Сварка. Введение в специальность. Учебное пособие / Книги / Energoboard
Рубрика: Металлургическая промышленность. Металлообработка
От производителя
Приведена краткая история зарождения и развития сварки; рассмотрены основные виды сварки и процессы, протекающие при сварке; даны примеры применения сварки для решения конкретных задач. Для студентов первого курса, обучающихся по специальностям 150100 «Материаловедение и технологии материалов» и 150415 «Сварочное производство», дисциплина «Введение в специальность». Может быть полезно студентам лицеев и колледжей сварочных специальностей.20 апреля в 18:52
20 апреля в 16:56 21
16 апреля в 17:39 124
16 апреля в 16:29 63
16 апреля в 12:06 78
15 апреля в 18:06 64
15 апреля в 17:52 82
Перспективные методы сварки реферат по технологии
Содержание Введение Сварка взрывом Сварка трением Ручная дуговая сварка Лазерная сварка Техника безопасности Заключение Список использованной литературы Введение Прогресс никогда не стоит на месте. Реалии конкурентной борьбы постоянно ставят перед промышленностью все новые и новые задачи, выдвигают все новые и новые требования. То, что вчера называлось передовым, сегодня стало современным, а завтра уже устареет. Это относится и к сварочному оборудованию, поэтому сварщикам нужно следить за его развитием, осваивать передовые технологии. Это обуславливает актуальность анализа перспективных методов сварки, что и является целью данной работы. Перспективность метода – это наличие в нем потенциала для дальнейшего развития, после которого этот метод станет лучшим среди других по ряду критериев. В данной работе в качестве критериев были выбраны: 1) Качество сварного шва 2) Экономичность 3) Безопасность работы 4) Сфера применения и условия эксплуатации 5) Возможность автоматизации 6) Набор материалов, которые можно сваривать возрастающим во времени давлением Р. Сварка завершается осадкой и быстрым прекращением вращения. В зоне стыка при сварке протекают следующие процессы. По мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых пленок, присутствующих на них в исходном состоянии.
Реалии конкурентной борьбы постоянно ставят перед промышленностью все новые и новые задачи, выдвигают все новые и новые требования. То, что вчера называлось передовым, сегодня стало современным, а завтра уже устареет. Это относится и к сварочному оборудованию, поэтому сварщикам нужно следить за его развитием, осваивать передовые технологии. Это обуславливает актуальность анализа перспективных методов сварки, что и является целью данной работы. Перспективность метода – это наличие в нем потенциала для дальнейшего развития, после которого этот метод станет лучшим среди других по ряду критериев. В данной работе в качестве критериев были выбраны: 1) Качество сварного шва 2) Экономичность 3) Безопасность работы 4) Сфера применения и условия эксплуатации 5) Возможность автоматизации 6) Набор материалов, которые можно сваривать возрастающим во времени давлением Р. Сварка завершается осадкой и быстрым прекращением вращения. В зоне стыка при сварке протекают следующие процессы. По мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых пленок, присутствующих на них в исходном состоянии. Граничное трение уступает место сухому. В контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи и немедленно разрушаются вследствие относительного движения поверхностей. Этот процесс происходит непрерывно и сопровождается увеличением фактической площади контакта и быстрым повышением температуры в стыке. При этом снижается сопротивление металла деформации, и трение распространяется на всю поверхность контакта. В зоне стыка появляется тонкий слой пластифицированного металла, выполняющего роль смазочного материала, и трение из сухого становится граничным. Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы.
Граничное трение уступает место сухому. В контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи и немедленно разрушаются вследствие относительного движения поверхностей. Этот процесс происходит непрерывно и сопровождается увеличением фактической площади контакта и быстрым повышением температуры в стыке. При этом снижается сопротивление металла деформации, и трение распространяется на всю поверхность контакта. В зоне стыка появляется тонкий слой пластифицированного металла, выполняющего роль смазочного материала, и трение из сухого становится граничным. Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы.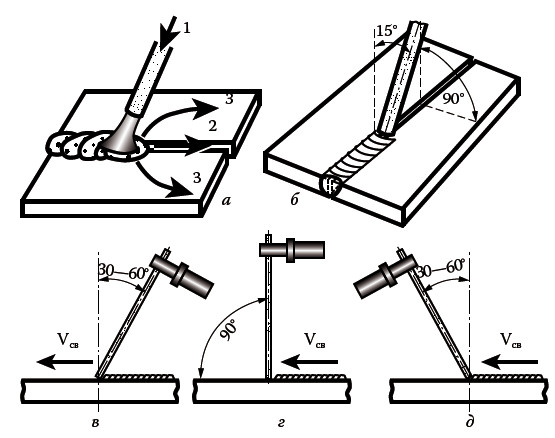 После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности. Сваривать стержни диаметром более 200 мм нецелесообразно, потому что для реализации этого процесса потребовались бы машины с двигателями мощностью ~ 500 кВт при скорости вращения ~2 с-1 и с осевым усилием более 3 * 10б Н. Сооружение такой машины и ее эксплуатация были бы настолько дорогими, что не окупили бы выгоды, которую может дать сварка трением. Не удается сварить даже в лабораторных условиях и стержни диаметром менее 3,5 мм, для которых нужна установка со скоростью вращения шпинделя ~ 200 с-1 и сложным устройством для осуществления мгновенного его торможения. Расчеты и опыт практического применения сварки трением показывают, что ее пока целесообразно применять для сварки деталей диаметром от 6 до 100 мм. Наиболее эффективно применение сварки трением для изготовления режущего инструмента при производстве составных сварно-кованых, сварно- литых или сварно-штампованных деталей.
После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности. Сваривать стержни диаметром более 200 мм нецелесообразно, потому что для реализации этого процесса потребовались бы машины с двигателями мощностью ~ 500 кВт при скорости вращения ~2 с-1 и с осевым усилием более 3 * 10б Н. Сооружение такой машины и ее эксплуатация были бы настолько дорогими, что не окупили бы выгоды, которую может дать сварка трением. Не удается сварить даже в лабораторных условиях и стержни диаметром менее 3,5 мм, для которых нужна установка со скоростью вращения шпинделя ~ 200 с-1 и сложным устройством для осуществления мгновенного его торможения. Расчеты и опыт практического применения сварки трением показывают, что ее пока целесообразно применять для сварки деталей диаметром от 6 до 100 мм. Наиболее эффективно применение сварки трением для изготовления режущего инструмента при производстве составных сварно-кованых, сварно- литых или сварно-штампованных деталей. Она оказывается незаменимой при соединении трудно свариваемых или вовсе не сваривающихся другими способами разнородных материалов, например стали с алюминием, аустенитных сталей с перлитными. Эффективно применение сварки трением и для соединения пластмассовых заготовок. Исходя из вышеприведенного, видно, что сварка трением, так же прочно занимает свою нишу. Она более перспективна, чем сварка взрывом. Сварка деталей таким способом не требует расходных материалов. При сварке трением получаются высококачественные соединения. Но есть у этого метода и несколько существенных минусов, не позволяющих считать его перспективным. Во-первых – можно сваривать лишь трубы и цилиндрические изделия. Во-вторых, автоматизация этого процесса затруднена, поскольку для сварки совершаются манипуляции с самой деталью, причем манипуляции, требующие четкой и жесткой фиксации обоих деталей. А поскольку даже при конвейерном, не говоря уже о штучном, никогда не бывает одинаковых деталей, сварной автомат придется оборудовать сложной системой датчиков и подвижными манипуляторами.
Она оказывается незаменимой при соединении трудно свариваемых или вовсе не сваривающихся другими способами разнородных материалов, например стали с алюминием, аустенитных сталей с перлитными. Эффективно применение сварки трением и для соединения пластмассовых заготовок. Исходя из вышеприведенного, видно, что сварка трением, так же прочно занимает свою нишу. Она более перспективна, чем сварка взрывом. Сварка деталей таким способом не требует расходных материалов. При сварке трением получаются высококачественные соединения. Но есть у этого метода и несколько существенных минусов, не позволяющих считать его перспективным. Во-первых – можно сваривать лишь трубы и цилиндрические изделия. Во-вторых, автоматизация этого процесса затруднена, поскольку для сварки совершаются манипуляции с самой деталью, причем манипуляции, требующие четкой и жесткой фиксации обоих деталей. А поскольку даже при конвейерном, не говоря уже о штучном, никогда не бывает одинаковых деталей, сварной автомат придется оборудовать сложной системой датчиков и подвижными манипуляторами.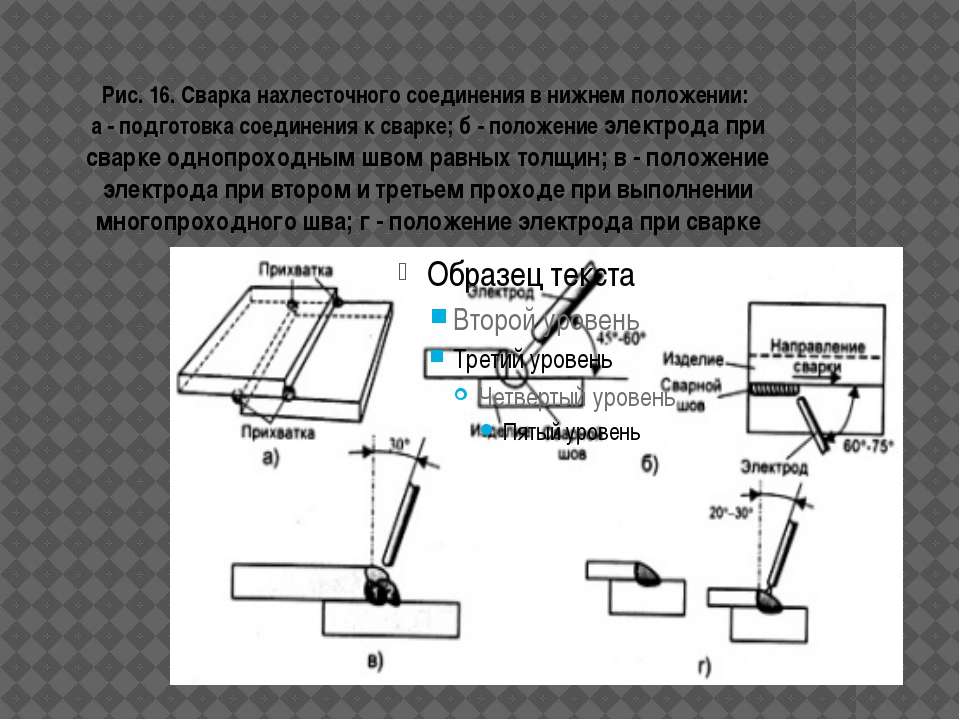 Вся эта система требует написания сложной программы и компьютерного управления, если нужно получить автомат способный обрабатывать разные детали. Это очень дорого, довольно громоздко и обеспечивает невысокую производительность производственной линии. Конечно, она производительней ручного труда, но все же не перспективна. Неперспективность этого вида сварки еще больше усиливают сильные ограничение на габариты и форму свариваемых деталей. Ручная дуговая сварка Наибольший объём среди других видов сварки занимает ручная дуговая сварка — сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. Дуга горит между стержнем электрода и основным металлом. Под действием теплоты дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла.
Вся эта система требует написания сложной программы и компьютерного управления, если нужно получить автомат способный обрабатывать разные детали. Это очень дорого, довольно громоздко и обеспечивает невысокую производительность производственной линии. Конечно, она производительней ручного труда, но все же не перспективна. Неперспективность этого вида сварки еще больше усиливают сильные ограничение на габариты и форму свариваемых деталей. Ручная дуговая сварка Наибольший объём среди других видов сварки занимает ручная дуговая сварка — сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. Дуга горит между стержнем электрода и основным металлом. Под действием теплоты дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту 3 вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги металл сварочной ванны затвердевает и образует сварной шов 6. Жидкий шлак по мере остывания образует на поверхности шва твёрдую шлаковую корку, которая удаляется после остывания шва. Для обеспечения заданного состава и свойств шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги металл сварочной ванны затвердевает и образует сварной шов 6. Жидкий шлак по мере остывания образует на поверхности шва твёрдую шлаковую корку, которая удаляется после остывания шва. Для обеспечения заданного состава и свойств шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования запасенную энергию в виде света. На торцах рубинового стержня нанесен слой отражающего вещества (например, серебра) так, что с одного конца образовано непрозрачное, а с другого — полупрозрачное зеркало. Излучение ионов хрома, отражаясь от этих зеркал, циркулирует параллельно оптической оси стержня, возбуждая новые ионы, — идет лавинообразный процесс Происходит бурное выделение лучистой энергии, которая излучается параллельным пучком через полупрозрачное зеркало и фокусируется линзой в месте сварки. Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов. б Вт/ см2). Однако электронно-лучевая сварка осуществляется лишь в вакуумных камерах — это необходимо для устойчивого проведения процесса, лазерная же сварка не требует вакуума, что упрощает и убыстряет тех. процессы. Процесс лазерной сварки осуществляется либо на воздухе, либо в среде защитных газов: Аr, Не, СО2 и др. Лазерный луч, так же как и электронный легко отклоняется, транспортируется с помощью оптической системы. Для сварки металлов используются твердотельные и газовые лазеры как периодического, так и непрерывного действия. Благодаря высокой концентрации энергии лазерного излучения в процессе сварки обеспечивается малый объем расплавленного металла, незначительные размеры пятна нагрева, высокие скорости нагрева и охлаждения металла шва и околошовной зоны. Эти особенности теплового воздействия предопределяют минимальные деформации сварных конструкций, специфику физико-химических и металлургических процессов в металле шва, высокую технологическую и конструкционную прочность сварных соединений.
б Вт/ см2). Однако электронно-лучевая сварка осуществляется лишь в вакуумных камерах — это необходимо для устойчивого проведения процесса, лазерная же сварка не требует вакуума, что упрощает и убыстряет тех. процессы. Процесс лазерной сварки осуществляется либо на воздухе, либо в среде защитных газов: Аr, Не, СО2 и др. Лазерный луч, так же как и электронный легко отклоняется, транспортируется с помощью оптической системы. Для сварки металлов используются твердотельные и газовые лазеры как периодического, так и непрерывного действия. Благодаря высокой концентрации энергии лазерного излучения в процессе сварки обеспечивается малый объем расплавленного металла, незначительные размеры пятна нагрева, высокие скорости нагрева и охлаждения металла шва и околошовной зоны. Эти особенности теплового воздействия предопределяют минимальные деформации сварных конструкций, специфику физико-химических и металлургических процессов в металле шва, высокую технологическую и конструкционную прочность сварных соединений. Лазерная сварка осуществляется в широком диапазоне режимов, обеспечивающих высокопроизводительный процесс соединения различных материалов толщиной от нескольких микрометров до десятков миллиметров. Разнообразие методов и приемов лазерной сварки затрудняет разработку конкретного технологического процесса. Процесс сварки лазерным излучением весьма сложен и в настоящее время нет теоретической расчетной модели, описывающей его во всей полноте. Как правило, расчеты касаются какой-либо одной из физических характеристик процесса воздействия лазерного излучения на обрабатываемый материал Точечная сварка получила распространение с первых дней появления импульсных твердотельных лазеров для выполнения неразъемных соединений в электронике и приборостроении. Точечной сваркой соединяются тонколистовые материалы (при толщине 0,5…2,0 мм), проволока диаметром от 10 до 500 мкм, проволока к подложке, тонкие листы к массивным элементам Размеры сварочной ванны, определяющие прочность сварного соединения, зависят прежде всего от длительности лазерного импульса и его энергии.
Лазерная сварка осуществляется в широком диапазоне режимов, обеспечивающих высокопроизводительный процесс соединения различных материалов толщиной от нескольких микрометров до десятков миллиметров. Разнообразие методов и приемов лазерной сварки затрудняет разработку конкретного технологического процесса. Процесс сварки лазерным излучением весьма сложен и в настоящее время нет теоретической расчетной модели, описывающей его во всей полноте. Как правило, расчеты касаются какой-либо одной из физических характеристик процесса воздействия лазерного излучения на обрабатываемый материал Точечная сварка получила распространение с первых дней появления импульсных твердотельных лазеров для выполнения неразъемных соединений в электронике и приборостроении. Точечной сваркой соединяются тонколистовые материалы (при толщине 0,5…2,0 мм), проволока диаметром от 10 до 500 мкм, проволока к подложке, тонкие листы к массивным элементам Размеры сварочной ванны, определяющие прочность сварного соединения, зависят прежде всего от длительности лазерного импульса и его энергии. Кроме того, размеры сварочной ванны зависят от коэффициента теплопроводности материала (для более теплопроводной меди размер сварочной ванны меньше, чем у сталей). При точечной сварке импульсным излучением в зависимости от вида свариваемых материалов используется диапазон плотности мощности излучения q = 1О5…1О6 Вт/см2 и диапазон длительностей импульсов tau и = 2…10 мс. При этом диаметр сварных точек составляет D = 0,1..1,2 мм, а глубина проплавления h = 0,0З…1,3 мм. Производительность точечной сварки определяется частотой генерации импульсов f, скоростью перемещения детали (луча), в хорошо налаженном процессе достигается скорость до 200 сварных точек в секунду. Шовная сварка обеспечивает надежное механическое соединение, высокую герметичность сварочного шва. Шовную сварку выполняют как с помощью импульсного излучения с высокой частотой генерации импульсов, так и с помощью непрерывного излучения. Последнее позволяет сваривать толстостенные детали. Основными параметрами процесса шовной импульсной и непрерывной сварки, определяющими качество сварного соединения, считаются: энергия импульса Е, длительность воздействия лазерного излучения на обрабатываемый материал tauи, диаметр сфокусированного излучения d, частота следования импульсов (для ИПР) f и положение фокальной плоскости лазерного луча относительно поверхности свариваемых деталей F.
