Сварка аргоном металла черного
Главная » Статьи » Сварка аргоном металла черного
Сварка черного металла аргоном
Сваркой называют процедуру создания прочного неразъемного соединения деталей из металлов и пластиков. С момента её первого использования прошло уже немало времени. За этот период провелось огромное количество исследований, благодаря которым технология постепенно совершенствовалась. Таким образом появилось много видов сварки, каждый из которых применяется в каком-то конкретном случае.
Самой лучшей на сегодня считается аргонодуговая сварка. Она также позволяет соединить металлические детали, только при помощи неплавящегося электрода, с использованием среды защитных газов и присадочного материала. Аргонодуговая сварка дает возможность создавать практически идеальные швы, как с практичной, так и с эстетичной стороны. Для работы не нужно использовать флюсы и защитные покрытия электродов, а после проведения работ место соединения не требует дополнительной обработки.
Стоит отметить большое количество положительных характеристик аргонодуговой сварки. Так, в процессе создания соединения отсутствуют искры и разбрызгивание металла. Сварочные аэрозоли выделяются в значительно меньшем количестве, чем при любом другом виде сварки.
Аргонодуговая сварка нашла свое применение в самых различных отраслях, где требуется создание прочных неразъёмных соединений с отличными декоративными качествами. Также ее используют при сваривании нержавейки, цветных и высоколегированных металлов, для которых требуются специальные электроды с особым покрытием.
Для соединения черных металлов аргонодуговая сварка используется довольно редко. Её применяют лишь в случаях, когда к внешнему виду и качеству шва предъявляются очень высокие требования. При этом, если сварка черного металла аргоном произвелась правильно, гарантирована полная однородность, отсутствие пор, центров повышенного напряжения, оксидов и прочих соединений, которые способны разрушить место соединения изнутри.
1. Изначально в местах, где будет создаваться соединение нужно обязательно снять всю ржавчину и грязь. Это делается при помощи шлифовального круга или наждачки с мелким абразивом.
2. После снятия ржавчины все следует обезжирить ацетоном. При этом нужно выходить на 20 мм снаружи и 10 мм вовнутрь шва.
3. Для создания соединения аргонодуговой сваркой требуется применять присадочную проволоку. В некоторых случаях возможно использование и нержавеющей проволоки (особенно когда завариваются появившиеся от несоблюдения технологии поры).
4. После подготовки металлов нужно приступить к настройке и проверке газового оборудования. Здесь требуется проверить не только нормальную работоспособность редуктора, но и целостность шлангов, по которым будет подаваться аргон в место сварки. Помещение не должно иметь сквозняков, так как недостаток концентрации защитной среды сразу проявится в виде появления пористой структуры шва.
5. Если все готово, то можно приступать к сварке. При этом нужно помнить, что вести электрод нужно от себя под углом 450. Также нельзя более трех раз проходить одно и то же место, так как это чревато выгоранием металла с места соединения.
Обязательно при проведении сварки аргоном нужно следить за сварочным током. Если используются большие значения, то угол среза вольфрамового электрода должен увеличиваться пропорционально. Вылет его не должен превышать 6 мм. Труднодоступные места предусматривают и большее значение, но при этом также нужно увеличивать давление подачи аргона в зону сварки.
Если не соблюсти хоть один из вышеперечисленных пунктов, то появится огромная угроза образования пор, что ведет к значительному ослаблению шва и потери его эстетичных показателей.
Вконтакте
Google+
stroim-domik.net
Сварка черного металла аргоном
Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.
Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;
- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;
- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;
- Минимальные подготовительные работы с металлом для сваривания.
Недостатки
- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;
- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.


Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
Контроль качества
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
svarkagid.com
Как сварить черный металл аргоном
В настоящее время одним из простых, но в тоже время качественных и надежных соединений является сварка аргоном черного металла. Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.
Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.

Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.
Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.
Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.
Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать. Технология сварки металла аргоном
Технология сварки металла аргоном
На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.

Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
svarkaed.ru
сварка черного металла аргоном
Черный металл довольно капризно ведет себя при подготовке свариваемых кромок перед сваркой. Необходимо зачистить все, что будет находиться в зоне дуги, до белого цвета, не должно оставаться следов ржавчины или грязи.
Необходимо зачистить все, что будет находиться в зоне дуги, до белого цвета, не должно оставаться следов ржавчины или грязи.
Затем эта часть обезжиривается ацетоном по всем поверхностям стыка, не только снаружи на 20 мм, но и изнутри на 10 мм.
Обязательно нужно использовать сварочную проволоку, а не пользоваться первой попавшейся в отходах. Ее тип зависит от марки стали, но чаще всего используется Св08Г2С. Присадочная проволока проходит ту же обработку, что и свариваемые стыки: зачищается и обезжиривается.
Затем производится проверка всех газовых коммуникаций: редуктора, шлангов, скруток, горелки, нигде не должно быть подсосов воздуха. Проверить это можно легко при помощи мыльного раствора, баллон и редуктор должны оставаться открытыми.
Зона сварки металла должна быть защищена от сквозняков, чтобы не нарушалась защита аргоном. Шланги, особенно новые, обязательно промываются ацетоном и тщательно просушиваются. Сам баллон также очищается.
Варить лучше всего под углом в 45 градусов, не нагревая один и тот же участок более трех раз и следить за величиной сварочного тока. Иначе могут начать появляться поры из-за выгорания металла.
Иначе могут начать появляться поры из-за выгорания металла.
Их убрать можно при помощи присадочной проволоки из нержавеющей стали. Перед завершением сварки кратеры завариваются дежурным током или частыми включениями дуги.
Дуговая сварка меди и ее сплавов в среде аргона
elektra28s.ucoz.ru
Сварка аргоном черного, нержавеющего металла, алюминия на заказ Ужгород лучшая цена
Сварка аргоном – это процесс, в результате которого между собой соединяются несколько заготовок из металла. Для того чтобы данная работа проводилась не только качественно, но и аккуратно, руководить ею должны опытные специалисты, которые обладают практичными знаниями и в идеале знают технику безопасности.
Для того чтобы данная работа проводилась не только качественно, но и аккуратно, руководить ею должны опытные специалисты, которые обладают практичными знаниями и в идеале знают технику безопасности.
Как любой другой процесс, сварка аргоном металла имеет свои преимущества и недостатки. К достоинствам можно отнести:
- отсутствие пузырьков из воздуха на сварочном шве, так как аргон намного тяжелее воздуха;
- сварка аргоном черного металла не нагревает материал, благодаря чему не искажается внешний вид заготовки;
- для того чтобы скрепить между собой детали, понадобится минимум времени.
Цена сварки аргоном в Ужгороде
Можно говорить о цене сварки аргоном, а можно говорить о качестве сварных швов.
Всегда нужно искать золотую середину и стремится к лучшему.
Мы предлагаем вам качество выполненных работ по сварке аргоном за разумную цену.
Цена сварки аргоном зависит от объема и сложности работ.
Наши специалисты в короткие сроки просчитают ваш заказ и согласуют все нюансы сварных конструкций.
Цена сварки аргоном :
- сварка нержавейка – 800 — 1500 грн/м
- сварка алюминия – 1000 — 3000 грн/м
- сварка стали – 700 — 1000 грн/м
| Материал | Толщина | Цена за м |
| Нержавейка | 1-3 мм | от 800 грн |
| 4-5 мм | от 1000 грн | |
| 6-10 мм | от 1200 грн | |
| Алюминий | 1-3 мм | от 1000 грн |
| 4-5 мм | от 2000 грн | |
| 6-10 мм | от2500 грн | |
| Сталь | 1-3 мм | от 700 грн |
| 3-6 мм | от 800 грн | |
| 6-10 мм | от 900 грн |
Особенности сварки аргоном
К недостаткам данного процесса можно отнести то, что для его осуществления необходимо специальное оборудования и обученные специалисты. Если вас интересует сварка аргоном цена ее формируется в зависимости от объема и вида работ.
Если вас интересует сварка аргоном цена ее формируется в зависимости от объема и вида работ.
Особенность аргонно-дуговой сварки – это микс процессов состоящих из дуговой электросварки и сварки газом.
Сварка аргоном заключается в том, что дуга расплавлять кромку металла, нержавейки или алюминия – в этом есть вся суть аргонной сварки.
Сварка в среде аргона позволяет шву не окислятся и отличается прочностными характеристиками.
Если взять к примеру сварку алюминиевых сплавов, то без аргона его варить невозможно, потому что без него он попросту загорается.
Как заказать сварку аргоном
Заказать сварку аргоном алюминия, нержавейки или черного металла можно позвонив нам по телефону в контактах.
Аргонная сварка в г. Ужгород — несколько советов:
Цена на услугу Аргонная сварка формируется на основании вашего ТЗ после просчета нашими менеджерами. Мы можем гарантировать что цена для Аргонная сварка не будет превышать среднерыночную по Ужгороду а качество вас порадует.
Заказать Аргонная сварка в комапнии Авалонинвест можно по телефонам в контактах, прислав ТЗ на электронную почту, либо связавшись с нами через месенджеры.
Комплексное решение задачи в срок. Мы решаем задачи металлообработки а так же изготовления изделий и конструкций разной сложности. Конструкторский отдел обрабатывает запросы на качественном инженерном уровне.
Металлоконструкции — завод металлоконструкций и изделий из металла Киев Украина
- Борисполь ,
- Бровары ,
- Буча ,
- Васильков ,
- Винница ,
- Вишневое ,
- Вышгород ,
- Глеваха ,
- Днепр ,
- Житомир ,
- Запорожье ,
- Ивано-Франковск ,
- Ирпень ,
- Кропивницкий ,
- Львов ,
- Николаев ,
- Обухов ,
- Одесса ,
- Ровно ,
- Сумы ,
- Тернополь ,
- Ужгород ,
- Харьков ,
- Херсон ,
- Хмельницкий ,
- Чабаны ,
- Черкассы ,
- Чернигов ,
- Черновцы ,
- Киев
Сварка металла цена в Уссурийске
Сварка черного металла полуавтоматом
Сварка черного металла осложнена тем, что этот материал активно вступает в химическую реакцию с кислородом при нагревании, поэтому его обработка требует аккуратности и тщательного следования технике, чтобы воздух не попал в зону обработки. Подготовка поверхности к сварке
Правильно подготовленный металл – залог хорошей сварки. Этот этап является ключевым для получения качественного ш…
Подготовка поверхности к сварке
Правильно подготовленный металл – залог хорошей сварки. Этот этап является ключевым для получения качественного ш…
10.00 ₽/см
Ручная дуговая сварка
Ручная дуговая сварка – надежный и проверенный способ прочного соединения металлических деталей. С момента своего появления эта технология продолжала совершенствоваться, и сейчас ее возможности заметно выросли, поэтому она остается актуальной по сей день. Как это работает? Сварка этим способом осуществляется с помощью тепла, выделяемого электрической дугой. Она образуется между элек…
10.00 ₽/см
Сварка нержавеющей стали полуавтоматом
Нержавеющая сталь – это металл, не поддающейся коррозии из-за наличия в составе элементов, среди которых: марганец, никель, хром. Одним из основных способов сварки, используемых с этим металлом – сварка полуавтоматом. Эти аппараты позволяют работать даже с толстостенными заготовками.
15.00 ₽/см
Сварка нержавеющей стали аргоном
Сварка нержавейки аргоном обеспечивает высокое качество соединения, что делает этот метод очень востребованным на крупных производствах. Это возможно благодаря ряду положительных качеств, которыми она обладает: Не разбрызгивается металл; Не образуется шлак; Ровный шов в результате; Возможность сваривать нержавейку практически с любыми сплавами. Сварка нержавеющей стали имеет оп…
15.00 ₽/см
Сварка алюминия полуавтоматом
Несмотря на обилие различных металлов и сплавов в промышленности, алюминий остается одним из самых востребованных. Он используется в судостроении, производстве мебели, строительстве, электротехнической промышленности и в других сферах человеческой деятельности. Таким образом, сварка алюминия используется часто, но при этом является не самой простой в реализации из-за некоторых свойств этого мет.
15.00 ₽/см
Сварка алюминия аргоном
Алюминий является незаменимым материалом в производстве важных деталей в разных отраслях промышленности, поэтому качество неразъемного соединения этого металла остается актуальной проблемой. Сварка алюминия имеет некоторые технические особенности, которые нужно соблюдать для достижения желаемого результата. Технические характеристики Контакт с кислородом нагретого алюминия образует на его…
15.00 ₽/см
Сварка титана полуавтоматом
Сварка титана требует тщательного следования технологии обработки из-за специфики материала. Повышенное содержание водорода в металле увеличивает его склонность к образованию трещин и пор на соединительном шве. Поэтому особое внимание во время работы с этим материалом уделяют подготовке к сварке, которая во многом определяет качество итогового соединения. В первую очередь производят очистку …
20.00 ₽/см
Сварка титана аргоном
Титан обладает особым сочетанием физико-химических свойств, таких как стойкость к коррозии, высокая прочность, легкий вес и физиологическая инертность.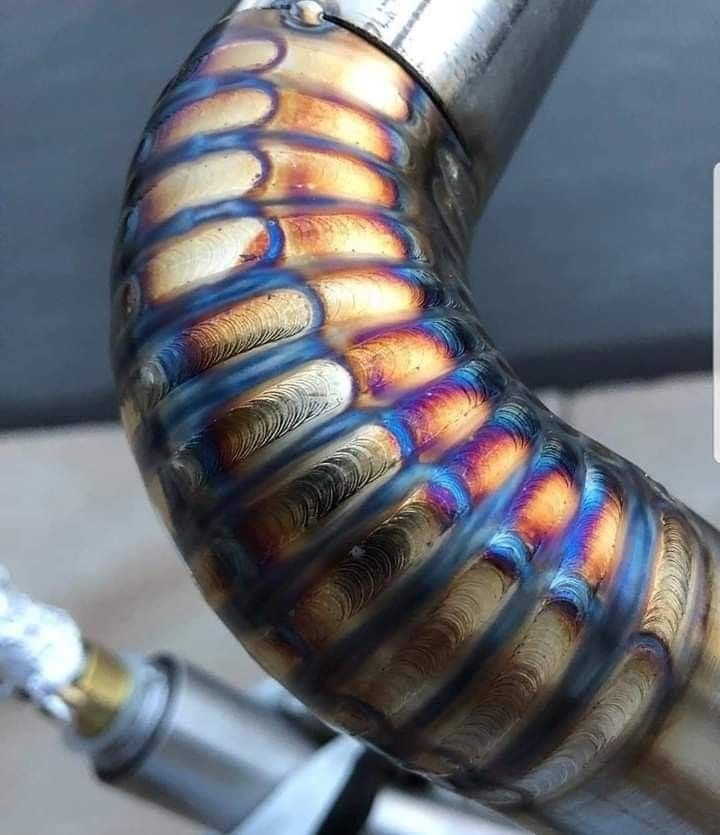 Это делает его востребованным во многих производственных сферах: радиотехнике, химической и военной промышленности, судостроении и других. Но при этом он является крайне сложным для термической обработки.
