| |||||
| |||||
| |||||
| |||||
| |||||

Контактная сварка листового металла в СПб с доставкой по РФ
Контактная точечная сварка — оригинальный вид сварки листового металла, который позволяет получать результаты, сложнодоступные для других видов сварки, однако, к сожалению, может применяться не всегда.
Во‑первых — как это делается? Две плоских детали соединяются внахлест и зажимются в специальных щипцах. Сочетание сжатия и электрического разряда сплавливает и смешивает металл в точке сварки, формируя единое ядро. И вуаля — две детали соединены в одно целое. Или одна деталь, предварительно несколько раз согнутая, слита в единый контур.
Это происходит быстро и легко. Поэтому контактная точечная сварка дешева. Она не требует защитных газов. Она не вызывает поводок — термических деформаций металла, которые становятся настоящим бичом для других видов сварки, меры против которых приходится продумывать, с возможностью которых приходится соотносить процесс сварки полуавтоматом.
Казалось бы — отлично, контактная сварка близка к идеалу. Однако есть определенные ограничения, которые нужно иметь в виду.
Во‑первых, необходимость соединения внахлест. Нельзя соединить детали в стык. Разумеется, конструкторская сметка и смелость позволяют отлично решать с помощью контактной сварки и задачи, которые, как может показаться, не подходят для нее. Можно оставлять на деталях специальные «ушки», сделанные Z-образным перегибом, и ставить сварочные точки на них — и соединить две детали как бы в стык даже несмотря на то, что в стык соединять нельзя. Технически это останется соединением внахлест, хотя снаружи корпуса результат будет выглядеть, как надо. Можно оставлять на деталях «ушки», отогнутые под 90 градусов — и таким образом добиться эффекта таврового соединения. Технически, опять же, соединяя детали только внахлест. Вопрос только в том, насколько все эти ухищрения будут оправданными в конкретном случае.
Нельзя соединить детали в стык. Разумеется, конструкторская сметка и смелость позволяют отлично решать с помощью контактной сварки и задачи, которые, как может показаться, не подходят для нее. Можно оставлять на деталях специальные «ушки», сделанные Z-образным перегибом, и ставить сварочные точки на них — и соединить две детали как бы в стык даже несмотря на то, что в стык соединять нельзя. Технически это останется соединением внахлест, хотя снаружи корпуса результат будет выглядеть, как надо. Можно оставлять на деталях «ушки», отогнутые под 90 градусов — и таким образом добиться эффекта таврового соединения. Технически, опять же, соединяя детали только внахлест. Вопрос только в том, насколько все эти ухищрения будут оправданными в конкретном случае.
Во‑вторых, это точечная сварка, а не шовная. В большинстве случаев для корпусов не предполагается герметичности — потому что ожидается, что они будут работать только в условиях, когда герметичности и так не потребуется. А повышенная защита IP всегда делает себестоимость производства выше — и нет смысла делать изделие дороже, если это не необходимо. В таких случаях точечная сварка подходит. Но если IP действительно требуется — то все швы должны быть полностью проварены, а значит, контактная точечная сварка не подходит.
А повышенная защита IP всегда делает себестоимость производства выше — и нет смысла делать изделие дороже, если это не необходимо. В таких случаях точечная сварка подходит. Но если IP действительно требуется — то все швы должны быть полностью проварены, а значит, контактная точечная сварка не подходит.
В‑третьих — не к любой точке можно подвести щипцы для контактной сварки. Бывают детали сложной формы, бывают детали большого размера. Откровенно говоря, мы редко сталкиваемся со случаями, когда точечная контактная сварка невозможна из‑за ограничений щипцов. Обычно всё в порядке. Но не сказать о теоретической возможности такого было бы нечестно, поэтому мы говорим сразу. Сказать точно можно, ознакомившись с конкретным проектом.
Оборудование для контактной сварки — Сварка металлов
Оборудование для контактной сварки
Категория:
Сварка металлов
Оборудование для контактной сварки
Контактную сварку выполняют на специальных машинах, электрическая часть которых состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств, а механическая часть — из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей.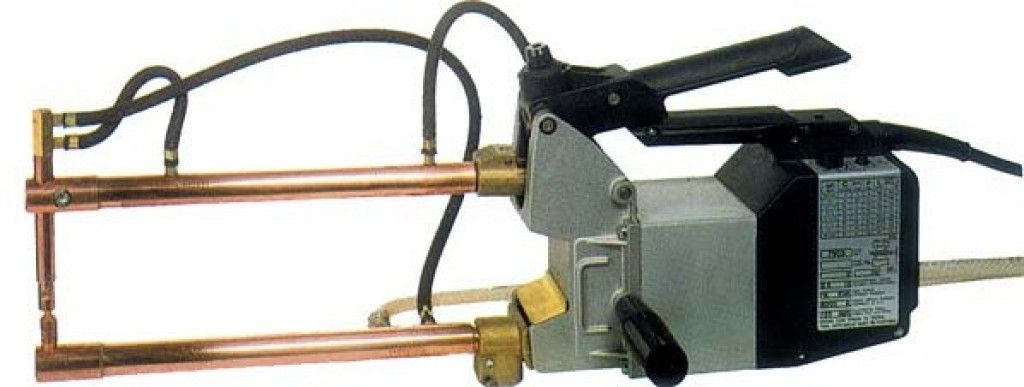 В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
В зависимости от типа выполняемого соединения контактные машины подразделяют на стыковые, точечные и шовные.
Контактные машины работают на переменном токе от трансформаторов. Первичную обмотку трансформаторов подключают к сети с напряжением 220—380 В, ее изготовляют секционной для изменения числа рабочих витков при переключении ступеней мощности.
Контактные машины включают и выключают со стороны первичной обмотки трансформатора. В процессе сварки необходимо периодически включать и выключать ток. Для этого применяют прерыватели нескольких типов: простые механические контакторы, электромагнитные (синхронные и асинхронные), электронные приборы (тиратронные и игнитронные).
Механические контакторы применяют главным образом на стыковых и точечных машинах неавтоматического действия небольшой мощности, электромагнитные контакторы — для стыковой, точечной и шовной сварки на машинах малой и средней мощности.