Кроме того, размеры сварочной ванны зависят от коэффициента теплопроводности материала (для более теплопроводной меди размер сварочной ванны меньше, чем у сталей). При точечной сварке импульсным излучением в зависимости от вида свариваемых материалов используется диапазон плотности мощности излучения q = 1О5…1О6 Вт/см2 и диапазон длительностей импульсов tau и = 2…10 мс. При этом диаметр сварных точек составляет D = 0,1..1,2 мм, а глубина проплавления h = 0,0З…1,3 мм. Производительность точечной сварки определяется частотой генерации импульсов f, скоростью перемещения детали (луча), в хорошо налаженном процессе достигается скорость до 200 сварных точек в секунду. Шовная сварка обеспечивает надежное механическое соединение, высокую герметичность сварочного шва. Шовную сварку выполняют как с помощью импульсного излучения с высокой частотой генерации импульсов, так и с помощью непрерывного излучения. Последнее позволяет сваривать толстостенные детали. Основными параметрами процесса шовной импульсной и непрерывной сварки, определяющими качество сварного соединения, считаются: энергия импульса Е, длительность воздействия лазерного излучения на обрабатываемый материал tauи, диаметр сфокусированного излучения d, частота следования импульсов (для ИПР) f и положение фокальной плоскости лазерного луча относительно поверхности свариваемых деталей F. Все параметры обычно определяются экспериментально, в зависимости от требований технического процесса. Приблизительно, tи =10-4…10-2 d = 0.05… 1 мм, средняя скорость сварки — до 5 мм/с, f — до 20 Гц.Качество металла сварных соединений, выполненных непрерывным лазерным излучением, по сравнению с традиционными видами сварки очень высокое. Как правило, в этом случае механические свойства металла шва превосходят свойства основного металла в исходном состоянии. Повышение механических свойств связано с получением мелкозернистой структуры переплавленного металла и металлургической очисткой и дегазацией расплава сварочной ванны при лазерном воздействии. Принципиально отличается от сварки с неглубоким проплавлением, тем, что при образовании сварного соединения образуется газовый канал, по которому поднимается испаренный металл. Зона провара имеет вытянутую форму, шов не широкий, глубокий. Для защиты шва применяются газы аргон и гелий, помимо защиты они обеспечивают более эффективное проплавление, меняя параметры образующейся плазмы, ускоряют вывод газов, испаренного металла.
Все параметры обычно определяются экспериментально, в зависимости от требований технического процесса. Приблизительно, tи =10-4…10-2 d = 0.05… 1 мм, средняя скорость сварки — до 5 мм/с, f — до 20 Гц.Качество металла сварных соединений, выполненных непрерывным лазерным излучением, по сравнению с традиционными видами сварки очень высокое. Как правило, в этом случае механические свойства металла шва превосходят свойства основного металла в исходном состоянии. Повышение механических свойств связано с получением мелкозернистой структуры переплавленного металла и металлургической очисткой и дегазацией расплава сварочной ванны при лазерном воздействии. Принципиально отличается от сварки с неглубоким проплавлением, тем, что при образовании сварного соединения образуется газовый канал, по которому поднимается испаренный металл. Зона провара имеет вытянутую форму, шов не широкий, глубокий. Для защиты шва применяются газы аргон и гелий, помимо защиты они обеспечивают более эффективное проплавление, меняя параметры образующейся плазмы, ускоряют вывод газов, испаренного металла. Можно добиться значительного увеличения глубины проплавления, но качество шва, при высоком расходе газа, ухудшается, появляются поры. Повышения эффективности сварки можно добиться и применением дополнительного источника нагрева. В качестве такого источника может быть использована, например, электрическая дуга, подведенная с любой стороны шва. Увеличивается глубина проплавления, скорость резки. При подведении дуги, сопоставимой по мощности с лазером скорость проплавления увеличивается в четыре раза. • Краска, применяемая для окрашивания стен и потолков постовых кабин, должна быть матовой, чтобы уменьшить эффект отражения светового луча от них. • Сварочная дуга является источником световых лучей, яркость которых может вызывать ожоги незащищенных глаз при облучении их всего в течение 10 … 15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей), инфракрасное излучение может вызвать помутнение хрусталика глаза.
Можно добиться значительного увеличения глубины проплавления, но качество шва, при высоком расходе газа, ухудшается, появляются поры. Повышения эффективности сварки можно добиться и применением дополнительного источника нагрева. В качестве такого источника может быть использована, например, электрическая дуга, подведенная с любой стороны шва. Увеличивается глубина проплавления, скорость резки. При подведении дуги, сопоставимой по мощности с лазером скорость проплавления увеличивается в четыре раза. • Краска, применяемая для окрашивания стен и потолков постовых кабин, должна быть матовой, чтобы уменьшить эффект отражения светового луча от них. • Сварочная дуга является источником световых лучей, яркость которых может вызывать ожоги незащищенных глаз при облучении их всего в течение 10 … 15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей), инфракрасное излучение может вызвать помутнение хрусталика глаза. Стены кабины должны быть окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты. • При использовании сварочных аппаратов с применением электронного луча техника безопасности указывается в сопровождающей документации на это оборудование. • При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов. При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления. Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков.
Стены кабины должны быть окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты. • При использовании сварочных аппаратов с применением электронного луча техника безопасности указывается в сопровождающей документации на это оборудование. • При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов. При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления. Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков. • При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель. • Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте. • Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью. Заключение Вышеприведенный анализ показал, что наиболее перспективной с точки зрения качества сварного шва, экономичности, безопасности работы, сферы применения и условий эксплуатации, возможности автоматизации и набора материалов, которые можно сваривать, наиболее перспективна лазерная сварка. Этот вид сварки позволяет получить очень высокое качество сварного шва в любых пространственных положениях. Причем число видов свариваемых металлов очень велико.
• При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель. • Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте. • Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью. Заключение Вышеприведенный анализ показал, что наиболее перспективной с точки зрения качества сварного шва, экономичности, безопасности работы, сферы применения и условий эксплуатации, возможности автоматизации и набора материалов, которые можно сваривать, наиболее перспективна лазерная сварка. Этот вид сварки позволяет получить очень высокое качество сварного шва в любых пространственных положениях. Причем число видов свариваемых металлов очень велико. Процесс сварки легко поддается автоматизации, участие человека непосредственно в процессе сведено к минимуму, а значит влияние человеческого факта на качество изделия очень невелико. Очень важным фактором, говорящим в пользу перспективности этого вида сварки является то, что процесс не требует манипуляций с деталью. А осуществляется с помощью изменения направления лазерного луча. Вкупе с возможностью полной автоматизации процесса в перспективе такой вид сварки позволяет создавать высокопроизводительные производственные линии. И, главное, у лазерной сварки большой простор для развития и совершенствования, что и делает ее самой перспективной.
Процесс сварки легко поддается автоматизации, участие человека непосредственно в процессе сведено к минимуму, а значит влияние человеческого факта на качество изделия очень невелико. Очень важным фактором, говорящим в пользу перспективности этого вида сварки является то, что процесс не требует манипуляций с деталью. А осуществляется с помощью изменения направления лазерного луча. Вкупе с возможностью полной автоматизации процесса в перспективе такой вид сварки позволяет создавать высокопроизводительные производственные линии. И, главное, у лазерной сварки большой простор для развития и совершенствования, что и делает ее самой перспективной.
Технология ручной дуговой сварки лекции — Технология ручной дуговой сварки лекция
Подборка по базе: офзд питание до года и введение прикормов.docx, Лабораторная работа 1 Введение в язык программирования Python.do, ГБПОУ МТК Технология блокчейн.docx, ГБПОУ МТК Статья Технология блокчейн.docx, Оқытудың жаңа технология түрлері және өзімнің іс-тәжірибемнен.
 do, Контрольная 5 вар Информационным технологиям в профессиональной , _аза_станы_ _шінші жа_аруында_ы цифрлы_ технологиялар.docx, Практическая введение в профессию.docx, Лекции по дисциплине Технология делового общения.doc, 33. САПР Компас 3D. Введение в трехмерное моделирование.docx
do, Контрольная 5 вар Информационным технологиям в профессиональной , _аза_станы_ _шінші жа_аруында_ы цифрлы_ технологиялар.docx, Практическая введение в профессию.docx, Лекции по дисциплине Технология делового общения.doc, 33. САПР Компас 3D. Введение в трехмерное моделирование.docx1 2 3 4 5 6 7 8
Ручная электро-дуговая сварка
Введение:
Сварка является одним из технологических процессов, как в области машиностроения, так и в строительной индустрии.
Несмотря на большие масштабы использования в промышленности различных видов механизированной сварки, объем применения ручной дуговой сварки сегодня не только не снижается, но и возрастает, что связано с созданием новых материалов и нового оборудования для ручной дуговой сварки.
Электрическая дуга впервые была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым.
А в 1882 году русский изобретатель Н.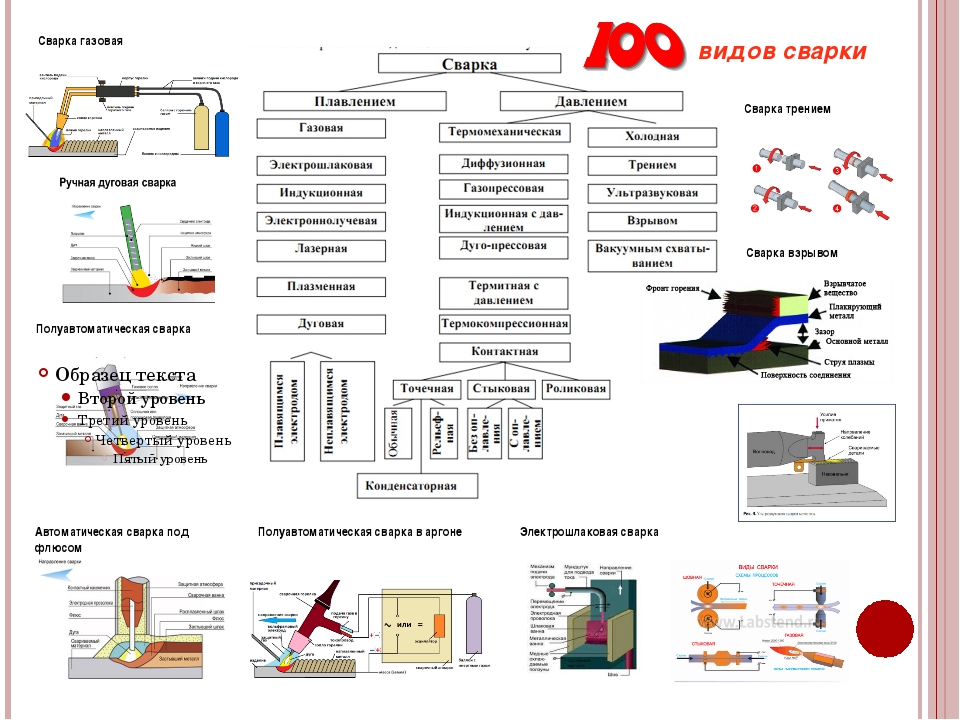 Н. Бенардос применил электрическую дугу для соединения металлов. В 1885 году он получил патент под названием «способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питающую электрической энергией от аккумулятора.
Н. Бенардос применил электрическую дугу для соединения металлов. В 1885 году он получил патент под названием «способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питающую электрической энергией от аккумулятора.
Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 году разработал способ сварки металлическим электродом, в 1891 году он получил два патента под названием «способ и аппараты для электрической отливки металлов» и «способ электрического уплотнения металлических отливок». Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины.
Однако низкий уровень развития техники в России с тех лет не позволяют использовать и широко развивать идеи Петрова, Бенардоса, Славянова.
Выдающуюся роль в теоретической разработке сварных процессов сыграли видные ученые К.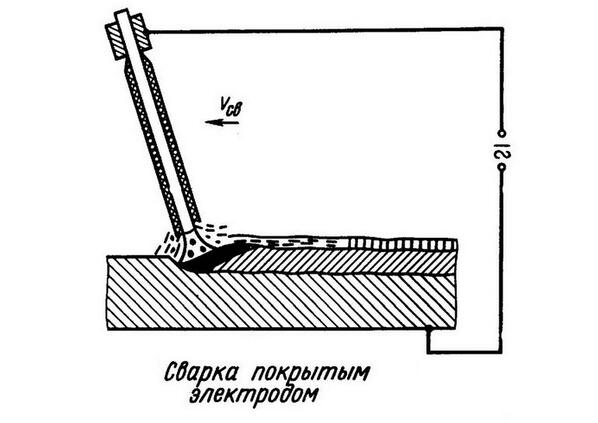 В. Любавский, К.К. Хренов, Г.А. Николаев, Н.О. Окерблам, Н.Н. Рыкалин, Е.О. Патон, В.П. Никитин и др.
В. Любавский, К.К. Хренов, Г.А. Николаев, Н.О. Окерблам, Н.Н. Рыкалин, Е.О. Патон, В.П. Никитин и др.
Головной организацией по сварке является: ИЭС им. Е.О. Патона, который координирует деятельность всех институтов в области сварочного производства.
Сущность и классификация процесса сварки
Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический.
Вид сварки – объединяет сварочные процессы по виду источника энергии непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др.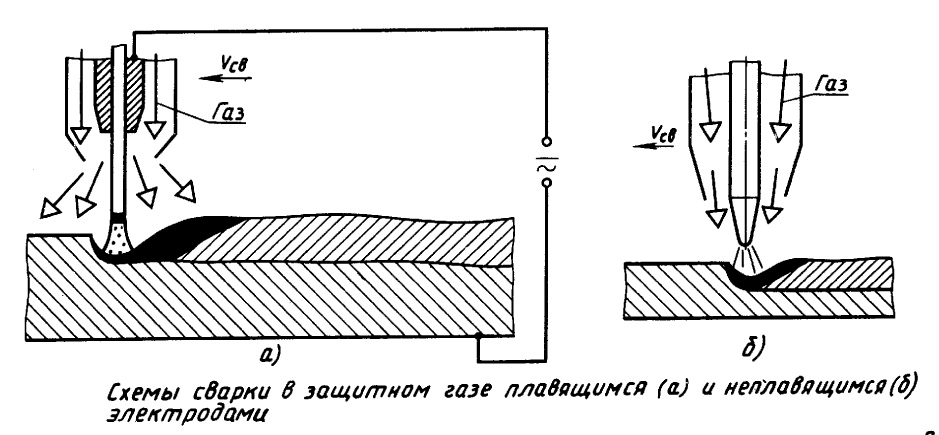
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная взрывом, ультразвуковая, трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам:
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Характеристики основных видов сварки
1. Автоматическая сварка под флюсом – сущность заключается в том, что сварочная дуга горит между электродной проволокой и свариваемым изделием под слоем сыпучего флюса. Теплотой дуги расплавляется основной металл (кромки свариваемого изделия), сварочная проволока и флюс.
Теплотой дуги расплавляется основной металл (кромки свариваемого изделия), сварочная проволока и флюс.
2. Электрошлаковая сварка – заключается в следующем: в начальный период под флюсом возникает сварочная дуга, за счет теплоты дуги флюс расплавляется и образуется электропроводный шлак, который должен обладать значительным Омическим сопротивлением. Сварочная дуга после расплавления флюса с образованием электропроводного шлака угасает, а ток проходя по электропроводному расплавленному шлаку выделяет такое количество теплоты, которое достаточно для плавления последующей порции флюса, основного металла и проволоки.
3. Электроннолучевая сварка – этот вид сварки выполняется в камерах с разряжением (вакууме). Теплота образуется за счет бомбардировки поверхности металла электронами имеющие большие скорости.
4. Газовая сварка – основана на плавлении свариваемого и присадочного металлов высокотемпературным газокислородным пламенем.
5. Световая сварка – по виду источника света подразделяется на солнечную, лазерную и искусственными источниками света.
6. Термитная сварка – состоит в том, что свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита развивается высокая температура (более 200°Ć) образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий и заполняет зазор образуя сварной шов.
7. Контактная сварка. При этом виде сварки место соединения разогревается и расплавляются теплотой выделяемой при прохождении электрического тока через контактируемые метало свариваемых деталей; при приложении в этом месте сжимающего усилия образуется сварное соединение. По форме соединения бывает точечная, шовная, стыковая, рельефная сварка.
8. Диффузионная сварка осуществляется за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и незначительной пластической деформации.
9. Газопрессовая сварка основана на нагревании концов стержней или труб по всей длине окружности многопламенными горелками до пластического состояния или плавления и последующего сдавливания стержней внешним усилием.
10. Ультразвуковая сварка основана на совместном воздействие на свариваемые детали механических колебаний ультразвуковой частоты и небольших сжимающих усилий.
11. Сварка трением. При вращении одного из стержней и соприкосновении его с другим, концы стержней разогреваются и с приложением осевого усилия свариваются.
12. Холодная сварка основана на способности срастания кристаллов металла при значительном давлении.
13. Индукционно-прессовая сварка. Этот вид сварки основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
Виды сварных соединений и швов
Неразъемное соединение, выполненное сваркой, называется сварным соединением. В зависимости от взаимного расположения в пространстве соединяемых деталей различают соединения: стыковые, угловые, тавровые и нахлесточные.
Стыковые сварные соединения (Рис. 1, а) – свариваемые элементы располагаются в одной плоскости или на одной поверхности. Устанавливается 32 вида стыковых соединений. Обозначаются С1, С2, С3, С4 и т.д.
Рисунок 1. Типы сварных соединений. а) стыковое; б) нахлесточное; в) тавровое; г) угловое. |
Нахлесточные сварные соединения (Рис. 1, б). Свариваемые элементы расположены параллельно и перекрывают друг друга. Величина перекрытия должна быть в пределах 3-420 мм. Обозначаются Н1, Н2.
Тавровые сварные соединения (Рис. 1, в). Отличительной особенностью этих соединений является то, что одна из соединяемых деталей торцом устанавливается на поверхности другой и приваривается, образуя в сечении как бы букву Т (отсюда и название – тавровое). Обозначаются Т3, Т6 и т.д.
Угловые сварные соединения (Рис. 1, г) – сварное соединение двух элементов, расположенных под прямым углом и сваренных в месте примыкания их краев.
Обозначаются по ГОСТ5264-80 У1, У2, У3 и т.д.
Классификация сварных швов
По виду сварного соединения – стыковые и угловые.
По положению сварного соединения в котором выполняются сварные швы бывают: «в лодочку» нижние, полугоризонтальные, горизонтальные, полувертикальные, вертикальные, полупотолочные и потолочные.
По конфигурации сварного соединения швы бывают прямолинейные кольцевые и криволинейные.
По протяженности сварного соединения – сплошные и прерывистые.
По применяемому виду сварки разделяются на швы ручной дуговой сварки, автоматической и механизированной под флюсом, швы дуговой сварки в защитных газах, швы электрошлаковой сварки, электрозаклепочные, контактной, газовой, паянных соединений.
По способу удержания сварочной ванны: на швы, выполненные без прокладок и подушек, на съемных и остающихся стальных прокладках, на медных, флюса медных, керамических и асбестовых подкладках.
По количеству наложения швов бывают односторонние, двусторонние, многослойные и многопроходные.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы из углеродистых и легированных сталей, швы цветных металлов, биметалла, винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы могут быть под острым, тупым, прямым углом, а также располагаться в одной плоскости.
По действующему на шов усилию швы бывают фланговые, лобовые, комбинированные и косые.
По объему наплавленного металла нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции на изделии продольные и поперечные.
Оборудование для ручной дуговой сварки
Классификация источников питания сварочной дуги.
Источники питания сварочной дуги классифицируются по следующим основным признакам:
1. По роду сварочного тока – бывают переменного и постоянного тока.
К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты.
Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.
