Можно приварить чугун к металлу
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
Содержание
- 1 Основные методики
- 1.1 Выбор электродов
- 1.2 Рабочая инструкция
- 1.3 Аргонодуговая технология
- 1.3.1 Подведем итоги
Сваривание металла с чугуном очень частое явление в наше время. Многие люди применяют его при машиностроении, станкостроении, металлургической и других видах промышленности. До нашего времени чугун – это один из основных металлов, которые применяют при создании практически всех конструкций из металла. Чугунные изделия очень выгодны для своих хозяев, потому что имеют сравнительно невысокую стоимость, но имеют много преимуществ.
Чугун имеет способность приглушивать вибрацию, а также высокоизносоустойчив и имеет хорошие литейные свойства. По причине широкого применения чугун часто приходится сваривать с другими металлами. Сварка чугуна прочно засела в чугунно-литейном производстве. Он используется для ремонта оборудования на некоторых заводах, а также для того чтобы устранять некоторые дефекты чугунных отливок.
По причине широкого применения чугун часто приходится сваривать с другими металлами. Сварка чугуна прочно засела в чугунно-литейном производстве. Он используется для ремонта оборудования на некоторых заводах, а также для того чтобы устранять некоторые дефекты чугунных отливок.
Швы, которые наложены на чугун могут быть, как долговечными так и не очень все зависит от того, какой тип электродов Вы выберите. В чугунных конструкций может быть множество дефектов из-за того что чугун является хрупким металлом. Так какими же все-таки электродами варить чугун?
В основном для сварки чугуна используются электроды ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и другие. Электроды для сварки чугуна очень разнообразны, поэтому от правильного выбора электрода будет зависеть долговечность изделия. Для начала давайте узнаем немного подробнее об этих электродах. ЦЧ-4 предназначены для холодной и горячей сварки, а также для ремонтных наплавок, напаек и заварок дефектов литья. Этим видом электродов можно сваривать высокопрочный ковкий чугун, а также сваривать чугун со сталью. Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Сваривание происходит с использованием нижнего положения шва и с помощью тока обратной полярности. В целом, электроды ЦЧ-4 идеально подходят для того, чтобы сварить качественно чугун и сталь.
Электроды ОЗЧ-2, как и предыдущие, ЦЧ-4, предназначены для горячей или холодной сварки и заварки дефектов литья. Сваривание происходит в вертикальном, и нижнем положении шва с использованием постоянного тока обратной полярности. При использовании этих электродов лучше всего отдать предпочтение сварке тонкостенных конструкций.
Перед началом сваривания нужно подогреть изделие до температуры около 630 градусов по Цельсию. Сваривание нужно производить без остывания изделия, потому что на нем образуется трещина или излом. Лучше всего оставлять остывать изделие, плотно укрыв его любыми теплоизоляционным материалом. Однако для более качественного результата Вы можете воспользоваться печью, которую использовали для нагревания изделия до нужной температуры.
Многие умельцы в сфере сваривания пользуются и другими приемами при сварке чугуна с металлом, однако из этой статьи Вы узнали основной и самый лучший способ сварки. Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Самое главное – это то, что производить такое сваривание может даже новичок, а профессиональных сварщиков не так-то и много. В любом случае, независимо от того кто Вы: профессионал или новичок – сварка чугуна со сталью Вам по силам.
Вместо пролога
Агрегат не с моей восьмидесятки. Агрегат с TLC-62, которую клиент пригнал мне в работу. Но, так как 62 серия, отец моей восьмидесятки, то решил сделать запись к себе в БЖ Танка…
Итак…
Проблема заключалась в том, что на левом поворотном кулаке постоянно откручивались болты крепления тормозного суппорта.
Владелец уже замаялся постоянно их подтягивать, подкладывать «шаёлбочки» и творить прочие танцы с бубном.
К гадалке не ходи, там сорвана резьба. Вот на сколько — вопрос разрешим только после разборки агрегата.
Ну, порядок разборки ступицы и прочего описывать не буду. Если кому надо, напишите в комментариях, я тогда изменю текст и добавлю фотки поэтапного разбора-сбора.
В общем, корпус поворотного кулака снят, отмыт и на верстаке.
После дефектовки, отверстий видим на одном полностью слизанную резьбу, а на втором сохранились крайние четыре витка.
Методика ремонта
Вариантов решения проблемы на самом деле не мало.
1) рассверлить отверстие, нарезать резьбу под больший размер. Использовать болт большего диаметра.
2) завтулить и нарезать во втулке резьбу под родной болт.
3) использовать специальные футорки для восстановления резьбы.
Первый вариант, отпал, потому как владелец хочет использовать стандартные болты. Прав на 100%.
Тритий вариант накрылся из-а того, что в нашей деревне не нашлось футорки М12х1,25 Только с интернета, или на заказ через неделю…
Поэтому был выбран второй вариант. Изготовить стальную втулку. Чугуния у меня нет, да и подозреваю, что обработка чугуния на токарке, тот ещё гиморой. Поэтому стальная втулка. Вытекает несколько нюансов:
— припуски на посадку что бы не расколость чугунное ухо, но и так что бы не проворачивалось при нарезке резьбы
— провар одного торца с целью окончательной фиксации втулки
Если с припусками более менее понятно и на практике все делается без труда, то вот со сваркой чугуна и металла — проблемка. Причём методом холодной сварки…
Причём методом холодной сварки…
В общем… Пять часов в первый день ушли на изготовление нескольких втулок и попытки провара кромки. Хрена. Тот электрод, который был по чугунию в наличии — отказался делать нормально и по границе материалов, предательски образовывалась трещина. Естественно, меня такой вариант совсем не устраивал.
Второй день ушёл на поиски в нашей деревне специального электрода ЦЧ-4. Позволяет методом холодной сварки наплавлять на чугуний ремонтные валики и сваривать чугуний с железом. Правда необходимо соблюдать некоторые нюансы. В результате кое-как этот электрод был найден в продаже поштучно. Бог — есть!
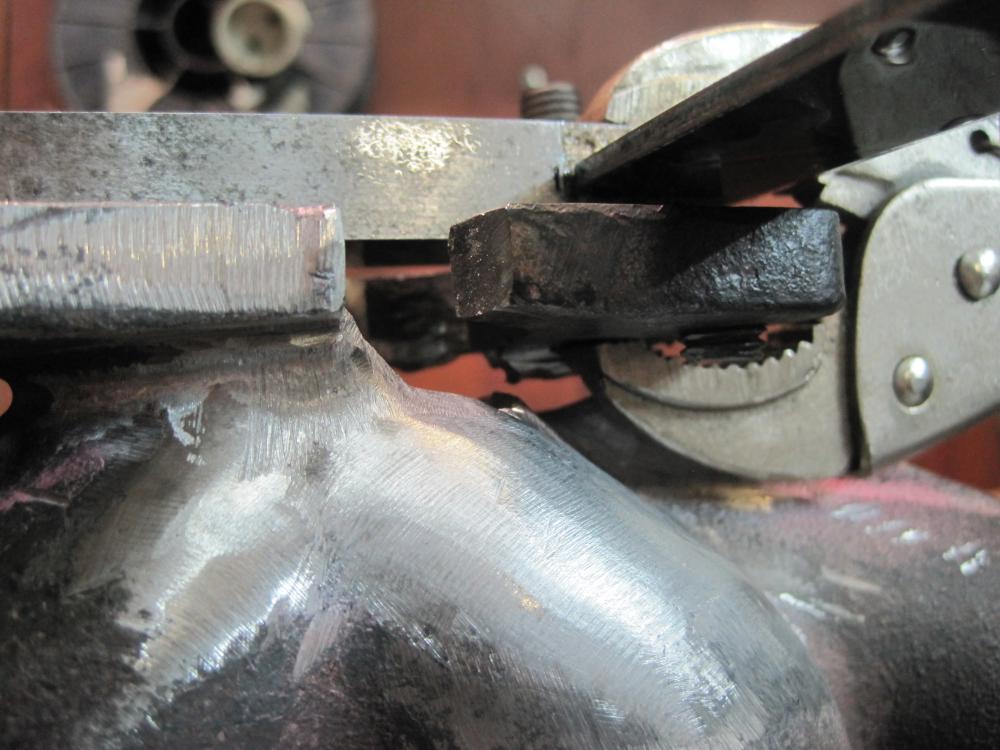
Остаток дня в количестве двух часов ушёл на изготовление бобышки-затычки, кондукторов для сверления ентой самой бобышки, свар её по периметру с чугуном, сверление и нарезку резьбы.
Собственно результат ремонта первого уха:
Пораскинув остатками мозга, прикинув трудоёмкость процесса и его окупаемость, решил. Второе ухо буду ремонтировать футоркой. Которую, один фиг, на всякий случай, заказал в интернете. Завтра по идее придёт в ТК.
Которую, один фиг, на всякий случай, заказал в интернете. Завтра по идее придёт в ТК.
Так что, скоро добавлю для сравнения, процесс ремонта по методу намба три 😉
p/s: совсем забыл упомянуть, что после свара таким электродом, материал крайне тяжело обрабатывается механически. Сверление и нарез резьбы — тяжело…
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.

- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.

Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
 youtube.com/embed/Z2uo6NdsdOQ?feature=oembed»/>
youtube.com/embed/Z2uo6NdsdOQ?feature=oembed»/>В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.

Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Электроды для сварки чугуна в домашних условиях: марки
Главная » Обработка металла » Сварка » Какие виды электродов выбрать для сварки чугуна в домашних условиях?
На чтение 5 мин
Содержание
- Можно ли варить чугун?
- Особенности сварки чугуна
- Технология сварки чугуна
- Горячая
- Полугорячая
- Холодная
- Какими электродами варить?
- Как приварить чугун?
Чугунные детали встречаются в промышленности и быту. При соединении деталей применяют электроды для сварки чугуна. Для того чтобы получить соединение высокого качества необходимо знать технологический процесс и требования безопасности.
При соединении деталей применяют электроды для сварки чугуна. Для того чтобы получить соединение высокого качества необходимо знать технологический процесс и требования безопасности.
Можно ли варить чугун?
Мастера могут определить свойство свариваемости чугуна по разрезу. Если на срезе выявляют, что материал имеет мелкозернистую структуру, то соединение деталей не вызовет трудности. Однако, если материал на срезе имеет крупную структуру, то при сварке необходимо применять дополнительное оборудование и комплектующие. Непригодным к обработке считается чугун, который длительное время подвергался воздействию влаги, масла, а также кислой среды.
Чугун представляет собой металл с ограниченной свариваемостью, при соединении деталей учитывают следующие особенности материала:
- при сварке заготовки устанавливают в горизонтальном, нижнем положении, так как металл жидкотекучий;
- соблюдают температурный режим, при нарушении в месте шва могут образовываться дефекты;
- в результате превышения температур, а также низкой текучести чугуна могут увеличиваться внутренние напряжения в месте сварного шва;
- при плавлении металл образует оксиды, которые расплавляются при высоких значениях.

На сварном шве при остывании могут появляться трещины. Для предотвращения такого явления рекомендуется соблюдать технологию.
Особенности сварки чугуна
У металла есть характеристики, которые оказывают влияние на процесс соединения:
- быстрое охлаждение приводит к появлению на поверхности шва чугуна белого типа, который не обрабатывается, а также саморазрушается;
- превышение допустимой температуры обработки приводит к микротрещинам в сварочном шве;
- при горении электрической дуги в ванне образуются избыточные газы, из-за которых шов получается пористый;
- при формировании могут появляться трудности, расплавленный металл может вытекать из сварочной ванны;
- в составе материала присутствует кремний, при его взаимодействии с кислородом получается тугоплавкий оксид, шов будет непроваренный.
В результате соединения чугунных деталей могут проявляться трудности, но это не делает сварку металла менее распространенной. Она применяется для обработки возможного брака после литейного производства, а также при изготовлении сложных конструкций. характеристики материала требуют применения приспособлений и комплектующих (электроды и проволока), от которых зависит качество соединения.
Она применяется для обработки возможного брака после литейного производства, а также при изготовлении сложных конструкций. характеристики материала требуют применения приспособлений и комплектующих (электроды и проволока), от которых зависит качество соединения.
Технология сварки чугуна
При наличии дополнительного подогрева, а также его отсутствия и величины температуры сварочной ванны выделяют три способа сварки чугуна электродами:
- горячая;
- полугорячая;
- холодная.
Горячая
Применяется в промышленном производстве. Деталь разогревают до температуры 650°С, чего трудно добиться в домашних условиях, так как необходимо иметь специальное оборудование. В результате избегают появления разрушений в месте сварочного шва.
При обработке следует равномерно разогревать заготовки. В результате различия температуры места соединения и основного металла может произойти разлом. Перед работой детали закрепляют, что помогает уменьшить внутренние напряжения при разогреве. Запрещается превышать показание 750°С, это приводит к плавлению материала.
Запрещается превышать показание 750°С, это приводит к плавлению материала.
Полугорячая
Применяется в промышленном производстве и частной мастерской. Нагрев не превышает 450°С.
Холодная
Мастер не проводит предварительный нагрев детали. При отсутствии аппаратов, а также для штучного ремонта и разовой обработки применяется холодная сварка. Однако соединение, выполненное таким способом, имеет низкое качество.
Какими электродами варить?
Виды электродов:
- проволока из легированных сталей;
- из углеродистого материала;
- чугунные прутки;
- медные прутки, а также изготовленные и сплавов.
Стальные электроды покрываются смесью, содержащей ферросилиций. С его применением мастер может получить на месте соединения деталей серый чугун, который отличается от аналогов полезными характеристиками. Данный тип электродов используют для соединения деталей, которые не подвержены повышенным нагрузкам при эксплуатации.
Марки электродов для сварки чугуна:
- ЭМЧС. Сердечник электрода содержит сталь с низким уровнем углерода. Поверх сердцевины находится покрытие, состоящее из нескольких слоев, при этом каждый из них обеспечивает защиту сварной ванны, образует газ, улучшает свойства металла. Данный вид электродов не требует предварительного нагрева чугунных деталей, толщина которых не должна превышать 10 мм.
- ЦЧ4. Считается обычным электродом. Сердечник покрывают веществом, которое при эксплуатации вступает в химическую реакцию с углеродом и образует карбиды, не вступающие во взаимодействия с железом.
- МНЧ-1. Сердечник состоит из сплавов меди и цинка. Шов при этом получают высокого качества, он не подвергается разрушению, легко обрабатывается. В месте шва снижается количество растворенного углерода.
- Чугунные. Изготавливают двух видов: углекислый барий и карборунд которые смешивают с раствором жидкого стекла.
 Сердечник электрода содержит сталь с низким уровнем углерода. Поверх сердцевины находится покрытие, состоящее из нескольких слоев, при этом каждый из них обеспечивает защиту сварной ванны, образует газ, улучшает свойства металла. Данный вид электродов не требует предварительного нагрева чугунных деталей, толщина которых не должна превышать 10 мм.
Сердечник электрода содержит сталь с низким уровнем углерода. Поверх сердцевины находится покрытие, состоящее из нескольких слоев, при этом каждый из них обеспечивает защиту сварной ванны, образует газ, улучшает свойства металла. Данный вид электродов не требует предварительного нагрева чугунных деталей, толщина которых не должна превышать 10 мм.Комплектующие выполняют из комплекса стержней:
- медно-железный сплав, покрытый железным порошком;
- медные, покрытые проволокой из стали;
- медные, покрытые жестью.

При выборе комплектующих ориентируются на толщину металла, величину тока, а также требование к шву.
Виды электродов для сваркиКак приварить чугун?
Перед соединением деталей необходимо подготовить место сварного шва. При помощи шлифовальной машинки снимают металла, затем стык протирают для обезжиривания. При наличии на кромке дефектов их полностью удаляют. Детали закрепляют и прогревают при необходимости.
Сварка чугуна электродом в домашних условиях выполняется при соблюдении следующих условий:
- клеммы подключают в обратной последовательности;
- номинальная мощность устанавливается в соответствии размерами металла;
- один сварной шов не превышает 50 мм;
- для предотвращения критического нагрева чугуна рекомендуется прерывать электрическую дугу, как при соединении обычными электродами.
Соблюдение требований безопасности и условий технологического процесса позволяет мастеру получить шов высокого качества, место соединения в дальнейшем не разрушится.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.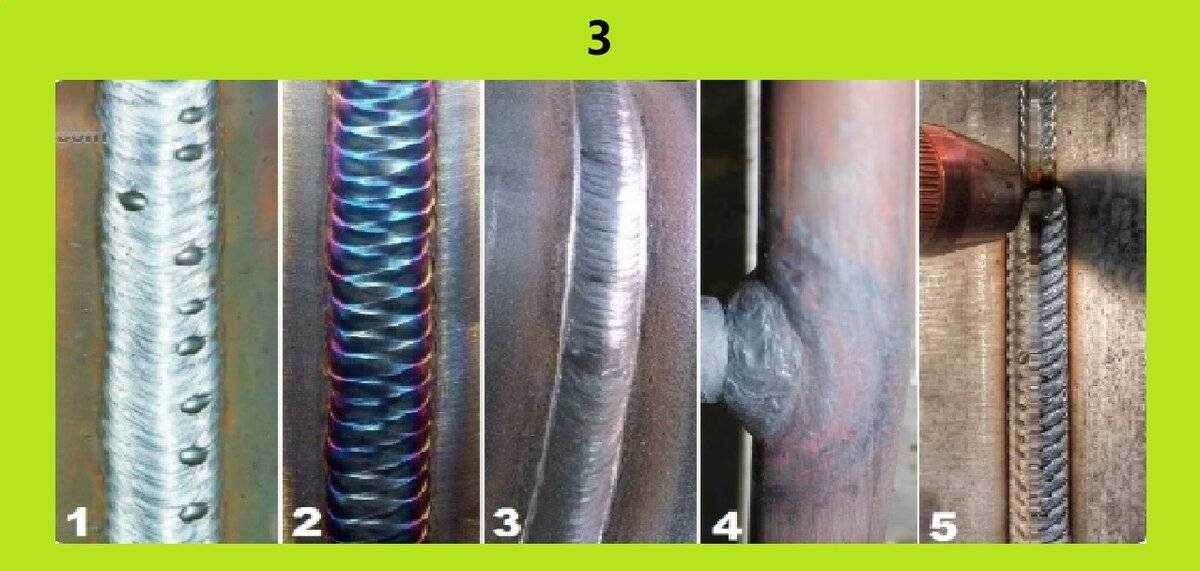
( Пока оценок нет )
Поделиться
Сварка чугуна: способы, особенности, техника безопасности
СОДЕРЖАНИЕ
- 5 ключевых особенностей сварки чугуна
- Подготовка деталей из чугуна к сварке
- Электроды для сварки чугуна
- 3 способа ручной дуговой сварки чугуна
- Технология сварки чугуна полуавтоматом
- Тонкости сварки чугуна TIG-сваркой
- Сварка чугуна газом
- Холодная сварка деталей из чугуна
- Техника безопасности при сварке чугуна
Чем характеризуется? Сварка чугуна существенно отличается от сварки других металлов. Здесь применяется свои технологии и учитываются характерные особенности сплава. Сходу сварщику-новичку будет непросто приварить чугун.
Здесь применяется свои технологии и учитываются характерные особенности сплава. Сходу сварщику-новичку будет непросто приварить чугун.
Где востребована? Несмотря на сложность процесса сварка чугунных заготовок широко применяется. Большой популярностью она пользуется при работе с двигателями российской автомобильной «классики». Но это не единственная сфера, где возможна только сварка чугуна.
5 ключевых особенностей сварки чугуна
Чугун представляет собой сплав железа и углерода, причем доля углерода должна быть не менее 2,14 %. Также в зависимости от марки в составе чугуна присутствуют различные легирующие добавки и примеси.
Сварка чугуна имеет специфику, связанную с физическими и химическими свойствами этого сплава, и отличается сложностью. Особенно большие проблемы доставляет сварка чугуна с другими металлами. К примеру, несмотря на сходство химического состава сплавов, сварка чугуна со сталью не такое простое дело, как может показаться. Более того, даже при сварке однородного чугуна нарушение технологического процесса приводит к негативным последствиям:
- Скорость охлаждения влияет на структуру чугуна, и при высокой скорости происходит «отбеливание» поверхности. В этом случае во внешнем слое образуется белый чугун, отличающийся повышенной прочностью, но также хрупкостью и плохой обрабатываемостью.
- Если температурный режим выбран неверно, то из-за этого возможна перекалка сплава в околошовной области и, как результат, нарушение целостности соединения.
- При сварке ванным способом образование газов делает сварные швы пористыми. Также бывает затруднительно сформировать шов, поскольку расплавленный чугун обладает высокой текучестью, и он вытекает из ванны.
- Быстрое охлаждение после сварки делает металл хрупким и приводит к появлению трещин в чугуне.
- Наличие окислов кремния на поверхности металла затрудняет сварку. Поскольку температура плавления у них выше, чем у чугуна, то могут остаться непроваренные участки.
 В этом случае во внешнем слое образуется белый чугун, отличающийся повышенной прочностью, но также хрупкостью и плохой обрабатываемостью.
