Термообработка после сварки
Главная » Статьи » Термообработка после сварки
Термообработка сварных швов и соединений
Для создания крупных магистральных трубопроводов используют коллекторы с большим внутренним диаметром. Это применяется в теплосетях и системах водоснабжения. Из-за большого веса проходящей жидкости возрастает и давление на стенки коммуникации. Поэтому последние выполняются из материалов достаточной толщины, чтобы выдерживать большие нагрузки. Но это создает новую проблему — сложно качественно сварить стороны с такой толщиной, обеспечив длительную последующую эксплуатацию. При такой массе изделия прогрев достигает сравнительно небольшой зоны, что приводит к ряду физических процессов, неблагоприятно сказывающихся на дальнейшем использовании материала. Для решения этой проблемы разработана и применяется термообработка сварных соединений. Что это такое? В каких случаях необходима термообработка после сварки? Каким оборудованием и как выполняется процесс?
Суть и предназначение процесса
Сварочный шов создается электрической дугой и присадочным материалом с электрода при температуре от 1500 до 5000 градусов. Это приводит к нескольким негативным явлениям на толстом металле. А именно:
Это приводит к нескольким негативным явлениям на толстом металле. А именно:
- Непосредственно в месте соединения основного и присадочного материалов происходит значительный перегрев. Это содействует кристаллизации металла с крупной зернистой структурой, что снижает его пластичность. Выгорание марганца и кремния тоже подвергает эту область преобразованию в жесткий участок, плохо взаимодействующий, при естественных расширениях, со всей конструкцией.
- Немного дальше от шва образуется зона закалки. Она испытывает значительный, но меньший перегрев, чем предыдущий участок, поэтому в ней происходит закаливание некоторых элементов. Этот участок характеризуется включениями с высокой твердостью и сниженной пластичностью. Ухудшаются показатели металла и по ударной вязкости.
- На удаленном расстоянии от шва появляется зона разупрочнения. Благодаря непродолжительному воздействию умеренной температуры от электрической дуги, данный участок сохраняет высокую пластичность, но снижаются характеристики по прочности.


Общим дефектом после сварки являются остаточные напряжения в металле, которые способны деформировать изделие. Из-за этого возникают трудности при монтаже объемных конструкций, где требуется точность при стыковке новых узлов. Остаточное напряжение вызывает и последующее образование трещин, что недопустимо для швов трубопроводов. В сочетании с высокой температурой, это способствует снижению коррозионной устойчивости, циклической прочности, и способности сопротивляться хрупким разрушениям в условиях холода.
Термообработка сварных швов выполняется при температуре от 700 до 1000 градусов. Это позволяет устранить последствия неравномерного прогрева при дуговой сварке на толстых металлах, чем повышает надежность будущих коллекторов и магистралей трубопроводов. Труба и наложенный шов приобретают более похожую структуру, и лучше взаимодействуют во время естественных физических процессов (расширения и сужения материалов, воздействия влаги и т.д.).
Термообработка сварных соединений трубопроводов происходит в три этапа:
- нагрев околошовной зоны или всего изделия одним из нескольких видов оборудование;
- выдержка материала на заданной температуре в течении определенного времени;
- последующее планомерное охлаждение до нормальных температур.

Это нейтрализует остаточные явления от сварки, выравнивая структуру металла, и снимая напряжение в металле, способствующее деформации. Процесс может выполняться несколькими способами, а технология разнится в зависимости от типа и толщины металла. Не все сварные соединения необходимо подвергать термообработке, но в некоторых случаях она является обязательной.
Что и когда подвергается термической обработке
Нейтрализации остаточных явлений от электродуговой сварки необходимо подвергать все трубопроводы диаметром от 108 мм, имеющими стенку 10 мм и более. Для этого используют индукционный нагрев изделия током с частотой 50 Гц. Термообработка способна воздействовать на металл трубы со стенкой 45-60 мм, для чего применяют гибкие электронагревательные проволоки или муфельные печи. Если толщина стенки конструкции не более 25 мм, то можно использовать газопламенный способ нагрева. Во всех случаях важен фактор равномерности распределения температуры во все стороны от сварочного соединения.