Электронные прерыватели обеспечивают синхронные включение и выключение тока со строго определенной продолжительностью импульсов и пауз, их применяют для всех типов контактных машин- автоматического действия.
Механизмы давления служат для сжатия заготовок между электродами машины. В зависимости от типа привода механизмы сжатия могут иметь пружинный, электромеханический, пневматический, пневмогидравлический, гидравлический приводы, а также ручной, который иногда применяют в стыковых и точечных машинах малой мощности.
Машины для шовной сварки (МШ-1001, МШ-1601, МШ-2001 и др.) в отличие от точечной снабжены механизмом привода роликовых электродов и особым скользящим токоподводом. Шовные машины выпускают мощностью 25—200 кВ-А.
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными.
—
Контактная машина состоит из механической и электрической частей, К механической части относятся: станина (корпус) машины, механизмы и приводы для перемещения электродов и свариваемых изделий, пневмо- и гидрооборудование, зажимные и упорные устройства, силовые консоли, система охлаждения. К электрической — сварочные трансформаторы, элементы сварочного контура, аппараты управления.
К электрической — сварочные трансформаторы, элементы сварочного контура, аппараты управления.
Контактные машины можно классифицировать по следующим признакам:
— по способу сварки — точечные, рельефные, шовные и стыковые;
— по назначению — машины общего назначения и специализированные;
— по конструктивному исполнению — стационарные, передвижные и подвесные, двух- и многоэлектродные;
— по степени механизации — автоматические, полуавтоматические, с ручным приводом;
— по величине потребляемой мощности — малой, средней и большой мощности;
— по виду импульса сварочного тока — переменного тока, конденсаторные и постоянного тока;
— по типу аппаратуры управления — с игнитронными, тиристорными и электромагнитными контакторами, схемы на релейных и бесконтактных элементах.
—
Отечественное оборудование контактной электросварки позволяет сваривать конструкции из алюминиевых сплавов с толщиной деталей до 7 + 7 мм при точечной сварке и 3 + 3 мм при роликовой сварке.
Для контактной точечной сварки алюминиевых сплавов могут применяться сварочные машины типа МТП с прерывателем ПИТ-100 мощностью не ниже 100 ква (для сварки листов толщиной от 0,5 + 0,5 до 2 + 2 мм), а также машины МТПР 600/1200 и МТН4-250. Рекомендуется применять специализированные машины завода «Электрик» типа МТИП мощностью 300, 450, 600 и 1000 ква, а также типа МТПТ мощностью 400 и 600 ква.
Для контактной роликовой сварки листов толщиной от 0,8 + 0,8 до 1,0+1,0 мм могут применяться машины типа МШИ мощностью не ниже 100 ква. Рекомендуется применять специализированную машину завода «Электрик» типа МШШИ мощностью 400 ква, предназначенную для сварки продольных и поперечных швов.
Машины МТИП-300, МТИП-450, МТИП-600, МТИП-1000 и МШШП-400 обеспечивают стабильную качественную сварку деталей из деформируемых алюминиевых сплавов как термически неупрочняемых (АМц, АМг, АМгЗ, АМг-5В, АМгб, АМг61), так и термически упрочняемых Д1, Д16, Д20, АВ, АД31, АДЗЗ (АМК), В92.
Реклама:
Читать далее:
Некоторые специальные виды сварки давлением
Статьи по теме:
Знакомство с контактными наконечниками для сварки MIG
Сварочные контактные наконечники — это часто неправильно истолковываемые компоненты установки горелки MIG. Выбор правильного контактного наконечника для вашего сварочного применения и понимание того, как поддерживать его наилучшие характеристики, так же важны, как и все остальное, необходимое для получения качественного сварного шва.
Выбор правильного контактного наконечника для вашего сварочного применения и понимание того, как поддерживать его наилучшие характеристики, так же важны, как и все остальное, необходимое для получения качественного сварного шва.
Использование слишком большого или слишком маленького контактного наконечника может создать такие проблемы, как микродуговые разряды, перегрев, трение и заедание проволоки — все это может привести к прогоранию проволоки.
Как контактные наконечники влияют на затраты на сварочные работы
Контактные наконечники являются одним из наиболее часто заменяемых компонентов горелки MIG. Контактный наконечник отвечает за направление проволоки и передачу тока от токопроводящей трубки (иногда называемой лебединой шеей или гусиной шеей) через присадочную проволоку и, в конечном итоге, к заготовке. К его критическим функциям относятся передача тока и наведение на провода.
Как одна из наиболее часто заменяемых деталей в горелке MIG, она также имеет тенденцию быть одной из самых дорогостоящих частей горелки MIG в год. Учтите, что замена контактного наконечника занимает около 10 минут. Если вашему сварщику платят 30 долларов в час и ему приходится менять контактный наконечник пять раз в день, пока вы работаете в 2 смены, вы теряете более 13 000 долларов в год на рабочей силе на этой сварочной станции, меняя контактный наконечник чаще, чем вам нужно. к, и это еще до учета стоимости контактного наконечника.
Учтите, что замена контактного наконечника занимает около 10 минут. Если вашему сварщику платят 30 долларов в час и ему приходится менять контактный наконечник пять раз в день, пока вы работаете в 2 смены, вы теряете более 13 000 долларов в год на рабочей силе на этой сварочной станции, меняя контактный наконечник чаще, чем вам нужно. к, и это еще до учета стоимости контактного наконечника.
Одна лишь возможность перейти от пяти замен контактных наконечников в день к двум заменам приведет к экономии более 7500 долларов США в год на одной сварочной станции.И значительная часть этих затрат может быть реализована за счет простого использования материала контактного наконечника, который соответствует вашим параметрам сварки и процессу, который имеет зарекомендовавшее себя качество. Использование качественных контактных наконечников для сварки гарантирует, что вы продлите срок службы и потратите меньше средств на контактные наконечники в долгосрочной перспективе.
Хотя обычно вы хотите доверять сварочным наконечникам OEM, модернизированные контактные наконечники от известных производителей сварочного оборудования также могут оказаться для вас экономичным вариантом, когда речь идет о снижении частоты замены контактных наконечников, если ваш OEM не получает вам нужные результаты.
