Виды и способы сварки
Виды и способы сварки
Екатерина0 комментариев
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества. В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию. Общая информация Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл…
Читать далее
Виды и способы сварки
Екатерина0 комментариев
Диффузия — процесс взаимного проникновения двух разных веществ при их соприкосновении. Процесс диффузии одинаков при взаимодействии любых веществ: будь то газо-, жидко- или твердообразных. Но диффузия в своем привычном виде практически неприменима, поскольку это долгий и малоэффективный процесс. Так каким же образом диффузия получила свое применение в сварке? Все просто. В середине 20-го века советский ученый Н.Ф. Казаков воспользовался диффузией при сварке металлов, добавив при этом давление, нагрев и вакуум. Так появилась диффузионная сварка металлов. Ниже схема диффузионной сварки с кратким описанием. Технология На изображении выше вы прочли всю основную информацию. Предлагаем…
Читать далее
Виды и способы сварки
Екатерина0 комментариев
На данный момент существует около сотни самых разнообразных способов сварки металлов. У каждого из них есть свои достоинства и недостатки, особенности и сферы применения. Какие-то методы незаменимы на опасных объектах, а какие-то становятся основополагающими в практике домашних мастеров. Но существуют и такие способы сварки, о которых мы мало что слышим в силу узкого применения. Один из таких способов — сварка ультразвуком. Ультразвуковая сварка нечасто на слуху, но она все же широко применяется при сварке микроэлектроники, проволоки, листового металла и прочих тонких или просто маленьких изделий. В этой статье мы подробно объясним,…
У каждого из них есть свои достоинства и недостатки, особенности и сферы применения. Какие-то методы незаменимы на опасных объектах, а какие-то становятся основополагающими в практике домашних мастеров. Но существуют и такие способы сварки, о которых мы мало что слышим в силу узкого применения. Один из таких способов — сварка ультразвуком. Ультразвуковая сварка нечасто на слуху, но она все же широко применяется при сварке микроэлектроники, проволоки, листового металла и прочих тонких или просто маленьких изделий. В этой статье мы подробно объясним,…
Читать далее
Виды и способы сварки
Екатерина0 комментариев
Когда речь заходит о сварке большинство людей представляют себе закрытый цех и сварщика в рабочей робе с маской на лице. Именно так в глазах обывателей и многих новичков выглядит сварка. Но немногие знают о том, что помимо работы на суше сварка может применяться и под водой. Многим сложно поверить в то, что подводная сварка возможна. Ведь это почти всегда прямой контакт с электричеством. По этой причине мы решили кратко рассказать вам, как варят металл под водой и зачем это необходимо. Также вы узнаете, в каких случаях используют специальные электроды для сварки в воде и какие…
Многим сложно поверить в то, что подводная сварка возможна. Ведь это почти всегда прямой контакт с электричеством. По этой причине мы решили кратко рассказать вам, как варят металл под водой и зачем это необходимо. Также вы узнаете, в каких случаях используют специальные электроды для сварки в воде и какие…
Читать далее
Газовая и газозащитная сварка
Екатерина0 комментариев
Углекислотная сварка — популярный метод полуавтоматической сварки металлов с применением углекислого газа. И хотя эта технология известна меньше века, она все же смогла доказать свою необходимость при проведении современных сварочных работ. В этой статье мы подробно расскажем, что такое углекислый газ, каковы достоинства применения углекислоты в сварке и какие особенности нужно учитывать в работе. Общая информация Углекислый газ (она же углекислота, СО2, двуокись углерода) — это газ без цвета и запаха, широко применяемый в полуавтоматической сварке. Углекислота поставляется в сжиженном виде в баллонах под давлением в 70 атм. Самый популярный баллон…
Углекислота поставляется в сжиженном виде в баллонах под давлением в 70 атм. Самый популярный баллон…
Читать далее
Газовая и газозащитная сварка
Екатерина0 комментариев
Использование ацетилена в сварке — один из старейших методов получения качественного эстетичного шва. С помощью этого метода можно варить любые металлы, в том числе черные и цветные. Вам даже не нужно использовать для этого электричество! Словом, это крайне интересный метод соединения однородных и разнородных металлов. В этой статье мы кратко расскажем, что такое ацетиленовая сварка, какие есть достоинства и недостатки у этой технологии, какие особенности учесть, чтобы получить максимально качественный шов. Общая информация Ацетиленовая сварка — метод соединения металлов, при котором ключевым компонентом является газ ацетилен. Ацетилен получают путем смешивания карбида кальция…
Ацетилен получают путем смешивания карбида кальция…
Читать далее
Виды и способы сварки
Екатерина0 комментариев
Существует множество небольших производств, где сварщиков немного, но при этом предприятие выпускает вполне качественную продукцию, да еще и большими партиями. Как им удается достичь этого? Все просто: существуют технологии сварки, отличающиеся повышенной производительностью и экономичностью, что позволяет применять их на производствах любого масштаба. Одна из таких технологий — электрошлаковая сварка, она же ЭШС. Из этой статьи вы узнаете сущность электрошлаковой сварки, ее плюсы и минусы. Мы также расскажем, какое оборудование и расходные материалы применяются для ЭШС сварки. Общая информация ЭШС или электрошлаковая сварка — это метод соединения металлов, при котором тепло, плавящее металл, образуется…
Читать далее
Виды и способы сварки
Екатерина1 комментарий
Ручная дуговая сварка, она же ММА сварка — что это такое? ММА сварка — классический метод соединения металлов, в основе которого лежит применение электрической дуги и сварочных электродов. Раньше ММА сварка являлась основной, но сейчас ее используют только при выполнении несложных или неответственных конструкций. Данный метод сварки появился в конце 19-го века и уже в начале 20-го века получил наибольшее распространение. Тогда в качестве электродов использовали стальную проволоку. Со временем были придуманы электроды, которые представляют собой проволоку, покрытую плавящейся обмазкой. Именно такой тип стержней используется по сей день. Это лишь одна…
Читать далее
Виды и способы сварки
Екатерина0 комментариев
Сварочный робот — неотъемлемая часть крупномасштабного производства чего бы то ни было. Начиная от сварки автомобилей, заканчивая гигантскими конвейерами с многосерийными изделиями. Именно роботы способны быстро и безошибочно выполнять одни и те же операции, при этом не требуя зарплату, отпуск и перерыв на обед. Но это далеко не единственные причины, по которым роботы превосходят классический человеческий труд. На многих производствах удается достичь запредельных масштабов выпуска продукции как раз благодаря бесперебойной работе этих современных агрегатов. В этой статье мы кратко расскажем, что из себя представляют роботы для сварки и какие существуют плюсы/минусы внедрения…
Начиная от сварки автомобилей, заканчивая гигантскими конвейерами с многосерийными изделиями. Именно роботы способны быстро и безошибочно выполнять одни и те же операции, при этом не требуя зарплату, отпуск и перерыв на обед. Но это далеко не единственные причины, по которым роботы превосходят классический человеческий труд. На многих производствах удается достичь запредельных масштабов выпуска продукции как раз благодаря бесперебойной работе этих современных агрегатов. В этой статье мы кратко расскажем, что из себя представляют роботы для сварки и какие существуют плюсы/минусы внедрения…
Читать далее
Газовая и газозащитная сварка
Екатерина6 комментариев
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины. Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и…
Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины. Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и…
Читать далее
область применения, особенности технологии и оборудование
Электронно-Лучевая Сварка (ЭЛС) — это один из видов сварки плавлением. Источником энергии для осуществления процесса ЭЛС служит электронно-лучевая пушка с системой управления электронным пучком (лучом).
Содержание
- 1 ГОСТ
- 2 Область применения
- 3 Особенности процесса электронно-лучевой обработки
- 4 Технология и оборудование
- 5 Технологические приемы и регулируемые параметры ЭЛС
- 6 Преимущества и недостатки
ГОСТ
Технология процесса ЭЛС регламентируется отраслевыми стандартами и подлежит контролю качества по ГОСТ ISO 13919-1—2017 «Сварка. Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов».
Соединения, полученные электронно-лучевой и лазерной сваркой. Руководство по оценке уровня качества для дефектов».
Область применения
Этот вид неразъёмного соединения различных материалов нашел широкое применение в авиационно-космической технике, судостроении, строительстве, микроэлектронике и других сферах человеческой жизнедеятельности, где необходимо сваривать тугоплавкие, прецизионные (особо чистые) материалы с уникальными свойствами.
Такие металлы, как вольфрам, тантал, молибден, ниобий, имеющие температуры плавления выше 2500 °C, могут быть сварены только лучевыми методами сварки.
Уникальность метода заключается в том, что с его помощью удается сваривать как сверхтонкие детали толщиной до десятков микрон, так и особо толстые (200…300 мм) конструкции из однородных и разнородных металлов и даже некоторые неметаллические материалы.
Особенности процесса электронно-лучевой обработки
Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме под воздействием электромагнитного поля. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в сварочной камере создают вакуум до 10-6 Па.
Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в сварочной камере создают вакуум до 10-6 Па.
Электронный луч в зоне сварки обладает высокой мощностью, превосходящей альтернативные сварочные источники, уступая по некоторым параметрам только лучу лазера.
Сварка может производиться как непрерывным, так и импульсным электронным лучом. Импульсные лучи большой плотности с частотой импульсов 100—500 Гц используются при сварке легко испаряющихся металлов, таких, как алюминий, магний, цинк.
Схема электронно-лучевой сваркиЭЛС позволяет соединять между собой термоупрочненные, тугоплавкие, а также химически активные при высоких температурах материалы. Создает минимальную околошовную зону термического влияния.
КПД электронно-лучевой сварки составляет рекордные 85…90 %. Но такие достижения сопряжены с большими капитальными затратами на оборудование.

Речь идет не только об основном технологическом оборудовании, но и о системах обеспечения вакуума, необходимого для ведения процесса сварки, а также о ЧПУ для автоматизированного управления этим процессом.
