Закончилась сварочная проволока ПАНЧ-11 нечем сварить чугун в г Самара | Объявления
- 15 сентября 2022 г. в 06:55
- 1569
Поделиться
Пожаловаться
Закончилась сварочная проволока ПАНЧ-11 и нечем сварить или наплавить чугун? Это легко решаемая задача. Купить качественный ПАНЧ 11 от производителя по выгодной цене, с доставкой в кратчайшие сроки по всей территории России это не проблема. Обратитесь в компанию ПАРТАЛ. Мы продаем ПАНЧ 11 оптом, в розницу и микро-розницу от 1 метра. Онлайн магазин
Ремонтная сварка, наплавка чугуна на холодную, сварочной проволокой ПАНЧ-11
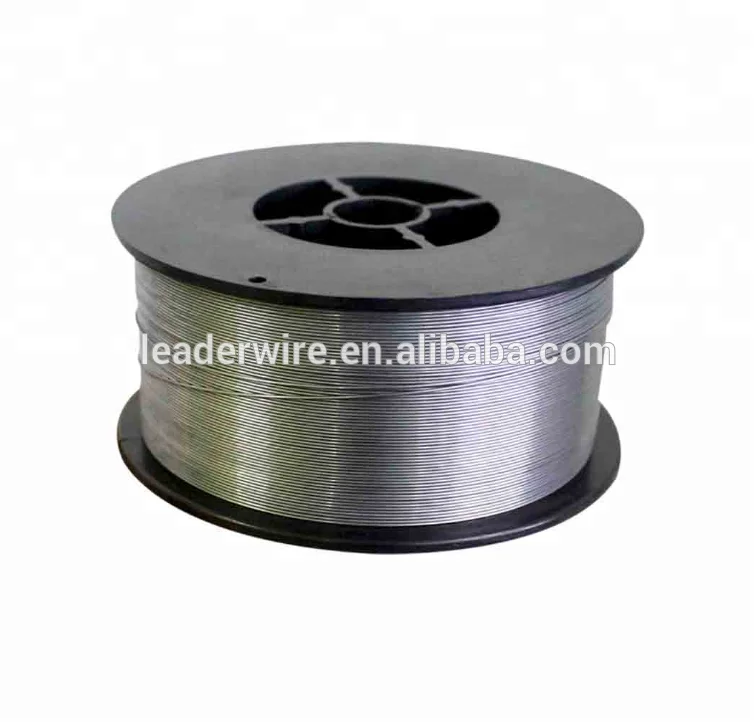
Основа этого метода состоит в исполнении механизированной сварки, наплавки ковкого чугуна сварочной проволокой ПАНЧ-11 диаметром 1,2 мм из сплава, в основе которого стоит никель, с примесями железа, кремния и углерода обладающей само защитными характеристиками.
Сплав ПАНЧ-11 разработан для холодной сварки, наплавки чугуна открытой дугой, без дополнительной защиты газом или флюсом.
Таким методом можно заваривать трещины, сколы, выбоины расположенные в любом доступном месте чугунной детали. Приваривать обломанные части, наплавлять небольшие пробоины, изношенные посадочные отверстия. Наплавленный металл идеально поддается обработке, отсутствует коробление, не создаются внутреннего напряжения.
Хорошо зарекомендовала себя сварочная проволока ПАНЧ 11 при сварке чугуна различных марок. Она качественно сваривает трудно свариваемый чугун, не отбеливает, не допускает при нагреве моментально переходить в жидкое состояние и противостоит трещинообразованию.
Для повышения надежности сварки проволокой панч11 можно вставить в разделенные кромки шва резьбовые шпильки.
 Также возможно использовать способ «отжигающих валиков». Накладывая второй и последующие валики, начальные сварочные швы повторно разогреваются, поэтому остывание происходит более щадящее равномерное. По этой причине основная часть цементита разрушается и образуется сплав, выделяющийся большим уровнем мягкости, и меньшим уровнем отбеливания. Несмотря на то, что структура разных зон сплавки неодинакова, она на много лучше, обычной сварки. Отличный результат показал объединенный способ отжигающих валиков и шпилек.
Также возможно использовать способ «отжигающих валиков». Накладывая второй и последующие валики, начальные сварочные швы повторно разогреваются, поэтому остывание происходит более щадящее равномерное. По этой причине основная часть цементита разрушается и образуется сплав, выделяющийся большим уровнем мягкости, и меньшим уровнем отбеливания. Несмотря на то, что структура разных зон сплавки неодинакова, она на много лучше, обычной сварки. Отличный результат показал объединенный способ отжигающих валиков и шпилек.Благодаря малому диаметру проволоки сварку можно вести на малом токе, деталь сильно не нагревается. Глубина проплавления основного металла составляет 1,5-2 мм. Сплавление электродной проволоки с основным металлом детали хорошее, подрезы шва не образуются. Металл шва обладает высокими механическими свойствами: предел прочности на разрыв до 55 кг/мм2, твердость повышается только на узком участке рядом со швом, прочность соединения на разрыв не ниже 95% прочности основного металла.

Как и при заварке трещины ручным электродуговым способом, поверхность вокруг нее должна быть зачищена до металлического блеска. При осмотре трещины очень важно точно определить ее размеры. На расстоянии 5-8 мм от видимого конца трещины в направлении ее развития просверливают отверстия диаметром 3-3,5 мм. Вдоль трещины делают неглубокую и узкую канавку (раза в два меньше, чем при разделке канавки под электродуговую сварку электродами ОЗЧ). Снижение объема наплавленного металла обеспечивает важное условие — возможно меньший разогрев основного металла при сварке.
Техника и режимы сварки. Сварка может выполняться в любом пространственном положении, однако предпочтение следует отдавать нижнему. Заварка трещины производится короткими участками длиной 20-60 мм.
 Чем меньше толщина свариваемого металла и чем напряженнее стенка в месте сварки, тем короче должен быть завариваемый участок трещины. После наложения шва на участок трещины сварку прекращают и дают охладиться металлу до температуры 50-60° С. Во время паузы шов проковывают легкими ударами молотка (носовой частью). Порядок наложения швов на трещину такой же, как при ручной электродуговой сварке чугуна.
Чем меньше толщина свариваемого металла и чем напряженнее стенка в месте сварки, тем короче должен быть завариваемый участок трещины. После наложения шва на участок трещины сварку прекращают и дают охладиться металлу до температуры 50-60° С. Во время паузы шов проковывают легкими ударами молотка (носовой частью). Порядок наложения швов на трещину такой же, как при ручной электродуговой сварке чугуна.Силу сварочного тока, напряжение, вылет электродной проволоки и скорость сварки выбирают в зависимости от толщины свариваемого металла. Чем толщина меньше, тем меньше величины всех других параметров сварки. С учетом того, что толщина большинства стенок автомобильных деталей находится в пределах 3-8 мм, полуавтоматическую сварку проволокой ПАНЧ-11 диаметром 1,2 мм осуществляют при силе сварочного тока 90-140 А, напряжении 16-19 В, вылете электродной проволоки 10-15 мм и скорости сварки 8-12 м/ч.
Несмотря на большие преимущества полуавтоматической сварки проволокой ПАНЧ-11, применение этого способа при восстановлении чугунных д.
 ..
..Открыть полный текст объявления →
Вложения:
Состояние:
Новое
Адрес:
г Самара
Показать карту ↓
Отправить запрос
Ещё 25 объявлений
Контакты
| Ф.И.О. | Куршин Андрей Иванович нет отзывов |
|---|---|
| Должность: | Директор |
| Компания: | ООО «ПАРТАЛ» ИНН: 6315607738 |
| Город: | г Самара |
| Телефон: | +7 (846) 246-65-02 Сообщите, что нашли информацию на сайте «Элек.ру» |
| Web: | https://partalstalina.ru/ |
| ICQ: | 339-176-648 |
| Skype: | baan2003 |
| Дата регистрации: | 11 июня 2004 г. Последний вход 3 дня назад |
Информация о компании
ПАРТАЛ, ООО
Наша компания ПАРТАЛ, является оператором на рынке прецизионных сплавов, высоколегированных, цветных и черных металлов.
Контакты и адреса · Прайс-лист · Объявления · Новости · Публикации · Видео
Все новости и публикации компании ПАРТАЛ, ООО в персональной ленте в личном кабинете на Elec.ru
Подписаться
Похожие объявления
ПРОДАМ: Информация сварочная проволока ПАНЧ-11 на нашем сайте. Купить сварочную проволоку
В ИЭС им. Е. 0. Патона разработан метод механизированной сварки самозащитной проволокой сплошного сечения из сплава на основе никеля марки ПАНЧ-11 диаметром 1,2 мм. С помощью которого успешно решается задача получения прочноплотных, стойких против около шовных трещин сварных соединений, особенно при сварке тонкостенных частей деталей из серого, ковкого и высокопрочного чугунов, а также создания комбинированных соединений упомянутых чугунов со сталью. Предлагаем купить ПАНЧ-11 от 1кг в компании ПАРТАЛ. Доставка в любую точу РФ.
Сварка и наплавка чугуна — чугун относится к группе плохо свариваемых металлов
ПАНЧ-11 — проволока для сварки чугуна
Чугун относится к группе плохо свариваемых металлов.

Куршин Андрей · ПАРТАЛ · 15 сентября · Россия · Самарская обл
ПРОДАМ: Если срочно нужна сварочная проволока ПАНЧ-11 и нечем сварить или наплавить чугун?
Закончилась сварочная проволока ПАНЧ-11 и нечем сварить или наплавить чугун? Это легко решаемая задача. Купить качественный ПАНЧ 11 от производителя по выгодной цене, с доставкой в кратчайшие сроки по всей территории России это не проблема. Обратитесь в компанию ПАРТАЛ. Мы продаем ПАНЧ 11 оптом, в розницу и микро-розницу от 1 метра. Онлайн магазин
В Советские годы, в начале 60 годов в институте электросварки имени Е. О. Патона (Борис Евгеньевич Патон — сын Евгения Оскаровича Патона — выдающийся украинский ученый в области сварки, металлургии и технологии металлов) был изобретен сплав ПАНЧ-11 на основе никеля, обладающий само защитными свойствами для сварки чугуна.

Куршин Андрей · ПАРТАЛ · 15 сентября · Россия · Самарская обл
ПРОДАМ: Никелевая сварочная проволока ПАНЧ-11 (сварка чугуна)
Сварочная проволока ПАНЧ-11 разработана для ремонтной сварки чугуна на холодную, на основе никеля. Обеспечивает пластичность, прочность шва, обладает высокими механическими свойствами, хорошо обрабатывается инструментом. Позволяет заваривать трещины, расположенные в любом месте чугунной детали без прогрева. Приваривать обломанные части, наплавлять сколы, пробоины, изношенные отверстия. Предлагаем купить ПАНЧ 11 от 1 кг в фирме ПАРТАЛ. Доставка в любую точу РФ.
Сварка, наплавка чугуна сварочной проволокой ПАНЧ 11. Сварка, наплавка чугуна без разогрева свариваемой детали (на холодную) возможна, если применить самозащитную сварочную проволоку сплошного сечения на никелевой основе ПАНЧ-11 согласно Ту 48-21-593-85. Сварка выполняется открытой дугой, без дополнительной защиты газом или флюсом. Возможность прохождение швов на тонкостенных ремонтируемых деталях из серого, ковкого и высокопрочного чугунов с низким тепловложением протяженными швами без длительных перерывов на охлаждение детали. Сварочная проволока ПАНЧ-11 Ø 1,2 мм позволяет производить сварку при щелевой разделке кромок. Это способствует снижению уровня сварочных напряжений и предотвращению околошовных трещин. Снижает массу наплавленного сплава и повышает продуктивность сварки по сравнению с электродами. Нанесение дополнительных герметизирующих покрытий на детали в зоне шва не требуется. Сплав шва характеризуется следующими показателями: предел прочности — до 450 МПа, удлинение — не менее 10%, твердость 170-190 HV. Прочность соединений в итоге определяют качеством чугуна.
Сварка, наплавка чугуна без разогрева свариваемой детали (на холодную) возможна, если применить самозащитную сварочную проволоку сплошного сечения на никелевой основе ПАНЧ-11 согласно Ту 48-21-593-85. Сварка выполняется открытой дугой, без дополнительной защиты газом или флюсом. Возможность прохождение швов на тонкостенных ремонтируемых деталях из серого, ковкого и высокопрочного чугунов с низким тепловложением протяженными швами без длительных перерывов на охлаждение детали. Сварочная проволока ПАНЧ-11 Ø 1,2 мм позволяет производить сварку при щелевой разделке кромок. Это способствует снижению уровня сварочных напряжений и предотвращению околошовных трещин. Снижает массу наплавленного сплава и повышает продуктивность сварки по сравнению с электродами. Нанесение дополнительных герметизирующих покрытий на детали в зоне шва не требуется. Сплав шва характеризуется следующими показателями: предел прочности — до 450 МПа, удлинение — не менее 10%, твердость 170-190 HV. Прочность соединений в итоге определяют качеством чугуна. При испытании сварных образцов на растяжение разрушение происходит по основному чугуну шов остается вне зоны разрыва. Механизированная сварка чугуна на холодную проволокой ПАНЧ-11 обширно используется для восстановления базовых деталей сельскохозяйственной техники в полевых условиях. Ремонтная сварка, наплавка автомобильных двигателей, чугунные задвижки в водопроводной сфере, корпуса редукторов и многое другое.
При испытании сварных образцов на растяжение разрушение происходит по основному чугуну шов остается вне зоны разрыва. Механизированная сварка чугуна на холодную проволокой ПАНЧ-11 обширно используется для восстановления базовых деталей сельскохозяйственной техники в полевых условиях. Ремонтная сварка, наплавка автомобильных двигателей, чугунные задвижки в водопроводной сфере, корпуса редукторов и многое другое.
Борисова Наталья · МЕТПАРТСПЛАВ · 15 сентября · Россия · Самарская обл
ПРОДАМ: Сварка чугуна — никелевая сварочная проволока ПАНЧ 11
В ИЭС им. Е. 0. Патона разработан метод механизированной сварки самозащитной проволокой сплошного сечения из сплава на основе никеля марки ПАНЧ-11 диаметром 1,2 мм. С помощью которого успешно решается задача получения прочноплотных, стойких против около шовных трещин сварных соединений, особенно при сварке тонкостенных частей деталей из серого, ковкого и высокопрочного чугунов, а также создания комбинированных соединений упомянутых чугунов со сталью. Предлагаем купить ПАНЧ-11 от 1кг в компании ПАРТАЛ. Доставка в любую точу РФ.
Сварка, наплавка чугуна сварочной проволокой ПАНЧ 11.
Сварка, наплавка чугуна без разогрева свариваемой детали (на холодную) возможна, если применить самозащитную сварочную проволоку сплошного сечения на никелевой основе ПАНЧ-11 согласно Ту 48-21-593-85. Сварка выполняется открытой дугой, без дополнительной защиты газом или флюсом. Возможность прохождение швов на тонкостенных ремонтируемых деталях из серого, ковкого и высокопрочного чугунов с низким тепловложением протяженными швами без длительных перерывов на охлаждение детали. Сварочная проволока ПАНЧ-11 Ø 1,2 мм позволяет производить сварку при щелевой разделке кромок. Это способствует снижению уровня сварочных напряжений и предотвращению околошовных трещин. Снижает массу наплавленного сплава и повышает продуктивность сварки по сравнению с электродами. Нанесение дополнительных герметизирующих покрытий на детали в зоне шва не требуется. Сплав шва характеризуется следующими показателями: предел прочности — до 450 МПа, удлинение – не менее 10%, твердость 170-190 HV.
Предлагаем купить ПАНЧ-11 от 1кг в компании ПАРТАЛ. Доставка в любую точу РФ.
Сварка, наплавка чугуна сварочной проволокой ПАНЧ 11.
