Как сварить чугунную плиту печи?
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.

Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Можно ли в домашних условиях сварить чугун электросваркой и как это сделать?
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
Сварка чугуна
Особенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
Подготовка поверхности
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.

Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Варим чугун электродом
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
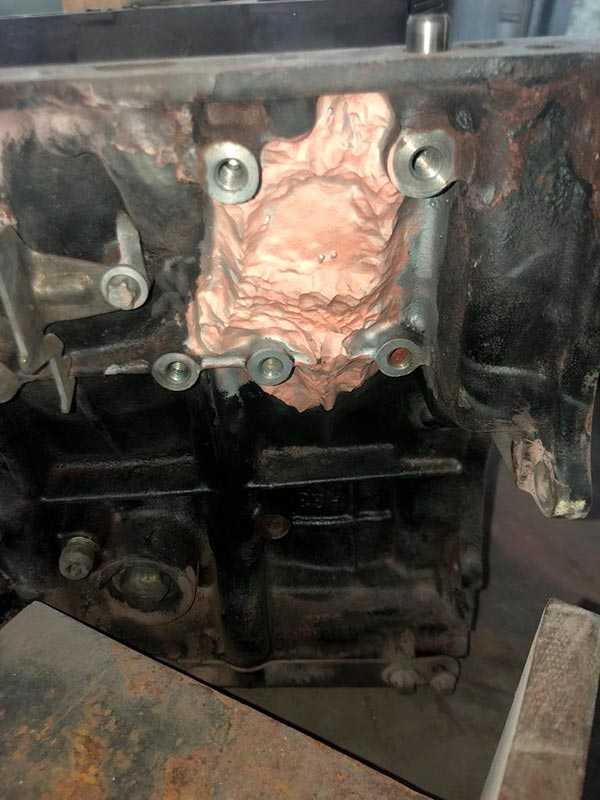
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Как заварить чугунную плиту на печи
В былые времена очень часто использовали чугун для плит в печи. Когда на ней появлялись трещины их можно было просто выбросить, а на это место поставить другую — новую. Но с развитием технологий, печи стали выбрасывать из дому, а чугунные вовсе, не пользующиеся спросом, стали дефицитом на рынке. Поэтому те не многие люди, у кого остались чугун на печи задаются вопросом: как заварить трещины?
Когда на ней появлялись трещины их можно было просто выбросить, а на это место поставить другую — новую. Но с развитием технологий, печи стали выбрасывать из дому, а чугунные вовсе, не пользующиеся спросом, стали дефицитом на рынке. Поэтому те не многие люди, у кого остались чугун на печи задаются вопросом: как заварить трещины?
Как заварить чугунную плиту
Существует много способов для сварки чугуна в целом, это инвертор, холодная сварка, горячая сварка, полугорячая.
Подготовка плиты
Подготовка чугуна перед процессом сваривания обязательна. Для очищения используется болгарка с лепестковым кругом. Как только слой ржавчины будет удален нужно обработать плиту растворителем для обезжиривания. В процессе подготовки необходимо уделить внимание:
- Шпилькам. Бывает два вида сварок с использованием опорных элементов, так и без них.
- Разделке кромок.
- Использованию специальных электродов.
Выбор метода заваривания
Всего три метода для сварки чугуна:
- Горячая. Считается основным и наиболее подходящим для этого типа материала. Суть сварки заключается в том, что прежде чем приступить к работе электродами нужно прогреть металл до высокой температуры.
- Полугорячая. Этот метод идентичен предыдущему, за исключением температуры нагрева, она должна быть меньше.
- Холодная. Отличающаяся большим количеством технологических процессов, но не предусматривающая нагрев.
 Считается основным и наиболее подходящим для этого типа материала. Суть сварки заключается в том, что прежде чем приступить к работе электродами нужно прогреть металл до высокой температуры.
Считается основным и наиболее подходящим для этого типа материала. Суть сварки заключается в том, что прежде чем приступить к работе электродами нужно прогреть металл до высокой температуры.Заваривание чугунной плиты: пошаговая инструкция
Прежде чем приступить к свариванию чугуна в домашних условиях необходимо правильно подготовить металл и следовать пошаговой инструкции:
- Проводится разделка кромок под 45 0 , если пластина плиты толстая. Провести такую процедуру можно с помощью болгарки или точильного станка. Трещину на чугуне изначально обрабатывают абразивным диском, а после просверливаются концы дефектного участка.
- Графитовое основание подкладывается под тонкий материал (3мм). Расплавленный металл во время сваривания не будет протекать с обратной стороны.
- Металл необходимо очистить от пыли, ржавчины и мусора. После этого ее необходимо разогреть с помощью паяльной лампы или другого оборудования.
- Сварочный процесс начинается, как только будет достигнута необходимая температура. Зафиксировать стороны плиты необходимо с помощью прихваток.
- Не рекомендуется допускать поперечные колебания во время первого сварочного шва, его ведут очень быстро. Шов налаживается с нескольких сторон, если длина плиты превышает 100 мм. Такая процедура поможет избежать перекаливания чугуна с одной стороны.
- Если пластина толстая, то необходимо сделать шов в несколько ходов. Для лучшей схватки чугуна, после первого ровного шва, делаются колебательные.
- После каждого шва проделывается отделение шлака.

Важно! Как только процесс сварки будет закончен, шов необходимо засыпать песком до полного остывания изделия.
Процесс сваривания такого метала в домашних условиях с помощью инвертора проводится очень успешно.
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
 Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.

Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Поделиться:
Как заварить чугунную плиту на печи: пошаговая инструкция
В былые времена очень часто использовали чугун для плит в печи. Когда на ней появлялись трещины их можно было просто выбросить, а на это место поставить другую — новую. Но с развитием технологий, печи стали выбрасывать из дому, а чугунные вовсе, не пользующиеся спросом, стали дефицитом на рынке. Поэтому те не многие люди, у кого остались чугун на печи задаются вопросом: как заварить трещины?
Разделы статьи
- 1 Чем заделать щели в печи
- 2 Как заварить чугунную плиту
- 2.1 Подготовка плиты
- 2.2 Выбор метода заваривания
- 3 Способы сварки чугуна
- 4 Наплавка чугуна
- 5 Техника безопасности
Чем заделать щели в печи
Достаточно часто в кирпичных печах возникают трещины в швах. Чаще всего они появляются в местах стыка с литьем: сказывается разное температурное расширение. Могут возникать трещины и из-за локального перегрева, а также из-за ошибок при кладке. Если раствор при этом не высыпается, особых причин для беспокойства нет, но заделать щели в печи надо.
Ремонт небольших трещин — до 5 мм — можно сделать с помощью любого из растворов, которые применяются при кладке кирпичных печей (глина песок; глина песок немного цемента). Используют и готовые составы, разведенные по рекомендациям производителя. Если знаете, на какой именно раствор клали печь, лучше использовать тот же, если нет — любой подойдет. Будет только видна разница в цвете.
Трещины в швах появляются из-за воздействия высоких температур
Замазывать более глубокие щели в кладке печи лучше раствором с добавлением измельченного шамота и глиноземистого цемента. Если такого цемента нет, можно использовать портландцемент, но нужна будет тонкомолотая добавка для кладки печей. Наличие размолотого шамота армирует раствор, предотвращая появление трещин снова.
Как все-таки замазать щели в печной кладке? Порядок работы такой:
- печь немного разогревают,
- расширяют трещины,
- очищают их от пыли,
- смачивают водой,
- замазывают выбранным раствором.
Собственно, все. Дожидаемся высыхания раствора, потом можно еще раз протопить печь, но не на полную закладку, а примерно на половину. Затем уже можно топить в обычном режиме.
Более широкие трещины и раствор высыпается….
Кроме замазывания щелей в кирпичной печи раствором, можно заложить их размоченным асбестовым шнуром, а сверху все замазать раствором. Только при работах будьте осторожны: асбест в пылеобразном состоянии вреден. Лучше работайте в маске.
Если топка сделана из красного, а не шамотного кирпича, рано или поздно кирпич начинает крошиться. Он отваливается порой довольно большими пластинами. Чем-то его замазывать или армировать — без толку. От температур все развалится.
Обычный керамический кирпич в топке часто начинает разрушаться
Остановить разрушение кирпича в топке кирпичной печи можно только уменьшив воздействие температур. Для этого надо делать дополнительную футеровку — ставить заградительные стенки, которые основную тепловую нагрузку будут принимать на себя. То есть топку (целиком или только разваливающиеся стенки) изнутри обшивают/обкладывают каким-то материалом. Это может быть:
- Сталь или чугун. Стали надолго не хватит, особенно при ремонте банных печей — она быстро прогорит, да и теплопроводность ее очень высокая, так что стенки ставить надо с некоторым воздушным зазором. Чугуна хватит на более продолжительный период времени, но тоже ненадолго. И при использовании чугуна тоже требуется хоть небольшая воздушная прослойка. Чтобы выдержать этот зазор, можно между стенкой и металлом проложить гофрокартон, который при первой же топке сгорит, но зазор он обеспечит.
- Тонкий шамотный кирпич ША-6 или ШБ-6. Его еще называют «лещадка». Марка шамота ШБ — чуть хуже по качественным показателям, но тоже может применяться. Эти кирпичи ставятся не вплотную к стенкам топки, а с зазором в 7-10 мм. Для зазора можно проложить базальтовый картон. Кладется лещадка на раствор для кладки шамота, только ищите его с повышенной «липучестью». Кладку делают как кирпичом — склеивая четырьмя гранями. При такой футеровке снижается скорость прогрева помещения, но разжигается печь намного быстрее — шамот быстро прогревается. К тому же в самой топке поднимается температура (за счет повышения теплоизоляции), что создает идеальные условия для более полного догорания горючих газов.Размеры шамотного кирпича ША-6 или ШБ-6 (лещадки)
- Если такого кирпича не нашли, можно использовать стандартный шамотный кирпич, поставив его на ребро. Только толщина такой стенки более значительная. С учетом зазора она «съедает» значительную часть объема топки.
- Вермикулитовые плиты (подойдут и панели для оформления помещений из вермикулита типа «скамол»).
- Материал типа «СуперИзол», который может переносить нагрев до 1000°C.
Предлагаем ознакомиться Как вывести дымоход через деревянную стену
С последними двумя материалами работают нечасто, но их можно использовать, если объем топки небольшой и уменьшать его шамотом не хочется. Единственное, вам надо будет придумать систему крепления, так как в каждом случае она своя. И учтите, что плиты надо ставить тоже не вплотную к стенкам топки а с небольшим зазором.
Подобный ремонт футеровки кирпичной печи позволяет избежать, или хотя бы отодвинуть на некоторое время, более серьезные работы, которые иногда включают в себя полную переборку печи с заменой разрушившихся элементов, а иногда и с изменением конструкции.
Как заварить чугунную плиту
Существует много способов для сварки чугуна в целом, это инвертор, холодная сварка, горячая сварка, полугорячая.
Подготовка плиты
Подготовка чугуна перед процессом сваривания обязательна. Для очищения используется болгарка с лепестковым кругом. Как только слой ржавчины будет удален нужно обработать плиту растворителем для обезжиривания. В процессе подготовки необходимо уделить внимание:
- Шпилькам. Бывает два вида сварок с использованием опорных элементов, так и без них.
- Разделке кромок.
- Использованию специальных электродов.

Выбор метода заваривания
Всего три метода для сварки чугуна:
- Горячая. Считается основным и наиболее подходящим для этого типа материала. Суть сварки заключается в том, что прежде чем приступить к работе электродами нужно прогреть металл до высокой температуры.
- Полугорячая. Этот метод идентичен предыдущему, за исключением температуры нагрева, она должна быть меньше.
- Холодная. Отличающаяся большим количеством технологических процессов, но не предусматривающая нагрев.
Способы сварки чугуна
1. Ручная дуговая сварка может проводиться по горячей, полугорячей и холодной технологиях. В зависимости от выбранного метода, разнятся виды используемых электродов.
Ручная дуговая сварка горячим методом осуществляется в несколько этапов:
- подготовка изделия;
- предварительный нагрев детали;
- сваривание;
- постепенное охлаждение.
Горячая ручная дуговая сварка может выполняться плавящимися и угольными электродами. К первому типу относятся чугунные стержни, электроды с медной и никелевой основой.
Сварка ковкого чугуна осуществляется расходниками марок ОЗЧ-2 и ОЗЧ-6, МНЧ-2, ЦЧ-4.
Для работы с серым чугуном предназначены электроды ОЗЖН-1 и ОЗЖН-2, МНЧ-2, ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6.
Для высокопрочных чугунов подойдут сварочные материалы ОЗЖН, ОЗЧ-3, ОЗЧ-4, МНЧ-2.
Сваривание проводится непрерывно на больших величинах тока. Каким током варить чугун зависит от марки выбранного расходника. Однако, сваривание угольными электродами осуществляется на постоянном токе прямой полярности.
Основные недостатки данной технологии:
- трудоемкость сварочного процесса;
- сложность обеспечения равномерного нагрева конструкции;
- значительная продолжительность работ;
- высокая стоимость всего спектра необходимого оборудования.
В некоторых случаях к металлу шва предъявляются менее жесткие требования. В подобных ситуациях целесообразно применять полугорячую и холодную ручную дуговую сварку. Применяемые виды электродов: чугунные, с медной и никелевой основой, расходники общего назначения (обычные/стальные).
2. Сварка чугунных изделий может проводиться с применением неплавящихся электродов: вольфрамовых, угольных, графитовых.
Подробная информация о соединении чугуна различными видами электродов представлена в статье “Сварка чугуна электродами“.
3. Полуавтоматическая горячая, полугорячая и холодная сварка чугуна. Технология MIG проводится в среде инертного газа, а MAG – в среде активного газа.
Суть процесса МИГ/МАГ: сварочная проволока (например, ПП-АНЧ-1, ПП-АНЧ-2, ПП-АНЧ-3) механизированным способом подается в зону электрической дуги, там она расплавляется и образует сварное соединение. В зону дуги подается газ, который защищает сварочную ванну от взаимодействия с атмосферным воздухом.
Горячий метод сварки полуавтоматом применяется в тех случаях, когда необходимо качественное соединение с высокими показателями сопротивления разрыву и излому. Для минимизации количества трещин изделие необходимо охлаждать постепенно.
Для минимизации количества трещин изделие необходимо охлаждать постепенно.
Полугорячая технология используется для сварки изделий, испытывающих некоторые нагрузки при эксплуатации.
Холодный метод сварки чугуна полуавтоматом отличается простотой, применяется для сваривания неответственных деталей, которые не будут подвергаться нагрузкам.
Непрерывная подача проволоки позволяет выполнять большой объем работ за достаточно короткое время. Результат носит удовлетворительный характер.
4. Аргонодуговая сварка чугуна (технология TIG) отличается сложностью процесса. Средой, защищающей сварочную зону от воздействия окружающего воздуха, является газ аргон. В качестве присадочного материала используются чугунные, никелевые или алюминиево-бронзовые прутки. Последний тип присадки не рекомендуется использовать, если свариваемое изделие будет подвергаться тепловому воздействию. Также исполнителю понадобятся вольфрамовые электроды.
Данный способ требует выполнения некоторых требований:
- изделие перед сваркой необходимо нагреть, это предотвратит возможность появления трещин;
- нужно применять небольшие величины переменного тока;
- для контроля температуры следует осуществлять соединение короткими участками;
- каждый шов нужно простукивать (проковывать) молотком для снятия напряжений;
- изделие после сварки должно остывать постепенно и медленно.

