Напыление металла по технологии ДИМЕТ
«Авторемпласт» предлагает автовладельцам профессиональные услуги по ремонту систем, узлов и агрегатов автомобилей методом газодинамического напыления металла с использованием оборудования ДИМЕТ. Данная технология позволяет производить качественный ремонт элементов системы охлаждения, выхлопной системы, двигателя, КПП, кузова, крепежных элементов и других узлов и агрегатов авто- и мототехники.
Оборудование ДИМЕТ предназначено для напыления алюминия, меди, цинка, никеля, баббита на детали из различных металлов и сплавов. Применяя технологию напыления металла специалисты нашего автосервиса производят практически ювелирные работы:
— ремонт сот радиаторов и интеркулеров
— герметизация трубок, устранение течей
— заполнение углублений, наращивание, выравнивание поверхности металлических деталей, ремонт трещин
— ремонт двигателей, ГБЦ, коробок передач
— восстановление посадочных мест подшипников и валов
— антикоррозионная обработка металлических деталей, сварных швов
— восстановление прогаров в блоке цилиндров, ГБЦ и выхлопной системе
— ремонт кронштейнов, проушин
— другие работы
Если ваш автомобиль требует тонкого ремонта методом напыления металла, доверьтесь профессионалам своего дела. Специалисты нашего сервиса произведут ремонт качественно и за разумные деньги. На результат ремонта мы даем гарантию!
Специалисты нашего сервиса произведут ремонт качественно и за разумные деньги. На результат ремонта мы даем гарантию!
Автосервис «Авторемпласт» находится в ЮЗАО (м. Нагатинская).
Ремонт трубки кондиционера напылением
Еще одна трубка кондиционера
Ремонт ГБЦ автомобиля Ауди
Ремонт ГБЦ BMW
Ремонт рулевой рейки напылением
Ремонт радиатора АКПП
Ремонт насоса напылением металла (и аргонной сваркой)
| Оборудование для газопламенной обработки металлов и металлизации изделий: установки для сверхзвукового нанесения покрытий, для газопламенного напыления, | 8424890009 |
| Оборудование для сварки и газотермического напыления: установка для сварки металлов | 8515 |
Оборудование для газопламенной обработки металлов: машина газопламенного напыления, т. м. HIPOJET, мод. 1500, 1500М, 2700, 2700М, 3500, 3500М м. HIPOJET, мод. 1500, 1500М, 2700, 2700М, 3500, 3500М | 8424309000 |
| Оборудование для газопламенной обработки металлов и металлизации изделий: система для нанесения напыления, в составе: системы управления с пистолетом для напыления и питателя порошкового материала | 8424890009 |
| Оборудование для сварки и газотермического напыления: аппарат инверторный для сварки и резки металла | 8515 |
| Оборудование для сварки и газотермического напыления: сварочный аппарат модель: BIG BLUE 500D для ручной сварки металлов, на напряжение 120/240 вольт | 8515391800 |
| Оборудование для сварки, резки и газотермического напыления, с круговым движением и с технологическим обрудованием на борту: аппараты автоматические для сварки и резки металлов на напряжение питания свыше 50В, перечень сог | 8515310000 |
| Оборудование для сварки, резки и газотермического напыления, с круговым движением: аппараты автоматические для сварки и резки металлов на напряжение питания свыше 50В: Аппараты для газопламенной резки, сварки и снятия фасо | 8515310000 |
| Оборудование с направляющим рельсом для сварки, газотермического напыления и резки: Автоматические аппараты для дуговой сварки и резки металлов c напряжением питания свыше 50В: Сварочные аппараты Universal Bug-O-Matic, сер | 8515310000 |
| Оборудование для газопламенной обработки металлов и металлизации изделий: система напыления металлом и углеродом, | 8515809000 |
| Оборудование для сварки и газотермического напыления: Машина точечной сварки металлов, | 8515290009 |
| Оборудование для сварки, газопламенной обработки металлов и газотермического напыления: горелки, | 8468 |
| Оборудование для сварки и газотермического напыления: установки воздушно-плазменной резки металлов | 8456908000 |
| Оборудование металлообрабатывающее: установка вакуумного напыления металлов | 8515801000 |
| Оборудование для газопламенной обработки металлов и металлизация изделий: автоматизированная комбинированная установка плазменного напыления | 8515801000 |
| Оборудование для газопламенной обработки металлов и металлизация изделий: Комплекс оборудования плазменного напыления | 8515809000 |
| Оборудование для сварки и газотермического напыления: аппараты для сварки металлов | 8515391800 |
| Оборудование для сварки и газотермического напыления: станок для точечной лазерной сварки металлов | 8515801000 |
| Оборудование для газопламенной обработки металлов и металлизации изделий: установка термического напыления «MULTICOAT VPS THERMAL SPRAY SYSTEM» | 8515801000 |
| Оборудование для сварки и газотермического напыления: горелка газовая ручная с дутьём для сварки и резки металлов | 8468100000 |
| Оборудование для сварки промышленное: машины для сварки пластмассовых изделий, и горячего напыления металлов | 8515 |
| Оборудование для сварки и газотермического напыления: аппарат для плазменной электродуговой очистки поверхности металла | 8515 |
| Оборудование для сварки и газотермического напыления: Сварочный аппарат полуавтоматический, для сварки чёрных металлов | 8515210000 |
| Оборудование для сварки и газотермического напыления: Сварочный аппарат, для сварки чёрных из металлов | 8515801000 |
| Оборудование для сварки и газотермического напыления: Полуавтоматический аппарат для сварки металлов с автоматическим механизмом подачи сварочной проволоки в рабочую зону модель: KIT400WS, KIT 400 WS, KIT 400WS, KIT400 WS, | 8515 |
Холодное газодинамическое напыление – Cybercom Ltd
В чём заключается процесс?
Холодное газодинамическое напыление — новейший метод в области термического напыления. По сравнению с обычными процессами термического напыления холодное газодинамическое напыление имеет особые преимущества, поскольку распыляемый материал не расплавляется и не плавится во время процесса. Таким образом, тепловое воздействие на покрытие и материал подложки остается низким.
По сравнению с обычными процессами термического напыления холодное газодинамическое напыление имеет особые преимущества, поскольку распыляемый материал не расплавляется и не плавится во время процесса. Таким образом, тепловое воздействие на покрытие и материал подложки остается низким.
Высокая кинетическая энергия частиц и высокая степень деформации при воздействии на подложку, которая связана с ней, позволяет изготавливать однородные и очень плотные покрытия. Диапазон толщины покрытия варьируется от нескольких сотых долей миллиметра до нескольких сантиметров.
В получаемых металлических покрытиях, физические и химические свойства практически не отличаются от свойств базового материала.
Согласно новейшей системной технологии компании «Impact Innovations GmbH» инертный газ — предпочтительно азот или гелий — подается в пистолет-распылитель под давлением до 50 бар (725 фунтов на кв.
Последующее расширение нагретого и находящегося под высоким давлением газа в сужающемся-расширяющемся сопле до давления окружающей среды приводит к ускорению технологического инертного газа до сверхзвуковой скорости и в то же время к охлаждению газа до температуры ниже 100 °C (373 °F).
Распыляемые порошки впрыскиваются в сужающуюся часть сопла с помощью устройства подачи порошка и газа-носителя и ускоряются до скорости частиц 1200 м/с в основном газовом потоке.
В сильно суженом сопле распылителя частицы ударяются о необработанные, в большинстве случаев, поверхности компонентов, деформируются и превращаются в сильно адгезионное/когезионное и низкооксидное покрытие.
Воздействие скорости частиц на качество и эффективность покрытия
- Частица покрытия достигла минимальной скорости удара, которая необходима для возбуждения механизма взаимодействия с поверхностью подложки (обрабатываемого образца).

- Поскольку скорость удара выше критической скорости, деформация и качество сцепления частиц возрастают.
- Если скорость удара слишком высока («скорость эрозии»), происходит больше разрушения материала, чем его добавления. Покрытие не образуется.
- Чтобы образовалось плотное и хорошо сформированное покрытие, значение скорости удара частиц должно быть между значениями критической скорости и скорости эрозии.

Что может быть покрыто методом холодного газодинамического напыления?
Материалы для покрытия
Металлы: например, магний, алюминий, титан, никель, медь, тантал, ниобий, серебро, золото и др.
Сплавы: например, никель-хром, бронза, алюминиевые сплавы, латунь, титановые сплавы, порошки из MCrAlY (сплавы на основе базового металла (Co, Ni, Cr, Fe) с добавлением хрома, алюминия и иттрия) и др.
Смешанные материалы (металлическая матрица в сочетании с твердыми фазами): например, металл и керамика, композиты.
Материалы основы
Металлические изделия и образцы, пластмасса, а также стекло и керамика.
Индивидуальная обработка
Каждый отдельный материал обрабатывается индивидуально.
Обработка материалов требует индивидуальной регулировки температуры и давления газа. Комбинация этих двух физических параметров определяет скорость частиц и качество покрытия. Диапазон оптимальной скорости распыления, ограниченный критической скоростью и скоростью эрозии, называется диапазоном осаждения. В рамках этого диапазона на качество нанесения покрытий влияют параметры.
Холодное газодинамическое напыление «БУРАТИНО» — Конкурс сварщиков «Делаем своими руками»
1. В чем смысл такой публикации?
2. Да просто потешить свое тщеславие. Показать, что «я такой умный и крутой. Сделал, а другим не скажу как».
3. Если проект коммерческий, то пусть человек им деньги зарабатывает, а не хвастается перед людьми, далекими от этого.
4. Я считаю, что на форумах, таких как этот, публикации должны быть открытыми, которые имеют полезность и повторяемость другими людьми, полноценно раскрывающими конструкцию. Иначе это бесполезная, никому не нужная информация. Поэтому такие конструкции не должны участвовать в конкурсе.

1. Есть конкурс, Есть техническая наминация. Есть участники, есть изделия и кто чего сделал, тот того и показал. Есть люди, которые в личных беседах видели мои удачи и порожения в этой битве с наукой и техникой. Так что, мне надо выло сидеть и молчать как рыба об лед? Или делать чегото по проще? Я вообще то, я трудности люблю преодолевать и с красивыми девушками сплю только в ГАМАКЕ и СТОЯ!!!!
2. Конечно да!!! А как же иначе. Только ПОНТЫ и ни чего другого! Как говорится ПОНТ двигатель ПРОГРЕССА.))) А ещё, я очень хочу ПОБЕДИТЬ, и главный приз в моём случае, был бы как раз к стати. Изолированая маска с фильтром, очень к стати сочитается с этим ПРИБОРОМ…. Особенно она может продлить мне ЖИЗНЬ, так как порошки мелкие и не каждый респиратор с ними справляется.
3. Проект может стать и комерческим, но это уже решать не тебе, пока это ещё одна моя самодельная технология, которая мне обошлась в «ТРИ» копейки и которая будет меня кормить в любом городе РФ (ранее я ездил тудой со своим сварочником и прозивёл ФУРОР) , Как по твоему, я должен был ехать без него и работать на тяжёлой стройке, а не на лёгкой сварке.
4. Полное раскрытие конструкции, поможет только гОсподам ПОтДЕЛКИНЫМ, от которых будет больше вреда, чем пользы, а если один человек, не понимающий сразу в электронике, програмировании, схемотехнике, силовой электронике, в газо динамике и ещё порядка пяти отраслей НАУКИ и ТЕХНИКИ, то это просто без позезная информация для него. И по этому, тот кто не понимает , или точнее ПОНИМАЕТ так как ты, он НЕ ДОЛЖЕН ГОЛОСОВАТЬ ЗА МОЙ ПРОЕКТ. Чего и от тебе я желаю.
ps. Администрация!!! прошу проконтролировать голосование, и если этот товарищь отдаст за меня голос, я НАСТАИВАЮ его АНУЛИРОВАТЬ вопреки всем правилам конкурса!!!!
Забыл добавить по п. 4. А ещё попробуй поэксперементируй с КЕРАМИКОЙ, просто возьми и сделай (грубо скажем) барабан для РЕВОЛЬВЕРА из керамики, что бы он выдерживал и темпиратуру, и вибрации, ну и естественно без ПОСТОРОННЕЙ помощи, опираясь на интернет (в котором ни кто ни чего не расказывает) и собственной интуиции Так что, кактотак……….
4. А ещё попробуй поэксперементируй с КЕРАМИКОЙ, просто возьми и сделай (грубо скажем) барабан для РЕВОЛЬВЕРА из керамики, что бы он выдерживал и темпиратуру, и вибрации, ну и естественно без ПОСТОРОННЕЙ помощи, опираясь на интернет (в котором ни кто ни чего не расказывает) и собственной интуиции Так что, кактотак……….
pps. Прости, что поставил тебе МИНУС, просто попробуй спустится на Землю, если не получается, попроси МОДЕРАТОРОВ (людей из мордера) сбить тебя на землю. МИНУС, это большёй Марсианский ПЛЮС, так что, не обижайся, с МИНУСАМИ не я был первый, а это чего то значит…
Сообщение отредактировал IGBT ибн ИВАНЫЧ: 13 Август 2015 20:15
Газодинамическое напыление на большие поверхности. Оборудование для холодного газодинамического напыления металлов
Процесс газодинамического напыления представляет собой закрепление частиц металла на металлических, стеклянных, керамических или бетонных изделиях в момент соударения газопорошковой смести с внешней поверхностью-подложкой.![]() Происходит это благодаря предварительному ускорению этих частиц в сопле для сверхзвукового разгона частиц, при этом температура разгоняемых металлических частиц не превышает температуру их плавления. Металлический слой, нанесенный на изделие по методу холодного газодинамического напыления, отличается качественной сцепкой с поверхностью основы и устойчив к механическим повреждениям.
Происходит это благодаря предварительному ускорению этих частиц в сопле для сверхзвукового разгона частиц, при этом температура разгоняемых металлических частиц не превышает температуру их плавления. Металлический слой, нанесенный на изделие по методу холодного газодинамического напыления, отличается качественной сцепкой с поверхностью основы и устойчив к механическим повреждениям.
История открытия явления и факты, обнаруженные опытным путем
Тот факт, что для образования металлического покрытия на поверхности-подложке нет необходимости доводить металлические частицы до состояния плавления или близкого к нему, как это обычно происходит при использовании стандартных методик напыления, был обнаружен в конце ХХ века российскими учеными. Результаты ряда экспериментов, проводимых научными сотрудниками РАН, показали, что поверхностное напыление можно получать и при нагреве твердых металлических частиц до температуры, которая гораздо ниже температуры их плавления.
Кроме того, в ходе экспериментов были зафиксированы следующие важные факты:
- главным параметром в технологии холодного газодинамического напыления, от которого зависит качество адгезии, является скорость разгона газопорошковой смеси. Именно этот параметр влияет на степень сцепки напыления с поверхностью, на которую оно наносится, а также на такие характеристики напыляемого слоя, как пористость и механическая прочность. При скорости твердых частиц выше 500-600 м/с эрозийные процессы трансформируются в прочный слой напыления;
- эмпирическим путем был обнаружен критический предел расхода частиц, при котором металлический слой не образуется при любой длительности воздействия газопорошкового потока на подложку;
- если расход порошка превышает критическую величину, то происходит крепкое и надежное сцепление частиц на напыляемой поверхности, и образуется плотный напыляемый слой;
- из всего объема твердых частиц, разгоняемых сверхзвуковым потоком, только небольшое количество образует слой поверхностного напыления. Основная масса частиц распыляется и не имеет возможности закрепиться на обрабатываемой поверхности. Соответственно, количество металлических частиц, наносимых и фиксирующихся на изделии, напрямую зависит от объема расходуемого порошкового материала;
- поверхность подложки в процессе формирования слоя напыления нагревается незначительно. Температура поверхности, обтекаемой потоком газа и подложки, которая находится в процессе газодинамического напыления, отличается друг от друга примерно на 45 градусов.
 Именно этот параметр влияет на степень сцепки напыления с поверхностью, на которую оно наносится, а также на такие характеристики напыляемого слоя, как пористость и механическая прочность. При скорости твердых частиц выше 500-600 м/с эрозийные процессы трансформируются в прочный слой напыления;
Именно этот параметр влияет на степень сцепки напыления с поверхностью, на которую оно наносится, а также на такие характеристики напыляемого слоя, как пористость и механическая прочность. При скорости твердых частиц выше 500-600 м/с эрозийные процессы трансформируются в прочный слой напыления; Температура поверхности, обтекаемой потоком газа и подложки, которая находится в процессе газодинамического напыления, отличается друг от друга примерно на 45 градусов.
Температура поверхности, обтекаемой потоком газа и подложки, которая находится в процессе газодинамического напыления, отличается друг от друга примерно на 45 градусов.Виды холодного газодинамического напыления и их преимущества
Холодное газодинамическое напыление имеет 2 вида:
- Напыление высокого давления, при котором используется гелий, азот или смесь газов. Расход порошкового материала составляет 4,5-13,5 кг/ч.
- Холодное газодинамическое напыление низкого давления, осуществляемое при помощи сжатого воздуха. Объем расходуемого порошка колеблется в пределах 0,3-3 кг/ч.
Оба вида напыления имеют свои преимущества и недостатки:
- при использовании в технологическом процессе высокого давления покрытие получается более качественным, при том, что размер твердых частиц металлического порошка может варьироваться от 5 до 50 мкм, а не в пределах 5-30 мкм, как в технологии со сжатым воздухом;
- в технологическом процессе напыления низкого давления используется менее габаритное оборудование, стоимость которого значительно ниже того, что используется для напыления под высоким давлением.

Технологический процесс напыления высокого и низкого давления
В процессе холодного напыления высокого давления газ нагревается и соединяется с твердыми частицами порошкового материала. Эта газопорошковая смесь поступает в сверхзвуковое сопло, разгоняется там до сверхзвуковой скорости и под давлением 7-40 бар направляется на поверхность изделия, на котором необходимо образовать металлическое покрытие.
Холодное напыление, при котором используется сжатый воздух, технологически отличается от метода напыления под высоким давлением тем, что основные процессы происходят сразу в сопле для разгона частиц до сверхзвуковой скорости: газ нагревается непосредственно в нем, а порошок поступает в сопло перпендикулярно газовому потоку. Кроме того, при использовании метода напыления с низким давлением используются порошки, в которых кроме частиц металла присутствуют керамические частицы. Такие добавки улучшают состояние поверхности изделия, на которое наносится напыление, и повышают качество адгезии материалов. Кроме того, в процессе прохождения потока смеси через оборудование керамические частицы дополнительно очищают стенки и выходное отверстие сопла.
Кроме того, в процессе прохождения потока смеси через оборудование керамические частицы дополнительно очищают стенки и выходное отверстие сопла.
Область применения холодного газодинамического напыления
Холодное газодинамическое покрытие применяется для решения следующих задач:
- реставрация металлических деталей, которые были подвержены сколам, трещинам, истиранию и другим механическим повреждениям;
- покрытие металлических изделий напылением с целью увеличения их антикоррозийных и теплопроводных свойств;
- защита контактных поверхностей наконечников металлических кабелей.
Покупка и продажа оборудования для бизнеса
- Главная
- Информационные статьи
- Технологии
- “Оборонка” поделилась методом реставрации металлических изделий
Кстати, обнинские инженеры разработали уже несколько модификаций установок ДИМЕТ. Учитывая широкую востребованность данного оборудования, сейчас серийно выпускаются как ручные, так и автоматизированные аппараты холодного газодинамического напыления, что позволяет использовать их в промышленности, нефтегазовой отрасли, а также в малом бизнесе для обработки небольших деталей. Тем более, что ничего особо сложного в самой технологии нет. Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В.
Тем более, что ничего особо сложного в самой технологии нет. Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В.
Теперь еще о преимуществах и недостатках метода. Оборудование для напыления металлов из китая? Во-первых, в отличие от газотермического способа ХГН может эффективно применяться при обычном давлении, в любом температурном диапазоне и уровне влажности.
В-вторых, он экологически абсолютно безопасен. В-третьих, благодаря большой скорости, может применяться и для абразивной чистки поверхности. Ну, а единственным недостатком технологии является возможность нанесения покрытий только из относительно пластичных металлов, таких как медь, алюминий, цинк, никель и др.
Область применения ХГН
Более подробно хотелось бы остановиться на сферах использования технологии холодного газодинамического напыления порошковыми материалами, чтобы наглядно показать насколько она сегодня востребована.
Устранение дефектов, восстановление поверхностей и герметизация
Все это – работа, которой могут заниматься даже малые предприятия. К примеру, в небольших мастерских можно ремонтировать детали из легких сплавов (части автомобильной конструкции, допустим), прежде всего, алюминиевых и алюминиевомагниевых. Причем, легко устраняются дефекты, возникшие как в процессе производства, так и в процессе эксплуатации.
А отсутствие сильного нагрева и низкая энергетика метода позволяют чинить даже тонкостенные изделия.
Отлично подходит ХГН и для восстановления изношенных поверхностей. Например, такой трудоемкий процесс, как “наращивание” металла в посадочных местах подшипников, теперь могут осуществлять даже малые предприятия, не говоря уже о восстановлении герметизации (когда применение жидких герметиков невозможно) в трубопроводах, теплообменниках или сосудах для рабочих газов, жидкостей.
Высокоточное восстановление деталей различных механизмов, токопроведение
ХГН очень эффективен в ремонте сложных изделий, где требуется точное восстановление геометрических параметров, устранение скрытых дефектов, но при этом с сохранением всех эксплуатационных характеристик, а также товарного вида. Именно поэтому данный метод активно используется в оборонно-промышленном комплексе, железнодорожной и авиационной промышленности, сельском хозяйстве, газоперекачке и пр.
Именно поэтому данный метод активно используется в оборонно-промышленном комплексе, железнодорожной и авиационной промышленности, сельском хозяйстве, газоперекачке и пр.
