как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»).
 .
.
 .
.Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Инструкция по монтажу полипропиленовых труб — Статьи — СантехЛайт
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы полипропиленовые соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг.
Водопроводные и отопительные трубы полипропиленовые соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг.
При монтаже полипропиленовых труб не рекомендуется использовать загрязненные детали или имеющие физический дефект, образованный при производстве, транспортировке или хранении.
Не рекомендуется проводить монтаж трубопровода ниже 0oС
При перевозке, хранении, и монтаже необходимо оберегать трубы и фитинги от внешних повреждений.
Запрещено проводить сварку металлических изделий в непосредственной близости с полипропилновыми соединениями.
На время гидравлических испытаний или отделочных работ рекомендуется закрывать арматуры пластиковыми пробками или заглушками.
1. Сварка
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы из полипропилена соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг. В основе сварки заложен процесс плавления, осуществляемый путем нагревания соединяемых деталей до нужной температуры. Детали нагреваются до тех пор, пока они не начнут плавиться, а затем плотно прижимаются друг к другу. Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
2. Правила сварки
1. Приготовить необходимый инструмент.
2. Приготовить аппарат для сварки, надеть тефлоновые насадки нужного диаметра на сварочный аппарат предварительно очистив их от постороннего материала. Настроить сварочный аппарат на температуру 260oС. Время нагревания аппарата зависит от окружающей среды, при отключении индикатора термостата можно начинать работу.
Настроить сварочный аппарат на температуру 260oС. Время нагревания аппарата зависит от окружающей среды, при отключении индикатора термостата можно начинать работу.
3. Отмерить и отрезать трубу необходимой длины при помощи необходимого инструмента. Если труба армированная снять слой алюминия при помощи зачисток для фольги. Трубы и фитинги должны быть очищенными от посторонней грязи, проверены на наличие брака. Для того чтобы отрегулировать точилку необходимо взять простую трубу неармированную соответственного диаметра и по её размеру отрегулировать точилку. Дело в том, что внутренний диаметр фитингов произведён под наружний диаметр неармированной трубы. Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
4. После последних приготовлений можно начинать нагрев трубы и фитинга. В первую очередь на насадку необходимо надеть фитинг, после трубу. Если фитинг не плотно сидит на насадке, то его следует отбраковать, так как он не сможет обеспечить нормальное соединение. После фитинга надеть трубу.
5. Обе части необходимо нагреть согласно таблице сварки труб и фитингов (табл.8). Время нагревания считается со времени, когда детали полностью надеты на насадку. Во время нагревания труба и фитинг должны быть неподвижными.
б. Нагрев детали согласно времени сварки снимем детали с насадок и медленными движениями без круговых движений насадить детали друг на друга. Необходимо выждать время охлаждения согласно нижеприведённой таблицы. При условии соблюдения правил гарантировано надёжное соединение.
3. Таблица времени сварки для труб и фитингов
| Димаметр (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (сек.) |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 2 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Как самостоятельно сварить полипропиленовые трубы
Причина популярности этого пластика в частном секторе – приемлемая стоимость, универсальность использования и простота монтажа инженерных коммуникаций. Технология сварки труб из полипропилена несложная, и освоить ее не составит труда. Но чтобы добиться высокого качества, надежности соединений, нужно знать все нюансы такой работы.
Технология сварки труб из полипропилена несложная, и освоить ее не составит труда. Но чтобы добиться высокого качества, надежности соединений, нужно знать все нюансы такой работы.
Что понадобится:
- Аппарат полифузной сварки. В обиходе именуется «утюгом» и продается в комплекте с насадками. Для одноразового монтажа полипропиленовых труб целесообразнее арендовать.
- Труборез или специальные ножницы. Раскрой иным инструментом с острой кромкой вести не рекомендуется – точность реза вряд ли будет соблюдена.
- Контактный термометр. Им контролируется температура насадки перед установкой на нее полипропиленовой трубы, фитинга.
- Приспособления: калибратор, фаскосниматель. При сварке изделий с армированием понадобится торцеватель.
- Маркер, рулетка.
- Спиртосодержащая жидкость для обезжиривания соединяемых деталей.
Инструкция по сварке полипропилена
Труборез
Опытные мастера советуют начинать с проверки готовности к работе этого приспособления. Чтобы определить, насколько качественным получается раскрой полипропилена, делается тестовый рез. Сдавливание полимера, образование характерных впадин на поверхности трубы – верный признак, что острая грань инструмента нуждается в заточке.
Свариваемые детали
Здесь все просто – проверяется состояние образцов и совпадение их размеров.
- Стенки полипропиленовых труб, фитингов должны быть без видимых повреждений. Любой изъян на поверхности – причина отбраковки.
- Чтобы сварка получилась качественной, нужно сделать сочленение деталей «всухую». На данном этапе проверяется, насколько плотно «сидит» конец трубы в фитинге. Даже небольшой шат влияет на надежность соединения. Кроме того, стык в этом случае может получиться искривленным. С учетом, сколько их по всей длине трассы, она будет ломаной, что существенно усложнит крепление труб в держателях (клипсах) и их маскировку под облицовкой поверхности. Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.
- При сварке участка коммуникации с установкой элементов запорной арматуры (например, вентилей) они также тестируются на работоспособность.
- Отводы фитингов под резьбовые соединения тоже подлежат проверке. Например, если с полипропиленовой трубой сваривается переходник с пластика на металл. Для этого используется ответная деталь, и по легкости ее вкручивания делается вывод, нет ли на резьбе дефектов.
 Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.
Если полипропиленовые трубы и фитинги приобретались в разных торговых точках, детали из купленного запаса придется подбирать.Аппарат
- Из комплекта выбираются насадки по диаметру стыкуемых полипропиленовых деталей. Перед установкой на утюг их нужно протереть спиртом, чтобы удалить имеющиеся загрязнения, оставшиеся от предыдущей сварки.
- Регулятором выставляется требуемая температура. Для полипропилена рекомендованное значение +260±10 0С.
Особенность. Степень нагрева насадок зависит от внешних условий: на это влияют сквозняки, температура воздуха в помещении или на улице. Чтобы определить точное значение, используется контактный термометр. На основании его показаний производится корректировка положения регулятора. Перегрев, равно как и недогрев насадок, отрицательно сказывается на качестве сварки полипропилена. Выход аппарата на режим занимает не более 15 минут. О его готовности к работе сигнализирует зеленый индикатор.
Тестовое соединение
Оно проводится, чтобы выяснить, каково оптимальное время выдержки полипропиленовых деталей на насадках и после сочленения друг с другом. Специальная таблица в инструкции на сварочный аппарат дает лишь ориентировочные данные применительно к работе при +20. Чтобы добиться качественного монтажа труб, нужно определить реальные значения. Прочность стыка зависит как от степени расплавления полимера, так и от его полного отвердевания.
Чтобы добиться качественного монтажа труб, нужно определить реальные значения. Прочность стыка зависит как от степени расплавления полимера, так и от его полного отвердевания.
Особенность. Одной пробной сваркой ограничиваться не стоит. Фитинги для полипропилена недорогие, да и отрезать полметра от трубы – потеря небольшая. Каждый раз нужно менять время нагрева и кристаллизации пластика. Оптимальный режим выбирается опытным путем в месте монтажа.
Технология сварки полипропилена
- Подготовка деталей. В соответствии со схемой монтажа по длине нарезаются куски полипропиленовой трубы и раскладываются привариваемые фитинги. Это позволит в процессе работы не перепутать комплектующие.
