Предлагаем строительство новых, реконструкцию или глубокую модернизации существующих алюмо- и медеплавильных печей на базе оборудования Kromschroeder, Hauck, LBE, Eclipse.
Использование газовых горелок и запорно-регулирующей арматуры Kromschröder позволяет обеспечить сжигание газа с низким уровнем загрязнения даже при относительно низких температурных режимах плавильных печей. При нагреве алюминия в печах с использованием природного газа необходимо принять особые меры, чтобы обеспечить чистое и полное сгорание. Жидкий алюминий хорошо поглощает различные газы и особенно водород, который в большом количестве находится в топочных газах алюмоплавильных печей.
Температура плавления алюминия 658° С, температура нагрева для разливки 700 – 750° С. Перегрев жидкого алюминия свыше 750° С нежелателен, так как при этом сильно повышается окисляемость металла.
Для плавки алюминия используются печи с регулировкой температуры в диапазоне от 650 ° C (температура плавления алюминия 658° C) до 1000 ° C (максимальная температура на которую рассчитана печь). Из-за высоких температур пламя может разрушить компоненты печи или же, если температура слишком низкая, вторичная реакция сжигания газа (окисление СО до СО
2) прерывается, тем самым увеличивая количество СО в выбросах. Факел самого пламени имеет более высокие температуры, однако, где это возможно, для уменьшения выбросов NOx они должны поддерживаться ниже 1600 ° C. Поэтому очень важно, с помощью соответствующего оборудования и настроек, обеспечить чтобы, температура в разных частях печи находилась в диапазоне от 650 ° С до 1000 ° С.
Температура печи является важным критерием при выборе типа газовой горелки и ее конструкции. При низких температурах окружающей среды, выбирается головка горелки, обеспечивающая интенсивное перемешивание, с высокой степенью закручивания воздуха и коротким пламенем.
При подаче газа в радиальном направлении и интенсивном движении воздуха смесь газа и воздуха быстро сгорает.
Таким образом, выбор такой смесительной головки позволяет установить компактную камеру сгорания, обеспечивающую малое содержание СО при низкой температуре печи. Одной из таких горелок является модульная горелка Kromschroder BIO. Ее модульная конструкция позволяет гибко адаптировать нагревательную систему по типу газа, особенностями монтажа и мощности горелки. Горелка оснащена присоединительной трубкой из жаропрочной стали. Горелка также окружена защитной жаровой трубой из жаропрочной стали для защиты пламени от возмущающих воздействий , вызванных атмосферой печи, протекающей вокруг нее. Это означает, что пламя как бы горит внутри «мини камеры сгорания». Защитная жаровая труба, в которой происходит весь процесс горения, предотвращает охлаждение пламени циркулирующей атмосферой печи и связанным с этим образованием СО.
В зависимости от требований процессов плавки мощности горелки может быть в диапазоне от 40 до 1000 кВт. Длина и диаметр защитной жаровой трубы соответствовать конструкции печи и особенностям установки. При работе горелки без защитной жаровой трубы произвести измерение параметров дымовых газов горелки, например, для установки конкретной соотношения газовоздушной смеси, практически невозможно, так как дымовые газы горелки сразу смешивается с атмосферой печи.
Соответственно, защитная жаровая труба, оснащенная точкой отвода дымовых газов, позволяет измерять параметры дымовых газов горелки без какого-либо влияния атмосферы печи и позволяет производить настройку горелки.
Поддержание постоянной газовой смеси во всем диапазоне регулирования мощности горелки является важным критерием для поддержания желаемых параметров дымовых газов. Соответственно, подача газа и воздуха в горелку пневматически связаны через контроль соотношения газ/воздух. Это означает, что во всем диапазоне регулирования горелки поддерживается постоянная газовоздушная смесь и даже в случае частых или быстрых изменений мощности состав смеси не изменяется.
Использования запорно-регулирующей арматуры Кромшродер позволяет проводить непрерывное управление и контроль параметров работы горелок в диапазоне от типичного в этих типах печах соотношения 1:10 до 1: 650 за счет использования горелки со встроенной газовой фурмой. Функцию управления со стороны воздушного тракта выполняет привод IC с дроссельной заслонкой BVA. В газовом тракте рекомендуется использовать компактную и надежную серию ValVario: VAS – для использования в качестве электромагнитного клапана и VAG – для контроля соотношения газ/ воздух. Комбинация горелки и защитной жаровой трубы доказала свою эффективность во многих системах для термообработки алюминия. Благодаря особенностям конструкции горелки и наличию точки отвода дымовых газов внутри жаровой трубы горелки открываются новые возможности по настройке горелки для поддержания низкого содержания СО в дымовых газах, сохраняя преимущества прямого нагрева.
ВЛИЯНИЕ ТЕМПЕРАТУР ПЕРЕГРЕВА И ЗАЛИВКИ РАСПЛАВА НА КАЧЕСТВО ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | Деев
1. Nesterov N.V., Ermilov A.G. Low-frequency pulsation of melt during lost foam casting process: Part 2 // Russ. J. Non-Ferr. Met. 2012. Vol. 53. No. 2. P. 150—154.
2. Zhang L., Tan W., Hu H. Determination of the heat transfer coefficient at the metal-sand mold interface of lost foam casting process // Heat and Mass Transfer. 2016. Vol. 52. Iss. 6. P. 1131—1138.
3. Тихомирова И.М., Клименок Е.В. Разработка технологии изготовления отливки литьем по газифицируемым моделям // Литье и металлургия. 2013. No. 3S (72). С. 132—137.
5. Guler K.A., Kisasoz A., Karaaslan A. A study of expanded polyethylene (EPE) pattern application in aluminium lost foam casting // Russ. J. Non-Ferr. Met. 2015. Vol. 56. No. 2. P. 171—176.
6. Griffiths W.D., Ainsworth M.J. Hydrogen pick-up during mould filling in the lost foam casting of Al alloys // J. Mater. Sci. 2012. Vol. 47. Iss. 1. P. 145—150.
7. Jiang W., Li G., Fan Z., Wang L., Liu F. Investigation on the interface characteristics of Al/Mg bimetallic castings processed by lost foam casting // Metall. Mater. Trans. A. 2016. Vol. 47. Iss. 5. P. 2462—2470.
8. Griffiths W.D., Ainsworth M.J. Instability of the liquid metal—pattern interface in the lost foam casting of aluminum alloys // Metall. Mater. Trans. A. 2016. Vol. 47. Iss. 6. P. 3137—3149.
9. Barone M., Caulk D. Analysis of mold filling in lost foam casting of aluminum: Method // Int. J. Metalcasting. 2008. Vol. 2. Iss. 3. P. 29—45.
10. Wali K.F., Bhavnani S.H., Overfelt R.A., Sheldon D.S., Williams K. Investigation of the performance of an expandable polystyrene injector for use in the lost-foam casting process // Metall. Mater. Trans. B. 2003. Vol. 34. Iss. 6. P. 843—851.
11. Karimian M., Ourdjini A., Idris M.H., Jafari H. Effects of casting parameters on shape replication and surface roughness of LM6 aluminium alloy cast using lost foam process // Trans. Indian Inst. Met. 2015. Vol. 68. Iss. 2. Р. 211—217.
12. Guler K.A., Kisasoz A., Karaaslan A. Effects of pattern coating and vacuum assistance on porosity of aluminium lost foam castings // Russ. J. Non-Ferr. Met. 2014. Vol. 55. No. 5. Р. 424—428.
13. Deev V.B., Ponomareva K.V., Yudin A.S. Investigation into the density of polystyrene foam models when implementing the resource saving fabrication technology // Russ. J. Non-Ferr. Met. 2015. Vol. 56. No. 3. P. 283—286.
14. Pacyniak T. Effect of refractory coating in the lost foam process // Arch. Foundry Eng. 2009. No. 9 (3). Р. 255— 260.
15. Sharifi A., Mansouri Hasan Abadi M., Ashiri R. Direct observation of effects of foam density, gating design and pouring temperature on mold filling process in lost foam casting of A356 alloy // Conference: Proc. TMS Middle East — Mediterranean materials Congress on energy and infrastructure systems, MEMA. 2015. Р. 109—118.
16. Dispinar D., Campbell J. Porosity, hydrogen and bifilm content in Al alloy castings // Mater. Sci. Eng. 2011. Vol. 528. No. 10. Р. 3860—3865.
17. Sands M., Shivkumar S. EPS bead fusion effects on fold defect formation in lost foam casting of aluminum alloys // J. Mater. Sci. 2006. Vol. 41. No. 8. Р. 2373—2379.
18. Tabibian S., Charkaluk E., Constantinescu A., Szmytka F. Behavior, damage and fatigue life assessment of lost foam casting aluminum alloys under thermo-mechanical fatigue conditions // Procedia Eng. 2010. Vol. 2. No. 1. Р. 1145—1154.
19. Pacyniak T. The effect of refractory coating permeability on the Lost Foam Process // Arch. Foundry Eng. 2008. Vol. 8. No. 3. Р. 199—204.
20. Griffiths W.D., Davies P.J. The permeability of Lost Foam pattern coatings for Al alloy castings // J. Mater. Sci. 2008. Vol. 43. No. 16. Р. 5441—5447.
21. Deev V.B., Selyanin I.F., Kutsenko A.I., Belov N.A., Ponomareva K.V. Promising resource saving technology for processing melts during production of cast aluminum alloys // Metallurgist. 2015. Vol. 58. Iss. 11—12. P. 1123—1127.
22. Kolonakov A.A., Kukharenko A.V., Deev V.B., Abaturova A.A. Structure and chemical composition of the AK12MMgN piston alloy fabricated based on various charges // Russ. J. Non-Ferr. Met. 2015. Vol. 56. Iss. 4. P. 428—433.
23. Deev V.B., Selyanin I.F., Ponomareva K.V., Yudin A.S., Tsetsorina S.A. Fast cooling of aluminum alloys in casting with a gasifying core // Steel Transl. 2014. Vol. 44. No. 4. Р. 253—254.
24. Никитин В.И., Никитин К.В. Наследственность в литых сплавах. М.: Машиностроение-1, 2005.
25. Selyanin I.F., Deev V.B., Kukharenko A.V. Resource-saving and environment-saving production technologies of secondary aluminum alloys // Russ. J. Non-Ferr. Met. 2015. Vol. 56. Iss. 3. P. 272—276.
26. Бранчуков Д.Н., Панфилов А.В. О новых комбинированных флюсах для рафинирования алюминиевых сплавов // Литейн. пр-во. 2009. No. 1. С. 2—5.
27. Тен Э.Б., Рахуба Е.М., Киманов Б.М., Жолдубаева Ж.Д. Ресурсы повышения рафинирующего потенциала фильтров для жидких металлов // Литейщик Рос-сии. 2013. No. 11. С. 38—42.
28. Румянцева Г.А., Немененок Б.М., Задруцкий С.П., Муравицкий А.М. Повышение экологической безопасности силуминов за счет использования низкотоксич-ных флюсов и препаратов // Литье и металлургия. 2010. No. 4 (58). С. 77—82.
29. Садоха М.А., Волочко А.Т. Рафинирование алюминиевых сплавов инертными газами // Литье и метал-лургия. 2012. No. 3 (69). С. 69—71.
30. Грачев А.Н., Леушин И.О., Маслов К.А., Леушина Л.И. Применение шлама соляных закалочных ванн для рафинирования алюминиевых сплавов // Цвет. металлы. 2015. No. 11 (875). С. 76—79.
31. Nikitin K.V., Nikitin V.I., Timoshkin I.Yu., Glushchen-kov V.A., Chernikov D.G. Melt treatment by pulsed magnetic fields aimed at controlling the structure and properties of industrial silumins // Russ. J. Non-Ferr. Met. 2016. Vol. 57. Iss. 3. P. 202—210.
32. Nikitin K.V., Amosov E.A., Nikitin V.I., Glushchenkov V.A., Chernikov D.G. Theoretical and experimental substantiation of treatment of aluminum-based melts by pulsed magnetic fields // Russ. J. Non-Ferr. Met. 2015. Vol. 56. Iss. 6. P. 599—605.
33. Prusov E.S., Panfilov A.A. Properties of cast aluminum-based composite alloys reinforced by endogenous and exogenous phases // Russ. Metall. 2011. No. 7. P. 670—674.
34. Prusov E.S., Panfilov A.A. Influence of repeated remeltings on formation of structure of castings from aluminium matrix composite alloys // Metal 2013: Proc. 22-nd Int. conf. on metallurgy and materials. 2013. No. 1. P. 1152—1156.
35. Ivanov Y.F., Alsaraeva K.V., Gromov V.E., Popova N.A., Konovalov S.V. Fatigue life of silumin treated with a high-intensity pulsed electron beam // J. Surf. Invest. X-ray, Synchrotron and Neutron Techniques. 2015. Vol. 9. Iss. 5. P. 1056—1059.
36. Ivanov Y.F., Alsaraeva K.V., Gromov V.E., Konovalov S.V, Semina O.A. Evolution of Al—19,4Si alloy surface structure after electron beam treatment and high cycle fatigue. // Mater. Sci. Technol. (UK). 2015. Vol. 31. Iss. 13a. P. 1523—1529.
37. Selyanin I.F., Deev V.B., Belov N.A., Prikhodko O.G., Ponomareva K.V. Physical modifying effects and their influence on the crystallization of casting alloys // Russ. J. Non-Ferr. Met. 2015. Vol. 56. No. 4. P. 434—436.
Производство алюминия, основные составляющие » SpecAvto — Спецавто — Бетононасосы
Главным сырьем для создания алюминия служат бокситы и глинозема. К важнейшим рудам относятся алунит и нефелин. Производство алюминия в России находиться на высоком уровне, она располагает большими запасами алюминиевых руд. Кроме так называемых бокситов, высокодоходные месторождения которых есть на Урале и Башкирии, источником алюминия считается нефелин, который добывается на Кольском полуострове. Много алюминия есть и в месторождениях Юга Сибири.
Производство алюминия происходит из оксида алюминия электролитическим методом. Используемый оксид алюминия должен быть чистым, поскольку из алюминия примеси убираются с большим трудом. Очищенный алюминий получают переработкой боксита.
Основное вещество для производства — это оксид алюминия. Он не проводит ток и имеет высокую температуру плавления, это около 2040 градусов, поэтому для этого требуется много энергии.
Необходимо уменьшить температуру плавления алюминия до 1050 градусов. Такой способ нашли француз П. Эруо и американец Ч. Хол. Они выяснили, что глинозем очень хорошо растворяется в расплавленном криолите. Данный расплав и подвергают электролизу при температуре около 960 градусов на производствах. Запасы криолита на земле незначительны, поэтому изобретен синтетический криолит, и существенно удешевилось производство технологического алюминия.