Не обойтись без этой технологии и в создании контактных площадок. Цены на оборудование для напыления металлов? Благодаря возможности легкого нанесения покрытий на любые металлические, керамические и стеклянные поверхности ХГН применяется и в производстве электротехнических изделий. Например, в процессах меднения, создании силовых токонесущих сетей, нанесении токовводов, изготовлении подслоев под пайку и т. д.
Антикоррозийная обработка и устранение глубоких дефектов
Напыление так называемого антифрикционного покрытия – высокоэффективный способ избавления от локальных повреждений (глубоких сколов, задиров, царапин). Это позволяет избежать процедуры полной перезаливки или даже замены изделия, что, естественно, экономически не выгодно.
А в антикорроизонной обработке и защите от высокотемпературной коррозии различных коммуникаций данному методу вообще нет равных. К слову, различные модификации оборудования ДИМЕТ ® обеспечивают качественную обработку внутренней поверхности труб диаметром от 100 мм и длиной до 12 м.
К слову, различные модификации оборудования ДИМЕТ ® обеспечивают качественную обработку внутренней поверхности труб диаметром от 100 мм и длиной до 12 м.
Дополнительная информация:
Газодинамическим методом наносятся жаростойкие покрытия, которые обеспечивают защиту вплоть до 1000-1100 градусов Цельсия. Электропроводность в среднем составляет 80-90 % электропроводности объемного материала. Коррозионная стойкость зависит от характеристик агрессивной среды.
Работа оборудования ДИМЕТ, разработанного и серийно выпускаемого ” Обнинским центром порошкового напыления” (ООО “ОЦПН “), основана на эффекте закрепления частиц металла, если они движутся со сверхзвуковой скоростью, на поверхности при соударении с ней, газодинамическое напыление металлов ДИМЕТ. Технология позволяет наносить металлические покрытия не только на металлы, но и на стекло, керамику, камень, бетон. К настоящему времени технология ДИМЕТ позволяет наносить покрытия из алюминия, цинка, меди, олова, свинца, баббитов, никеля и наносить их не только на металлы, но и на стекло, керамику, камень, бетон.
Специалисты Плакарта производят покрытия газодинамическим способом для промышленного оборудования (например, на фото – антикоррозионное покрытие теплообменника без демонтажа). Кроме того, мы поставляем установки холодного газодинамического напыления под ключ (наладка, сервис, обучение).
В зависимости от состава расходного материала (порошка) и изменения режимов его нанесения можно получить однородное или композиционное покрытие с твердой или пористой структурой и своей функциональной задачей. Это может быть: восстановление геометрии изделия, упрочнение и защита металла от коррозии, повышение тепло- и электропроводности материала, а также образование износостойкого покрытия, выдерживающего воздействие химически активных сред, высоких тепловых нагрузок и т. д.
В описании изобретения Браунинга данные проблемы оговариваются, но не разрешаются. Выход из данного положения открывает метод напыления, в котором порошок не нагревается до расплавленного состояния. Идея о возможности “холодной сварки” мелких металлических частиц при высокоскоростном соударении их с твердой поверхностью высказана в изобретении Шестакова еще в 1967 году Предложение о холодной сварке частиц в динамическом режиме в свое время не получило развития.
Оборудование для холодного газодинамического напыления металлов? Т.к. для реализации режима холодного напыления необходимы были новые предложения по устройству соплового узла.
По сути, — более продвинутый вариант давно уже зарекомендовавшего себя газотермического способа восстановления различных металлических деталей и поверхностей. Cold Spray или просто ХГН значительно расширяет возможности «горячего» метода обработки изделий.
В настоящее время, бесспорно, это самая передовая технология восстановления и защиты материалов, получившая широкое распространение как в промышленном секторе, так и гражданской сфере.
Принцип действия, плюсы и минусы ХГН
Имеет два основных отличия от газотермического метода реставрации. Во-первых, напыление защитного или восстановительного покрытия происходит при пониженной температуре, не превышающей 150 °С, что в свою очередь не вызывает напряжения в обрабатываемых деталях и их деформации. Во-вторых, «холодная» технология позволяет создавать слой регулируемой толщины и в точно заданных границах. О других плюсах и минусах расскажем чуть позже, а пока об авторах метода и о том, как он работает.
О других плюсах и минусах расскажем чуть позже, а пока об авторах метода и о том, как он работает.
Его разработчиком является «Обнинский центр порошкового напыления» (Россия). Производимое ими оборудование получило название ДИМЕТ ® . Оно сертифицировано по системе ГОСТ Р и защищено патентами России, США, Канады и других стран. В основу технологии заложен принцип сверхзвукового воздействия мельчайшими частицами легкоплавких и других материалов на обрабатываемую поверхность. В основном это полимеры или сплавы карбидов с металлами с размером частиц 0,01-0,5 мкм. Смешиваясь с газом они подаются на изделие со скоростью 500-1000 м/с.
В зависимости от состава расходного материала (порошка) и изменения режимов его нанесения можно получить однородное или композиционное покрытие с твердой или пористой структурой и своей функциональной задачей. Это может быть: восстановление геометрии изделия, упрочнение и защита металла от коррозии, повышение тепло- и электропроводности материала, а также образование износостойкого покрытия, выдерживающего воздействие химически активных сред, высоких тепловых нагрузок и т. д.
д.
Кстати, обнинские инженеры разработали уже несколько модификаций установок ДИМЕТ ® . Учитывая широкую востребованность данного оборудования, сейчас серийно выпускаются как ручные, так и автоматизированные аппараты холодного газодинамического напыления, что позволяет использовать их в промышленности, нефтегазовой отрасли, а также в малом бизнесе для обработки небольших деталей. Тем более, что ничего особо сложного в самой технологии нет. Для работы комплекса (помимо материала для напыления) необходим только сжатый воздух (подается под давлением 0,6-1,0 МПа и расходом 0,3-0,4 м3/мин.) и электросеть напряжением 220 В.
Теперь ещё о преимуществах и недостатках метода. Во-первых, в отличие от газотермического способа ХГН может эффективно применяться при обычном давлении, в любом температурном диапазоне и уровне влажности. В-вторых, он экологически абсолютно безопасен. В-третьих, благодаря большой скорости, может применяться и для абразивной чистки поверхности. Ну, а единственным недостатком технологии является возможность нанесения покрытий только из относительно пластичных металлов, таких как медь, алюминий, цинк, никель и др.
Область применения ХГН
Более подробно хотелось бы остановиться на сферах использования технологии холодного газодинамического напыления порошковыми материалами, чтобы наглядно показать насколько она сегодня востребована.
Устранение дефектов, восстановление поверхностей и герметизация
Всё это — работа, которой могут заниматься даже малые предприятия. К примеру, в небольших мастерских можно ремонтировать детали из легких сплавов (части автомобильной конструкции, допустим), прежде всего, алюминиевых и алюминиевомагниевых. Причем, легко устраняются дефекты, возникшие как в процессе производства, так и в процессе эксплуатации. А отсутствие сильного нагрева и низкая энергетика метода позволяют чинить даже тонкостенные изделия.
Отлично подходит ХГН и для восстановления изношенных поверхностей. Например, такой трудоемкий процесс, как «наращивание» металла в посадочных местах подшипников, теперь могут осуществлять даже малые предприятия, не говоря уже о восстановлении герметизации (когда применение жидких герметиков невозможно) в трубопроводах, теплообменниках или сосудах для рабочих газов, жидкостей.
Очень эффективен в ремонте сложных изделий, где требуется точное восстановление геометрических параметров, устранение скрытых дефектов, но при этом с сохранением всех эксплуатационных характеристик, а также товарного вида. Именно поэтому данный метод активно используется в оборонно-промышленном комплексе, железнодорожной и авиационной промышленности, сельском хозяйстве, газоперекачке и пр.
Не обойтись без этой технологии и в создании контактных площадок. Благодаря возможности легкого нанесения покрытий на любые металлические, керамические и стеклянные поверхности ХГН применяется и в производстве электротехнических изделий. Например, в процессах меднения, создании силовых токонесущих сетей, нанесении токовводов, изготовлении подслоев под пайку и т. д.
Антикоррозийная обработка и устранение глубоких дефектов
Напыление так называемого антифрикционного покрытия — высокоэффективный способ избавления от локальных повреждений (глубоких сколов, задиров, царапин). Это позволяет избежать процедуры полной перезаливки или даже замены изделия, что, естественно, экономически не выгодно.
Это позволяет избежать процедуры полной перезаливки или даже замены изделия, что, естественно, экономически не выгодно.
А в антикорроизонной обработке и защите от высокотемпературной коррозии различных коммуникаций данному методу вообще нет равных. К слову, различные модификации оборудования ДИМЕТ ® обеспечивают качественную обработку внутренней поверхности труб диаметром от 100 мм и длиной до 12 м.
Установка газодинамического напыления Димет | Яхта Стальная Крыса
В продолжении темы об оборудовании для нанесения цинкового покрытия на стальной корпус яхты, я побывал в Обнинском Центре Порошкового напыления и собственноручно затестировал установку газодинамического напыления Димет-405. Установка впечатляет. Под катом много много фоток напыленных поверхностей, над которыми мы немного поизголялись.
Установка малогабаритная, в зависимости от модификации весит 10-19 кг, потребляет 0.3-0.4 куба воздуха и порядка 3 КВт электричества. Напыляет как распространенные металлы и смеси (цинк, алюминий), так и специфические (никель, баббит). Принцип действия- т.н. газодинамическое напыление- воздух от компрессора дополнительно нагревается и ускоряется в сопле до сверхзвуковых скоростей (типа 700 м/c), в него подается мелкодисперсный порошок (частица 50 мкм) металла или керамики, частицы которого разгоняются и впечатываются в деталь. Единственный минус установки для меня — низкая производительность. Цинковать корпус придется долго. Ну и ценник конечно тоже впечатляет.
Принцип действия- т.н. газодинамическое напыление- воздух от компрессора дополнительно нагревается и ускоряется в сопле до сверхзвуковых скоростей (типа 700 м/c), в него подается мелкодисперсный порошок (частица 50 мкм) металла или керамики, частицы которого разгоняются и впечатываются в деталь. Единственный минус установки для меня — низкая производительность. Цинковать корпус придется долго. Ну и ценник конечно тоже впечатляет.
Теперь про покрытие. Обещают прилипание к отпескоструенной поверхности порядка 50 МПа. Для сравнения- лучшие клеи дают в районе 20. Тоесть вроде как держаться должно прочнее краски)) Покрытие получается шероховатое- как раз то что нужно для последующего грунтования. Правда есть некоторые вопросы по слабоприлипшим частицам- нужно ли их пытаться удалять и если да то как?
2. Сам процесс прост до безобразия — стараемся обеспечить нормальное направление факела к обрабатываемой поверхности и выдерживаем дистанцию от сопла до детали порядка 10-15мм:
3. Стандартный образец, выдающийся клиентам. Взял два- один погрызли, другой замочили в солевом растворе)) Треугольные наплывы на образце- это массив напыленного металла на плоской стальной подложке:
Стандартный образец, выдающийся клиентам. Взял два- один погрызли, другой замочили в солевом растворе)) Треугольные наплывы на образце- это массив напыленного металла на плоской стальной подложке:
4. Слева — медь. Справа- алюминий.
5.
6.
7. Сточенный надфилем участок напыленного алюминиевого образца. Весь этот массив был напылен:
8.
9. шлиф медного напыленного участка
10. шлиф алюминиевого напыленного участка
11.
12. А это одни из моих образцов, которые я привез с собой:
13. На эти образцы напылялся цинк без предварительной пескоструйки:
14. Оцинкованная поверхность крупным планом:
15. Крупный план напыленного цинкового покрытия (здесь и далее- если картинка двойная- сверху оригинал без обработки, снизу- задранная контрастность):
16.
17. Фаска напыляется хуже за счет изменения угла напыления. Идеально напылять перпендикулярно поверхности. 45 — предельный угол. Лучше не пылить под углом более 30 градусов:
18.
19. А это стандартный тест на прочность покрытия- я нацарапал сеточку с шагом 1-2мм острием чертилки:
20. При царапании давил изо всех сил- ни один кусочек покрытия из сеточки не вывалился и неоткрошился:
21.
22.
23. Граница напыления. Видна зона неполного напыления:
24.
25. Видны непропыленные участки:
26.
27. Испытание трением. Если потереть образцы друг о друга напыленными местами- цинк начинает полироваться:
28.
29.
30. Стоимость оборудования Димет. Стоимость высокая, чего тут говорить. Самая младшая модель — 220 тыщ, нормальная — 300:
Самая младшая модель — 220 тыщ, нормальная — 300:
Порошки алюминия, цинка, меди стоят сравнительно недорого- 600-800 руб за кг. Никель- 2500. Также можно пылить свинцом, оловом, баббитом.
———————
Хороший аппарат. Сильно хочется оцинковать корпус перед покраской.
Напыление металла установками Димет | Регион-М (RuSpray)
Установки для напыления металла ДИМЕТ.
Оборудование для газодинамического напыления металлов ДИМЕТ обеспечивает нанесение металлических покрытий из порошковых материалов (алюминиевые, медные, цинковые, никелевые, оловянные, свинцовые, баббитовые).
Технология ДИМЕТ базируется на процессе газодинамического напылении металлов — «холодное газодинамическое напыление», позволяет проводить широкий спектр авторемонтных, восстановительных работ, изделие в зоне нанесения покрытия не нагревается выше 100-150°С, что исключает возникновение внутренних напряжений в изделиях и их деформацию, а также окисление материалов покрытия и детали.
Чрезвычайно важна малая температура нагрева напыляемого металла при ремонте радиаторов, трубок кондиционеров, нанесении и восстановлении электропроводящих покрытий. Вес аппаратов от 10,3 кг до 19,3 кг, оборудование ДИМЕТ широко используются в автосервисах и авторемонтных мастерских.
Оборудование ДИМЕТ применяется в следующих областях:
• При повышении мощности и КПД газотурбинных установок магистральных газопроводов
• Авторемонт (повреждения двигателя, ремонт автокондиционеров, агрегатов и кузова автомобиля)
• Восстановление посадочных мест подшипников.
• Защита сварных швов (например — глушителя автомобиля).
• Герметизация течей жидкостей и газов (ремонт автокондиционеров и радиаторов охлаждения автомобилей).
• Восстановление утраченных объемов металла (ремонт ГБЦ, коленвалов, узлов и деталей автомобиля, дефектов литья, механических дефектов деталей).
• Нанесение электропроводящих покрытий (обогрев заднего стекла автомобиля).
• Нанесение жаростойких покрытий.
• Антикоррозионная защита кузова автомобиля.
• Нанесение подслоев для пайки.
• Различные спецприменения (реставрация скульптур, декоративные работы и т.д.
Ввиду малого веса и компактности оборудование ДИМЕТ® применяется не только в стационарных условиях, но и полевых условиях (выезд к клиенту для устранения дефектов габаритных узлов и агрегатов).
На оборудование предоставляется гарантия производителя, осуществляется постгарантийное обслуживание. Обеспечивается поставка всех расходных материалов — порошков, сменных элементов.
По вопросам приобреьтения данного оборудования вы можете обращаться в компанию Регион-М по телефонам: 8(495)641-77-46; 8(921)642-81-54
Спецификации и стандарты — Общество термического напыления
Этот список национальных стандартов США на термическое напыление был составлен Бобом Сулитом в рамках деятельности Комитета по разработке и доставке информации Общества термического напыления. Этот список включает те, которые в настоящее время опубликованы и готовятся для США. Каждый список включает название, номер, дату выпуска, реферат, организацию публикации (или подготовки) и доступность. Опубликованные стандарты доступны по адресу гиперссылки.
Этот список включает те, которые в настоящее время опубликованы и готовятся для США. Каждый список включает название, номер, дату выпуска, реферат, организацию публикации (или подготовки) и доступность. Опубликованные стандарты доступны по адресу гиперссылки.
Опубликованные стандарты США
ASTM C 633-01 , Стандартный метод испытаний на адгезионную или когезионную прочность покрытий, нанесенных методом термического напыления Этот метод испытаний охватывает определение степени адгезии (силы сцепления) покрытия с подложкой или когезионной прочности покрытия при растяжении, нормальном к поверхности. Испытание состоит в нанесении покрытия на одну сторону приспособления подложки, приклеивании этого покрытия к поверхности нагружающего приспособления и воздействии на эту совокупность покрытия и приспособлений растягивающей нагрузки, перпендикулярной плоскости покрытия.Он адаптирован, в частности, для испытаний покрытий, наносимых термическим напылением, которое включает в себя пламя горения, плазменную дугу, двухпроводную дугу, высокоскоростное кислородное топливо и процессы детонации для распыления сырья, которые могут быть в форме, проволока, стержень или порошок.
ASTM D 4541-02 , Метод испытания прочности покрытия на отрыв с использованием переносных тестеров адгезии Этот метод испытаний охватывает процедуру оценки прочности на отрыв (обычно называемой адгезией) покрытия путем определения либо наибольшей перпендикулярной силы (при растяжении), которую может выдержать участок поверхности, прежде чем пробка материала отделится, либо остается ли поверхность неповрежденной при заданном усилии (пройдено/не пройдено).Разрушение произойдет вдоль самой слабой плоскости в системе, состоящей из испытательного приспособления, клея, системы покрытия и подложки. Этот метод испытаний максимизировал растягивающее напряжение по сравнению с напряжением сдвига, применяемым другими методами, такими как царапание или склеивание ножом, и результаты могут быть несопоставимы. Кроме того, измерения прочности на отрыв зависят как от параметров материала, так и от параметров прибора. Результаты, полученные с использованием разных устройств, или результаты для одного и того же покрытия на подложках с разной жесткостью могут быть несопоставимы.
ANSI/AWS C2.16/C2.16M:2002 , Руководство по квалификации оператора термического напыления . В этом руководстве рекомендуются процедуры квалификации оператора термического напыления. Он охватывает применимые документы, касающиеся оборудования для термического напыления, расходных материалов и техники безопасности. Он также содержит квалификационную форму оператора и форму анализа системы покрытия. Примечание. Этот стандарт пересматривается; см. стандарт C2.16A в процессе подготовки.
АМС С2.18-93 , Руководство по защите стали термическим напылением из алюминия и цинка , их сплавов и композитов . В этом руководстве изложены рекомендуемые процедуры квалификации оператора термического напыления. Он охватывает применимые документы, касающиеся расходных материалов оборудования для термического напыления и техники безопасности. Он также содержит формы квалификации оператора и анализа покрытия.
Примечание. Этот стандарт пересматривается; см. стандарт C2.18A, часть A и часть B, в процессе подготовки.ГСПК УС 23.00(I ), Временные технические условия по нанесению покрытий термическим напылением (металлизации) алюминия, цинка и их сплавов и композитов для защиты стали от коррозии , 1 марта 2000 г. Настоящие временные технические условия охватывают требования металлические покрытия, нанесенные термическим напылением, с герметиками и верхними покрытиями и без них, в качестве средства предотвращения коррозии стальных поверхностей. Типы металлических покрытий включают чистый цинк, чистый алюминий и сплав цинка/алюминия, 85% цинка/15% алюминия по весу.Доступно на http://www.sspc.org. Примечание. Этот стандарт включается в AWS C2.18A/NACE RPXXXX-2002/SSPC CS 23.00A Part A, стандарт находится в стадии подготовки. . Этот стандарт распространяется на процессы термического напыления для ремонта элементов машин из черных и цветных металлов.
Включены требования к квалификации процедур и операторов термического напыления, требования и рекомендации по использованию материалов и оборудования для термического напыления, требования к обеспечению качества и описания применимых квалификационных испытаний.Этот стандарт отозван без возможности замены.MIL-STD-2138A(SH), Напыляемые металлические покрытия для защиты от коррозии на борту военных кораблей Этот стандарт охватывает требования к использованию металлических напыляемых покрытий (алюминий) для защиты от коррозии на борту военно-морских кораблей. Эти стандарты охватывают сертификацию объектов, сертификацию операторов, процедуры нанесения, процедуры металлического напыления и обеспечение качества продукции (включая процедуры испытаний и записи).


 Примечание. Этот стандарт пересматривается; см. стандарт C2.18A, часть A и часть B, в процессе подготовки.
Примечание. Этот стандарт пересматривается; см. стандарт C2.18A, часть A и часть B, в процессе подготовки. Включены требования к квалификации процедур и операторов термического напыления, требования и рекомендации по использованию материалов и оборудования для термического напыления, требования к обеспечению качества и описания применимых квалификационных испытаний.Этот стандарт отозван без возможности замены.
Включены требования к квалификации процедур и операторов термического напыления, требования и рекомендации по использованию материалов и оборудования для термического напыления, требования к обеспечению качества и описания применимых квалификационных испытаний.Этот стандарт отозван без возможности замены.Соединенные Штаты Соединенные Штаты в подготовке
AWS C2.16A-XX , Руководство для квалификации оператора термического распыления , CD # 4, 4 июня 2001 года (77 страниц ).
Этот стандарт устанавливает 11 квалификационных классов операторов термического напыления в 4 категориях процессов термического напыления: пламенное, дуговое, плазменное и HVOF. Подробно описаны квалификационные тесты знаний и навыков. Квалификация является непрерывной до тех пор, пока оператор термического напыления поддерживает удовлетворительную работу, включая не менее 8 часов производственной работы в течение шести месяцев для каждой квалификационной категории.(1997-настоящее время).AWS C2-18A, NACE RPXXXX-2002 и SSPC CS 23.00A, часть A , Спецификация по нанесению покрытий термическим напылением (металлизация) алюминия, цинка, их сплавов и композитов для Защита стали от коррозии , проект № 3, 22 мая 2001 г. (45 страниц). Настоящий стандарт представляет собой процедуру нанесения металлических покрытий методом термического напыления (TSC) из алюминия, цинка, их сплавов и композитов для защиты стали от коррозии.Требуемое оборудование, процедуры применения и контрольные точки производственного контроля качества (КК) указаны.