- Обработка торцевой части. Снимается фаска для упрощения стыковки трубы с муфтой. Ее отсутствие чревато тем, что в момент соединения деталей размягченный полимер «заворачивается», и приходится вести сварку заново, удаляя испорченный участок. Следующий шаг – калибровка. Она необходима в основном для выравнивания ДУ тонкостенных образцов, так как в процессе раскроя полипропилен немного деформируется. Защита полимера (из алюминиевой фольги) снимается полностью. Для этого на конец трубы надевается торцеватель, и производится вращение его корпуса. За счет режущих элементов армирование на этом участке зачищается до появления пластика (внутреннего слоя композитного изделия).
- Разметка. Полипропиленовая труба вставляется в фитинг до упора, и на ее поверхности маркером ставится метка. Это поможет не ошибиться с глубиной погружения в процессе сварки.
- Обезжиривание деталей. Торцевая часть трубы и отвод муфты обрабатываются специальной жидкостью (спирт, авиационный бензин или подобное).
- Разогрев пластика. Торец полипропиленовой трубы и отвод фитинга помещаются на насадки сварочного аппарата. Делается выдержка по времени, необходимого для расплавления полимера. Особенность.
- Стыковка деталей. Делается быстро, так как разогретый пластик интенсивно твердеет. Но после соединения конца полипропиленовой трубы с фитингом нужно немного выждать, пока расплавленный полимер не кристаллизуется. Особенность. При стыковке вращать детали нельзя. Они соединяются в направлении продольной оси, до упора. Попытка повысить надежность поворотом фитинга приведет к обратному результату – микротрещинам и протечкам на данном участке.
- Обработка шва. Делается, если трасса из полипропилена монтируется открытым способом. Окультурить» места соединений труб несложно мелкой шкуркой, аккуратно, избегая излишнего воздействия на полимер. Иначе на поверхности пластика останутся видимые царапины.
 Стенки отводов муфт всегда толще, чем трубы. Рекомендуется разогрев пластика начинать с фитинга. И только через пару секунд пристыковывать к утюгу торец полипропиленового изделия.
Стенки отводов муфт всегда толще, чем трубы. Рекомендуется разогрев пластика начинать с фитинга. И только через пару секунд пристыковывать к утюгу торец полипропиленового изделия.
При стыковой сварке отличие методики в том, что фитинг не используется. Торцы труб, предварительно нагретые до размягчения полипропилена, соединяются напрямую. Особенность работы в том, что здесь требуется богатый практический опыт. К тому же при монтаже коммуникации небольшого сечения не избежать значительных наплывов в полости, которые существенно повлияют на Ду. А удалить их не получится. Самостоятельно при обустройстве инженерных систем в доме стыковую сварку лучше не практиковать. Да и схема разводки коммуникаций в нем такова, что обязательно понадобятся фитинги (отводы, тройники, переходные муфты и так далее).
Особенности монтажа:
- Сварку полипропиленовых труб при температуре ниже +5 вести нельзя – стык получится ненадежным.
- Если рядом прокладываются коммуникации ХВС из ПП и отопления, то минимальный интервал между ними – 0,3 м. Полипропиленовые трубы не любят нагрева, равно как и УФ-лучей. Последнее при монтаже также учитывается.
- При соединении разнородных материалов не нужно забывать об особенности этого пластика: при повышении температуры он начинает плавиться. А потому вести сварочные работы на металлопроводе вблизи места установки комбинированного фитинга запрещается.
- Если длина участка трассы превышает 5м, нужно учитывать способность полипропилена к линейному расширению. В интернете есть специальные таблицы с рекомендациями по поправкам.
- Изгиб изделия из ПП на большой угол (в пределах 20–300) делается только после предварительного разогрева пластика. Иначе полипропиленовая труба может деформироваться.
- Участок магистрали, прокладываемый вне строения, нуждается в качественной теплоизоляции.
 А потому вести сварочные работы на металлопроводе вблизи места установки комбинированного фитинга запрещается.
А потому вести сварочные работы на металлопроводе вблизи места установки комбинированного фитинга запрещается.Наш интернет-магазин предлагает оборудование и инструмент для монтажа коммуникаций из пластиков, полимерные трубы и фитинги всех видов. Продукция известных марок по заводским ценам. Оставить заявку на приобретение можно на сайте alfatep.ru («Обратная связь») или по телефону 8 (495) 109 00 95. Здесь же и задать интересующие вопросы: специалисты компании оперативно и исчерпывающе вам ответят. Организуем доставку товара силами региональных подразделений, делаем внушительные скидки, предоставляем удобные условия кредитования – обращайтесь.
Сварка полиэтилена, сварить полиэтиленовые листы, пайка полипропилена
Сварка пластика разными методами. Пайка полиэтилена. Сварим полипропиленовые листы, приварим полиэтиленовые ребра к емкости, пайка полиэтилена и полипропилена. Выполним любые работы по модернизации, изготовлению или ремонту пластикового оборудования.
К листовым пластикам относятся листы полипропилена, листы полиэтилена, ПВХ, АБС и других пластиков. Благодаря своим свойствам наиболее распространенными пластиками в промышленности стали полиэтиленовые и полипропиленовые листы. Они хорошо свариваются, имеют уникальную химическую стойкость, хорошо переносят перепады температур, механические и другие нагрузки. Их по праву называют ИНЖЕНЕРНЫМИ пластиками.
Зачастую нашим клиентам необходимо сварить полиэтиленовые листы, сварить полипропиленовые листы, изготовить емкость или другое пластиковое изделие на заказ.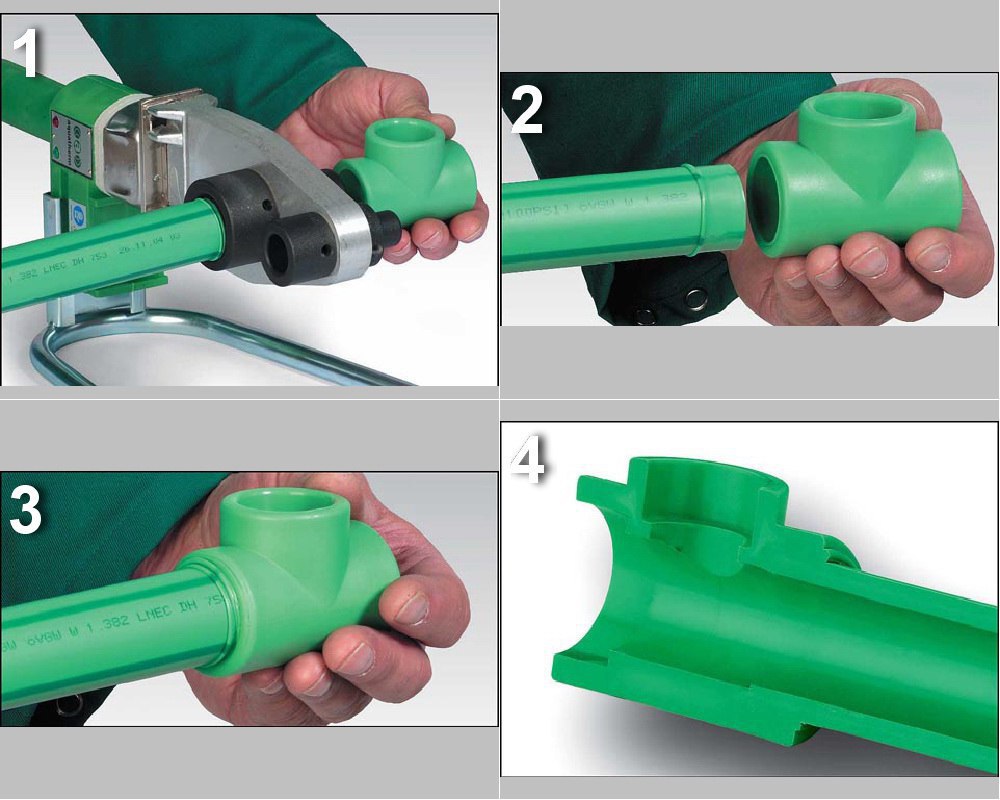 Сварные изделия на выходе превосходят по качеству и своим свойствам литые и штампованные пластиковые изделия. Все благодаря экструзионному методу производства пластика и качественному сварному шву.