Гидролизу подвержена смесь криолита и химический оксид алюминия. Смесь плавится при температуре 965 градусов и обладает хорошей электропроводностью, вязкостью. Для улучшения данных характеристик в состав новой смеси вводят специальные добавки CaF2, MgF2. Благодаря этому электролиз оказывается возможным при температуре 940 градусов.
Алюминий является одним из наиболее широко представленных металлов на Земле, в том числе, большие запасы алюминиевых руд находятся в России. Его производят из бокситов и глинозема. Самой распространенной технологией производства алюминия является получение его из оксида электролитическим методом. Однако сам по себе оксид алюминия обладает высокой температурой плавления, что делает процесс производства энергозатратным. Для снижения температуры плавления и улучшения электропроводности оксида алюминия используют глинозем, синтетический криолит и специальные добавки.
Метки: Производство алюминия
Параметры плавления порошков алюминия с различной дисперсностью
Том 323 № 3 (2013): Химия
С использованием дифференциального термического анализа исследованы параметры плавления (энтальпия плавления, температура плавления) порошков Al с различной дисперсностью. Показано, что при уменьшении диаметра частиц Al от микронного (грубодисперсные промышленные порошки АСД-1, АСД-4) до субмикронного и наноразмерного диапазона (электровзрывные порошки, dср=120 нм) происходит уменьшение величин температуры плавления на 6 градусов и удельной энтальпии плавления на 55 % относительно алюминия в массивном состоянии. На основе данных о составе исследованных образцов установлено, что понижение температуры плавления связано с формированием эвтектической системы Al-Fe с примесями железа (0,1…0,3 мас. %). Уменьшение удельной энтальпии плавления с увеличением дисперсности порошков Al обусловлено понижением доли металлической составляющей в субмикронных и наночастицах за счет влияния поверхностных оксидно-гидроксидных пленок.
Ключевые слова:
алюминий, субмикронные частицы, наночастицы, дифференциальный термический анализ, плавление, энтальпия, температура
Авторы:
Андрей Владимирович Коршунов
Скачать bulletin_tpu-2013-323-3-18.pdf
Алюминий — свойства, характеристики, обзорная статья
Алюминий (квасцы) — 13 элемент периодической таблицы элементов, 13 группы в современной классификации. Он обладает относительно низкой электропроводностью, но наименьшей плотностью среди других металлов. В природе алюминий встречается в виде стабильного изотопа Al27. Купить алюминий можно на нашем сайте.
Он ценится за высокую коррозийную стойкость и лёгкость. На поверхности изделий алюминия образуется тонкая оксидная плёнка оксидов, которая и защищает металл от дальнейшего окисления. Некоторые алюминиевые сплавы обладают большой твердостью, тугоплавкостью и жаропрочностью и проявляют другие полезные качества, в виду образования алюминидов (интерметаллических сплавов). Полную информацию об этом элементе смотрите в таблице, приведённой ниже.
Свойства атома
Химические свойства
Термодинамические свойства простого вещества
Кристаллическая решётка простого вещества
Прочие характеристики
Имя, символ, номер
Алюминий / Aluminium (Al), 13
Ковалентный радиус
121±4 пм
Термодинамическая фаза
Твёрдое вещество
Структура решётки
кубическая гранецентрированая
Теплопроводность
(300 K) 237 Вт/(м·К)
Группа, период, блок
13, 3
Радиус Ван-дер-Ваальса
184 пм
Плотность (при н. у.)
2,6989 г/см³
Параметры решётки
4,050 Å
Скорость звука
5200 м/с
Атомная масса (молярная масса)
26,981539 а. е. м. (г/моль)
Радиус иона
51 (+3e) пм
Температура плавления
660 °C, 933,5 K
Температура Дебая
394 K
Электронная конфигурация
[Ne] 3s2 3p1
Электроотрицательность
1,61 (шкала Полинга)
Температура кипения
2518,82 °C, 2792 K
Электроны по оболочкам
2, 8, 3
Электродный потенциал
-1,66 В
Теплота плавления
10,75 кДж/моль
Радиус атома
143 пм
Степени окисления
3,
1 и 2 — менее характерны и проявляются в газовой фазе при температуре выше 800°C
Алюминий применяется в строительстве, электротехнике, кораблестроении, на производстве холодильных установок, для нужд народного хозяйства. В электротехнике он применяется при изготовлении проводников, корпусов, диодов охладителей. Для защиты металлических изделий от коррозии, алюминий наносят разными способами на их поверхность. Порошок алюминия применяется при производстве металлов, сплавов, а также ячеистого бетона. Большая же часть алюминия выпускается в виде сплавов, так как чистый металл слишком мягок.
Мировые запасы и основные поставщики
Алюминий является самым распространённым металлом и четвертым по содержанию в земной коре химическим элементом (8,8%), но в чистом виде присутствет редко в кристалах размером в несколько микронов. В морской воде содержится 0,01 мг/л3, а в пресной 0,001-10 мг/л3 алюминия. Алюминий обнаружили со 100% уверенностью только в XIX в. В промышленных масштабах его начали производить во второй половине того же века. И лишь с освоением метода производства алюминия электролизом, освоенным Полем Эру (франция) и Чарльзом Холлом (США) в 1886 году, алюминиевая промышленность стала завоёвывать своё почётное второе место в производстве металлов после стальной промышленности. Однако, более 60% алюминия сейчас производится из вторсырья.
Во всех преуспевающих странах этот вид промышленности стал развиваться бурными темпами. До первой мировой войны алюминий производило 6 стран, после — 16, 1967 году — 30 стран. В России первый алюминиевый завод был построен только в 1932 году. Это связано с программой Ленина по электрификации страны и постройкой первой ГЭС на Волхове. Мировыми лидерами по производству алюминия являются: КНР, Россия, Канада, США, Австралия, Бразилия, Индия и другие.
Сырье для производства алюминия
Основным сырьём для производства алюминия являются бокситы (сложные по минеральному составу руды, различной твёрдости, обычно красноватого оттенка). В бокситах содержится 40-60 % глинозёма, который представляет собой смесь оксидов алюминия, натрия, калия и магния.
Крупнейшими производителями высококачественных бокситов являются: Австралия, Гвинея, на Ямайка, Суринам, Гайана, Югославия и другие страны. При этом 2/3 запасов сосредоточено в Гвинее, Бразилии, Австралии, на Ямайке, в Камеруне и Мали. Бокситы добываются открытым или реже закрытым способом, по различным технологическим схемам. Из них производят глинозём. Из глинозёма и производится чистый алюминий электролитическим методом.
Эру и Холл же нашли способ снизить температуру плавления оксида алюминия и энергозатраты. Так как оксид алюминия имеет температуру плавления 2050°C, то они придумали способ электролитической плавки алюминия в расплавленном криолите. С помощью этого метода стало возможным снизить температуру плавления до 950°C. Криолит — это крайне редкий в природе минерал с химическим составом Na3AlF6. Основные известные месторождения криолита сосредоточены в Западной Гренландии, на Южном Урале в Ильменских горах и в штате Колорадо (США). Этот способ производства алюминия был бы весьма дорогостоящим, если бы учёные не научились производить криолит химическим способом, при взаимодействии фторида алюминия и фторида натрия, либо взаимодействия в присутствии соды плавиковой кислоты и гидроксида алюминия.
Получение глинозёма, алюминия из глинозёма, рафинирование
В заголовке выделены основные стадии получения чистого алюминия из бокситов.
Получение глинозёма
Для получения глинозёма бокситы измельчают и смешивают с щелочью и известью. Бокситы выщелачивают при температуре около 240°C в трубчатых или круглых автоклавах в растворе щелочи, в результате чего образуется красный шлам с содержанием оксидов железа и титана и нерастворимых остатков алюмината натрия и силиката натрия. Температуру понижают до 100°C с добавлением раствора щелочи. Промывкой алюминатного раствора и шлама в сгустителях шлам и раствор разделяют. Шлам оседает, а раствор фильтруют. Фильтрованный раствор переливают в ёмкости с мешалками и понижают его температуры до 60°C. В результате перемешивания и процесса кристаллизации образуется гидроокись алюминия Al(OH). С помощью гидроциклонов и вакуумных 60% Al(OH) выпадает в осадок, часть гидроокиси возвращают для последующих операций, остаток также идёт на выщелачивание. Полученную гидроокись обезвоживают во вращающихся трубчатых печах и при температуре 1150-1300оС и получают глинозём с содержанием 30-50% α-Al2O3 (корунд) и γ-Al2O3.
Растворённую в криолите окись алюминия подвергают процедуре электролитического восстановления при температуре около 960°C в ваннах футерованных углеродистыми блоками, которые и выступают катодами в процессе электролиза, через которые подаётся электричество. В роли анодов выступают угольные блоки подвешенные сверху в алюминиевых профилях. На анодах осаждается CO и CO2, а на подины ванны осаждается жидкий алюминий, который в процессе выпускается. Аноды в процессе электролиза выгорают.
Рафинирование
Иногда рафинирование производится путём алюмоорганических комплексных соединений и плавки. Но в основном рафинирование производится методом трёхслойного электролиза в ванных одетых стальным листом при температуре 700-800°C. Нижний анодный слой — это расплавленный алюминий, средний слой — электролит. Верхний катодный слой — чистый алюминий растворяющийся из нижнего слоя в электролите. К верхнему слою подводится графитовый стержень под напряжением. В результате кремний и тяжёлые металлы остаются в анодном слое, а весь алюминий поднимается на поверхность. Полученный сплав разливают. В среднем он содержит:
Fe 0,0005-0,002 %
Si 0,002-0,005 %
Cu 0,0005-0,002 %
Zn 0,0005-0,002 %
следы Mg
остальную часть составляет Al
Полученный в результате рафинирования сплав разливают в формы и получают из него слитки и чушки, которые идут на производство плит, листов, профилей, проволоки, фольги, путём ковки, волочения, проката, штамповки. А порошок получают из жидкого сплава, распыляя на него струю N2 и О2.
ICSC 0988 — АЛЮМИНИЙ, ПОРОШОК (пирофорный)
ICSC 0988 — АЛЮМИНИЙ, ПОРОШОК (пирофорный)
АЛЮМИНИЙ, ПОРОШОК (пирофорный)
ICSC: 0988
Ноябрь 2019
CAS #: 7429-90-5
UN #: 1396 (без покрытия)
EINECS #: 231-072-3
ОСОБЫЕ ОПАСНОСТИ
ПРОФИЛАКТИЧЕСКИЕ МЕРЫ
ТУШЕНИЕ ПОЖАРА
ПОЖАР И ВЗРЫВ
Воспламеняющееся. Образует горючий газ при контакте с водой или влажным воздухом. Мелкодисперсные частицы образуют в воздухе взрывчатые смеси. Риск взрыва при контакте с кислотами, спиртом, окисляющими веществами или водой.
НЕ допускать контакта с кислотами, спиртом, окислителями или водой. Замкнутая система, взрывозащищенное (для пыльной среды) электрическое оборудование и освещение. Не допускать оседания пыли.
Использовать сухой песк, специальй порошок. НЕ использовать воду. НЕ использовать двуокись углерода, пену.
НЕ ДОПУСКАТЬ ОБРАЗОВАНИЕ ПЫЛИ!
СИМПТОМЫ
ПРОФИЛАКТИЧЕСКИЕ МЕРЫ
ПЕРВАЯ ПОМОЩЬ
Вдыхание
Применять местную вытяжку или средства защиты органов дыхания.
Свежий воздух, покой.
Кожа
Защитные перчатки.
Промыть кожу большим количеством воды или принять душ.
Глаза
Покраснение.
Использовать защитные очки.
Прежде всего промыть большим количеством воды в течение нескольких минут (снять контактные линзы, если это возможно сделать без затруднений), затем обратится за медицинской помощью.
Проглатывание
Не принимать пищу, напитки и не курить во время работы.
Прополоскать рот.
ЛИКВИДАЦИЯ УТЕЧЕК
КЛАССИФИКАЦИЯ И МАРКИРОВКА
Индивидуальная защита: Респиратор с сажевым фильтром, подходящий для концентрации вещества в воздухе. СухиеСмести просыпанное вещество в закрытые контейнеры.
Согласно критериям СГС ООН
ОПАСНО
Спонтанно воспламеняется при соприкосновении с воздухом При соприкосновении с водой выделяет воспламеняющиеся газы, способные к самовозгоранию
Транспортировка Классификация ООН Класс опасности по ООН: 4.3; Группа упаковки по ООН: II
ХРАНЕНИЕ
Отдельно от сильных окислителей, сильных оснований, сильных кислот, воды и галогенов. См. химические опасности. Хранить сухим. Хорошо закрывать.
Агрегатное Состояние; Внешний Вид ОТ СЕРЕБРИСТО-БЕЛОГО ДО СЕРОГО ЦВЕТА ПОРОШОК.
Физические опасности В мелкоизмельченном состоянии воспламеняется в воздухе. При смешении вещества виде порошка или гранул с воздухом возможен взрыв.
Химические опасности Реагирует с водой и спиртами. Интенсивно Реагирует с окислителями, сильными кислотами, сильными основаниями, хлорированными углеводородами и галогенами. Приводит к появлению опасности пожара и взрыва.
Формула: Al Атомная масса: 27.0 Температура кипения: 2327°C Температура плавления: 660°C Плотность: 2.7 g/cm³ Растворимость в воде: вступает в реакцию ПорошкаТемпература самовоспламенения : 400°C
ВОЗДЕЙСТВИЕ НА ОРГАНИЗМ И ЭФФЕКТЫ ОТ ВОЗДЕЙСТВИЯ
Пути воздействия Вещество может проникать в организм при вдыхании.
Эффекты от кратковременного воздействия
Риск вдыхания Испарение при 20° C незначительно; однако опасная концентрация частиц в воздухе может быть бысто достигнута.
Эффекты от длительного или повторяющегося воздействия Повторяющееся или продолжительное вдыхание частиц пыли может оказать воздействие на легкие. Вещество может оказать воздействие на нервную систему. Может привести к нарушению функций организма.
Предельно-допустимые концентрации
TLV: 1 mg/m3, как TWA; A4 (не классифицируется как канцероген для человека). MAK: (ингаляционная фракция): 4 mg/m3; (вдыхаемая фракция): 1.5 mg/m3; группа риска для беременности: D
ОКРУЖАЮЩАЯ СРЕДА
ПРИМЕЧАНИЯ
Other UN number: UN1309 Aluminium powder, coated, Hazard class 4.1, Pack group II.
В последнее время на рынке появился стальной профиль, он дороже и более устойчив к воздействию пламени, именно из-за его свойства материалов, его температура плавления в 1,3 раза превышает температуру плавления алюминия. В этом смысле показатель целостности — E у стали достигается легче.
Все больше уделяется внимание нестандартно-большим размерам. Раньше размеры 800х2100мм считались оптимальными и алюминий вполне мог быть удобен в эксплуатации при небольших размерах конструкции.