Сварка, наплавка чугуна без разогрева свариваемой детали (на холодную) возможна, если применить самозащитную сварочную проволоку сплошного сечения на никелевой основе ПАНЧ-11 согласно Ту 48-21-593-85. Сварка выполняется открытой дугой, без дополнительной защиты газом или флюсом. Возможность прохождение швов на тонкостенных ремонтируемых деталях из серого, ковкого и высокопрочного чугунов с низким тепловложением протяженными швами без длительных перерывов на охлаждение детали. Сварочная проволока ПАНЧ-11 Ø 1,2 мм позволяет производить сварку при щелевой разделке кромок. Это способствует снижению уровня сварочных напряжений и предотвращению околошовных трещин. Снижает массу наплавленного сплава и повышает продуктивность сварки по сравнению с электродами. Нанесение дополнительных герметизирующих покрытий на детали в зоне шва не требуется. Сплав шва характеризуется следующими показателями: предел прочности — до 450 МПа, удлинение – не менее 10%, твердость 170-190 HV. Прочность соединений в итоге определяют качеством чугуна. При испытании сварных образцов на растяжение разрушение происходит по основному чугуну шов остается вне зоны разрыва. Механизированная сварка чугуна на холодную проволокой ПАНЧ-11 обширно используется для восстановления базовых деталей сельскохозяйственной техники в полевых условиях. Ремонтная сварка, наплавка автомобильных двигателей, чугунные задвижки в водопроводной…
Прочность соединений в итоге определяют качеством чугуна. При испытании сварных образцов на растяжение разрушение происходит по основному чугуну шов остается вне зоны разрыва. Механизированная сварка чугуна на холодную проволокой ПАНЧ-11 обширно используется для восстановления базовых деталей сельскохозяйственной техники в полевых условиях. Ремонтная сварка, наплавка автомобильных двигателей, чугунные задвижки в водопроводной…
Борисова Наталья · МЕТПАРТСПЛАВ · 15 сентября · Россия · Самарская обл
ПРОДАМ: Проволока Панч-11 для сварки чугуна на холодную, Ту 48-21-593-85
Самозащитная сварочная проволока ПАНЧ-11 для механизированной сварки чугуна сплошного сечения из сплава на основе никеля. Состав проволоки ПАНЧ 11 разработан для сварки без подогрева и обеспечивает получение пластичного аустенитного шва, который характеризуется высокими механическими свойствами, легок в обработке любым инструментом. Предлагаем купить ПАНЧ 11 от 1 кг в фирме ООО «ПАРТАЛ». Доставка в любую точу РФ.
Ремонтная сварка, наплавка чугуна на холодную, сварочной проволокой ПАНЧ-11
Основа этого метода состоит в исполнении механизированной сварки, наплавки ковкого чугуна сварочной проволокой ПАНЧ-11 диаметром 1,2 мм из сплава, в основе которого стоит никель, с примесями железа, кремния и углерода обладающей само защитными характеристиками.
Сплав ПАНЧ-11 разработан для холодной сварки, наплавки чугуна открытой дугой, без дополнительной защиты газом или флюсом. Так как в состав проволоки заложены редкие элементы, предотвращающие окисление сварочной ванны и помогают формировать качественный плотный шов. Дуга стабильна, процесс протекает практически «без брызг», что положительно влияет на качество шва ремонтируемой детали. Сварку чугуна, возможно производить со всех доступных пространственных положений.
Таким методом можно заваривать трещины, сколы, выбоины расположенные в любом доступном месте чугунной детали. Приваривать обломанные части, наплавлять небольшие пробоины, изношенные посадочные отверстия.
Доставка в любую точу РФ.
Ремонтная сварка, наплавка чугуна на холодную, сварочной проволокой ПАНЧ-11
Основа этого метода состоит в исполнении механизированной сварки, наплавки ковкого чугуна сварочной проволокой ПАНЧ-11 диаметром 1,2 мм из сплава, в основе которого стоит никель, с примесями железа, кремния и углерода обладающей само защитными характеристиками.
Сплав ПАНЧ-11 разработан для холодной сварки, наплавки чугуна открытой дугой, без дополнительной защиты газом или флюсом. Так как в состав проволоки заложены редкие элементы, предотвращающие окисление сварочной ванны и помогают формировать качественный плотный шов. Дуга стабильна, процесс протекает практически «без брызг», что положительно влияет на качество шва ремонтируемой детали. Сварку чугуна, возможно производить со всех доступных пространственных положений.
Таким методом можно заваривать трещины, сколы, выбоины расположенные в любом доступном месте чугунной детали. Приваривать обломанные части, наплавлять небольшие пробоины, изношенные посадочные отверстия. Наплавленный металл идеально поддается обработке, отсутствует коробление, не создаются внутреннего напряжения.
Наплавленный металл идеально поддается обработке, отсутствует коробление, не создаются внутреннего напряжения.
Куршин Андрей · ПАРТАЛ · 15 сентября · Россия · Самарская обл
ПРОДАМ: Продаем ПАНЧ-11 Ø 1, 2 мм метрами
Цена указана за 1 м сварочной проволоки ПАНЧ-11
Минимальная отгрузка проволоки сварочной ПАНЧ 11 диаметром 1,2 мм — 1 метр
Доставка транспортными компаниями в любую точку РФ, Казахстан, Беларусь
Транспортная компания на выбор заказчика
Для малых объемов предпочтение отдаем компании СДЭК экспресс-доставка
Хорошо зарекомендовала себя сварочная проволока ПАНЧ 11 при сварке чугуна различных марок. Она качественно сваривает трудно свариваемый чугун, не отбеливает, не допускает при нагреве моментально переходить в жидкое состояние и противостоит трещинообразованию.
Для повышения надежности сварки проволокой панч11 можно вставить в разделенные кромки шва резьбовые шпильки. Также возможно использовать способ «отжигающих валиков». Накладывая второй и последующие валики, начальные сварочные швы повторно разогреваются, поэтому остывание происходит более щадящее равномерное. По этой причине основная часть цементита разрушается и образуется сплав, выделяющийся большим уровнем мягкости, и меньшим уровнем отбеливания. Несмотря на то, что структура разных зон сплавки неодинакова, она на много лучше, обычной сварки. Отличный результат показал объединенный способ отжигающих валиков и шпилек.
По этой причине основная часть цементита разрушается и образуется сплав, выделяющийся большим уровнем мягкости, и меньшим уровнем отбеливания. Несмотря на то, что структура разных зон сплавки неодинакова, она на много лучше, обычной сварки. Отличный результат показал объединенный способ отжигающих валиков и шпилек.
Куршин Андрей · ПАРТАЛ · 15 сентября · Россия · Самарская обл
ПРОДАМ: Сварочная проволока ПАНЧ 11 в розницу Онлайн заказ
Продажа в розницу сварочной проволоки ПАНЧ-11 от 1 до 5 кг Онлайн — магазин
ПАНЧ-11 сварит чугун на холодную, в полевых условиях.
Доставим транспортными компаниями в любую точку России, Казахстан, Беларусь
Транспортная компания на выбор заказчика
Для малых объемов предпочтение отдаем компании СДЭК экспресс-доставка
Ремонтная сварка, наплавка чугуна на холодную, сварочной проволокой ПАНЧ-11
Основа этого метода состоит в исполнении механизированной сварки, наплавки ковкого чугуна сварочной проволокой ПАНЧ-11 диаметром 1,2 мм из сплава, в основе которого стоит никель, с примесями железа, кремния и углерода обладающей само защитными характеристиками. Сплав ПАНЧ-11 разработан для холодной сварки, наплавки чугуна открытой дугой, без дополнительной защиты газом или флюсом. Так как в состав проволоки заложены редкие элементы, предотвращающие окисление сварочной ванны и помогают формировать качественный плотный шов. Дуга стабильна, процесс протекает практически «без брызг», что положительно влияет на качество шва ремонтируемой детали. Сварку чугуна, возможно производить со всех доступных пространственных положений.
Таким методом можно заваривать трещины, сколы, выбоины расположенные в любом доступном месте чугунной детали. Приваривать обломанные части, наплавлять небольшие пробоины, изношенные посадочные отверстия. Наплавленный металл идеально поддается обработке, отсутствует коробление, не создаются внутреннего напряжения.
Сплав ПАНЧ-11 разработан для холодной сварки, наплавки чугуна открытой дугой, без дополнительной защиты газом или флюсом. Так как в состав проволоки заложены редкие элементы, предотвращающие окисление сварочной ванны и помогают формировать качественный плотный шов. Дуга стабильна, процесс протекает практически «без брызг», что положительно влияет на качество шва ремонтируемой детали. Сварку чугуна, возможно производить со всех доступных пространственных положений.
Таким методом можно заваривать трещины, сколы, выбоины расположенные в любом доступном месте чугунной детали. Приваривать обломанные части, наплавлять небольшие пробоины, изношенные посадочные отверстия. Наплавленный металл идеально поддается обработке, отсутствует коробление, не создаются внутреннего напряжения.
Куршин Андрей · ПАРТАЛ · 15 сентября · Россия · Самарская обл
Применение сварочной проволоки для сварки чугуна полуавтоматом
Чугун относится к очень крепким металлам, но в то же время он обладает более высокой хрупкостью, чем остальные. Особенно это заметно во время повышения температуры, когда меняется структура металла. Благодаря этому возникают большие проблемы со свариванием, так как нужно очень четко придерживаться режимов и должна быть правильно подобрана проволока для сварки чугуна. Это касается не только точного соотношения состава, так как повышение углерода в металле шва сделает его еще более хрупким и это будет наиболее уязвимое место на всей конструкции.
Особенно это заметно во время повышения температуры, когда меняется структура металла. Благодаря этому возникают большие проблемы со свариванием, так как нужно очень четко придерживаться режимов и должна быть правильно подобрана проволока для сварки чугуна. Это касается не только точного соотношения состава, так как повышение углерода в металле шва сделает его еще более хрупким и это будет наиболее уязвимое место на всей конструкции.
Проволока для сварки чугуна
Несмотря на сложность процедуры, специалисты все же проводят сваривание данного металла и для этого есть ряд расходных материалов, специально созданных для работы в подобных условиях. Проволока для сварки чугуна полуавтоматом, как правило, содержит до 1% углерода, тогда как сам метал более 2,5%. Благодаря этому, во время нагревания расходный материал ведет себя нормальное и минимизирует уровень образования внутренних трещин и прочих дефектов. Исходя из большой ответственности подбора, качество продукции должно быть на высоком уровне, чтобы обеспечить требуемый результат. Проволока для сварки чугуна полуавтоматом должна соответствовать ГОСТ 26271-84. Поставка такой продукции зачастую осуществляется в бухтах.
Проволока для сварки чугуна полуавтоматом должна соответствовать ГОСТ 26271-84. Поставка такой продукции зачастую осуществляется в бухтах.
Преимущества
- Практически отсутствует длительная подготовительная работа, как это случается с другими проблемными металлами;
- Процесс производительности сварки становится более эффективным, при использовании правильных расходных материалов;
- После восстановления несущая способность сваренных деталей становится выше, если сварочный процесс проходил достаточно качественно;
- Подходит как для ручной газовой сварки, так и для полуавтоматической аргонодуговой сварки;
- Проволока расширяет возможности для ремонта чугунных изделий;
- Состав сбалансирован для температурной обработки чугуна;
- Если сравнивать со сваркой электродами, то материала здесь расходуется на четверть меньше.
Недостатки
- Необходимо четкое следование режимам, так как при отклонения качество соединения резко падает и проявляются все негативные моменты, связанные с неподатливостью к свариванию чугуна;
- Проволока требует дополнительной защиты инертными газами, так как не имеет защитного покрытия, что делает себестоимость ремонта более высокой;
- Нужно следить за температурой прогрева и последовательностью данного процесса, так как из-за неравномерной температурной обработки появляются трещины, как внутренние, так и внешние, что может испортить заготовку.


Разновидности
- Стальная проволока, которая дает относительно низкое качество соединения и не рекомендуется к использованию, если есть какая-либо другая альтернатива.
Стальная проволока
- Медная проволока применяется для исправления дефектов, которые возникли во время литья и не предназначена для соединения разрывов и трещин.
Медная проволока
- Применение сварочной проволоки из сплава железа, меди и никеля применяется для стандартного сваривания, так как данное соотношение позволяет обеспечить надежное соединение.
Проволока из сплава железа и никеля
- Также может применяться никелевая или железно-никелевая проволока, в которой содержание данного металла составляет, примерно 90%.
Железно-никелевая проволока
- Медно-железная порошковая проволока, которая отлично подходит для работы с полуавтоматом.
Медно-железная порошковая проволока
Физико-химические свойства
Сварочная проволока для чугуна позволяет снизить теплопроводность в месте сваривания, что помогает избежать некоторых проблем из-за перепада температур. Снижение тепловложений благодаря воздействию проволоки не вызывает больших структурных превращений в металле. Предел прочности готового соединения может достигать до 500 Н/мм квадратный, если соблюдать все правила проведения. Твердость при этом составляет до 180 НВ, а коэффициент удлинения возрастает до 25%. Предел текучести материала – 300 Н/мм в квадрате.
Снижение тепловложений благодаря воздействию проволоки не вызывает больших структурных превращений в металле. Предел прочности готового соединения может достигать до 500 Н/мм квадратный, если соблюдать все правила проведения. Твердость при этом составляет до 180 НВ, а коэффициент удлинения возрастает до 25%. Предел текучести материала – 300 Н/мм в квадрате.
Сварочная проволока для чугуна
Химические свойства зависят от того, из какого сплава сделан материал, но многое здесь определяется вкраплениями углерода, так как слишком большое его количество приведет к ухудшению качества и снижению прочности.
Технические характеристики популярных марок
| Марка | Характеристики |
| ПАНЧ-11 | Никель – основа; Медь -2,7%; Марганец – 5,7%; Железо – 2%; Кремний – 0,3%; Углерод – 0,3%. |
| 06Х15Н60М15 | Температура плавления 1453 градуса Цельсия Температура кипения 2140 градусов Цельсия |
OK Tubrodur 15. 66 66 | Предел прочности материала до 500 Мпа относительное удлинение 12% Механическая обработка – без ограничений. |
СВ08Г2С | Предел прочности – 500 Н/мм Твердость – 180 НВ Предел текучести – 300 Н/мм Относительное удлинение – 25% |
Особенности выбора
Диаметр сварочной проволоки и толщина металла всегда являются тесно взаимосвязанными параметрами, поэтому, при тонких заготовках следует выбирать проволоку толщиною 1-2 мм, которая будет легко плавится и не вызовет переплавленное основного металла. Основным параметром выбора является материал. Не все виды расходного материала предназначены для сваривания, так как некоторые служат исключительно для наплавки, хотя есть и универсальные разновидности. В составе не должно присутствовать много углерода, а также желательно наличие элементов, которые снизят теплопроводность металла на данном участке.
Особенности сварки чугуна проволокой
Чугун очень чувствителен к перепадам температуры и благодаря этому перед свариванием его нужно подогревать. Подогрев должен производиться постепенно, после чего можно начинать процесс соединения. Когда шов будет закончен, то его также следует подогревать, постепенно охлаждая до нужной температуры. При толщине заготовки от 5 мм требуется разделывать кромки, чтобы проварить деталь на всю глубину. Как правило, ведется ремонт толстых деталей, что делает разделку кромок обязательной.
Подогрев должен производиться постепенно, после чего можно начинать процесс соединения. Когда шов будет закончен, то его также следует подогревать, постепенно охлаждая до нужной температуры. При толщине заготовки от 5 мм требуется разделывать кромки, чтобы проварить деталь на всю глубину. Как правило, ведется ремонт толстых деталей, что делает разделку кромок обязательной.
Популярные фирмы и марки
- ПАНЧ-11;
- СВ08Г2С;
- OK Tubrodur 15. 66;
- 06Х15Н60М15;
- Nicore 55;
- UTP85FN.