5. Газовая сварка чугуна выполняется после равномерного и более длительного (по сравнению с дуговой сваркой) прогрева изделия. Нагрев позволяет снизить вероятность возникновения отбеленных участков. Скос кромок делается V-образным, угол раскрытия – 90 градусов. Скашивание проводится только при работе с изделиями, толщина стенок которых превышает 4 мм.
В качестве присадочных прутков применяются чугунные стержни. Диаметр стержней высчитывается следующим образом: толщина изделия, мм./2 или толщина изделия, мм/2 + 1 мм. Для газовой сварки чугуна также необходимо использование флюса (например, ФСЧ-1, ФСЧ-2, БМ-1). Присадочный пруток покрывают флюсом, а также флюс подсыпают в сварочную ванну. Кроме этого, флюс выполняет несколько функций:
- защита сварочной ванны от окисления;
- перевод тугоплавких окислов в легкоплавкие шлаки;
- улучшение сплавляемости;
- повышение жидкотекучести металла ванны и шлаков.
Сварочное пламя должны быть нормальным или науглероживающим. Сваривание выполняется в нижнем положении. Для обработки крупных деталей желательно использовать две горелки.
Сваривание выполняется в нижнем положении. Для обработки крупных деталей желательно использовать две горелки.
Медленное остывание чугунных изделий после газовой сварки осуществляется под слоем асбеста.
6. Электрошлаковая сварка позволяет получить удовлетворительные свойства швов из серого чугуна, без отбеленных участков, трещин, пор и других дефектов. Также данная технология применяется при исправлении дефектов в крупных чугунных отливках, т.е. когда для ремонта необходимо наплавить большой объем металла. Кроме этого ЭШС используется при изготовлении крупногабаритных массивных изделий из высокопрочных чугунов. Расходными материалами являются литые чугунные пластины, использующиеся в качестве электродов, и фторидные обессеривающие и неокислительные флюсы – в качестве флюсов.
7. Лазерная сварка чугуна является безопасным и высококачественным методом. Для получения швов без трещин применяется две разновидности сваривания:
- Лазерная сварка с индукционным нагревом, который осуществляется предварительно или во время сварочных работ. Нагрев позволяет повысить контроль рабочего процесса, в частности снять переходные напряжения; ограничить возникновение трещин; уменьшить излишнюю твердость наплавленного металла; повысить скорость сваривания.
- Лазерная сварка с присадкой эффективна не только при соединении чугунных изделий друг с другом, но и для надежной сварки чугуна и различных типов сталей: конструкционные, цементованные, закаленные. Данная технология подходит для сварки корпусов, элементов шестерен, осей и других деталей в автомобильной промышленности и машиностроении.
 Нагрев позволяет повысить контроль рабочего процесса, в частности снять переходные напряжения; ограничить возникновение трещин; уменьшить излишнюю твердость наплавленного металла; повысить скорость сваривания.
Нагрев позволяет повысить контроль рабочего процесса, в частности снять переходные напряжения; ограничить возникновение трещин; уменьшить излишнюю твердость наплавленного металла; повысить скорость сваривания.8. Контактная сварка применяется для работы с чугунными трубами, подразумевает оплавление и предварительный нагрев концов конструкции. Это предупредит образование закалочных структур. Сварные швы характеризуются достаточно высокой плотностью.
9. Плазменная пайко-сварка чугуна. Для удаления графита из структуры чугуна, который затрудняет смачивание рабочей поверхности расплавленным припоем, используется пескоструйная обработка. Паяемые поверхности следует подготовить – обработать флюсом № 209 или 284 при температуре 600-700°С. Затем изделие необходимо обезжирить ацетоном, бензином или раствором щелочи. Пайка проводится паяльником или газовой горелкой с применением флюсов на основе хлористого цинка. При низкотемпературной пайке используются оловянно-свинцовые или другие легкоплавкие припои, при высокотемпературной – припои на основе меди или серебряные припои.
Паяемые поверхности следует подготовить – обработать флюсом № 209 или 284 при температуре 600-700°С. Затем изделие необходимо обезжирить ацетоном, бензином или раствором щелочи. Пайка проводится паяльником или газовой горелкой с применением флюсов на основе хлористого цинка. При низкотемпературной пайке используются оловянно-свинцовые или другие легкоплавкие припои, при высокотемпературной – припои на основе меди или серебряные припои.
Наплавка чугуна
Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
МНЧ-2, применяется для ответственных стыков, наплавка выполняется без подогрева.
ОЗЖН-1 предназначены для осуществления работ по заделке серьезных дефектов.
ОЗЧ-2 используются для наплавления ковкого и серого чугуна.
Технология наплавки чугуна представлена в статье “Наплавка металла: электродом и другие”.
Газовая наплавка осуществляется с помощью теплоты, выделяемой при горении смеси ацетилена (заменителей ацетилена) и кислорода. В качестве расходных материалов используются литые прутки и флюсы.
В качестве расходных материалов используются литые прутки и флюсы.
Техника безопасности
Выполнение сварки в производственных условиях требует, чтобы исполнитель был аттестован для осуществления соответствующего вида работ.
Участок горячей сварки должен быть оснащен специальным оборудованием, которое выполняет функцию удаления пыли, выделяющейся при сварке.
Также существуют общие правила, которых необходимо придерживаться как профессиональным сварщикам, так и домашним мастерам:
- Сварочный аппарат должен иметь заземление, что гарантирует безопасность исполнителю.
- Обязательно использование индивидуальных средств защиты.
- Электросварка в домашних условиях должна проводиться в хорошо проветриваемом и освещенном помещении.
как выбрать и ухаживать за чугунной варочной плитой для печи
ГлавнаяРазноеКак заварить чугунную плиту на печи в домашних условиях
Что делать с треснувшей чугунной плитой
Тот, кто пользовался печами с кухонными плитами, знает, что со временем последние раскалываются как вдоль, так и поперек. Раньше такие плиты просто выбрасывали и ставили новые, благо, что была возможность их купить. Сейчас, когда оказались дефицитными и чугунные плиты, встал вопрос: что в этом случае делать? Ведь эксплуатировать плиту из половинок, четвертинок и так далее очень неудобно, так как от нагревания и охлаждения щели постоянно расходятся и требуется их все время сдвигать. Поэтому, чтобы продлить срок службы расколовшейся плиты, я отдельные ее части связываю проволокой.
Раньше такие плиты просто выбрасывали и ставили новые, благо, что была возможность их купить. Сейчас, когда оказались дефицитными и чугунные плиты, встал вопрос: что в этом случае делать? Ведь эксплуатировать плиту из половинок, четвертинок и так далее очень неудобно, так как от нагревания и охлаждения щели постоянно расходятся и требуется их все время сдвигать. Поэтому, чтобы продлить срок службы расколовшейся плиты, я отдельные ее части связываю проволокой.
В нужных местах плиты (рис. 1) просверливаю попарно(друг напротив друга) отверстия диаметром Змм, располагая их от края трещины на расстоянии 1,5…2мм. В парные отверстия вставляю стальную проволоку (2. ..2,5 мм в диаметре) и скручиваю ее концы снизу плиты. Чтобы изгиб проволоки на краю отверстия не так «горбатился», сверху отверстия делаю фаску.
Теперь отдельные фрагменты плиты от нагревания и охлаждения не расходятся. Замечу также,что проволока, выступающая на поверхности плиты, совсем не мешает ставить на плиту кастрюли.
Еще хотел бы поделиться одной маленькой хитростью. Всем, кому когда-либо приходилось разбивать большие куски угля, знает, что во время подобной операции осколки разлетаются в разные стороны, что неприятно во всех отношениях.
Чтобы избежать всего этого, я сделал небольшое приспособление из голенищ отживших свое старых резиновых сапог. Отделив головки, я разрезал вдоль оба голенища, после чего скрепил (сшил) получившиеся куски тонкой проволокой (можно и шпагатом). В результате получился резиновый «чехол безопасности» без дна (рис. 2). В верхней части чехла я вырезал «лепесток», чтобы было удобнее держать левой рукой чехол при раскалывании угля.
Измельчение угля происходит следующим образом. Резиновый чехол надеваю на кусок угля и, придерживая его левой рукой за «лепесток», бью молотком по куску. Осколки уже не разлетаются, следовательно, техника безопасности соблюдается. Да, забыл сказать, что в чехле предусмотрена прорезь для рукоятки молотка. Она делается примерно на половину высоты голенища, сверху прорезь немного расширена.
usamodelkina.ru
Плита варочная чугунная для печи с одной или двумя конфорками
Варочные чугунные поверхности используют в печах, работающих на дровах. Они служат для отопления помещения и приготовления еды.
Чугун обладает способностью равномерно прогреваться по всей поверхности и медленно отдавать тепло, обогревая помещение.
Google+
Vkontakte
Odnoklassniki
Два вида чугунных плит для печи
Материалом для них служит серый чугун марки СЧ. Он хорошо отливается в формы и имеет достаточный запас прочности и упругости. Для повышения характеристик в состав добавляют присадки кремния, серы и марганца, а содержание углерода около 2%.
Литье из чугуна не боится высоких температур и сохраняет форму при любой степени нагрева. Поверхность не окисляется и не ржавеет со временем из-за прочной оксидной пленки, образующейся в процессе отливки.
Плиты встречаются цельные и разборные. Разборные состоят из нескольких колец с небольшим тепловым зазором. Он необходим для правильной компенсации температурного режима.
Он необходим для правильной компенсации температурного режима.
Монолитная поверхность с конфорками
Это цельнолитой лист металла толщиной не менее 8 мм. В нем могут быть оборудованы конфорки фиксированного размера (углубления или выступы в местах приготовления пищи). Глухие плиты выемок не имеют. Варочные поверхности такого типа самые простые в установке и имеют невысокую стоимость, поэтому очень популярны в недорогих печах.
Важно! Из-за того, что нет открытых конфорок чтобы согреть в чайнике или кастрюле приходится прогревать всю плиту, а это лишний расход топлива.
Недостатки цельных плит:
- невозможность регулировать температуру в конфорке, приходится прогревать всю поверхность;
- отсутствие зазоров делает плиту очень чувствительной к сильному нагреву.
Разборная чугунная конструкция
ogon.guru
Установка чугунной варочной плиты в печь — Строим сами
Установка печной плиты в печь – вариант не новый, но не теряющий и сегодня своей актуальности. Чугунная плита, само по себе, будет отличным элементом теплоотдачи печи, а второй функцией ее будет возможность приготовления пищи во время топки.
Чугунная плита, само по себе, будет отличным элементом теплоотдачи печи, а второй функцией ее будет возможность приготовления пищи во время топки.
Да, сегодня существует масса других, более современных способов организации в доме кухонного оборудования, однако чугунная плита в печи остается одним из не теряющих своей популярности вариантов.
К тому же, не обязательно устанавливать в новую печь старую, видавшую виды, плиту. На http://svt-ukraine.com.ua/plity вы найдете несколько современных вариантов варочных настилов для печи, которые вы можете использовать.
Характеристика современных чугунных плит для печей
Чугунные плиты, они же варочные настилы, монтируются непосредственно на верхнюю горизонтальную поверхность печи. Чугунная плита обладает инерционной теплоотдачей.
Когда в печи горит топливо (дрова, уголь, торф), чугунная плита хорошо раскаляется и потом долго остается горячей, отдавая тепло. Когда чугун нагрелся, его можно использовать в качестве варочной панели.
Современные чугунные плиты для установки на печь имеют ряд характеристик, выгодно отличающих их от других подобных вариантов.
- Чугун, используемый для литья плиты, обладает повышенной прочностью.
- За счет того, что в состав материала входит также ряд химических веществ, улучшаются физические характеристики изделия.
- На протяжении всего срока службы чугун не деформируется, не трескается и хорошо переносит высокие температуры.
- Чугунная плита устойчива к перепадам температур, сохраняя свой внешний вид и изначальные эксплуатационные свойства.
- Плиты для установки на печь не подвержены коррозии.
В целом, все чугунные плиты для печей делятся на две группы: сборные и цельные. И в том, и в другом случае, изделие может служить в качестве теплопроводника, равномерно прогревающего воздух в комнате, и в качестве конфорки для приготовления пищи.
Сборная чугунная плита представляет собой панель с установленными на нее кольцами, которые входят друг в друга. Регулируя количество колец и их диаметр, вы можете подобрать оптимальный вариант, в зависимости от того, на какой посуде вы готовите.
Регулируя количество колец и их диаметр, вы можете подобрать оптимальный вариант, в зависимости от того, на какой посуде вы готовите.
У такого варианта есть одно важное преимущество – тепловые зазоры, которые позволяют плите прогреваться равномерно, не деформируясь под воздействием высоких температур.
Цельная плита за счет отсутствия тепловых зазоров, менее надежна при использовании. Чугун может расширяться под воздействием слишком высокой температуры и деформироваться. Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно.
Если при выборе плиты для печи вам на глаза попалась модель с литым орнаментом или узором, приглядитесь к такому варианту внимательнее. За счет узоров теплоотдача плиты возрастает, что положительно сказывается на ее функциональности.
Особенности установки чугунной плиты в печь
Установка чугунной плиты на печь – дело серьезное. Нарушение технологии и неправильный подбор материалов может привести к тому, что при первой же топке плита деформируется или треснет из-за расширения.
Да, чугунные печные плиты обладают повышенной стойкостью, но не стоит забывать, что при нагреве они расширяются, что должно быть учтено мастером при установке.
Нельзя устанавливать плиту впритык к материалу, из которого сделана сама печь. Как правило, это кирпич. Но кирпич расширяется под воздействием высоких температур иначе. Если не оставить зазора между кладкой и плитой, либо кирпичи, либо чугун не прослужат долго, так как металлу просто некуда будет расширяться.
- Нельзя наглухо замуровывать плиту в кладку.
- Между кирпичной кладкой и плитой должен оставаться зазор приблизительно в 5мм по периметру.
- Обмазывать зазор раствором не нужно – он необходим для того, чтобы плите было куда расширяться. Это сохранит в целости и чугунную плиту, и саму кладку печи.
- При монтаже чугунной плиты используется особый жидкий глиноасбестовый раствор. Он делает фиксацию плиты на печи крепче.
Помните о том, что устанавливать варочную чугунную плиту необходимо по уровню, иначе приготовление пищи на ней станет затруднительным. Чем меньше конфорка плиты, тем ближе она должна находиться непосредственно к топке. Объясняется это тем, что маленькая конфорка быстрее нагревается, но и быстрее остывает. Такое правило действует для вашего же удобства.
Чем меньше конфорка плиты, тем ближе она должна находиться непосредственно к топке. Объясняется это тем, что маленькая конфорка быстрее нагревается, но и быстрее остывает. Такое правило действует для вашего же удобства.
Первая топка производится по особой схеме. Не надейтесь, что сразу после установки вы сможете готовить на новой плите. Для снятия внутреннего напряжения чугуна в первый раз его прогревают медленно и основательно.
Если вы не уверены, что сможете установить плиту по всем правилам, лучше довериться в этом вопросе профессионалам.
На сайте компании «SVT» http://svt-ukraine.com.ua/lyuki-dlya-zoly вы найдете еще больше полезных изделий для строительства функциональной печи в доме.
dom-dacha-svoimi-rukami.ru
Виды чугунных плит для печи
Чугунные плиты – изделия, которые используют в работающих на дровах печах. Модели выполняют не только функцию варочной панели, но и обогрева помещения.
Модели выполняют не только функцию варочной панели, но и обогрева помещения.
Из–за свойств металла чугунная поверхность медленно отдает тепло и равномерно прогревается. Изделия изготавливают из серого чугуна марки СЧ 15–20 методом литья. Материал отличается запасом упругости и прочности. Преобладающую долю в составе занимают железо и углерод. Для улучшения характеристик добавляют кремний, фосфор, марганец и серу. Литье чугуна не ржавеет, долго служит и сохраняет форму даже при самых высоких температурах.
Содержание статьи:
- Виды чугунных плит для печи
- Сборные плиты
- Цельные плиты
- Особенности установки плиты на печь
- Как выбрать плиту
- Размер
- Количество конфорок
- Внешний вид
- Преимущества чугунных плит
- Сравнение со стальной плитой
- Как ухаживать за плитой: правила эксплуатации
Чугунные плиты бывают цельные и сборные. Первые не имеют зазоров и открытых конфорок: у таких моделей нельзя регулировать температуру. Сборные изделия более надежны, не боятся высоких температур, но стоят дороже.
Первые не имеют зазоров и открытых конфорок: у таких моделей нельзя регулировать температуру. Сборные изделия более надежны, не боятся высоких температур, но стоят дороже.
Плита состоит из колец разного размера, которые складываются в «цельную» поверхность. При необходимости пользователь может регулировать размер конфорки, снимая и надевая отдельные кольца.
Благодаря межкольцевым зазорам чугун не деформируется и не расширяется при нагревании. Для повышения прочности и эффективности некоторые изделия оснащают ребрами жесткости (располагаются внизу изделия).
Цельные модели представляют собой цельнолитой лист чугуна. В нем могут быть оборудованы 1–2 конфорки. Изделия практически не имеют расширительных зазоров, поэтому считаются менее эффективными и чувствительными к сильному нагреву. За счет накаливания чугун расширяется, что может привести к деформации.
К тому же, цельные поверхности нельзя разбирать, регулировать температуру нагрева посуды. Основе преимущество – демократичная стоимость.
Основе преимущество – демократичная стоимость.
Перед установкой необходимо учесть, что материалы печи и плиты расширяются при нагревании. При повышенных температурах кирпичная и чугунная поверхность ведут себя по–разному. Ни в коем случае не стоит замуровывать плиту в печную кладку: это существенно сократит срок службы изделия.
Важно учитывать следующие правила:
- При монтаже чугунной плиты в печи достаточно оставить зазор в размере 5–7 мм. Тогда кирпич не повредит кладку.
- Используйте раствор из асбестовой крошки и глины для фиксации плиты на печь. Приготовить его можно самостоятельно: достаточно смешать компоненты, а затем добавить воду. Оптимальной считается консистенция жидкой сметаны.
- Укладывайте печь по уровню. Самую большую конфорку желательно расположить над топкой.
- Для повышения надежности закрепите верхний ряд кладки стальным уголком.
- После высыхания растопите печь до температуры 600 градусов. Это займет 6–8 часов. Каждые 60 минут температура будет повышаться на 78–85 градусов. Плавный нагрев усилит прочность чугуна, снимет внутреннее напряжение и предотвратит образование трещин.
 Это займет 6–8 часов. Каждые 60 минут температура будет повышаться на 78–85 градусов. Плавный нагрев усилит прочность чугуна, снимет внутреннее напряжение и предотвратит образование трещин.
Это займет 6–8 часов. Каждые 60 минут температура будет повышаться на 78–85 градусов. Плавный нагрев усилит прочность чугуна, снимет внутреннее напряжение и предотвратит образование трещин.Правильный монтаж – гарантия длительного срока службы. Установку чугунной плиты лучше доверить профессионалам.
Выбирая чугунную плиту, важно обратить внимание на размер варочной поверхности. Кроме того, необходимо учесть количество конфорок и внешний вид изделия.
Чугунные поверхности бывают квадратной или прямоугольной формы. Большей популярностью пользуется второй вариант. Подбирать изделие из чугуна необходимо в соответствии с размерами печи. Чаще всего производители выпускают следующие модели:
- 340 х 410 мм;
- 410 х 660 мм;
- 410 х 710 мм;
- 340 х 510 мм;
- 340 х 585 мм.
Толщина изделия стандартная – от 8 до 17 мм. Если вы планируете использовать габаритную, тяжелую посуду, лучше сделать выбор в пользу поверхностей с большой толщиной.
Обычно плиты оснащаются двумя конфорками. В ассортименте представлены модели с 1–6 чугунными кольцами.
Можно приобрести цельные чугунные плиты без отверстий. Однако, в этом случае поверхность будет нагреваться медленнее.
Выбирая поверхность из чугуна, обратите внимание на внешний вид. Качественная плита имеет гладкую, ровную поверхность. Изделие весит от 10 до 55 кг. Если во время осмотра вы заметили небольшие царапины или потертости, от покупки лучше отказаться.
Чугунные варочные поверхности:
- Устойчивы к скачкам температур. За счет химических компонентов (серы, фосфора, марганца) усиливаются химико–физические показатели чугуна.
- Долговечны и прочны. Варочная панель сохраняет первоначальный внешний вид и качественные характеристики на протяжении всего срока эксплуатации.
- Не подвергаются воздействию коррозии. Сразу же после литься панели из чугуна покрывают слоем ржавчины, за счет чего поверхность становится невосприимчива к коррозии.
- Отличаются хорошей теплоотдачей. Физические характеристики чугуна лучше, чем у стали.
- Кроме того, чугунные плиты не так сильно сушат воздух в помещении. Вам не придется приобретать увлажнитель.

Многих покупателей интересуют отличия стальных и чугунных поверхностей:
- По сравнению с чугунными плитами поверхности из стали достаточно быстро нагреваются до заданной пользователем температуры, после выключения — быстро остывают.
- Стальные плиты имеют меньший вес. В среднем изделия из чугуна весят в 7 раз больше, чем стальные аналоги. Их сложнее устанавливать. Однако, плиты из стали не способны выдерживать повышенных нагрузок. Если вы планируете использовать тяжелую посуду, лучше сделать выбор в пользу изделий из чугуна.
- Стальные модели дешевле чугунных. Это объясняется более низким сроком службы. Если бюджет позволяет, лучше приобрести варочную поверхность из чугуна.
- В стальных моделях передача тепла происходит методом конвекции.

Поверхности из чугуна рассчитаны для применения в бытовых печах. Залог долговечности изделия – правильная первая топка. Необходимо разогреть печь в течение 6–8 часов (закладывая маленькие поленья и постепенно добавляя большие), после – дать поверхности остыть естественным путем.
Соблюдение правил эксплуатации продлит срок службы изделия.
Важно!!!
- Не допускать попадания воды и других жидкостей на раскаленную поверхность.
- Не использовать посуду с диаметром меньше диаметра конфорки.
- Исключить любые виды повреждений (сколы, потертости, царапины). Чугун – неприхотливый, но хрупкий материал. Образовавшиеся трещины нельзя заварить – владельцу необходимо приобрести новую плиту.
- Не пытаться удалить коррозию при помощи специальных средств. Через некоторое время ржавчина исчезнет сама.
- Не перегружать чугунную поверхность.
- Не допускать резких температурных перепадов во время топки.

В процессе эксплуатации чугунный настил не нужно обрабатывать специальными бытовыми средствами. По мере надобности достаточно протирать поверхность влажной тряпкой (при условии, что конфорки остыли). Крошки и остатки пищи убираются жесткой губкой. Нельзя использовать растворители, ацетон, а также растворы с высоким содержанием кислот.
Заполните основное правило: посуда ставится на холодную конфорку. Разогревать поверхность без посуды нельзя. И наоборот – после приготовления пищи сначала остужают варочную поверхность, а затем снимают посуду.
виды, характеристики, установка и эксплуатация
Чугунная плита для печи, называемая также варочным настилом, позволяет приготовить пищу и улучшает обогрев помещения. Благодаря свойствам чугуна у панели инерционная теплоотдача: в процессе медленного остывания поверхности осуществляется равномерный прогрев дома либо дачи. Чтобы плитка прослужила долго, не теряя полезных качеств, нужно ответственно подойти к ее выбору и монтажу.
Содержание
- Характеристики чугунной плиты
- Разновидности варочных настилов из чугуна
- Сборные плиты
- Цельные плиты
- Критерии выбора варочной поверхности
- Тонкости установки
- Правила ухода и эксплуатации
Характеристики чугунной плиты
Варочная поверхность устанавливается горизонтально на печьВарочный настил устанавливается сверху на горизонтальную плоскость печи. Его изготавливают путем литья из серого чугуна марки СЧ 15-20. Этот прочный и огнеупорный металл – железо-углеродный сплав, куда входят еще кремний, фосфор, марганец и сера. Эти примеси существенно повышают физические и химические показатели металла.
Чугунная варочная поверхность для печи отличается такими качествами:
- Стойкость к температурным скачкам. Изделие не деформируется при следовании правилам использования.
- Антикоррозийные характеристики. Сразу после литья панели покрываются слоем ржавчины, благодаря чему они становятся невосприимчивы к коррозии.
- Большой вес. Чугунные плиты – тяжелые, что придает им устойчивость.

К качеству изделия предъявляются такие требования, как ровность поверхности, отсутствие царапин, сколов и прочих повреждений.
Разновидности варочных настилов из чугуна
Независимо от комплектации все плитки отлично исполняют функцию теплообмена, на них можно готовить еду. Варочные настилы бывают двух типов – сборные и цельные. Отличие первых в тепловых зазорах между деталями, за счет которых происходит компенсация расширения нагреваемого металла. Но у каждого типа есть и дополнительные особенности.
Сборные плиты
Конструктивно они выглядят как металлические панели с несколькими кольцами различного диаметра, которые устанавливаются друг в друга. В итоге получается единая плоскость. Плиты сборные печные могут иметь от одной до шести конфорок, причем можно варьировать их величину для определенной посуды путем снятия и надевания колец.
Чугунные сборные плиты для печки характеризуются долгим эксплуатационным периодом и стойкостью к температурным перепадам.
 За счет межкольцевых зазоров чугун, который расширяется при нагревании, не деформируется и не повреждается.
За счет межкольцевых зазоров чугун, который расширяется при нагревании, не деформируется и не повреждается.Чтобы сделать изделия более прочными, их изнутри оснащают ребрами жесткости. Значительное достоинство подобного дополнения – повышение температуры панели и увеличение эффективности.
Цельные плиты
Это листы чугуна с одной либо двумя круглыми конфорками постоянного сечения. Также есть глухие модели, представляющие собой цельный бесконфорочный лист. Цельные модели почти не имеют расширительных зазоров, из-за чего она не так практична и долговечна, как сборный аналог. Из-за отсутствия свободного пространства может произойти деформация нагревающейся панели. Но есть у плит цельного типа для печи преимущества – простота установки и невысокая цена в сравнении со сборными.
Цельная плита Сборная плитаКритерии выбора варочной поверхности
Чугунная плита четырехкомфорнаяДля начала оценивают размеры панели. Это делается на этапе возведения печки по чертежам или уже после, если плитку предполагается встроить в готовое изделие. Поверхности из чугуна исполняются в квадратной либо прямоугольной форме. Чаще всего их выпускают следующих размеров:
Поверхности из чугуна исполняются в квадратной либо прямоугольной форме. Чаще всего их выпускают следующих размеров:
- 340х410 мм;
- 340х510 мм;
- 340х585 мм;
- 410х660 мм;
- 410х710 мм.
По толщине поверхности производятся от 8 до 17 мм – критерий важно учитывать, если посуда для готовки габаритная и тяжелая. Масса панели составляет от 10 до 55 кг.
Число конфорок чугунных для разных печей зависит от габаритов листа и желания владельца: есть одноконфорочные варианты, есть изделия с шестью точками нагрева. Для нестандартной печи в специализированном магазине можно сделать заказ на производство чугунной поверхности по индивидуальным размерам. Но ее стоимость гораздо больше, чем стандартной плиты.
Стоит учитывать качество и состав материала, использованного для изготовления панели. При обнаружении на поверхности сколов, царапин и иных изъянов лучше отказаться от приобретения.
Выпуском поверхностей для варки занимаются отечественные и иностранные изготовители. Из последних пользуются спросом изделия финского бренда Pisla. К примеру, хорошо себя зарекомендовала двухконфорочная плита печная чугунная НТТ 3A черного цвета 985 x 650 мм. Дополнительно компания предлагает отлив чугунных изделий для каминов. Отечественное производство не отстает от своих зарубежных конкурентов. Самые популярные российские изготовители – НМК, «Литком», «Русское литье», «Печное литье Россия», «СибСтальШар».
Из последних пользуются спросом изделия финского бренда Pisla. К примеру, хорошо себя зарекомендовала двухконфорочная плита печная чугунная НТТ 3A черного цвета 985 x 650 мм. Дополнительно компания предлагает отлив чугунных изделий для каминов. Отечественное производство не отстает от своих зарубежных конкурентов. Самые популярные российские изготовители – НМК, «Литком», «Русское литье», «Печное литье Россия», «СибСтальШар».
Тонкости установки
Между кирпичом и плитой оставляют зазоры, чтобы расширение металла не разрушило кладкуПри монтаже нужно учитывать тепловое расширение различных материалов. К примеру, на кирпич и чугун абсолютно по-разному оказывают влияние высокие температуры. Если при монтаже варочный настил будет впритирку замурован в кладку, скоро такая печь просто развалится в результате расширения металла.
Установка плитки на кирпичную печку:
- Между отопительной конструкцией и панелью оставляют горизонтальный 5-миллиметровый зазор. Благодаря ему терморасширение между объектами будет компенсироваться, увеличится период эксплуатации.
- Варочную поверхность устанавливают в строго горизонтальном положении на ровное основание – плитка не должна люфтить. Чтобы определить, нет ли отклонений по горизонту, применяют строительный уровень. Самый большой из чугунных кругов для печи располагают над топочным отсеком.
- Панель монтируют на глино-асбестовый состав. Эти материалы устойчивы к влиянию больших температур. Раствор можно сделать самим, измельчив и перемешав составляющие с водой, либо развести уже готовый покупной. По консистенции он должен быть похож на жидкую сметану. При установке следят, чтобы горизонтальные зазоры оставались пустыми, в противном случае печка быстро разрушится.
- Под основание панели прокладывают асбестовый шнур либо полотно.
- Верхний ряд кирпича, на который ставят чугунный лист, «окольцовывают» уголком из металла – это придаст конструкции прочность.

Топить печь первый раз после установки поверхности нужно особым образом: смонтировав панель, понемногу на протяжении 8 часов разогреть ее до 640 градусов, добавляя по 70–80 градусов в час.
 При достижении необходимой температуры печь остывает, пока до конца не прогорит топливо.
При достижении необходимой температуры печь остывает, пока до конца не прогорит топливо.За счет постепенного нагревания снимается внутреннее напряжение чугуна, плита для печки приобретает большую прочность. Процедура положительно влияет на дальнейшую работу печки и плитки, предотвращая изгибание и появление трещинок.
Монтаж на металлическую печку идет по тем же принципам. Но необходимо учесть, что чугун – материал тяжелый, поэтому кирпичная конструкция способна деформироваться под его весом. Требуется дополнительное укрепление печи чугунным уголком. Можно применить «подпорку» и из другого стойкого материала.
Правила ухода и эксплуатации
При попадании воды на чугунную поверхность металл может лопнутьЧугунные поверхности рассчитаны для применения на бытовых печах, для работы которых требуется твердое горючее – дрова, пеллеты или уголь. Эксплуатировать панель легко. Нужно просто протопить печку и подождать, пока конфорки нагреются.
При работе с плиткой нужно соблюдать правила:
- Не допускать попадания жидкости на раскаленную панель.
- Избегать ударов и других механических воздействий при перевозке либо при использовании.
- Не перегружать плиту.