Стыки, выполненные с применением труб из стали 12XIMФ и ее разновидности 15XIMIФ, имеющие толщину стенки магистрали 45 мм должны подвергаться термической обработке сразу после окончания сварочных работ. Охлаждение материала не должно допускаться до температуры 300 градусов. Стыки из аналогичных сталей на трубах с диаметром 600 мм, при стенке 25 мм, обрабатываются в этот же временной период. В случае невозможности выполнить процесс, соединение необходимо укрыть слоем теплоизоляции 15 мм, а при первой же возможности произвести обработку. Максимальный срок на проведение этих работ составляет трое суток.
Термообработке необходимо подвергать не только кольцевые швы на трубопроводе, но и вваренные отводы, краны, заглушки. Крепление под участок трубы, которое присоединялось посредством сварки, тоже необходимо обработать нагревом.
Режимы процесса
Разные виды стали подвергаются термообработке в конкретный временной промежуток. Влияет на режим и толщина стенки изделия. На хромомолибденовых сталях и их сплавах с ванадием применяется нагрев индукционным способом, с частотой тока в 50 Гц и выше, или радиационным методом по следующим показателям:
На хромомолибденовых сталях и их сплавах с ванадием применяется нагрев индукционным способом, с частотой тока в 50 Гц и выше, или радиационным методом по следующим показателям:
| Толщина стенки, мм | Радиационный способ, минуты | Индукционный способ, минуты |
| До 20 | 40 | 25 |
| 21-25 | 70 | 40 |
| 26-30 | 100 | 40 |
| 31-35 | 120 | 60 |
| 36-45 | 140 | 70 |
| 46-60 | 160 | 90 |
| 61-80 | 160 | 110 |
| 81-100 | 160 | 140 |
Виды оборудования
Термообработка выполняется несколькими видами средств, выбор которых зависит от толщины свариваемых труб и местной доступности оборудования. Выделяются три основные способа нагрева околошовной зоны.
Индукционный
На рабочем месте устанавливается аппарат, вырабатывающий переменное высокочастотное напряжение. К нему подсоединяется нагревательный элемент, которым служит гибкий провод. Последний наматывают на сварочное соединение, предварительно укутанное асбестом для теплоизоляции. Эту технологию можно применять независимо от положения трубы в пространстве (вертикального или горизонтального).
К нему подсоединяется нагревательный элемент, которым служит гибкий провод. Последний наматывают на сварочное соединение, предварительно укутанное асбестом для теплоизоляции. Эту технологию можно применять независимо от положения трубы в пространстве (вертикального или горизонтального).
Намотку провода производят вплотную к изолятору, а между витками оставляют зазор в 25 мм. Таким образом должно быть покрыто по 250 мм участка трубы с каждой стороны шва. После правильного наложения витков аппарат включается на время, предназначенное для конкретной толщины стенки трубопровода. Напряжение, проходя через витки провода, создает индукцию и разогревает изделие. Похожим способом выполняется и накладка цельных поясов, содержащих внутри себя ряд проводов, которые сразу покрывают нужную ширину трубы.
Радиационный
Вторым распространенным способом термической обработки сварных соединений является радиационный метод. Здесь тепловой эффект исходит от специальных нихромовых проводов, по которым идет напряжение, и околошовную зону греет непосредственно тепло от провода, а не индукция тока, как в первом способе. Тэн укладывают на основу из теплоизоляции.
Тэн укладывают на основу из теплоизоляции.
Газопламенный
Самым дешевым способом выполнить термическую обработку сварного шва является пламя от горения смеси ацетилена и кислорода. Это подходит для труб с диаметром не более100 мм. На горелку устанавливается мундштук с крупным отверстием. Для равномерности подачи тепла от пламени на сопло одевается асбестовая воронка, распределяющая пламя по ширине в 250 мм. Правильный нагрев производится одновременно двумя горелками, работающими с каждой стороны.
Виды термообработки
Тепловое воздействие на сварочное соединение и прилегающую зону может выполняться по разной технологии для достижения определенных целей. Вот основные процессы и их влияние на изделие:
- Термический отдых. Трубопровод подвергают нагреву до 300 градусов с удержание этой температуры до 120 минут. Это действие способствует снижению содержания водорода в шве, и частичному снятию остаточного напряжения. Метод применяется на особо толстостенных изделиях, где невозможно выполнить другие техники термообработки.