Особенности
Сварка титана считаетс…
Это делает его востребованным во многих производственных сферах: радиотехнике, химической и военной промышленности, судостроении и других. Но при этом он является крайне сложным для термической обработки.
Особенности
Сварка титана считаетс…
20.00 ₽/см
Сварка бронзы
Бронза – сплав меди с различными металлами, придающими ей необходимые свойства. Самый часто встречающийся вид – оловянная бронза. В зависимости от легирующих компонентов выделяют также кремнистую, марганцовую, алюминиевую, бериллиевую и другие. Сварка бронзы отличается тем, что нагрев этого металла до температуры свыше 500°С повышает его хрупкость, поэтому в горячем и расплав…
20.00 ₽/см
Сварка меди аргоном
Сварка меди осложняется высокой теплоемкостью и текучестью данного металла в расплавленном состоянии, а также его повышенной окисляемостью при нагреве. Чтобы предотвратить внедрение газов в структуру металла, во время сварки используется защитная среда из инертного газа. Наиболее эффективно с этой функцией справляется аргон высокой чистоты.
Техника обработки
Аргонодуговая сварка меди прои…
20.00 ₽/см
Сварка меди полуавтоматом
Медь – мягкий металл с высокой тепло- и электропроводностью, стойкостью к коррозии. Ввиду общей востребованности, на производствах нередко возникает потребность в сварке этого материала, поэтому эта процедура хорошо изучена и ее технология доведена до совершенства. Особенности техники Хорошо подходит для этого металла сварка полуавтоматом. Таким методом происходит автоматическая под…
17.00 ₽/см
Сварка латуни
Латунь представляет собой сплав меди с цинком в качестве легирующего компонента, поэтому ее обработка во многом схожа с медной, однако содержание других элементов в сплаве влияет на ее свойства и свариваемость в зависимости от пропорций.
Сварка данного металла может проводиться всеми возможными способами:
Лазерная;
Электродуговая;
Сварка латуни аргоном;
Полуавтоматом и автоматом;. ..
17.00 ₽/см
Сварка чугуна электродом
Чугун — крайне прочный, но хрупкий материал. Поэтому при обработке он требует особого подхода. Чтобы после сварочных работ на стыке не образовалось трещин и пор, следует использовать правильные материалы. Выбор электрода Дуговая сварка чугуна может выполняться разными электродами. Стандартный стальной электрод при сварке этого металла не гарантирует хорошего качества шва. Для его улучш…
14.00 ₽/см
Сварка чугуна аргоном
Сварка чугуна аргоном с использованием вольфрамового наконечника – один из наиболее распространенных методов работы с этим металлом. Такой способ позволяет снизить риск появления на изделии трещин после соединения. Это возможно благодаря свойствам данного газа. Аргон как защитная среда при сварке Аргон – инертный негорючий газ с плотностью большей, чем у воздуха. Благодаря эти…
14.00 ₽/см
Сварка чугуна полуавтоматом
Чугун – сплав железа с углеродом, в котором углерод составляет не менее, чем 2,14%. Из-за высокого содержания этого элемента сплав является достаточно хрупким.
Сварка чугуна имеет несколько значительных трудностей:
Низкая температура плавления, из-за которой чугун быстро перегревается в зоне сварки. Поэтому, чтобы в процессе остывания в области соединения не образовались трещины,…
14.00 ₽/см
Лазерная сварка
Лазерная сварка – это новейшая технология неразъемного соединения деталей с небольшим тепловыделением с помощью управления световым потоком. Лазерный аппарат оснащен линзами и призмами. Они фокусируют поток световых волн в пучок и создают резонанс, таким образом образуется достаточно мощный тонкий луч, способный расплавить металл. Такая технология позволяет тонко настраивать мощность л…
12.00 ₽/см
Описание
Сварка металла – процесс обработки, в результате которого создается неразъемное соединение между свариваемыми частями. Она осуществляется множеством способов, которые классифицируются на термические, термомеханические и механические.
Наше оборудование и квалификация сотрудников позволяют выполнить работы качественно и в кратчайшие сроки. Мы реализуем сварку самых разных металлов: чугуна, меди, стали, титана, алюминия, латуни, бронзы и других.
Виды сварки металла
Предлагаем ознакомиться с несколькими из способов обработки, которые мы используем.
Сварка электродом — это способ соединения металлов плавлением за счет тепла, выделяемого электрической дугой, которая образуется между электродом и рабочей поверхностью. Электрод и материал изделия смешиваются в жидком состоянии, образуя сварочную ванну, которая после окончания воздействия электричества перейдет в твердое состояние, формируя шов между скрепляемыми деталями.
Электродуговая сварка сочетается с множеством металлов. Ее разновидностью является сварка аргоном – соединение неплавящимся электродом, где аргон используется как защитная среда. Благодаря своей инертности этот газ не вступает в химические реакции с металлом. Кроме того, он тяжелее кислорода, поэтому легко вытесняет его молекулы. Таким образом в область сварки не попадает воздух, что препятствует окислению металлов и избавляет шов от дефектов в структуре, снижающих его прочность и разрушающих соединение. Аргоновая сварка позволяет работать с широким спектром сырья:
- Алюминий;
- Титан;
- Медь;
- Чугун.
Лазерная сварка относится к термическим методам и осуществляется за счет лазерного излучения, с помощью которого на атомном уровне формируется соединение с высокой плотностью. Лазерный луч имеет сечение с небольшим размером, благодаря чему в процессе сварки исправляются некоторые неровности и трещины в области обработки. Высокая скорость луча позволяет избежать окисления металла. Таким образом, этот метод обеспечивает хорошее качество шва и отсутствие распространенных дефектов, вроде пористости и излишней толщины шва. Сварка лазером обладает высокой точностью, а благодаря тому, что территория около шва остается не подвергнутой нагреванию, деформация материала снижается к минимуму.
Сварка полуавтоматом отличается использованием устройства, оснащенного механизмом автоматической подачи проволоки, которая установлена в автомат на катушке и используется в качестве электрода. Такой сварочный аппарат дает возможность настроить необходимую силу тока, скорость и режимы подачи проволоки. Совместно с устройством используется баллон с защитным газом, который подбирается в зависимости от обрабатываемого материала. Полуавтоматическая сварка имеет хорошую скорость работы и позволяет сделать аккуратные швы, которые почти не нуждаются в зачистке и другой постобработке. Она применима как к нержавеющей стали, так и к черным металлам, меди, чугуну.
Условия сотрудничества
Наша компания много лет ведет свою деятельность на рынке металлопроката. Мы располагаем оборудованием высокого качества и опытными специалистами. Чтобы узнать больше о предоставляемых услугах, вы можете связаться с нами по контактам, указанным на сайте. Сотрудники проконсультируют вас и помогут оформить заявку. Заказать сварочные работы у нас просто и надежно: мы гарантируем грамотную консультацию, оперативное и качественное выполнение работ разных объемов и степени сложности. Цена будет зависеть от величины рабочей области, материала и толщины изделия, а также выбранного способа сварки.
переходные электроды, как инвертором – Определенных металлов на Svarka.guru
Сварка нержавейки с черным металлом – достаточно сложный процесс, который требует от исполнителя высоких профессиональных навыков в области соединения разнородных материалов.
Содержание
- 1 Можно ли сваривать сталь с нержавейкой?
- 2 Какую технологию использовать?
- 2.1 Способы
- 2.2 Мнструменты
- 2.3 Режимы
- 3 Технология работ
- 4 Какими электродами воспользоваться?
- 4.1 Как обычными?
- 4.2 Переходные электроды
- 5 Как проконтролировать качество соединения?
- 6 Меры безопасности
- 7 Заключение
Можно ли сваривать сталь с нержавейкой?
Технология соединение металлов с разными составами нередко применяется на промышленных предприятиях. Крупные объекты состоят из множества узлов, тип и структура которых может отличаться. Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
У владельцев загородных домов также может возникнуть необходимость в соединении нержавейки с обычной сталью. В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
Какую технологию использовать?
Способы
При выполнении работ с домашних условиях приходится использовать то, что под рукой. Практика показывает, что лучше всего подходит полуавтомат или сварка неплавящимся электродом в среде аргона. Однако подобное оборудование есть не в каждом доме, а приобретать его ради разовой работы нецелесообразно, ввиду высокой стоимости.
[stextbox id=’info’]Преимущество аппаратов MIG/MAG сварки не только в качестве шва. С помощью данного режима можно выполнять вертикальные и потолочные швы, что невозможно сделать ручной дуговой сваркой.[/stextbox]
Инверторы стоят дешевле, при этом их эксплуатационные характеристики выше, чем у сварочных трансформаторов. Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора. Ручной дуговой сваркой выполняют только горизонтальные швы, поскольку под воздействием высокой температуры нержавейка быстро плавится и вытекает из шва, тогда как температура стали еще не достигла необходимой степени прогрева. Немаловажным фактором является правильный подбор расходных материалов.
Мнструменты
На рынке отсутствует оборудование, предназначенное для сварки разнородных материалов. При выборе инвертора следует ориентироваться на общие технические характеристики и наличие дополнительных свойств, облегчающих процесс выполнения работ.
Режимы
Перед тем, как заварить заготовку, необходимо выбрать электроды нужного диаметра и установить правильные амперные характеристики:
- При сварке элементов толщиной 1 мм диаметр электрода не должен превышать 2 мм. Сила тока должна быть в диапазоне 30-60 А.
- Для изделий 2 мм можно брать электроды 3 мм. Варить нужно с силой тока 50-80 А.
- Изделия толщиной 4 мм варятся электродами 4 мм с силой тока 90-130 А.
Все работы ведутся на постоянном токе.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Какими электродами воспользоваться?
Как обычными?
Для сварки высоколегированных сталей существует множество подходящих простых электродов, как отечественных, так и зарубежных производителей.
Среди иностранных компаний стоит выделить шведскую компанию ESAB. Их продукция давно пользуется спросом за счет высокого качества, быстрого поджога дуги и стабильной сварочной дуги. Согласно информации от производителя, электроды ОК 61.30 с рутиловым покрытием предназначены для работы со следующими сортами стали:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
В дополнение к отличным эксплуатационным характеристикам, шлак, образующийся поверх шва, очень легко удаляется ручным способом, без применения вспомогательного оборудования.
Электроды от отечественного производителя занимают средний ценовой сегмент. Работа с ними требует определенных навыков, поскольку продукция российских заводов имеет склонность к залипанию и колебанию дуги. При этом свойства полученного соединения не уступают лучшим зарубежным аналогом – при соблюдении технологии шов будет надежно защищен от наружной и межкристаллической коррозии.
[stextbox id=’alert’]Все электроды для выполнения рассматриваемых работ должны быть изготовлены из нержавеющей стали. [/stextbox]
Переходные электроды
Основная сложность при сварке черного метала и нержавейки заключается в разной температуре плавления: высоколегированный сплав начинает растекаться по поверхности, тогда как структура стали остается вязкой. Применяя переходные электроды для соединения разнородных металлов поможет справиться с этой проблемой. Все электроды отечественного производства должны изготавливаться с соблюдением требований межгосударственных стандартов ГОСТ.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Меры безопасности
В процессе горячего соединения металла работник сталкивается со многими факторами, которые могут нести угрозу жизни. Не стоит пренебрегать средствами индивидуальной защиты, к которым относятся:
- Рабочая одежда;
- Защитные перчатки;
- Маска;
- Обувь.
Перед выполнением работ необходимо изучить инструкцию по эксплуатации применяемого сварочного оборудования.
Заключение
Сварка разнородных металлов в домашних условиях – непростая задача даже для опытного сварщика. В качестве расходного материала при ручной дуговой сварки рекомендуем использовать переходные электроды для сварки нержавейки и черных металлов.
[stextbox id=’info’]Сварщик 6-го разряда Тараскин Олег Аркадьевич. Опыт работы – 15лет: «На работе нередко возникает необходимость в соединении разнотипных металлов. При сварке нержавейки и обычной стали пользуюсь только рутиловыми электродами – с ними работать удобнее всего. Идеально было бы использовать полуавтомат с проволокой, но у нас его нет, поэтому выходим из ситуации, как может. При сварке российскими электродами, их необходимо предварительно прокалить».[/stextbox]
Сварка металла цена в Череповце
Сварка черного металла полуавтоматом
Сварка черного металла осложнена тем, что этот материал активно вступает в химическую реакцию с кислородом при нагревании, поэтому его обработка требует аккуратности и тщательного следования технике, чтобы воздух не попал в зону обработки.
