Как сварить чугун и сталь
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка).
 Применяется для надежных соединений.
Применяется для надежных соединений. - Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.

Выбор электродов
Используют специальные, обладающие:- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.

Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
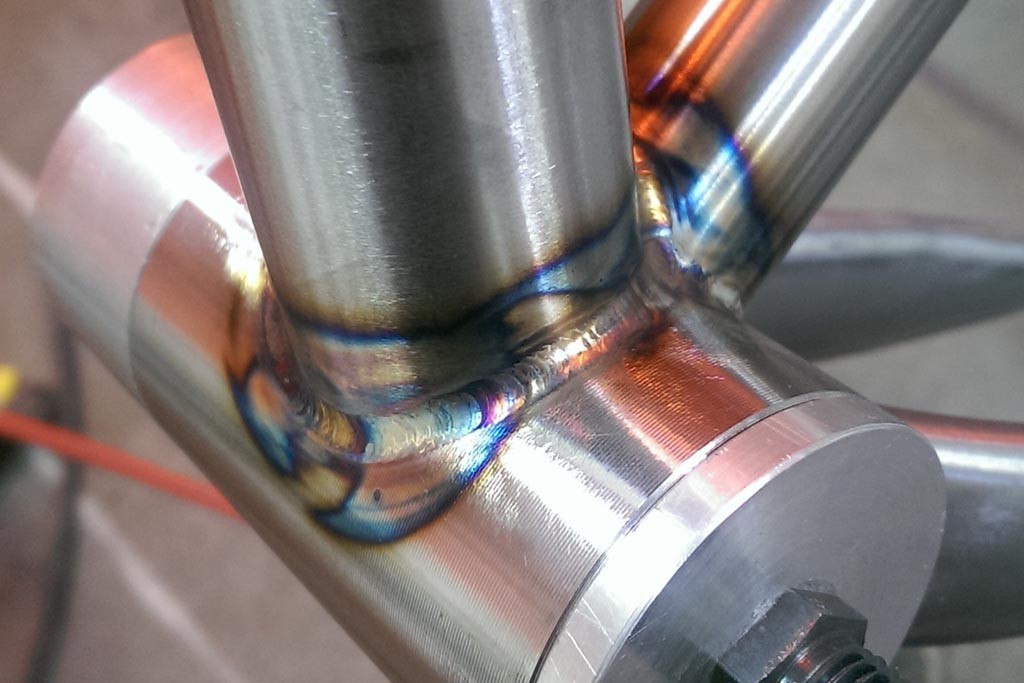
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92. 18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
 Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
 Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2 . Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому.
 Это позволяет добиться достаточных прочностных характеристик.
Это позволяет добиться достаточных прочностных характеристик.3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.

Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как приварить чугун к стали
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.

В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 То есть, образовать так называемый переходный слой.
То есть, образовать так называемый переходный слой.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Сварка чугуна электродом в домашних условиях
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ..jpg?1429168978113)
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
 Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.

Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
[ads-pc-3][ads-mob-3]
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.

Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Как сварить чугун со сталью
Главная » Статьи » Как сварить чугун со сталью
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
 Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.

Видео по теме, аргонодуговая сварка чугуна:
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
(1 оценок, среднее: 5,00 из 5) Загрузка…
Сварка чугуна со сталью
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.

В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.

Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 То есть, образовать так называемый переходный слой.
То есть, образовать так называемый переходный слой.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Поделись с друзьями
0
0
0
0
Как приварить чугун к металлу электросваркой
31.12.2018
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.Читайте также: Контактная сварка арматуры
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.

Важно!
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.

Важные моменты сварочного процесса чугуна и стали
- Работа производят в низком положении.
- Валик делают быстро, не создавая широкую ванну расплава.
- Серый чугун варится хуже, его обязательно разогревают, затем наплавляют никельсодержащий слой. Тогда соединение будет прочным.
- С легированными сталями чугун образует рыхлый шов, его обязательно хорошо проковывают.
- Варить шов надо ровно, без резких колебаний держателем.
Как приварить чугун к металлу электросваркой Ссылка на основную публикацию
Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG). Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG). Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию. • Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре • Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах. • на медной основе, • на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
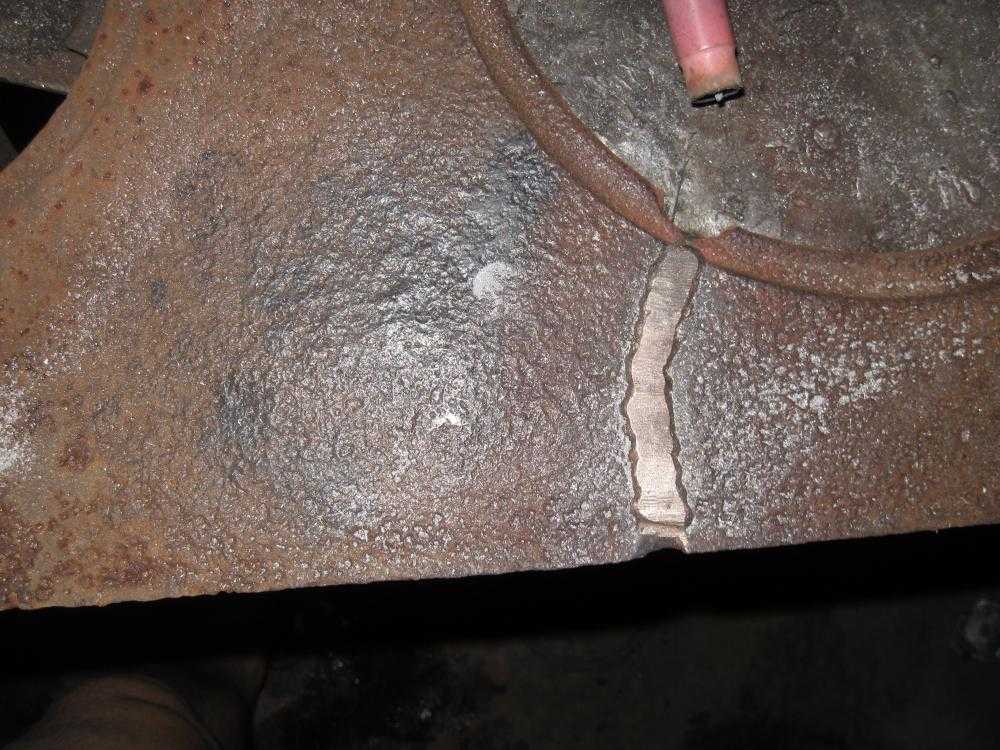
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход. Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения. Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Можно ли приварить чугун к стали
Содержание
- Чугун — электроды и сварка со сталью
- Электроды по чугуну
- Сварка чугуна и стали
- Как приварить чугун к металлу электросваркой
- Технология сварки чугуна со сталью плавящимся электродом
- Применение аргонодуговой сварки
- Как сварить чугун со сталью? Применяемые электроды
- Основные методики
- Как приварить чугун к стали при помощи электросварки?
- Как приварить сталь к чугуну?
- Технология сварки чугуна со сталью с использованием плавящихся электродов
- Сварка толстостенных образцов с легированными добавками
- Некоторые технические моменты сварочной процедуры
Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.
 Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.
Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Важно!
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как приварить чугун к стали при помощи электросварки?
Чугун к стали приварить Э/с — реально?
В связи с тем, что мне достался мотоблок нева в нормальном состоянии и некотором избытком железок и наличием инструмента озадачился неспешным изготовлением навесного к нему. И из экономии и для удовольствия типа. Бульдозерный нож уже успешно чистит снег.Теперь понадобилась тележка. В канаве недалеко от дачи валяется остов ЗАЗ-968 с целым передним мостом — появилась идея его примастырить — сразу все будет подрессоренное. Штатный передний рычаг ЗАЗА вроде как чугунный. Вот думаю, как к нему приварить ступицу наглухо металлическую. В наличии имеется Русич 200 как сварочный аппарат.
Просто уж больно не хочется изобретать рычаги и пропиливать квадратную дыру в рычаге для крепления на торсион.
Мож еще какие мысли у кого есть на эту тему?
Вроде в ЗАЗе нет чугунных деталей в подвеске.
А чугун к стали — однозначно нет!
Приварить то можно, вопрос насколько надежно, лет 15 назад приварил стальные углеродистые губки к чугунным тискам, держатся до сих пор, но там нагрузки другие.
Я даже чугунные трубы сваривал электросваркой, меня спец научил — чтобы чугун не лопался при сварке, его надо нагреть пропановой горелкой. Дело долгое и муторное — варить приходилось по-немногу, постоянно нагревая, но две канализационных трубы сварил.
Dima100 написал :
Я даже чугунные трубы сваривал электросваркой, меня спец научил — чтобы чугун не лопался при сварке, его надо нагреть пропановой горелкой.
Совершенно верно. Видел даже сварочный карандаш для чугуна — там явно написано чтобы хоть что-то сделать надо нагреть место сварки до вишневого цвета.
Чугун с чугуном варить можно, для этого продаются даже специальные (медные) электроды, а вот сталь с чугуном что-то сомнительно — подумайте какого состава там будет сварочная ванна. Я что-то сомневаюсь .
А рычаги из чугуна — тоже сомнительно. Если деталь литая, то это не значит что она чугунная. Проверьте этот рычаг на искру на точиле или болгарке и всё станет на место.
Чугун варят и в горячем и в холодном состоянии и не только медными электродами, но получить стойкий к динамическим нагрузкам сварной шов стали с чугуном, ИМХО, вряд ли получится.
2Old major , Не очень понял (вернее совсем не понял ) зачем что-то к чему-то приваривать если мост целый.
Упс. Спасибо. А как проверить «на искру» чугун ли это?
Имеется ввиду передняя подвеска в заз968. Там две трубы одна над другой, внутри торсионы из рессорной стали. На них с боков ЛИТЫЕ стальные или (не дай бог) чугуниевые рычаги. Хочется взять одну из труб, укоротить, надеть штатные рычаги с боков, а к ним ступицы намертво приварить (избавиться от поворотного узла) от него же или например от заднего моста 2141 — от этой штуки у меня колеса есть.
2Old major , Задняя подвеска на «Запоре» удобнее для переделки. Полуоси, крестовины к чертям. Ширина произвольная, пружины, амортизаторы по месту.
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы. Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Евгений 1702 написал:
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Евгений 1702 , молотком стукни по стальной трубе, если после этого не отвалится чугунная, то приварил хорошо. А кобелко- хорошие электроды.
Mutru4 написал:
если после этого не отвалится чугунная
отвалится, может даже не сразу, но обязательно, «с мясом» что называется, мясо — чугун будет в данном случае
Old major написал:
Хочется взять одну из труб, укоротить, надеть штатные рычаги с боков, а к ним ступицы намертво приварить (избавиться от поворотного узла) от него же
зачем так сложно? сделать переходники к ступице, закрепиться к ней болтами в штатные отверстия. переходники соединить трубой.
Old major написал:
или например от заднего моста 2141 — от этой штуки у меня колеса есть.
есть опасения, что та телега будет возить тока большие колеса, с нулевой полезной нагрузкой.
для вариантов изготовления, стремиться надо к минимальному весу телеги, и максимальному весу груза. движок Невы не могучий, в реальности.
Mutru4 написал:
если после этого не отвалится чугунная
отвалится, может даже не сразу, но обязательно, «с мясом» что называется, мясо — чугун будет в данном случае
master.msk , Варили 6 чугунных канализационных люков, (приваривали ручки к ним)- лет пять держаться, хотя в люке 70 кг, электроды УОНИ, обмотанные медной проволокой.
Добрый день! Нет, нельзя приварить чугун.. .
Причина простая и понятна третьекурснику технологического ВУЗа.. . (А ведь не надо было прогуливать лекции. )
Чугун есть переплав металла (железо) , а вот сталь- это производное от чугуна и добавок других элементов и даже при иной температуре. То есть это есть искусственное состояние железа, как природного элемента (продукта жизнедеятельности именно Солнца и остатков после взрыва сверхновой в окрестностях нашей Звезды совсем недавно.. . около 4. 5 миллиардов лет назад. Пока что теория ничего другого для объяснения мироздания не предлагает.. .
А там, кто его знает.. .
Так вот Практика показывает, что не удаётся «приварить» чугун к стали.. .
Это так же безнадёжно, как попытка приварить металл к пластмассе
Технолог Вам нужен.. .
он бы сразу вам и объяснил бы разницу в свойствах материалов и в их режимах эксплуатации.
Режим эксплуатации тут фиксированный: в печи горят дрова, дым идет в трубу
Как приварить сталь к чугуну?
Сегодня сварка деталей из чугуна со сталью — это обычная процедура, которая применяется в самых разнообразных отраслях: металлургической, машиностроительной, станкостроительной и прочих. Раньше чугун являлся одним из основных материалов, используемых для создания металлических конструкций. Изделия из чугуна имеют множество достоинств, при этом относительно недорогие.