Сварные изделия на выходе превосходят по качеству и своим свойствам литые и штампованные пластиковые изделия. Все благодаря экструзионному методу производства пластика и качественному сварному шву.
Конструктив пластикового изделия определяется исходя из прочностных расчетов и возможностей технологии, мы проработаем и подготовим чертежи необходимого Вам изделия абсолютно бесплатно.
Когда возникает необходимость изготовить единичное изделие из пластика, в этом поможет технология сварки пластмасс. Экономически нет более выгодного метода производства, ведь затраты на изготовление пресс-формы и подготовку производства отсутствуют. При необходимости предоставляем услуги пайки пластика.
Сварить листовой полиэтилен и полипропилен — одна из оказываемых нами услуг, стоимость работ определяется из длины сварного шва и сложности работ.
Соединение полиэтилена методом сварки делает возможным изготовление из ПНД емкостей, баков, столов, поддонов и любых других изделий по размерам клиента, цена работ при этом достаточно невысока.
Соединение полипропилена методом сварки практически не отличается от технологии сварки полиэтилена. Качества этих двух материалов в сумме равны, но предпочтение на сегодняшний день отдается полипропиленовым изделиям. Изготовление из полипропилена баков, емкостей, бочек и конструкций — приоритетная задача нашего производства.
Как и любая технология, пайка листового пластика требует особого внимания и тщательной подготовки. При неправильной сварке и несоблюдении температурного режима соединение получится ненадежным, доверьте это дело профессионалам.
Емкости и баки изготовленные из полипропилена хорошо зарекомендовали себя на химических производствах, в пищевой промышленности и на многих других технических производствах. Замена металла на пластик — в планах многих отраслей промышленности.
Сваривание листов полиэтилена низкого давления (сварка ПНД) является единственным надежным методом соединения этого популярного материала. Заклеить полиэтилен или полипропилен попросту невозможно ввиду его отличительных химических свойств.
Заклеить полиэтилен или полипропилен попросту невозможно ввиду его отличительных химических свойств.
Стоимость работ по услугам рассчитывается индивидуально, в расчете предусматривается сложность работ, количество метров шва, мелкие элементы и другие факторы. Время производства работ варьируется от полу часа до нескольких дней в зависимости от объема и сложности подготовительного процесса (например изготовление кондукторов и приспособлений, закупка дополнительных материалов и комплектующих). В процессе работ необходимо учитывать все параметры соблюдения технологии, иначе изделия будут служить меньше времени чем положено и иметь меньшие прочностные характеристики. Мы выполняем работы в строгом соответствии с нормами, поэтому вы можете быть уверены в качестве производимых работ и услуг.
Сварка полипропиленовых труб своими руками
При строительстве различных объектов возникает необходимость прокладки трубопроводов. В качестве материала труб достаточно часто выбирают полипропилен. Такие трубы обладают длительным сроком эксплуатации, относительно недорогие, достаточно быстро монтируются как открытым, так и скрытым способом. Однако для соединения труб требуются знания и опыт, поскольку необходимо применение специального сварочного инструмента.
Особенности сварки полипропиленовых труб
Сварка двух труб происходит при помощи муфтового соединения: прогрева свариваемых поверхностей без полного расплавления и потери формы, а затем происходит прижатие нагретых поверхностей. При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
Обратите внимание! При превышении температурного максимума полипропилен теряет свои свойства.
 Максимально допустимое отклонение должно быть не более 10°С.
Максимально допустимое отклонение должно быть не более 10°С.Как правильно подобрать сварочный аппарат?
Выбор устройства для сваркиСварочные аппараты рассчитаны на использование труб и муфт определенных диаметров, при соблюдении этого условия сохраняется равномерность прогрева и температуры. При увеличении диаметра должна затрачиваться и большая мощность.
Обратите внимание! Ориентировочно мощность в Ваттах должна превышать свариваемый диаметр, измеряемый в мм, в 10 раз. Поэтому применение насадок ограничено максимальной мощностью аппарата.
Однако не стоит уповать на то, что технические характеристики дешевого паяльника могут соответствовать действительности. Особенно это касается китайских производителей. Все зависит от качества сборки, которая легко может быть проверена таким образом: если присутствует два отдельных нагревателя, включаемых раздельно, то это говорит о возможной ненадежности или несоответствии заявленной мощности, поскольку они могут либо при одновременном включении прогревать до требуемой температуры, либо каждый в отдельности иметь номинальную мощность. Это можно проверить только опытным путем во время сварки.
Характеристика сварочного аппаратаКаждый инструмент имеет определенный вид терморегулятора, влияющего на качество сварного шва. Самым технологическим и продвинутым является электронный регулятор нагревания. В нем предусмотрен специальный датчик, который способен отслеживать минимальные колебания температуры вблизи нагреваемых поверхностей, учитывать инерционность нагрева и в соответствии с этим регулировать напряжение на нагревателе. При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
Разброс по температуре при этом составляет до 100°С.
Третий тип датчика – биметаллическое реле. Он располагается не так близко к нагреваемой поверхности из-за своих габаритов, поэтому имеет значительную инерционность, которая не позволяет осуществлять качественную сварку, так как возможен либо недостаточный прогрев, либо расплавление. Для начинающих сварщиков такой паяльник крайне не рекомендуется.
Обратите внимание! Если планируется однократное использование сварочного аппарата, то лучше отказаться от покупки дешевого и некачественного инструмента, а взять в аренду профессиональный инструмент, с которым не возникнет никаких проблем при использовании, а сварные швы получатся прочными и герметичными.
Сварочный аппарат может быть ручным или стационарным. Ручной инструмент позволит прямо по месту проводить сварку практически без ограничений, поскольку позволяет работать даже в самых труднодоступных местах. Однако точно отцентрировать соединения и обеспечить плотное прижатие сможет только опытный сварщик.
Стационарный, наоборот, имеет больший вес и габариты, зато позволит осуществить качественную центровку, обеспечить предварительную подготовку поверхностей перед соединением, а после нагрева закрепить надежно сваренные трубы до полного схватывания и остывания. По стоимости они достаточно дорогие и поэтому спросом пользуются только среди профессионалов.
Подготовка труб к сварке
ТруборезПеред тем как варить полипропиленовые трубы, их необходимо отрезать по размерам при помощи ножовки, ножниц со специальной конструкцией или труборезом. Резка должны быть выполнена под прямым углом, чтобы при соединении не возникало пустых пространств и не происходило падения давления в трубе. После необходимо очистить трубу от опилок и снять с внешней стороны фаску. Она снимается под углом в 30-45°. Выполнить эту процедуру можно при помощи фаскоснимателя. Трубы с малыми диаметрами снятия фаски не требуют.
Процесс сварки
Перед началом работ следует включить сварочный аппарат и прогреть его до рабочей температуры. После прогрева подготовленные трубы и фитинги одеваются на соответствующие нагреватели. Так как труба имеет диаметр больше номинального, а фитинг меньший, то без нагрева их соединить невозможно.
Работа по сварке трубДля контроля глубины вхождения на поверхности делаются отметки или насечки.
Обратите внимание! Натягивание деталей на нагревательный элемент должно выполняться строго в соосном направлении, чтобы не допустить перекоса, что может повлечь повреждение стенки и ухудшение качества соединения.
Сварочные насадки имеют коническую поверхность для упрощения процедуры натягивания и разогрева. При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным.