Подготовка поверхности к сварке
Правильно подготовленный металл – залог хорошей сварки. Этот этап является ключевым для получения качественного ш…
10.00 ₽/см
Ручная дуговая сварка
Ручная дуговая сварка – надежный и проверенный способ прочного соединения металлических деталей. С момента своего появления эта технология продолжала совершенствоваться, и сейчас ее возможности заметно выросли, поэтому она остается актуальной по сей день. Как это работает? Сварка этим способом осуществляется с помощью тепла, выделяемого электрической дугой. Она образуется между элек…
10.00 ₽/см
Сварка нержавеющей стали полуавтоматом
Нержавеющая сталь – это металл, не поддающейся коррозии из-за наличия в составе элементов, среди которых: марганец, никель, хром. Одним из основных способов сварки, используемых с этим металлом – сварка полуавтоматом. Эти аппараты позволяют работать даже с толстостенными заготовками.
Сварка нержавеющей стали полуавтоматом
С помощью полуавтоматического сварочного аппарата можно. ..
..
15.00 ₽/см
Сварка нержавеющей стали аргоном
Сварка нержавейки аргоном обеспечивает высокое качество соединения, что делает этот метод очень востребованным на крупных производствах. Это возможно благодаря ряду положительных качеств, которыми она обладает: Не разбрызгивается металл; Не образуется шлак; Ровный шов в результате; Возможность сваривать нержавейку практически с любыми сплавами. Сварка нержавеющей стали имеет оп…
15.00 ₽/см
Сварка алюминия полуавтоматом
Несмотря на обилие различных металлов и сплавов в промышленности, алюминий остается одним из самых востребованных. Он используется в судостроении, производстве мебели, строительстве, электротехнической промышленности и в других сферах человеческой деятельности. Таким образом, сварка алюминия используется часто, но при этом является не самой простой в реализации из-за некоторых свойств этого мет…
15.00 ₽/см
Сварка алюминия аргоном
Алюминий является незаменимым материалом в производстве важных деталей в разных отраслях промышленности, поэтому качество неразъемного соединения этого металла остается актуальной проблемой. Сварка алюминия имеет некоторые технические особенности, которые нужно соблюдать для достижения желаемого результата.
Технические характеристики
Контакт с кислородом нагретого алюминия образует на его…
Сварка алюминия имеет некоторые технические особенности, которые нужно соблюдать для достижения желаемого результата.
Технические характеристики
Контакт с кислородом нагретого алюминия образует на его…
15.00 ₽/см
Сварка титана полуавтоматом
Сварка титана требует тщательного следования технологии обработки из-за специфики материала. Повышенное содержание водорода в металле увеличивает его склонность к образованию трещин и пор на соединительном шве. Поэтому особое внимание во время работы с этим материалом уделяют подготовке к сварке, которая во многом определяет качество итогового соединения. В первую очередь производят очистку …
20.00 ₽/см
Сварка титана аргоном
Титан обладает особым сочетанием физико-химических свойств, таких как стойкость к коррозии, высокая прочность, легкий вес и физиологическая инертность. Это делает его востребованным во многих производственных сферах: радиотехнике, химической и военной промышленности, судостроении и других. Но при этом он является крайне сложным для термической обработки.
Особенности
Сварка титана считаетс…
Но при этом он является крайне сложным для термической обработки.
Особенности
Сварка титана считаетс…
20.00 ₽/см
Сварка бронзы
Бронза – сплав меди с различными металлами, придающими ей необходимые свойства. Самый часто встречающийся вид – оловянная бронза. В зависимости от легирующих компонентов выделяют также кремнистую, марганцовую, алюминиевую, бериллиевую и другие. Сварка бронзы отличается тем, что нагрев этого металла до температуры свыше 500°С повышает его хрупкость, поэтому в горячем и расплав…
20.00 ₽/см
Сварка меди аргоном
Сварка меди осложняется высокой теплоемкостью и текучестью данного металла в расплавленном состоянии, а также его повышенной окисляемостью при нагреве. Чтобы предотвратить внедрение газов в структуру металла, во время сварки используется защитная среда из инертного газа. Наиболее эффективно с этой функцией справляется аргон высокой чистоты.
Техника обработки
Аргонодуговая сварка меди прои. ..
..
20.00 ₽/см
Сварка меди полуавтоматом
Медь – мягкий металл с высокой тепло- и электропроводностью, стойкостью к коррозии. Ввиду общей востребованности, на производствах нередко возникает потребность в сварке этого материала, поэтому эта процедура хорошо изучена и ее технология доведена до совершенства. Особенности техники Хорошо подходит для этого металла сварка полуавтоматом. Таким методом происходит автоматическая под…
17.00 ₽/см
Сварка латуни
Латунь представляет собой сплав меди с цинком в качестве легирующего компонента, поэтому ее обработка во многом схожа с медной, однако содержание других элементов в сплаве влияет на ее свойства и свариваемость в зависимости от пропорций. Сварка данного металла может проводиться всеми возможными способами: Лазерная; Электродуговая; Сварка латуни аргоном; Полуавтоматом и автоматом;…
17.00 ₽/см
Сварка чугуна электродом
Чугун — крайне прочный, но хрупкий материал. Поэтому при обработке он требует особого подхода. Чтобы после сварочных работ на стыке не образовалось трещин и пор, следует использовать правильные материалы.
Выбор электрода
Дуговая сварка чугуна может выполняться разными электродами.
Стандартный стальной электрод при сварке этого металла не гарантирует хорошего качества шва. Для его улучш…
Поэтому при обработке он требует особого подхода. Чтобы после сварочных работ на стыке не образовалось трещин и пор, следует использовать правильные материалы.
Выбор электрода
Дуговая сварка чугуна может выполняться разными электродами.
Стандартный стальной электрод при сварке этого металла не гарантирует хорошего качества шва. Для его улучш…
14.00 ₽/см
Сварка чугуна аргоном
Сварка чугуна аргоном с использованием вольфрамового наконечника – один из наиболее распространенных методов работы с этим металлом. Такой способ позволяет снизить риск появления на изделии трещин после соединения. Это возможно благодаря свойствам данного газа. Аргон как защитная среда при сварке Аргон – инертный негорючий газ с плотностью большей, чем у воздуха. Благодаря эти…
14.00 ₽/см
Сварка чугуна полуавтоматом
Чугун – сплав железа с углеродом, в котором углерод составляет не менее, чем 2,14%. Из-за высокого содержания этого элемента сплав является достаточно хрупким.
Сварка чугуна имеет несколько значительных трудностей:
Низкая температура плавления, из-за которой чугун быстро перегревается в зоне сварки. Поэтому, чтобы в процессе остывания в области соединения не образовались трещины,…
Из-за высокого содержания этого элемента сплав является достаточно хрупким.
Сварка чугуна имеет несколько значительных трудностей:
Низкая температура плавления, из-за которой чугун быстро перегревается в зоне сварки. Поэтому, чтобы в процессе остывания в области соединения не образовались трещины,…
14.00 ₽/см
Лазерная сварка
Лазерная сварка – это новейшая технология неразъемного соединения деталей с небольшим тепловыделением с помощью управления световым потоком. Лазерный аппарат оснащен линзами и призмами. Они фокусируют поток световых волн в пучок и создают резонанс, таким образом образуется достаточно мощный тонкий луч, способный расплавить металл. Такая технология позволяет тонко настраивать мощность л…
12.00 ₽/см
Описание
Сварка металла – процесс обработки, в результате которого создается неразъемное соединение между свариваемыми частями. Она осуществляется множеством способов, которые классифицируются на термические, термомеханические и механические.
Наше оборудование и квалификация сотрудников позволяют выполнить работы качественно и в кратчайшие сроки. Мы реализуем сварку самых разных металлов: чугуна, меди, стали, титана, алюминия, латуни, бронзы и других.
Виды сварки металла
Предлагаем ознакомиться с несколькими из способов обработки, которые мы используем.
Сварка электродом — это способ соединения металлов плавлением за счет тепла, выделяемого электрической дугой, которая образуется между электродом и рабочей поверхностью. Электрод и материал изделия смешиваются в жидком состоянии, образуя сварочную ванну, которая после окончания воздействия электричества перейдет в твердое состояние, формируя шов между скрепляемыми деталями.
Электродуговая сварка сочетается с множеством металлов. Ее разновидностью является сварка аргоном – соединение неплавящимся электродом, где аргон используется как защитная среда. Благодаря своей инертности этот газ не вступает в химические реакции с металлом. Кроме того, он тяжелее кислорода, поэтому легко вытесняет его молекулы. Таким образом в область сварки не попадает воздух, что препятствует окислению металлов и избавляет шов от дефектов в структуре, снижающих его прочность и разрушающих соединение. Аргоновая сварка позволяет работать с широким спектром сырья:
Таким образом в область сварки не попадает воздух, что препятствует окислению металлов и избавляет шов от дефектов в структуре, снижающих его прочность и разрушающих соединение. Аргоновая сварка позволяет работать с широким спектром сырья:
- Алюминий;
- Титан;
- Медь;
- Чугун.
Лазерная сварка относится к термическим методам и осуществляется за счет лазерного излучения, с помощью которого на атомном уровне формируется соединение с высокой плотностью. Лазерный луч имеет сечение с небольшим размером, благодаря чему в процессе сварки исправляются некоторые неровности и трещины в области обработки. Высокая скорость луча позволяет избежать окисления металла. Таким образом, этот метод обеспечивает хорошее качество шва и отсутствие распространенных дефектов, вроде пористости и излишней толщины шва. Сварка лазером обладает высокой точностью, а благодаря тому, что территория около шва остается не подвергнутой нагреванию, деформация материала снижается к минимуму.
Сварка полуавтоматом отличается использованием устройства, оснащенного механизмом автоматической подачи проволоки, которая установлена в автомат на катушке и используется в качестве электрода. Такой сварочный аппарат дает возможность настроить необходимую силу тока, скорость и режимы подачи проволоки. Совместно с устройством используется баллон с защитным газом, который подбирается в зависимости от обрабатываемого материала. Полуавтоматическая сварка имеет хорошую скорость работы и позволяет сделать аккуратные швы, которые почти не нуждаются в зачистке и другой постобработке. Она применима как к нержавеющей стали, так и к черным металлам, меди, чугуну.
Условия сотрудничества
Наша компания много лет ведет свою деятельность на рынке металлопроката. Мы располагаем оборудованием высокого качества и опытными специалистами. Чтобы узнать больше о предоставляемых услугах, вы можете связаться с нами по контактам, указанным на сайте. Сотрудники проконсультируют вас и помогут оформить заявку. Заказать сварочные работы у нас просто и надежно: мы гарантируем грамотную консультацию, оперативное и качественное выполнение работ разных объемов и степени сложности. Цена будет зависеть от величины рабочей области, материала и толщины изделия, а также выбранного способа сварки.
Заказать сварочные работы у нас просто и надежно: мы гарантируем грамотную консультацию, оперативное и качественное выполнение работ разных объемов и степени сложности. Цена будет зависеть от величины рабочей области, материала и толщины изделия, а также выбранного способа сварки.
Предотвращение перепутывания со смесями защитного газа
Рис. 2: Установка центрального газоснабжения за пределами места проведения работ может облегчить ответственность сварщика за подачу газа.
По мере того, как промышленность по производству тяжелых металлов перемещается из США в оффшорные зоны, мастерские получают более широкий выбор материалов для изготовления и сварки. Поскольку для каждого материала может потребоваться различная смесь защитного газа для дуговой сварки металлическим газом (GMAW), крайне важно, чтобы вы были осведомлены об этих газах и наиболее эффективных методах доставки.
Защитные газы для GMAW обычно поставляются в виде двух- или трехгазовых смесей, состоящих из аргона, двуокиси углерода (CO2) и гелия. В некоторых случаях водород или азот добавляют в смесь с одним или двумя основными газами. Чтобы понять, какая газовая смесь лучше всего подходит для вашего применения, вам необходимо понять каждый газ и его влияние на сварку.
В некоторых случаях водород или азот добавляют в смесь с одним или двумя основными газами. Чтобы понять, какая газовая смесь лучше всего подходит для вашего применения, вам необходимо понять каждый газ и его влияние на сварку.
Аргон
Аргон используется для обработки цветных металлов (алюминий, никель, медь и сплавы магния) и химически активных металлов (цирконий и титан). Аргон обеспечивает превосходную стабильность дуговой сварки, проплавление и профиль валика этих основных металлов, поэтому его обычно смешивают с другими газами, такими как кислород, гелий, CO2 или водород, для сварки металлов на основе черных металлов.
Низкий потенциал ионизации аргона помогает создать превосходный путь тока. Кроме того, газ создает суженный столб дуги с высокой плотностью тока, в результате чего энергия дуги концентрируется на небольшой площади поверхности.
CO2
Активный газ, CO2 диссоциирует на монооксид углерода и свободный кислород под действием тепла дуги. Затем кислород соединяется с элементами, перемещающимися по дуге, с образованием оксидов из сварочной ванны в виде шлака и окалины, образуя большое количество дыма и дыма.
Затем кислород соединяется с элементами, перемещающимися по дуге, с образованием оксидов из сварочной ванны в виде шлака и окалины, образуя большое количество дыма и дыма.
Реактивный газ, оказывающий окислительное действие, CO2 часто используется в чистом виде для сварки углеродистой стали, поскольку он легко доступен и дает хорошие, стабильные сварные швы по низкой цене. Однако, поскольку он не поддерживает процессы переноса распылением, его использование ограничено режимами короткого замыкания и шаровидного типа. Фактически, одна из основных Недостатками является резкий шаровидный перенос с характерным разбрызгиванием.
CO2 имеет низкую стоимость за единицу, но это не всегда означает самую низкую стоимость за фут наплавленного шва. Более низкая эффективность наплавки из-за потери разбрызгивания может повлиять на конечную стоимость сварки. В общем процессе сварки стоимость защитного газа очень низкая, обычно от 3 до 5 процентов, в то время как трудозатраты могут превышать 75 процентов стоимости.