Сейчас размеры конструкции в высоту могут достигать 2500мм, они безимпостные. Кроме того, не так давно, согласно СП 1.13130.2009. » Системы противопожарной защиты. Эвакуационные пути и выходы » ширина двери в свету односворчатой рабочей, должна быть не менее 900мм, ширина створки 991мм.
Взгляните на стекла, они широкие, очень толстые и большого веса.. выгоднее использовать сталь именно при 45-60 мин, мы рекомендуем использовать сталь, хотя это нигде не регламентируется, но эта дверь будет более надежна в эксплуатации именно в связи с весом конструкции ее полотна и стекла.
Имеет больший вес, по сравнению с алюминием, но при этом, он менее плавкий, способен выдержать большой вес конструкции, особенно актуально для входных групп, так как стеклопакет достигает 50кг на кв.м — гарантирует защиту от провисания. Более долговечен, имеет прекрасный эстетический вид за счет сварной системы не оставляющей следа швов, прекрасно окрашивается.
РЭЙ, использует в своих конструкциях стальную систему Австрийского производства двух типов:
___________________________________________________________________________________ VA Fire — холодный противопожарный профиль с одним сварным швом и перфорацией. VA Therm — теплый профиль с назначением: противопожарный/пулестойкий — имеет терморазделительную 3х камерную вставку. Общее количество камер — 5
Включает в себя линейку профилей, штапиков, уплотнительной резины, креплений. _________________________________________________________________________________
Зависимость температуры заливки от температуры плавления
8 апреля 2013 г.
Мне недавно прислали документацию по небольшой электропечи для плавления и термообработки металла, которая имеет хорошие размеры для хобби, но все же намного дороже, чем строительство собственной угольной печи.
В одном из комментариев в документе сказано:
Вы должны знать температуру плавления и разливки металла, который вы хотите расплавить.
Температура плавления алюминия хорошо известна и составляет 660 ° C, но я мало что слышал о температуре заливки.Поэтому я подумал, что нужно немного изучить, какая температура разливки рекомендуется для алюминия. Я хотел бы указать здесь, что моя угольная печь не имеет никакого контроля температуры, и у меня нет способа измерить температуру в данный момент.
Bronzecasting.co.uk предлагает следующее: Оптимальная температура разливки сплава также частично определяется размером и емкостью формы (т.е. предполагаемой толщиной стенки отливки). Для толстостенных или сплошных отливок обычно характерна более низкая температура разливки, а для тонкостенных конструкций предпочтительны более высокие температуры.
«Справочник по литейной практике, Fachverlag Schiele & Schön, Берлин» дает некоторые цифры для этого с температурами от 620 ° C для толстостенных до 730 ° C для тонкостенных. Спасибо доктору Стефану Рудольфу за предоставленную таблицу чисел.
Мохаммад Б. Ндалиман и Акпан П. Пиус из Федерального технологического университета, Минна, Нигерия, еще в 2004 году провели хорошее исследование температуры литья алюминиевых сплавов и рекомендовали температуру 680–700 ° C для получения наилучшей поверхности. отделка и обнаружила, что температуры выше 750 ° C увеличивают риск возникновения проблем с выбросами и дефектами отливки.
ForestWeb предполагает, что древесный уголь может гореть до 1100 ° C, но я подозреваю, что моя маленькая печь не нагревает металл до этих температур, но было бы хорошо узнать немного больше о том, что происходит, чтобы я мог получить наилучшие результаты от моего нечастого кастинги.
Энди из Workshopshed
Опубликовано в: Кастинг
Материалы: алюминий
Теги: температура
Новый припой алюминия с низкой температурой плавления (Журнальная статья)
Джейкобсон, Д. М., Хэмпстон, Дж., И Сангха, С. П.S. Новый легкоплавкий припой алюминия . США: Н. П., 1996.
Интернет.
Джейкобсон, Д. М., Хэмпстон, Г., и Сангха, С. П. С. Новый припой алюминия с низкой температурой плавления . Соединенные Штаты.
Джейкобсон, Д. М., Хэмпстон, Дж., И Сангха, С. П.С. Чт.
«Новая легкоплавкая пайка алюминия». Соединенные Штаты.
@article {osti_282400, title = {Новый припой алюминия с низкой температурой плавления}, author = {Джейкобсон, Д. М., Хэмпстон, Г. и Санга, С. П.}, abstractNote = {Большинство высокопрочных алюминиевых технических сплавов не могут быть соединены пайкой, потому что они либо разлагаются, либо плавятся при температуре, при которой используются имеющиеся в продаже алюминиевые припои.Предыдущие попытки разработать алюминиевые припои с присадочными металлическими сплавами со значительно пониженной температурой плавления, как правило, сводились на нет из-за плохих механических свойств сплавов, коррозии соединений или высокой стоимости, токсичности или летучести составляющих материалов. В этой статье описывается разработка и оценка нового припоя с составом 73Al-20Cu-2Ni-55I (мас.%), Который был разработан для преодоления этих ограничений. Был разработан процесс соединения для безфлюсовой пайки алюминиевых технических сплавов с использованием нового присадочного металла для использования как в инертных газовых, так и в вакуумных печах.Производство преформ из пластичной фольги и рулонных основных металлов описывается вместе с предварительными результатами оценки механических свойств и испытаний на коррозионную стойкость. Эти результаты весьма обнадеживают и указывают на многообещающие новые области применения технологии пайки алюминия.}, doi = {}, url = {https://www. osti.gov/biblio/282400},
journal = {Welding Journal}, номер = 8, объем = 75, place = {United States}, год = {1996}, месяц = {8} }
Расчет температуры ликвидуса для алюминиевых и магниевых сплавов с применением метода эквивалентности
Целью данной статьи является разработка математического уравнения, которое позволит точно предсказать температуру ликвидуса различных литых алюминиевых и магниевых сплавов на основе их известные химические составы.Точное знание температуры ликвидуса позволяет исследователю предсказать множество физических параметров, относящихся к данному сплаву. Аналитические выражения, представленные в этой статье, основаны на «методе эквивалентности». Согласно этой концепции, влияние любого легирующего элемента на температуру ликвидуса алюминиевого и / или магниевого сплава можно перевести в эквивалентное влияние эталонного элемента. Кремний в качестве контрольного элемента был выбран для алюминиевых сплавов, а алюминий — для магниевых сплавов.Сумма эквивалентных концентраций для других элементов при добавлении к влиянию фактического эталонного элемента используется для расчета температуры ликвидуса сплава. Расчетные температуры ликвидуса для широкого диапазона химических составов сплавов хорошо коррелируют с соответствующими измеренными температурами ликвидуса.
1. Введение
Чтобы предсказать различные физические параметры затвердевающих алюминиевых и магниевых сплавов (например, твердой фракции), температуры ликвидуса этих сплавов должны быть известны с максимально возможной степенью точности.К сожалению, в литературе приводится лишь несколько уравнений, которые связывают составы многих коммерчески важных сплавов цветных [1, 2] и черных [3] сплавов с их температурами ликвидуса. Более того, некоторые из этих уравнений недостаточно проверены экспериментальными данными. Для бинарных сплавов алюминия и магния зависимости температуры ликвидуса / состава могут быть легко получены из высокоточных бинарных диаграмм. Они основаны на экспериментальных данных, полученных в условиях равновесного затвердевания [4, 5].
Фазовая диаграмма Al-Si является базовой компонентной системой для серии сплавов Al-Si. Как показано на рисунке 1, это фазовая диаграмма бинарного эвтектического типа с ограниченной растворимостью алюминия и кремния. Температура плавления чистого алюминия 660 ° C. Растворимость кремния в расплаве алюминия достигает максимум 1,6 мас.% При температуре эвтектики 577 ° C. Максимальная растворимость алюминия в кремнии при температуре эвтектики все еще остается под вопросом, и по некоторым литературным данным она составляет примерно 0.015 мас.% [6]. Концентрация кремния, соответствующая эвтектической реакции, до сих пор точно не определена и не принята исследователями, несмотря на то, что эта диаграмма часто исследовалась. В доступной литературе найдены следующие значения эвтектической концентрации кремния: 11,9 мас.% [7], 12,2 мас.% [6], 12,3 мас.% [8] и 12,6 мас.% [9]. значение 12,3 мас.%. Si будет использоваться как эвтектическая концентрация кремния, а также 577 ° C как температура, при которой происходит эвтектическая реакция.
Литые алюминиево-кремниевые сплавы широко используются во многих автомобильных компонентах. Эти сплавы характеризуются низкой плотностью, легким весом, относительно низкими температурами плавления, незначительной растворимостью газа (за исключением водорода), отличными литейными качествами, хорошей коррозионной стойкостью, электрической и теплопроводностью, а также хорошей обрабатываемостью. Основные легирующие элементы, Si, Cu и Mg, в первую очередь ответственны за определение микроструктуры алюминиевого сплава.
Сплавы Mg-Al — это легкие металлические конструкционные материалы с уникальным сочетанием свойств, которые очень привлекательны для таких применений, как автомобильная, аэрокосмическая и электронная промышленность. Использование магниевых сплавов стало значительным из-за более низкой плотности магния на одну треть по сравнению с алюминием, улучшенной демпфирующей способности, более высокой устойчивости к коррозии и лучших механических свойств. В легких магниевых сплавах алюминий является основным легирующим элементом, главным образом из-за его низкой цены, доступности, низкой плотности и благоприятного воздействия на коррозию и прочностные свойства.На рис. 2 показана фазовая диаграмма бинарного Mg-Al с ограниченной растворимостью Al и Mg [10]. Температура плавления чистого магния 650 ° C. Растворимость магния в расплаве алюминия достигает максимума 18,9 ат.% При температуре эвтектики 450 ° C. Максимальная растворимость алюминия в магнии при температуре эвтектики составляет 11,8 ат.% [11]. В этой работе значение 32,0 мас.% Al будет использоваться в качестве эвтектической концентрации алюминия, а также 473 ° C в качестве температуры, при которой происходит эвтектическая реакция.
Моделирование и управление процессами литья оставались предметом активного интереса в течение нескольких десятилетий, и наличие многочисленных программных пакетов (MAGMA [12], Thermo-Calc [13], Pandat [14], FactSage [ 15], Pro-Cast [16], Calphad [17], WinCast [18] и т. Д.) На рынке, что является хорошим показателем интереса, который проявляют литейные предприятия и исследователи к этой области. Большинство данных, используемых в перечисленных выше программных пакетах, основаны на бинарных или многокомпонентных фазовых диаграммах, но, к сожалению, за исключением бинарных диаграмм, многие из тройных фазовых диаграмм или диаграмм более высокого порядка все еще недостаточно точны для этой цели.Принимая во внимание, что большинство двойных систем алюминия и магния очень хорошо изучены, перевод многокомпонентной системы в хорошо известную Al- «квазибинарную» систему имеет большой промышленный и исследовательский потенциал. Этот тип системы может быть использован для расчета нескольких теплофизических параметров и параметров процесса затвердевания многокомпонентных алюминиевых сплавов в условиях литья или обработки расплавом. Чтобы рассчитать различные теплофизические и металлургические параметры затвердевающих алюминиевых литейных сплавов, характерные температуры затвердевания сплавов должны быть известны с максимально возможной степенью точности.
Целью данной статьи является разработка общего метода расчета характеристических температур ликвидуса многокомпонентных алюминиево-кремниевых и магниево-алюминиевых сплавов на основе их известного химического состава. Точность разработанных алгоритмов будет определяться путем сравнения расчетных значений температур ликвидуса с измеренными значениями, полученными с помощью методики термического анализа, как и с расчетными значениями, полученными с помощью программы Thermo-Calc.
2. Моделирование температуры ликвидуса многокомпонентных сплавов Al и Mg
2.1. Разработка алгоритма эквивалентности
На рисунках 3 и 4 показаны несколько фазовых диаграмм выбранных бинарных сплавов алюминия и магния. Из большинства из них видно, что их температуры ликвидуса равномерно уменьшаются с увеличением количества добавляемого легирующего элемента и достигают минимума при соответствующем эвтектическом составе. Математически линия ликвидуса любой эвтектической бинарной диаграммы состояния Al и / или Mg из рисунков 3 и 4 может быть точно выражена полиномом второго порядка следующим образом:
где и — температуры ликвидуса наблюдаемой бинарной системы в ° C, — количество легирующего элемента, мас.%, — температура плавления чистого алюминия / магния, 660 ° C и 650 ° C, соответственно, и, и — полиномиальные коэффициенты.
Следовательно, линия ликвидуса бинарной системы Al-Si может быть выражена, соответственно, следующим образом:
Применяя тот же подход из (1a) и (1b), линия ликвидуса бинарной системы Mg-Al может быть выражена следующим образом: написано как
Визуальный анализ двух линий ликвидуса бинарных систем, эталонного элемента Al и Al-, как показано на рисунке 5, показывает, что «эквивалентный эффект» на температуру ликвидуса алюминиевого сплава может быть получен с помощью «эквивалента». концентрации эталонного элемента и легирующих элементов.
Это означает, что влияние любого легирующего элемента в расплаве алюминия или магния на его температуру ликвидуса может быть выражено как влияние «эквивалентного количества» эталонного элемента, выраженного в мас. %. Кремний в качестве основного легирующего элемента для сплавов серии Al-Si был выбран в качестве контрольного элемента. Также известно, что он оказывает наиболее значительное влияние на литейные свойства сплавов семейства Al-Si (например, текучесть, скрытую теплоту и усадку).
В легких магниевых сплавах алюминий является главным легирующим элементом, главным образом из-за его низкой цены, доступности, низкой плотности и благоприятного воздействия на коррозионные и прочностные свойства.Сплав AZ91 (содержит около 9 мас.% Al и 1 мас.% Zn) является наиболее широко используемым магниевым сплавом, демонстрирующим хорошее сочетание высокой прочности при комнатной температуре, хорошей литейной способности и отличной коррозионной стойкости. Поэтому для магниевых сплавов в качестве контрольного элемента был выбран алюминий.
Разница изотермической концентрации между эталонным элементом (Si или Al) и легирующими элементами может быть математически выражена следующим образом:
Принимая во внимание весь температурный диапазон между температурой плавления чистого эталонного элемента (Si или Al) и соответствующей температуре эвтектики наблюдаемого бинарного сплава (Al-Si или Mg-Al), можно установить следующее соотношение между и концентрацией легирующего элемента:
где — кремниевый эквивалент любого легирующего элемента, выраженный в мас.%, представляет собой эквивалент алюминия для любого легирующего элемента, выраженный в мас.%,,, и являются полиномиальными коэффициентами квадратного уравнения, которые описывают взаимосвязь между или и рассматриваемыми легирующими элементами, по крайней мере, для трех различных температур, и представляет собой концентрацию легирующие элементы в мас.%.
Коэффициенты для конкретных легирующих элементов (, и) из (4a) и (4b) находятся в таблице 1.