Технология сварки чугуна со сталью с использованием плавящихся электродов
- Приварить сталь к чугуну при напряжении холостого хода агрегата более 54 В можно только при использовании переменного тока.
- При напряжении холостого хода агрегата менее 54 В (для многих моделей сварочного оборудования это стандартное значение) сварочные работы выполняются постоянным током, имеющим обратную полярность.
Детали из чугуна и стали в обеих ситуациях нагреваются до 600 градусов, чтобы предотвратить их расширение в процессе сваривания.
Сварка толстостенных образцов с легированными добавками
Чтобы сварить чугун и сталь, когда в их структуру входят легированные добавки или соединяемые образцы достаточно большого сечения, необходимо учитывать следующие моменты.
- Предварительный подогрев деталей не производится.
- Соединение двух разных металлов осуществляется при помощи небольших валиков длиной до 2.5 мм.
- Второй валик формируется после полного охлаждения первого.
Некоторые технические моменты сварочной процедуры
- Для такого варианта соединения разных металлов подбор сварочных параметров, материалов осуществляется, исходя из ограничений свариваемости чугуна. Если к сварочному шву не предъявляются особые прочностные требования, используются только присадочные материалы из никеля.
- Не рекомендуются сварочные процессы с повышенным удельным тепловложением, формированием значительной сварной ванны.
- Ряд чугунов, в состав которых входит большое количество углерода, из-за склонности к формированию трещин считаются несвариваемыми.
- Сваривать вместе чугунные и стальные элементы конструкций можно напрямую с применением присадочного материала из никеля, изготавливаемого специально для соединения чугунов. Но при проявлении критической деформации материала, значительных нагрузках этого будет недостаточно. В подобных ситуациях, прежде чем приваривать стальной элемент к чугунному изделию, рекомендуется на поверхности детали из чугуна выполнить наплавление присадочного материала из никеля.
- Сварка чугуна со сталью может производиться без выполнения предварительного разогрева металла, но только в том случае, если деталь впоследствии будет работать в температурных условиях больше 300 градусов. В данном случае свариваемые изделия небольших размеров подвергаются общему нагреву, при соединении крупных деталей разогревается только сварочная зона.
- Коэффициент линейного расширения чугуна достаточно низкий, также этот металл отличается низкой пластичностью. Поэтому усадочное напряжение, возникающее в соединении, необходимо понижать. Для этого сразу после завершения сварки необходимо выполнить проковку шва.
- Качественного результата соединения можно достичь, если для сварки использовать электроды малого сечения, наплавку выполнять короткими валиками (не более 5 см) в поперечном направлении. С подобной целью нужно наклонять сварочную дугу на предшествующий валик, но не в направлении основного металла.
Практика показывает, что все разработанные на сегодняшний день технологии соединения стали и чугуна достаточно эффективны, но только если правильно подобран сварочный режим, расходные материалы.
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
Сварка со сталью алюминия, чугуна и меди
- Процесс соединения алюминия со сталью
- Соединение чугуна и стали
- Свариваемость меди со сталью
В процессе сварки однородных деталей взаимная диффузия и растворение материалов, а также образование жидких и твердых растворов происходит без каких-либо ограничений и сложностей. Однако совсем иначе дело обстоит со сваркой разнородных металлов. В данном случае приходится сталкиваться с металлургической несовместимостью деталей, которые имеют принципиальные отличия в характеристиках кристаллической решетки, а также разные температуры плавления и показатели теплопроводности. Именно поэтому прежде чем начнется работа и осуществится, например, сварка алюминия со сталью, необходимо рассмотреть совместимость используемых металлов и учесть трудности, которые могут возникнуть в процессе их соединения.
Практически невозможно сварить металлы, неспособные взаимно раствориться между собой в расплавленном состоянии: железо и свинец, железо и магний, свинец и алюминий. Эти пары в жидком состоянии практически не смешиваются и создают слои, которые при дальнейшем затвердевании могут быть без особого труда отделены друг от друга. Что касается легко поддающихся сварке разнородных металлов, то их количество довольно ограничено. К ним можно отнести титан и железо, медь и железо, титан и ванадий, алюминий и серебро.
На данный момент самыми востребованными являются конструкции, получаемые путем сплава стали с алюминием, чугуном или медью. Сварка этих металлов широко используется в авиационном строении, радиоэлектронике, производстве бытовых приборов. Оптимальные свойства некоторых конструкций возможны только благодаря применению деталей из комбинированных материалов, ведь именно в этом случае изделие будет совмещать в себе преимущества сразу двух металлов. Однако приступая к работе с разнородными металлами, важно учитывать особенности их взаимодействия.
Процесс соединения алюминия со сталью
Сварка алюминия и стали сопряжена с серьезными трудностями, которые возникают в связи с большой разницей температур плавления металлов и различиями в уровне их теплопроводности. На практике это выражается в том, что алюминий становится жидким еще до того, как сталь успевает прогреться, кроме того, шов получается недостаточно прочным. Чтобы соединить металлы с такими разными характеристиками и получить приемлемый результат, нередко используется диффузная, ультразвуковая, а также контактная с оплавлением и холодная сварка металла.
Покрытия для улучшения свариваемости
Проблемы, которые возникают при сварке плавлением алюминия и стали, вполне удачно решаются с помощью применения специальных покрытий. На сталь гальваническим или горячим погружением наносится металл, который обладает хорошей совместимостью со сталью. Чаще всего для этих целей используется слой цинка, который улучшает растекание алюминия. Кроме того, для сварки алюминия и стали применяется переходная вставка из тех же материалов, которая получается с помощью другого метода соединения, например, путем холодной ковки.
Теплофизические свойства материалов значительно затрудняют процесс сварки, при этом даже использование специальных покрытий и вставок не решает всех возможных проблем. Дело в том, что при соединении разнородных металлов на стыке могут образовываться интерметаллиды, которые отличаются чрезмерной хрупкостью. Чтобы избежать ненужных проблем, необходимо выбрать правильный режим сварки, который позволит избежать перегрева поверхности металлов. Если процесс произведен с учетом всех особенностей алюминия и стали, в результате проведенных сварочных работ появится надежное и долговечное соединение, которое, однако, лучше не использовать для конструкций, часто подвергающихся механическому воздействию.
Свариваемость чугуна и стали
Несмотря на то, что чугун и сталь обладают схожестью химического состава, процесс сварки этих металлов также характеризуется определенными трудностями. Дело в том, что чугун содержит большое количество углерода, а потому достаточно плохо поддается плавлению. Чтобы сварить эти разнородные материалы, используются специальные электроды. Для получения надежного и прочного шва перед обработкой детали следует тщательно зачистить, особенно это касается заготовки из чугуна, который легко впитывает различные технические жидкости.
Подогрев изделия в процессе работы
Чтобы соединить чугун и сталь, как правило, используется сварочный ток обратной полярности. Однако обратите внимание, что в случае применения аппаратов с высоким током холостого хода, необходимо использовать переменный ток. В процессе работы детали необходимо прогреть до 600 градусов по Цельсию. Такая температура позволит избежать чрезмерного расширения металла, которое нередко приводит к необратимой деформации материала. В результате сварочных работ, проведенных по описанной технологии, прочный герметичный шов образуется всего за один проход.
В случае, если подогрев заготовок невозможен, сварка чугуна со сталью производится несколько иначе. Когда необходимо соединить слишком большие детали или металл имеет легкоплавкие вкрапления, процесс сварки осуществляется с помощью коротких валиков, каждый из которых необходимо охлаждать перед использованием следующего. Стоит отметить, что данный метод сварки не обеспечивает должную прочность шва, поэтому для соединения чугуна и стали более предпочтителен метод, предусматривающий предварительный подогрев деталей.
Свариваемость меди со сталью
Определенные трудности в процессе соединения данных металлов возникают в связи с различием в уровне их теплопроводности, а также из-за низкой температуры плавления меди. Именно поэтому прежде чем приступать к процессу, следует учесть все особенности материалов и подобрать наиболее оптимальный способ сварки. Только в этом случае можно получить качественное соединение, которое будет обладать всеми необходимыми характеристиками.
Применение защитных газов
На самом деле медь и все ее сплавы довольно неплохо сваривается со сталью. Пожалуй, самым высоким качеством обладает соединение, которое производится путем аргонодуговой сварки. С ее помощью образуется шов, который характеризуется хорошей герметичностью и прочностью. Аргонодуговая сварка производится с применением вольфрамовых электродов либо плазменной струи и специальной присадочной проволоки. Обратите внимание, что в процессе работы дугу следует немного смещать к меди, что поможет предотвратить перегрев стали.
Сварка меди и стали также может быть произведена с помощью флюсов в среде защитных газов. В этом случае используют плавящиеся либо неплавящиеся электроды и проволоку. При наплавлении меди на сталь вполне эффективен дуговой метод сварки керамических флюсов, который позволяет добиться требуемой износостойкости и твердости материала. Данный вид работы предполагает использование плоских электродов.
Соблюдение технологии — гарантия качества
Сварка разнородных металлов — достаточно трудоемкий процесс, который осложняется существующими различиями в свойствах материалов. Однако если грамотно подойти к процессу и учесть все рекомендации, связанные с особенностями металлов, можно получить прекрасный результат в виде качественного и надежного соединения, которое будет обладать преимуществами всех его компонентов.
Сварка чугуна: технологии и особенности металла
Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.
Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Чем резать?
Кислородная газовая резка эффективная для железа, по чугуну не дает эффекта по ряду причин. В частности, из-за образования тугоплавких окисных пленок.
Проще всего использовать обычные механические приспособления, наподобие болгарки, однако производительность их оставляет желать лучшего. Применяют их как правило в бытовых условиях.
Наилучший результат дает метод воздушно-дуговой и плазменно-дуговой резки. На сегодня эти методы чаще всего используют на производстве.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.
Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.
При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
https://www.youtube.com/watch?v=5oiQDQMQ8LE
Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.
Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Многослойная
Сварку чугуна можно вести электродами для обычных углеродистых сталей, укладывая металл в несколько слоев. Первый благодаря быстрому охлаждению окажется наиболее хрупким и твердым.
Во втором, количество основного металла еще более снизится. При этом закалка его будет по-прежнему давать высокий риск трещинообразования.
В третьем и последующих слоях содержание углерода будет снижаться, а пластичность возрастать.
При этом прочность шва невелика и рекомендовать подобный метод можно для соединений носящих скорее декоративных характер.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.
Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
основные свойства и отличительные характеристики
Продукция черной металлургии широко используется во многих отраслях народного хозяйства, а черный металл всегда востребован в строительстве и машиностроении. Металлургия уже давно успешно развивается, благодаря своему высокому техническому потенциалу. Наиболее часто применяются в производстве и в быту чугунные и стальные изделия.
Чугун и сталь оба относятся к группе черных металлов, эти материалы представляют собой уникальные по своим свойствам сплавы железа с углеродом. В чем отличия стали и чугуна, их главные свойства и характеристики?
Сталь и ее основные характеристики
Сталь представляет собой деформированный сплав железа с углеродом, которого всегда максимум до 2%, а также другие элементы. Углерод является важным компонентом, поскольку придает прочности сплавам железа, а также твердость, за счет этого снижается мягкость и пластичность. В сплав часто добавляются легирующие элементы, что в итоге дает легированную и высоколегированную сталь, когда в составе не менее 45% железа и не более 2% углерода, остальные 53% составляют добавки.
Сталь является важнейшим материалом во многих отраслях, ее применяют в строительстве и по мере роста технико-экономического уровня страны, растут и масштабы производства стали. В давние времена мастера для получения литой стали применяли тигельную плавку и такой процесс был малопроизводительным и трудоемким, но сталь отличалась высокими качествами.
Со временем процессы получения стали менялись, на смену тигельному пришли бессемеровский и мартеновский метод получения стали, что дало возможность наладить массовое производство литой стали. Затем стали выплавлять сталь в электрических печах, после чего был внедрен кислородно-конверторный процесс, он позволил получать особо чистый металл. От количества и видов связующих компонентов сталь может быть:
- Низколегированной
- Среднелегированной
- Высоколегированной
В зависимости от содержания углерода она бывает:
- Низкоуглеродистой
- Среднеуглеродистой
- Высокоуглеродистой.
В состав металла часто входят неметаллические соединения — оксиды, фосфиды, сульфиды, их содержание отличается на качестве стали, существует определенная классификация качества.
Плотность стали составляет 7700-7900 кг/м3, а общие характеристики стали складываются из таких показателей, как — прочность, твердость, износостойкость и пригодность для обработки различного вида. По сравнению с чугуном сталь обладает большей пластичностью, прочностью и твердостью. Благодаря пластичности она легко поддается обработке, сталь отличается более высокой теплопроводностью, а ее качество повышается за счет закаливания.