Размер контактного наконечника имеет значение
Размер контактного наконечника определяет размер проволоки, которую можно использовать, и количество присадочного материала, которое будет распределяться во время сварки. Когда контактный наконечник начинает изнашиваться, сквозное отверстие удлиняется и теряет электропроводность, что сильно влияет на способность горелки передавать ток на сварочную проволоку. Кроме того, центральная точка инструмента (TCP) начинает колебаться по мере того, как проволока перемещается внутри наконечника увеличенного размера. Эти условия приводят к плохому началу дуги, более низкому провару и снижению качества сварки.
Размеры сварочных контактных наконечников варьируются от 0,024 дюйма до 0,094 дюйма в зависимости от диаметра проволоки, которую они могут направлять. Вообще говоря, чем больше проволока, тем выше параметры и выше скорость осаждения. Настоятельно рекомендуется, чтобы размер контактного наконечника соответствовал размеру проволоки с помощью горелки MIG.
Точно так же резьба контактного наконечника бывает разных размеров от M6 до M12. Эти размеры полностью зависят от размера держателя контактного наконечника, но размеры резьбы напрямую зависят от характеристик горелки MIG.Например, вы не увидите 500-амперный пистолет MIG с контактным наконечником M6. Точно так же вы не увидите горелку MIG на 200 ампер с контактным наконечником M10, потому что в нем нет необходимости.
Выбор правильного контактного наконечника для вашего сварочного применения и понимание того, как поддерживать его наилучшие характеристики, так же важны, как и выбор всех других компонентов и параметров, необходимых для получения качественного сварного шва.
Общие типы контактных наконечников для сварки
Четыре типа контактных наконечников чаще всего используются при сварке (а также один для лазерной сварки), и у каждого есть свои плюсы и минусы:
#1: Стандартный медный сварочный наконечник (E-Cu) Стандартный медный сварочный контактный наконечник имеет относительно высокую скорость передачи тока при электропроводности более 55 См/м* и используется в основном для ручной сварки.
Хотя стандартная медь обладает самой высокой электропроводностью среди всех стандартных сплавов, она более подвержена механическому износу, чем другие материалы. Как необработанный минерал, медь, естественно, относительно мягкая, что означает, что она облегчает передачу тока, но это также означает, что материал имеет более низкую температуру плавления. По мере повышения температуры в наконечнике E-Cu он становится мягче, чем провод, проходящий через него. По мере размягчения меди проволока изнашивается и деформирует внутренний диаметр наконечника.Это препятствует правильному контакту проволоки с наконечником, что снижает проводимость и приводит к проблемам с зажиганием дуги, обратному прожогу и плохому сварному шву.
Наконечник E-Cu, как правило, самый доступный, поэтому частая его замена, когда точное наведение на провод не критично, обычно является приемлемым компромиссом.
#2: Медно-хромо-циркониевый сварочный наконечник (CuCrZr) Наконечник контактного наконечника для сварки медь-хром-цирконий обычно используется в автоматизированных и роботизированных сварочных работах, где требуется точная TCP или центральная точка инструмента и возникают высокие рабочие циклы. Несмотря на некоторое снижение электропроводности по сравнению со стандартным медным наконечником (50 См/м), этого достаточно для большинства применений из стали.
Несмотря на некоторое снижение электропроводности по сравнению со стандартным медным наконечником (50 См/м), этого достаточно для большинства применений из стали.
Однако, поскольку сплав CuCrZr размягчается при гораздо более высокой температуре, его срок службы обычно выше, чем у стандартных медных наконечников. Вообще говоря, наконечник сохраняет свою форму примерно до 932 градусов по Фаренгейту по сравнению с 500 градусами для E-Cu. Таким образом, материал с более высокой плотностью снижает скорость износа и повышает производительность и производительность наконечника.
Для процессов подачи горячей проволоки в оптике для лазерной сварки необходимо использовать контактные наконечники из меди, хрома и циркония, поскольку они способны выдерживать процессы подачи горячей проволоки.
№3: Посеребренный сварочный наконечник На протяжении многих лет технологический прогресс в области контактных наконечников показал, что серебрение внутренней и внешней поверхности контактного наконечника еще больше повышает его общие характеристики.
Когда контактный наконечник начинает изнашиваться, сквозное отверстие удлиняется и теряет электропроводность, что сильно влияет на способность горелки передавать ток на сварочную проволоку.
Сереброобладает большей проводимостью, чем медь (62,1 См/м), что уменьшает образование микродуги, продлевает срок службы контактного наконечника, улучшает зажигание дуги и обеспечивает постоянное качество сварки. Серебро примерно на 17 процентов плотнее меди и имеет более высокую температуру плавления. Блестящая поверхность серебра помогает отражать тепло. В результате брызги не так легко прилипают к наконечнику, и он не так быстро изнашивается. На самом деле, срок службы посеребренного контактного наконечника может быть в девять раз больше, чем срок службы стандартного наконечника из прецизионной меди.
Благодаря значительному улучшению материала, посеребренный контактный наконечник может стоить до 50 процентов дороже, чем стандартный наконечник CuCrZr без покрытия. Сварщики, решившие использовать посеребренные контактные наконечники, обычно делают это по одной причине — сокращение времени простоя при сварке. Чем больше сваривает сварочный робот, тем больше производительность. Благодаря общему сроку службы, передаче тока и качеству материала посеребренные наконечники являются отличным выбором для автоматической и роботизированной сварки.
Чем больше сваривает сварочный робот, тем больше производительность. Благодаря общему сроку службы, передаче тока и качеству материала посеребренные наконечники являются отличным выбором для автоматической и роботизированной сварки.
Благодаря использованию процесса, называемого дисперсионной закалкой, который в основном предотвращает диспергирование свойств металла при повышенной температуре, сварочные наконечники с серебряным покрытием для тяжелых условий эксплуатации могут служить даже дольше, чем упомянутые выше контактные наконечники с серебряным покрытием.