Технология и оборудование
Оборудование для электронно-лучевой сварки можно разделить:
- на универсальное, то есть предназначенное для реализации различных технологических процессов по обработке любых материалов: разделительная резка и прожигание отверстий; сварка и наплавка; нанесение покрытий и напыление; гравировка и т. д.
- и специализированное — предназначенное для выполнения конкретных операций при изготовлении серийных деталей и конструкций.
В состав оборудования входят:
- Электронная пушка, создающая эмиссию и ускорение электронов.
- Фокусирующая электромагнитная линза, концентрирующая электронный луч и способствующая увеличению плотности потока электронов.

- Электромагнитная отклоняющая система для точного управления лучом.
- Вакуумная установка, которая исполняет следующие функции: удаляет атмосферные газы, молекулы которых препятствуют свободному прохождению электронного луча; обеспечивает защиту от воздействия газов и влаги атмосферы на расплавленный металл и зону термического влияния.

Для ЭЛС применяются установки и агрегаты камерного типа (свариваемые детали помещаются целиком в рабочую камеру) и бескамерные (вакуум создается локально — только в месте выполнения сварочных работ).
Технологические приемы и регулируемые параметры ЭЛС
Технологические приемы:
- Для уменьшения пор в сварном шве применяют регулировку наклона луча на 5-7° от перпендикуляра.
- Для легирования металла шва возможно применение присадок.
- Применение способа соединения без разделки кромок или в узкую разделку.
- Одновременное или последовательное использование двух электронных лучей, при этом один луч производит проплавление металла, а второй формирует корень шва.
- Возможность варьировать продольную и поперечную развертку электронного луча по форме сечения.

Основные параметры режима электронно-лучевой сварки:
- сила тока в луче;
- ускоряющее напряжение;
- скорость перемещения луча по поверхности изделия;
- продолжительность импульсов и пауз;
- точность фокусировки луча;
- глубина вакуума.
Преимущества и недостатки
Обычно преимущества и недостатки определяются в сравнении с аналогами. В данном случае приходится говорить об условных недостатках, так как для определенных конструкций и свариваемых материалов просто нет альтернативных методов и аналогов для сравнения. Главным и непревзойденным преимуществом является высокое качество сварных швов.
Главным и непревзойденным преимуществом является высокое качество сварных швов.
| Преимущества | Недостатки |
|
|
 Это приводит к принятию дополнительных мер по охране труда и технике безопасности
Это приводит к принятию дополнительных мер по охране труда и технике безопасностиУслуги сварки нержавеющей стали в Москве под заказ
Услуги сварки нержавеющей стали в Москве под заказВаша скидка
%
ГРАФИК РАБОТЫ:
ПН. -ПТ: 09:00 — 18:00
ТЕЛЕФОН: +7 (495) 532-00-93
WHATSAPP: +7 (999) 542-62-72
АДРЕС: МОСКВА, ЧЕХОВСКИЙ Р-Н
ДЕРЕВНЯ МАНУШКИНО, УЧ-К 160
Чеховский Завод Металлоизделий предлагает услуги сварки нержавеющей стали под заказ по доступной цене. Звоните!.
Нержавейка является незаменимым материалом практически во всех отраслях, производствах и бытовых условиях. Именно в связи с актуальностью нержавейки все виды обработки этого металла пользуются неизменным спросом, а наиболее востребованы сварные работы.
Проведение таких работ требует наличия качественного оборудования и достаточно высокой квалификации специалиста их производящего.
ОСОБЕННОСТИ МАТЕРИАЛА
- Высокие показатели электросопротивляемости;
- Достаточно высокие показатели линейной усадки, сочетающейся с линейным расширением;
- Низкая теплопроводность;
- Требовательность к температуре плавления.
СПОСОБЫ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Ручная дуговая (ММА)
В ходе работ используются два вида электродов: имеющими основное покрытие (в этом случае речь идет о обратнополярном постоянном токе) и с покрытием рутиловым (работа осуществляется с применением постоянного тока как обратной, так и переменной полярности).
Аргонодуговая (DC/AC TIG режим)
При работе используются вольфрамовый электрод и подаваемая как вручную, так и автоматически присадочная проволока. Данный тип сварки хорошо подходит для работы с тонколистовым материалом и обеспечивает получение надежных, качественных швов.
Полуавтоматическая (MIG/MAG режим)
В процессе сварки используются присадочная проволока из нержавеющей стали и защитная среда из аргонно-углекислой смеси. Работы с применением полуавтоматической сварки могут проводиться по методу короткой дуги, струйного переноса, или импульсно. Данный тип сварки наиболее целесообразен при сваривании толстостенных заготовок, причем способен обеспечить высокую скорость работ, что гарантирует хорошую производительность.
АЛЬТЕРНАТИВНЫЕ СПОСОБЫ СВАРКИ ЗАГОТОВОК ИЗ НЕРЖАВЕЙКИ
Сварка нержавейки с использованием лазера
Данная технология получила достаточно высокую популярность благодаря ряду неоспоримых преимуществ:
- Минимальность, или полное отсутствие риска утраты материалом прочности, обусловленное отсутствием перегревания в зоне сварки;
- Быстрое охлаждение сварочного шва;
- Отсутствие риска образования очагов растрескивания;
- Минимальная зернистость в шовной структуре.
Метод холодной сварки под давлением
В данном случае соединение осуществляется не за счет температурного воздействия, а в результате сцепления на уровне кристаллических решеток материала.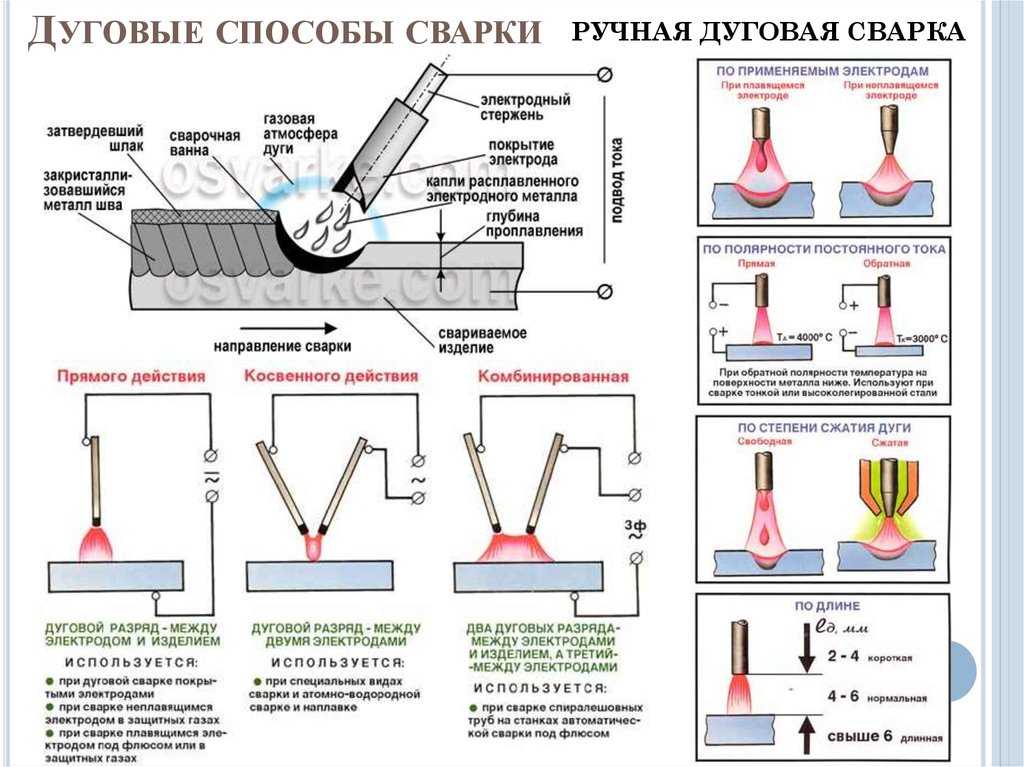 Данный результат достигается путем воздействия высоким давлением на одну, или обе заготовки.
Данный результат достигается путем воздействия высоким давлением на одну, или обе заготовки.
Контактная сварка
Осуществляется с применением точечной, или роликовой технологии. Наиболее целесообразна для тонких листов, не превышающих толщиной 2 мм.
Важную роль в процессе сварки изделий из нержавеющей стали играет используемая в ходе работ газовая среда. Ведущую роль среди различных допустимых к использованию вариантов, имеет аргон. Именно сварка, произведенная аргонодуговым способом позволяет достичь максимально качественного результата с минимизацией рисков нежелательных выбраковывающих проявлений.
ПОЧЕМУ СТОИТ ОБРАТИТЬСЯ В НАШУ КОМПАНИЮ
ОБРАБОТКА ВАШЕГО ЗАКАЗА ПРОИСХОДИТ СРАЗУ ПРИ ПОСТУПЛЕНИИ ЗАЯВКИ
ВЫСОКОЕ КАЧЕСТВО СОРТАМЕНТА
РАЗРАБОТАЕМ ПРОФЕССИОНАЛЬНЫЙ ЧЕРТЁЖ ДЕТАЛЕЙ / ЭСКИЗ
ПРИМЕНЕНИЕ ПЕРВОКЛАССНОГО ОБОРУДОВАНИЯ
НЕЗАМЕДЛИТЕЛЬНАЯ ДОСТАВКА ЛЮБЫМ УДОБНЫМ ДЛЯ ВАС СПОСОБОМ
ПЕРСОНАЛЬНЫЙ ПРАЙС-ЛИСТ СО СКИДКАМИ ПОСТОЯННЫМ КЛИЕНТАМ
ОТ ЧЕГО ЗАВИСИТ ЦЕНА
Цена сварки нержавейки аргоном, как правило, складывается из ряда основных критериев. Так, на стоимость сварки 1см нержавейки аргоном влияют:
Так, на стоимость сварки 1см нержавейки аргоном влияют:
- Общий объем работ;
- Толщина материала;
- Сложность соединяемых заготовок;
- Необходимость использования дополнительных материалов;
- Используемое оборудование.