Настоящий стандарт может использоваться в качестве закупочной документации. Приложения включают «типовую спецификацию закупок». Примечание. Этот обновленный стандарт станет постоянным стандартом, который заменит временный стандарт SSPC CS 23.00(I). (1999-настоящее время).AWS C2-18A, NACE RPXXXX-2002 и SSPC CS 23.00A, Нанесение покрытий термическим напылением (металлизация) алюминия, цинка, их сплавов и композитов для защиты от коррозии стали , Часть B: Руководство, черновик № 2, 10 октября 2001 г. (47 страниц).В этом Руководстве представлена дополнительная информация и рекомендации по безопасности, выбору покрытий для термического напыления (TSC), руководство по проверке и контрольный список, испытание на изгиб, квалификация оператора термического напыления, аттестация оборудования для термического напыления, а также техническое обслуживание и ремонт TSC. (1993 – настоящее время).
AWS C2.19-XX , Ремонт элементов машин с помощью покрытий для термического напыления , компакт-диск № 3, 5 мая 2000 г.
(52 страницы). Этот стандарт распространяется на процессы термического напыления для ремонта элементов машин из черных и цветных металлов.Включены требования к квалификации процедур и операторов термического напыления, требования и рекомендации по использованию материалов и оборудования для термического напыления, требования к обеспечению качества и описания применимых квалификационных испытаний. Примечание. ВМС (Charles Null, код NAVSEA 05M2) запросили у AWS включение MIL-STD-1687A(SH) в стандарт AWS, апрель 1998 г. (с 1998 г. по настоящее время).AWS C2.20-XX , Спецификация для термического напыления цинковых анодов на железобетон , компакт-диск № 3, 16 января 2001 г. (25 страниц).Этот стандарт AWS представляет собой спецификацию для термического напыления цинковых анодов на железобетон. Объем включает в себя: описание работы, безопасность, справочные стандарты выполнения / непрохождения работ, исходные материалы, оборудование, пошаговую технологическую инструкцию по подготовке поверхности, термическому напылению и контролю качества.
Есть три приложения: протокол контроля работы, квалификация оператора и портативное испытание на адгезию. (1995-настоящее время).AWS C2.21-XX , Спецификация приемочной инспекции оборудования для термического напыления , WD-4, 15 мая 1998 г. (19 страниц).Этот стандарт определяет требования к приемке оборудования для термического напыления для плазменного, электродугового, порошкового, проволочного, стержневого и шнурового оборудования, а также оборудования, работающего на высокоскоростном кислородном топливе (HVOF). Поставщик оборудования должен предоставить подтверждение пригодности. Примеры отчетов об инспекциях представлены в четырех необязательных приложениях.
AWS C2.25-XX , Технические условия на сплошные и композитные проволоки и керамические стержни для термического напыления , DS 1, 7-11-2001 (25 страниц).Эта спецификация определяет требования к классификации химического состава в состоянии изготовления для сплошных и композитных проводов и керамических стержней для термического напыления.
Включены требования к стандартным размерам, маркировке, изготовлению и упаковке. Перечислено 100 материалов. (1985-настоящее время).SSPC-QP 6 , Стандартная процедура оценки квалификации специалистов по нанесению термического напыления (металлизации) , проект № 2, 2001–21 (23 страницы). Настоящий стандарт описывает метод оценки квалификации специалистов по нанесению покрытий методом термического напыления (металлизации) для нанесения покрытий методом термического напыления в соответствии с SSPC CS 23.00(I), « Временные технические условия по нанесению покрытий термическим напылением (металлизации) алюминия, цинка и их сплавов и композитов для защиты стали от коррозии», (последняя редакция), т.е. подготовка поверхности, термическое напыление , а также герметизация или герметизация и покрытие компонентов/узлов в цеху и сложных конструкций в полевых условиях. Эти процедуры применимы к производственному цеху, верфи или другому объекту, который наносит покрытия в цеху, даже если предоставление услуг по нанесению покрытий не является основной функцией.
(2001-настоящее время).
Британские/международные стандарты
Этот список стандартов, связанных с термическим напылением, был предоставлен с любезного разрешения Ivor Huff, секретарем Ассоциации термического напыления и обработки поверхностей. Удерживая секретариат комитета BSI STI/40, TSSEA продолжает вносить вклад Великобритании в Европейский комитет CEN/TC 240. Этот комитет состоит из представителей/делегатов, представляющих каждое из государств-членов в сообществе.
ISO информируются о предложениях CEN, и они могут принять участие в их разработке, оставляя комментарии на каждом этапе обсуждения. Такой двойной документ, наконец, подлежит параллельному голосованию. После окончательного утверждения стандарт будет идентифицирован в Великобритании как BS EN ISO. Другие имеют обозначение BS EN, за которым следует номер.
Стандарты ISO доступны в магазине стандартов ASM; все остальные можно приобрести через веб-сайт TSSEA. Члены TSSEA получают 50% скидку; добавить 10% сбор за обработку, минимум 3 фунта стерлингов.
00)BS EN 582: 1993
Определение предела прочности при растяжении.
BS EN 657: 1994
Терминология, классификация. (Выполняется редакция)
BS EN 22063: 1994
Металлические и другие неорганические покрытия. Термическое напыление. Цинк, алюминий и их сплавы. (Обновленный стандарт, который будет доступен в ближайшем будущем)
BS EN 1395: 1996
92
Powders — Состав — Технические условия поставки.(Выполняется редакция)
BS EN ISO 14920
Напыление и плавление термически напыляемых покрытий из самофлюсующихся сплавов.
BS EN ISO 14918: 1998
Сертификационные испытания термических распылителей.
BS EN ISO 14922 — 1, 2, 3, 4: 1999
Требования качества термически распыляемых покрытий 1, 2, 3, 4
BS EN ISO 14919: 2001
провода, стержни и шнуры для пламени и дуги опрыскивание
BS EN ISO 14921: 2001
процедуры для применения термически распыляемых покрытий для инженерных компонентов
BS EN 13214 : 2001
Задачи и обязанности
BS EN 13507: 2001
Предварительная обработка поверхностей металлических компонентов для термического напыления.
Требования к качеству термически напыляемых покрытий Части 1, 2, 3, 4 BS EN ISO 14919: 2001 Проволока, стержни и шнуры для газопламенного и дугового напыления BS EN ISO 14921: 2001 Процедуры нанесения термически напыленных покрытий для технических компонентов BS EN 13214: 2001 Задачи и обязанности BS EN 13507: 2001 Предварительная обработка поверхностей металлических компонентов для термического напыления.
Требования к качеству термически напыляемых покрытий Части 1, 2, 3, 4 BS EN ISO 14919: 2001 Проволока, стержни и шнуры для газопламенного и дугового напыления
BS EN ISO 14921: 2001 Процедуры нанесения термически напыленных покрытий на технические детали BS EN 13214: 2001 Задачи и обязанности BS EN 13507: 2001 Предварительная обработка поверхностей металлических компонентов для термического напыления.Обратите внимание, что существующие стандарты подлежат пересмотру, как правило, через 5 лет.
Другие темы, которые все еще находятся в стадии общественного обсуждения или обсуждения, включают:
Последующая обработка и отделка термически напыленных покрытий
Характеристика и тестирование термически напыленных покрытий защита от коррозии и окисления при повышенных температурах
Определение эффективности отложений На стадии общественного запроса
Новые рабочие предложения
Оборудование для дугового напыления — Система дугового термонапыления
Astro Alloys предлагает системы и оборудование для дугового термического напыления TAFA ® , разработанные для обеспечения максимальной простоты, долговечности и воспроизводимости независимо от области применения покрытия.
В этом процессе участвуют два провода, которые подаются в пистолет, затем они заряжаются, и между ними возникает дуга. Тепло от дуги плавит поступающую проволоку, и расплавленное сырье затем осаждается на подложке.Модель ТАФА 8830MHU / 8835MHU
Съемные дуговые распылительные системы TAFA моделей 8830MHU и 8835MHU доказали свою эффективность, стабильно обеспечивая высококачественные покрытия с минимальной регулировкой оператором. Они предназначены для оптимизации распыления частиц и распределения формы распыла, обеспечивая оптимальную воспроизводимость покрытия.Обе модели обеспечивают высокую эффективность наплавки, хорошую прочность сцепления, однородную микроструктуру и отличные механические свойства.
8830MHU и 8835MHU Особенности:
- Соответствие требованиям ЕС
- Электрический (модель 8835) или пневмодвигатель (модель 8830) привод
- Ручной (модель 8830) или устанавливаемый на машине (модель 8835)
- Несколько режимов распыления
- Точное позиционирование подачи проволоки
- Легко подключается к автоматизированным системам (модель 8835)
- Прочная конструкция
- Простая настройка параметров
Дополнительные усовершенствования включают насадку ArcJet ® , угловые и прямые удлинители, выносные держатели катушек, а также различные конфигурации приводных роликов и наконечников.
Модель ТАФА BP-400
Легкая и портативная модель TAFA BP-400 представляет собой сверхуниверсальную систему дугового распыления с нажимной проволокой. Он экономичен, прост в эксплуатации и может использоваться как в ручных, так и в роботизированных приложениях.
Модель BP-400 Особенности:
- Соответствие требованиям ЕС
- Цифровые измерители напряжения и силы тока
- Несколько режимов распыления
- Съемная система подачи
- Самоустанавливающаяся воздушная головка и направляющие проволоки
Дополнительные усовершенствования включают пакеты высокоскоростных и веерных воздушных головок, ходовую часть системы, угловые и прямолинейные удлинители, а также различные конфигурации приводных роликов и наконечников.Просмотрите наш выбор систем дугового термического напыления сегодня.
Брошюра о решениях для дугового распылительного оборудования PRAXAIR
Дуговое распыление
Компания Praxair тесно сотрудничала с промышленностью для разработки решений дугового распыления для некоторых наиболее требовательных отраслей, включая:
Ремонт компонентов авиационных двигателей — Большинство крупных производителей авиационных двигателей указывают использование процесса электродугового напыления для ремонта многих компонентов авиационных двигателей.
Покрытия для термического напыления наносят на различные компоненты для восстановления размеров, устойчивости к эрозии при высоких температурах и связующих покрытий.Ремонт тяжелого оборудования — В отрасли тяжелого оборудования дуговая сварка применяется для восстановления изношенных компонентов, а также для устранения поверхностных дефектов новых компонентов. Эти покрытия доказали свое превосходство в сложных условиях, таких как ремонт крупных дизельных двигателей. Нанесение покрытий может происходить на производственных площадках OEM или на ремонтных предприятиях послепродажного обслуживания.
Производство электроэнергии — Процесс дугового напыления используется в электроэнергетике для покрытий, обеспечивающих защиту от коррозии, восстановление деталей и продление срока службы.
Восстановление деталей — Упрощенный характер и гибкость процесса дугового напыления позволяют экономично наносить толстые покрытия без значительной потери прочности сцепления.
Из-за этого электродуговое напыление стало методом выбора для восстановления деталей в тех случаях, когда стоимость замены высока или деталь должна быть восстановлена на месте.Преимущества дугового распылительного оборудования
Усовершенствованное дуговое распылительное оборудование Praxair обладает следующими преимуществами, но не ограничивается ими:
- Более высокая эффективность осаждения
- Более высокие скорости частиц
- Более плотные покрытия
- Сфокусированная, узкая форма распыления
- Превосходная прочность сцепления
- Более гладкое покрытие после распыления
- Более однородная микроструктура
Свяжитесь с нами
Холодное напыление металла | Металлургия для чайников
Как работает холодный спрей?
В 1990-х годах было введено холодное напыление (часто называемое газодинамическим холодным напылением).Первоначально метод был разработан в России при случайном наблюдении за быстрым образованием покрытий при экспериментировании с эрозией частицами мишени, подвергнутой воздействию высокоскоростного потока, загруженного мелкодисперсным порошком, в аэродинамической трубе.
При холодном напылении частицы разгоняются до очень высоких скоростей газом-носителем, нагнетаемым через сужающееся-расширяющееся сопло типа Лаваля.Напыление холодным металлом
Холодное напыление — одно из многих названий для описания процесса нанесения твердотельного покрытия, в котором используется высокоскоростная газовая струя для ускорения частиц порошка по направлению к подложке, в результате чего металлические частицы пластически деформируются и затвердевают при ударе.Термин «холодное распыление» относится к относительно низкой температуре процесса, которая обычно намного ниже точки плавления распыляемого материала.
При ударе твердые частицы с достаточной кинетической энергией пластически деформируются и металлургически связываются с подложкой, образуя покрытие. Критическая скорость, необходимая для образования связи, зависит от свойств материалов, размера порошка и температуры. Мягкие металлы, такие как Cu и Al, лучше всего подходят для холодного напыления, но покрытие другими материалами (W, Ta, Ti, MCrAlY, WC-Co и т.
д.)) с помощью холодного распыления.Полезные характеристики покрытий Cold Spray включают:
- Применение при низких температурах (по сравнению с процессами термического напыления)
- Очень низкая степень окисления
- Не оказывает вредного воздействия на чувствительные к температуре зернистые структуры (например, наноструктурированные, аморфные)
- Благоприятные остаточные напряжения сжатия
- Градиентные отложения
- Подходит для многих материалов подложки (металлы, стекло, композиты)
- Покрытия с высокой плотностью и низкой пористостью (обычно <0.5 %)
- Минимальная деформация подложки при толщине от (0,005″)
- Минимальные требования к подготовке поверхности.
Эффективность осаждения порошков сплавов обычно низка, а диапазон параметров процесса и подходящих размеров порошков узок. Для ускорения порошков до более высокой скорости используются более мелкие порошки (<20 микрометров).
Можно разогнать частицы порошка до гораздо более высокой скорости, используя технологический газ, имеющий высокую скорость звука (гелий вместо азота).Однако гелий дорог, а его расход и, следовательно, потребление выше. Для улучшения способности к ускорению газообразный азот нагревают примерно до 900°С. В результате повышается эффективность осаждения и прочность на разрыв.Еще в 1980-х годах, во время практического развития технологии холодного распыления, были запатентованы два метода впрыскивания распыляемых материалов в сопло, что привело к тому, что сегодня известно как высокое давление: впрыск порошка перед горловиной распылительного сопла из высокого — подача газа под давлением и низкого давления: впрыск порошка в расширяющуюся часть распылительной форсунки из источника газа низкого давления.
Принцип действия холодного распыления высокого давления
При холодном распылении под высоким давлением гелий или азот под высоким давлением, до 1000 фунтов на квадратный дюйм, предварительно нагреваются до 1000°C и затем подаются через сужающееся-расширяющееся сопло ДеЛаваль.
В сопле расширение газа приводит к преобразованию энтальпии в кинетическую энергию, которая разгоняет поток газа до сверхзвукового режима — 1000 м/с — при снижении его температуры. Порошковое сырье вводится аксиально в газовый поток перед горловиной сопла.Ускоренные твердые частицы ударяются о подложку с достаточной кинетической энергией, чтобы вызвать механическое и/или металлургическое сцепление.Принцип действия холодного распыления низкого давления
При холодном распылении низкого давления воздух или азот при относительно низком давлении — 80–140 фунтов на квадратный дюйм — также предварительно нагреваются до 550 °C, а затем продуваются через сопло ДеЛаваль. На расширяющейся стороне сопла нагретый газ ускоряется примерно до 600 м/с. Порошковое сырье вводится ниже по потоку в расширяющейся секции и ускоряется по направлению к подложке.По мере того, как область применения технологии холодного распыления расширяется до новых и уникальных областей применения, на рынке появляется все больше коммерчески доступных, готовых к использованию систем холодного распыления.
Хотя процесс все еще явно находится на экспериментальной стадии, консорциум, занимающийся исследованием холодного напыления, планирует использовать эту технологию для создания прочных покрытий на компонентах авиационных двигателей и нанесения слоев проводящих металлов на подложки для использования в качестве термостойких под капотом. автомобильная электроника.Другие возможные области применения этого метода включают изготовление послойно малодефектных мелких деталей, соединение химически разнородных материалов с помощью связей, которые постепенно осуществляют переход от одного состава материала к другому, а также в качестве низкотемпературной альтернативы сварке.
Технология холодного напыления относится к более широкому семейству процессов термического напыления и не может заменить какой-либо из хорошо зарекомендовавших себя методов термического напыления. Вместо этого ожидается, что технология холодного напыления дополнит и расширит область применения термического напыления.
Холодный спрей принят в качестве члена семейства термальных спреев и также известен как:
- Газодинамический распылитель
- Высокоскоростное порошковое напыление
- Кинетическое распыление
- Металлизация кинетической энергии
- Сверхзвуковое осаждение частиц
В своем нынешнем состоянии холодное напыление все чаще используется в различных отраслях промышленности для снижения коррозии чувствительных материалов, таких как: магниевые и алюминиевые сплавы; восстановление поверхности; изготовление мишеней для распыления; изготовление шинопроводов на обогреваемом стекле; нанесение WC-Co для замены твердого хрома; электро- и теплопроводные покрытия переходных поверхностей; подготовка швов под пайку; и нанесение связующих покрытий NiCrAlY для тепловых барьеров.Для многих из этих применений холодное напыление представляет собой более экономичный метод, поскольку он может фактически исключить или сократить этапы изготовления.
Процесс холодного напыления идеально подходит для многих типов покрытий, в том числе:
- Восстановление и герметизация металлов. Блоки двигателей, отливки, пресс-формы и штампы, сварные швы, ремонт кузовов автомобилей, оборудование HVAC, холодильное оборудование, теплообменники
- Термические барьеры — алюминиевые головки поршней, коллекторы, дисковые тормоза, компоненты авиационных двигателей
- Рассеивание тепла — медь или алюминий для радиаторов микроэлектроники
- Износостойкие покрытия — Металлокерамическая матрица, Твердая смазочная матрица с неблагородными металлами
- Электропроводящие покрытия – медные или алюминиевые накладки на металлических, керамических или полимерных компонентах
- Локальная защита от коррозии — отложения цинка или алюминия на пораженных штурвалах, сварных соединениях или других соединениях
- Биомедицинские – биосовместимые/биоактивные материалы для ортопедических имплантатов, протезов, зубных имплантатов
Для других применений холодное распыление является просто единственным жизнеспособным решением, особенно для растущего числа нетрадиционных применений.
В то время как правила охраны окружающей среды, здоровья и безопасности стали более строгими, интерес к холодному распылению как потенциально более экологичной альтернативе вырос.Вам также может понравиться
Случайные сообщения
- Биомиметика (биомимикрия)
Биомиметика относится к созданным человеком процессам, веществам, устройствам или системам, имитирующим природу. Искусство и наука о… - Быстроохлаждаемые стали
Образование мартенсита и бейнита Нормализация приводит к тому, что стали переохлаждаются ниже требований фазовой диаграммы… - Знаете ли вы коррозионное растрескивание под напряжением?
Остаточные напряжения можно снять отжигом для снятия напряжений, который широко используется для углеродистых сталей. Они имеют … - Оцинкованная сталь — определение
Лист, полоса или другой стальной элемент, покрытый тонким слоем цинка для защиты от коррозии. Толщина цинкового слоя… - Влияние нанотехнологий
Влияние нанотехнологий простирается от их медицинских, этических, умственных, юридических и экологических приложений до областей с…
Gemini расширяет спектр услуг по напылению металла с помощью оборудования для металлизации
Gemini расширяет спектр услуг по напылению металла с помощью оборудования для металлизации
Тип статьи: Новости промышленности От кого: Антикоррозионные методы и материалы, том 59, выпуск 1
Gemini Corrosion Services Ltd — мировой лидер в области защиты стали конструкции, трубопроводы и подводные трубопроводы от коррозии. Близнецы, долгосрочный клиент Metallisation, привержен системе Metallisation ARC528E для эффективное и экономичное нанесение защитных покрытий.
Gemini, базирующаяся на северо-востоке Шотландии, обеспечивает высокое качество, экономичная подготовка поверхности и защитные покрытия для нефти и газа промышленности почти 30 лет.
Gemini впервые использовала Metallisation ARC528E.
оборудования еще в 2005 году, когда компания приобрела автоматизированную установку для напыления труб
машина. С тех пор Gemini постоянно расширяла свое использование, добавляя все больше и больше
больше своих клиентов.Недавний контракт, выигранный компанией Gemini, требует от компании металлического напыления на 7 км трубы для подводной нефтяной промышленности с алюминием.
Ян Гатри, управляющий директор Gemini, говорит: репутация строится на обеспечении качества, ценности и честности для своих клиентов, что наглядно демонстрирует наша лояльная и обширная клиентская база. От с использованием профессионального и эффективного оборудования для напыления металла, поставляемого Металлизация, мы расширили нашу клиентскую базу, чтобы охватить широкий спектр отрасли. Металлизация является одним из ведущих производителей металлического спрея. оборудования и работать с ними одно удовольствие.
Gemini имеет специально созданный, полностью автоматизированный, компьютеризированный распылитель металла.
объект на своей базе в Монтроузе, который был спроектирован и установлен
Металлизация. Система манипулирования трубами является гибкой и может
различные размеры труб, что позволяет распылять весь спектр труб, используя только
одна машина. Оборудование может использоваться для опрыскивания труб диаметром от 4 до 48 дюймов.
(102 мм-1,22 м) в диаметре и от 6,6 до 50 футов (2-15,24 м) в длину.Автоматизированный процесс управляется через блок управления, который позволяет 20 предустановленных программ, включая скорость вращения трубы и перемещение каретки скорости, чтобы обеспечить равномерную толщину покрытия.Трубы загружаются на каретки системы напыления металла и перемещаются по объекту, при этом вращаясь, чтобы пистолеты-распылители Arc могли покрывать каждый дюйм трубы. То автоматизированный процесс сокращает время нанесения покрытия, повышает эффективность материала и исключает утомляемость оператора.
Видео, показывающее напыление металла на подводные трубы на автоматизированном заводе Gemini.