Такие элементы, как никель, хром и молибден являются легирующими компонентами, каждый из них придает стали свои характеристики. Благодаря хрому сталь становится более прочной и твердой, повышается ее износостойкость. Никель также придает прочности, а также вязкости и твердости, повышает ее антикоррозийные свойства и прокаливаемость. Кремний снижает вязкость, а марганец улучшает качества свариваемости и прокаливания.
Все существующие виды стали имеют температуру плавления от 1450 до 1520оС и представляют собой прочные износостойкие и стойкие к деформации сплавы металла.
Чугун и его основные характеристики
Основу производства чугуна также составляет железо и углерод, но в отличие от стали углерода в нем больше, а также других примесей в виде легирующих металлов. Он отличается хрупкостью и разрушается без видимой деформации. Углерод здесь выступает графитом или цементитом и за счет содержания других элементов чугун делится на следующие разновидности:
- Белый — где лидирует в большинстве цементит, этот материал на изломе имеет белый цвет. Данный компонент отличается хрупкостью и одновременно твердостью. Он легок в обработке, что придает ковкость чугуну.
- Серый — в этой разновидности большую долю составляет графит, за счет чего чугун получается пластичным. Готовый чугун имеет небольшую температуру плавления, отличается мягкостью, его легче резать.
- Ковкий — достигается методом обжига белого чугуна, его томят в специальных нагревательных печах при температуре в 950-1000оС. Присущая белому чугуну твердость и хрупкость снижаются, он не куется, а только становится более пластичным.
- Высокопрочный сплав чугуна — в нем содержится шаровидный графит, который образуется в ходе кристаллизации.
Температура плавления чугуна зависит от содержания в нем углерода, чем его больше в составе сплава, тем меньше температура, а также повышается его текучесть при нагреве. Это делает металл непластичными жидкотекучим, а также хрупким и трудно поддающимся обработке. Его температура плавления составляет от 1160 до 1250оС.
Антикоррозийные свойства у чугуна выше, поскольку он подвергается сухой ржавчине в процессе использования, это называется химическая коррозия. Влажная коррозия также воздействует на чугун медленней, чем на сталь. Эти качества привели к тому, что было совершено открытие в металлургии — начали выплавлять сталь с высоким содержанием хрома. Отсюда и появилась нержавеющая сталь.
Делаем вывод
Исходя их многочисленных характеристик, можно сказать следующее о чугуне и стали, в чем их отличие:
- Сталь является более прочной и твердой, чем чугун.
- Сталь имеет более высокую температуру плавления, она тяжелей.
- Более низкий процент содержания углерода в стали делает ее легкой в обработке, ее проще резать, ковать и варить.
- По этой причине изделия из чугуна можно отлить, а стальные сварить или сделать кованными.
- Стальные изделия менее пористые, чем чугунные, поэтому они обладают большей теплопроводностью.
- По цвету они также отличаются, сталь светлая и блестит, а чугун более темный с матовой поверхностью.
- Стоимость на сталь всегда выше чугунных материалов.
Можно сделать вывод, что сталь и чугун объединяет содержание в них углерода и железа, но их характеристики отличаются и каждый из сплавов имеет свои особенности.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(21 голос, среднее: 3.9 из 5)
Поделитесь с друзьями!
Можно ли сваривать чугун со сталью? Удивительный ответ!
Последнее обновление
Чугун является одним из самых сложных материалов для сварки. Он не только твердый, но и хрупкий, склонный к растрескиванию. Вот почему многие сварщики избегают сварки чугуна. Однако с помощью правильных инструментов и методов можно сваривать чугун со сталью.
Ключом к сварке чугуна со сталью является использование стержня из низкоуглеродистой стали. Это поможет предотвратить растрескивание чугуна. Кроме того, важно использовать сварочный пруток того же размера, что и основной металл. Это создаст прочную связь между двумя металлами. Тем не менее, можно сваривать большинство типов чугуна со сталью с помощью подходящих инструментов.
Если вы новичок в сварке чугуна, вам повезло, так как в этой статье будет подробно рассмотрена сварка чугуна со сталью, лучшие инструменты и методы сварки, а также другие сопутствующие вопросы.
В чем уникальность чугуна и стали?
1. Содержание углерода
Разница между чугуном и сталью заключается в содержании углерода в каждом металле. Для чугуна содержание углерода составляет около 1,7–4% углерода, а для стали — 0,05–1,7%. С другой стороны, чугун содержит больше кремния и примесей по сравнению со сталью, что в конечном итоге влияет на такие параметры, как скорость усадки, температура плавления, твердость, пластичность, свариваемость и литейность.
Одной из самых легко свариваемых сталей является низкоуглеродистая сталь, содержащая около 0,05–0,30% углерода. С другой стороны, среднеуглеродистая сталь содержит около 0,30–0,50% углерода, ее довольно трудно сваривать, и могут возникнуть проблемы с растрескиванием, что требует небольшого предварительного нагрева перед работой с ней.
Одним из самых твердых типов стали для работы является сверхвысокая сталь, которая содержит около 0,90–1,70% углерода. Вы можете обвинить это в металлургических изменениях, которые он претерпевает при нагревании, что мешает ему служить своей цели.
Как видно, чем выше содержание углерода в определенном металле, тем сложнее с ним работать.
Давайте рассмотрим некоторые из основных типов чугуна:
- Серый чугун : Это один из наиболее распространенных типов чугуна, который является хрупким с пониженной эластичностью, что делает его легко растрескивающимся, особенно при он остывает. Перед сваркой может потребоваться предварительный нагрев.
- Чугун с шаровидным графитом : Чугун с шаровидным графитом — это чугун, пластичность которого повышается за счет добавления легирующих элементов, таких как магний. Это снижает вероятность растрескивания, что может снизить пластичность в зонах термического влияния (ЗТВ), которые находятся рядом со сварными соединениями.
- Белый чугун : Похож на высоколегированный чугун, так как он чрезвычайно твердый и хрупкий, что затрудняет его сварку.
- Ковкий чугун : Это белое железо, прошедшее термическую обработку для повышения пластичности. Это снижает вероятность растрескивания, что делает его легко свариваемым. Однако может также потребоваться дополнительная термическая обработка для снижения твердости и сохранения пластичности (ЗТВ).
2. Различные изменения объема при воздействии высоких температур
Существует разница между чугуном и сталью в отношении расширения и сжатия при разных температурах. В случае чугуна, такого как серый чугун, нет большого воздействия с точки зрения расширения и сжатия, и если температура достаточно высока, металл сломается.
С другой стороны, сталь расширяется и сжимается гораздо больше, чем чугун. В случае сварки чугуна со сталью повышенное расширение и сжатие добавят некоторую нагрузку на чугунную сторону и увеличат вероятность растрескивания.
Посмотреть этот пост в Instagram
Пост, опубликованный Price Welding & Fabrication (@pricewelding)
3. Температуры плавления
Еще одно различие, которое следует учитывать при сварке чугуна со сталью, – это разные температуры плавления. Для чугуна температура плавления довольно низкая – 2200°F, а для стали – 2600°F.
4. Примеси
Чугун имеет несколько примесей, включая свободный углерод, воздушные зазоры, песок, масло, серу и фосфор, а также жир. Эти примеси могут вызывать некоторые дефекты, такие как пористость и горячее растрескивание.
С другой стороны, сталь намного чище и содержит меньше примесей.
8 шагов сварки чугуна со сталью
Перед тем, как приступить к сварке чугуна со сталью, убедитесь, что у вас есть подходящее оборудование для работы. Давайте посмотрим, как сварить чугун со сталью.
1. Определите материалы для работы
Прежде чем приступить к работе, вы должны сначала выбрать правильные материалы. Важно знать природу чугунных деталей, поскольку вы можете работать с литой сталью, а не с чугуном. Одним из наиболее распространенных типов чугуна является серый чугун, но у вас может быть и другой вид чугуна.
2. Очистите металлы
Вы можете использовать угловой райдер или пескоструйную очистку, а затем напильник для удаления остатков углерода или абразивных материалов. Чугун имеет несколько примесей, которые необходимо удалить перед работой с металлом.
В случае, если чугунный металл впитал некоторое количество масла, для удаления масла может пригодиться газовая горелка или обезжиривающие средства, не содержащие хлора. Избегайте использования хлора в любой сварочной среде, так как вы можете выделить ядовитые газы в случае электрической дуги или газового пламени.
Посмотреть этот пост в Instagram
Публикация Eagle Alloys Ltd (@eaglealloys.ca)
3. Подготовка соединения
В зависимости от используемого чугуна, перед началом работы необходимо подготовить соединение. Вы можете использовать молоток и долото, чтобы скосить чугунную сторону металла. Это позволит избежать загрязнения пористой отливки абразивами.
Вы также можете подготовить соединение с помощью прямошлифовальной машины с твердосплавными борами или угловой шлифовальной машины, но избегайте слишком сильного нагревания чугуна. Затем вы можете использовать напильник для удаления любого абразивного материала.
4. Предварительный нагрев соединения
Предварительный нагрев соединения снижает вероятность растрескивания, особенно при остывании. Лучшая температура для предварительного нагрева металла составляет 500 ° F; Вы можете использовать палочки для измерения температуры сварки, чтобы проверить температуру. Для предварительного нагрева вы можете использовать горелку или духовку.
Изображение предоставлено: kboyd, Pixabay
5. Сварите маленькие валики, разбросанные по стыку
Даже если вы предварительно нагрели металлы, вы не сможете сварить непрерывный валик, потому что чугун может поглотить слишком много тепла и заполниться несколькими трещины. Вы будете приваривать 1-дюймовые шарики, разбросанные по стыку.
Сосредоточьтесь на дуге, так как одна сторона из чугуна, а другая из стали, особенно если вы используете кислородное топливо для работы. Это позволит меньше нагревать чугун, что защитит его от быстрого расширения. Это также предотвратит попадание большого количества углерода в ванну и даст больше тепла стальной части металла, которая имеет более высокую температуру плавления.
Лучшим советом было бы также сварить прямые валики без переплетения. Кроме того, убедитесь, что скорость перемещения высока во время сварки, чтобы избежать перегрева чугуна.
6. Ударьте каждую бусину
Это процесс, при котором вы несколько раз ударяете по каждой бусине маленьким закругленным молотком со средней силой. Это предотвратит усадку металла шва, тем более что одна сторона стальная. Это еще более важно, если вы не используете материалы на основе никеля.
Изображение предоставлено: Ханна Йоханна, Shutterstock
7. Предварительный нагрев до того, как металл начнет остывать
После сварки убедитесь, что металлы равномерно распределены при одинаковой температуре предварительного нагрева. Проверьте температуру и, при необходимости, предварительно подогрейте металл.
- См. также : Можно ли сваривать цинк? Удивительный ответ!
8. Убедитесь, что они хорошо защищены
Убедитесь, что вы накрываете металл, когда он остывает, чтобы предотвратить растрескивание железа после завершения процесса сварки. Если вы использовали печь для предварительного нагрева, используйте ее снова для охлаждения металлов.
Методы сварки чугуна со сталью
Сварка ВИГ
Сварку ВИГ можно использовать для сварки чугуна со сталью. Для этого потребуется использование никелевых стержней, в том числе ERNiFe-Cl. Для этого вы должны убедиться, что и основной, и наполнительный материалы чистые. Стержни из мягкой стали, такие как ER70S-6, не рекомендуются, так как они имеют высокий риск растрескивания.
Сварка МИГ
Используя метод переноса короткого замыкания, вы также можете использовать сварку МИГ для сварки чугуна со сталью. Основным недостатком этого метода является высокая стоимость никелевой проволоки и дополнительного газа для работы.
Лучшей проволокой для этой работы является проволока ERNiFe-Cl, стоимость которой превышает 100 долларов США за 900-граммовую никелевую катушку.
Стержни из мягкой стали по сравнению со сварочными стержнями
Стержни из мягкой стали создают большие шансы растрескивания свариваемых металлов, поскольку они начинаются как стержни с низким содержанием углерода и заканчиваются с высоким содержанием углерода в процессе сварки. Это приведет к усадке металла, растяжению и растрескиванию. Некоторые распространенные стержни, представляющие огромный риск, включают E7018, E6013 и E6011.
Если вы решите использовать эти стержни, лучше всего использовать их для небольших малоценных проектов.
С другой стороны, если вы выберете стержни для сварки стержнями, используемый вами материал будет влиять на тип получаемой вами продукции. Для достижения наилучших результатов используйте ENiFe-Cl и ENi-Cl или ENiCu. Стальной стержень ESt и обычные сварочные стержни не подходят для этой работы, так как они не обладают большой пластичностью, а также дают усадку.