Стоит также отметить, что стоимость может меняться в зависимости от индивидуальных особенностей заказа.
ГДЕ ЗАКАЗАТЬ УСЛУГИ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ В МОСКВЕ
Компания Чеховский Завод Металлоизделий осуществляет сварку нержавейки и цветного металла в Москве. Осуществить заказ и получить всю интересующую информацию можно на нашем сайте, а также, связавшись с нами по любому из предложенных контактных телефонов.
ОСТАВИТЬ ЗАЯВКУ НА РАСЧЕТ
Испытания и Сертификация
Испытательный центр
Орган по сертификации
Строительная экспертиза
Обследование зданий
Тепловизионный контроль
Ультразвуковой контроль
Проектные работы
Контроль качества строительства
Скачать базы Государственные стандартыДекларация о соответствии
Единый перечень продукции ТС
Классификатор государственных стандартов
Общероссийский классификатор стандартов
Обязательная сертификация
Окп
Аварийно-спасательные средства специализированные
Агрегаты, узлы и детали бронетанковой и гусеничной техники. Оборудование и материалы специализированные
Арматура промышленная трубопроводная
Взрывные устройства и взрывчатые вещества народно-хозяйственного назначения
Вычислительная техника
Изделия автомобильной промышленности
Изделия дальнейшего передела из проката, шары, цильбепсы
Изделия из стекла, фарфора и фаянса
Изделия культурно-бытового, хозяйственного, учебного назначения, театрально-зрелищных предприятий, вспомогательные для легкой промышленности
Изделия швейные
Инструмент, технологическая оснастка, абразивные материалы
Исполнительные механизмы, устройства и детали судовых систем и трубопроводов
Конденсаторы
Конструкции и детали сборные железобетонные
Крепежные изделия общемашиностроительного применения
Материалы лакокрасочные, полуфабрикаты, кино-, фото-и магнитные материалы и товары бытовой химии
Материалы строительные, кроме сборных железобетонных конструкций и деталей
Машины электрические
Мебель
Медикаменты, химико-фармацевтическая продукция и продукция медицинского назначения
Медицинская техника
Металлоизделия промышленного назначения
Металлопродукция прочая и некондиционная
Металлы цветные, их сырье, сплавы и соединения
Меха, меховые и овчинно-шубные изделия
Нефть. Нефтепродукты. Альтернативные виды топлива. Газ
Оборудование для регулирования дорожного движения, обслуживания сельхозтехники и вспомогательное средств связи, конструкции строительные металлические
Оборудование и материалы электротехнические
Оборудование металлообрабатывающее и деревообрабатывающее
Линии для машиностроения. Комплексы кузнечно-прессовых машин. Запасные части и узлы металлорежущих станков и кузнечно-прессовых машин
Машины кузнечно-прессовые
Оборудование деревообрабатывающее
Оборудование для нанесения металлопокрытий
Оборудование для сварки трением, механическое, вспомогательное и для газотермического напыления
Запасные части к оборудованию для сварки трением, вспомогательному и для газотермического напыления
Оборудование для газотермического напыления
Оборудование для сварки трением
Оборудование сварочное механическое и вспомогательное
Оборудование технологическое для литейного производства
Системы гибкие производственные, модули гибкие производственные, роботы
Станки металлорежущие
Оборудование санитарно-техническое.  |
Дата актуализации: 01. 06.2022 1 [2] (18 найдено) 06.2022 1 [2] (18 найдено)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 : Roller welding turners. Types, basic parameters and dimension Нормативные ссылки: ГОСТ 28920-95, ГОСТ 5883-89
: Roller welding turners. Types, basic parameters and dimension Нормативные ссылки: ГОСТ 28920-95, ГОСТ 5883-89 : Welding mechanical equipment. Test methods Область применения: Настоящий стандарт распространяется на механическое сварочное оборудование общего применения и устанавливает требования к методам его испытаний для определения основных функциональных характеристик и показателей надежности. Требования стандарта относятся ко всем видам контрольных испытаний сварочных вращателей и колонн для сварочных автоматов Нормативные ссылки: ГОСТ 8.326-89;ГОСТ 8.513-84;ГОСТ 27.410-87;ГОСТ 15150-69
: Welding mechanical equipment. Test methods Область применения: Настоящий стандарт распространяется на механическое сварочное оборудование общего применения и устанавливает требования к методам его испытаний для определения основных функциональных характеристик и показателей надежности. Требования стандарта относятся ко всем видам контрольных испытаний сварочных вращателей и колонн для сварочных автоматов Нормативные ссылки: ГОСТ 8.326-89;ГОСТ 8.513-84;ГОСТ 27.410-87;ГОСТ 15150-69 Требования настоящего стандарта является рекомендуемыми
Требования настоящего стандарта является рекомендуемыми Общие технические условия
Общие технические условияКонтрольные вопросы к лекции №11
Перечислите альтернативные способы получения изделий.
Перечислите последовательность технологических операций при получении изделий методом литья в песчаные формы.
Перечислите последовательность технологических операций при получении изделий методом литья в оболочковые формы.
Перечислите последовательность технологических операций при получении изделий методом литья по выплавляемым моделям.
Перечислите последовательность технологических операций при получении изделий методом литья в кокиль.
Перечислите последовательность технологических операций при получении изделий методом литья под давлением.
Перечислите основной сортамент изделий, получаемых литьем.
В чем преимущества и недостатки изделий, полученных литьем, по сравнению с изделиями ОМД.

Сварка –
технологический процесс получения
неразъемных соединений материалов
посредством установления межатомарных
связей между свариваемыми частями
изделия. Сваркой соединяют однородные
и разнородные металлы и их сплавы, а
также металлы с некоторыми материалами
(керамикой, графитом, стеклом). Для
образования прочных соединений необходимо
выполнение следующих условий: освобождение
свариваемых поверхностей от загрязнений,
оксидов и адсорбированных на них
инородных атомов, энергетическая
активация поверхностных атомов,
облегчающая взаимодействие друг с
другом, сближение свариваемых поверхностей
на расстояния сопоставимые с межатомарным
расстоянием в свариваемых заготовках.
Сваркой соединяют однородные
и разнородные металлы и их сплавы, а
также металлы с некоторыми материалами
(керамикой, графитом, стеклом). Для
образования прочных соединений необходимо
выполнение следующих условий: освобождение
свариваемых поверхностей от загрязнений,
оксидов и адсорбированных на них
инородных атомов, энергетическая
активация поверхностных атомов,
облегчающая взаимодействие друг с
другом, сближение свариваемых поверхностей
на расстояния сопоставимые с межатомарным
расстоянием в свариваемых заготовках.
В зависимости от
состояния металла в зоне соединения и
использования внешних условий различают
сварку плавлением и сварку давлением.
Сварка плавлением осуществляется
местным оплавлением соединяемых частей
без приложения давления. Различают
следующие виды сварки плавлением:
дуговая, плазменная, электронно-лучевая,
лазерная, электрошлаковая, газовая и
др. Сварка давлением осуществляется за
счет пластической деформации свариваемых
частей при температуре ниже температуры
плавления (виды сварки: холодная,
контактная, ультразвуковая, диффузионная,
трением, взрывом).
Дуговая сварка плавлением.
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. Различают: сварку плавящимся электродом, сварку не плавящимся электродом, сварку косвенной дугой (с двумя электродами) сварку трехфазной дугой. Питание дуги может осуществляться постоянным или переменным током. Кроме того, виды дуговой сварки различают также по способу защиты дуги и расплавленного металла и степени механизации процесса. Схемы электродуговой сварки представлены на рисунке 58.
Рис.58 Схемы дуговой сварки.
1 электрод, 2- электрическая дуга, 3- свариваемые детали, 4 – присадочная проволока а) сварка не плавящимся электродом, б) сварка плавящимся электродом, в) сварка косвенной дугой, г) сварка трехфазной дугой.
Сварочная ванна
представляет собой относительно
небольшой объем перегретого выше
температуры плавления расплавленного
металла, находящегося в контакте с
газовой атмосферой дуги, со слоем
расплавленного шлака и с холодным
соединяемым металлам. Химический состав
ванны определяется составом электродной
проволоки и основного, свариваемого
металла. Различают ручную сварку (рис.
59) покрытыми электродами и автоматическую
и полуавтоматическую сварку порошковой
проволокой.
Химический состав
ванны определяется составом электродной
проволоки и основного, свариваемого
металла. Различают ручную сварку (рис.
59) покрытыми электродами и автоматическую
и полуавтоматическую сварку порошковой
проволокой.
Ручную дуговую сварку выполняют сварочными электродами, которые сближают со свариваемым материалами и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис. 59) дуга 8 горит между стержнем электрода 7 и основным металлом 1. Стержень электрода плавится, и расплавленный металл каплями стекает в сварочную ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя защитную газовую атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов 3. Жидкий шлак после остывания образует твердую шлаковую корку 2.
Рис. 59 Схема процесса
сварки металлическим покрытым электродом.
1 – свариваемое изделие; 2 – шлаковая корка; 3 – застывший сварной шов; 4 – слой расплавленного шлака; 5 – газовая атмосфера 6 – покрытие электрода; 7 – металлический стержень электрода; 8 – электрическая дуга; 9 – сварочная ванна.
Для автоматической дуговой сварки под флюсом (рис.60) используют непокрытую электродную проволоку и насыпной флюс для защиты дуги и ванны от воздуха. Подача и перемещение электродной дуги механизированы. В процессе автоматической сварки под флюсом дуга горит между проволокой 3 и основным металлом 8.
Рис. 60 Схема процесса автоматической дуговой сварки под флюсом.
1 – токопровод; 2- механизм подачи; 3 – проволока-электрод; 4 ванна жидкого шлака; 5 – слой флюса; 6 – шлаковая корка; 7 – сварной шов; 8 – свариваемый металл; 9 – сварочная ванна; 10 – столб дуги.