В этом случае во внешнем слое образуется белый чугун, отличающийся повышенной прочностью, но также хрупкостью и плохой обрабатываемостью.Читайте также: «Сварочный стол своими руками»
При этом необходимость сварки чугуна возникает часто – в процессе ремонта металлических изделий (например, блока двигателя), в ходе изготовления сварно-литых конструкций, а также для исправления бракованных чугунных деталей.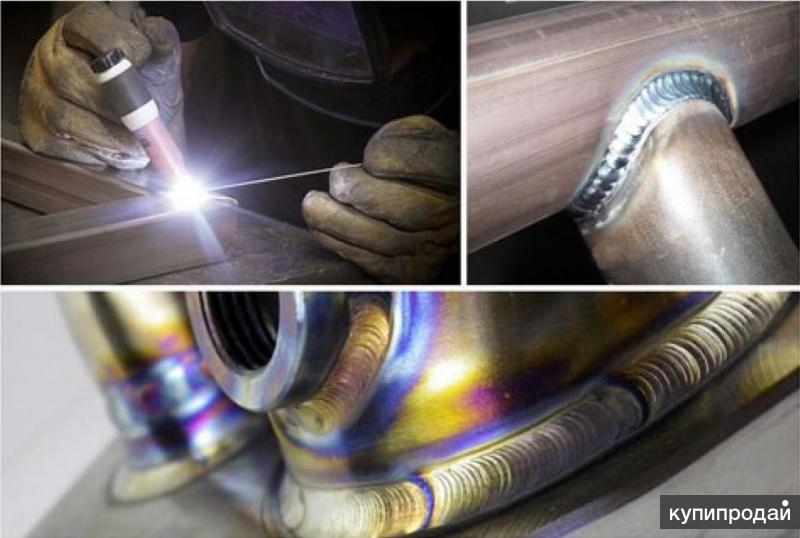
Подготовка деталей из чугуна к сварке
Перед сваркой обрабатываемые чугунные поверхности нуждаются в подготовке:
- Прежде всего производятся очистка поверхности от загрязнений и обезжиривание, например, с помощью ацетона или растворителя.
- При работе с тонким чугуном необходимо использовать специальные теплоотводящие подкладки, которые устанавливаются под место сварки. Еще одной предварительной процедурой является разделка кромок, для обработки которых подойдет напильник или углошлифовальная машина с диском по металлу.
- Если требуется заварить трещину, то нужно полностью разделать и очистить ее, а также засверлить по краям во избежание дальнейшего распространения. Для надежности можно целиком вырезать трещину.
При сварке чугуна используются разные способы: горячая, полугорячая и холодная сварка.
Электроды для сварки чугуна
В процессе сварки вместе с электродом сгорает и часть углерода, находящегося в металле, что приводит к появлению пор. Пористость сварного шва негативно влияет на прочность соединения, и потому при сварке чугуна рекомендуется использование электродов, в составе которых есть никель и медь. Присутствие этих металлов в электроде дает следующие преимущества:
- Никель смешивается с железом, но не образует карбидов и не меняет прочности металла. Шов с никелем в процессе сварки не закаляется и сохраняет свою мягкость и податливость для дальнейшей обработки.
- Медь – если сварки требует жаропрочный чугун, то применяются специальные медные электроды. Этот металл не растворяется в железе и не образует соединений с углеродом. В результате получается более твердый шов, однако он будет неоднороден, представляя собой сочетание меди с углеродистым железом.
Цели и технологические особенности сварки и наплавки чугуна влияют на то, какие электроды наиболее целесообразны в конкретном случае: сейчас на рынке представлен большой ассортимент подобной продукции. Наиболее распространенные электроды:
Наиболее распространенные электроды:
- Электроды, предназначенные именно для чугуна, имеют в своем наименовании букву Ч, и чаще всего используется марка МНЧ-4. Это универсальные медно-никелевые электроды, пригодные для всех видов чугуна. Сварка чугуна такими электродами при соблюдении технологии позволяет получить прочный и стойкий к коррозии шов.
- Электроды ЦЧ-4 – применяются и при горячей, и при холодной сварке. Главным образом они предназначены для исправления дефекта поверхности путем наплавки или заварки. Также ими можно соединять два металлических сплава – сделать сварку чугуна с нержавейкой, для чего нужна подача постоянного тока малой полярности.
- Несколько видов электродов ОЗЧ используются для сварки чугуна, например ОЗЧ-2 с основой из медной проволоки. Данные электроды пригодны для работы с ковким и серым чугуном, и их сфера использования – холодная сварка.
- Сварочные электроды ОЗЖН-1, в состав которых входит железо, никель и другие металлы, применяются исключительно для холодной сварки. Ими можно заваривать крупные дефекты изделий из чугуна, но электроду требуется предварительная прокалка.
 Ими можно заваривать крупные дефекты изделий из чугуна, но электроду требуется предварительная прокалка.
Ими можно заваривать крупные дефекты изделий из чугуна, но электроду требуется предварительная прокалка.3 способа ручной дуговой сварки чугуна
В настоящее время сварка чугуна производится по-разному, при ручной дуговой сварке используется аппарат с плавящимися или неплавящимися электродами. В зависимости от вида сварки (горячая, полугорячая, холодная) нужны определенные виды электродов.
При горячем методе ручная дуговая сварка чугуна требует выполнения следующих операций:
- подготовить изделие к обработке,
- предварительно нагреть деталь,
- приварить,
- постепенно охладить.
Читайте также: «Сварка арматуры»
Горячая сварка обеспечивает нагревание металла до 500-600 ?С. Чаще всего при этом используются плавящиеся электроды – чугунные стержни, а также электроды с медной и никелевой основой. Еще сварка чугуна может производиться с помощью угольных, графитовых и вольфрамовых неплавящихся электродов. Рекомендуемые марки для различных видов чугуна:
Рекомендуемые марки для различных видов чугуна:
- Ковкий чугун – ОЗЧ-2, ОЗЧ-6, МНЧ-2, ЦЧ-4.
- Серый чугун – ОЗЖН-1, ОЗЖН-2, МНЧ-2, ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6.
- Высокопрочный чугун – ОЗЖН, ОЗЧ-3, ОЗЧ-4, МНЧ-2.
В процессе сварки чугуна на электроды подается постоянный ток прямой полярности.
Недостатки технологии горячей сварки:
- высокая трудоемкость процесса,
- необходимость обеспечивать равномерный нагрев детали,
- предварительный нагрев и медленное охлаждение требуют значительного времени на выполнение работ,
- высокая стоимость оборудования, необходимого для горячей сварки.
Читайте также: «Оборудование для сварочных работ»
Хотя горячая сварка обеспечивает наилучший результат, она требует и самых высоких затрат. Если к качеству сварки не предъявляются высокие требования и она производится, к примеру, в бытовых условиях, то используются менее трудоемкие и менее сложные способы – полугорячая и холодная ручная дуговая сварка. Выбор электродов здесь широкий – они могут быть чугунными, с медной и никелевой основой, а для заварки декоративного характера допускаются и стальные стержни.
Выбор электродов здесь широкий – они могут быть чугунными, с медной и никелевой основой, а для заварки декоративного характера допускаются и стальные стержни.
Кроме того, холодная и полугорячая сварка производятся и неплавящимися электродами.
Технология сварки чугуна полуавтоматом
Полуавтоматическая сварка может выполняться по технологии MIG или MAG. Различие между ними состоит в том, какой газ используется – инертный в первом случае и активный во втором.
В остальном процесс сварки чугуна полуавтоматом проходит одинаково: в зону дуги подается проволока (ПП-АНЧ-1, ПП-АНЧ-2, ПП-АНЧ-3 и др.), которая плавится и создает сварное соединение. При этом сварка чугуна полуавтоматом проходит в среде газа, например углекислого, который относится к активным. Газ является изолирующей средой, не допуская попадания атмосферного воздуха в сварочную ванну.
- Наилучшее качество сварки здесь также дает использование горячего метода, когда изделию обеспечивается предварительный нагрев и постепенное охлаждение. Полученный таким способом сварной шов обладает прочностью и сопротивляемостью на разрыв и излом.
- Полугорячий метод допустим, если изделие в процессе эксплуатации будет испытывать незначительные нагрузки.
- Холодный способ следует признать самым простым, но его можно использовать только в том случае, если нет требований по противодействию сварного шва нагрузкам.
 Полученный таким способом сварной шов обладает прочностью и сопротивляемостью на разрыв и излом.
Полученный таким способом сварной шов обладает прочностью и сопротивляемостью на разрыв и излом.Читайте также: «Стыковое сварное соединение»
Полуавтоматическая сварка позволяет обеспечить большую производительность работ, чем при ручном методе, и их результат в большинстве случаев будет вполне удовлетворительным.
Тонкости сварки чугуна TIG-сваркой
Сварка чугуна аргоном – самый дорогой и сложный в плане технологии вариант сварки. Здесь защитным барьером от воздействия окружающего воздуха служит аргон. При сварке чугуна аргоном роль присадки выполняют чугунные, никелевые или алюминиево-бронзовые стержни, хотя последний тип рекомендуется лишь в том случае, если изделие не будет подвергаться воздействию высоких температур. При аргонодуговой сварке чугуна применяются вольфрамовые электроды.
При аргонодуговой сварке чугуна применяются вольфрамовые электроды.
Особенности процесса аргонной сварки чугуна:
- требуется предварительный нагрев изделия во избежание появления трещин,
- использование небольших величин переменного тока,
- соединение осуществляется короткими участками, чтобы контролировать температуру,
- каждый шов необходимо простучать молотком для снятия напряжений,
- остывание должно быть постепенным и медленным.
Сварка чугуна газом
Газовая сварка, например, кислородно-ацетиленовой горелкой, дает возможность равномерно прогреть изделие перед свариванием. Скос кромок делают V-образной формы с углом раскрытия 90 градусов, но скашивание рекомендуется только для изделий с толщиной стенок 4 мм и более.
Присадочными прутками являются чугунные стержни, диаметр которых высчитывается по формуле: толщина изделия (в мм) разделить на 2 или толщина изделия (в мм) разделить на 2 + 1 мм. Кроме того, газовая сварка чугуна требует использования флюса (ФСЧ-1, ФСЧ-2, БМ-1 и пр.). Флюсом покрываются присадочные прутки, и его подсыпают в ванну сварки. Флюс выполняет ряд полезных функций:
Кроме того, газовая сварка чугуна требует использования флюса (ФСЧ-1, ФСЧ-2, БМ-1 и пр.). Флюсом покрываются присадочные прутки, и его подсыпают в ванну сварки. Флюс выполняет ряд полезных функций:
- защищает ванну сварки от окисления,
- переводит тугоплавкие окислы в легкоплавкие шлаки,
- улучшает сплавляемость,
- повышает жидкотекучесть металла и шлаков.
Читайте также: «Сварка нержавейки аргоном»
Пламя горелки ставится в нормальный или науглероживающий режим. При сварке чугуна, особенно крупных деталей, желательно задействовать две горелки, одна из которых используется для прогрева, а вторая собственно для сваривания.
Замедление процесса остывания обеспечивается покрытием изделия слоем асбеста.
Холодная сварка деталей из чугуна
Холодная сварка чугуна электродом может производиться даже в домашних условиях с помощью инвертора. Это наиболее простой способ, не требующий дополнительного оборудования. Основные виды электродов, используемые в холодной сварке чугуна:
Основные виды электродов, используемые в холодной сварке чугуна:
- Медно-железные.
- Медно-никелевые.
- Железно-никелевые.
- Стальные.
- Чугунные.
Наплавка производится путем укладки одного или нескольких валиков сварного шва. Если применяются стальные электроды, то для большей прочности соединения требуется установить шпильки. Ремонт небольших дефектов в основном выполняется электродами с железом и никелем в их составе.
Если площадь обрабатываемой поверхности значительная, то подойдут чугунные электроды с покрытием из графита.
Читайте также: «Сварка нержавейки электродом»
Обратите внимание: при сварке чугуна холодным способом невозможно добиться качественного шва – подобная «обычная» сварка не выдержит серьезных нагрузок. К примеру, холодная сварка для чугуна не дает 100-процентной уверенности, что шов окажется водостойким. Поэтому данный метод применим лишь в отношении деталей с небольшими дефектами и конструкций, которые не являются несущими.
Техника безопасности при сварке чугуна
Проведение сварочных работ требует обязательного соблюдения правил безопасности:
- Электросварка чугуна проводится в помещении только при наличии хорошего освещения и проветривания.
- У аппарата должно быть заземление.
- После завершения сваривания нужно защитить горячую поверхность от попадания влаги.
- Необходимы индивидуальные средства защиты:
- перчатки,
- очки,
- спецодежда.
В целом, если у вас возникла необходимость провести сварочные работы, например выполнить сварку выпускного коллектора из чугуна, то нужно обращаться только к специалистам. Профессиональные сварщики знают особенности работы с чугуном и обеспечат надлежащее качество сварки.
Сварка чугуна
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Виды, развитие и условия производства стали
Производство стали сегодня осуществляется в основном из отработанных стальных изделий и передельного чугуна. Сталь представляет собой сплав железа и углерода, последнего в котором содержится от 0,1 до 2,14%. Превышение содержания углерода в сплаве приведет к тому, что он станет слишком хрупким. Суть процесса производства стали, в составе которой содержится гораздо меньшее количество углерода и примесей, по сравнению с чугуном, состоит в том, чтобы в процессе плавки перевести эти примеси в шлак и газы, подвергнуть их принудительному окислению.
Сталь представляет собой сплав железа и углерода, последнего в котором содержится от 0,1 до 2,14%. Превышение содержания углерода в сплаве приведет к тому, что он станет слишком хрупким. Суть процесса производства стали, в составе которой содержится гораздо меньшее количество углерода и примесей, по сравнению с чугуном, состоит в том, чтобы в процессе плавки перевести эти примеси в шлак и газы, подвергнуть их принудительному окислению.
Процесс производства стали
Особенности процесса производства стали
В производстве чугуна и стали применяются разные технологии, несмотря на достаточно близкий химический состав и некоторые физико-механические свойства. Отличия заключаются в том, что сталь содержит меньшее количество вредных примесей и углерода, за счет чего достигаются высокие эксплуатационные качества. В процессе плавки все примеси и лишний углерод, который становится причиной повышения хрупкости материала, уходят в шлаки. Технология производства стали предусматривает принудительное окисление основных элементов за счет взаимодействия железа с кислородом.
Выплавка стали в электропечи
Рассматривая процесс производства углеродистой и других видов стали, следует выделить несколько основных этапов процесса:
- Расплавление породы. Сырье, которое используется для производства металла, называют шихтой. На данном этапе при окислении железа происходит раскисление и примесей. Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция.
- Кипение полученной массы. Ванны расплавленного металла после предварительного этапа очистки состава нагреваются до высокой температуры, сплав начинает кипеть. За счет кипения углерод, находящийся в составе, начинает активно окисляться. Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
- Раскисление состава. С одной стороны, добавление в состав кислорода обеспечивает удаление вредных примесей, с другой, приводит к ухудшению основных эксплуатационных качеств. Именно поэтому зачастую для очистки состава от вредных примесей проводится диффузионное раскисление, которое основано на введении специального расплавленного металла. В этом материале содержатся вещества, которые оказывают примерно такое же воздействие на расплавленный сплав, как и кислород.
 Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.Кроме этого, в зависимости от особенностей применяемой технологии могут быть получены материалы двух типов:
- Спокойные, которые прошли процесс раскисления до конца.
- Полуспокойные, которые имеют состояние, находящееся между спокойными и кипящими сталями.

При производстве материала в состав могут добавляться чистые металлы и ферросплавы. За счет этого получаются легированные составы, которые обладают своими определенными свойствами.
Это интересно: Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Виды получаемых сталей по химическому составу
Производимая этими методами сталь делится, в зависимости от химического состава, на две большие группы:
- углеродистую;
- легированную.
Процентное содержание элементов в углеродистой стали:
| Наименование | Fe | С | Si | Mn | S | P |
| Содержание в процентах | до 99,0 | 0,05–2,0 | 0,15–0,35 | 0,3–0,8 | до 0,06 | до 0,07 |
В углеродистых сталях прочность недостаточно сочетается с пластичностью. Недостаток устраняется введением добавок других металлов, такая сталь называется легированной.
Согласно ГОСТ 5200 выделяют три группы легированных сталей с допустимым содержанием примесей:
- низколегированная не более 2,5%;
- среднелегированная в диапазоне 2,5–10%;
- высоколегированная свыше 10%.
С каждым годом способы плавки усовершенствуются благодаря вводу в строй нового высокотехнологичного оборудования. Это позволяет получать в сталелитейной промышленности высококачественные стали с оптимальным содержанием добавок и металлов.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Сталь: виды, свойства, марки, технология производства
Сталь: виды, свойства, марки, производство
Сталь и изделия из неё настолько прочно вошли в жизнь и быт современного человека, что существование без металлических предметов трудно представить. Когда это касается посуды, мелких инструментов, бытовой техники и оборудования совсем не обязательно знать марку, классификацию сплавов, области их применения.
Когда это касается посуды, мелких инструментов, бытовой техники и оборудования совсем не обязательно знать марку, классификацию сплавов, области их применения.
Эти сведения важны, скорее, для тех, кто решился приступить к строительству собственного жилья, и не знает какие металлоизделия подходят для этих целей. Итак, о том, что такое сталь, какие виды стали существуют, и какими свойствами обладает этот популярный на сегодняшнее время сплав, будет рассказано в строительном журнале samastroyka.ru.
Что такое сталь, и её отличие от чугуна
Железоуглеродистый сплав — это и есть всем известная сталь. Обычно доля углерода в сплаве варьируется от 0,1 до 2,14%. Увеличение концентрации углерода делает сталь хрупкой. Кроме основных компонентов в сплаве содержатся и небольшие количества магния, марганца и кремния, а так же вредных серных и фосфорных примесей.
По основным свойствам сталь и чугун очень схожи. Несмотря на это между ними существуют значительные различия:
- сталь более прочный и твёрдый материал, нежели чугун;
- чугун, несмотря на обманчивую массивность чугунных изделий, более лёгкий материал;
- поскольку в составе стали ничтожно малый процент углерода, её легче обрабатывать. Для чугуна более предпочтительна отливка;
- изделия из чугуна лучше сохраняют тепло, благодаря тому, что его теплопроводность значительно ниже чем у стали;
- закалка металла, повышающая прочность материала, невозможна в отношении чугуна.
 Для чугуна более предпочтительна отливка;
Для чугуна более предпочтительна отливка;Достоинства и несовершенства стальных сплавов
Поскольку марок стали огромное количество, а изделий из неё ещё больше, то говорить о плюсах и минусах стали бессмысленно. Тем более, что свойства металла во многом зависят от технологий изготовления и обработки.
Вследствие этого можно только выделить несколько общих преимущественных особенностей стали, таких как:
- прочность и твёрдость;
- вязкость и упругость, то есть способность не деформироваться и выдерживать ударные, статические и динамические нагрузки;
- доступность для разных способов обработки;
- долговечность и повышенная износоустойчивость в сравнении с другими металлами;
- доступность сырьевой базы, экономичность производственных технологий.

К сожалению, стали свойственны и некоторые минусы:
- неустойчивость к коррозии, в том числе высокий уровень электрохимической коррозии;
- сталь — тяжёлый металл;
- изготовление изделий из стали производится в несколько этапов, нарушение технологии на любом из них приводит к снижению качества.
Разновидности и классификации стальных сплавов
Сегодня сложно определить количество производимых и используемых стальных сплавов. Так же не просто их классифицировать, поскольку их свойства зависят от множества параметров, таких как состав, характер и количество добавок, способы изготовления и обработки, назначения и многих других.
По качеству принято различать обычные, качественные, высококачественные и особовысококачественные стали. Доля вредных примесей является основным критерием для определения качества сплава. Для обыкновенных сталей характерны более высокие значения доли примесей, чем для особовысококачественных сплавов.
Химический состав стали. В основу производства сплавов из железа положена его способность формировать различные структурные фазы при разных температурах, так называемый полиморфизм. Благодаря этой способности, растворённые в железе примеси, образуют сплавы различных составов. Принято делить стальные сплавы на углеродистые и легированные.
Сталь по определению является сплавом железа с углеродом, от концентрации которого зависят его свойства: твёрдость, прочность, пластичность, вязкость. В составе углеродистой стали практически не содержится дополнительных добавок.
Базовые примеси — марганец, магний, и кремний содержатся в минимальных количествах, и не ухудшают её свойств и качеств. Кремний и марганец оказывают на сплав раскисляющее действие, повышают упругость, износоустойчивость, жаростойкость. Но, в случае увеличения доли являются легирующими элементами. Стали с большим содержанием марганца теряют магнитные свойства.
Значительно более вредные для обоих видов сталей примеси серы и фосфора. Сера, соединяясь с железом, способствует повышению хрупкости при обработке высокими температурами (прокат, ковка), увеличению усталости, уменьшению устойчивости к коррозии.