2. По виду внешних вольтамперных характеристик (ВАХ) источники питания сварочной дуги бывают с пологопадающей ВАХ (для автоматной сварки).
С жестокой и возрастающей ВАХ применяемых при сварки в защитных газах и электрошлаковой сварке, с крутопадающей ВАХ – для ручной дуговой сварки.
3. По количеству используемых сварочных дуг бывают однопостовые или многопостовые.
4. По способу установки источники бывают стационарными, или передвижными – переносными.
Сварочные трансформаторы
Трансформаторы с нормальным магнитным рассеянием. Комплект источников питания состоит из понижающего трансформатора и регулятора реактивной катушки. Понижающий трансформатор, основой которого является могнитопровод, изготовлен из большого количества тонких пластин, трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеется первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода. Дроссель состоит из магнитопровода набранного из листовой трансформаторной стали, на котором расположены витки медного или алюминиевого провода рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта.
1 2 3 4 5 6 7 8
Сварка — темы курсовых работ
Популярная работа в 2021 году
Балка Е-10 Ручная дуговая сварка (РДС)Введение Технический прогресс в промышленности в странах СНГ неразрывно связан с постоянным совершенствованием сварочного производства. Сварка как высокопроизводительный способ изготовления неразъемных соединений находит широкое применение при изготовлении металлургического, кузнечного, кузнечно-
Показать всеПопулярная работа в 2021 году
Металлические конструкции включая сварку ВВЕДЕНИЕ
Цель курсового проекта привить студенту практические навыки в сборе действующих нагрузок, в расчете и конструировании металлических конструкций зданий и сооружений с высокими технико-экономическими показателями. Задание на курсовой проект выдается в виде схемы с указанием основных размеро
Задание на курсовой проект выдается в виде схемы с указанием основных размеро
Введение Балки являются самыми распространенными строительными конструкциями и применяются для большинства видов зданий и сооружений. Чаще всего балки работают на поперечный изгиб. Бывают разрезные, неразрезные и консольные. В проекте применены разрезные балки, т.е. балки на один пролет. Наиболее
Показать всеРеферат на тему: Сварка
У вас нет времени на реферат или вам не удаётся написать реферат? Напишите мне в whatsapp — согласуем сроки и я вам помогу!
В статье «Как научиться правильно писать реферат», я написала о правилах и советах написания лучших рефератов, прочитайте пожалуйста.
Собрала для вас похожие темы рефератов, посмотрите, почитайте:
- Реферат на тему: Физическая культура и здоровый образ жизни
- Реферат на тему: Экология и здоровье человека
- Реферат на тему: Базы данных
- Реферат на тему: Гипертоническая болезнь
Введение
При сварке электронным пучком проникновение конусообразно. Металл плавится у передней стенки кратера, и расплавленный металл движется вдоль боковых стенок к задней стенке, где он кристаллизуется.
Плавление при сварке
электронным пучком в основном обусловлено давлением потока электронов, типом
выделения тепла в объеме твердого металла и реакционным давлением испаряющегося
металла, вторичными и термическими электронами и излучением. Возможна сварка
непрерывным электронным пучком. Однако при сварке легко испаряются металлы
(алюминий, магний и т.д.), эффективность электронного тока и количество тепла,
выделяемого в продукт, снижается за счет потери энергии при ионизации паров
металла.
Основные параметры режима электронно-лучевой сварки:
- ток в луче;
- Напряжение ускорения;
- скорость движения струи по поверхности изделия;
- Длительность импульса и паузы;
- Точность фокусировки луча;
- Степень вакуумирования.
Для перемещения струи на
поверхности продукта, продукт или сама струя перемещается с помощью системы
отклонения. Система отклонения позволяет лучу колебаться вдоль и поперек шва
или по более сложному пути. Низковольтное оборудование применяется при сварке
металла толщиной более 0,5 мм для получения сварных швов с отношением глубины к
ширине до 8:1. Высоковольтные агрегаты применяются для сварки толстого металла
с отношением глубины к ширине до 25:1.
Высоковольтные агрегаты применяются для сварки толстого металла
с отношением глубины к ширине до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, показаны на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не должен превышать 0,07 мм, при толщине до 20 мм зазор не должен превышать 0,1 мм) и точное направление балки вдоль оси соединения (отклонение не более 0,2…0,3 мм).
Для больших зазоров (чтобы избежать подрезания) требуется дополнительный металл в виде технологических бутылок или порошковой проволоки. В последнем случае существует возможность металлургического воздействия на металл шва. За счет изменения зазора и количества присадочного металла доля присадочного металла в сварном шве может быть увеличена до 50 %.
Электронно-лучевая сварка имеет значительные преимущества.
Высокая концентрация тепла,
поступающего в продукт, который выделяется не только на поверхности продукта,
но и на определенной глубине в объеме основного металла. Фокусируя электронный
пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм,
что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В
результате можно получить швы, где отношение глубины разрушения к ширине
разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы
(вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического
влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Фокусируя электронный
пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм,
что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В
результате можно получить швы, где отношение глубины разрушения к ширине
разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы
(вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического
влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Низкое тепло на входе. Для достижения одинаковой глубины проникновения при электронно-лучевой сварке 4 … В 5 раз меньше тепла, чем требуется для дуговой сварки. Это уменьшает искажение заготовки.
Отсутствие насыщения
расплавленного и нагретого металла газами. Напротив, в ряде случаев происходит
дегазация металла шва и повышение его пластических свойств. В результате
достигается высокое качество сварных соединений на химически активных металлах
и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество
электронно-лучевой сварки достигается также на низкоуглеродистых,
коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Хорошее качество
электронно-лучевой сварки достигается также на низкоуглеродистых,
коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Это взрывной шов. Тепло вырабатывается в результате трения между соединяемыми материалами. Трение является результатом взрыва, который сжимает контактные поверхности деталей. Этот метод используется для покрытия металлов инородным материалом. Например, сталь покрыта алюминием.
Этот вид сварки включает в себя несколько вариантов, которые мы сейчас рассмотрим.
Дуговая сварка
Этот тип сварки является наиболее часто используемым. Свариваемые материалы и/или детали расплавляются под действием тепла, выделяемого дугой. После закалки свариваемые поверхности образуют единое сварное соединение. Для этого типа сварки требуется сильноточное низковольтное электроснабжение. Сварочный электрод соединяется со своим зажимом, к которому, в свою очередь, прикасается свариваемая заготовка.
Наиболее важными
«подтипами» электродуговой сварки являются: ручная дуговая сварка,
сварка негорючим электродом, сварка плавлением, сварка под флюсом, сварка
электрошлаком.
Это универсальный технологический процесс. С его помощью можно выполнять сварочные работы в любом пространственном положении, из разных видов стали, даже без необходимого оборудования. Используется специальный электрод с флюсовым покрытием. Покрытие служит для защиты металлического шва от внешних воздействий. Сварка производится постоянным током с прямой или обратной полярностью и переменным током. Этот тип сварки используется для коротких и изогнутых сварных швов в труднодоступных местах и для монтажных работ.
В качестве электрода используется графитовый или вольфрамовый стержень. Температура плавления этих материалов выше температуры, при которой происходит процесс сварки. Сварка обычно выполняется в среде инертного газа (аргон, гелий, азот и их смеси) для защиты сварного шва и электрода от воздействия атмосферы. Сварка может производиться с присадочным металлом или без него. В качестве присадочного материала используются металлические стержни, проволока, полосы.
В качестве электрода
используется проволока (сталь, медь или алюминий), которая подается током через
токопроводящий наконечник. Электрическая дуга расплавляет проволоку, и
проволока автоматически подается механизмом подачи для обеспечения постоянной
длины проволоки. Для защиты от атмосферных воздействий используются защитные
газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с
электродной проволокой от сварочной головки.
Электрическая дуга расплавляет проволоку, и
проволока автоматически подается механизмом подачи для обеспечения постоянной
длины проволоки. Для защиты от атмосферных воздействий используются защитные
газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с
электродной проволокой от сварочной головки.
Под флюсовой сваркой
В этой форме сварки электродный конец также представлен в виде металлической проволоки или прутка, в конце которой подается флюсовый слой. В качестве флюсов используются кальцинированный бор, борная кислота, кремниевая кислота и др. Флюсы используются в виде порошков, паст, водных растворов. Дуговое горение происходит в пузырьке газа, который находится между металлом и слоем потока. Сама дуга в этом случае не видна. Эта технология повышает защиту металла от вредного воздействия атмосферы и улучшает глубину расплава.
При электрошлаковой сварке
следующие электроды служат в качестве электродной проволоки, прутков и пластин.
Источником тепла является расплавленный шлак, через который протекает
электрический ток. Тепло, вырабатываемое флюсом, расплавляет края свариваемых
деталей и присадочную проволоку. Этот процесс используется для сварки
вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в
машиностроении для изготовления кузнечно — сварных и литых конструкций.
Тепло, вырабатываемое флюсом, расплавляет края свариваемых
деталей и присадочную проволоку. Этот процесс используется для сварки
вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в
машиностроении для изготовления кузнечно — сварных и литых конструкций.
плазменная сварка
Источником тепла является пучок плазмы, который образуется при нагревании электрода электрическим током. Пучок плазмы сжимается и ускоряется под действием электромагнитных сил, что оказывает как тепловое, так и газодинамическое воздействие на свариваемый продукт. При струйном нагреве плавится как цветной металл в непосредственной близости от дуги, так и присадочный металл. В дополнение к сварке, этот процесс часто используется для наращивания сварки, распыления и резки.
Источником тепла является пучок
электронов. Пучок генерируется термоэлектронным излучением катода электронной
пучковой пушки. Этот вид сварки используется в промышленных условиях в
вакуумных камерах.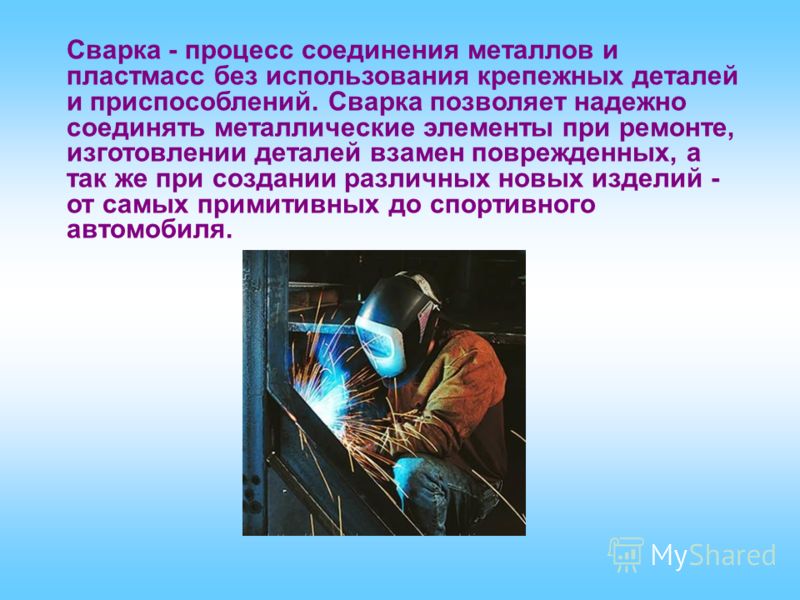 Известна также технология сварки электронным пучком в
атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума
непосредственно перед свариваемыми деталями.
Известна также технология сварки электронным пучком в
атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума
непосредственно перед свариваемыми деталями.
Источником тепла является сфокусированный лазерный луч. Используются твердотельные, газовые, жидкостные и полупроводниковые лазеры. Лазерный луч также используется для резки различных материалов. Основными преимуществами лазерной сварки являются: возможность выполнения процесса на высоких скоростях, практически полное отсутствие деформации продукта и узкий стык.
Источником тепла является
газовый факел, который образуется при сжигании смеси кислорода и горючего газа.
В качестве горючего газа могут использоваться ацетилен, водород, пропан, бутан
и их смеси. Тепло, выделяемое при сжигании смеси кислорода и
легковоспламеняющегося газа, расплавляет свариваемые поверхности и присадочный
материал, образуя сварочную ванну. Пламя может быть «окисляющим» или
«восстанавливающим», и это регулируется количеством кислорода.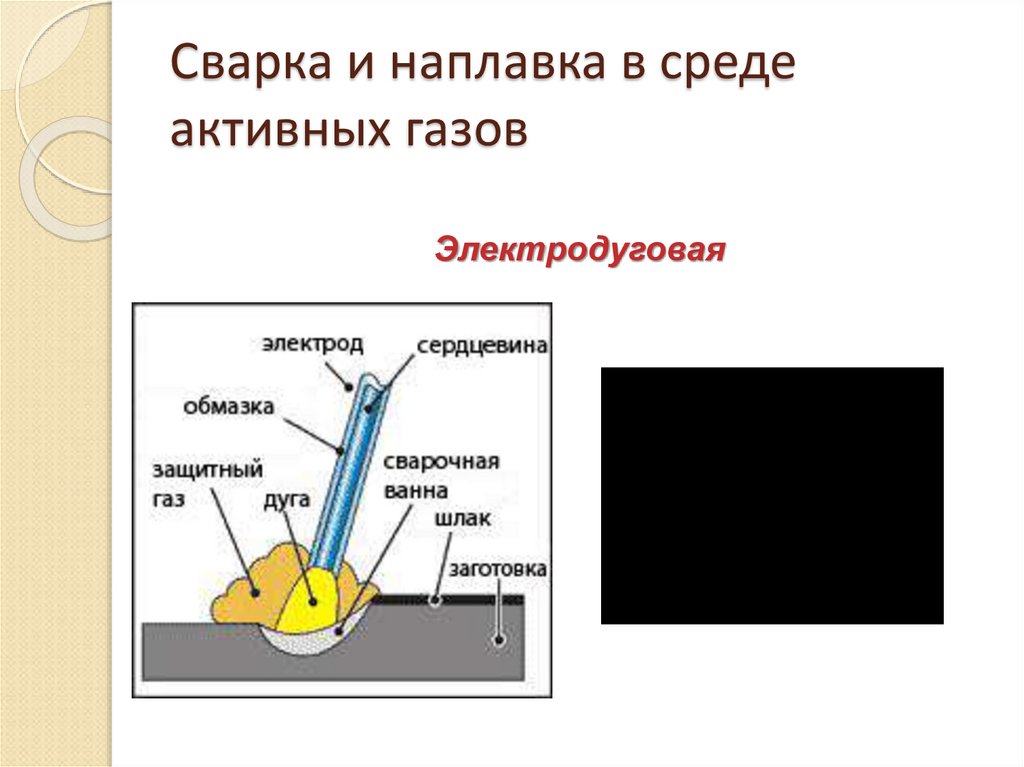
Термомеханическая сварка
Сварка производится путем нагрева свариваемых поверхностей. Этот вид сварки также имеет свои варианты.
Этот вид сварки нагревает изделия и деформирует их, что обеспечивает их взаимное проникновение. Сварные детали зажимаются в сварочные клещи и выделяют на электродах ток высокого напряжения, который плавит детали. Затем ток отключается и сильно сжимается клещами, в результате чего металл кристаллизуется и образует сварной шов.
При диффузионной сварке соединяемые поверхности сжимаются и нагреваются. Обычно этот процесс происходит в вакууме. В результате этого действия образуется сварной шов. Эта технология очень дорогая и поэтому в основном используется в аэрокосмической, электронной и инструментальной промышленности.
Поверхности свариваются путем
удара кованым молотком по горячим деталям. Этот тип сварки ненадежен, имеет
низкую производительность и подходит для ограниченного количества сплавов.
Сегодня кузнечная сварка используется практически нигде.
Высокочастотная токовая сварка
Свариваемые детали располагаются близко друг к другу и нагреваются, пропуская через них высокочастотный ток, после чего детали сжимаются вместе. Полученная в результате заготовка охлаждается и готова к использованию. Процесс в основном используется для производства труб и фитингов из продольной стали.
Внешний вид и развитие сварных швов
Сварка — это процесс формирования постоянных соединений путем создания атомных связей между свариваемыми частями путем их локального или общего нагрева или пластической деформации, либо путем комбинированного действия обеих форм.
В 1802 г. впервые в мире профессор физики Медико-хирургической академии Санкт-Петербурга В. В. Петров (1761-1834) открыл электрическую дугу, описал происходящие в ней явления и указал на возможность ее практического применения.
В 1881 г. русский
изобретатель Н.Н. Бенардос (1842-1905) использовал электрическую дугу для
соединения и разделения стали. Электрическая дуга Н.Н. Бенардос обгорел между
углеродным электродом и сварным металлом. Стальная проволока служила
дополнительным стержнем для формирования соединения. Батареи использовались в
качестве источника электрической энергии. Тот, что из Н.Н. Предложенная
Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги
для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н.
Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими
электродами под защитным газом и механизированную подачу электрода в дугу.
Электрическая дуга Н.Н. Бенардос обгорел между
углеродным электродом и сварным металлом. Стальная проволока служила
дополнительным стержнем для формирования соединения. Батареи использовались в
качестве источника электрической энергии. Тот, что из Н.Н. Предложенная
Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги
для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н.
Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими
электродами под защитным газом и механизированную подачу электрода в дугу.
В 1888 г. русский инженер
Н.Г. Славянов (1854-1897) предложил дуговую сварку плавящимся металлическим
электродом. Разработал научные основы дуговой сварки, применил флюс для защиты
металла сварочной ванны от воздействия воздуха, предложил накладную сварку и
сварку чугуна. Н.Г. Славянов изготовил по его проекту сварочный генератор и
организовал в Пермских пушечных мастерских первую в мире электросварочную
мастерскую, в которой работал с 1883 по 1897 год.
Н.Н. Бенардос и Н.Г. Славянов выступили инициаторами автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли широкого применения. Только после Великой Октябрьской социалистической революции сварка получила широкое распространение в нашей стране. Уже в начале 1920-х гг. под руководством профессора В.П. Вологдина на Дальнем Востоке корабли ремонтировались методом дуговой сварки, как и сварные котлы, а позднее — сварки кораблей и критических конструкций.
Разработка и промышленное
применение сварки потребовали разработки и производства надежных источников
питания для устойчивого горения дуги. Такие устройства — сварочный генератор
СМ 1 и сварочный трансформатор с
нормальной магнитной утечкой СТ 2 —
впервые были изготовлены в 1924 году ленинградским заводом
«Электрик». В том же году советским ученым В.П. Никитиным была разработана
принципиально новая схема сварочного трансформатора типа СТН. Производство
таких трансформаторов заводом «Электрик» было начато в 1927 году.
В 1928 году ученый Д.А. Дульчевский изобрел автоматическую дуговую сварку под флюсом.