Заключение
Из-за сложных условий сварки чугуна со сталью большинство людей не будут рекомендовать это, но если вы готовы выполнить работу, использование никелевого присадочного материала будет иметь большое значение для достижения результата. Всегда предварительно нагревайте металл, чтобы уменьшить растрескивание, и медленно охлаждайте его, чтобы свариваемые детали держались. Тем не менее, сваривайте чугун со сталью для достижения наилучших результатов при работе над небольшими проектами.
Источники
- Принципиальное различие между чугуном и сталью заключается в содержании углерода в каждом металле
- Сталь будет расширяться и сжиматься намного больше, чем чугун
- Предварительный нагрев соединения снижает вероятность растрескивания
- Используйте сварку MIG для сварки чугуна со сталью.
Авторы избранных изображений: Strannik_fox, Shutterstock
- Что делает чугун и сталь уникальными?
- 1. Содержание углерода
- 2. Различные изменения объема при воздействии высоких температур
- 3. Точки плавления
- 4. Примеси
- 1.
- 8 шагов сварки чугуна со сталью
- 1. Определите материалы для работы
- 34 2. Очистка металлов
- 3. Подготовьте стык
- 4. Предварительно нагрейте стык
- 5. Приварите маленькие валики, разбросанные по стыку
- 6. Зачистите каждый валик
- 7. Предварительно нагрейте до того, как металл начнет остывать
- 8. Убедитесь, что они хорошо охраняются
- Методы сварки чугуна до стали
- TIG Welding
- MIG Welding
- Уточники мягкой стали против палочки
- Заключение
CAN CAST IND HOLE IN Быть сваренными вместе
Да, чугун можно сваривать со сталью .30 января 2019 г.
Как соединить чугун со сталью?
Как лучше всего сваривать чугун со сталью? Процесс сварки электродами (SMAW) в сочетании с никелевыми прутками является лучшим процессом для сварки чугуна со сталью. Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания.
Какой стержень использовать для сварки чугуна со сталью?
Существует два распространенных типа чугунных сварочных электродов: Ферроникелевый сплав и Чистый никель . Ферроникель обычно состоит из 53% стали и 47% никеля. Ферроникелевые стержни дешевле чистого никеля и идеально подходят для сварки чугуна со сталью.
Можно ли сваривать чугун со сталью MIG?
Несмотря на то, что вы можете сваривать литые стали с использованием процессов MIG или TIG, многие специалисты по сварке рекомендуют сварку электродами с использованием стержней E7018 для низкоуглеродистых сплавов и стержней из нержавеющей стали для трудносвариваемых отливок. Одной из проблем при сварке литой стали является предотвращение деформации.
Можно ли сваривать нержавеющую сталь с чугуном?
Можно ли сваривать чугун прутком из нержавеющей стали? Да, возможно, однако стержни из нержавеющей стали не являются идеальным выбором, когда речь идет о сварке чугуна . Большое количество хрома в наполнителе и высокое содержание углерода в чугуне делают карбид хрома очень хрупким.
Почему чугун нельзя сваривать?
Менее ковкий по сравнению со сталью или кованым железом. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугуны не растягиваются и не деформируются при нагревании или напряжении — вместо этого они трескаются, что делает их чрезвычайно трудными для сварки .
Можно ли сваривать чугун со сталью методом TIG?
Сварку ВИГ чугуна можно выполнять с использованием стержней из мягкой стали, например, ER70S-6, но это не рекомендуется . Поскольку в стальных стержнях нет никеля, углерод из отливки будет мигрировать в металл сварного шва, делая его чрезвычайно хрупким с высокой скоростью усадки.
Насколько горячим должен быть чугун для сварки?
Чугун требует предварительного нагрева не менее 900 °F. для пайки и 1300 °F. для сварки плавлением .
Как лучше всего сваривать чугун?
1. Ручная дуговая сварка металлическим электродом (MMA) Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что используются правильные сварочные электроды. использовал.
Можно ли сваривать чугун стержнем 7018?
Лучший для начинающих: Hobart 1/8” 7018 Сварочные стержни
Еще один отличный сварочный стержень для чугуна, Hobart 1/8” 7018 представляет собой электрод с низким содержанием водорода, который можно использовать во всех позициях . Он также подходит для низко-, средне- и высокоуглеродистых сталей.
Как определить, чугун это или сталь?
Образец можно отшлифовать с помощью абразивного круга, и, глядя на форму искры и цвет искры, опытный специалист может определить, является ли материал чугуном или стальным литьем. Сталь чаще всего испускает ярко-желтые искры, тогда как железо дает больше красных или оранжевых искр .
В чем разница между чугуном и стальным литьем?
Состав углерода является основным отличием чугуна от стали. Чугун обычно содержит более 2% углерода, в то время как литая сталь часто содержит от 0,1 до 0,5% углерода . Углерод в отливках делает материал достаточно твердым, чтобы его можно было использовать.
Требуется ли предварительный нагрев литой стали для ее сварки?
Если температура стального литья слишком низкая, это может вызвать проблемы при сварке. Чтобы этого не произошло, вам следует предварительно нагреть стальную отливку или, по крайней мере, дать ей прогреться в течение достаточно долгого времени .
Можно ли ремонтировать сломанный чугун?
Треснувший чугун – это еще не все; вы можете быстро отремонтировать его и восстановить его функциональность . Не обязательно использовать сварку. Некоторые из методов, которые вы можете использовать, чтобы исправить это, включают эпоксидную замазку, холодную металлическую прошивку и металлическую пайку в соответствии с процедурами, описанными выше.
Как отремонтировать треснувший чугун?
Можно ли заделать трещину в чугуне? Да, трещины в чугуне можно заделать сваркой, пайкой или нанесением эпоксидной замазки. Что касается вашей чугунной посуды, лучше заменить ее, чем ремонтировать.
Какой тип железа нельзя сваривать?
Белый чугун , очень твердый и содержащий карбиды железа, обычно считается непригодным для сварки.
Какие металлы нельзя сваривать?
Какие металлы нельзя сваривать?
- Титан и сталь.
- Алюминий и медь.
- Алюминий и нержавеющая сталь.
- Алюминий и углеродистая сталь.
19 мая 2020 г.
Можно ли сваривать битый чугун?
Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкость большей части чугуна. Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и данные рекомендации относятся к этому типу материала.
Какую проволоку для сварки TIG вы используете для чугуна?
Стержни для сварки TIG с высоким содержанием никеля
Стержни для сварки TIG с высоким содержанием никеля используются для сварки чугуна с чугуном или чугуна с углеродистой или нержавеющей сталью. Они содержат примерно 99% никеля и создают менее твердые сварные швы, которые легче поддаются механической обработке, чем сварные швы, создаваемые никель-железными электродами TIG.
Можно ли использовать сварочную проволоку 6013 для чугуна?
Как правило, шлифовки участка абразивным кругом должно быть более чем достаточно для простого ремонта. Выбор электрода. Выбор правильного электрода очень важен. Электрод E6013, например, является хорошим выбором для сварки литых деталей .
Следует ли предварительно нагревать чугун перед сваркой?
Предварительный подогрев предотвращает быстрое расширение отливки при сварке и быстрое охлаждение после сварки . Предварительный нагрев снижает риск растрескивания. Рекомендуемая температура предварительного нагрева для отливок из серого чугуна среднего размера составляет 500 ° F (260 ° C) с использованием никелевых стержней.
Какой сварочной проволокой вы пользуетесь для сварки чугуна?
Чугунный стержень ENi-CI или ENi99 представляет собой стержень из почти чистого никеля с содержанием никеля 85-99%. Никель устойчив к углеродному поглощению. В результате металл шва всегда остается мягким и поддающимся обработке. Поэтому это ваш лучший выбор, если вы хотите без труда просверлить или разрезать металл сварного шва.
Прилипнет ли магнит к чугуну?
Большинство металлов с магнитными свойствами — это железо : металлы и сплавы, содержащие железо. Эти черные металлы включают мягкую сталь, углеродистую сталь, нержавеющую сталь, чугун и кованое железо.
Является ли чугун ценным ломом?
5—Чугун
Хотя это может быть наименее ценным бытовым металлоломом , недостаточная цена компенсируется весом. Вот почему многие скреперы не отказываются от чугуна. Стоимость фунта этого металлолома может возрасти довольно быстро, поэтому стоит потратить время на то, чтобы доставить его на свалку.
Чугун дороже стали?
Чугун часто дешевле стального литья из-за более низких материальных затрат, энергии и труда, необходимых для производства конечного продукта. Покупка необработанной стали обходится дороже, а ее отливка требует больше времени и внимания.
Что тяжелее чугун или сталь?
Конструктивно сталь легче железа , что дает стали существенное преимущество в строительной отрасли с точки зрения затрат на строительство и веса конструкции.
Что прочнее: кованая или литая сталь?
Прочность кованых деталей на 26 % выше, чем у литых . Это означает, что вы можете получить более прочные кандалы при меньшем весе. Кованые детали имеют на 37% более высокую усталостную прочность, что в шесть раз увеличивает усталостную долговечность.
Ржавеет ли чугун?
Без защитного слоя карбонизированного масла, называемого приправой, чугун подвержен ржавчине . Даже хорошо приправленная сковорода может заржаветь, если ее оставить в раковине для замачивания, положить в посудомоечную машину, дать высохнуть на воздухе или хранить в условиях повышенной влажности.
Можно ли сваривать отливки с помощью сварочного аппарата MIG?
Хотя чугун можно сваривать с помощью процесса MIG и специальной проволоки с флюсовой сердцевиной , полученный сварной шов не будет таким прочным, как при дуговой сварке MMA. Как упоминалось ранее, команда R-Tech рекомендует электродуговую сварку MMA в качестве первого выбора для сварки чугуна.
Можно ли сваривать чугун проволочным сварочным аппаратом?
Можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки? Да, вы можете успешно использовать сварочный аппарат с подачей проволоки для этого типа работы, если вы знаете, как , и, к счастью, научиться это делать несложно.
Можно ли сваривать нержавеющую сталь с черным железом?
Напильники из нержавеющей стали не подходят для сварки чугуна . Поскольку большое количество хрома в наполнителе и большое количество углерода в чугуне объединяются, чтобы сделать некоторый углерод достиг карбида хрома, который является хрупким. Я предлагаю вам использовать наполнитель из сплава на основе никеля.
Какой припой лучше всего подходит для чугуна?
Припой HTS-528 . Самый прочный припой, предназначенный для соединения чугуна и стали, HTS-528 представляет собой тонкотекучий припой для плотного соединения и ремонта всех видов чугуна, стали, меди, бронзы, никеля и латуни. Он также будет эффективно соединять разнородные металлы.
Можно ли сваривать или паять чугун?
Чугун используется для изготовления водопроводных труб, отливок станков, корпусов трансмиссии, блоков двигателей, поршней, отливок печей и т. д. Металл может подвергаться пайке или бронзовой сварке, газовой и дуговой сварке, закалке или механической обработке . Что касается ограничений, чугун должен быть предварительно нагрет перед сваркой. Его нельзя обрабатывать в холодном виде.
Можно ли сваривать чугун J-B?
Если ваш чугун треснет и сломается, это может стать проблемой. Но вам не о чем беспокоиться, потому что исправить это легко и просто. Сварной шов JB можно использовать для ремонта чугуна . Они действуют как клей, прилипают к чугуну и успешно герметизируют трещину.
Какой клей подходит для чугуна?
Эпоксидная смола, армированная сталью, широко известная как жидкая сварка , работает на чугуне. Один пример, J-B Weld Cold-Weld Steel Reinforced Epoxy with Hardener, стоит на Amazon.com 3,60 доллара за упаковку с одной унцией эпоксидной смолы и одной унцией отвердителя.
Подходит ли суперклей для чугуна?
Вам может быть интересно: «Сработает ли суперклей на металле?» Наверняка . Суперклеи изготовлены на основе этилцианоакрилата. Эти однокомпонентные клеи отлично подходят для быстрого и прочного соединения металлических поверхностей.
Можно ли сверлить отверстия в чугуне?
Вы можете просверлить отверстие в чугуне любым сверлом по металлу . Чугун намного более хрупок, чем другие металлы, и его легко сверлить. Начинайте сверлить медленно, чтобы предотвратить перегрев и чрезмерное трение, которые могут повредить сверло.
Можно ли паять чугун?
Можно паять ряд металлов, включая чугун , который мы рассмотрим в этом посте. Поскольку для пайки требуется температура от двухсот пятидесяти до шестисот пятидесяти градусов по Фаренгейту, вам следует использовать пропановую горелку, а не более мощную, хотя и более опасную кислородно-ацетиленовую горелку.
Ослабляет ли нагрев чугуна?
Это простое действие, если его нагреть до определенной температуры, может создать более чистый и твердый металл. Его часто используют для создания стали, которая прочнее, чем отжиг металла, но при этом создает менее пластичный продукт. Итак, тепло действительно может сделать металл слабее .
Сварка литой стали
23-01-2006 #1
Привет всем,Это мой первый пост (если не считать моего вступительного поста на другом форуме).