Проволока для сварки чугуна цена в Екатеринбурге
Каталог Сортировка
Сортировать по:
Цене
А-Я
Я-А
Выводить по:
12
25
50
Сортировать по:
Цене
А-Я
Я-А
Выводить по:
12
25
50
Проволока для сварки чугуна
Проволока 2 мм ПАНЧ-11 ТУ 48-21-593-85
66 руб/кг
Проволока для сварки чугуна
Проволока 2 мм ПАНЧ-11 ГОСТ 2179-75
66 руб/кг
Проволока для сварки чугуна
Проволока 1,8 мм ПАНЧ-11 ТУ 48-21-593-85
66 руб/кг
Проволока для сварки чугуна
Проволока 1,8 мм ПАНЧ-11 ГОСТ 2179-75
66 руб/кг
Проволока для сварки чугуна
Проволока 1,6 мм ПАНЧ-11 ТУ 48-21-593-85
66 руб/кг
Проволока для сварки чугуна
Проволока 1,6 мм ПАНЧ-11 ГОСТ 2179-75
66 руб/кг
Проволока для сварки чугуна
Проволока 1,2 мм ПАНЧ-11 ТУ 48-21-593-85
66 руб/кг
Проволока для сварки чугуна
Проволока 1,2 мм ПАНЧ-11 ГОСТ 2179-75
66 руб/кг
Проволока для сварки чугуна
Проволока 1 мм ПАНЧ-11 ТУ 48-21-593-85
66 руб/кг
Проволока для сварки чугуна
Проволока 1 мм ПАНЧ-11 ГОСТ 2179-75
66 руб/кг
Проволока для сварки чугуна
Проволока 1. 2 мм ПАНЧ-11
2 мм ПАНЧ-11
66 руб/кг
Поставка металлопроката
по всей России от компании
Стальная федерация
Чугун представляет собой сплав, отличающийся высокой прочностью и легко поддающийся обработке ковкой. При сваривании изделий из него требуется правильный подбор такого материала, как проволока для сварки чугуна. Это очень важно, так как, например, нарушение соотношений составов приводит к повышению углерода в сварочном шве, что делает его более хрупким и ненадежным.
Технические особенности
Сваривание металлоизделий из этого сплава выполняется с использованием разнообразных расходных материалов. Сварочная проволока для чугуна выделяется содержанием до 1% углерода, тогда как в самом сплаве его более 2,14%. Это позволяет при нагреве снизить до минимума формирование внутренних трещин и других дефектов. Полное соответствие ГОСТ 26271-84 и другим нормативным документам позволяет получить металлопродукцию, обладающую всеми необходимыми эксплуатационными характеристиками. Поставка изделий осуществляется в бухтах.
Поставка изделий осуществляется в бухтах.
Свойства и разновидности
Физико-химические особенности такой продукции, как присадочная проволока, позволяют уменьшить теплопроводность в местах сваривания. По химическому составу металлоизделие подразделяется на следующие виды:
-
стальное, которое отличается доступной стоимостью;
-
медное, сварка с помощью которого позволяет исправить дефекты, возникшие в процессе чугунного литья;
-
железно-никелевое, изготовленное из сплава железа и никеля – предназначено для типовой технологии сваривания, обеспечивает отличную надежность соединения;
-
медно-железное порошковое, которое используется при выполнении полуавтоматической сварки.
К наиболее популярным маркам материалов относятся ПАНЧ-11, СВ08Г2С, 06Х15Н60М15 и другие. Диаметр проволоки и толщина свариваемого чугуна являются взаимосвязанными параметрами, поэтому, например, для сварки тонких заготовок обычно выбирается изделие с размером сечения 1-2 мм, которое будет легко плавиться.
Преимущества и применение
Основными достоинствами рассматриваемой металлопродукции являются:
-
снижение расхода материалов по сравнению со сваркой электродами;
-
расширение возможностей восстановления изделий из чугуна;
-
повышение эффективности и производительности сваривания при использовании соответствующих расходных материалов;
-
увеличение несущей способности свариваемых деталей при качественном проведении сварки;
-
высокое качество и надежность получаемого соединения;
-
отсутствие потребности в длительной подготовке чугунной поверхности;
-
возможность использования для ручной газовой и полуавтоматической аргонодуговой сварки;
Данные металлоизделия широко применяются в различных отраслях промышленности. Например, они очень востребованы в машиностроении, химической индустрии и станкостроении.
Если вам требуется купить высококачественную металлопродукцию по низкой стоимости, обращайтесь в нашу компанию. Цена на товар не содержит в себе посредническую надбавку и выгодно отличается от аналогичных предложений других фирм. Изделия соответствуют всем основным ГОСТам, что подтверждается сертификатами.
Для оптовых и постоянных покупателей действуют приятные бонусы и значительные скидки. Мы быстро доставим товар в любой регион Российской Федерации, а также в страны ближнего зарубежья.
Чтобы сделать заказ и получить дополнительную информацию о продукции, свяжитесь с нашими специалистами по указанному на сайте номеру телефона и адресу электронной почты. Также вы можете заполнить онлайн-заявку на обратную связь.
Проволока для сварки чугуна цена
| Продукция: | Ед. измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Проволока 1 мм ПАНЧ-11 ТУ 48-21-593-85 | кг | 78 ₽ 7878 ₽ | В наличии | ||
Проволока 2 мм ПАНЧ-11 ТУ 48-21-593-85 | кг | 78 ₽ 7878 ₽ | В наличии | ||
Проволока 1,2 мм ПАНЧ-11 ТУ 48-21-593-85 | кг | 78 ₽ 7878 ₽ | В наличии | ||
Проволока 1,6 мм ПАНЧ-11 ТУ 48-21-593-85 | кг | 78 ₽ 7878 ₽ | В наличии | ||
Проволока 1,8 мм ПАНЧ-11 ТУ 48-21-593-85 | кг | 78 ₽ 7878 ₽ | В наличии |
Сварка-это деятельность, которая неразрешимо соединяет различные материалы. В принципе, плавильная сварка, при которой металлические или пластиковые детали соединяются друг с другом. Путем плавки и последующего слияния образовавшихся плавильных масс, отличается от пресс — сварки, при которой соединение происходит путем столкновения нагреваемых поверхностей под высоким давлением.
В принципе, плавильная сварка, при которой металлические или пластиковые детали соединяются друг с другом. Путем плавки и последующего слияния образовавшихся плавильных масс, отличается от пресс — сварки, при которой соединение происходит путем столкновения нагреваемых поверхностей под высоким давлением.
Сварка со сварочной проволокой:
При соединении металла многие рабочие делают ставку на сварку электродов, поскольку эта технология сравнительно безопасна и проста в обращении. Однако у передового метода есть и некоторые недостатки. Их можно в значительной степени избежать, используя высококачественную сварочную проволоку. При этом сварочная проволока, как электрод, выполняет функцию прочного соединения заготовок друг с другом. Выбор сварочной проволоки для чугуна, правильной для соответствующих задач, является решающим фактором прочности и качества соединения материалов.
Использование высококачественных сварочных проводов для чугуна
Сварочная проволока для чугуна является правильным выбором всякий раз, когда вы работаете с чугуном. В этих методах используется защитный газ, который вытесняет кислород вокруг зоны сварки. Сварка MIG/Mags может использоваться практически для всех распространенных конструкционных материалов. Сварочная проволока непрерывно плавится при соединении сварочного шва – в отличии, например, от процесса Tig (вольфрамовый инертный газ) с неплавящимся электродом. Он намотан на катушку и, таким образом, может подаваться автоматически при сварке. Это устраняет постоянную замену электродов, и вы можете более эффективно создавать даже очень длинные сварные швы. Поскольку таким образом качество работы повышается без дополнительных усилий, не только промышленные ремесленные предприятия ценят эти процедуры.
В этих методах используется защитный газ, который вытесняет кислород вокруг зоны сварки. Сварка MIG/Mags может использоваться практически для всех распространенных конструкционных материалов. Сварочная проволока непрерывно плавится при соединении сварочного шва – в отличии, например, от процесса Tig (вольфрамовый инертный газ) с неплавящимся электродом. Он намотан на катушку и, таким образом, может подаваться автоматически при сварке. Это устраняет постоянную замену электродов, и вы можете более эффективно создавать даже очень длинные сварные швы. Поскольку таким образом качество работы повышается без дополнительных усилий, не только промышленные ремесленные предприятия ценят эти процедуры.
Правильный провод для каждого сварочного проекта
Как пользователь, у вас есть выбор между различными исполнениями сварочной проволоки. Чтобы обеспечить идеальное сварочное соединение, вы должны точно настроить материал и диаметр сварочной проволоки, а также защитный газ для использования в соответствии с обрабатываемым материалом. Поэтому у нас в вашем распоряжении широкий выбор различных сварочных проводов. Сварочные провода обычно предлагаются в диаметре от 0,8 до 1,6 мм и в виде твердой проволоки или в виде наполнительной проволоки.
Поэтому у нас в вашем распоряжении широкий выбор различных сварочных проводов. Сварочные провода обычно предлагаются в диаметре от 0,8 до 1,6 мм и в виде твердой проволоки или в виде наполнительной проволоки.
Диаметр проволоки должен быть ориентирован на толщину материала, а также на ширину зазора для соединения. „Твердой проволокой“ называется однородный электрод, который непрерывно плавится при сварке под защитным газом. По сравнению с этой простой конструкцией заполняющая проволока построена значительно более изысканно.
Это исполнение имеет трубчатое сечение и заполнено защитным газом внутри. Поэтому дополнительная подача защитного газа, как правило, не нужна. Обработка порошковой проволокой производится специальными сварочными аппаратами, которые работают с более высокими температурами (или напряжений) и, следовательно, для толстых заготовок, особенно подходит.
Большое разнообразие
Поскольку различные материалы имеют разные свойства, вам всегда нужна сварочная проволока, оптимально подходящая для соответствующего материала.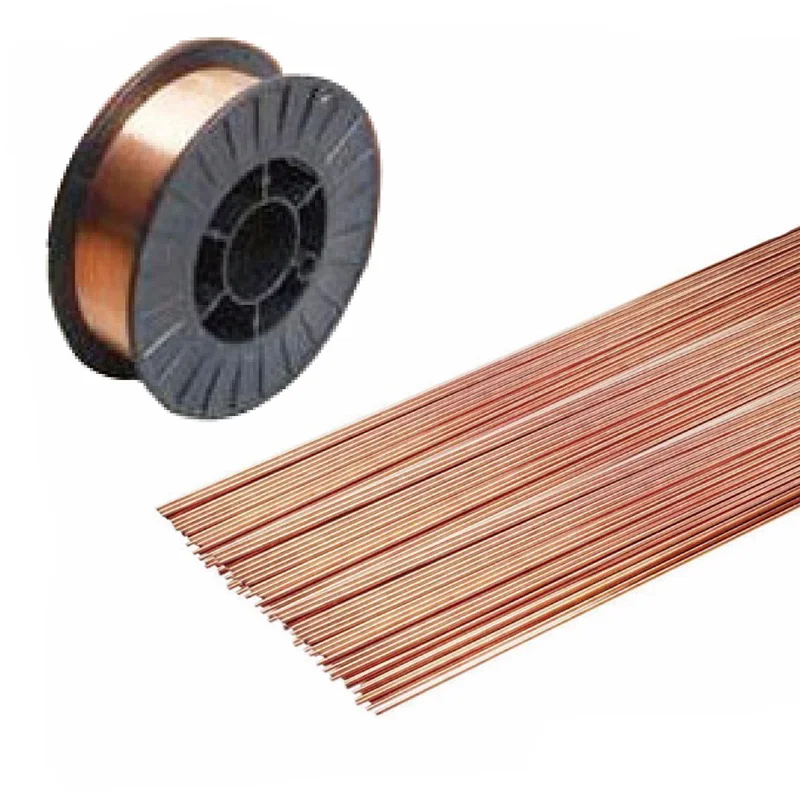 При этом состав сварочных проводов регулируется строгими требованиями ГОСТ. На наших страницах категорий о массивных и заполняющих проводах вы найдете много дополнительной информации, которая поможет вам выбрать.
При этом состав сварочных проводов регулируется строгими требованиями ГОСТ. На наших страницах категорий о массивных и заполняющих проводах вы найдете много дополнительной информации, которая поможет вам выбрать.
Мы представляем изделия различных проверенных производителей, которые отличаются друг от друга, прежде всего, своими соответствующими добавками. Таким образом, для каждого сварочного проекта вы найдете сварочную проволоку, которая точно соответствует соответствующей области применения и, таким образом, надежно обеспечивает удовлетворительный результат сварки.
Проволоку для сварки чугуна купить можно всегда у нас в компании. Доставка производится по всей России и стран СНГ. Проволока для сварки гост имеется в наличии. Сейчас у нас действуют весомые скидки на товар. Ждем Ваших заявок на сайте.
ПАНЧ-11 проволока сварочная, сварка чугуна 0,8 мм
Механизированная сварка чугуна проволокой сварочной ПАНЧ-11 сплошного сечения из легированного сплава на основе никеля. Никелевой проволокой ПАНЧ-11 можно заваривать трещины, расположенные в любом месте чугунной детали, приваривать обломанные части, наплавлять небольшие пробоины, изношенные отверстия и пр. Наплавленный металл хорошо обрабатывается режущим инструментом, отсутствует коробление детали, не создаются сколько-нибудь значимые внутренние напряжения. Предлагаем купить ПАНЧ-11 от 1кг в компании ПАРТАЛ. Доставка в любую точу РФ. Тел.+7 (846) 246-65-02; 958-88-48
Никелевой проволокой ПАНЧ-11 можно заваривать трещины, расположенные в любом месте чугунной детали, приваривать обломанные части, наплавлять небольшие пробоины, изношенные отверстия и пр. Наплавленный металл хорошо обрабатывается режущим инструментом, отсутствует коробление детали, не создаются сколько-нибудь значимые внутренние напряжения. Предлагаем купить ПАНЧ-11 от 1кг в компании ПАРТАЛ. Доставка в любую точу РФ. Тел.+7 (846) 246-65-02; 958-88-48
http://partalstalina.ru
Сварка и наплавка чугуна — чугун относится к группе плохо свариваемых металлов
ПАНЧ-11 – проволока для сварки чугуна
Чугун относится к группе плохо свариваемых металлов. Сварка и наплавка чугуна производится только в целях ремонта, устранения трещин и дефектов отливок. От других сплавов на основе железа чугун отличает очень высоким содержанием углерода. Углерод в нем присутствует в таких количествах, что не растворяется полностью, а образует графитовые или цементитовые включения в кристаллической структуре. Кроме углерода в сплаве содержатся и другие примеси – сера, фосфор, марганец, кремний.
Кроме углерода в сплаве содержатся и другие примеси – сера, фосфор, марганец, кремний.
Чугун характеризуется высокой твердостью и хрупкостью. Хрупкость – это свойство материала разрушаться без заметных остаточных деформаций. При сильном механическом напряжении изделие просто лопается, практически не изменяя свою форму.
Факторы, затрудняющие сварку чугуна
Сварка чугуна осложняется несколькими факторами.
• При высокой температуре кремний, входящий в состав сплава, образует тугоплавкие окислы, которые создают каверны в сварочном валике;
• Выгорание кремния приводит к отбеливанию чугуна с образованием зон, сильно отличающихся по своим механическим качествам от остального материала. Это вызывает образование трещин в околошовном пространстве.
• Углерод вступает в реакцию с кислородом с образование угарного газа, который создает поры в сварочном шве;
• При нагреве и остывании зоны сварки в чугуне образуются сильное термическое напряжение, которое приводит к образованию трещин и отслаиванию сварочного шва.
• Жидкий сплав обладает высокой текучестью, что затрудняет контроль сварочной ванны и сварку в разных пространственных положениях шва.
Зная, что такое чугун, и изучив его поведение в разных условиях, можно разработать эффективные методы сварки.
Приемы, применяемые при сваривании чугуна
Хрупкость чугуна, из-за которой в околошовной зоне появляются трещины, преодолевается предварительным нагревом. Перед тем как сварить чугун, его нагревают до высокой температуры – от 300 до 600оС, а после обработки не дают остывать слишком быстро. Это позволяет избежать сильных термических напряжений.
Применяют и другие приемы:
• тщательная зачистка металла в зоне шва;
• выравнивание и раскрытие краев трещин;
• засверловка концов трещин, устраняющая концентрацию напряжений;
• установка по краям шва анкерных штифтов из низкоуглеродистой стали;
• сварка в среде защитных газов.
Поиски, как и чем сваривать чугун, – постоянная тема прикладной науки. Используются методы сварки покрытыми штучными электродами, которые изготавливаются из сплавов меди, никеля и других металлов, неплавкие электроды, пламя газовой горелки и присадочная проволока. Выбор конкретного способа определяется целями сварки, условиями работы и уровнем требований к качеству шва.
Сварочная проволока ПАНЧ 11
В Институте электросварки имени Патона в середине прошлого столетия была разработана присадочная проволока под названием ПАНЧ-11. Эта проволока предназначена для полуавтоматической дуговой сварки. Сварка чугуна сварочной проволокой ПАНЧ-11 решает множество проблем, связанных с ремонтом чугунных изделий.