Технологический процесс напыления металла можно увидеть на веб-сайте Metallisation:
www.metallisation.com/videos/libraryВ соответствии со стандартной практикой поверхность труб обрабатывается гравием. пескоструйная обработка до промышленного стандарта чистоты SA3 перед металлическим напылением для обеспечения эффективная адгезия покрытия.Каждая труба проверяется на профиль и чистоту. С помощью двух систем ARC528E на внешние поверхности труб наносится металлическое напыление. с алюминием до типичной толщины 250 мкм мкм, хотя это может быть разнообразными в соответствии с требованиями заказчика. И наконец, трубы опломбированы в соответствии с индивидуальной спецификацией заказчика.
Во время опрыскивания проводятся различные проверки качества и записано. Пластины с образцами распыляются в условиях, идентичных трубам, и испытаны на соответствие требованиям к адгезии покрытия.Многие спецификации требуют 9-12 МПа, а покрытия Gemini превышают 18 МПа, доказывая, что подготовка и нанесение покрытия не имеют себе равных.
Покрытие
Толщина труб регулярно проверяется по мере выполнения распыления и
покрытие визуально осматривают наугад при 10-кратном увеличении.Система Metallisation ARC528E состоит из пистолета ARC528E с сервоприводом, Комплект поставки 5 м и импульсный блок питания на 450 ампер со встроенным замкнутым блок управления скоростью проволоки контура.Алюминиевая проволока снята с производства пачек, что сокращает время простоя на смену проволоки, а также поставляется Металлизация.
Стюарт Милтон, менеджер по продажам и маркетингу Metallisation Ltd, говорит: «Мы работаем с Близнецами уже много лет и очень гордимся отзывами мы получаем от них о нашем сервисе, быстром ответе и работе отношение. Metallisation стремится к отличной поддержке клиентов через поставка эффективных решений и оборудования для защиты поверхностей.Мы приятно видеть, что эта недавняя победа Близнецов над контрактом ясно демонстрирует гибкость, возможности и надежность наших систем и оборудования для напыления металла».
(Рисунок 1).Открывается в новом окне.
Рисунок 1 Нанесение защитных покрытий от коррозии на трубопроводы и подводных трубопроводов с металлизацией ARC528E. система
Дополнительную информацию можно получить на веб-сайте: www.metallisation.com
SST- Оборудование для холодного напыления — Metal Tech
Линейка продуктов SST Cold Spray включает как стандартные, так и индивидуальные решения.Продукты SST сочетают в себе наш опыт в области технологии холодного напыления и наши возможности проектирования и производства ручного, автоматизированного и роботизированного производственного оборудования.
В дополнение к оборудованию, SST предлагает широкий спектр исходных порошков, аксессуаров и услуг, которые обеспечивают уникальные и практические преимущества интеграции покрытий холодного напыления в ваши производственные операции и операции по техническому обслуживанию.
Системы холодного распыления PX
Система PX включает усовершенствования проверенных систем Series P первого поколения.
PX идеально подходит для распыления всего спектра коммерческих порошков и порошковых смесей, доступных от CenterLine. Следующее поколение систем холодного распыления SST™ объединяет новейшую систему подачи порошка:
- Питатель без давления не засоряется и требует минимального обслуживания
- Консистенция подачи порошка не зависит от уровня заполнения порошка для надежной работы
- Питатели можно легко снять и заполнить в вентилируемом помещении
- Требуется менее 10 минут для замены порошка
- Замена дозатора в течение 5 минут для оптимизации времени работы
- Объем порошка 1000 мл на дозатор, 2 дозатора на машину
- Скорость подачи порошка до 120 г/м по сравнению с 80 г/мин для предыдущей конструкции (с использованием алюминиевой пудры A0050)
Система PX PX Cablet ручной распылительный пистолет автоматический пистолет 100-250 psi 9-250 psi Диапазон температуры Ambient до 550 ° C Вес 78 кг (172 фунта. )2 кг (4,5 фунта.) 2,2 кг (5 фунтов.) Размеры 23 «x 20» x 44 « 15.75″ x 4 «x8.25» 20 «x 3.75 «x 7.5» Требования к власти 240 вольт +/- 2% 1 pH 30 amps Порошковая скорость подачи порошка 6 до 36 г / мин Системы холодного распыления EPX
Система EPX является усовершенствованием серии EP и теперь поставляется со встроенной системой подачи порошка.Он предназначен для холодного распыления при более высоком давлении для более твердых материалов с большей эффективностью осаждения. EPX идеально подходит для распыления алюминиевых сплавов, никеля и никеля.
Следующее поколение систем холодного распыления SST™ объединяет новейшую систему подачи порошка:
- Питатель без давления не засоряется и требует минимального обслуживания
- Консистенция подачи порошка не зависит от уровня заполнения порошка для надежной работы
- Питатели можно легко снять и заполнить в вентилируемом помещении
- Требуется менее 10 минут для замены порошка
- Замена дозатора в течение 5 минут для оптимизации времени работы
- Объем порошка 1000 мл на дозатор, 2 дозатора на машину
- Скорость подачи порошка до 120 г/м по сравнению с 80 г/мин для предыдущей конструкции (с использованием алюминиевой пудры A0050)
EPX-система PX Cablet Автоматический распылительный пистолет 100-500 psi Температурный диапазон Ambient до 550 ° C Вес 87 кг (193 фунта)) 22,7 кг (50 фунтов. )Размеры Размеры 27 «x 22» x 44 « 14″ x 5 x 30 « Требования к мощности 480 вольт +/- 2% 3 фазы 30 А Скорость подачи порошка от 12 до 80 г/мин Пистолеты холодного распыления PX и EPX
Ручные и автоматические пистолеты-распылители
Ручной пистолет PX мощностью 3,8 кВт
4.Автоматический пистолет PX мощностью 25 кВт
Автоматический пистолет EPX мощностью 15 кВт
Дополнительные возможности системы:
- Сопло распылителя не является расходным материалом; Состоящие из двух частей технологии форсунок UltiLife и UltiFlow обеспечивают длительный срок службы и защиту от засорения
- Конструкция быстросменного адаптера для простоты позиционирования и замены форсунок
- Измененный контур управления нагревателем для повышения температурной стабильности
- Имеется калибровочный комплект для проверки температуры и рабочие параметры под давлением
- В зависимости от модели время прогрева до стабильной температуры составляет от 60 до 90 секунд
- Безнапорная конструкция практичнее, проще и надежнее
- Увеличенный срок службы расходных материаловраспыленный
Форсунки холодного распыления PX и EPX
Модульные форсунки UltiLife™ и UltiFlow™
Эти уникальные и практичные сопла позволяют наносить покрытие на чистые или твердые/абразивные материалы.
Замена форсунки не требует инструментов и легко автоматизируется.Держатель сопла Размер отверстия 2.0 мм и 2,5 мм Форсунка Прямой и 90° Форсунки Ультилайф™ УльтиФлоу™ Длина 70 мм и 120 мм Адаптивность системы пикс. Ручной и роботизированный EPX Максимальная рабочая температура 550 °С 500 °С Максимальное давление 34 бар (500 фунтов на кв. дюйм) Порошки из нержавеющей стали
- Чистые и смешанные рецептуры для процессов холодного распыления SST
- Порошки из мировых источников
- Оборудование для смешивания с контролем окружающей среды
- Упаковано с осушителями
- Сертификаты материалов
- Полностью соответствует требованиям к транспортировке
Интегрированные системы холодного напыления
Покрасочная камера с ручным управлением и системой сбора влажной пыли
- Глубина 87 дюймов x ширина 72 дюйма x ширина 89 дюймов Корпус в комплекте с рабочей поверхностью высотой 72 x 41 x 36 дюймов
- 5000 кубических футов в минуту мокрый пылеуловитель
- Портативный SST PX со встроенными питателями
Интегрированные системы холодного распыления
Особенности/преимущества
- Роботизированная система распыления
- Однокапельная, 3-фазная, 480 В. Ток 100А.
- Yaskawa Mh34, робот DX200 грузоподъемностью 24 кг, роботизированный костюм для защиты от пыли с воздуходувкой для создания положительного давления в роботизированном костюме, система управления кабелями, системная интеграция, которая обеспечивает максимальную гибкость при разработке схем холодного распыления и распылении на различные геометрические формы
- Поворотный стол с 200 фунтов мощность и макс. об/мин 50 и с сервоприводом 7-й оси от управления роботом.
- Внешний диаметр: 8 футов-8 дюймов ш. x 5’-8” D. x 6’-8” H.
- Толщина 4” Стена, потолок и пол типа “H” Панельная система для снижения шума
- 16 Ga.Твердая внешняя поверхность, 4-дюймовый акустический наполнитель, матовое покрытие.
- Перфорированная внутренняя поверхность 22 калибра
- Двойная дверь 84” Ш x 56” В., ПВ. На стене 96 дюймов
- Двери должны иметь толщину 3 1/4 дюйма с двойными магнитными прокладками и нулевыми петлями из нержавеющей стали
- 24 дюйма Ш x 36 дюймов В оконная панель с двойным остеклением (лимузиновый оттенок)
- Одна камера 36 дюймов Ш. 36 дюймов H на стене 60 дюймов
- Один потолочный светильник с выключателем
- Система сбора мокрой пыли, обеспечивающая не менее 6500 кубических футов в минуту и скорость 150 футов в минуту внутри шкафа
Аэрозольное напыление жидких металлических и эластомерных покрытий для быстрой обработки растягиваемой электроники
Abstract
Мы сообщаем о методе распылительного напыления для создания рисунка из жидких металлических сплавов для формирования растяжимых проводников, которые затем могут быть инкапсулированы в силиконовые эластомеры с помощью той же процедуры распыления. .Хотя распыление ранее использовалось для осаждения многих материалов, включая жидкие металлы, эта работа сосредоточена на количественной оценке процесса распыления и его сочетании с силиконами. При распылении образуются микрочастицы жидкого металла (диаметром ~ 5 мкм), которые проходят через отверстия в трафарете для создания следов с высоким разрешением (разрешение ~ 300 мкм при использовании трафаретов из канцелярского резака) на подложке.
Распыление производит достаточную кинетическую энергию (~ 14 м / с), чтобы деформировать частицы при ударе, что позволяет им сливаться вместе.Этот процесс слияния зависит как от размера частиц, так и от скорости. Частицы одинакового размера не сливаются при отливке в виде пленки. Точно так же более мелкие частицы (<1 мкм), движущиеся с той же скоростью, также не разрушаются при ударе, хотя расчеты показывают, что такие частицы могут разрушаться при более высоких скоростях. Элементы из жидкого металла могут быть покрыты распылением неотвержденного силиконового эластомера из летучего растворителя с образованием конформного покрытия, которое не разрушает элементы из жидкого металла во время распыления.Чередующиеся слои жидкого металла и эластомера могут быть нанесены последовательно для создания многослойных устройств, таких как мягкие и растягивающиеся датчики.Ключевые слова: жидкий металл, микрочастицы, растяжимая электроника, аэрозольное осаждение
1.
ВведениеГибкая, мягкая и растяжимая электроника находит применение в датчиках, приводах, сборщиках энергии и антеннах. Жидкие металлы (в частности, сплавы галлия с температурой плавления около или ниже комнатной температуры) привлекательны для таких применений, поскольку они обладают высокой проводимостью и способностью к растяжению из-за их жидкой природы [1,2,3,4].На жидкие металлы можно наносить уникальные узоры, которые невозможны для твердых металлов, включая осаждение при комнатной температуре [5]. Сплавы галлия представляют особый интерес из-за наличия тонкой (2–5 нм) оксидной оболочки, самопроизвольно образующейся на воздухе [6,7]. Этот оксидный слой обеспечивает механическую стабильность, позволяющую формировать рисунок, несмотря на высокое поверхностное натяжение жидких металлов.
Существует множество методов нанесения рисунка на жидкий металл. Поскольку эти подходы были рассмотрены в другом месте [5], мы сосредоточимся здесь конкретно на аддитивных подходах, чтобы дать соответствующий контекст этой статье.
Одним из распространенных аддитивных методов является заполнение микрожидкостных каналов. После изготовления микроканала (например, методом мягкой литографии) в канал вводят жидкий металл [8,9,10]. Альтернативно, микроканал можно заполнить, поместив канал в вакуум [11,12]. Оба метода могут создавать элементы с высоким разрешением (несложно получить элементы размером от 10 до 100 микрон). Тем не менее, изготовление микроканалов может занять много времени. Кроме того, проводящие узоры должны следовать непрерывному пути жидкости, что затрудняет формирование узоров более мелких дискретных структур.Узоры также могут быть сформированы посредством селективного смачивания, при котором предварительно нанесенный рисунок локально смачивается жидким металлом. Это может быть сделано путем нанесения на подложку очень тонких слоев твердых металлов (таких как медь [13] или золото [14]), которые затем непосредственно смачиваются жидким металлом. Жидкий металл будет смачиваться только в области узора, образуя узоры с высоким разрешением.
В качестве альтернативы, одна подложка может быть сформирована так, чтобы образовывались несмачивающие и смачивающие области [15, 16, 17, 18].Аналогичным образом топографические штампы можно использовать для нанесения аддитивного рисунка на жидкие металлы [19,20,21].3D-печать и прямая печать жидкими металлами дают возможность быстро изменять узоры и повторять дизайн [22, 23, 24, 25, 26, 27, 28, 29]. Несмотря на свою привлекательность, печать сопряжена с некоторыми проблемами из-за реологических свойств и высокого поверхностного натяжения жидкого металла. Следовательно, его нельзя напрямую экструдировать в нити без использования реологических модификаторов [30] или электрохимического изменения поверхностного оксида [31].Вместо этого печать жидкими металлами включает использование сил сдвига или растяжения для вытягивания металлического мениска из сопла. Таким образом, печать требует очень тесного контакта между мениском жидкого металла и подложкой [28,32]. Это легко сделать с плоскими поверхностями, но поверхности с топографией требуют сложных схем управления для поддержания постоянного зазора между соплом и подложкой [33].
Этот тип печати требует хорошей адгезии между металлом и подложкой, однако исследования показывают, что жидкие металлы плохо прилипают к шероховатым поверхностям [17,34].Эта проблема была частично решена путем приложения электрических полей между металлом и подложкой для улучшения адгезии [35,36]. Другой подход заключается в диспергировании частиц жидкого металла в полимерной матрице (например, в силиконе) для изготовления печатных чернил [37,38], хотя эти материалы требуют некоторой последующей обработки, такой как механическое воздействие или замораживание для «спекания» частиц жидкого металла и образуют проводящий путь [39,40].Жидкие металлы наносились методом физического осаждения из паровой фазы [41]. Этот подход является относительно медленным из-за необходимости вакуумной обработки.Этот подход также является несколько расточительным, поскольку металл откладывается на стенках камеры, которые должны быть покрыты, чтобы предотвратить неблагоприятное взаимодействие между жидким металлом и стенками камеры.
Тем не менее, этот подход перспективен для нанесения жидкого металла бесконтактным способом через паровую фазу на принимающую подложку.Аналогичным образом, нанесение рисунка «капля по требованию», при котором капли жидкого металла помещаются или выбрасываются на поверхность в виде заданного рисунка, представляет собой подход, который не требует прямого контакта с подложкой, но при этом позволяет быстро модифицировать дизайн и повторяется.Приготовление микро- или наночастиц жидкого металла не представляет сложности [42,43,44]. Струйная печать частиц жидких металлов была продемонстрирована ранее путем распыления наночастиц жидких металлов, взвешенных в летучем растворителе, из сопла [45]. Однако узоры на основе наночастиц не обладают электропроводностью и требуют некоторых этапов постобработки для спекания частиц вместе. Спекание можно осуществить с помощью механической силы [45,46,47] или воздействия лазера [48,49,50].
В качестве альтернативы, путем распыления микрочастиц жидкого металла на подложке можно легко создать проводящую пленку.
Распыление жидкого металла в виде аэрозоля на трафарет быстро создает токопроводящие узоры на большой площади. Поскольку не весь металл проходит через трафарет, остаются отходы, но большая часть металла, заблокированного трафаретом, может быть восстановлена. Этот метод был успешно использован для изготовления мягких электродов [51, 52, 53], датчиков [54, 55], сборщиков энергии [56, 57, 58] и антенн [59]. надежные электрические контакты, особенно по сравнению со струйной обработкой.Мы также используем процесс нанесения покрытия распылением для нанесения тонких герметизирующих слоев силикона, которые важны для обеспечения того, чтобы жидкий металл не смазывался во время обработки после осаждения. Силиконовые эластомеры обычно используются для покрытия элементов поверхности путем отливки силикона методом капельного литья или путем центрифугирования силикона для получения очень тонких и однородных слоев. Разведение силиконов в летучем растворителе (гексан, толуол и т. д.) использовалось для получения раствора, который можно распылять и использовать для покрытия поверхностей в слоях полной и конформной герметизации [54, 60, 61]. жидкие материалы, предотвращают короткое замыкание между проводящими элементами или изменяют свойства поверхности.В этой статье мы исследуем характеристики обработки напылением, которые приводят к высокой проводимости, а также демонстрируем простые многослойные структуры, которые могут быть изготовлены исключительно с помощью аддитивной обработки напылением, что является перспективным для будущей непрерывной обработки гибких устройств. Напыление позволяет сделать силиконовые слои очень тонкими и при этом соответствовать форме существующих элементов поверхности.2. Результаты и обсуждение
2.1. Обзор обработки
В этой работе мы распыляем материалы покрытия с помощью аэрографа, обычно используемого для распыления разбавленных красок.Ствол аэрографа содержит резервуар с жидкостью (например, жидким металлом) и соединяется с источником сжатого воздуха. При срабатывании поток воздуха разбивает жидкий металл на мелкие частицы, которые вытекают из сопла вместе с воздухом.
Сопло направляет поток частиц на подложку до тех пор, пока частицы не покроют поверхность сплошной пленкой. Этот процесс совместим с различными субстратами, как видно из предыдущих работ [52, 54, 55, 56, 59, 62, 63, 64, 65, 66]. В то время как другие показали, что рисунок возможен с помощью направленного лазера для удаления жидкого металла с поверхности [53], здесь мы используем виниловые трафареты (также широко используемые в ремесленном сообществе), приклеенные к подложке для создания рисунка на металле.Мы используем ремесленный резак (Cameo), который может быстро изготовить сложные отверстия в виниловом листе для трафаретной печати (метод, называемый ксерографией [67]). Удаление трафарета после распыления оставляет на подложке желаемый рисунок из жидкого металла. Этот процесс схематически изображен на рис.( a ) Схематическое изображение процесса аэрозольного распыления жидких металлов. Виниловые трафареты соответствуют подложке, аэрограф распыляет жидкий металл по поверхности, а удаление трафарета создает рисунок.
( b ) Квадратная спираль, сформированная распылением жидкого металла с линиями шириной 300 мкм. ( c ) Профиль поперечного сечения трубопроводов жидкого металла после многократного покрытия.По сравнению с методами серийного нанесения рисунка (печать с прямой записью или микрофлюидная инъекция) аэрозольная струйная обработка обеспечивает высокую производительность. Большие площади (сотни квадратных сантиметров) можно покрыть за считанные секунды с помощью одной форсунки. Хотя процесс может привести к некоторому избыточному распылению, остаточный жидкий металл можно перерабатывать, подвергая его воздействию сильной кислоты или основания.Такие растворы с экстремальным pH удаляют оксидный слой с жидкого металла, что позволяет ему собираться в лужицу. Таким образом, большая часть избыточного металла может быть быстро утилизирована и использована позже.
Разрешение результирующих рисунков в первую очередь ограничено разрешением трафарета (т.
е. трафарет с более высоким разрешением приведет к более высокому разрешению шаблона). Используя недорогой одноразовый винил в качестве материала для трафарета, мы смогли с легкостью создавать детали размером до 300 мкм. Мы заметили, что более широкие узоры имеют меньшее относительное стандартное отклонение ширины линии (см. Рисунок S1 и Таблицу S1), хотя все стандартные отклонения находятся в диапазоне 19–35 мкм для элементов в диапазоне 300–2100 мкм.Это стандартное отклонение возникает из-за шероховатости края линии, что является количественным ограничением этого подхода. b показывает квадратный спиральный рисунок с шириной линии ~ 300 мкм. Элементы ниже этого порога требуют либо меньшего трафарета, либо альтернативного метода формирования рисунка.Высоту элемента можно контролировать, увеличивая количество покрытий, наносимых во время обработки. c изображает профиль поперечного сечения напыленных элементов EGaIn с различным количеством покрытий. Как и ожидалось, высота увеличивалась линейно с количеством нанесенных покрытий.
Один слой определяли путем распыления металла на поверхность в течение примерно 2 с на расстоянии примерно 10 см от подложки. Мы обнаружили, что каждый слой имеет среднюю максимальную толщину 11,2 ± 2,3 мкм. Заданные параметры обеспечивали полное покрытие подложки каждым слоем покрытия.2.2. Воздействие поверхностного оксида
Мы заметили, что напыленные образцы демонстрируют высокую проводимость без какой-либо последующей обработки. а показан результат распыления жидкого металла для подключения источника питания к светодиоду.В первом кадре схема неполная. Распыленный жидкий металл соединяет два электрода и замыкает цепь, зажигая светодиод.
( a ) Напыленная металлическая линия соединяет цепь питания светодиода, демонстрируя, что напыленные дорожки сразу же становятся проводящими без последующей обработки. ( b , c ) Графики зависимости сопротивления от длины и ширины дорожки. Удельное сопротивление рассчитывается путем определения линии наилучшего соответствия и использования закона Пуйе.
( d , e ) Сравнение нанесения жидкого металла через трафареты путем распыления на необработанное предметное стекло, распыление на предметное стекло, обработанное HCl, и нанесение жидкого металла на поверхность. Образец, покрытый распылением, покрыт равномерно, в то время как на предметном стекле, обработанном HCl, видны разрозненные капли, а нарисованный образец показывает неравномерное смачивание по поверхности.Мы проверили, насколько проводимость напыленного EGaIn по сравнению с объемным EGaIn, и может ли избыточное окисление, вызванное аэрозолированием, привести к потере производительности.Для этого мы наносили линии различной ширины и измеряли сопротивление между двумя электродами на увеличивающемся расстоянии друг от друга. b изображает сопротивление как функцию расстояния между электродами. Мы наблюдали линейный рост измеренного сопротивления с увеличением длины, как и ожидалось. Кроме того, более широкие дорожки показали меньшее сопротивление, чем более тонкие.