Варочный настил не требуется обрабатывать какими-либо химическими растворами. Для ухода за ним необходимо систематически протирать остывшую панель влажной тряпочкой, подгоревшие остатки пищи убирать щеткой с жестким ворсом. Не стоит волноваться, если на чугуне в результате длительного простоя появилась ржавчина, она исчезнет, когда поверхность нагреется.
Чугун является неприхотливым материалом, но при этом у него имеются свои слабости. Основным недостатком является хрупкость. При неаккуратном обращении с изделием либо из-за ударов по нему на поверхности образуются трещины и сколы. Такую панель остается только выбросить, поскольку исправить сваркой изъяны не получится.
Как положить варочную плиту на кирпичную печь?
Прочная, но хрупкая: как выбрать и ухаживать за чугунной варочной плитой для печи
Варочные чугунные поверхности используют в печах, работающих на дровах. Они служат для отопления помещения и приготовления еды.
Они служат для отопления помещения и приготовления еды.
Чугун обладает способностью равномерно прогреваться по всей поверхности и медленно отдавать тепло, обогревая помещение.
Два вида чугунных плит для печи
Материалом для них служит серый чугун марки СЧ. Он хорошо отливается в формы и имеет достаточный запас прочности и упругости. Для повышения характеристик в состав добавляют присадки кремния, серы и марганца, а содержание углерода около 2%.
Литье из чугуна не боится высоких температур и сохраняет форму при любой степени нагрева. Поверхность не окисляется и не ржавеет со временем из-за прочной оксидной пленки, образующейся в процессе отливки.
Плиты встречаются цельные и разборные. Разборные состоят из нескольких колец с небольшим тепловым зазором. Он необходим для правильной компенсации температурного режима.
Монолитная поверхность с конфорками
Это цельнолитой лист металла толщиной не менее 8 мм. В нем могут быть оборудованы конфорки фиксированного размера (углубления или выступы в местах приготовления пищи). Глухие плиты выемок не имеют. Варочные поверхности такого типа самые простые в установке и имеют невысокую стоимость, поэтому очень популярны в недорогих печах.
Важно! Из-за того, что нет открытых конфорок чтобы согреть в чайнике или кастрюле приходится прогревать всю плиту, а это лишний расход топлива.
Недостатки цельных плит:
- невозможность регулировать температуру в конфорке, приходится прогревать всю поверхность;
- отсутствие зазоров делает плиту очень чувствительной к сильному нагреву.
Разборная чугунная конструкция
Особенностью конструкции является несколько колец разного диаметра, которые вкладываются друг в друга подобно пазлу. Убирая кольца можно подобрать оптимальный калибр конфорки под конкретную кастрюлю или сковородку.
Убирая кольца можно подобрать оптимальный калибр конфорки под конкретную кастрюлю или сковородку.
Такая схема дает немало преимуществ перед традиционной:
- Высокая надежность и жесткость поверхности. Она не боится нагревов за счет зазоров между частями конфорки, предохраняющих металл от деформации.
- Возможность регулировать интенсивность нагрева путем открытия отдельных секций. Готовка происходит на открытом огне и не требует полного нагрева всей поверхности. Таким образом, экономится время и дрова.
Важно! Посуда должна быть пригодна для использования на открытом огне. Лучше всего для этого подходит чугунная и алюминиевая посуда.
Как сделать выбор
Приобрести варочную панель из чугуна можно импортного производства, например, финские Pisla и HTT. Среди отечественных марок наибольшим спросом пользуются товары от НМК, СибСтальШар, Литком, Балезинский ЛМЗ.
Все они обладают красивым внешним видом, термостойкостью до 1000°С и экологичностью, не выделяя при нагреве вредных веществ.
Для печных плит приняты стандартные размеры под закладку: 710х410 мм, 340х410 мм, 660х410 мм, 585х340 мм и другие. Количество конфорок на типовой секции одна или две.
Толщина чугуна в дорогих плитах достигает 12 мм, а сама конструкция имеет ребра жесткости с обратной стороны. Вес составляет около 20 — 25 кг.
Правила установки
Чтобы металлическая поверхность дровяной печи служила долго, ее заделка проводится по следующим правилам:
- При монтаже плиты в кирпичную печь учитывают разные коэффициенты теплового расширения кирпича и чугуна. Достаточно оставить зазор в 5 — 7 мм по периметру, тогда она не повредит кладку.
- Для фиксации применяют раствор из глины и асбестовой крошки. Его делают самостоятельно, измельчив и смешав компоненты с водой, или разводят уже готовый из магазина. Оптимальной считается консистенция жидкой сметаны.
- Под основание плиты укладывают мягкую подложку из асбестового шнура или полотна.
 Его делают самостоятельно, измельчив и смешав компоненты с водой, или разводят уже готовый из магазина. Оптимальной считается консистенция жидкой сметаны.
Его делают самостоятельно, измельчив и смешав компоненты с водой, или разводят уже готовый из магазина. Оптимальной считается консистенция жидкой сметаны.Фото 1. Подложка под варочную плиту из мягкого негорючего теплоизолятора укладывается прямо на кирпичную кладку.
- Для надежности верхний ряд кладки закрепляют металлическим уголком.
- Установка ведется по уровню, а самую большую конфорку располагают над местом основного горения дров.
- После высыхания раствора печь понемногу протапливают до температуры в 600 — 650 градусов постепенно повышая на 70 — 80 градусов в час. Такой плавный нагрев снимет внутренние напряжения в чугуне и не позволит образоваться трещинам при последующей эксплуатации.
Внимание! Протапливать начинают небольшими щепками, постепенно добавляя крупные поленья. После нагрева до требуемой температуры печь оставляют до полного остывания.
После нагрева до требуемой температуры печь оставляют до полного остывания.
Уход за чугунной варочной плитой
Чугун — материал неприхотливый, но даже у него есть свои слабые места. Прежде всего — это природная хрупкость. Неаккуратное обращение с плитой, удары приводят к появлению трещин и сколов на поверхности. Заварить дефекты невозможно, поэтому такую плиту придется выбросить.
Горячая плоскость чувствительна к попаданию на нее жидкости. Резкое охлаждение плиты чревато появлением трещин и нарушением герметичности заделки.
Поверхность плиты не нуждается в дополнительной обработке какими-либо составами. Достаточно регулярно протирать холодную плиту влажной тряпкой, а пригоревшие остатки еды удаляют при помощи жесткой щетки. Налет ржавчины из-за долгого простоя сойдет сразу после нагрева плиты.
Для очистки поверхности популярны народные способы: сода, сода с уксусом, нашатырь и перекись водорода, горчичный порошок. Нельзя использовать горючие жидкости (растворители, ацетон) и сильнодействующие моющие средства, содержащие кислоты. Лучше всего применять механические методы очистки различными абразивными материалами.
Нельзя использовать горючие жидкости (растворители, ацетон) и сильнодействующие моющие средства, содержащие кислоты. Лучше всего применять механические методы очистки различными абразивными материалами.
Полезное видео
Ознакомьтесь с видео, в котором показано, как установить на кирпичную печь чугунную варочную плиту.
Правила безопасной эксплуатации
В обращении с чугунными плитами самой разной конструкции нельзя допускать их перегрева. Для этого используют только дрова, в крайнем случае — уголь. Жидкое топливо не подходит из-за высокой температуры горения.
Во время топки не допускать резких перепадов температуры и механических воздействий. Следить за целостностью поверхности. Трещины являются причиной попадания угарного газа в помещение и нарушают нормальную работу плиты.
Соблюдение этих нехитрых мер позволит долго и беспроблемно эксплуатировать печь с плитой из чугуна.
Тонкости выбора и установки чугунной плиты на печь
Чугунная плита для печи, называемая также варочным настилом, позволяет приготовить пищу и улучшает обогрев помещения. Благодаря свойствам чугуна у панели инерционная теплоотдача: в процессе медленного остывания поверхности осуществляется равномерный прогрев дома либо дачи. Чтобы плитка прослужила долго, не теряя полезных качеств, нужно ответственно подойти к ее выбору и монтажу.
Характеристики чугунной плиты
Варочный настил устанавливается сверху на горизонтальную плоскость печи. Его изготавливают путем литья из серого чугуна марки СЧ 15-20. Этот прочный и огнеупорный металл – железо-углеродный сплав, куда входят еще кремний, фосфор, марганец и сера. Эти примеси существенно повышают физические и химические показатели металла.
Чугунная варочная поверхность для печи отличается такими качествами:
- Стойкость к температурным скачкам. Изделие не деформируется при следовании правилам использования.
- Антикоррозийные характеристики. Сразу после литья панели покрываются слоем ржавчины, благодаря чему они становятся невосприимчивы к коррозии.
- Большой вес. Чугунные плиты – тяжелые, что придает им устойчивость.

К качеству изделия предъявляются такие требования, как ровность поверхности, отсутствие царапин, сколов и прочих повреждений.
Разновидности варочных настилов из чугуна
Независимо от комплектации все плитки отлично исполняют функцию теплообмена, на них можно готовить еду. Варочные настилы бывают двух типов – сборные и цельные. Отличие первых в тепловых зазорах между деталями, за счет которых происходит компенсация расширения нагреваемого металла. Но у каждого типа есть и дополнительные особенности.
Сборные плиты
Конструктивно они выглядят как металлические панели с несколькими кольцами различного диаметра, которые устанавливаются друг в друга. В итоге получается единая плоскость. Плиты сборные печные могут иметь от одной до шести конфорок, причем можно варьировать их величину для определенной посуды путем снятия и надевания колец.
Чугунные сборные плиты для печки характеризуются долгим эксплуатационным периодом и стойкостью к температурным перепадам. За счет межкольцевых зазоров чугун, который расширяется при нагревании, не деформируется и не повреждается.
Чтобы сделать изделия более прочными, их изнутри оснащают ребрами жесткости. Значительное достоинство подобного дополнения – повышение температуры панели и увеличение эффективности.
Цельные плиты
Это листы чугуна с одной либо двумя круглыми конфорками постоянного сечения. Также есть глухие модели, представляющие собой цельный бесконфорочный лист. Цельные модели почти не имеют расширительных зазоров, из-за чего она не так практична и долговечна, как сборный аналог. Из-за отсутствия свободного пространства может произойти деформация нагревающейся панели. Но есть у плит цельного типа для печи преимущества – простота установки и невысокая цена в сравнении со сборными.
Критерии выбора варочной поверхности
Для начала оценивают размеры панели. Это делается на этапе возведения печки по чертежам или уже после, если плитку предполагается встроить в готовое изделие. Поверхности из чугуна исполняются в квадратной либо прямоугольной форме. Чаще всего их выпускают следующих размеров:
Это делается на этапе возведения печки по чертежам или уже после, если плитку предполагается встроить в готовое изделие. Поверхности из чугуна исполняются в квадратной либо прямоугольной форме. Чаще всего их выпускают следующих размеров:
- 340х410 мм;
- 340х510 мм;
- 340х585 мм;
- 410х660 мм;
- 410х710 мм.
По толщине поверхности производятся от 8 до 17 мм – критерий важно учитывать, если посуда для готовки габаритная и тяжелая. Масса панели составляет от 10 до 55 кг.
Число конфорок чугунных для разных печей зависит от габаритов листа и желания владельца: есть одноконфорочные варианты, есть изделия с шестью точками нагрева. Для нестандартной печи в специализированном магазине можно сделать заказ на производство чугунной поверхности по индивидуальным размерам. Но ее стоимость гораздо больше, чем стандартной плиты.
Стоит учитывать качество и состав материала, использованного для изготовления панели. При обнаружении на поверхности сколов, царапин и иных изъянов лучше отказаться от приобретения.

Выпуском поверхностей для варки занимаются отечественные и иностранные изготовители. Из последних пользуются спросом изделия финского бренда Pisla. К примеру, хорошо себя зарекомендовала двухконфорочная плита печная чугунная НТТ 3A черного цвета 985 x 650 мм. Дополнительно компания предлагает отлив чугунных изделий для каминов. Отечественное производство не отстает от своих зарубежных конкурентов. Самые популярные российские изготовители – НМК, «Литком», «Русское литье», «Печное литье Россия», «СибСтальШар».
Тонкости установки
При монтаже нужно учитывать тепловое расширение различных материалов. К примеру, на кирпич и чугун абсолютно по-разному оказывают влияние высокие температуры. Если при монтаже варочный настил будет впритирку замурован в кладку, скоро такая печь просто развалится в результате расширения металла.
Установка плитки на кирпичную печку:
- Между отопительной конструкцией и панелью оставляют горизонтальный 5-миллиметровый зазор. Благодаря ему терморасширение между объектами будет компенсироваться, увеличится период эксплуатации.
- Варочную поверхность устанавливают в строго горизонтальном положении на ровное основание – плитка не должна люфтить. Чтобы определить, нет ли отклонений по горизонту, применяют строительный уровень. Самый большой из чугунных кругов для печи располагают над топочным отсеком.
- Панель монтируют на глино-асбестовый состав. Эти материалы устойчивы к влиянию больших температур. Раствор можно сделать самим, измельчив и перемешав составляющие с водой, либо развести уже готовый покупной. По консистенции он должен быть похож на жидкую сметану. При установке следят, чтобы горизонтальные зазоры оставались пустыми, в противном случае печка быстро разрушится.
 Благодаря ему терморасширение между объектами будет компенсироваться, увеличится период эксплуатации.
Благодаря ему терморасширение между объектами будет компенсироваться, увеличится период эксплуатации.Топить печь первый раз после установки поверхности нужно особым образом: смонтировав панель, понемногу на протяжении 8 часов разогреть ее до 640 градусов, добавляя по 70–80 градусов в час. При достижении необходимой температуры печь остывает, пока до конца не прогорит топливо.

За счет постепенного нагревания снимается внутреннее напряжение чугуна, плита для печки приобретает большую прочность. Процедура положительно влияет на дальнейшую работу печки и плитки, предотвращая изгибание и появление трещинок.
Монтаж на металлическую печку идет по тем же принципам. Но необходимо учесть, что чугун – материал тяжелый, поэтому кирпичная конструкция способна деформироваться под его весом. Требуется дополнительное укрепление печи чугунным уголком. Можно применить «подпорку» и из другого стойкого материала.
Правила ухода и эксплуатации
Чугунные поверхности рассчитаны для применения на бытовых печах, для работы которых требуется твердое горючее – дрова, пеллеты или уголь. Эксплуатировать панель легко. Нужно просто протопить печку и подождать, пока конфорки нагреются.
При работе с плиткой нужно соблюдать правила:
- Не допускать попадания жидкости на раскаленную панель.
- Избегать ударов и других механических воздействий при перевозке либо при использовании.
- Не перегружать плиту.

Варочный настил не требуется обрабатывать какими-либо химическими растворами. Для ухода за ним необходимо систематически протирать остывшую панель влажной тряпочкой, подгоревшие остатки пищи убирать щеткой с жестким ворсом. Не стоит волноваться, если на чугуне в результате длительного простоя появилась ржавчина, она исчезнет, когда поверхность нагреется.
Чугун является неприхотливым материалом, но при этом у него имеются свои слабости. Основным недостатком является хрупкость. При неаккуратном обращении с изделием либо из-за ударов по нему на поверхности образуются трещины и сколы. Такую панель остается только выбросить, поскольку исправить сваркой изъяны не получится.
Установка чугунной плиты в печь
Установка печной плиты в печь – вариант не новый, но не теряющий и сегодня своей актуальности. Чугунная плита, само по себе, будет отличным элементом теплоотдачи печи, а второй функцией ее будет возможность приготовления пищи во время топки.
Да, сегодня существует масса других, более современных способов организации в доме кухонного оборудования, однако чугунная плита в печи остается одним из не теряющих своей популярности вариантов.
К тому же, не обязательно устанавливать в новую печь старую, видавшую виды, плиту. На http://svt-ukraine.com.ua/plity вы найдете несколько современных вариантов варочных настилов для печи, которые вы можете использовать.
Характеристика современных чугунных плит для печей
Чугунные плиты, они же варочные настилы, монтируются непосредственно на верхнюю горизонтальную поверхность печи. Чугунная плита обладает инерционной теплоотдачей.
Когда в печи горит топливо (дрова, уголь, торф), чугунная плита хорошо раскаляется и потом долго остается горячей, отдавая тепло. Когда чугун нагрелся, его можно использовать в качестве варочной панели.
Современные чугунные плиты для установки на печь имеют ряд характеристик, выгодно отличающих их от других подобных вариантов.
- Чугун, используемый для литья плиты, обладает повышенной прочностью.
- За счет того, что в состав материала входит также ряд химических веществ, улучшаются физические характеристики изделия.
- На протяжении всего срока службы чугун не деформируется, не трескается и хорошо переносит высокие температуры.
- Чугунная плита устойчива к перепадам температур, сохраняя свой внешний вид и изначальные эксплуатационные свойства.
- Плиты для установки на печь не подвержены коррозии.
В целом, все чугунные плиты для печей делятся на две группы: сборные и цельные. И в том, и в другом случае, изделие может служить в качестве теплопроводника, равномерно прогревающего воздух в комнате, и в качестве конфорки для приготовления пищи.
Сборная чугунная плита представляет собой панель с установленными на нее кольцами, которые входят друг в друга. Регулируя количество колец и их диаметр, вы можете подобрать оптимальный вариант, в зависимости от того, на какой посуде вы готовите.
У такого варианта есть одно важное преимущество – тепловые зазоры, которые позволяют плите прогреваться равномерно, не деформируясь под воздействием высоких температур.
Цельная плита за счет отсутствия тепловых зазоров, менее надежна при использовании. Чугун может расширяться под воздействием слишком высокой температуры и деформироваться. Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно.
Если при выборе плиты для печи вам на глаза попалась модель с литым орнаментом или узором, приглядитесь к такому варианту внимательнее. За счет узоров теплоотдача плиты возрастает, что положительно сказывается на ее функциональности.
Особенности установки чугунной плиты в печь
Установка чугунной плиты на печь – дело серьезное. Нарушение технологии и неправильный подбор материалов может привести к тому, что при первой же топке плита деформируется или треснет из-за расширения.
Да, чугунные печные плиты обладают повышенной стойкостью, но не стоит забывать, что при нагреве они расширяются, что должно быть учтено мастером при установке.
Нельзя устанавливать плиту впритык к материалу, из которого сделана сама печь. Как правило, это кирпич. Но кирпич расширяется под воздействием высоких температур иначе. Если не оставить зазора между кладкой и плитой, либо кирпичи, либо чугун не прослужат долго, так как металлу просто некуда будет расширяться.
- Нельзя наглухо замуровывать плиту в кладку.
- Между кирпичной кладкой и плитой должен оставаться зазор приблизительно в 5мм по периметру.
- Обмазывать зазор раствором не нужно – он необходим для того, чтобы плите было куда расширяться. Это сохранит в целости и чугунную плиту, и саму кладку печи.
- При монтаже чугунной плиты используется особый жидкий глиноасбестовый раствор. Он делает фиксацию плиты на печи крепче.
Помните о том, что устанавливать варочную чугунную плиту необходимо по уровню, иначе приготовление пищи на ней станет затруднительным. Чем меньше конфорка плиты, тем ближе она должна находиться непосредственно к топке. Объясняется это тем, что маленькая конфорка быстрее нагревается, но и быстрее остывает. Такое правило действует для вашего же удобства.
Такое правило действует для вашего же удобства.
Первая топка производится по особой схеме. Не надейтесь, что сразу после установки вы сможете готовить на новой плите. Для снятия внутреннего напряжения чугуна в первый раз его прогревают медленно и основательно.
Если вы не уверены, что сможете установить плиту по всем правилам, лучше довериться в этом вопросе профессионалам.
Тонкости выбора и установки чугунной плиты на печь
Чугунная плита для печи, называемая также варочным настилом, позволяет приготовить пищу и улучшает обогрев помещения. Благодаря свойствам чугуна у панели инерционная теплоотдача: в процессе медленного остывания поверхности осуществляется равномерный прогрев дома либо дачи. Чтобы плитка прослужила долго, не теряя полезных качеств, нужно ответственно подойти к ее выбору и монтажу.
Характеристики чугунной плиты
Варочный настил устанавливается сверху на горизонтальную плоскость печи. Его изготавливают путем литья из серого чугуна марки СЧ 15-20. Этот прочный и огнеупорный металл – железо-углеродный сплав, куда входят еще кремний, фосфор, марганец и сера. Эти примеси существенно повышают физические и химические показатели металла.
Этот прочный и огнеупорный металл – железо-углеродный сплав, куда входят еще кремний, фосфор, марганец и сера. Эти примеси существенно повышают физические и химические показатели металла.
Чугунная варочная поверхность для печи отличается такими качествами:
- Стойкость к температурным скачкам. Изделие не деформируется при следовании правилам использования.
- Антикоррозийные характеристики. Сразу после литья панели покрываются слоем ржавчины, благодаря чему они становятся невосприимчивы к коррозии.
- Большой вес. Чугунные плиты – тяжелые, что придает им устойчивость.
К качеству изделия предъявляются такие требования, как ровность поверхности, отсутствие царапин, сколов и прочих повреждений.
Разновидности варочных настилов из чугуна
Независимо от комплектации все плитки отлично исполняют функцию теплообмена, на них можно готовить еду. Варочные настилы бывают двух типов – сборные и цельные. Отличие первых в тепловых зазорах между деталями, за счет которых происходит компенсация расширения нагреваемого металла. Но у каждого типа есть и дополнительные особенности.
Но у каждого типа есть и дополнительные особенности.
Сборные плиты
Конструктивно они выглядят как металлические панели с несколькими кольцами различного диаметра, которые устанавливаются друг в друга. В итоге получается единая плоскость. Плиты сборные печные могут иметь от одной до шести конфорок, причем можно варьировать их величину для определенной посуды путем снятия и надевания колец.
Чугунные сборные плиты для печки характеризуются долгим эксплуатационным периодом и стойкостью к температурным перепадам. За счет межкольцевых зазоров чугун, который расширяется при нагревании, не деформируется и не повреждается.
Чтобы сделать изделия более прочными, их изнутри оснащают ребрами жесткости. Значительное достоинство подобного дополнения – повышение температуры панели и увеличение эффективности.
Цельные плиты
Это листы чугуна с одной либо двумя круглыми конфорками постоянного сечения. Также есть глухие модели, представляющие собой цельный бесконфорочный лист. Цельные модели почти не имеют расширительных зазоров, из-за чего она не так практична и долговечна, как сборный аналог. Из-за отсутствия свободного пространства может произойти деформация нагревающейся панели. Но есть у плит цельного типа для печи преимущества – простота установки и невысокая цена в сравнении со сборными.
Цельные модели почти не имеют расширительных зазоров, из-за чего она не так практична и долговечна, как сборный аналог. Из-за отсутствия свободного пространства может произойти деформация нагревающейся панели. Но есть у плит цельного типа для печи преимущества – простота установки и невысокая цена в сравнении со сборными.
Критерии выбора варочной поверхности
Для начала оценивают размеры панели. Это делается на этапе возведения печки по чертежам или уже после, если плитку предполагается встроить в готовое изделие. Поверхности из чугуна исполняются в квадратной либо прямоугольной форме. Чаще всего их выпускают следующих размеров:
- 340х410 мм;
- 340х510 мм;
- 340х585 мм;
- 410х660 мм;
- 410х710 мм.
По толщине поверхности производятся от 8 до 17 мм – критерий важно учитывать, если посуда для готовки габаритная и тяжелая. Масса панели составляет от 10 до 55 кг.
Число конфорок чугунных для разных печей зависит от габаритов листа и желания владельца: есть одноконфорочные варианты, есть изделия с шестью точками нагрева. Для нестандартной печи в специализированном магазине можно сделать заказ на производство чугунной поверхности по индивидуальным размерам. Но ее стоимость гораздо больше, чем стандартной плиты.
Для нестандартной печи в специализированном магазине можно сделать заказ на производство чугунной поверхности по индивидуальным размерам. Но ее стоимость гораздо больше, чем стандартной плиты.
Стоит учитывать качество и состав материала, использованного для изготовления панели. При обнаружении на поверхности сколов, царапин и иных изъянов лучше отказаться от приобретения.
Выпуском поверхностей для варки занимаются отечественные и иностранные изготовители. Из последних пользуются спросом изделия финского бренда Pisla. К примеру, хорошо себя зарекомендовала двухконфорочная плита печная чугунная НТТ 3A черного цвета 985 x 650 мм. Дополнительно компания предлагает отлив чугунных изделий для каминов. Отечественное производство не отстает от своих зарубежных конкурентов. Самые популярные российские изготовители – НМК, «Литком», «Русское литье», «Печное литье Россия», «СибСтальШар».
Тонкости установки
При монтаже нужно учитывать тепловое расширение различных материалов. К примеру, на кирпич и чугун абсолютно по-разному оказывают влияние высокие температуры. Если при монтаже варочный настил будет впритирку замурован в кладку, скоро такая печь просто развалится в результате расширения металла.
К примеру, на кирпич и чугун абсолютно по-разному оказывают влияние высокие температуры. Если при монтаже варочный настил будет впритирку замурован в кладку, скоро такая печь просто развалится в результате расширения металла.
Установка плитки на кирпичную печку:
- Между отопительной конструкцией и панелью оставляют горизонтальный 5-миллиметровый зазор. Благодаря ему терморасширение между объектами будет компенсироваться, увеличится период эксплуатации.
- Варочную поверхность устанавливают в строго горизонтальном положении на ровное основание – плитка не должна люфтить. Чтобы определить, нет ли отклонений по горизонту, применяют строительный уровень. Самый большой из чугунных кругов для печи располагают над топочным отсеком.
- Панель монтируют на глино-асбестовый состав. Эти материалы устойчивы к влиянию больших температур. Раствор можно сделать самим, измельчив и перемешав составляющие с водой, либо развести уже готовый покупной. По консистенции он должен быть похож на жидкую сметану. При установке следят, чтобы горизонтальные зазоры оставались пустыми, в противном случае печка быстро разрушится.
 При установке следят, чтобы горизонтальные зазоры оставались пустыми, в противном случае печка быстро разрушится.
При установке следят, чтобы горизонтальные зазоры оставались пустыми, в противном случае печка быстро разрушится.Топить печь первый раз после установки поверхности нужно особым образом: смонтировав панель, понемногу на протяжении 8 часов разогреть ее до 640 градусов, добавляя по 70–80 градусов в час. При достижении необходимой температуры печь остывает, пока до конца не прогорит топливо.
За счет постепенного нагревания снимается внутреннее напряжение чугуна, плита для печки приобретает большую прочность. Процедура положительно влияет на дальнейшую работу печки и плитки, предотвращая изгибание и появление трещинок.
Монтаж на металлическую печку идет по тем же принципам. Но необходимо учесть, что чугун – материал тяжелый, поэтому кирпичная конструкция способна деформироваться под его весом. Требуется дополнительное укрепление печи чугунным уголком. Можно применить «подпорку» и из другого стойкого материала.
Правила ухода и эксплуатации
Чугунные поверхности рассчитаны для применения на бытовых печах, для работы которых требуется твердое горючее – дрова, пеллеты или уголь. Эксплуатировать панель легко. Нужно просто протопить печку и подождать, пока конфорки нагреются.
Эксплуатировать панель легко. Нужно просто протопить печку и подождать, пока конфорки нагреются.
При работе с плиткой нужно соблюдать правила:
- Не допускать попадания жидкости на раскаленную панель.
- Избегать ударов и других механических воздействий при перевозке либо при использовании.
- Не перегружать плиту.
Варочный настил не требуется обрабатывать какими-либо химическими растворами. Для ухода за ним необходимо систематически протирать остывшую панель влажной тряпочкой, подгоревшие остатки пищи убирать щеткой с жестким ворсом. Не стоит волноваться, если на чугуне в результате длительного простоя появилась ржавчина, она исчезнет, когда поверхность нагреется.
Чугун является неприхотливым материалом, но при этом у него имеются свои слабости. Основным недостатком является хрупкость. При неаккуратном обращении с изделием либо из-за ударов по нему на поверхности образуются трещины и сколы. Такую панель остается только выбросить, поскольку исправить сваркой изъяны не получится.