Что такое ПАНЧ-11? Это проволока толщиной 1,2 мм, изготовленная на основе никеля с добавками марганца, меди. В ее состав входят флюсы, делающие ненужным использование защитных газов. При ее применении не требуется предварительный прогрев изделия. Сварочный шов, полученный с помощью этой проволоки, по своим механическим качествам мало отличаются от основного материала. При сваривании, наблюдается некоторое повышение твердости металла возле шва. Под нагрузкой на растяжение, разрушение образца, как правило, происходит по телу изделия, а не по сварке.
Сварочный шов, получаемый при использовании этой проволоки, можно обрабатывать резанием, как и чугун. Электрическая дуга демонстрирует стабильность, сварочная ванна легко контролируется, разбрызгивание минимально. Сварочная проволока ПАНЧ-11 позволяет сваривать чугун при любых положениях шва, хотя нижнее положение по-прежнему остается предпочтительным.
Где купить ПАНЧ 11
Купить ПАНЧ-11 в Самаре можно в компании ПАРТАЛ, специализирующейся на производстве и поставке прецизионных сплавов и изделий из них. Сварочная проволока ПАНЧ-11 – один из видов нашей продукции. Мы поставляем сварочную проволоку для чугуна предприятиям, организациям и частным лицам, которые нуждаются в обеспечении качественной сварки изделий этого сплава.
У нас может быть заказана доставка проволоки ПАНЧ-11 в любую точку РФ, Казахстана, Белоруссии. Мы обеспечиваем отправку товаров транспортными компаниями или по железной дороге.
Мы всегда выполняем взятые на себя обязательства и выдерживаем заявленные сроки поставок. Понимая, что от качества нашей проволоки зависит качество технологических процессов и конечной продукции наших партнеров, мы тщательно следим за соответствием нашего товара всем параметрам, предусмотренным ГОСТом.
Понимая, что от качества нашей проволоки зависит качество технологических процессов и конечной продукции наших партнеров, мы тщательно следим за соответствием нашего товара всем параметрам, предусмотренным ГОСТом.
Сварка чугуна ПАНЧ-11 сварочная проволока, наплавка чугун.
Самара
| Компании: | 30 385 |
| Товары и услуги: | 9 945 |
| Статьи и публикации: | 748 |
| Тендеры и вакансии: | 122 |
Вход в личный кабинет
А ваша компания есть в справочнике?
- Компании
- Товары и услуги
- Тендеры
- Вакансии
- Статьи и публикации
3 200 р.
Купить
В наличии проволока сварочная ПАНЧ-11, Ту 48-21-593-85. Применение: Холодная сварка чугуна. Наплавка, заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов.
Применение: Холодная сварка чугуна. Наплавка, заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов.
В наличии проволока сварочная ПАНЧ-11, Ту 48-21-593-85. Ту 1842-118-00195430-2002. Применение: Холодная сварка чугуна. Наплавка, заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов. В ассортименте нихром проволока, лента марка Х20Н80, Х15Н60, фехраль, ХН78Т, хн70ю, сталь инструментальная, нержавейка, жаропрочные сплавы хн78т, проволока сварочная, электроды.
посмотреть все (24)
Другие товары и услуги компании:
Для механизированной сварки чугуна проволока ПАНЧ
Самозащитная сварочная проволока ПАНЧ-11 сплошного сечения из сплава на основе никеля, применяется для механизированной сварки высокопрочного и ковкого чугунов на холодную.
ПАНЧ-11 стал доступен и в розницу
Продаем сварочную проволоку ПАНЧ-11 в розницу от 1 до 5 кг Онлайн заказ ПАНЧ 11 сварит чугун без разогрева ремонтируемой детали, даже в походных условиях Доставка транспортными компаниями по РФ
Сварочная проволока ПАНЧ-11 диаметр 1,2 мм Форма выпуска – бухта
Всегда в наличии проволока сварочная ПАНЧ-11, Ту 48-21-593-85. Применение: Холодная сварка чугуна, наплавка и заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов. Нихром.
Применение: Холодная сварка чугуна, наплавка и заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов. Нихром.
5 170 р.
ПАНЧ-11 сварочная проволока, сварка чугуна, наплавка.
В наличии проволока сварочная ПАНЧ-11, Ту 48-21-593-85. Применение: Холодная сварка чугуна. Наплавка, заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов.
2 760 р.
Сварочная проволока ПАНЧ-11 диаметр 0,8 мм Форма выпуска – катушка
Всегда в наличии проволока сварочная ПАНЧ-11, Применение: Холодная сварка чугуна, наплавка и заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов.
3 200 р.
Панч-11, Панч11, Панч 11, Панч-11, Панч11, Панч 11, Панч 11, Панч11, Панч
Всегда в наличии проволока сварочная ПАНЧ-11, Ту 48-21-593-85. Применение: Холодная сварка чугуна, наплавка и заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов. Нихром.
Применение: Холодная сварка чугуна, наплавка и заварка дефектов литья в деталях из серого высокопрочного и ковкого чугунов. Нихром.
3 700 р.
Товары и услуги других компаний:
Сварочная проволока ER70S-6 НАКС, DEKA (Китай)
Проволока сварочная ER70S-6 НАКС (св08г2с) — применяется для сварки низколегированной и углеродистой стали. Идеально подходит для автоматических и для полуавтоматических инверторов.
67 р.
Инвертор для полуавтоматической сварки ПРОФИ MIG 500
Сварочный инвертор ПРОФИ MIG 500 Способ сварки: MIG сплошной и порошковой проволокой
83 000 р.
Инвертор для полуавтоматической сварки ПРОФИ MIG 350
Способ сварки: MIG сплошной и порошковой проволокой
75 000 р.
Сварочный полуавтомат BRIMA MIG-500
BRIMA MIG-500 Сварочный инвертор предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях.
94 900 р.
Сварочный полуавтомат BRIMA MIG-500-2
BRIMA MIG-500 Сварочный инвертор предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях.
99 990 р.
Сварочный инвертор ПРОФИ ARC-250
Современные сварочные инверторы ПРОФИ ARC-250 , при изготовлении которых производитель строго придерживается европейских стандартов.
17 900 р.
- Промышленные материалы и оборудование
Сварочное оборудование Промышленное оборудование Проволока Сталь Металлопрокат
Информация о продавце
Партал
- +7 (846) 246-65-02
- г. Самара, Товарная 74
- partalstalina.ru
 Самара, Товарная 74
Самара, Товарная 74Продажа прецизионных сплавов Нихром х20н80, х15н60, Н80ХЮД. Проволока нихромовая, лента, нить. Сварочная ПАНЧ-11. Фехраль, Жаропрочные листы, жаростойкие, нержавеющие, инструментальные стали.
С предварительным подогревом и без него – WeldPundit
Сварка MIG (или GMAW) проста в использовании, и многие начинающие сварщики задаются вопросом, как сваривать ею чугун. Прочитав эту статью, вы узнаете о необходимых настройках, проводе и газе, а также о шагах, которые необходимо выполнить.
Чугун плохо поддается сварке, потому что он хрупкий, и быстрое расширение или сжатие, вызванное нагреванием при сварке, может привести к его растрескиванию. Таким образом, избегание быстрого нагрева большого количества тепла при литье имеет первостепенное значение.
В Weldpundit уже есть статья о том, как сварить чугун для начинающих с базовой информацией.
Содержание
- Какие настройки вам нужны?
- Какая проволока для сварки MIG лучше всего подходит для чугуна?
- Можно ли сваривать чугун проволокой из мягкой стали?
- Можно ли использовать порошковую проволоку для чугуна?
- 1. Определите сплав чугуна
- 2. Очистите поверхность
- 3. Подготовьте отливку
- Удаление трещин
- Сломанные детали
- Стыковые соединения для чугуна
- 4. Предварительно нагрейте отливку, чтобы избежать перепадов температур
- 5. Приварите короткие валики, чтобы предотвратить неравномерность температуры
- 6. Проковайте каждый валик, чтобы предотвратить усадку
- 7. Последующий нагрев отливки для устранения разницы температур
- 8. Защитите отливку, чтобы она могла медленно остывать
- Как сваривать чугун MIG без предварительного нагрева
- Альтернатива сварке плавлением
 Определите сплав чугуна
Определите сплав чугунаКакие настройки вам нужны?
Во-первых, почти всегда требуется сварка чугуна с режимом короткого замыкания . Этот режим дает хорошие результаты, поскольку выделяет небольшое количество сварочного тепла, которое:
- Создает небольшую дугу с малым проваром.
- Создает узкую зону термического влияния (ЗТВ), снижая вероятность растрескивания. ЗТВ — это область рядом со сварным соединением, где появляется большинство трещин.
- Предотвращает попадание слишком большого количества углерода и других примесей в ванну.
 ЗТВ — это область рядом со сварным соединением, где появляется большинство трещин.
ЗТВ — это область рядом со сварным соединением, где появляется большинство трещин.Короткое замыкание — это режим, предлагаемый большинством сварочных аппаратов MIG с малой силой тока.
Режим переноса распылением , который также могут поддерживать машины с большой силой тока, не подходит для большинства работ с чугуном. Это потому, что он слишком горячий и агрессивный, что увеличивает риск растрескивания.
Для чугуна всегда устанавливайте более низкую скорость подачи проволоки и напряжение , чем для сварки эквивалентной стали. Чугуну нужна дуга меньшего размера, которая немного оплавит поверхность и добьется поверхностного сплавления.
Кроме того, при использовании предварительного нагрева это похоже на сварку с более высокой силой тока. Если вы установите стандартную подачу проволоки и напряжение, вы перегреете отливку.
Конечно, нельзя устанавливать слишком низкую температуру. Лужа должна легко контролироваться и заполнять края.
Кроме того, если настройки слишком низкие, режим короткого замыкания может расплавить проволоку, но не отливку. Это создаст поверхностный сварной шов без прочности. Можно сварить аналогичный железный лом, разрезать его и проверить провар.
Так как вы используете никелевую проволоку для чугуна, вы должны узнать рекомендуемую скорость подачи проволоки и напряжение на их упаковке или на сайте производителя. Эти настройки отличаются от обычных проводов.
Толкание горелки MIG лучше для лучшего охвата газа и меньшего проникновения.
Современные сварочные аппараты MIG поддерживают функцию синергии. Он автоматически регулирует скорость и напряжение проволоки после того, как вы введете, какую проволоку вы хотите использовать, а также тип и толщину основного металла. Другие машины могут выдавать импульсный ток для достижения проникновения с меньшим нагревом. Они облегчают сварку чугуна.
Они облегчают сварку чугуна.
Какая проволока для сварки MIG лучше всего подходит для чугуна?
Лучшей проволокой для сварки чугуна в MIG является ERNiFe-CI (или ERNi55) на основе никеля. Эта проволока обладает высокой прочностью на растяжение и пластичностью. Он может сваривать большинство ковких чугунов, грязные отливки, чугун со сталью, а наплавленный металл имеет хорошую обрабатываемость. После этого можно использовать проволоку ERNi-CI (или ERNi99), которая всегда поддается механической обработке, но несколько слабее и дороже.
Проволока на основе никеля является подходящим расходным материалом для всех типов чугуна. Эти проволоки не дают большой усадки и всегда имеют пластичный металл сварного шва. Они также сопротивляются поглощению углерода. В результате они снижают высокий риск растрескивания чугуна.
Основными элементами проволоки ERNiFe-CI являются 55% никеля (Ni) и железа (Fe) с небольшим количеством различных других элементов. Он превосходит ERNi-CI во всех отношениях, кроме обрабатываемости.
Он превосходит ERNi-CI во всех отношениях, кроме обрабатываемости.
Если в ванну попадает большое количество углерода от отливки, он соединяется с железом проволоки. Они образуют карбиды железа, которые затрудняют сверление и резку металла шва.
Модель ERNi-CI состоит из почти чистого никеля. Используйте его, когда вам нужен 100% обрабатываемый металл сварного шва. Но его прочность на растяжение недостаточна для сварки большинства ковких чугунов. Также эта проволока не переносит большого количества серы, фосфора и других примесей в некачественных отливках. При остывании валик может треснуть в продольном направлении.
Другой провод, который вы можете использовать, это ERNiCu , который вместо железа (Fe) содержит медь (Cu). Он обладает более высокой пластичностью и коррозионной стойкостью, но может поглощать углерод. Обеспечьте минимально возможное проникновение, чтобы избежать этого, потому что углерод и медь в ванне приводят к горячему растрескиванию.
Правильная никелевая проволока обеспечит надежные сварные швы, которые прослужат долгое время, даже если отливка эксплуатируется в тяжелых условиях.
Однако сварка чугуна MIG имеет существенный недостаток, никелевая проволока стоит больших денег . Двухфунтовая (900 г) никель-железная шпуля стоит не менее 100 долларов.
Что еще хуже, эти провода нуждаются в защитном газе 75% аргона и 25% гелия , чтобы обеспечить хорошие результаты при передаче короткого замыкания. Вы также должны установить более высокий расход газа по сравнению с типичными газами для мягкой стали.
Однако вы также можете приобрести трехкомпонентный газ ( 90% гелий – 7,5% аргон – 2,5% CO2 ) для нержавеющей стали, если он у вас уже есть.
Другой газовый баллон требует дополнительных затрат, времени и усилий.
Никелевая проволока дорога для домашнего использования, так как для ремонта чугуна требуется лишь небольшое ее количество. Но это разумно для профессиональной работы, поскольку ремонт чугуна имеет высокую рентабельность инвестиций (ROI).
Но это разумно для профессиональной работы, поскольку ремонт чугуна имеет высокую рентабельность инвестиций (ROI).
При использовании надлежащей никер-проволоки предварительный нагрев не требуется для простых сварных швов. Это делает вещи проще и дешевле. Но если у вас большая или сложная отливка, или она стеснена, используйте предварительный подогрев.
Еще одна никелевая проволока, которую вы можете использовать, это ЭРНи-1. По составу он аналогичен ERNi-CI и предназначен для сварки никелевых сплавов. Он немного усаживается и имеет меньшую пластичность. Но это намного лучше, чем остальные варианты. Для ЭРНи-1 требуется 100% защитный газ аргон.
Если вы хотите избежать этих расходов, более дешевой альтернативой будет сварка чугуна электродами с никелевыми стержнями. Но сначала у вас должен быть некоторый опыт работы со сварочным аппаратом.
Можно ли сваривать чугун проволокой из мягкой стали?
Можно выполнять сварку чугуна в среде инертного газа с помощью проволоки из мягкой стали, такой как ER70S-6, но это не рекомендуется для сварки каких-либо ответственных сварных швов. Наплавленный металл поглотит углерод от отливки и станет слишком твердым и хрупким. Он также сильно уменьшится. Даже если сварной шов держится на данный момент, он, скорее всего, выйдет из строя, когда будет подвергаться давлению или вибрациям.
Наплавленный металл поглотит углерод от отливки и станет слишком твердым и хрупким. Он также сильно уменьшится. Даже если сварной шов держится на данный момент, он, скорее всего, выйдет из строя, когда будет подвергаться давлению или вибрациям.
Так как чугунная никелевая проволока очень дорогая, и вам нужен другой газ, заманчиво использовать проволоку из мягкой стали. Многие сварщики ремонтируют небольшие отливки, используя обычную стальную проволоку.
Все-таки не разумно для ответственных сварных швов, дорогих или незаменимых отливок. Он никогда не будет иметь таких надежных и длительных результатов, как правильная никер-проволока и газ.
Если вы хотите попробовать, используйте защитный газ 75% аргона и 25% CO2 (или C25), так как он обеспечивает более низкое проникновение, чем чистый CO2. Кроме того, стальная проволока требует гораздо более сильного предварительного нагрева, что увеличивает конечную стоимость.
Также необходимо иметь некоторый опыт сварки чугуна. Нужно правильно, без ошибок выполнить все этапы сварки.
Нужно правильно, без ошибок выполнить все этапы сварки.
Кроме того, металл сварного шва не поддается механической обработке. Сверлить или резать его будет невозможно. Кроме того, шарик может быть трудно измельчить, в зависимости от того, сколько углерода поглощено.
Можно ли использовать порошковую проволоку для чугуна?
Если у вас есть сварочный аппарат MIG, можно сваривать чугун с помощью порошковой проволоки Ni55FC, аналогичной ERNiFe-CI. К сожалению, этой проволокой не свариваются тонкие отливки, редко можно найти маленькие катушки, и она очень дорогая. Чаще всего он не является самозащитным, а требует дополнительного защитного газа. Если вы найдете его, прочитайте инструкции по правильным зубчатым роликам и полярности.