Контактный наконечник этой марки имеет значение твердости 180 и не будет изнашиваться, пока температура контактного наконечника не превысит 1472 градуса F (800 градусов C)! Из-за своей проводимости он также будет иметь гораздо меньшее сцепление с брызгами, чем медь или медь-хром-цирконий без покрытия.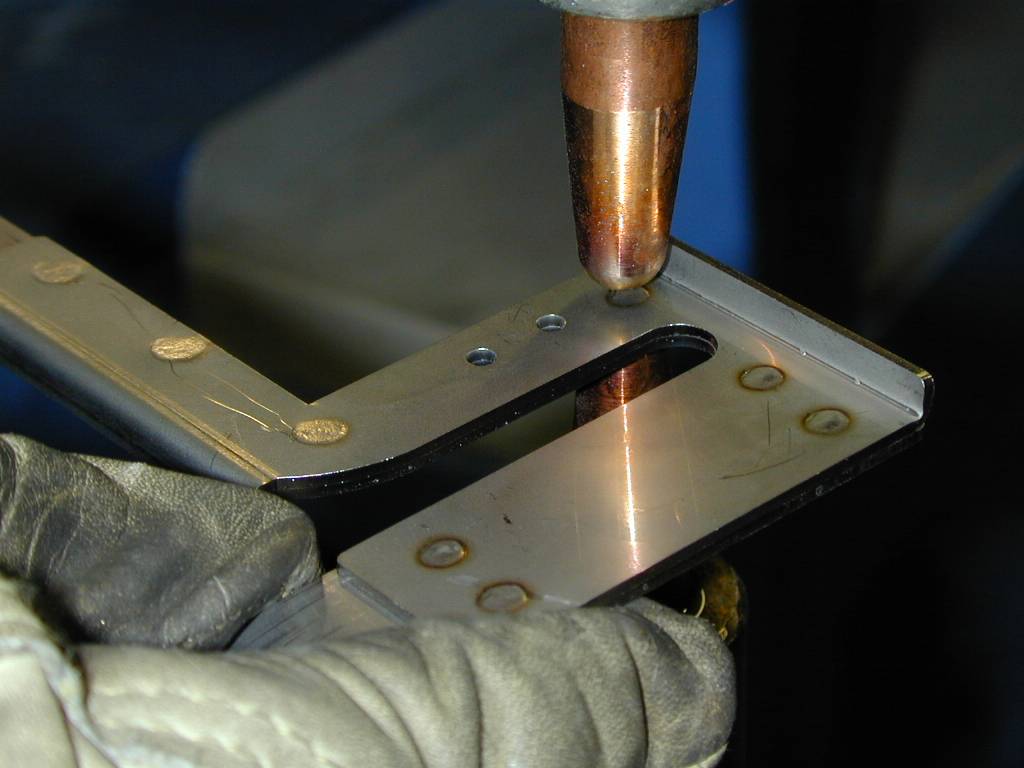
Сварочные контактные наконечники с серебряным покрытием для тяжелых условий эксплуатации всегда изготавливаются с использованием контактных наконечников CuCrZr в качестве основы, поскольку они сочетают в себе лучшее упрочнение медно-хромоциркониевого сплава с превосходной проводимостью серебра.Это дает в целом лучший профиль электропроводности, но при этом остается более твердым. Они дороже, чем стандартные посеребренные контактные наконечники для сварки, но имеют низкую стоимость владения при правильном применении — как правило, в роботизированных процессах с большой силой тока.
#5: Контактный наконечник из нержавеющей стали X8CrNi18-9Контактные наконечники из нержавеющей стали действительно применяются только в лазерно-оптических процессах. Нержавеющая сталь хорошо подходит для процессов холодной подачи проволоки.
Стальные контактные наконечники для сварки имеют очень плохую электропроводность, но обладают хорошей износостойкостью. Нержавеющая сталь как материал также тверже меди, поэтому обычно меньше изнашивается отверстие контактного наконечника.
Нержавеющая сталь как материал также тверже меди, поэтому обычно меньше изнашивается отверстие контактного наконечника.
Контактные наконечники для сварки из нержавеющей стали рекомендуются при использовании медной проволоки в лазерно-оптических процессах. Если вы используете алюминий, лучше обратить внимание на медь или медь-хром-цирконий, потому что этот профиль контактного наконечника часто слишком тверд для профиля мягкой алюминиевой проволоки.
Сварочные контактные наконечники: вытянутые и просверленные
Помимо материала используемого контакта, и не менее важным при выборе горелок MIG или смене производителя контактных наконечников, является то, как изначально был изготовлен ваш сварочный контактный наконечник.
Существует два способа изготовления сварочных контактных наконечников. Самый распространенный способ — использовать оправку и вытянуть медь в форму наконечника, а затем дать ей остыть. Просверленный контактный наконечник добавляет дополнительный этап в этот процесс изготовления вытянутого контактного наконечника и просверливает отверстие с помощью высокоскоростной холодной дрели после извлечения меди или легированного металла. Что делает этот процесс, так это создает более гладкую поверхность отверстия внутри внутреннего диаметра контактного наконечника и смягчает большинство проблем, с которыми часто сталкиваются сварщики со своими контактными наконечниками.
Что делает этот процесс, так это создает более гладкую поверхность отверстия внутри внутреннего диаметра контактного наконечника и смягчает большинство проблем, с которыми часто сталкиваются сварщики со своими контактными наконечниками.
Различие между процессом волочения и сверления на самом деле сводится к гладкости внутреннего диаметра контактного наконечника. Это критически важная функция для продления срока службы сварочного контактного наконечника. Из-за того, что наконечники изготавливаются методом вытягивания, во внутреннем диаметре гораздо больше выступающих точек, потому что по мере остывания меди она не оседает плавно по внутреннему диаметру.
При использовании просверленного сварочного контактного наконечника все эти выступы устраняются, и вы получаете гораздо более гладкую поверхность внутреннего диаметра и более жесткие допуски.И из-за этого ваши контактные подсказки служат намного дольше. В пределах этих высоких точек во время сварки проволока будет соприкасаться с этими высокими точками. Эта сварка при высоких температурах является особенностью, которая создает многие проблемы, приводящие к выходу из строя контактных наконечников, такие как обратное прогорание, микродуговое замыкание или сварка с одной стороны. И это часто является причиной того, что контактные наконечники одного производителя выходят из строя быстрее, чем контактные наконечники других производителей.