Мы измерили среднюю высоту трассы, которая составила 25 мкм с помощью интерферометрии белого света, что позволило нам рассчитать площадь поперечного сечения каждой трассы.Мы использовали измеренные значения сопротивления для расчета удельного сопротивления узоров по закону Пуйе, приведенному в уравнении (1).где R — сопротивление в Омах, ρ — удельное сопротивление, l — расстояние между электродами, А — площадь поперечного сечения дорожки. Термин A представляет собой произведение ширины и высоты дорожки. Учитывая, что высота трассы более чем на порядок меньше ширины, принимаем профиль прямоугольного сечения.
Подгонка данных в b дает оценку удельного сопротивления материала. Мы рассчитали значение удельного сопротивления напыленного EGaIn 32,5 ± 6,3 × 10 –6 Ом∙см, что находится в пределах 10 % от литературного значения 29,4 × 10 –6 Ом∙см [68]. Эти измерения суммированы в таблице S2 (SI). Это указывает на то, что присутствие избыточного оксида мало влияет на результирующую проводимость жидкометаллических структур.
При построении сопротивления как функции длины дорожки, деленной на площадь поперечного сечения, кривые на b сливаются в один линейный график, показанный на c.Наклон этого графика соответствует удельному сопротивлению следов EGaIn.d показывает сравнение трех методов нанесения жидкого металла через трафарет: распыление жидкого металла на необработанное предметное стекло, распыление на предметное стекло в среде, богатой HCl, и нанесение объема жидкого металла на предметное стекло. Напыляемое покрытие создает красивую пленку на необработанном предметном стекле, а металл не высыхает во время работы. Чтобы наблюдать, что происходит в отсутствие естественного оксида на жидком металле, мы предварительно обрабатывали предметное стекло 1 М раствором HCl.Кислотные и основные условия удаляют оксид с поверхности жидкого металла, что обнажает голый металл с высоким межфазным натяжением [69,70,71,72,73,74]. Распыление на предметное стекло в среде, богатой HCl, показало плохую адгезию, и жидкий металл не слился в пленку.
Скорее, он остался в виде отдельных капель, не связанных друг с другом. Эти ожидаемые различия очевидны на оптических микрофотографиях d.Мы также сравнили трафаретное нанесение одного и того же металла с помощью тягового стержня, в котором объем жидкого металла помещался на один конец трафарета и тянулся по поверхности, чтобы покрыть трафарет.После удаления трафарета жидкий металл не полностью сцеплялся с поверхностью, оставляя большие участки несвязанными и неравномерно смачиваемыми металлом. Этот вывод свидетельствует о том, что натяжение границы раздела металла с оксидным покрытием не обеспечивает легкого контакта через трафарет с открытыми областями подложки.
Подводя итог, можно сделать вывод, что напыление дает лучшие характеристики, чем нанесение металла по трафарету. Капли обеспечивают прохождение металла через трафарет.Когда они ударяются о поверхность, оксид разрушается, а затем восстанавливается, прижимая капли к поверхности и предотвращая высыхание. Это очень важно для изготовления растяжимых схем, которые должны быть достаточно прочными, чтобы выдерживать многократные циклы деформации без отказа [56,75].
Этот результат также показывает, что аэрозольное напыление жидких металлов создает узоры с высокой проводимостью, на которые не оказывает отрицательного влияния присутствие избытка оксида, и фактически зависит от того, что оксид прилипает к поверхности во время осаждения.Далее мы рассмотрим, почему этот процесс легко формирует проводящие сети, в то время как чернила с наночастицами требуют некоторого спекания после обработки для формирования проводящих дорожек. Мы предполагаем, что эта разница зависит от двух факторов: размера частиц и скорости.
2.3. Разрыв частиц
2.3.1. Влияние размера частиц
Предыдущая работа с наночастицами галлия (от десятков до сотен нанометров) показала, что пленкам наночастиц требуется сила для формирования проводящей сети, и что более мелкие частицы более жесткие, чем более крупные из-за механики естественной оксидной оболочки [ 6,45,76,77,78].Между тем, работы, в которых присутствуют металлические капли диаметром от десятков до сотен микрон, способны мгновенно и многократно формировать проводящие пути [71,72,79].
Таким образом, мы стремились сначала подтвердить размер частиц, полученных в процессе осаждения распылением. Частицы собирали распылением жидкого металла в ванне с этанолом, чтобы предотвратить разрушение частиц при ударе. После сбора этанол выпаривали, а оставшиеся частицы наблюдали с помощью оптической микроскопии и определяли их размер с помощью ImageJ (см. Рисунок S2 в SI).Частицы капель имели средний диаметр 5,8 ± 3,2 мкм, как показано на а, а размер частиц соответствует логарифмически нормальному распределению, ожидаемому для аэрозолей [80].( a ) Гранулометрический состав аэрозольного жидкого металла. ( b ) Схема эксперимента, в котором сила прикладывается к литой пленке из частиц жидкого металла. При достаточной силе частицы разрываются и сливаются, образуя проводящую дорожку. ( c ) График измеренного тока через пленку частиц жидкого металла в зависимости от приложенного давления.Меньшие частицы требуют большей силы, чтобы разорваться и образовать проводящую дорожку, видимую по нагрузке, при которой ток увеличивается ступенчато.
( d ) Оптическая микрофотография границы между сжатой областью и несжатыми частицами литой пленки. Сжатая область является проводящей, в то время как несжатые области остаются изолирующими.Для систематической оценки поведения микро- и наночастиц жидких металлов мы готовили суспензии частиц в растворе и отливали их в виде пленок.Наночастицы были приготовлены путем обработки ультразвуком жидкого металла в этаноле в соответствии с процедурой, изложенной в предыдущей работе нашей группы по наночастицам жидкого металла [81,82]. Микрочастицы готовили диспергированием жидкого металла в этаноле с помощью миксера Vortex.
Мы заметили, что все пленки изначально были изолирующими. б — частицы, разделенные оксидным слоем. При критической приложенной силе частицы спекаются, образуя проводящую дорожку. К противоположным концам пленок прикладывался механический зонд с двумя медными электродами.Зонд был подключен к системе механических испытаний Instron для измерения силы, в то время как электрометр Keithley измерял ток, проходящий через частицы.
Все подготовленные пленки изначально были изолирующими и пропускали ток только после приложения критической нагрузки, как показано на графике c. На зонды подается постоянное напряжение, но сначала ток не измеряется до тех пор, пока частицы не разрываются и не сливаются, вызывая мощный всплеск тока. Как и предполагалось, самые крупные частицы (диаметром 191.3 ± 14,4 мкм) потребовали наименьшего усилия для слияния, показав измеримый ток при нагрузке 0,98 Н. Вторая группа частиц (14,9 ± 1,3 мкм) стала проводящей при нагрузке 13,5 Н, а более мелкие частицы (2,1 ± 0,3 мкм) стал проводящим при нагрузке 98,5 Н. Наименьший набор частиц (1,4 ± 0,1 мкм) стал проводящим при нагрузке 125,3 Н. Необходимая нагрузка для индукции проводимости представлена на рисунке S3.d представляет собой оптическую микрофотографию, показывающую разницу между сжатой (и, следовательно, проводящей) областью и исходным несжатым (изолирующим) состоянием частиц.Сжатая область явно металлическая и обладает высокой отражающей способностью, в то время как несжатая область по-прежнему в основном представляет собой совокупность отдельных частиц со средним диаметром примерно 1 мкм.
Этот эксперимент подтверждает, что частицы большего размера требуют меньшего усилия для разрыва, чем частицы меньшего размера, но сам по себе размер не может объяснить поведение, наблюдаемое при напылении жидкого металла. Поскольку спекание происходит только при приложении силы, мы затем попытались подтвердить, что сила удара распыляемой капли о поверхность обеспечивает достаточную силу для разрыва оксида.2.3.2. Влияние скорости частиц
Убедившись, что микрочастицы жидкого металла, такие как те, что наблюдаются в процессе аэрозольного распыления, не будут самопроизвольно образовывать проводящий путь без какой-либо внешней силы, мы ожидаем, что частицы сливаются при ударе о поверхность с достаточной скоростью, поскольку изображен в а. Частица с достаточной кинетической энергией при ударе должна разрывать оксидную оболочку, окружающую частицу (скорость, которую мы называем «скоростью разрыва»), и позволять ей деформироваться и сливаться с другими частицами, образуя проводящую пленку.
Влияние скорости частиц при ударе. ( a ) Изображение капли, ударяющейся о поверхность с низкой скоростью и останавливающейся, по сравнению с каплей, ударяющейся о поверхность со скоростью, достаточной для разрыва оксида, деформации капли и ее прикрепления к поверхности. ( b ) График для прогнозирования требуемой скорости разрыва в зависимости от размера частиц по сравнению с конечной скоростью частицы и экспериментальной скоростью аэрозольных частиц жидкого металла. ( c ) График прогнозируемого поверхностного напряжения для частицы при ударе в зависимости от размера частицы при экспериментальной скорости и конечной скорости.На обоих графиках области, выделенные красным цветом, представляют собой условия, при которых создаются частицы с достаточной кинетической энергией, чтобы разорваться при ударе.
Мы рассматриваем как частицу, падающую с предельной скоростью, так и экспериментальную скорость аэрозольных частиц. Мы рассчитали экспериментальную скорость частиц, используя высокоскоростную камеру, рассчитывая продолжительность прохождения частицами известного расстояния, наблюдая за частицами, сталкивающимися с двумя поверхностями (предметными стеклами).
Экспериментальная установка для измерения скорости изображена на рисунке S4, где измерена скорость 13.8 м/с. Поскольку самые быстро движущиеся частицы первыми достигают подложки, это представляет собой верхнюю границу.Скорость разрыва
Здесь мы рассматриваем два метода разрыва оксида. Во-первых, мы исследуем наблюдение Boley et al. что при сжатии пленки частиц жидкого металла до ~50% от их начальной высоты образуется проводящая сеть [45]. Энергия, необходимая для того, чтобы вызвать эту деформацию (изображена на рисунке S5), связана с эффективным межфазным натяжением капли, как описано уравнением (2):
где Δ E поверхность представляет собой изменение поверхностной энергии капли, γ — эффект поверхностного натяжения, а Δ A — изменение площади поверхности вследствие деформации капли.Предполагая, что капля искажается при ударе от сферической капли до овоида с постоянным объемом, мы можем рассчитать изменение площади поверхности как функцию радиусов.
Таким образом, мы можем рассчитать необходимую энергию для сжатия капли до 50% начальной высоты. Если пренебречь влиянием вязкой диссипации через жидкость, энергия деформации будет обеспечиваться исключительно за счет кинетической энергии капли до удара.ΔEK=12mv2=23π(ρr03)v2
(3)
Приравнивая кинетическую энергию капли (уравнение (3)) к требуемому изменению поверхностной энергии (уравнение (2)), получаем уравнение, описывающее скорость, необходимую для того, чтобы капля достаточно деформировалась при ударе.
b показывает это уравнение как функцию диаметра частицы и сравнивает его с предсказанной конечной скоростью падающей частицы. При экспериментальной скорости частиц 13,8 м/с мы прогнозируем, что частицы диаметром более ~2 мкм будут достаточно деформированы при ударе, чтобы разорваться и сформировать проводящую сеть. Область b, выделенная красным цветом, показывает теоретические условия для образования частиц, обладающих достаточной энергией для разрушения оксида при ударе.
Поверхностное напряжение при ударе
В качестве альтернативы мы рассматриваем скорость, необходимую для превышения критического напряжения, необходимого для разрыва поверхностного слоя оксида галлия на каждой частице при ударе.В литературе сообщается, что оксид разрушается при превышении критического поверхностного напряжения ~ 0,2–0,6 Н / м [8, 83, 84]. Предполагая, что кинетическая энергия капли при ударе передается исключительно на передачу энергии поверхности капли (т.е. пренебрегая любой вязкой диссипацией, передачей энергии подложке или изменением потенциальной энергии), можно предсказать, какая минимальная кинетическая энергия капля должна превысить критическое поверхностное напряжение. Поверхностное напряжение можно оценить, разделив кинетическую энергию ( E ) частицы на площадь поверхности ( A ).
σsurface=KESA=12mv24πr2=ρrv26π
(5)
Любые частицы, которые испытывают поверхностное напряжение выше критического значения ~0,5 Н/м, должны разрываться и сливаться вместе, образуя проводящую сеть.
c изображает поверхностное напряжение, возникающее при столкновении частиц с поверхностью, в зависимости от диаметра частиц. Ударное напряжение для частицы, движущейся с предельной скоростью, значительно меньше, чем для частицы того же размера, движущейся с наблюдаемой скоростью ~14 м/с, из-за меньшего импульса частицы.Область, выделенная красным цветом, показывает условия, при которых кинетическая энергия удара достаточна для разрыва оксида, что важно для формирования проводящей сети. Этот анализ предсказывает, что при скорости 14 м/с частицы диаметром более ~ 4 мкм будут разрываться при ударе, что согласуется с нашим предыдущим анализом. Поскольку частицы, образующиеся при аэрозолировании жидкого металла, в среднем имеют размер 5,8 мкм, это попадает в ожидаемый диапазон для формирования проводящего пути без необходимой последующей обработки (т.д., спекание).Мы дополнительно подтвердили этот анализ, распылив частицы жидкого металла меньшего размера тем же методом. Поскольку аэрограф не способен производить такие маленькие частицы, частицы были приготовлены с помощью обработки ультразвуком в этаноле, а суспензия была загружена в аэрограф и нанесена.
Распыление частиц диаметром 1,4 ± 0,1 мкм на предметное стекло приводило к образованию непроводящей пленки. Частицы не образовывали проводящую сеть после распыления, что подтверждает гипотезу о том, что необходимы как размер, так и скорость, и что очень маленькие (<1 мкм) частицы, движущиеся с высокой скоростью, по-прежнему не образуют проводящий путь.2.4. Инкапсуляция с помощью напыления
Для многих применений желательно или необходимо, чтобы конструкции из жидкого металла были заключены в изолирующий слой, чтобы предотвратить повреждение рисунка, короткие замыкания или утечку жидкого металла на другие компоненты во время манипуляций. Это покрытие может быть выполнено, например, путем капельного литья жидкого предшественника эластомера поверх жидкометаллических моделей с последующим отверждением [22, 82, 85] или, альтернативно, напылением [54, 60, 61]. Обработка как проводящих моделей из жидкого металла, так и изолирующих эластомерных слоев с помощью напыления обеспечивает относительно прямой путь к рулонной обработке растягиваемой электроники в будущем.
В качестве внешнего слоя мы использовали коммерчески доступный полидиметилсилоксан (PDMS, Sylgard-184 или Sylgard-186, Dow), которые представляют собой термически отверждаемые силиконовые эластомеры, обычно используемые в микрожидкостных и мягких устройствах [86]. Разбавление силиконового жидкого форполимера летучим растворителем (например, толуолом) приводит к получению жидкости с низкой вязкостью, подходящей для нанесения покрытия распылением. Во время напыления летучий компонент испаряется, тем самым покрывая тонкий слой эластомера на подложке. Слои, полученные этим методом, могут быть как тонкими, так и конформными, соответствующими любым ранее существовавшим элементам на поверхности, как показано на рис.Для сравнения, чистый силикон, который слишком вязкий для распыления тонких пленок, может создавать тонкие слои с помощью центрифугирования или ракельных лезвий, но такие методы создают плоский слой поверх уже существующих элементов поверхности (а).
( a ) Схематическое изображение силиконового покрытия.
Капельное литье создает однородную ровную поверхность, а напыление повторяет профиль существующих элементов. Показано, что ПДМС, окрашенный красным красителем, покрывает неокрашенную подложку ПДМС топографией. ( b ) Толщина слоя отвержденных пленок PDMS для различных разведений Sylgard 184 и Sylgard 186.Толщина слоя увеличивается при дополнительных покрытиях. ( c ) График средней толщины слоя для каждого образца в ( b ) в зависимости от вязкости разбавленного раствора (т.е. до распыления). Толщина слоя уменьшается для жидкостей с более высокой вязкостью. ( d ) Конусы из жидкого металла, нанесенные методом печати, которые покрыты PDMS методом распыления. Капсула оптически прозрачна, но надежна для защиты жидкого металла от зондирующего пальца. ( e ) Экспериментальная установка прочности пленки PDMS.Пленка загружается между двумя зажимами в верхней части открытой конструкции, и зонд опускается вниз, измеряя силу и растяжение. ( f ) Гистограмма, показывающая среднюю нагрузку и удлинение при разрыве для набора пленок PDMS толщиной 200 мкм, полученных путем нанесения покрытия распылением.b показывает толщину напыленных полимерных пленок в зависимости от количества покрытий. Покрытие в этом случае определяется как однократное ручное прохождение предметного стекла (75 мм в длину и 50 мм в ширину), продолжительностью около 5 с и распыляемое с расстояния 10 см при давлении 30 фунтов на квадратный дюйм.Как и ожидалось, дополнительные покрытия создают более толстые пленки. Интересно, что самые низкие концентрации полимера (20% Sylgard 186 или 40% Sylgard 184) давали самые толстые пленки. Эта тенденция противоположна тенденции, наблюдаемой при нанесении полимеров центрифугированием, в которых более высокие концентрации образуют более толстые пленки (см. рис. S6). Образцы с меньшей вязкостью более разбавленных образцов легче проходят через сопло при заданном давлении, что приводит к более толстому слою осажденного силикона.
Менее разбавленные композиции могут засорять сопло и требовать большего давления для выталкивания жидкости из сопла.Результатом является меньший поток материала в целом и более тонкие слои. Полулогарифмический график зависимости средней толщины слоя от вязкости приготовленного раствора (с) показывает линейную тенденцию уменьшения толщины слоя с увеличением вязкости. Кроме того, мы заметили, что пленки, приготовленные с использованием исходного материала с более высокой вязкостью, образуют пленки с более высокой степенью шероховатости поверхности (см. Рисунок S7 и Таблицу S3).d показывает набор конусов из жидкого металла, напечатанных на предметном стекле, а затем покрытых распылением PDMS.Колбочки сохраняют свою форму даже после контакта с пальцем, как видно на втором изображении. Поскольку целью эластомерного слоя было создание тонких слоев, содержащих структуры из жидкого металла, мы стремились измерить силу, которую эти слои могут выдержать до разрыва. Эта сила была измерена путем прижатия зонда (подключенного к тензодатчику) к силиконовой мембране при записи данных смещения силы.
Зонд диаметром 13 мм с полусферическим наконечником. Зажимное устройство удерживало полимерные мембраны в натянутом состоянии через круглое отверстие диаметром 30 мм.Экспериментальная установка показана на e. Зонд приводили в контакт с пленкой со скоростью 3 мм/мин, а затем продолжали прижимать к пленке до тех пор, пока пленка не порвалась или зонд не достиг предела растяжения (90 мм).Мы протестировали пленки, изготовленные из Sylgard 184 и Sylgard 186, разбавленных до 40 или 60 мас. % перед распылением. Пленки имели среднюю толщину 257,3 ± 31,1 мкм. f отображает максимальную нагрузку и растяжение для каждой пленки в точке разрыва. Пленки перед разрывом выдерживали сравнимую нагрузку от 15 до 20 Н.Однако пленки, сделанные из Sylgard 186, были более чем в два раза длиннее, чем Sylgard 184, прежде чем разорвались. Этого можно ожидать, исходя из заявленной более высокой ударной вязкости Sylgard 186 [86].
2.5. Функционируют как программные датчики
2.5.1. Датчик деформации
Здесь мы демонстрируем набор резистивных датчиков деформации, изготовленных методом напыления.
Использование виниловых трафаретов упрощает итерацию дизайна, а реализация дополнительной сложности дизайна не требует дополнительных сложностей в обработке.а показан пример устройства, полученного путем нанесения покрытия распылением и подвергнутого деформации. Устройство готовили, помещая трафарет на силиконовую подложку (Dragonskin 10 Slow от Smooth-On). И силикон, и жидкий металл являются мягкими и легко растягивающимися материалами, хорошо подходящими для использования в качестве датчиков деформации.Применение устройств с аэрозольным рисунком. ( a ) Фотографии напыленного датчика жидкого металла в процессе деформации. ( b ) График зависимости сопротивления от времени во время циклической деформации при 50% и 75% деформации.( c , d ) Набор тензодатчиков с различной геометрией и влияние изменения геометрии на сопротивление во время циклического деформирования в зависимости от времени.
b представляет собой график зависимости сопротивления во время цикла деформации от времени датчика деформации, показанного на a.
Датчик обеспечивает стабильные изменения сопротивления в течение многих циклов деформации. При деформации 50 % датчик показал увеличение сопротивления примерно на 86 %. При деформации 75 % сопротивление увеличилось примерно на 168 % по сравнению с ненапряженным состоянием.Мы также демонстрируем простоту изготовления альтернативных конструкций. c показаны четыре различных конструкции датчиков. Изменения в паттерне приводят к различным реакциям на нагрузку, как показано на d. Мы циклически подвергали все четыре образца деформации от 0 до 50% при измерении сопротивления. Датчик 3 продемонстрировал наибольшее изменение сопротивления (как и ожидалось, учитывая длину пути, параллельную направлению деформации), показывая увеличение сопротивления на 35%. Для сравнения, датчик 2 показал только ~5% увеличение при тех же условиях деформации, поскольку большая часть длины проводника ориентирована перпендикулярно направлению деформации.Датчики 1 и 4 продемонстрировали аналогичное поведение, продемонстрировав увеличение сопротивления при деформации на 22% и 30% соответственно.