Типичные ошибки
Самой распространенной ошибкой является неполное вхождение трубы в фитинг, что влечет за собой образование завихрения — слабого места в коммуникациях, и, соответственно, падение давления при движении жидкости.
Другой ошибкой становится применение излишнего усилия при соединении трубы и муфты, в результате чего из-за подплавленных концов внутри создается выступ, который препятствует перемещению рабочего вещества.
Сварка полипропиленовых труб своими руками требует внимательности и отточенности всех действий, поскольку необходимо достичь оптимального нагрева, а затем быстро соединить детали. Любая задержка ведет либо к порче материала, либо к некачественному соединению.
Видео
Чтобы вам было проще разобраться в данном вопросе, предлагаем вам посмотреть этот ролик:
Последняя редакция: 04.03.2015 Автор: Владислав Тихий
Сварка полипропиленовых труб — чем и как это сделать
Процесс сварки полипропиленовых труб
При помощи данного вида строительного материала успешно монтируются системы водопровода (горячего, и холодного), отопительные, оросительные и дренажные системы.
Процесс сварки прост, имеет несколько важных моментов, к исполнению необходимо отнестись внимательно.
По сравнению с другими видами изделий более экономичен, предназначенные для него фитинги продаются по цене в несколько раз меньше. Выполняя сварку элементов самостоятельно в первый раз, не удастся существенно сэкономить, придется потратить значительную сумму на специальный сварочный аппарат. Чтобы созданная вами система служила дольше, необходимо знать, как сварить полипропиленовые трубы качественно и надежно.
Сварка полипропиленовых труб — предварительные работы
Перед покупкой материалов необходимо учесть несколько важных моментов. Во-первых, какая система монтируется: с холодной водой или горячей, возможно, под отопление. Видами широкого спектра использования являются трубы маркированные обозначением «PPR». Они отличаются наивысшим уровнем устойчивости к температурам низкого и высокого значения, и к высоким показателям давления.
После приобретения необходимых инструментов и материалов, делаются чертежи и расчеты будущей системы. Выполняют черновые наброски: как выглядит водопровод, сколько сгибов, поворотов. Затем тщательно измеряется длина требуемых элементов.
Для ускорения процесса работы лучше нарезать трубу на сегменты используя лазерную рулетку, с нужной длиной, а не отрезать их уже во время сварки.
Собрав все фитинги и отрезки труб вместе, раскладываем их. Теперь переходим к изучению следующего раздела, как правильно варить полипропиленовые трубы.
Теперь переходим к изучению следующего раздела, как правильно варить полипропиленовые трубы.
Сварка полипропиленовых труб — процесс сварки
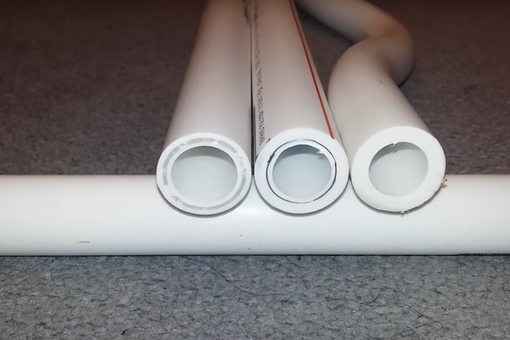
Если водопровод собирается из труб, у которых армирование лежит ближе к поверхности, то потребуется предварительная зачистка концов сегментов системы. Для этого необходимо при помощи насадки для ручной зачистки снять верхний тонкий слой полипропилена и алюминиевой фольги.
Невыполнение данного условия ведет к невозможности проведения качественной сварки элементов. Если используются трубы, у которых слой армирования лежит посередине (под толстым слоем полипропилена), то зачистка не нужна.
Пайка полипропиленовых труб
Перед началом нагревания необходимо обработать концы труб, к примеру, спиртом, чтобы обезжирить их поверхность. Кроме того, нужно внимательно осмотреть поверхность детали на наличие мелкого сора, который может испортить качество сварки.
Здесь начинается подготовка паяльного аппарата. Ее можно выполнить и до того, как будут обработаны и подготовлены все детали и после — как вам будет удобнее. Включаете аппарат, после чего загораются два индикатора размещенные на нем.
Первый говорит о том, что аппарат подключен к сети, второй о том, что происходит процесс его нагревания до нужной температуры. Не спешите сразу же после того как погасла лампа начинать нагревать трубы и фитинги, выждите для достоверности еще, как минимум, минут пять, а лучше – десять, и только теперь можно приступать к сварке.
Сварка полипропиленовых труб
На сварочном аппарате имеются два вида насадок: гильза предназначена для нагревания концов труб, дорн же используется для нагревания внутренней поверхности фитинга. Берете данные элементы системы водопровода и одновременно насаживаете и вставляете их в соответствующие им насадки. Выдерживаете определенное время и вынимаете.
После этого незамедлительно соединяете их друг с другом. Обратите особое внимание на такие моменты: ни во время вставки в нагревающие насадки, ни во время соединения нагретых деталей между собой нельзя осуществлять вращательные движения деталями.
Таким образом, вы деформируете внутреннюю поверхность фитинга и внешнюю – трубы. По причине этого качественная и надежная сварка не получится.
Детали сжимают на протяжении нескольких секунд, точное время можно увидеть в таблице на данной карточке:
Там же указано время, которое необходимо деталям для полного остывания. Проводить какие-либо манипуляции с ними до этого момента нельзя, в противном случае нарушится соединение между ними.
baraxlo2020.ru Полипропилен уроки сварки труб и фитингов аппаратом пайки, сам свариваю трубы
Watch this video on YouTube
Безопасно ли готовить из пластика?
С момента написания Modernist Cuisine и Modernist Cuisine at Home нас много раз просили прокомментировать безопасность приготовления в пластиковых пакетах. Многие из наших рецептов су-вид, от нашего лосося Sous Vide и Rare Beef Jus до нашего клюквенного консоме и пены из яичницы-болтуньи, требуют вакуумной герметизации или использования пакетов с застежкой-молнией. Точно так же многие из наших рецептов, в которых используется микроволновая печь, например тилапия, приготовленная в микроволновке, пармезан из баклажанов и жареные в микроволновой печи травы, требуют пластиковой упаковки.
Согласно последним исследованиям, самые безопасные пластмассы для использования с пищевыми продуктами — это полиэтилен высокой плотности, полиэтилен низкой плотности и полипропилен. Практически все пакеты sous vide изготавливаются из этих пластиков, как и большинство фирменных пакетов для хранения продуктов питания и полиэтиленовых пленок, таких как пленка Saran. Полиэтилен широко используется в контейнерах для биологических и химических лабораторий, и он широко изучен. Это безопасно.
Однако менее дорогие, объемные пластиковые упаковки, продаваемые предприятиям общественного питания, не так безопасны.Эти продукты обычно изготавливаются из поливинилхлорида (ПВХ), который может содержать вредные пластификаторы, которые, как было доказано, проникают в жирные продукты, такие как сыр, мясо и рыба. Существуют законные опасения по поводу пищевых продуктов, подверженных воздействию этих пластмасс при высоких температурах. Пластиковые упаковки на основе полиэтилена доступны по чуть более высокой цене и не вызывают таких опасений. Легкий способ заметить разницу — проверить, подходят ли ваши пищевые упаковки или полиэтиленовые пакеты для использования в микроволновой печи. Пакеты и упаковки из полиэтилена, как правило, безопасны для микроволновой печи, в то время как пакеты, содержащие поливинилхлоридные пластмассы, как правило, нет.
Существуют законные опасения по поводу пищевых продуктов, подверженных воздействию этих пластмасс при высоких температурах. Пластиковые упаковки на основе полиэтилена доступны по чуть более высокой цене и не вызывают таких опасений. Легкий способ заметить разницу — проверить, подходят ли ваши пищевые упаковки или полиэтиленовые пакеты для использования в микроволновой печи. Пакеты и упаковки из полиэтилена, как правило, безопасны для микроволновой печи, в то время как пакеты, содержащие поливинилхлоридные пластмассы, как правило, нет.