Элементы
Коэффициенты для
Коэффициенты для номер
Si
1. 0
0,0
0,0
0,0
0,5111
−0,1458
Al
1,0
0,0
0,0
−0,027
0,0
−0,4161
0,0069
Mg
0,0
0,0258
0,0088
0
0,1227
-0,0002
0,0
-0,4983
0,0047
Ni
0,0
0,5644
-0,0285
−0,0349
Fe
0,0
0,6495
0,0003
0
-0,5695
0,0040
Si EQ и / или для легирующих элементов, а также для некоторых примесных элементов можно определить как сумму отдельных вкладчиков () плюс влияние самого кремния / алюминия и может быть выражено следующим образом:
Характерные температуры ликвидуса для многокомпонентных сплавов серии Al-Si и Mg-Al могут быть рассчитаны с использованием следующих уравнений:
Уравнения (6a) и (6b) действительны для следующих концентраций ключевых элементов (выраженных в мас. %):
Для алюминиевых сплавов,
Для магниевых сплавов,
3. Результаты и обсуждение
Достоверность представленной выше процедуры расчета была определена путем сравнения рассчитанных температур ликвидуса с экспериментально определенными и вычисленными (с использованием программного пакета Thermo-Calc) температурами ликвидуса алюминиевых и магниевых сплавов. Эти сравнения представлены в таблицах 2 и 3.
Число
Химический состав, мас.%
/ ° C
Si
Cu
Mg
Zn
Fe
Mn
Ti
Уравнение (6a)
Thermo-Cal4c
Измерено [Ссылка]
1
7,03
0,01
0,30
0,019
0,08
0,12
614,2 2
6.80
0,04
0,35
0,01
0,08
0,15
615,8
618
615,8 [9]
3
9013 9013 9013 4
9013
609,3
611
609,4 [7]
4
5,80
0,05
623. 1
624
623,1 [20]
5
7,00
0,05
0,51
0,02
0,05
0,01
0,05
0,05
0,05
6
5,75
3,01
0,30
0,04
0,31
0,05
0,07
616,2
614
61612124 7
616,22
10
2,93
0,23
0,04
0,31
0,05
0,17
620,7
621
620,7 [23]
8 7
8 7
9013 0,18
0,03
0,14
613,1
615
613,1 [24]
9
6,91
0,24
0,39
0,15
18
0,03
0,14
613,8
616
613,8 [25]
10
4,85
1,03
0,14
0,01
9013 0,01 9013
0,01
628
626,8 [25]
11
5,01
2,06
0,14
0,01
0,09
0,01
0,06
62213 4
622,8 6
8 [25]
12
4,94
2,98
0,21
0,01
0,07
0,01
0,06
620,0
612
3,85
0,16
0,01
0,09
0,01
0,09
618,3
619
622,4 [25]
14
07
0,14
0,01
0,07
0,01
0,06
622,4
620
619,7 [25]
15
5,91
5,91
15
5,91
5,91
0,01
0,06
618,9
618
618,1 [25]
16
5,82
3,03
0,15
0,01
0,06
01
0,06
614,8
615
617,1 [25]
17
7,13
0,96
0,28
0,01
0,124
0,01
0,124
611,2 [25]
18
7,05
1,98
0,28
0,01
0,13
0,01
0,08
610,3
609
609
. 8 [25]
19
6,95
3,05
0,26
0,01
0,14
0,01
0,08
607,4
607
607,4
607
4,38
0,29
0,01
0,12
0,01
0,09
604,6
603
608,9 [25]
21
09
0,28
0,01
0,14
0,01
0,09
600,7
605
604,5 [25]
22
8,14
0,01
0,08
601,7
602
602,2 [25]
23
8,03
2,96
0,29
0,01
0,14
01
0,09
600,5
599
601,3 [25]
24
7,84
4,31
0,31
0,01
0,14
0,01
0,14
0,14
601,2 [25]
Номер
Сплав
Химический состав, мас. %
/ ° C
Al
Zn
Ca
Mn
Cu
Уравнение (6b)
Thermo-Calc
Измерено [Ссылка]
1
AZC911
603.1
59125
9011 9011 9011 9011 9011
9011
1.63
0,32
623,1
615
625,0 [26]
3
AMC503
5,37
2,89124
6134
2,89124
]
4
AZ62
6,61
1,32
0,24
618,2
610
608,0 [27]
7
0,63
0,21
604,0
601
598,0 [27]
6
AM60
6,50
9013 9015
9013 4
615,0 [28]
7
AZ91
9,70
0,35
0,13
0,10
598,3
596
595. 0 [28]
8
AM50
5,25
0,01
0,37
622,5
622
625,1 [29121
0,35
0,15
0,03
598,2
596
598,0 [18]
10
AM60B
6,51
0,20
0,20
24
0,01
616,0
615
615,0 [18]
11
AM50A
5,41
0,21
0,26
9013
0,26
9013
12
AM20
2,50
0,20
0,33
0,08
638,0
636
638,0 [18]
51
0,20
0,15
0,01
627,0
626
626,0 [18]
незначительные отклонения значений температуры 2 0002 и 3) для доэвтектических литых сплавов алюминия и магния связаны с тем, что взаимодействие между легирующими элементами из расплавов алюминия и магния не принималось во внимание в (6a) и (6b). Аналитический подход в этой работе основан на бинарных системах легирования (рисунки 3 и 4), и никакие другие взаимодействия между тремя или более элементами не были приняты во внимание для методов Si EQ и Al EQ . Допуская эти параметры взаимодействия между как минимум тремя элементами (взятыми из тройных систем) из расплавов алюминия и магния, можно приблизить расчетные значения к измеренным.
На рисунке 6 показан график прогнозируемой температуры ликвидуса для каждого из алюминиевых и магниевых сплавов, представленных в таблицах 2 и 3, в сравнении с их экспериментально определенными аналогами.Измеренные температуры ликвидуса определены экспериментально с использованием методики термического анализа. Согласно имеющимся литературным данным, точность примененного метода термического анализа составляла от ± 0,5 до 1 ° C. Все рассчитанные температуры ликвидуса были вычислены с использованием метода эквивалентности, выраженного в этой работе посредством (6a) и (6b).
Рисунок 6 вместе с таблицей 4 демонстрируют довольно хорошую точность прогнозов, сделанных с помощью процедуры, разработанной в этом исследовании, по сравнению с измеренными температурами ликвидуса, взятыми из литературы и рассчитанными с помощью программного обеспечения Thermo-Calc.
Статистические данные
Алюминиевые сплавы
Магниевые сплавы
Уравнение (6a)
Thermo -121 Equation 9012-Calc121
Thermo-Calc12
0,946
0,928
0,925
0,914
Стандартные отклонения
1,901
2,309
−2. 451
1,777
Среднее значение
0,821
0,563
3,736
3,879
Минимум
−2,700
−2.200 −
−2.200 −
4.400
6.200
2.665
10.000
В таблице 4 показано, что оба подхода (метод эквивалентности и программа Thermo-Calc) используются для расчета температур ликвидуса Al и Сплавы Mg в соответствии с критериями, которые показывают довольно справедливые прогнозы.Статистический анализ показывает, что применение (6a) для расчета температур ликвидуса приводит к более низким стандартным отклонениям и меньшему разбросу (минимальные и максимальные значения) в прогнозах по сравнению с результатами, полученными с помощью программного пакета Thermo-Calc. Что касается сплавов Mg, то при использовании программного обеспечения (6b) или Thermal-Calc статистический анализ показывает почти те же результаты, то есть такую же точность по сравнению с измеренной температурой ликвидуса независимо от применяемых процедур.
Основное преимущество метода эквивалентности было признано в его простоте и прямом применении. Используя химический состав соответствующих алюминиевых и / или магниевых сплавов, их температуры ликвидуса можно рассчитать с использованием известных полиномиальных коэффициентов для Si EQ и Al EQ . В будущем этот метод может быть просто применен к любой многокомпонентной металлической системе, которая удовлетворяет следующим допущениям: (1) Температура плавления контрольного элемента известна и постоянна.(2) Рассматриваемые бинарные системы (эталонный элемент-) являются эвтектическими или перитектическими. (3) Любое добавление легирующих элементов к эталонному элементу снижает температуру ликвидуса до его эвтектической температуры (отрицательный знак перитектического типа реакции необходимо поставить перед соответствующих полиномиальных коэффициентов из (4a) и (4b)). (4) Для многокомпонентных сплавов эквивалентная концентрация контрольного элемента должна рассматриваться как добавочная.
Точность расчетной температуры ликвидуса в предложенных моделях (6a) и (6b) зависит исключительно от точности коэффициентов, с помощью которых соответствующее содержание сплава преобразуется в эквивалентный весовой процент кремния / алюминия.Однако эти коэффициенты выводятся из линий ликвидуса в соответствующих двойных системах, и их надежность тесно связана с точностью, с которой кривые ликвидуса определяются экспериментально и численно аппроксимируются. Поэтому при применении этого метода также наблюдается некоторая неточность. Чтобы исключить этот источник ошибки, потребуется повторное исследование линий ликвидуса на богатых кремнием / алюминием сторонах соответствующих бинарных систем или, что еще лучше, для тройных систем Al-Si- / Mg-Al-.
Модель разработана с использованием бинарных фазовых диаграмм сплавов Al и Mg. Для всех рассмотренных бинарных фазовых диаграмм линии ликвидуса были математически описаны до их соответствующих эвтектических концентраций. Пределы концентрации для ключевых элементов были установлены либо путем использования максимальной концентрации ключевого элемента при температуре эвтектики (для основных легирующих элементов, таких как Si в сплавах Al-Si и Al в сплавах Mg-Al), либо путем установки максимальных концентраций других элементов. второстепенные легирующие элементы, которые можно найти в типичных доэвтектических сплавах Al и Mg [30].Это означает, что теоретически установленные уравнения ликвидуса для сплавов Al и Mg применимы вплоть до эвтектических концентраций любых элементов, присутствующих в этих сплавах. В таблицах 2 и 3 показаны только те сплавы, которые можно найти в доступной литературе с измеренными температурами ликвидуса. Кроме того, более высокие скорости охлаждения, примененные в экспериментальных данных, представленных в таблицах 2 и 3, являются потенциальным источником неточности, которую нельзя игнорировать.
Еще одно преимущество нового метода эквивалентности можно увидеть в его общем применении для расчета температур ликвидуса других сплавов.Возможно, аналогичный подход может быть использован для разработки алгоритма расчета температуры солидуса других легких сплавов.
4. Заключение
В этой статье был разработан новый метод эквивалентности, который позволяет прогнозировать температуры ликвидуса многокомпонентных алюминиевых и магниевых сплавов на основе известных бинарных фазовых диаграмм алюминия и магния. Новый метод эквивалентности выражает количество основных и второстепенных легирующих элементов в расплавах алюминия / магния через «эквивалентное» количество контрольного элемента.Статистический анализ результатов, полученных для широкого диапазона химических составов сплавов, показывает очень хорошую корреляцию между расчетными и экспериментально определенными данными. Недавно разработанный метод может быть применен для расчета других характеристических температур затвердевания цветных и черных многокомпонентных сплавов.
Благодарность
Эта работа финансируется Министерством науки и технического развития Сербии, Projects ON: 172005 и TR: 35023.
Оптимальная температура литья алюминия: условия плавления и разливки
Температура литья алюминия оказывает большое влияние на механические свойства алюминиевого сплава, а также определяет качество литых деталей из алюминия. В статье анализируются два его основных параметра, включая температуру плавления и температуру заливки алюминия в процессе литья в песчаные формы, и определяется оптимальная температура для изготовления деталей из алюминия наилучшего качества.
Являясь одним из третьих по величине элементов на Земле, алюминиевое литье имеет широкий спектр применений как в промышленных, так и в непромышленных областях, от автомобилей, транспорта, строительства, уличной мебели, авиации до кухонных принадлежностей.
Поскольку мир требует высокой точности деталей и меньшего количества дефектов литья, алюминиевые литейные заводы должны тщательно контролировать и тщательно рассчитывать технические проблемы для производства качественных литейных изделий, соответствующих требованиям клиентов.
Литье алюминия определяется как процесс плавления алюминиевых сплавов, заливки расплавленного алюминия в формы и охлаждения. В котором конкретная температура литья алюминия, включая температуру плавления и температуру разливки, является одним из важнейших жизненно важных факторов, прямо или косвенно влияющих на качество конечного алюминиевого литья.
Следовательно, очень важно хорошо знать температуру плавления и разливки алюминиевых сплавов, которые вы хотите плавить и лить.
В этой статье мы поможем вам прояснить эти соображения.
Температура плавления алюминия
Влияние температуры плавления алюминия на качество отливок
Являясь одним из двух температурных параметров литья алюминия, температура плавления оказывает большое влияние на качество литых деталей из алюминия.
Температура плавления жидкого металла должна быть достаточной, не слишком низкой и не слишком высокой для получения наилучшего качества отливки.
Если температура плавления алюминия недостаточна (низкая температура плавления), это может привести к дефектам литья, таким как усадка алюминиевой отливки, поскольку жидкость затвердевает перед тем, как заполнить полость формы.
Напротив, чрезмерная температура плавления алюминия (высокая температура плавления) может вызвать появление горячих трещин в формах и в последнее время образование пористости в деталях отливки.
Следовательно, литейщики должны рассчитывать точный диапазон температур плавления используемого алюминия не только для обеспечения качества исходного материала, но и для последующего расчета надлежащей температуры разливки.
Температура плавления чистого алюминия
Температура плавления металла зависит от его чистоты. Применяется также для указания температуры плавления алюминия.
Как указывается во многих исследованиях, чистый алюминий бывает определенных типов в зависимости от содержания алюминия.
В частности, температура плавления трех видов чистого алюминия показана в таблице 1:
Таблица 1: Температура плавления некоторого чистого алюминия
STT
Тип
% содержания алюминия
Температура плавления ( ° C)
1
Ultrapure алюминий ° C
2
Высокочистый алюминий
99,5%
657 ° C
1
Чистый алюминий
99,0%
643 ° C
Температура плавления Ассортимент алюминиевых сплавов
Поскольку механические характеристики чистого алюминия низкие, алюминиевый материал, используемый для литья, легирован другими элементами, такими как кремний, медь и магний, чтобы повысить его литейную способность, коррозионную стойкость, прочность и механические характеристики для указанных выше применений.
Алюминиевые сплавы входят в серию типов , соответствующих диапазонам сплавов.
Алюминиевые сплавы не переходят в жидкое состояние при определенной температуре плавления, но она бывает в диапазоне температур, который зависит от состава сплава.
Обычно добавление сплавов снижает температуру плавления алюминия. Температура плавления алюминиевого сплава составляет от 463 до 671 ° C (865-1240 ° F).