Гелий
Гелий – это химически инертный газ, используемый для сварки, требующей высоких тепловложений. Это может улучшить глубину проплавления и скорость перемещения, но не даст такой стабильной дуги, как аргон.
Гелий имеет более высокую теплопроводность, чем аргон, и образует более широкий столб дуги, способствуя большей текучести сварочной ванны и лучшему смачиванию. Это преимущество при сварке алюминиевых, магниевых и медных сплавов.
Газовые смеси
Было обнаружено, что различные смеси стандартных газов улучшают процесс GMAW. Диаграмма на рисунке 1 показывает, какие газовые смеси лучше всего подходят для различных целей. Приложения.
Рисунок 3: Газосмесители, установленные в месте использования, могут обеспечивать разные смеси для разных операторов.
Аргон/кислород. Добавление небольшого количества кислорода, обычно от 1 до 5 процентов, в аргон значительно стабилизирует сварочную дугу, увеличивает скорость капель присадочного металла, снижает ток перехода распыления и влияет на форму валика. Сварочная ванна более жидкая и дольше остается расплавленной, позволяя металлу вытекать к краям шва.
Сварочная ванна более жидкая и дольше остается расплавленной, позволяя металлу вытекать к краям шва.
Добавление 1% кислорода к аргону дает смесь, используемую в основном для переноса распылением на нержавеющую сталь. Этого количества кислорода обычно достаточно для стабилизации дуги и улучшения скорости образования капель и внешнего вида валика.
При добавлении к аргону 2 процентов кислорода образуется смесь, пригодная для дуговой сварки струйным распылением углеродистых, низколегированных и нержавеющих сталей. Он обеспечивает большее смачивающее действие, чем 1-процентная кислородная смесь. Механические свойства и коррозионная стойкость сварных швов, выполненных с добавками кислорода 1 и 2 %, близки. Однако внешний вид шариков будет темнее и больше окислено для 2-процентных смесей с нержавеющими сталями.
Пять процентов кислорода в смеси с аргоном дает смесь, которая обеспечивает более текучую, но контролируемую сварочную ванну. Это наиболее часто используемая смесь аргона и кислорода для сварки углеродистой стали. Дополнительный кислород также позволяет более высокие скорости движения.
Дополнительный кислород также позволяет более высокие скорости движения.
Аргон/CO2. Смеси аргон/CO2 используются в основном для углеродистых и низколегированных сталей и имеют ограниченное применение для нержавеющих сталей. Добавление CO2 в аргон при высоких уровнях тока увеличивает разбрызгивание при сварке.
В GMAW необходимо достичь несколько более высокого уровня тока при использовании аргона/CO2 для установления и поддержания стабильного переноса распыления. При содержании CO2 более 20 % распыленный перенос становится нестабильным, возникают периодические короткие замыкания и шаровидный перенос.
Добавление 5% CO2 к аргону дает смесь, пригодную для переноса импульсным распылением и переноса методом короткого замыкания на материалах различной толщины. Возникающие дуговые силы придают этой смеси большую устойчивость к прокатной окалине и более контролируемую ванну, чем смесь аргона и кислорода.
Добавление 10% CO2 к аргону дает смесь, аналогичную 5-процентной смеси, но с повышенным тепловложением, что обеспечивает более широкую и жидкую сварочную ванну как при коротком замыкании, так и при струйном переносе.
При добавлении 15 процентов CO2 к аргону получается смесь, используемая для различных применений углеродистой и низколегированной стали. В режиме переноса с коротким циклом эту смесь можно использовать для достижения максимальной производительности на тонколистовых металлах за счет сведения к минимуму чрезмерной склонности к проплавлению смесей с более высоким содержанием CO2 при одновременном увеличении скорости наплавки и перемещения. скорости.
Добавление 20 процентов CO2 к аргону дает смесь, которую можно использовать для сварки углеродистой стали коротким замыканием или струйной сваркой, но она может давать больше брызг, чем 15-процентная смесь.
Смесь 25 процентов CO2 и аргона обычно используется для GMAW с переносом короткого замыкания на низкоуглеродистую сталь. Одна из наиболее часто используемых смесей аргона/CO2, она была разработана для обеспечения оптимальной частоты капель при переносе с помощью короткого замыкания с использованием 0,035- и 0,045-дюймового диаметра. провод. Эта смесь хорошо работает в сильноточных приложениях на тяжелом основании.
металл. Он обеспечивает хорошую стабильность дуги, контроль сварочной ванны и внешний вид наплавленного валика, но не поддерживает перенос металла в режиме распыления.
провод. Эта смесь хорошо работает в сильноточных приложениях на тяжелом основании.
металл. Он обеспечивает хорошую стабильность дуги, контроль сварочной ванны и внешний вид наплавленного валика, но не поддерживает перенос металла в режиме распыления.
При добавлении 40% CO2 к аргону образуется смесь, рекомендованная для некоторых порошковых проволок для повышения стабильности дуги и уменьшения разбрызгивания. Эта смесь часто улучшает проплавление при сварке по сравнению с 25-процентной смесью.
Добавление 50 процентов CO2 к аргону дает смесь, которую часто можно использовать для сварки труб короткой дугой, особенно когда на свариваемых поверхностях присутствуют другие загрязняющие вещества.
Аргон/гелий. Гелий часто смешивают с аргоном, чтобы получить преимущества обоих газов. В то время как аргон обеспечивает хорошую стабильность дуги и очищающее действие, добавление гелия способствует смачиванию с широкой шириной проплавления.
Смеси аргона и гелия используются в основном для цветных металлов, таких как алюминий и медь, для увеличения тепловложения. Как правило, чем толще основной металл, тем выше процентное содержание гелия. Небольшие проценты гелия, всего 20 процентов, будут влиять на дугу. По мере увеличения процентного содержания гелия напряжение дуги, разбрызгивание и отношение ширины шва к глубине увеличиваются, в то время как пористость уменьшается.
сведен к минимуму в алюминии. При смешивании с гелием содержание аргона должно составлять не менее 20 процентов, чтобы обеспечить и поддерживать стабильный перенос распыления.
Как правило, чем толще основной металл, тем выше процентное содержание гелия. Небольшие проценты гелия, всего 20 процентов, будут влиять на дугу. По мере увеличения процентного содержания гелия напряжение дуги, разбрызгивание и отношение ширины шва к глубине увеличиваются, в то время как пористость уменьшается.
сведен к минимуму в алюминии. При смешивании с гелием содержание аргона должно составлять не менее 20 процентов, чтобы обеспечить и поддерживать стабильный перенос распыления.
Добавление 25 процентов гелия к аргону дает смесь, которая используется для сварки цветных металлов, когда требуется увеличение тепловложения и внешний вид сварного шва имеет первостепенное значение.
Когда к аргону добавляется 50 процентов гелия, смесь пригодна для высокоскоростной механизированной сварки цветных металлов толщиной не более 0,75 дюйма.
75-процентное добавление гелия к аргону дает смесь для механизированной сварки алюминия толщиной более 1 дюйма в плоском положении.
Трехгазовые смеси. Доступны смеси трех газов, но обычно они используются для специальных применений. Аргон является основным газом, используемым в сочетании с другими.
Затраты на поставку газа
Стоимость производства всегда является решающим фактором при выборе наиболее эффективного сварочного процесса; также необходимо учитывать расходы, связанные со смесями защитных газов. Стоимость основных газов и газовых смесей для сварки может сильно различаться. CO2 самый дешевый, а гелий самый дорогой; аргон стоит между ними.
Однако выбор защитного газа не должен основываться исключительно на стоимости кубического фута. Защитный газ — это не просто одноцелевой товар в уравнении сварки; это важнейший элемент в группе основных технологий, из которых состоит процесс сварки.
Защитный газ, как бы он ни был важен для процесса, обычно является одним из менее дорогих элементов. Снижение стоимости рабочей силы, например, окажет гораздо большее влияние на общие расходы, чем выбор более дешевого газа или газовой смеси.
Интересно, что подход к газоснабжению может помочь снизить трудозатраты. Например, установка центрального газоснабжения вне места работы (см. рис. 2 ) может облегчить ответственность сварщика за подачу газа, что сделает его более эффективным в процессе сварки.
Другим фактором, который следует учитывать, является использование газосмесительных устройств для подачи газов по мере необходимости. Смешанные газы, поставляемые в отдельных баллонах, имеют более высокую цену, что приводит к более высоким общим затратам на процесс. Газосмесители могут быть установлены в точке подачи, что является хорошим выбором, когда многие операторы используют одну и ту же газовую смесь в течение длительного периода времени, или в точке использования (см. Рисунок 3 ), что лучше, если разные операторы будут использовать разные смеси. Если объем газов велик, криогенные сосуды могут быть более рентабельными, чем баллоны со сжатым газом. В криогенных сосудах можно подавать все газы, кроме гелия и водорода.
Применение системы смешивания газов в сочетании с централизованным газоснабжением определяется объемом используемых газов.
Если сварочный защитный газ имеет решающее значение для вашего процесса, возможно, вам придется проанализировать или проверить этот газ. Вы можете запросить сертификат соответствия у поставщика газа для смешанных газов, но когда газы смешиваются на месте, вы должны использовать внешний анализатор. Смеситель, оснащенный анализатором, может проверять газы, подаваемые из смесительной системы, но не фактическую смесь в процессе сварки; а В этих случаях можно использовать портативный газоанализатор.
Ваш поставщик газа может помочь вам рассмотреть все ваши варианты газовых смесей и способов подачи. Поставщик также может помочь вам ответить на некоторые основные вопросы, касающиеся выбора смеси защитного газа для сварки:
- Как выбор защитного газа влияет на сварной шов?
- Какая смесь лучше всего подходит для применения?
- Какой способ подачи газа лучше всего?
- Насколько критична точность газовой смеси для этого применения?
По мере изменения каждой работы ваши требования также могут меняться. Знание доступных типов газа и методов подачи поможет вам выбрать наиболее эффективные и экономичные продукты для вашего сварочного процесса.
Знание доступных типов газа и методов подачи поможет вам выбрать наиболее эффективные и экономичные продукты для вашего сварочного процесса.
Патент США на универсальный защитный газ для сварки и процесса GMAW и FCAW (Патент № 6,303,891, выдан 16 октября 2001 г.)
Уровень техники
электродуговая сварка в среде защитного газа и, более конкретно, к универсальному составу защитного газа для использования в процессах дуговой сварки металлическим электродом в среде защитного газа (GMAW) и дуговой сварки с сердечником под флюсом (FCAW), а также к усовершенствованному процессу дуговой сварки металлическим электродом в среде защитного газа.
2. Краткое описание известного уровня техники
В процессе дуговой сварки металлическим газом (GMAW) тепло для сварки вырабатывается путем образования дуги между непрерывным расходуемым проволочным электродом и заготовкой, которая расплавляет электрод с образованием сварного шва. . Проволочный электрод постоянно проходит через сварочную горелку, а сварочная ванна или лужа защищены атмосферой защитного газа, также подаваемой в дугу через сварочную горелку. Защитный газ окружает сварочную ванну и эффективно предотвращает окисление или коррозию ванны и последующего сварного шва воздухом или другими средами. В аналогичном процессе дуговой сварки с флюсовой проволокой (FCAW) используется проволока с центральной сердцевиной из защитного флюса.
. Проволочный электрод постоянно проходит через сварочную горелку, а сварочная ванна или лужа защищены атмосферой защитного газа, также подаваемой в дугу через сварочную горелку. Защитный газ окружает сварочную ванну и эффективно предотвращает окисление или коррозию ванны и последующего сварного шва воздухом или другими средами. В аналогичном процессе дуговой сварки с флюсовой проволокой (FCAW) используется проволока с центральной сердцевиной из защитного флюса.
Способ или режим перехода металла с электрода в сварочную ванну во многом определяет особенности технологического процесса. Существует три основных режима переноса металла; короткое замыкание, капельное или распыленное и импульсное. Короткое замыкание и импульсный перенос металла используются для работы с низким током, в то время как перенос металла распылением используется при высоких сварочных токах.
Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций: формирует плазму дуги, стабилизирует корни дуги на поверхности материала, обеспечивает плавный переход капель расплава с проволоки на сварочная ванна.
Каждый из газов и их соотношение в смеси защитных газов также оказывает существенное влияние на процесс сварки. Например, аргон влияет на перенос дуги, потенциал ионизации и плазму дуги. Углекислый газ влияет на проплавление, допустимое напряжение дуги и, в зависимости от присутствующего количества, определяет тип материала, на котором можно использовать газ, а также способ сварки коротким замыканием, распылением или импульсной сваркой. кислород влияет на теплопроводность, теплопередачу, текучесть сварочной ванны при сварке с коротким замыканием и смачивание носка сварного шва при струйной и импульсно-дуговой сварке. Гелий обычно использовался для воздействия на тепловложение.
Таким образом, защитный газ будет оказывать существенное влияние на стабильность дуги и переноса металла, а также на поведение сварочной ванны, в частности, на ее проплавление. Большинство защитных газов для сварки GMAW представляют собой смеси аргона и кислорода или аргона и углекислого газа, а некоторые газовые смеси могут содержать гелий.