На многих профессиональных кухнях используются прозрачные жесткие пластиковые контейнеры для хранения, сделанные из поликарбоната. Хотя в настоящее время они одобрены для использования в пищевых продуктах, эти пластмассы также могут вызывать беспокойство, поскольку они содержат бисфенол А (BPA), химическое вещество, которое может нарушать гормональную активность и попадать в продукты питания и напитки. Трещины и растрескивание из-за износа увеличивают скорость выщелачивания бисфенола А из поликарбонатов.
Суть в том, что пакеты, сделанные специально для приготовления су-видео, совершенно безопасны, как и пакеты для духовки, популярные марки пакетов с застежкой-молнией и эластичные пластмассовые пленки, такие как пленка Saran.Если вы по-прежнему не решаетесь попробовать приготовить су-вид из-за опасений по поводу пластика, вы всегда можете вместо этого использовать консервные банки, но помните, что время приготовления будет больше.
—Адаптировано из Modernist Cuisine и Modernist Cuisine at Home
Что такое полипропиленовый пластик и как он используется?
Перед тем как приступить к поэтическому воскованию еще еще моих любимых пластмасс, позвольте мне прояснить: я люблю их все. (Ссылайтесь на мои статьи из силикона и полиэстера, если сомневаетесь в моей беспристрастности.)
Итак, давайте углубимся в пластик, который считается одним из самых универсальных: полипропилен! Вы сталкиваетесь с этим многофункциональным многофункциональным устройством на кухне (посуда), в туалете (спортивная одежда), в семейной комнате (коврики), в машине (аккумуляторы)… на самом деле, полипропилен можно найти практически во всех секторах рынка, которые используют пластмассы. Вроде как супергерой из пластика.
Вроде как супергерой из пластика.
Открытый итальянскими учеными в середине 1950-х годов, полипропилен сегодня уступает по объемам производства только полиэтилену, обнаруженному двумя десятилетиями ранее.Уникальный химический состав полипропилена проявляется в его различных суперспособностях (хорошо, характеристики):
- Он имеет высокую температуру плавления, поэтому его используют для изготовления многих контейнеров для микроволновой печи;
- Не вступает в реакцию с водой, моющими средствами, кислотами или основаниями, поэтому плохо разлагается;
- Он устойчив к растрескиванию и механическим нагрузкам даже в изгибе, поэтому его используют во многих петлях;
- Он достаточно прочный, поэтому выдерживает ежедневный износ.
Характеристики полипропилена делают его идеальным для изготовления прочных и прочных изделий, начиная от защитных автомобильных бамперов и заканчивая спасательными медицинскими инструментами и защитным снаряжением для наших солдат.Кроме того, из него также может быть разработан широкий спектр упаковок, помогающих защитить продукты, которыми мы пользуемся каждый день, от лекарств до йогурта и детского питания.
Одна из моих любимых вещей в полипропилене? Это ключевая часть переработанного продукта номер один в Америке: автомобильные аккумуляторы. Более 95 процентов автомобильных аккумуляторов перерабатываются в этой стране для восстановления металлов и пластмасс (полипропилена). Теперь — это статус супергероя .
Узнайте больше о другом универсальном пластике: HDPE Plastic
Говоря о вторичной переработке, как и многие другие термопласты, полипропилен можно плавить и преобразовывать в пластиковые гранулы, которые затем используются для производства новых продуктов.Фактически, полипропиленовые бутылки и контейнеры собираются для вторичной переработки в большинстве программ обочин по всей стране. Переработка полипропилена помогает уберечь этого супергероя от свалок, чтобы он мог жить другой жизнью в виде дуршлагов, контейнеров для хранения продуктов, разделочных досок, уличных ковриков, автомобильных запчастей и многого другого.
Итак… полипропилен используется практически на каждом рынке пластмасс, от защитной упаковки до медицинского оборудования. Это тяжело. Он прочный. Его перерабатывают из автомобилей и домов по всей стране.
Это мой герой. Ознакомьтесь с различными типами пластика и их использованием.
Почему пакеты Ziploc совершенно безопасны для приготовления пищи в формате су-вид
Пакеты на молнии подходят для пищевых продуктов.
Джош П. Миллер / CNETИзвестно, что я всегда стараюсь идти дешевым путем, поэтому, когда учился готовить су-вид, я использовал пакеты Ziploc вместо пакетов с вакуумной герметизацией.
У меня никогда с ними проблем не было. Они не таяли, не сжигали и не вызывали у меня тошноту. Тем не менее, у меня остались некоторые вопросы об их безопасности.
Слишком много воздуха?
Некоторые считают, что пакеты Ziploc не удаляют весь воздух, что приводит к меньшему проникновению любых маринадов и, что еще хуже, к росту бактерий в пище во время ее приготовления.Это правда?
Наверное, нет. Исследования показали, что именно температура, при которой вы готовите и храните пищу, предотвращает рост бактерий, а не вакуумное уплотнение. Кроме того, если вы хотите удалить весь воздух из мешка без вакуумного упаковщика, вы можете использовать метод вытеснения воды для достижения наилучших результатов.
Вот как:
- Наполните раковину или таз водой.
- Заполните сумку Ziploc ингредиентами на расстоянии до 1 дюйма (2,5 см) от отверстия и почти полностью застегните молнию.
- Медленно погрузите сумку в воду, оставляя открытой только открытую область молнии. Давление воды вытеснит воздух.
- Застегните сумку на молнию, прежде чем поднимать ее из воды.
Мешок герметичный с вытеснением воды.
Тейлор Мартин / CNETПопадут ли химические вещества в пищу?
Еще одно беспокойство вызывает то, что химические вещества из пластика могут попадать в пищу при нагревании, поскольку исследование и некоторые другие исследования заставили людей внезапно начать бросать свои пластиковые контейнеры в мусор.
Это может быть так, но это не более вероятно, чем с вакуумными пакетами, предназначенными для приготовления в режиме су-вид — они сделаны из точно такого же вида пластика. Например, на веб-сайте Ziploc говорится, что все его пакеты не содержат бисфенола А и диоксинов, которые являются одними из тех химических веществ, которых большинство людей боится при использовании пластика.
Большинство пакетов на молнии безопасно использовать для приготовления пищи на водяной бане.
Алина Брэдфорд / CNETНа всякий случай держитесь подальше от любых торговых марок или обычных пластиковых пакетов, сделанных из поливинилхлорида (ПВХ).Небольшое исследование на сайте компании должно рассказать вам, из чего сделаны сумки. Полиэтилен высокой плотности, полиэтилен низкой плотности и полипропилен — самые безопасные пластмассы для приготовления пищи. К счастью, это то, из чего сделаны сумки Ziploc и большинство других сумок на молнии.
Они растают?
Ну да, если их подвергать высоким температурам. Полиэтиленовый пластик, который обычно используется для изготовления этих пакетов, начинает размягчаться при температуре около 195 градусов по Фаренгейту (90,6 градусов по Цельсию).Если вы поместите их в кипящую воду (около 212 градусов по Фаренгейту или 100 градусов по Цельсию), они растают. В большинстве случаев температура приготовления в режиме су-видео ниже 190 градусов F (87,8 градусов C), поэтому вам не нужно беспокоиться о таянии.
Сейчас играет: Смотри: Эта машина для приготовления су-видео нагревает и охлаждает пищу
1:54
Впервые опубликовано ноябрь.20, 2015 и был обновлен.
Обновление 6 апреля 2018 г., 14:26 PT: Обновленная статья с фотографиями и видео.