Есть ли хитрость в сварке низкоуглеродистой стали с отливкой? В эти выходные я приваривал ленту из низкоуглеродистой (горячекатаной) стали к стойке настольной шлифовальной машины и заметил, что сварка не такая хорошая, как я ожидал. Казалось, что литая сталь просто не принимает сварной шов, как если бы я сварил вместе два куска мягкой стали.
Я понимаю, что свойства металла в литой стали другие, но я конечно не все в этом понимаю. Есть ли кто-нибудь, кто мог бы найти время, чтобы объяснить это (или есть место на этом форуме, где я могу прочитать об этом)? И есть ли трюк, который я могу использовать, чтобы получить лучший сварной шов на этом типе материала?
Спасибо,
МиГ выходного дня
Механик на заднем дворе
Сварочный аппарат: DECASTAR 150E, подача проволоки с возможностью использования газа (в настоящее время газ не используется)
Ответить с цитатой
23-01-2006 #2
Это потому, что ваша кофемолка чугунная, и вам нужно использовать наполнитель с большим количеством никеля.
Ответить с цитатой
23-01-2006 #3
Да, это чугун, а не литая сталь. На самом деле, большинство низкоуглеродистой стали в основном «литое», когда ее производят.
Но чугун — это совсем другое дело, и, что еще хуже, существует несколько разных его видов, которые выглядят одинаково.Мне повезло сварить чугун с помощью никелевого стержня, припаять его с помощью стержня из кремниевой бронзы и сварить его с помощью стержня из нержавеющей стали.
Газовая пайка также обычно работает.Некоторые виды чугуна можно сваривать плавлением, некоторые нельзя.
Предварительный и последующий подогрев необходимы для критических сварных швов из чугуна, таких как блоки цилиндров или головки.
Есть стержни для чугуна — недешево, но говорят, что работают.
Ответить с цитатой
23-01-2006 #4
Спасибо за разъяснение, ребята — — согласен, скорее всего это чугун.Сварные швы, которые я делаю здесь, ни в коем случае не носят критического характера, и сварные швы не будут подвергаться конструкционной нагрузке, поэтому я полагаю, что со мной все в порядке. Вот только выглядят они не так красиво, как хотелось бы.
Так можно ли получить проволоку с повышенным содержанием никеля?
МиГ выходного дня
Механик на заднем дворе
Сварочный аппарат: DECASTAR 150E, подача проволоки с возможностью использования газа (в настоящее время газ не используется)
Ответить с цитатой
23-01-2006 #5
Да, используйте проволоку из нержавеющей стали 309L.
Ответить с цитатой
23-01-2006 #6
Первоначально написал 76GMC1500
Да, используйте проволоку из нержавеющей стали 309L. Я не думаю, что прямая никелевая проволока, обычно используемая для сварки чугуна, будет хорошо сплавляться со сталью.
Спасибо за совет.Так в чем же разница между проводом из нержавеющей стали 309L , который вы рекомендуете, и проводом из нержавеющей стали 308L ? Причина, по которой я спрашиваю, заключается в том, что магазин Princess Auto (канадская версия Harbour Freight tools), в котором я покупаю много своих «игрушек», продает трос 308L. Будет ли это похоже?
МиГ выходного дня
Механик на заднем дворе
Сварочный аппарат: DECASTAR 150E, подача проволоки с возможностью использования газа (в настоящее время газ не используется)
Ответить с цитатой
23-01-2006 #7
В моей книге по сварке написано, что 7018 можно использовать для сварки чугуна с шаровидным графитом.
Ответить с цитатой
23-01-2006 #8
Рискну предположить, что если бы актерский состав можно было оценить как хороший, плохой и чертовски плохой, то шлифовальный станок, вероятно, сделан из чертовски плохого.Я сомневаюсь, что вам захочется заниматься разборкой для предварительного и последующего нагрева, поэтому я не ожидаю многого от попытки приварить что-либо к одному.
Ответить с цитатой
01-29-2006 #9
Мне немного повезло при сварке литых стержней из нержавеющей стали. Хитрость заключалась в том, чтобы обернуть предмет асбестовым одеялом, чтобы он медленно остывал и не трескался.
Ответить с цитатой
Полное руководство – Академия сварщиков
Если вы любите заниматься своими руками и любите заниматься своими руками, то в какой-то момент вы, вероятно, думали о сварке самостоятельно. Теперь, как новичок, вы можете задаться вопросом, как сварить сталь с чугуном. И именно об этом я расскажу в этой статье.
Вы можете сваривать сталь с чугуном, но есть несколько ключевых моментов, в которых вы должны убедиться. Во-первых, держать трещины под контролем. Это одна из самых важных вещей. Затем, в зависимости от того, какой сварной шов вы хотите использовать, можно выполнить сварку TIG или MIG.
Не все сплавы чугуна действуют одинаково. И держать трещины в узде вряд ли легко. Кроме того, есть важные шаги и меры предосторожности, которые необходимо предпринять, например, предварительный нагрев. Итак, давайте разберемся во всем этом немного подробнее.
Сварка стали и чугуна Итак, давайте перейдем к сути темы. Как сварить сталь с чугуном? Есть несколько способов, которые работают. Вы должны убедиться, что делаете это правильно. Так шов продержится дольше.
Прежде чем приступить к сварке чугуна, лучше знать, что большинство сварщиков на самом деле избегают сварки чугуна. Это связано с причинами, о которых я упоминал ранее. С чугуном трудно работать, он может треснуть.
Эти трещины могут со временем привести к разрушению сварного шва, что, конечно же, будет разрушительным. Можно попробовать использовать механические застежки. Это не самое красивое решение, но оно позволяет просверлить отверстие для болта или штифта. Но прежде чем мы перейдем к шагам, давайте рассмотрим два наиболее распространенных типа сварных швов, которые вы, вероятно, будете делать.
Сварка стали и чугуна в декоративных целях Один из самых распространенных видов сварки, который вы будете выполнять, предназначен для декоративных целей. Эти типы сварных швов не должны быть сверхпрочными. Все, что вам нужно для декоративной сварки, это «приклеить» сталь к железу.
Для этих типов сварки можно использовать проволоку из нержавеющей стали вместе с FCAW. FCAW означает аппарат для дуговой сварки с флюсовым сердечником. Это также называется безгазовой сваркой MIG. Нержавеющая сталь имеет высокое содержание никеля. Так он будет хорошо склеиваться.
Сварка стали с чугуном, когда требуется более прочное соединениеИногда просто не обойтись без обычного соединения. Если вам нужно, чтобы соединение было очень прочным и долговечным, вам понадобится настоящая сварка. В ситуациях, требующих более прочного соединения, рекомендуется использовать сварку MIG или TIG.
Убедитесь, что для этого процесса вы используете катанку на основе никеля (также называемую никелевой катанкой). Я предлагаю обратиться в местную сварочную мастерскую/поставщика и получить оттуда профессиональные предложения. Они, скорее всего, знают, что будет работать лучше всего, а также могут посоветовать вам правильные сварочные электроды, которые вы должны использовать.
Как правило, сталь хорошо поддается сварке и с ней легко работать. Чугун — сложная часть во всем этом уравнении. Можно попробовать несколько нетрадиционных методов сварки. Некоторые накладывают никелевый сварной шов. Он пойдет на каждую деталь отдельно, и вы приварите бусины и соедините их вместе.
Пошаговое руководство по сварке стали с чугуномЕсли вы будете следовать этим шагам, то в большинстве случаев вы должны получить довольно прочный сварной шов. Итак, приступим.
Шаг 1. Тщательная проверка деталейПрежде чем приступить к сварке, первым шагом будет проверка деталей. Убедитесь, что нет признаков напряжения или трещин. Любые признаки повреждения недопустимы. Вам нужно будет заказать запасную часть, если вы хотите получить идеальный сварной шов в этом случае.
Шаг 2. Проверка сплава Следующим этапом является проверка сплава. Вы должны быть на 100% уверены, что то, с чем вы работаете, действительно чугун. Существуют различные виды сплавов, и каждый из них будет действовать по-своему. Знайте, что некоторые сплавы чугуна легче свариваются.
- Серый чугун
Наиболее распространенным типом чугуна является серый чугун. Углерод будет осаждаться в графитовые чешуйки во время производственного процесса и будет иметь либо ферритную, либо перлитную кристаллическую микроструктуру.
Этот чугун пластичен и хорошо поддается сварке по сравнению с другим чугуном, например, с белым чугуном. Одной из проблем при работе с серым чугуном являются графитовые чешуйки. Они попадут в сварочную ванну и могут вызвать охрупчивание металла.
- Ковкий чугун
Затем у нас есть ковкий чугун. Этот тип чугуна менее хрупок. Это связано с микроструктурными различиями. На самом деле, все три типа сплавов, которые я упомяну, будут иметь различную микроструктуру сфероидального углерода благодаря производственному процессу.
- Белый чугун
Белый чугун считается непригодным для сварки. Он удерживает углерод в виде карбида железа и не выделяет его в виде графита. Структура на самом деле очень хрупкая и твердая.
Итак, убедитесь, что вы знаете, какой из них у вас есть. В противном случае сам сварной шов может получиться некачественным, если у вас есть сплав железа, который требует более высокой температуры, но вы не знали, что это так.
Этап 3. Очистка, очистка и еще раз очисткаОчистка поверхности имеет решающее значение при сварке стали с чугуном. Вам необходимо удалить краску, грязь, масло или любые другие материалы, которые могут повредить процессу сварки. Вы также можете постоянно нагревать область сварки. Это гарантирует, что любой газ в зоне сварки основного материала будет удален, что всегда хорошо.
Этап 4. Предварительный нагрев Так как любой чугун может треснуть, предварительный нагрев очень важен. С чугуном, когда вы подвергаете его нагрузке, есть вероятность, что он треснет. Это существенно разрушит ваш сварной шов. Контроль тепла в течение всего процесса сварки — одна из лучших вещей, которые вы можете сделать, чтобы этого избежать.
Этот процесс можно разбить на несколько этапов. Они имеют предварительный нагрев с низким подводом тепла и медленное охлаждение. Базовая наука школьного уровня скажет вам, что металл расширяется при нагревании. Но если вы будете нагревать всю чугунную деталь с одинаковой скоростью, вы избежите нагрузки на нее.
Если локализовать жар на пораженной зоне, то произойдет обратное. Это вызовет напряжение в металле. При предварительном нагреве можно эффективно уменьшить так называемый температурный градиент между зоной термического влияния и телом отливки.
Для предварительного нагрева методами высокотемпературной сварки требуется высокая температура. Итак, процесс низкотемпературного нагрева. Это уменьшит подводимое тепло при отсутствии надлежащего предварительного нагрева.
Охлаждение тоже очень важно. На самом деле, если вы дадите ему остыть слишком быстро, вы увидите трещины в сварном шве. Охлаждение противоположно нагреву. Это сожмет металл. Таким образом, более медленная и более контролируемая скорость охлаждения — ваш лучший выбор.
Затем следует еще один важный шаг, который заключается в выборе метода сварки, который вы собираетесь использовать. Основывайте свой выбор метода сварки на размере, а также на сплаве. Я опишу все методы сварки позже в этой статье. Так вы лучше поймете, к какому из них обратиться.
Шаг 6 – Окончательная обработкаПосле того, как вы закончите сварку и будете довольны результатом, вам нужно закончить ее. Есть одна ключевая вещь, которую нужно помнить. Когда сам сварной шов начинает остывать, может возникнуть растягивающее напряжение.
Фаза термического сжатия является наиболее вероятным периодом, когда вы можете увидеть развитие раздражающих трещин. И что мы узнали на данный момент? Трещины это плохо! Вот хорошие новости. Существует надежный способ предотвратить появление трещин в сварных швах.
Вы можете использовать технику, известную как упрочнение. Не волнуйтесь, я также подробно расскажу о процессе упрочнения чуть позже. А пока позвольте мне сказать вам, что это техника, которая включает в себя молоток с шаровидным бойком и легкие удары (есть и другие виды мочеиспускания). Это снизит вероятность взлома.
Используйте этот метод, если свариваемый металл достаточно пластичен. И, конечно же, последний оставшийся шаг — контролируемое охлаждение. Периодически нагревайте сварной шов, чтобы замедлить скорость охлаждения.
Другие производители также могут использовать изоляционный материал для контроля скорости охлаждения. Но оба работают нормально. Мне лично нравится метод применения тепла. Суть в том, какой бы путь вы ни выбрали; вы хотите иметь возможность контролировать скорость остывания сварного шва.
Может ли чугун плохо поддаваться сварке? Как вы, вероятно, уже поняли, чугун может быть немного сложным для правильной сварки. Это особенно актуально для начинающих. Даже некоторые опытные сварщики могут столкнуться с проблемами, если не выполнят надлежащие действия.