Эта сварка при высоких температурах является особенностью, которая создает многие проблемы, приводящие к выходу из строя контактных наконечников, такие как обратное прогорание, микродуговое замыкание или сварка с одной стороны. И это часто является причиной того, что контактные наконечники одного производителя выходят из строя быстрее, чем контактные наконечники других производителей.
Вы можете разумно ожидать, что ваш сварочный контактный наконечник прослужит в два-три раза дольше, если не больше, в результате использования просверленного контактного наконечника, а не вытянутого.
После того, как вы подобрали свой контактный наконечник для своего сварочного применения, вы можете сделать несколько вещей, чтобы убедиться, что вы получаете максимальную отдачу от него и не создаете непреднамеренно проблемы, которые могут сократить срок его службы или эффективность.
Этот пост в блоге первоначально появился в The Fabricator и с тех пор несколько раз обновлялся для большей детализации.
Контакты — Perfect Welding — Fronius
Возникла проблема с отправкой вашего запроса.Пожалуйста, повторите попытку позже.
Приветствие * Пожалуйста, выберите… Г-н Г-жа Г-жа Нейтральный
Имя*
Фамилия*
Компания *
Телефон *
Электронное письмо *
Улица *
Почтовый индекс *
Город *
Провинция/штат
Страна *
Пожалуйста выберите. ..AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslesCape VerdeCayman IslandsCentral Африканский RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCook IslandsCosta RicaCroatiaCubaCuracaoCyprusCzech RepublicDemocratic Республика CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFederated Штаты MicronesiaFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южной и LandsGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard острова антарктического и McDonald IslandsHondurasHong KongHung aryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Нового GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRepublic из CongoReunionRomaniaRussiaRwandaSaint BarthelemySaint HelenaSaint Киттс и NevisSaint LuciaSaint MartinSaint Пьер и MiquelonSaint Винсента и GrenadinesSamoaSan MarinoSao Том и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbardSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamVirgin IslandsWallis и FutunaWestern SaharaYemenZambiaZimbabwe
..AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslesCape VerdeCayman IslandsCentral Африканский RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCook IslandsCosta RicaCroatiaCubaCuracaoCyprusCzech RepublicDemocratic Республика CongoDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFederated Штаты MicronesiaFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южной и LandsGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard острова антарктического и McDonald IslandsHondurasHong KongHung aryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua Нового GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRepublic из CongoReunionRomaniaRussiaRwandaSaint BarthelemySaint HelenaSaint Киттс и NevisSaint LuciaSaint MartinSaint Пьер и MiquelonSaint Винсента и GrenadinesSamoaSan MarinoSao Том и PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Джорджия и Южные Сандвичевы IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbardSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamVirgin IslandsWallis и FutunaWestern SaharaYemenZambiaZimbabwe
название проекта
Статус проекта
Пожалуйста выберите. ..Планирование работы
..Планирование работы
Завершение Открыть средство выбора даты
Место расположения
Подробности проекта*
Загрузки Выбрать файл Я прочитал политику конфиденциальности и принимаю ее. Я согласен с тем, что Fronius отправляет мне информацию по электронной почте и предлагает мне другие продукты и услуги в маркетинговых целях.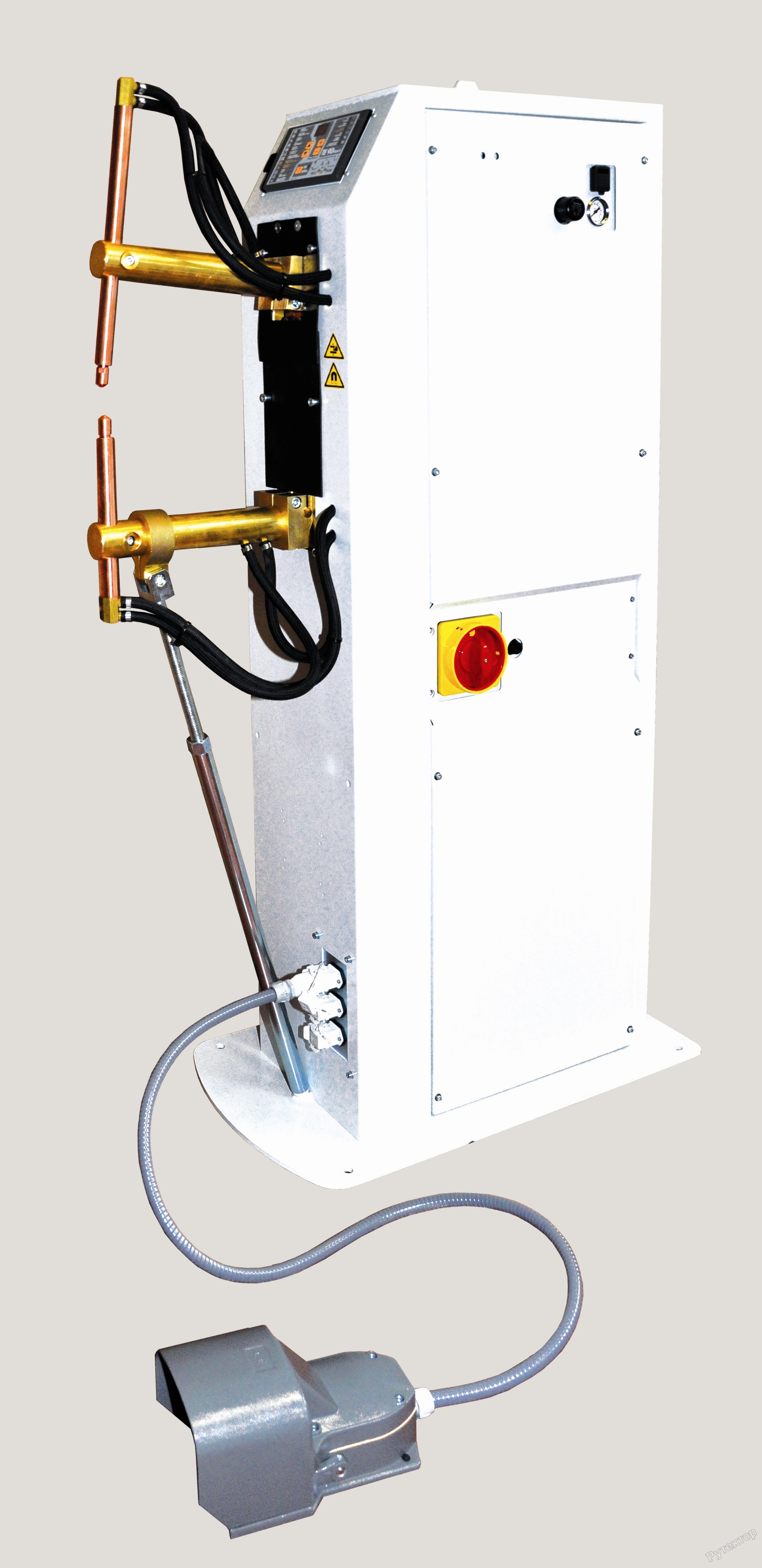 Это согласие может быть отозвано в любое время по электронной почте на адрес [email protected].