- Высокий отпуск. Трубу и сварной шов нагревают до температуры 600-700 градусов. Выдержка происходит в течении 1-3 часов в зависимости от толщины стенки. Вследствие чего остаточное напряжение снижается до 90%. В низколегированных сталях разрушается закалочная структура, а карбиды становятся крупнее. Это приводит к повышению пластичности и ударной вязкости. Чаще всего этот вид термообработки применяют на сталях перлитного класса.
- Нормализация. Шов и трубу нагревают до 800 градусов, но на короткое время (выдержка от 20 до 40 минут). Это частично убирает напряжение в металле, но главным образом придает однородность и мелкозернистую структуру, что улучшает механические свойства. Такая технология используется на тонкостенных трубах небольшого диаметра.
- Аустенизация. Разогрев материала до 1100 градусов с длительным удержанием температуры (около двух часов) и последующим остыванием на воздухе. Реализуется на высоколегированных сталях для снижения остаточного напряжения и повышения пластичности.
- Стабилизирующий отжиг. Трубопровод с наложенным швом разогревают до 970 градусов с выдержкой до 180 минут. Охлаждение выполняется естественным образом на воздухе. Метод предупреждает возникновение межкристаллической коррозии на высоколегированных сталях.


Применение термообработки на трубопроводах из различных металлов значительно продлевает их срок эксплуатации. Для успешного использования метода важно правильно подбирать температуру, время выдержки и способ нагрева.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Термообработка сварных швов
Дефекты сварочного шва – это несоответствие выполненной работы принятым нормам, которые отражены не только в ГОСТах, но и в заранее разработанных проектах и технических условиях. В соответствии с этими нормами специалист определяет размер шва, его сплошность, прочность и пластичность.
Автоматическая дуговая сварка – это новое веяние в отрасли. Ее внедрение позволило значительно повысить производительность, улучшить качество работ, сделать процесс сварки более быстрым и точным. В этой статье мы расскажем о сущности дуговой сварки на автоматах и полуавтоматах.
В этой статье мы расскажем о сущности дуговой сварки на автоматах и полуавтоматах.
В этой статье рассказано о многих особенностях термообработки сварных соединений. К примеру режим обработки тем или иным способом определяется по типу стали, жесткости металлоизделия в целом и его состоянию. Например, для сварки черных металлов обычно применяется режим подогрева деталей. Эти и другие детали вы можете прочитать.
stalevarim.ru
Термообработка при сварке металла
Печь для термообработки
Термическая обработка (ТО) – процесс нагрева металлических изделий до критической точки по превышению которой меняется микроструктура и характеристики металла; выдержка и последующее резкое или медленное охлаждение. Часто задают вопрос, можно ли варить термообработанную сталь? Термообработка не влияет на свариваемость. Можно варить как закаленную, так и «сырую» сталь, либо отоженную сталь.
ТО допускается до, во время и после проведения сварочных работ.
Часто используемые виды термообработки для стали
Отжиг – снимает напряжения, улучшает пластичность, формирует мелкое зерно. Температура (650±10) оС. Время выдержки рассчитывается в зависимости от максимальной толщины детали и усредненно составляет 2,5 мин. На 1 мм толщины. При отжиге детали всегда охлаждаются вместе с печью. При полном отжиге детали нагревают до 800-900 оС. Происходит рекристаллизация и упрочнение сварного шва. Время выдержки и условия охлаждения, как и в предыдущем случае. Данные приведенные здесь являются ознакомительными, точные данные можно почерпнуть из справочника.
Температура (650±10) оС. Время выдержки рассчитывается в зависимости от максимальной толщины детали и усредненно составляет 2,5 мин. На 1 мм толщины. При отжиге детали всегда охлаждаются вместе с печью. При полном отжиге детали нагревают до 800-900 оС. Происходит рекристаллизация и упрочнение сварного шва. Время выдержки и условия охлаждения, как и в предыдущем случае. Данные приведенные здесь являются ознакомительными, точные данные можно почерпнуть из справочника.
Нормализация – процесс очень похожий на отжиг, с одним только отличием – охлаждение делают на воздухе (самоотпуск).
Отдых проводится на низких температурах 200 … 300 оС в течении 2…3 ч. Такая процедура понижает содержание диффузионного водорода и снижает величину внутреннего напряжения. Все виды ТО проводят в печах с нагревом электросопротивлением в воздушной атмосфере.