Новый этап в развитии сварки относится к концу 1930-х годов , когда коллектив Института электросварки АН УССР под руководством академика Э.О. Патон разработал промышленный метод автоматической сварки под флюсом. Его внедрение в производство началось в 1940 г. Во время войны дуговая сварка под флюсом сыграла большую роль в производстве танков, самоходных орудий и авиационных бомб. Позже был разработан метод полуавтоматической сварки под флюсом.
В конце 1940-х годов газовая сварка стала использоваться в промышленности. Команды Центрального научно-исследовательского института машиностроительных технологий и Е.П. Патоновский институт электросварки разработал и внедрил полуавтоматическую сварку в углекислоте в 1952 году.
Главным достижением
сварочного оборудования стала разработка коллективом КЭС в 1949 году метода
электрошлаковой сварки, который позволил сваривать металлы практически любой
толщины.
Авторы работ по сварке углекислого газа плавящимся электродом и электрошлаковой сварке К.М. Новожилив, Г.З. Волошкевич, К.В. Любавский и другие были удостоены Ленинской премии.
В последующие годы в стране применялись ультразвуковая сварка, электронно-лучевая сварка, плазменная сварка, диффузионная сварка, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли ученые нашей страны: В.П. Вологдин, В.П. Никитин, Д.А. Дульчевский, Э.О. Патонов и команды Е.О. Патонова, Центральный научно-исследовательский институт технологии машиностроения, Всесоюзный научно-исследовательский институт автогенного машиностроения, Институт металлургии имени А.А. Байкова, Ленинградский завод «Электрик» и др.
Сварка во многих случаях заменила трудоемкие структурные процессы, такие как клепки и литье, резьбовые соединения и ковка.
Преимущества сварки перед этими методами заключаются в следующем:
- Экономия металла — 10 … 30% и более в зависимости от сложности конструкции
- снижение трудоемкости труда, сокращение продолжительности работы и снижение ее стоимости
- Более дешевое оборудование
- Машинопригодность и автоматизация сварочного процесса
- Возможность ремонта износа
- герметичность сварных соединений выше, чем у заклепочных или резьбовых.


Снижение производственного шума и улучшение условий труда работников
Виды сварки
Сварка плавлением производится при нагреве сильным концентрированным источником тепла (дуга, плазма и т.д.). Кромки сварных деталей сплавляются спонтанно и образуют общий сварочный бассейн, в котором происходят некоторые физические и химические процессы.
Сварка под давлением осуществляется путем пластической деформации металла на стыке под действием сжимающих сил. В результате различные загрязнения и оксиды на свариваемых поверхностях смещаются наружу, и чистые поверхности приближаются к атомному расстоянию адгезии по всему поперечному сечению.
Наиболее важные виды сварки
Ручная дуговая сварка выполняется металлическими электродами с покрытием. На электрод и свариваемый металл подается переменный или постоянный ток, в результате чего образуется дуга, длина которой должна поддерживаться постоянной в течение всего процесса сварки.
Под дуговой сваркой. Суть сварки заключается в том, что дуга горит под слоем порошка для сварки под флюсом между концом неизолированной электродной проволоки. Когда дуга горит и флюс плавится, образуется газошлаковая оболочка, которая предотвращает негативное влияние атмосферного воздуха на качество сварного соединения.
Дуговая сварка в среде инертного газа осуществляется как с помощью не плавящихся (часто вольфрамовых), так и плавящихся электродов.
При сварке негорючим электродом дуга между электродом и свариваемым металлом горит под действием защитного газа. Сварочная проволока подается в зону сварки снаружи.
Сварка плавящимися электродами производится на полуавтоматических и автоматических станках. В этом случае возникает дуга между непрерывно подаваемой голой проволокой и свариваемым металлом.
Защитные газы — инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона и гелия, либо углекислый газ, либо кислород; углекислый газ с кислородом и т.д.).
Газовая сварка осуществляется путем нагревания до тех пор, пока сварочные кромки и сварочная проволока не расплавятся высокотемпературным газокислородным пламенем от сварочной горелки. В качестве топливного газа используется ацетилен и его заменители (пропан-бутан, природный газ, жидкие горючие пары и т.д.).
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливаются с зазором между свариваемыми кромками. Проволока и флюс подаются в зону сварки. Дуга горит только в начале процесса. После того, как определенное количество потока расплавилось, дуга гаснет, и ток течет через расплавленный шлак.
Сварка контактов выполняется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в точке нагрева. Локальный нагрев достигается за счет сопротивления электрическому току сварных частей в месте их контакта. Существует несколько видов контактной сварки, которые различаются по форме сварного соединения, технологическим особенностям, способам подачи тока и электропитания.
Типы контактной сварки
Сварка прикладом деталей, свариваемых вместе над поверхностью торцов встык.
При точечной сварке элементы соединяются в областях, ограниченных площадью концов электродов, которые питают ток и передают сжимающее усилие.
Контактная сварка рельефа выполняется на отдельных участках на предварительно подготовленных протуберанах — рельефах.
При контактной сварке швом элементы соединяются при помощи притирки вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка. Суть процесса электронно-лучевой сварки заключается в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. Когда электроны бомбардируют поверхность металла, большая часть их кинетической энергии преобразуется в тепло, которое используется для плавки металла.
Для сварки необходимо: получить свободные электроны, сконцентрировать их и дать им высокую скорость для увеличения их энергии, которая, когда электроны замедляются в свариваемом металле, преобразуется в тепло.
Электронно-лучевая сварка применяется для сварки тугоплавких и редких металлов, высокопрочных, жаропрочных и коррозионностойких сплавов и сталей.
Диффузионная сварка в вакууме имеет следующие преимущества: металл не плавится, что позволяет получить более прочные сварные соединения и высокую точность размеров изделий, позволяет сваривать разнородные материалы: сталь с алюминием, вольфрам, титан, металлокерамику, молибден, медь с алюминием и титаном, титан с платиной и др.
Плазменная сварка может использоваться для сварки однородных и разнородных металлов, а также неметаллических материалов. Температура плазменной дуги, используемой в сварочной технике, достигает 30 000 C. Для генерации плазменной дуги используются плазматроны с прямой или непрямой дугой. При прямом воздействии плазмотронов плазменная дуга образуется между вольфрамовым электродом и основным металлом. В этом случае насадка является электрически нейтральной и служит для сжатия и стабилизации дуги. При использовании непрямых плазмотронов между вольфрамовым электродом и соплом образуется плазменная дуга, и пучок плазмы высвобождается из колонны дуги в виде горелки. Плазменная дуга называется плазменным лучом. Для формирования сжатой дуги вдоль ее колонны через канал в сопле проходит нейтральный монотомный (аргон, гелий) или диатомный газ (азот, водород и другие газы и их смеси). Газ сжимает колонну дуги, повышая тем самым температуру колонны.
Лазерная сварка. Лазер — оптический квантовый генератор (OQG). Излучателем — активным элементом — в ОРЦ могут быть: 1) твердые частицы — стекло с неодимом, рубином и т.д.; 2) жидкости — растворы оксида неодима, красителей и т.д.; 30 газов и газовых смесей — водород, азот, двуокись углерода и т.д.; 4) полупроводниковые монокристаллы — арсенидов галлия и индия, сплавов кадмия с селеном и серой и т.д. Возможно перерабатывать металлы и неметаллические материалы в атмосфере, в вакууме и в различных газах. Лазерный луч свободно проникает в стекло, кварц и воздух.
Холодная сварка металлов. Суть данного вида сварки заключается в том, что при воздействии высокого давления на соединяемые элементы в точке контакта возникает пластическая деформация, которая способствует созданию межатомных адгезионных сил и приводит к образованию металлических связей. Сварка производится без нагрева. Холодной сваркой можно получить стыки шва, притирки и столбняка. Таким образом свариваются пластмассовые металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением выполняется в твердом состоянии под действием тепла, образующегося при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочные сварные соединения создаются металлическими соединениями между контактными поверхностями сварных деталей.
Высокочастотная сварка основана на нагреве металла путем прохождения через него высокочастотных токов с последующим выдавливанием рулонов. Такие сварные швы могут быть выполнены с питанием током через контакты и с питанием индукционным током.
Ультразвуковая сварка. При сварке ультразвуком создается постоянная связь между металлами за счет одновременного воздействия на детали механических колебаний высокой частоты и относительно низких сил давления. Этот метод используется при сварке теплочувствительных металлов, пластмасс, металлов и неметаллических материалов.
Взрывная сварка основана на воздействии на свариваемые детали направленных кратковременных сверхвысокоэнергетических взрывных давлений порядка (100…200) Х 108 Па. Взрывозащитная сварка применяется при изготовлении заготовок для прокатки биметалла, на поверхностях наплавки конструкционных сталей металлами и сплавами с особыми физико-химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов.
Полусварочный станок A 547U
Полуавтомат А 547У предназначен для сварки в среде углекислого газа. Позволяет сваривать металлические швы толщиной от 1 мм и более, а также угловые швы на катетерах шва от 1,5 мм и более. Благодаря небольшой сварочной ванне, образованной из тонкой электродной проволоки (до 1,2 мм), можно сваривать швы, расположенные в любом пространственном положении со свободным их формированием. Сварка производится постоянным током с обратной полярностью. В качестве источника тока могут использоваться сварочные преобразователи или сварочные выпрямители с жесткими внешними свойствами.
Общий вид полуавтомата в комплекте со сварочным выпрямителем BC 300 показан на рис. 130. Набор содержит: Питатель 5, сварочный выпрямитель 6 со встроенным пультом управления 7, держатель 4 со шлангом, редуктор — расходомер 3, отопительный газ 2, газовый баллон 1 с углекислым газом, а также соединительные кабели и провода.
Механизм подачи сконструирован таким образом, что электродная проволока вставляется в зону дуги. Устанавливается вместе с барабаном 2 электродной проволоки и газоотсекателем 14 в корпусе 13, который имеет форму небольшого корпуса с крышкой 1. Двигатель постоянного тока 12 через понижающую передачу 17 передает вращение на сменный подающий ролик 5. под этим роликом на эксцентрике 7 находится нажимной шарикоподшипник 6. прижимание электродной проволоки к подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3. усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4, конец которого прижимает вал рычага и поворачивает его к оси 10. На другой стороне корпуса находится штырь 20, на который помещен барабан с электродной проволокой. Между барабаном и подающим валиком находится направляющая трубка 8. Для соединения проводов контуров управления с обеих сторон корпуса имеются разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки вставляется в контактные губки 18 и зажимается штифтом 19.
Питатель устанавливается на рабочем месте и переносится сварщиком на рукоятке 11. При работе в стационарных условиях механизм подачи закреплен на столе сварщика. В этом случае вместо барабана с электродной проволокой целесообразно использовать проволоку непосредственно из отсека, который размещается на оровку.
Полуавтомат поставляется с двумя типами держателей с шлангами. Одна из них, длиной 1,2 м, предназначена для сварки электродной проволокой диаметром 0,8 — 1 мм при токе до 150А, а вторая, длиной 2,5 м, используется для сварки проволокой диаметром 1 — 1,2 мм при токе до 250А.
Если радиус действия сварочной проволоки больше указанного, то брызги металла на электрод увеличиваются и процесс сварки нарушается; если радиус действия меньше, то наконечник сгорает. Последовательность полета и надежность работы наконечника гарантируется контактной втулкой. Одна контактная втулка используется для изогнутых резаков, а две — для прямых.
Сварка в разных положениях шва в пространстве выполняется в разных режимах. При переходе от нижних к вертикальным соединениям режим (натяжение и скорость подачи проволоки) должен быть снижен. Частое изменение режима сварки рукой снимает сварочный аппарат и занимает много времени, поэтому некоторые полуавтоматы оснащены устройствами дистанционного управления режимом сварки. Устройства для дистанционного переключения режимов делают полуавтоматы пригодными для начала и окончания сварки.
В качестве защитных газов используются активные газы, т.е. те, которые в процессе сварки могут взаимодействовать с другими элементами. Эти газы включают углекислый газ (CO2) или смеси: 70% углекислый газ и 30% аргон (или кислород) для сварки углеродистых сталей; 70% аргон и 30% углекислый газ для сварки легированных сталей.
Использование газовых смесей вместо 100% углекислого газа повышает производительность и качество сварных швов.
Преимущество газосварной сварки заключается также в том, что на свариваемые изделия, изготовленные по этой технологии, можно накладывать прочные антикоррозионные слои (оцинкованные и т.д.) без какой-либо специальной подготовки. Сварка инертным газом также используется для соединения тонких металлов (0,1 — 1,5 мм).
Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьший объем работ.
Углекислый газ. При нормальном атмосферном давлении удельная плотность двуокиси углерода составляет 0,00198 г/см³. При температуре 31°С и давлении 7,53 МПа сжижается углекислый газ. Температура сжижения газа при атмосферном давлении составляет 78,5o C. Углекислый газ хранится и транспортируется в стальных баллонах под давлением 6 — 7 МПа. Стандартный баллон объемом 40 дм³ вмещает 25 кг жидкой углекислоты, в результате чего при испарении образуется 12 625 дм³ газа. Жидкая углекислота занимает 60-80% объема резервуара, остальная часть объема заполняется испаренным газом.
Заключение
Жидкая углекислота способна растворять воду, поэтому углекислый газ, выделяющийся в цилиндре, должен быть высушен перед подачей в зону листа; его концентрация должна быть не менее 99%. Если углекислый газ содержит влагу, то пористость шва неизбежна.
Для сварки используется специально произведенная двуокись углерода, также можно использовать двуокись углерода для пищевых продуктов.
Пищевой углекислый газ содержит большое количество влаги, поэтому перед сваркой газ необходимо высушить, пропустив его через картридж, заполненный сульфатом обезвоженной меди, или через сушилку с силикагелем.
В процессе сварки двуокись углерода отвечает следующим техническим требованиям: для класса I CO2 не менее 99,5%, для класса II CO2 — 99%; для класса I водяные пары не более 0,18%, для класса II CO2 — 0,51%.
Если количество сварочных станций превышает 20, желательно иметь централизованную подачу углекислого газа по трубопроводу от рампы или газификационной установки. Рекомендуется оборудовать сварочные станции электромагнитными клапанами, которые позволяют автоматически включать подачу газа перед зажиганием дуги и отключать его после тушения. Каждый сварочный пост должен быть оснащен расходомером (ротаметром).
Список литературы
- Сычев, М.М. Материаловедение. Проектирование конструкционных материалов: Учебник / М.М. Сычев, С.И. Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметев. — Санкт-Петербург: Санкт-Петербургский государственный технический университет (ТУ), 2003.
- Мутилина, И.Н. Технология строительных материалов: учебник / И.Н. Мутилина. — Владивосток: Издательский дом ФГТУ, 2004.
- Быков В.П. Ручная дуговая сварка: методические указания / В.П. Быков, Б.Ф. Орлов, А.С. Поздеев. — Архангельск: РИО АГТУ, 1995.
- Быков В.П. Контактная сварка: методические указания / В.П. Быков, А.С. Поздеев. — Архангельск: РИО АГТУ, 1993.
- Казаков Ю.В. «Сварка и резка материалов» М.2004.
Основные понятия о полуавтоматической сварке
Введение
Современная сварочная техника располагает большим разнообразием оборудования реализующего различные способы сварки.
Дуговая сварка плавлением занимает ведущее место в сварочном производстве, как в нашей стране, так и во всем мире.
При дуговой сварке расплавление металла свариваемых кромок деталей и электрода происходит за счет тепла, выделяемого электрической дугой горящей между электродом и свариваемыми деталями.
Одним из способов электродуговой сварки является полуавтоматическая сварка плавящимся электродом.
При полуавтоматической сварке подача плавящегося электрода (сварочной проволоки) механизирована.
Перемещение электрода (сварочной проволоки) вдоль шва с необходимой скоростью сварки производится сварщиком вручную с помощью сварочной горелки.
Защита расплавленного металла сварочного шва от воздействия окружающей среды осуществляется подачей в зону сварки гранулированного флюса или защитного газа, или одновременно того и другого.
Краткое описание процесса полуавтоматической сварки.
При полуавтоматической сварке плавящимся электродом дуга горит между электродной проволокой, непрерывно подаваемой в дугу, и изделием.
Дуга расплавляет проволоку и кромки изделия, и образуется общая сварочная ванна.
По мере перемещения дуги сварочная ванна затвердевает, образуя шов, соединяющий кромки изделия.
В качестве электрода используют либо сплошную проволоку либо трубчатую.
В качестве защиты сварочной ванны используются флюсы, газы такие как углекислый газ, аргон, гелий и их смеси.
Процесс сварки – это совокупность физических и электрических явлений, протекающих от начала до окончания сварки.
Процесс сварки можно разделить на три основные стадии: начало процесса сварки; стабильное течение процесса сварки; окончание процесса сварки.
Начало процесса сварки – это отрезок времени, на протяжении которого происходит установление процесса до заданного режима сварки.
Эта стадия сварки оказывает значительное влияние на качество сварного соединения.
В большинстве случаев желательно иметь минимальную продолжительность начала сварки.
Начало процесса сварки выполняют как с замыканием электрода на изделие так и без замыкания.
Стабильное течение процесса – это отрезок времени, на протяжении которого заданный режим сварки сохраняется неизменным и происходит образования шва.
Стабильный процесс должен обеспечивать получение сварного соединения с неизменными заданными свойствами и размерами по всей длине шва.
Процесс можно считать стабильным, если электрические и тепловые характеристики его не изменяются во времени или же изменяются по определенной программе.
Окончание процесса сварки – отрезок времени, на протяжении которого происходит переход от стабильного течения процесса до обрыва дуги при прекращении сварки.
В основном применяют два способа окончания процесса сварки: путем естественного обрыва дуги после остановки подачи проволоки при включенном источнике питания дуги; путем принудительного обрыва дуги при обесточивании сварочной цепи с одновременной остановкой подачи проволоки.
Виды полуавтоматической сварки.
Полуавтоматическая сварка под слоем флюса.
Флюс, из воронки находящейся на специальном держателе, подается в зону сварки.
Дуга горящая между изделием и сварочной проволокой, непрерывно подающейся по рукаву и держателю, расплавляет кромки изделия, проволоку и частично флюс образую ванну расплавленного металла покрытую расплавом флюса.
Расплав флюса защищает сварочную ванну от вредного воздействия окружающего воздуха и входит в химические реакции с вредными элементами присутствующими в расплавленном металле шва.
Сварщик производит, вручную, перемещение дуги, с помощью держателя вдоль шва с необходимой скоростью.
По мере перемещения, расплавленный металл и шлак остывают.
Образуется сварной шов покрытый слоем шлака, который легко удаляется.
Сварка производится на переменном и постоянных токах.
Этот вид сварки в настоящее время практически не используется, т.к. сварку можно производить только в нижнем положении и сварщик не видит самого процесса.