Это согласие может быть отозвано в любое время по электронной почте на адрес [email protected].
Сварочные наконечники MIG | Высочайшее качество соответствует OEM
Типовой диапазон размеров и допуски
| Внешний диаметр | 6–10 мм |
| Диаметр отверстия | 0.7 – 3 мм |
| Допуск на наружный диаметр и диаметр отверстия | +/-0,05 мм |
Сварочный контактный наконечник Сравнение сплавов
- Стандарт DHP общего назначения – Стандарт DHP 90
- CrZr – (Cr-Chromium Zr-Zirconium) очень твердый сплав, который уже много лет используется для нержавеющей стали и жесткой, высокопрочной проволоки или абразивных проволок, таких как порошковая/металлопорошковая проволока.


Существует 2 основные причины износа сварочного наконечника
1.Обычный физический износ или истирание. Если вы поместите наконечник на проволоку перед фидером без электрического контакта, этот наконечник в конечном итоге полностью изнашивается.
2. Электрическая эрозия аналогична щеткам на электродвигателе или скачку искры через зазор на свече зажигания. Поскольку провод проходит через контактный наконечник со скоростью, скажем, 300 дюймов в минуту, электричество должно переходить от медного наконечника к проводу Mig. (Отсюда и название «Контактный наконечник»). Во время этого процесса внутреннее отверстие наконечника/провода находится в постоянном электрическом разряде.Электроэрозия – это оплавление внутреннего диаметра сварочного наконечника.
Если вы пытаетесь добиться «надежного старта», вам необходимо выбрать наилучший сплав для электрического или физического износа. Следующая причина, по которой наконечник изнашивается, связана с жарой. Когда наконечник нагревается в процессе сварки, свойства сплавов начинают ухудшаться.
Способность наконечника рассеивать тепло (теплопроводность) помогает сохранять наконечник более холодным. (Электрическое сопротивление) сплава также находится в прямой зависимости от электропроводности.
Поскольку нам нужен «уверенный старт» и мы пытаемся перепрыгнуть зазор между контактным наконечником и проводом, эти два фактора играют решающую роль: если наконечник имеет более высокую проводимость электричества, он будет легче передавать ток (или с меньшим сопротивлением). ), что также приведет к охлаждению наконечника.
Сопротивление равно теплу. Дополнительным преимуществом более высокой проводимости является более легкий перенос дуги с наконечника на проволоку.
Более легкий перенос дуги означает превосходный «надежный пуск» и меньшее количество отказов дуги или ВОЗГОРАНИЯ проволоки, разбрызгивания и разбрызгивания.
 65 ZR.08
65 ZR.08 По этой причине наилучший вылет провода, как правило, является самым коротким, допустимым для применения; он обеспечивает более стабильную дугу и лучшее проплавление при низком напряжении. Типичные положения контактного наконечника: углубление 1/4 дюйма, углубление 1/8 дюйма, заподлицо и удлинение 1/8 дюйма.
По этой причине наилучший вылет провода, как правило, является самым коротким, допустимым для применения; он обеспечивает более стабильную дугу и лучшее проплавление при низком напряжении. Типичные положения контактного наконечника: углубление 1/4 дюйма, углубление 1/8 дюйма, заподлицо и удлинение 1/8 дюйма.
 11th St., Tulsa, OK 74104. Кампус Tulsa, OK, имеет лицензию OBPVS и ASBPCE.Кампус в Джексонвилле, штат Флорида, лицензирован Комиссией по независимому образованию Флориды, лицензия № 2331. TWSTC и TWS в Талсе, штат Оклахома, одобрены TWC. TWS в Джексонвилле имеет лицензию Комиссии штата Миссисипи по регистрации частных школ и колледжей, лицензия № C-668. Лицензия указывает только на соблюдение минимальных стандартов; это не подтверждение или гарантия качества. Лицензирование не является эквивалентом или синонимом аккредитации аккредитационным агентством, признанным США.С. Департамент образования. TWS в Джексонвилле также регулируется: Office for Career and Technical Schools, 10 N. Senate Ave, Suite SE 308, Indianapolis, IN 46204; [электронная почта защищена]; http://www.in.gov/dwd/2731.htm. GI Bill® Eligible (конкретные права уточняйте в местном кампусе). Программа AOSWT является программой получения степени младшего специалиста по профессиональным исследованиям, а не академической степенью.
11th St., Tulsa, OK 74104. Кампус Tulsa, OK, имеет лицензию OBPVS и ASBPCE.Кампус в Джексонвилле, штат Флорида, лицензирован Комиссией по независимому образованию Флориды, лицензия № 2331. TWSTC и TWS в Талсе, штат Оклахома, одобрены TWC. TWS в Джексонвилле имеет лицензию Комиссии штата Миссисипи по регистрации частных школ и колледжей, лицензия № C-668. Лицензия указывает только на соблюдение минимальных стандартов; это не подтверждение или гарантия качества. Лицензирование не является эквивалентом или синонимом аккредитации аккредитационным агентством, признанным США.С. Департамент образования. TWS в Джексонвилле также регулируется: Office for Career and Technical Schools, 10 N. Senate Ave, Suite SE 308, Indianapolis, IN 46204; [электронная почта защищена]; http://www.in.gov/dwd/2731.htm. GI Bill® Eligible (конкретные права уточняйте в местном кампусе). Программа AOSWT является программой получения степени младшего специалиста по профессиональным исследованиям, а не академической степенью. Программа AOSWT не утверждена для следующих штатов: CO, GA, LA, MN и TX. Для получения дополнительной информации о наших программах, пожалуйста, посетите наш веб-сайт по адресу: http://www.tws.edu/студенческие ресурсы/регуляторная информация/.