Фосфор, особенно при большой доле углерода в сплаве, повышает его хрупкость в обычных температурных условиях. Кроме этого, существует целая группа скрытых, неудаляющихся во время плавки вредных примесей. Эти неметаллические включения в виде азота, водорода и кислорода при горячей обработке делают металл более рыхлым.
Виды углеродистой стали
Углеродистые стали делятся на виды, которые характеризуются долей содержания углерода:
- к высокоуглеродистым относятся сплавы с долей более 0,6 %;
- в среднеуглеродистых сплавах концентрация углерода находится в пределах от 0,25 до 0,6 %;
- допустимые значения, характерные для низкоуглеродистых сталей — не более 0,25 % .
Легированные стали подразделяются на:
— низколегированные, с долей легирующих добавок не более 2,5 %;
— среднелегированные, с долей дополнительных элементов до 10%;
— высоколегированные, в которых доля легирующих элементов составляет более 10%.
Легированные стали отличаются низкой концентрацией углерода и наличием различных легирующих добавок.
В соответствии с назначением стали делят на группы конструкционных, инструментальных и сталей особого назначения.
Каждая группа делится на подгруппы и виды, которые конкретизируют свойства, особенности и области применения сплавов.
К конструкционным сталям относятся:
- Строительные, их основное свойство — хорошая свариваемость, это низколегированные сплавы обычного качества.
- Для холодной штамповки используют прокат из низкоуглеродистых сплавов обычного качества.
- Цементуемые, применяются в изготовлении деталей с поверхностным истиранием.
- Высокопрочные характеризуются двойным порогом прочности относительно других конструктивных видов.
- Рессорно-пружинные стали с добавлением ванадия, брома, кремния, хрома и марганца, рассчитаны на длительное сохранение упругости.
- Шарикоподшипниковые стали с большой долей углерода и добавлением хрома, которым свойственны особая износоустойчивость, прочность и выносливость.
- Автоматные, в их составе присутствуют примеси серы, свинца, теллура и селена, облегчающие обработку металла станками — автоматами, на которых осуществляется производство массовых деталей
- Нержавеющие, к ним относятся сплавы с высоким содержанием хрома и никеля. Концентрация углерода в таких сплавах минимальна.

Виды инструментальной стали
Стали инструментального назначения имеют несколько разновидностей:
- Используемые в производстве режущих инструментов, к ним относятся некоторые виды углеродистой, легированной и быстрорежущей стали.
- Измерительные инструменты производятся из достаточно твёрдых сплавов, обладающих износоустойчивостью и способностью к сохранению постоянных размеров, чаще всего для этого используют закалённую и цементированную сталь.
- Для штамповой стали характерны твёрдость, термоустойчивость и прокаливаемость. Этот вид делится на подвиды, к которым относят валковые сплавы и стали для разнотемпературной обработки.

К сталям особого назначения относят марки сталей, которые применяются в конкретных производственных областях:
- электротехнические стали — из них производят магнитные провода;
- суперинвары — используют в производстве высокоточных приборов;
- жаростойкие — работают при температурах более 900 °C;
- жаропрочные — могут работать при высоких температурах в нагруженных состояниях.
Структура стали
Концентрация углерода в сплаве определяет не только свойства металла, но и его внутреннюю структуру. К примеру, мало- и среднеуглеродистые сплавы имеют структуру, состоящую из феррита и перлита. При увеличении доли углерода начинается формирование вторичного цементита. Легирование стали тоже меняет структуру сплава.
По структуре стали могут быть:
- перлитными — с низким содержанием легирующих добавок;
- мартенситными — стали, имеющие пониженную критическую скорость закалки и средний уровень содержания легирующих примесей;
- аустенитными — высоколегированные сплавы, применяемые в агрессивных средах.

Отожженные стали делятся на:
- доэвтектоидную сталь, с концентрацией углерода менее 0,8%;
- заэвтектоидную сталь, состоящую из перлита и цементита, применяют как инструментальную;
- карбидную (ледебуритную) — к ней относятся быстрорежущие стали;
- ферритную — высоколегированную сталь с низким содержанием углерода.
Способы изготовления стали и технологии
От технологии изготовления стали зависят структура этого сплава, его состав и свойства. Обычные стали производятся в мартеновских печах или конвертерах. Как правило, они насыщены значительным количеством неметаллических примесей.
Высококачественные сплавы производят с использованием электропечей. Особовысококачественные легированные стали, содержащие минимальное количество вредных примесей, производятся в процессе электрошлаковой переплавки.
При производстве сталей используют процесс раскисления, направленный на выведение кислорода из структуры сплава. От количества удалённого кислорода зависит, какие получаются стали: малораскисленные, совершенно раскисленные или полураскисленные. Их классифицируют, как кипящие, спокойные и полуспокойные.
От количества удалённого кислорода зависит, какие получаются стали: малораскисленные, совершенно раскисленные или полураскисленные. Их классифицируют, как кипящие, спокойные и полуспокойные.
Марки стали
Несмотря на то, что сталь однозначно признаётся самым востребованным сплавом железа, единая система маркировки её видов по настоящее время не сложилась. Наиболее проста и популярна буквенно-численная маркировка.
Качественные углеродистые стали маркируют с использованием литеры «У» и двузначным числовым значением (в сотых %) уровня углерода в их составе (У11).В марке обычных углеродистых сталей за буквой следует число, указывающее на количество углерода в десятых % — У8.
Литеры используются и в маркировке легированных сталей. Они указывают на основной элемент, применяемый для легирования. Идущая следом цифра показывает концентрацию данного элемента в составе стали. Перед литерой ставят цифру, соответствующую доле углерода в металле в сотых %.
Например, стоящая в конце марки высококачественного сплава буква «А» указывает на его качество. Эта же литера в середине марки уведомляет об основном элементе легирования, в данном случае им является азот. Литера в начале марки сообщает о том, что это автоматная сталь.
Эта же литера в середине марки уведомляет об основном элементе легирования, в данном случае им является азот. Литера в начале марки сообщает о том, что это автоматная сталь.
Литера «Ш» в конце маркировки, прописанная через дефис, говорит о том, что это особовысококачественный сплав. Качественные стали, не имеют в маркировке литер «А» и «Ш». Кроме того, существует дополнительная маркировка, указывающая на особые характеристики сталей. Так, например, магнитные сплавы о, а электротехнические — «Э».
Буквенно-числовая маркировка, пожалуй, одна из самых простых и понятных для потребителя. Другие, более сложные, доступны только для специалистов.
(4 5,00 из 5) Загрузка…
Что такое сталь
Сталью называют железоуглеродистый сплав, в котором содержание углерода не превышает 2,14%. Сплав, содержащий углерода более 2,14%, называется чугуном.
В свою очередь стали подразделяются на: низкоуглеродистые (до 0,6% углерода), и высокоуглеродистые (0,6-2,14%).
Чем выше содержание в сплаве углерода, тем более твердым и прочным является такой сплав, но менее вязким и пластичным.
Особенности электроиндукционных печей
В электроиндукционных печах сталь выплавляют в небольших по объему (4,5–60 тонн) емкостях, именуемых огнеупорными тиглями. Вокруг тигля располагается индуктор, состоящий из большого количества витков провода.
При прохождении переменного тока внутри индуцируются вихревые токи большой силы, вызывающее плавление содержимого тигля. Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электросталеплавильный способ производит мало дыма, пыли и меньше излучает световой энергии. Однако, высокая стоимость электрооборудования при малой вместительности ограничивает применение этого способа.
Схема электросталеплавильной печи
Помимо рассмотренных вариантов, существуют не только основные способы производства стали. В современном сталеплавлении используется плавка в вакуумных индукционных печах и обогащение процентного содержания железа в окатышах плазменно-дуговым переплавом.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Достоинства и недостатки данного способа
К преимуществам относят простоту использования и легкость в получении легированной стали с примесью различных добавок, которые придают материалу различные специализированные свойства. Необходимые добавки и сплавы добавляют непосредственно перед окончанием выплавки.
Необходимые добавки и сплавы добавляют непосредственно перед окончанием выплавки.
К недостаткам можно отнести сниженную экономичность, по сравнению с кислородно-конверторным способом. Также качество стали более низкое, по сравнению с остальными методами выплавки металла.
Внепечная обработка
Сталь для ответственных изделий производят с обязательной внепечной обработкой, включающей вакуумирование.
При этом решающими факторами, обеспечивающими эффективность и производительность процессов внепечной обработки, являются высокая эксплуатационная готовность, короткий цикл загрузки, низкие показатели расхода, а также снижение расходов на зарплату. Важным фактором качественного выполнения технологии внепечной обработки является:
- тонко настроенная автоматическая система управления технологическим процессом, обеспечивающая эффективное использование персонала и сокращение производственного цикла;
- точное определение расчетных параметров для используемых материалов может гарантировать проверяемое соответствие расходным показателям;
- правильный выбор конструкции агрегата ведет к сокращению до минимума стоимости площадей, необходимых для размещения вакуумного насоса, системы подачи легирующих и вакуум-камер
На предприятиях мировых лидерах по производству металла для нужд машиностроения вакуумирование проводят на установках как ковшевого (VD), так и порционного (DH) и циркуляционного (RH) вакуумирования. Наиболее распространены ковшевые вакууматоры, так как именно вакууматоры такого типа позволяют обеспечить интенсивное перемешивание металла со шлаком проведя, тем самым, глубокую десульфурации.
Наиболее распространены ковшевые вакууматоры, так как именно вакууматоры такого типа позволяют обеспечить интенсивное перемешивание металла со шлаком проведя, тем самым, глубокую десульфурации.
Это интересно: Марки стали – таблица с маркировкой и расшифровкой
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Необходимое оборудование
Технология производства стали предполагает использование на сталелитейных заводах следующего оборудования.
Участок кислородных конверторов:
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
- системы обеспечения аргоном;
- сосуды конверторов и их несущие кольца;
- оборудование для фильтрации пыли;
- система для удаления конверторного газа.
Участок электропечей:
- печи индукционного типа;
- дуговые печи;
- емкости, с помощью которых выполняется загрузка;
- участок складирования металлического лома;
- преобразователи, предназначенные для обеспечения индукционного нагревания.
Участок вторичной металлургии, на котором осуществляется:
- очищение стали от серы;
- гомогенизация стали;
- электрошлаковый переплав;
- создание вакуумной среды.
Кипящая сталь
Участок для реализации ковшовой технологии:
- LF-оборудование;
- SL-оборудование.
Ковшовое хозяйство, обеспечивающее производство стали, также включает в себя:
- крышки ковшей;
- ковши литейного и разливочного типа;
- шиберные затворы.

Производство стали также предполагает наличие оборудования для непрерывной разливки стали. К такому оборудованию относится:
- поворотная станина для манипуляций с разливочными ковшами;
- оборудование для осуществления непрерывной разливки;
- вагонетки, на которых транспортируются промежуточные ковши;
- лотки и сосуды, предназначенные для аварийных ситуаций;
- промежуточные ковши и площадки для складирования;
- пробочный механизм;
- мобильные мешалки для чугуна;
- оборудование для обеспечения охлаждения;
- участки, на которых выполняется непрерывная разливка;
- внутренние транспортные средства рельсового типа.
Производство стали и изготовление из нее изделий представляет собой сложный процесс, сочетающий в себе химические и технологические принципы, целый перечень специализированных операций, которые используются для получения качественного металла и различных изделий из него.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Оценка статьи:
Достоинства и недостатки способа
Данный способ занимает лидирующие позиции в области производства стали. Метод выплавки стали применяется для создания высококачественного металла, который либо совсем лишен, либо содержит незначительное количество нежелательных примесей, таких как сера, фосфор и кислород.
Метод выплавки стали применяется для создания высококачественного металла, который либо совсем лишен, либо содержит незначительное количество нежелательных примесей, таких как сера, фосфор и кислород.
Главным плюсом метода является использование электроэнергии для нагревания, благодаря чему можно легко контролировать температуру плавления и достичь невероятной скорости нагревания металла. Автоматизированная работа станет приятным дополнением к прекрасной возможности качественной переработки различного металлического лома.
К недостаткам можно отнести большое энергопотребление.
Второй этап
Этап начинается по мере прогрева металлической ванны до более высоких температур, чем на первом этапе. При повышении температуры более интенсивно протекает реакция окисления углерода, проходящая с поглощением тепла. Для окисления углерода на этом этапе в металл вводят зна-чительное количество руды, окалины или вдувают кислород.
Образующийся в металле оксид железа реагирует с углеродом и пузырьки оксида углерода СО выделяются из жидкого металла, вызывая кипение ванны. При кипении ванны:
При кипении ванны:
- уменьшается содержание углерода в металле;
- выравнивается температура и состав ванны;
- удаляются частично неметаллические включения в шлак.
- Все это способствует повышению качества металла.
В этот же период создаются условия для удаления серы из металла. Сера в ванне находится в виде сульфида железа, растворенного в металле и шла-ке (FeS). Чем выше температура, тем большее количество FeS растворяется в шлаке или больше серы переходят из металла в шлак. Сульфид железа, раство-ренный в шлаке, взаимодействует с оксидом кальция СаО, также растворенным в шлаке, образуя соединение CaS, которое растворимо в шлаке, но не растворя-ется в металле. Таким образом сера удаляется в шлак.
Разлив стали и получение слитка
Независимо от того, в каких печах и каким способом сварена сталь, из сталеплавильной печи ее выпускают в разливочный ковш,
из которого затем разливают в
изложницы.
Изложница – чугунный сосуд с толстыми стенками. В ней жидкая сталь постепенно остывает, кристаллизуется и образует
В ней жидкая сталь постепенно остывает, кристаллизуется и образует
слиток.
В зависимости от размеров и формы изложницы получается и соответствующий слиток: квадратного, прямоугольного, круглого или иного сечения и различного веса (чаще 6-8 т).
Получение слитка – сложный и ответственный процесс; от него в значительной мере зависит качество получаемой стали.
Выпущенную из печи сталь выдерживают некоторое время (10-15 мин) в ковше. За это время из стали выделяется часть растворенных в ней газов и на поверхность всплывают неметаллические включения (частички шлака и футеровки печей).
Наличие в жидком металле растворенных газов является причиной образования в слитке пустот, снижающих механические свойства стали. Для предотвращения образования таких пустот необходима дегазация жидкой стали до разливки ее в изложницы. Наиболее полная дегазация достигается обработкой стали в вакуумных камерах, в результате которой значительно повышаются плотность слитка и физико-механические свойства металла.
Заливку стали в изложницы производят как сверху, так и снизу, через литник (сифонная разливка). Этот способ применяют для получения малых слитков.
При неравномерном охлаждении стали в изложнице происходят неравномерная кристаллизация металла, снижающая его качество, и усадка (вследствие уменьшения объема при охлаждении), вызывающая образование усадочной раковины. Для предотвращения таких дефектов слитка принимаются меры, обеспечивающие его равномериое охлаждение и правильную кристаллизацию.
В последнее время широко применяется более прогрессивный способ разливки стали (рис. 7.6) на машинах непрерывной разливки. Здесь жидкий металл из сталеразливочного ковша подается в промежуточный ковш, предназначенный для снижения и стабилизации напора струи и для распределения ее по нескольким ручьям. Из промежуточного ковша жидкий металл непрерывно поступает в сквозную (бездонную) изложницу – медный кристаллизатор, стенки которого интенсивно охлаждаются водой, циркулирующей по внутренним каналам.
Попадая в кристаллизатор, металл затвердевает у стенок и на затравке. После заполнения кристаллизатора металлом затравку вытягивают с помощью валков тянущей клети, а за ней опускается и оболочка образовавшейся стальной заготовки. При этом уровень металла в кристаллизаторе поддерживается постоянным.
Из кристаллизатора вытягивается слиток с незатвердевающей сердцевиной; он поступает в зону вторичного охлаждения, где на его поверхность со всех сторон из форсунок подается распыленная вода. В результате интенсивного охлаждения при непрерывном движении заготовки происходит полная кристаллизация массы слитка. Затем слиток пропускают через валки тянущей клети, отделяют затравку и разрезают его на заготовки определенной длины.
Машины непрерывной разливки стали бывают трех типов: вертикальные, радиальные и криволинейные. Разливка на этих машинах имеет ряд преимуществ: отсутствие многочисленных изложниц и другого громоздкого оборудования, полная механизация и автоматизация процесса разливки, высокое качество получаемых заготовок, большой выход годного металла. Кроме того, такие слитки не нужно прокатывать на крупных обжимных станках (блюмингах и слябингах), значительно улучшаются условия труда.
Кроме того, такие слитки не нужно прокатывать на крупных обжимных станках (блюмингах и слябингах), значительно улучшаются условия труда.
Рис. 7.6. Принципиальная технологическая схема установки непрерывной разливки стали:
1 – ковш; 2 – промежуточное устройство; 3 – кристализатор; 4 – валки; 5 – зона резки
Третий этап
Этот этап является завершающим, в котором производится раскисление и, если требуется, легирование стали. Раскисление представляет собой технологическую операцию, при которой растворенный в металле кислород переводится в нерастворимое соединение и удаляется из металла. При плавке повышенное содержание кислорода в металле необходимо для окисления примесей. В готовой же стали кислород является нежелательной примесью, так как понижает механические свойства стали, особенно при высоких температурах.
Для раскисления стали используют элементы-ракислители, обладающие большим сродством к кислороду, чем железо. В качестве раскислителей используют марганец, кремний, алюминий. Существует несколько способов раскисления стали. Наиболее широко применяются:
Существует несколько способов раскисления стали. Наиболее широко применяются:
- осаждающий способ;
- диффузионный.
Осаждающий способ
Раскисление по этому способу осуществляют введением в жидкую сталь раскислителей (ферромарганца, ферросилиция, алю-миния), содержащих Mn, Si, Al. В результате раскисления образуются оксиды MnO, SiO2, Al2O3, которые имеют меньшую плотность, чем сталь, и удаляются в шлак. Однако часть оксидов не успевает всплыть и удалится из металла, что понижает его свойства. Этот способ называют иногда глубинным, так как рас-кислители вводятся в глубину металла.
Диффузионный способ
По этому способу раскисление осуществляют раскислением шлака. Ферромарганец, ферросилиций и другие раскислители загружают в мелкоизмельченном виде на поверхность шлака. Раскислители, восстанавливая оксид железа, уменьшают его содержание в шлаке. В соответс-твии с законом распределения оксид железа, растворенный в стали, начнет пе-реходить в шлак. Образующиеся при таком способе раскисления оксиды остаю-тся в шлаке, а восстановленное железо переходит в сталь, что уменьшает в ней содержание неметаллических включений повышает ее качество.
Образующиеся при таком способе раскисления оксиды остаю-тся в шлаке, а восстановленное железо переходит в сталь, что уменьшает в ней содержание неметаллических включений повышает ее качество.
Ввиду того, что скорость процесса перемещения кислорода из металла в шлак определяется скоростью его диффузии в металле, этот способ имеет и не-которые недостатки. Из-за малой скорости диффузии кислорода в металле про-цесс удаления кислорода идет медленно, возрастает продолжительность плавки. В зависимости от степени раскисленности различают стали:
- кипящие;
- спокойные;
- полуспокойные.
Кипящая сталь
Это сталь, выплавленная без проведения операции рас-кисления. При разливке такой стали и при ее постепенном охлаждении в излож-нице будет протекать реакция между растворенными в металле кислородом и углеродом +=COг
Образующиеся при этом пузырьки оксида углерода СО будут выделятся из кристаллизующегося слитка, и металл будет бурлить. Такую сталь называют кипящей. Кипящая сталь практически не содержит неметаллических включений, представляющих продукты раскисления. Поэтому она обладает хорошей пластичностью.
Кипящая сталь практически не содержит неметаллических включений, представляющих продукты раскисления. Поэтому она обладает хорошей пластичностью.
Спокойная сталь
Это сталь, полученная после проведения операции рас-кисления. Такая сталь при застывании в изложнице ведет себя спокойно, из нее не выделяются газы. Такую сталь называют спокойной. Полуспокойная сталь. Сталь имеет промежуточную раскисленность между спокойной и кипящей. Раскисление ее проводят частично, удаляя из нее не весь кислород. Оставшийся кислород вызывает кратковременное кипение металла в начале его кристаллизации. Такую сталь называют полуспокойной.
Легированные стали
Легированием называют процесс присадки в сталь специальных (легирующих) элементов с целью получить так называемую леги-рованную сталь с особыми физико-химическими или механическими свойствами. Легирование осуществляют введением ферросплавов или чистых металлов в необходимом количестве в сплав. Легирующие элементы, сродство к кислороду которых меньше, чем у же-леза (Ni, Cu, Co, Mo), при плавке и разливке практически не окисляются и по-этому их вводят в печь в любое время плавки. Легирующие элементы, у которых сродство к кислороду больше, чем у железа (Si, Mn, Al и др.), вводят в металл после или одновременно с раскислением.
Легирующие элементы, у которых сродство к кислороду больше, чем у железа (Si, Mn, Al и др.), вводят в металл после или одновременно с раскислением.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
Раскисление
Третий этап – раскисление металла. После добавления кислорода (на предыдущем этапе) требуется снизить его содержание в чистой стали. Использованием О2 удалось добиться окисления примесей, но его остаточное присутствие в конечном продукте снижает качественные характеристики металла. Требуется удалить или преобразовать окислы FeO, связав кислород с другими металлами.