Основная проблема при сварке чугуна заключается в том, что он может треснуть. Это то, чего вы не хотите. Но есть методы, которые вы можете использовать, чтобы предотвратить растрескивание и каждый раз добиваться идеального сварного шва.
Большинство распространенных методов требуют надлежащего нагрева и охлаждения, а также использования подходящего сварочного электрода. Вы также должны убедиться, что деталь остыла постепенно.
Различные методы сварки стали с чугуномЕсли вы не понимаете, что я имею в виду, говоря о сварке MIG или TIG, этот раздел поможет вам. На самом деле существуют методы сварки, которые требуются в различных сценариях. Давайте поговорим обо всех различных видах сварки, с которыми вы можете работать при работе с чугуном.
MMA MMA расшифровывается как ручная дуговая сварка металлическим электродом. Это один из лучших способов сварки чугуна. Но что вам нужно помнить, так это использовать правильные сварочные электроды. Не беспокойтесь, чуть позже я коснусь и других сварочных стержней.
Сварка MMA также называется сваркой в среде защитного газа, и используемые электроды основаны на обработке после сварки, а также на требуемом согласовании цветов. Наиболее распространены электроды на основе никеля и железа.
Электроды на основе никеля являются более распространенными из двух и обеспечивают гораздо более пластичный сварной шов. Еще одним его преимуществом является уменьшение предварительного нагрева и растрескивания ЗТВ.
Электроды на основе железа, с другой стороны, используются больше для мелкого ремонта литья, когда вам нужно подобрать цвет. Это даст вам сварной шов с более высокой степенью углеродистого мартенсита.
ВИГ Для получения чистого шва можно использовать сварку ВИГ. Хотя сварка TIG не всегда предпочтительна. Это связано с тем, что он имеет высокую характеристику локального нагрева. А еще надо уметь сваривать. Внешний вид конечного продукта будет зависеть от вашего мастерства.
MIG сварка в основном используется для толстых и больших материалов (TIG также может использоваться для больших и толстых материалов) и использует расходуемую проволоку. Эта проволока будет выполнять двойную функцию в качестве наполнителя и электрода. Это намного быстрее по сравнению со сваркой TIG и легче в освоении.
Я не имею в виду, что неквалифицированный сварщик может сделать фантастическую работу, но MIG определенно проще, чем TIG. Еще одним интересным преимуществом является низкая стоимость производства и еще более короткое время выполнения заказа. Вдобавок ко всему этому, есть небольшая уборка и отделка, которые также необходимо выполнить позже.
Основным недостатком, как вы уже догадались, является то, что отделка не такая точная. И вы не получаете той силы, которую получаете от TIG. Сварка MIG не так чиста, как сварка TIG.
Сварка MAG выполняется никелевым расходным материалом. Для большинства приложений вы можете довольно хорошо работать с газом от 80% аргона до 20% CO2.
ПайкаВы также можете использовать пайку для деталей из чугуна. Это хорошее зелье, потому что оно очень мало влияет на фактический базовый материал. Необходимо использовать присадочный стержень, иначе он прилипнет к поверхности чугуна и не растворится в сварочной ванне. Это может произойти из-за более низкой точки плавления или температуры наполнителя.
При пайке необходимо тщательно очистить поверхность. Флюс используется для предотвращения образования оксидов. Это будет способствовать смачиванию, и наполнитель будет хорошо растекаться по самому основному материалу. Если вы хотите выбрать пайку TIG, это также возможно. Однако используйте меньшую силу тока. Так вы не расплавите железо.
Кислородно-ацетиленовая сварка В этом процессе сварки, как и в дуговой сварке, также используется электрод. Но ключевое отличие здесь в том, что в этом процессе будет использоваться кислородно-ацетиленовая горелка для выработки тепла. При дуговой сварке вы будете использовать электрический ток.
Этот процесс имеет низкую теплоту. Таким образом, вам необходимо сделать некоторый предварительный нагрев, как правило, в диапазоне 600 градусов по Цельсию. Так как это медленный процесс нагрева (и имеет низкую теплоемкость), он даст вам большую ЗТВ. Однако медленный нагрев имеет некоторые преимущества. Вы можете предотвратить образование высокоуглеродистого мартенсита.
Различные типы сварочных электродовВы уже много раз слышали, как я упоминал сварочные электроды. Итак, какие они? В основном это присадочный материал или электроды, которые используются для соединения двух основных материалов при сварке.
Прутки никелевые (99%) 99% Прутки никелевые наиболее эффективны при работе с чугуном. Эти электроды дадут вам наилучшие результаты, но они дороже других. Эти стержни будут производить сварные швы, которые можно подвергать механической обработке.
Лучше всего подходят для литья с низким и средним содержанием фосфора. Они также производят довольно податливый и мягкий наплавленный металл.
Никелевые стержни (55%)Они, очевидно, дешевле, чем 9Стержни из 9% никеля отлично подходят для любого ремонта толстых профилей, который необходимо выполнить. И да, они тоже податливы. С более низким коэффициентом выражения это означает, что они дадут вам меньше трещин по сравнению со стержнями из 99% никеля. Если вам нужен идеальный сварочный пруток для сварки стали с чугуном, эти электроды отлично подойдут.
Стальные стержни Наконец, у нас есть стальные стержни. Стальные стержни являются самыми дешевыми из всех трех вариантов, но они не дадут вам таких хороших результатов, как никель. Стальные стержни в основном используются для заполнения и мелкого ремонта. Они не поддаются механической обработке и дают довольно твердые сварные швы. Одним из преимуществ стальных стержней является простота подбора цвета. Кроме того, он также лучше переносит отливки.
Упрочнение: усиление сварных швовУ меня есть еще одна статья о лучших сварочных прутьях для Rusty Metal. Прочтите эту статью: Сварочные стержни для ржавого металла: 5 вещей, на которые стоит обратить внимание
По сути, метод упрочнения повышает прочность сварного шва. Это также поможет снизить геометрическую концентрацию напряжений. Существуют также различные виды оклейки.
Это:
- Дробеструйная обработка
- Игольная обработка
- Роторная обработка
- Молотковая обработка
Дробеструйная обработка является наиболее распространенным видом обработки. Это действительно то, на что это похоже. В процессе дробеструйной обработки вы в основном забиваете металлическую поверхность, стреляя сферическими дробями. Ты не используешь настоящее оружие, да! Используется пневматический пистолет.
Выстрел сам по себе является еще одним интересным аспектом. Есть разные мельчайшие частицы. Все они разных размеров и комплектаций. Поскольку для выстрела используется пневматическая пушка, для выстрела будет использоваться высокоскоростной воздушный поток.
Вы можете использовать как механическую, так и ручную систему наклепа. Это будет зависеть от проекта сварки, а также от конкретной области, которую вы хотите обработать.
Игольчатая обработкаДля иглопробивной обработки вам понадобятся две вещи. Пистолет для удаления накипи и несколько игл с радиальной головкой. Вы попадаете в металлическую поверхность несколькими выстрелами из игольчатого пистолета. Однако есть процесс безумия. Вы не просто стреляете, где вам угодно.
Для эффективной иглопробивной обработки необходимо начинать со сварного шва и переходить к валику. Убедитесь, что вы делаете это в перекрестном движении, а также. Иглы обычно изготавливаются из инструментальной стали.
Ротационное упрочнение также называется упрочнением цепом. Здесь вы сожмете площадь поверхности несколькими клапанами, которые покрыты дробью, а также расширены, чтобы сформировать своего рода веретено. Закрылки будут содержать выстрелы, которые в основном состоят из карбида или металла на основе вольфрама. И он встроен в сетку из волоконной проволоки.
Инструмент войдет в сверлильный инструмент, который вращается очень быстро. 3000 об/мин, если быть точным. Затем лоскуты сближают и доводят до контакта с поверхностью, после чего начинается весь процесс упрочнения. Вы можете определить энергию, приложенную к сварке, по скорости вращения шпинделя.
Молотковая обработка Молотковая обработка очень похожа на иглопробивную. Однако есть одно существенное отличие. Вместо игл используется металлический стержень. На поверхности используется шаровой молоток, который снимает напряжение между соседними сварными швами.
Когда металл расширяется или сжимается, возникают деформации сварки. Применение тепла к одной стороне металла вызовет большую деформацию. Искажение легко уменьшить, просто чередуя его с одной стороны на другую.
Механические и физические свойства металла являются факторами, влияющими на деформацию металла. С упрочнением вы можете сбалансировать это сжатие и расширение. Когда вы проковываете сварной шов, он истончается. Это уменьшит напряжение при сжатии металла.
В процессе упрочнения создается слой сжатого поверхностного материала. Это будет препятствовать развитию и дальнейшему распространению трещин. Не только это. Есть и другие преимущества. Это также повысит сопротивление разрушению из-за усталости, полой эрозии, усталости и т. д.
Меры предосторожности, которые необходимо принять перед сваркой Прежде чем завершить это руководство, я хотел бы рассказать вам о некоторых важных мерах предосторожности и передовых методах, которые необходимо соблюдать при сварке. Соблюдение этих правил поможет вам обезопасить себя. Сварка без надлежащих мер безопасности может быть опасной.
Поэтому никогда не приступайте к сварке без надлежащего снаряжения. Это того не стоит. Кроме того, меры предосторожности, перечисленные ниже, довольно просты в соблюдении и не доставляют особых хлопот.
- Носите правильную экипировку
Это одна из самых важных мер предосторожности, которые вы можете предпринять. При сварке многое может пойти не так. Вы можете получить удар током, обжечься и многое другое. Правильное снаряжение и средства индивидуальной защиты обеспечат вам защиту от всего этого.
Приобретите хорошие средства индивидуальной защиты, если вы работаете не по найму. Если вы являетесь сотрудником, то ваш работодатель должен предоставить вам его. Убедитесь, что у вас есть предметы первой необходимости, такие как сварочные каски, респираторы, огнеупорная одежда, сапоги, перчатки, средства защиты органов слуха и глаз. Немного осторожности поможет вам уберечься от вреда.
- Пройдите надлежащее обучение
Ничто не заменит надлежащее обучение сварке. Без надлежащей подготовки вы, скорее всего, навредите себе и плохо выполните сварку. Надлежащая подготовка поможет вам автоматически узнать, какие опасности связаны с этим и как вы можете их избежать. Кроме того, улучшится качество сварки. Это всегда плюс.
- Избавьтесь от любых легковоспламеняющихся материалов в мастерской
Это проще всего не заметить. Сварка производит искры, тепло, а также брызги расплавленного металла. Если они вступят в контакт с чем-то легковоспламеняющимся, вам наверняка будет очень плохо.
Проверьте свое окружение и мастерскую на наличие легковоспламеняющихся материалов, которые могут представлять опасность. Немедленно удалите их из непосредственной близости, и у вас будет более безопасное рабочее место.
Последнее, с чем вы хотите иметь дело при сварке, это пожар. Это может привести не только к летальному исходу, но и к большому денежному ущербу. Тогда вам нужно иметь дело со страховкой, и это еще одна проблема сама по себе. Вы можете легко избежать всего этого, если у вас будет правильное рабочее место.
- Хорошая вентиляция обязательна
Повторю еще раз – хорошая вентиляция обязательна. При сварке может быть много дыма и газов. Иметь способ позаботиться о них очень важно, иначе это может быть очень вредно для вашего здоровья.
ЗаключениеВот и все. Теперь у вас должно быть довольно хорошее представление о , как сваривать сталь с чугуном. Помните, что основная проблема при сварке стали с чугуном – это трещины. Это основная причина, по которой работа с чугуном может быть немного проблематичной.
Но если следовать правильным шагам и использовать правильную технику, можно получить довольно прочный сварной шов. Не расстраивайтесь, если вы новичок и ваша первая попытка не увенчалась успехом, как вы ожидали. Сварка — это навык. И, как и в случае с любым другим навыком, чем больше опыта и практики вы приобретете, тем лучше будут ваши конечные результаты.
Сварка чугуна: можно ли сваривать? Можно ли сваривать чугун?
В этой статье мы узнаем обзор чугуна, основные детали, то есть, можно ли сваривать чугун или нет, является ли чугун ковким и свариваемым или нет, и т. д.
Давайте исследовать!
Что вы подразумеваете под сваркой чугуна?
Чугуны представляют собой семейство сплавов железа с углеродом, которые используются в строительстве. Основные составляющие чугуна состоят из железа и углерода в различных пропорциях, а также дополнительных элементов, таких как кремний, марганец, хром, никель, медь, молибден и других, которые помогают улучшить определенные свойства.
Кроме того, уровни серы и фосфора могут быть значительно выше, чем уровни примесей, что затрудняет сварку без образования трещин из-за высокого уровня содержания серы и фосфора.