Одним словом, порошковая сварка никелевой проволокой предназначена для профессиональных работ. Большинство катушек большие и дороже, чем многие домашние сварочные аппараты MIG. Трудно найти 2-фунтовые катушки, и они, вероятно, будут стоить 150 долларов или больше.
Использование самозащитной стальной проволоки типа E71T-11 имеет те же недостатки, что и проволока ER70S-6, плюс невозможность сварки тонких отливок.
Однако флюс внутри E71T-11 оставляет шлаковое покрытие, которое действует как изоляция и замедляет скорость охлаждения. Это несколько сделает наплавленный металл менее хрупким и даст вам больше времени для проковки валика.
Во второй части статьи рассмотрим, как сварить чугун MIG с предварительным подогревом шаг за шагом.
1. Определите сплав чугуна
Почти наверняка вы имеете дело с серым чугуном, так как это наиболее распространенный тип. Но у вас может быть шаровидное или ковкое железо. У этих двух есть некоторая степень пластичности (насколько они могут сгибаться, не ломаясь).
У Weldpundit уже есть статья о том, как идентифицировать металлы, но вот основные принципы, чтобы понять, какое литье у вас есть.
Искровой тест — отличный метод идентификации металлов, но вы должны идентифицировать образцы металлов, чтобы сравнить их с вашей заготовкой. Короче говоря, у серого чугуна короткие и красноватые искры, а у ковкого чугуна более длинные и желтоватые искры, похожие на стальные искры.
Короче говоря, у серого чугуна короткие и красноватые искры, а у ковкого чугуна более длинные и желтоватые искры, похожие на стальные искры.
Если у вас есть сломанная деталь, серый чугун имеет характерный темно-серый цвет . Ковкий чугун имеет белую стальную поверхность, но становится серым к центру. Цвет шаровидного железа больше похож на серый чугун.
Вы можете отличить серый чугун от ковкого чугуна, проверив их твердость :
- Вы можете использовать для них кернер и молоток. Если созданный вами кратер имеет гладкую поверхность, это серый чугун. Если в кратере есть заусенцы, это ковкое или шаровидное железо.
- Можно еще попробовать просверлить литье. Если стружка похожа на порошок, это серый чугун. Если они несколько непрерывны, это ковкий чугун.
- Если стружка длинная и очень пластичная, возможно, у вас стальная отливка, а не чугун.
Если вы не можете просверлить отливку, она закалена изготовителем или бывшей сваркой. Если это так, то слишком сложно сварить его с успехом. Однако, если он локализован, вы можете удалить пораженный участок, прежде чем продолжить.
Если это так, то слишком сложно сварить его с успехом. Однако, если он локализован, вы можете удалить пораженный участок, прежде чем продолжить.
Поскольку серый чугун является наиболее популярным, остальная часть руководства будет посвящена ему.
2. Очистите поверхность
Сварка MIG требует чистых стыков, чтобы обеспечить хороший сварной шов. Грязь ограничивает поток металла шва и загрязняет его, что приводит к таким дефектам, как пористость и подрезы.
Кроме того, трудносвариваемые металлы всегда нуждаются в чистой поверхности, чтобы снизить риск отказа, а чугун всегда имеет проблемы с примесями. Масло и другие загрязнения могут покрывать поверхность. Поскольку чугун пористый, масло может проникать через его поверхность.
Если отливка впитала масла, ацетон и подобные продукты не будут эффективны. Используйте мягкий очиститель тормозов, который не содержит хлора , а не . Сварочное тепло и ультрафиолетовые лучи превращают хлор в опасные газы.
Прочтите описание продукта, чтобы убедиться, что он не хлорирован, и инструкции по применению. Также будет полезна эта статья Weldpundit о том, как защитить себя от сварочного дыма и газов.
Недостатком нехлорированных продуктов является то, что они более дорогие и легко воспламеняются.
Вы также можете удалить остаточное масло путем предварительного нагрева отливки до 750 °F (400 °C) в течение 15–30 минут, но это дорого.
Если ваша отливка не содержит масла, вы удалить литейную кожу, ржавчину, краску и т. д. Можно использовать различные способы, такие как пескоструйная обработка или шлифовка. Если вы используете угловую шлифовальную машину, не сосредотачивайтесь на одном месте, чтобы избежать обесцвечивания.
Отшлифуйте обе стороны не менее чем на 1″ (2,5 см) до блестящего металла, чтобы предотвратить попадание загрязнений в металл сварного шва. Дуга также будет легче начинаться и работать более плавно. После шлифовки используйте напильник для удаления остаточного углерода на стыке.
После шлифовки используйте напильник для удаления остаточного углерода на стыке.
Метод проверки отливки на наличие загрязняющих веществ перед сваркой заключается в пропускании небольшого валика стрингера диаметром 1/2–1″ (1,25–2,5 см) с низкой силой тока на поверхности рядом с ремонтируемой зоной.
Затем отшлифуйте валик до уровня отливки. Теперь вы проверяете чистый шарик на пористость. Если есть пористость, отливка все равно загрязнена, и у вас будут проблемы по всему шву. Прежде чем продолжить, необходимо тщательно очистить соединение.
3. Подготовьте отливку
Лучший способ удалить трещину и подготовить стык на чугуне – использовать долото и молоток. Таким образом, вы сохраняете отливку холодной, избегаете загрязнения пористого литья абразивами, выполняете точную работу, и это безопаснее, чем шлифовальные машины.
После этого можно использовать плоскошлифовальную машину с твердосплавными борфрезами или угловую шлифовальную машину малого диаметра, в зависимости от размера и формы работы.
Можно использовать угловую шлифовальную машину , но перемещать ее равномерно по участку и не фокусироваться на одном месте. При шлифовании выделяется большое количество тепла, которое может повлиять на отливку. Когда вы закончите, используйте напильник, чтобы удалить остатки углерода и абразивного материала на стыке.
Убедитесь, что канавка будет максимально симметричной, и всегда старайтесь выполнять сварку в горизонтальном положении.
Удаление трещин
Трещины на чугуне являются наиболее частыми повреждениями при ремонте. Если вы заварите трещину, силы расширения и сжатия сделают трещину больше.
Для предотвращения распространения трещины:
- Просверлите два отверстия шириной не менее 1/8 дюйма (3,2 мм) и на расстоянии 3/16 дюйма (4,8 мм) за краями трещины.
- Затем удалите трещину, создав V-образный паз на безопасной глубине, до 1/8 дюйма (3,2 мм) от дна трещины, но не более.
- По возможности старайтесь не оставлять открытый корень.

Чем глубже шов, тем больше металла сварного шва потребуется для его покрытия. Это придаст больше тепла отливке.
Сломанные детали
Поскольку серый чугун является жестким и хрупким, сломанные детали идеально подходят друг к другу. Таким образом, в зависимости от размера и формы сломанной детали, вы можете:
- Подогнать и прихватить сломанную деталь. После этого вы можете создать канавку, как при заделке трещины.
- Или вы можете сделать небольшие 35-градусные фаски на обеих частях, чтобы небольшое количество металла сварного шва могло заполнить их для прочности. Затем прихватите отломанную деталь к отливке.
Поскольку типичный серый чугун имеет низкую прочность на растяжение, а никелевые присадочные металлы намного прочнее, можно избежать сварки с полным проплавлением, если отливка не предназначена для тяжелых условий эксплуатации.
Стыковые соединения для чугуна
Теперь давайте рассмотрим сценарий, в котором у вас есть типичное стыковое соединение, и ваш проект требует полного проникновения корня.
Поскольку никелевая сварочная проволока не обеспечивает глубокого провара, вы оставляете более широкий корневой зазор, чем аналогичные стальные соединения.
Если вы свариваете квадратное стыковое соединение с одной стороны и ваша заготовка имеет толщину до 1/8″ (3,2 мм), вы можете оставить корневой зазор в половину толщины отливки или даже немного больше.
Если вы можете сваривать с обеих сторон, вы можете увеличить ширину до 1/4″ (6,4 мм) и оставить корневой зазор в половину толщины отливки.
Если отливка толще 1/8″, но не может сваривать обе стороны, сделайте фаски на каждой стороне и сформируйте одиночный V-образный паз.
Поскольку никелевый наплавленный металл вялый и плохо течет, вы создаете более широкие фаски, чем аналогичные стальные соединения, по крайней мере, 35 градусов с каждой стороны. Таким образом, вы улучшили контроль над лужами.
Кроме того, вы не оставляете толстой притупленной поверхности , потому что никелевая проволока не может проникнуть глубоко. Поэтому прикорневая грань должна быть не больше половины корневого зазора.
Поэтому прикорневая грань должна быть не больше половины корневого зазора.
Если размер отливки составляет от 1/4″ до 1/2″ (1,27 см), вы всегда создаете одиночный V-образный паз. Корневой зазор для этого типа канавки составляет до 1/8 дюйма. Опять же, максимальная поверхность корня составляет половину корневого зазора.
Для толщины более 1/2″ рекомендуется использовать соединения, требующие меньшего количества сварочного металла и более равномерно распределяющие усадочное напряжение. Таким образом, вы экономите деньги, поскольку никелевые провода очень дороги, и снижаете риск растрескивания.
Двойной V-образный паз отлично подходит, если вы можете приварить его с обеих сторон.
Однако, если вы свариваете с одной стороны, вам нужна канавка с одной буквой U.
Двойные U-образные канавки рекомендуются для чугуна толщиной более 3/4″ (19 мм).
U-образные канавки всегда больше подходят для чугуна, так как они требуют меньшего количества наплавленного металла, имеют меньше острых кромок, концентрирующих напряжение, и более симметричны, чем V-образные канавки. Но вам нужно медленные и дорогие методы обработки для их создания.
Но вам нужно медленные и дорогие методы обработки для их создания.
Для наиболее распространенных работ по сварке чугуна V-образные канавки достаточно хороши и просты в изготовлении.
4. Предварительный нагрев отливки во избежание перепадов температур
Предварительный нагрев предотвращает быстрое расширение отливки при сварке и быстрое охлаждение после сварки. Это также предотвращает миграцию углерода в металл сварного шва. Предварительный нагрев снижает риск растрескивания.
Вы можете использовать духовку или горелку. Типичная температура предварительного нагрева отливок из серого чугуна среднего размера составляет 500 ° F (260 ° C).
Если вы предварительно нагреваете горелкой, поместите ее над отливкой и сосредоточьтесь на более толстых частях. Таким образом, вы прогреваете равномерно. Затем время от времени используйте температурную палочку на поверхности, чтобы проверить температуру. Если палочка равномерно расплавится по всей отливке, вы готовы к сварке. Вы также можете использовать инфракрасный цифровой термометр, но он не так надежен, особенно на блестящих поверхностях.
Вы также можете использовать инфракрасный цифровой термометр, но он не так надежен, особенно на блестящих поверхностях.
При предварительном нагреве отливки ее необходимо сваривать в разумные сроки, чтобы она не остыла. Если вы используете температурную палочку, и она не плавится, повторно нагрейте отливку.
Во время сварки следует избегать холодных сквозняков, чтобы сохранить температуру предварительного нагрева. Если отливка большая, изолируйте ее с помощью сварочных одеял или аналогичного оборудования.
Если вы слышите позвякивание, это означает, что литье трескается. Скорее всего, вы не избежали разницы температур в металле при достаточном предварительном нагреве.
5. Приварите короткие валики, чтобы избежать неравномерной температуры
При сварке хрупких металлов вы привариваете очень короткие валики, чтобы избежать перегрева внутри них. Общее правило состоит в том, чтобы сваривать бусины диаметром 1 дюйм (2,5 см). Длина зависит от толщины отливки:
- Для отливки толщиной 1/4 дюйма можно приварить валик толщиной 1 дюйм.
- Для отливки диаметром от 1/4 до 1/2″ приварите валик диаметром 2″.
- А для 1/2″ и более толстого, приварите 3″ или немного длиннее валик.

Тепло, которое переходит в металл, зависит от того, как вы расположите бусины. Чтобы уменьшить риск растрескивания, вы не размещаете каждую бусину рядом друг с другом. Вместо этого вы распределяете их вдоль сустава, чтобы распределить тепло.
Ниже приведено изображение с примером того, как распределять бусины на стыке.
Симметричная сварка чугунаДополнительные советы:
- Скорость перемещения сильно влияет на погонную энергию. Для этого следует путешествовать как можно быстрее, не создавая из этого никаких дефектов.
- Прямые швы (или стрингеры) без плетения горелки МИГ больше подходят.
- Каждый раз при сварке следует избегать запуска дуги на отливке, а в стыке или на предыдущем валике.
- Всегда заполнять кратер . Если есть зазор, усадочные силы могут его расколоть.
- Если при сварке появляется трещина, остановитесь и просверлите отверстия на обоих концах, чтобы предотвратить ее расширение.
- Если отливка неравномерная, сначала сварите более толстые участки.
- Наденьте рабочий (или заземляющий) зажим на отливку для лучшего соединения. Это очень важно при сварке MIG.
- Избегайте сквозняков, так как они вытесняют защитный газ. Металл наплавленного никеля плохо смачивается, а недостаток газового покрытия усугубляет ситуацию.
Избегание нагрева области, которую вы свариваете, является надежным признаком того, что вы не перевариваете отливку.
Объявления6. Проклейте каждый валик, чтобы предотвратить усадку.
Проклевка – это постукивание по всему раскаленному валику небольшим закругленным молотком сразу после его сварки. Начните с кратера и используйте быстрые удары, которые слегка вдавят металл сварного шва.
Проклевка растягивает металл сварного шва и противодействует силам усадки. Это предотвратит остаточное напряжение в борте и уменьшит риск растрескивания.
Слишком сильное или слишком продолжительное удары по валику затвердевают металл сварного шва и ухудшают ситуацию. Это называется трудоемкостью.
Вы также можете использовать закругленное долото или электрический игольчатый скалер с круглыми иглами.
7. Последующий нагрев отливки для устранения разности температур
После сварки необходимо убедиться, что отливка имеет как минимум одинаковую температуру предварительного нагрева и равномерно распределена. Проверьте температуру и при необходимости подогрейте отливку.
8. Защитите отливку, чтобы она могла медленно остывать
Последний шаг имеет решающее значение для сохранения характеристик металла и предотвращения растрескивания. Чем медленнее вы охлаждаете отливку, тем лучше.
Вы должны изолировать всю отливку для равномерного охлаждения, пока она не достигнет комнатной температуры, и вы сможете прикоснуться к ней.
Если вы предварительно нагрели отливку в печи, используйте ее снова, чтобы охладить. В противном случае вы можете покрыть его сварочными покрывалами, аналогичным материалом из стекловолокна или сухим песком.
В третьей части статьи рассмотрим, как сварить чугун MIG без предварительного подогрева.
Как сваривать чугун MIG без предварительного нагрева
Во многих ситуациях можно рассмотреть возможность сварки чугуна без предварительного нагрева:
- Иногда отливки слишком большие или сложные для правильного предварительного нагрева.
- Повреждение короткие трещины или поверхностный износ.
- Возможно, у вас нет необходимого оборудования для предварительного нагрева.
- Деталь нельзя разобрать, и она треснет, если ее предварительно нагреть.
- Литье небольшое и простое, и вы хотите избежать проблем и затрат.
- У вас уже есть опыт сварки чугуна.
Чугун можно сваривать MIG без предварительного нагрева, используя никелевую проволоку (ERNi99 и ERNi55), очень короткие валики и постоянную проковку. Затем дайте каждой бусине остыть, прежде чем приваривать следующую. Однако отсутствие предварительного нагрева всегда делает отливку более слабой рядом со сварным швом и более склонной к растрескиванию в будущем.
Сварку без предварительного нагрева также называют холодной сваркой. Вы также пропускаете повторный нагрев после сварки и медленное охлаждение отливки. Это сэкономит вам силы, время и деньги.
Основная задача состоит в том, чтобы минимизировать поступление тепла и ширину зоны термического влияния (ЗТВ) до абсолютного минимума. Для этого:
- Используйте только никелевые проволоки, изготовленные для чугуна.
- Используйте самую низкую скорость проволоки и напряжение, чтобы правильно расплавить проволоку и добиться низкого провара.
- Приварите короткие прямые валики размером от 1/2 дюйма (1,25 см) до 1 дюйма (2,5 см).
