEVITY Migweld 100 с флюсовой проволокой. Объяснение техники. Это всего лишь одно из множества видеороликов по сварке в нашей библиотеке.
Калькулятор сварки MIG от Longevity (нажмите здесь)
Независимо от того, являетесь ли вы начинающим сварщиком или профессионалом в отрасли, время от времени всем нужна небольшая помощь, чтобы выяснить, какие настройки использовать при сварке новых материалов.Вместо того, чтобы сваривать, не зная, какие настройки использовать, попробуйте наш сварочный калькулятор. Все, что вам нужно сделать, это выбрать процесс, тип металла, толщину металла и тип сварного шва, после чего вы получите ответы на все ваши вопросы. Вам будут рекомендованы линии направляющих для сварки; диаметр электрода, полярность, диаметр отверстия чаши горелки, диаметр присадочного металла, газ, расход газа и скорость сварки.
Вам будут рекомендованы линии направляющих для сварки; диаметр электрода, полярность, диаметр отверстия чаши горелки, диаметр присадочного металла, газ, расход газа и скорость сварки.
FREEWELDINGFORUM.COM компании Longevity
Сварочный проект MIG Выполнено пользователем форума: ironheartram
Наш бесплатный форум по сварке — отличное место, где все сварщики могут поделиться полученными знаниями, независимо от того, являются ли они начинающими сварщиками или профессионалами отрасли.Все вопросы, на которые вы хотите получить ответы, можно задать, просто обратившись на наш форум. Если вы ищете помощи, чтобы помочь, хотите проверить некоторые действительно крутые проекты или просто встретить людей, которые разделяют вашу страсть к сварке, Бесплатный форум по сварке Longevity — идеальное место для вас!
Какой-нибудь совет новичку по угловым сварным швам? Я пытаюсь учиться на каналах YouTube. Сварка на плоской поверхности далека от совершенства, но более-менее ровная.
Угловые сварные швы — полный бардак. Это 2 мм 6013s: Сварка Повторение и зрительно-моторная координация.Вы не будете сразу запоминать или применять на практике все, что читаете или видите. Это требует времени. Некоторые люди усваивают это быстро, другим требуются годы, но если у вас есть зрительно-моторная координация и самоотверженность, вы получите это с повторением. Чем больше вы свариваете, тем лучше вы можете читать свои лужи. Вы можете сказать только то, как она выглядит, и защитную оболочку, которая удаляется и закручивается в луже, тянущейся за ней, есть ли у вас хороший сварной шов или нет, фактический звук, как далеко и горячая лужа скользит, как отрегулировать амперы и вольты на машина на то, насколько «холодная» или цвет наполнителя шва после его застывания.Как быстро замораживаются присадочные металлы и как правильно с ними обращаться. Если вам нужно увеличить или уменьшить его на несколько ампер, чтобы получить большую бусину и двигаться быстрее. Это просто требует времени. Вы должны накачать эти сварные мышцы, если хотите напрячь их 😉 в буквальном смысле!
E7018 1/8-дюймовые электроды — это отличные палочки для обучения сварке, если они у вас есть. Эсаб и Линкольн одни из лучших.
Мой личный фаворит и источник дохода — газометалл и флюсовый сердечник!!
Редактировать: извините, разглагольствовал.Я люблю сварку. Ничего не могу поделать. Делаю это на работе и с друзьями, когда тема постоянно меняется на сварку.
Как сказал парень выше, иди немного медленнее. Похоже, ты по большей части идешь по правильному пути, и твои балетки выглядят хорошо. Вы можете войти на 2F с рабочим углом 45 градусов и углом хода 15-20 градусов. На самом деле вы можете использовать держатели электродов под разными углами, если их несколько и они не зафиксированы, и поместить их в слот на тридцать пять градусов. Один слот выше 0 градусов. Все, что работает для вас.Лежит в них приятнее и легче на вашем теле, чтобы получить его на 45 градусов. Разница всего в 10 градусов вместо того, чтобы войти в 0 и удерживать свое тело в 45. Удачи.
Удачи.
А если серьезно, переключитесь на 7018. Это отраслевой стандарт для всех строительных и промышленных отраслей и многих процессов. И нержавеющая сталь 6010, и 309, и 308, алюминий, вот с чем вы будете работать. P90 и серия 6000 за пределами 6010 или 6012 редко встречаются далеко друг от друга. Кроме того, они сложны для начинающих.Что-нибудь еще, и вы берете очень специализированную и специфическую отрасль, в которой, если вы дойдете до этого и у вас будет такой большой опыт, вы сможете подобрать и научиться, как бухгалтер с другой валютой или программист с другим языком кода.