См. Диапазоны температур плавления некоторых распространенных литейных алюминиевых сплавов, разработанных как система Алюминиевой ассоциации (AA), в таблице 2.
В процессе литья алюминия расплавленный алюминий должен в конечном итоге выливаться в полость формы через литниковую систему и течь, чтобы полностью заполнить все полости и края формы, прежде чем металл замерзнет.
Одним из важнейших параметров, влияющих на этот процесс, является температура разливки (будет проанализирована здесь), а другим — скорость разливки (будет обсуждаться в следующем разделе).
Влияние температуры заливки алюминия на качество отливки
Температура разливки алюминия вместе с температурой плавления представляет собой температурные параметры литья алюминия, которые сильно влияют на механические свойства и литейную способность алюминиевых сплавов.
Как и температура плавления, температура разливки алюминия должна быть достаточной, не слишком большой, не слишком низкой для обеспечения качества отливки.
Добавление слишком высокой температуры разливки может вызвать усадку, заворачивание формы и снизить точность размеров алюминиевых отливок.
С другой стороны, слишком низкая температура разливки алюминия может привести к тому, что полость формы не будет полностью заполнена из-за быстрого затвердевания алюминиевых сплавов, что приведет к дефектам литья и неточности.
Кроме того, было замечено, что поры в алюминиевых отливках образуются из-за абсорбированного водорода. Обеспечивая адекватную температуру разливки алюминиевых сплавов, он помогает уменьшить пористость, создаваемую в процессе литья.
Расчет температуры заливки алюминиевого сплава
Заливка алюминия в песчаную форму
Температура заливки алюминиевого сплава должна быть выше точки плавления.
Добавление дополнительной температуры (перегрева) во время процесса плавления алюминиевого сплава помогает увеличить текучесть, компенсировать тепловые потери до того, как они окажутся в форме полости формы, и снизить скорость отвода тепла от формы.
Было замечено, что оптимальный диапазон температур разливки алюминиевых сплавов составляет от 680 ° C до 750 ° C .
В этом диапазоне производятся литые алюминиевые детали с хорошими механическими свойствами и качеством отливки.
И оптимальная температура разливки алюминиевых сплавов для получения наилучшего качества поверхности алюминиевых отливок должна быть проверена в диапазоне 680–700 ° C.
При более высокой температуре разливки он будет иметь очень грубые поверхности отливки, снизить прочность отливки и улавливать газы, вызывающие дефекты отливки, такие как раковины.
Влияние конструкции пресс-формы на температуру разливки алюминия
Кроме того, на температуру разливки алюминиевых сплавов также частично влияют различные размеры и емкости формы, связанные с толщиной стенки отливки.
Соответственно, более высокая температура заливки применяется для тонкостенных алюминиевых отливок, тогда как более низкая температура заливки обычно используется для толстостенных отливок или твердых деталей.
См. Справочник по литейной практике , Fachverlag Schiele & Schön, Берлин, рекомендуется заливать литые детали с толстыми стенками при температуре 620 ° C, в то время как тонкостенные конструкции следует заливать при температуре до 730 ° C. .
Скорость заливки алюминия
Помимо температуры разливки и плавления, очень необходимо учесть скорость разливки алюминиевых сплавов в , чтобы получить лучшие литые детали.
При разной скорости разливки результаты литья имеют разное совершенство.
Скорость разливки алюминия прямо или косвенно влияет на качество отливки.
Влияние скорости разливки алюминия на качество отливок
Скорость разливки алюминия сильно влияет на качество конечного литья. Требуется заливка с адекватной скоростью для достижения наилучшего результата литья.
Соответственно, если расплавленный алюминий разливать со слишком низкой скоростью, жидкость не заполнит все полости и углы формы из-за отсутствия давления и затвердевания.
Напротив, если скорость разливки слишком высокая, это создаст возможность турбулентности, которая приведет к дефектам литья в алюминиевых литейных изделиях, таких как включения, окалина, газовые отверстия.
Расчет скорости разливки алюминия
Скорость разливки определяется как расход металла в единицу времени.
Скорость разливки алюминия V рассчитывается как расстояние ковша над разливочной чашей за единицу времени разливки металла.
Его формула выражается как: V = H / T
в котором:
V — скорость разливки (см / с)
H — высота ковша над разливочной чашей (см)
T — время разливки расплавленного металла (с)
Оптимальная скорость разливки до алюминиевые сплавы должны соблюдаться в диапазоне 2.2 — 2,8 см / с.
В этом диапазоне скорости разливки твердость, предел прочности и деформации алюминия достигаются с наилучшими характеристиками.
В частности, в диапазоне 2,0 см / с — 2,7 см / с детали окончательной отливки собираются с наилучшей обработкой поверхности. Кроме того, идеальная степень отделки поверхности алюминиевого литья снижается с увеличением скорости.
Влияние формы отливки на скорость разливки алюминия
Плотность алюминиевого литья является важным фактором в процессе разливки, который определяет скорость разливки.
Соответственно, для тонкостенных отливок требуется, чтобы скорость разливки была выше, чем для более толстых отливок, чтобы алюминиевая жидкость не остыла.
Заключение
Было продемонстрировано, что условия плавления и разливки алюминия прямо или косвенно оказывают большое влияние на механические характеристики и качество конечной отливки.
Таким образом, процесс литья алюминиевых деталей потребовал большого количества навыков и опыта литейщиков, чтобы правильно рассчитать соответствующую температуру литья алюминия, чтобы производить высокоточные и точные литые изделия, отвечающие требованиям клиентов.
В приведенном выше материале мы кратко обсудили влияние температуры плавления, температуры разливки и скорости разливки на алюминиевый продукт вместе с оптимальными значениями этих параметров. Надеюсь, это будет полезным справочником для вашей практики литейного производства.
Не стесняйтесь оставлять комментарии, чтобы поделиться своими знаниями о нашем обсуждении. Мы приветствуем любой вклад доброй воли и обмен мнениями.
Номер ссылки
Агер П., Иорзор А., Оботу GM.Поведение отливок из алюминиевых сплавов при различных температурах и скоростях разливки. Дискавери , 2014, 22 (74), 62-71.
Подробнее о Сравнение различных методов литья алюминия
Что-то странное происходит с температурой плавления металла под давлением
Поделиться Артикул
Вы можете поделиться этой статьей с указанием авторства 4.0 Международная лицензия.
Новое исследование предполагает, что с температурой плавления металлов под чрезвычайно высоким давлением происходит нечто неожиданное.
Вообще говоря, температура плавления металла имеет тенденцию повышаться с давлением, говорит Аксель ван де Валле, профессор инженерной школы Университета Брауна, который руководил новым исследованием. Но появляется все больше свидетельств того, что у щелочных металлов (группа, которая включает натрий и литий) температура плавления фактически начинает снижаться выше определенного критического давления, и это явление называется возвратным плавлением.
Новое исследование показывает, что возвратное плавление, вероятно, выходит далеко за рамки щелочной группы.
«В этой статье мы показываем, что возвратное плавление на самом деле является особенностью многих — и, возможно, большинства — металлических элементов», — говорит ван де Валле. «Эти результаты удивительны, потому что снижение температуры плавления с давлением означает, что жидкость становится более плотной, чем твердое тело. Это явление хорошо известно в случае воды, но не было предсказано для плотных металлов.”
В исследовании, опубликованном в Physical Review B, , исследователи использовали квантово-механические вычислительные методы для моделирования поведения атомов в металле при различных температурах и давлениях. Расчеты показали, что для щелочных металлов, таких как натрий, возвратное плавление начинает происходить при давлении около 30 гигапаскалей (примерно в 300 000 раз больше атмосферного давления Земли).
Но исследование также впервые показало, что другой металл теоретически может подвергаться возвратному плавлению при экстремальных давлениях.Магний, например, подвергнется возвратному плавлению при температуре около 300 гигапаскалей. Для алюминия давление около 3500 гигапаскалей вызовет возвратный нагрев.
Удивительно, что даже относительно плотные металлы могут иметь жидкую фазу более плотную, чем твердая.
«Металлические элементы обычно имеют настолько плотно упакованную структуру, что кажется невозможным, чтобы жидкая фаза была более плотной, чем твердая — до тех пор, пока эти плотности не будут вычислены», — говорит Цицзюнь Хун, научный сотрудник Brown.
По словам исследователей, в настоящее время на Земле нет возможности достичь экстремальных давлений, которые вызывают возвратное нагревание в любых металлах, помимо щелочей. Но результаты могут иметь значение для понимания состава больших экзопланет — планет за пределами нашей солнечной системы.
«Это увеличивает вероятность того, что внутреннего давления больших планет может быть достаточно, чтобы вызвать возвратное плавление», — говорит ван де Валле. «Это означает, что их ядра будут состоять из слоев в последовательности жидкость-твердое тело-жидкость, а не из более распространенной последовательности жидкость-твердое тело.”
Исследование финансировалось Национальным научным фондом и Управлением военно-морских исследований.
Источник: Университет Брауна
Влияние температуры и адсорбции кислорода на поверхностное натяжение жидких металлов
1.
Кин, Б. Дж. Обзор данных по поверхностному натяжению чистых металлов. Внутр. Матер. Ред. 38 , 157–92, https://doi.org/10.1179/imr.1993.38.4.157 (1993).
CAS
Статья
Google Scholar
2.
Goumiri, L. & Joud, J. C. Исследование жидкой системы алюминий-олово методом оже-спектроскопии. Acta Metall. 30 , 1397–405, https://doi.org/10.1016/0001-6160(82)
-2 (1982).
CAS
Статья
Google Scholar
3.
Гарсия-Кордовилла, К., Луис, Э. и Пэмис, А. Поверхностное натяжение жидкого чистого алюминия и алюминиево-магниевого сплава. Журнал материаловедения 21 , 2787–2792, https: // doi.орг / 10.1007 / BF00551490 (1986).
ADS
CAS
Статья
Google Scholar
4.
Гериби, А. Э., де Рош, М. В. и Шартран, П. Моделирование поверхностного натяжения жидких металлов как функции содержания кислорода. Журнал некристаллических твердых тел 505 , 154–161, http://www.sciencedirect.com/science/article/pii/S0022309318305842, https://doi.org/10.1016/j.jnoncrysol.2018.10. 006 (2019).
5.
Козакевич П. Поверхностная активность в растворах жидких металлов. SCI (Soc. Chem. Ind., Лондон) Monogr. № 28 , 223–45 (1968).
CAS
Google Scholar
6.
Одзава С., Нисимура М. и Курибаяши К. Поверхностное натяжение расплавленного серебра с учетом адсорбции кислорода, измеренной с помощью электромагнитной левитации. Международный журнал науки и приложений в области микрогравитации 33 , 3303010–330316, http: // www.jasma.info/journal/?report=surface-tension-of-molten-silver-in-consideration-of-oxygen-adsorption-measured-by-electromagnetic-levitation, https://doi.org/10.15011/jasma.33.330310 (2016).
7.
Haynes, W. CRC Handbook of Chemistry and Physics . (CRC Press, 2016).
8.
Эгри И., Риччи Э., Новакович Р. и Озава С. Поверхностное натяжение жидких металлов и сплавов — последние разработки. Достижения в области науки о коллоидах и интерфейсах 159 , 198–212, http: // www.sciencedirect.com/science/article/pii/S0001868610001223, https://doi.org/10.1016/j.cis.2010.06.009 (2010).
9.
Иида Т. и Гатри Р. И. Физические свойства жидких металлов. Clarendon Press, Walton Street, Oxford OX 2 6 DP, UK, 1988 (1988).
10.
Брилло Дж. Теплофизические свойства многокомпонентных жидких сплавов . (Walter de Gruyter GmbH & Co KG, 2016).
11.
Гуггенхайм, Э.А. Термодинамика: передовые методы лечения химиков и физиков.6-е изд. . (Издательство Северной Голландии, 1977).
12.
Скапски А.С. Температурный коэффициент поверхностного натяжения жидких металлов. Журнал химической физики 16 , 386–389, https://doi.org/10.1063/1.1746896 (1948).
ADS
CAS
Статья
Google Scholar
13.
Скапски А.С. Поверхностное натяжение жидких металлов. Журнал химической физики 16 , 389–393, https: // doi.org / 10.1063 / 1.1746898 (1948).
ADS
CAS
Статья
Google Scholar
14.
Гериби, А. Э. Формулировка теплового объема в соответствии с концепцией теплового давления Свенсона. Физика Земли и планетных недр 177 , 59–64, http://www.sciencedirect.com/science/article/pii/S0031
Хардер, Дж.М., Силберт, М., Йокояма, И. и Янг, У. Х. Коэффициенты теплового давления и теплоемкости простых жидких металлов. Journal of Physics F: Metal Physics 9 , 1005 http://stacks.iop.org/0305-4608/9/i=6/a=007 (1979).
ADS
CAS
Статья
Google Scholar
16.
Танака Т. и Иида Т. Применение термодинамической базы данных для расчета поверхностного натяжения жидких сплавов на основе железа. Steel Research 65 , 21–28, https://doi.org/10.1002/srin.199400921.
17.
Васеда Ю. Строение жидких переходных металлов и их сплавов. Inst. Phys. Конф. Сер. 30 , 230–40 (1976).
CAS
Google Scholar
18.
Тао Д. П. Прогноз координационных чисел жидких металлов. Операции с металлургией и материалами A 36 , 3495–3497, https: // doi.org / 10.1007 / s11661-005-0023-5 (2005).
Артикул
Google Scholar
19.
Каптай Г. Единая модель когезионной энтальпии, критической температуры, поверхностного натяжения и объемного коэффициента теплового расширения жидких металлов кристаллов с ОЦК, ГЦК и ГПУ. Материаловедение и инженерия: A 495 , 19–26, http://www.sciencedirect.com/science/article/pii/S09308001287, Пятая международная конференция по высокотемпературной капиллярности HTC-2007, Аликанте, Испания (2008 г.) ).
20.
Ориани Р. А. Поверхностное натяжение жидких металлов и избыточная энергия связи поверхностных атомов. Журнал химической физики 18 , 575–578, https://doi.org/10.1063/1.1747704 (1950).
ADS
CAS
Статья
Google Scholar
21.
Алкок, К. Б., Белфорд, Т. Н. Термодинамика и растворимость кислорода в жидких металлах из ЭДС. измерения с участием твердых электролитов.часть 1. — свинец. Trans. Faraday Soc. 60 , 822–835, https://doi.org/10.1039/TF9646000822 (1964).
CAS
Статья
Google Scholar
22.
Рой П. и Бугби Б. Э. Электрохимический датчик кислорода для измерения содержания кислорода в жидком натрии. Nuclear Technology 39 , 216–218, https://doi.org/10.13182/NT78-A32081 (1978).
CAS
Статья
Google Scholar
23.