Термообработка алюминия
Предварительный подогрев алюминия необходим в следствии его высокой теплопроводности. Образование нормальной сварочной ванны и формирование сварного шва будет затруднено из-за недостатка температуры, которую постоянно «отнимает» тело алюминиевого сплава. Если речь идет о деталях небольших размеров, отсутствие подогрева не будет катастрофичным, но когда имеешь дело, например, с подваркой дефектов крупного литейного корпуса, тогда трудности станут очевидны даже человеку, не посвященному в тонкости сварочного искусства. Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически. Предварительный подогрев применяется так же для некоторых видов сталей, склонных к трещинообразованию (например, 30ХГСА).
Образование нормальной сварочной ванны и формирование сварного шва будет затруднено из-за недостатка температуры, которую постоянно «отнимает» тело алюминиевого сплава. Если речь идет о деталях небольших размеров, отсутствие подогрева не будет катастрофичным, но когда имеешь дело, например, с подваркой дефектов крупного литейного корпуса, тогда трудности станут очевидны даже человеку, не посвященному в тонкости сварочного искусства. Подогревать можно как все изделие целиком, так и выполнять местный (локальный подогрев) подвариваемого места ацетилено-кислородными, пропановыми и другими горелками. Так же, возможен подогрев непосредственно во время выполнения сварочной операции при условии, что это осуществимо технически. Предварительный подогрев применяется так же для некоторых видов сталей, склонных к трещинообразованию (например, 30ХГСА).
Послесварочная термообработка для алюминия представляет собой закалку + старение. Правда подобная ТО чревата большими короблениями. Если ремонтируемые изделия имеют уже готовые чертежные размеры, проведение такой процедуры становится невозможной. В таком случае придется обойтись совсем без ТО, либо применить полумеры: нагрев до температуры старения и выдержка в течении определенного времени (режим подбирается исходя из марки алюминиевого сплава). На что влияет подобная мера вопрос спорный, но это лучше, чем вообще ничего не предпринимать.
В таком случае придется обойтись совсем без ТО, либо применить полумеры: нагрев до температуры старения и выдержка в течении определенного времени (режим подбирается исходя из марки алюминиевого сплава). На что влияет подобная мера вопрос спорный, но это лучше, чем вообще ничего не предпринимать.
Если после сварки нужно повысить пластичность и снизить твердость, целесообразно выполнить неполный или полный отжиг. Так же нужно понимать, что если вы варите термообработанный алюминий, шов даже при последующей полной ТО, будет мягкий (существенно отличаться от твердости основного металла). Пишите в комментариях, если есть присадочные прутки, которые могут испытывать полиморфные превращения.
Похожее
svarka-master.ru
Термическая обработка и правка изделий после сварки
Полуавтоматы для дуговой сварки и их основные узлы
Термическую обработку применяют для устранения напряжений, остающихся в изделии после сварки, а также для улучшения структуры металла сварного шва. После сварки или в процессе сварки применяют такие виды термической обработки, как отжиг, нормализация, отпуск. Нагрев при отжиге изделия в предварительной печи ведут постепенно. Для низко — и среднеуглеродистых сталей температура достигает 600— 680 °С. При этой температуре сталь становится пластичной и
После сварки или в процессе сварки применяют такие виды термической обработки, как отжиг, нормализация, отпуск. Нагрев при отжиге изделия в предварительной печи ведут постепенно. Для низко — и среднеуглеродистых сталей температура достигает 600— 680 °С. При этой температуре сталь становится пластичной и
напряжения снижаются. После нагрева следует выдержка при достигнутой температуре из расчета 2,5 мин на 1 мм толщины свариваемой детали, но не менее 30 мин. Затем изделие охлаждается вместе с печью. Существуют и другие виды отжига: местный и полный отжиг. Режимы отжигов выбирают по справочной литературе. Для разных сталей применяют свои технологические параметры отжига. Нормализация отличается от отжига тем, что после отжига сваренную конструкцию охлаждают на спокойном воздухе. После нормализации сохраняется мелкозернистая структура металла, что позволяет обеспечить его относительно высокую прочность и твердость, но без напряженного состояния. Стали с высоким содержанием углерода в процессе сварки закаливаются, возрастает их твердость и хрупкость. Такие изделия из углеродистых сталей подвергают нормализации с последующим отпуском. В этом случае нагревание производят до 400— 700 °С и после этого сваренные детали медленно охлаждают. При газовой сварке сталей термическая обработка служит средством повышения пластичности металла шва. В некоторых случаях, участки шва нагревают до светло-красного цвета каления и в этом состоянии