Нюансы выбора и установки чугунной плиты для печи
Печь работает на твердом топливе (каменный или древесный уголь, торф), которое сжигается непосредственно в топке и тем самым нагревает теплоотдающие поверхности. Чугунная плита для печи является одним из таких элементов теплоотдачи, она не только способствует распространению тепла в помещении, но и используется для приготовления пищи.
Назначение и технические характеристики изделия
Чугунные печные плиты, их еще называют варочные настилы, монтируются непосредственно на верхнюю горизонтальную плоскость печи. Они используются для приготовления пищи и обогрева помещения. Данный элемент имеет инерционную теплоотдачу: раскаленная чугунная поверхность долго остывает, при этом равномерно прогревая помещение и одновременно выполняя функцию варочной панели.
Изделие производят методом литья. В качестве материала используют серый чугун марки СЧ 15-20. Этот металл является соединением железа и углерода (более 2%) и отличается высокими прочностными и огнеупорными свойствами. Также в своем составе серый чугун содержит кремний, фосфор, марганец и серу. Наличие таких примесей значительно улучшает физико-химические характеристики металла.
Также в своем составе серый чугун содержит кремний, фосфор, марганец и серу. Наличие таких примесей значительно улучшает физико-химические характеристики металла.
Чугунная плита для печи устойчива к перепадам температур, в процессе эксплуатации она не деформируется и на протяжении всего срока службы сохраняет свою целостность.
К сведению! Любые изделия из серого чугуна невосприимчивы к коррозии, так как их поверхность покрывается слоем ржавчины сразу после отливки. Именно этот «защитный» слой не позволяет проникать коррозии вглубь металла.
Виды чугунных плит для печи
Устанавливаемая на печь чугунная плита может быть сборной или цельной. В обоих случаях она одновременно выполняет роль теплопроводника и конфорки для приготовления пищи. Отличие кроется в наличии или отсутствии тепловых зазоров, которые компенсируют расширение, возникающее при нагреве металла.
Давайте рассмотрим подробнее каждый вид изделия, ознакомимся с их достоинствами и недостатками.
Сборные плиты
Сборные печные плиты состоят из нескольких чугунных колец разного диаметра, которые складываются в единую поверхность наподобие паззла.
Каждый варочный настил может быть оборудован одной или несколькими конфорками, размеры которых можно изменять (кольца снимаются/одеваются) в зависимости от диаметра используемой для приготовления посуды.
Весомое достоинство сборного настила – вертикальные тепловые зазоры, расположенные между варочными кольцами. Наличие этих небольших расстояний позволяет компенсировать расширение металла при нагреве. Благодаря этому печная плита не коробится и не деформируется в процессе эксплуатации.
Особо прочные чугунные плиты отливаются с ребрами жесткости, расположенными в нижней части. Такое дополнение увеличивает температуру нагрева варочной поверхности, тем самым повышая эффективность всей печи.
Цельные плиты
Цельная чугунная плита представляет собой плоский лист металла, на котором размещена одна или две конфорки стационарного диаметра. Кроме этого, существуют глухие печные настилы, на их поверхности конфорки вовсе не предусмотрены.
Кроме этого, существуют глухие печные настилы, на их поверхности конфорки вовсе не предусмотрены.
Малое количество или полное отсутствие тепловых зазоров делают цельную плиту менее практичной и надежной. При сильном накаливании чугун расширяется и, не имея достаточного свободного пространства, может деформироваться.
Но у цельной печной плиты есть и свои достоинства: она проста в монтаже и более приемлема по себестоимости, в сравнении со сборными плитами.
К сведению! Для увеличения показателей теплоотдачи чугунная плита может отливаться с насечкой или объемным орнаментом.
Тонкости установки плиты на печь
В первую очередь необходимо учесть особенности теплового расширения различных материалов. Например, кирпич и чугун совершенно по-разному ведут себя под воздействием высоких температур, и если вы впритык замуруете варочную плиту в кладку, то такая печь прослужит вам недолго. Она просто разрушится вследствие расширения металла.
Правильная установка печной плиты подразумевает наличие 5 мм зазора по всему периметру, без обмазки. Таким образом, при нагреве печной элемент будет иметь достаточное свободное пространство для расширения, а кирпичная кладка сохранит свою целостность.
При монтаже используют глиноасбестовый раствор жидкой консистенции. С его помощью фиксируют чугунную плиту на печи. Раствор готовят следующим образом: в разведенную с водой глину добавляют измельченный асбест, а затем, постепенно подливая жидкость, доводят соединение до состояния «жидкой сметаны».
Печная плита всегда укладывается по уровню. А конфорка с наибольшим диаметром располагается непосредственно над топкой.
Верхний ряд печной кладки закрепляется стальным уголком по всему периметру печи, таким образом усиливается прочность всей конструкции.
К сведению! После установки нового чугунного варочного настила первую топку проводят по особой схеме. Медленно, в течение 8 часов, разогревают печь до температуры порядка 600°С.
 Это значит, что каждый час температура теплоотдающих поверхностей должна повышаться на 75-85°С. Такой постепенный отжиг позволяет устранить внутреннее напряжение чугуна, что значительно усиливает его прочностные характеристики.
Это значит, что каждый час температура теплоотдающих поверхностей должна повышаться на 75-85°С. Такой постепенный отжиг позволяет устранить внутреннее напряжение чугуна, что значительно усиливает его прочностные характеристики.Установка чугунной плиты на печь – не шуточная задача. От точности монтажа напрямую зависит продолжительность эксплуатации изделия, поэтому столь ответственную работу стоит доверить профессионалам.
Видео: укладка чугунной варочной панели на печь
Сварка чугуна? | Форумы Hearth.com Главная
- #1
Мне нужен небольшой совет. У меня есть старая каталитическая плита Dutchwest FA264. Он только начал барахлить — не смог заставить его оставаться в каталитическом горении . .. Я подумал, что это должно быть каталитическое сжигание, поэтому я снял верхнюю часть и обнаружил большую трещину во внутренней верхней части. Прямо между байпасной заслонкой и сиденьем для каталитической камеры сгорания. Сможет ли это починить хороший сварщик или лучше купить новую деталь?
.. Я подумал, что это должно быть каталитическое сжигание, поэтому я снял верхнюю часть и обнаружил большую трещину во внутренней верхней части. Прямо между байпасной заслонкой и сиденьем для каталитической камеры сгорания. Сможет ли это починить хороший сварщик или лучше купить новую деталь?
Я позвонил в ВК, и новая вещь стоит более 300 долларов. Описывается как сборка — мне сегодня перезванивают с полным описанием того, что входит. Если в состав входит катализатор, то это не так уж и плохо. но…
у него отличная плита, и я бы не хотел от нее отказываться. О-это будет от 4 до 6 недель для доставки! Зима закончится!
- #2
Мне кажется, временные рамки плохие
Можно ли снять деталь с плиты, если это сборка? Причина, по которой я спрашиваю, заключается в том, что если вам нужно доставить мобильный сварочный аппарат к себе домой, я вижу, что вы легко потратите 100-150 долларов, и это может не длиться долго. Так что я бы купил новую деталь. Но если его можно удалить, и вы можете сжечь его вместе, скажем, за 50 долларов, скажем, дерзайте.
Так что я бы купил новую деталь. Но если его можно удалить, и вы можете сжечь его вместе, скажем, за 50 долларов, скажем, дерзайте.
Переключить подпись
Модель High Valley 2500
Vogelzang Highlander (в фермерском доме)
Система очистки дымохода Sooteater с 18-футовыми гибкими стержнями
Forester: выпускник Clemson со степенью бакалавра лесного хозяйства в 04 и MFR в 06
Одна сломанная 6-фунтовая кувалда, другая 8-фунтовая с головкой, которая вот-вот оторвется (Все стеклопластиковые кувалды теперь сломаны)
Дайте мне деревянную кувалду (ручка немного потерта!! Июль 2013 г.)
Дровяной сарай 16×12, я построил!
- #3
Можно сваривать. Литье не так легко сварить, как мягкую сталь, но они делают специальные стержни, которые хорошо работают, и их следует предварительно нагреть. Если вы можете вынуть деталь, я бы обзвонил и спросил у сварщиков, в сварочных мастерских. Если бы вы доставили его им, это было бы довольно простой задачей. Что-то типа «пока ждешь». Если вы можете сделать это достаточно дешево, я думаю, что возвращение в игру, так сказать, сэкономит вам достаточно на газе или мазуте, чтобы оправдать даже потенциальное временное исправление, пока вы не сможете заказать новую деталь.
Литье не так легко сварить, как мягкую сталь, но они делают специальные стержни, которые хорошо работают, и их следует предварительно нагреть. Если вы можете вынуть деталь, я бы обзвонил и спросил у сварщиков, в сварочных мастерских. Если бы вы доставили его им, это было бы довольно простой задачей. Что-то типа «пока ждешь». Если вы можете сделать это достаточно дешево, я думаю, что возвращение в игру, так сказать, сэкономит вам достаточно на газе или мазуте, чтобы оправдать даже потенциальное временное исправление, пока вы не сможете заказать новую деталь.
Переключить подпись
VC Defiant теперь обогревает кузницу
Englander NC-30 обогревает мой дом
Husky 350 : Stihl 036
20 CSS Шнур плюс-минус в зависимости от времени года
Реакции:
лиса9988- #4
Чугун иногда можно паять. Если трещина не так уж плоха, это может быть вариантом. Тем не менее, вам нужно, чтобы это делал кто-то, кто имеет опыт в пайке. Если они немного не занимались газовой сваркой, ребята из производственной сварки обычно не так хороши в этом. За 300 баксов можно попробовать.
Переключить подпись
Hearthstone Clydesdale
Stihl MS200t
Stihl MS362
Huskee 22 тонны
- #5
Да — съемный. У меня теперь печка разобрана… Сегодня утром звоню в пару сварочных мастерских, чтобы узнать цены. Я тоже думаю, что если я смогу сделать это за 50 долларов, оно того стоит, даже если это временно.
Думаю, сегодня я пойду в сварочный цех!
Спасибо за быстрые ответы
- #6
Что касается задержки доставки… честно говоря, я рад, что могу получить любые детали — этой печи 21 год! Мне сказали, что запчасти изготавливаются на заказ. Я рад, что они все еще хотят делать их и имеют формы.
- #7
Я никогда не паял чугун, но, как сказал Боб, его можно сваривать. Я использую нержавеющую сварочную проволоку или стержни при сварке отливок. Отшлифуйте трещину, просверлите отверстие на каждом конце трещины, чтобы снять напряжение с окружающего материала, предварительно нагрейте окружающую область и приступайте к ее заполнению. Я думаю, что стержни Certanium будут работать, но я всегда использовал стержни Blue Max. Благодаря высокому содержанию никеля он хорошо работает с чугуном.
Я использую нержавеющую сварочную проволоку или стержни при сварке отливок. Отшлифуйте трещину, просверлите отверстие на каждом конце трещины, чтобы снять напряжение с окружающего материала, предварительно нагрейте окружающую область и приступайте к ее заполнению. Я думаю, что стержни Certanium будут работать, но я всегда использовал стержни Blue Max. Благодаря высокому содержанию никеля он хорошо работает с чугуном.
- #8
Скотти гораздо лучший сварщик, чем я. Я полагаюсь на своего приятеля, который сделает любую техническую сварку, поскольку он ответит на этот вопрос, как Скотти, с типами стержней и прошлым опытом. Кроме того, сверлить каждый конец — отличное предложение, и я прошу прощения, что не упомянул об этом. Отливка мягкая, поэтому сверление и шлифовка будут минимальными, и я полагаю, что если их сделает опытный сварщик, вы сможете прослужить еще 20 лет, но даже если это поможет вам пережить сезон или два, вы можете припрятать несколько шекелей по пути и заказать часть без боли больших денежных затрат. Обязательно спросите об их опыте сварки литых деталей и сообщите им, что вы ищете в результате. Любой может намазать трещину кучей соплей и сделать так, чтобы она выглядела как заваренная, но только хороший сварщик сможет вернуть ее в нужное русло. Если это не является нарушением условий сделки, было бы лучше пойти со сварщиком, который, по крайней мере, звучит так, как будто он знает, что делает, даже если его цена немного выше. Держите нас в курсе результатов!!
Отливка мягкая, поэтому сверление и шлифовка будут минимальными, и я полагаю, что если их сделает опытный сварщик, вы сможете прослужить еще 20 лет, но даже если это поможет вам пережить сезон или два, вы можете припрятать несколько шекелей по пути и заказать часть без боли больших денежных затрат. Обязательно спросите об их опыте сварки литых деталей и сообщите им, что вы ищете в результате. Любой может намазать трещину кучей соплей и сделать так, чтобы она выглядела как заваренная, но только хороший сварщик сможет вернуть ее в нужное русло. Если это не является нарушением условий сделки, было бы лучше пойти со сварщиком, который, по крайней мере, звучит так, как будто он знает, что делает, даже если его цена немного выше. Держите нас в курсе результатов!!
Переключить подпись
VC Defiant теперь обогревает кузницу
Englander NC-30 обогревает мой дом
Husky 350 : Stihl 036
20 CSS Шнур плюс-минус в зависимости от времени года
Реакции:
миллео- #9
Неравномерный нагрев чугуна приводит к образованию трещин. Это относится и к сварочным работам.
Лучше всего, если вся деталь будет медленно и равномерно нагреваться перед сваркой. Затем можно использовать специальный стержень/проволоку с высоким содержанием никеля.
Он также должен медленно охлаждаться.
Изменить: вы можете проконсультироваться с местными механическими мастерскими. Им приходится регулярно иметь дело с треснувшим чугуном.
Переключить подпись
Andy
Jotul Oslo 500, Rika Integra II, Храбрый сплиттер, Nissan Leaf, Солнечная фотоэлектрическая батарея, Геотермальный тепловой насос, верхний дом с несколькими акрами земли и садом; собаки; кот, сыновья и очень терпимая жена.
«Если на Небесах нет собак, то, когда я умру, я хочу туда же, куда и они». – Уилл Роджерс
- #10
В зависимости от размера детали, посмотрите, сможете ли вы разобрать ее до наименьшего возможного размера, ее нужно долго и медленно нагревать до нужной температуры, а затем возвращать в печь для медленного охлаждения, иначе она треснет при сварка. Это не то время, когда вы ждете, если у вас нет всего дня. Например, я иногда свариваю алюминиевые сборки для своего бизнеса. Цех будет предварительно нагреваться до 350 градусов в течение 2 часов, сваривать и возвращать в печь для медленного охлаждения для минимальной деформации или внутреннего напряжения.
Переключить подпись
2 величайших ребенка в мире
Авалон Пендлтон 790 1,3 куб. футов
3 бывших жены наслаждаются моей пенсией
магазин, полный производственного оборудования, облагается налогом до смерти
- #11
Как здесь уже было сказано, главное — «профессионал», а не просто магазин со сварщиком. Не ходите в магазин глушителей, чтобы они его сварили. Прислушайтесь к совету этих парней и задайте эти вопросы или спросите, как он будет это делать, «потому что вы слышали, что литье сложно сваривать». Посмотрите, что он говорит, сделайте это несколько раз и посмотрите, какой из них звучит как совет парней. Ему не нужно вдаваться в подробности, он мог бы просто почистить концы сверла, нагреть, затем сварить и медленно охладить и т. д.
Я имею в виду, что у меня есть дешевый сварочный аппарат, но я бы не стал пытаться сваривать такую отливку. Я просто сжигаю вещи, такие как мое сельскохозяйственное оборудование, приваривая гайки к сорванным болтам или приваривая свою газонокосилку обратно вместе. Я умею сваривать лучше, чем какой-то парень, который «сделал это несколько раз лет назад», но я бы не стал делать ничего подобного из того, что у меня есть, точно так же, как я не свариваю клыки или оси прицепов.
Переключить подпись
High Valley Model 2500
Vogelzang Highlander (в фермерском доме)
Система очистки дымохода Sooteater с 18-футовыми гибкими стержнями
Forester: выпускник Clemson со степенью бакалавра лесного хозяйства в 04 и MFR в 06 Husqvarna 445 (бесплатно, со сломанной рукояткой)
Одна сломанная 6-фунтовая кувалда, одна 8-фунтовая с головкой, которая вот-вот оторвется (все кувалды из стекловолокна теперь сломаны)
Дайте мне деревянную кувалду (рукоять немного потерта!! Июль 2013 г. )
16×12 дровяной сарай, я построил!
- #12
Я бы позвонил, прежде чем провести день в дороге. Вы ищете большой сказочный магазин, в котором есть духовка, которой не будет у большинства мам и поз. Если они не сваривают чугун, довольно часто проходят мимо них. Еще один способ сузить круг поиска — позвонить в несколько магазинов сварочных материалов и спросить, не знают ли они кого-нибудь, кто занимается сваркой чугуна. Если это крупная компания, которая делает это часто, ребята из сварочного цеха будут знать, какие материалы они покупают. Обычно сваривается с 307 или 309стержень из нержавеющей стали, и никто не покупает его, просто чтобы иметь его, он стоит целое состояние. Я бы не стал шлифовать это для них, пусть они сделают подготовительную работу, поэтому, если есть проблема, это их проблема, и вы не давали им оправдания за неудачу. Сообщите мастеру, насколько велика по размеру и сколько весит деталь, чтобы они знали, поместится ли она в их печь, и сколько времени займет предварительный нагрев и охлаждение после сварки, и они также будут взимать с вас плату за это. Они не могут делать следующую работу, пока ваша в духовке, хотя некоторые тоже закапывают в песок, чтобы остыть.
Вы ищете большой сказочный магазин, в котором есть духовка, которой не будет у большинства мам и поз. Если они не сваривают чугун, довольно часто проходят мимо них. Еще один способ сузить круг поиска — позвонить в несколько магазинов сварочных материалов и спросить, не знают ли они кого-нибудь, кто занимается сваркой чугуна. Если это крупная компания, которая делает это часто, ребята из сварочного цеха будут знать, какие материалы они покупают. Обычно сваривается с 307 или 309стержень из нержавеющей стали, и никто не покупает его, просто чтобы иметь его, он стоит целое состояние. Я бы не стал шлифовать это для них, пусть они сделают подготовительную работу, поэтому, если есть проблема, это их проблема, и вы не давали им оправдания за неудачу. Сообщите мастеру, насколько велика по размеру и сколько весит деталь, чтобы они знали, поместится ли она в их печь, и сколько времени займет предварительный нагрев и охлаждение после сварки, и они также будут взимать с вас плату за это. Они не могут делать следующую работу, пока ваша в духовке, хотя некоторые тоже закапывают в песок, чтобы остыть.
Другая возможность относится к холодной сварке или сшиванию пробкой. Они сверлят концы трещины, а затем сверлят и нарезают серию отверстий по одному и врезают в них чугунную заглушку. Следующую просверливают очень близко к последней, чтобы заглушки сцеплялись с заглушкой и повторяют это до тех пор, пока не получат к концу. Это занимает очень много времени и может дорого обойтись, если трещина длинная. Вы можете даже проверить в промышленных магазинах, чтобы узнать, продают ли краны и заглушки в небольшом количестве. Когда закончили со всеми заглушками, они были отрезаны почти заподлицо.
Переключить подпись
2 величайших ребенка в мире
Авалон Пендлтон 790 1,3 куб. футов
3 бывших жены наслаждаются моей пенсией
магазин, полный производственного оборудования, облагается налогом до смерти
- №13
Джо Рэмпи сказал:
Мне нужен небольшой совет. У меня есть старая каталитическая плита Dutchwest FA264. Он только начал барахлить — не смог заставить его оставаться в каталитическом горении … Я подумал, что это должно быть каталитическое сжигание, поэтому я снял верхнюю часть и обнаружил большую трещину во внутренней верхней части. Прямо между байпасной заслонкой и сиденьем для каталитической камеры сгорания. Сможет ли это починить хороший сварщик или лучше купить новую деталь?
Я позвонил в ВК, и новая вещь стоит более 300 долларов. Описывается как сборка — мне сегодня перезванивают с полным описанием того, что входит. Если в состав входит катализатор, то это не так уж и плохо. но…
у него отличная плита, и я бы не хотел от нее отказываться.
Нажмите, чтобы развернуть…
 О-это будет от 4 до 6 недель для доставки! Зима закончится!
О-это будет от 4 до 6 недель для доставки! Зима закончится!Компания, в которой я работаю, столкнулась с той же проблемой (не с дровяной печью), и машина должна была работать. Они отправили деталь, так что магазин далеко, который специализировался на сварке литья. Короче говоря часть не удалась на второй день. Мне сказали другие главные люди, что это произошло раньше. Позже спросите у лучшего сварщика, который работает в моей компании, что он думает о сварке гипса, он сказал, что показатель успеха не так уж хорош (этот человек был богом сварки, вышел на пенсию), так что удачи, я ненавижу такие ситуации, настоящий улов 22
Переключить подпись
Задний дымоход Fisher Granpa
Отливка Vermont Resulte Acclaim
«Только тишина может заменить интеллект»
- №14
Я нашел «друга друга», у которого есть собственный магазин… похоже, он знает, что делает. Он сказал, что нагреет его в духовке до 350-400 на песочной подушке. Вытащите кастрюлю, полную песка и тарелки, сварите ее и верните в духовку… затем выключите духовку, дав ей настояться до комнатной температуры в течение 3 часов. Использование нержавеющего стержня.
Деталь размером около 18″ X 24″ 25 фунтов. Трещина идет от прямоугольного отверстия заслонки к круглому отверстию, в котором находится каталитическая камера сгорания. около 1,5 дюйма в длину. Это должна быть самая горячая часть печи. Я верну эту часть завтра 50 долларов! пусть она порвется!
Реакции:
СкоттО- №15
Все будет хорошо, мне кажется, этот парень знает, что делает. Я всегда использовал горелку для нагрева свариваемых деталей, а затем выполнял сварку, а после сварки возвращал горелку на деталь и медленно «отнимал» тепло, позволяя детали медленно остывать… ..
За свою короткую жизнь я сварил довольно много чугунных деталей….двумя наиболее «критическими» деталями были водяной коллектор водонагревателя для бассейна (который на зиму один год оставался заполненным водой и большой выброс), другой был поворотным кронштейном для старинного металлического тормоза (из тех, что гнут довольно толстую листовую сталь). Замена этого коллектора обошлась бы в несколько сотен баксов, поэтому я его починил, и он до сих пор работает, никаких утечек. Что касается этой антикварной металлической тормозной детали, то она устарела и ее невозможно было найти. Он находится в магазине моего соседа и до сих пор работает.
Как я уже сказал, это можно сделать, но главное сделать это правильно. Дайте нам знать, как у вас дела с ремонтом…
- №16
У меня был FA264CCL в течение очень долгого времени, и мне интересно, можете ли вы действительно получить эту деталь. Я бы дважды проверил эту информацию на вашем месте, поскольку я почти уверен, что они больше этого не делают. К вашему сведению, я продал эта печь за 350 долларов, и она была в хорошем состоянии. Я заменил CDW на T5, и она мне нравится гораздо больше!
Удачи!
Рэй
Переключить подпись
Pacific Energy Alderlea T-5 установлен 22.07.2011
Изолированный вкладыш Ventinox S/S установлен 22. 11.2010
11.2010
Бензопила Stihl 023
5-тонный электрический дровокол Task Force
- # 17
raybonz сказал:
Я владел FA264CCL в течение очень долгого времени, и мне интересно, можете ли вы на самом деле получить эту деталь. Я бы дважды проверил эту информацию на вашем месте, поскольку я почти уверен, что они ее больше не производят. К вашему сведению, я продал эту печь. за 350 долларов, и он был в хорошем состоянии. Я заменил CDW на T5, и он мне нравится гораздо больше!
Удачи!
РэйНажмите, чтобы развернуть…
Сегодня мне перезвонили из VC Parts — да, она давно снята с производства — я купил эту печь в 1992 году!, но я могу получить «сборку»! 300+ долларов превратились в 345 долларов, и сборка включает внутреннюю верхнюю часть, демпферную пластину, прокладки, болты и цемент . .. Мне не нужна демпферная пластина — у меня все в порядке, поэтому я собираюсь попробовать сварную пластину. Только что заказал прокладки, цемент, новую ручку… не знаю, куда делась моя — я много лет пользуюсь торцевым ключом… и новый термометр. Я надеюсь, что к тому времени, как прокладки и цемент доставят сюда, все детали будут очищены и готовы к повторной сборке. Я дам всем знать, как это происходит. Ой! Я планирую заменить все болты … они выглядят как болты с квадратным подголовком из нержавеющей стали на 1/4. Я что-то упустил?