Для этого существуют два метода раскисления:
- диффузионное;
- осаждающее.
При диффузионном методе в расплавленный состав вводят добавки: алюминий, ферромарганец и ферросилиций. Они восстанавливают оксид железа и переводит в шлак. В шлаке оксид распадается и высвобождает чистое железо, которое поступает в расплав. Второй высвободившийся элемент – кислород улетучивается в окружающую среду.
Осаждающий метод предусматривает введение добавок, имеющих большее сродство с кислородом, чем Fe. Происходит замещение этими веществами железа в окисле. Они, как менее плотные, всплывают и выводятся вместе со шлаком.
Процесс раскисления продолжается при затвердевании слитка, в кристаллической структуре которого оксид железа и углерод взаимодействуют. В результате чего вместе с пузырьками азота, водорода он выводится.
Чем больше при раскислении выводится включений различных металлов, тем выше ковкость получаемой стали. Для проверки раскаленный кусок металла подвергают ковке, на нем не должны образовываться трещины. Такая проверка пробы говорит о правильном проведении процесса раскисления.
В зависимости от степени раскисления специалисты могут получить:
- спокойную сталь полного раскисления;
- кипящую раскисленную не полностью сталь, когда процесс выведения пузырьков угарного газа СО продолжается в ковше и изложнице.
Для получения легированных сталей с добавками некоторых металлов в расплавленный металл добавляются ферросплавы или чистые металлы. Если они не окисляются (Ni, Co, Mo), то такие добавки могут вводиться на любом этапе плавки. Более чувствительные к окислению металлы Si, Mn, Cr, Ti добавляют в ковш или, что обычно и происходит, в форму для отливки металла.
Если они не окисляются (Ni, Co, Mo), то такие добавки могут вводиться на любом этапе плавки. Более чувствительные к окислению металлы Si, Mn, Cr, Ti добавляют в ковш или, что обычно и происходит, в форму для отливки металла.
Существуют основные способы получения стали в сталеплавлении.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.Мартеновский способ
Этот способ применяется для производства сталей высокого качества, применяемых в особо ответственных деталях машинах и точных механизмах.
В свое время он заменил трудоемкие и малопроизводительные тигельную и пулдинговую плавки, применявшиеся ранее.
Емкость загрузки одной отражательной печи, используемой при этом методе, достигает 500 тонн. Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Температура нагрева жидкой стали достигает 2 тыс. градусов. Этот результат достигается специальной конструкцией мартеновской печи:
- применением дополнительного тепла регенераторов, получаемого сжиганием коксовального или доменного газа в струе горячего воздуха;
- отражения от свода закачиваемого газа в результате сгорание топлива в нем происходит над ванной с металлом, что способствует быстрому нагреву содержимого;
- применением реверсирования нагревающего потока.

Мартеновская печь состоит из следующих элементов:
- рабочего пространства с огнеупорной футеровкой стенок и завалочными окнами;
- подины (основания) из магнезитового кирпича;
- свода печи;
- головки печи;
- шлаковика для выведения пыли;
- регенератора с перекидными клапанами.
Процесс плавки занимает от 4 до 12 часов. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
Конвертерный метод
В конверторах выплавляют сорта стали для производства автомобильного листа, инструментальной стали сварных конструкций и других стальных заготовок. По качеству они уступают мартеновскими применяются для изготовления менее ответственных изделий.
В них содержится больше примесей, чем при мартеновском изготовлении. Благодаря высокому объему загрузки одной печи до 900 тонн, способ считается самым производительным, поэтому получил широкое распространение.
Производство стали и другого вида металла этим методом основано на продувке жидкого чугуна воздухом или кислородом под давлением 0,3–0,35 МПа, при этом металл разогревается до 1600 градусов. Плавка скоротечна и длится до 20 минут. За это время происходит окисление углерода, кремния и марганца, содержащихся в сырье, которые извлекаются из ванны с расплавом шлака.
Конвертер представляет сосуд ретортообразной (грушевидной) формы, состоящий из стальных листов с футеровкой изнутри. Для заливки чугуна и выпуска готовой стали используется одно отверстие, в него также загружается чугун и скрап.
Рождение стали
Кислородно-конвертерный способ получения стали
Производство стали сегодня осуществляется в основном этим способом. На долю кислородно-конверторного производства совсем недавно приходилось до 60% мирового производства стали.
Однако, этот процент снижается в связи с появлением электродуговых печей (ЭДП). Продувка печей осуществляется чистым кислородом (99,5%) под высоким давлением.
Продукт кислородно-конвертерной печи представляет сталь с заданными химическими свойствами. Она поступает в машину непрерывного литья заготовок (МНЛЗ), где материал застывает в форме блюма или плиты. Для получения определенных жестких параметров металл подвергается вторичной переработке.
Получение в мартеновских печах
Если в случае с конвертерным способом изготовления металла предусматривается обеспечение выжига воздушным кислородом, то мартеновский способ требует включения в технологический процесс железных руд и ржавого лома. Из этих материалов образуется кислород оксида железа, который также способствует выгоранию углерода. Сама же печь включает в основу конструкции плавильную ванну, которая закрывается жаропрочной кирпичной стенкой. Также предусматривается несколько камер регенераторов, обеспечивающих предварительный прогрев воздушной массы и газа. Регенерирующие блоки оснащаются специальными насадками, выполненными из огнестойкого кирпича.
Как и конвертеры, мартеновские плавильники функционируют периодически. По мере закладки новых партий шихты, то есть чугунной основы, поэтапно производится и сталь. Получение стали происходит медленно, так как переработка чугуна занимает около 7 ч. Но зато мартены позволяют регулировать химические свойства сплава путем внесения железных добавок в разных пропорциях – для этого используются руда и лом. На завершающей стадии формирования металла работа печи останавливается, шлак сливают, после чего добавляется раскислитель. Кстати, в такой печи можно получать и легированные стали.
По мере закладки новых партий шихты, то есть чугунной основы, поэтапно производится и сталь. Получение стали происходит медленно, так как переработка чугуна занимает около 7 ч. Но зато мартены позволяют регулировать химические свойства сплава путем внесения железных добавок в разных пропорциях – для этого используются руда и лом. На завершающей стадии формирования металла работа печи останавливается, шлак сливают, после чего добавляется раскислитель. Кстати, в такой печи можно получать и легированные стали.
Как приварить бронзу к металлу
Латунь — это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления — С у меди она С. И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO , он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварка алюминия – как правильно варить алюминий в домашних условиях
- Пайка латуни – надежное соединение в домашних условиях
- Какими электродами варить бронзу
- Как приварить чугун к металлу
- Как приварить оцинковку к металлу
- Сварка меди и её сплавов со сталью. Как сваривать медь и сталь?
- Сварка нержавейки и черного металла: особенности процесса и выбор электродов
- Сварка и пайка меди и м/у стали
- Латунные фитинги можно приварить к стальной трубе обычным электродом ?
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сварка тонкого металла электродом — Arc welding of thin metal — Территория сварки
Сварка алюминия – как правильно варить алюминий в домашних условиях
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 13 Июнь Отправлено 14 Июнь На поверхности латунь и такое впечатление что её расплавленную просто вылили. Отправлено 15 Июнь Отправлено 06 Февраль Отправлено 30 Июль Отправлено 31 Июль Попробуйте и нам расскажете.
Разрешите спросить в подобной темке. В пайке вообще нет опыта. Научиться пытаюсь. Вот мой первый «блин». Подскажите что не так. Замучил и деталь и себя. Нормально запаять не смог, без опыта. Ацетилен-кислородная грелка. Использовал буру и от радиатора нерезанную латунь.
Грел грел грел, на ТЭН оплавляется нормально на нижнию металическую пластину ни как нормально сплавляется. Что лучше использовать для подобных деталей. Оловянный припой тут наверное не подойдет? Ведь тэн будет греться. Или может все оловянным припоем пропаять, так как вода в баке все равно не даст нагрев выше градусов? Ну ты же должен знать,что перед любой пайкой всё нужно чистить до идеала,а у тебя всё в белом налёте от цинка и хочешь заварить.
И ещё ,такие дела паяй меднофосфорным припоем. Нужна латунь и флюс типа пв, он не светится как бура. На пластину не налипает скорее всего или по причине недогрева или по причине сильного окисления. Паять надо быстро пока место пайки гомном не обросло. Эта деталь не несёт никаких нагрузок и не испытывает никаких вибраций,почему нельзя паять меднофосфорным?
Nail02 ,Попробуй лепестковым кругом снаружи счистить насколько возможно и пробуй паять по новому. Хорошо прогревай и побыстрей паяй. Завтра снова попробую. Флюс пв у меня нет, бура только и кусок того же материала от радиатора Латунь какой марки нужно купить? И еще какие прутки серебрянного припоя для таких целей нужно иметь? Какой марки? И какой флюс для них нужен? Я паяю 63 и флюс какойто немецкий,непомню. Раньше паял также с бурой,но сильно слепит,а зрение уже не то. Гидравлические трубки,масляные радиаторы,всё паяю латунью,серебряным очень дорого.
Если есть возможность,бери всего понемногу,что понравится определишся. Флюс не дорогой,тоже желательно иметь разный. Диаметр латунной проволоки ходовой 2и3 мм. Спасибо Вам, понял, буду пробовать. А мощность горелки регулировать нужно исходя из того на сколько быстро прогревает металл или насколько быстро плавит присадку? И чем вы зачищаете зону пайки в труднодоступных местах? У меня ацетиленовая горелка с наконечником 2 номер,хватает можно сказать для всего.
Смотришь на прогрев металла. Я привык быстро прогрел и быстро запаял. Вообщем на хорошем пламени. Спасибо Вам за помощь. Буду стараться. Без подсказок, дальше что то паять уже страшно было. И неудача по рукам бьет Community Forum Software by IP. Страница 1 из 3 1 2 3 Вперед. Сообщений в теме: Прикрепленные изображения. Количество пользователей, читающих эту тему: 0 0 пользователей, 0 гостей, 0 скрытых пользователей.
Помощь Поддержать проект. Войти У вас еще нет аккаунта? Зарегистрируйтесь сейчас! Я забыл свой пароль. Запомнить меня Это не рекомендуется для публичных компьютеров. Ремонт трапеции стеклоочистителя Ленд Ровер. Пайка разнородных металлов.
Автор Точмаш 23 , 15 Июн Сварка стали хн45ю,кто знает как варить? Сварка меди полуавтоматом Автор Drakko88 , 26 Ноя 1 2 3.
Пайка латуни – надежное соединение в домашних условиях
Сварка бронзы, как и сварка любого другого сплава цветного металла достаточно специфична. В первую очередь, это обусловлено собственными физико-механическими свойствами материала. Бронза обладает достаточно высокой теплопроводностью, и многие литьевые бронзы обладают высокой текучестью в расплаве, что требует от сварщика специфических навыков. Во вторую очередь, сам сплав бронзы имеет различные свойства в зависимости от содержания тех или иных легирующих компонентов. Принято разделать бронзы на оловянные, кремнистые, фосфорные, алюминиевые и прочие. При сварочных работах, по каждому из этих сплавов есть свои особенности, в основном это побочные вещества, которые выделяются в виде вкраплений металла сварочного шва, или налета, и требуют дополнительных средств, в виде обмазок или флюсов для эффективного проведения сварочных работ.
Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать. dscn
Какими электродами варить бронзу
Оцинкованная сталь в настоящее время используется для изготовления многих конструкций. За счет того что данный материал обладает высокой прочностью и повышенной стойкостью к воздействию коррозийному поражению, он пользуется высокой популярностью в разных сферах производства и промышленности. Но прежде чем применять стоит изучить, как протекает сварка оцинкованного металла, главные особенности данного процесса. Многие металлы часто покрывают цинком, это повышает их прочность и устойчивость к воздействию окислительных процессов. В итоге с наружной стороны образуется слой из цинка и прочная оксидная пленка. Оксиды цинка в отличие от других металлов, обладают плотной структурой с небольшим количеством пор. На данный момент разработано несколько методов нанесения цинка с различным размером толщины нанесения покрытия с защитной основой. Толщина готового слоя может быть от 2 мкм до максимального показателя мкм. Сварка оцинкованных деталей сопровождается прогреванием металлической основы до температуры, которая превышает С.
Как приварить чугун к металлу
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях — работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент.
Как приварить оцинковку к металлу
Kalin Аtanassov Kaltchev Мы благодарны за профессионализм и четкость в выполнении наших проектов. Огромное спасибо руководству за терпение. Москва , 2-я Кабельная, д. Москва, бул. Бескудниковский, дом 8, корпус 1, этаж 1, помещение XII, ком. Схема проезда в офис База металлопроката Наши реквизиты Справочники Политика конфиденциальности.
Сварка меди и её сплавов со сталью. Как сваривать медь и сталь?
На практике сварка меди и стали, чаще всего, осуществляется в стыковых соединениях. В зависимости от характера конструкции, швы в таком соединении могут быть наружными и внутренними. Для сварки латуни со сталью лучше всего подходит газовая сварка , а для сварки красной меди со сталью — электродуговая сварка металлическими электродами. Хорошие результаты также получаются при сварке угольными электродами под слоем флюса и газовая сварка под флюсом БМ Часто на практике выполняют газовую сварку латуни со сталью, используя медь в качестве присадочного материала. Подготовку сварных кромок при одинаковой толщине цветного металла и стали выполняют так же, как и при сварке чёрных металлов.
А чем — бог его знает??? Нужно еще учесть, что варить придется разные металлы. Фурнитура скорее не из бронзы Нужно что-то не.
Сварка нержавейки и черного металла: особенности процесса и выбор электродов
Регистрация Вход. Ответы Mail. Вопросы — лидеры Квадрокоптер летит токо в верх модель YH 1 ставка. Не взлетает квадрокоптер 1 ставка.
Сварка и пайка меди и м/у стали
Сварка оцинкованной стали представляет собой процесс, основанный на вводе в изделие сталь низкого содержания тепла, что приводит к дальнейшему расплавлению используемого присадочного материала. Сварка стали сегодня применяется во многих типах строительных работ для креплений различных конструкций, листов, каркасов и прочего. Современные требования, которые предъявляются к защите металлов от коррозии во время работы и после нее, все больше сводятся к применению материалов, уже покрытых защитным слоем. Сам цинковый слой может составлять мкм, такие элементы часто используются не только в строительстве, но и в автомобилестроении, бытовой технике, при установке кондиционеров и вентиляционных систем. Цинк имеет катодную защиту от коррозии, которая остается эффективной даже при наружном повреждении, то есть при сварке остается защищенным слой стали, подпленочная коррозия на цинковом слое кромки срезов уже полностью исключается. Так в чем же состоит сущность такого процесса, как сварка и пайка оцинкованного листа?
Содержание: Чем объясняется плохая свариваемость алюминия Какие методы применяют для сварки алюминия Как осуществляется подготовка металла к сварке Сварка при помощи электродов со специальным покрытием Сварка с применением защитного газа Использование полуавтоматического оборудования. Сварка алюминия затруднена многими факторами в первую очередь его характеристиками , но специалисты постоянно работают над совершенствованием технологий, позволяющих надежно соединять детали, выполненные из данного металла и его сплавов.
Латунные фитинги можно приварить к стальной трубе обычным электродом ?
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными.
Сварка двух деталей из различных видов металла сопряжена с определенными трудностями: отличия температуры плавления, химические и физические свойства. Для решения этих задач используют различные методы. Чаще всего возникает вопрос, как правильно сварить вместе нержавейку и черный металл.
Как приварить чугун к металлу
Главная » Разное » Как приварить чугун к металлу
какими электродами и как варить
Содержание статьи:
Сварка чугуна со сталью: какими электродами и как варить
Сварка разных металлов не редкость, особенно таких, как сталь с чугуном. Данные металлы очень близки по своему химическому составу, но варить их друг с другом, достаточно сложно, из-за сильной разницы процентного содержания углерода (в чугуне его больше).
Но это еще не значит, что нельзя варить чугун со сталью. Просто чтобы добиться качественного выполнения работ, придется соблюдать определенные технологии и использовать подходящее оборудование для этих целей.
Технология сварки чугуна со сталью
Существует несколько основных технологий, используя которые, можно добиться качественной сварки чугуна со сталью:
- Горячий и полугорячий метод — при горячем способе соединения чугуна со сталью, заготовки нагреваются до высоких температур (свыше 500 градусов), при полугорячем способе соединения, температуры нагрева несколько ниже.
- Холодный метод — без предварительного нагрева заготовок.
Основная сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная. У чугуна, в отличие от стали, верхний слой не такой плотный, поэтому его важно не только обезжирить перед сваркой, но и максимально хорошо счистить, до появления плотного слоя.
Какими электродами варить сталь с чугуном
Ранее на сайте про ММА сварку mmasvarka.ru уже рассказывалось про электроды по чугуну и как их сделать своими руками. Что же касается электродов для сварки чугуна со сталью, то наибольшую эффективность в этом деле показали следующие марки электродов:
Электроды ЦЧ-4 — используются для достижения отличного результата при сварке стали с чугуном, как по горячей, так и по холодной технологиям. Сварка электродами ЦЧ-4 ведётся на постоянном токе с обратной полярностью, и, как правило, только в нижнем положении.
Электроды ОЗЧ-2 — достаточно эффективно показывают себя при сварке тонких металлов.
Электроды МНЧ-2 — специализированная марка электродов, которые дают достойные результаты при сварке чугуна со сталью.
Импортные электроды для сварки стали с чугуном, также пользуются немалой популярностью, среди наших мастеров. В первую очередь, это электроды для чугуна Ficast NiFe, электроды Zeller 855 и 866.
Сварка чугуна со сталью
Рассмотрим непосредственно сам процесс сварки чугуна со сталью:
- В первую очередь нужно выставить правильные настройки сварочного аппарата. Варить чугун со сталью рекомендуется на постоянных токах с обратной полярностью, при напряжении холостого хода не более 54 Вольт. Сварку следует выполнять малыми участками с максимально допустимой длиной валика не более 30 мм. Для того чтобы приварить сталь к чугуну, сначала подготавливается и очищается чугунная заготовка, к которой, впоследствии, приваривается металл.
- Проковка сварочного шва, также является важной особенностью сварки металла с чугуном. Особенно в тех случаях, когда нужно получить толстый сварочный шов. Проковка швов осуществляется молотком «по горячему», когда шов был только-только наложен. При этом характерный звон будет означать успешную проколку сварочного шва.
- Охлаждение места наложения шва, является залогом отсутствия деформаций и разрушений металлов. Следует время от времени охлаждать зону оплавки металла при сварке чугуна со сталью.
Осуществить сварку стали и чугуна непросто, однако вполне возможно. Здесь очень важно использовать только подходящие расходные материалы для этих целей, и знать правильную технологию выполнения работ.
Поделиться в соцсетях
Как приварить чугун к стали
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Источник
электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
технология сварки в среде углекислого газа. Можно ли варить чугун полуавтоматом обычной проволокой? Как приварить чугун к металлу?
Сварка чугуна полуавтоматом — относительно простая разновидность работ. Но как и в любых других сварочных манипуляциях, тут есть свои важные особенности и правила. Необходимо учесть нюансы каждого способа, обратив внимание на рекомендации специалистов.
Способы
Сварка полуавтоматом чугуна возможна по различным схемам. В отличие от стали, однако, чугун сваривается очень плохо. Потому к такой работе нужно подходить максимально вдумчиво. Недопустима сварка чугуна при помощи стальных электродов.
Даже самые тщательные работы по такой схеме неизбежно приводят к растрескиванию шва.
В подавляющем большинстве чугун можно варить:
- холодным;
- горячим;
- полугорячим методами.
Работа без заблаговременного подогрева деталей востребована, если приходится сваривать крупные конструкции. Но в этом случае придется применять электроды специального образца. Предпочтительны расходники, содержащие медь, железо и никель. Такие добавки не провоцируют повышения хрупкости шва. Однако все же обычной практикой является использование горячего и полугорячего методов.
Предварительный разогрев подразумевает использование либо печей, либо индуктивных нагревателей. Такие методы широко применяются в промышленных масштабах. Наиболее важным требованием является строгое исполнение теплового режима. Недопустим прогрев металла более чем до 600 градусов. При превышении этой планки неизбежно меняется структура чугуна, и он переходит в белый вид.
Полугорячий вариант — это нагрев до 350-400 градусов. Теплая сварка ограничивается прогревом до 250 градусов. Когда процесс закончен, металл охлаждают крайне медленно, иногда несколько суток, чтобы избежать растрескивания шва. Горячие методы отличаются повышенной трудоемкостью. Однако только они позволяют достичь качественных соединений.
В ряде случаев применяют сварку чугуна в защитной среде углекислого газа. Такая защита помогает существенно повысить производительность труда.
Кроме того, углекислотная изоляция от внешней среды полезна и при работах на особо ответственных участках. Для этой цели используют чугунные либо стальные (но со специальным покрытием) электроды. Для горячей сварки подходят только чугунные электроды с толстым защитным покрытием.