Коэффициент диффузии, активность и растворимость кислорода в жидком свинце и эвтектическом сплаве свинец – висмут электрохимическими методами. Journal of Nuclear Materials 349 , 133–149, http://www.sciencedirect.com/science/article/pii/S0022311505005003, https://doi.org/10.1016/j.jnucmat.2005.10.006 ( 2006 г.).
24.
Блэрс С. Скорость звука жидких металлов и металлоидов при температуре плавления. Phys. Chem. Liq. 45 , 399–407, https: // doi.орг / 10.1080 / 0031
01272084 (2007).
CAS
Статья
Google Scholar
25.
Бейл, К. и др. . Термохимическое программное обеспечение и базы данных Factsage, 2010–2016 гг. Calphad 54 , 35–53, http://www.sciencedirect.com/science/article/pii/S03645300694, https://doi.org/10.1016/j.calphad.2016.05.002 (2016).
26.
Миллс, К. и Су, Ю. С. Обзор данных о поверхностном натяжении металлических элементов и сплавов: Часть 1, чистые металлы. Международные обзоры материалов 51 , 329–351, https://doi.org/10.1179/174328006X102510 (2006).
CAS
Статья
Google Scholar
27.
Mills, K. C. Рекомендуемые значения теплофизических свойств для выбранных коммерческих сплавов . (Издательство Woodhead, 2002).
28.
Чакон, Э., Флорес, Ф. и Нэваскес, Г. Теория поверхностного натяжения жидкого металла. Journal of Physics F: Metal Physics 14 , 1587, http: // stacks.iop.org/0305-4608/14/i=7/a=009 (1984).
29.
Пэмиес, А., Гарсия Кордовилла, К. и Луис, Э. Измерение поверхностного натяжения жидкого алюминия с помощью метода максимального давления пузырька: эффект поверхностного окисления. Scr. Металл. 18 , 869–72, https://doi.org/10.1016/0036-9748(84)
-5 (1984).
CAS
Статья
Google Scholar
30.
Сараванан, Р. А., Молина, Дж.М., Нарцисо, Дж., Гарсия-Кордовилла, К. и Луис, Э. Влияние азота на поверхностное натяжение чистого алюминия при высоких температурах. Scr. Матер. 44 , 965–970, https://doi.org/10.1016/S1359-6462(00)00688-6 (2001).
CAS
Статья
Google Scholar
31.
Энсон, Дж. П., Дрю, Р. А. Л. и Грузлески, Дж. Э. Поверхностное натяжение расплавленного алюминия и сплава Al-Si-MG в вакууме и в атмосфере водорода. Металл. Матер. Пер. B 30B , 1027–1032, https://doi.org/10.1007/s11663-999-0108-4 (1999).
ADS
CAS
Статья
Google Scholar
32.
Roach, S.J., Henein, H. & Owens, D.C. Новый метод динамического измерения поверхностного натяжения, вязкости и плотности расплавленных металлов. Light Met. (Варрендейл, Пенсильвания, США) 1285–1291 (2001).
33.
Gheribi, A. et al. .Расчет оптимальных условий для проектирования сплавов и процессов с использованием термодинамических баз данных и баз данных свойств, программного обеспечения для обработки фактов и адаптивного алгоритма прямого поиска. Calphad 36 , 135–143, http://www.sciencedirect.com/science/article/pii/S03645
Gheribi, A. E., Digabel, S. L., Audet, C. & Chartrand, P. Определение оптимальных условий для конструкции сплава на основе магния с использованием адаптивного алгоритма прямого поиска сетки. Thermochimica Acta 559 , 107–110, http://www.sciencedirect.com/science/article/pii/S0040603113000816, https://doi.org/10.1016/j.tca.2013.02.004 (2013) .
35.
Gheribi, A.E. et al. . Использование биобъективного алгоритма прямого поиска при проектировании процессов материаловедения. Оптимизация и проектирование 17 , 27–45, https://doi.org/10.1007/s11081-015-9301-2 (2016).
MathSciNet
Статья
МАТЕМАТИКА
Google Scholar
36.
Гериби, А. Э. и Чартран, П. Теплопроводность смесей расплавленных солей: теоретическая модель, подтвержденная симуляциями равновесной молекулярной динамики. Журнал химической физики 144 , https://doi.org/10.1063/1.4942197(2016).
37.
Гериби, А. Э., Саланн, М. и Шартран, П. Свойства теплопереноса твердых растворов галогенидов: эксперименты против равновесной молекулярной динамики. Журнал химической физики 142 , https: // doi.org / 10.1063 / 1.44 (2015).
38.
Гериби, А. Э., Сейфитокалдани, А., Ву, П. и Чартранд, П. Метод ab initio для прогнозирования свойств теплопереноса решетки оксидных систем: пример li2o и k2o. Журнал прикладной физики 118 , https://doi.org/10.1063/1.4932643 (2015).
39.
Сейфитокалдани А. и Гериби А. Е. Термодинамический самосогласованный метод прогнозирования теплофизических свойств ионных оксидов. Вычислительное материаловедение 108 , Часть A, 17–26, http://www.sciencedirect.com/science/article/pii/S0927025615003626, https://doi.org/10.1016/j.commatsci.2015.06. 003 (2015).
40.
Сейфитокалдани А., Гериби А. Э., Долле М. и Чартранд П. Теплофизические свойства нитридов титана и ванадия: термодинамически самосогласованный подход в сочетании с теорией функционала плотности. Журнал сплавов и соединений 662 , 240–251, http: // www.sciencedirect.com/science/article/pii/S0925838815318107, https://doi.org/10.1016/j.jallcom.2015.12.013 (2016).
41.
Гериби, А. Исследование молекулярной динамики стабильного и недостаточно охлажденного жидкого циркония на основе среднего межатомного потенциала. Химия и физика материалов 116 , 489–496, https://doi.org/10.1016/j.matchemphys.2009.04.020 (2009).
CAS
Статья
Google Scholar
42.
Харви, Дж. П., Гериби, А. Э. и Чартран, П. Точное определение энергии Гиббса расплавов Cu-Zr с использованием метода термодинамического интегрирования в моделировании Монте-Карло. Журнал химической физики 135 , 084502, https://doi.org/10.1063/1.3624530 (2011).
ADS
CAS
Статья
PubMed
Google Scholar
43.
Харви, Дж. П., Гериби, А. Э. и Чартранд, П. Термодинамическое интегрирование на основе классического атомистического моделирования для определения энергии Гиббса конденсированных фаз: Расчет системы алюминий-цирконий. Phys. Ред. B 86 , 224202, https://doi.org/10.1103/PhysRevB.86.224202. (2012).
ADS
Статья
Google Scholar
44.
Левин Е.С., Аюшина Г.Д., Гельд П.В. Политермы плотности и поверхностной энергии жидкого алюминия. Теплофиз. Выс. Темп. 6 , 432–5 (1968).
CAS
Google Scholar
45.
Яценко, С.П., Кононенко В. И., Сухман А. Л. Температурная зависимость поверхностного натяжения и плотности олова, индия, алюминия и галлия. Теплофиз. Выс. Темп. 10 , 66–71 (1972).
CAS
Google Scholar
46.
Брилло, Дж. И Колланд, Г. Поверхностное натяжение жидких бинарных сплавов алюминия и алюминия. J. Mater. Sci. 51 , 4888–4901, https://doi.org/10.1007/s10853-016-9794-x (2016).
ADS
CAS
Статья
Google Scholar
47.
Лати П., Джоуд Дж. К., Дере П. и Ланг Г. Поверхностное натяжение жидких медно-алюминиевых сплавов. Surf. Sci. 69 , 508–20 (1977).
ADS
CAS
Статья
Google Scholar
48.
Сомол В., Франц Ф. и Кубичек Л. Поверхностное натяжение алюминиево-кремниевых сплавов. Kovove Mater. 23 , 223–7 (1985).
CAS
Google Scholar
49.
Сару-Каниан В., Милло Ф. и Риффлет Дж. С. Поверхностное натяжение и плотность бескислородного жидкого алюминия при высокой температуре. Внутр. J. Thermophys. 24 , 277–286 (2003).
CAS
Статья
Google Scholar
50.
Ротвелл, Э. Точное определение вязкости жидких олова, свинца, висмута и алюминия абсолютным методом. J. Inst. Встретил. 90 , 389–94 (1962).
CAS
Google Scholar
51.
Орквасов Т.А., Понежев М.К., Созаев В.А., Шидов К.Т. Исследование температурной зависимости поверхностного натяжения алюминиевых сплавов. High Temp. (Пер. Теплофизика. Выс. Темп.) 34 (1996), 490–492.
Ибрагимов К.И., Алчагиров Б.Б., Таова Т.М., Чочаева А.М., Хоконов К.Б. Поверхностное натяжение алюминия и его сплавов с индием и оловом. Trans. JWRI 30 , 323–327 (2001).
CAS
Google Scholar
54.
Биан М., Чен К. и Ван Дж. Плотность, поверхностное натяжение, смачиваемость и энергия сцепления жидкого алюминия и алюминиево-редкоземельных сплавов на поверхности нитрида бора (bn). Цзиньшу Сюэбао 24 , B139 – B141 (1988).
CAS
Google Scholar
55.
Беранек М., Себкова Дж. И Сомол В. Поверхностное натяжение жидкого алюминия-цинка. Сб. Выс. Sk. Chem.-Technol. Празе, Анорг. Chem. Technol. B27 , 153–73 (1982).
CAS
Google Scholar
56.
Assael, M. J. et al. . Справочные данные по плотности и вязкости жидких кадмия, кобальта, галлия, индия, ртути, кремния, таллия и цинка. J. Phys. Chem. Ref. Данные 41 , 033101 / 1–033101 / 16, https://doi.org/10.1063/1.4729873 (2012).
ADS
CAS
Статья
Google Scholar
57.
Ассаэль, М. Дж. и др. . Справочные данные по плотности и вязкости жидкой сурьмы, висмута, свинца, никеля и серебра. High Temp. — Высокое давление 41 , 161–184 (2012).
CAS
Google Scholar
58.
Assael, M. J. et al. . Справочные данные по плотности и вязкости жидкого алюминия и жидкого железа. J. Phys. Chem. Ref. Данные 35 , 285–300, https: // doi.org / 10.1063 / 1.2149380 (2006).
ADS
CAS
Статья
Google Scholar
59.
Assael, M. J. et al. . Справочные данные по плотности и вязкости жидкой меди и жидкого олова. J. Phys. Chem. Ref. Данные 39 , 033105 / 1–033105 / 8, https://doi.org/10.1063/1.3467496 (2010).
ADS
CAS
Статья
Google Scholar
60.
Наш, П. М. и Стейнеманн, С. Г. Плотность и тепловое расширение расплавов марганца, железа, никеля, меди, алюминия и олова с помощью метода ослабления гамма-излучения. Phys. Chem. Liq. 29 , 43–58, https://doi.org/10.1080/0031
08030263 (1995).
CAS
Статья
Google Scholar
61.
Хуанг, Х., Тогава, С., Чунг, С.-И., Терашима, К., Кимура, С. Поверхностное натяжение си-расплава: влияние парциального давления кислорода. J. Cryst. Рост 156 , 52–8, https://doi.org/10.1016/0022-0248(95)00207-3 (1995).
ADS
CAS
Статья
Google Scholar
62.
Кин, Б. Дж., Миллс, К. К. и Брукс, Р. Ф. Свойства поверхности жидких металлов и их влияние на свариваемость. Mater. Sci. Technol. 1 , 568–71, https://doi.org/10.1179/0267083857
495 (1985).
CAS
Статья
Google Scholar
63.
Ли, Х. К., Фроберг, М. Г. и Хайра, Дж. П. Измерение поверхностного натяжения тройной системы жидкое железо-никель-сера с использованием метода электромагнитных колеблющихся капель. ISIJ Int. 33 , 833–8, https://doi.org/10.2355/isijinternational.33.833 (1993).
CAS
Статья
Google Scholar
64.
Оунби П. Д. и Лю Дж. Поверхностная энергия жидкой меди и монокристаллического сапфира и поведение меди при смачивании сапфира. J. Adhes. Sci. Technol. 2 , 255–69, https://doi.org/10.1163/156856188X00264 (1988).
CAS
Статья
Google Scholar
65.
Tanaka, T., Nakamoto, M., Oguni, R., Lee, J. & Hara, S. Измерение поверхностного натяжения жидких ga, bi, sn, in и pb с помощью стесненной капли метод. Z. Metallkd. 95 , 818–822, https://doi.org/10.3139/146.018027 (2004).
CAS
Статья
Google Scholar
66.
Касама А., Иида Т. и Морита З. Температурная зависимость поверхностного натяжения чистых жидких металлов. Nippon Kinzoku Gakkaishi 40 , 1030–8 (1976).
CAS
Google Scholar
67.
Eichel, R.-A. И Эгри, И. Поверхностное натяжение и поверхностная сегрегация жидких сплавов кобальт-железо и кобальт-медь. Z. Metallkd. 90 , 371–375 (1999).
CAS
Google Scholar
68.
Матуяма Ю. Поверхностное натяжение расплавленных металлов и сплавов. Sci. Представитель Tohoku Imp. Ун-т, сер. 4 16 , 555–62 (1927).
CAS
Google Scholar
69.
Аббашиан Г. Дж. Поверхностное натяжение жидкого галлия. J. Менее распространенный Met. 40 , 329–33, https://doi.org/10.1016/0022-5088(75)
-6 (1975).
CAS
Статья
Google Scholar
70.
Найдич Ю.В., Перевертайло В.М., Обущак Л.П. Плотность и поверхностное натяжение сплавов золото-кремний и золото-германий. Порошк. Металл . 73–5 (1975).
71.
Осико Т. П., Алчагиров Б. Б. Поверхностное натяжение бинарных расплавов щелочных металлов. сплавы рубидия с натрием, цезием и калием. Теплофиз. Выс. Темп. 25 , 609–11 (1987).
CAS
Google Scholar
72.
Безукладникова Л. Л., Кононенко В. И., Торокин В. В. Плотность и поверхностное натяжение жидких лантана, церия и празеодима. Теплофиз. Выс. Температура . 27 (1989).
73.
Пойндекстер, Ф. Э. и Кернаган, М. Поверхностное натяжение натрия. Phys. Ред. 33 , 837–50, https://doi.org/10.1103/PhysRev.33.837 (1929).
ADS
CAS
Статья
Google Scholar
74.
Мелфорд, Д. А. и Хоар, Т. П. Определение поверхностного натяжения расплавов свинца, олова и индия улучшенным капиллярным методом. J. Inst. Металлы 85 , 197–205, Бумага № 1742 (1957).
75.
Wessing, J. J. & Brillo, J. Плотность, молярный объем и поверхностное натяжение жидкости al-ti. Металл. Матер. Пер. A 48 , 868–882, https://doi.org/10.1007/s11661-016-3886-8 (2017).
CAS
Статья
Google Scholar
76.