- Всегда прокалывайте борт, когда он раскален.
- После каждой бусины останавливайтесь и дайте бусине остыть, пока вы не сможете удобно прикасаться к ней голыми руками. Это около 100 ° F (38 ° C), но не ниже. Этот шаг является наиболее важным при сварке без предварительного нагрева.
- После этого вы привариваете еще один короткий валик в другом месте на стыке и повторяете цикл, пока не закончите.
Однако пропуск этапа предварительного нагрева не означает, что вы можете сваривать холодный чугун. Сварка в холодной среде всегда будет давать плохие результаты. Вместо этого попробуйте нагреть отливку до комнатной температуры 75 ° F (24 ° C) перед пуском.
При использовании режима короткого замыкания без предварительного нагрева существует риск непровара с отливкой. Чтобы исправить это, вы увеличиваете скорость и напряжение провода.
Имейте в виду, что отсутствие предварительного нагрева опасно, и вам следует подумать о предварительном нагреве, когда отливка:
- Очень толстая.
- Требует тяжелых условий эксплуатации.
- Поврежден в центре. Трещины или сломанные детали по краям легче сваривать с меньшим предварительным подогревом или без него.
Наконец, давайте рассмотрим отличную альтернативу сварке чугуна с помощью оборудования MIG.
Альтернатива сварке плавлением
Если вам не нужна характеристика плавления, обеспечивающая проникновение в отливку, вы можете использовать метод сварки пайкой для ремонта или соединения чугуна.
Для сварки пайкой используется такое же оборудование, как и для сварки плавлением, но используется другой присадочный металл на основе меди. Медная проволока плавится при более низкой температуре, чем сварочная проволока.
Этот метод гораздо лучше подходит для соединения чугуна, так как он выделяет меньшее количество тепла и имеет гораздо меньшую вероятность растрескивания. Проволока для пайки также дешевле никелевой и использует 100% аргон без гелия.
Наиболее популярными сварочными проволоками для припоя являются кремниевая бронза (ERCuSi или SiB) и алюминиевая бронза (ERCuAl). ERCuAl имеет более высокую прочность на растяжение, но не смачивается, как ERCuSi.
В сварочной проволоке для пайки используется 100% аргон, но требуются U-образные ролики и тефлоновая прокладка, поскольку бронзовая проволока мягкая. Вы также можете использовать пистолет с катушкой, если он у вас есть.
Еще одно преимущество сварки пайкой заключается в том, что для нее требуется даже более низкий предварительный нагрев или его отсутствие , чем для никелевой проволоки.
Кроме того, современные сварочные аппараты MIG, поддерживающие синергетическую функцию , могут иметь опцию для пайки сварочной проволоки. Это обеспечит улучшенный контроль над сварочным теплом, еще больше снизив риск растрескивания.
Поскольку сварка пайкой не проникает в отливку, ей не хватает прочности сварки плавлением . Он также имеет более низкую термостойкость . Если припой нагреется до 930 ° F (500 ° C), он сильно потеряет в прочности и не сможет удерживать соединение. Поэтому лучше не паять сварные швы, температура которых достигает 400 °F (200 °C) или выше.
Кроме того, для правильного течения требуется идеально чистый металл , особенно если вы работаете с серым чугуном. Наконец, металл припоя всегда имеет золотистый цвет.
У Weldpundit есть статья, в которой обсуждается, когда лучше паять или сваривать чугун.
Другие статьи Weldpundit
- Можно ли сваривать чугун со сталью? И как это сделать.
- Как сваривать МИГ нержавеющую сталь с мягкой сталью: шаг за шагом.
- Можно ли сваривать оцинкованную сталь с помощью сварочного аппарата MIG?
- Вертикальная сварка MIG с настройками и примерами.
- Сравнение процессов сварки электродом и порошковой проволокой-S.
- Можно ли сваривать намагниченный металл? И как его размагнитить.
- Можно ли сваривать дома? Основные соображения.
Можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки?
Вы когда-нибудь задумывались, можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки?
Даже если вы новичок в сварке, вы, вероятно, уже знакомы с видами сварки, включая MIG, TIG и электродуговую сварку, и это лишь некоторые из них.
Сварка МИГ является одним из самых популярных видов сварки, отчасти потому, что это недорогой метод, не говоря уже о том, что метод очень прост в освоении.
Для всех практических целей сварка MIG и сварка с подачей проволоки — это одно и то же, и это действительно хороший метод для использования при сварке чугуна.
Можно ли сваривать чугун с помощью сварочного аппарата с подачей проволоки? Да, вы можете успешно использовать сварочный аппарат с подачей проволоки для этого типа работ, если вы знаете, как это сделать, и, к счастью, научиться этому несложно.
Поскольку химический состав чугуна отличается от других металлов, он более склонен к растрескиванию и становится хрупким, при сварке чугуна необходимо соблюдать осторожность.
Содержание
Введение При работе с такими металлами, как низкоуглеродистая сталь или кованое железо, вам не нужно много делать для подготовки к сварке, но это не то же самое при работе с чугуном.
При сварке чугуна материал должен быть горячим еще до того, как вы зажжете дугу.
Связанное чтение: Какой сварочный электрод использовать для чугуна? | Руководство по сварке чугуна
Кроме того, требуется более медленное время охлаждения, но вы можете успешно сваривать чугун, если знаете, как это делать. Для начала вам нужно взять горелку и предварительно нагреть ею чугун, убедившись, что работа выполняется равномерно.
Проще говоря, чугун требует предварительного нагрева, чтобы не повредить сам материал. Вы не можете сваривать чугун, пока он ледяной, потому что он треснет.
✔️ При предварительном нагреве используйте горелку, чтобы нагреть всю поверхность чугунной детали, включая область, которую вы вскоре будете сваривать.
Убедитесь, что вы медленно нагреваете чугун перед началом сварки, потому что в противном случае тепло от дуги может повредить его.
Для больших кусков чугуна просто предварительно нагрейте как можно большую часть поверхности, в то время как вы можете предварительно нагреть весь кусок, если он маленький.
Так как ваша сварка будет происходить очень медленно, вам нужно будет останавливаться через каждые один-два дюйма, чтобы утюг начал немного остывать между вашими сварными швами.
Связанное чтение: Как сварить чугун – все факты, которые вы должны знать
Это также необходимо, потому что, если вы попытаетесь сварить весь чугун сразу, он может треснуть из-за напряжения. Это одна из многих причин, почему медленный предварительный нагрев чугуна всегда является хорошей идеей.
✔️ Если вы решите использовать порошковую проволоку, вам придется соскребать флюс со сварного шва при каждой паузе. Это позволит сохранить деталь чистой и гладкой для сварки, и вы также делаете это, чтобы каждый раз получать хорошую чистую дугу.
Используйте для этой цели хорошую проволочную щетку, потому что она работает лучше всего.
Еще один важный совет: чугун должен очень медленно остывать после завершения сварки. Трещины в металле могут появиться, если чугун слишком быстро остынет.
✔️ Если вы работаете с очень маленьким куском чугуна, вы можете либо закопать его в песок, либо завернуть в тепловое или изоляционное одеяло, поскольку это предотвратит слишком быстрое охлаждение изделия. .
С более крупными предметами вы можете ударять по предмету фонариком каждые 30 секунд или около того в течение короткого периода времени; этот метод также может снижать температуру постепенно, а не сразу.
Преимущества использования сварочных аппаратов с подачей проволокиЕсли вам интересно, использование сварочных аппаратов с подачей проволоки действительно дает много преимуществ не только при сварке таких металлов, как чугун, но и других металлов. Некоторые из многих преимуществ использования этого типа сварки включают в себя:
✔️ Улучшенный профиль сварного шва. Эти сварочные аппараты обеспечивают очень точную степень контроля над формированием сварного шва.
Угол заточки влияет как на ширину, так и на глубину проплавления сварного шва, поэтому вы можете заранее лучше контролировать этот аспект работы, вместо того чтобы вручную регулировать его в процессе сварки.
✔️ Контроль температуры. С помощью сварочных аппаратов с подачей проволоки вы можете точно контролировать силу тока, а это значит, что вы можете точно контролировать подачу каждого из них в детали, с которыми работаете.
✔️ Чистота. Поскольку электрод, заполняющий материал и защитный слой разделены, вы получаете более чистые и аккуратные готовые сварные швы.
Конечно, у этого вида сварки есть и недостатки, хотя их немного. Во-первых, это не тот тип сварки, которому легко научиться, потому что для овладения навыком требуется много практики и тренировок.
Вы также можете страдать от усталости сварщика, хотя, если вы выберете автоматический орбитальный сварочный аппарат, он может устранить оба этих недостатка.
Если вы думаете, что работа с проволочным сварочным аппаратом — единственный способ работы с чугуном, подумайте еще раз. Вы также можете использовать никелевые стержни, железные стержни или даже сварочные аппараты.
Эти методы, однако, часто трудно использовать из-за множества проблем, связанных со сваркой чугуна. Использование сварочного аппарата с подачей проволоки для работ с чугуном обычно просто, экономично и очень удобно.
Кроме того, поскольку шлак не захватывается металлом, а газ защищает дугу, этот тип сварки имеет тенденцию служить долго и давать высококачественные результаты.
Короче говоря, это делает сварку чугуна относительно легкой задачей даже для сварщиков, которые не работают очень долго.
ЗаключениеСварка чугуна всегда представляет собой сложную задачу, и, поскольку существует так много доступных способов сварки, у вас есть выбор, когда дело доходит до использования определенной техники для сварки чугуна.
У каждого типа есть свои преимущества и недостатки, поэтому всегда лучше изучить их все для следующей сварочной работы, особенно если речь идет о сварке чугуна.
Сварке с подачей проволоки может быть сложно научиться, но вам не придется использовать передовые методы только для работы с чугуном, и поэтому этот тип сварки часто является самым разумным выбором для этой цели.
Похожие сообщения:
👉 Почему чугун так трудно сваривать?
👉 Какой сварочный электрод использовать для чугуна?
👉 10 лучших сварочных аппаратов MIG — лучший выбор и руководство по покупке
👉 8 лучших сварочных столов — лучший выбор и руководство по покупке
👉 10 лучших сварочных аппаратов для начинающих (MIG, TIG, STICK)
👉 10 лучших сварочных аппаратов для домашнего использования (MIG, TIG, Stick)
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Сварка чугуна: практическое руководство
Чугун. Он хрупкий, дешевый, и его очень сложно починить… но мы используем его везде, от мастерской до кухни.
Если вы нашли трещину, порез или щель в чугунной детали и умеете обращаться со сваркой, есть большая вероятность, что вы сможете ее починить. Вам просто нужно терпение и немного ноу-хау, эта статья даст именно это, изложив всю информацию, которая вам понадобится при ремонте этой чугунной детали.
Можно ли сваривать чугун?
Когда дело доходит до сварки чугуна, важно понимать сложность работы. Более чем вероятно, что в конечном итоге у вас будет больше трещин, чем было в начале, и вероятность успеха работы обычно составляет около 50%.
Почему?
Чугун состоит из ряда различных материалов (обычно железа, углерода и стали) в разных пропорциях, поэтому трудно оценить, насколько прочный металл, с которым вы работаете, и сколько тепла он может нагревать. выдержать до растрескивания.
Как сваривать чугун:
Будучи хрупким по своей природе, углерод, содержащийся в смеси, вызывает усадку металла и его растрескивание при нагревании выше определенной температуры. Из-за этого, среди прочего, перед сваркой чугунных деталей требуется большая осторожность и внимание . При сварке чугуна важно учитывать:
- Подготовка к предварительному и последующему нагреву
- Управление теплом при сварке
- Выбор стержня
Для начала процесс сварки чугуна требует 1. снятия фаски излома и 2. нагревания материала. Как объясняется в нашей статье «Полное руководство по стыковым соединениям», канавки, фаски или «V» создаются на детали с помощью специального станка для снятия фаски или резака. Это делается для обеспечения более прочного сварного шва.
Предварительный и последующий нагрев чугуна перед сваркой
Чугун очень темпераментный, предварительный и последующий нагрев является обязательным при работе с чугуном. Если металл переходит от комнатной температуры к температуре сварки слишком быстро, деталь будет испытывать слишком большое напряжение и растрескиваться. То же самое касается и после завершения сварки, если дать ей остыть слишком быстро, сварной шов также будет подвергаться напряжению и может разрушиться.
Предварительный нагрев можно выполнить, просто используя паяльную лампу для нагрева материала. Некоторые сварщики-любители даже используют для этой работы автомобильный двигатель. Идеальная температура предварительного нагрева для большинства изделий из чугуна должна составлять от 260 до 650 градусов Цельсия, все, что выше 780 градусов, приведет к перегреву материала.
При последующем нагреве материала идеальна упаковка объекта в изолированную обертку; тем не менее, сварщик-сделай сам может также использовать барбекю из древесного угля и поместить кусок в ведро с песком или поместить кусок на вершину дровяной печи, позволяя остыть, когда огонь угаснет.
Сварка для ремонта чугуна
При сварке чугуна Низкая и медленная сварка — это практическое правило, которого придерживаются многие сварщики.
Таким образом, при работе с чугуном операторы должны применять слабый ток и медленное движение (наподобие строчки). Работайте со скоростью примерно дюйм за раз, сваривая в разных местах, и старайтесь выдерживать 45 секунд между сегментами, чтобы избежать как перегрева, так и накопления остаточных напряжений. Управление нагревом является наиболее важной частью этого процесса, также полезно прихватить сварные швы перед началом.
После получения удовлетворительного сварного шва проверьте его на наличие трещин или шлаковых отверстий. Если рядом со сварным швом есть небольшие трещины, течь можно устранить с помощью герметика или даже закрыть ржавчиной после продолжительного использования.
Если вы в безопасности, ударьте этого плохого мальчика щеткой для шлака и измельчите лишний шлак до получения однородной массы.
Теперь следует применить ваш метод догрева, чтобы обеспечить постепенное охлаждение изделия.
Что лучше для сварки чугуна: MIG, TIG или Arc?
Существует бесконечный список способов сварки чугуна, ради этой статьи мы будем придерживаться основ; MIG, TIG и Arc. В любом из этих методов важно помнить об управлении теплом и технике сварки, описанной ранее, чтобы получить хороший сварной шов.
Сварка чугуна MIG
Хотя ни один профессионал не рекомендовал бы MIG другим формам, сварка чугуна с помощью сварочного аппарата MIG вполне возможна. Вот несколько советов, которые мы нашли для сварки чугуна MIG:
- Лучшим выбором для сварки MIG будет специальная никелевая проволока, но это самый дорогой вариант, также можно использовать проволоку MIG из нержавеющей стали.
- Газ 80/20 (80 % аргона, 20 % двуокиси углерода) прекрасно работает в большинстве ситуаций, однако единственным недостатком этого варианта является то, что сварной шов со временем заржавеет. Хотя, будучи чугуном, материал, естественно, подвержен ржавчине.
- Использование проволоки для припоя возможно для соединения отливки, но это слабый сварной шов, и его не рекомендуется использовать для металлов, которые будут подвергаться ударам или нагрузкам. Шпилька
- может использоваться для придания механической прочности сварному шву, но это зависит от работы.
Сварка ВИГ чугуна
При сварке ВИГ чугуна никелевая проволока является единственным доступным вариантом для этой работы. Это может быть дорого, но процесс TIG может обеспечить прочный и чистый сварной шов на большинстве изделий из чугуна.
Также возможна холодная сварка чугуна (без предварительного и последующего нагрева) с помощью TIG, если вы используете правильный газ, проволоку и настройки. Этот процесс заслуживает отдельной статьи, но вот короткое видео, описывающее этот процесс.
Дуговая сварка чугуна
Дуговая или электродуговая сварка часто является предпочтительным методом для многих сварщиков-любителей. Это просто, и существует широкий ассортимент электродов для различных работ, а многие дуговые сварочные аппараты доступны как для коммерческих, так и для бытовых целей по разумным ценам.
Как правило, большинство структурных ремонтов можно успешно отремонтировать с помощью пайки голым бронзовым стержнем, ацетиленовой горелкой и флюсом. Хотя в любой сварочной ситуации выбор правильного электрода часто сводится к стоимости, возможностям машины и тому, является ли сварка однопроходной или многопроходной.
Какой стержень лучше всего подходит для сварки чугуна?