Такие изделия из углеродистых сталей подвергают нормализации с последующим отпуском. В этом случае нагревание производят до 400— 700 °С и после этого сваренные детали медленно охлаждают. При газовой сварке сталей термическая обработка служит средством повышения пластичности металла шва. В некоторых случаях, участки шва нагревают до светло-красного цвета каления и в этом состоянии
проковывают. Зерна металла измельчаются, пластичность и вязкость повышаются. Во избежание появления наклепа (новое напряженное состояние) проковку следует прекратить при остывании металла до темно-красного цвета. После проковки необходимо провести повторную нормализацию. Для правки изделий часто используют местный нагрев пламенем горелки. Нагревают выпуклую часть изделия, которое надо выправить (рис. 103). При нагревании металл стремится расшириться, но так как этому препятствуют холодные участки, возникают напряжения сжатия, вызывающие пластическую деформацию сжатия. При
охлаждении в этом участке возникают напряжения растяжения, которые и выправляют изделие.
Рис. 103. Правка изделий местным нагревом
При необходимости повторной операции правки нагревают следующий участок, не затрагивая соседнего, который уже подвергался нагреву. В табл. 64 приведены ориентировочные режимы правки листов углеродистой стали ацетилено-кислородным пламенем.
Таблица 64
Режимы правки листов углеродистой стали ацетилено-кислородным пламенем
Тг-лшзша листа, мм | Номер наконечника | Скорость нагрева. ММ’МИН | Ширина юны нагрева, мм | |
вигимаяпри температуре выше 6™ :С | фактзіческая | |||
і | 3 | 420 | 15 | 20 |
3 | 4 | 360 | 15 | 20 |
4 | 5 | 270 | 20 | 35 |
5 | 6 | 240 | 20 | 35 |
6 | 6 | ISO | 30 | 55 |
Толстолистовой металл после резки его на заготовительных ножницах всегда имеет ярко выраженную выпуклость. Правка осуществляется нагревом по схеме, показанной на рис. 104.
Правка осуществляется нагревом по схеме, показанной на рис. 104.
Рис. 104. Схеа правки стального листа толщиной 15 мм |
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий — неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Наиболее распространенные виды дефектов в сварных швах
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные …
Противопожарные мероприятия
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
д.). …
msd.com.ua
Термообработка сварных швов: технология и методы проведения
В процессе сооружения конструкций из металла выполняют различные процессы. Так, термообработка сварных швов проводится в процессе работы с металлами и их сплавами. Это позволяет изменить их свойства и структуру. Для термоооброботки сварных соединений используют определенный инструмент, в зависимости от выбранного метода. Зачищенный металл поддается обработке.
Содержание
- 1 Основные способы обработки сварных швов
- 2 Термообработка
- 2.1 Зачем нужна?
- 2.2 Особенности проведения
- 2.3 Достоинства и недостатки
- 2.4 Что подвергают обработке?
- 2.5 Параметры проведения процесса
- 2.6 Какое оборудование используется?
- 2.6.1 Индукционное
- 2.6.2 Радиационное
- 2.6.3 Газопламенное
- 2.7 Виды термической обработки
- 2.7.1 Какой способ выбрать?
- 2.8 Контроль температуры
- 3 Другие виды обработки
- 3.1 Механическая
- 3.2 Химическая
- 3.3 Зачистка сварных швов (3 видео)
- 3.4 Разные способы обработки (25 фото)
- 3.4.1 Рекомендуем прочитать:
Основные способы обработки сварных швов
Зачистка сварных швов после сварки проводится тремя методами:
- Термическая обработка. С помощью этого метода устраняют остаточное напряжение в металле, которое возникает в результате проведения сварки. Термическая обработка сварного шва проводится по местной и общей технологии. В первом случае речь идет о нагреве с дальнейшим охлаждением только сварного соединения. Что же касается общей термообработки, то здесь выполняется прогрев непосредственно всей детали. Этот метод зачастую используют для небольших конструкций.