Полуавтоматическая сварка в защитных газах.
Подразделяется на сварку в активных газах таких как углекислый газ, азот, углекислый газ + аргон, аргон + кислород и др., и инертных газах таких как аргон и гелий.
Полуавтоматической сваркой в активных газах свариваются чугуны и стали.
В азоте—только медь и медные сплавы.
В инертных—в основном высоколегированные стали, цветные металлы и их сплавы.
Сварка осуществляется с помощью специально предназначенной горелки, которая осуществляет подачу в зону сварки сварочного напряжения, защитного газа и сварочной проволоки.
Подача сварочного напряжения осуществляется от полюса сварочного источника через «токопровод» входящий в состав горелки.
Подача проволоки производится по гибкому направляющему каналу горелки с помощью механизма подачи.
Подача защитного газа в зону сварки от баллона осуществляется через регулятор давления, газовый рукав, клапан и гибкий газовый рукав находящийся внутри горелки.
Сварщик подводит горелку к месту сварки, нажимает кнопку на горелке, клапан включает подачу защитного газа, источник питания подаёт напряжение, механизм подачи осуществляет подачу сварочной проволоки.
Конец сварочной проволоки, выходящий из токоподводящего мундштука горелки, замыкает на изделие которое подключено ко второму полюсу сварочного источника.
Образуется электрическая цепь по которой проходит ток короткого замыкания.
В этот момент происходит мгновенное расплавление со взрывом конца проволоки.
Проволока продолжает подаваться к изделию и при касании к изделию разогретого до красна конца проволоки происходит возбуждение дуги.
Дуга расплавляет непрерывно подающуюся проволоку и кромки изделия.
Образуется ванна расплавленного металла.
Газ, выходящий из сопла горелки, защищает расплав от воздействия окружающего воздуха.
Сварщик, наблюдая через смотровое окно со светофильтром, защитного щитка, за процессом сварки, перемещает, рукой, горелку вдоль шва.
Сварщик, при необходимости, производит поперечные колебания горелки для обеспечения требуемого качества сварного шва.
После наложения шва необходимой длины и качества сварщик отпускает кнопку на горелке.
Фиксирует горелку на конце шва.
Привод подачи проволоки получает команду на остановку и останавливается.
Затем отключается подача напряжения на источнике питания и дуга гаснет.
С некоторой задержкой отключается подача газа.
Сварщик убирает горелку и любуется результатом своей работы.
Полуавтоматическая сварка без газа.
В качестве сварочной проволоки используется трубчатая проволока внутри которой находится флюс.
Флюс при сварке всплывает и вступает в реакцию с вредными примесями.
Copyright © 2006 Захарченко Александр Иванович
Введение в сварку от промышленной революции до сварочных процессов и профессий
Что такое сварка?
Сварка — это соединение металлов. Сварка соединяет металлы или другие материалы на их молекулярном уровне с помощью технологий, которые у нас есть на данный момент. Я говорю «в настоящий момент», потому что технология сварки постоянно меняется, и поскольку многие вооруженные силы полагаются на нее при производстве своей продукции оборонного назначения, существуют сварочные процессы, о которых мы еще не слышали.
Что мы знаем о современной сварке, так это то, что сварной шов состоит из четырех компонентов.Четыре компонента — это сами металлы, источник тепла, наполнитель и своего рода защита от воздуха. Процесс сварки работает так. Металл нагревается до точки плавления, в то же время существует своего рода экранирование от воздуха для его защиты, а затем в область, которую необходимо соединить, добавляется присадочный металл, в результате получается единый кусок металла.
В те времена, когда бронзовый и железный века начали использовать металлы более продуктивно, они использовали процесс прямого литья.Процесс литья будет осуществляться путем изготовления песчаной формы для добавляемой детали. После изготовления формы вы просто кладете ее поверх металлической детали, к которой хотите добавить деталь, и заполняете ее горячим расплавленным металлом, после чего ждете, пока она остынет. Другой способ соединения металла заключался в соединении двух металлических частей и перекрытии всех открытых сторон. После того, как участок стал свободным от протечек, вы просто вылили расплавленный металл, чтобы заполнить соединение.
Промышленная революция и сварка
Когда промышленная революция началась примерно в 1750 году нашей эры, использовался процесс, известный как кузнечная сварка.Это очень простой процесс, при котором требуется нагрев двух или более кусков металла и нагрева стыков. Когда металл достаточно горячий, вы просто сколачиваете их вместе, пока они не расплавятся. Все это работало достаточно хорошо до 1886 года.
В 1886 году изобретатель Элиху Томсон, получивший более 700 патентов, придумал контактную сварку. Он был тем, кому современный мир должен быть благодарен! Он не только сделал возможным контактную сварку, но и пользуемся многими другими его электрическими изобретениями.Это было началом современной эпохи сварки, которая заставила изобретателей задуматься о том, как соединять металлы разными способами. Это было началом конца массового использования заклепок, винтов и болтов для соединения металлов.
Многие люди не знают, насколько важны эти новые сварочные процессы для военных в то время. В конце Первой мировой войны новые методы сварки были строго охраняемым секретом судоремонтной отрасли. Даже сегодня технология сварки, используемая военными подрядчиками, и производимые новые сплавы являются строго охраняемым секретом!
Это простой процесс, в котором нуждалась промышленная революция, и без него не было бы многого из того, что мы считаем само собой разумеющимся! Сварка — это основная потребность большинства обрабатывающих производств.Практически любая отрасль, которая работает с металлом, не может выжить без сварки. Сварка, по большому счету, является основой всех металлических изделий. Сварка зависит от любой отрасли, от подводного строительства до освоения космоса. Просто посмотрите вокруг, сколько вещей вокруг вас сделано из металла? Если он металлический, велика вероятность, что он был сварным.
Самые распространенные сварочные процессы
Сегодня у сварки четыре популярных процесса. Эти процессы не всегда были самыми популярными в прошлом, но стали фаворитом инженеров и сварщиков по экономическим и практическим причинам.В реальном мире (а не в учебнике) это сварочные процессы, которые требуют наибольшего внимания. Точно сказать не могу? Возьмите любую газету прямо сейчас и посмотрите объявления о приеме на работу. Именно такие сварщики нужны большинству работодателей!
Все вышеперечисленные процессы требуют электричества для создания тепла, необходимого для сварки металлов. Основное различие между всеми этими процессами заключается в способе добавления присадочного металла и защите сварного шва от воздуха.
Дуговая сварка защищенного металла / Ручная сварка / SMAW
Дуговая сварка защищенным металлом / сварка палкой / или SMAW использует стержень или, в технических терминах, он называется электродом с порошковым покрытием (технически флюсом) на нем, который горит или плавится для создания защиты от кислорода, а также некоторые стержни. Добавьте в покрытие присадочный металл, чтобы ускорить процесс сварки.
По шкале сложности от 1 до 3, SMAW — это 2. Сварка штангой является наиболее распространенной, но с визуальной точки зрения труднее определить, сколько присадочного металла добавлено в соединение, потому что экранирование на стержне образует шлак, который не позволяет видеть сварной шов непосредственно во время сварки. После этого вы снимаете шлак, чтобы увидеть сварной шов. Ручная сварка — также лучший способ сваривать двери. Флюс защищает сварной шов от кислорода и особенно хорош в ветреную погоду.
MIG / сварка металла в инертном газе / газовая дуговая сварка металла / GMAW
Сварка металла в инертном газе / MIG — это процесс, в котором для подачи проволоки к стыку используется катушка с проволокой, а от аппарата к сварочной рукоятке проходит баллон с газом, чтобы защитить сварной шов от воздуха вокруг него. Лучшее описание с точки зрения сравнения — это велосипедный тормозной трос, через который проходит провод, который непрерывно подводится к суставу. Но через этот кабель также проходит газ, который защищает сварные швы от воздуха.
По шкале сложности от 1 до 3, SMAW — это 2. Сварка штангой является наиболее распространенной, но с визуальной точки зрения труднее определить, сколько присадочного металла добавлено в соединение, потому что экранирование на стержне образует шлак, который не позволяет видеть сварной шов непосредственно во время сварки. После этого вы снимаете шлак, чтобы увидеть сварной шов. Ручная сварка — также лучший способ сваривать двери. Флюс защищает сварной шов от кислорода и особенно хорош в ветреную погоду.
Дуговая сварка сердечником под флюсом / FCAW
Дуговая сварка сердечником под флюсом / FCAW — это тот же аппарат, что и сварочный аппарат MIG, но с той разницей, что он использует либо только проволоку с флюсом в центре, либо комбинацию флюса в центре проволоки и защитного газа. из бутылки.
По шкале от 1 до 3 для сложности FCAW — 2. Сварка сердечником под флюсом в основном используется вне помещений, когда есть высокие производственные требования к количеству сварных швов, выполняемых в час. Это обычно используется на верфях, где требуется много сварных швов и ветрено.
Сварка TIG / вольфрамовым электродом в среде инертного газа
Дуговая сварка вольфрамом / TIG — это горелка, через которую проходит газ с неплавящимся стержнем из вольфрама, который нагревает металл, а присадочный металл удерживается другой рукой и при необходимости добавляется вручную. Неплавящийся стержень — это всего лишь стержень, который создает дугу для нагрева металла. Он не добавляется к самому сварочному присадочному материалу.
По шкале от 1 до 3 для сложности TIG — 3. Вы нагреваете шов одной рукой, а в другую нужно добавить присадочный металл.Огромным преимуществом является полный контроль над сварным швом, и это процесс выбора экзотических металлов и соединений, который требует наилучшего возможного сварного шва.
Различия в этих процессах сварки
Во всех популярных сварочных процессах к стыку добавляется практически тот же основной принцип: тепло, защита от воздуха и присадочный металл! Есть два основных отличия от сегодняшних сварочных процессов.
Разница электродов
Первое главное отличие состоит в том, что в некоторых процессах присадочный металл подается с проволокой определенного типа с использованием механической подачи, такой как колесо или катушка с проволокой.Они считаются полуавтоматическими. Второй — электрод, который горит до тех пор, пока не будет закончен, или пока присадочный металл не добавляется вручную другой рукой. Это считается ручным процессом.
Второе отличие — это способ защиты от кислорода. MIG, иногда Flux Core и TIG используют баллон с газом, обычно содержащий весь или определенный процент газообразного аргона. При сварке штангой на стержень или электрод наносится химический порошок, который обжигает и защищает сварной шов.Кроме того, этот же химический порошок может содержать присадочный металл для более быстрой сварки.
Скорость сварочного производства
Когда речь идет о сварочном производстве, то есть о том, сколько фунтов проволоки применяется в день, первенство берут на себя MIG и Flux Core. Во-вторых, сварка палкой. Наконец, есть TIG для абсолютно точных сварных швов, которые можно выполнять на любом свариваемом металле
Многие производители, занимающиеся производством металла, выбирают правильный процесс сварки, взвешивая минимальное качество сварного шва, которое им нужно, по сравнению с тем, насколько быстро можно сделать сварной шов.Ага, деньги, деньги, деньги!
Выбор процесса сварки
С MIG или Flux Core (наиболее распространенным в сварочных цехах и на верфях) сварка металлов происходит очень быстро, потому что металл поступает на катушку, а машина приводится в движение настолько быстро, насколько это необходимо. К сожалению, из-за того, что проволока проходит через трос во многом как тормоза велосипеда, существует предел, на которое вы можете уйти со сварщиком в зависимости от расстояния. Чем дальше вы уходите от устройства подачи проволоки, тем большее трение имеет проволока, проходящая через кабель.Это вызывает некоторые неизбежные проблемы. Когда дело доходит до наибольшего количества сварных швов в час, главное преимущество — сварка MIG и флюсовой сердцевиной!
Во-вторых, сварка палкой может быть быстро развивающимся процессом, если сварочный стержень достаточно большой или в покрытие добавлен присадочный металл. Главная привлекательность сварки палкой заключается в том, что она отлично работает на открытом воздухе и не требует баллонов с газом для защиты сварного шва. Кроме того, аппараты для ручной сварки имеют длинные шнуры и могут сваривать, если шнур длинный, и достаточно короткий, чтобы поддерживать электричество на должном уровне.Сварочные аппараты являются наиболее экономически выгодными для тех, кто просто нуждается в ремонте металла или любит сварку — это их хобби. Сварка штучной сваркой является наиболее простой и простой в настройке.
Наконец, сварка TIG, наиболее уважаемая и ценимая из всех сварочных процессов, медленная, но лучшая с точки зрения качества сварки. TIG позволяет использовать горелку TIG настолько далеко, насколько это возможно, точно так же, как аппарат для ручной сварки. Обратной стороной является то, что вам понадобится баллон с газом, чтобы он работал, а ветер может вызвать проблемы.Как правило, многие аппараты для ручной сварки также являются аппаратами для сварки TIG. Вы можете просто добавить горелку TIG и баллон с газом, чтобы использовать его в качестве сварочного аппарата TIG. Плюс — сварка лучшего качества с любым металлом.
Полярность сварки и тип напряжения
Понимание полярности и типа напряжения при сварке очень важно, поскольку в наиболее распространенных сегодня сварочных процессах для выработки необходимого тепла используется электричество. При сварке также используются разные виды электричества в зависимости от самого процесса сварки и рекомендаций производителя сварочного присадочного материала.Есть два типа электричества, которые используются при сварке постоянного тока (постоянного тока), например, автомобильного аккумулятора, и переменного тока (переменного тока), как электричество в вашем доме. Есть три типа полярности сварки.
- Положительный электрод постоянного тока, где электрод положительный, электричество течет от металла к сварочному стержню.
- Отрицательный электрод постоянного тока (наиболее распространенный), когда электрод отрицательный и электричество течет от стержня к металлу.
- A / C переменный ток, полярность которого меняется с положительной на отрицательную много раз в секунду.Некоторые сварочные аппараты предлагают переменный ток, но в сварке он используется реже.
Свариваемость металлов
Практически любой металл можно сваривать, в зависимости от процесса и условий. Людей, которые определяют, что и как можно сваривать, называют металлургами или инженерами-сварщиками, в зависимости от того, кого вы спрашиваете. Три наиболее часто свариваемых металла — это сталь, нержавеющая сталь и алюминий.
- Сталь легче всего поддается сварке и вызывает наименьшее количество проблем.
- Нержавеющая сталь сваривает очень хорошо, но требует гораздо больше навыков и подготовки, чем сталь.
- Алюминий труднее поддается сварке. Алюминий легко сваривается с помощью процессов TIG и MIG, но его также можно сваривать с помощью других процессов.
Помимо наиболее распространенных свариваемых металлов, существует почти бесконечное множество металлов, которые можно сваривать. Стоимость этих металлов может быть очень высокой, и они считаются экзотическими, например, титан, который используется в аэрокосмической промышленности, сплавы на основе никеля, используемые на атомных электростанциях, и бесконечные комбинации различных металлов, специально разработанные для различных целей.
Сварка как выбор карьеры
Если вы подумываете о карьере сварщика, то есть много разных профессий, связанных со сваркой. Сварочные навыки пользуются большим спросом, и по мере того, как мир становится экологически чистым, спрос на них только возрастет.
Сварочные работы настолько разнообразны, что практически бесконечны. Некоторые работы могут быть очень грязными, в то время как другие выполняются в условиях почти стерильной операционной. Большинство сварщиков каждый день ездят на работу в одно и то же место, в то время как другие ездят по стране, останавливая производство, зарабатывая шестизначную сумму в год, что позволяет им брать много свободного времени.Собственно, у этих людей есть прозвище — «Воины дороги». Несколько элитных сварщиков работают на дне океана, а немногие избранные — в космосе.
Многие сварочные работы — это больше, чем просто сварка. Помимо сварщика, в отрасли есть большой спрос на людей, которые умеют решать проблемы и хорошо разбираются в математике. Наличие сварочного опыта открывает гораздо больше возможностей для карьерного роста.
Американское общество сварщиков выпустило пресс-релиз, и, по их словам, это то, что они говорят о сварке как о карьере.
18 января 2005 г. — (NAPS) — Все большее число мужчин и женщин обретают финансовую свободу, взяв в руки сварочную горелку и начав новую карьеру. Вот десять причин, по которым они «берут в руки горелку» Американского общества сварщиков:
- Сварщики могут зарабатывать больше, чем врачи.
- Сварка — это «отличная перспектива для работы», — говорится в «Руководстве по профессиональным перспективам».
- У сварщиков больше возможностей выбора профессии.Инженерия, компьютерное программирование, образование и наука включают сварку.
- Квалифицированные сварщики востребованы во многих отраслях промышленности США.
- Сварщики похожи на спортсменов: прекрасная зрительно-моторная координация, физическая выносливость, и они хорошо справляются с нагрузкой.
- Сварщики работают под водой, на суше, в лабораториях или даже в космосе.
- Сварщики меняют мир к лучшему.Практически все, что мы видим и к чему прикасаем, является результатом применения сварочных технологий.
- Сварочное мастерство востребовано во всем мире.
- Ожидается, что в следующие десять лет количество рабочих мест в квалифицированных профессионалах увеличится на 50 процентов.
- Вы или кто-то из ваших знакомых может быть сварщиком. Посетите сайт www.takeupthetorch.org или позвоните по телефону 800-443-WELD, доб. 416, чтобы узнать больше о карьере сварщика.
Многие сварочные позиции — это больше, чем просто сварка.Например, сварщику / монтажнику необходимо выполнить математические вычисления, прочитать чертежи и подогнать изделие! Сварщику / производителю необходимо выполнить все вышеперечисленное, но самая сложная часть работы, с которой многие люди сталкиваются, — это смотреть на чертеж и иметь возможность визуализировать готовый продукт в своем воображении. Кроме того, сварщики / изготовители тратят много времени на рисование шаблонов и выкладку деталей, которые в данный момент существуют только на бумаге. Это работа, которую я люблю делать, потому что никогда не знаешь, что будешь строить дальше!
Честно говоря, мне слишком долго надоедает работа в офисе, как и слишком долго мне становится скучно работать руками.Сварка дает мне возможность делать и то и другое и уравновешивает мою жизнь. Если вам нравится работать умом и руками, сварка может стать для вас отличным выбором.