В холодном режиме можно применять электроды из:
- чугуна;
- стали со специальным внешним слоем;
- стали с оплеткой из меди;
- медно-жестяной смеси;
- медно-никелевого состава;
- железоникелевого состава.
Подготовка
Чугун перед сваркой требуется аккуратно вычистить. Недопустимы даже малейшие частицы грязи или пленок. Снимать следы масла помогает использование растворителей. Грубые дефекты убирают шлифовальной машинкой. Кромки расширяют по длине той же болгаркой.
Но зачищать металл требуется предельно тщательно. Его лучше снять послойно, потратить больше времени, нежели повредить изделие. Трещины заваривают, предварительно засверливая проблемные точки. В противном случае прямо в ходе сварки трещины будут расползаться.
Важно: на всех деталях, чья толщина больше 5 мм, на краях требуется сформировать фаску; угол ее формирования составляет 45-60 градусов.
Тонкие чугунные изделия надо варить, применяя подкладки из графита. Если их нет, расплав может вытечь и прожечь металл полностью. Сварочную проволоку подбирают сообразно применяемому варианту сварки. Для «холодной» методики нужна ПП АНЧ-1. Для полугорячего способа правильнее использовать ПП АНЧ-2, а для горячего — ПП АНЧ-3.
Описание процесса
Оптимальная технология горячей сварки чугуна полуавтоматом подразумевает сначала прогрев металла до 600 градусов, а затем немедленное начало работы. Степень разогрева надо внимательно проконтролировать. Если все же перегрев допущен, придется исключить малейшее попадание воды. Даже единственная капля может спровоцировать растрескивание и окончательную порчу изделия. Само сварочное оборудование должно быть тщательно настроено.
Полуавтомату задают слабый постоянный ток и обратную полярность. Чтобы четко сварить чугун полуавтоматическим способом, необходимо вести держатель под углом от 50 до 60 градусов.
Важно: все время работы следует контролировать визуально кончик проволоки и весь ход процесса. Швы формируют послойно, делая 2 или даже 3 прохода.
Нежелательны перемещения в поперечной плоскости или колебания во время создания первого шва – это приемлемо только при работе со сталью.
Второй и последующие проходы позволяют немного расслабиться и водить кончиком проволоки в поперечной плоскости. Когда сварка завершена, шлак аккуратно удаляют. Остывание металла будет идти равномернее, если его накрыть или обсыпать негорючими материалами.
Рекомендация: стоит заблаговременно потренировать навык быстрого выполнения шва и аккуратной подачи проволоки. Защищать сварочную ванну от проникновения кислорода помогает подача инертных газов, прежде всего аргона.
Полуавтоматы базового уровня отличаются однокорпусным исполнением. В общем модуле содержатся:
- генератор сварочного тока;
- двигатель, подающий проволоку;
- редуктор;
- пассивные части толкающего механизма;
- газовая нагнетательная система;
- блок управления.
Многие люди пытаются заварить с углекислотой различные чугунные изделия. Частая причина их неудач — несоблюдение технологии. Чтобы нейтрализовать частично угарный газ, нужно применять проволоку с небольшой концентрацией марганца. Рекомендуется подключать ток с обратной полярностью, иначе невозможно получить, действительно, стабильную дугу. Но прямая полярность вполне допустима, когда идет наплавка металла.
В углекислотной среде можно применять осцилляторы. Темп подачи проволоки выбирают такой, чтобы дуга оставалась стабильной при конкретном напряжении.
Особое внимание следует уделять размеру рабочего сегмента электродов. Очень большой вылет приводит к порче шва. Очень короткие электроды усложняют наблюдение за процессом, и часто предотвратить выгорание наконечника оказывается невозможно.
Полезные советы
В некоторых случаях полезнее использовать «дедовский» метод сварки чугуна. Этот вариант подразумевает использование «простого» электрода. Предварительно все неровности и шероховатости устраняют при помощи УШМ. Электрод нужно обмотать медной проволокой. «Минус» подают на деталь, а «плюс» – на электрод. Рекомендуемое напряжение — 80 А.
Перегревать чугун категорически нельзя – это даже более вредно, чем недостаточный подогрев. После окончания работы шов обстукивают молотком, зачищают и смотрят на полученный результат. Самые сложные участки можно проварить на 120-125 А. Сварка без меди нецелесообразна, потому что качество шва окажется слишком слабо.
Довольно часто звучит вопрос, как приварить к металлу чугун или, иными словами, как соединить его со сталью.
Тут также выделяются уже известные 3 ключевых метода — холодный, горячий и промежуточный режимы. Предпочтение надо отдавать второму типу, потому что он позволяет добиться максимально добротной связи свариваемых изделий. Однако надо понимать, что это наиболее долгий и трудоемкий процесс. Полугорячий метод подходит только для высоколегированных сплавов. А холодная методика рекомендована исключительно при наплавке, потому что в других случаях она не работает.
Соединить сталь с чугуном помогут электроды:
- ЦЧ-4;
- ОЗЧ-2;
- МНЧ-2.
Как варить чугун, смотрите далее.
Как заварить чугун: особенности выполнения работ электросваркой
Когда нужно приварить две стальные детали друг к другу, то домашний мастер сразу принимается за работу. Другое дело, если вопрос идет о чугуне. Тут без предварительной подготовки не обойдешься. Далее разбираемся, как заварить чугун – рассмотрим все особенности сварки этого металла электродами в домашних условиях.
Соединение чугунных блоковИсточник websvarka.ru
Особенности сварки чугуна
Сразу необходимо оговориться, что не любой чугун можно заварить. Дело в том, что этот металл состоит из сплава железа с углеродом. А последнего содержится аж целых 2,14%. Именно это обстоятельство и мешает качественному соединению.
Весь чугун делят на белый и серый. У первого на изломе виден белый цвет. А углерод в нем метастабилен и проявляется в виде цементита. Это обстоятельство выступает решающим в отношении обработки этого металла. Сварка совершенно невозможна. А из-за повышенной хрупкости, разрешается только шлифовка.
На изломе у серого чугуна проступает серебристый оттенок. Углерод в нем перешел в стабильную фазу и проявляется в виде графита. И это состояние позволяет проводить сварочные работы. Остается определиться, чем варить чугун и как.
Железо с большим количеством стабильного углерода в виде графита сваривать можно и даже нужно. Ведь необходимо же проводить ремонт деталей из чугуна, на которых образовались дефекты. Но характеристики у металла настолько специфические, что при работе с ним не избежать серьезных трудностей.
Сварочный процессИсточник svarkaspec.ru
Вот список того, с чем можно столкнуться при сварке чугуна:
- Если при работе чугун слишком быстро охлаждается, то его поверхность из серой превращается в белую. Со всеми вытекающими последствиями.
- При неправильном выборе режима температур в районе шва появляются трещины из-за перекалки сплава.
- Если не бороться с активным выделением газа, то шов покроется порами.
- Формированию шва мешает высокая текучесть чугуна.
- Если в зоне сварки позволить окисляться кремнию, то это приведет к появлению непроваренных участков.
Но учитывая все трудности, были разработаны технологии, позволяющие получать предельно качественные швы на поверхности чугуна. Необходимо только правильно подобрать метод воздействия на металл. А также провести предварительную подготовку и придерживаться всех нюансов методики.
Способы сварки чугуна
Для получения добротного шва на чугун воздействуют двумя способами. Существует такое понятие, как горячая сварка. Для нее необходимо прогреть металл до 650 °C. Такой температурный режим позволяет избежать появления трещин в районе шва.
Горячая сварка чугунной конструкцииИсточник stellastroy.ru
Но такие температуры возможно получить только в промышленных цехах. Поэтому в домашних условиях применяют полугорячую сварку. И чугун греют только до плюс 350 °C. В обоих случаях необходимо следить, чтобы температура шва и остальной поверхности повышалась равномерно. А самые большие проблемы связаны с правильным охлаждением металла.
Но все домашние умельцы практикуют второй способ, который называют сваркой по-холодному. Для него нет необходимости греть заготовку. А всю работу выполняют только специальными электродами. Но этого для качественного шва мало. Прежде нужно грамотно подготовить поверхность, а при сварке строго придерживаться технологической карты.
В этом видео наглядно о том, как варить чугун электросваркой:
Подготовка
Место будущей сварки тщательно зачищается. Для этого лучше взять болгарку с лепестковым кругом. При этом нужно следить, чтобы все кромки не имели острых углов. У рабочей поверхности должна быть только сферическая форма.
Далее необходимо провести обезжиривание. Для этого подойдет любой бензин или растворитель. Главное обеспечить полную нейтрализацию окисленного металла.
Отдельно нужно сказать о шпильках. Они являются опорными элементами и часто применяются для создания качественного соединения. Например, если нужно заварить трещину на поверхности чугунной детали, то после зачистки, на ее концах высверливаются отверстия. В них вставляются стальные шпильки.
Размер элемента имеет строгий регламент. Его диаметр не может быть больше 40 % от толщины чугунной поверхности. Выступать над плоскостью шпилька должна не более, чем 4-6 мм. А их количество ограничивается размерами трещины. Ведь расстояние между двумя шпильками не должно превышать шести их диаметров.
Сварка чугуна по шпилькамИсточник cf2.ppt-online.org
После подготовки поверхности, прежде, чем сваривать чугун, уделяют внимание выбору электродов. Обычные (для стали) проделают еще большую дыру. Поэтому необходимы только те, которые имеют правильное напыление, позволяющее в нужном русле воздействовать на прихотливый чугун.
Подойдут электроды, содержащие медь, хром или никель. И самые распространенные из них: ЦЧ-4, ОЗЧ-2, ОЗЖН-1 и МНЧ-2. Причем нужно проследить, чтобы их диаметр не отклонялся от 3 мм.
Сварка тонкого металла электродом – сложности, преимущества, выбор параметров инвертора и электродов, техника, рекомендации новичкам
Процесс сварки
Когда куплены все расходные материалы, будет полезным прочитать инструкции на упаковках. Там указываются полезные сведения. От режима использования до необходимого количества электродов на определенный размер шва.
А для сварки по-холодному в домашних условиях есть основные правила:
- Выбирается обратная полярность подключения.
- Сварочный аппарат ставится на минимальную мощность.
- Не нужно делать непрерывный шов длиннее 5 см.
- Чтобы металл не перегревался, перерывы в работе делают, как можно чаще.
- Первый слой, а также последний обязательно проковывают молотком, но с самым малым усилием.
Разберем, как варить чугун на конкретных примерах.
Холодная сварка чугуна электродомИсточник pp.userapi.com
По шпилькам
Шпильки устанавливаются в подготовленные отверстия. Электродом, слой за слоем, вокруг каждого вспомогательного элемента наваривается металл. В конце концом шпилька полностью закрывается наплавом.
Чтобы не превышать температуру поверхности свыше 80 °C, делаются перерывы. А лучше комбинировать их с переходами между шпильками. Немного отработав на одной, на время ее оставляют и переходят к следующей. Так и двигаются по кругу с небольшими паузами.
Когда все шпильки скрываются под наплавами, делается завершающий шов. Он соединяет весь наваренный металл между собой.
Многослойный
Проверяются фаски. Они должны быть сферической формы, без острых выступов. Двигаясь от одного края к другому, наплавляется первый шов. Пока он не остыл, его в легкую проковывают молотком. Затем ему дают остыть.
Если возможно, деталь переворачивают на другую сторону. С тыла наносится аналогичный слой металла, который также проковывается. Деталь возвращается в исходное положение, и уже теперь слой за слоем, наплавами закрывается весь дефект. Не забывая легонько проковывать каждый наваренный шов, а также делать перерывы, чтобы не перегреть металл.
В этом видеоролике показано, чем заварить чугун:
Как правильно варить: пособие для начинающих сварщиков
Коротко о главном
Если появилась трещина на чугунной детали, а дома есть доступ к инвертору, то можно считать, что одна треть дела сделана. Остается правильно подобрать электроды и выбрать один из способов ремонта.
Будет ли шов накладываться на шпильки или наплавляться слой за слоем, существенной разницы не играет. Главное строго соблюдать технологию и не дать металлу перегреться. И если все условия соблюдены, то домашний ремонт ничем не уступит, сделанному в мастерской.
|
Наверняка я многих людей есть полуавтоматический сварочный аппарат. Часто такие люди задаются вопросом, как сварить чугун полуавтоматом и можно ли вообще это осуществить? Прежде всего Вам нужно знать, что чугун представляет собою сплав железа с углеродом. Содержание углерода в чугуне составляет не менее 2,14%. Кстати, углерод присутствует и в стали.
Примечательно, что в природе чистого металла практически не существует, поэтому в стали, какой бы чистой она не была, в ней есть процент углерода. Многие люди, которые по много лет работали сварщиками считают, что сварить чугун полуавтоматом нереально. Однако такие люди ошибаются, потому что сваривать чугун полуавтоматической сваркой реально. Для этого Вам нужно использовать специальную порошковую проволоку, которая позволяет качественно и быстро сварить нужное Вам чугунное изделие. Эта проволока называется ПП-АНЧ-3. Её лучше всего использовать с подогревом, ведь подогрев способствует наивысшему качеству сваривания.
Также при сваривании используются не окислительные и фторидные флюсы. Такая сварка дает Вам возможность получать качественные швы максимально быстро и с небольшими затратами. На сегодняшний день эта сварочная проволока имеет большой успех в продажах благодаря высокому качеству, потому что многие профессиональные сварщики пользуются только наилучшим сварочным оборудованием. Как видите, сваривание чугуна полуавтоматической сваркой — это несложный процесс, однако при сваривании чугунных изделий нужно быть внимательными и никогда не допускать перегрева металла, потому что чугун может пустить трещину, а в дальнейшем, может быть, и вовсе расколоться. Поэтому Вам нужно быть внимательными, чтобы не навредить своему изделию. Помимо того, что Вы можете испортить изделие, Вы можете еще и попросту потратить впустую время, пытаясь что-то сделать после сильного перегрева металла. Как же лучше быть просто немного внимательнее и избегать многих проблем. Однако если же все-таки у Вас произошел перегрев металла, Вам нужно его оградить от попадания даже капли воды, то есть ни в коем случае нельзя допускать резкое остывание металла.
Для того, чтобы не возникало таких ситуаций, для Вас будет лучше всего предварительно разогреть свариваемый металл, а только потом начинать его сваривание. Только сваривание нужно начинать сразу же после окончания подогрева чугуна да 600 градусов. |
Вварить пламегаситель из нержавейки в выпускной коллектор из чугуна. — Полуавтоматическая сварка — MIG/MAG
33 минуты назад, demiurg469 сказал:
К коллектору была приварена банка ,правда не из нержи,но и не совсем из чернухи.
Логично предположить, что из какой-либо марки жаропрочной стали.
47 минут назад, selco сказал:
Чугуний на коллекторах обычно высшего качества и даже стерпит СВ 08 Г2С
Валера! Есть кое-какой опыт в сварке чугуна…. в том числе и выпускных коллекторов. Разные производители используют разный чугун и ведет он себя иногда по разному. Если коллектор Ауди — 80 смело можно варить обыкновенной Св08Г2С «на горячо». то такая сварка колектора «WV Крафтера» может закончиться растрескиванием. Лично я бы варил для гарантии ПАНЧем. Электродами не пользуюсь (обхожусь другими видами сварки) но как правило последнее время именитые производители выпускают по две марки электродов, одна для корня, другая — для облицовочного шва.
В любом случае ТСу советую тщательно подготовить кромки перед свакой и обязательно притянуть коллектор к привалочной плоскости. Крутит их иногда безбожно,
Примерно такая должна быть подготовка перед сваркой
А это уже к посту выше относительно бронзы, правда тут использовал СuSi3 )))
Кусок межлекальной выкройки нержавейки приварен к чугунной гильзе.
Пробовал еще варить ТИГом при помощи присадка нихрома Х20Н80 Вроде также нормально получается.
Изменено пользователем Hosco
Как сварить чугун? Что такое сварка чугуна и как лучше всего это сделать?
Чугун – один из древнейших и наиболее распространенных металлических сплавов, создание которого было начато человеком путем выплавки железной руды. В процессе плавки чаще всего углерод, участвующий в процессе плавки, переходил в расплавленное железо. Когда к железу добавили немного больше углерода, чем обычно, оказалось, что полученный сплав был намного тверже, а также более хрупким — так делали чугун.Через некоторое время мастера, занимавшиеся выплавкой чугуна, легко отличали сталь от чугуна, а также научились получать чугун самостоятельно, добавляя в сплав железа нужное количество углерода. Следующим шагом в развитии технологии стало начало сварки чугуна, а также различных других способов его обработки. Что такое чугун, для чего он используется и как успешно сварить чугун? Ответы на эти вопросы и много другой информации о сварке чугуна можно найти ниже.
Что такое чугун?
Вышеупомянутая сокращенная история чугуна дает немного ближе к тому, что такое чугун и как он был сделан. Чугун представляет собой высокоуглеродистый сплав железа с углеродом, с содержанием углерода от 2,11 до 6,67 %. Этот металл содержит такие химические компоненты, как марганец, кремний, фосфор, сера и легирующие вещества, но можно выделить несколько видов чугуна, химический состав и соответственно параметры которых незначительно отличаются друг от друга. Это:
- Чугун серый — это сплав кремния, углерода и железа, в состав которого входят фосфор, сера и марганец
- Чугун белый — состоит из таких химических компонентов, как цемент, ледебурит и перлит.Это хрупкий, но прочный сплав.
- Чугун ковкий — это производное белого чугуна, которое образуется в результате непрерывного отжига. Основой этого вида чугуна является перлит или феррит. Ковкий чугун получают длительным обжигом, еще одна форма — графит.
Чугун — это сплав железа, но кроме железа в его состав входят кремний, сера, марганец, фосфор и различные примеси. Каждый из ранее упомянутых типов чугуна имеет разную температуру плавления.Примерная температура плавления чугуна составляет 1200 градусов Цельсия, в случае серого чугуна температура плавления может достигать 1260 градусов, а после заливки в формы она повышается до 1400 градусов. Белый чугун имеет самую высокую температуру плавления 1350 градусов, поднимаясь до 1450 при заливке в формы. Чугун считается лучшим металлом для выплавки, благодаря малой усадке и высокой текучести, что гарантирует высочайшую эффективность при литье.
Сварка чугуна — что это такое?
Считается, что чугун очень плохо поддается сварке, а некоторые марки, например белый чугун, считаются непригодными для сварки.Трудности сварки чугуна или невозможность его изготовления обусловлены высоким содержанием углерода и высокой хрупкостью этого материала. Чтобы эффективно сваривать чугун, необходимо выбрать соответствующий метод сварки для типа материала, который у нас есть. Вам также потребуются подходящие сварочные принадлежности.
Как сварить чугун?
Перед сваркой чугуна необходимо произвести необходимые приготовления. Самое главное тщательно очистить соединяемые поверхности и область, прилегающую к отливке, иначе в соединении могут появиться поры и вздутия, неметаллические углубления, которые ослабят соединение.Если сварка предназначена для ремонта растрескавшегося чугуна, перед началом работ просверлите отверстия диаметром 5 мм или немного больше на концах трещины, чтобы предотвратить рост трещины. Мы также должны создать сварочную канавку вдоль трещины, т.е. удалить чугун, чтобы можно было точно маневрировать электродом или сварочным держателем. Для эффективной сварки необходимо выбрать соответствующий присадочный металл, выбор присадочного металла, в свою очередь, должен соответствовать типу чугуна, способу сварки, цветовому сочетанию сварного шва с отливкой, и восприимчивость сварного шва к механической обработке.Есть много сомнений по поводу сварки чугуна, например, можно ли сваривать чугун со сталью. Специалисты утверждают, что правильно подобрать электрод для сварки возможно.
Способы сварки чугуна
Существует несколько способов сварки чугуна:
- холодная сварка чугуна
- горячая сварка чугуна
- пайка чугуна
горячая сварка чугуна
27
7
горячая сварка чугуна из чугуна применяется для ремонта отливок и сложных по форме и стабильности структуры.При горячей сварке первым шагом является нагрев материала до 700 градусов Цельсия.
Отливку следует покрыть густым раствором извести или мела, чтобы предотвратить окисление поверхности. Непосредственно перед сваркой раствор удаляют проволочной щеткой. Первоначальный нагрев должен происходить при температуре не выше 100 градусов С в час, чтобы чугун не растрескался в результате резкого воздействия чрезмерной температуры. Нагрев чаще всего осуществляется в угольной или газовой печи, а небольшие элементы можно нагревать кислородно-ацетиленовым пламенем.Горячая сварка выполняется постоянным током большой силы, указанное положение для сварки чугуна – нижнее положение. Наиболее распространенным видом сварки является сварка тиглем, т. е. сварка неплавящимся электродом в среде инертного газа. Чугун не рекомендуется варить обычным электродом, чугун рекомендуется варить нержавеющим электродом с параметрами, подобранными соответственно материалу. Иногда его применяют также для дуговой сварки чугуна с применением покрытых электродов ЭЗО. Сварка чугуна горячим методом TIG обеспечивает более низкое плавление из-за того, что металл шва смешивается с отливкой.Холодная сварка чугуна
Другим методом сварки чугуна является холодная сварка чугуна. Этот способ чаще всего применяют для соединения крупных и тяжелых отливок, а также при возможности повышения твердости детали отливки или сварного шва. Холодная сварка происходит при температуре около 60-70 градусов С, а на расстоянии около 100 мм от сварочной ванны температура около 30-40 градусов С. Этот способ не требует предварительного нагрева сплава. Холодная сварка выполняется методами MMA, MIG MAG или TIG.