- Механическая обработка. Суть данного метода заключается в устранении с соединения и прилегающих участков остатков шлаков. Также в процессе обработки производится проверка стыка на прочность. Так, классическим вариантом является зачистка сварных швов с помощью определенных инструментов или постукивание шва. К проверке соединения относятся очень внимательно, так как от этого будет зависеть срок эксплуатации конструкции. Если в результате постукивания возникли трещины, то конструкция отбраковывается, так как прочность соединения нарушено. Что касается остатков шлака, если не выполнить его удаление, то в дальнейшем это приведет к возникновению коррозии участка. Для этого проводится шлифовка сварных швов.
- Химическая обработка. При таком методе выполняется нанесение на соединение защитного покрытия. Это позволяет предотвратить коррозию металла в процессе эксплуатации конструкции. Самым доступным вариантом является использование грунтовочного лакокрасочного вещества.
 Термическая обработка сварного шва проводится по местной и общей технологии. В первом случае речь идет о нагреве с дальнейшим охлаждением только сварного соединения. Что же касается общей термообработки, то здесь выполняется прогрев непосредственно всей детали. Этот метод зачастую используют для небольших конструкций.
Термическая обработка сварного шва проводится по местной и общей технологии. В первом случае речь идет о нагреве с дальнейшим охлаждением только сварного соединения. Что же касается общей термообработки, то здесь выполняется прогрев непосредственно всей детали. Этот метод зачастую используют для небольших конструкций.
При выборе метода обработки сварных швов стоит учесть множество факторов. Прежде всего, это касается рациональности способа в том или ином случае. Большое значение имеет и цель использования конструкции. К некоторым изделиям и соединительным швам предъявляются повышенные требования по прочности и надежности.
Термообработка
Зачастую термообработку сварных стыков используют в процессе сооружения трубопроводных магистралей. Для их создания применяют трубы, которые имеют большой внутренний диаметр и значительную толщину стенок. Это обеспечит прочность и надежность системы в процессе эксплуатации. Но, это создает новую проблему – тяжело провести качественное стыкование труб, которые имеют такие геометрические характеристики.
В процессе сварки происходит нагрев небольшого участка изделия. В результате это приводит к возникновению ряда физических процессов, которые неблагоприятно сказываются на эксплуатации конструкции.
Сама же термообработка сварных соединений проводится в несколько этапов:
- Пдготовка изделий к сварке. От того, насколько качественно будет выполнена эта работа, зависит прочность соединения.
- Термообработка места соединения изделий при сваривании.
- Обработка швов после сварки.
Термическая обработка нужна для того, чтобы улучшить сварные свойства металлических конструкций. Но, прежде всего, изделия и швы поддают отжигу и высокому отпуску.
Зачем нужна?
Сварка производится под воздействием электрической дуги, а также присадочного материала с электрода. При этом температура составляет 1500-50000С. В результате такого нагрева на толстом металле возникают различные негативные явления, которые стоит рассмотреть более тщательно:
- В месте соединения сварного и присадочного материала возникает большой перегрев. В результате повышается кристаллизация металла, который имеет крупную структуру. Это значительно понижает его пластичность. Также в процессе нагрева происходит выгорание марганца и кремния. Участок металлического изделия стает жестким и теряет свои первозданные технические характеристики.
- Вблизи шва находится зона закалки, она также испытывает нагрев. Конечно, на нее действует меньшая температура, чем в среде непосредственного соединения присадочного и основного материала. В результате этого в металле происходит закалывание определенных элементов. Участок теряет свою первоначальную пластичность и становится более твердым. Также изменяются показатели материала по ударной вязкости.
- Зона разупрочнения расположена на удаленном расстоянии от места непосредственной сварки металлических изделий. Она поддается воздействию умеренной температуры, которую излучает электронная дуга. Благодаря непродолжительности этого процесса материал сохраняет свою пластичность. Но, что касается прочности, то она несколько понижается.
 В результате повышается кристаллизация металла, который имеет крупную структуру. Это значительно понижает его пластичность. Также в процессе нагрева происходит выгорание марганца и кремния. Участок металлического изделия стает жестким и теряет свои первозданные технические характеристики.