Я хочу подвести итог и сказать, что знакомство со сваркой изменило мою жизнь к лучшему! Из всех учебных курсов, которые я когда-либо посещал, сварка всегда окупалась очень быстро. Я помню, как прошел 900-часовой курс слесаря-сварщика и беспокоился о выплате студенческой ссуды. Всего за шесть месяцев этот выбор карьеры дал мне доход, необходимый для выплаты студенческой ссуды!
| AC | Переменный ток.Ток, меняющий направление через регулярно повторяющиеся промежутки времени. Переменный ток часто используется в сварочных процессах, для которых требуется внешний защитный газ. |
| ацетилен | Бесцветный горючий газ. Ацетилен — наиболее часто используемый газ для смешивания с кислородом в кислородных горелках. |
| испытание кислотным травлением | Испытание, используемое для выявления мелких дефектов или участков мягкого металла в цельном сварном шве.Обычно сварной шов разрезают на поперечное сечение, и кислотный материал натирает открытую внутреннюю часть сварного шва, в результате чего становятся видимыми небольшие дефекты. |
| клейкое крепление | Процесс, связывающий материалы вместе с помощью неметаллических материалов. Паста, клей и лента — примеры распространенных клеев. |
| переменный ток | AC.Ток, меняющий направление через регулярно повторяющиеся промежутки времени. Переменный ток часто используется в сварочных процессах, для которых требуется внешний защитный газ. |
| переменный ток | AC. Ток, меняющий направление через регулярно повторяющиеся промежутки времени. Переменный ток часто используется в сварочных процессах, для которых требуется внешний защитный газ. |
| Американское общество сварки | AWS.Профессиональная организация, которая поддерживает сварочную промышленность и продвигает сварку и связанные с ней процессы. AWS предоставляет стандартные отраслевые коды и процедуры сертификации. |
| сила тока | Измерение, которое указывает количество протекающего в цепи тока, которое измеряется в амперах. Большая сила тока обычно создает более глубокую сварочную ванну. |
| ампер | Единица измерения, которая указывает количество тока, протекающего в цепи.Амперы обычно называют амперами. |
| дуга | Область, в которой электричество переходит от электрода к заготовке. Тепло, выделяемое дугой, плавит основные металлы и присадочный металл во время сварки. |
| AWS | Американское общество сварки.Профессиональная организация, которая поддерживает сварочную промышленность и продвигает сварку и связанные с ней процессы. AWS предоставляет стандартные отраслевые коды и процедуры сертификации. |
| недрагоценные металлы | Свариваемые металлические части. Основной металл влияет на тип сварного шва и процесс сварки. |
| пайка | Процесс соединения, при котором присадочный металл плавится при температуре выше 840 ° F (450 ° C), но ниже точки плавления основных металлов с образованием соединения.Пайка отличается от сварки тем, что плавится только присадочный металл. |
| бутан | Вид жидкого топлива, используемого в газовых паяльных горелках. Бутан иногда смешивают с бензином или используют в качестве жидкости для зажигалок. |
| суппорта | Ручной измерительный прибор, по крайней мере, с одним набором губок.Штангенциркуль включает индикаторы в верхней части инструмента, которые расширяются для измерения внутреннего диаметра. |
| углерод | Обычный неметаллический элемент, встречающийся во всех типах стали. Электроды SMAW всегда содержат хотя бы небольшое количество углерода. |
| дипломированный инженер-сварщик | CWE.Инженер, сертифицированный Американским сварочным обществом для проверки готовых сварных швов и руководства сварочными работами. Сертифицированные инженеры по сварке должны хорошо разбираться в правилах и процессах сварки. |
| Испытания по Шарпи с V-образным надрезом | Испытание, в котором небольшая прорезь вырезается в поверхности материала, а затем материал разбивается через эту прорезь с помощью утяжеленного маятника.Испытания по Шарпи позволяют инспекторам не только измерять прочность сварного шва, но и проверять его на наличие внутренних дефектов. |
| расходный электрод | Электрод, который становится присадочным металлом в процессе сварки. Плавящиеся электроды используются во многих сварочных процессах. |
| расходный электрод | Электрод, который проводит электричество к дуге, но также плавится в сварном шве в качестве присадочного металла.Многие расходуемые электроды также обеспечивают защиту, защищающую дугу и сварочную ванну. |
| контактный наконечник | Устройство, расположенное внутри сварочного пистолета, которое проводит электричество к электроду и направляет проволочный электрод в сварное соединение. Контактные наконечники обычно делают из меди. |
| медь | Пластичный, теплопроводный и электропроводящий металл.Электроды GMAW имеют медное покрытие. |
| текущий | Поток электричества по цепи. Сила тока измеряется в амперах. |
| резка | Разделение заготовки на две или более частей. Методы резки включают пиление, кислородную резку и плазменную резку. |
| резка | Разделение заготовки на две или более частей. Кислородная резка использует дополнительный поток кислорода под высоким давлением для резки металла. |
| постоянного тока | Постоянный ток. Ток, возникающий при движении электронов в одном непрерывном направлении.Постоянный ток можно использовать в большинстве сварочных процессов. |
| раскислители | Материал, удаляющий кислород из расплавленной сварочной ванны и дуги. Раскислители предотвращают повреждение сварного шва кислородом. |
| разрушающий контроль | Формы испытаний, которые повреждают или разрушают испытываемую деталь.Разрушающий контроль идеально подходит для определения прочности сварного шва. |
| постоянный ток | DC. Ток, возникающий при движении электронов в одном непрерывном направлении. Постоянный ток можно использовать в большинстве способов сварки. |
| постоянный ток | DC. Ток, возникающий при движении электронов в одном непрерывном направлении.Постоянный ток можно использовать в большинстве сварочных процессов. |
| электромагнитные испытания | Практика использования электрического тока или магнитного поля для определения дефектов сварного шва. Внутренние дефекты сварного шва вызывают электромагнитный отклик. |
| основные переменные | Параметр сварки, необходимый для успешного завершения готового шва.Примерами существенных переменных являются тип соединения и тип сварного шва. |
| электроды быстрого заполнения | Электрод SMAW, предназначенный для нанесения большого количества металла шва за небольшой промежуток времени. Электроды с быстрой заливкой удобны для создания широких и прочных сварных швов. |
| электроды быстрой заморозки | Электрод SMAW, предназначенный для наложения сварного валика, который быстро затвердевает.Электроды с быстрым замораживанием подходят для сварки в вертикальном или потолочном положении. |
| FCAW | Дуговая сварка порошковой проволокой. Процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей и сердечником из флюса, заключенным во внешнюю металлическую оболочку. FCAW может быть полуавтоматическим или автоматическим процессом. |
| черные металлы | Металлы, содержащие железо.Черные металлы обычно немного легче сваривать, чем цветные. |
| присадочный металл | Тип металла, который иногда добавляют в стык при сварке. Присадочный металл увеличивает прочность и массу сварного шва. |
| присадочный металл | Металл, нанесенный на сварной шов, что часто увеличивает прочность и массу сварного соединения.В некоторых сварочных процессах электрод действует как присадочный металл. |
| Калибры угловых швов | Измеритель, используемый для измерения угловых швов. Измерители угловых швов предназначены только для определения того, соответствует ли угловой шов определенным техническим условиям, и не могут выполнять точные измерения. |
| угловые швы | Тип сварного шва треугольной формы, соединяющий две поверхности под прямым углом друг к другу.Угловые швы являются наиболее распространенными типами сварных швов. |
| электроды заполнения-замораживания | Электрод SMAW, обладающий характеристиками как быстрого заполнения, так и быстрого замораживания. Замораживающие электроды быстро заполняют шов и быстро затвердевают. |
| подгонка | Мера близости между двумя свариваемыми деталями.Хорошая подгонка поможет обеспечить качественный сварной шов. |
| флюс | Неметаллический материал, используемый для защиты сварочной ванны и твердого металла от атмосферного загрязнения. Почти во всех сварочных процессах для защиты сварного шва используется флюс или защитный газ. |
| Порошковая сварка | FCAW.Процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей и сердечником из флюса, заключенным во внешнюю металлическую оболочку. Дуговая сварка порошковой проволокой может быть полуавтоматическим или автоматическим процессом. |
| мерные блоки | Блок из закаленной стали, изготовленный с очень точными размерами. Калибровочные блоки доступны в наборе стандартной длины. |
| газовая дуговая сварка металлом | GMAW.Процесс дуговой сварки, при котором неизолированный проволочный электрод и защитный газ подают в сварной шов через сварочную горелку. GMAW также называют сваркой MIG. |
| газовая дуговая сварка вольфрамом | GTAW. Очень точный процесс дуговой сварки с использованием неплавящегося вольфрамового электрода. GTAW также называется сваркой TIG. |
| газозащитный FCAW | FCAW-G.Процесс дуговой сварки порошковой проволокой, в котором используется трубчатый проволочный электрод, заполненный флюсом, и внешний защитный газ. Газовая защита FCAW обеспечивает двойную защиту. |
| GMAW | Дуговая сварка металлическим газом. Процесс дуговой сварки, при котором неизолированный проволочный электрод и защитный газ подают в сварной шов через сварочную горелку. GMAW также называют сваркой MIG. |
| шлифовальный | Использование абразива для резки поверхности заготовки и изменения ее формы.Шлифование можно использовать для придания формы заготовкам перед сваркой. |
| сварка с разделкой кромок | Тип сварного шва, который состоит из сварочного металла, находящегося в отверстии между двумя поверхностями детали. На всех соединениях, кроме соединений внахлест, используются швы с разделкой кромок. |
| GTAW | Газовая дуговая сварка вольфрамом.Очень точный процесс дуговой сварки с использованием неплавящегося вольфрамового электрода. GTAW также называется сваркой TIG. |
| испытание на твердость | Стандартизированные эксперименты, предназначенные для определения того, как материал реагирует на внешние силы, которые пытаются поцарапать, проникнуть или вдавить материал. Испытания на твердость широко используются как при сварке, так и при механической обработке. |
| водород | Бесцветный газ без запаха, самый распространенный элемент на планете.Иногда водород смешивают с кислородом для получения кислородного топлива. |
| инертный | Неактивный и химически неактивный газ. Многие защитные газы инертны. |
| шарнир | Место встречи двух слитых вместе материалов. Сварка создает неразъемный шов. |
| шарнир | Место встречи двух материалов, соединенных вместе. Сварка создает неразъемный шов. |
| конструкция шарнира | Конструкция данного сустава. Для разных конструкций соединений могут потребоваться разные типы сварных швов или сварочные процессы. |
| положение сустава | Положение, в котором должно быть сварено соединение.Положение шва может повлиять на выбор электрода или присадочного металла. |
| подготовка швов | Разнообразные процессы подготовки основных металлов перед сваркой. Совместная подготовка может включать предварительный нагрев, резку или другие приготовления. |
| длина | Расстояние от электрода до заготовки при дуговой сварке.Несоблюдение правильной длины дуги может вызвать несколько различных дефектов сварного шва. |
| электроды с низким содержанием водорода | Электрод SMAW, GMAW, GTAW или FCAW, используемый для сварки металлов, подверженных растрескиванию. Электроды с низким содержанием водорода полезны во множестве различных сварочных ситуаций. |
| обработка | Процесс удаления материала для формирования объекта.Традиционные методы обработки, такие как фрезерование, токарная обработка и сверление, позволяют удалять металл с помощью режущих инструментов. |
| Магнитопорошковый контроль | Метод контроля, при котором проверяемая деталь намагничивается, а затем покрывается крошечными частицами оксида железа. Частицы скапливаются в любых трещинах или швах, которые потом можно увидеть. |
| марганец | Твердый, хрупкий металл серо-белого цвета.Марганец часто добавляют в электроды SMAW, чтобы действовать как раскислитель и повысить прочность и твердость сварного шва. |
| крепление механическое | Процесс, при котором два материала соединяются с помощью усилия зажима. Примеры механических креплений включают винты, болты и гвозди. |
| Методы переноса металла | Способ наплавки присадочного металла.В разных сварочных процессах используются разные методы переноса металла. |
| металлургические свойства | Измеряемые свойства готового сварного шва. На металлургические свойства влияют основные параметры сварного шва. |
| микрометров | П-образный измерительный прибор с резьбовым шпинделем, который медленно продвигается к небольшой наковальне.Доступны микрометры различных типов для измерения различных размеров и характеристик. |
| движение | Действие, с помощью которого создается сварной шов. Движение может описывать толкание, вытягивание, плетение или плетение. |
| природный газ | Природное ископаемое топливо, состоящее в основном из метана.Природный газ иногда используется при кислородной резке и сварке. |
| нейтральное пламя | Пламя со сбалансированным соотношением кислорода и ацетилена. Для газокислородной сварки предпочтительнее нейтральное пламя. |
| неплавящийся электрод | Электрод, не израсходованный в процессе сварки.В GTAW используется неплавящийся электрод из вольфрама. |
| неразрушающий контроль | Формы испытаний, не разрушающие проверяемую деталь или сварной шов. Неразрушающий контроль идеален для больших или дорогих деталей. |
| несущественные переменные | Параметры сварки, которые не влияют на металлургические свойства сварного шва, но все же влияют на качество сварки.Аббревиатура SCLAMPS описывает несколько важных несущественных переменных. |
| цветные металлы | Металл, не содержащий значительного количества железа. Наиболее часто используемые цветные металлы — это алюминий и медь. |
| кислородно-ацетиленовая сварка | Сварка кислородным топливом, при которой для сварки используется смесь кислорода и ацетилена.Кислородно-ацетиленовая сварка — наиболее распространенный вид кислородно-топливной сварки. |
| кислородно-топливная сварка | Процесс сварки плавлением, в котором используется пламя, создаваемое газом, содержащим кислород, и газовым топливом. Для резки также можно использовать кислородное топливо. |
| кислород | Бесцветный газ без запаха и вкуса, который естественным образом присутствует в атмосфере.Кислород — это основной газ, используемый при кислородной сварке. |
| проходов | Один слой сварочного металла, наплавленный на стык или на него. Иногда для получения достаточно прочного сварного шва требуется несколько проходов. |
| полярность | Имеет два противоположно заряженных полюса: положительный и отрицательный.Полярность определяет направление, в котором ток имеет тенденцию течь. |
| порошковое покрытие | Технология нанесения покрытия, при которой покрытие изготавливается путем смешивания связующего, добавок и других материалов с помощью процесса горячей экструзии. Электроды SMAW имеют порошковое покрытие из флюсовых материалов. |
| предварительная квалификация WPS | Спецификация процедуры сварки, которая, как известно, позволяет создавать успешные сварные швы, поскольку соответствует определенным стандартам, опубликованным Американским сварочным обществом.Предварительно квалифицированные WPS не нуждаются в тестировании. |
| квалификационная запись процедуры | PQR. Запись испытаний сварного шва. Протокол аттестации процедуры подается вместе с прилагаемой к нему спецификацией процедуры сварки. |
| пропан | Воспламеняющийся газ, который можно использовать при кислородной резке.Пропан также известен как пропилен. |
| пропилен | Воспламеняющийся газ, который можно использовать при кислородной резке. Пропилен также известен как пропан. |
| потянул | Перемещение электрода вдоль заготовки от направления сварки. Различные требования к стыку часто требуют разных углов тяги. |
| дуговая сварка вольфрамовым электродом в импульсном газе | GTAW-P. Импульсная газовая дуговая сварка вольфрамом похожа на обычную GTAW, за исключением того, что ток подается импульсами. GTAW-P позволяет сварному шву остывать между импульсами. |
| толкаемый | Перемещение электрода по заготовке в направлении сварки.Различные требования к стыку часто требуют разных углов толкания. |
| толкаемый | Перемещение электрода по заготовке в направлении сварки. В зависимости от требований к соединению толкание может происходить под разными углами. |
| правил | Простой измерительный прибор, состоящий из длинной тонкой металлической полосы с нанесенной шкалой единиц измерения.Правила часто называют стальными или машинистскими. |
| СКЛАМП | Аббревиатура, обозначающая экранирование, ток, длину, силу тока, движение, полярность и скорость. Каждый из факторов SCLAMPS имеет решающее значение при определении качества окончательного шва. |
| СКЛАМП | Аббревиатура, обозначающая экранирование, ток, длину, силу тока, движение, полярность и скорость.Каждый из этих факторов имеет решающее значение при определении качества окончательного сварного шва. |
| самозащитный FCAW | FCAW-S. Процесс дуговой сварки порошковой проволокой, в котором используется трубчатый проволочный электрод, заполненный флюсом. Самозащитный FCAW — портативный и эффективный процесс. |
| дуговая сварка в экранированном металле | SMAW.Процесс дуговой сварки с использованием плавящегося стержневого электрода с флюсовым покрытием. SMAW также называют сваркой штучной сваркой. |
| экран | Слой инертного или слабореактивного газа, который защищает сварочную ванну и дугу от атмосферного загрязнения. Защитный газ используется либо извне, либо генерируется из флюса, содержащегося в электроде. |
| защитный газ | Газ, который окружает расплавленный металл и защищает его от окисления во время сварки.Защитный газ используется в GMAW, GTAW и FCAW в среде защитного газа. |
| шлак | Охлажденный флюс, образующийся поверх сварного шва. Шлак защищает охлаждающий металл и после остывания сварочной ванны отслаивается. |
| SMAW | Дуговая сварка в экранированном металле. Процесс дуговой сварки с использованием плавящегося стержневого электрода с флюсовым покрытием.SMAW также называют сваркой штучной сваркой. |
| пайка | Процесс соединения, при котором присадочный металл плавится при температуре ниже 840 ° F (450 ° C) для образования соединения между двумя основными металлами. Пайка часто используется для деликатных проектов, таких как ювелирные изделия и электроника. |
| брызги | Капли жидкого металла выбрасываются из сварочной ванны во время процесса сварки.Брызги могут оставлять нежелательные металлические точки на поверхности детали. |
| скорость | Скорость, с которой сварщик перемещает электрод вдоль стыка для выполнения сварного шва. Скорость движения определяет размер сварного шва. |
| точечная сварка | Небольшая зона сварки между металлическими частями внахлест или на них.Для соединения деталей обычно требуется несколько точечных сварных швов. |
| сварка стержнем | Процесс дуговой сварки с использованием плавящегося стержневого электрода с флюсовым покрытием. Сварка палкой более известна как дуговая сварка защищенным металлом. |
| прочность на разрыв | Способность материала противостоять силам, которые пытаются его разорвать или растянуть.Прочность на растяжение большинства металлов позволяет им деформироваться, сгибаться или растягиваться до того, как он сломается, в то время как материалы с меньшей прочностью на разрыв будут ломаться резко и внезапно. |
| тестирование | Осмотр детали, чтобы убедиться, что она выполняет предназначенную функцию. Чтобы убедиться, что готовые сварные швы соответствуют предъявляемым к ним требованиям, используются различные методы испытаний. |
| испытание на поперечное растяжение | Испытание, при котором машина пытается разорвать сварное соединение.Если основной металл ломается раньше, чем сварной шов, сварной шов считается хорошим. |
| скорость движения | Скорость, с которой сварщик перемещает электрод вдоль стыка для выполнения сварного шва. Скорость движения определяет размер сварного шва. |
| вольфрам | Серый металл, очень прочный при повышенных температурах.Вольфрам используется для изготовления неплавких электродов, используемых для сварки GTAW. |
| выточка | В готовом сварном шве остался зазор, который должен был быть заполнен сварочным металлом. Подрезание выглядит некрасиво, но не обязательно указывает на плохой сварной шов. |
| осмотр | Визуальная оценка дефектов поверхности.Визуальный контроль — один из наиболее часто используемых методов неразрушающего контроля композитов. |
| напряжение | Мера электрического давления или потенциала, известная как электродвижущая сила. Напряжение измеряется в вольтах. |
| плетеные | Возвратно-поступательное движение электрода для наплавки металла шва в стык.Плетение используется для получения широкого и прочного сварного шва. |
| сварной шов | Линия присадочного металла, созданная сваркой. Ровный сварной шов с хорошим проваром создаст прочный сварной шов. |
| дефект сварного шва | Нарушение сплошности, вызывающее разрушение сварного шва. Дефекты сварного шва включают пористость, неполное плавление, растрескивание сварного шва и поднутрение. |
| несплошности сварного шва | Неравномерность указанного и ожидаемого состава сварного шва. Разрыв — не всегда дефект. |
| сварочная ванна | Небольшая область расплавленного металла, образующаяся во время сварки. Охлажденная сварочная ванна образует неразъемный шов. |
| сварка | Процесс соединения, в котором используется тепло, давление, трение или комбинация методов для постоянного соединения двух материалов. Сварка используется в самых разных отраслях промышленности — от автомобилестроения до авиакосмической техники. |
| сварочный пистолет | Инструмент, используемый в некоторых процессах автоматической и полуавтоматической сварки.Сварочная горелка проводит электричество, направляет электрод и в некоторых случаях выпускает защитный газ. |
| Спецификация процедуры сварки | WPS. Письменный документ, содержащий всю необходимую и конкретную информацию о применении сварочного проекта. Спецификация процедуры сварки не может быть написана или утверждена до тех пор, пока процедуры, которые она описывает, не будут проверены. |
| сварочный процесс | Процедура завершения сварного шва. Сварочные процессы включают в себя SMAW, FCAW, GMAW и GTAW. |
| сварочный процесс | Процесс завершения сварного шва. Сварочные процессы включают в себя SMAW, FCAW, GMAW и GTAW. |
| сварочная горелка | Инструмент, используемый для создания пламени или дуги при сварке.При кислородной сварке воздух нагнетается в горелку и преобразуется в плазму на кончике горелки. |
| параметры сварки | Составляющие сварочного процесса. Параметры сварки могут быть существенными или несущественными. |
| взбитые | Техника, обычно используемая для формирования бортика стрингера, которая включает перемещение электрода по кругу и небольшое его извлечение.Техника повторяется для формирования бусинки. |
| взбитые | Техника, обычно используемая для формирования бортика стрингера, которая включает перемещение электрода по кругу и небольшое его извлечение. Взбивание повторяется до образования бусинки. |
| ветрозащитное оборудование | Палатка, кожух или другая конструкция, предназначенная для предотвращения распространения защитного газа ветром в процессе сварки.Для некоторых сварочных процессов требуется оборудование для защиты от ветра, если они будут использоваться на открытом воздухе. |
| подача проволоки | Скорость, с которой проволока плавящегося электрода подается в сварочную горелку GMAW. Скорость подачи проволоки помогает определить процесс переноса металла GMAW. |
| Механизм подачи проволоки | Небольшое устройство, используемое для подачи плавящейся электродной проволоки через сварочную горелку GMAW.Механизмы подачи проволоки встроены в некоторые источники питания GMAW. |
| заготовка | Свариваемая деталь или детали. При дуговой сварке ток, создающий дугу, проходит через детали. |
| WPS | Спецификация технологии сварки. Письменный документ, содержащий всю необходимую и конкретную информацию о применении сварочного проекта.WPS не может быть написан или утвержден до тех пор, пока не будут проверены описанные в нем процедуры. |
| рентгеновское обследование | Использование рентгеновского аппарата для исследования внутренней части завершенного сварного шва. Рентгеновский контроль является дорогостоящим и трудоемким, поэтому обычно используется только в тех случаях, когда сварной шов должен быть безупречным. |
Введение в сварку — Bright Hub Engineering
Сварка и типы сварки
Сварка — это процесс, при котором две детали соединяются путем повышения их температуры до точки плавления, так что они образуют лужи расплавленного материала на концах, где они соединяются. должно быть сделано.При необходимости добавляется отдельный присадочный материал, имеющий тот же состав, что и у исходных материалов, и ванне дают затвердеть и сформировать сварной шов. Описанный выше процесс сварки называется сваркой плавлением и очень популярен в виде газовой сварки, электродуговой сварки, TIG, MIG и т. Д.