Сварка чугуна можно ли сваривать свариваемый чугун- Сегодня на рынке можно найти широкий выбор типов чугуна, таких как серый чугун, белый чугун, ковкий (с шаровидным графитом) и ковкий чугун, все из которых можно работать по-разному. Чугун считается пригодным для сварки во всех категориях, кроме белого чугуна, хотя сварка чугуна может быть значительно более сложной, чем сварка стали, из-за характера материала.
- Некоторые чугуны ковкие, но большинство чугунов хрупкие. В автомобильной промышленности чугун используется для изготовления таких деталей, как головки цилиндров, блоки цилиндров и картеры коробок передач, поскольку он имеет относительно низкую температуру плавления, является текучим, пригодным для литья, обладает отличной обрабатываемостью, устойчив к деформации и износу. .
- Чугун стал конструкционным материалом с широким спектром применения и используется в трубах, машинах и деталях автомобильной промышленности, от труб до деталей машин. Несмотря на его устойчивость к окислению, его очень трудно сваривать из-за его очень жесткой природы.
Является ли чугун ковким и свариваемым?
Чугун сваривать можно, но проблематично из-за высокого содержания углерода в металле. Большинство сталей этой категории имеют содержание углерода от 2% до 4%, что примерно в десять раз больше, чем у большинства сталей.
- Значительное количество углерода мигрирует в металл шва в процессе сварки, а также в околошовную зону, что в свою очередь приводит к повышению хрупкости и твердости металла. Это, в свою очередь, может привести к появлению трещин после завершения процесса сварки.
- Большинство марок чугуна, кроме белого чугуна, считаются свариваемыми; однако по сравнению со сваркой углеродистой стали сварка чугуна может представлять серьезную проблему. Хотя можно определить разницу между этими двумя типами чугуна без детального металлургического анализа, определить разницу между ними может быть довольно сложно. Однако чугун использовался на протяжении веков, несмотря на то, что это прочный, износостойкий металл.
Можно ли сваривать чугун? Сложно ли сварить?
Чугун может быть сложным для сварки из-за его уникального состава, как уже обсуждалось, но это возможно, если вы применяете правильную процедуру сварки для предотвращения разрушения сварного шва. Эта потребность в тщательном нагреве и охлаждении часто включает в себя предварительный нагрев, использование подходящих сварочных электродов и постепенное охлаждение изделия.
Без тщательного металлургического исследования может быть сложно провести различие между этими многочисленными разновидностями чугуна. Тем не менее, чугун существует уже очень давно и является прочным металлом.
Что делать перед предварительной сваркой чугуна?
Чтобы обеспечить эффективную сварку чугуна, перед началом работы необходимо выполнить четыре основных шага. Среди них:
- Определение типа чугуна и сплава
- Очистка отливки
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
Определение типа чугуна и сплава
Для начала необходимо определить, какой чугун сваривается. После этого можно начинать процесс сварки. Доступно несколько различных типов сварки, но вы не сможете сварить большинство из них.
Чугун не пластичный материал, поэтому при быстром нагреве или охлаждении он может треснуть от термических напряжений из-за плохой пластичности. В зависимости от типа и категории чугуна подверженность растрескиванию будет разной.
Чтобы иметь возможность определить, с каким типом сплава вы работаете, вы должны сначала узнать, какой это тип сплава. Типы сплава следующие:
Серый чугун
Что касается чугуна, то это форма, в которой он встречается чаще всего. В процессе производства углерод осаждается в виде графитовых чешуек, которые затем образуют либо кристаллическую структуру перлита, либо кристаллическую структуру феррита. По сравнению с белым чугуном он более пластичен и пластичен. Несмотря на это, серый чугун по-прежнему представляет собой проблему для потенциальных сварщиков, поскольку содержащиеся в нем графитовые чешуйки могут попасть в сварочную ванну и вызвать охрупчивание металла при сварке.
По сравнению со сталью серый чугун имеет меньшую прочность на растяжение и ударопрочность, но прочность на сжатие такая же, как у низко- и среднеуглеродистых сталей. Размер и форма графитовых чешуек определяются таким образом, что их механические свойства контролируют механические свойства микроструктуры, которую можно охарактеризовать в соответствии с рекомендациями AST на основе их размера и формы
Ковкий и шаровидный чугун
С точки зрения По составу ковкий чугун подобен серому чугуну, но имеет гораздо более низкий уровень примесей по сравнению с серым чугуном. Существует разница между серым чугуном и ковким чугуном в том, что серый чугун содержит углерод в виде чешуек графита в матрице, а ковкий чугун содержит графит в виде сфероидов. Помимо графитовых сфероидов, в матрице в основном присутствует перлит с областью феррита, окружающей графитовые сфероиды.
Ковкий чугун
Ковкий чугун производится из белого чугуна, который нагревается и обрабатывается таким образом, что содержание углерода становится значительно ниже, чем в белом чугуне. Обычно в чугуне присутствует смесь ферритной или перлитной структуры с включениями графита, в зависимости от используемого типа термической обработки. Таким образом, он имеет более высокую степень пластичности, чем стандартный белый чугун, благодаря смеси феррита и перлита.
Проверка характеристик утюга, с которым вы работаете, — это простой способ определить, с каким типом утюга вы работаете. Анализ химических и металлографических характеристик чугуна также может помочь в определении типа сплава в чугуне, с которым вы имеете дело.
Есть также некоторые методы определения различий между сплавами, например, когда серый чугун имеет серый цвет вдоль излома, а белый чугун имеет более белый цвет вдоль излома из-за содержащегося в нем цементита. Помимо более белого излома, ковкий чугун, например, имеет гораздо лучшую свариваемость, хотя он также показывает более белый излом.
Очистка отливки
Независимо от используемого сплава важно правильно подготовить отливку перед выполнением сварки. Перед сваркой отливки одна из самых важных вещей, которую вы должны сделать, это удалить все материалы, которые находятся на поверхности отливки, прежде чем сваривать отливку вместе.
Сварные швы должны выполняться на отливках, которые должны быть полностью чистыми вокруг областей, где они будут сварены. Убедитесь, что в зоне сварки нет краски, жира, масла и других посторонних материалов. Чтобы удалить захваченный газ из области сварки в основном металле, лучше всего нагревать область сварки в течение короткого периода времени, чтобы нагревать осторожно и медленно.
Для того, чтобы определить, готова ли поверхность чугуна к сварке, простой метод заключается в нанесении сварочного прохода на поверхность; при наличии каких-либо примесей шов будет казаться пористым. Этот проход можно сточить, и этот процесс можно повторить несколько раз, чтобы полностью исчезла пористость.
Выбор правильной температуры предварительного нагрева
Когда чугун подвергается нагрузке, он подвержен растрескиванию. Чтобы предотвратить появление трещин, одним из наиболее важных факторов, который необходимо контролировать, является тепло.
Для изготовления чугуна требуются следующие этапы:
- Предварительный нагрев
- Низкое тепловложение
- Медленная варка
Тепло контролируется в первую очередь благодаря тепловому расширению. Когда металл нагревается, он расширяется, поэтому при нагревании он расширяется. Весь объект не будет накапливать напряжение, когда он нагревается и расширяется с одинаковой скоростью, но оно будет накапливать напряжение, если тепло локализовано в небольшой зоне термического влияния (HZ) внутри объекта.
- Существует тенденция к локализованному нагреву, вызывающему ограниченное расширение ГП, поскольку более холодный металл, окружающий ее, ограничивает ее расширение. Существует прямая зависимость между степенью напряжения, создаваемого ГЦ и телом отливки, с точки зрения температурного градиента. Растяжение — это один из способов, с помощью которого сталь и другие пластичные металлы могут ослабить напряжение, возникающее при ограниченном расширении и сжатии.
- Чугунный материал имеет относительно низкую пластичность, что может привести к растрескиванию в период усадки в результате усадки. Чтобы свести к минимуму растягивающее напряжение, вызванное сваркой, предварительный нагрев отливки уменьшает температурный градиент между отливкой и зоной нагрева. Общепризнано, что методы сварки при более высоких температурах требуют более высокой температуры предварительного нагрева для достижения успеха.
- Лучше всего использовать сварочный пруток или проволоку с низкой температурой плавления или процесс низкотемпературной сварки, когда достаточный предварительный нагрев невозможен, так как это минимизирует количество подводимого тепла. Другим важным фактором, оказывающим непосредственное влияние на напряжение, возникающее в сварном шве, является скорость охлаждения при охлаждении сварного шва. В результате быстрого охлаждения сварные швы становятся хрупкими и легко растрескиваются из-за усадки. Напротив, низкое охлаждение снижает напряжение закалки и сжатия, связанное с процессом закалки.
Выбор надлежащей технологии сварки
Теоретически в этом процессе можно использовать любой из обычных процессов дуговой сварки, если он способствует медленному нагреву и охлаждению свариваемой детали; поэтому мы предлагаем использовать либо ручную дуговую сварку металлическим электродом, либо дуговую сварку металлическим флюсом, сварку металлическим активным газом, дуговую сварку под флюсом или дуговую сварку вольфрамовым электродом.
Сварка MAG
Как правило, при сварке MAG в процессе сварки используются никелевые расходные материалы. Для большинства применений рекомендуется использовать газовую смесь, состоящую из 80 % аргона и 20 % двуокиси углерода. Несмотря на то, что можно использовать проволоку для пайки, пайка металлом обычно не рекомендуется, поскольку она будет иметь гораздо меньшую прочность, чем отливка, что также не рекомендуется.
Кислородно-ацетиленовая сварка
Электроды также используются при кислородно-ацетиленовой сварке, но вместо дуги, генерируемой током, энергию обеспечивает кислородно-ацетиленовая горелка. Сварку чугунных электродов, а также медно-цинковых можно проводить ацетиленокислородной сваркой с использованием чугунных электродов.
При сварке чугуна ацетиленом важно следить за тем, чтобы чугун не окислялся, так как это приведет к потере кремния и образованию белого чугуна в сварном шве. Рекомендуется плавить сварочный стержень в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты внутри сварного шва.
Сварка пайкой
Среди различных методов соединения чугунных деталей, сварка пайкой становится все более популярной из-за минимального воздействия, которое она оказывает на сам основной металл. В результате использования сварочного стержня образуется наполнитель, который прилипает к поверхности чугуна.
Поскольку наполнитель имеет более низкую температуру плавления, чем чугун, он не растворяется в чугуне, а прилипает к поверхности чугуна из-за более низкой температуры плавления наполнителя.
Качество наполнителя, смачивающего поверхность основного металла, имеет решающее значение для этого метода сварки, поскольку соединение определяется чистотой поверхности. Во время пайки обычно используется флюс для предотвращения образования оксидов.
Жидкости, способствующие смачиванию, облегчают растекание наполнителя по металлическим деталям. Кроме того, он удаляет оксиды с металлических деталей, позволяя наполнителю более плотно сцепляться с ними. Помимо очистки металлических поверхностей, флюсы применяют при сварке.
Ручная дуговая сварка металлическим электродом
В большинстве случаев дуговая сварка металлическим электродом в среде защитного газа считается наилучшим методом сварки чугуна. Однако для того, чтобы этот тип сварки был успешным, необходимо использовать правильный сварочный пруток. Важно выбрать электрод в соответствии с областью применения, ожидаемым цветовым соответствием и объемом необходимой обработки после сварки.
- Электроды на основе железа и электроды на основе никеля представляют собой два основных типа электродов, используемых для ручной дуговой сварки металлическим электродом. Когда требуется сварной металл с высоким содержанием углерода, мартенсит, электрод на основе железа обычно используется для мелкого ремонта отливки или подбора цвета.
- Наиболее часто используемыми электродами являются электроды из никелевого сплава, известные своей пластичностью и высокой прочностью на растяжение. Кроме того, никелевые электроды обеспечивают более низкую прочность наплавленного металла, что также может помочь уменьшить предварительный нагрев и растрескивание ЗТВ, которые могут возникнуть в процессе сварки.
- Во всех случаях всегда следует соблюдать осторожность, чтобы ограничить количество расплавленного основного металла. Таким образом, разбавление раствора будет сведено к минимуму.
Методы сварки без предварительного нагрева
В некоторых случаях может потребоваться выполнение ремонта без предварительного нагрева из-за размера отливки или других обстоятельств. Бывают случаи, когда деталь нужно держать прохладной, но не холодной, чтобы она функционировала правильно.
Повышение температуры на 100 градусов по Фаренгейту полезно при литье. Деталь можно получить при температуре этого уровня, запустив ее на несколько минут в течение нескольких секунд, если она установлена на двигателе. Следите за тем, чтобы отливка никогда не нагревалась до такой степени, что вы не сможете дотронуться до нее голыми руками
Сварные швы должны быть короткими, примерно один дюйм длиной. Этот метод влечет за собой использование наклепа после завершения сварки. После завершения сварки и остывания отливки снимите ее с отливки. Ни вода, ни сжатый воздух не должны использоваться для ускорения процесса охлаждения.