CNET Magazine: ознакомьтесь с примерами статей, которые вы найдете в выпуске газетного киоска CNET.
Самое умное: новаторы придумывают новые способы сделать вас — и мир вокруг вас — умнее.
Безопасно ли готовить су-вид?
Что такое пастеризация?
«Пастеризовать» означает нагревать пищу до температуры в течение определенного времени, чтобы уменьшить количество патогенов и считать ее безопасной.Мы часто пастеризуем в кулинарии су-вид.
В холодильнике активность бактерий и их размножение замедляются; мы можем хранить там пищу в течение нескольких дней или недель, не беспокоясь о росте патогенов. А при температуре, достигаемой при варке или запекании пищи, бактерии погибают. Именно между низкими и высокими температурами бактерии наиболее счастливы, поэтому здесь требуется особая осторожность.
Когда температура пищи составляет от 40 ° F / 4 ° C до 140 ° F / 60 ° C, часто говорят, что она находится в «опасной зоне» для роста бактерий.Именно между этими температурами могут процветать потенциально вредные бактерии. Но то, что нечасто упоминается, заключается в том, что опасность — и, следовательно, безопасность — связана не только с температурой. Пора тоже. «Большинство людей, говоря о безопасности пищевых продуктов, слишком упрощают», — объясняет Болдуин.
Например, FDA рекомендует готовить мясо куриной грудки (которое состоит из 5 процентов жира) при температуре 165 ° F / 74 ° C, чтобы пастеризовать его. Когда центр мяса достигает этой температуры, практически 100 процентов Salmonella немедленно погибает.При температуре 160 ° F / 71 ° C уничтожение Salmonella занимает 14 секунд. При 155 ° F / 68 ° C это занимает 50 секунд. При 150 ° F / 65,5 ° C, нашей любимой температуре для курицы, это занимает 3 минуты. Мы не рекомендуем готовить курицу при температуре 136 ° F / 58 ° C — на самом деле это немного больше похоже на куриное сашими, — но вы можете. При такой температуре потребуется 69 минут, чтобы быть в безопасности.
По данным FDA и Baldwin, если достаточно времени, большинство пищевых патогенов погибает при 130 ° F / 54,5 ° C. Для наших рецептов су-вид — это магическое число .Мы готовим почти все при этой температуре или выше. (При приготовлении на водяной бане, установленной на 130 ° F / 54,5 ° C, пища в конечном итоге также станет такой температуры.) В качестве дополнительной меры предосторожности, если мы планируем готовить мясо при температуре ниже нашей волшебной, первое, что мы делаем, это обжарьте его на горячей сковороде, чтобы убить любые бактерии на поверхности, прежде чем мы начнем циркулировать (например, см. Стейк Rib-Eye, смазанный маслом).
Какие пластмассы одобрены для использования с пищевыми продуктами? — Custom-Pak, Inc.
Если вы хотите создать пластиковую упаковку для пищевых продуктов, важно понимать, какой пластик безопасен для пищевых продуктов. Безопасные для пищевых продуктов пластмассовые смолы — это смолы, разрешенные к контакту со пищевыми продуктами Управлением по контролю за продуктами и лекарствами (FDA). Они известны как вещества, контактирующие с пищевыми продуктами (FCS).
FDA определяет веществ, контактирующих с пищевыми продуктами, как «любое вещество, которое предназначено для использования в качестве компонента материалов, используемых при производстве, упаковке, упаковке, транспортировке или хранении пищевых продуктов.”
Вот наиболее распространенные пластмассовые смолы, одобренные FDA для контакта с пищевыми продуктами.
Полиэтилентерефталат (ПЭТ)
СмолаПЭТ широко используется в пластмассах, контактирующих с пищевыми продуктами, от вездесущих 2-литровых бутылок из-под газировки до бутылок для заправки салатов и банок с арахисовым маслом. Подавляющее большинство одноразовых бутылок для питья производится из ПЭТ. Специально обработанные ПЭТ-контейнеры пригодны для использования в микроволновой печи и используются в контейнерах на вынос и разовых лотках для еды.
FDA одобрило как первичный, так и вторичный ПЭТ (ПЦР) для контакта с пищевыми продуктами . Смола была тщательно изучена на предмет негативного воздействия на здоровье и не вызывает никакого вреда. Согласно основополагающему исследованию, «сам по себе ПЭТ биологически инертен при проглатывании, безопасен для кожи при обращении и не представляет опасности при вдыхании ».
СмолаПЭТФ стабильна. Это означает, что он не разлагается при контакте с едой или напитками, устойчив к коррозии и отталкивает микроорганизмы.Эти качества делают его идеальным для контакта с пищевыми продуктами.
Полипропилен (ПП)
Полипропилен — широко используемый пластик. Скорее всего, прямо сейчас в вашем холодильнике и шкафах есть полипропиленовый пластик: он регулярно используется в контейнерах для хранения продуктов многоразового использования. Это также смола, используемая для изготовления контейнеров для йогурта и других одноразовых ванн.
ПластмассыPP одобрены для контакта с пищевыми продуктами. Они являются инертными материалами и не представляют опасности для здоровья потребителей .FDA начало утверждать переработанный полипропилен как безопасный для пищевых продуктов в 2013 году .
Благодаря высокой температуре плавления полипропилен подходит для пищевых контейнеров, которые можно использовать в микроволновой печи. Он нелетучий и не вступает в реакцию с жидкостями, кислотами или щелочами, поэтому идеально подходит для хранения самых разных продуктов.
Полиэтилен высокой плотности (HDPE)
HDPE — самый распространенный бытовой пластик. В продуктовом магазине вы видите много пластиковых бутылок из полиэтилена высокой плотности в проходе для сока и в ящике для молока.HDPE также используется в контейнерах для масла, вкладышах для ящиков с хлопьями и в больших ведрах для еды, например, в школьных столовых и ресторанах.
Virgin HDPE — безопасный пластик для контакта с пищевыми продуктами. FDA разрешило переработанный полиэтилен высокой плотности для контакта с пищевыми продуктами на индивидуальной основе более 20 лет .
Из смолыHDPE получается пластик, устойчивый к коррозии и мало впитывающий влагу, что делает его хорошо подходящим для хранения напитков. Кроме того, контейнеры из полиэтилена высокой плотности не выделяют химические вещества в свое содержимое.
Полиэтилен низкой плотности (LDPE)
Пластмассы LDPEпохожи на пластики HDPE, но известны своей меньшей жесткостью. Они популярны в бутылках для отжима, например, для кетчупа и горчицы; пластиковые пленки, например пленки для упаковки коммерческих хлебобулочных изделий и мяса; и кольца из шести упаковок.
Смолы LDPE Virgin безопасны для контакта с пищевыми продуктами. В то время как переработанные смеси LDPE / PP были одобрены FDA для контакта с пищевыми продуктами в двух случаях , материалы, изготовленные из 100% смолы PCR LDPE, не допускаются для контакта с пищевыми продуктами.
LDPE обладает хорошей химической стойкостью, высокой ударной вязкостью и сильным поглощением износа. Подобно пластику ПЭТ и ПЭВП, ПЭНП может удерживать пищевые продукты без вымывания каких-либо вредных материалов и проникновения микроорганизмов.
Поликарбонат (ПК)
Поликарбонат обычно используется для изготовления бутылочек для воды, детских бутылочек и многоразовых емкостей для воды.
В последние несколько лет было много дискуссий о безопасности поликарбоната для пищевых продуктов, поскольку в смоле содержится бисфенол А (BPA)).Ходят слухи, что BPA опасен для здоровья. Благодаря пристальному вниманию общественности он был тщательно протестирован. среднее потребление BPA потребителем очень низкое (), и химическое вещество не накапливается в организме . Нет никаких сведений о существовании рисков для здоровья на таких малых уровнях, и FDA пришло к заключению , что это безопасно для контакта с пищевыми продуктами . Некоторые производители заменили одобренный FDA сополиэфир для создания прозрачных контейнеров, не содержащих бисфенола А.