Разнообразие ответов подчеркивает универсальность напыления как метода формирования рисунка и подчеркивает, что дополнительная сложность рисунка не требует дополнительных шагов при подготовке образца.2.5.2. Многослойный емкостный датчик
Мы также изготовили многослойные устройства с чередующимися слоями PDMS и EGaIn, нанесенными напылением.Многослойный емкостный датчик показан на а. Этот образец был приготовлен на предметном стекле с тонким слоем ПВА, нанесенным на поверхность центрифугированием, чтобы облегчить отсоединение конечного устройства. Базовый слой PDMS наносился на подложку методом распыления. После отверждения при 100 ° C в течение 6 часов EGaIn был нанесен на подложку, которая затем была инкапсулирована вторым слоем PDMS с напылением. Этот процесс был повторен для производства полностью заключенных в корпус многослойных электродов из жидкого металла.
Емкостной датчик, созданный полностью с помощью аэрозольного покрытия.( a ) Многослойный емкостный датчик, изготовленный с использованием электродов из жидкого металла и напыленных слоев PDMS.
( b ) Вид сверху на перекрытие двух электродов и вид поперечного сечения электродов, разделенных слоем напыленного PDMS. ( c ) График измеренного изменения емкости в зависимости от силы.Затем мы охарактеризовали реакцию датчика, измерив изменение емкости при контакте. Емкость определяется следующим уравнением
где C — емкость, Ɛ 0 — диэлектрическая проницаемость свободного пространства, Ɛ r — диэлектрическая проницаемость изоляционного материала (ПДМС), A — площадь электродов, d — это расстояние между ними.Поскольку Ɛ 0 и A остаются постоянными, мы видим, что емкость обратно пропорциональна расстоянию между электродами ( C ∝ 1/ d ). Приложение сжимающего напряжения к датчику сближает электроды, тем самым увеличивая измеряемую емкость. b показывает область, где два электрода EGaIn перекрываются. Вид сверху показывает, что элементы не сливаются, а остаются разделенными из-за конформного характера процесса напыления.
Вид в поперечном сечении показывает, что тонкий диэлектрический слой PDMS разделяет слои EGaIn.c отображает нормализованное изменение емкости в зависимости от приложенной силы. Площадь перекрытия этого датчика составляет 25 мм 2 (каждая сторона имеет размер 5 мм). Измеренная емкость датчика без контакта составила 25,3 пФ, а значения на графике представляют собой отклонение от этого начального значения. Линейная подгонка данных имеет наклон 0,12 N −1 . Датчик, использованный для этого эксперимента, такой же, как показано на e, и приложенная сила была измерена с использованием системы механических испытаний Instron в режиме сжатия.Датчик можно сделать более чувствительным за счет увеличения площади электродов, использования более мягкого эластомера или материала с более высокой диэлектрической проницаемостью [87,88,89]. В будущих работах может быть рассмотрена дальнейшая характеристика датчиков, подобных описанному здесь. Изменение толщины и материала диэлектрического слоя PDMS может обеспечить различную чувствительность к силе и может быть реализовано в различных приложениях.
4. Экспериментальный
4.1. Материалы
Используемый здесь жидкий металл представляет собой эвтектический сплав галлия и индия (75.5 мас.% Ga, 24,5 мас.% In), приобретенный у The Indium Corporation. Жидкий металл имеет температуру плавления 15,5 °C [68,90]. Таким образом, он является жидким при комнатной температуре. Металл образует тонкий естественный оксид, который образует механическую оболочку вокруг жидкости, которая в противном случае имеет очень высокое поверхностное натяжение (~640 мН·м -1 ) [68] и низкую вязкость (~2 мПа·с) [91]. ].
В работе использовались силиконовые эластомеры Sylgard 184 и Sylgard 186 (Dow). Все силиконы были первоначально приготовлены при соотношении основа:отвердитель 10:1 перед разбавлением толуолом до желаемой концентрации.
Суспензии жидких металлических частиц были получены путем обработки ультразвуком (для наночастиц) или механического перемешивания (для микрочастиц). Для обработки ультразвуком 1 г объемного EGaIn помещали в 20-мл флакон с 15 мл этанола.
Этот раствор обрабатывали ультразвуком с использованием зонда Q700 Sonicator (QSonica Instruments, Ньютаун, Коннектикут, США) в течение 10 минут при силе тока 50 и 10 ампер для получения наночастиц (диаметром 1 и 2 мкм соответственно). Микрочастицы были приготовлены путем помещения того же раствора EGaIn/этанола в аналоговый вихревой смеситель (VWR) для механического перемешивания.Самые крупные частицы (191 мкм) перемешивали на полной мощности в течение 1 мин, а следующий набор частиц (15 мкм) перемешивали в течение 5 мин.4.2. Подготовка трафаретов
Виниловые трафареты (ORACAL 651) были приготовлены с использованием настольной режущей системы Cameo 3 (Silhouette America, Линдон, Юта, США). В зависимости от сложности рисунка трафареты наклеивались непосредственно на основу или наклеивались с помощью переводной ленты.
4.3. Аэрозольное осаждение
EGaIn наносился в этих экспериментах путем распыления аэрозоля через сопло аэрографа со сжатым воздухом.Воздух брали из линии сжатого воздуха под давлением 30 фунтов на квадратный дюйм.
В качестве аэрографа использовалась модель G22 Gravity Feed Airbrush (Master Airbrush).4.4. Профилирование поверхности
Профили поверхности жидких металлических и полимерных пленок определяли с помощью интерферометрии белого света с использованием оптического профилографа Profilm3D (Filmetrics, Сан-Диего, Калифорния, США) с использованием 10-кратного объектива.
4.5. Электрические измерения
Электрические измерения проводились с использованием измерителя источника Keithley 2400 (Keithley Instruments, Кливленд, Огайо, США).Для измерений тензометрическим датчиком прикладывалось постоянное напряжение 1 В во время деформации образцов. Емкость емкостного датчика измеряли с помощью портативного измерителя LCR (Agilent U1733C, Agilent Technologies, Inc., Санта-Клара, Калифорния, США).
4.6. Измерения вязкости
Вязкость растворов силикона измеряли с использованием реометра AR-G2 (TA Instruments). Вязкость чистого PDMS (Sylgard 184 или Sylgard 186) измеряли с использованием геометрии параллельной пластины диаметром 40 мм.
Растворы PDMS в толуоле измеряли с геометрией концентрического цилиндра. Сообщаемые данные представляют собой вязкость при высоком сдвиге, собранную при скорости сдвига 100 с -1 .4.7. Измерения силы
Измерения силы проводились с использованием универсальной испытательной системы Instron 5493 (Instron) в режиме сжатия. Для измерения критической силы, вызывающей проводимость в частицах EGaIn, использовался модифицированный зонд с двумя медными электродами, прикрепленными к торцу. Приложенная сила измерялась с помощью тензодатчика, рассчитанного на усилие до 1 кН.
Образцы ПДМС для измерения силы были приготовлены путем сначала центрифугирования расходуемого слоя поливинилового спирта (ПВС) на предметном стекле. Раствор 20 мас. % ПВС в воде вращали при 500 об/мин в течение 20 с, а затем при 1000 об/мин в течение 10 с для получения однородного слоя. Затем мы распылили PDMS на предметные стекла с последующим отверждением при 70 ° C в течение не менее 48 часов, чтобы убедиться, что пленки полностью отверждены и в пленке не осталось растворителя.
Наконец, образец помещали в воду, чтобы растворить слой ПВА, освободив слой ПДМС от предметного стекла.Авторские вклады
Концептуализация, TVN, YS, M.C.O. и M.D.D.; валидация, S.I. и J.M.; формальный анализ, Ю.С., Дж.Ю.; расследование, Б.К.; написание — черновая подготовка, Т.В.Н.; написание — обзор и редактирование, TVN, S.I., JM, MDD; супервизия, M.D.D.; привлечение финансирования, M.C.O., M.D.D. Все авторы прочитали и согласились с опубликованной версией рукописи.
Процесс распыления – обзор
Процесс плазменного распыления
Плазма, известная как четвертое состояние вещества, представляет собой совокупность заряженных и нейтральных частиц (Braithwaite and Graham, 1993).Он создается ионизацией газов. Ионизация приводит к отделению некоторых электронов внешней оболочки атома газа, что делает его положительно заряженным ионом. В результате газ становится совокупностью электронов, положительных ионов и некоторых нейтральных атомов. Из-за больших сил притяжения между электронами и положительными ионами они в конечном итоге рекомбинируют в процессе, похожем на химическую реакцию.
Рекомбинация высвобождает большое количество энтальпии, обеспечивая кинетическую энергию частицам в плазме.Кинетическая энергия, вовлеченная в процесс, достаточно велика, чтобы генерировать высокотемпературную плазму. В тепловой плазме, созданной с помощью пушки мощностью 40 кВт, температура может достигать 15 000 К (26 500 ° F). Одним из свойств плазмы является то, что температура очень быстро падает от центра к внешней периферии струи, поэтому не требуется сдерживания.Процесс напыления В этом процессе плазменная струя расплавляет сырье для покрытия, которое находится в форме порошка.Плазма создается в плазменной пушке. Внутренние детали типичного ружья показаны на рис. 6.26 (англ., 1985). Детали процесса (Herman, 1988) следующие:
Рисунок 6.26. Внутренние особенности плазменной пушки Metco (Лоуренс К. Инглиш, Технология покрытий для защиты от износа, Mater. Eng ., сентябрь 1985 г., стр. 53–56).
Предоставлено Sulzer Metco и ASM International.- •
Постоянный ток между стержневым медным катодом (отрицательная полярность) с торированным вольфрамовым наконечником, расположенным вдоль оси пушки, и водоохлаждаемым медным анодом (положительная полярность) создает электрические дуги (рис.6.27 и 6.28). Торированный вольфрамовый наконечник, будучи твердым, снижает износ катода.
Рисунок 6.27. Схема сопла плазменного распыления и внутреннего процесса.
Рисунок 6.28. Сопло плазменной пушки Sulzer Metco, схематически показывающее путь электрических дуг.
Предоставлено Sulzer Metco.- •
Дуги ионизируют плазменный газ под высоким давлением, проходящий через центр пистолета. Плазма обычно создается в инертном газе, таком как аргон или гелий.Водород добавляется к газу, чтобы обеспечить повышенную энтальпию и более высокую температуру плазмы. Дополнительная энтальпия возникает из-за рекомбинации диссоциированных атомов водорода в молекулу. Энерговыделение, связанное с рекомбинацией водорода, 2H + + e = 2H = H 2 , в пять раз больше, чем при рекомбинации аргона, A + + e = A; здесь e — электрон.
Текущий ионизированный газ создает плазму, в которой ионы и электроны рекомбинируют, создавая электрически нейтральный горячий шлейф, который не похож на пламя, генерируемое топливом.Как указывалось ранее, для плазменной пушки, работающей с номинальной мощностью 40 кВт, температура плазмы сразу за соплом очень высока. В зависимости от формы электродов, подводимой мощности, давления и распределения газа длина плазменного факела варьируется от 3 до 15 см. Скорость газа в плазме колеблется от нескольких сотен до 1000 м/с.- •
Материал покрытия в виде порошка впрыскивается в самую горячую зону плазмы с помощью газа-носителя под высоким давлением, обычно аргона.Типичная траектория движения частиц порошка показана на рис. 6.29 (Montavon et al., 1997).
Рисунок 6.29. Детали траектории плазменной струи и порошка (G. Montavon, CC Berndt, C. Coddet, S. Sampath и H. Herman, Контроль качества внутренней эффективности осаждения на основе контроля морфологии сплат и микроструктуры осаждения, J.
Перепечатано с разрешения ASM International. Therm. Spray Технол ., 1997, 6(2), 153–166).
При прохождении через горячую плазму материал покрытия плавится.Движимые газом под высоким давлением, расплавленные частицы продолжают свой полет до тех пор, пока не ударятся о подложку и не сформируют покрытие. Детали формирования микроструктуры покрытия плазменным напылением описаны в главе 7, посвященной теплозащитным покрытиям. Если этот процесс проводится на воздухе, его называют воздушно-плазменным напылением (АПС). Неизбежное воздействие воздуха во время процесса АПС, особенно во время полета расплавленных частиц, приводит к значительному окислению материала покрытия. Следовательно, металлические покрытия, обработанные APS, имеют высокое содержание оксидов, что снижает способность защищать сплавы подложки от окисления и коррозии.Связанное с технологическим процессом окисление покрытия устраняется при плазменном напылении «в оболочке из инертного газа» и более эффективно при плазменном напылении низкого давления (LPPS).
В процессе плазменного напыления в кожухе вокруг плазменного шлейфа впрыскивается инертный газ для создания оболочки. Эта оболочка ограничивает доступ воздуха к расплавленным частицам. Более надежным способом устранения окисления является проведение процесса в отсутствие воздуха, как это делается при плазменном распылении низкого давления (LPPS). Стойкость к окислению металлических покрытий NiCoCrAlY, нанесенных методом LPPS, примерно в два раза выше, чем у эквивалентного состава покрытия, нанесенного методом APS.Плазменное напыление при низком давлении (LPPS) Как описано выше, одним из основных недостатков процесса плазменного напыления атмосферного воздуха для нанесения металлических покрытий является воздействие кислорода на капли расплавленного металла во время их перемещения в воздухе. Следовательно, происходит значительное внутреннее окисление нанесенного покрытия, связывающее алюминий, например, в виде оксида. Значительная часть содержащегося в нем алюминия больше не может образовывать оксидную накипь и обеспечивать адекватную защиту от окисления.
Процесс плазменного напыления низкого давления разработан (Muehlberger, 1998) для устранения воздействия кислорода воздуха во время нанесения покрытия. Это достигается путем помещения плазменного распылителя, а также обрабатываемой детали в камеру, откачиваемую до частичного вакуума и обратно заполненную инертным газом. Конструкция LPPS предлагает дополнительную возможность предварительного нагрева и очистки деталей с помощью процесса дуги с обратным переносом (RTA) до начала нанесения покрытия.Схема системы LPPS показана на рис. 6.30 (Steffens, 1983). Он состоит из следующих компонентов:
Рисунок 6.30. Эскиз системы покрытия LPPS (H.-D. Steffens, Технологии распыления и детонации, в Coatings for High Temperature Applications , Ed. E. Lang, Applied Science Publishers, 1983, стр. 121–138).
Перепечатано с разрешения Elsevier.- •
Вакуумная распылительная камера с водяным охлаждением, в которой находится плазменная пушка.
- •
Плазменная пушка, модифицированная для работы при низком давлении окружающей среды.Система также имеет соответствующие блоки питания и управления.
- •
Вакуумные насосы.
- •
Источник питания для переносной дуги.
- •
Одиночные или множественные валы, называемые «жалами», для крепления деталей и связанное с ними оборудование для привода жал.
- •
Загрузочная шлюзовая камера, изолированная от камеры для нанесения покрытия, в которой детали выдерживаются в вакууме перед помещением в основную камеру для процесса нанесения покрытия.Этот шаг устраняет необходимость частого отключения вакуума в камере для нанесения покрытия.
- •
Бункеры для порошка, содержащие сырьевой порошок и системы подачи для его транспортировки.
- •
Многоосное крепление для пистолета-распылителя и, в некоторых случаях, система манипулирования деталями.
Камера для нанесения покрытий вакуумируется до давления от 0,2 до 0,5 мбар (от 0,15 до 0,38 мм рт. ст.) с последующим заполнением инертным газом, таким как аргон, до давления от 50 до 100 мбар (от 38 до 76 мм рт. ст.) в зависимости от деталей конструкции блока LPPS.После запуска плазменной операции давление в камере регулируется до уровня, соответствующего стабильной работе пистолета и оптимальным свойствам покрытия, микроструктуре и производительности. Плазменная пушка состоит из двухмерного сужающегося-расширяющегося сопла (2DCD) для достижения скорости выходящего газа более 3500 м/с. Типичный плазменный газ состоит из смеси 80% аргона и 20% гелия. Материал покрытия в виде порошка вводят в плазму с газом-носителем аргоном. Частицы порошка вылетают из сопла со скоростью около 3 Маха и плавятся во время полета через плазменную струю.Скорости газа и частиц сильно зависят от давления в камере, первоначально увеличиваясь по мере снижения давления. Однако плотность плазменного газа также уменьшается по мере снижения давления, что влияет на скорость частиц. Эти два явления в конечном итоге уравновешивают друг друга, что приводит к максимальной скорости при промежуточном давлении (Smith and Dykhuizen, 1988). Было обнаружено, что температура газа в плазме низкого давления, измеренная с помощью датчиков энтальпии, превышает 4500 К (7640 ° F). Высокие скорости газа и частиц в процессе LPPS увеличивают скорость осаждения.Частицы с повышенной кинетической энергией образуют лучшие адгезионные связи при ударе о подложку. Это также приводит к меньшей пористости распыляемого материала. Из-за низкого давления в камере покрытия струя плазмы, выходящая из пушки, значительно расширяется, достигая длины 40—50 см. Для сравнения, плазменные струи в плазменном распылении атмосферного воздуха имеют длину от 4 до 5 см (рис. 6.31) (Sodeoka et al., 1996). Снижение давления также приводит к большему, но более равномерному поперечному сечению плазменной струи.Увеличенная длина и увеличенное сечение плазменной струи позволяют равномерно прогревать и распылять большие площади. Кроме того, незначительное изменение расстояния распыления оказывает минимальное влияние на качество покрытия. Однако увеличение длины и поперечного сечения струи приводит к снижению удельной мощности и увеличению потерь порошка покрытия.
Рисунок 6.31. Длина плазменного шлейфа в зависимости от давления в камере (С. Содеока, М. Судзуки и К. Уэно, Эффекты плазменного напыления высокого давления для покрытий из оксида циркония, стабилизированного оксидом иттрия, J.Терм. Spray Technol ., 1996, 5(3), 277–282).
Перепечатано с разрешения ASM International.Порошковые материалы для покрытия напылением обычно получают распылением в среде инертного газа. Состав порошков можно относительно легко варьировать и контролировать. Распределение частиц по размерам является одним из ключевых параметров для достижения хорошей микроструктуры покрытия. Поскольку весь процесс нанесения покрытия осуществляется в закрытой камере низкого давления, все связанные с процессом шумы и выбросы твердых частиц значительно снижаются или полностью исключаются.
Одной из важных особенностей системы LPPS является возможность очистки и предварительного нагрева деталей в процессе дуги с обратным переносом перед этапом покрытия (рис. 6.32) (Steffens et al., 1980; Takeda et al., 1990). ). В процессе RTA деталь временно смещается отрицательно к полярности катода по отношению к соплу, являющемуся анодом. Таким образом, часть искрения между катодом и анодом передается детали в виде диффузной дуги. Дугообразование выбрасывает загрязняющие атомы с поверхности катодной части, очищая ее.RTA также обеспечивает дополнительную энергию для нагрева детали и для плавления частицы порошка покрытия.
Рисунок 6.32. Принцип дуги с обратным переносом (H.D.Steffens, H.M.Hohle, and E.Erturk, Плазменное напыление реактивных материалов при низком давлении, Thin Solid Films , 1980, 73, 19–29).
Перепечатано с разрешения Elsevier.В производственной установке последовательность процесса нанесения покрытия с помощью LPPS состоит из следующих этапов:
- •
Детали, подлежащие покрытию, обезжириваются и очищаются влажной или сухой пескоструйной очисткой.
- •
Детали соответствующим образом замаскированы для защиты участков, не требующих покрытия. Маскированные детали устанавливаются на манипуляторы «жало» и перемещаются в камеру грузового шлюза.
- •
Откачивается грузовой шлюз.
- •
Детали переносятся в камеру покрытия, которая уже вакуумирована и заполнена инертным газом до желаемого уровня давления.
- •
Перед нанесением покрытия детали предварительно нагреваются до 900–1000°C (от 1650 до 1830°F) в зависимости от материала.Предварительный нагрев улучшает адгезию покрытия. Окрашиваемые поверхности очищаются RTA.
- •
Начинается подача порошка покрытия в пистолет-распылитель.
- •
Деталь обрабатывается в плазменной струе и покрывается надлежащим образом для достижения требуемого распределения толщины. Если для достижения лучших свойств покрытия требуется дополнительный нагрев, деталь смещают положительно относительно сопла. Репрезентативный профиль нагрева для нанесения покрытия показан на рис.6,33 (Шанкар и др., 1981).
Рисунок 6.33. Температурный профиль типичного процесса LPPS (С. Шанкар, Д. Е. Кениг и Л. Е. Дарди, Металлические покрытия, напыляемые вакуумной плазмой, JOM , октябрь 1981 г., стр. 13–20).
Перепечатано с разрешения The Minerals, Metals & Общество материалов.- •
Для оптимизации сцепления покрытия с подложкой, а также свойств покрытия и подложки может потребоваться дополнительная термическая обработка.
Репрезентативные значения параметров процесса для покрытия LPPS и время приведены в таблице 6.7.
Таблица 6.7. Представительные значения параметров LPP для нанесения нанесения на покрытие
 Этот стандарт устанавливает 11 квалификационных классов операторов термического напыления в 4 категориях процессов термического напыления: пламенное, дуговое, плазменное и HVOF. Подробно описаны квалификационные тесты знаний и навыков. Квалификация является непрерывной до тех пор, пока оператор термического напыления поддерживает удовлетворительную работу, включая не менее 8 часов производственной работы в течение шести месяцев для каждой квалификационной категории.(1997-настоящее время).
Этот стандарт устанавливает 11 квалификационных классов операторов термического напыления в 4 категориях процессов термического напыления: пламенное, дуговое, плазменное и HVOF. Подробно описаны квалификационные тесты знаний и навыков. Квалификация является непрерывной до тех пор, пока оператор термического напыления поддерживает удовлетворительную работу, включая не менее 8 часов производственной работы в течение шести месяцев для каждой квалификационной категории.(1997-настоящее время). Настоящий стандарт может использоваться в качестве закупочной документации. Приложения включают «типовую спецификацию закупок». Примечание. Этот обновленный стандарт станет постоянным стандартом, который заменит временный стандарт SSPC CS 23.00(I). (1999-настоящее время).