Итак, как сварить чугун в мигриру? Прежде всего, холодная сварка чугуна требует установки на сварочном аппарате наименьших параметров тока, чтобы температура разливки не превышала 70 градусов С. Лучше всего, чтобы отдельные участки шва не превышали длину 20-30 мм. Первый участок шва следует располагать в центре трещины, следующий — на ее концах, а последующие участки выполнять поочередно до полного заполнения трещины. При холодной сварке чугуна после укладки каждого участка шва работу прекращают и аккуратно разбивают наложенный участок молотком. Для холодной сварки чугуна, никеля, никель-меди, никель-железа, иногда используются стальные присадочные материалы, которые достаточно дороги. При этом сварка чугуна достаточно дорога из-за дороговизны связующего.
Сварка чугуна пайкой
Другим доступным методом сварки чугуна является сварка пайкой. Он основан на соединении материала связующим на основе меди. Температура плавления меди ниже температуры плавления чугуна. При сварке пайкой материал нагревается кислородно-ацетиленовой горелкой, а сварка выполняется методом MAG или TIG.Латунные наполнители и флюсы типа буры используются для сварки газовой пайкой. В свою очередь, дуговая пайка MAG требует использования коричневых связующих и защитного газа, представляющего собой смесь аргона с небольшим количеством кислорода и углекислого газа.
.
Сварка чугуна — как и чем сварить чугун?
Чугун представляет собой сплав железа с углеродом, а также легирующими элементами или элементами, полученными в результате металлургического процесса. Это очень прочный и устойчивый к коррозии материал, который используется, в частности, в производстве горшки, садовая мебель, декоративные элементы или даже винты и люки. Как сварить чугун? Почему говорят, что это сложно?
Чугун
считается лучшим металлом для выплавки, а его малая усадка и высокая текучесть делают его очень эффективным при литье.Стоит знать, что существует несколько видов этого железоуглеродистого сплава (в зависимости от химического состава):
- Чугун белый — одновременно твердый и хрупкий, поддается только шлифовке. В основном они перерабатываются для получения пластичной формы, а в их химический состав входят: ледебурит, перлит и цементит. Белый чугун используется для изготовления тормозные колодки.
- Чугун серый — мягкий и пригодный для обработки, представляет собой сплав железа, углерода (в виде графита) и кремния, содержащий серу, фосфор и марганец. Их используют в производстве ванн, каменок, деталей печей и машин.
- Половинчатый чугун — также известный как пестрый чугун, углерод, содержащийся в нем, находится в форме как графита, так и цементита. Он имеет промежуточные свойства между белым и серым чугуном.
- Легированный чугун — содержит легирующие элементы, такие как никель, алюминий, кремний и хром. В результате его химические и физические свойства могут быть изменены.
Чугун считается трудносвариваемым, а белый и некоторые сплавы считаются несвариваемыми.Это связано с высоким содержанием углерода и хрупкостью материала. Если вы хотите сварить чугун, вы должны выбрать правильный метод, иначе получить ожидаемые результаты не удастся.
Мигоматы в сварочном цеху allweld.pl
Как правильно сварить чугун? Свариваемый чугун должен быть надлежащим образом подготовлен. Требуется удалить загрязнения с сопрягаемых поверхностей и прилегающей зоны заливки. Сварка неочищенной отливки способствует образованию пузырей и пор в шве, а также неметаллических включений.Для ремонта растрескавшегося чугуна сначала просверлите отверстия на обоих концах трещины диаметром не менее 5 мм, чтобы предотвратить ее увеличение. Также необходимо удалить чугун вдоль излома таким образом, чтобы создать сварочную канавку, позволяющую правильно маневрировать держателем или электродом. Для сварки следует выбрать подходящий наполнитель. Тут надо учесть:
- тип чугуна,
- метод сварки,
- подверженность сварки механической обработке,
- соответствие сварного шва отливке по цвету,
Холодная сварка чугуна применяется преимущественно при ремонте тяжелых и крупных отливок, а также когда допускается увеличение твердости сварного шва и деталей отливки.При сварке температуру поддерживают на уровне 60-70 град С, а на расстоянии около 100 мм от ванны она составляет 30-40 град С. Холодная сварка осуществляется без предварительного подогрева сплава, с применением ММА, МИГ-МАГ или Методы ТИГ. При принятии решения о таком решении параметры тока должны быть как можно меньше, а стыки должны быть укорочены, чтобы отливка не нагревалась выше 70 градусов Цельсия.Рекомендуется, чтобы длина одного участка стыка была максимальной. 20 или 30 мм. Поместите первую посередине трещины, следующие по обоим концам и чередуйте их, пока не будет прошит весь стежок.
При сварке чугуна в холодном состоянии работу каждый раз после закладки участка шва останавливать и слегка забивать молотком. Для этого метода применяют дорогие никелевые, никель-медные или железо-никелевые связки, иногда используют и стальную связку.
Горячая сварка чугуна Горячая сварка чугуна применяется при ремонте отливок с повышенными требованиями к стабильности структуры и формы. Сначала материал нагревается до 700 градусов.В. Для предотвращения окисления поверхности отливку покрывают густым раствором извести или мела (его удаляют непосредственно перед сваркой проволочной щеткой). Во избежание растрескивания чугуна в результате высокой температуры скорость предварительного нагрева не должна превышать 100 градусов С в час. Обычно для этого используют газовый или угольный камин. Если они маленькие, их можно нагреть с помощью кислородно-ацетиленового пламени.
Посмотреть акции в сварочном цеху Allweld
Горячая сварка выполняется в нижнем положении на постоянном токе большой силы. Отливки сваривают в газовой среде методом TIG (в среде инертного газа, неплавящимся электродом) или дуговой сваркой покрытыми электродами ЭЗО. Выбирая горячую сварку, можно получить меньший провар, металл шва смешивается с отливкой. Скорость охлаждения шва ниже, в результате чего зона термического влияния шире и в ней присутствуют структуры меньшей твердости.После сварки отливку повторно нагревают до высокой температуры (500 — 600 градусов С) для снятия напряжений. Затем его следует медленно охладить, рекомендуемая скорость охлаждения не более 50 градусов С в час.
Пайка чугуна Для чугуна также можно использовать сварку пайкой. Он заключается в изготовлении связки с медной матрицей, температура плавления которой ниже температуры плавления чугунной отливки. Для нагрева материала используется кислородно-ацетиленовая горелка, а сам процесс пайки осуществляется методом TIG или MAG.Чугун не плавится, так как связующее вещество смачивает стенки паза. Для сварки газовой пайкой используются латунные связующие, иногда с добавлением, например, кремния или марганца, а также флюсы на основе буры. В свою очередь, при сварке MAG-пайкой используются коричневые наполнители, а защитный газ представляет собой смесь аргона с небольшим количеством O2 и CO2.
Сварка чугуна – не самая простая работа, но она может быть успешной, особенно при наличии подходящего оборудования.Простые, мелкосерийные работы можно без проблем выполнить с помощью мигомата, аппарата ручной сварки покрытыми электродами (ММА) или инвертора TIG, в зависимости от выбранного метода. Для получения удовлетворительных результатов лучше всего использовать проверенное оборудование, такое как SHERMAN DIGIMIG 200 DUAL PULS, MAGNUM SNAKE 235 MMA WITH ARC FORCE или IDEAL EXPERT 220
.
. Магазин Allweld.pl предлагает множество сварочных аппаратов от известных производителей, приспособленных для сварки различных материалов, в том числе чугуна.В случае каких-либо сомнений или вопросов, пожалуйста, не стесняйтесь обращаться к нам. Наши специалисты помогут подобрать подходящее оборудование для каждого сварщика, вне зависимости от опыта или конкретного бюджета.
Смотрите другие интересные статьи из нашего блога:
— Сварка цинком — вся самая важная информация о сварке цинком
— Сварка латуни — вся самая важная информация о сварке этого металла
— Сварка алюминия — вся самая важная информация о сварке этого металла
— Сварка электродом — вся самая важная информация по сварке электродом ММА
— Инверторные сварочные аппараты — Все об инверторных сварочных аппаратах
— зарядное устройство — см. рекомендуемые зарядные устройства
.
— Обозначение сварных швов — Посмотрите, какие виды сварных швов бывают
Руководство по закупкам:
— Сварочный аппарат для любителей и начинающих любителей рукоделия
— Инверторный сварочный аппарат до 500 злотых
— Инверторный сварочный аппарат до 1000 злотых
— Инверторный сварочный аппарат от 1000 до 2000 PLN
— Как правильно выбрать сварочный аппарат для ваших нужд
.
Сварка алюминия, чугуна и нержавеющей стали – наиболее важные отличия
Сварка позволяет соединять различные материалы. Иногда возможности этого процесса могут вас удивить – специализированные сварочные аппараты позволяют сваривать даже пластмассы. Однако чаще всего таким образом комбинируют разные виды металлов. Для выполнения таких задач достаточно популярных на польском рынке электродных сварочных аппаратов . Однако не всегда даже добротный сварочный аппарат 300А справится с поставленной задачей.Необходимо подобрать параметры аппарата и способ сварки к материалу, с которым мы собираемся иметь дело. Очень часто даже в домашних мастерских сваривают нержавейку. Сварка алюминия и чугуна также может быть эффективной. Мы решили поближе познакомиться с этими тремя популярными металлами и посмотреть, чем отличается процесс сварки для каждого из них.
Что такое сварка алюминия?
Алюминиевые предметы сопровождают нас почти на каждом шагу. Это материал, который сегодня используется в самых разных отраслях промышленности, поэтому неудивительно, что существуют различные методы изготовления алюминиевых соединений.Впрочем, пока банки или крышки сваривать не собираются, с алюминиевыми элементами конструкции, оконными профилями и балюстрадами все в порядке. Перед началом данного вида работ нужно не забыть тщательно очистить алюминиевую поверхность, особенно от жира или коррозии.
При сварке алюминия мы должны помнить, что нужно использовать переменный ток, а не постоянный, как в случае с большинством других металлов. Кроме того, соединение алюминиевых элементов может быть затруднено из-за низкой температуры плавления этого вещества, которая составляет чуть более 660 градусов по Цельсию.Поэтому обычно сваривают не чистый алюминий, а сплавы этого металла.
Какие сварочные аппараты подходят для алюминия?
Если мы будем сваривать элементы из алюминия, то в самом начале можно отказаться от сварщиков, допускающих только ММА. Такие простые устройства, как трансформаторные, так и инверторные, с этим материалом не справятся. Нам нужен сварочный аппарат, работающий по методу MIG/MAG или TIG. Это могут быть специализированные аппараты или просто сварочные аппараты 3 в 1, сочетающие в себе возможности всех самых популярных сварочных аппаратов.
Сварочные аппараты TIG
рекомендуются для начинающих сварщиков, работающих с алюминием. Этот метод сварки обеспечивает плавные и очень точные движения. Это в первую очередь полезно для сварки тонких элементов, и так часто делают даже небольшие элементы алюминиевых ограждений. Спокойным движениям способствует стабильно светящаяся дуга.
Источник: https://sklep.powermat.pl/pl/migomat-inwertorowy-220a-mig-mag-tig-mma-pm-img-220t.HTML
Популярные мигоматы подходят и для сварки алюминия. Методом MIG можно соединять куски этого металла толщиной не менее одного миллиметра. Благодаря этому методу сварка алюминия выполняется намного быстрее, чем с помощью аппарата для сварки TIG, но для надежной сварки требуется немного больше навыков и опыта. Помимо сварочных аппаратов TIG и MIG/MAG, алюминий также можно сваривать специальными газовыми горелками.
Также посетите портал любие.com.pl — здесь вы найдете советы по дизайну интерьера, бизнесу и образу жизни.
Сварка чугуна – самая важная информация
Чугун — один из самых популярных и старейших сплавов железа, используемых человеком. Создается благодаря добавлению углерода и используется для литья самых разных изделий. Существует несколько видов этого материала – в том числе белый, серый и ковкий чугун. Они отличаются некоторыми свойствами и химическим составом.Процесс сварки чугуна не самый простой, им обычно занимаются профессиональные сварщики, но при наличии соответствующего опыта можно попробовать такие занятия и в домашней мастерской.
Наиболее распространенной целью сварки чугуна является ремонт изделий из этого материала, хотя возможно также его соединение с другими металлами и их сплавами. Из-за наличия нагара чугун склонен к растрескиванию – это тоже надо иметь в виду при сварке. Поэтому их следует правильно охлаждать после сварки, не допуская резких перепадов температуры.Чугунные изделия часто сваривают электродуговой сваркой в двух формах: холодной и горячей.
Какие инструменты лучше всего подходят для сварки чугуна?
Холодная сварка чугуна заключается в начале работы без предварительного нагрева материала. В месте сварки он имеет температуру около 60 градусов Цельсия, но на несколько десятков сантиметров дальше холоднее на 20-30 градусов. Сварку производят на минимально возможном токе для коротких участков. Для этого подходят все самые популярные аппараты для дуговой сварки – MMA, MIG/MAG и TIG.Таким образом, можно использовать как покрытые, так и неплавкие электроды. При холодной сварке чугуна также следует помнить, что после каждого выполненного участка шва его следует аккуратно проковать молотом. Это обеспечит его надлежащую долговечность и удалит любые загрязнения с поверхности.
Источник: https://sklep.powermat.pl/pl/migomat-inwertorowy-210a-mig-mag-mma-lift-tig-pm-imgts-210s-synergy.html
В случае горячей сварки чугуна необходимо нагреть поверхность заготовки примерно до 700 градусов Цельсия.Однако делать это следует медленно, так как чугун должен достичь такой температуры только после нескольких часов нагревания. Для сварки используется постоянный ток большой силы. После окончания работы заготовку необходимо дополнительно прогреть, а затем очень медленно остудить. Горячая сварка чугуна чаще всего выполняется инверторным сварочным аппаратом TIG вольфрамовыми неплавящимися электродами.
Если вы решите сваривать чугун методом MMA, вам следует ознакомиться с ним поближе.Наиболее важные советы можно найти в следующей статье: Сварка ММА. Каких ошибок избегать?
Что нужно помнить при сварке нержавеющей стали?
Кухонная утварь, тяжелая промышленность, детали двигателей, судовая арматура – использование нержавеющей стали очень широко. Ничего удивительного: этот сплав железа и углерода справляется даже с неблагоприятными погодными условиями, а также при высоких температурах, что в основном связано с высоким содержанием хрома.Однако, прежде всего, он очень устойчив к коррозии.
Перед началом сварки компонентов из нержавеющей стали проверьте химический состав материала. Этот материал доступен в нескольких типах, и химические свойства, например, ферритной и мартенситной стали будут отличаться друг от друга и влиять на долговечность сварного шва. Стальные предметы также должны быть защищены от сварочных брызг, желательно специальной защитной фольгой.
Нержавеющая сталь – какой сварочный аппарат лучше использовать?
Для обработки данного типа стали подходят сварочные аппараты
, работающие в режимах MIG/MAG и TIG.Последний способ позволяет получить ровные, качественные стыки. Мы сможем соединить даже небольшие и тонкие стальные элементы с вольфрамовыми электродами. Они должны эксплуатироваться в защитной оболочке из инертных газов. Гелий и аргон, которые чаще всего используются в таких ситуациях, доставляются на работу с помощью специальных баллонов. Работа сварочного аппарата TIG будет чрезвычайно точной, но и довольно медленной.
При сварке больших деталей из нержавеющей стали более практичным выбором будут так называемые мигоматы.Такие сварочные аппараты позволяют значительно ускорить работу. Диаметр электродной проволоки также влияет на скорость сварки. Этот, однако, быстро плавится, что еще больше улучшает сварку. Стоит помнить, что в методе MIG/MAG используется постоянный ток. Благодаря ему стальные осколки можно глубоко проплавить и получить прочное соединение.
Вы также должны помнить о своей безопасности, о чем можно прочитать в статье — https://www.mojewirtualnemiasto.pl/2021/02/02/srodki-ochrony-oczu-i-twarzy-w-pracy-z- odpryskujacymi-материалы-как-уход-в-таких-условиях /
Автор:
Дамиан
Копирайтер агентства Intle Interactive.Выпускник факультета менеджмента и социальных коммуникаций Ягеллонского университета.
.
Чугунные электроды CASTWELD NiFeB, Metalweld — упаковка — Сварочные материалы — Проволока / Электроды / Февраль Электроды MMA
- Универсальный электрод для сварки всех видов холодного чугуна (ковкий, серый, ковкий) и для соединения чугуна со сталью.
Прейскурантная цена
(Скидка%)
359,00 зл. — 399,00 зл.
брутто / 1 упаковка
Товар распродан
Вы получите уведомление по электронной почте, когда продукт снова будет доступен.
Сообщить о наличии
Вышеуказанные данные не используются для рассылки информационных бюллетеней или другой рекламы. Включив это уведомление, вы соглашаетесь только на однократное уведомление о повторной доступности продукта.
1-2 дня
Отгрузка (% д на складе)
14 дней на бесплатный возврат
Товар недоступен в стационарном магазине
Безопасные покупки
Отсрочка платежа.Купите сейчас, заплатите через 30 дней, если не вернете
Купить сейчас, заплатите потом — 4 шага
Выберите PayPo при выборе способа оплаты.
PayPo оплатит ваш счет в магазине.
На сайте PayPo проверьте свои данные и введите Pesel.
Получив свои покупки, вы сами решаете, что вам подходит, а что нет. Вы можете вернуть часть или весь заказ — тогда сумма, подлежащая оплате PayPo, также будет уменьшена.
В течение 30 дней с момента покупки вы платите PayPo за свои покупки без каких-либо дополнительных затрат .Если вы хотите, вы распределяете платеж в рассрочку.
После покупки вы получите очки.
ОПИСАНИЕ:
Универсальный электрод с биметаллическим сердечником Ni-Fe, предназначенный для сварки всех видов холодного чугуна (ковкого, серого, ковкого) и для соединения чугуна со сталью. Обладает отличными сварочными параметрами, не перегревается при сварке и не требует остановки сварки. Он имеет очень мало брызг, шлак легко отделяется, а сварной шов имеет мелкую окалину. Его можно использовать для сварки переменного тока Uo
Применение:
— Корпуса машин и двигателей, восстановление и приварка клапанов.
— Сварка чугуна со сталью.
Механические параметры:
Прочность Rm [Н/мм2] 450
Твердость 169-190 HB /
Тип электрода (оболочки) основной
Загрузки
12 месяцев
Нужна помощь? У вас есть вопросы? Задайте вопрос и мы тут же ответим, публикуя самые интересные вопросы и ответы для других.
Спросите о продукте
.
Сварка MMA — Inter-Castor
Сварка ММА — метод ММА (111)
20 июля 2017 г.
Дуговая сварка покрытым электродом под названием по ММА (111) (Ручная дуговая сварка) является наиболее универсальным методом дуговой сварки.
В этом методе используется электрод с покрытием , который состоит из металлического сердечника, покрытого сжатой оболочкой.Процесс сварки выглядит следующим образом: между концом электрода и заготовкой возникает электрическая дуга. Под воздействием высокой температуры, создаваемой электрической дугой, электрод плавится и стыкуется со свариваемым металлом, образуя после остывания сварной шов. При плавлении электродное покрытие выделяет газы, защищающие расплавленный металл от атмосферы, а затем затвердевает и образует на поверхности шлак, предохраняющий застывающий металл шва от воздействия окружающей среды. После затвердевания шлак следует удалить механическим способом.
Особенности метода сварки ММА
Преимущества:
— возможность сварки различных видов и марок металлов и сплавов: нелегированных и легированных сталей, чугуна, никеля, меди и ее сплавов,
— возможность сварки в любом положении, в полевых условиях (при слабом ветре ), на высоте и даже под водой,
— высокое качество сварных швов, хорошие механические свойства,
— возможность сварки тонких элементов (практически от 1,5 мм) и толстых (швы толщиной свыше 4 мм рекомендуется выполнять многократно слоев),
— простое в эксплуатации, простое в эксплуатации портативное и относительно дешевое сварочное оборудование
Недостатки:
— низкая эффективность сварки (ок.1-5 кг металла шва/час), особенно хлопотный при сварке толстых элементов, металл шва представляет собой материал, образующийся исключительно за счет плавления связующего в процессе сварки, т.е. дополнительный материал, необходимый для выполнения сварных соединений,
— низкая скорость сварки (ок. 0,1-0,4 м/мин.),
— необходимость удаления шлака и замены электродов, что еще больше снижает эффективность процесса,
— качество сварных швов сильно зависит от навыков сварщика,
— высокая чувствительность к влаге — особенно основных электродов,
— относительно высокая стоимость сварочных материалов (электродов) по сравнению с другими способами,
— большое количество газов и сварочных дымов.