PC — это особо прочный пластик (он используется для изготовления пуленепробиваемых окон), что делает его идеальным для изготовления «небьющихся» бутылок с водой и хранения большого количества продуктов.
Вот и все — самые популярные пластмассовые смолы, разрешенные для контакта с пищевыми продуктами. Заинтересованы в дополнительной информации о вашем проекте пластиковой упаковки? Ознакомьтесь с нашим блогом о преимуществах пластиковой упаковки.
Все, что вам нужно знать о полипропилене (ПП) Пластик
Что такое полипропилен (ПП) и для чего он используется?Полипропилен (ПП) представляет собой термопластичный «аддитивный полимер» , полученный из комбинации мономеров пропилена.Он используется во множестве приложений, включая упаковку для потребительских товаров, пластмассовые детали для различных отраслей промышленности, включая автомобильную промышленность, специальные устройства, такие как подвижные петли, и текстиль. Полипропилен был впервые полимеризован в 1951 году парой ученых-нефтяников Phillips по имени Пол Хоган и Роберт Бэнкс, а затем итальянскими и немецкими учеными Наттой и Реном. Он стал известен чрезвычайно быстро, поскольку коммерческое производство началось всего через три года после того, как итальянский химик профессор Джулио Натта впервые полимеризовал его.Натта усовершенствовал и синтезировал первую полипропиленовую смолу в Испании в 1954 году, и способность полипропилена кристаллизоваться вызвала большой интерес. К 1957 году его популярность резко возросла, и широкое коммерческое производство началось по всей Европе. Сегодня это один из наиболее часто производимых пластиков в мире.
Прототип крышки для безопасности детей из полипропилена с ЧПУ, вырезанной из полипропилена, от Creative Mechanisms
По некоторым данным, текущий мировой спрос на материал формирует годовой рынок около 45 миллионов метрических тонн, и, по оценкам, спрос вырастет примерно до 62 миллионов метрических тонн к 2020 году.Основными конечными потребителями полипропилена являются упаковочная промышленность, на которую приходится около 30% от общего объема, за ней следует производство электротехники и оборудования, на которое приходится около 13% в каждой. И бытовая техника, и автомобилестроение потребляют по 10% каждая, а за ними следуют строительные материалы с 5% рынка. Остальные области применения вместе составляют остальную часть мирового потребления полипропилена.
Полипропилен имеет относительно скользкую поверхность, что может сделать его возможным заменителем пластмасс, таких как ацеталь (POM), в приложениях с низким коэффициентом трения, таких как шестерни, или для использования в качестве места контакта для мебели.Возможно, отрицательным аспектом этого качества является то, что полипропилен может быть трудно приклеивать к другим поверхностям (то есть он плохо держится с некоторыми клеями, которые хорошо работают с другими пластиками, и иногда его приходится сваривать, если требуется формирование стыка. ). Хотя полипропилен скользкий на молекулярном уровне, он имеет относительно высокий коэффициент трения, поэтому вместо него будут использоваться ацталь, нейлон или ПТФЭ. Полипропилен также имеет низкую плотность по сравнению с другими распространенными пластиками, что приводит к экономии веса для производителей и дистрибьюторов деталей из полипропилена, изготовленных методом литья под давлением.Он обладает исключительной стойкостью при комнатной температуре к органическим растворителям, таким как жиры, но подвержен окислению при более высоких температурах (потенциальная проблема при литье под давлением).
Одним из основных преимуществ полипропилена является то, что из него можно изготавливать (с помощью ЧПУ или литья под давлением, термоформования или опрессовки) в живую петлю. Живые петли — это чрезвычайно тонкие куски пластика, которые не ломаются (даже при экстремальных движениях, приближающихся к 360 градусам). Они не особенно полезны для структурных применений, таких как удерживание тяжелой двери, но исключительно полезны для ненесущих применений, таких как крышка бутылки кетчупа или шампуня.Полипропилен уникален для живых петель, потому что он не ломается при многократном сгибании. Одним из других преимуществ является то, что полипропилен может быть обработан на станке с ЧПУ, чтобы включить в него живой шарнир, что позволяет ускорить разработку прототипа и дешевле, чем другие методы прототипирования. Модель Creative Mechanisms уникальна тем, что мы умеем изготавливать живые петли из цельного куска полипропилена.
Еще одно преимущество полипропилена состоит в том, что его можно легко сополимеризовать (по существу, объединить в композитный пластик) с другими полимерами, такими как полиэтилен.Сополимеризация значительно изменяет свойства материала, что позволяет использовать его в более надежных инженерных приложениях, чем это возможно с чистым полипропиленом (сам по себе в большей степени являющийся товарным пластиком).
Характеристики, упомянутые выше и ниже, означают, что полипропилен используется в самых разных областях: тарелки, подносы, чашки и т. Д. Можно мыть в посудомоечной машине, непрозрачные переносные контейнеры и многие игрушки.
Каковы характеристики полипропилена?Некоторые из наиболее важных свойств полипропилена:
- Химическая стойкость: Разбавленные основания и кислоты плохо реагируют с полипропиленом, что делает его хорошим выбором для емкостей с такими жидкостями, как чистящие средства, средства первой помощи и т. Д.
- Эластичность и прочность: Полипропилен будет действовать эластично в определенном диапазоне отклонений (как и все материалы), но он также будет испытывать пластическую деформацию на ранних этапах процесса деформации, поэтому обычно считается «прочным» материалом. Прочность — это технический термин, который определяется как способность материала деформироваться (пластически, а не упруго) без разрушения.
- Устойчивость к усталости: Полипропилен сохраняет свою форму после сильного скручивания, изгиба и / или изгиба.Это свойство особенно ценно при изготовлении живых петель.
- Изоляция: полипропилен обладает очень высокой устойчивостью к электричеству и очень полезен для электронных компонентов.
- Коэффициент пропускания: Хотя полипропилен можно сделать прозрачным, обычно он имеет естественный непрозрачный цвет. Полипропилен можно использовать в тех случаях, когда важна передача света или имеет эстетическую ценность. Если требуется высокий коэффициент пропускания, лучше подойдут такие пластмассы, как акрил или поликарбонат.
Полипропилен классифицируется как «термопластичный» (в отличие от «термореактивного») материал, что связано с тем, как пластик реагирует на тепло. Термопластические материалы становятся жидкими при температуре плавления (примерно 130 градусов Цельсия в случае полипропилена). Основным полезным признаком термопластов является то, что их можно нагреть до точки плавления, охладить и снова нагреть без значительного разрушения. Вместо сжигания термопласты, такие как полипропилен, превращаются в жидкость, что позволяет легко формовать их под давлением, а затем перерабатывать.Напротив, термореактивные пластмассы можно нагреть только один раз (обычно в процессе литья под давлением). Первое нагревание вызывает затвердевание термореактивных материалов (аналогично двухкомпонентной эпоксидной смоле), что приводит к химическим изменениям, которые нельзя отменить. Если вы попытаетесь нагреть термореактивный пластик во второй раз до высокой температуры, он просто сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Почему полипропилен используется так часто?Полипропилен используется как в быту, так и в промышленности.Его уникальные свойства и способность адаптироваться к различным технологиям изготовления делают его бесценным материалом для самых разных целей. Еще одна неоценимая характеристика — способность полипропилена действовать как пластиковый материал и как волокно (как те рекламные сумки, которые раздают на мероприятиях, гонках и т. Д.). Уникальная способность полипропилена производиться различными методами и для различных применений означала, что вскоре он стал бросать вызов многим старым альтернативным материалам, особенно в упаковочной, волокнистой и литьевой промышленности.Его рост был устойчивым на протяжении многих лет, и он остается крупным игроком в мировой индустрии пластмасс.