.. Мне не нужна демпферная пластина — у меня все в порядке, поэтому я собираюсь попробовать сварную пластину. Только что заказал прокладки, цемент, новую ручку… не знаю, куда делась моя — я много лет пользуюсь торцевым ключом… и новый термометр. Я надеюсь, что к тому времени, как прокладки и цемент доставят сюда, все детали будут очищены и готовы к повторной сборке. Я дам всем знать, как это происходит. Ой! Я планирую заменить все болты … они выглядят как болты с квадратным подголовком из нержавеющей стали на 1/4. Я что-то упустил?
- # 18
К сожалению, исправление к вышесказанному — я собираюсь использовать приваренную внутреннюю крышку!
- # 19
Джо Рэмпи сказал:
Сегодня мне перезвонили из VC Parts — да, она давно снята с производства — я купил эту печь в 1992!, но я могу получить «сборку»! 300+ долларов превратились в 345 долларов, и сборка включает внутреннюю верхнюю часть, демпферную пластину, прокладки, болты и цемент … Мне не нужна демпферная пластина — у меня все в порядке, поэтому я собираюсь попробовать сварную пластину. Только что заказал прокладки, цемент, новую ручку… не знаю, куда делась моя — я много лет пользуюсь торцевым ключом… и новый термометр. Я надеюсь, что к тому времени, как прокладки и цемент доставят сюда, все детали будут очищены и готовы к повторной сборке. Я дам всем знать, как это происходит. Ой! Я планирую заменить все болты … они выглядят как болты с квадратным подголовком из нержавеющей стали на 1/4.
Нажмите, чтобы развернуть…
 Я что-то упустил?
Я что-то упустил?Я купил свой 264CCl примерно в 1988 году, и он поставлялся с 3 латунными ручками и одной ручкой решетки для встряхивания вместе с углем (которым я никогда не пользовался), хорошим набором инструментов из кованого железа, мусорным баком, дровами, перчатками для дровяной печи и запасными частями за 660 долларов США. .. Пользовался им 20 лет или около того, продал за 350 долларов и заменил перчатки в прошлом году, до сих пор пользуюсь набором инструментов из кованого железа и потерял бревновоз эоны назад … Кажется, я никогда не переставал учиться управлять этой печью, лол .. Теперь намного проще!
Переключить подпись
Pacific Energy Alderlea T-5 установлен 22.07.2011
Изолированный вкладыш Ventinox S/S установлен 22.11.2010
Бензопила Stihl 023
5-тонный электрический дровокол Task Force
- #20
Просто обновление для всех… Я собрал печь после того, как получил новые прокладки и цемент. Потихоньку разогреваю 5 огоньками. заглянул в ремонт сварки и вроде держится.
Ну вот сегодня завел и после прогрева закрыл заслонку и дал катализатору сгореть. Ого, как печка рвётся… Температура на катализаторе была около 700, а когда катализатор загорелся, потихоньку поднялась до 1400. Стоит уже 5 часов. Я думаю, я попытаюсь оставить эту малышку на несколько дней и посмотреть, что она будет делать.
Спасибо всем за советы,
Реакции:
райбонз- # 21
Мой старый голландский вест треснул и СКОРВИЛСЯ в одном и том же месте. Починить мою было некому. Он был так деформирован, когда байпас был закрыт, он все еще был открыт примерно на 2 дюйма. Надеюсь, сварной шов выдержит, но не удивляйтесь, если он начнет деформироваться там, где треснул
Переключить подпись
Lopi Liberty: лучшая дровяная печь на планете
VC Consolidated Dutchwest: 1993-2010
- # 22
Дополнение к старой ветке… Что ж, у меня еще два хороших года проработала печка CDW. Сварочный ремонт, сделанный два года назад, все еще хорош, но на прошлой неделе внутренняя задняя стенка треснула прямо под выходом дымохода.
Думаю, пора списать эту замечательную печку — из расчета 3-4 шнура в год… 1992-2015 гг. Ух ты, дрова!
Теперь выбор новой печи.
Реакции:
райбонз- # 23
Джо
Спасибо за обновление этой темы. Здесь есть хорошая информация о сварке чугуна и подводных камнях, но похоже, что это сработало для вас.
Удачи в поиске новой печки, хороших много.
Переключить подпись
Woodstock Progress и Palladian
Husky 455 Rancher пила
27-тонный сплиттер Troy-Bilt
- # 24
Джо Рэмпи сказал:
Дополнение к старой ветке… Что ж, у меня еще два хороших года отработала печка CDW. Сварочный ремонт, сделанный два года назад, все еще хорош, но на прошлой неделе внутренняя задняя стенка треснула прямо под выходом дымохода.
Думаю, пора списать эту замечательную печурку — из расчета 3-4 шнура в год… с 1992 по 2015 год. Ох уж это дрова!
Теперь выбираем новую печь.
Нажмите, чтобы развернуть…
Моя старая печь CDW прослужила много лет, и мне гораздо больше нравится эксплуатировать «новую» печь. Короткий период обучения и низкие эксплуатационные расходы Я думаю, вы будете приятно удивлены, насколько лучше многие новые печи..
Переключить подпись
Pacific Energy Alderlea T-5, установленный 22. 07.2011
07.2011
Изолированный вкладыш Ventinox S/S, установленный 22.11.2010
Бензопила Stihl 023
5-тонный электрический дровокол Task Force
Крепление чугуна без сварки – 3 метода и руководства Это жизненно важный полезный материал, используемый в самых разных целях, от печей до двигателей. По своей природе чугун хрупкий. Тем не менее, он может быть восприимчив к разрывам и трещинам, если не поддерживать его в хорошем состоянии. Трещины на чугуне могут быть вызваны температурными градиентами, сильными колебаниями температуры и физическими ударами в результате падения чугуна на твердую поверхность. Когда ваше оборудование, сделанное из чугуна, трескается, это может вызывать разочарование и стресс. К счастью, это можно исправить с меньшими затратами времени и хлопот.
Несмотря на то, что вы можете починить чугунные детали с помощью сварки, это может быть сложно, так как вы можете нанести дополнительный ущерб в процессе. Есть несколько идеальных методов, которые вы могли бы использовать для ремонта чугуна, не требующего сварки. К таким методам относятся пайка твердым припоем, использование эпоксидной замазки и использование холодного сшивания металлом.
К таким методам относятся пайка твердым припоем, использование эпоксидной замазки и использование холодного сшивания металлом.
При ремонте чугунных изделий рекомендуется использовать идеальные методы. Использование неправильной техники может привести к дальнейшему повреждению вашей работы, что сделает ремонт невозможным. Хотя сварка обычно является предпочтительным методом соединения металлических деталей, она может быть не идеальной для некоторых деталей из чугуна, требующих некоторых технических действий.
Эта статья даст вам столь необходимое понимание того, как можно крепить чугунные детали без сварки.
Давайте приступим.
Как закрепить чугун с помощью прошивки холодным металлом
Прошивка холодным металлом идеально подходит для фиксации растрескавшегося чугуна, который невозможно отремонтировать обычными методами, такими как сварка. В этой методике реализуются специализированные вставки, соединяющие поврежденный металл независимо от характера трещины. Разные куски чугуна, разделенные трещиной, сшиваются холодной металлической строчкой.
Разные куски чугуна, разделенные трещиной, сшиваются холодной металлической строчкой.
Холодная прошивка металлом является популярным методом и является идеальным решением для ремонта конструкций, которые нельзя легко заменить или демонтировать. Строители также могут использовать этот метод для восстановления старых зданий, чтобы сохранить оригинального архитектора и ручную работу.
В отличие от сварки этот метод также подходит для ремонта судов и железнодорожных локомотивов. Когда двигатель корабля блокируется, вместо того, чтобы заменить его новым, вы можете использовать переключение холодного металла, чтобы починить его. Эта процедура популярна в строительстве, автомобильной промышленности, горнодобывающей промышленности, крупных двигателях, на транспорте и во многих других важных областях.
Ниже приводится пошаговая инструкция по ремонту чугуна методом холодной прошивки.
1. Диагностика трещины в чугунеПредоставлено: Bluesnap, Pixabay
Рассмотрение рассматриваемой трещины является первым шагом в процессе холодного сшивания. Этот метод идеально подходит для чугунных деталей толщиной от 3/16 дюймов до 1 фута. Длина трещины не имеет значения. Характер трещины определит, можно ли ее исправить, или вам нужно полностью создать другую чугунную отливку.
Этот метод идеально подходит для чугунных деталей толщиной от 3/16 дюймов до 1 фута. Длина трещины не имеет значения. Характер трещины определит, можно ли ее исправить, или вам нужно полностью создать другую чугунную отливку.
2. Сверление отверстий
Изображение предоставлено Международной ассоциацией Metalock, Wikimedia Commons CC 4.0
Вторым этапом процедуры холодного сшивания металла является сверление отверстий вдоль трещины. Отверстия должны располагаться через равные промежутки времени. Для достижения наилучших результатов рекомендуется использовать направляющую для точного сверления отверстий вдоль трещины. Набор отверстий не обязательно должен иметь одинаковое общее количество. Идея состоит в том, чтобы сделать точки сшивания прочными, чтобы скрепить потрескавшийся чугун.
3. Соединение рядов отверстий
Изображение предоставлено Jpmort, Wikimedia Commons CC 4.0
После сверления отверстий для сшивания вам потребуется соединить их вместе. Чтобы укрепить треснувший чугун, отверстия облегчат вставку ключей. Вам понадобится гигантское долото, чтобы соединить отверстия, не создавая щели в металле. Круглые выступы отверстий, которые были просверлены, будут служить точками удержания, когда ключи будут вставлены. Крайне важно сохранить внешний диаметр просверленных отверстий при их соединении.
Чтобы укрепить треснувший чугун, отверстия облегчат вставку ключей. Вам понадобится гигантское долото, чтобы соединить отверстия, не создавая щели в металле. Круглые выступы отверстий, которые были просверлены, будут служить точками удержания, когда ключи будут вставлены. Крайне важно сохранить внешний диаметр просверленных отверстий при их соединении.
4. Установка металлических стежков или металлических ключей
Изображение предоставлено Jpmort, Wikimedia Commons CC 4.0
Наиболее важным компонентом этого процесса являются металлические ключи. Они обеспечивают прочность, необходимую для скрепления треснувших частей после ремонта. Высокопрочный металл имеет большое значение при холодном сшивании металла. В противном случае вам придется повторить процедуру, так как она может оказаться неэффективной.
В идеале просверленные отверстия на первом этапе должны быть такой же длины, как и металлические ключи. Таким образом, металлические шпонки добавят столь необходимую прочность всей поверхности чугуна, что предотвратит появление новых трещин. Между просверленными отверстиями и металлическими ключами должно быть плотное прилегание, чтобы создать прочную связь. Между металлическими клавишами и оригинальной деталью не должно быть зазоров.
Между просверленными отверстиями и металлическими ключами должно быть плотное прилегание, чтобы создать прочную связь. Между металлическими клавишами и оригинальной деталью не должно быть зазоров.
Если на исходной поверхности детали имеется избыток материала, вам не следует беспокоиться об удалении лишнего материала в процессе чистовой обработки.
- См. также: Как отремонтировать кованое железо без сварки
5. Сшивание стежков
Изображение предоставлено: Jpmort, Wikimedia Commons
Недостаточно полагаться на металлические ключи, вставленные в потрескавшуюся чугунную деталь. Это потому, что они могут быть недостаточно прочными, чтобы выдерживать сильное давление и жару; таким образом, они могут сломаться. Таким образом, вам нужно будет соединить винты между металлическими ключами. Ставьте их относительно близко к соседним шурупам и металлическим сшивающим шпонкам, которые вы установили. Связь между отремонтированным металлом и треснувшим чугуном может быть более прочной после затягивания стежков.
Как и в случае с металлическими ключами, ничего страшного, если из-за установленных винтов торчит лишний металл. Лишний материал пригодится при отделке поверхности; он будет выглядеть как один цельный кусок чугуна. Выравнивание заподлицо с поверхностью оригинальной чугунной детали поможет устранить слабые места и вероятность повторного появления трещин.
6. Удаление лишнего материала
Заключительный этап процесса холодного сшивания металла включает в себя удаление лишнего материала со швов и металлических ключей, которые вы вставили. Используя долото, удалите как можно больше металлического материала. Затем используется инструмент для шлифовки, чтобы отшлифовать остальную часть. Полировка жизненно важна, поскольку она помогает восстановить чугунную деталь в том виде, в котором она была изначально. Следы ремонта должны быть скрыты под лишним металлом для чистого внешнего вида.
Использование эпоксидной замазки для ремонта растрескавшегося чугуна
За чугунными деталями следует правильно ухаживать, чтобы предотвратить их легкое растрескивание. Было бы лучше, если бы вы также хранили его в сухих условиях, чтобы он не ржавел. Тем не менее, если появятся какие-либо трещины, вы можете исправить чугунные детали с помощью эпоксидной замазки, следуя следующей пошаговой процедуре.
Было бы лучше, если бы вы также хранили его в сухих условиях, чтобы он не ржавел. Тем не менее, если появятся какие-либо трещины, вы можете исправить чугунные детали с помощью эпоксидной замазки, следуя следующей пошаговой процедуре.
- Во-первых, купите эпоксидные замазки, такие как Quick Steel или JB Weld, в ближайшем хозяйственном магазине. Эти два типа эпоксидных смол будут служить клеем, прилипать к чугуну и надежно запечатывать трещину.
- Используя наждачную бумагу с зернистостью 80, отшлифуйте чугун, чтобы удалить краску и ржавчину, которые могут покрывать трещину. Чтобы избежать расширения трещины, используйте движения вперед и назад вместо круговых движений. Этот процесс помогает очистить поверхность чугунного литья, удаляя вещества, находящиеся поверх трещины.
- С помощью тряпки, воды и мыла тщательно очистите трещины и поверхность. Прежде чем продолжить, дайте чугуну высохнуть.
- Следуя инструкциям производителя, перемешайте эпоксидную смолу. На плоскую поверхность выдавите немного. Вы можете использовать шпатель и кусок картона, чтобы смешать его. №
- Затем смесь шпатлевки наносится на треснувший чугун и на него. Вы должны соскрести излишки смеси с помощью шпателя до того, как она высохнет. Перед работой с отремонтированным чугуном рекомендуется подождать 24 часа.
- Завершающим этапом ремонта чугунных деталей с помощью эпоксидной шпаклевки является закрашивание заделанной трещины. Это помогает повысить долговечность и гарантировать, что отремонтированная треснутая деталь соответствует остальной части чугунной детали.
 На плоскую поверхность выдавите немного. Вы можете использовать шпатель и кусок картона, чтобы смешать его.
На плоскую поверхность выдавите немного. Вы можете использовать шпатель и кусок картона, чтобы смешать его.- См. также: Как заполнить отверстия в металле без сварки (быстро и просто)
Использование пайки для фиксации растрескавшегося чугуна
Хотя чугун является жестким материалом, он подвержен разрывам и трещинам. Еще одним эффективным способом устранения трещин без сварки является пайка. В отличие от традиционной техники сварки, используемой для ремонта металлических изделий, при пайке используется минимальное количество тепла для фиксации чугунных деталей. Этот метод обычно используется для исправления трещин на чугунных изделиях.
Этот метод обычно используется для исправления трещин на чугунных изделиях.
Ниже приведено пошаговое руководство по ремонту треснувшей чугунной детали методом пайки.
- Присадочный стержень выбирается в зависимости от применения детали из чугуна. Присадочные стержни, которые используются для пайки чугуна, часто изготавливаются из латуни или никеля. Некоторые производители и специалисты по металлоконструкциям используют присадочные прутки с флюсом, тогда как другие предпочитают использовать различные флюсы при пайке.
- После выбора нужного наполнителя необходимо подготовить поверхность трещины на чугунной детали. Перед пайкой поверхность трещины необходимо тщательно очистить от окислов и загрязнений. С помощью шлифовального станка поверхность трещины следует отшлифовать, придав ей поперечное сечение U-образной формы. Эта процедура позволяет припою избегать концентрации напряжений и полностью затекать в трещину.
- Щеткой из нержавеющей стали следует очищать шлифованную поверхность после шлифовки чугунной детали. Эта процедура помогает гарантировать, что любые частицы, оставшиеся после измельчения, будут удалены.
- После этого чугунную деталь следует нагреть. Попытка использовать горелку для пайки более холодных частей чугуна может привести к дальнейшей деформации и растрескиванию. Таким образом, другие типы источников тепла, такие как горелка для травы, духовка или газовый гриль, могут использоваться для медленного нагревания чугунной детали.
- Затем кусок чугуна кладут на рабочую поверхность и при необходимости закрепляют. В процессе пайки некоторые важные детали могут нуждаться в нагреве, особенно если трещина значительная, и процесс пайки может занять некоторое время. Для поддержания температуры изделия рекомендуется использовать внешний нагреватель.
- Затем вам необходимо нагреть поверхность трещины с помощью горелки для пайки до такой степени, что она станет ярко-красной. Затем на поверхность трещины помещается наполнительный стержень. Для эффективного процесса пайки рекомендуется, чтобы температура поверхности была очень высокой, чтобы материал присадочного стержня мог легко затекать в трещину. Продвигаясь вниз по трещине, вы можете использовать горелку для пайки для поддержания локальной температуры.
- Наконец, поместите отремонтированную деталь в емкость с песком и полностью засыпьте ее песком. После процедуры пайки фиксированное количество чугуна следует очень медленно охлаждать. Чугун может треснуть, если оставить его на воздухе для охлаждения. Отремонтированную деталь рекомендуется оставить в песке как минимум на сутки и дольше, если домен значителен.
 Эта процедура помогает гарантировать, что любые частицы, оставшиеся после измельчения, будут удалены.
Эта процедура помогает гарантировать, что любые частицы, оставшиеся после измельчения, будут удалены. Продвигаясь вниз по трещине, вы можете использовать горелку для пайки для поддержания локальной температуры.
Продвигаясь вниз по трещине, вы можете использовать горелку для пайки для поддержания локальной температуры.Как подготовить треснувшую чугунную деталь перед ее ремонтом
Покупка новой чугунной детали может быть дорогостоящей; таким образом, вам следует подумать о его ремонте. Как только вы решите отремонтировать свой чугун, независимо от методов, упомянутых выше, которые вы, возможно, захотите использовать, вы должны тщательно очистить его, чтобы удалить грязь, жир и оксиды.
Ниже приведены рекомендации по очистке чугунных деталей перед их фиксацией.
Помимо растрескивания, изделия из чугуна могут покрыться ржавчиной или обгореть. Если ваш чугунный предмет сгорел, вы можете сначала рассыпать соль на его поверхность. Для очистки поверхности можно использовать скраб или мягкую щетку. Для более эффективной очистки идеально использовать влажную щетку. Тем не менее, вы должны использовать пластиковый скребок, если ожог стойкий, чтобы удалить пригоревшие вещества с поверхности.
Если ваш чугунный предмет сгорел, вы можете сначала рассыпать соль на его поверхность. Для очистки поверхности можно использовать скраб или мягкую щетку. Для более эффективной очистки идеально использовать влажную щетку. Тем не менее, вы должны использовать пластиковый скребок, если ожог стойкий, чтобы удалить пригоревшие вещества с поверхности.
Если ваша чугунная деталь заржавела, вы можете использовать скраб и моющее средство, чтобы избавиться от ржавчины. Ржавчина может повредить ваш чугунный предмет, если ее вовремя не устранить. Приправа также может быть средством, если уровень ржавчины высок.
Если ваш треснувший чугунный предмет обесцветился, вы можете тщательно почистить его стальной мочалкой, чтобы удалить все частицы на нем. Это помогает устранить любые следы грязи на металлическом изделии. После очистки вымойте изделие теплой водой с мылом и дайте ему высохнуть. Цвет вашей чугунной детали будет восстановлен.
После того, как отлитая из чугуна деталь станет чистой и сухой, вы можете отшлифовать ее, чтобы устранить такие дефекты, как пористость, подготовив треснутую поверхность к ремонту.
Bottom Line
Треснувший чугун — это не конец вашей работы; вы можете быстро отремонтировать его и восстановить его функциональность. Не обязательно использовать сварку. Некоторые из методов, которые вы можете использовать, чтобы исправить это, включают эпоксидную замазку, холодную металлическую прошивку и металлическую пайку в соответствии с процедурами, описанными выше. Благодаря этому теперь вы можете встать и эффективно восстановить треснувший чугун.
Если вам необходимо выполнить другие склеивающие работы без сварки, ознакомьтесь с другими нашими инструкциями ниже:
- Как заменить панели порогов без сварки
- Как соединить металл с металлом без сварки
- Как заполнить отверстия в металле без сварки (быстро и просто)
Авторы избранных изображений: Ernest_Roy, Pixabay
- Как закрепить чугун с помощью холодного сшивания металла
- 1. Диагностика трещины в чугуне
- 2. Просверливание отверстий
- 3. Соединение рядов отверстий
- 4. Вставка металлических петель или металлических ключей
- 5. Сшивание петель вместе
- 6. Удаление лишнего материала
6
3
- Использование пайки для ремонта треснувшего чугуна
- Как подготовить треснутую чугунную деталь перед ремонтом
- Практический результат
 Просверливание отверстий
Просверливание отверстийМожно ли заварить трещину в чугунной печи? – Sluiceartfair.com
на Блог
Mell
Можно ли заварить трещину в чугунной печи?
Чугун можно отремонтировать, но это должен делать тот, кто с ним знаком. Это требует обогрева помещения и бла-бла-бла. Найдите кого-нибудь, кто разбирается в чугуне. Замазка, скорее всего, будет печным цементом.
Замазка, скорее всего, будет печным цементом.
Можно ли починить треснувшую чугунную печь?
Хотя чугун является жестким материалом, он подвержен поломкам и трещинам. Еще одним эффективным способом устранения трещин без сварки является пайка. В отличие от традиционной техники сварки, используемой для ремонта металлических изделий, при пайке используется минимальное количество тепла для фиксации чугунных деталей.
Как заделать трещину в буржуйке?
Огнеупорный клей заделает все трещины в вашей буржуйке.
- Купите черный огнеупорный цемент в местном хозяйственном магазине или в Интернете.
- Дайте вашей буржуйке остыть, если она использовалась.
- Вымойте область вокруг трещины, которую вы собираетесь заделать.
- Заполните трещину огнезащитным раствором с помощью мастерка или ножа.
Можно ли сваривать ремонтный чугун?
Чугун трудно, но не невозможно сварить. В большинстве случаев сварка чугуна предполагает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов литья, обнаруженных после механической обработки детали.
В большинстве случаев сварка чугуна предполагает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов литья, обнаруженных после механической обработки детали.
Можно ли сварить треснувшую дровяную печь?
Чтобы заделать микротрещины, вам понадобится тряпка, скребок для краски, проволочная щетка, пистолет для герметика, средство для мытья посуды, мелкозернистая наждачная бумага и клей для печи, подходящий для вашей плиты. Также во время работы обязательно надевайте защитные очки и защитные резиновые перчатки.
Насколько прочна JB Weld на чугуне?
J-B Weld имеет предел прочности при растяжении 3960 фунтов на квадратный дюйм и схватывается в одночасье. Он может выдерживать температуры до 550ºF при полном отверждении.
Какой сварочный электрод используется для чугуна?
Электроды из никелевого сплава
Электроды из никелевого сплава наиболее популярны для сварки чугуна. По данным New Hampshire Materials Laboratory Inc., сварной шов из никеля и железа прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
По данным New Hampshire Materials Laboratory Inc., сварной шов из никеля и железа прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Как герметизировать буржуйку?
Как герметизировать буржуйку
- Проверить герметичность дверцы печи.
- Расстелите старое полотенце или кусок картона на полу перед печью.
- Отвинтите крепления прокладки от двери и снимите старую прокладку.
- Нанесите обильное количество клея для прокладок в канавку под прокладку.
Можно ли сварить горелку для дров?
Чугунные печи отлиты из необходимых деталей и скреплены болтами. Можно сварить что-нибудь из стального листа. Я настоятельно рекомендую вам не пытаться делать это до тех пор, пока вы тщательно не изучите правильный дизайн и конструкцию дровяных печей.
Почему вы предварительно нагреваете чугун перед сваркой?