Базовый курс дуговой сварки вольфрамовым электродом в среде защитного газа
Описание
Посмотреть демонстрационное видео этого курса:
На основе SENSE начального уровня AWS® (QC10 и EG2. 0).
0).
Темы
- Дуговая сварка вольфрамовым электродом в среде защитного газа, обзор курса
- Введение в дуговую сварку вольфрамовым электродом
- Безопасность и здоровье сварщиков
- Установка, настройка и отключение оборудования
- Стрингер, плоское положение (углеродистая сталь)
- Основы GTAW
- Угловой шов, соединение внахлестку, горизонтальное и плоское положения (углеродистая сталь)
- Металлургия и свариваемость углеродистой стали
- Угловой шов, внешнее угловое соединение, плоское положение (углеродистая сталь)
- Угловой сварной шов, Т-образный шов, горизонтальный, вертикальный вверх и плашмя в положениях (углеродистая сталь)
- Угловой шов, Т-образный шов, потолочное положение (углеродистая сталь)
- Сварной шов с квадратной разделкой, стыковое соединение, плоское положение (углеродистая сталь)
- Испытание на разрушение сварного шва с квадратной разделкой 1G (углеродистая сталь)
- Сварной шов с квадратной разделкой, стыковое соединение, горизонтальное и вертикальное положение вверх (углеродистая сталь)
- Сварной шов с квадратной разделкой, стыковое соединение в потолке (углеродистая сталь)
- Введение в GTAW с использованием импульсного тока
- Сварной шов с квадратной разделкой, стыковое соединение, плоское положение (нержавеющая сталь)
- Характеристики сварки нержавеющей стали
- Сварной шов с квадратной разделкой, стыковое соединение, горизонтальное положение (нержавеющая сталь)
- Угловой шов, соединение внахлестку, в горизонтальном и плоском положениях (нержавеющая сталь)
- Угловой шов, наружный угловой шов, плоское положение (нержавеющая сталь)
- Угловой шов, Т-образный шов, горизонтальный, вертикальный вверх и плашмя в положениях (нержавеющая сталь)
- Визуальный осмотр, нержавеющая сталь
- Характеристики сварки алюминия
- Стрингер, плоское положение (алюминий)
- Влияние переменных процесса на сварочную дугу
- Угловой шов, наружный угловой шов, плоское положение (алюминий)
- Угловой шов, наружный угловой шов, вертикальное положение, вверх (алюминий)
- Угловой шов, соединение внахлестку, горизонтальное и плоское положение (алюминий)
- Сварной шов с квадратной разделкой, стыковое соединение, плоское положение (алюминий)
- Угловой шов, Т-образный шов в горизонтальном и плоском положениях (алюминий)
- Угловой шов, тройник, вертикальное положение, вверх (алюминий)
- Визуальный осмотр, алюминий
Автоматическая сварочная коляска для филе, сварочные устройства, वेल्डिंग उपकरण, वेल्डिंग इकिंग उपकरण, वेल्डिंग इकिंग उपकरण, वेल्डिंग इक्विपमेंट в Гетри-роуд, Вадодара, сварные техники
Автоматическое филе Сварочная коляска, сварочные устройства, वेल्डिंग उपकरण, वेल्डिंग इक्विपमेंट в городе Гетри, Вадодара, технический агентств | ID: 11162050988Описание продукта
Наши глубокие знания и промышленный опыт позволяют нам продавать и поставлять выдающийся ассортимент тележки для автоматической сварки .
Описание:
- Система строжки Arcair-Matic ® N7500 высокопроизводительна для любых операций по изготовлению металла, где строжка и сварка составляют большую часть рабочего графика. Это относится практически ко всем металлам, включая нержавеющую сталь, углеродистую, марганцевую и хромомолибденовую сталь.
- Можно управлять всеми функциями, включая определение параметров строжки, функцию запуска/остановки, задержку перемещения и возможность вручную подавать или втягивать электрод в головку резака.Оператор может легко просматривать силу тока и напряжение во время последовательности строжки, удерживая электрод на сварном шве, который подвергается обратной строжке.
- Узел контактного башмака с одним электродом подходит для всего диапазона шарнирных электродов от 5/16 дюйма (7,9 мм) до 3/4 дюйма (19,1 мм).
Каретка KAT® с жесткой гусеницей – GK-200-RHB-N
- Самоустанавливающиеся колеса для тяжелых условий эксплуатации, обратная связь с замкнутым контуром для точного контроля скорости при движении в любой плоскости, независимо от нагрузки. (Максимум 100 фунтов) (45 кг). Каретка управляется низковольтным 24-вольтовым микропроцессором GSP Gullco с широтно-импульсной модуляцией, взаимодействующим с переключателем вперед/стоп/назад и бесступенчатым 4-оборотным потенциометром скорости. Светодиодный дисплей отображается в IPM или см/мин. Управление двигателем может быть модернизировано для обеспечения автоматического прямого/обратного хода, концевых выключателей и автоматического запуска подачи проволоки.