W Inter-Casto применяем следующие методы: электросварка :
— покрытым электродом ММА (111),
— металлическим электродом в среде инертного газа MIG (131),
— металлическим электродом в активной газовой защите МАГ (135)
— с порошковой проволокой в защите активных газов МАГ (136),
— с вольфрамовым электродом: ВИГ (141).
Имеем аттестованную технологию сварки листов из никеля Inconel 600 методами MIG (131) и MMA (111) по PN-EN ISO 15614-1 «Спецификация и квалификация технологии сварки. Испытания технологии сварки. Часть 1 : Сварка дуговая и газовая сварка стали и дуговая сварка никеля и никелевых сплавов».
Нужна помощь специалиста?
Мы прилагаем все усилия, чтобы наши клиенты были полностью удовлетворены как заказами, так и информацией, которую они могут получить, направляя нам свои вопросы. Мы в вашем распоряжении с понедельника по пятницу с 7:00 до 15:00.
Контакт
.
Сварка и наплавка при ремонте деталей машин и металлоконструкций — 14 158
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому их нельзя отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Эти файлы позволяют нам проводить маркетинговую деятельность.
.
Как сварить чугун и мягкую сталь 🌱 Советы садовникам 9000 1
Включая это правило:
Различия между чугуном и низкоуглеродистой сталью незначительны, но важны, когда речь идет о сварке этих двух материалов. Два металла содержат разное количество углерода, но свариваются одинаково. Однако чугун немного мягче, чем низкоуглеродистая сталь. Это означает, что вам придется немного скорректировать технику сварки, чтобы не повредить чугун, поэтому сварите мягкую сталь достаточно, чтобы удержать его на месте.
Перейти к шагу 1
Соедините вместе две заготовки в том месте, где они должны быть сварены. Прикрепите зажим заземления сварочного аппарата MIG к любой металлической детали.
Шаг 2
Установите уровень мощности MIG и скорость подачи проволоки в соответствии с толщиной материала. Эта информация обычно напечатана на внутренней панели сварочного аппарата, на которой размещена катушка со сварочной проволокой. Он также может быть включен в руководство сварщика.
Шаг 3
Включите сварочный аппарат и опустите шлем.Держите электрод сварочным пистолетом примерно на 1/4 дюйма от точки, где вы будете сваривать.
Шаг 4
Нажмите на спусковой крючок сварочного пистолета и сначала прикоснитесь подвижным электродом к низкоуглеродистой стали. Вы увидите расплавленный металл, где электрод касается стали. Как только горшок станет шириной примерно 1/4 дюйма, начните перемещать пистолет вперед и назад, слегка перемещая его между чугуном и мягкой сталью. Вы заметите, что сварочная ванна образуется быстрее на чугуне, чем на стали.
Шаг 5
Прошейте шов, нажав на спусковой крючок пистолета и перемещая траекторию сварочной ванны вперед и назад от стали к чугуну, пока шов не будет завершен.
Этап 6
Удалите лишний сварочный шлак с готового шва с помощью проволочной щетки, чтобы завершить операцию сварки.
Предметы, которые вам понадобятся
- Сварочные зажимы
- Сварочный аппарат MIG
- Сварочная маска
- Проволочная щетка
Наконечник
- Наденьте сварочные рукавицы и перчатки. Хотя сварочные искры на самом деле не причинят вам вреда, они неудобны.
- При сварке всегда надевайте сварочную маску. Интенсивный свет, исходящий от сварочного электрода, может быстро повредить или даже ослепить незащищенные глаза.
- Какие бывают панели
- Как правильно отпилить потолочный плинтус в углах
- Плитка в ванную комнату керама марацци
- Масляная печь своими руками
- Перевозка холодильника
- Электрическая схема дома
- Помпаж компрессора
- Аэромассаж для ванны что это
- Вентиляционные клапаны на пластиковые окна
- Размеры инсталляции с унитазом в туалет
- Тэн для стиральной машины samsung
Наконечник
Предупреждение
Видеоинструкция: Сварка стали с чугуном.
Нравится? Поделись с друзьями:
.Советы по сварке низкоуглеродистой стали с чугуном?
03.
12.2011
#1Советы по сварке мягкой стали с чугуном?
Всем привет!
Требуется приварить чугунную центральную секцию дифференциала Ford 8.8 к штампованным осевым трубам из мягкой стали. Я читал, что некоторые люди используют никелевый стержень, а некоторые сваривают его с помощью никелевого наполнителя? прогревать горелкой или нет?
У меня есть установка для дуговой сварки Tig/Stick Thermal Arc 185, более крупный сварочный аппарат Lincoln для надгробной сварки и установка для кислородно-ацетиленовой сварки.
Спасибо,
ЭндрюОтветить с цитатой
03.
12.2011
#2Re: Советы по сварке мягкой стали с чугуном?
Этот парень, кажется, не возражает против того, что ты делаешь. Это железо с шаровидным графитом, но должно иметь довольно низкое содержание углерода или что-то в этом роде. Я сварил сплавом 309, сварил с более холодным режимом и медленным плетением с er70s6, никелем 55 и припаял как тиг, так и кремниевую бронзу, а также латунь и газ. Лучший вариант – это никелевый стержень, сделать валики диаметром 1 дюйм и отбить молотком. Держите все в прохладном месте, иначе вы можете деформировать трубы. кажется, что он растягивает сварной шов, и если он хранится в прохладном месте, это, кажется, не беспокоит.
Снимите вес с оси, чтобы при сварке он не пытался согнуться на вас.Миллерматик 252
Линкольн 175 плюс
ТА 185тсв
ТА 161стл
гипертерм рмакс 45
Виктор факел
Факел Henrob
S10 на каждый день неделиОтветить с цитатой
04.12.2011 #3
Re: Советы по сварке мягкой стали с чугуном?
Мне повезло с использованием электродов Supermissle сварки или MG super 600 SMAW, а также с наплавкой коротких швов и упрочнением, как описано выше.
Ответить с цитатой
06.12.2011 #4
Re: Советы по сварке мягкой стали с чугуном?
для уточнения у вас migged с никель 55 или tigged? Как вы его чистили, так как он выглядит очень пористым? Нагревается ли чугун с шаровидным графитом равномерно, как мягкая сталь, или больше как поверхность губки с чугуном?
Я очень соблазняюсь, так как у меня уже есть сварочный аппарат, но меня пугает то, что я прочитал, и я не хочу испортить дифференциал — я нашел парня, который сделает это за 125.
Я могу очень хорошо сваривать мягкую сталь и алюминий. прилично. нержавейка где-то посередине. Я учился в школе сварщиков в Линкольне и прошел там базовую подготовку по сварке, но я определенно не профессионал…Я думаю, что сварка MG Super Stick была бы лучше, так как она очень ржавая/грязная/пористая, но я гораздо увереннее с tig, чем с saw…
Последний раз редактировалось hpfiend; 06.12.2011 в 10:53.
Ответить с цитатой
06.12.2011 #5
Re: Советы по сварке мягкой стали с чугуном?
Поскольку вам нужна задняя часть и, скорее всего, вы больше никогда не будете делать эту работу, просто заплатите профессионалу и будьте уверены, что ваша задняя часть будет счастлива… 125 баксов не звучит необоснованно… Сколько стоит новый дифференциал? В прошлый раз, когда я проверял, никелевый стержень 99 стоил 45 фунтов за фунт, и я использую его только два раза в год.
..Последний раз редактировалось B_C; 06.12.2011 в 14:58.
Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
07.12.2011 #6
Re: Советы по сварке мягкой стали с чугуном?
Я согласен с BC, вам будет лучше, если они сделают это и посмотрят, как это делается, дешевое образование, если хотите.
Чтобы ответить на ваши вопросы, миг был с проводом er70s6, tig был с 309L. Я снял флюс с никелевого стержня и отшлифовал его до гладкости, чтобы использовать с TIG, но не был доволен результатами, поэтому я думаю, что во флюсе есть некоторые добавки, которые помогают. Чугун с шаровидным графитом по внешнему виду похож на губку, но не обманывайтесь, так как ни один чугун не является действительно пористым, как этот, он просто из формы, в которой он отлит. Могут и обычно есть некоторые пустоты в местах из-за воздушных карманов во время литья, но это не так. быть ожидаемым. Как только вы отшлифуете его, вы увидите, что он похож на сталь. Когда вы шлифуете утюг, вы не должны использовать ничего, что может вонзиться в поверхность, поэтому используйте шлифовальные диски или лепестковые круги, а затем, возможно, пройдитесь по ним твердосплавной насадкой. Подготовительные работы с чугуном могут решить его или сломать.Миллерматик 252
Линкольн 175 плюс
ТА 185тсв
ТА 161стл
гипертерм рмакс 45
Виктор факел
Факел Henrob
S10 на каждый день неделиОтветить с цитатой
07.
12.2011
#7Re: Советы по сварке мягкой стали с чугуном?
Спасибо, ребята, назовите меня предприимчивым, но если бы я попробовал это с каким-нибудь наполнителем из никеля 55, и он треснул бы или получился плохо, я все еще могу попросить парня отшлифовать его и снова сварить, если он использует тот же наполнитель, верно?
Последний раз редактировалось hpfiend; 07.12.2011 в 15:37.
Ответить с цитатой
07.
12.2011
#8Re: Советы по сварке мягкой стали с чугуном?
8,8 литые стальные. Люди постоянно к ним привариваются. ER70-6 и есть у него.
Для подтверждения можно выполнить искровой тест.
8.8 используется на многих джипах в качестве дешевой оси (взято от Бронкос середины 80-х). Есть пара веб-страниц, на которых рассказывается о сварке ферм и креплений подвески на 8.8.
Вращение осевых труб является проблемой для 8.8 (и Dana 44). Каждый просто делает валик один раз (я бы сделал прихватку и сделал бы это как минимум в 4 секциях, чередуя стороны — может быть, даже в 8 секциях).
Я разговаривал с Balistic Fabrications, которые производят «комплекты для бритья», в которых нужно вырезать часть дифференциала для лучшего дорожного просвета (оси с болтами GM на 14 — просто зверь!), и они сказали мне, что сваривают MIG с помощью ER70-6. И для Dana 60s, и для GM 14.
Я бы, наверное, просто сварил MIG, но в наполнителе 309 много никеля. Также рассмотрите MG 600 или любой из материалов под названием «Супер ракетный стержень». Высокое содержание никеля и хрома, хорошо подходит для сварки разнородных металлов, практически нулевой шанс растрескивания.
Лично я бы убрал diff. Дифференциал на самом деле оказывает боковое давление на корпус (предварительно нагружает конические подшипники) и выделяет много тепла в неправильной/правильной области, и вы можете потерять часть этой предварительной нагрузки. Сначала измерьте заднюю плеть. Переустановите, установите крутящий момент и дважды проверьте люфт, когда закончите. Очень важно получить такой же люфт, когда вы соберете все это вместе.
Все остальное имеет немного более «отстойный» вид (допустимые вариации)Кстати, это люди, которые сваривают подобные корпуса и делают все, от предварительного нагрева до упрочнения, но я еще не нашел никого, кто сказал бы просто MIG. d трубки, и через некоторое время он вышел из строя.
Конфуз предохранитель!
Miller Dynasty 350
Millermatic 350P
-Spoolmatic 30A
Miller Multimatic 200
Hypertherm PowerMax 1000G3
Miller Maxstar 200DXОтветить с цитатой
07.12.2011 #9
Re: Советы по сварке мягкой стали с чугуном?
Первоначально написал hpfiend
Спасибо, ребята, назовите меня авантюристом, но если бы я попробовал это с каким-нибудь наполнителем из никеля 55, и он должен треснуть или получиться плохо, я все еще могу попросить парня отшлифовать его и сварить снова, пока так как он использует тот же самый наполнитель, верно?
Это от меня. ….если кто-то принесет мне кусок, который он «поиграл» с ним немного выше, чем без дополнительной подготовительной работы…….отнесите его профессионалу…..это только собираюсь задержать твою машину……Молодой зеленый сварщик однажды спросил у старой соли… Как мне сделать так, чтобы сварной шов на нижней части трубы был похож на верхнюю часть…. …Старая соль ответила….К черту голову……
Ответить с цитатой
07.12.2011 #10
Re: Советы по сварке мягкой стали с чугуном?
Первоначально написал con_fuse9
Вращение осевых труб — проблема с 8.
Я так и сделал. Я сварил свой 8.8 несколько лет назад, когда разобрал его. Я установил его прямо на своем верстаке, прикрепил четыре хороших прихватки к каждой трубе и приварил сварочным аппаратом MIG. Не помню, грел ли я вообще. 8 (и Dana 44). Каждый просто делает валик один раз (я бы сделал прихватку и сделал бы это как минимум в 4 секциях, чередуя стороны — может быть, даже в 8 секциях).Ряд лет и 100+ пробегов тянет 1,5-1,7 60-х и у нее пока все хорошо.
IW Local 580 NY, NY
Ответить с цитатой
08.12.2011 #11
Re: Советы по сварке мягкой стали с чугуном?
Я приварил около 6 таких задних концов с помощью er70s-6, они свариваются довольно хорошо.
Последний раз редактировалось brucer; 08.12.2011, 00:26.
www.talkexperts.com
www.necessityjigs.com
https://www.facebook.com/groups/mach…dingequipment/Ответить с цитатой
08.12.2011 #12
Re: Советы по сварке мягкой стали с чугуном?
Спасибо за ответы!
Я говорил с профессионалом, и он сказал, давай, попробуй, и он может исправить это, если я застряну.
.. как ты можешь это победить!Запланируйте снятие крышки, осей, держателя, колесных подшипников и уплотнений и постарайтесь извлечь из них как можно больше смазки. Обоймы опорных подшипников оставлю, но между ними и внешней поверхностью много металла и на небольшие расстояния планирую ездить довольно быстро.
Приготовление шлифовальным кругом до упора в угловое соединение, очистка шлифовальным кругом/проволочной щеткой и ацетоном, сушка феном.
Я собираюсь предварительно нагреть до 400 с помощью термокарандаша и горелки OA, использовать наполнитель TIG Ni-55, прихватить 4 места с каждой стороны, приварить секцию ~ 1,25 дюйма с одной стороны с помощью 3-фунтового молотка и какого-нибудь тупого пробойника и оберните стекловолокном, затем 1,25 дюйма с другой стороны проколите и оберните стекловолокном и дайте остыть на ощупь, переверните и сделайте то же самое на противоположной стороне, в общей сложности 8 раз, пока я не буду полностью вокруг.
Как вы, ребята, держали заднюю часть? Я не думаю, что у нас есть такая большая скамья, которая может выдержать 330 фунтов или около того .
.. Я думаю о том, чтобы положить поддон на зубья нашего трактора с фронтальным погрузчиком и заблокировать трубы оси, чтобы он оставался ровным, а затем опустите трактор. от ковша до высоты сиденья, чтобы использовать педаль сидя или стоя, так как у меня пока нет ручного управления.фотки выложу когда доделаю или обновлю с позором когда доберусь до профи.
Последний раз редактировалось hpfiend; 08.12.2011 в 11:46.
Ответить с цитатой
Различия между чугуном и стальным литьем
Одним из самых популярных способов изготовления долговечных и качественных компонентов является литье. Литье обеспечивает высокий уровень детализации, что приводит к отсутствию необходимости в дополнительном изготовлении или сборке. Хотя можно отливать множество различных материалов, сталь и железо являются двумя наиболее популярными из-за их превосходных механических свойств для широкого спектра применений.
Чугун обычно относится к серому чугуну, ковкому чугуну и ковкому чугуну. Это чугунное литье с содержанием углерода выше 2 %.
Литая сталь обычно относится к обычной углеродистой стали и легированной стали. Представляет собой стальное литье с содержанием углерода менее 2 %.
Таким образом, нет большой разницы между химическим составом и сырьем для чугуна и стального литья.
Что касается коррозии, железо обладает лучшей коррозионной стойкостью, чем сталь. Однако это не означает, что они не подвержены коррозии. Оставленные незащищенными, оба металла окисляются в присутствии влаги. В конце концов, они полностью разлагаются. Для предотвращения этого покрытие рекомендуется как для стальных, так и для чугунных отливок.
Стоимость
Чугун часто дешевле стального литья из-за меньшей стоимости материалов, энергии и трудозатрат, необходимых для производства конечного продукта. Хотя сырая сталь дороже, существуют, однако, сборные формы из стали. К ним относятся листы, стержни, стержни, трубы и балки.
Возможность литья
Чугун относительно легко лить, так как он легко льется и не дает такой усадки, как сталь. Эта текучесть делает чугун идеальным металлом для архитектурных или декоративных металлоконструкций, таких как ограждения и уличная мебель.
Преимущества и недостатки чугуна
Хорошие литейные свойства серого чугуна: хорошее гашение вибрации, хорошая износостойкость, хорошая обрабатываемость и низкая чувствительность к надрезам. Однако его прочность на растяжение и относительное удлинение очень низкие. Таким образом, он может производить только некоторые металлические детали с низкими физическими требованиями. Требования, такие как защитная крышка, крышка, масляный поддон, маховики, рама, пол, молоток, небольшая ручка, основание, рама, коробка, нож, станина, место для подшипника, стол, колеса, крышка, насос, клапан, труба, маховик, моторные блоки и т. д. Что касается более высоких марок, серый чугун может выдерживать большую нагрузку и определенную степень герметичности или коррозионной стойкости. Это позволяет изготавливать некоторые из наиболее важных отливок, таких как цилиндр, шестерня, основание, маховик, станина, блок цилиндров, гильза цилиндра, поршень, коробка передач, тормозное колесо, соединительная пластина, клапан среднего давления и т. д.
Ковкий чугун и ковкий чугун обладают высокой прочностью, пластичностью, жаростойкостью и ударной вязкостью. Так что более широкое применение в некоторых случаях может заменить углеродистую сталь. Однако технология его производства высока. Производственный процесс более сложный. Это делает стоимость производства выше, чем у обычного серого чугуна и стального литья. Следовательно, дефектов литья ковкого чугуна больше. Есть много областей, в которых используется ковкий чугун, например, трубы и фитинги под давлением, автомобильная техника, сельское хозяйство, дорожное строительство и общее машиностроение.
Чугунный обратный клапан
Преимущества и недостатки стального литья
Основным преимуществом стального литья является гибкость конструкции. Дизайнер отливки имеет наибольшую свободу выбора дизайна. Это позволяет создавать сложные формы и полые детали поперечного сечения.
Литая сталь обладает металлургической производственной гибкостью и самой сильной изменчивостью. Можно выбрать другой химический состав и управление, адаптированное к различным требованиям различных проектов. Это предлагает различные варианты термообработки в более широком контексте механических свойств и характеристик. Также предлагает хорошую свариваемость и обрабатываемость.
Литая сталь является своего рода изотропным материалом и может быть превращена в стальные отливки общей конструкционной прочности. Это повышает надежность проекта. В сочетании с конструкцией и весом преимущества коротких сроков поставки, цены и экономичности дают стальному литью конкурентное преимущество.
Диапазон веса стальных отливок больше. Небольшой вес может составлять всего несколько десятков граммов расплавленной формы точного литья. Масса крупных стальных отливок достигает нескольких тонн, десятков тонн или сотен тонн.
Стальное литье можно использовать для различных условий работы. Его механические свойства превосходят любые другие литейные сплавы и различные высоколегированные стали специального назначения. Чтобы выдерживать высокое растягивающее напряжение или динамическую нагрузку компонентов, важно учитывать отливки сосудов высокого давления. При низких или высоких температурах, крупных и важных ключевых деталях с частичной нагрузкой следует отдавать предпочтение стальным отливкам.
Однако стальное литье имеет сравнительно плохую встряску, износостойкость и подвижность. Характеристики литья по сравнению с чугуном плохие. Кроме того, затраты выше, чем у обычного чугуна.
Таким образом, чугун и литая сталь имеют свои преимущества и недостатки. Любой из них следует выбирать в соответствии с применением и их физическими свойствами.