СТЕРЖНИ С 99% НИКЕЛЕМ
Электроды на основе никеля часто дороги и считаются лучшими. Стержни из 99% никеля обеспечивают сварные швы, которые поддаются механической обработке и лучше всего подходят для литья с низким или средним содержанием фосфора.
55% НИКЕЛЕВЫЕ СТЕРЖНИ
Более дешевый вариант, 55% никелевые стержни экономичны. Они также поддаются механической обработке и часто используются при ремонте толстых профилей. Он также имеет более низкий коэффициент расширения, чем 99% стержень, что означает меньшее количество трещин в линии сплавления.
СТАЛЬНЫЕ СТЕРЖНИ
Самый дешевый вариант, стальные электроды, лучше всего использовать для простого ремонта и заполнения. Они не поддаются механической обработке и производят твердые сварные швы, требующие дополнительной шлифовки для окончательной обработки. Однако преимущество заключается в том, что этот стержень намного удобнее в использовании при дуговой сварке и может работать с отливками, которые не были полностью чистыми перед сваркой.
Советы по сварке чугуна с мягкой сталью
Если работа требует сварки чугуна с низкоуглеродистой сталью, для этого отлично подходит сварка электродом. Несколько прихваток и немного постукивания щеткой по шлаку облегчают эту работу. Работа в 95 ампер на DCEP (положительный электрод постоянного тока) дадут отличные результаты.
Как НЕЛЬЗЯ сваривать чугун
Наконец, говорят, что учиться лучше всего после совершения ошибки. Один из самых популярных сварщиков в мире Youtuber, ChuckE2009, помогает пропустить этот шаг и показывает, почему не все виды сварки предназначены для чугуна.
Можно ли сваривать чугун? Сварка MIG, TIG и дуговая сварка чугуна
При соединении углерода и железа получается металл, который мы называем чугуном. Он прочен, устойчив к износу и широко используется на протяжении веков. Даже с развитием и использованием других — возможно, более специализированных и экзотических — металлов этот материал-рабочая лошадка продолжает широко использоваться. Вот несколько советов по сварке чугуна от команды R-Tech…
Почему трудно сваривать чугун?
Существует множество различных марок чугуна, и свариваемость этих марок значительно различается. Наиболее распространен так называемый серый чугун; это материал, с которым мы имеем дело в этой статье (другие известны как ковкий чугун и ковкий чугун).
Можно ли сваривать чугун?
Это сложно, но не невозможно. Несмотря на его широкое использование в течение столь долгого времени, чугун по-прежнему имеет репутацию трудно свариваемого материала. Во многом это связано с высоким содержанием углерода (часто 2,5–4%), а также закалкой и хрупкостью, вызванными миграцией углерода в процессе сварки.
Без подробного металлургического анализа может быть трудно — если не невозможно — отличить разные марки чугуна, не говоря уже об определении хрупкости конкретного металла. Да, хотя говорить о том, что весь чугун хрупкий, неправильно, многие марки являются хрупкими. Это способствовало репутации чугуна как очень чувствительного и склонного к растрескиванию во время сварки.
MIG, TIG или MMA?
В зависимости от того, с кем вы общаетесь, и от конкретных деталей проекта, вы можете использовать MIG и TIG для сварки чугуна в 0652 некоторые обстоятельства. Тем не менее, это обычно сопровождается сильными предостережениями. По общему мнению команды R-Tech, ручная дуговая сварка металлическим электродом (MMA) изначально должна быть процессом сварки чугуна.
Особенно это касается ремонта отливок. Они составляют большую часть сварочных работ по чугуну (хрупкость чугунных отливок часто приводит к их поломке). Типовые проекты? Как насчет того, чтобы починить корпус турбокомпрессора или выхлопной фланец мотоцикла, отремонтировать сломанную заднюю бабку токарного станка или починить ножку чугунной печки?
Очень важны хорошая практика и терпение. Вот несколько полезных советов по сварке чугуна:
- Контролируйте расширение и сжатие деталей из чугуна. Очень важно осторожно предварительно нагреть чугун, чтобы свести к минимуму тепловой удар, особенно если вы свариваете чугунными прутьями. Не нагревайте чугун выше 760°C (1400°F). Это выведет его из аустенитной фазы в критический температурный диапазон, где он будет изменяться дальше по мере приближения к температуре плавления. По возможности нагревайте всю отливку и сваривайте с минимально возможной силой тока, чтобы свести к минимуму локальный нагрев металла.
- Как и в предыдущем пункте, также полезно поддерживать заготовку в тепле во время сварки и как можно медленнее охлаждать ее после. Вы можете даже подумать о том, чтобы положить сварную отливку в песок, чтобы она медленно остыла. Что бы вы ни делали, не используйте для охлаждения сжатый воздух и не обливайте заготовку холодной водой (бывало!). Чугун не любит слишком быстрого охлаждения. Если вы слышите «звенящие звуки» при работе системы охлаждения, это, вероятно, означает, что произошел какой-то внутренний раскол. Это не хорошо.
- Держите сварочный электрод вертикально.
- Сварите как можно чаще. Например, вы можете сваривать другую область заготовки, пока ваш первый сварной шов остывает. Сварка таких небольших сегментов вместо одной длинной сварки помогает предотвратить локальный перегрев, накопление остаточных напряжений и растрескивание. Хорошее правило? Избегайте одиночных проходов сварки, которые в 10 раз превышают диаметр вашего сварочного электрода.
- Очищайте заготовку после каждого сварного шва.
- Для дополнительной прочности сварного чугунного соединения рассмотрите возможность просверливания, нарезания резьбы и крепления шпилек до завершения сварки.
- По возможности заделайте существующие трещины, чтобы они не расширялись. Создание V-образной или U-образной канавки вокруг трещин и стыков в чугуне помогает гарантировать, что сварной шов не просто располагается поверх трещины, а также помогает добиться максимального провара и целостности сварного шва. Использование U-образной канавки с закругленными краями может помочь избежать накопления тепла, которое может усугубить миграцию углерода.
- Не торопитесь при сварке чугуна. Терпение всегда полезно при сварке, но особые проблемы с чугуном делают необходимой тщательную подготовку вашей заготовки. Тщательно удалите ржавчину, масляную смазку и любые другие загрязнения, не торопитесь и выполните работу правильно.
Какой сварочный пруток вы используете для сварки чугуна?
Одним из преимуществ использования ММА для чугуна является широкий ассортимент электродов для стержневой сварки, включая обрабатываемые и необрабатываемые варианты. Часто помогает никелевый (Ni) электрод для сварки MMA для чугуна (иногда называемый «стержень холодного литья»). Они недешевы по сравнению с ферроникелевыми прутьями, но они могут иметь большое значение для сварки чугуна. Оба типа чугунных стержней содержат специальный флюс с высоким содержанием графита, чтобы ограничить нежелательную миграцию углерода в сварной шов и вокруг него.
Хотя чугун можно сваривать методом MIG и специальной порошковой электродной проволокой, полученный сварной шов не будет таким прочным, как при дуговой сварке MMA. Как упоминалось ранее, команда R-Tech рекомендует электродуговую сварку MMA в качестве первого выбора для сварки чугуна.
Сварка ВИГ чугуна Мнения об использовании сварки ВИГ для чугуна варьируются от возможности ее использования со специальными присадочными прутками до ее полной непригодности из-за процесса с открытой дугой, такого как ВИГ, который не дает возможности миграции углерода. Это не то, за что выступает команда R-Tech. Опять же, они рекомендуют использовать электродную сварку MMA для чугуна.
Можно ли сваривать или паять чугун?
Чугун однозначно поддается сварке, а также пайке, в том числе методом TIG-пайки. В зависимости от конкретного проекта сварки чугуна Майк Гэдсби из R-Tech Welding Supplies предлагает рассмотреть этот вариант соединения:
«пайка ВИГ на сварочном аппарате ВИГ может предложить удовлетворительную альтернативу другим процессам. При пайке TIG вы используете меньшую силу тока для нагрева заготовки, но фактически не плавите чугун. Нет необходимости использовать флюс, как при пайке газокислородной пайкой. Это связано с тем, что вы можете использовать газовый кожух горелки TIG (используйте аргон) для защиты зоны пайки. Подайте постоянный ток силой около 50 % от нормальной силы тока и используйте что-то вроде фосфористой бронзы №8 (C11) или стержни Sifalbronze No.32. Как обычно, чистота имеет решающее значение, поэтому вы должны быть очень тщательными с предварительным раскислением и обезжириванием. Понимая, что вы не добьетесь прочности и целостности соединения, которых можно достичь при сварке, может быть целесообразно рассмотреть пайку ВИГ — не забудьте использовать подходящую присадочную проволоку, более низкие температуры и заливку припоем». Каким бы ни был ваш проект по сварке чугуна, вам пригодятся полезные советы, качественный сварочный аппарат и много практики. Добавьте качественные расходные материалы, и вы освоите сварку чугуна . Если вы профессионал, который уже там, вы поймете, что мы имеем в виду. После того, как вы освоите основы сварки чугуна, вы даже сможете расширить свои навыки в более специализированных областях, таких как сварка чугуна с низкоуглеродистой сталью, сварка кованого железа или, возможно, сварка чугуна MIG…. Независимо от того, что вы и ваша машина будете сваривать с чугуном, помните, что команда R-Tech здесь для вас. Конечно, они помогут вам выбрать что угодно, от килограмма стержней для пайки TIG до первоклассного сварочного аппарата MIG или TIG, способного выполнять дуговую сварку чугуна (MMA). Однако им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто рассказывать о трудностях сварки чугуна в течение нескольких минут. Чугун может быть сложным для сварки из-за свойств материалов. К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, так как методы для одного типа чугуна не всегда применимы к чугуну. К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта. Три важных момента при сварке: Содержание лисовые лисовые лисовые лисовые лисы. % до 4,5% содержания углерода. Это сплав кремния, углерода и феррума (железа). Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, делает чугун желательным сплавом, поскольку он поддается механической обработке, гасит вибрации, имеет низкую усадку и высокую текучесть. Углерод в чугуне также делает металл хрупким и подверженным растрескиванию при нагрузке. Например, сталь имеет 20% удлинение до растрескивания по сравнению с чугуном, который имеет 1% удлинение. Что делает чугун одним из самых сложных материалов для сварки, так это его довольно необычное поведение. Чугун имеет температуру плавления от 1100° до 1300° по Цельсию (2112° – 2372° по Фаренгейту) из-за высокого содержания углерода . Сталь имеет более высокую температуру плавления – 1450°C (2642°F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с пресс-формами, трубной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей. Ниже приведены некоторые из наиболее распространенных типов сплавов чугуна. Каждый из этих сплавов обладает особыми свойствами, которые могут потребовать различных инструментов и методов сварки для достижения наилучших результатов. Общий состав серого чугуна: Чугун нельзя сгибать или выковывать в определенную форму, иначе металл треснет. Он поддается механической обработке и устойчив к износу. Чугун можно идентифицировать по следующим признакам: Хотя можно использовать все три метода, для домашней сварки мы рекомендуем Arc. MIG: Для MIG требуется смесь аргона (80 % аргона, 20 % двуокиси углерода) и никелевая проволока. TIG: Как и MIG, используйте никелевую проволоку. Подробные инструкции смотрите в этом видео. ARC: ARC прост в использовании и подходит для основного ремонта. Используйте высококачественные никелевые стержни с содержанием 99%. Существует три метода сварки чугуна. Какой из них вы выберете, зависит от задачи. Ацетиленокислородная сварка — это тип сварки, используемый для небольших деталей, которые можно нагревать с помощью горелки (обозначается как газовая сварка ). Этот тип сварки выполняется с использованием следующих шагов: Сварка MIG — еще один полезный метод, однако он может быть дорогостоящим из-за использования специальной железоникелевой проволоки. Тем не менее, у него есть преимущество: чистый сварной шов без каких-либо остатков или беспорядка после сварки. В качестве альтернативы можно использовать проволоку MIG из нержавеющей стали, хотя окончательные результаты могут иметь некоторые отклонения. Как уже упоминалось, этот метод используется, когда детали невозможно предварительно нагреть или их сложно демонтировать. «Холодная» сварка чугуна относится к низкому нагреву, необходимому для основного металла. Низкая сила тока необходима, чтобы избежать глубокого сплавления основного материала и наполнителя. Причина, по которой избегают глубокого плавления, заключается в том, чтобы графит и образующийся в результате карбид железа не попадали в сварочную ванну. Рекомендуемая сила тока: Эти предложения предназначены для ручной или плоской сварки. При использовании потолочной сварки уменьшите приведенные ниже цифры на 5–10 %. При вертикальной сварке уменьшить на 5%. 2,5 (3/32″) 3,2 (1/8″) 4,0 (5/32″) 5,0 (13/64″) 50– 80 70– 110 100– 140 130– 170 Параметры не точны и зависят от машины, загрузки линии и размера задания. Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что приводит к раскалению электрода докрасна. Используйте самый большой электрод, соответствующий размеру канавки, но не используйте настолько большой электрод, что вы не сможете попасть в канавку. Электрод большего размера уменьшит подводимое тепло относительно количества используемого присадочного металла. Никелевые электроды (AWS A5.15 E Ni-Cl): Используйте этот тип электрода, если чугун старый, тонкий, или пропитан маслом. Используйте это только для «смазывания» сторон чугуна, чтобы создать поверхностное уплотнение. Затем закончите с железно-никелевым электродом. Железоникелевые электроды (AWS A5.15 E NiFe-Cl-A) : Используются для соединения стали и чугуна, нержавеющей стали и медных сплавов. Используется для обработки чугуна, подверженного внезапным нагрузкам, вибрациям и напряжениям. Электроды для строжки Если вы видите пористость в первом валике, переключитесь на электрод меньшего диаметра, меньшую силу тока и более высокую скорость сварки. Различные полярности (прямая, обратная, переменный ток) по-разному влияют на плавление и тепловложение основного материала. Прямая полярность постоянного тока: Этот тип полярности подключается к отрицательному полюсу и приводит к сильному подводу тепла к основанию. В свою очередь , вызывает чрезмерное копание и плавление. Чрезмерное плавление приводит к попаданию примесей в сварной шов, что снижает качество сварного шва. Обратная полярность : Этот тип электрода обеспечивает неглубокую и широкую зону сварки с минимальным содержанием газов, серы, фосфора и графита. Это также уменьшает образование карбидов железа. При использовании постоянного тока лучше всего использовать электрод обратной полярности. Однако, если утюг загрязнен, вы можете попробовать более сильный нагрев с прямой полярностью. Для снижения напряжения и минимизации нагрева основного материала следует использовать максимально короткую дугу. Было бы полезно использовать длинную дугу во время первого прохода, а затем уменьшить размер дуги. Как уже упоминалось, для снижения вероятности растрескивания необходимо минимизировать подвод тепла. Металл чрезвычайно хрупок и растрескивается при удлинении от 1% до 2%. НЕ ИСПОЛЬЗУЙТЕ длинные непрерывные валики. с максимальной длиной 1 дюйм (25 мм). Не плетите и используйте только для «вымывания» отложений. ЗАПРЕЩАЕТСЯ размахивать электродом более чем на 1/2 диаметра электрода в каждую сторону от направления сварки. После размещения шарика заполните кратер и извлеките электрод обратным движением. Используйте молоток с круглым бойком, чтобы отбить борт, пока он горячий. После первой бусины нельзя ставить следующую бусину до тех пор, пока к первой бусине можно будет прикоснуться голой рукой. Если вы чувствуете ожог, это слишком жарко. НЕ СПЕШИТЬ. Вы можете размещать семена на расстоянии друг от друга, чтобы избежать накопления тепла. Это называется скиповой сваркой и подходит для больших работ/длинных трещин. НЕ наращивайте валики друг на друга. Вместо этого используйте пошаговый подход, когда каждая бусинка перемещается на 1 дюйм за раз. Не торопитесь и используйте «холодный» метод, если можете. Используйте высококачественный электрод, достаточно большой для обработки канавки. Какой тип сварочной проволоки вы используете для сварки чугуна? Чугун чаще всего сваривают с использованием прутка из чистого никеля или ферроникеля. Ферроникель состоит из 47% никеля и 53% стали и дешевле. Можно ли использовать сварочный аппарат MIG для сварки чугуна? Да, но не рекомендуется. Вы можете использовать Arc, TIG или MIG. Никелевая проволока MIG стоит дорого, но ее можно использовать с 80% аргоном и 20% углекислым газом. Никелевая проволока TIG — единственный вариант для этого типа сварки. Предпочтительным методом является дуговая сварка с использованием 99% никелевых стержней. Вы можете использовать стержни из 55% никеля, но они имеют более низкий коэффициент расширения. Как лучше всего сваривать чугун? Хотя вы можете использовать сварку TIG, MIG или ARC, мы рекомендуем ARC. Можно ли сваривать или паять чугун? Да, чугун можно сваривать или паять. Пайка часто используется для восстановления и обработки деталей. Рассмотрите возможность использования покрытых флюсом прутков для пайки Lincoln Electric диаметром 1/8″, поскольку они хорошо сплавляются с чугуном. Как сваривать чугун ТЕ Андерсен Консалтинг