Столб дуги 10 и
металлическая ванна жидкого металла 9
со всех сторон плотно закрыты слоем
флюса 5 толщиной 30-50 мм. Часть флюса
расплавляется, в результате чего вокруг
дуги образуется газовая полость, на
поверхности расплавленного металла –
ванна жидкого шлака 4. Для сварки под
флюсом характерно глубокое проплавление
основного металла. По мере поступательного
движения электрода металлическая и
шлаковая ванны затвердевают с образованием
сварного шва 7, покрытого твердой шлаковой
коркой 6. Проволоку подают в дугу и
перемещают ее вдоль шва с помощью
механизмов подачи 2 и перемещения. Ток
к электроду поступает через токопровод
1.
Часть флюса
расплавляется, в результате чего вокруг
дуги образуется газовая полость, на
поверхности расплавленного металла –
ванна жидкого шлака 4. Для сварки под
флюсом характерно глубокое проплавление
основного металла. По мере поступательного
движения электрода металлическая и
шлаковая ванны затвердевают с образованием
сварного шва 7, покрытого твердой шлаковой
коркой 6. Проволоку подают в дугу и
перемещают ее вдоль шва с помощью
механизмов подачи 2 и перемещения. Ток
к электроду поступает через токопровод
1.
Основные преимущества
автоматической сварки под флюсом по
сравнению с ручной дуговой сваркой
состоят в повышении (до 20 раз)
производительности процесса сварки,
качества сварных соединений и уменьшении
себестоимости 1 м сварного шва. Повышение
производительности достигается за счет
использования больших сварочных токов
(до 2000 А) и непрерывности процесса сварки.
Применение непокрытой проволоки
позволяет приблизить токопровод на
расстояние 30 … 50 мм от дуги и тем самым
устранить опасный разогрев основной
части электрода при большом токе.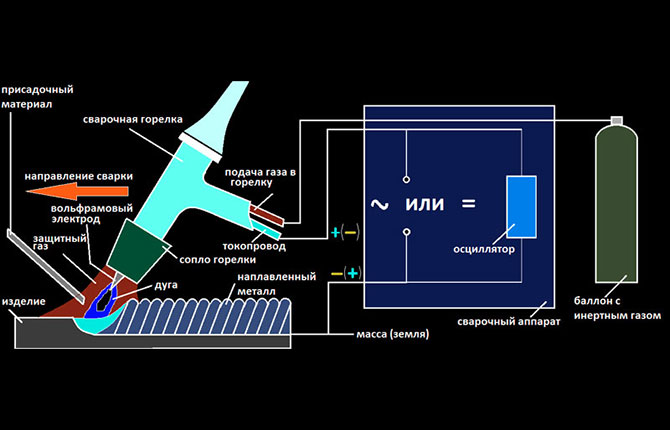 Плотная
флюсовая защита сварочной ванны
предотвращает разбрызгивание и угар
расплавленного металла. При этом более
полно используется тепловая мощность
дуги (КПД дуги возрастает до 0,9 … 0,95) и
увеличивается коэффициент наплавки.
Увеличение тока позволяет сваривать
металл большой толщины (до 29мм) за один
проход без разделки кромок, что приводит
к существенной экономии наплавленного
металла по сравнению со сваркой в
разделку. К недостаткам способа относятся
ограничения на пространственное
расположение сварного шва. Частично
компенсировать данный недостаток
позволяет использование в качестве
электрода порошковой проволоки.
Плотная
флюсовая защита сварочной ванны
предотвращает разбрызгивание и угар
расплавленного металла. При этом более
полно используется тепловая мощность
дуги (КПД дуги возрастает до 0,9 … 0,95) и
увеличивается коэффициент наплавки.
Увеличение тока позволяет сваривать
металл большой толщины (до 29мм) за один
проход без разделки кромок, что приводит
к существенной экономии наплавленного
металла по сравнению со сваркой в
разделку. К недостаткам способа относятся
ограничения на пространственное
расположение сварного шва. Частично
компенсировать данный недостаток
позволяет использование в качестве
электрода порошковой проволоки.
Рис. 61 Схема сварки в защитных газах
1-присадочный материал, 2-защитный кожух, 3-держатель, 4-корпус, 5-подвижный электрод,6- ручка электрода,7-струя защитных газов, 8-электрическая дуга.
При таком способе сварки электрод, зона дуги и сварочная ванна защищены струей защитного газа, в качестве которых применяют инертные газы (аргон и гелий) и активные газы
(углекислый газ,
азот, водород и др. ). Схемы сварки показаны
на рисунке 61.
). Схемы сварки показаны
на рисунке 61.
Существуют и другие способы сварки изделий.
как правильно подключить кабели к аппарату и сети 220в – Расходники и комплектующие на Svarka.guru
Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Альтернативные способы соединения
Не всегда есть возможность делать сварку токопроводящих жил. Затруднения обусловлены отсутствием инвертора (сварочного аппарата) или недостаточным опытом в выполнении работ этого типа. В этом случае рекомендуется рассмотреть альтернативные варианты соединения проводов.
Методы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.
- Пайка. В отличие от сварки используется припой и флюс. Они должны заполнить пространство между проводами скрутки. Удобно для соединения жил небольшого сечения.
- Контактные зажимы. Они могут быть винтовыми или с механической фиксацией. Первые применяются для коммутации большого количества проводов. Механическая фиксация рекомендуется для соединения жил большого диаметра для сетей с высоким показателем нагрузки.
 Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.
Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.Для каждой методики принят индивидуальный порядок выполнения работ. Но в любом случае соблюдаются общепринятые правила безопасности.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
Комплект соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине.
Виды
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.

По числу жил они подразделяются на:
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
 В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Важно! при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм2.
Для более производительных устройств потребуется сечением до 50 мм2.
Типы используемых проводников
В сегодняшнем оборудовании для сварки применяют следующие типы проводов:
- одножильные медные, применяемые вместе с инверторными источниками тока;
- двужильные высокочастотные, используемые при импульсной сварке и разделке металлических конструкций;
- трехжильные для автоматических сварных комплексов, используемых при монтаже трубопроводов и сосудов давления.
В комплекте со сварочным аппаратом поставляются провода, рассчитанные на его максимальный сварочный ток. Он указан в паспорте устройства и на табличке на его корпусе.
Сварочный аппарат в комплекте с кабелем и маской
Так, для тока 160-190А сечение провода должно быть не менее 16 мм2. При увеличении тока до 250 А потребуется увеличить и сечение до 25 мм2, а для специализированных профессиональных моделях, развивающих ток до 500А, нужен соответственно кабель для сварки в 95 мм2.
При увеличении тока до 250 А потребуется увеличить и сечение до 25 мм2, а для специализированных профессиональных моделях, развивающих ток до 500А, нужен соответственно кабель для сварки в 95 мм2.
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Они заключаются в следующем:
- очистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки после остывания быстросохнущим лаком.
Использование механических типов соединений для алюминиевых проводов не рекомендуется. Также нельзя скручивать жилы из этого материала с медными. Для этого следует использовать специальные переходники.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
В Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
Важно! Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Разновидности электродов
Круглые
Простой «круглый» тип может применяться неограниченно широко. Сечение стержня составляет от 3,2 до 19 мм. Есть еще так называемые «круглые бесконечные» электроды. Конечно, они имеют строго ограниченные размеры. Однако экономичность полностью оправдывает основное название.
Диаметр «бесконечных» элементов варьируется от 8 до 25 мм. Чаще всего их используют при сварке с помощью специальной машинки. Оба варианта приемлемы для «простых» сварочных работ. Впрочем, любые виды угольных моделей за счет своей неплавкости расходуются мало.
А еще есть несколько видов таких электродов, которые заслуживают отдельного разбора.
Полукруглые
Электрод в форме полукруга обычно имеет диаметр от 10 до 19 мм. Такие изделия часто рекомендуют, чтобы нарезать металлические заготовки. Именно полукруглые электроды используют большинство самодеятельных и профессиональных сварщиков.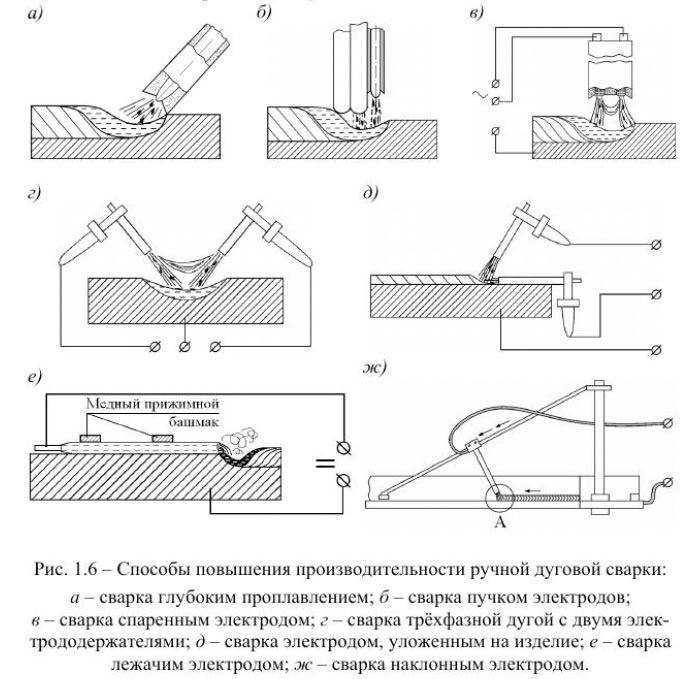 Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.
Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.
Прямоугольные
Их еще иногда называют плоскими — но не все так просто. Когда торговцы говорят слово «плоский», они могут подразумевать еще и квадратное сечение. Размер сечения колеблется от 8 до 25 мм. Чаще всего такие инструменты применяют, когда надо заделать дефект на стальной отливке. Для других целей их используют редко.