В таблице 1 ниже приведен список распространенных защитных газов и их пропорции по объему, которые используются для обычных процессов сварки GMAW:
ТАБЛИЦА 1 ПРОЦЕСС СВАРКИ И Углерод МАТЕРИАЛ Кислород Аргон двуокись гелий Дуговая сварка GMAW со струйным распылением/нержавеющая сталь 1%-2% 98-99% сталь и углеродистая сталь Дуговая сварка GMAW со струйным распылением/нержавеющая сталь 5% 95% стали и углеродистой стали (повышенная нагревание и окисление) Высокоскоростная распылительная дуга GMAW 8% 92% сварка/нержавеющая сталь и углерод стали Распылительная дуга GMAW и импульсная дуга 80-85% 15-20% сварка/углеродистая сталь Короткое замыкание GMAW и FCAW 75% 25% сварка/углеродистая сталь Сварка GMAW с коротким замыканием/ 8% 2% 90% нержавеющая сталь
Типичные аргонно-кислородные смеси, ранее использовавшиеся для дуговой сварки GMAW струйным распылением как углеродистой, так и нержавеющей стали, содержали по объему от 1 до 8% кислорода и от 92 до 99% аргона и не содержали двуокиси углерода. Типичные смеси аргона/двуокиси углерода, ранее использовавшиеся для дуговой сварки GMAW струйной и импульсной дуговой сваркой углеродистой стали, содержали от 15% до 20% углекислого газа и от 80% до 85% аргона и не содержали кислорода. Типичные смеси аргона/двуокиси углерода, ранее использовавшиеся для сварки углеродистой стали методом короткого замыкания GMAW и сварки FCAW (флюсовой сердцевиной), содержали 25% углекислого газа и 75% аргона и не содержали кислорода. Типичные смеси аргона/двуокиси углерода/гелия, которые ранее использовались для сварки GMAW с коротким замыканием на нержавеющей стали, содержали 2% углекислого газа, 8% аргона, 90% гелия и нет кислорода.
Типичные смеси аргона/двуокиси углерода, ранее использовавшиеся для дуговой сварки GMAW струйной и импульсной дуговой сваркой углеродистой стали, содержали от 15% до 20% углекислого газа и от 80% до 85% аргона и не содержали кислорода. Типичные смеси аргона/двуокиси углерода, ранее использовавшиеся для сварки углеродистой стали методом короткого замыкания GMAW и сварки FCAW (флюсовой сердцевиной), содержали 25% углекислого газа и 75% аргона и не содержали кислорода. Типичные смеси аргона/двуокиси углерода/гелия, которые ранее использовались для сварки GMAW с коротким замыканием на нержавеющей стали, содержали 2% углекислого газа, 8% аргона, 90% гелия и нет кислорода.
Видно, что для углеродистой и нержавеющей стали и для каждого способа переноса металла требуется разный состав защитного газа с критическим соотношением газов.
Некоторые поставщики предоставляют баки или контейнеры с защитными газами в критических пропорциях, как указано выше, плюс другие смеси, что требует от сварщика наличия и часто транспортировки большого количества тяжелых баллонов, чтобы иметь надлежащий защитный газ для сварочная операция. Перед сваркой сварщик должен определить, какая смесь должна быть подходящей для конкретной работы, а затем получить два или более баллона, содержащих газы, например, аргон, кислород и углекислый газ, или выбрать баллон, содержащий соответствующую пропорцию предварительно смешанные газы.
Перед сваркой сварщик должен определить, какая смесь должна быть подходящей для конкретной работы, а затем получить два или более баллона, содержащих газы, например, аргон, кислород и углекислый газ, или выбрать баллон, содержащий соответствующую пропорцию предварительно смешанные газы.
Смешивание защитных газов из резервуаров обычно осуществляется с помощью обычного газового смесителя, в который два или более газа подаются из независимых газовых резервуаров. Сварщик должен настроить смеситель и регулятор бака на установление газовой смеси в критических пропорциях, которая затем подается на пистолет или горелку.
Плохая газовая защита может привести к пористости сварного шва. Пористость образуется за счет захвата отдельных газовых карманов в затвердевающей сварочной ванне. Газ может возникать из-за защитного газа, поверхностных загрязнений, таких как ржавчина или жир, или недостаточного количества раскислителей в основном металле, электроде или присадочной проволоке.
Доля газов, содержащихся в защитном газе, также может изменить химический состав металла сварного шва, что может привести к дефектам сварки. Например, было обнаружено, что изменение пропорции кислорода и углекислого газа по отношению к содержанию аргона всего на 1,0% может вызвать смешивание углекислого газа с затвердевающей сварочной ванной, так что содержание углерода в металле сварного шва будет выше или ниже. чем основной металл.
Например, было обнаружено, что изменение пропорции кислорода и углекислого газа по отношению к содержанию аргона всего на 1,0% может вызвать смешивание углекислого газа с затвердевающей сварочной ванной, так что содержание углерода в металле сварного шва будет выше или ниже. чем основной металл.
Имеется несколько патентов, в которых описаны различные смеси защитных газов, включающие кислород, двуокись углерода и аргон (или смесь аргона/гелия) в критических соотношениях.
Черч, патент США. В US-A-4463243 описана газовая система для электродуговой сварки, в которой используется сварочный газ, содержащий смесь от 40 до 70% аргона, от 25 до 60% гелия, от 3 до 10% двуокиси углерода и от 0,10 до 1% кислорода. и использование электродных токов в диапазоне от 100 до 1100 ампер для образования шариков электродного металла размером по меньшей мере с диаметром электрода со скоростью от 400 до 1200 шариков в секунду.
Lebel, патент США. В US-A-4529863 описан способ дуговой сварки металлическим электродом, который особенно подходит для сварки в неустановленном положении или для вертикальных, наклонных и потолочных сварных швов, в котором используется защитный газ, образованный небольшими пропорциями смеси двуокиси углерода и кислорода в сочетании с большая часть смеси аргона и гелия. Приблизительные объемные соотношения газов следующие: углекислый газ примерно от 2,5 до 8,5%, кислород примерно от 0,1 до 0,8%, гелий примерно от 25 до 60% и аргон остальное, при соотношении между углекислым газом и кислородом примерно 10: от 1 до примерно 20:1.
Приблизительные объемные соотношения газов следующие: углекислый газ примерно от 2,5 до 8,5%, кислород примерно от 0,1 до 0,8%, гелий примерно от 25 до 60% и аргон остальное, при соотношении между углекислым газом и кислородом примерно 10: от 1 до примерно 20:1.
Черч, патент США. В US-A-4572942 описан процесс дуговой сварки в среде защитного газа с использованием смеси защитного газа, который создает стабильное образование плазмы. Газ представляет собой смесь основных пропорций аргона и гелия и малых пропорций каждого из углекислого газа и кислорода, что создает стабильное, приблизительно куполообразное плазменное образование в дуговом промежутке между плавящимся концом электрода и наплавленным металлом. Газ содержит в основном примерно 40-70% аргона, примерно 25-60% гелия, примерно 3-10% двуокиси углерода и примерно 0,1-2% кислорода.
Hilton, патент США. В US-A-4626646 описан защитный газ для электродуговой сварки, который представляет собой смесь по объему от 1,75% до 2,25% двуокиси углерода и от 0,25% до 1,0% кислорода, а остальное составляют гелий и аргон. Использование газа позволяет получать сварные швы без шлака, на которые легко наносится краска, нанесенная методом электростатического осаждения.
Использование газа позволяет получать сварные швы без шлака, на которые легко наносится краска, нанесенная методом электростатического осаждения.
Де Вито, патент США. В US-A-4645903 описан процесс дуговой сварки металлическим электродом в среде защитного газа, который расширяет диапазон переноса металла аксиальным распылением с помощью невращающейся дуги с 10 до 25 фунтов/час при использовании электродной проволоки диаметром от 0,035 до 0,052 дюйма. Процесс проводят с трехкомпонентной защитной газовой смесью, состоящей в основном из аргона и кислорода в сочетании с углекислым газом или окисью углерода в объемной доле кислорода 1-2%, углекислого газа 8-15%, остальное аргона. Напряжение дуги поддерживается в диапазоне от 29и 40 вольт.
Черч, патент США. US 4866246 раскрывает процесс дуговой сварки металлическим электродом с использованием смеси четырех газов и относительно высокого напряжения (выше 42 вольт). Смесь защитного газа состоит из большей части аргона и гелия и меньшей части углекислого газа и кислорода
Farwer, U. S. Pat. В US 5210388 описан инертный газ для сварки TIG, MIG, MAG и плазменной сварки. В качестве инертного газа используют аргон высокой степени чистоты или смесь высокой степени чистоты, состоящую из аргона, гелия, водорода, кислорода и/или углекислого газа. Улучшение заключается в добавлении к газу от 80 до 250 частей на миллион азота, при этом инертный газ состоит исключительно из азота, аргона и водорода и/или двуокиси углерода.
S. Pat. В US 5210388 описан инертный газ для сварки TIG, MIG, MAG и плазменной сварки. В качестве инертного газа используют аргон высокой степени чистоты или смесь высокой степени чистоты, состоящую из аргона, гелия, водорода, кислорода и/или углекислого газа. Улучшение заключается в добавлении к газу от 80 до 250 частей на миллион азота, при этом инертный газ состоит исключительно из азота, аргона и водорода и/или двуокиси углерода.
В приведенной ниже Таблице 2 показано сравнение существующих смесей защитного газа, обозначенных как «Смесь A» и «Смесь B» (описанных ниже), и рассмотренных выше эталонов, в которых используется смесь защитного газа, включающая кислород, двуокись углерода и аргон.
ТАБЛИЦА 2 Углерод гелий + Кислород двуокись Аргон гелий Аргон 4 463 243 0,1-1,0% 3,0-10% 40,0-70,0% 25-60% 4529,863 0,1-0,8% 2,5-8,5% 30,7-72,4% 25-60% 4 572 942 0,1-2,0% 3,0-10,0% 40,0-70,0% 25-60% 4 626 646 0,25-1,0% 1,75-2,25% 96,7- 98,0% 4 645 903 1,0-2,0% 8,0-15,0% 83,0-91,0% никто Смесь А 1,0% 3,0% 96,0% никто Смесь Б 2,0% 3,0% 95,0% никто
Ссылки, которые раскрывают три газа или четыре смеси газов, которые включают аргон, диоксид углерода и кислород, содержат по объему кислород в пределах от 0,25% до 2,0%, диоксид углерода в диапазоне от 1,75% до 10,0 % и аргона в пределах от 30,7 до 91 % (или комбинации аргона и гелия в пределах от 96,7 до 98 %).
Хотя каждая из этих смесей аргона/диоксида углерода/кислорода может хорошо подходить для своей конкретной цели, ни одна из них не подходит для использования при сварке как углеродистой, так и нержавеющей стали и не может использоваться во всех трех режимах переноса металла (короткое замыкание, распылением и импульсной дугой) обычных процессов сварки GMAW и режимов сварки с переносом металла с флюсовой сердцевиной.
Настоящее изобретение отличается от известного уровня техники в целом и этих патентов, в частности, универсальной смесью защитного газа, которая содержит по объему около 96,0% аргона, 3,0% двуокиси углерода и 1,0% кислорода и которую можно использовать для сварки черных металлов, включая как углеродистую, так и нержавеющую сталь, с использованием различных процессов дуговой сварки металлическим электродом в среде защитного газа (GMAW), включая дугу короткого замыкания, импульсную дугу, струйную дугу, режимы переноса металла и дуговую сварку металлическим сердечником с флюсом (FCAW) при сварке углерода стальная, нержавеющая сталь, наплавка и проволока с металлическим сердечником. Этот универсальный состав защитного газа не будет существенно изменять содержание углерода в химическом составе металла сварного шва. Во втором варианте, пригодном для использования с материалами из углеродистой стали, но не с нержавеющей сталью, смесь защитного газа содержит по объему около 95,0 % аргона, 3,0 % углекислого газа и 2,0 % кислорода. Другим аспектом изобретения является единый резервуар, содержащий предварительно смешанный универсальный защитный газ, и усовершенствованные процессы дуговой сварки металлическим электродом в среде защитного газа, в которых используется раскрытая смесь защитного газа.
Этот универсальный состав защитного газа не будет существенно изменять содержание углерода в химическом составе металла сварного шва. Во втором варианте, пригодном для использования с материалами из углеродистой стали, но не с нержавеющей сталью, смесь защитного газа содержит по объему около 95,0 % аргона, 3,0 % углекислого газа и 2,0 % кислорода. Другим аспектом изобретения является единый резервуар, содержащий предварительно смешанный универсальный защитный газ, и усовершенствованные процессы дуговой сварки металлическим электродом в среде защитного газа, в которых используется раскрытая смесь защитного газа.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, целью настоящего изобретения является создание универсального защитного газа, имеющего газовую смесь, пригодную для использования в процессах дуговой сварки металлическим электродом (GMAW) при сварке черных металлов, включая как мягкую сталь, и нержавеющей стали, а также в процессах дуговой сварки под флюсом (FCAW) при сварке углеродистой стали, нержавеющей стали, наплавки и проволоки с металлическим сердечником.
Еще одной задачей настоящего изобретения является создание универсального защитного газа для дуговой сварки металлическим газом, имеющего газовую смесь, пригодную для использования в режимах дуговой сварки с коротким замыканием, импульсной дугой, струйной дугой и сварки с переносом металла с сердечником под флюсом.
Другой целью настоящего изобретения является создание универсального защитного газа для дуговой сварки металлическим газом, содержащего газовую смесь в пропорциях, которые не будут вводить углерод в металл сварного шва.
Еще одной целью настоящего изобретения является создание одного резервуара, содержащего предварительно смешанную универсальную смесь защитного газа для дуговой сварки металлическим электродом в среде защитного газа, что позволит исключить догадки, связанные с обеспечением точно правильной смеси для операций дуговой сварки металлическим электродом в среде защитного газа.
Еще одной целью настоящего изобретения является создание одного резервуара, содержащего предварительно смешанную универсальную смесь защитного газа, которая устраняет необходимость в обслуживании, хранении и транспортировке большого количества отдельных резервуаров для дуговой сварки металлическим электродом в среде защитного газа и электродуговой сварки под флюсом.
Еще одной целью настоящего изобретения является создание усовершенствованного процесса дуговой сварки металлическим электродом в среде защитного газа, в котором используется смесь защитного газа из аргона, двуокиси углерода и кислорода в критических пропорциях, которые не изменяют содержание углерода в химическом составе металла сварного шва.
Другие объекты изобретения будут время от времени становиться очевидными в описании и формуле изобретения, как указано ниже.