Справочник по сварке House & Beyond поддерживается читателями. Мы можем получать комиссию за продукты, приобретенные по ссылкам на этой странице. Узнайте больше о нашем процессе здесь Можно ли сваривать чугун или нет? Одно распространенное мнение состоит в том, что нечто подобное невозможно. Это суждение основано на мнении, распространенном среди самодельщиков чуть ли не в стиле походной легенды. В противном случае причина заключается в том, что причиной этого является высокое содержание углерода в чугуне, и что попытка сварки приводит только к еще большему растрескиванию материала. Тем не менее, сварить чугун можно, если не игнорировать некоторые моменты. Итак, в этой статье мы расскажем вам, как успешно сварить чугун. Чугун является важным материалом. Поскольку он много используется, он часто ломается, и части, которые подвергаются нагрузке, должны быть либо отремонтированы сваркой, либо заменены. Чугун в основном используется там, где есть вибрирующие детали или там, где есть высокие нагрузки, потому что отливка подвергается рывкам. В транспортных средствах вы сразу думаете о шасси, рулевом управлении, двигателе и тормозах. В конструкции опалубки также используются крепежные детали из чугуна. В оставшейся части статьи мы увидим, как сваривать материал. Сварка чугуна, как и других металлов, требует особой осторожности и использования подходящих материалов. Для сварки чугуна вам понадобится сварочный аппарат TIG, MIG или аппарат для ручной сварки. Ниже мы поможем вам сравнить эти машины. Электрод представляет собой металлическую проволоку с покрытием, которая выглядит как палочка. Это клемма, через которую электрический ток проходит между металлическими и неметаллическими частями электрической цепи. Он должен быть изготовлен из материалов, аналогичных свариваемому чугуну. Следовательно, электроды из никелевого сплава наиболее часто используются для сварки чугуна. Они прочные и имеют более низкий коэффициент теплового расширения. Вам потребуется сварочный шлем, защитные очки, сварочные перчатки и сварочный костюм или фартук. Это оборудование является наиболее важными материалами, которые вы должны иметь для любого сварочного проекта. Не для эффективности сварки, конечно, а для личной безопасности. Сварка без пары защитных очков может привести к «вспышке сварщика», известной как фотокератит. Здесь мы рассмотрим некоторые важные шаги, которые необходимо выполнить перед началом сварки. Как упоминалось ранее, у вас должен быть подходящий электрод для сварки чугуна на земле. Наши специалисты рекомендуют выбирать чугун Blue Demon ENiFe-Cl Tube Nickel 55. Он изготовлен из никеля и может использоваться для ремонта отливок. Наиболее распространенными типами чугуна являются серый и белый чугун. Никелевые и никель-железные электроды идеально подходят для серого чугуна. Однако белые чугуны часто бывают очень твердыми и обычно считаются непригодными для сварки из-за содержащихся в них карбидов железа. Сначала необходимо подготовить края чугуна. Угол раскрытия кромок должен быть больше, чем у конструкционной стали. Все края должны быть закруглены. Поскольку чугун имеет пористую микроструктуру, присутствие масла и других жидкостей может повлиять на его свариваемость: их необходимо удалить перед сваркой. Для сжигания этих жидкостей необходим предварительный нагрев. Сварка MIG, TIG с электродами или горелкой — для любителей сварки своими руками на выбор предлагаются различные сварочные аппараты. Простые сварочные аппараты для стержневых электродов уже можно найти на рынке совсем недорого, потому что этот метод широко распространен. Однако стержневые электроды немного дороже, чем рулон сварочной проволоки, которая используется, например, в GMAW. MIG, TIG и дуговая сварка, также известная как электродная сварка, являются наиболее распространенными сварочными процессами. В GMAW используются защитные газы, такие как аргон или гелий. GMAW также известен как сварка MIG. Этот простой в освоении процесс сварки позволяет повысить производительность. Очень похоже на FCAW, в GMAW мы используем плавящиеся электроды, то есть проволоку, которая наматывается на рулон и продвигается сварочным аппаратом. Этот электрод, питаемый постоянным током, необходим для создания дуги для сварки металлических частей. Во всех процедурах сварки MIG используется защитный газ, при этом речь идет о различных газах. MIG, вероятно, наиболее популярен в процессах GMAW. MAG, тем временем, использует комбинацию двуокиси углерода, кислорода и аргона в качестве активных защитных газов. MIG лучше подходит для сварки чугуна и стали, даже если на них есть ржавчина. Популярность MIG основана на том факте, что этому процессу сварки можно быстро научиться, и он предлагает невероятную универсальность. MIG также может использоваться для полуавтоматических, автоматических и ручных процессов. Однако сварочный аппарат MIG необходимо обслуживать примерно в два раза чаще, чем это необходимо. В процессе сварки TIG используется неплавящийся вольфрамовый электрод. Поэтому в случае широко используемого метода сварки TIG необходимо использовать дополнительную плавящую проволоку или плавильный стержень. Этот процесс сварки может применяться чрезвычайно гибко как для цветных, так и для черных металлов, а также может использоваться с присадкой и без нее. По сравнению с другими типами сварки TIG или GTAW сложнее всего освоить. GTAW предлагает гораздо меньший контроль над дугой, а также над так называемой сварочной ванной, массой и расширением расплавленного материала. Несмотря на это, TIG по-прежнему остается очень популярным. Это связано с тем, что сварные швы получаются действительно высокого качества. Они очень точны и долговечны. Кроме того, относительно небольшая дуга позволяет работать с тонкими металлами. Даже ремонт пресс-форм, для которого обычно допускаются лишь незначительные допуски, может выполнить опытный сварщик с помощью процесса TIG. SMAW, известный как дуговая сварка металлическим электродом в среде защитного газа и неофициально как сварка электродом, вероятно, является самым известным процессом сварки из всех. При сварке штучными электродами используется плавящийся электрод, покрытый порошкообразным флюсом. Ручные сварочные аппараты, как правило, являются лучшими сварочными аппаратами для начинающих, которые ищут простую технику. SMAW — это ручной процесс сварки. Этот процесс очень похож на тот, который известен как FCAW. Однако самое большое отличие состоит в том, что в SMAW весь электрод обычно покрыт так называемым инертным газом, флюсом, а в FCAW этот флюс находится в сердцевине электрода. Основными преимуществами процессов SMAW являются их гибкость, стоимость, а также простота. Сварщикам нужно всего несколько инструментов, чтобы начать работу. Для работы достаточно обычных средств защиты, сварочного аппарата и пакета электродов. Также электродуговая сварка идеальна для новичков, потому что этот процесс прощает ошибки без последствий. Теперь, когда у вас есть вся важная информация, вы можете решить, какой сварочный аппарат подходит вам как любителю. Здесь снова приведены преимущества отдельных сварочных процессов. Вы можете использовать этот метод на открытом воздухе, даже при слабом ветре до 10 км/ч. Эти три одинаковых метода сварки не предназначены для наружных работ, так как малейший порыв ветра может сдуть защитные газы. В зависимости от процесса вы можете обрабатывать чугуны, алюминий, сталь или сплавы. Даже новички могут обращаться со сварочным оборудованием и создавать хороший сварной шов после короткого периода обучения. Для этого метода сварки требуется защитный газ. Этот процесс сварки, которым трудно овладеть, требует мастера с большим опытом сварки или природного таланта. Однако с использованием защитных газов вы можете сваривать широкий спектр металлов, включая чугун, алюминий или нержавеющую сталь. Данную технику сварки можно проводить только в помещениях. Сварочный аппарат TIG изготовлен из легких и высокопрочных компонентов. Кроме того, вы также можете выбрать аппарат LTPDC2000D для пилотной дуговой сварки и электродуговой сварки без сенсорного управления, разработанный LOTOS. Это MMA/автоматическая сварка с плазменным резаком, бесконтактной дуговой дугой с двойным напряжением. Электрод можно использовать для сварки даже при скорости ветра до 25 км/ч. Также этот метод отличается особой нетребовательностью, поскольку помимо обычной защитной одежды требуется только сварочный аппарат и соответствующие электроды. Защитный газ не требуется, потому что эту задачу берет на себя флюс на электродах. Кстати, в этой статье вы можете узнать больше о том, как работает электросварочный аппарат и какие приемы использовать при сварке чугуна. При сварке чугуна можно использовать несколько методов. К ним относятся методы предварительного нагрева и сварка без предварительного нагрева. Мы также увидим, как заделать оставшиеся трещины. Недостаточно просто запустить сварочный аппарат и сразу приступить к работе. Тепло в случае чугуна всегда должно учитываться. При использовании этого метода металл перед сваркой необходимо разогреть. Целью этого нагрева является предотвращение деформации свариваемой чугунной детали. Предварительный нагрев используется во время так называемой дуговой сварки. Он состоит из двух компонентов: используемого электричества и горящего электрода. Предварительный нагрев идеально подходит для подготовки к ремонту чугуна, поскольку при этом выжигаются примеси и графит, что снижает риск образования трещин и пористости при сварке. При обычном шлифовании в нижней части фаски остается грязь и примеси, что может вызвать проблемы при сварке. Для некоторых сварных швов рекомендуется использовать техника намазывания маслом Надежный источник
Сливочное масло | Онлайн-обучение Американского общества сварщиков
Разновидность поверхностной сварки, при которой металл шва наносится на одну или несколько поверхностей для получения металлургически совместимого металла шва для последующего завершения сварки. См. также «Наплавка», «Наплавка», «Плакировка» и «Наплавка». awo.aws.org
. Таким образом, первым шагом является сверление концов трещины в цементируемой отливке. Причина этого может быть неочевидной на первый взгляд, но она очевидна: это необходимо для предотвращения дальнейшего распространения трещины в заделываемой части. Затем эту трещину обнажают фрезой в форме буквы V. Вышеупомянутый нагрев обрабатываемой чугунной детали лучше всего подготовить таким образом, чтобы чугунная деталь привинчивалась к стальной пластине для фиксации Это. После каждого шага следует бить молотком. Причина этого в том, что такой процесс снимает напряжение с обрабатываемого материала. Без предварительного подогрева, это тоже возможно, но в помещении не должно быть больше 60°С. Обязательно сваривать мелкие детали и пробить сварной шов молотком. Это предотвращает разрыв области рядом со сварным швом. Большинство ремонтов чугуна выполняется с помощью процесса ARC/SMAW (сварка MMA). Можно сваривать без предварительного подогрева согласно следующим рекомендациям: Небольшие трещины обычно появляются рядом со сварными швами из-за характеристик чугуна, даже если вы следуете передовым методам. И это может стать большой проблемой, если чугун требует гидроизоляции. Между тем можно заделать протечки специальными герметиками для чугуна. В противном случае, если оставить так, материал может начать ржаветь уже после возвращения в строй. При обработке этого материала следует учитывать определенные аспекты и правила для достижения идеальных результатов. По окончании работы важно дать материалу как можно медленнее остыть. Для этого подходит закалочная печь, а также горячий песок или горячая зола. При необходимости можно использовать сварочное одеяло. Ни в коем случае нельзя проводить процесс сварки только для того, чтобы потом небрежно оставить все – возможно, даже в прохладную зимнюю погоду. Чугун, конечно, сварить можно. Есть только несколько вещей, чтобы рассмотреть. Обычно рекомендуется предварительный нагрев, особенно для методов предварительного нагрева. советы по сварке чугуна Поговорим о сварочном чугуне
Как сварить чугун: простые шаги и советы
1. Предложения Amperage. Чугунные основы
При сварке чугуны не растягиваются и не деформируются при нагреве. Скорее металл может треснуть при воздействии тепла, а затем при охлаждении, что усложняет весь процесс сварки. Температура плавления чугуна
Типы чугуна
Название серого чугуна происходит от цвета изломов или трещин в чугуне Чугун Идентификация
Если металл сколется мелкими осколками, то это чугун. Если вы видите один сплошной скол, то металл стальной. Методы сварки чугуна: дуговая, TIG или MIG
Можно использовать состав с 55% никеля, что дешевле. Идите с 99%, если можете. Подготовка к сварке чугуна
При соединении двух деталей создайте скос под углом 45°. Оставьте 1/3 толщины материала по глубине внизу.
Перед сваркой просверлите отверстие на каждом конце трещины, чтобы избежать дополнительного повреждения основного металла. Методы сварки
Ацетиленокислородная сварка (горячая сварка) После сварки детали нуждаются в медленном охлаждении до комнатной температуры. Охлаждение может помочь, если после сварки детали погружаются в золу, песок или кизельгур. Ступени холодной сварки чугуна
Рекомендуемая сила тока
Предложения по силе тока при холодной сварке
Размер электрода
Приблизительная сила тока
Цель состоит в том, чтобы использовать как можно более низкую силу тока. Чугунные электроды
Цель состоит в том, чтобы уменьшить подвод тепла к основному материалу. Полярность
Используйте только прямую полярность (электрод к отрицательному полюсу) Должна быть зарезервирована для сильно загрязненного чугуна Длина дуги
Сварочный чугун
Это растянет кровать и избавит от стресса. Приготовьтесь, начиная с задней части кратера, к тому месту, с которого вы начали. Используйте умеренные удары, чтобы была лишь небольшая вмятина. Сильные удары могут привести к трещинам. Можно использовать небольшой пневматический молоток. Часто задаваемые вопросы
Предварительно нагрейте чугун перед сваркой и медленно нагревайте сварку. Электронная книга-справочник
Как сваривать чугун: подробные инструкции и методы
Что нужно для сварки чугуна
Сварочный аппарат
Электрод
Защитное оборудование
Вспышка может вызвать серьезные ожоги глаз или лица, ослепляя такого человека за считанные секунды. Перед началом сварки
Выберите электрод
Определение типа чугуна
Подготовка материала
В принципе предпочтительнее подготовить U-образные края. Все щели должны быть открыты для обеспечения доступности. Для ремонта необходимо просверлить небольшие отверстия на концах трещин, чтобы остановить эволюцию. TIG, MIG или дуговая сварка?
Также практикуются и другие методы, в том числе MAG или FCAW. Каждый метод сварки был разработан для конкретных применений. Соответственно, все методы сварки имеют реальные преимущества для одних работ, в то время как для других заготовок они менее полезны или бесполезны. Соответственно различаются и сварочные аппараты, хотя для некоторых видов сварки можно использовать и общий аппарат. MIG или GMAW
MIG использует инертные газы, такие как гелий и аргон. Это гарантирует, что этот метод можно использовать для сварки цветных металлов, таких как алюминий. TIG
Ручной, стержневой или SMAW
Какой сварочный аппарат идеален для любителей делать своими руками?
FCAW
Защитный газ обычно не требуется. При наличии небольшого опыта сварочные аппараты FCAW просты в управлении и обеспечивают приемлемые результаты. Этот метод был разработан для сварки стали и чугуна вне цеха. GMAW/MIG/MAG
TIG
Согласно большинству обзоров, сварочный аппарат TIG-205DS HF TIG/Stick/Arc TIG, разработанный YESWELDER, на сегодняшний день является одним из самых надежных, легких и проверенных временем аппаратов. Он поставляется с ножной педалью, молотком и щеткой, зажимом заземления, шлангом для подачи аргона, электрододержателем и горелкой TIG с расходными материалами. Сварка SMAW/штучным электродом
Можно сваривать все виды стали и железа, включая некоторые сплавы. Возможна также обработка ржавых металлов. Техника проста, легка в управлении и быстро дает презентабельные результаты. Методы сварки чугуна
С предварительным подогревом
Без предварительного подогрева
Заделка трещин
Советы и предупреждения
Не забудьте об отделке
Заключительные мысли