Полые
Нечасто можно встретить и такой вид электродов. Их типичный размер составляет от 5 до 13 мм. Именно подобное решение подойдет для формирования U-образных линий канвы. Также полые конструкции отлично применяют при вакуумной сварке. Давление в рабочей камере при этом не должно превышать 665 Па.
различных видов сварки — какие бывают виды сварки?
Если вы ищете карьеру сварщика, вы можете не понимать, что сварка — это не просто один процесс. Хотя основная предпосылка одна и та же — соединение металлов вместе, — на самом деле существует несколько способов достижения этой цели. Существует множество типов сварки, включающих различные технологии, материалы и стили.
Существует множество типов сварки, включающих различные технологии, материалы и стили.
Давайте рассмотрим четыре наиболее распространенных типа (и некоторые их подвиды) дуговой сварки.
Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW) — это процесс, при котором между плавящимся электродом и металлом, который вы свариваете, создается электрическая дуга, которая нагревает его и позволяет плавить.
GMAW часто называют сваркой MIG (металл в среде инертного газа) или сваркой MAG (металл в активном газе), которые представляют собой два типа дуговой сварки металлом в среде защитного газа. Они различаются по типу используемого защитного газа. Сварка MIG использует инертные газы, такие как аргон, и лучше всего подходит для таких материалов, как алюминий. Сварка MAG использует активный газ, обычно смесь с углекислым газом, и была разработана для сварки стальных материалов.
Дуговая сварка защитным металлом
Дуговая сварка защитным металлом (SMAW) является одним из самых популярных сварочных процессов. Иногда его называют «сваркой электродом». Это процесс, в котором (как и в процессах сварки GMAW) также используется расходуемый электрод. Это универсальный и простой процесс, что делает его популярным выбором для сварки различных материалов, включая железо, сталь и алюминий.
Иногда его называют «сваркой электродом». Это процесс, в котором (как и в процессах сварки GMAW) также используется расходуемый электрод. Это универсальный и простой процесс, что делает его популярным выбором для сварки различных материалов, включая железо, сталь и алюминий.
Начиная с 1800-х годов, SMAW по-прежнему является ручным процессом, и может потребоваться немного больше времени, чтобы освоить его.
Дуговая сварка с флюсовой проволокой
Дуговая сварка с флюсовой проволокой (FCAW или FCA) представляет собой автоматический (или полуавтоматический) процесс сварки. Разработанный как альтернатива методу SMAW, он не требует электрода, используемого при сварке электродом, а вместо этого использует расходуемый трубчатый электрод.
Для некоторых процессов FCAW защитный газ не требуется, а для других требуется. Защитные газы (инертные или активные) помогают защитить зону сварки от повреждений, вызванных кислородом, водяным паром или другими загрязняющими веществами.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW) отличается от FCAW и GMAW использованием неплавящегося электрода. Также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), в ней используется вольфрамовый электрод, а не проволочные или трубчатые электроды.
Хотя это более медленный и сложный процесс, чем другие виды сварки, он предлагает сварщику более высокий уровень контроля и может производить сварные швы более высокого качества. GTAW часто используется для сварки таких материалов, как нержавеющая сталь, алюминий и магний.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) уникальна тем, что в ней используется гранулированный флюс, покрывающий дугу. Флюс служит трем важным целям: он защищает сварной шов от загрязнения кислородом или водяным паром, предотвращает брызги и искры, обычно возникающие при дуговой сварке, и служит проводником между сварным швом и электродом.
SAW часто используется для сплавов на основе никеля и для некоторых типов стали и обеспечивает получение однородных и качественных сварных швов.
Подробнее о сварке
Лучшие программы 3 для старшеклассников, ищущих стипендии
по Представьте Америку 24 августа 2022 г.
Автомобилестроение, Ресурсы для консультантов, Образование, Финансовая грамотность, Стипендии Imagine America, Медицинский помощник, Стипендии, Сварка
Будущее сварки со StrataTech и Ocuweld
по Представьте Америку 23 декабря 2021 г.
При поддержке: OCUWELD – БУДУЩЕЕ СВАРКИ С STRATATECH ОБРАЗОВАНИЕ: СЕЗОН 4, ЭПИЗОД 2 Сообщение от нашего спонсора, CourseKey: Отслеживает ли ваша школа карьеры посещаемость учащихся и их навыки работы с ручкой и бумагой? Если это так, вы можете столкнуться с задержкой и неточностью данных, что приводит к…
Карьера в области сварки в Техническом институте Среднего Запада и Техническом колледже Дельта
по
Представьте Америку
28 мая 2021 г.
При поддержке: Технический институт Среднего Запада и Технический колледж Дельта О карьере в области сварки: сезон 3, выпуск 9 Еще от нашего спонсора, посла Education Solutions: этот выпуск радио Imagine America представляет вам Ambassador Education Solutions. Уже более пяти десятилетий школы доверяют послу…
Карьера сварщиков в Lincoln Tech в Восточном Виндзоре, Коннектикут
по Представьте Америку 9 июля 2020 г.
При поддержке: The future of Welding Careers with Lincoln Tech — East Windsor, Connecticut: Season 2, Episode 17 БОЛЬШЕ ИЗ НАШЕГО ЭПИЗОДА О КАРЬЕРЕ Сварщика С lincoln tech — East Windsor, ct Где находится кампус Lincoln Tech в East Windsor Расположен? КОНТАКТЫ LINCOLN TECH — EAST…
Развитие карьеры, Ресурсы колледжа, Непрерывное образование, Ресурсы консультантов, Образование, Механические науки, Подкаст, Сварка
Различные типы сварки — Superior Welding & Fabrication Supply, LLC
В этой статье будут рассмотрены некоторые из различных типов сварки и дано краткое описание того, когда каждый из них лучше всего использовать.
Описание:
- Что такое сварка?
- Наиболее распространенные виды сварки
- Сварка МИГ
- Сварка ВИГ
- Ручная сварка
- Дуговая сварка порошковой проволокой
- Сварка энергетическим лучом
- Плазменно-дуговая сварка
- Атомно-водородная сварка
- Какой тип сварки лучше всего подходит для вас?
- Заключение
Сварка — это тип производства, который включает в себя нагрев и соединение двух кусков металла вместе. Существует несколько различных видов сварки, каждая из которых имеет свои преимущества и недостатки.
В этом посте мы обсудим некоторые из самых популярных типов сварки и когда их следует использовать.
Что такое сварка?
Сварка — это вид сварки, при котором происходит плавление и соединение двух металлических частей под действием тепла. Сварку часто используют для ремонта металлических предметов или создания конструкций с нуля.
Существует множество различных видов сварки, каждый из которых имеет свои преимущества и недостатки. Тип используемой сварки будет зависеть от материала, с которым вы работаете, цели сварки и ваших личных предпочтений.
Наиболее распространенные виды сварки
Сварка МИГ
Сварка МИГ представляет собой форму сварки, в которой используется электрод, изготовленный из проволоки, проходящей через сварочный пистолет. Затем электрод расплавляют и используют для соединения двух кусков металла.
Сварка МИГ является популярным выбором для многих сварщиков, потому что ее относительно легко освоить и использовать для различных материалов. Сварка MIG также выполняется быстро, что делает ее идеальной для крупных проектов или проектов, требующих большого объема сварки.
Сварка ВИГ
Сварка ВИГ, что означает «инертный вольфрамовый газ», представляет собой тип конструкции сварки, в которой для сварки используется вольфрамовый электрод, не подлежащий вторичной переработке. Затем вольфрамовый электрод проходит через дугу для получения сварного шва.
Затем вольфрамовый электрод проходит через дугу для получения сварного шва.
Сварка ВИГ сложнее в освоении, чем сварка МИГ, хотя она позволяет лучше контролировать процесс сварки. Сварка TIG часто используется для сварки тонких материалов или алюминия.
Сварка электродом
Сварка электродом, также известная как дуговая сварка защищенным металлом, представляет собой тип сварки, при котором для создания сварного шва используется плавящийся электрод. Затем электрод пропускают через дугу для получения сварного шва.
Сварка электродом — один из старейших видов сварки, и научиться ему относительно легко. Его можно использовать на различных материалах, что делает его популярным выбором для многих сварщиков. Однако сварка электродом не такая быстрая, как другие виды сварки, и контролировать сварочную ванну может быть сложнее.
Дуговая сварка порошковой проволокой
FCAW, также известная как дуговая сварка порошковой проволокой, представляет собой тип сварки, в котором используется трубчатый электрод, заполненный флюсом. Затем электрод пропускается через дугу для создания сварного шва.
Затем электрод пропускается через дугу для создания сварного шва.
FCAW является популярным выбором для многих сварщиков, потому что его относительно легко освоить и использовать для различных материалов. FCAW также производит меньше дыма, чем другие виды сварки, что делает его идеальным для внутренних работ.
Сварка с помощью энергетического луча
EBW, также известная как сварка с помощью энергетического луча, представляет собой тип сварки, при котором для создания сварного шва используется сфокусированный пучок энергии.
ЭЛС часто применяют для сварки труднодоступных мест или для сварки материалов, слишком тонких для других видов сварки. Однако ЭЛС дороже, чем другие виды сварки, и найти опытного сварщика, специализирующегося на этом виде сварки, может быть непросто.
Плазменная дуговая сварка
PAW, также известная как плазменная дуговая сварка, представляет собой тип сварки, при котором для создания сварного шва используется плазменная горелка.
PAW часто используется для сварки тяжелых материалов или материалов, которые трудно сваривать другими видами сварки. Однако PAW может быть дороже, чем другие виды сварки, и может быть сложно найти опытного сварщика, специализирующегося на этом виде сварки.
Сварка атомарным водородом
AHW, также известная как сварка атомарным водородом, представляет собой тип сварки, при котором для создания сварного шва используется сфокусированный пучок атомарного водорода.
AHW часто используется для сварки труднодоступных мест или для сварки материалов, слишком тонких для других видов сварки. Однако AHW дороже, чем другие виды сварки, и найти опытного сварщика, специализирующегося на этом виде сварки, непросто.