Вышеупомянутые цели и другие задачи изобретения достигаются с помощью универсальной смеси защитных газов, содержащей по объему около 96,0 % аргона, 3,0 % двуокиси углерода и 1,0 % кислорода, которая может быть использована для сварки черных металлов, включая как углеродистую сталь, так и нержавеющую сталь с использованием различных процессов дуговой сварки металлическим газом (GMAW), включая дугу короткого замыкания, импульсную дугу, дугу распыления, режимы переноса металла и дуговую сварку металлическим сердечником с флюсом (FCAW) при сварке углеродистой стали, нержавеющей стали, наплавка и проволока с металлическим сердечником. Этот универсальный состав защитного газа не будет существенно изменять содержание углерода в химическом составе металла сварного шва. Во втором варианте, пригодном для использования с материалами из углеродистой стали, но не с нержавеющей сталью, смесь защитного газа содержит по объему около 95,0 % аргона, 3,0 % углекислого газа и 2,0 % кислорода. Другим аспектом изобретения является единый резервуар, содержащий предварительно смешанный универсальный защитный газ, и усовершенствованные процессы дуговой сварки металлическим электродом в среде защитного газа, в которых используется раскрытая смесь защитного газа.
Этот универсальный состав защитного газа не будет существенно изменять содержание углерода в химическом составе металла сварного шва. Во втором варианте, пригодном для использования с материалами из углеродистой стали, но не с нержавеющей сталью, смесь защитного газа содержит по объему около 95,0 % аргона, 3,0 % углекислого газа и 2,0 % кислорода. Другим аспектом изобретения является единый резервуар, содержащий предварительно смешанный универсальный защитный газ, и усовершенствованные процессы дуговой сварки металлическим электродом в среде защитного газа, в которых используется раскрытая смесь защитного газа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой схематическое изображение типичной сварочной установки GMAW с использованием универсального состава защитного газа в соответствии с настоящим изобретением.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
В предпочтительном варианте настоящая смесь защитного газа содержит по объему около 96,0% аргона, 3,0% диоксида углерода и 1,0% кислорода. Было обнаружено, что эту смесь в указанных пропорциях можно эффективно использовать при сварке черных металлов, включая как углеродистую, так и нержавеющую сталь, с использованием различных процессов дуговой сварки металлическим газом (GMAW), включая дугу короткого замыкания, импульсную дугу, струйную дугу, режимы сварки с переносом металла.
Было обнаружено, что эту смесь в указанных пропорциях можно эффективно использовать при сварке черных металлов, включая как углеродистую, так и нержавеющую сталь, с использованием различных процессов дуговой сварки металлическим газом (GMAW), включая дугу короткого замыкания, импульсную дугу, струйную дугу, режимы сварки с переносом металла.
Также было обнаружено, что эта же смесь защитного газа в указанных пропорциях может эффективно использоваться в процессах дуговой сварки с флюсовым сердечником (FCAW) при сварке углеродистой стали, нержавеющей стали, наплавки и проволоки с металлическим сердечником.
Первоначальные испытания были проведены с использованием испытательных пластин из основного металла из нержавеющей стали 304 и проволочных электродов диаметром 0,035″ из присадочного материала из нержавеющей стали 308L, которые были сварены дугой короткого замыкания и струйной дуговой сваркой металлическим электродом в среде защитного газа, при этом дуга была защищена настоящая универсальная защитная газовая смесь в пропорциях, указанных выше.
Химический анализ сварных швов был проведен независимой испытательной лабораторией с использованием методов испытаний ASTM E-1019 и ASTM E-1086 и показал неожиданный результат: смесь защитного газа аргона, двуокиси углерода и кислорода в указанных пропорциях не изменила содержание углерода в химическом составе металла шва. То есть после сварки углерод не добавлялся и не удалялся из металла шва.
Во втором предпочтительном варианте осуществления смесь защитного газа содержит по объему около 95,0% аргона, 3,0% диоксида углерода и 2,0% кислорода. Эта конкретная смесь подходит для использования с большинством материалов из углеродистой стали, но не особенно подходит для использования с нержавеющей сталью.
Следует также отметить, что варианты, описанные выше, хотя и подходят для углеродистой и нержавеющей стали, не подходят для использования с цветными металлами, такими как алюминий, магний и т. д., и процессами сварки TIG или гелиаруговой сварки.
Настоящая защитная газовая смесь поставляется в сварочном резервуаре или цилиндре, который оснащен коммерчески доступным клапаном, таким как клапан CGA (Ассоциация сжатых газов) 580. Резервуар или цилиндр снабжен погружной трубкой, которая проходит от клапана до дна резервуара. Сначала в бак под давлением закачивается кислород, затем углекислый газ, а затем аргон. При этом получается однородная смесь, а погружная трубка обеспечивает отбор 100%-ной однородной смеси из резервуара при переходе от полного к пустому резервуару.
Резервуар или цилиндр снабжен погружной трубкой, которая проходит от клапана до дна резервуара. Сначала в бак под давлением закачивается кислород, затем углекислый газ, а затем аргон. При этом получается однородная смесь, а погружная трубка обеспечивает отбор 100%-ной однородной смеси из резервуара при переходе от полного к пустому резервуару.
Таким образом, один бак, содержащий предварительно смешанный состав универсального защитного газа, избавит от необходимости гадать, связанного с обеспечением точно правильной смеси для операций дуговой сварки в среде защитного газа, и избавит от необходимости обслуживать, хранить и транспортировать большое количество отдельных резервуаров для дуговая сварка металлическим газом и дуговая сварка под флюсом.
РИС. 1 представляет собой схематическое изображение типичной сварочной установки GMAW с использованием универсального состава защитного газа. Расходуемый проволочный электрод 10, состоящий из металла любого желаемого состава, подходящего для конкретного применения сварки, протягивается с катушки 11 с помощью подающего ролика 12 через контактную трубку 13 в обычной дуговой горелке с защитным экраном или смесительном пистолете 14. Пистолет 14 может быть либо ручным, либо механизированным. Подающий ролик 12 приводится в движение приводным двигателем М, содержащимся в обычном блоке 15 подачи проволоки, способным подавать проволоку со скоростью, необходимой для достижения требуемой скорости наплавки. Источник 16 питания подает питание как на блок 15 подачи проволоки, так и на горелку или горелку 14. Источник 16 питания относится к источнику постоянного потенциала или постоянного напряжения. Напряжение дуги устанавливают для получения стабильной дуги 17. Дуга 17 устанавливается между расходуемым электродом 10 и заготовкой W путем включения источника питания 16 и подачи электрода в непосредственный контакт с заготовкой.
Пистолет 14 может быть либо ручным, либо механизированным. Подающий ролик 12 приводится в движение приводным двигателем М, содержащимся в обычном блоке 15 подачи проволоки, способным подавать проволоку со скоростью, необходимой для достижения требуемой скорости наплавки. Источник 16 питания подает питание как на блок 15 подачи проволоки, так и на горелку или горелку 14. Источник 16 питания относится к источнику постоянного потенциала или постоянного напряжения. Напряжение дуги устанавливают для получения стабильной дуги 17. Дуга 17 устанавливается между расходуемым электродом 10 и заготовкой W путем включения источника питания 16 и подачи электрода в непосредственный контакт с заготовкой.
Защитный газ 18 подается в горелку или горелку 14 из одного резервуара 19, содержащего предварительно смешанную композицию аргона, кислорода и углекислого газа в ранее описанных критических пропорциях, чтобы пройти через пространство между контактной трубкой горелки 13 и соплом горелки. 20, так что он образует кожух для защиты дуги от окружающей атмосферы.
Электрод 10 подается через контактную трубку 13 в дугу 17, образующуюся между электродом и заготовкой W. Контактная трубка 13 подключается через горелку или пистолет 14 к источнику питания 16 для подачи питания на электрод 10. заготовка W соединена с землей вместе с землей источника питания.
В одном примере использования настоящего защитного газа и процесса переноса металла дугой короткого замыкания GMAW для сварки основного металла из нержавеющей стали 304 в качестве присадочного материала используется сплошной проволочный электрод диаметром 0,035 дюйма из нержавеющей стали 308L. Напряжение дуги устанавливают в диапазоне от 15 до 36 вольт и силе тока от 115 до 250 ампер. Проволочный электрод подается к сварному шву со скоростью, достаточной для переноса присадочного металла в сварочную ванну.
В другом примере с использованием настоящего защитного газа и процесса переноса металла дугой короткого замыкания GMAW для сварки основного металла из нержавеющей стали 304 в качестве присадочного материала используется электрод из сплошной проволоки диаметром 0,045 дюйма из нержавеющей стали 308L, а напряжение дуги устанавливается напряжение от 18 до 40 вольт и сила тока от 130 до 300 ампер.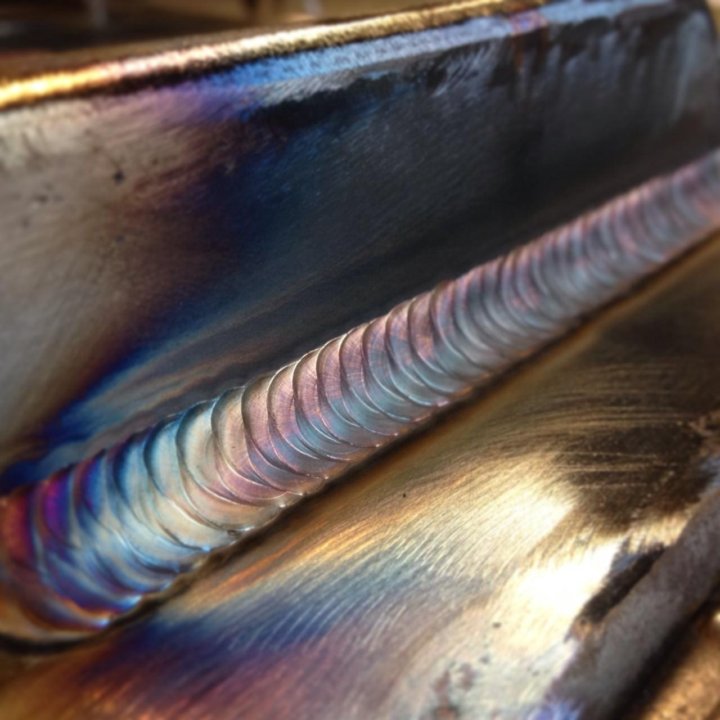 Проволочный электрод подается к сварному шву со скоростью, достаточной для переноса присадочного металла в сварочную ванну.
Проволочный электрод подается к сварному шву со скоростью, достаточной для переноса присадочного металла в сварочную ванну.
В еще одном примере использования настоящего защитного газа и процесса переноса металла дугой короткого замыкания GMAW для сварки основного металла из нержавеющей стали 304 электрод с флюсовым сердечником диаметром 0,045 дюйма из нержавеющей стали 308L используется в качестве присадочного материала, а дуга Напряжение устанавливается в диапазоне от 22 до 40 вольт и сила тока в диапазоне от 190 до 350 ампер. Электрод с флюсовым сердечником подается к сварному шву со скоростью, достаточной для переноса присадочного металла в сварочную ванну.
Хотя это изобретение было описано полностью и полностью с особым акцентом на предпочтительный вариант осуществления, следует понимать, что в рамках прилагаемой формулы изобретения изобретение может быть реализовано иначе, чем конкретно описано здесь.
Сварочные процессы — плазменная резка и защитные газы
Полное руководство по газовым смесителям и их различным применениям
Автор : Miguel Gil
contato@managas. com.br
com.br
Ниже приведены некоторые общие вопросы и соответствующие ответы, касающиеся сварки , плазменной резки и защитных газов или газовых смесей.
Содержание:
1. Какой газ или газовая смесь лучше всего подходит для сварки MIG MAG (GMAW)?Для сварки MIG используйте аргон (Ar) или гелий (He) в качестве сварочного газа. Сварка MIG подходит для цветных металлов, таких как алюминий, медь, бронза и их сплавы.
Для сварки MAG используйте углекислый газ (CO2) или газовые смеси в качестве сварочного газа. Обратите внимание, что для сварки MAG требуется активный газ, при котором происходит взаимодействие с ванной расплава. Сварка MAG подходит для черных металлов.
2. Принимая во внимание процессы сварки MIG и MAG, в чем разница между сварочными газами? Аргон (Ar) – Инертный газ. Аргон для сварки MIG или сварки MAG может использоваться в обоих процессах, в чистом виде или в сочетаниях/смесях с другими газами для оптимизации формирования электрической дуги, необходимой для сварки черных и цветных металлов. Для процесса сварки MIG, подходит для алюминия и бронзы при заливке.
Для процесса сварки MIG, подходит для алюминия и бронзы при заливке.
Гелий (He) – инертный газ. При сварке MIG подходит для более широких сварных швов, меньшей глубины, большей производительности благодаря более высокой скорости сварки (по сравнению с аргоном). Гелий обладает более высокой теплопроводностью, передает больше тепла детали и делает сварной шов более «жидким». По отношению к аргону гелий имеет более высокую стоимость.
Двуокись углерода (CO2) – Активный газ. В процессе сварки MAG защищает свариваемый материал, так как не допускает чрезмерного повышения температуры и, таким образом, сохраняет его механические свойства и при этом создает наплавленный валик большей глубины и механической прочности. Как отдельный сварочный газ, CO2 образует турбулентную дугу и вызывает большое количество брызг.
Сварочные газы — Сварочная газовая смесь MIG MAG Газовая смесь, сочетающая аргон (Ar) – инертный и углекислый газ (CO2) – активный. Идеален, так как обеспечивает более привлекательный вид сварного шва и меньшее количество брызг. Обычно в области сварного шва проплавление низкое, но по мере увеличения концентрации аргона в газовой смеси увеличивается и глубина валика. Содержание аргона в сварочной газовой смеси может составлять от 60 до 80%.