Другой основной вид сварки известен как сварка давлением. При сварке давлением концы соединяемого материала доводятся до пластического состояния, а затем соединяются путем приложения давления, как при кузнечной сварке.
Преимущества сварки перед другими методами соединения
- Конструкции строятся легче за счет сварки, заклепки и других способов соединения.
- Дополнительная прочность соединения может быть получена за счет использования конструктивных элементов меньшего размера.
- Сварные соединения более устойчивы к коррозии по сравнению с заклепками и болтами.
- Сварные соединения можно сделать герметичными для резервуаров, кораблей и лодок.
Классификация сварки
Сварочные процессы бывают трех типов: сварка пластмасс, сварка плавлением и твердофазная сварка.Сварка плавлением и сварка пластмасс обсуждались выше. Сварка в твердой фазе осуществляется путем создания металлических связей между двумя соединяемыми поверхностями. Процессы сварки плавлением бывают следующих типов:
- Газокислородный газ
- Защитная металлическая дуга
- Дуга под флюсом
- Газовая вольфрамовая дуга
- Газовая металлическая дуга
- Сварка сопротивлением
- Электрошлаковая сварка
- Термитовая сварка
- Плазменная дуга
- Электронный луч
- Лазерный луч
Другой процесс сварки называется холодной сваркой, которая представляет собой процесс сварки давлением, при котором пластичные материалы можно сваривать без применения тепла или электрического тока.Сварку материалов проводят при комнатной температуре, подвергая их достаточному давлению.
Плакат с предупреждением о сварке
Безопасность при сварке
При сварке и связанных с ней термических процессах для плавления металла используется газ или сильный электрический ток, поэтому во время работы необходимо соблюдать соответствующие меры безопасности.
- Защита от поражения электрическим током: Прямые удары могут вызвать термические ожоги с глубоким повреждением тканей и остановкой сердца. Косвенные удары могут привести к травмам при падении с высоты.
- Защита от ожогов: расплавленный металл и искры могут гореть, поэтому необходима надлежащая одежда.
- Защита от ультрафиолета: может вызвать солнечные ожоги и болезненные ощущения в глазах. Используйте подходящие глаза и защитную маску.
- Защита от летящей стружки: При удалении шлака с помощью отбойного молотка острая стружка может попасть вам в глаза. При сварке нержавеющей стали, например при сварке нержавеющей стали, при остывании шлак начинает выходить сам по себе.
- Защита от сварочного дыма: Легирование и обработка поверхности металлов может привести к выделению ядовитого дыма, который может вызвать долгосрочные проблемы со здоровьем.
Bright Hub Статьи по сварке
Сварка — сложная отрасль техники, требующая многих лет упорных исследований и практики, чтобы стать сварщиком рентгеновского класса. Ниже приведены некоторые из статей, которые могут вас заинтересовать.
Радиочастотная сварка — это процесс, при котором полярные молекулы возбуждаются радиочастотной энергией для создания сварного шва. Необычным методом сварки является сварка трением с перемешиванием или FSW. Вы также можете узнать о сварке вольфрамовым электродом в среде инертного газа (TIG), тандем-MAG и орбитальной сварке.В других статьях рассказывается, как читать символы сварки на технических чертежах, как рассчитать размер сварки для изгибающих нагрузок.
Наконец, получение диплома сварщика может творить чудеса для вашей карьеры.
Референции
- Технология производства R.K. Jain
- Технология мастерской Б.С. Raghuwanshi
- Справочник для морских сварщиков от Unitor
- Материалы и процессы в производстве, Э. Пол ДеГармо, J.T. Блэк и Рональд А. Кошер
Изображение предоставлено
Изображение предупреждающего плаката Мохита Сангури, главного инженера
Syllabus | WELD 100 T1 — Введение в сварку
Название курса: WELD 100 — Введение в сварку
Инструктор: Джон Галлахер
введение в программу обучения сварке
Требования к курсу: Книга «Основы сварочной техники» 4 -е издание ., Защитные очки, Кожаные перчатки, Кожаные ботинки или обувь и шапочка сварщика.
Курс
Описание:: Введение и практика в
принципы, безопасность
аспекты и правильные операции дуговой сварки
и оксиацетилен
резка. Особое внимание уделяется структурным и механическим нормам сварки и неразрушающему и разрушающему контролю.
Сводка
тем::
1.
Безопасность: Безопасность — это первое и главное соображение при обучении сварке.
2. Оксиацетилен
резка.
3. Введение в другие процессы дуговой сварки.
4. SMAW, GMAW, FCAW, GTAW и плазменная резка.
Курс
Цели: 1. Научить студентов опасностям и безопасности
практики, связанные с электродуговой сваркой
, ацетилен
резка,
и сопутствующие инструменты и расходные материалы, применение
этих безопасных методов во время курса
и узнайте, как
безопасно
резать и сваривать.2. Обучить студентов создавать и эксплуатировать
SMAW
оборудования и стать специалистом по сварке стали
стыков
и скругления с использованием электродов E6011 и E7018. 3. Ознакомить студентов с оборудованием и принципами работы Gas Metal Arc
.Сварка и
Дуговая сварка вольфрамовым электродом. 4. Студенты идентифицируют
опасностей и техники безопасности в
использовании электродуговой сварки и
оксиацетилен
оборудование для резки 5.Студенты опознают
оборудование
и принципы дуговой сварки экранированных металлов и
выполняет
сварку SMAW сборок стальных испытательных пластин. 6. Студенты
изучит безопасные методы работы в мастерской.
Сварочная техника: Введение | Wiley
Предисловие xii
Благодарности xiii
1 Что такое сварочная техника? 1
1.1 Введение в процессы сварки 2
2 Процессы дуговой сварки 4
2.1 Основы и принципы дуговой сварки 4
2.1.1 Основы электрической дуги 6
2.1.2 Напряжение дуги 7
2.1.3 Полярность 9
2.1.4 Подвод тепла 10
2.1.5 Положение при сварке 11
2.1.6 Наплавочные металлы и электроды 12
2.1.7 Защита 12
2.1.7.1 Защита от газа 13
2.1.7.2 Защита от флюса 13
2.1.8 Сварные соединения и типы сварных швов для дуговой сварки 14
2.1.9 Основные рабочие параметры при дуговой сварке 16
2.1.9.1 Напряжение 16
2.1.9.2 Ток 16
2.1.9.3 Электрод Скорость подачи / скорость подачи проволоки 16
2.1.9.4 Скорость сварочного хода 17
2.1.10 Режим переноса металла 18
2.1.11 Выдувание дуги 18
2.1.12 Обычные дефекты и неоднородности при дуговой сварке 19
2.2 Источники питания для дуговой сварки 20
2.2.1 Трансформаторы 20
2.2.2 Генераторы 21
2.2.3 Важные электрические элементы в источниках питания для дуговой сварки 22
2.2.4 Вольт] Амперная характеристика источников питания для дуговой сварки 26
2.2.5 Рабочий цикл 29
2.3 Дуговая сварка защищенного металла 30
2.4 Дуговая сварка вольфрамовым электродом 38
2.5 Дуговая сварка в плазме 46
2.6 Дуговая сварка металла в среде 49
7 Дуговая сварка под флюсом 59
2.8 Дуговая сварка под флюсом 62
2.9 Другие процессы дуговой сварки 67
2.9.1 Электрогазовая сварка 67
2.9.2 Электрошлаковая сварка 68
2.9.3 Дуговая сварка шпильками 70
Рекомендуемая литература для получения дополнительной информации 73
3 Процессы контактной сварки 74
3.1 Основы и принципы процессов контактной сварки 74
3.1.1 Сопротивление и удельное сопротивление 74
3.1.2 Диапазон тока и кривые лепестков 77
3.2 Контактная точечная сварка 79
3.3 Контактная сварка швом 83
3.4 Контактная контактная сварка 85
3.5 Высокочастотная сварка 88
3.6 Сварка оплавлением 90
Рекомендуемая литература для получения дополнительной информации 94
4 Процессы твердотельной] сварки 95
4.1 Основы и принципы твердотельной] сварки 95
4.1.1 Теория твердотельной] сварки 95
4.1.2 Теория соединения валков 96
4.2 Процессы сварки трением 97
4.2.1 Сварка трением с инерционным током 99
4.2.2 Сварка трением с непрерывным приводом 101
4.2.3 Сварка трением с линейным приводом 102
4.3 Другие процессы сварки в твердом состоянии] 106
4.3.1 Диффузионная сварка 106
4.3.2 Сварка взрывом 109
4.3.3 Ультразвуковая сварка 111
Рекомендуемая литература для получения дополнительной информации 113
5 Сварка высокой плотности энергии Процессы 114
5.1 Основы и принципы сварки при высокой плотности энергии 114
5.1.1 Плотность мощности 114
5.1.2 Сварка в режиме замочной скважины 116
5.2 Лазерная сварка 117
5.3 Электронно-лучевая сварка 119
Рекомендуемая литература для получения дополнительной информации 122
6 Другие подходы к сварке и соединению 123
6.1 Пайка и пайка 123
6.2 Сварка пластмасс 125
6.2.1 Сварка горячим инструментом (пластина) 126
6.2.2 Сварка горячим газом 128
6.2.3 Индукционная сварка имплантата 128
6.2.4 Ультразвуковая сварка 129
6.2.5 Вибрационная сварка 129
6.3 Склеивание 130
6.4 Новые и гибридные сварочные процессы 130
6.5 Кислородная сварка и резка 133
6.6 Другие процессы резки 137
6.6.1 Плазменная резка 137
6.6.2 Лазерная резка 137
6.6.3 Строжка угольной дугой 137
Рекомендуемая литература для получения дополнительной информации 141
7 Конструкция Рекомендации по сварке 142
7.1 Введение в сварочный дизайн 142
7.2 Механические свойства 143
7.2.1 Предел текучести 143
7.2.2 Предел текучести 143
7.2.3 Пластичность 143
7.2.4 Усталостная прочность 143
7.2.5 Вязкость 144
7.2.6 Механические свойства — влияние температуры 144
7.3 Физические свойства 145
7.3.1 Теплопроводность 145
7.3.2 Температура плавления 145
7.3.3 Коэффициент теплового расширения 146
7.3.4 Электропроводность 146
7.4 Элементы конструкции для сварных соединений 146
7.4.1 Типы соединений и сварных швов 147
7.4.2 Рекомендации по выбору типа соединений и сварных швов 148
7.4.3 Номенклатура сварных соединений — швы с разделкой канавок 152
7.4 .4 Номенклатура сварных соединений — угловые сварные швы 153
7.4.5 Положения при сварке 154
7.5 Символы сварки 155
7.6 Выбор размеров сварного шва 161
Рекомендуемая литература для получения дополнительной информации 164
8 Тепловой поток, остаточное напряжение и деформация 165
8.1 Тепловой поток 165
8.2 Основы и принципы остаточного напряжения и деформации 169
8.3 Подходы к минимизации или устранению искажений 173
Рекомендуемая литература для получения дополнительной информации 176
9 Сварка, металлургия 177
9.1 Введение в сварку
9.2 Зона термоядерного синтеза 180
9.3 Зона частичного плавления 182
9.4 Зона теплового воздействия (HAZ) 183
9.5 Введение в фазовые диаграммы 184
Рекомендуемая литература для получения дополнительной информации 186
10 Металлургия сварки углеродистых сталей 187
10.1 Знакомство со сталями 187
10.2 Микроструктуры стали и железо] Диаграмма карбида железа 189
10,3 Непрерывная Диаграммы трансформации при охлаждении (CCT) 194
10,4 Твердость и прокаливаемость 196
10,5 Водородное растрескивание 199
10,6 Тепло] Микроструктуры зоны воздействия в стали 200
Рекомендуемая литература для получения дополнительной информации 202
11 Сварка нержавеющих сталей 203
11.1 Введение в нержавеющие стали 203
11.2 Диаграммы конституции 204
11.3 Мартенситные нержавеющие стали 206
11.4 Ферритные нержавеющие стали 207
11,5 Аустенитные нержавеющие стали 209
11.6 Дуплексные нержавеющие стали 214
Дополнительная информация 214Дополнительная информация 12 Сварка и металлургия цветных сплавов 217
12.1 Алюминиевые сплавы 217
12.2 Сплавы на основе никеля 222
12.3 Титановые сплавы 226
12,4 Медные сплавы 229
12,5 Магниевые сплавы 230
Рекомендуемая литература для получения дополнительной информации 232
13 Качество сварки 233
13.1 Несплошность и дефекты сварного шва 233
13,2 Механические испытания 13.2.1 Испытания на растяжение 235
13.2.2 Испытания на пластичность 236
13.2.3 Испытания на ударную вязкость 237
13.2.4 Испытания на усталость 239
13.3 Неразрушающий контроль 243
13.3.1 Визуальный осмотр 244
13.3.2 Испытание на проникновение жидкости 244
13.3.3 Испытание магнитными частицами 246
13.3.4 Радиографический контроль 247
13.3.5 Ультразвуковой контроль 250
13.4 Введение to Fractography 252
Рекомендуемая литература для получения дополнительной информации 254
14 Коды и стандарты 255
14.1 Введение в стандарты 255
14.2 AWS D1.1 — «Нормы сварки конструкций — сталь» 261
14.2.1 Сварка и квалификация сварщика 262
14.2.2 Изготовление и проверка 269
Рекомендуемая литература для получения дополнительной информации 269
15 Безопасные методы сварки 270
15.1 Удар током 270
15.2 Радиация 270
15.3 Ожоги 271
15,4 Дым и дым 271
15,5 Сварка в замкнутом пространстве 271
15,6 Опасность пожара и взрыва 271
15.7 Сжатые газы 272
15.8 Опасные материалы 272
Рекомендуемая литература для получения дополнительной информации 272
Указатель 273
Введение в сварку — Колледж Херефордшир и Ладлоу
Этот практический курс является повторным или вводным в сварку, предназначенный для кандидатов, которые новички или которым нужно заниматься сваркой в хобби. Стажеры развиваются в своем собственном темпе, развивая ряд сварочных навыков.