Сомол В. и Беранек М. Поверхностное натяжение расплавов свинцово-сурьмяных и свинцово-висмутовых сплавов. Сб. Выс. Sk. Chem.-Technol. Празе, Анорг. Chem. Technol. B30 , 199–206 (1984).
CAS
Google Scholar
Важность температуры плавления и плотности при литье металлов
Процессы литья металлов
Два наиболее важных процесса в литье металлов — это регулирование температуры в соответствии с температурой плавления металлов и заливка металла мотеля в форму. .Точка плавления относится к температуре, необходимой для плавления твердого металла; это тот, который варьируется от одного металла к другому. Например, температура плавления латуни не такая, как у алюминия. При литье металла температура зависит от типа металла и плотности, необходимой для отливки, которая получается путем разливки расплавленного металла таким образом, чтобы он затвердел и принял заданную форму.
Температура плавления алюминия составляет 660 градусов Цельсия. Однако, если металл, используемый в процессе литья, имеет более высокую температуру плавления, чем эта, литейные заводы используют определенные механизмы для регулирования температуры.Если для литья металла используется печь, часто для этого используют пирометр и терморегуляторы в плавильной печи. При заливке металла мотеля в форму важно поддерживать постоянный уровень температуры, чтобы убедиться, что он соответствует требуемым стандартам качества или спецификациям конечного продукта.
Если расплавленный металл будет чрезмерно горячим при разливке, это изменит физические и химические свойства отливки. С другой стороны, если он слишком низкий, то это может повлиять на поток металла в полость штампа или его текучесть к некоторым внутренним полостям отливки.Таким образом, литейщики контролируют эту температуру, чтобы гарантировать целостность детали.
Плотность отливки — еще один важный аспект, который следует учитывать на ранних стадиях литья металла. Для получения тонкой отливки важно быстро заливать расплавленный металл, в отличие от более толстой отливки. Логика для этого почти такая же: избегать охлаждения расплавленного металла таким образом, чтобы это повлияло на текучесть.
Напротив, если металл разливается быстрее, чем требуется скорость, это может вызвать турбулентный поток в нижнем литнике или некоторых других разделительных системах, которые заполняют расплавленный металл в кристаллизаторе.Это может вызвать нежелательные дефекты отливки. Чтобы этого избежать, литейщики должны обладать опытом определения точной температуры и правильной скорости разливки, необходимой для каждой отливки.

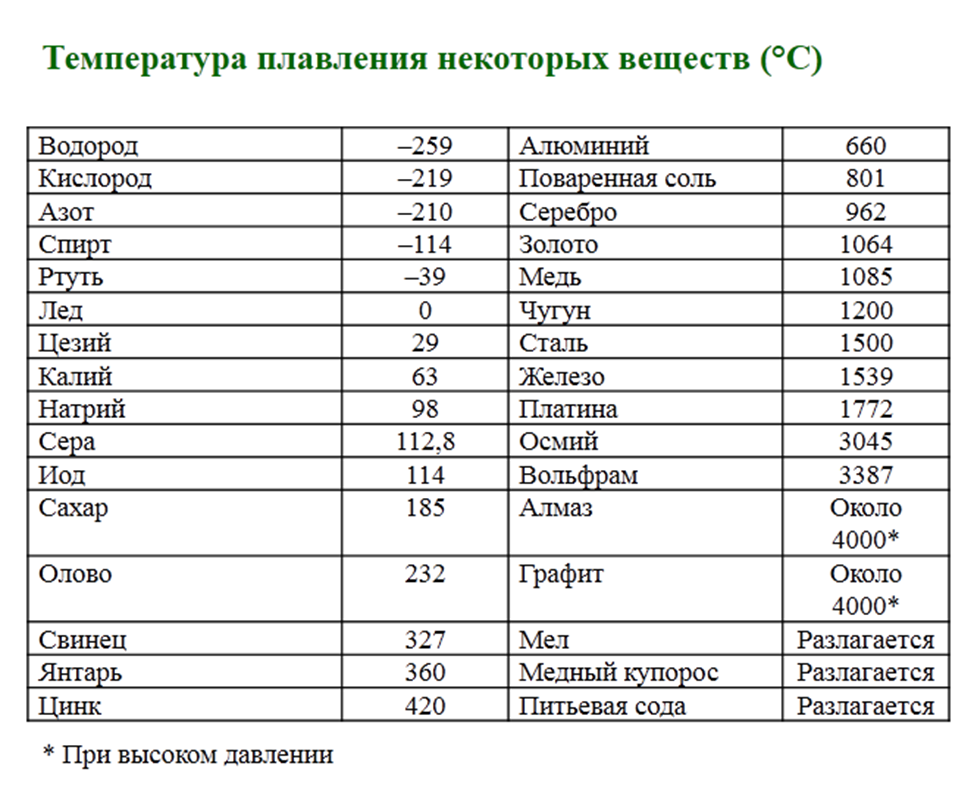 Функцию управления со стороны воздушного тракта выполняет привод IC с дроссельной заслонкой BVA. В газовом тракте рекомендуется использовать компактную и надежную серию ValVario: VAS – для использования в качестве электромагнитного клапана и VAG – для контроля соотношения газ/ воздух.
Функцию управления со стороны воздушного тракта выполняет привод IC с дроссельной заслонкой BVA. В газовом тракте рекомендуется использовать компактную и надежную серию ValVario: VAS – для использования в качестве электромагнитного клапана и VAG – для контроля соотношения газ/ воздух. J. Non-Ferr. Met. 2015. Vol. 56. No. 2. P. 171—176.
J. Non-Ferr. Met. 2015. Vol. 56. No. 2. P. 171—176. 424—428.
424—428.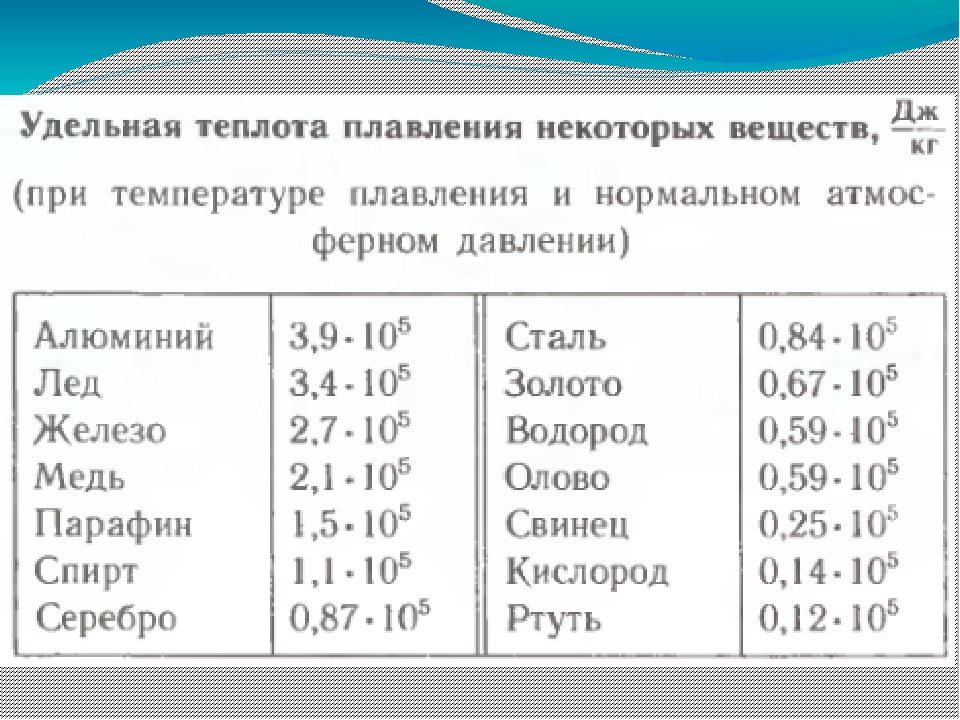 Griffiths W.D., Davies P.J. The permeability of Lost Foam pattern coatings for Al alloy castings // J. Mater. Sci. 2008. Vol. 43. No. 16. Р. 5441—5447.
Griffiths W.D., Davies P.J. The permeability of Lost Foam pattern coatings for Al alloy castings // J. Mater. Sci. 2008. Vol. 43. No. 16. Р. 5441—5447. Румянцева Г.А., Немененок Б.М., Задруцкий С.П., Муравицкий А.М. Повышение экологической безопасности силуминов за счет использования низкотоксич-ных флюсов и препаратов // Литье и металлургия. 2010. No. 4 (58). С. 77—82.
Румянцева Г.А., Немененок Б.М., Задруцкий С.П., Муравицкий А.М. Повышение экологической безопасности силуминов за счет использования низкотоксич-ных флюсов и препаратов // Литье и металлургия. 2010. No. 4 (58). С. 77—82.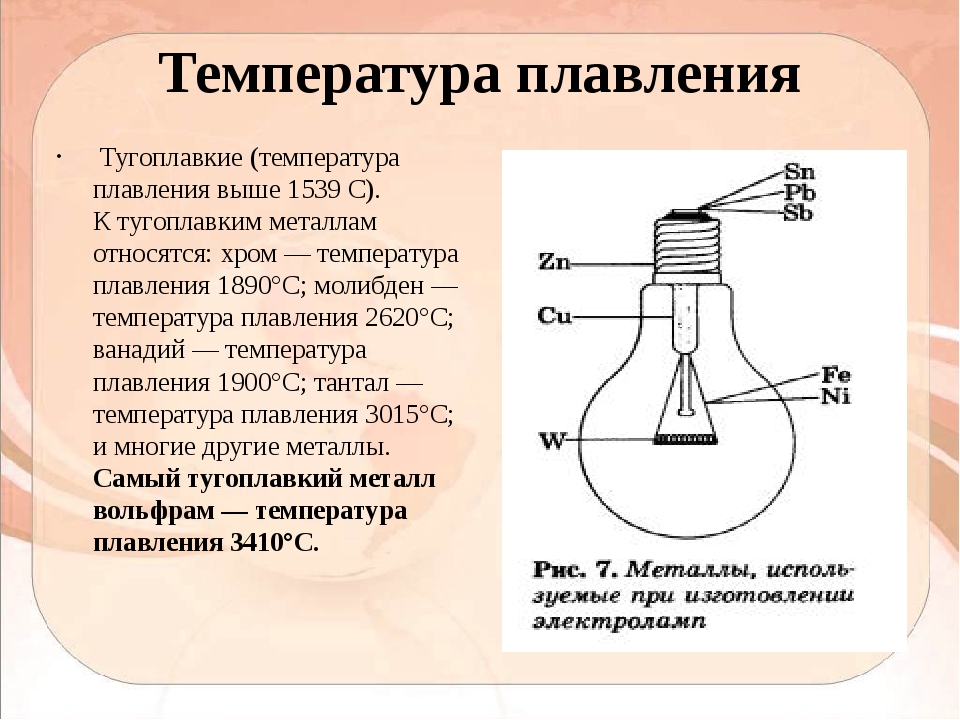 Ivanov Y.F., Alsaraeva K.V., Gromov V.E., Popova N.A., Konovalov S.V. Fatigue life of silumin treated with a high-intensity pulsed electron beam // J. Surf. Invest. X-ray, Synchrotron and Neutron Techniques. 2015. Vol. 9. Iss. 5. P. 1056—1059.
Ivanov Y.F., Alsaraeva K.V., Gromov V.E., Popova N.A., Konovalov S.V. Fatigue life of silumin treated with a high-intensity pulsed electron beam // J. Surf. Invest. X-ray, Synchrotron and Neutron Techniques. 2015. Vol. 9. Iss. 5. P. 1056—1059. Такой способ нашли француз П. Эруо и американец Ч. Хол. Они выяснили, что глинозем очень хорошо растворяется в расплавленном криолите. Данный расплав и подвергают электролизу при температуре около 960 градусов на производствах. Запасы криолита на земле незначительны, поэтому изобретен синтетический криолит, и существенно удешевилось производство технологического алюминия.
Такой способ нашли француз П. Эруо и американец Ч. Хол. Они выяснили, что глинозем очень хорошо растворяется в расплавленном криолите. Данный расплав и подвергают электролизу при температуре около 960 градусов на производствах. Запасы криолита на земле незначительны, поэтому изобретен синтетический криолит, и существенно удешевилось производство технологического алюминия. На основе данных о составе исследованных образцов установлено, что понижение температуры плавления связано с формированием эвтектической системы Al-Fe с примесями железа (0,1…0,3 мас. %). Уменьшение удельной энтальпии плавления с увеличением дисперсности порошков Al обусловлено понижением доли металлической составляющей в субмикронных и наночастицах за счет влияния поверхностных оксидно-гидроксидных пленок.
На основе данных о составе исследованных образцов установлено, что понижение температуры плавления связано с формированием эвтектической системы Al-Fe с примесями железа (0,1…0,3 мас. %). Уменьшение удельной энтальпии плавления с увеличением дисперсности порошков Al обусловлено понижением доли металлической составляющей в субмикронных и наночастицах за счет влияния поверхностных оксидно-гидроксидных пленок.
 5 кДж/моль (эВ)
5 кДж/моль (эВ)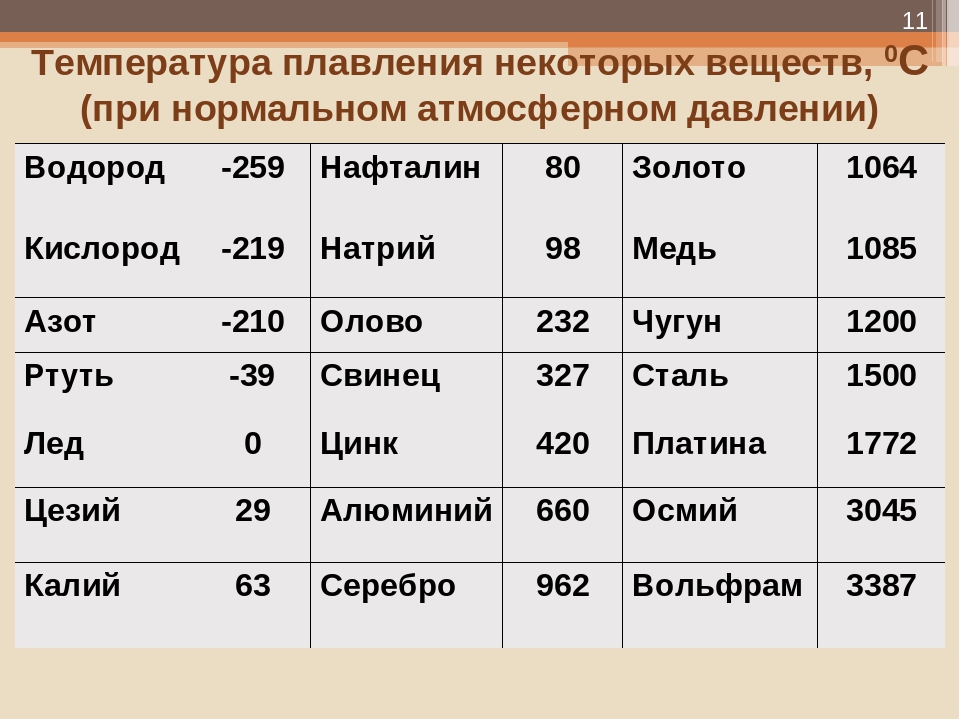 Это связано с программой Ленина по электрификации страны и постройкой первой ГЭС на Волхове. Мировыми лидерами по производству алюминия являются: КНР, Россия, Канада, США, Австралия, Бразилия, Индия и другие.