Идеален, так как обеспечивает более привлекательный вид сварного шва и меньшее количество брызг. Обычно в области сварного шва проплавление низкое, но по мере увеличения концентрации аргона в газовой смеси увеличивается и глубина валика. Содержание аргона в сварочной газовой смеси может составлять от 60 до 80%.
Для сварки TIG наиболее распространенным сварочным газом является аргон. Однако для максимального повышения качества и производительности существуют варианты газовых смесей, сочетающих аргон и гелий, а также аргон и водород.
4. Что является идеальным газом или газовой смесью для плазменной резки? Аргон-водород, азот, кислород или сжатый воздух для плазменной резки? Для плазменной резки активный или инертный ионизированный газ используется в качестве атмосферы для электропроводности плазмы, которая будет использоваться под куском углеродистой стали, нержавеющей стали или алюминия, который будет разрезан.
Плазма, электропроводящая атмосфера, также может быть образована газовыми смесями и выбор этих газов зависит от толщины детали, качества и скорости плазменной резки.
Сжатый воздух – нуждается в обработке для удаления частиц, но имеет низкую стоимость и высокую доступность и может использоваться для плазменной резки углеродистой стали, нержавеющей стали и алюминия.
Кислород – в основном предназначен для плазменной резки углеродистой стали.
Азот – для плазменной резки нержавеющей стали и алюминия. Азот обладает высоким выходом расходных материалов, качеством и скоростью резки.
Смесь аргона и водорода – предназначена для обеспечения максимальной производительности станка и плазменной резки нержавеющей стали и толстого алюминия толщиной более ½ дюйма.
5. Учитывая сварочные газы, каковы преимущества добавления малых концентраций кислорода в аргон?1. Стабилизация электрической дуги;
2. Повышение скорости плавления проволоки;
Повышение скорости плавления проволоки;
3 . Снижает ток перехода в спрей;
4. Улучшенный профиль сварного шва;
5. Лучшая смачиваемость (смачивание).
6. Преимущества газовых смесей аргона и кислорода:Сварочный газ – смесь аргон/1% кислорода используется для:
а) Используется для переноса аэрозолей в нержавеющей стали;
б) Лучшая стабилизация свода стопы;
c) Наилучшая скорость каплепадения;
d) Улучшенный внешний вид сварного шва.
Сварочный газ – смесь аргона/2% кислорода используется для:
а) Используется для переноса аэрозоля в углеродистую, низколегированную и нержавеющую сталь;
б) смачиваемость лучше, чем у смеси с 1% кислорода;
в) Нет разницы в показателях механических свойств и коррозии сварных швов, выполненных с 1 или 2% кислорода.
Сварочный газ – смесь аргона/5% кислорода используется для:
а) идеально подходит для углеродистой стали;
б) Плавильный бассейн с большей жидкостью;
c) Позволяет увеличить скорость и сварку, повысить производительность.
Сварочный газ – смесь аргона/кислорода от 8% до 12% используется для:
а) для однопроходной сварки;
б) Для определения химического состава сварочной проволоки учитывают высокий окислительный потенциал смеси;
c) Для переноса спреем или аэрозолем имеет меньший ток перехода и большую текучесть из термоядерной ванны.
Сварочный газ – смесь аргона/от 12% до 25% кислорода используется для:
а) ограниченного использования, поэтому преимущества и выгоды сомнительны по сравнению со смесью от 8 до 12% кислорода;
б) Чрезмерная текучесть плавильной ванны;
в) Толстый слой шлака на поверхности валика сварного шва, который трудно удалить;
d) В смеси 25 % кислорода с аргоном выполнить сварные швы с пониженным образованием пористости.
Предназначен для сварки углеродистой стали, низколегированной стали и в некоторых случаях нержавеющей стали . Смесь аргона и углекислого газа снижает скорость разбрызгивания. Низкая концентрация углекислого газа в смеси с аргоном делает аэрозольный перенос похожим на смесь с малым содержанием кислорода.
Смесь аргона и углекислого газа снижает скорость разбрызгивания. Низкая концентрация углекислого газа в смеси с аргоном делает аэрозольный перенос похожим на смесь с малым содержанием кислорода.
В случае смешения с углекислым газом токи перехода имеют более высокие значения. Несколько более высокие токи должны быть достигнуты при добавлении CO2 в смесь для процесса сварки MIG MAG, чтобы стабилизировать перенос аэрозольного металла через электрическую дугу.
При аэрозольном переносе добавление кислорода снижает ток перехода. В смеси газов в сочетании с аргоном и более 20% двуокиси углерода процесс представляет собой нестабильность переноса аэрозоля, и переносы становятся короткозамкнутыми и/или глобулярными.
Сварочный газ – смесь аргона/двуокиси углерода от 3 до 10% используется для:
а) используется в углеродистой стали с переносом посредством короткого замыкания и аэрозоля;
b) Смешивание аргона с 5% двуокиси углерода идеально подходит для сварки толстых деталей из низколегированной стали в процессе импульсной сварки MIG в неустановленном положении;
c) Меньшее окисление по сравнению со смесью 98% аргона/2% углекислого газа;
г) при замене кислорода углекислым газом в сварочных смесях можно получить большую проплавляемость и меньшую пористость;
д) Что касается смачиваемости, то по сравнению со сварочными смесями, содержащими кислород, для достижения того же эффекта потребуется удвоить концентрацию углекислого газа.
f) При концентрации двуокиси углерода от 5 до 10 % дуга становится четкой и сильной, что значительно упрощает контроль за расплавленной ванной.
Любые вопросы и комментарии, связанные с темами, затронутыми выше, пожалуйста, не стесняйтесь обращаться к нам в любое время. Кроме того, воспользуйтесь этой возможностью, чтобы ознакомиться с нашей линейкой высокопроизводительных газовых смесителей для плазменной резки.
Газосмеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать газы 02 с контролем расхода и выходного давления. Регулируемая производительность смешивания газов от 0 до 100%.
Газосмеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать 02 газов и, следовательно, способен генерировать две разные и независимые газовые смеси. Заводские (нерегулируемые) мощности смешивания газов..
Газосмеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать два газа 02 и, следовательно, способен генерировать четыре различных и независимых газовых смеси. Установленные на заводе (нерегулируемые) мощности смешивания газов.
Установленные на заводе (нерегулируемые) мощности смешивания газов.
Компактный газовый смеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать газы 02 с контролем расхода и выходного давления. Регулируемая производительность смешивания газов от 0 до 100%. Требуются регуляторы давления цилиндра/первой ступени для обоих входных газов.
Газовый смеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать газы 02 непосредственно из баллонов с контролем расхода и выходного давления. Регулируемая производительность смешивания газов от 0 до 100%. Оба входных газа должны быть подсоединены непосредственно к газовому смесителю. Нет необходимости использовать цилиндр/регулятор давления первой ступени.
Компактный газовый смеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать газы 02 с регулировкой расхода на выходе. Регулируемая производительность смешивания газов от 0 до 100%. Требуются регуляторы давления цилиндра/первой ступени для обоих входных газов.
Требуются регуляторы давления цилиндра/первой ступени для обоих входных газов.
Компактный газовый смеситель, разработанный и изготовленный для процесса сварки, который позволяет смешивать газы 03 с регулировкой расхода на выходе. Регулируемая производительность смешивания газов от 0 до 100%. Требуются регуляторы давления цилиндра/первой ступени для обоих входных газов.
Защитный газ Основы для сварки MIG
выбрать продуктАренда бесплатно, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Нержавеющая стальАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGБесплатная аренда, 12% CO2 в аргоновой смеси 50 л для MIG WeldingГазовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг5 кг Газовый свет, пропановый барбекю и легкий вес газа для патио10 кг Газовый свет, пропановый барбекю и газ для патио, легкий вес заправка газом14 кг Газовый свет, вилочный погрузчик из стекловолокна Заправка газом Баллоны с углекислым газом для конфетти-пушек и бластеров 15 кгПищевые газовые баллоны с углекислым газом для конфетти-пушек и бластеров — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для аквариума Рост растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сцены и театральных спецэффектов 6,35 кг — с погружной трубкой, углекислый газ для сцены и театра Rical Special Effects 34 кг — с погружной трубкойУглекислый газ для сценических и театральных спецэффектов 15 кг — с погружной трубкойГазовые баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 6,35 кгГазовые баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 34 кг Баллоны с пищевым CO2 для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 15 кг 10 л пропиленового топливного газа для Сварка, пайка, нагрев и резкаColeman B/P C250Газовый баллончик 170g с бутаном/пропаном — 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Gas CartridgeCAMPINGAZ CV300 Gas Cartridge270 CAMPINGAZ2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из штампованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе.
404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham — 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham — 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham — 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham — 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham — 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА — 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА — 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из штампованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2.
600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv «3,2 мм 7023332PNME Режущаяся сопла 3/32» 2,4 мм 702324PNME Режущая сопла 5/64 «2,0 мм 702320PNME Режущий сопла 1/16» 1,6 мм 702316PNME режущий сопла 3/64 «1,2 мм 702312PNME RIDGER NOTRUCK 1/32» 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 «3,2 мм 702132PNM Ружая сопла 3/32» 2,4 мм 702124PNM Ружая сопла 1/32 «0,8 мм 702108Pachi Режущий сопла 1/8» 3,2 мм 7123332APACHI Sutruct 3/32 «2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Вырезом сопла 1/8 ″ /3,2 мм 701232ANME Вырежная сону 3/32 ″ /2,4 мм 701224ANME Вырежная сону 5/64 ″ /2,0 мм 701220ANME Cut10 1/16 ″ /1,6 мм 7011 216 -мм 701 216 -мм 70 мм 70 мм 70121220ANME /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2.
4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Вырезом сопла 1/8 ″ /3,2 мм 701232ANME Вырежная сону 3/32 ″ /2,4 мм 701224ANME Вырежная сону 5/64 ″ /2,0 мм 701220ANME Cut10 1/16 ″ /1,6 мм 7011 216 -мм 701 216 -мм 70 мм 70 мм 70121220ANME /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4.
4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА.
0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C — 300AMP — Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP — Package 1Parweld XTM 182I MIG Inverter, 180 AMP — Package 1Parweld XTM 160I MIG Inverter, 160 AMP — Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз.
NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ — SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) — 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF — КЕРАМИКА — 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка — 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик — 1,6 мм 1,5% вольфрамовый вольф WELDING — 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON — 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 — RED TOP TORED Tungsten — 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING — SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS — SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS — SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS — SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть — электрод Hafniumsw020382 Запасная часть плазмы — электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы — электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1.
MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 — УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ — CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR — PremiumHelium Balloon Inflator — STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES — CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 «EHW4420010 Замена 4 1/4» x 2 «Увеличительные линзы сварки сварки — 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2» ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги.
2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA190815 SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор — штекер ged — Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 «RH Шлаковая соединение 400141414 1/4» RH равна шланг -шланге 4001414LH 1/4 «LH равные шланг -шланги. MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «.
MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 » Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 «Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8» Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 «Околочный ацетилен-штангибел10001038PF 10 мм 3/8» Установленная пропана Hose761010-OX 10 мм 3/8 «. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов.
LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар — для гоночных командАзот 2 л 200 бар — для гоночных командАзот 20 л 200 бар — для гоночных командПищевой азот 9,4 л 137 бар — для хранения и раздачи винаПищевой азот 2 л 200 бар — для хранения и розлива винаПищевой азот 20 л 200 бар — для хранения и розлива вина Бескислородный азот 20 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар — для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар — для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3.
Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG — нет в наличииCalor Gas Butane Bottle 4.5KG — Нет в наличииCalor Баллон с бутановым газом 15 кг — Доступен в ограниченном количестве — Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг — нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9.
9Бутылка в килограммах — Нет на складе Калорийный газ Пропан 19 кг Калорийный газ 13 кг Баллон с пропановым газомCamping Gaz 907 Бутановый газовый баллон — НЕТ В НАЛИЧИИCamping Gaz 904 Бутановый баллон — НЕТ В НАЛИЧИИCamping Gaz 901 — Только заправка — нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков Многоразовый гелиевый баллон объемом 9,4 л, идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л идеально подходит для вечеринок и юбилеев, включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — Trade Only2 л Многоразовый гелиевый баллон с газом, идеальные вечеринки и юбилеи20 л Многоразовый гелиевый баллон с газом, идеально подходит для цветочных магазинов, открыток и магазинов для вечеринок 200 бар для сварки TIG Без арендной платы, кислородный газовый баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ de Газ CO2 1,5 кг для сварки MIG без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIG без арендной платы, чистый аргон 20 л 200 бар для сварки TIG без арендной платы, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайки без арендной платы, без кислорода (OFN) ) Азот 20 л 200 бар без арендной платы, 20% CO2 в смеси аргона 20 л, 200 бар для сварки MIG Бесплатно 5% CO2 в смеси аргона 20 л для сварки MIG 20 л пропиленового топливного газа для сварки, пайки, нагрева и резки Бесплатно 34 кг газа CO2 для сварки MIG Без арендной платы, чистый Аргон 50 л 200 бар для сварки TIG и MIG Без арендной платы, газообразный кислород 50 л 200 бар Без арендной платы, без кислорода (OFN) Азот 50 л 200 бар Без арендной платы, 20% CO2 в аргоновой смеси Газовые баллоны 10 л, 200 бар без арендной платы, чистый аргон для сварки TIG 10 л, 200 бар без арендной платы, бескислородный (OFN) азот 9. 4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
4 л 137 бар Без арендной платы, углекислый газ CO2 6,35 кг для сварки MIG Без арендной платы, углекислый газ CO2 3,15 кг для сварки MIG Без арендной платы, сменная смесь 5% CO2 / аргон 10 л 200 бар для сварки MIG Без арендной платы, сменная смесь 20% CO2 / аргон 10 л 200 бар для MIG Welding2L Пропиленовый топливный газ для сварки, пайки, нагрева и резкиУглекислый газ CO2, заправка 6,35 кг для дома BarУглекислый газ CO2, заправка 1,5 кг для дома BarДвуокись углерода 3,15 кг для дома Bar2L Погреб / пиво Газовая смесь 60/40 для дома bar2L Смесь погреба / пива 70/30, для домашнего бараУглекислый газ CO2 6,35 кг для коммерческого использованияУглекислый газ CO2 34 кг Для торговых пользователейУглекислый газ CO2 газ 15 кг Торговые пользователи50 л Cellar / Beer Gas 30/70 Mix для торговых пользователей20L Cellar / Beer Gas 60/40 Mix для торговых пользователей20L Cellar / Beer Gas 30/70 Mix для торговых пользователей10L Cellar / Beer Gas 60/40 смесь для торговых пользователей10L Cellar / Beer Gas Смесь 50/50 Для торговых пользователей10L Cellar / B eer Gas 30/70 Mix для профессиональных пользователей
Лучший защитный газ для сварки MIG
Получите нашу БЕСПЛАТНУЮ шпаргалку!