Программа AOSWT не утверждена для следующих штатов: CO, GA, LA, MN и TX. Для получения дополнительной информации о наших программах, пожалуйста, посетите наш веб-сайт по адресу: http://www.tws.edu/студенческие ресурсы/регуляторная информация/. В большинстве случаев каждому студенту присуждается только одна награда. Если студент имеет право на получение нескольких стипендий, будет присуждена та стипендия, которая наиболее полезна для студента. Стипендии будут распределяться постепенно в течение всего срока действия программы. Право на получение стипендии требует постоянной регистрации.Неспособность поддерживать удовлетворительный академический прогресс может привести к испытательному сроку и возможной потере стипендии. Прекращение обучения также может привести к потере стипендии, что может увеличить ваши обязательства по оплате обучения перед TWS. Стоимость обучения будет основываться на сумме, указанной в вашем договоре о зачислении. См. обратную сторону вашего соглашения о зачислении или школьный каталог, чтобы узнать о правилах школы в отношении возврата средств.
В большинстве случаев каждому студенту присуждается только одна награда. Если студент имеет право на получение нескольких стипендий, будет присуждена та стипендия, которая наиболее полезна для студента. Стипендии будут распределяться постепенно в течение всего срока действия программы. Право на получение стипендии требует постоянной регистрации.Неспособность поддерживать удовлетворительный академический прогресс может привести к испытательному сроку и возможной потере стипендии. Прекращение обучения также может привести к потере стипендии, что может увеличить ваши обязательства по оплате обучения перед TWS. Стоимость обучения будет основываться на сумме, указанной в вашем договоре о зачислении. См. обратную сторону вашего соглашения о зачислении или школьный каталог, чтобы узнать о правилах школы в отношении возврата средств.
 http://data.bls.gov/oes
http://data.bls.gov/oes Большой
чашки используются для сильноточных работ, где
сварочная ванна большая. Меньшие чашки используются для слаботочной сварки.
Проводник и его вкладыш соединяются между собой
факельные и проволочные приводные (подающие) ролики. Они направляют провод
к горелке и в контактную трубку. Равномерная подача проволоки необходима для
устойчивость дуги. Когда не правильно
поддерживаемый кабелепроводом и вкладышем, провод может заклинить. Лайнер может быть либо
неотъемлемая часть трубопровода или поставляется
по отдельности.В любом случае важны внутренний диаметр и материал вкладыша.
При использовании электродов из стальной проволоки стальной пружинный вкладыш
Рекомендовано. Нейлоновые и другие пластиковые вкладыши должны быть
используется для алюминиевой проволоки. В документации, поставляемой с каждой горелкой, перечислены рекомендуемые
кабелепроводы и вкладыши для каждого размера провода
и материал. Продолжение на следующей странице…
КОНТРОЛЬ СВАРКИ И ДВИГАТЕЛЬ ПОДАЧИ ПРОВОЛОКИ
Управление сваркой и двигатель подачи проволоки часто входят в комплект поставки.
Большой
чашки используются для сильноточных работ, где
сварочная ванна большая. Меньшие чашки используются для слаботочной сварки.
Проводник и его вкладыш соединяются между собой
факельные и проволочные приводные (подающие) ролики. Они направляют провод
к горелке и в контактную трубку. Равномерная подача проволоки необходима для
устойчивость дуги. Когда не правильно
поддерживаемый кабелепроводом и вкладышем, провод может заклинить. Лайнер может быть либо
неотъемлемая часть трубопровода или поставляется
по отдельности.В любом случае важны внутренний диаметр и материал вкладыша.
При использовании электродов из стальной проволоки стальной пружинный вкладыш
Рекомендовано. Нейлоновые и другие пластиковые вкладыши должны быть
используется для алюминиевой проволоки. В документации, поставляемой с каждой горелкой, перечислены рекомендуемые
кабелепроводы и вкладыши для каждого размера провода
и материал. Продолжение на следующей странице…
КОНТРОЛЬ СВАРКИ И ДВИГАТЕЛЬ ПОДАЧИ ПРОВОЛОКИ
Управление сваркой и двигатель подачи проволоки часто входят в комплект поставки. в одной упаковке (механизме подачи проволоки), как показано на Рисунок 2-1 .Их основная функция заключается в стягивании сварочной проволоки с катушки и подаче ее к
дуга. Управление поддерживает заранее заданное
скорость подачи проволоки в соответствии с применением. Контроль не только
поддерживает заданную скорость независимо от нагрузки, но и
регулирует запуск и остановку подачи проволоки по сигналу от
выключатель горелки. Защитный газ, вода,
и мощность сварки обычно подается на горелку через блок управления.
За счет использования соленоидов, газа и воды
расход согласовывается с расходом сварочного тока.Контроль определяет
последовательность подачи газа и включения питания
контактор питания. Это также позволяет газу течь перед
и после работы дуги.
в одной упаковке (механизме подачи проволоки), как показано на Рисунок 2-1 .Их основная функция заключается в стягивании сварочной проволоки с катушки и подаче ее к
дуга. Управление поддерживает заранее заданное
скорость подачи проволоки в соответствии с применением. Контроль не только
поддерживает заданную скорость независимо от нагрузки, но и
регулирует запуск и остановку подачи проволоки по сигналу от
выключатель горелки. Защитный газ, вода,
и мощность сварки обычно подается на горелку через блок управления.
За счет использования соленоидов, газа и воды
расход согласовывается с расходом сварочного тока.Контроль определяет
последовательность подачи газа и включения питания
контактор питания. Это также позволяет газу течь перед
и после работы дуги. Однако это не существенная переменная, а это означает, что любые изменения CTTWD не требуют переквалификации.Некоторым это может показаться загадочным, особенно тем, кто понимает, насколько критичен CTTWD из-за его влияния на силу тока.