В Creative Mechanisms мы использовали полипропилен во многих сферах применения в различных отраслях промышленности. Возможно, самый интересный пример — это наша способность на станке с ЧПУ из полипропилена включать в себя живую петлю для разработки прототипа живой петли. Полипропилен — очень гибкий, мягкий материал с относительно низкой температурой плавления. Эти факторы не позволяют большинству людей правильно обрабатывать материал.Он слипается. Это не режет чисто. Он начинает таять от тепла фрезы с ЧПУ. Обычно его нужно соскрести, чтобы что-нибудь приблизилось к готовой поверхности. Но нам удалось решить эту проблему, что позволяет нам создавать новые прототипы живых петель из полипропилена. Взгляните на видео ниже:
Какие бывают типы полипропилена?Доступны два основных типа полипропилена: гомополимеры и сополимеры.Сополимеры далее делятся на блок-сополимеры и статистические сополимеры. Каждая категория лучше подходит для определенных приложений, чем для других. Полипропилен часто называют «сталью» в пластмассовой промышленности из-за различных способов, которыми он может быть модифицирован или настроен для наилучшего использования для конкретной цели. Обычно это достигается путем введения в него специальных добавок или особого производства. Эта адаптивность — жизненно важное свойство.
Гомополимерный полипропилен — универсальный.Вы можете думать об этом как о состоянии полипропилена по умолчанию. Блок-сополимер Полипропилен имеет звенья сомономера, расположенные в виде блоков (то есть в виде регулярного рисунка), и содержат от 5% до 15% этилена. Этилен улучшает некоторые свойства, такие как ударопрочность, в то время как другие добавки улучшают другие свойства. Статистический сополимер полипропилен — в отличие от блок-сополимера полипропилена — имеет звенья сомономера, расположенные в нерегулярном или случайном порядке вдоль молекулы полипропилена.Они обычно включают в себя от 1% до 7% этилена и выбираются для применений, где желателен более гибкий и более чистый продукт.
Как производится полипропилен? Полипропилен, как и другие пластмассы, обычно начинается с перегонки углеводородного топлива на более легкие группы, называемые «фракциями», некоторые из которых объединяются с другими катализаторами для производства пластмасс (обычно посредством полимеризации или поликонденсации).
Полипропилен не всегда доступен в виде нитей для 3D-печати.
Обработка полипропилена с ЧПУ:Полипропилен широко используется в качестве листового материала для производства станков с ЧПУ. Когда мы создаем прототипы небольшого количества деталей из полипропилена, мы обычно обрабатываем их с помощью ЧПУ. Полипропилен приобрел репутацию материала, который не поддается механической обработке. Это потому, что он имеет низкую температуру отжига, а это означает, что он начинает деформироваться под действием тепла. Поскольку в целом это очень мягкий материал, для его точной резки требуется чрезвычайно высокий уровень навыков.Креативным механизмам это удалось. Наши бригады могут использовать станок с ЧПУ и резать полипропилен чисто и с очень высокой детализацией. Кроме того, мы можем изготавливать живые петли из полипропилена толщиной всего 0,010 дюйма. Изготовление живых петель само по себе является сложной задачей, что делает использование такого сложного материала, как полипропилен, еще более впечатляющим.
Полипропилен для литья под давлением:Полипропилен — очень полезный пластик для литья под давлением и обычно доступен для этой цели в форме гранул.Полипропилен легко формовать, несмотря на его полукристаллическую природу, и он очень хорошо течет из-за низкой вязкости расплава. Это свойство значительно увеличивает скорость заполнения формы материалом. Усадка полипропилена составляет около 1-2%, но может варьироваться в зависимости от ряда факторов, включая давление выдержки, время выдержки, температуру плавления, толщину стенок формы, температуру формы, а также процентное содержание и тип добавок.
Другое:
В дополнение к обычным пластиковым материалам, полипропилен также хорошо подходит для использования с волокнами.Это дает ему еще более широкий спектр применения, выходящий за рамки простого литья под давлением. К ним относятся веревки, ковры, обивка, одежда и тому подобное.
Изображение с AnimatedKnots.com
Каковы преимущества полипропилена?- Полипропилен доступен и относительно недорого.
- Полипропилен обладает высокой прочностью на изгиб благодаря своей полукристаллической природе.
- Полипропилен имеет относительно скользкую поверхность.
- Полипропилен очень устойчив к впитыванию влаги.
- Полипропилен обладает хорошей химической стойкостью к широкому спектру оснований и кислот.
- Полипропилен обладает хорошей усталостной прочностью.
- Полипропилен обладает хорошей ударной вязкостью.
- Полипропилен — хороший электроизолятор.
- Полипропилен имеет высокий коэффициент теплового расширения, что ограничивает его применение при высоких температурах.
- Полипропилен подвержен разрушению под действием УФ-излучения.
- Полипропилен имеет плохую стойкость к хлорированным растворителям и ароматическим соединениям.
- Известно, что полипропилен трудно окрашивать, так как он имеет плохие адгезионные свойства.
- Полипропилен легко воспламеняется.
- Полипропилен подвержен окислению.
Несмотря на свои недостатки, полипропилен в целом отличный материал. Он обладает уникальным сочетанием качеств, которых нет ни в одном другом материале, что делает его идеальным выбором для многих проектов.
Каковы свойства полипропилена?Недвижимость | Значение |
Техническое наименование | Полипропилен (ПП) |
Химическая формула | (C 3 H 6 ) n |
Идентификационный код смолы (используется для переработки) | |
Температура расплава | 130 ° C (266 ° F) |
Типичная температура пресс-формы для литья под давлением | 32 — 66 ° C (90 — 150 ° F) *** |
Температура теплового отклонения (HDT) | 100 ° C (212 ° F) при 0.46 МПа (66 фунтов на кв. Дюйм) ** |
Прочность на разрыв | 32 МПа (4700 фунтов на кв. Дюйм) *** |
Прочность на изгиб | 41 МПа (6000 фунтов на кв. Дюйм) *** |
Удельный вес | 0,91 |
Скорость усадки | 1,5 — 2,0% (0,015 — 0,02 дюйма / дюйм) *** |
* В стандартном состоянии (при 25 ° C (77 ° F), 100 кПа) ** Исходные данные *** Исходные данные
Экологическая оценка жизненного цикла полипропилена, изготовленного из отработанного кулинарного масла
Основные моменты
- •
В этой статье представлена первая оценка экологической безопасности полипропилена на основе UCO.
- •
Исследовано шестнадцать категорий воздействия и тщательно изучены методы распределения.
- •
PP на основе UCO обеспечивает явное снижение воздействия с точки зрения изменения климата и истощения ископаемых ресурсов по сравнению с нефтехимическим PP, независимо от выбора методов распределения.
- •
В оценочных LCA, в которых основное внимание уделяется недоминантным продуктам, расширение системы с последующей заменой не должно использоваться.
Реферат
Отработанное кулинарное масло (UCO) привлекает большое внимание как сырье для производства возобновляемого топлива и материалов на биологической основе. Это исследование направлено на оценку воздействия на окружающую среду полипропилена (ПП) на основе UCO с помощью оценки жизненного цикла (LCA) от колыбели до завода. Было оценено 16 категорий воздействия. Результаты интерпретировались с шагами нормализации и взвешивания. Для нескольких процессов с несколькими выходами были тщательно изучены различные процедуры распределения.На нормализованной и взвешенной основе в экологических воздействиях ГЗ на основе UCO преобладают изменение климата (28%), использование ископаемых ресурсов (23%) и водопользование (11%).