Ищете способы заработать в 2022 году на сварке дома? В этом листе я покажу Вам, как я зарабатываю 100 долларов в час! со своим сварщиком.
Подписываясь, вы соглашаетесь получать от меня электронные письма, я буду уважать вашу конфиденциальность, и вы можете отказаться от подписки в любое время.
Амелия Дарвин • Обновлено: 06.04.22 • 5 минут чтения
Полное руководство по сварке » Mig Welding
Сварка MIGс защитным газом помогает производить высококачественные сварные швы, поскольку вы предотвращаете воздействие на сварочную ванну элементов в атмосфере, которые загрязняют сварной шов и вызывают дефекты.
Существуют различные типы сварочного газа MIG, подходящие для различных требований. Вот как подобрать правильную смесь защитного газа.
Какой газ используется для сварки MIG?
Наиболее часто используемыми газами при сварке MIG являются углекислый газ (CO2), аргон (Ar), кислород (O2) и гелий (He). Они часто смешиваются вместе в одном газовом баллоне.
Двумя наиболее часто используемыми защитными газами при сварке низкоуглеродистой стали являются смесь 75 % аргона и 25 % CO2 и чистый CO2. Чистый CO2 является более дешевым вариантом, но дает более низкое качество сварных швов.
Чистый CO2 является более дешевым вариантом, но дает более низкое качество сварных швов.
Газовая сварка MIG — отличный способ ремонта или сборки вещей, поскольку для создания сварного шва используется электричество. Различные газы подходят для разных нужд, поэтому вам необходимо оценить, какая газовая смесь лучше всего подходит для ваших нужд. Стоимость газа и качество сварного шва являются двумя основными факторами, которые следует учитывать при выборе защитного газа для сварки MIG. Ниже мы объяснили различные типы газов и способы применения MIG.
Смесь аргона и углекислого газа (CO2)
Аргон и CO2 являются популярными защитными газами при сварке. Присутствие аргона помогает сузить проплавление, обеспечивает гораздо большую стабильность дуги и уменьшает разбрызгивание, обеспечивая плавный перенос струйной дуги.
При совместном использовании аргона и CO2 смесь обычно будет содержать от 75% до 95% аргона и от 5% до 25% CO2. Смеси с более высоким содержанием CO2 будут давать больше брызг, но смеси с содержанием аргона более 80% могут иметь дугу, которая становится слишком жидкой и трудно контролируемой, что особенно проблематично, если вы выполняете сварку в нерабочем положении.
Смесь аргона и CO2 дороже чистого CO2. Если вы хотите сократить время очистки после сварки и готовы заплатить немного больше, обратите внимание на чистый CO2. Смесь аргона с CO2 является хорошим выбором, если вы хотите снизить материальные затраты.
Факты о смеси аргона/CO2:- Меньше брызг
- Сокращение времени очистки
- Дорого
- Высокое качество сварки
Получите нашу БЕСПЛАТНУЮ шпаргалку по подработкам!
Ищете способы заработать в 2022 году на сварке дома? В этом листе я покажу Вам, как я зарабатываю 100 долларов в час! со своим сварщиком.
Подписываясь, вы соглашаетесь получать от меня электронные письма, я буду уважать вашу конфиденциальность, и вы можете отказаться от подписки в любое время.
Чистый диоксид углерода (CO2)
CO2 является самым дешевым защитным газом, что делает его популярным выбором сварочного газа MIG, где существенным фактором является низкая стоимость материалов.
Основная проблема с CO2 заключается в том, что он делает дугу менее стабильной, чем другие газовые смеси, что приводит к разбрызгиванию. Если вам нужно потратить время на очистку сварных швов, это может привести к увеличению затрат, но если эстетика не важна, то это хороший выбор.
CO2 — хороший выбор для более толстых металлов или если вы хотите получить максимальный провар от сварочного аппарата MIG 110 В. Он также обеспечивает глубокое проникновение, что делает его хорошим выбором для листового металла кузова. Если вы хотите получить более качественные сварные швы с использованием CO2, купите смесь аргона и CO2, а затем используйте ее в сварочном аппарате MIG.
Факты о чистом CO2:- Дешево
- Глубокое проникновение
- Много брызг
- Не подходит для тонкого металла
Чистый аргон
Газ Pure Argon можно использовать для сварки MIG, но только если вы свариваете цветные металлы, такие как алюминий, магний или титан. При сварке MIG алюминия и других цветных металлов следует использовать 100-процентный защитный газ аргон для обеспечения наилучшего качества сварных швов. Если вы свариваете гелием, лучше всего его смешать с аргоном.
При сварке MIG алюминия и других цветных металлов следует использовать 100-процентный защитный газ аргон для обеспечения наилучшего качества сварных швов. Если вы свариваете гелием, лучше всего его смешать с аргоном.
Как правило, 100% аргон не рекомендуется для сварки стали. Он не обеспечит достаточную теплопроводность для сварки MIG черных металлов, и сварной шов будет слабым.
Факты о чистом аргоне:- Лучше всего подходит для цветных металлов
- Не подходит для стали
Смесь аргона и гелия
При сварке цветных металлов MIG используется гелий для повышения температуры. Этот гелий обеспечивает очень широкое проникновение и имеет более высокую скорость потока, чем аргон, поэтому скорость сварки может быть выше, чем у чистого аргона.
Гелий стоит дороже воздуха, но повышенная скорость передвижения и проникающая способность того стоят. Процент используемого гелия может варьироваться от 25% до 75%, при этом большее количество гелия обеспечивает более широкое проникновение и скорость перемещения.
Как правило, для более толстого основного металла требуется более высокий процент гелия. 75% гелия действительно можно использовать только для сварки алюминия толщиной 1 дюйм и выше в плоском положении.
Факты о смеси аргона и гелия:- Лучше всего подходит для цветных металлов
- Широкое проплавление
- Высокая скорость сварки
Чистый гелий
Гелийможет использоваться сам по себе для сварки MIG цветных металлов, но лучше использовать его с отрицательным электродом при сварке TIG. Высокое содержание гелия лучше всего использовать для сварки MIG на более толстых материалах. Скорость сварки можно увеличить до высокой для повышения производительности, но это дорого и редко используется по сравнению со смесями аргона и аргона с гелием.
Факты о чистом гелии:- Лучше всего подходит для цветных металлов
- Подходит для толстого основного металла
- Редко используется
Смесь аргона и кислорода
Кислород не является базовым газом, но его можно смешивать с аргоном и двуокисью углерода в количестве от 1% до 5%. Это помогает стабилизировать дугу, улучшает текучесть сварочной ванны и улучшает качество сварного шва и провара. Недостатком кислорода является то, что он вызывает окисление металла, поэтому его нельзя использовать при сварке алюминия, магния или меди. Кислород и аргон обычно используются для распыления на нержавеющую сталь, чтобы обеспечить стабильную дугу, что делает сварку в нерабочем положении менее проблематичной.
Это помогает стабилизировать дугу, улучшает текучесть сварочной ванны и улучшает качество сварного шва и провара. Недостатком кислорода является то, что он вызывает окисление металла, поэтому его нельзя использовать при сварке алюминия, магния или меди. Кислород и аргон обычно используются для распыления на нержавеющую сталь, чтобы обеспечить стабильную дугу, что делает сварку в нерабочем положении менее проблематичной.
- Может вызывать окисление алюминия, магния и меди
- Помогает стабилизировать дугу
Амелия Дарвин
Привет! Я основатель Welding Needs®. Я решил создать этот веб-сайт, чтобы помочь вам принять более взвешенное решение о том, как сваривать, какое оборудование использовать, а также предоставить полезную информацию о выборе профессии сварщика.Получите нашу БЕСПЛАТНУЮ шпаргалку по подработкам!
Ищете способы заработать в 2022 году на сварке дома? В этом листе я покажу Вам, как я зарабатываю 100 долларов в час! со своим сварщиком.
Подписываясь, вы соглашаетесь получать от меня электронные письма, я буду уважать вашу конфиденциальность, и вы можете отказаться от подписки в любое время.
Продолжайте читать
Узнать больше →
3 Лучшие защитные газы для сварки — циклотронная автоматика
Почему при сварке требуется защита?
При сварке любого металла или компонента высокие температуры, возникающие во время процесса, плавят материал и образуется сварочная ванна расплавленного металла. Атмосфера представляет собой смесь газов, которые могут попадать в сварочную ванну и реагировать с ней, вызывая различные проблемы, такие как пористость, чрезмерное разбрызгивание при сварке, плохое качество сварки. Это сильно влияет на конечное качество продукта. Таким образом, необходимо какое-то устройство для защиты сварочной ванны от атмосферных газов, но она не должна вступать в реакцию с расплавленным металлом. Эта цель достигается обеспечением защитных газов
НАША ПРОДУКЦИЯ
Что такое защитный газ?
Защитный газ состоит из инертных или полуинертных газов, которые покрывают сварочную ванну и защищают ее от воздействия атмосферных газов. Защитные газы используются для защиты поверхности сварного шва от окисления некоторыми вредными газами, загрязняющими сварку. Эти газы включают
Защитные газы используются для защиты поверхности сварного шва от окисления некоторыми вредными газами, загрязняющими сварку. Эти газы включают
кислород, двуокись углерода, азот и водяной пар. Защитные газы чаще всего используются в процессах сварки металлов в среде инертного газа (MIG) и сварки вольфрамовым электродом в среде инертного газа (TIG).
Тип защиты следует выбирать в зависимости от типа процесса сварки и типа свариваемого материала. Неправильный выбор защитного газа может привести к пористости, некачественному сварному шву, чрезмерному разбрызгиванию, что требует дополнительных усилий для удаления разбросанных капель, что снижает производительность сварки. При неосторожном использовании эти защитные газы могут попасть в наш организм, вытеснить кислород и стать фатальными для нашей жизни.
Типы защитных газов
Как правило, инертные и полуинертные газы используются в качестве защитных газов для любого процесса сварки. Как следует из названия, инертные газы или инертные газы химически инертны по отношению к другим элементам. Они бесцветны и не имеют запаха. Они использовались при сварке TIG или MIG цветных металлов. Из них аргон и гелий являются обычно используемыми защитными газами. Полуинертные газы или активные защитные газы используются с MIG при сварке черных металлов. К ним относятся кислород, азот, углекислый газ и водяной пар.
Они бесцветны и не имеют запаха. Они использовались при сварке TIG или MIG цветных металлов. Из них аргон и гелий являются обычно используемыми защитными газами. Полуинертные газы или активные защитные газы используются с MIG при сварке черных металлов. К ним относятся кислород, азот, углекислый газ и водяной пар.
Аргон (Ar) является наиболее часто используемым защитным газом, более тяжелым, чем воздух. Он хорош в качестве защитного газа при сварке в плоском положении и при сварке с глубоким пазом. Аргон играет решающую роль в поддержании стабильности дуги, что приводит к лучшему проплавлению сварного шва, лучшему переносу присадочной проволоки и улучшенному внешнему виду сварного шва. Он обычно используется с алюминием и цветными металлами. Сочетание аргона с гелием улучшает свойства теплопередачи, тогда как углекислый газ или кислород улучшают стабильность дуги.
Гелий
Гелий — старейший защитный газ, используемый при сварке. Он легче воздуха и химически инертен по отношению к расплавленным металлам. Благодаря высокой теплопроводности гелия и более высокому потенциалу ионизации газу требуется более высокое напряжение для зажигания дуги и обеспечения широких и глубоких сварных швов. Таким образом, газ подходит для защиты алюминиевых, магниевых и медных сплавов. Он используется в лазерной сварке и углекислотных лазерах. Газообразный гелий дороже аргона и требует более высоких скоростей потока. Таким образом, это менее экономично для массового производства. Следует отметить, что гелий вызывает нестабильность дуги и усиливает разбрызгивание, что делает его непригодным для экранирующих сталей.
Благодаря высокой теплопроводности гелия и более высокому потенциалу ионизации газу требуется более высокое напряжение для зажигания дуги и обеспечения широких и глубоких сварных швов. Таким образом, газ подходит для защиты алюминиевых, магниевых и медных сплавов. Он используется в лазерной сварке и углекислотных лазерах. Газообразный гелий дороже аргона и требует более высоких скоростей потока. Таким образом, это менее экономично для массового производства. Следует отметить, что гелий вызывает нестабильность дуги и усиливает разбрызгивание, что делает его непригодным для экранирующих сталей.
Двуокись углерода
Это самый дешевый и один из старейших защитных газов, используемых для сварки. Углекислый газ является наиболее подходящим защитным газом для сварки сталей, поскольку он повышает скорость сварки, проплавление и механические свойства. Однако его использование приводит к большим потерям дыма и брызг, которые можно уменьшить, комбинируя его с аргоном. Другая причина смешивания углекислого газа с аргоном для защиты заключается в том, что он снижает поверхностное натяжение расплавленного металла.