В результате повышается кристаллизация металла, который имеет крупную структуру. Это значительно понижает его пластичность. Также в процессе нагрева происходит выгорание марганца и кремния. Участок металлического изделия стает жестким и теряет свои первозданные технические характеристики.
В результате проведения сварки металла на металл действует остаточное напряжение, которое может привести к деформации. Это может вызвать некоторые сложности при монтаже объемных конструкций. Особенно это касается мест, где будут устанавливаться новые узлы.
Опасность остаточного напряжения заключается в том, что в дальнейшем оно может вызвать образование трещин. В особенности это касается места сварки. Это недопустимо, так как в дальнейшем это приведет к разрушению соединения.
Ситуация ухудшается, когда в процессе эксплуатации конструкции на место сварки действуют высокие температуры. Это приводит к снижению стойкости металла к коррозийным процессам и цикличной прочности. Это касается и способности металла противостоять хрупкости, которая возникает под действием низких температур.
Особенности проведения
Термическая обработка сварных соединений проводится под высокой температурой, значение которой составляет от 700 до 10000С. Благодаря этому можно устранить последствия неравномерного нагрева, которое проводилось во время дуговой сварки. Особенно это касается металлических изделий, которые имеют значительную толщину. В результате обработки шву придают структуру, схожую с остальным материалом.
Благодаря этому можно устранить последствия неравномерного нагрева, которое проводилось во время дуговой сварки. Особенно это касается металлических изделий, которые имеют значительную толщину. В результате обработки шву придают структуру, схожую с остальным материалом.
Термообработка сварных соединений проводится в три этапа:
- Выполняется нагрев участка возле соединения. Для этого используется специальное оборудование, о котором мы поговорим позже.
- Участок или все изделие выдерживается под определенной температурой на протяжении определенного времени.
- На завершающем этапе выполняется планомерное охлаждение материала до нормальной температуры.
Благодаря такому процессу можно устранить остаточные явления после дуговой сварки, выровнять структуру металла, а также снять напряжение, которое часто является причиной его деформации. Процесс выполняется различными способами. Технология его проведения зависит от толщины и типа материала. Обработка проводится не всегда, но есть случаи, когда она просто необходима.
Обработка проводится не всегда, но есть случаи, когда она просто необходима.
На видео: как происходит процесс термообработки.
Достоинства и недостатки
Обработка стыка термическим методом обладает определенными достоинствами и недостатками. Среди преимуществ можно выделить:
- В результате процесса сварные стыки приобретают новые свойства. В результате этого детали станут более пригодными для эксплуатации в определенных условиях. В особенности это касается защиты металла от коррозии.
- Обработка позволяет устранить некоторые негативные моменты, которые возникли в результате проведения сварных работ.
- Термическая обработка снимает остаточное напряжение, которое возникает в процессе сварки.
Конечно, чтобы достичь такого результата, необходимо правильно подойти к обработке. В особенности это касается соблюдения некоторых правил. Что же касается недостатков данного метода обработки, то среди них выделяют:
Что же касается недостатков данного метода обработки, то среди них выделяют:
- Процесс должен выполнять опытный специалист. Это связано с тем, что обработка путем нагрева необратима. А это значит, что устранить допущенные ошибки при этом практически невозможно.
- Для проведения обработки может понадобиться специальное оборудование, для работы с которым нужны определенные навыки. Особенно когда проводится защита сварных швов трубопроводов.
- Процедура должна проводиться в точности с предъявляемыми требованиями.
- В каждом случае подбираются свои параметры обработки.
Если придерживаться определенных правил, то в процессе зачистки стыка не возникнет никаких проблем.
Что подвергают обработке?
Термообработка часто применяется при сооружении трубопроводов различного назначения. В первую очередь это касается труб, которые имеют диаметр более 10 см и толщину стенок 1 см и больше. Процесс выполняется с помощью индукционного нагрева током, частота которого составляет 50 Гц.
Термическая обработка труб довольно проста. Для этого применяют муфельные печи и специальные электронагревательные проволоки, которые имеют достаточную гибкость. Если же изделие имеет толщину не больше 2,5 см, то для обработки используют газопламенный нагрев. Здесь главное равномерно распределить температуру в области соединительного шва.
Термическая обработка проводится не только на кольцевых швах, но и на соединениях, которые имеют другую форму.