- Стойка для тяжелых условий эксплуатации – GK-171-686
- Длина 4 дюйма (101,6 мм) с регулируемыми пластиковыми опорными заглушками, для квадратных стоек 1-1/8 дюйма (29 мм), со шпилькой с резьбой 3/8 дюйма с поворотным зажимом 1-1/8” (29 мм).
Стойка для тяжелых условий эксплуатации – GK-171-650
Длина 6 дюймов (152,4 мм) с регулируемыми пластиковыми заглушками подшипников, для квадратных стоек 1-1/8 дюйма (29 мм).
18 дюймов (457,2 мм), длинная для тяжелых условий эксплуатации 1-1/8 дюйма (29 мм) Квадратный рычаг стойки – GK-171-047-2
Со стойкой и обоими концами, повернутыми на 1-1/8 дюйма ( 29 мм) в диаметре.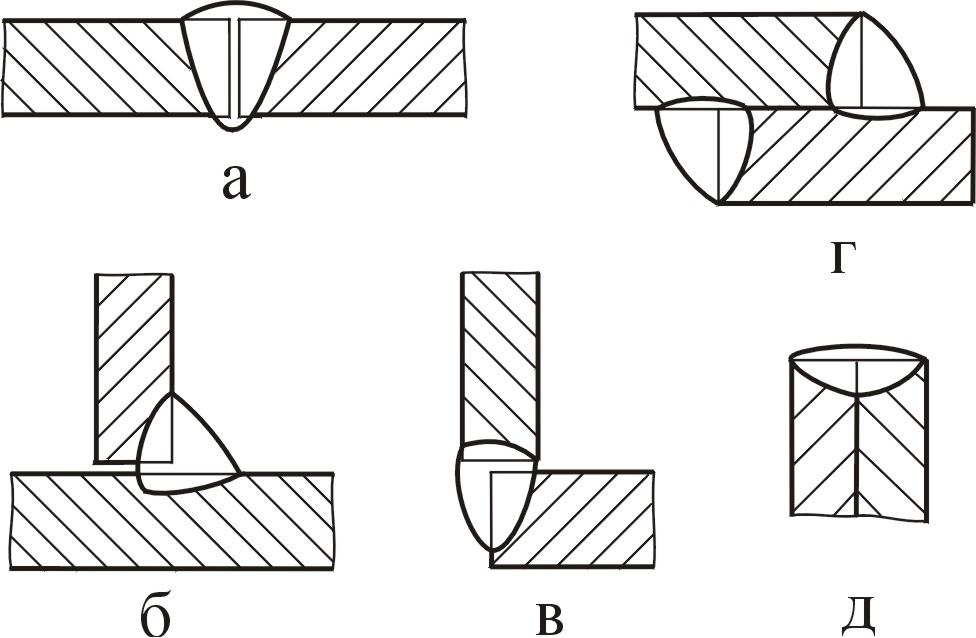
10-1/4” (260,3 мм) длиной 1-1/8” (29 мм) Квадратный кронштейн стойки – GK-171-047-10.25
С рейкой и одним концом, повернутым на 1-1/8 ” (29 мм) диаметр.
Характеристики:
- Удобное управление
- Долгий срок службы
- Высокая функциональность
Заинтересованы в этом товаре?Уточнить цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания1999
Юридический статус фирмы Физическое лицо — собственник
Вид деятельностиОптовый торговец
Количество сотрудниковДо 10 человек
Годовой оборотруб. 1–2 крор
1–2 крор
Участник IndiaMART с апреля 2011 г.
GST24AAUPV7577M1ZF
Основанная в 1999 году по адресу Вадодара (Гуджарат, Индия), мы, «Агентства по сварочным технологиям» , являемся Индивидуальным предприятием и занимаемся торговлей и поставкой широкого ассортимента сварки Станок, Станок для резки, Станок для снятия фаски , Сварочный лицевой щиток, Система удаления дыма, и т. Д.Являясь продавцом из KEMPPI, KOIKE SANSO KOGYO CO. LTD., и т. д., мы гарантируем нашим клиентам, что они получают продукцию высокого качества. Все наши продукты производятся с использованием высококачественных компонентов и гарантируют более длительный срок службы. Благодаря неустанной поддержке нашего владельца, «Mr. Praveen Virmani» и неустанные усилия профессионалов, мы заслужили высокую оценку рынка.Видео компании
Вернуться к началу 1 Есть потребность?
Лучшая цена
Есть потребность?
Получить лучшую цену