Настоящий стандарт может использоваться в качестве закупочной документации. Приложения включают «типовую спецификацию закупок». Примечание. Этот обновленный стандарт станет постоянным стандартом, который заменит временный стандарт SSPC CS 23.00(I). (1999-настоящее время). (52 страницы). Этот стандарт распространяется на процессы термического напыления для ремонта элементов машин из черных и цветных металлов.Включены требования к квалификации процедур и операторов термического напыления, требования и рекомендации по использованию материалов и оборудования для термического напыления, требования к обеспечению качества и описания применимых квалификационных испытаний. Примечание. ВМС (Charles Null, код NAVSEA 05M2) запросили у AWS включение MIL-STD-1687A(SH) в стандарт AWS, апрель 1998 г. (с 1998 г. по настоящее время).
(52 страницы). Этот стандарт распространяется на процессы термического напыления для ремонта элементов машин из черных и цветных металлов.Включены требования к квалификации процедур и операторов термического напыления, требования и рекомендации по использованию материалов и оборудования для термического напыления, требования к обеспечению качества и описания применимых квалификационных испытаний. Примечание. ВМС (Charles Null, код NAVSEA 05M2) запросили у AWS включение MIL-STD-1687A(SH) в стандарт AWS, апрель 1998 г. (с 1998 г. по настоящее время). Есть три приложения: протокол контроля работы, квалификация оператора и портативное испытание на адгезию. (1995-настоящее время).
Есть три приложения: протокол контроля работы, квалификация оператора и портативное испытание на адгезию. (1995-настоящее время). Включены требования к стандартным размерам, маркировке, изготовлению и упаковке. Перечислено 100 материалов. (1985-настоящее время).
Включены требования к стандартным размерам, маркировке, изготовлению и упаковке. Перечислено 100 материалов. (1985-настоящее время). (2001-настоящее время).
(2001-настоящее время). 00)
00)
 Требования к качеству термически напыляемых покрытий Части 1, 2, 3, 4 BS EN ISO 14919: 2001 Проволока, стержни и шнуры для газопламенного и дугового напыления
Требования к качеству термически напыляемых покрытий Части 1, 2, 3, 4 BS EN ISO 14919: 2001 Проволока, стержни и шнуры для газопламенного и дугового напыления  В этом процессе участвуют два провода, которые подаются в пистолет, затем они заряжаются, и между ними возникает дуга. Тепло от дуги плавит поступающую проволоку, и расплавленное сырье затем осаждается на подложке.
В этом процессе участвуют два провода, которые подаются в пистолет, затем они заряжаются, и между ними возникает дуга. Тепло от дуги плавит поступающую проволоку, и расплавленное сырье затем осаждается на подложке.
 Покрытия для термического напыления наносят на различные компоненты для восстановления размеров, устойчивости к эрозии при высоких температурах и связующих покрытий.
Покрытия для термического напыления наносят на различные компоненты для восстановления размеров, устойчивости к эрозии при высоких температурах и связующих покрытий. Из-за этого электродуговое напыление стало методом выбора для восстановления деталей в тех случаях, когда стоимость замены высока или деталь должна быть восстановлена на месте.
Из-за этого электродуговое напыление стало методом выбора для восстановления деталей в тех случаях, когда стоимость замены высока или деталь должна быть восстановлена на месте. При холодном напылении частицы разгоняются до очень высоких скоростей газом-носителем, нагнетаемым через сужающееся-расширяющееся сопло типа Лаваля.
При холодном напылении частицы разгоняются до очень высоких скоростей газом-носителем, нагнетаемым через сужающееся-расширяющееся сопло типа Лаваля.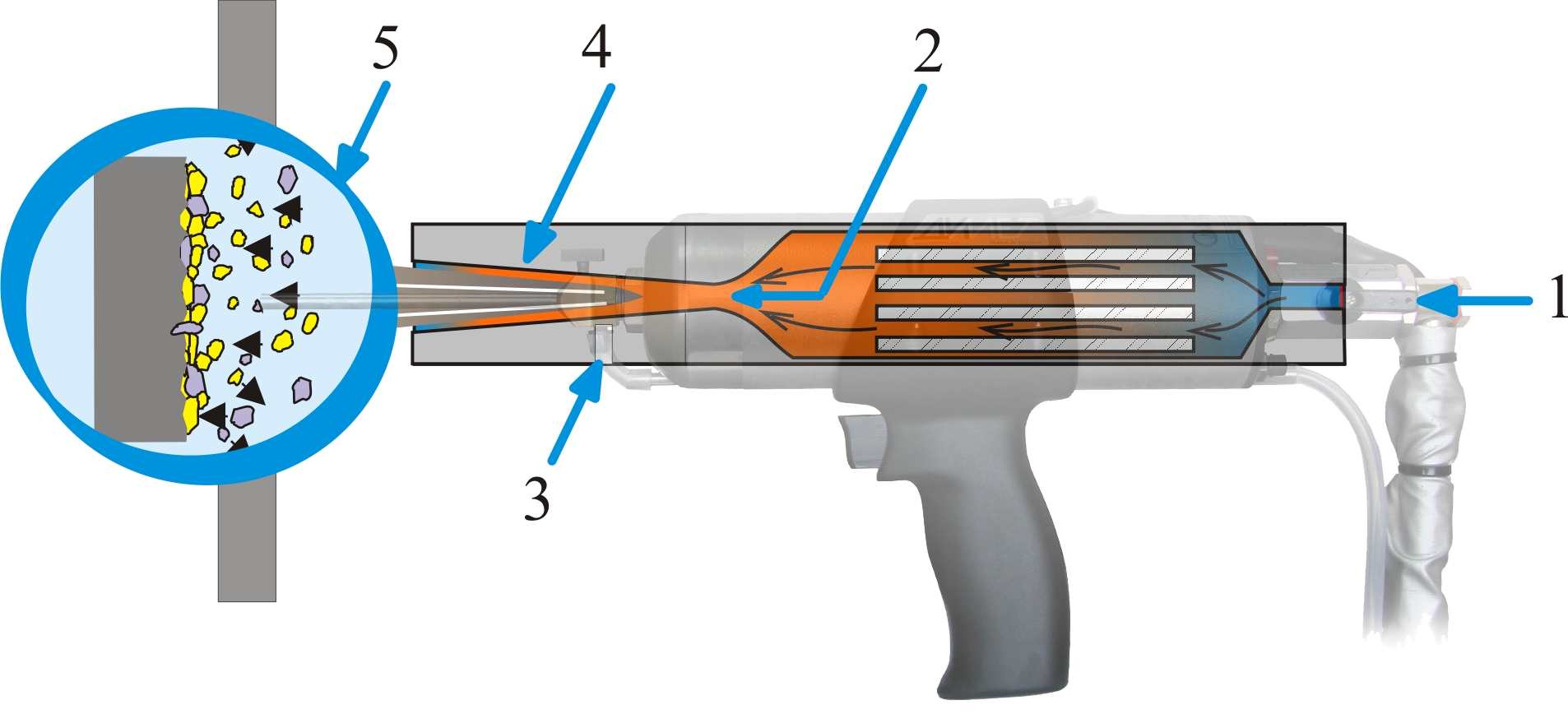 д.)) с помощью холодного распыления.
д.)) с помощью холодного распыления. Можно разогнать частицы порошка до гораздо более высокой скорости, используя технологический газ, имеющий высокую скорость звука (гелий вместо азота).Однако гелий дорог, а его расход и, следовательно, потребление выше. Для улучшения способности к ускорению газообразный азот нагревают примерно до 900°С. В результате повышается эффективность осаждения и прочность на разрыв.
Можно разогнать частицы порошка до гораздо более высокой скорости, используя технологический газ, имеющий высокую скорость звука (гелий вместо азота).Однако гелий дорог, а его расход и, следовательно, потребление выше. Для улучшения способности к ускорению газообразный азот нагревают примерно до 900°С. В результате повышается эффективность осаждения и прочность на разрыв..jpg) В сопле расширение газа приводит к преобразованию энтальпии в кинетическую энергию, которая разгоняет поток газа до сверхзвукового режима — 1000 м/с — при снижении его температуры. Порошковое сырье вводится аксиально в газовый поток перед горловиной сопла.Ускоренные твердые частицы ударяются о подложку с достаточной кинетической энергией, чтобы вызвать механическое и/или металлургическое сцепление.
В сопле расширение газа приводит к преобразованию энтальпии в кинетическую энергию, которая разгоняет поток газа до сверхзвукового режима — 1000 м/с — при снижении его температуры. Порошковое сырье вводится аксиально в газовый поток перед горловиной сопла.Ускоренные твердые частицы ударяются о подложку с достаточной кинетической энергией, чтобы вызвать механическое и/или металлургическое сцепление.


 В то время как правила охраны окружающей среды, здоровья и безопасности стали более строгими, интерес к холодному распылению как потенциально более экологичной альтернативе вырос.
В то время как правила охраны окружающей среды, здоровья и безопасности стали более строгими, интерес к холодному распылению как потенциально более экологичной альтернативе вырос. Толщина цинкового слоя…
Толщина цинкового слоя…  Gemini впервые использовала Metallisation ARC528E.
оборудования еще в 2005 году, когда компания приобрела автоматизированную установку для напыления труб
машина. С тех пор Gemini постоянно расширяла свое использование, добавляя все больше и больше
больше своих клиентов.
Gemini впервые использовала Metallisation ARC528E.
оборудования еще в 2005 году, когда компания приобрела автоматизированную установку для напыления труб
машина. С тех пор Gemini постоянно расширяла свое использование, добавляя все больше и больше
больше своих клиентов. объект на своей базе в Монтроузе, который был спроектирован и установлен
Металлизация. Система манипулирования трубами является гибкой и может
различные размеры труб, что позволяет распылять весь спектр труб, используя только
одна машина. Оборудование может использоваться для опрыскивания труб диаметром от 4 до 48 дюймов.
(102 мм-1,22 м) в диаметре и от 6,6 до 50 футов (2-15,24 м) в длину.
объект на своей базе в Монтроузе, который был спроектирован и установлен
Металлизация. Система манипулирования трубами является гибкой и может
различные размеры труб, что позволяет распылять весь спектр труб, используя только
одна машина. Оборудование может использоваться для опрыскивания труб диаметром от 4 до 48 дюймов.
(102 мм-1,22 м) в диаметре и от 6,6 до 50 футов (2-15,24 м) в длину. Технологический процесс напыления металла можно увидеть на веб-сайте Metallisation:
www.metallisation.com/videos/library
Технологический процесс напыления металла можно увидеть на веб-сайте Metallisation:
www.metallisation.com/videos/library Покрытие
Толщина труб регулярно проверяется по мере выполнения распыления и
покрытие визуально осматривают наугад при 10-кратном увеличении.
Покрытие
Толщина труб регулярно проверяется по мере выполнения распыления и
покрытие визуально осматривают наугад при 10-кратном увеличении. (Рисунок 1).
(Рисунок 1). PX идеально подходит для распыления всего спектра коммерческих порошков и порошковых смесей, доступных от CenterLine.
PX идеально подходит для распыления всего спектра коммерческих порошков и порошковых смесей, доступных от CenterLine.  )
)
 )
) Замена форсунки не требует инструментов и легко автоматизируется.
Замена форсунки не требует инструментов и легко автоматизируется. Ток 100А.
Ток 100А. 36 дюймов H на стене 60 дюймов
36 дюймов H на стене 60 дюймов Распыление производит достаточную кинетическую энергию (~ 14 м / с), чтобы деформировать частицы при ударе, что позволяет им сливаться вместе.Этот процесс слияния зависит как от размера частиц, так и от скорости. Частицы одинакового размера не сливаются при отливке в виде пленки. Точно так же более мелкие частицы (<1 мкм), движущиеся с той же скоростью, также не разрушаются при ударе, хотя расчеты показывают, что такие частицы могут разрушаться при более высоких скоростях. Элементы из жидкого металла могут быть покрыты распылением неотвержденного силиконового эластомера из летучего растворителя с образованием конформного покрытия, которое не разрушает элементы из жидкого металла во время распыления.Чередующиеся слои жидкого металла и эластомера могут быть нанесены последовательно для создания многослойных устройств, таких как мягкие и растягивающиеся датчики.
Распыление производит достаточную кинетическую энергию (~ 14 м / с), чтобы деформировать частицы при ударе, что позволяет им сливаться вместе.Этот процесс слияния зависит как от размера частиц, так и от скорости. Частицы одинакового размера не сливаются при отливке в виде пленки. Точно так же более мелкие частицы (<1 мкм), движущиеся с той же скоростью, также не разрушаются при ударе, хотя расчеты показывают, что такие частицы могут разрушаться при более высоких скоростях. Элементы из жидкого металла могут быть покрыты распылением неотвержденного силиконового эластомера из летучего растворителя с образованием конформного покрытия, которое не разрушает элементы из жидкого металла во время распыления.Чередующиеся слои жидкого металла и эластомера могут быть нанесены последовательно для создания многослойных устройств, таких как мягкие и растягивающиеся датчики. Введение
Введение Одним из распространенных аддитивных методов является заполнение микрожидкостных каналов. После изготовления микроканала (например, методом мягкой литографии) в канал вводят жидкий металл [8,9,10]. Альтернативно, микроканал можно заполнить, поместив канал в вакуум [11,12]. Оба метода могут создавать элементы с высоким разрешением (несложно получить элементы размером от 10 до 100 микрон). Тем не менее, изготовление микроканалов может занять много времени. Кроме того, проводящие узоры должны следовать непрерывному пути жидкости, что затрудняет формирование узоров более мелких дискретных структур.
Одним из распространенных аддитивных методов является заполнение микрожидкостных каналов. После изготовления микроканала (например, методом мягкой литографии) в канал вводят жидкий металл [8,9,10]. Альтернативно, микроканал можно заполнить, поместив канал в вакуум [11,12]. Оба метода могут создавать элементы с высоким разрешением (несложно получить элементы размером от 10 до 100 микрон). Тем не менее, изготовление микроканалов может занять много времени. Кроме того, проводящие узоры должны следовать непрерывному пути жидкости, что затрудняет формирование узоров более мелких дискретных структур. В качестве альтернативы, одна подложка может быть сформирована так, чтобы образовывались несмачивающие и смачивающие области [15, 16, 17, 18].Аналогичным образом топографические штампы можно использовать для нанесения аддитивного рисунка на жидкие металлы [19,20,21].
В качестве альтернативы, одна подложка может быть сформирована так, чтобы образовывались несмачивающие и смачивающие области [15, 16, 17, 18].Аналогичным образом топографические штампы можно использовать для нанесения аддитивного рисунка на жидкие металлы [19,20,21]. Этот тип печати требует хорошей адгезии между металлом и подложкой, однако исследования показывают, что жидкие металлы плохо прилипают к шероховатым поверхностям [17,34].Эта проблема была частично решена путем приложения электрических полей между металлом и подложкой для улучшения адгезии [35,36]. Другой подход заключается в диспергировании частиц жидкого металла в полимерной матрице (например, в силиконе) для изготовления печатных чернил [37,38], хотя эти материалы требуют некоторой последующей обработки, такой как механическое воздействие или замораживание для «спекания» частиц жидкого металла и образуют проводящий путь [39,40].
Этот тип печати требует хорошей адгезии между металлом и подложкой, однако исследования показывают, что жидкие металлы плохо прилипают к шероховатым поверхностям [17,34].Эта проблема была частично решена путем приложения электрических полей между металлом и подложкой для улучшения адгезии [35,36]. Другой подход заключается в диспергировании частиц жидкого металла в полимерной матрице (например, в силиконе) для изготовления печатных чернил [37,38], хотя эти материалы требуют некоторой последующей обработки, такой как механическое воздействие или замораживание для «спекания» частиц жидкого металла и образуют проводящий путь [39,40]. Тем не менее, этот подход перспективен для нанесения жидкого металла бесконтактным способом через паровую фазу на принимающую подложку.
Тем не менее, этот подход перспективен для нанесения жидкого металла бесконтактным способом через паровую фазу на принимающую подложку. Распыление жидкого металла в виде аэрозоля на трафарет быстро создает токопроводящие узоры на большой площади. Поскольку не весь металл проходит через трафарет, остаются отходы, но большая часть металла, заблокированного трафаретом, может быть восстановлена. Этот метод был успешно использован для изготовления мягких электродов [51, 52, 53], датчиков [54, 55], сборщиков энергии [56, 57, 58] и антенн [59]. надежные электрические контакты, особенно по сравнению со струйной обработкой.Мы также используем процесс нанесения покрытия распылением для нанесения тонких герметизирующих слоев силикона, которые важны для обеспечения того, чтобы жидкий металл не смазывался во время обработки после осаждения. Силиконовые эластомеры обычно используются для покрытия элементов поверхности путем отливки силикона методом капельного литья или путем центрифугирования силикона для получения очень тонких и однородных слоев. Разведение силиконов в летучем растворителе (гексан, толуол и т. д.) использовалось для получения раствора, который можно распылять и использовать для покрытия поверхностей в слоях полной и конформной герметизации [54, 60, 61].
Распыление жидкого металла в виде аэрозоля на трафарет быстро создает токопроводящие узоры на большой площади. Поскольку не весь металл проходит через трафарет, остаются отходы, но большая часть металла, заблокированного трафаретом, может быть восстановлена. Этот метод был успешно использован для изготовления мягких электродов [51, 52, 53], датчиков [54, 55], сборщиков энергии [56, 57, 58] и антенн [59]. надежные электрические контакты, особенно по сравнению со струйной обработкой.Мы также используем процесс нанесения покрытия распылением для нанесения тонких герметизирующих слоев силикона, которые важны для обеспечения того, чтобы жидкий металл не смазывался во время обработки после осаждения. Силиконовые эластомеры обычно используются для покрытия элементов поверхности путем отливки силикона методом капельного литья или путем центрифугирования силикона для получения очень тонких и однородных слоев. Разведение силиконов в летучем растворителе (гексан, толуол и т. д.) использовалось для получения раствора, который можно распылять и использовать для покрытия поверхностей в слоях полной и конформной герметизации [54, 60, 61]. жидкие материалы, предотвращают короткое замыкание между проводящими элементами или изменяют свойства поверхности.В этой статье мы исследуем характеристики обработки напылением, которые приводят к высокой проводимости, а также демонстрируем простые многослойные структуры, которые могут быть изготовлены исключительно с помощью аддитивной обработки напылением, что является перспективным для будущей непрерывной обработки гибких устройств. Напыление позволяет сделать силиконовые слои очень тонкими и при этом соответствовать форме существующих элементов поверхности.
жидкие материалы, предотвращают короткое замыкание между проводящими элементами или изменяют свойства поверхности.В этой статье мы исследуем характеристики обработки напылением, которые приводят к высокой проводимости, а также демонстрируем простые многослойные структуры, которые могут быть изготовлены исключительно с помощью аддитивной обработки напылением, что является перспективным для будущей непрерывной обработки гибких устройств. Напыление позволяет сделать силиконовые слои очень тонкими и при этом соответствовать форме существующих элементов поверхности. Сопло направляет поток частиц на подложку до тех пор, пока частицы не покроют поверхность сплошной пленкой. Этот процесс совместим с различными субстратами, как видно из предыдущих работ [52, 54, 55, 56, 59, 62, 63, 64, 65, 66]. В то время как другие показали, что рисунок возможен с помощью направленного лазера для удаления жидкого металла с поверхности [53], здесь мы используем виниловые трафареты (также широко используемые в ремесленном сообществе), приклеенные к подложке для создания рисунка на металле.Мы используем ремесленный резак (Cameo), который может быстро изготовить сложные отверстия в виниловом листе для трафаретной печати (метод, называемый ксерографией [67]). Удаление трафарета после распыления оставляет на подложке желаемый рисунок из жидкого металла. Этот процесс схематически изображен на рис.
Сопло направляет поток частиц на подложку до тех пор, пока частицы не покроют поверхность сплошной пленкой. Этот процесс совместим с различными субстратами, как видно из предыдущих работ [52, 54, 55, 56, 59, 62, 63, 64, 65, 66]. В то время как другие показали, что рисунок возможен с помощью направленного лазера для удаления жидкого металла с поверхности [53], здесь мы используем виниловые трафареты (также широко используемые в ремесленном сообществе), приклеенные к подложке для создания рисунка на металле.Мы используем ремесленный резак (Cameo), который может быстро изготовить сложные отверстия в виниловом листе для трафаретной печати (метод, называемый ксерографией [67]). Удаление трафарета после распыления оставляет на подложке желаемый рисунок из жидкого металла. Этот процесс схематически изображен на рис. ( b ) Квадратная спираль, сформированная распылением жидкого металла с линиями шириной 300 мкм. ( c ) Профиль поперечного сечения трубопроводов жидкого металла после многократного покрытия.
( b ) Квадратная спираль, сформированная распылением жидкого металла с линиями шириной 300 мкм. ( c ) Профиль поперечного сечения трубопроводов жидкого металла после многократного покрытия. е. трафарет с более высоким разрешением приведет к более высокому разрешению шаблона). Используя недорогой одноразовый винил в качестве материала для трафарета, мы смогли с легкостью создавать детали размером до 300 мкм. Мы заметили, что более широкие узоры имеют меньшее относительное стандартное отклонение ширины линии (см. Рисунок S1 и Таблицу S1), хотя все стандартные отклонения находятся в диапазоне 19–35 мкм для элементов в диапазоне 300–2100 мкм.Это стандартное отклонение возникает из-за шероховатости края линии, что является количественным ограничением этого подхода. b показывает квадратный спиральный рисунок с шириной линии ~ 300 мкм. Элементы ниже этого порога требуют либо меньшего трафарета, либо альтернативного метода формирования рисунка.