Предварительный нагрев чугунной детали перед сваркой замедлит скорость охлаждения сварного шва и области вокруг сварного шва. Всегда предпочтительнее нагревать всю отливку, если это возможно. Обертывание отливки изолирующим одеялом или закапывание ее в сухой песок поможет замедлить скорость охлаждения и уменьшить склонность к растрескиванию.
Всегда предпочтительнее нагревать всю отливку, если это возможно. Обертывание отливки изолирующим одеялом или закапывание ее в сухой песок поможет замедлить скорость охлаждения и уменьшить склонность к растрескиванию.
Может ли чугунная печь треснуть?
Большинство людей считают, что чугунная печь не может легко треснуть. Однако те, у кого есть богатый опыт использования этого типа печи, знают, что эти трещины реальны. Трещины легко предотвратить; просто избегайте перегрева печи. Регулярно проверяйте дымоход и перегородку; эти два наиболее подвержены повреждениям, ведущим к трещинам.
Можно ли сваривать или паять чугунную печь?
Чугун можно резать или паять. Используйте никелевый стержень для сварки или бронзовый стержень для пайки. Просверлите отверстие на каждом конце, затем нагрейте его и сварите или припаяйте. Я делал оба много раз, и это всегда работает для меня. Я тоже слышал, что его можно сварить, но для этого требуется немного больше опыта, чем у меня есть. Нажмите, чтобы развернуть…
Нажмите, чтобы развернуть…
Можно ли заварить трещину в дровяной печи?
Используйте никелевый стержень для сварки или бронзовый стержень для пайки. Просверлите отверстие на каждом конце, затем нагрейте его и сварите или припаяйте. Я делал оба много раз, и это всегда работает для меня. Я тоже слышал, что его можно сварить, но для этого требуется немного больше опыта, чем у меня есть. Нажмите, чтобы развернуть… Нет, это не так.
Что лучше трещина в стали или чугуне?
Лучше иметь трещину в стали, чем в чугуне. Если вы выберете сварку, вам обязательно нужно перед сваркой отшлифовать V-образную форму трещины, а затем отшлифовать поверхность заподлицо, чтобы прокладка двери по-прежнему плотно закрывалась. Неужели нет доступа внутрь печки к щели?
Лучшая катанка и листовая сталь для дровяной печи
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Лучшая стержневая и листовая сталь для дровяной печи
25-08-2011 #1
Лучшая катанка и листовая сталь для дровяной печи
Я пытаюсь выяснить, какой сорт листовой стали лучше всего подходит для ремонта моего дровяника и какой стержень лучше всего использовать, чтобы выдержать злоупотребление отоплением? Благодарность
Ответить с цитатой
25-08-2011 #2
Re: Лучшие прутья и листовая сталь для дровяной печи
Дровяная печь сделана из чугуна?
Weldandpower Lincoln 225 AC,DC с газовым двигателем Briggs мощностью 16 л.
с.
Миллер TIG эпохи Второй мировой войны.Ответить с цитатой
25-08-2011 #3
Re: Лучшие прутья и листовая сталь для дровяной печи
Нет Сделана из стали и является накладной печью. Мне очень нравится печь, и у меня есть некоторые легкие способности к сварке. У меня есть старый Lincoln AC 225. Я просмотрел некоторые цены на лист из стали 4×10, но, конечно, компания не будет комментировать его способность противостоять нагреву.
Спасибо за помощь.Ответить с цитатой
25-08-2011 #4
Re: Лучшие прутья и листовая сталь для дровяной печи
Что именно ВЫ подразумеваете под «выдерживать жару»?
Покажите нам фотографии места, которое нужно отремонтировать.
Это в том месте, где собираются показывать? Или нужно просто продержаться?
Что вызвало «травму» в первую очередь? Какого размера должна быть эта ремонтная деталь? Нужно ли «брать» краску после ремонта?Weldandpower Lincoln 225 AC,DC с газовым двигателем Briggs мощностью 16 л.
с.
Миллер TIG эпохи Второй мировой войны.Ответить с цитатой
25-08-2011 #5
Re: Лучшие прутья и листовая сталь для дровяной печи
Многое будет зависеть от толщины стали и от того, где она используется в печи. Я видел, как тонкие стальные бочки из-под масла годами успешно использовались в качестве печи. Форма помогает предотвратить коробление, и пока сталь не находится в прямом контакте с углями, они обычно удерживают ее.
Если вы строите с нуля, тяжелее, как правило, лучше, если речь идет о стали.Помогут фотографии того, что вам нужно сделать, а также дополнительная информация о толщине материала.
Что касается хороших удилищ, то я предполагаю, что подойдет любое удилище 70XX, и даже 6011 или 6013 сделают то, что вам нужно. Лично я бы предложил 3/32 дюйма 7014 из-за простоты его использования и того факта, что он лучше хранится в долгосрочной перспективе. Я предполагаю, что толщина оригинальной печи составляет около 1/8 дюйма или меньше, поэтому я я бы использовал стержни размером 3/32 дюйма или меньше. Если это более толстая сталь, вместо этого используйте стержень 3/32 дюйма или 1/8 дюйма.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
29.
08.2011
#6Re: Лучшие прутья и листовая сталь для дровяной печи
Все, что я пытаюсь сделать, это перешить существующую печь. Не до того, чтобы в нем была дырка и не было трещин. однако он сильно покороблен, и за несколько сотен долларов я мог бы сделать его как новый. То, что я думал сделать, это обернуть снаружи топку легкой сталью калибра 18-22, в основном потому, что топка полукруглая, и с ней легче обращаться с литровым материалом. Мой вопрос относится к особым свойствам стали и к тому, существует ли определенный химический состав, который выдержит те злоупотребления, которым подвергается дровяная печь.
Я в отпуске и могу прислать фотографии на следующей неделе. Я слышал, что мягкие стали лучше? что подразумевается под мягкой сталью? Спасибо.Ответить с цитатой
29.08.2011 #7
Re: Лучшие прутья и листовая сталь для дровяной печи
Первоначально Послано brent.i.williams
Все, что я пытаюсь сделать, это перешить существующую плиту.
просто позвоните в страховую компанию прямо сейчас на случай пожара в вашем доме … так что вы хотите покрыть деформированную сталь, которая скоро треснет, тонким металлом, чтобы косметически это выглядело красиво. сталь. по мере того, как сталь деформируется, она теряет прочность и ТРЕБУЕТСЯ… сделайте себе одолжение: либо отдайте печь на осмотр профессионалу, либо сделайте из нее кашпо. Не до того, чтобы в нем была дырка и не было трещин. однако он сильно покороблен, и за несколько сотен долларов я мог бы сделать его как новый. То, что я думал сделать, это обернуть снаружи топку легкой сталью калибра 18-22, в основном потому, что топка полукруглая, и с ней легче обращаться с литровым материалом. Мой вопрос относится к особым свойствам стали и к тому, существует ли определенный химический состав, который выдержит те злоупотребления, которым подвергается дровяная печь. Я в отпуске и могу прислать фотографии на следующей неделе. Я слышал, что мягкие стали лучше? что подразумевается под мягкой сталью? Спасибо. .. Я понимаю желание починить и сохранить что-то в рабочем состоянии, но иногда нам приходится укусите пулю и выбросьте ее из соображений безопасности ..Из всего, что я потерял, я больше всего скучаю по своим мыслям…
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь..только убей…Ответить с цитатой
30.08.2011 #8
Re: Лучшие прутья и листовая сталь для дровяной печи
Мне нравится ответ DSW, но если вы его не купите, я думаю, что лучше всего будет A36.
Удачи.
Отправить пикс.
Ответить с цитатой
30.08.2011 #9
Re: Лучшие прутья и листовая сталь для дровяной печи
Первоначальное сообщение от brent.i.williams
Что я думал сделать, так это обернуть внешнюю часть топки небольшим количеством стали толщиной 18-22 калибра, в основном потому, что топка полукруглая, и с ней легче обращаться с литром материал.
Если вы умеете сваривать электроды 18–22 ga, вы сварщик электродом лучше, чем я. Я предполагаю, что вам, вероятно, потребуется использовать 6010/11 для достижения этой цели. Я знаю несколько здесь, которые могли бы сделать это, но не многие. Mig был бы лучшим выбором для такого тонкого материала. Если бы моим единственным выбором была палка, самое тонкое, на что я бы рассчитывал, было бы 1/8 дюйма, скорее всего, 14 ga. деформировать существующий металл печейПервоначально Послано brent.i.williams
Все, что я пытаюсь сделать, это переклеить существующую плиту. Не до того, чтобы в нем была дырка и не было трещин. однако он сильно покороблен, и за несколько сотен долларов я мог бы сделать его как новый.
За несколько сотен я, вероятно, мог бы восстановить печь с нуля, в зависимости от оригинального дизайна. Снова пикты не помешали бы. Я мог бы рассмотреть вопрос о том, чтобы мой поставщик металла раскатал более тяжелый лист, скажем, 3/16 дюйма, или у знакомого, которого я знаю, с большим перерывом, он подгонит мне несколько секций 1/2, которые я мог бы собрать вместе. Если ничего другого, это будет выглядеть лучше, чем ваш попытайтесь согнуть более тонкий материал самостоятельно, если у вас нет подходящих инструментов. Не имея инструментов для его сгибания, я бы посмотрел на изготовление прямоугольной топки из более тяжелой стали, скажем, 1/4 дюйма или больше, и изменил конструкцию устройства..
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
31.08.2011 #10
Re: Лучшие прутья и листовая сталь для дровяной печи
Сталь плавится при температуре 1600 градусов, но более тонкой стали требуется меньше тепла, чтобы достичь точки плавления.
Однако деформация происходит до того, как она достигнет точки плавления. Думаю, 1/8 дюйма будет тонко для топки. Но я обычно делаю слишком много.У меня есть чугунная печь, которая сломалась пополам вдоль одной стены. Она сломалась еще до того, как я ее получил, но я планирую ее сварить. когда прибудет моя круглая одежда, я подумывал о пайке, но… пожалуй, пойду на сварку.0016
Город Лос-Анджелес Структурный; Ручной и полуавтоматический;
«Наверняка есть рудник серебра и место, где переплавляют золото. Железо берут из земли, а медь выплавляют из руды.»
Иов 28:1,2Линкольн, Миллер, Виктор и Библия ISV
Дэнни
Ответить с цитатой
31.
08.2011
#11Re: Лучшие прутья и листовая сталь для дровяной печи
Первоначально Послано tanglediver
Сталь плавится при 1600 градусах
Правда?по Цельсию или по Кельвину?
Я всегда слышал, что сталь плавится при температуре от 2500 до 2700 F (или от 1360 до 1460 C).
Теперь, если вы говорите о латуни …
Ответить с цитатой
31.
08.2011
#12Re: Лучшие прутья и листовая сталь для дровяной печи
Черт возьми, просто используйте титан, он очень хорошо справляется с термическими нагрузками!
6 Miller Big Blue 600 Air Packs
2 Миллер 400D
6 Lincoln LN-25
4 Миллер Экстрим 12VS
2 Размер Миллера 812
4 аппарата для сварки отверстий Climax BW-3000Z
Hypertherm 65 и 85
Баг-О Трек Ошибка
Пара вельперовОтветить с цитатой
31.
08.2011
№13Re: Лучшие прутья и листовая сталь для дровяной печи
Первоначально Послано tanglediver
Сталь плавится при 1600 градусах, но более тонкой стали требуется меньше тепла, чтобы достичь точки плавления. Однако деформация происходит до того, как она достигнет точки плавления. Мне кажется, для топки толщиной 1/8 дюйма будет маловато. Но я обычно делаю слишком много.
У меня есть чугунная печь, которая сломалась пополам вдоль одной стены. Она сломалась еще до того, как я ее получил, но я планирую сварить когда прибудет моя круглая одежда, я думал о пайке, но.
.. пожалуй, пойду на сварку.0016 Вы точно говорите о градусах Цельсия, верно?? Я всегда считал, что мягкая сталь плавится при температуре около 26-2700 градусов по Фаренгейту, около 1500 по Цельсию?6 Miller Big Blue 600 Air Packs
2 Миллер 400D
6 Lincoln LN-25
4 Миллер Экстрим 12VS
2 Размер Миллера 812
4 аппарата для сварки отверстий Climax BW-3000Z
Hypertherm 65 и 85
Баг-О Трек Ошибка
Пара вельперовОтветить с цитатой
 с.
с.  Спасибо за помощь.
Спасибо за помощь. с.
с.  Если вы строите с нуля, тяжелее, как правило, лучше, если речь идет о стали.
Если вы строите с нуля, тяжелее, как правило, лучше, если речь идет о стали. 08.2011
#6
08.2011
#6 Я в отпуске и могу прислать фотографии на следующей неделе. Я слышал, что мягкие стали лучше? что подразумевается под мягкой сталью? Спасибо.
Я в отпуске и могу прислать фотографии на следующей неделе. Я слышал, что мягкие стали лучше? что подразумевается под мягкой сталью? Спасибо. Не до того, чтобы в нем была дырка и не было трещин. однако он сильно покороблен, и за несколько сотен долларов я мог бы сделать его как новый. То, что я думал сделать, это обернуть снаружи топку легкой сталью калибра 18-22, в основном потому, что топка полукруглая, и с ней легче обращаться с литровым материалом. Мой вопрос относится к особым свойствам стали и к тому, существует ли определенный химический состав, который выдержит те злоупотребления, которым подвергается дровяная печь. Я в отпуске и могу прислать фотографии на следующей неделе. Я слышал, что мягкие стали лучше? что подразумевается под мягкой сталью? Спасибо.
Не до того, чтобы в нем была дырка и не было трещин. однако он сильно покороблен, и за несколько сотен долларов я мог бы сделать его как новый. То, что я думал сделать, это обернуть снаружи топку легкой сталью калибра 18-22, в основном потому, что топка полукруглая, и с ней легче обращаться с литровым материалом. Мой вопрос относится к особым свойствам стали и к тому, существует ли определенный химический состав, который выдержит те злоупотребления, которым подвергается дровяная печь. Я в отпуске и могу прислать фотографии на следующей неделе. Я слышал, что мягкие стали лучше? что подразумевается под мягкой сталью? Спасибо. .. Я понимаю желание починить и сохранить что-то в рабочем состоянии, но иногда нам приходится укусите пулю и выбросьте ее из соображений безопасности ..
.. Я понимаю желание починить и сохранить что-то в рабочем состоянии, но иногда нам приходится укусите пулю и выбросьте ее из соображений безопасности ..
 Я знаю несколько здесь, которые могли бы сделать это, но не многие. Mig был бы лучшим выбором для такого тонкого материала. Если бы моим единственным выбором была палка, самое тонкое, на что я бы рассчитывал, было бы 1/8 дюйма, скорее всего, 14 ga. деформировать существующий металл печей
Я знаю несколько здесь, которые могли бы сделать это, но не многие. Mig был бы лучшим выбором для такого тонкого материала. Если бы моим единственным выбором была палка, самое тонкое, на что я бы рассчитывал, было бы 1/8 дюйма, скорее всего, 14 ga. деформировать существующий металл печей Не имея инструментов для его сгибания, я бы посмотрел на изготовление прямоугольной топки из более тяжелой стали, скажем, 1/4 дюйма или больше, и изменил конструкцию устройства.
Не имея инструментов для его сгибания, я бы посмотрел на изготовление прямоугольной топки из более тяжелой стали, скажем, 1/4 дюйма или больше, и изменил конструкцию устройства. Однако деформация происходит до того, как она достигнет точки плавления. Думаю, 1/8 дюйма будет тонко для топки. Но я обычно делаю слишком много.
Однако деформация происходит до того, как она достигнет точки плавления. Думаю, 1/8 дюйма будет тонко для топки. Но я обычно делаю слишком много. 08.2011
#11
08.2011
#11 08.2011
#12
08.2011
#12 08.2011
№13
08.2011
№13 .. пожалуй, пойду на сварку.0016 Вы точно говорите о градусах Цельсия, верно?? Я всегда считал, что мягкая сталь плавится при температуре около 26-2700 градусов по Фаренгейту, около 1500 по Цельсию?
.. пожалуй, пойду на сварку.0016 Вы точно говорите о градусах Цельсия, верно?? Я всегда считал, что мягкая сталь плавится при температуре около 26-2700 градусов по Фаренгейту, около 1500 по Цельсию?« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Общее — Архив | пайка чугуна | Практик-механик
адаммил1
Титан
- #1
Ну, я начинаю думать, что наткнулся на новую работу. Конечно, это не платит много денег, но это весело, быстро и легко наличные деньги, когда они доступны. Все вы, ребята, жалуетесь на то, что это общество-однодневка, я, черт возьми, точно не такой. Потому что я знаю, куда люди выбрасывают хорошие вещи. Городская свалка металлолома там все бесплатно! взять некоторые оставить некоторые. На прошлой неделе я пришел домой с ленточной пилой по дереву для отца, а на этой неделе я получил буржуйку. Один из них стоит около 120 долларов на Ebay. Единственная проблема в том, что у него треснул литой корпус. Это действительно не проблема, так как он спрятан под плитой, но его нужно будет починить, чтобы продать. Так что все, что мне нужно для сварки, это моя кислородно-ацетлиновая горелка, и я слышал, что чугун не самый простой материал для сварки или пайки. Итак, как лучше всего это сделать? Слышал, что отливки надо сначала разогреть, может на газовый гриль прилеплю?
Я очень впечатлен, хотя свалка превратилась в настоящую золотую жилу. Для некоторых из вас 120 долларов могут показаться мелочью, но я учусь в старшей школе, работаю в продуктовом магазине, а это либо 18 часов хранения на полке, либо 10 минут рыться в дампе. Думаю, я обнаружил новое субботнее хобби/работу. Кстати, я вижу там тонны электродвигателей, они имеют ценность?
Для некоторых из вас 120 долларов могут показаться мелочью, но я учусь в старшей школе, работаю в продуктовом магазине, а это либо 18 часов хранения на полке, либо 10 минут рыться в дампе. Думаю, я обнаружил новое субботнее хобби/работу. Кстати, я вижу там тонны электродвигателей, они имеют ценность?
Кому-нибудь нужна буржуйка?
Спасибо,
Адам
Фредерик Харви
Нержавеющая сталь
- #2
Свалка металла может быть таким же источником дохода, как и местная свалка металлолома. Многие совершенно хорошие вещи попадают на свалку, и если владелец разумный парень, он продаст вам немного дороже, чем стоимость металла. Когда я учился в университете, я мог получать чек от университета каждую неделю в течение полутора лет за вещи, которые я продавал различным отделам. Большую часть того, что я продал университету, я купил на местной свалке субботним утром. Что касается электродвигателей, то они, скорее всего, трехфазные и не будут иметь практически никакой стоимости при перепродаже, потому что они, как правило, очень широко доступны и используются практически бесплатно. С другой стороны, однофазные двигатели мощностью от 1/2 л.с. и выше, как правило, чрезвычайно легко продать в местных магазинах, так как люди всегда ищут двигатели для использования в домашних магазинах. Трехфазные двигатели мощностью более 20 л.с., как я обнаружил, можно было продавать фермерам, что также было объявлено в местной газете купли-продажи. Для двигателей тест на запах и тест на вращение являются довольно хорошими первыми индикаторами, если их стоит взять домой. Если они свободно крутятся и не пахнут горелым, то, скорее всего, они исправны.
Когда я учился в университете, я мог получать чек от университета каждую неделю в течение полутора лет за вещи, которые я продавал различным отделам. Большую часть того, что я продал университету, я купил на местной свалке субботним утром. Что касается электродвигателей, то они, скорее всего, трехфазные и не будут иметь практически никакой стоимости при перепродаже, потому что они, как правило, очень широко доступны и используются практически бесплатно. С другой стороны, однофазные двигатели мощностью от 1/2 л.с. и выше, как правило, чрезвычайно легко продать в местных магазинах, так как люди всегда ищут двигатели для использования в домашних магазинах. Трехфазные двигатели мощностью более 20 л.с., как я обнаружил, можно было продавать фермерам, что также было объявлено в местной газете купли-продажи. Для двигателей тест на запах и тест на вращение являются довольно хорошими первыми индикаторами, если их стоит взять домой. Если они свободно крутятся и не пахнут горелым, то, скорее всего, они исправны. Печи с принудительной подачей воздуха, обычно встречающиеся на свалке металлолома, обычно имеют однофазные двигатели и могут иметь мощность до 1 л.с.
Печи с принудительной подачей воздуха, обычно встречающиеся на свалке металлолома, обычно имеют однофазные двигатели и могут иметь мощность до 1 л.с.
матовый_иссерсштедт
Алмаз
- #3
Adam
Больше всего мне помогло «лужение» деталей припоем по отдельности на стыковых поверхностях.
То есть припойте каждую поверхность отдельно. Отпилите некоторые из них, если необходимо, чтобы они подошли правильно, и зафиксируйте установку. Тогда вы не пытаетесь пропитать соединение и припаять все за один раз.
Используйте флюс или стержень с флюсовым покрытием.
Предварительный разогрев на газовом гриле — неплохая идея, я тоже так делал. Вы также можете использовать гриль для медленного охлаждения, просто постепенно снижайте температуру в течение нескольких минут, прежде чем погасить пламя.
И еще одно. Как только я получил несколько чугунных стержней Cronatron 211, я отказался от пайки чугуна.
Кстати: 3-фазные двигатели могут подойти для натяжных роликов для вращающихся преобразователей. Кажется, что люди всегда ищут определенный размер для своего преобразователя. С другой стороны, большие однофазные двигатели привлекательны для людей, которые предпочли бы модернизацию, а не использование собственного трехфазного питания.
-матовый
АльфаГТА
Алмаз
- #4
adammil1:
Есть несколько приемов пайки чугуна. Во-первых, не растирайте область сустава. При шлифовании свободный графит размазывается по поверхности и препятствует хорошей адгезии. Выровняйте стык напильником или ротационным напильником (шлифовальным станком). Также подойдет резка холодным зубилом (не мой первый выбор), но будьте осторожны, чтобы не сильно ударить зубилом по работе (может привести к трещинам). Используйте действие мелкой нарезки. Или обработайте область сустава.
Выберите флюс, подходящий для сварки высокотемпературной пайкой. Расположите деталь так, чтобы стык был горизонтальным. покройте область соединения флюсом, когда деталь холодная, используйте много. Начните нагревать пламя с обратной стороны сустава, сначала не направляйте пламя непосредственно на сустав. Отрегулируйте пламя так, чтобы оно было слегка науглероживающим… Вы пытаетесь заставить флюс плавиться и течь и покрывать соединение в начале работы. Флюс покроет соединение и предотвратит окисление чистой области фаски.
Флюс покроет соединение и предотвратит окисление чистой области фаски.
После того, как флюс покроет стык, вы можете играть тоархом на стыке. Старайтесь поддерживать пламя на ленивой стороне, при необходимости используйте больший наконечник и запускайте его на слабой стороне. Разогрейте область до очень тусклого красного цвета, теперь начните с латуни. Направьте большую часть тепла на латунный стержень, но используйте достаточно, чтобы латунь вытекала на область соединения. Будьте осторожны, чтобы не перегреть соединение. как только латунь начнет флюсовать, держите стержень флюсовым и иногда добавляйте больше порошка к детали, обрызгивая флюсом. Поработайте стержнем с пламенем и двигайтесь так быстро, как латунь прилипнет к детали. Наращивайте сустав по мере движения, добавляйте много латуни. как только соединение будет закончено, зажгите фонариком всю область. Дайте детали медленно остыть, закопайте ее в песок или пепел, если возможно, или заверните в противопожарное одеяло для охлаждения. Во время ремонта я держу инструмент под рукой. У меня есть старая отвертка, которой я очищаю поверхности соединения, если латунь не течет. Иногда это достаточно очистит оксид, чтобы латунь прилипла к проблемному участку. Используйте большое количество флюса. Что касается жезла, то он должен быть истечен. Я считаю, что для некоторых деталей лучше всего подходит никелевый подшипник, покрытый флюсом. Для других деталей латунный стержень с низким содержанием дыма лучше всего работает с буровым флюсом. Поддерживайте температуру настолько низкой, насколько это необходимо, чтобы латунь растекалась и прилипала. 9Чугун 0045 Gery хорошо поддается пайке. Чугун, отлитый в металлических формах, очень твердый, имеет высокий процент «белого железа» и также не поддается пайке. (высокий процент мартенсита). Надеюсь, это поможет.
Во время ремонта я держу инструмент под рукой. У меня есть старая отвертка, которой я очищаю поверхности соединения, если латунь не течет. Иногда это достаточно очистит оксид, чтобы латунь прилипла к проблемному участку. Используйте большое количество флюса. Что касается жезла, то он должен быть истечен. Я считаю, что для некоторых деталей лучше всего подходит никелевый подшипник, покрытый флюсом. Для других деталей латунный стержень с низким содержанием дыма лучше всего работает с буровым флюсом. Поддерживайте температуру настолько низкой, насколько это необходимо, чтобы латунь растекалась и прилипала. 9Чугун 0045 Gery хорошо поддается пайке. Чугун, отлитый в металлических формах, очень твердый, имеет высокий процент «белого железа» и также не поддается пайке. (высокий процент мартенсита). Надеюсь, это поможет.
Cheers Ross
[Это сообщение было отредактировано AlfaGTA (отредактировано 08.05.2004).]
Яйцо41
Гость