Это связано с программой Ленина по электрификации страны и постройкой первой ГЭС на Волхове. Мировыми лидерами по производству алюминия являются: КНР, Россия, Канада, США, Австралия, Бразилия, Индия и другие.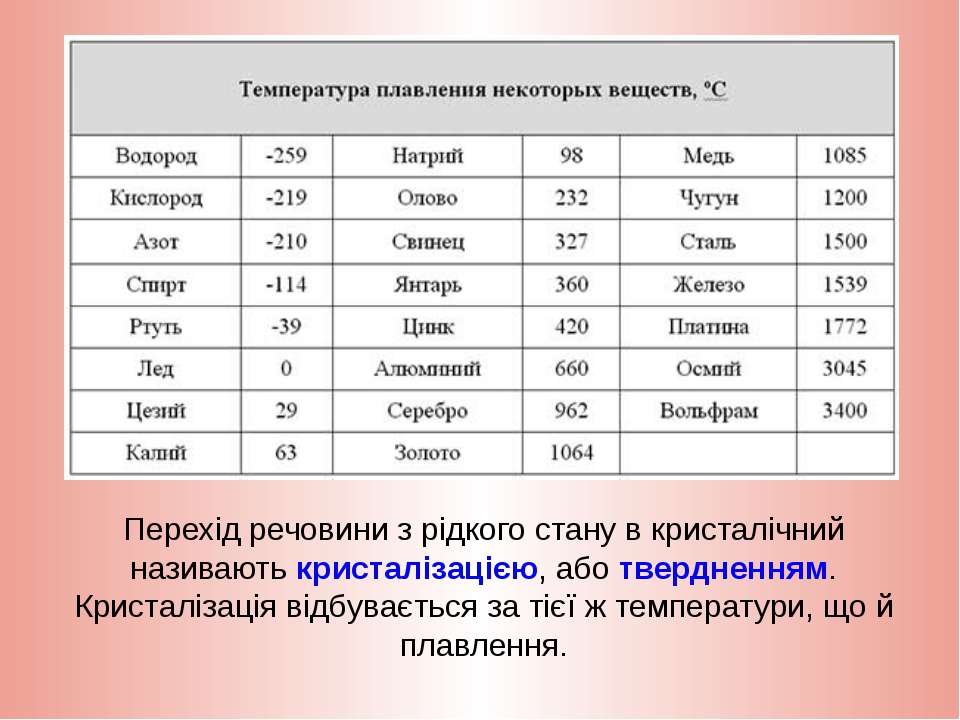 Бокситы выщелачивают при температуре около 240°C в трубчатых или круглых автоклавах в растворе щелочи, в результате чего образуется красный шлам с содержанием оксидов железа и титана и нерастворимых остатков алюмината натрия и силиката натрия. Температуру понижают до 100°C с добавлением раствора щелочи. Промывкой алюминатного раствора и шлама в сгустителях шлам и раствор разделяют. Шлам оседает, а раствор фильтруют. Фильтрованный раствор переливают в ёмкости с мешалками и понижают его температуры до 60°C. В результате перемешивания и процесса кристаллизации образуется гидроокись алюминия Al(OH). С помощью гидроциклонов и вакуумных 60% Al(OH) выпадает в осадок, часть гидроокиси возвращают для последующих операций, остаток также идёт на выщелачивание. Полученную гидроокись обезвоживают во вращающихся трубчатых печах и при температуре 1150-1300оС и получают глинозём с содержанием 30-50% α-Al2O3 (корунд) и γ-Al2O3.
Бокситы выщелачивают при температуре около 240°C в трубчатых или круглых автоклавах в растворе щелочи, в результате чего образуется красный шлам с содержанием оксидов железа и титана и нерастворимых остатков алюмината натрия и силиката натрия. Температуру понижают до 100°C с добавлением раствора щелочи. Промывкой алюминатного раствора и шлама в сгустителях шлам и раствор разделяют. Шлам оседает, а раствор фильтруют. Фильтрованный раствор переливают в ёмкости с мешалками и понижают его температуры до 60°C. В результате перемешивания и процесса кристаллизации образуется гидроокись алюминия Al(OH). С помощью гидроциклонов и вакуумных 60% Al(OH) выпадает в осадок, часть гидроокиси возвращают для последующих операций, остаток также идёт на выщелачивание. Полученную гидроокись обезвоживают во вращающихся трубчатых печах и при температуре 1150-1300оС и получают глинозём с содержанием 30-50% α-Al2O3 (корунд) и γ-Al2O3. Полученный сплав разливают. В среднем он содержит:
Полученный сплав разливают. В среднем он содержит: Не допускать оседания пыли.
Не допускать оседания пыли.  См. химические опасности. Хранить сухим. Хорошо закрывать.
См. химические опасности. Хранить сухим. Хорошо закрывать. 
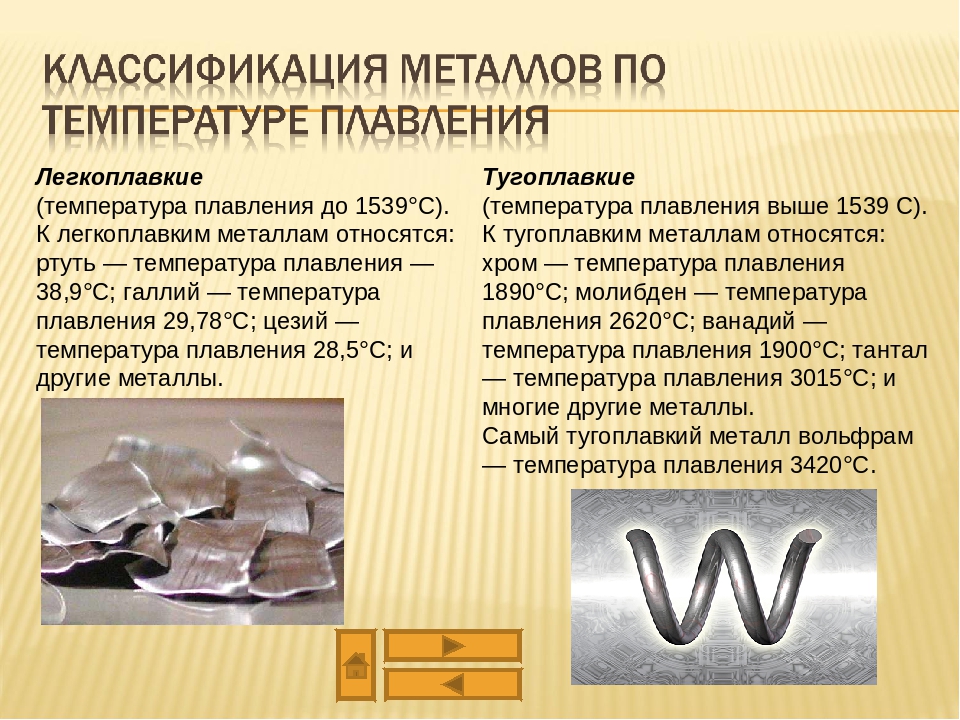
 США: Н. П., 1996.
Интернет.
США: Н. П., 1996.
Интернет.  osti.gov/biblio/282400},
journal = {Welding Journal}, номер
osti.gov/biblio/282400},
journal = {Welding Journal}, номер 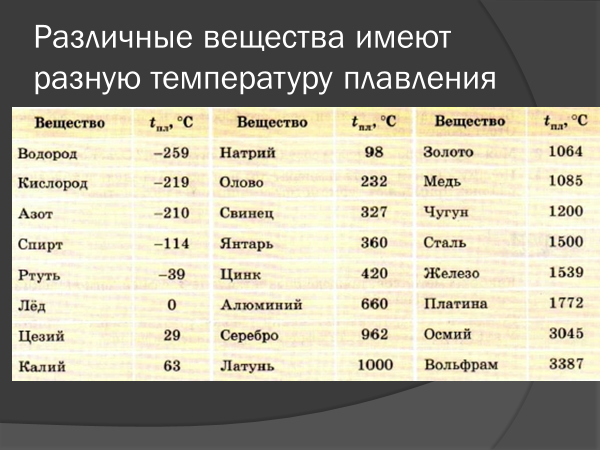 Они основаны на экспериментальных данных, полученных в условиях равновесного затвердевания [4, 5].
Они основаны на экспериментальных данных, полученных в условиях равновесного затвердевания [4, 5]. В легких магниевых сплавах алюминий является основным легирующим элементом, главным образом из-за его низкой цены, доступности, низкой плотности и благоприятного воздействия на коррозию и прочностные свойства.На рис. 2 показана фазовая диаграмма бинарного Mg-Al с ограниченной растворимостью Al и Mg [10]. Температура плавления чистого магния 650 ° C. Растворимость магния в расплаве алюминия достигает максимума 18,9 ат.% При температуре эвтектики 450 ° C. Максимальная растворимость алюминия в магнии при температуре эвтектики составляет 11,8 ат.% [11]. В этой работе значение 32,0 мас.% Al будет использоваться в качестве эвтектической концентрации алюминия, а также 473 ° C в качестве температуры, при которой происходит эвтектическая реакция.
В легких магниевых сплавах алюминий является основным легирующим элементом, главным образом из-за его низкой цены, доступности, низкой плотности и благоприятного воздействия на коррозию и прочностные свойства.На рис. 2 показана фазовая диаграмма бинарного Mg-Al с ограниченной растворимостью Al и Mg [10]. Температура плавления чистого магния 650 ° C. Растворимость магния в расплаве алюминия достигает максимума 18,9 ат.% При температуре эвтектики 450 ° C. Максимальная растворимость алюминия в магнии при температуре эвтектики составляет 11,8 ат.% [11]. В этой работе значение 32,0 мас.% Al будет использоваться в качестве эвтектической концентрации алюминия, а также 473 ° C в качестве температуры, при которой происходит эвтектическая реакция.
 %. Кремний в качестве основного легирующего элемента для сплавов серии Al-Si был выбран в качестве контрольного элемента. Также известно, что он оказывает наиболее значительное влияние на литейные свойства сплавов семейства Al-Si (например, текучесть, скрытую теплоту и усадку).
%. Кремний в качестве основного легирующего элемента для сплавов серии Al-Si был выбран в качестве контрольного элемента. Также известно, что он оказывает наиболее значительное влияние на литейные свойства сплавов семейства Al-Si (например, текучесть, скрытую теплоту и усадку). 0
0 %):
%): 1
1 8 [25]
8 [25] %
%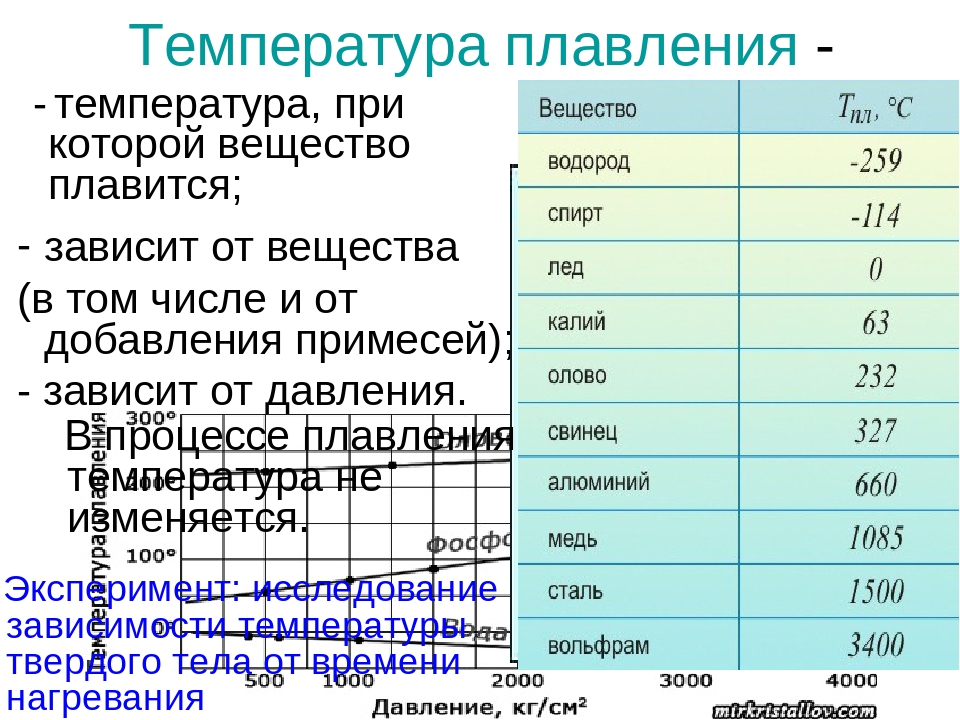 0 [28]
0 [28] Аналитический подход в этой работе основан на бинарных системах легирования (рисунки 3 и 4), и никакие другие взаимодействия между тремя или более элементами не были приняты во внимание для методов Si EQ и Al EQ . Допуская эти параметры взаимодействия между как минимум тремя элементами (взятыми из тройных систем) из расплавов алюминия и магния, можно приблизить расчетные значения к измеренным.
Аналитический подход в этой работе основан на бинарных системах легирования (рисунки 3 и 4), и никакие другие взаимодействия между тремя или более элементами не были приняты во внимание для методов Si EQ и Al EQ . Допуская эти параметры взаимодействия между как минимум тремя элементами (взятыми из тройных систем) из расплавов алюминия и магния, можно приблизить расчетные значения к измеренным. 451
451 (3) Любое добавление легирующих элементов к эталонному элементу снижает температуру ликвидуса до его эвтектической температуры (отрицательный знак перитектического типа реакции необходимо поставить перед соответствующих полиномиальных коэффициентов из (4a) и (4b)). (4) Для многокомпонентных сплавов эквивалентная концентрация контрольного элемента должна рассматриваться как добавочная.
(3) Любое добавление легирующих элементов к эталонному элементу снижает температуру ликвидуса до его эвтектической температуры (отрицательный знак перитектического типа реакции необходимо поставить перед соответствующих полиномиальных коэффициентов из (4a) и (4b)). (4) Для многокомпонентных сплавов эквивалентная концентрация контрольного элемента должна рассматриваться как добавочная.