е. трафарет с более высоким разрешением приведет к более высокому разрешению шаблона). Используя недорогой одноразовый винил в качестве материала для трафарета, мы смогли с легкостью создавать детали размером до 300 мкм. Мы заметили, что более широкие узоры имеют меньшее относительное стандартное отклонение ширины линии (см. Рисунок S1 и Таблицу S1), хотя все стандартные отклонения находятся в диапазоне 19–35 мкм для элементов в диапазоне 300–2100 мкм.Это стандартное отклонение возникает из-за шероховатости края линии, что является количественным ограничением этого подхода. b показывает квадратный спиральный рисунок с шириной линии ~ 300 мкм. Элементы ниже этого порога требуют либо меньшего трафарета, либо альтернативного метода формирования рисунка. Один слой определяли путем распыления металла на поверхность в течение примерно 2 с на расстоянии примерно 10 см от подложки. Мы обнаружили, что каждый слой имеет среднюю максимальную толщину 11,2 ± 2,3 мкм. Заданные параметры обеспечивали полное покрытие подложки каждым слоем покрытия.
Один слой определяли путем распыления металла на поверхность в течение примерно 2 с на расстоянии примерно 10 см от подложки. Мы обнаружили, что каждый слой имеет среднюю максимальную толщину 11,2 ± 2,3 мкм. Заданные параметры обеспечивали полное покрытие подложки каждым слоем покрытия. ( d , e ) Сравнение нанесения жидкого металла через трафареты путем распыления на необработанное предметное стекло, распыление на предметное стекло, обработанное HCl, и нанесение жидкого металла на поверхность. Образец, покрытый распылением, покрыт равномерно, в то время как на предметном стекле, обработанном HCl, видны разрозненные капли, а нарисованный образец показывает неравномерное смачивание по поверхности.
( d , e ) Сравнение нанесения жидкого металла через трафареты путем распыления на необработанное предметное стекло, распыление на предметное стекло, обработанное HCl, и нанесение жидкого металла на поверхность. Образец, покрытый распылением, покрыт равномерно, в то время как на предметном стекле, обработанном HCl, видны разрозненные капли, а нарисованный образец показывает неравномерное смачивание по поверхности. Мы измерили среднюю высоту трассы, которая составила 25 мкм с помощью интерферометрии белого света, что позволило нам рассчитать площадь поперечного сечения каждой трассы.Мы использовали измеренные значения сопротивления для расчета удельного сопротивления узоров по закону Пуйе, приведенному в уравнении (1).
Мы измерили среднюю высоту трассы, которая составила 25 мкм с помощью интерферометрии белого света, что позволило нам рассчитать площадь поперечного сечения каждой трассы.Мы использовали измеренные значения сопротивления для расчета удельного сопротивления узоров по закону Пуйе, приведенному в уравнении (1). При построении сопротивления как функции длины дорожки, деленной на площадь поперечного сечения, кривые на b сливаются в один линейный график, показанный на c.Наклон этого графика соответствует удельному сопротивлению следов EGaIn.
При построении сопротивления как функции длины дорожки, деленной на площадь поперечного сечения, кривые на b сливаются в один линейный график, показанный на c.Наклон этого графика соответствует удельному сопротивлению следов EGaIn. Скорее, он остался в виде отдельных капель, не связанных друг с другом. Эти ожидаемые различия очевидны на оптических микрофотографиях d.
Скорее, он остался в виде отдельных капель, не связанных друг с другом. Эти ожидаемые различия очевидны на оптических микрофотографиях d.
 Таким образом, мы стремились сначала подтвердить размер частиц, полученных в процессе осаждения распылением. Частицы собирали распылением жидкого металла в ванне с этанолом, чтобы предотвратить разрушение частиц при ударе. После сбора этанол выпаривали, а оставшиеся частицы наблюдали с помощью оптической микроскопии и определяли их размер с помощью ImageJ (см. Рисунок S2 в SI).Частицы капель имели средний диаметр 5,8 ± 3,2 мкм, как показано на а, а размер частиц соответствует логарифмически нормальному распределению, ожидаемому для аэрозолей [80].
Таким образом, мы стремились сначала подтвердить размер частиц, полученных в процессе осаждения распылением. Частицы собирали распылением жидкого металла в ванне с этанолом, чтобы предотвратить разрушение частиц при ударе. После сбора этанол выпаривали, а оставшиеся частицы наблюдали с помощью оптической микроскопии и определяли их размер с помощью ImageJ (см. Рисунок S2 в SI).Частицы капель имели средний диаметр 5,8 ± 3,2 мкм, как показано на а, а размер частиц соответствует логарифмически нормальному распределению, ожидаемому для аэрозолей [80]. ( d ) Оптическая микрофотография границы между сжатой областью и несжатыми частицами литой пленки. Сжатая область является проводящей, в то время как несжатые области остаются изолирующими.
( d ) Оптическая микрофотография границы между сжатой областью и несжатыми частицами литой пленки. Сжатая область является проводящей, в то время как несжатые области остаются изолирующими. Все подготовленные пленки изначально были изолирующими и пропускали ток только после приложения критической нагрузки, как показано на графике c. На зонды подается постоянное напряжение, но сначала ток не измеряется до тех пор, пока частицы не разрываются и не сливаются, вызывая мощный всплеск тока. Как и предполагалось, самые крупные частицы (диаметром 191.3 ± 14,4 мкм) потребовали наименьшего усилия для слияния, показав измеримый ток при нагрузке 0,98 Н. Вторая группа частиц (14,9 ± 1,3 мкм) стала проводящей при нагрузке 13,5 Н, а более мелкие частицы (2,1 ± 0,3 мкм) стал проводящим при нагрузке 98,5 Н. Наименьший набор частиц (1,4 ± 0,1 мкм) стал проводящим при нагрузке 125,3 Н. Необходимая нагрузка для индукции проводимости представлена на рисунке S3.
Все подготовленные пленки изначально были изолирующими и пропускали ток только после приложения критической нагрузки, как показано на графике c. На зонды подается постоянное напряжение, но сначала ток не измеряется до тех пор, пока частицы не разрываются и не сливаются, вызывая мощный всплеск тока. Как и предполагалось, самые крупные частицы (диаметром 191.3 ± 14,4 мкм) потребовали наименьшего усилия для слияния, показав измеримый ток при нагрузке 0,98 Н. Вторая группа частиц (14,9 ± 1,3 мкм) стала проводящей при нагрузке 13,5 Н, а более мелкие частицы (2,1 ± 0,3 мкм) стал проводящим при нагрузке 98,5 Н. Наименьший набор частиц (1,4 ± 0,1 мкм) стал проводящим при нагрузке 125,3 Н. Необходимая нагрузка для индукции проводимости представлена на рисунке S3. Этот эксперимент подтверждает, что частицы большего размера требуют меньшего усилия для разрыва, чем частицы меньшего размера, но сам по себе размер не может объяснить поведение, наблюдаемое при напылении жидкого металла. Поскольку спекание происходит только при приложении силы, мы затем попытались подтвердить, что сила удара распыляемой капли о поверхность обеспечивает достаточную силу для разрыва оксида.
Этот эксперимент подтверждает, что частицы большего размера требуют меньшего усилия для разрыва, чем частицы меньшего размера, но сам по себе размер не может объяснить поведение, наблюдаемое при напылении жидкого металла. Поскольку спекание происходит только при приложении силы, мы затем попытались подтвердить, что сила удара распыляемой капли о поверхность обеспечивает достаточную силу для разрыва оксида.
 Экспериментальная установка для измерения скорости изображена на рисунке S4, где измерена скорость 13.8 м/с. Поскольку самые быстро движущиеся частицы первыми достигают подложки, это представляет собой верхнюю границу.
Экспериментальная установка для измерения скорости изображена на рисунке S4, где измерена скорость 13.8 м/с. Поскольку самые быстро движущиеся частицы первыми достигают подложки, это представляет собой верхнюю границу. Таким образом, мы можем рассчитать необходимую энергию для сжатия капли до 50% начальной высоты. Если пренебречь влиянием вязкой диссипации через жидкость, энергия деформации будет обеспечиваться исключительно за счет кинетической энергии капли до удара.
Таким образом, мы можем рассчитать необходимую энергию для сжатия капли до 50% начальной высоты. Если пренебречь влиянием вязкой диссипации через жидкость, энергия деформации будет обеспечиваться исключительно за счет кинетической энергии капли до удара.
 c изображает поверхностное напряжение, возникающее при столкновении частиц с поверхностью, в зависимости от диаметра частиц. Ударное напряжение для частицы, движущейся с предельной скоростью, значительно меньше, чем для частицы того же размера, движущейся с наблюдаемой скоростью ~14 м/с, из-за меньшего импульса частицы.Область, выделенная красным цветом, показывает условия, при которых кинетическая энергия удара достаточна для разрыва оксида, что важно для формирования проводящей сети. Этот анализ предсказывает, что при скорости 14 м/с частицы диаметром более ~ 4 мкм будут разрываться при ударе, что согласуется с нашим предыдущим анализом. Поскольку частицы, образующиеся при аэрозолировании жидкого металла, в среднем имеют размер 5,8 мкм, это попадает в ожидаемый диапазон для формирования проводящего пути без необходимой последующей обработки (т.д., спекание).
c изображает поверхностное напряжение, возникающее при столкновении частиц с поверхностью, в зависимости от диаметра частиц. Ударное напряжение для частицы, движущейся с предельной скоростью, значительно меньше, чем для частицы того же размера, движущейся с наблюдаемой скоростью ~14 м/с, из-за меньшего импульса частицы.Область, выделенная красным цветом, показывает условия, при которых кинетическая энергия удара достаточна для разрыва оксида, что важно для формирования проводящей сети. Этот анализ предсказывает, что при скорости 14 м/с частицы диаметром более ~ 4 мкм будут разрываться при ударе, что согласуется с нашим предыдущим анализом. Поскольку частицы, образующиеся при аэрозолировании жидкого металла, в среднем имеют размер 5,8 мкм, это попадает в ожидаемый диапазон для формирования проводящего пути без необходимой последующей обработки (т.д., спекание). Распыление частиц диаметром 1,4 ± 0,1 мкм на предметное стекло приводило к образованию непроводящей пленки. Частицы не образовывали проводящую сеть после распыления, что подтверждает гипотезу о том, что необходимы как размер, так и скорость, и что очень маленькие (<1 мкм) частицы, движущиеся с высокой скоростью, по-прежнему не образуют проводящий путь.
Распыление частиц диаметром 1,4 ± 0,1 мкм на предметное стекло приводило к образованию непроводящей пленки. Частицы не образовывали проводящую сеть после распыления, что подтверждает гипотезу о том, что необходимы как размер, так и скорость, и что очень маленькие (<1 мкм) частицы, движущиеся с высокой скоростью, по-прежнему не образуют проводящий путь.
 Капельное литье создает однородную ровную поверхность, а напыление повторяет профиль существующих элементов. Показано, что ПДМС, окрашенный красным красителем, покрывает неокрашенную подложку ПДМС топографией. ( b ) Толщина слоя отвержденных пленок PDMS для различных разведений Sylgard 184 и Sylgard 186.Толщина слоя увеличивается при дополнительных покрытиях. ( c ) График средней толщины слоя для каждого образца в ( b ) в зависимости от вязкости разбавленного раствора (т.е. до распыления). Толщина слоя уменьшается для жидкостей с более высокой вязкостью. ( d ) Конусы из жидкого металла, нанесенные методом печати, которые покрыты PDMS методом распыления. Капсула оптически прозрачна, но надежна для защиты жидкого металла от зондирующего пальца. ( e ) Экспериментальная установка прочности пленки PDMS.Пленка загружается между двумя зажимами в верхней части открытой конструкции, и зонд опускается вниз, измеряя силу и растяжение.
Капельное литье создает однородную ровную поверхность, а напыление повторяет профиль существующих элементов. Показано, что ПДМС, окрашенный красным красителем, покрывает неокрашенную подложку ПДМС топографией. ( b ) Толщина слоя отвержденных пленок PDMS для различных разведений Sylgard 184 и Sylgard 186.Толщина слоя увеличивается при дополнительных покрытиях. ( c ) График средней толщины слоя для каждого образца в ( b ) в зависимости от вязкости разбавленного раствора (т.е. до распыления). Толщина слоя уменьшается для жидкостей с более высокой вязкостью. ( d ) Конусы из жидкого металла, нанесенные методом печати, которые покрыты PDMS методом распыления. Капсула оптически прозрачна, но надежна для защиты жидкого металла от зондирующего пальца. ( e ) Экспериментальная установка прочности пленки PDMS.Пленка загружается между двумя зажимами в верхней части открытой конструкции, и зонд опускается вниз, измеряя силу и растяжение. ( f ) Гистограмма, показывающая среднюю нагрузку и удлинение при разрыве для набора пленок PDMS толщиной 200 мкм, полученных путем нанесения покрытия распылением.
( f ) Гистограмма, показывающая среднюю нагрузку и удлинение при разрыве для набора пленок PDMS толщиной 200 мкм, полученных путем нанесения покрытия распылением. Менее разбавленные композиции могут засорять сопло и требовать большего давления для выталкивания жидкости из сопла.Результатом является меньший поток материала в целом и более тонкие слои. Полулогарифмический график зависимости средней толщины слоя от вязкости приготовленного раствора (с) показывает линейную тенденцию уменьшения толщины слоя с увеличением вязкости. Кроме того, мы заметили, что пленки, приготовленные с использованием исходного материала с более высокой вязкостью, образуют пленки с более высокой степенью шероховатости поверхности (см. Рисунок S7 и Таблицу S3).
Менее разбавленные композиции могут засорять сопло и требовать большего давления для выталкивания жидкости из сопла.Результатом является меньший поток материала в целом и более тонкие слои. Полулогарифмический график зависимости средней толщины слоя от вязкости приготовленного раствора (с) показывает линейную тенденцию уменьшения толщины слоя с увеличением вязкости. Кроме того, мы заметили, что пленки, приготовленные с использованием исходного материала с более высокой вязкостью, образуют пленки с более высокой степенью шероховатости поверхности (см. Рисунок S7 и Таблицу S3). Зонд диаметром 13 мм с полусферическим наконечником. Зажимное устройство удерживало полимерные мембраны в натянутом состоянии через круглое отверстие диаметром 30 мм.Экспериментальная установка показана на e. Зонд приводили в контакт с пленкой со скоростью 3 мм/мин, а затем продолжали прижимать к пленке до тех пор, пока пленка не порвалась или зонд не достиг предела растяжения (90 мм).
Зонд диаметром 13 мм с полусферическим наконечником. Зажимное устройство удерживало полимерные мембраны в натянутом состоянии через круглое отверстие диаметром 30 мм.Экспериментальная установка показана на e. Зонд приводили в контакт с пленкой со скоростью 3 мм/мин, а затем продолжали прижимать к пленке до тех пор, пока пленка не порвалась или зонд не достиг предела растяжения (90 мм). Использование виниловых трафаретов упрощает итерацию дизайна, а реализация дополнительной сложности дизайна не требует дополнительных сложностей в обработке.а показан пример устройства, полученного путем нанесения покрытия распылением и подвергнутого деформации. Устройство готовили, помещая трафарет на силиконовую подложку (Dragonskin 10 Slow от Smooth-On). И силикон, и жидкий металл являются мягкими и легко растягивающимися материалами, хорошо подходящими для использования в качестве датчиков деформации.
Использование виниловых трафаретов упрощает итерацию дизайна, а реализация дополнительной сложности дизайна не требует дополнительных сложностей в обработке.а показан пример устройства, полученного путем нанесения покрытия распылением и подвергнутого деформации. Устройство готовили, помещая трафарет на силиконовую подложку (Dragonskin 10 Slow от Smooth-On). И силикон, и жидкий металл являются мягкими и легко растягивающимися материалами, хорошо подходящими для использования в качестве датчиков деформации. Датчик обеспечивает стабильные изменения сопротивления в течение многих циклов деформации. При деформации 50 % датчик показал увеличение сопротивления примерно на 86 %. При деформации 75 % сопротивление увеличилось примерно на 168 % по сравнению с ненапряженным состоянием.
Датчик обеспечивает стабильные изменения сопротивления в течение многих циклов деформации. При деформации 50 % датчик показал увеличение сопротивления примерно на 86 %. При деформации 75 % сопротивление увеличилось примерно на 168 % по сравнению с ненапряженным состоянием. Разнообразие ответов подчеркивает универсальность напыления как метода формирования рисунка и подчеркивает, что дополнительная сложность рисунка не требует дополнительных шагов при подготовке образца.
Разнообразие ответов подчеркивает универсальность напыления как метода формирования рисунка и подчеркивает, что дополнительная сложность рисунка не требует дополнительных шагов при подготовке образца. ( b ) Вид сверху на перекрытие двух электродов и вид поперечного сечения электродов, разделенных слоем напыленного PDMS. ( c ) График измеренного изменения емкости в зависимости от силы.
( b ) Вид сверху на перекрытие двух электродов и вид поперечного сечения электродов, разделенных слоем напыленного PDMS. ( c ) График измеренного изменения емкости в зависимости от силы. Вид в поперечном сечении показывает, что тонкий диэлектрический слой PDMS разделяет слои EGaIn.
Вид в поперечном сечении показывает, что тонкий диэлектрический слой PDMS разделяет слои EGaIn.
 Этот раствор обрабатывали ультразвуком с использованием зонда Q700 Sonicator (QSonica Instruments, Ньютаун, Коннектикут, США) в течение 10 минут при силе тока 50 и 10 ампер для получения наночастиц (диаметром 1 и 2 мкм соответственно). Микрочастицы были приготовлены путем помещения того же раствора EGaIn/этанола в аналоговый вихревой смеситель (VWR) для механического перемешивания.Самые крупные частицы (191 мкм) перемешивали на полной мощности в течение 1 мин, а следующий набор частиц (15 мкм) перемешивали в течение 5 мин.
Этот раствор обрабатывали ультразвуком с использованием зонда Q700 Sonicator (QSonica Instruments, Ньютаун, Коннектикут, США) в течение 10 минут при силе тока 50 и 10 ампер для получения наночастиц (диаметром 1 и 2 мкм соответственно). Микрочастицы были приготовлены путем помещения того же раствора EGaIn/этанола в аналоговый вихревой смеситель (VWR) для механического перемешивания.Самые крупные частицы (191 мкм) перемешивали на полной мощности в течение 1 мин, а следующий набор частиц (15 мкм) перемешивали в течение 5 мин. В качестве аэрографа использовалась модель G22 Gravity Feed Airbrush (Master Airbrush).
В качестве аэрографа использовалась модель G22 Gravity Feed Airbrush (Master Airbrush). Растворы PDMS в толуоле измеряли с геометрией концентрического цилиндра. Сообщаемые данные представляют собой вязкость при высоком сдвиге, собранную при скорости сдвига 100 с -1 .
Растворы PDMS в толуоле измеряли с геометрией концентрического цилиндра. Сообщаемые данные представляют собой вязкость при высоком сдвиге, собранную при скорости сдвига 100 с -1 . Наконец, образец помещали в воду, чтобы растворить слой ПВА, освободив слой ПДМС от предметного стекла.
Наконец, образец помещали в воду, чтобы растворить слой ПВА, освободив слой ПДМС от предметного стекла. Рекомбинация высвобождает большое количество энтальпии, обеспечивая кинетическую энергию частицам в плазме.Кинетическая энергия, вовлеченная в процесс, достаточно велика, чтобы генерировать высокотемпературную плазму. В тепловой плазме, созданной с помощью пушки мощностью 40 кВт, температура может достигать 15 000 К (26 500 ° F). Одним из свойств плазмы является то, что температура очень быстро падает от центра к внешней периферии струи, поэтому не требуется сдерживания.
Рекомбинация высвобождает большое количество энтальпии, обеспечивая кинетическую энергию частицам в плазме.Кинетическая энергия, вовлеченная в процесс, достаточно велика, чтобы генерировать высокотемпературную плазму. В тепловой плазме, созданной с помощью пушки мощностью 40 кВт, температура может достигать 15 000 К (26 500 ° F). Одним из свойств плазмы является то, что температура очень быстро падает от центра к внешней периферии струи, поэтому не требуется сдерживания.
 Текущий ионизированный газ создает плазму, в которой ионы и электроны рекомбинируют, создавая электрически нейтральный горячий шлейф, который не похож на пламя, генерируемое топливом.Как указывалось ранее, для плазменной пушки, работающей с номинальной мощностью 40 кВт, температура плазмы сразу за соплом очень высока. В зависимости от формы электродов, подводимой мощности, давления и распределения газа длина плазменного факела варьируется от 3 до 15 см. Скорость газа в плазме колеблется от нескольких сотен до 1000 м/с.
Текущий ионизированный газ создает плазму, в которой ионы и электроны рекомбинируют, создавая электрически нейтральный горячий шлейф, который не похож на пламя, генерируемое топливом.Как указывалось ранее, для плазменной пушки, работающей с номинальной мощностью 40 кВт, температура плазмы сразу за соплом очень высока. В зависимости от формы электродов, подводимой мощности, давления и распределения газа длина плазменного факела варьируется от 3 до 15 см. Скорость газа в плазме колеблется от нескольких сотен до 1000 м/с. Therm. Spray Технол ., 1997, 6(2), 153–166).
Therm. Spray Технол ., 1997, 6(2), 153–166). В процессе плазменного напыления в кожухе вокруг плазменного шлейфа впрыскивается инертный газ для создания оболочки. Эта оболочка ограничивает доступ воздуха к расплавленным частицам. Более надежным способом устранения окисления является проведение процесса в отсутствие воздуха, как это делается при плазменном распылении низкого давления (LPPS). Стойкость к окислению металлических покрытий NiCoCrAlY, нанесенных методом LPPS, примерно в два раза выше, чем у эквивалентного состава покрытия, нанесенного методом APS.
В процессе плазменного напыления в кожухе вокруг плазменного шлейфа впрыскивается инертный газ для создания оболочки. Эта оболочка ограничивает доступ воздуха к расплавленным частицам. Более надежным способом устранения окисления является проведение процесса в отсутствие воздуха, как это делается при плазменном распылении низкого давления (LPPS). Стойкость к окислению металлических покрытий NiCoCrAlY, нанесенных методом LPPS, примерно в два раза выше, чем у эквивалентного состава покрытия, нанесенного методом APS.