Какой вид сварки вам подходит?
Тип используемой вами сварки зависит от ваших личных предпочтений, материала, с которым вы работаете, и цели сварки. Если вы только начинаете, мы рекомендуем попробовать сварку MIG. Он относительно прост в освоении и может использоваться на различных материалах.
Если вам нужен больший контроль над процессом сварки, мы рекомендуем сварку TIG. Его сложнее освоить, но он дает больший контроль над сварочной ванной.
Сварка электродом — хороший выбор, если вы ищете простой в освоении способ сварки, который можно использовать для различных материалов.
FCAW — хороший выбор, если вы хотите производить меньше дыма и оказывать меньшее воздействие на окружающую среду.
EBW — хороший выбор, если вам нужно сваривать в труднодоступных местах или сваривать хрупкие материалы.
PAW — хороший выбор, если вам нужно сваривать тяжелые материалы или материалы, которые трудно сваривать другими видами сварки.
Независимо от того, какой тип сварки вы выберете, всегда в первую очередь соблюдайте технику безопасности. Носите надлежащее защитное снаряжение и следуйте всем инструкциям по технике безопасности. Если вы в чем-то не уверены, обратитесь за помощью к квалифицированному специалисту.
Заключение
Мы рассмотрели различные виды сварки, их преимущества и недостатки. Очень важно выбрать правильный вид сварки для работы, учитывая используемый материал, цель сварки и ваши личные предпочтения.
Если вам нужна помощь в производственных работах или какие-либо сварочные материалы, компания Superior Welding & Fabrication всегда готова помочь. Посетите наш веб-сайт или позвоните нам сегодня, чтобы узнать больше о наших услугах.
4 Различные типы сварочных процессов
Сварщики превращают некоторые из самых прочных металлов в мире в различные формы и то, что мы называем изделиями, такими как детали автомобилей, кораблей, зданий и многого другого. Сварка требует определенного набора навыков и технических ноу-хау, которые лучше всего изучать, например, с помощью профессионалов отрасли в сварочных школах. Но прежде чем вы пойдете вперед и зарегистрируетесь, узнайте основы. Вот обзор четырех наиболее распространенных типов сварочных процессов.
Газовая дуговая сварка металла, известная как сварка металлическим инертным газом или сварка MIG, является наиболее распространенным промышленным процессом сварки. Этот тип сварки требует нажатия курка, который подает расходуемые электроды через сварочный пистолет. Между электродом и основным материалом образуется электрическая дуга, нагревающая материал до точки плавления, что позволяет соединять металлы. Его можно использовать как для тонких, так и для толстых металлов, таких как медь, никель, нержавеющая сталь, углеродистая сталь и алюминий.
Для сварки MIG требуется источник питания постоянного тока, стабильное и постоянное напряжение и внешний защитный газ, такой как аргон, кислород, углекислый газ и гелий. Этот процесс прост в освоении, что делает его идеальным для энтузиастов DIY и начинающих. Он требует более низкой степени точности и не требует слишком большой очистки. Кроме того, вы получаете меньше сварочного дыма.
Некоторые недостатки включают его чувствительность к дождю, ветру и пыли, что означает, что сварку MIG обычно нужно выполнять в помещении, невозможность сваривать более толстые металлы и ограничения при выполнении потолочной и вертикальной сварки.
Этот тип сварки обычно используется в автомобильной промышленности, робототехнике, морской промышленности, брендинге и строительстве.
Сварка TIG также известна как сварка Heliarc. В этом процессе используется нерасходуемый вольфрамовый электрод, который прислушивается к металлической основе. Электрический ток, нагревающий материальную основу, пропускают через вольфрамовый электрод. Затем создается дуга, которая плавит проволоку и создает сварочную ванну. Для сварки TIG также необходима внешняя подача газа, например, аргона или смеси гелия и аргона.
В отличие от сварки MIG, дуговая сварка вольфрамовым электродом является более медленной и сложной, требует сложного процесса, требует более высокой степени точности и опыта из-за очень небольшой площади между дугой и свариваемым материалом. Сварка TIG идеально подходит для сварки тонких материалов, таких как нержавеющая сталь, легированная сталь, цветные металлы, такие как медные сплавы, магний и алюминий. Если все сделано правильно, сварка получается качественной и прочной.
Этот процесс обычно используется при производстве велосипедных и авиационных деталей, труб, транспортных средств и ремонте инструментов из вышеупомянутых материалов.
Сварка стержнем является популярным сварочным процессом среди сварщиков на дому. Название «стержневая сварка» происходит от сварки стержней или стержней, содержащих присадочный флюс и материал. Это старый метод сварки, в котором используется расходуемый электрод, покрытый флюсом, который используется для прокладки сварного шва. Этот флюс защищает расплавленный металл, а наполнитель соединяет материалы.
Преимущество использования этого процесса сварки заключается в том, что требуется минимальное оборудование, и, в отличие от сварки MIG и TIG, нет необходимости в защитном газе, и он хорошо работает с более толстыми металлами. Он также не так чувствителен к внешним факторам, поэтому его можно проводить на открытом воздухе.
Хотя у него есть свои преимущества, у него есть и недостатки. Во-первых, это не самое лучшее качество сварки, у него мелкий провар, трещины и пористость, и в целом он менее долговечен, чем сварка МИГ и ТИГ.
Дуговая сварка с флюсовой проволокой имеет сходство со сваркой MIG, поскольку в ней используется процесс подачи проволоки. В то время как сварка MIG использует защитный газ и может выполняться только в помещении, в этом процессе используется порошковая проволока, которая защищает дугу от загрязнения, что позволяет выполнять сварку на открытом воздухе и эффективно использовать для более толстых металлов.
Поскольку дуговая сварка с флюсовой проволокой обеспечивает портативность и высокую скорость сварки, она широко используется в строительстве и в автомобильной промышленности, поскольку она обеспечивает прочность, позволяющую выдерживать большие нагрузки, а также эффективна для грязных и ржавых материалов. Этот тип сварки прост в освоении и не требует больших затрат. Из-за простоты его использования он по-прежнему широко используется, несмотря на то, что он менее эстетичен по сравнению с другими процессами и имеет ограничения, когда дело доходит до применения этой техники.
Теперь, когда у вас есть обзор четырех различных типов сварочных процессов, вы можете перейти к более подробному изучению особенностей и получению дополнительной информации от наставников в сообществе и профессионалов в сварочных школах. Вы обнаружите, что существуют и другие типы сварочных процессов, такие как плазменная дуговая сварка, электронно-лучевая и лазерная сварка, газовая сварка и сварка атомным водородом. Каким бы типом сварочного процесса вы не занимались в будущем, у вас наверняка есть хотя бы обзор четырех наиболее распространенных сварочных процессов.
Пока вы этим занимаетесь, узнайте больше об одежде для сварщиков и защитном снаряжении, а также о причинах, по которым вам стоит задуматься о карьере сварщика.
Различные типы сварочных процессов: Полное руководство
Полное руководство
Сварка — это процесс соединения материалов, таких как металлы или термопласты, с целью их бесшовного соединения. Процесс сварки включает применение тепла и давления к соединяемым материалам в дополнение к присадочному материалу, чтобы создать сварочную ванну, которая охлаждается для образования прочного соединения.
Несмотря на то, что сам процесс сварки сильно изменился с появлением новых технологий, важно, чтобы мы понимали различия между всеми существующими методами сварки, чтобы принять взвешенное решение, когда дело доходит до выбора правильного метода для сварки. работу, а также нанять кого-то, кто знает, что они делают. В этом посте мы разберем все виды сварки и объясним каждый из них.
Дуговая сварка
Дуговая сварка включает использование источника питания и электродов для образования сварочной дуги между электродом и свариваемым материалом (обычно металлом), чтобы расплавить материалы, дать им возможность остыть и плавиться вместе. Этот метод, вероятно, является самым популярным типом процесса сварки, поскольку он включает в себя многие из самых популярных типов сварки, таких как сварка MIG, TIG и сварка электродом. Дуговая сварка делится на плавящиеся и неплавящиеся электроды.
Методы плавящегося электрода
Сварка электродом (дуговая сварка в защитных газах или SMAW)
Несмотря на то, что в настоящее время считается архаичным, особенно по сравнению с TIG и MIG, дуговая сварка в среде защитного металла или электродуговая сварка представляет собой метод ручной сварки. который основан на плавящемся электроде, покрытом флюсом, который затем используется для прокладки сварного шва. Этот процесс называется дуговой сваркой, потому что в нем используются сварочные палочки или стержни, состоящие из присадочного материала и флюса, флюс используется для защиты расплавленного металла сварного шва, а затем наполнитель используется для соединения двух кусков металла вместе.
Сварка электродами представляет собой очень недорогое сварочное решение, требующее минимального оборудования. Однако качество окончательного сварного шва не всегда самое лучшее, так как он может страдать от пористости, неглубокого провара, растрескивания, очень уязвим к суровым погодным условиям и, как правило, менее долговечен. Несмотря на то, что сварка электродами является очень старой техникой, она до сих пор довольно популярна, особенно в странах третьего мира, где дорогое или новое оборудование обычно недоступно. Некоторые из областей, которые все еще полагаются на сварку электродом, включают охлаждение, сантехнику, автомобилестроение и строительство.
Дополнительная литература
- http://www.gowelding.org/welding/stick-smaw/
Сварка МИГ (дуговая сварка металлическим газом или GMAW)
Сварка МИГ является вторым по популярности методом сварки, используемым сегодня. MIG расшифровывается как Metal Inert Gas Welding и сводится к концепции соединения двух кусков металла вместе с проволокой, которая подключена к электродному току. Затем проволока проходит через сварочную палочку, защищенную инертным газом.