- #5
Мне немного интересно, почему никто не спросил, насколько близко к дну печи будет это соединение.
Эти печи могут сжигать уголь или дрова и будут светиться вишнево-красным цветом. Если этот стык находится в пределах 3 дюймов от днища печи, пайка не сработает.
Последнее, что вы хотите сделать, это исправить это неправильно и продать только для того, чтобы новый владелец разжег бушующий огонь только для того, чтобы увидеть (или не увидеть) плита падает, разбрызгивая огонь по комнате.0016
В нашей хижине существует ритуал: кто последним ложится спать, тот топит печь к утру. Представьте себе последствия падения плиты, когда все спят.
Мабай ребята на кастинговом форуме могли бы залить тебе новую ногу?
Эрик
Стив Биллинсон
Гость
- #6
У меня вопрос по сварке чугунных ГБЦ.
Для гоночной головки обычно приподнимают выпускные отверстия, и стандартный метод заключается в простом добавлении припоя к полу отверстий. Для некоторых головок, требующих добавления значительного количества материала, вместо простого припоя часто используется стальная пластина, которая приваривается к железной головке по бокам порта и радиусной части пола, где находится клапан. расположен. Я слышал о людях, приваривающих стальную пластину к железному порту с помощью сварочного аппарата MIG, но мне трудно представить, как это будет работать, учитывая, что большинство портов сравнительно небольшие, а большинство горелок MIG большие.
Любые мысли о том, как сварить эту комбинацию? Кроме того, не лучше ли было бы найти какой-нибудь тонкостенный чугун и использовать его вместо стальной пластины, припаяв ее на место?
Проблема при пайке головок цилиндров заключается в том, что они часто трескаются в местах, прилегающих к сварному шву, разрушающему головку (настоящий облом при модификации редких головок для гоночного класса).
Будем признательны за любую помощь.
СБ
Джо Майклс
Алмаз
- #7
Adam:
Пайка – проверенный и надежный метод соединения сломанных чугунных отливок. Как уже отмечалось, стык должен быть «вывернут» предпочтительно каким-либо другим способом, кроме шлифовки. Что также является хорошим ремонтом, так это «композитный» или «комбинированный» ремонт: если вы можете прикрутить кусок стали к стыку на внутренней или задней стороне ножки печи с помощью винтов с потайной головкой, вы затем можете припаять весь работает вместе. Иногда это называют «рыбной обшивкой». Это позволяет вам соединять соединение вместе, а пайка не является полностью структурной. У меня в магазине есть печь-бочка. это был комплект от Northern Hydrualics, и он прибыл со сломанным литьем ноги (я думаю, сделанным в Китае). Я его спаял и пользуюсь этой печкой каждый отопительный сезон с 19 года96. Нет времени бездельничать в ожидании нового кастинга. Компания Northern и производитель печей ДЕЙСТВИТЕЛЬНО прислали мне совершенно новый «герметичный» комплект печи для бочек — высококлассную версию комплекта, который я купил, — в качестве компенсации за испорченное литье, так что они более чем хорошо с этим справились. Я просто не нашел причин, чтобы изменить его.
Это позволяет вам соединять соединение вместе, а пайка не является полностью структурной. У меня в магазине есть печь-бочка. это был комплект от Northern Hydrualics, и он прибыл со сломанным литьем ноги (я думаю, сделанным в Китае). Я его спаял и пользуюсь этой печкой каждый отопительный сезон с 19 года96. Нет времени бездельничать в ожидании нового кастинга. Компания Northern и производитель печей ДЕЙСТВИТЕЛЬНО прислали мне совершенно новый «герметичный» комплект печи для бочек — высококлассную версию комплекта, который я купил, — в качестве компенсации за испорченное литье, так что они более чем хорошо с этим справились. Я просто не нашел причин, чтобы изменить его.
Совет: если вам нужен флюс для пайки и вы используете простой бронзовый стержень, флюса нет на полках продуктового магазина. Просто возьмите коробку простой буры. Когда я был ребенком, ребята из местного гаража паяли много чего, например чугунные детали газонокосилок и решетки горелок газовой плиты. Они шли к раковине и брали «Бураксо», и это был поток.
Хороший флюс для пайки и кузнечной сварки стали.
За границей мы отремонтировали МНОГО литейных деталей двигателей методом пайки. Мы использовали дрова для предварительного нагрева крупных отливок, а затем медленно охлаждали их в сухой золе. Собрать большую отливку для ремонта и предварительно нагреть ее может быть сложно, поэтому мы часто «связывали» ее кусками стального плоского стержня и резьбовыми отверстиями. Мы нагревали пластину, чтобы она соответствовала кривизне или форме отливки, а затем вырезали несколько довольно маленьких отверстий. Затем мы приступали к пайке своего рода стежком, и когда все шло хорошо, мы снимали обвязку и спаивали эти области. Для буржуйки, если вы можете выбить небольшой кусок плоской стали, чтобы он вошел в заднюю/заднюю часть ножки, и закрутить его винтами с потайной головкой 1/4-20, вы можете затем «закопать ремонт» под пайку. Накладка на накладки дает вам роскошь «слизывать» пайку заподлицо с исходной линией отливки там, где она видна.
В настоящее время, когда существует множество действительно хороших чугунных ремонтных электродов, пайка отошла на второй план при ремонте чугуна. Точно так же при сварке MIG для тонколистового проката пайка также отошла на второй план. Это ВЕЛИКОЛЕПНЫЙ процесс для очень многих вещей, если у человека нет большого количества модного оборудования. Как уже отмечалось, главное, чтобы место стыка было чистым, чтобы стык был должным образом «луженым» и не перегревал ванну и окружающий металл. Когда вы освоите пайку, вы обнаружите, что можете получить хороший валик с перекрывающимися лужами. Многие ремонтные мастерские в сельской местности паяли такие вещи, как корпуса колодезных насосов, которые замерзали или лопались, а также детали печей и такие вещи, как латание выхлопных систем.
Еще одна мера предосторожности при пайке – обеспечить хорошую вентиляцию, устроиться поудобнее и не торопиться. Если вы попытаетесь поторопиться с пайкой, вы, скорее всего, перегреете изделие и сожжете припой, если не сделаете лужи на основном металле. Или вы выбросите припой из лужи, и он потечет. Это приобретенный навык, вы можете прочитать так много книг о том, как делать что угодно, но это как езда на велосипеде — вам нужно взять фонарик и попробовать, и вы поймете, когда это произойдет. Как только вы научитесь паять, вы будете использовать этот процесс больше, чем вы могли себе представить. У меня дома есть «палочный» сварочный аппарат (машина с газовым двигателем постоянного тока) и кислородно-ацетиленовое оборудование, так что полагайтесь на пайку для тонких и нечетных материалов. Еще одна вещь, для которой пайка удобна, — это работа с моделью двигателя: если вы не хотите использовать отливку, вы можете сделать сборку из стали и спаять ее вместе. Тщательно манипулируя пламенем и лужей, вы можете создать скругления припоя (возможно, вам придется выбрать для этого больше серебряного припоя), чтобы конечный результат выглядел как отливка при очистке/окраске. Таким образом я сделал раму для вертикальной модели паровой машины. Пайка — это один из тех процессов, где вы можете «стать артистичными», если вам это нужно.
Или вы выбросите припой из лужи, и он потечет. Это приобретенный навык, вы можете прочитать так много книг о том, как делать что угодно, но это как езда на велосипеде — вам нужно взять фонарик и попробовать, и вы поймете, когда это произойдет. Как только вы научитесь паять, вы будете использовать этот процесс больше, чем вы могли себе представить. У меня дома есть «палочный» сварочный аппарат (машина с газовым двигателем постоянного тока) и кислородно-ацетиленовое оборудование, так что полагайтесь на пайку для тонких и нечетных материалов. Еще одна вещь, для которой пайка удобна, — это работа с моделью двигателя: если вы не хотите использовать отливку, вы можете сделать сборку из стали и спаять ее вместе. Тщательно манипулируя пламенем и лужей, вы можете создать скругления припоя (возможно, вам придется выбрать для этого больше серебряного припоя), чтобы конечный результат выглядел как отливка при очистке/окраске. Таким образом я сделал раму для вертикальной модели паровой машины. Пайка — это один из тех процессов, где вы можете «стать артистичными», если вам это нужно. Это вопрос практики и терпения, а также того, сколько бензина у вас в баллонах.
Это вопрос практики и терпения, а также того, сколько бензина у вас в баллонах.
Джо Майклс
Джим Уильямс
Нержавеющая сталь
- #8
Адам, Некоторое время назад я использовал чугунный стержень и сварочный флюс для газовой сварки сломанной чугунной детали для долбежного станка с ножным приводом. Я отшлифовал материал в форме буквы «V» и закрепил детали на готовом приспособлении. Я поместил все это в кузницу и довел до вишнево-красного цвета. Применить чугунный присадочный стержень было просто, поскольку я контролировал нагрев с помощью горелки. Наполнитель был немного пастообразным, но легко перемещался. Закинул все это дело в бочку с вермикулитом и дал остыть на ночь. Я был доволен результатами и намерен попробовать сварить сломанный выпускной коллектор из чугуна для Lagonda Rapier.
Закинул все это дело в бочку с вермикулитом и дал остыть на ночь. Я был доволен результатами и намерен попробовать сварить сломанный выпускной коллектор из чугуна для Lagonda Rapier.
Джим
джпфальт
Гость
- #9
Буржуйки обычно изготавливались из чугуна с высоким содержанием фосфора для обеспечения максимальной текучести в тонких срезах. Он также чрезвычайно хрупок. Если печь довольно старая, значит, сварка чугунным стержнем будет намного сложнее.
Лично я использую и рекомендую мельхиоровый припой Harris Welco, так как он легче смачивает чугун, чем латунный или бронзовый припой. Нейзильбер также плавится при более высокой температуре и может использоваться в приложениях, которые раскалены докрасна. Он получается белого цвета, похожего на нержавеющую сталь, поэтому потребуется краска для печи, чтобы соответствовать цвету пайки.
БиллСкт
Горячекатаный
- #10
adamil1
Мне кажется, что парень, достаточно знающий и любопытный, чтобы задавать вопрос о сварке чугуна, вероятно, уже достаточно опытен, чтобы найти работу (даже во время учебы в старшей школе), занимающуюся чем-то более полезным, как в финансовом отношении, так и в плане опыта, работая неполный рабочий день в магазине где-нибудь. Иногда действительно крутая работа может быть получена от простого стука в дверь. Мой хороший друг, ушедший на пенсию после очень успешной карьеры инженера, начал то, что стало делом всей его жизни, потому что он пришел в компанию и попросил встречи с начальником отдела кадров. Женщина на стойке регистрации сказала ему, что вакансий нет. Он в любом случае попросил встречи с начальником отдела кадров, и когда она сказала своему боссу, что перед входом стоит студент-инженер, который хочет поговорить с ним, он сразу же вышел. Как раз в то утро этот начальник отдела кадров встречался с некоторыми менеджерами по исследованиям и разработкам по поводу попытки укомплектовать персоналом неожиданный и срочный проект, который материализовался. Мой друг был принят на работу на месте, и эта работа привела непосредственно к работе после окончания учебы в Bell Labs. Позже его карьера привела его в компанию Electric Boat, а затем в много интересной работы на флоте. Так что никогда не знаешь, что может случиться, если постучать в нужную дверь в нужное время. Если в вашем районе есть какие-либо интересные наряды, которые, по вашему мнению, могли бы использовать некоторые навыки, которые вы уже приобрели, я бы посоветовал вам постучать в их двери … и обязательно попросите поговорить с главой. персонала или самого начальника (в небольшом наряде это, наверное, один и тот же человек).
адаммил1
Титан
- #11
Что ж, я пытался выложить фото поломки ножки на ящике «Металлообработка», но, похоже, они этого не сделали. В нем говорится, что это полностью автоматизировано, но требуется ли время для загрузки фотографий на сайт. Я отправил им письмо по электронной почте под названием «нога» и «плита», но я их еще не видел. В любом случае, спасибо за отличный совет всем, что касается ноги, к сожалению, я потерял часть. Я не знаю точно, как это называется кроличьи уши, может быть? где болт проходит через ногу и входит в нижнюю часть рамы. Я думал о том, чтобы переделать эту деталь, которая отсутствует в куске чугуна, который у меня валяется, и отрезать лишний материал и припаять его. Будет ли этот процесс работать, или мне лучше сделать несколько стальных скоб, чтобы просто быть припаяны или, возможно, даже приварены к задней части ноги. Если мне понадобится сварка, будет ли обычный сварочный аппарат, такой как тот, что у нас есть на работе, работать, чтобы наложить хороший валик вдоль этих деталей, пайка, или мне нужны чугунные скобы на чугуне? Я действительно хочу, чтобы фотографии в ящике для выпадения загружались.
В любом случае, чтобы ответить на чей-то вопрос «кому он нужен?», очевидно, эти люди хотели его, http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&category=37908&item=37184&rd=1
http ://cgi. ebay.com/ws/eBayISAPI.dll?ViewItem&category=20087&item=3717330787&rd=1
Честно говоря, я тоже хочу сохранить это. Но так как я все еще живу в доме своих родителей, и, вероятно, довольно скоро я получу еще один токарный станок, а также сварочный аппарат и, возможно, даже большую вертикальную ленточнопильный станок, я должен быть осторожен с количеством хлама. Я пытаюсь тащить домой. Но если ты такой же, как я, и тебе нравятся железные дороги и запах угольного дыма холодным зимним утром, я думаю, что лучше не придумаешь. Я бы хотел однажды посидеть в углу магазина моей мечты. Другое использование для этого, может быть здание клуба железнодорожного клуба, или просто хорошая обстановка дома. Все, что я хочу сделать сейчас, это сделать его безопасным и пригодным для продажи.
Еще раз спасибо за отличные советы. Я буду продолжать проверять сайт дропбокса, если кто-нибудь еще знает о другом хорошем хостинге, дайте мне знать.
Спасибо
Адам
P.S. Я только что получил несколько фотографий для работы с PhotoBucket, http://img61. photobucket.com/albums/v187/adammil1/ Надеюсь, они демонстрируют проблему. Фото 1 — сломанная нога у печки Фото 2 — печка без ноги
[Это сообщение отредактировал adammil1 (отредактировано 25-04-2004).]
адаммил1
Титан
- #12
Билл,
Ваш мясной ход работает, но есть одна проблема, не могли бы вы нанять меня с этими ограничениями для работы в механическом цехе? Я могу работать только после 14:30 каждый день из-за школы, мне еще нет 18 лет, у меня мало формального образования, и я все еще хочу иметь возможность работать около 15 часов в неделю с некоторой гибкостью в моем графике. Правда в том, что большинство механических мастерских здесь закрываются около 4, поэтому работать всего 1:30 в день совершенно невозможно. Однако я ищу работу на лето. Когда я искал свою первую мельницу типа Бриджпорт, я постучал в несколько дверей и даже наладил тесные отношения с магазином, который теперь позволяет мне работать там в рамках стажировки, спонсируемой школой, и оказал мне массу помощи. К сожалению, им не так легко, и, возможно, им придется начать увольнять больше людей (сейчас у них только 7), а не нанимать
. Но я сейчас начинаю делать такие, поставлю свой паровой двигатель в машину и поеду в механический цех. До сих пор из трех, в которых я был, один сказал мне зайти через месяц, а другой собирается рассмотреть возможность найма меня. Так что посмотрим. Я знаю, что не буду работать в продуктовом магазине этим летом. Я прослужил там год, и этого мне более чем достаточно. Я только ищу одного, чтобы нанять меня примерно на 3 месяца, так как после этого мне нужно изучать машиностроение.
Адам
том ин нх
Чугун
- №13
Адам,
Где ты в Массачусетсе? Я в Дерри, Нью-Хэмпшир. Давай как-нибудь зацепим… Я тоже увлекаюсь паром — но на машинах, грузовиках и мотоциклах.
Том
дсергисон
Алмаз
- №14
повезло с Тигом и стержнем из фосфористой бронзы.
зависит от количества кремнезема в отливке. некоторый гипс хорошо смачивается тигом, а некоторые выглядят так, будто вы коснулись конуса для сноуборда горячей кочергой. как в- Это просто ИСЧЕЗЛО, куда это делось?
спасибо за предупреждение про шлифовку, не знал бы об этом.
Джо Майклс
Алмаз
- №15
Адам:
Вы интересовались использованием MIG для сварки чугуна. Ответ на этот вопрос заключается в том, что это не сработает. Вы можете получить сварной шов, который выглядит как сварной шов, но он не будет держаться. Причиной этого является то, что присадочная проволока MIG изготовлена из углеродистой стали. Чугун содержит около 3,5% углерода в виде свободного графита (поэтому ваши руки чернеют, если вы обрабатываете чугун напильником). Если бы тебе было
для сварки чугуна с присадочным металлом из углеродистой стали свободный графит в чугуне будет поглощаться расплавленным металлом в зоне сварки. Это привело бы к образованию карбидов — чрезвычайно твердых и чрезвычайно хрупких. Сварка может держать бабочку, но рано или поздно она порвется. Если вы хотите сваривать чугун с помощью электросварки, можно использовать процессы «прилипания» — с использованием «NiRod» или TIG с использованием присадочного металла из никелевого сплава. «НиРод», как его называют на сленге, — это ремонтный электрод, предназначенный для сварки чугуна. Он содержит очень высокий процент никеля, чтобы блокировать поглощение углерода в зоне сварки. В крайнем случае 309Электрод L из нержавеющей стали используется для сварки чугуна по той же причине — он содержит достаточное количество никеля для предотвращения образования карбидов. В таком случае, как буржуйка, вы можете сделать ремонтную деталь из мягкой углеродистой стали для отсутствующего «уха» на ножке и приварить или припаять ее. Либо сварка NiRod, либо пайка свяжут ремонтную деталь из углеродистой стали с чугуном.