Поворотный затвор из литой стали
| Алюминий к алюминию Алюминий к алюминиевым сплавам Алюминий к алюминию PM Алюминий к латуни Алюминий к бронзе Алюминий к чугуну Алюминий-керамика Алюминий-сплавы кобальта Алюминий-колумбий Алюминий-медь Алюминий-медные сплавы Алюминий-медь-никель Алюминий-твердый металл, инструментальная сталь Алюминий-магний Алюминий-магниевые сплавы Алюминий-монель Алюминий с никелем Алюминий с никелевыми сплавами Алюминий со сталью, нелегированная Алюминий со сталью, низколегированная Алюминий со сталью, высоколегированная (ферритная) Алюминий со сталью, высоколегированная (аустенитная) Литье алюминия в сталь Алюминий в сталь БДМ Алюминий в свободнорежущую сталь Алюминий в стальные сплавы Алюминий в сталь-углерод Алюминий в сталь-нержавеющую сталь Алюминий в титан Алюминий в титановые сплавы Алюминий в вольфрам Алюминий в Вольфрам PM Алюминий-карбид вольфрама, цементированный Алюминий-вольфрам-медь PM Алюминий-циркониевые сплавы Алюминиевые сплавы-алюминий Алюминиевые сплавы-алюминий PM Алюминиевые сплавы к алюминиевым сплавам Алюминиевые сплавы к чугуну Алюминиевые сплавы к керамике Алюминиевые сплавы к меди Алюминиевые сплавы к твердому металлу, инструментальной стали Алюминиевые сплавы к магнию Алюминиевые сплавы к магниевым сплавам Алюминиевые сплавы к никелю Алюминиевые сплавы к никелевым сплавам Алюминиевые сплавы к стали, нелегированные Алюминиевые сплавы к стали, низколегированные Алюминиевые сплавы к стали, высоколегированные (ферритные) Алюминиевые сплавы к стали, высоколегированные (аустенитные) Алюминиевые сплавы со стальным литьем Алюминиевые сплавы со сталью PM Алюминиевые сплавы со сталью свободной резки Алюминиевые сплавы со стальными сплавами Алюминиевые сплавы со сталью и углеродом Алюминиевые сплавы со сталью и нержавеющей сталью Алюминиевые сплавы с титаном Алюминиевые сплавы с титаном Сплавы Алюминиевые сплавы с вольфрамом Алюминиевые сплавы с вольфрамом PM Алюминиевые сплавы с вольфрамом Медь PM Алюминий PM с алюминием Алюминий PM с алюминиевыми сплавами Алюминий PM в алюминий PM Алюминий PM в сталь, нелегированный Алюминий PM в сталь, низколегированную Алюминий PM в сталь, высоколегированную (ферритную) Алюминий PM в сталь, высоколегированную (аустенитную) Латунь в латунь Оксид кадмия в медь Твердый металл, инструментальная сталь к алюминию Железо, спеченное в сталь-углерод Свинец в свинец Магний в алюминий Никель в Алюминий | Серебро в медь Серебряные сплавы в серебряные сплавы Сплавы стали с алюминием Сплавы стали с алюминиевыми сплавами Сплавы стали с кобальтом Сплавы стали с монелем Сплавы стали с никелем Сплавы стали с никелевыми сплавами Сплавы стали с нимоником Сплавы стали с никелем -Сплавы Стали-сплавы по стали-углероду Стали-сплавы по обработке без содержания стали Стали-сплавы по обработке мартенситностареющей стали Сплавы стали по стали-нержавеющая сталь Сплавы стали по стали-инструмент Сплавы стали по материалам клапанов (автомобильная) Сталь-углерод в алюминий Сталь-углерод в алюминиевые сплавы Сталь-углерод в бронзу Сталь-углерод в карбиды цементированные Сталь-углерод в кобальт Сталь-углерод в медь Сталь-углерод в медь Никель Сталь-углерод в медь Спеченное железо Сталь-углерод в монель Сталь-углерод в никель Сталь-углерод в никелевые сплавы Сталь-углерод в нимоник Сталь-углерод в сталь-сплавы Сталь-углерод в сталь-углерод Сталь-углерод в сталь- Бесплатная обработка Сталь-углерод к мартенситно-стареющей стали Сталь-углерод к спеченной стали Сталь-углерод к стали-нержавеющей стали Сталь-углерод к стали-инструменту Сталь-углерод к титановым сплавам Сталь-углерод к материалам клапанов (автомобилестроение) Обработка без использования стали до монеля Обработка без использования стали до никеля Обработка без использования стали до никелевых сплавов Обработка без использования стали до нимоника Обработка без использования стали до сплавов стали Без использования стали Обработка до стали-углерода Без использования стали Обработка до обработки без использования стали Обработка без использования стали до мартенситно-стареющей стали Обработка без использования стали до нержавеющей стали Обработка без использования стали для инструментов из стали Мартенсетно-стареющая обработка стали до монеля Мартенсетно-стареющая обработка стали до никеля Nimonic Маржинально-стареющая сталь в сплавы стали Маржинально-стареющая сталь в сталь-углеродистая сталь Маржинально-стареющая сталь в безсталевую обработку Маржинально-стареющая сталь в мартенситностареющая обработка стали Маржинально-старежная обработка стали в сталь-нержавеющая сталь Маржинально-стареющая сталь в сталь-инструмент Сварка стали в материалы клапанов (автомобилестроение) Спеченная сталь в сплавы стали Спеченная сталь в сталь-углерод Спеченная сталь в спеченная сталь Спеченная сталь в сталь-нержавеющая сталь Сталь-нержавеющая сталь в алюминий Сталь Нержавеющая сталь в алюминиевые сплавы Нержавеющая сталь в медную Нержавеющая сталь в медно-никелевую Нержавеющая сталь в монель Нержавеющая сталь в никель Нержавеющая сталь в сплавы никеля Нержавеющая сталь в нимоник Нержавеющая сталь в стальную- Сплавы Сталь-нержавеющая сталь в сталь-углеродистую Сталь-нержавеющая сталь в механическую обработку без содержания стали Сталь-нержавеющая сталь в мартенситно-стареющую сталь Сталь-нержавеющая сталь в спеченную сталь Сталь-нержавеющая сталь в сталь-нержавеющая сталь Сталь-нержавеющая сталь в титан Сталь- Нержавеющая сталь к сплавам титана Нержавеющая сталь к материалам клапанов (автомобильная) Нержавеющая сталь к сплавам циркония Инструмент из стали к цементированным карбидам Инструмент из стали к никелю Инструмент из стали к никелевым сплавам Инструмент из стали к нимонику Инструмент из стали в сплавы стали Инструмент из стали в углеродистую сталь Инструмент из стали в обработку без использования стали Инструмент из стали в мартенситностареющую обработку стали Инструмент из стали в инструмент из стали Нелегированная сталь в алюминий Сталь, Сталь , нелегированная сталь , нелегированная сталь , нелегированная сталь , нелегированная сталь , нелегированная сталь , нелегированная сталь , нелегированная сталь , нелегированная медь Нелегированные магниевые сплавы Сталь, нелегированная по никелю Сталь, нелегированная по никелевым сплавам Сталь, нелегированная по никелевым сплавам PM Сталь, нелегированная по стали, нелегированная Сталь, нелегированная по стали, низколегированная Сталь, нелегированная по стали, высоколегированная ( Сталь, нелегированная по стали, высоколегированная (аустенитная) Сталь, нелегированная по стали, литье Сталь, нелегированная по стали PM Сталь, нелегированная по стали свободного резания Сталь, нелегированная по титану Сталь, нелегированная по титановым сплавам Сталь, нелегированная по вольфраму PM Сталь, низколегированная по алюминию Сталь, низколегированная по алюминиевым сплавам Сталь, низколегированная по алюминию PM Сталь, низколегированная по чугуну Сталь, низколегированная по твердому сплаву Металл, инструментальные стали Сталь, низколегированная по меди Сталь, низколегированная по медным сплавам Сталь, низколегированная по никелю Сталь, низколегированная по никелевым сплавам Сталь, низколегированная по никелевым сплавам PM Сталь , Низколегированная сталь, Нелегированная Сталь, низколегированная по стали, низколегированная Сталь, низколегированная по стали, высоколегированная (ферритная) Сталь, низколегированная по стали, высоколегированная (аустенитная) Сталь, низколегированная по стали Литье Сталь , низколегированная до стали PM Сталь, низколегированная до легкорежущей стали Сталь, низколегированная до титана Сталь , низколегированная до титановых сплавов Сталь , низколегированная до вольфрама Сталь PM , высоколегированная -Легированная (ферритная) алюминиевая сталь , Высоколегированная (ферритная) алюминиевая сталь Сталь, высоколегированная (ферритная) по алюминию PM Сталь, высоколегированная (ферритная) по чугуну Сталь, высоколегированная (ферритная) по твердому металлу, инструментальные стали Сталь, высоколегированная (ферритная) по меди Сталь, высоколегированная (ферритная) по медным сплавам Сталь, высоколегированная (ферритная) по никелю Сталь, высоколегированная (ферритная) по никелевым сплавам Сталь, высоколегированная (ферритная) по ниобию Сталь, высоколегированная -легированная (ферритная) сталь, нелегированная сталь , высоколегированная (ферритная) сталь низколегированная Сталь, высоколегированная (ферритная) в сталь, высоколегированная (ферритная) Сталь, высоколегированная (ферритная) в сталь, высоколегированная (аустенитная) Сталь, высоколегированная (ферритная) в стальное литье Сталь , Высоколегированная (ферритная) сталь PM Высоколегированная (ферритная) сталь Высоколегированная (аустенитная) сталь Высоколегированная (аустенитная) сталь Высоколегированная (аустенитная) алюминиевая сталь Высоколегированная сталь — Легированная (аустенитная) по алюминию Сталь PM , Высоколегированная (аустенитная) по чугуну Сталь, высоколегированная (аустенитная) по твердому металлу, инструментальные стали Сталь, высоколегированная (аустенитная) по меди Сталь, высоколегированная (аустенитная) по медному сплаву Сталь, высоколегированная (аустенитная) по никелю Сталь, высоколегированная (аустенитная) по никелевому сплаву Сталь, высоколегированная (аустенитная) по ниобию Сталь, высоколегированная (аустенитная) по стали, нелегированная Сталь, высоколегированная (аустенитная) по стали, низколегированная Высоколегированная (аустенитная) сталь в высоколегированную (ферритную) сталь Сталь из высоколегированной (аустенитной) стали в высоколегированную (аустенитную) Сталь высоколегированная (аустенитная) в стальное литье Сталь высоколегированная (аустенитная) в сталь PM Сталь высоколегированная (аустенитная) ) к стали свободного резания Сталь, высоколегированная (аустенитная) по титану Сталь, высоколегированная (аустенитная) по титановым сплавам Сталь, высоколегированная (аустенитная) по вольфраму PM Литье стали по алюминию Литье стали по алюминию Сплавы Литье стали в чугун Стальное литье по меди Стальное литье по медным сплавам Стальное литье по стали, нелегированной Стальное литье по стали, низколегированной Стальное литье по стали, высоколегированной (ферритной) Стальное литье по стали, высоколегированной (аустенитной) ) Литье стали в стальное литье Стальное литье в стальные БДМ Стальное литье в сталь для свободной резки Стальные БДМ в алюминий Стальные БДМ в алюминиевые сплавы Стальные БДМ в чугун Стальные БДМ в медные Стальные БДМ в медные сплавы Сталь PM в сталь, нелегированная Сталь PM в сталь, низколегированная Сталь PM в сталь, высоколегированная (ферритная) Сталь PM в сталь, высоколегированная (аустенитная) Сталь PM в стальное литье Сталь PM в стальное литье Сталь PM Сталь PM до свободного литья Сталь Сталь (свободная обработка) до алюминия Сталь (свободная обработка) до алюминиевых сплавов Сталь (свободная обработка) до меди Сталь (свободная обработка) до медных сплавов Сталь (свободная обработка) до медных сплавов Сталь, нелегированная Сталь (свободная обработка) в сталь, низколегированная Сталь (свободная обработка) в сталь, высоколегированная (ферритная) Сталь (свободная обработка) в сталь, высоколегированная (аустенитная) Сталь (произвольная обработка) в стальное литье Сталь (свободная обработка) в сталь PM Сталь (Свободная резка) к стали свободной резки Тантал к танталу Уран в Уран Материал клапана (автомобильный) в никелевые сплавы Циркониевые сплавы на алюминий |
Как сваривать MIG — Учебное пособие
Чугун можно отлично сварить с помощью
сварочным аппаратом и никелевыми стержнями или с предварительным нагревом газосварочным аппаратом с использованием
чугунный стержень.
Но что, если вы хотите сделать это с помощью сварочного аппарата MIG? Это можно сделать и без особого труда, хотя результирующее соединение не будет таким сильны, как и более общепринятые методы. Профессиональные сварщики отводят взгляд в настоящее время.
Мой токарный станок не стоил больших денег. Его сбросили с погрузчика и пара отливок была сломана. это Керри Модель C 1950-х годов. Это редуктор, используемый для перемещения кровати вперед и назад для нарезка резьбы. Это сложный проект для первого сварного шва чугуна, так как выравнивание должно быть точным, чтобы все шестерни сцеплялись правильно. | |
Очевидным первым шагом было сделать пробную сборку, чтобы увидеть, как она должна работать. подходят друг-другу. Выяснилось, что у меня есть большинство необходимых мне деталей. На момент написания руководства «Как сваривать чугун MIG»
не существовало в Интернете, поэтому первым шагом для меня был эксперимент (и
попросить нагрузки
вопросов на форуме). | |
Вот сварной шов с использованием проволоки из мягкой стали без предварительного нагрева. Сварной шов был прост в исполнении и выглядит аккуратно, а вот отливка сделала много. позвякивающих звуков, когда он остывал, предполагая внутренние трещины. Фактически две части отливки развалились, когда сварной шов остыл. Напряжения вызваны усадкой сварного шва по мере его охлаждения. Мягкая сталь пластичен и вытягивается под напряжением сварки. Чугун твердый и хрупкий, поэтому либо отливка, либо сварной шов будут иметь тенденцию к растрескиванию. Я попробовал проволоку для сварки MIG вместо проволоки из мягкой стали. Пайка мягче
чем мягкая сталь, и при охлаждении практически не было позвякиваний.
Пайка была намного менее прочной, чем сварка мягкой стали, хотя
казалось, что он приклеился к чугуну (серые метки перед
сварной шов из мягкой стали – это остатки паяного соединения). | |
Я решил использовать шипы, чтобы придать соединению некоторую механическую прочность. Шипование— хороший способ обойти некоторые проблемы с чугуном. сварка. Я просверлил и нарезал резьбу с одной стороны литья и вкрутил ряд шипов. Затем я сделал несколько прорезей на другой стороне отливки. с помощью угловой шлифовальной машины. Затем шпильки будут вварены в пазы, поэтому зазор удерживается гибкими шпильками из мягкой стали, а не чем сварной шов с трещиной в нем. Это дверь в инструментальный отсек и показалась более чем крепкой Достаточно после того, как шпильки были приварены на место. | |
| Подготовка корпуса редуктора к сварке заняла большую часть дня.
Я сделал шпильки, чтобы скрепить основные детали, затем подготовил соединения.
в форме буквы V. Я оставил первоначальный излом примерно на треть толщины
чтобы выровнять сломанные части. | |
Если сварной шов между шпилькой и отливкой перекрывает отливку тогда сварка лопнет. Сварной шов очень быстро остыл, и трещины было очевидно, так как сварной шов остыл с вишнево-красным сварным швом на одной стороне трещина и стальной цвет с другой стороны. Оглядываясь назад, я должен был использовать здесь присадочную проволоку из нержавеющей стали — см. примечание внизу страницы. | |
Ответ состоял в том, чтобы приварить только одну сторону шпильки. Гибкость в шпильке позволил сварному шву сжаться при охлаждении без образования трещин. В мастерской было очень холодно, поэтому я предварительно прогрел отливку паяльную лампу до 60 градусов Цельсия перед сваркой. | |
Здесь приварены шпильки и две треугольные детали.
были сварены с двух сторон. Ремонт уже достаточно сильный. У меня было искушение завершить сварку проволокой из мягкой стали. Этот определенно вызвало бы растрескивание, если бы я попытался сварить отливку в холодном состоянии, но если бы я предварительно нагрел отливку примерно до 700 градусов по Цельсию, затем сделал небольшой сварной шов и дал отливке остыть перед следующим сварить, тогда я, вероятно, мог бы неплохо поработать с мягкой сталью провод. Но все это казалось слишком трудоемким, поэтому я решил вместо этого припаять. | |
Пайка намного мягче, чем сварка мягкой стали и, следовательно, менее вероятна.
трескаться при остывании. Тем не менее, это должно быть сделано небольшими длинами и
затем дайте остыть достаточно, чтобы прикоснуться, прежде чем продолжать сварку. я получил
увлекся на одном участке и сварил лишнее сразу. появилась трещина
к одной стороне сварного шва. Мне потребовалось некоторое время, чтобы понять, как паять толстую отливку. Хитрость заключается в том, чтобы толкнуть горелку вперед по прямой линии и включить настройка мощности, чтобы нагреть отливку. Кастинг должен быть быть достаточно горячим, чтобы флюс протекал перед припоем (флюс видно как серебристое мерцание на поверхности). Ожидайте много брызг. Подробнее о пайке на MIG-пайке страница. | |
После шлифовки припоя готовая работа выглядит довольно аккуратно. Я мог бы приложил больше усилий, чтобы заполнить все маленькие дыры, но ремонт не должно быть слишком заметным, как только я нанес немного краски на него. Это не будет самый сильный ремонт в мире, но это не
должны быть. Причина, по которой чугун был использован в первую очередь, заключалась в том, что он
удобный способ создания сложной формы. | |
По пути я сделал несколько пробных подгонок, но все равно это было здорово. облегчение, что все шестерни подогнаны друг к другу и зацеплены правильно. Недостаточная пластичность чугуна оказалась полезной, так как нет заметного искривление сварного шва (хотя я признаю, что один из валов был чуть более плотное прилегание, чем раньше). | |
Готовый токарный станок в действии. Кастинг находится в нижнем центр фото ниже лягушачьих лапок и ремонт в основном скрыт за колесом. Отремонтированный токарный станок полностью исправен и повидал удивительно много
использования, так как он был окончательно собран (целый год после ремонта
подробно выше). |
Чугун – что еще нужно знать?
Некоторые мысли, которые я почерпнул из книг и интернета, пытаясь выясните, как отремонтировать это литье:
- Самый очевидный способ ремонта чугуна — это использование чугунного присадочного стержня. Отливку предварительно нагревают до 650-700 градусов Цельсия, сваривают в небольшие работает с охлаждением между запусками, затем медленно охлаждается с печь.
- Альтернативой для газосварщика является пайка чугуна. тот же процесс, который я описал выше, считается удовлетворительным, хотя можно предварительно нагреть газом, чтобы припой лучше текла.
- Сварщики могут предпочесть никелевый стержень (известный также как холоднолитой). стержень или что-то в этом роде). Можно сваривать чугун холодным способом (с ударом Предварительный нагрев горелки примерно до 60 градусов C).
- Если чугун подвергся воздействию масла (как у меня), его лучше нагреть. края до тускло-красного цвета, дайте ему остыть, а затем проволочной щеткой
углерода с поверхности.
- При подготовке кромок под сварку скалывание чугуна скорее чем шлифовка снизит риск размазывания графита по поверхности Вы планируете сварку.
Сварка чугуна с использованием проволоки из нержавеющей стали
Энди Пью успешно сварил чугун с использованием наполнителя из нержавеющей стали провод. Он прислал электронное письмо с объяснением металлургии:
Я с некоторым интересом прочитал вашу статью о миг-ремонте чугуна, и пройдя тот же ход мыслей, но придя к другому заключение, я думал, что я хотел бы поделиться им с вами.
Основная проблема при сварке чугуна заключается в том, что он, как известно,
хрупкий. Он трескается, если подвергается растягивающим усилиям. По мере того, как ваш сварной шов сжимается
он будет иметь тенденцию к растрескиванию железа из-за дифференциального теплового сжатия. Традиционный способ избежать этого состоит в том, чтобы избежать «дифференциального» бита и
предварительно нагреть все это как можно ближе к температуре плавления присадочного стержня
используется по мере возможности. Этот подход обычно используется с чугунными
наполнительный стержень.
Есть еще одна проблема с чугуном химико-металлургической зрелости. Что делает его чугуном, а не сталью, так это очень высокое содержание углерода. Это имеет тенденцию диффундировать в ваш присадочный стержень, вызывая нежелательные металлургические превращения при охлаждении. Попытка использовать мягкую сталь для сварки чугуна. оставит вас с быстрозакаленным сварным швом из высокоуглеродистой стали. Вы будете почти конечно, в конечном итоге с мартенситом, хрупким и не поддающимся обработке.
Фазовое превращение, при котором аустенит превращается в мартенсит (или перлит,
феррит или бейнит, в зависимости от содержания углерода и скорости охлаждения) находится на
суть проблемы. Это происходит примерно при 720 градусах. Он также сопровождается
изменением объема, что может вызвать большее растрескивание при дифференциальном напряжении
вопросы. И аустенитно-ферритный (горяче-холодный низкоуглеродистый), и аустенитно-мартенситный
(горячие-холодные высокоуглеродистые) превращения приводят к увеличению объема, поэтому
должно несколько снизить остаточные напряжения, а в условиях
медленное охлаждение это, вероятно, верно. Однако это внезапное расширение при охлаждении
сварочной ванны будет иметь тенденцию к растрескиванию уже затвердевшего и преобразованного
сварить за ним.
Ничего из этой металлургии не происходит в никеле, поэтому никелевые стержни обходят стороной
проблема, как и пайка. Я не уверен, какую связь делают никелевые стержни.
с утюгом, но припой должен «увлажнить» поверхность, чтобы правильно приклеиться
точно так же, как припой. Возможно, поэтому ваша тонколистовая пайка MIG-пайкой
работало хорошо, а ваш чугун пайки меньше так, пожалуй, больше сечения
толщина привела к тому, что материал не стал достаточно горячим для пайки
брать.