Некоторые из преимуществ, которые предлагает сварка MIG по сравнению с другими методами сварки, включают простоту использования и более низкую степень точности, которая требуется оператору для получения качественных сварных швов. Однако сварка MIG обычно оказывается немного более чувствительной к внешним факторам, таким как ветер, дождь и пыль, и, как правило, оператору необходимо точно настроить дополнительные параметры, такие как напряжение и скорость подачи проволоки. Двумя наиболее распространенными проблемами качества, связанными со сваркой металлов в среде инертного газа, являются окалина и пористость. Если об этом не позаботиться должным образом, сварные швы могут оказаться конструктивно более слабыми, чем их аналоги TIG.
MIG становится намного проще в освоении для операторов, так как он довольно прост, потому что электрод автоматически подается через горелку. В отличие от сварки TIG, при которой используются обе руки, при сварке MIG оператор направляет сварочную горелку по зоне сварки.
Сварка MIG чаще всего используется при ремонте автомобилей, так как она способна обеспечить прочный и прочный сварной шов, который при правильном выполнении способен выдерживать большие нагрузки, обеспечивая уровень универсальности и прочности, необходимый для таких применений. Сварка MIG также широко используется в сантехнике, строительстве, робототехнике и морской промышленности и обычно считается улучшением по сравнению с более архаичными методами.
Дополнительная литература
- http://www.mig-welding.co.uk/tutorial.htm
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой очень похожа на MIG, за исключением того, что она использует специальную трубчатую проволоку, заполненную флюсом, и защитный газ не всегда нужен, в зависимости от наполнителя . FCAW отличается чрезвычайно низкой стоимостью и простотой в освоении, хотя в его применении есть несколько ограничений, и результаты часто не так эстетичны, как некоторые другие типы методов сварки.
Некоторые из преимуществ, которые он предлагает по сравнению с другими методами, включают универсальность благодаря большому количеству наполнителей, которые можно использовать, пригодность для сварки на открытом воздухе и в ветреную погоду, поскольку не требуется защитный газ с правильным типом наполнителя, а также тот факт, что он это очень быстрый метод, который, как правило, очень щадящий для неопытных операторов.
Дополнительная литература
- http://www.gowelding.org/welding/fcaw-flux-cored-arc-welding/
Дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом, используемая в основном для черных сталей и сплавов на основе никеля, является довольно распространенным методом дуговой сварки из-за минимальных выбросов сварочного дыма и дугового света, что делает его более безопасным, чем большинство сварочных процессов. SAW приводит к глубокому проплавлению шва и требует минимальной подготовки, что делает его быстрой и эффективной формой сварки.
Запатентованная в 1935 году Джонсом, Кеннеди и Ротермундом дуговая сварка под флюсом включает сварку под слоем гранулированного плавкого флюса, состоящего из кремнезема, фторида кальция, извести, оксида марганца и других соединений. По мере накопления тепла флюс становится проводящим и обеспечивает путь между электродом и сварочным материалом. Поскольку весь процесс происходит под флюсом, сварщик защищен от ультрафиолетового и инфракрасного излучения, которые являются естественной частью процесса SMAW.
Дополнительная литература
- http://www.lincolnelectric.com/assets/global/Products/Consumable_SubmergedArcConsumables-Lincolnweld-LincolnweldL-56/c550.pdf
Методы неплавящегося электрода
Сварка ВИГ (дуговая сварка вольфрамовым электродом или GTAW)
Сварка ВИГ означает вольфрамовый инертный газ и представляет собой метод, который известен использованием неплавящегося вольфрамового электрода вместе с инертным газом ( обычно аргон). Вольфрам — это редкий твердый элемент, обеспечивающий высокую чистоту и высокое качество сварки.
При сварке TIG тепло создается за счет пропускания электрического тока через вольфрамовый электрод, создавая дугу, которая затем используется для расплавления металлической проволоки для создания сварочной ванны.
Сварка ВИГ является наиболее популярной технологией сварки, используемой сегодня, поскольку она обеспечивает высокую степень чистоты, чистый сварной шов и может использоваться во многих промышленных, жилых и коммерческих целях. TIG чаще всего используется для сварки нержавеющей стали, хотя другие металлы, такие как магний, алюминий, медь и никель, могут быть сварены с помощью TIG.
Сварка ВИГ очень популярна в отраслях, работающих с цветными металлами, и обычно используется в производстве транспортных средств, труб, велосипедов, а также при обслуживании и ремонте инструментов и штампов из алюминия, магния и нержавеющей стали. является предпочтительным методом для инженеров, которым требуется высокая степень точности сварных швов, поскольку он обеспечивает больший контроль над зоной сварки, чем другие процессы сварки, хотя на конечное качество сварного шва будут влиять такие факторы, как чистота, навыки оператора, качество используемых материалов и других внешних факторов, таких как ржавчина или песок.
Дополнительная литература
- http://www.mig-welding.co.uk/tig-technique.htm
- http://www.weldingtipsandtricks.com/tig-welding-tips.html
Электрошлаковая сварка (ESW)
Известен как очень эффективный процесс однопроходной сварки, который обычно используется для толстых цветных металлов. Он известен использованием электрической дуги, которая зажигается проволокой, а затем подается в сварочную ванну вместе с флюсом до тех пор, пока шлак не достигнет электрода и не погасит дугу. Как указывалось ранее, этот метод в основном используется для сварки толстых кусков металла, поскольку он требует очень высокого уровня навыков и очень популярен в морской и аэрокосмической промышленности.
Дополнительная литература
- http://pbadupws.nrc.gov/docs/ML1016/ML101670357.pdf
Атомно-водородная сварка (AHW)
Это более старый процесс дуговой сварки, который постепенно заменяется дуговой сваркой металлическим газом (см. выше). Процесс сварки атомарным водородом был изобретен Ирвингом Ленгмюром после открытия им атомарного водорода и включает в себя помещение двух металлических вольфрамовых электродов в атмосферу водорода, что приводит к распаду и рекомбинации молекул водорода во взрыве тепла, температура которого может достигать 3000 градусов. Цельсия.
Горелка AHW достаточно горячая, чтобы сваривать вольфрам, обладающий высокой термостойкостью, и делает это таким образом, чтобы не повредить металл и создать прочный когезионный сварной шов.
Дуговая сварка углеродом (CAW)
Дуговая сварка углеродом, разработанная в 1881 году Николаем Бенардосом и Станиславом Ольшевским, является первым из когда-либо изобретенных процессов дуговой сварки, но почти не используется сегодня, поскольку была заменена более эффективными и менее опасными процессами, такими как сварка двойной угольной дугой. Этот процесс сваривает металлы, нагревая их неплавящимся угольным электродом до температуры, превышающей 3000 градусов по Цельсию.
Электрогазовая сварка (ЭГС)
Электрогазовая сварка, изобретенная в 1961 году, аналогична электрошлаковой сварке тем, что свариваемый металл пробивает плавящимся электродом без применения давления. В отличие от своего аналога ESW, в EGW дуга не гасится и остается зажженной во время процесса. Он в основном используется в судостроении и промышленности резервуаров для хранения.
В дополнение к дуговой сварке существует ряд других методов сварки, которые мы кратко рассмотрим ниже.
Газовая сварка
Газовая сварка, разработанная в 1903 году французскими инженерами Эдмоном Фуше и Шарлем Пикаром, также известная как кислородно-кислородная сварка или кислородно-ацетиленовая сварка, представляет собой процесс комбинирования топливных газов и чистого кислорода для повышения температуры пламени сварочной горелки до около 3500 градусов Цельсия.
Это один из старейших сварочных процессов, который до сих пор используется в некоторых отраслях промышленности, таких как сварка труб и труб, а также в некоторых ремонтных отраслях. Есть даже некоторые виды художников по металлу, использующие газовую сварку и по сей день.
Сварка сопротивлением
Этот процесс включает приложение силы к соседним поверхностям, а затем подачу электрического тока вблизи и на поверхности, выделяя сильное тепло. Существует множество вариантов этой техники, а именно точечная сварка, сварка швом, сварка встык, сварка оплавлением, сварка с выступом и сварка с осадкой.
Энерголучевая сварка (ЭЛС)
ЭЛС выполняется в полном вакууме и включает обжигание свариваемых материалов пучком высокоскоростных электронов. Энергия электронов быстро превращается в тепло и расплавляет сварочные материалы, позволяя им сливаться и сплавляться. Основными методами ЭЛС являются лазерная сварка и электронно-лучевая сварка.
Сварка в твердом состоянии
Сварка в твердом состоянии обеспечивает сварку при температурах ниже точки плавления свариваемых материалов и не использует присадочный материал. Этот процесс основан на тройственном воздействии времени, температуры и давления, по отдельности или в тандеме, чтобы соединить металлы без их значительного плавления. Любопытно, что сварка в твердом состоянии является одной из старейших форм сварки, но на ней также основаны некоторые из новейших и самых современных методов сварки.
Существует множество разновидностей сварки в твердом состоянии, включая ультразвуковую сварку, сварку взрывом, сварку трением (включая сварку трением с перемешиванием), магнитно-импульсную сварку, коэкструзионную сварку, холодную сварку, диффузионную сварку, экзотермическую сварку, высокочастотную сварку , сварка горячим давлением, индукционная сварка и сварка роликами.
Дополнительная литература
- http://me.emu.edu.tr/me364/ME364_combining_solid.pdf
4 основных типа сварки — Sattler Manufacturing
Сварка — это метод изготовления металла, который заключается в соединении кусков металла вместе. Это приятный и впечатляющий процесс, когда вокруг сварщика летают яркие искры, а металл расплавляется на стыке под сильным нагревом.
Любая сварка включает выделение тепла и расплавление металла для соединения двух частей, но для этого существует множество различных методов. Некоторые из них более сложны, чем другие; в некоторых используются металлические стержни с «сердечником» и защитным материалом снаружи, в то время как другие работают аналогично клеевому пистолету со стержнем, выдавливаемым из центра сварочного инструмента.
Хотя существует более 30 различных видов сварки, обычно используются только четыре. Следующие описания дадут вам краткий обзор наиболее распространенных на сегодняшний день методов сварки.