Вот вам: На одной из наших гидроэлектростанций «рабочее колесо» (водяное колесо) было отлито в 1922 году и сделано из чугуна. Это около 14 футов в диаметре и что-то вроде рабочего колеса гибридного насоса. Мы удалили воду из тяговых труб (область ниже по потоку) этих старых турбин после многих-многих лет службы и обнаружили, что у одного рабочего колеса отсутствует значительный кусок железа на задней кромке одного из «ковшей» (лопастей). Были предприняты попытки ремонта: был привлечен инженер-сварщик, и они попробовали различные процедуры, чтобы попытаться приварить ремонтный кусок формованной стальной пластины к железному ковшу. Этот бегун весит добрых 30 тонн (для нас это маленькое водяное колесо) и работает на 90 об/мин, поэтому недостающий кусок железа никогда не чувствовался (никакой заметной вибрации). Низкий напор воды (течение реки), поэтому бегунок не издавал кавитационного шума. Во всяком случае, инженер-сварщик перепробовал все виды процедур, но сварка не удавалась. Мы разобрали этот агрегат для капитального ремонта, и бегунок оказался в тяжелом механическом цехе. Поставили нам ремонтную деталь. Способ, которым они это сделали, заключался в том, чтобы отшлифовать край трещины до гладкого контура, устранив концентраторы напряжения. Край сломанного ведра имел толщину более 1 1/2 дюйма, поэтому они нарезали 1/2-13 отверстий на обычных центрах. Затем в каждое резьбовое отверстие ввинчивался стержень с резьбой из нержавеющей стали, так что ряд «установочных штифтов» торчал край ведра. Что-то вроде штифтов в конце столовой, куда можно вставить лист. Кусок стальной пластины был нагрет и сформирован до нужной геометрии. Были просверлены отверстия 17/32 дюйма. в его край, чтобы выровняться с нержавеющими штифтами со всей резьбой, торчащими из отверстий с лентой. Кромка этой стальной ремонтной детали была скошена для сварки. Край разбитого чугунного ведра был отколот, чтобы немного развернуть его. Затем ремонтная деталь была надвинута на дюбели и приварена к ним с помощью 309L-электрод. Это обеспечило надежное сварное/механическое крепление ремонтной детали к остальной части ковша. Затем сварку выполняли с использованием ремонтного электрода NiRod с предварительным нагревом. С тех пор никаких проблем.
Ввиду того, что вы мечтаете о работе в паровозостроительном цехе: на железных дорогах широко использовалась пайка для ремонта сломанных чугунных отливок. Обычным явлением была поломка цилиндров паровоза. Это произошло, когда двигатель «напился воды» — порция воды попала через сухую трубу в цилиндры из-за того, что инженер не смог должным образом прогреть цилиндры перед запуском двигателя. Когда это случалось, порция воды, будучи несжимаемой, обычно отрывала головку блока цилиндров. По этой причине шпильки цилиндра часто делались с надрезом (на линии соединения). Иногда шпильки не выходили из строя первыми, и часть фланца цилиндра уходила. Железнодорожные мастерские собирали детали, соединяли их вместе и спаивали. Именно из-за такого события с буферных балок паровоза были сняты передние ступени. Слишком много тормозных мастеров погибло от летящих головок цилиндров двигателей, заводившихся на холоде во дворах. В магазинах обычно использовали много асбеста и огнеупорного кирпича, вокруг цилиндра строили печь, в которой вещи оставались горячими, а затем медленно охлаждались. Еще одно применение, для которого они использовали пайку, заключалось в том, чтобы «спасти» поршни локомотивов на двигателях, использующих насыщенный пар. Поля поршней изнашивались примерно через 6:00 из-за движения вверх и назад по стенкам цилиндра. К 19Поршни 20-х годов на перегретых двигателях имели сменные «бычьи кольца» или «мусорные кольца». На более легких двигателях они сделали пизонты меньшего размера и нарастили их металлическим припоем. Он не был доведен до нужного диаметра, кольцевые канавки были заново нарезаны, а поршень имел хорошую бронзовую изнашиваемую поверхность. Железные дороги МНОГО использовали пайку при ремонте паровозов. В локомотивных мастерских обычно поставляли «ацетилен Oxweld Railroad». Было так много работы с оксиацетиленом, что раньше у них была «генераторная» за пределами магазинов. Это было острое здание, в котором газообразный ацетилен производился в помещении из карбида кальция и воды с помощью устройства, известного как «генератор». Это была темпераментная и опасная тварь, поэтому ее держали подальше, в отдельном флигеле. Кислород доставлялся в баллонах, которые также хранились во флигеле и соединялись вместе. С размером наконечников, которые требовались для некоторых работ, набор бутылок на «багги» никак не мог угнаться за ними.
Для действительно тяжелого ремонта литья или сварки рамы паровоза железные дороги использовали «термитный» процесс. Это была пиротехника в лучшем виде. в основном вокруг свариваемых деталей изготавливалась форма. Огнеупорная воронка, установленная над формой и заполненная смесью гранулированного железа (или стали, или бронзы, в зависимости от назначения) и порошкообразного магния, являлась начинкой для зажигательного устройства. Затем это было зажжено. Пиротехнику было на что посмотреть, металл расплавился и заполнил форму. избыточного тепла было достаточно для полного сплавления с основным металлом. Это был окончательный метод соединения сломанных отливок. Он все еще используется сегодня, известный как «Cadwelding» — используется для соединения железнодорожных рельсов, тяжелой арматуры и тяжелых медных заземляющих кабелей. Формальным термином для этого процесса является «экзотермическая сварка». Вы НЕ хотите попробовать этот процесс дома.
Джо Майклс
Дж. Бишоп
Горячекатаный
- №16
Привет, Адам, я думаю, если бы это было мое, я бы изготовил новую ногу из мягкой стали, а затем подумал о том, чтобы либо припаять ее, либо использовать пару маленьких винтов, чтобы прикрепить то, что у вас осталось от сломанной ноги, просто для красоты. Таким образом, вам не придется беспокоиться о том, что ремонт не удастся и печь опрокинется. Я думаю, вы сказали, что это задняя нога, так что вы могли ее даже не увидеть. Удачи, Джим.
адаммил1
Титан
- # 17
Что ж, думаю, сегодня я завершил эту главу. Я действительно благодарю всех, кто ответил, особенно Джо, и Эрика, так как я всегда ценю чистую мысль и знания, отраженные в сообщениях Джо, Эрика, поскольку его предупреждения о безопасности действительно выделялись в моей голове, и всех остальных, поскольку я думаю, что это был одним из самых образовательных постов для меня в то время. В конце концов, однако, я собираюсь последовать предупреждению Эрика: «Последнее, что вы хотите сделать, это исправить это неправильно и продать только для того, чтобы новый владелец разжег бушующий огонь только для того, чтобы увидеть (или не увидеть) печь. упасть, расплескав огонь по комнате». Я пробую много новых вещей в магазине, но делаю несколько ошибок, так как это все часть обучения. Однако обычно ошибка для меня означает не что иное, как взорванную деталь и необходимость начинать все сначала. Мне еще предстоит кого-то убить или разрушить дом, и я не хочу рисковать этим. Когда дело доходит до безопасности, особенно чьей-то еще, я еще недостаточно уверен в своих сварочных навыках или знаниях в области пайки чугуна, чтобы попробовать это. Узнав так много о сварке чугуна, я понял, как многого я о ней не знал. Я всегда знал, что это сложно, но никогда не знал, насколько сложно. Я не думаю, что побоялся бы сейчас попробовать починить что-нибудь свое чугунное, но что-то продать, я этого слишком боюсь. Таким образом, сегодня я остановился в магазине печей, и когда у него был совершенно новый набор чугунных ножек для печей, очень похожих, но не идентичных всего за 20 долларов, я купил их. Если повезет, еще 20 долларов, и к пятнице он появится на Ebay по цене около 100 долларов. (Сегодня вечером я понял, что мне не хватает нескольких винтов для крепления ножек, так что я куплю их завтра в хозяйственном магазине)
Так что еще раз спасибо всем вам. Я знаю, что не получил удовольствия от того, что сам починил эту печь в духе настоящего механика, но, по крайней мере, я смогу спать по ночам после продажи этой печи, и мне не придется беспокоиться, напортачил я или нет. Если кому-то интересно посмотреть его на ebay, продолжайте искать Pot Belly Stove, или мое имя пользователя на ebay — «millingtrain».
Адам
[Это сообщение было отредактировано adammil1 (отредактировано 27.04.2004).]
Ричард Роджерс
Титан
- # 18
Адам,
Поскольку я не видел вашу печь, как насчет этого:
Изготовьте основание с тремя ножками, отшлифуйте оставшиеся две ножки и установите печь на это основание. Вероятно, для некоторых людей это испортит внешний вид, но не нужно будет беспокоиться о том, что он может упасть из-за неудачного паяного соединения. Черт возьми, это может даже хорошо выглядеть. Опять же, я не видел вашей плиты.
Припаять эту ногу было бы делом 50/50, потому что она, так сказать, «сгорела», как треснутый и отремонтированный выпускной коллектор. Кажется, что ремонт останется на месте, в основном из-за нагрузок, связанных с нагревом / охлаждением, которые выдерживают эти предметы. Однажды я вставил кусок стальной трубы в выпускной коллектор трактора, а затем припаял. Это сработало.
Жаль, что ты не ближе. Мы могли бы использовать вашу помощь во второй половине дня. Собираюсь нанять 19-летнего парня на неполный рабочий день, который прошел обучение во-технике. Выглядит многообещающе. Мне бы ОЧЕНЬ НРАВИЛОСЬ иметь эту доску, чтобы задавать вопросы, когда я был в твоем возрасте. Рад видеть, что кто-то твоего возраста пользуется этим.
Удачи,
Ричард
Яйцо41
Гость
- # 19
Адам, хороший результат по ногам и хороший заход на ремонт. Лучший совет, который я могу дать всем в вашем возрасте, — НИКОГДА не позволяйте себе соскальзывать в мысли «Это никогда не случится со мной» или «Это случается только с другими людьми», поскольку достаточно одной плохой ситуации, чтобы разрушить или сильно повлиять на жизнь. всю оставшуюся жизнь.
Если вы хранили это для себя в качестве украшения или даже для ограниченного использования, ситуация может быть иной, но что касается продажи кому-то другому, то ваш донг — это то, что нужно.
Что касается обучения пайке чугуна и чувства выполненного долга, связанного с обучением, у вас все еще есть три другие ноги для практики. А так как они больше не нужны, вы можете спаять их по одному, а затем провести разрушающее тестирование, чтобы увидеть, насколько хорошо вы справились. Как если бы тебя ругали в школе.
И если у вас ничего не получилось, не забывайте, что есть определенные типы гипса, которые нельзя легко починить.
Удачи вам, но я не думаю, что удача нужна, так как у вас, кажется, хорошее начало жизни.
Эрик
Brazing Cast Iron: The Basics
Резюме
Чугун (серый, белый и ковкий) — искусственный сплав железа, углерода и кремния. Часть углерода существует в виде свободного углерода или графита.
Общее содержание углерода составляет от 1,7 до 4,5 процентов.
Чугун используется для изготовления водопроводных труб, отливок станков, корпусов трансмиссии, блоков двигателей, поршней, отливок печей и т. д.
Металл может подвергаться пайке или бронзовой сварке, газовой и дуговой сварке, закалке или механической обработке.
С точки зрения ограничений, чугун должен быть предварительно нагрет перед сваркой. Его нельзя обрабатывать в холодном виде.
Часто пайка является лучшим подходом для ремонта чугуна, особенно когда детали необходимо восстановить, а затем обработать до нужного допуска.
Видео о том, как паять чугун и необходимый стержень
Обзор
Если вы хотите паять чугун, плавить основной металл не нужно, так как стержень имеет встроенный флюс.
Зазор должен быть около 0,003 для максимальной прочности на растяжение и сдвиг.
Стержень подвергается сильному нагреву свыше 1400 градусов, чтобы проникнуть в поры металла.
Стержень, необходимый для пайки чугуна, сваривает все виды чугуна, латуни, никеля, меди и более 50 различных видов стали, включая нержавеющую.
Откройте заливку вокруг ремонтируемого участка, просверлите и выточите U-образную форму в металле, чтобы она больше не была тонкой трещиной.
С помощью угловой шлифовальной машины потренируйтесь с чугуном, вытачивая в металле паз на глубину от 1/16 до 1/8 дюйма. Используйте наконечник для пайки или резки, чтобы довести металл до 1400 градусов.
Металл начнет краснеть при 600 градусах, но продолжит нагреваться.
Проверьте стержень на металле на расстоянии 1/4 дюйма от основной части пламени.
Стержень имеет сердечник из флюса, который будет плавиться намного ниже, чем стержень, поэтому, если сам стержень не расплавится, наберитесь терпения.
Когда вы приблизитесь к 1400 градусам, будет казаться, что вы собираетесь прожечь дыру в металле, но не волнуйтесь.
Как только вы увидите, что сам стержень плавится, поцарапайте стержень по всей области, подлежащей ремонту.
Стержень расплавится и с помощью флюсового сердечника вплавится в металл.
Когда вы вытащите факел, он станет вишнево-красным примерно на 20 секунд.
Если вы четко следовали инструкциям и тщательно поцарапали стержень по всей области, подлежащей ремонту, вы получите самый прочный сварной шов на этом конкретном металле.
Затем вы можете отшлифовать, придать форму, отполировать и покрасить по желанию.
Mig Cast Iron WeldСвойства чугуна
Чугун имеет:
- Число твердости по Бринеллю от 150 до 220 (без сплавов) и от 300 до 600 (с примесями)
- Прочность на растяжение от 25 000 до 50 000 фунтов на кв. дюйм (от 172 375 до 344 750 кПа) (без сплавов) и от 50 000 до 100 000 фунтов на кв. дюйм (от 344 750 до 689 500 кПа) (сплавы)
- Удельный вес 7,6
- Высокая прочность на сжатие, в четыре раза превышающая прочность на растяжение
- Высокая жесткость
- Хорошая износостойкость
- Удовлетворительная коррозионная стойкость
Серый чугун
Если дать расплавленному чугуну медленно охладиться, химические соединения железа и углерода в определенной степени разрушатся. Большая часть углерода отделяется в виде крошечных чешуек графита, разбросанных по всему металлу. Этот графитоподобный углерод, в отличие от связанного углерода, вызывает серый вид излома, который характерен для обычного серого чугуна.
Поскольку графит является отличной смазкой, а металл покрыт крошечными чешуйчатыми сколами, серый чугун легко обрабатывается, но не выдерживает сильных ударов. Серый чугун состоит на 90-94% из металлического железа с примесью углерода, марганца, фосфора, серы и кремния. Специальные высокопрочные марки этого металла также содержат от 0,75 до 1,50% никеля и от 0,25 до 0,50% хрома или от 0,25 до 1,25% молибдена.
Коммерческий серый чугун содержит от 2,50 до 4,50% углерода. Около 1% углерода связано с железом, а около 2,75% остается в свободном или графитовом состоянии. При производстве серого чугуна обычно увеличивают содержание кремния, так как это способствует образованию графитового углерода. Связанный углерод (карбид железа), который составляет небольшой процент от общего количества углерода, присутствующего в чугуне, известен как цементит.
Как правило, чем больше свободного углерода (графитового углерода) присутствует в чугуне, тем ниже общее содержание углерода и тем мягче железо.
Испытания для серого чугуна
Проверка внешнего вида
Необработанная поверхность отливок из серого чугуна имеет очень тусклый серый цвет и может быть несколько шероховатой из-за песчаной формы, используемой при отливке детали. Чугунные отливки редко обрабатываются целиком. Необработанные отливки могут быть отшлифованы местами для удаления шероховатостей.
Испытание на излом
Надрежьте угол зубилом или ножовкой и ударьте по углу резким ударом молотка. Темно-серый цвет изломанной поверхности вызван мелкими черными вкраплениями углерода, присутствующими в виде графита. Чугун ломается при изломе. Мелкие хрупкие стружки, сделанные зубилом, отламываются сразу же после образования.
Испытание на искрообразование
При искровом испытании этого металла вылетает небольшое количество тускло-красных искр, которые следуют по прямой линии рядом с колесом. Они распадаются на множество мелких повторяющихся всплесков, которые меняют цвет на соломенный.
Тест с горелкой
Тест с горелкой приводит к образованию лужи расплавленного металла, который не шумит и имеет желеобразную консистенцию. При поднятии пламени факела впадина на поверхности линьки-лужи мгновенно исчезает. При плавлении на поверхности образуется тяжелая прочная пленка. Расплавленной луже требуется время, чтобы затвердеть, и она не дает искр.
Чугунный патрубок для пайкиБелый чугун
При нагревании серого чугуна до расплавленного состояния углерод полностью растворяется в железе, вероятно, химически соединяясь с ним. Если этот расплавленный металл быстро охладить, два элемента останутся в соединенном состоянии, и образуется белый чугун. Углерод в этом типе железа составляет от 2,5 до 4,5 процентов по весу и называется комбинированным углеродом. Белый чугун очень твердый и хрупкий, часто не поддается механической обработке и имеет серебристо-белый излом.
Ковкий чугун
Ковкий чугун получают путем нагревания белого чугуна от 1400 до 1700°F (760 и 927°C) в течение примерно 150 часов в ящиках, содержащих гематитовую руду или железную окалину. Этот нагрев заставляет часть связанного углерода переходить в свободное или несвязанное состояние. Этот свободный углерод отделяется иначе, чем углерод в сером чугуне, и называется отпускным углеродом. Он существует в виде небольших округлых частиц углерода, которые придают отливкам из ковкого чугуна способность изгибаться перед разрушением и выдерживать удары лучше, чем серый чугун. Отливки обладают свойствами, более близкими к свойствам чистого железа: высокой прочностью, пластичностью, ударной вязкостью и способностью противостоять ударам. Ковкий чугун поддается сварке и пайке. Любая сварная деталь после сварки должна быть отожжена.
Проверка внешнего вида
Поверхность ковкого чугуна очень похожа на серый чугун, но обычно не содержит песка. Он тускло-серого цвета и несколько светлее, чем серый чугун.
Испытание на излом
При разрушении ковкого чугуна центральная часть поверхности разрушения становится темно-серой с яркой стальной полосой по краям. Внешний вид перелома лучше всего можно описать как рамку картины. Ковкий чугун хорошего качества намного прочнее другого чугуна и не ломается при надрезании.
Испытание на искрообразование
При шлифовании ковкого чугуна внешний блестящий слой испускает яркие искры, подобные стали. По мере достижения салона искры быстро меняют цвет на тускло-красный возле колеса. Эти искры из внутренней части очень похожи на искры из чугуна; однако они несколько длиннее и присутствуют в большом объеме.
Испытание горелкой
Расплавленный ковкий чугун кипит под пламенем горелки. После того, как пламя будет убрано, поверхность будет полна дыр. При изломе расплавленные части очень твердые и хрупкие, имеющие вид белого чугуна (путем плавления и довольно быстрого охлаждения они были превращены в белое или закаленное железо).