Отливку можно сваривать в другом месте, пока предыдущий сварной шов остывает, в то время как приваривается другой участок отливки. Рекомендуется заполнить все кратеры. В дополнение к тому факту, что валики должны располагаться в одном и том же направлении, когда это возможно, также рекомендуется, чтобы параллельные валики не совпадали друг с другом на концах.
Сварка литых сплавов – присадочная проволока или электроды
Выбор правильного сварочного электрода имеет важное значение для сварки чугуна, как упоминалось выше, хотя большинство экспертов по сварке советуют вам использовать никелевые электроды, чтобы избежать повреждения чугуна.
99 процентов никелевых стержней
Помимо того, что они дороже других вариантов, эти электроды также обеспечивают лучшие результаты, чем другие. Стержни из никеля с содержанием 99 % производят сварные швы, которые подвергаются механической обработке, и лучше всего подходят для отливок с низким и средним содержанием фосфора, поскольку они производят сварные швы, подвергающиеся механической обработке. Наплавленный металл, полученный с помощью этих стержней из чистого никеля, мягкий, податливый и легко поддается обработке.
Стержни из 55-процентного никеля
Этот стержень дешевле, чем 99-процентный стержень, и эти стержни также поддаются механической обработке, что делает их хорошим выбором для ремонта толстых профилей. В этих стержнях меньше растрескивания вдоль линии сплавления из-за их более низкого коэффициента расширения по сравнению со стержнями с 99%-ным коэффициентом расширения. Использование ферроникелевых стержней при сварке чугуна со сталью имеет несколько преимуществ. В качестве альтернативы можно использовать стальные стержни, но они менее эффективны, чем никелевые стержни
Пайка из бронзы
В качестве альтернативы кислородно-ацетиленовой пайке вы можете использовать сварочные аппараты TIG для сварки стержней друг с другом. В результате это хороший способ укрепить трещину или соединить два компонента, которые необходимо соединить, не вызывая растрескивания чугуна или какого-либо изменения его свойств.
Стальные стержни
Для мелкого ремонта и заполнения стальные стержни являются самым дешевым вариантом из трех и лучшим выбором для мелкого ремонта. Стальной электрод производит твердые сварные швы, и поэтому их необходимо шлифовать, чтобы закончить их, и они не поддаются механической обработке. Хотя стальные стержни имеют некоторые недостатки, они по-прежнему идеально подходят для подбора цвета и могут выдерживать не совсем чистые отливки лучше, чем никелевые стержни, несмотря на эти недостатки.
Пенирование и очистка свариваемых поверхностей
Нет сомнений в том, что качество сварки будет лучше, если во время сварки поверхность будет оставаться чистой. Существует вероятность того, что возникнут проблемы при сварке материалов, которые подвергались воздействию паров и масла в течение всего срока службы на протяжении всего процесса литья, и из-за этого сварка может стать проблемой. Сварка чугуна требует, чтобы вы знали о некоторых вещах, о которых вам нужно знать.
Настоятельно рекомендуется использовать сварочные материалы, предназначенные для работы с загрязненным чугуном, такие как MG-289.Стержни из чугуна для сварки, чтобы создать прочный сварной шов.
Чтобы предотвратить растрескивание сварного шва, молоток с шаровым бойком постукивает по сварному шву по мере его остывания, чтобы предотвратить растрескивание. Процесс удаления сварного шва следует проводить с осторожностью и только тогда, когда шов подвержен деформации. Однако делать это не всегда необходимо, так как неравномерный или быстрый нагрев или охлаждение компонента обычно приводит к растрескиванию. Чтобы получить наилучшие результаты, важно, чтобы вы предварительно нагревали и медленно охлаждали свой проект.
Нагрев после сварки
Если чугуну дают слишком быстро остыть, это может привести к растрескиванию. Чтобы замедлить процесс охлаждения, можно использовать изоляционные материалы или периодически применять тепло, чтобы замедлить его. Например, некоторые методы охлаждения металлических заготовок включают помещение их в изолирующее одеяло, помещение в сухой песок или даже помещение их над дровяной печью, позволяя им остыть по мере того, как гаснет огонь и тепло. вниз на них.
Что вы подразумеваете под внутренней сваркой?
Несмотря на то, что рекомендуется поручить сварку чугуна профессионалу, чтобы обеспечить высокое качество сварного шва, можно отремонтировать поврежденный сварной шов на месте, если вы тщательно его подготовите. Важно, чтобы вы выполнили шаги по определению вашего сплава, подготовке материала и выбору наиболее подходящего метода сварки, прежде чем приступить к сварке.
Предварительный нагрев или холодная сварка?
Существует множество мнений о том, лучше ли сваривать горячим или холодным способом, в зависимости от области применения. Как правило, предварительный нагрев считается одним из лучших вариантов, но некоторые люди считают, что сварки с минимальным количеством тепла также будет достаточно.
Что касается успешной сварки чугуна, рекомендуется один из этих подходов, поскольку, в отличие от большинства металлов, чугун чрезвычайно хрупок и не способен деформироваться при изгибе или расширении и сжатии, как большинство металлов. Металл всегда деформируется при нагревании или охлаждении, и если одна часть металла нагревается или охлаждается быстрее, чем другая, то возникают напряжения и в результате этого в чугуне или сварном соединении развиваются трещины.
- При предварительном нагреве окружающей области сварного шва температура сварки приближается к окружающей области сварного шва, тем самым равномерно изменяя весь компонент и уменьшая этот эффект. Существуют определенные характеристики чугуна, которые меняются при повышении температуры выше 1400 градусов по Фаренгейту, поэтому важно не перегревать компонент 9.0034
- Целью предварительного нагрева окружающей области сварного шва является приближение температуры сварки к окружающей области сварного шва, в результате чего происходит равномерное изменение всего компонента, тем самым снижая неблагоприятное воздействие сварка. Если температура чугуна поднимется выше 1400 градусов по Фаренгейту, некоторые характеристики компонента изменятся, поэтому очень важно никогда не перегревать деталь, когда температура поднимается выше 1400 градусов по Фаренгейту.
- Чтобы приблизить температуру сварки к окружающей области сварного шва, целью предварительного нагрева окружающей области сварного шва является равномерное изменение всего компонента, в результате чего неблагоприятные воздействия сварного шва уменьшаются. Очень важно помнить, что при повышении температуры чугуна выше 1400 градусов по Фаренгейту будут меняться некоторые характеристики детали, поэтому при повышении температуры выше 1400 градусов по Фаренгейту очень важно не перегревать часть.
Опытные сварщики, имеющие опыт ремонта или изготовления изделий из чугуна на регулярной основе, должны всегда и только предварительно нагревать изделия из чугуна перед сваркой. Прочный сварной шов — это тот, который крепок изнутри, поэтому он представляет собой нечто большее, чем тот, который снаружи выглядит менее растрескивающимся.
Другие методы сварки чугуна?
Шипование
Бывают случаи, когда шипование используется для ремонта трещин в крупных отливках.
V-образная канавка является шлифованной для удаления излома в этом процессе.
Сверление и нарезка отверстий под углом выполняются с обеих сторон паза так, чтобы шпильки могли ввинчиваться в отверстия на расстояние, равное диаметру шпилек, при этом верхние концы шпилек выступали примерно на 1/4 на дюйм вверх. Он расположен на высоте 6,4 миллиметра над поверхностью чугуна.
- Вокруг каждой шпильки должен быть запаян один или два валика, а затем, после того, как валики будут загерметизированы на месте, их следует соединить сваркой металлических валиков.
- Необходимо выполнять короткие сварные швы, пока шов горячий, чтобы предотвратить высокие напряжения или трещины в процессе охлаждения. Важно дать металлу остыть и тщательно очистить каждую бусину, прежде чем добавлять к ней больше металла.
- В качестве альтернативы можно использовать инструмент с закругленным концом, чтобы выколоть кромки соединения, а затем край соединения следует обработать, чтобы сформировать U-образную канавку, в которую наносится металл сварного шва, когда шпилька метод использовать нельзя.
Модификация для конструкции шва
Наилучшим подходом является использование сварного шва, который полностью проникает в подложку, а не частично. В процессе сварки сварные швы разной толщины могут привести к неравномерным напряжениям сжатия, а также к неравномерным напряжениям расширения.
Когда схемы сварки изменяются, чтобы использовать преимущества области, где толщина постоянна, сварные швы могут располагаться в области, где сварка является предпочтительной. Для поддержки областей, находящихся под напряжением, вы также можете рассмотреть возможность использования подкладочного углового сварного шва.
Нарезка торцевых канавок
Обычный метод подготовки канавки под сварку заключается в выдалбливании или шлифовке канавок в области поверхности канавки под сварку, чтобы заполнить канавки сварными швами, а затем заполнить все соединение сварными швами перед заполнением. канавки иногда являются предпочтительным методом.
При использовании этого метода риск растрескивания снижается, поскольку трещины отклоняются от своего первоначального пути. Пока зона напряжения и линия сплавления находятся на низком уровне, валики, находящиеся в контакте с отливкой, будут откладываться первыми.
Наши видео
См. Youtube
Наши приложения
. термодинамикаПроверьте наши «Mechstudies — приложение для обучения» в IOS и Android
Интенсивные и экстенсивные свойства
Что такое давление
Теорема Бернулли
Счетчик Вентури
Основы насосов
Шаровой клапан
Сифон
Справочные статьиМожно ли сваривать сталь с чугуном с помощью сварочного аппарата MIG? – TheKnowledgeBurrow.com
Джим Браун Вопросы и ответы
Содержание
- 1 Можно ли сваривать сталь с чугуном с помощью сварочного аппарата MIG?
- 2 Можно ли сваривать литую сталь с обычной сталью?
- 3 Можно ли сваривать чугун?
- 4 В чем разница между чугуном и стальным литьем?
- 5 Что лучше паять или сваривать чугун?
- 6 Как подготовить чугун к JB Weld?
- 7 Что труднее сваривать, чугун или сталь?
- 8 Можно ли сваривать чугунную проволоку проволокой MIG?
Можно ли сваривать сталь с чугуном с помощью сварочного аппарата MIG?
Сварка чугуна MIG Хотя чугун можно сваривать методом MIG и специальной порошковой электродной проволокой, полученный сварной шов не будет таким прочным, как при дуговой сварке MMA.
Можно ли сваривать литейную сталь с обычной сталью?
Да, чугун можно сваривать со сталью. Серый чугун и ковкий чугун будут вести себя по-разному.
Какая сварка лучше всего подходит для чугуна?
Ручная дуговая сварка металлическим электродом
Ручная дуговая сварка металлическим электродом (MMA) Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что правильная сварка используются штанги.
Можно ли сваривать чугун?
Чугуны не растягиваются и не деформируются при нагревании или напряжении — вместо этого они трескаются, что делает их чрезвычайно трудными для сварки. Эту характеристику можно улучшить, добавляя различные сплавы. Серый чугун является наиболее распространенной формой чугуна.
В чем разница между чугуном и стальным литьем?
Чугун обычно относится к серому чугуну, ковкому чугуну и ковкому чугуну. Это чугунное литье с содержанием углерода более 2%. Литая сталь обычно относится к обычной углеродистой стали и легированной стали. Это стальная отливка с содержанием углерода менее 2%.
В чем разница между чугуном и стальным литьем?
Чугун обычно относится к серому чугуну, ковкому чугуну и ковкому чугуну. Это чугунное литье с содержанием углерода более 2%. Литая сталь обычно относится к обычной углеродистой стали и легированной стали.
Что лучше паять или сваривать чугун?
Сварка пайкой имеет преимущества перед кислородной сваркой, поскольку плавится при более низкой температуре, чем чугун. Это позволяет снизить предварительный нагрев (320-400°C). Как и при других формах сварки, поверхность должна быть тщательно очищена, чтобы углерод не загрязнял нагар.
Как подготовить чугун к JB Weld?
Во-первых, купите эпоксидные замазки, такие как Quick Steel или JB Weld, в ближайшем хозяйственном магазине. Эти два типа эпоксидных смол будут служить клеем, прилипать к чугуну и надежно запечатывать трещину. Используя наждачную бумагу с зернистостью 80, отшлифуйте чугун, чтобы удалить краску и ржавчину, которые могут покрывать трещину.
Можно ли сваривать чугун с чугуном?
Литая сталь может быть сварена электродом со стальной проволокой. Чугун также можно сваривать электродами с чугунной проволокой. Но я бы сначала проверил искру. Чугун будет иметь тусклую оранжевую мерцающую искру, тогда как литая сталь будет похожа на обычную сталь с длинными искрами. Преобразование шпульного пистолета.
Что труднее сваривать, чугун или сталь?
Сварка чугуна со сталью — это процесс, который действительно не требует много времени, чтобы освоиться, даже если вы никогда раньше не занимались сваркой.