4 основных типа сварки
Краткое справочное руководство
Сварка МИГ и МАГ
Схема сварки GMAW
1: Основной металл. 2: Затвердевший сварной шов. 3: Шлак. 4: Расплавленный металл. 5: Электрическая дуга. 6: Защитный газ. 7: Электрод. 8: Контактная трубка. 9: Насадка.
Эти два типа сварки составляют так называемую дуговую сварку металлическим газом (GMAW). В обеих формах используется защитный газ и металлическая проволока, подаваемая через сварочный пистолет (например, клеевой пистолет). При сварке MIG (металл в инертном газе) и MAG (металл в активном газе) электрическая дуга возникает между основным металлом и электродом на наконечнике горелки, вокруг точки контакта впрыскивается газ для защиты и направления энергии. , а металлическая проволока плавится и осаждается на соединение, сплавляя его вместе.
Этот метод популярен, потому что он прост в освоении, не создает столько дыма и не требует такой тщательной очистки, а также обеспечивает прочный и долговечный сварной шов. Он лучше всего подходит для более тонких материалов и часто используется в автомобильной, строительной, лодочной и DIY-индустрии.
Очевидно, основное различие между сваркой MIG и MAG заключается в том, является ли защитный газ активным или инертным. MIG использует стабильные инертные газы, такие как гелий, которые позволяют достигать очень высоких температур без химических изменений. Поскольку при сварке MAG используются активные газы, такие как углекислый газ или кислород, нагревание газа может изменить характеристики сварного шва, индуцируя различные химические элементы на валике сварного шва. Иногда это требуется для улучшения свойств соединения. Сварка MIG и MAG, как правило, выполняется по одному и тому же методу и является частью семейства GMAW.
Сварка ВИГ
Схема сварки TIG/GTAW
1: Основной металл. 2: Затвердевший сварной шов. 3: Шлак. 4: Расплавленный металл. 5: Электрическая дуга. 6: Защитный газ. 7: Вольфрамовый электрод. 8: Контактная трубка. 9: Вход питания и защитного газа. 10: Голова. 11: Наполнительный стержень.
Сварка TIG, или дуговая сварка вольфрамовым электродом в газе, представляет собой более сложный процесс сварки, который дает привлекательный конечный продукт. Подобно вышеупомянутому методу MIG, защитный газ используется вместе с электрической дугой, которая создается между основным материалом и вольфрамовым электродом для расплавления металла. Также может использоваться дополнительный присадочный металл в виде тонкого стержня, наносимого на ванну расплава во время сварки.
Несмотря на то, что этот метод требует больше времени и труден для изучения, он является одним из наиболее часто используемых методов сварки среди профессионалов благодаря высокому качеству, отполированному виду и возможности создавать точные сварные швы с тонкими материалами. Он часто используется для сварки нержавеющей стали и во многих различных отраслях промышленности.
Ручная сварка
Схема сварки SMAW
1: Основной металл. 2: Затвердевший сварной шов. 3: Шлак. 4: Расплавленный металл. 5: Дуга. 6: Защитный газ (опционально). 7: Провод электродного сердечника. 8: Выступающая оболочка. 9: Экранирование или тяжелое покрытие.
Сварка стержнем или дуговая сварка в среде защитного металла (SMAW) — это более старый и простой метод сварки, который не требует защитного газа и поэтому может использоваться практически в любой среде. В нем используется расходуемый электрод, состоящий из металлического сердечника, покрытого защитным материалом для предотвращения коррозии.
Сварка стержнем уже не так широко используется, как первые два метода, но она портативна, недорога и полезна в определенных ситуациях, таких как сварка трубопроводов, ремонт тяжелого оборудования или стальные конструкции.
Дуговая сварка с флюсовым сердечником
Схема дуговой сварки с флюсовым сердечником
1: Основной металл. 2: Затвердевший сварной шов. 3: Шлак. 4: Расплавленный металл. 5: Дуга. 6: Защитный газ (опционально). 7: Потоковое ядро. 8: Трубчатый электрод. 9: Сопло.
Дуговая сварка с сердечником под флюсом (FCAW) аналогична сварке MIG/MAG тем, что в ней используется электрод с непрерывной подачей (опять же, как в клеевом пистолете), но вместо цельного стержня используется металлический стержень в форме трубы, заполненный флюсовым материалом. Преимущества этого типа сварки заключаются в том, что он не требует такой тщательной очистки, очень эффективен с точки зрения использования энергии и не требует внешнего защитного газа.
Несмотря на то, что эстетические результаты FCAW не такие «красивые», как у других типов, многие профессионалы по-прежнему предпочитают его из-за того, что он недорог (после первоначальных инвестиций в оборудование) и прост в освоении и использовании.
Дополнительные типы сварки
Другие типы сварки включают плазменно-дуговую сварку, более популярную в авиационной промышленности, дуговую сварку вольфрамовым электродом, атомно-водородную сварку, электронно-лучевую сварку и другие. Как видите, в мире сварки есть много вариантов. Чтобы выбрать правильный метод, вы должны учитывать тип материалов, с которыми вы работаете, среду, в которой будет проводиться работа, насколько прочной должна быть связь, сколько вы готовы инвестировать, окончательную отделку и хотите ли вы нужна переносимость или нет.
Если у вас есть дополнительные вопросы о сварке, лазерной резке или производстве металла, или вы ищете партнера для своего следующего проекта, свяжитесь с нами в Sattler Manufacturing! У нас есть более чем 40-летний опыт работы в Нэшвилле и на юго-востоке США, и наша услужливая команда готова помочь вам во всем, что вам нужно. Мы надеемся услышать от вас скоро!
Джон Диффендерфер
Разбор различных видов сварки
Термин «сварка» относится к соединению материалов, таких как термопласты или металлы, для их бесшовного соединения. Сварка требует применения как давления, так и тепла к соединяемым материалам, а также присадочного материала, который создает сварочную ванну, которая охлаждается, образуя очень прочное соединение.
С годами процесс сварки претерпел значительные изменения, и в настоящее время существует множество различных методов сварки. Вам нужно выбрать правильный для работы в руке, чтобы вы могли добиться наилучшего результата. Рассмотрим различные виды сварки.
Узнайте больше об обзоре плазменного резака в блоге Fixit Man.
Дуговая сварка
При дуговой сварке вам понадобятся электроды и источник питания, чтобы создать сварочную дугу между свариваемым материалом и электродом. Это плавит материалы, позволяя им остыть, а затем сплавиться. Этот вид сварочного процесса является наиболее популярным и включает в себя три наиболее распространенных типа сварки – сварку электродом, сварку TIG и сварку MIG. Существуют как неплавящиеся, так и плавящиеся электроды.
Сварка стержнем в наши дни довольно архаична. Это ручная форма сварки, в которой используются расходуемые электроды, которые перед сваркой покрывают флюсом.
Этот процесс известен как сварка стержнями, поскольку в нем используются сварочные стержни или стержни, изготовленные из флюса и присадочного материала. Флюс защищает расплавленный металл сварного шва, а наполнитель соединяет металлические детали вместе. Сварка стержнем доступна по цене и требует минимального оборудования. Однако, к сожалению, конечное качество сварного шва не всегда идеально, так как он может иметь неглубокий провар, пористость, уязвимость к суровым погодным условиям, снижение прочности и растрескивание. В автомобильной, строительной, сантехнической и холодильной отраслях до сих пор используются методы сварки электродом.
Сварка MIG
Этот вид сварки также очень популярен. Сварка MIG, обозначающая сварку металлическим инертным газом, объединяет два металлических куска вместе с помощью проволоки, подключенной к электродному току. Проволока проходит через сварочную палочку, защищенную инертным газом. Одним из преимуществ сварки MIG по сравнению с другими методами сварки является ее удобство для пользователя и меньшая точность, необходимая оператору для получения достойного сварного шва. Сварка МИГ более чувствительна к ветру, пыли, дождю и другим внешним факторам. Также оператору необходимо найти-настроить скорость и напряжение проволоки. Это популярный вид сварки при ремонте автомобилей, поскольку при правильном выполнении он обеспечивает прочный и прочный сварной шов.
Дуговая сварка порошковой проволокой
Подобно сварке MIG, дуговая сварка порошковой проволокой использует трубчатую проволоку, заполненную флюсом. При этом типе сварки не всегда необходимо использовать защитный газ в зависимости от того, какой присадочный материал используется. Простая в освоении и очень доступная, дуговая сварка с флюсовой проволокой хороша для начинающих, хотя ее результаты не всегда эстетичны.
Дуговая сварка под флюсом
Дуговая сварка под флюсом, обычно используемая для сплавов на основе никеля и черных металлов, популярна благодаря минимальным выбросам дыма. При минимальной подготовке получается глубокий сварной шов, что делает его эффективным и быстрым.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа — это неплавящийся метод, в котором для получения высококачественного прочного сварного шва используется газ аргон. Эта форма сварки создает тепло, пропуская электрический ток через вольфрамовый электрод. Подходит для использования во всех видах применения, TIG обычно используется для сварки нержавеющей стали, а также меди, никеля, алюминия и магния.
Электрошлаковая сварка
Это эффективный однопроходный процесс сварки, обычно используемый для толстых цветных металлов. Это сложная техника, требующая большого мастерства и часто используемая в аэрокосмической и морской промышленности.
Газовая сварка
Это очень старый метод, также известный как кислородно-ацетиленовая сварка. Он может быть старым, но до сих пор используется при сварке труб.
Сварка твердого тела
Этот вид сварки производится с использованием температур ниже точки плавления материалов и не требует наполнителя. Давление, время и температура играют ключевую роль в соединении металлов без их значительного плавления.
Существует множество различных видов сварки, и для разных типов требуется разное сварочное оборудование, некоторые из которых просты в использовании, а другие более сложны и требуют более высокого уровня квалификации. Знание того, что лучше всего подходит для каждого проекта, является ключом к максимальному успеху сварки.