Содержание курса
Вам будут представлены:
- Ручная дуговая сварка металла (MMA)
- Кислородно-ацетиленовая сварка
- Сварка в среде инертного газа (MIG)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
По окончании курса вы сможете:
- Выполнение сварных соединений при сварке металлов в среде защитных газов (М.I.G.) согласно стандарту BS9606
- Изготовление сварных соединений при ручной дуговой сварке металла (M.M.A) в соответствии со стандартом BS9606
- Выявить дефекты сварных швов в сварных соединениях
Требования к поступающим
Не требуется
Материалы
Возьмите с собой:
- Сапоги со стальным носком
- Комбинезон
- Также рекомендуются беруши или защитные наушники
- Сварочная маска (можно взять напрокат)
Оценка
По этому курсу нет формальной оценки, все кандидаты получат сертификат колледжа после успешного завершения.
Прогресс
Стажеры развиваются в своем собственном темпе, поэтому могут перейти к следующему запланированному курсу и продолжить развивать свои навыки или могут присоединиться к курсу профессионального сварщика для дальнейшего прогресса и получить награду City and Guilds 3268 уровня 1 или уровня 2 по сварке.
Ключевые факты
Место проведения: Holme Lacy Campus
Минимальный возраст: Студентам должно быть 19 лет и старше, чтобы записаться на этот курс
Уровень: Начинающие выше
Продолжительность: 3-дневный курс // 10-недельный вечерний курс
Стоимость курса: 290 фунтов стерлингов.00
Введение в сварку 3-дневный курс (9:30 — 16:30, среда — пятница)
- 21–23 июля 2021 г. (КУРС ПОЛНЫЙ — другие даты будут позже)
Введение в сварку 10-недельный вечерний курс (18:30 — 20:30)
Обратите внимание: Стоимость курса может быть изменена, пожалуйста, позвоните по телефону 0800 032 1986 для получения последней информации.
Как подать заявку
Вы можете подать заявку онлайн или позвонить нам по телефону 0800 032 1986, чтобы запросить форму заявки, которая будет отправлена вам по электронной почте или отправлена вам.После того, как мы получим платеж за заявку или счет-фактуру, вы обеспечите себе место на курсе.
Контакт
Телефон: 0800 032 1986
Электронная почта: [email protected]
Введение в сварку и производство для начинающих и специалистов среднего уровня. Выбор сварочного аппарата — RTM — Сварка, изготовление и проектирование, Millwright
Введение и описание
Добрый день и добро пожаловать в первую часть моего «Введение в сварку и производство» для начинающих и продвинутых пользователей.Я коснусь некоторых продвинутых концепций, но моя миссия — предоставить читателям исчерпывающее объяснение, которое вы можете использовать в их собственных проектах DIY или если вам просто интересно узнать о концепциях. Я буду использовать термины и аббревиатуры по всему блогу и выделять их жирным шрифтом. Вместе с тем я дам определение, чтобы вы не потеряли свое место, листая страницы или прокручивая очень далеко, чтобы найти значение слова. Другие термины или концепции, которые важны, но не являются основной категорией, я выделю курсивом.
Цель этой серии блогов — предоставить обзор мира сварки и производства тем, кто либо не имеет опыта работы с металлом, либо имеет небольшой, но хочет освежить в памяти некоторые технические аспекты, чтобы повысить свой набор навыков / база знаний. На протяжении всей серии статей я затрону ряд различных тем, начиная от сварочного аппарата , выбора защитного газа и присадочных материалов , а также техник, с которыми я столкнулся во время своего технического обучения, и тех, которые я пробовал.Я также коснусь процессов изготовления и обработки, таких как сверление / фрезерование / токарный станок , различные формы резки / формовки, подгонки и измерения / прецизионные измерения инструментов и методов .
Если вы хотите узнать больше о моем прошлом / опыте и не посещали мои информационные страницы, я приглашаю вас прочитать его, нажав на следующую ссылку.
http://www.rtmfab.com/our-story/
Так что же такое сварка, могут спросить некоторые?
Сварка — это сплавление материалов друг с другом, когда вы физически соединили два твердых тела вместе, и практически нет различий в том, где заканчивается одно и начинается другое.Что касается электродуговой сварки, это делается путем плавления материала (материалов) с сильным нагревом, вызванным дугой. Как правило, у вас есть ОСНОВНОЙ МАТЕРИАЛ или то, что вы будете сваривать вместе или на чем, и НАПОЛНИТЕЛЬНЫЙ МАТЕРИАЛ , однако это не всегда так, поскольку при автогенной сварке присадочный материал вообще не используется. В этой серии мы будем рассматривать только металлы, однако существует множество различных материалов, которые можно сваривать.
Сварочные аппараты и выбор
Один из первых и наиболее важных шагов, которые вам необходимо предпринять на пути к тому, чтобы стать изготовителем или сварщиком , — это понять, что это за оборудование и что оно может сделать для вас (хотя термины часто меняются, там разница, поскольку сварщик в отношении человека — это тот, кто может управлять оборудованием / производить удовлетворительные сварные швы.Изготовитель или установщик — это тот, кто обладает знаниями и способностями вырезать, формировать и подгонять детали / создавать конструкции из сырья). При таком большом количестве различных сварочных процессов и требований к различным работам и материалам выбор подходящего оборудования очень важен и может сбивать с толку, если вы не знаете, на что смотрите. Это также может быть очень дорогостоящим, поскольку вы можете в конечном итоге купить оборудование и функции, которые могут никогда не понадобиться / использовать, или вы можете не соответствовать спецификации своего оборудования и не иметь того, что вам нужно.
Когда вы смотрите на свою первую машину, у вас есть несколько вопросов:
- Какой процесс вам понадобится и насколько «тяжелый» или какую нагрузку будет нести обрабатываемая деталь?
- Какой у вас блок питания или он вам понадобится?
- Будете ли вы работать внутри или вам нужно будет работать на улице?
- Будет ли вам нужно быть мобильным или портативным?
- Как долго вы будете непрерывно сваривать
Ответы на эти вопросы будут диктовать ваши требования и именно к приобретаемому вами оборудованию.Итак, каковы ответы на эти вопросы? Давай выясним.
Процессы — Это основная характеристика сварочного аппарата, она в основном определяет, как машина производит электрическую дугу и как происходит плавление металла или осаждение материала. Три основных процесса дуговой сварки известны под их торговыми названиями как MIG «Металл, инертный газ», однако на чертежах он показан как GMAW «Газовая дуговая сварка » (есть несколько подклассов, которые очень аналогично Mig, однако я расскажу об этом позже), STICK или обычно называемой дуговой сваркой, хотя вы бы увидели это как SMAW «Дуговая сварка защищенного металла» и TIG «Вольфрамовый инертный газ» или TGAW «Вольфрам Газо-дуговая сварка ».У каждого из них очень разные функции, но, по сути, все они делают одно и то же, а именно генерируют электрическую дугу между электродом и заготовкой. Есть также машины Multi-Process , которые могут делать все понемногу, но могут не иметь всех наворотов, присущих специализированной машине. В Mig and Stick электрод также является присадочным материалом и, как таковой, будет потребляться в процессе сварки. Tig, с другой стороны, использует вольфрамовый стержень в качестве электрода, и он не расходуется, наполнитель — это еще один стержень, предназначенный для плавления в дуге и соединения с основным металлом.Каждый тип машины имеет множество специфических функций, и я расскажу об этих и других вариантах в другом посте, однако ниже я расскажу об основных различиях и о том, почему вы можете выбрать один из них.
Mig — Этот процесс на сегодняшний день стал одним из наиболее часто используемых сварщиками / производителями в сфере любительского и легкого производства. Одна из причин этого заключается в том, что Mig — это один из самых простых и универсальных процессов для изучения и использования, который по-прежнему имеет хорошую скорость производства / перемещения .Это мера того, сколько дюймов или мм в минуту вы можете сваривать. Mig использует проволочный электрод, который либо подается через сильно изолированный кабель под названием whip (который также содержит спиральный вкладыш и всю проводку для пускового переключателя, расположенного на пистолете) в узел пистолета, либо прямо от катушки, расположенной на сам пистолет (это обычное явление для более мягких электродных проводов, таких как алюминий).
Пистолет нажимного типа
Пистолет с вытяжной катушкой
Вот некоторые из плюсов использования Mig;
- Простота обучения и простота использования.Многие машины оснащены функцией автонастройки.
- Большой выбор присадочной проволоки из различных материалов, например, из низкоуглеродистой стали, алюминия и нержавеющей стали.
- Может использоваться в любом положении и в любом направлении движения.
- Может использоваться на тонких материалах и легко контролировать лужу.
- Эргономичная рукоятка / пистолет в сборе, при необходимости может легко использоваться одной рукой.
- При сварке мало или совсем нет дыма
Некоторые минусы;
- Требуется подача защитного газа извне для защиты расплавленной лужи от атмосферы.Этот газ может быть опасен для оператора при неправильном использовании.
- Требуются знания и опыт для ручной установки и точной настройки напряжения и скорости подачи проволоки.
- Mig может генерировать много SPATTER , которые представляют собой металлические шарики, которые выбрасываются из дуги и прилипают к окружающему материалу. Брызги полны пористости , которые представляют собой скопления воздуха и примесей, которые могут отрицательно повлиять на второй проход и внешний вид.
- Mig — это, как правило, более холодный процесс, который не так хорошо проникает в основной металл.Также из-за более низкого нагрева сварной шов склонен к COLD LAP , где края не сливаются с основным металлом, а вместо этого перекатываются сами по себе.
- Наплавленный металл обычно слабее стержня или TIG из-за более низкого профиля проплавления и тепловложения.
- Требуется очень чистый металл
- Пистолет громоздкий, поэтому не поместится в ограниченном пространстве
В целом, если вы только начинаете заниматься сваркой, машина Mig, вероятно, станет вашим выбором для начала.Как я уже говорил ранее, к этим машинам также относятся подклассы Fluxcore (FCAW) и METALCORE (MCAW) . Они работают очень похоже на проволочную машину Mig, однако есть отличия в том, для чего они используются. Я расскажу об этом более подробно в специальной статье о Mig.
Stick — Stick — это оригинальный процесс дуговой сварки. Он предлагает очень широкий ассортимент сварочных электродов для разных целей и положений. Как и Mig, присадочным материалом является электрод, однако это не непрерывная подающая проволока, а, скорее, отрезок стержня, покрытый кожухом, который называется Flux .Флюс содержит любые легирующие элементы, скрубберы и антиокислительные составы, которые помогают защитить и достичь желаемых свойств металла шва. Кривая обучения выше, чем у Mig, потому что у вас нет спускового крючка, который вы нажимаете, чтобы запустить дугу, и вы должны двигаться внутрь, поскольку стержень выгорает, а также вдоль направления вашего сварного шва. Тем не менее, вот некоторые из плюсов клюшки;
Держатель электродов поворотного типа или Stinger
- Может использоваться на улице в различных погодных условиях, так как не требуется подача защитного газа извне.Защитные газы выделяются плавильным флюсом прямо в зоне сварного шва.
- Широкий выбор электродов для различных материалов. Если он металлический и его можно сваривать, то для него наверняка найдется стержень. Разнообразие диаметров позволяет работать с тонкими или очень толстыми материалами, достаточно изменить только одну настройку. Более крупные стержни также откладывают больше металла за один проход.
- Большинство стержней можно использовать во всех положениях, а некоторые очень хороши для создания высококачественных сварных швов в деталях с открытым корневым зазором , например, сращиваемых труб или пластин.
- Очень простая в использовании и настройке машина.
- Вы можете сваривать в глубоких канавках, если стержень подходит ко дну.
- Очень прочные сварные швы с превосходными механическими свойствами и характеристиками проплавления. Очень хорошо подходит для многопроходной сварки.
- В меньшей степени зависит от очень чистого металла. Палка будет свариваться сквозь легкую ржавчину и легкую краску / покрытия, ЕСЛИ вы не можете очистить зону сварки (при этом рекомендуется правильно очистить все, что можно, перед сваркой).Сварной шов будет иметь дефекты пористости, однако он не будет похож на стержень Aero.
- Возможность изменения полярности y сварочного аппарата для достижения различных сварочных характеристик (почему и как вы это сделаете в другой статье)
- Возможность сварки как переменного, так и постоянного тока
Некоторые из минусов;
- Кривая обучения немного выше, чем у Mig, поскольку вам нужно « поджечь дугу» , чтобы начать сварку. Это означает, что нужно приложить щетку или царапать наконечник о заготовку, чтобы зажглась дуга.(Некоторые люди считают, что именно здесь палочка получила свое название из-за тенденции электрода плавиться и «прилипать» к заготовке вместо того, чтобы зажигать стабильную сварочную дугу.)
- Большое количество дыма во время сварки и большое количество брызг. Очень восприимчив к дуге . представляет собой дугу, действующую неравномерно из-за магнетизма основного металла.
- Готовый сварной шов имеет твердое покрытие Slag , которое является конечным результатом расплавленного флюса и загрязнений, которые скрубберы выплывают из расплавленного металла.Это нужно счистить.
- Более низкая скорость производства, чем у некоторых процессов с подачей проволоки.
- Создает гораздо больший беспорядок в рабочей зоне из-за шлака и брызг.
Tig — Tig обычно считается Святым Граалем в мире сварки. Он способен выполнять одни из самых эстетичных и высококачественных сварных швов. За это приходится платить, так как Tig — самые сложные машины, а также самая высокая кривая обучения из-за того, как работает процесс.При этом Тиг также обладает наибольшими способностями работать с экзотическими металлами, такими как нержавеющая сталь, алюминий и титан, и это лишь некоторые из них.
Факел Tig
Плюсы Тига;
- Обеспечивает самый чистый вид и одни из самых прочных однопроходных сварных швов.
- Очень мало дыма или брызг или нет
- Очень легко управлять дугой как с помощью резака, так и вы можете регулировать силу тока с помощью ножной педали или регулятора на резаке.
- Может работать с широким спектром материалов.Различные электроды имеют разные сплавы, чтобы помочь каждому материалу. Может работать с очень тонкими поперечными сечениями.
- Способность выполнять автогенные швы
- Вы можете вернуться к готовому сварному шву, чтобы промыть холодную притирку.
- Узлы головки горелки с воздушным или водяным охлаждением
- Вместимость для кондиционирования и постоянного тока
- Очень тонкие настройки на некоторых более продвинутых машинах. Вы можете управлять практически всеми аспектами формы электрической волны, начиная от времени включения и заканчивая стороной синусоидальной волны, на которой дуга проходит больше времени на .
Минусы;
- Наивысшая кривая обучения
- Самый дорогой однопроцессорный станок
- Требуется подача защитного газа извне, при необходимости обратной продувки расходуется много газа.Не подходит для работы на улице.
- Самый медленный из процессов. Tig не является «производственным» сварочным аппаратом.
- Профиль сварного шва очень мелкий, а скорость наплавки очень низкая
- Возможность получения включений вольфрама при отламывании кусочков вольфрама и их застревании в металле, вызывая дефект.
Выше приведены очень краткие описания того, что представляет собой каждый процесс и что он может делать, но, надеюсь, это поможет вам немного понять, на что вы смотрите.Далее мы коснемся того, как читать спецификации сварочного аппарата, что не менее важно в процессе принятия решения о том, что покупать.
Ниже приводится очень простая и генетическая спецификация сварочного аппарата Miller с механизмом подачи проволоки .
Миллер довольно простое и прямое предисловие в том, как они представляют свое оборудование и на что оно способно. Они сообщают вам, какие процессы может выполнять машина, общие типы материалов и толщину, для которых она используется. Далее в общих спецификациях идут числа, которые действительно говорят вам, насколько мощна машина, и требуют некоторого понимания для интерпретации.Первый набор — это входная мощность, это тип источника питания, к которому машина должна быть подключена, чтобы она работала (пожалуйста, имейте в виду, что это представлено в американском списке, поэтому ваши номинальные напряжения могут немного отличаться). Эта конкретная машина может работать как от 230 вольт, так и от 120 вольт, от того, какой из них вы подключены, зависит ваша максимальная выходная мощность. Номинальный ток — это сила тока, необходимая для подачи на машину. *** Теперь о технике безопасности, если вы живете в доме «сделай сам», пожалуйста, не думайте, что вы можете поменять выключатель, чтобы получить необходимую силу тока, если ваша цепь в настоящее время его не поддерживает. Посоветуйтесь с сертифицированным электриком, чтобы убедиться, что ваша проводка и остальная часть вашей цепи справляются с задачей управления дополнительным током, иначе вы рискуете перегреться и вызвать пожар . **** К тому же никто не хочет иметь ЭТО обсуждение с их страховой компанией… ..
Следующие два пункта, на которые следует обратить внимание, связаны с рейтингами выпуска, и здесь все становится немного сложнее. В этом примере вы видите номинальную силу тока 150 при 23,5 В постоянного тока при работе от цепи 230 В, однако прямо перед этим вы видите максимальный диапазон 210 ампер, так что что дает.Часть, на которую стоит действительно взглянуть и понять, — это рабочий цикл . Определение термина «рабочий цикл» — это «сколько минут машина может непрерывно сваривать в пределах 10-минутного окна». Это соотношение выражается в процентах, и в этом примере это число составляет 30%. Эта машина сможет выполнять сварку в течение 3 минут без перерыва, а затем потребуется 7-минутное окно охлаждения при установке на 150 А при 23,5 В без отключения при отключении при высокой температуре. Это оптимальная настройка машины: если вы работаете с меньшей производительностью, вы можете работать дольше и меньше остывать.И наоборот, если вы запустите машину на максимальной мощности, вы сможете работать в течение более короткого промежутка времени. Поэтому, если вы спрашиваете себя, что это значит для меня, и думаете «ну, этот аппарат не кажется таким уж хорошим», вы должны серьезно подумать о том, как долго вы будете непрерывно сварку в любой заданный период времени. Этот выходной рейтинг действительно очень высокий для процесса Mig. Большинство хобби никогда не приблизятся к диапазону 23 вольт, поскольку 16-17 вольт обычно более чем достаточно для материалов, которые вы найдете в домашних гаражах.Вам действительно когда-либо понадобятся машины с рабочим циклом 60% -100%, если вы выполняете тяжелые промышленные работы, когда ваши сварные швы измеряются в футах, а не в дюймах, или вы работаете с большими и толстыми материалами. Эти машины также находятся в диапазоне от 10 тысяч долларов и намного дороже, чем кто-либо будет использовать в домашнем гараже. Понимание того, как рабочий цикл и номинальные выходные параметры будут иметь отношение к вам, будет иметь решающее значение, чтобы не покупать больше или меньше вашего оборудования.
Следующие элементы в списке относятся к физическому размеру провода, который будет принимать этот аппарат.Это довольно просто, хотя вам может потребоваться другой лайнер для разного диаметра проволоки. Однако для вашего пистолета вам понадобятся разные советы по контракту. Последний пункт в списке — это размер катушки, которую может принять перевозчик.
На этом завершается этап выбора машины этой серии. Теперь у вас должно быть хорошее понимание того, на что вы смотрите, и способность принимать обоснованное решение в отношении вашего оборудования.