Однако это не существенная переменная, а это означает, что любые изменения CTTWD не требуют переквалификации.Некоторым это может показаться загадочным, особенно тем, кто понимает, насколько критичен CTTWD из-за его влияния на силу тока.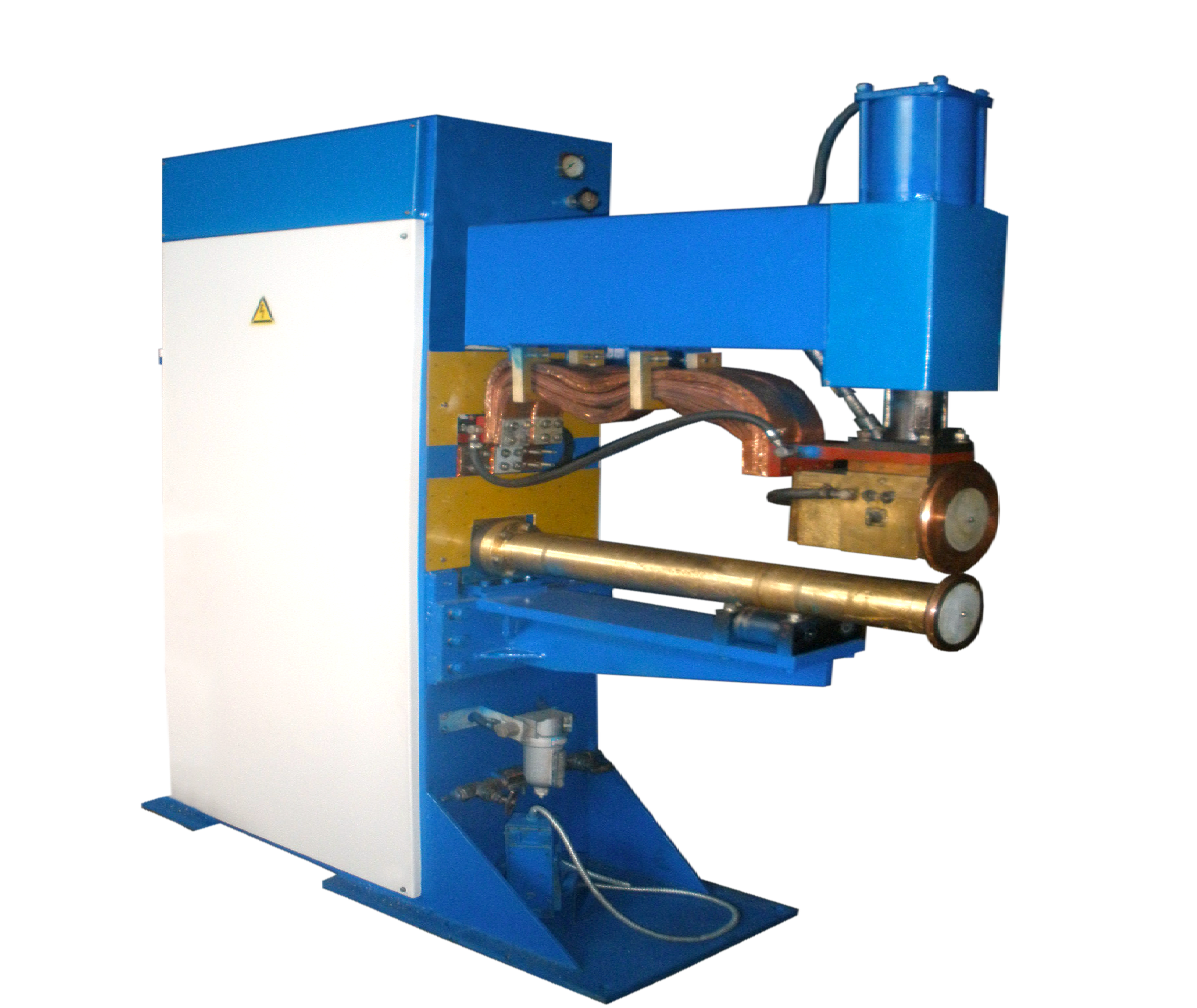
 Что произойдет, если мы слишком сильно увеличим CTTWD и сила тока упадет до 90 ампер? Получим ли мы по-прежнему слияние корня и боковых стенок? Что, если вдобавок к этому изменению у нас также будет прокатная окалина? Вам почти гарантировано полное отсутствие сплава.
Что произойдет, если мы слишком сильно увеличим CTTWD и сила тока упадет до 90 ампер? Получим ли мы по-прежнему слияние корня и боковых стенок? Что, если вдобавок к этому изменению у нас также будет прокатная окалина? Вам почти гарантировано полное отсутствие сплава. Важно понимать последствия этого. Если это происходит слишком часто, возможно, пришло время пересмотреть то, как выполняется сварка.
Важно понимать последствия этого. Если это происходит слишком часто, возможно, пришло время пересмотреть то, как выполняется сварка. 1002 – Основы дуговой сварки металлическим газом (GMAW) 48 часов контакта
1002 – Основы дуговой сварки металлическим газом (GMAW) 48 часов контакта 1000 – Введение в сварку 48 часов контакта
1000 – Введение в сварку 48 часов контакта Если
для лиц моложе 18 лет требуется Форма согласия несовершеннолетних, которую необходимо заполнить, а затем загрузить вместе с заявлением. Студенты будут
необходимо приобрести и принести на каждое занятие соответствующие средства индивидуальной защиты.
Оборудование (СИЗ), в том числе:
Если
для лиц моложе 18 лет требуется Форма согласия несовершеннолетних, которую необходимо заполнить, а затем загрузить вместе с заявлением. Студенты будут
необходимо приобрести и принести на каждое занятие соответствующие средства индивидуальной защиты.
Оборудование (СИЗ), в том числе: Студенты могут работать сварщиком алюминия, сборочным конвейером, производителем.
Сварщик, изготовитель, ремонтный сварщик, паяльщик, оператор вспомогательной дуги, сварщик или монтажник.
Студенты могут работать сварщиком алюминия, сборочным конвейером, производителем.
Сварщик, изготовитель, ремонтный сварщик, паяльщик, оператор вспомогательной дуги, сварщик или монтажник.