При обработке сварных швов стоит учесть толщину и особенности металла. Так, например, если трубопровод изготовляется из стальных труб, толщина стенок которых составляет 45 мм, то процесс необходимо провести сразу после сварки. При этом охлаждение материала не должно достигать 3000С. Это касается и изделия толщиной 25 мм.
Если нет возможности выполнить обработку, то шов защищают теплоизоляционным материалом. При первой же возможности выполняют зачистку. Процесс должен быть проведен в течение 3 суток со дня выполнения сварки.
Параметры проведения процесса
Особенности термообработки напрямую зависят от вида и толщины стали. Так, в случае с хромомолибденовой сталью и ее сплавами процесс проводится индукционным или радиационным методами.
Итак, в зависимости от толщины материала и используемого метода, процесс обработки займет следующее время:
Толщина металла, мм | Радиационный метод, мин | Индукционный метод, мин |
20 | 40 | 25 |
20-25 | 70 | 40 |
25-30 | 100 | 40 |
30-35 | 120 | 60 |
35-45 | 140 | 70 |
45-60 | 150 | 90 |
60-80 | 160 | 110 |
Если проанализировать таблицу, то можно отметить, что обработка металла индукционным методом занимает меньше времени. Это объясняется особенностями проведения процесса.
Это объясняется особенностями проведения процесса.
Какое оборудование используется?
Термическую обработку сварных швов проводят с помощью различных средств. При выборе учитывается толщина металла и возможность использования того или иного оборудования в определенном месте. Сегодня существует три основных метода нагрева околошовного участка. Рассмотрим каждый из них.
Индукционное
На месте устанавливается специальный аппарат, который вырабатывает переменное напряжение высокой частоты. К нему подключается нагревательный элемент, в качестве которого используется гибкий провод. Его наматывают на сварочное соединение, которое предварительно окутывают теплоизоляционным асбестом. Эта технология используется для обработки горизонтальных и вертикальных швов.
Провод наматывается к изолятору вплотную. При этом между витками оставляется зазор толщиной 2,5 см. В результате, с обеих сторон шва покрывается по 25 см изделия. Когда витки будут установлены, согласно всем требованиям и нормам, аппарат включается. При этом учитывается время работы оборудования. Это напрямую зависит от толщины металла. В процессе работы аппарата через витки проходит напряжение, которое создает индукцию, а также нагрев металла.
При этом учитывается время работы оборудования. Это напрямую зависит от толщины металла. В процессе работы аппарата через витки проходит напряжение, которое создает индукцию, а также нагрев металла.
Для выполнения обработки также широко используют специальные пояса, которые содержат определенное количество проводов. Это позволяет без особых усилий и быстро подготовить изделие к зачистке после сварки.
На видео: индукционный нагрев трубы.
Радиационное
Не меньшей популярностью пользуется радиационный способ обработки сварных швов. В качестве нагревательного элемента используются специальные нихромовые провода. Через них пропускается напряжение, что приводит к их нагреву. Здесь стоит отметить, что в процессе не берет участие индукция. Нагрев материала осуществляется с помощью раскаленной проволоки. Тэны укладываются на основу из теплоизоляционного материала.
Газопламенное
Данный метод является самым дешевым. Для термообработки сварных участков используется ацетиленовая смесь и кислород. Метод используют для обработки материалов, толщина которых составляет не более 10 см. На горелку, заполненную горючей смесью, устанавливается мундштук, который имеет крупные отверстия. Чтобы обеспечить равномерную подачу тепла к обрабатываемой поверхности, на сопло надевают асбестовую воронку. Это позволяет распределить пламя на ширину в 25 см.
При использовании данного способа стоит учесть некоторые особенности. Так, чтобы выполнить качественную термообработку околошовных участков, необходимо нагревать их одновременно. А это значит, что в процессе берут участие сразу две горелки.
Виды термической обработки
Термическое воздействие на соединение сваркой может выполняться несколькими способами. При этом учитывается цель данного процесса. Среди основных методов выделяют:
- Термический отдых. В данном случае материал подвергают нагреву до 3000С. Такая температура поддерживается на протяжении двух часов. В результате процесса происходит снижение водорода в сварочном шве, а также снимается остаточное напряжение. Данный метод зачастую используют к материалам, которые имеют толстые стенки, а также там, где нет возможности применить другие технологии.
- Высокий отпуск. При такой технологии изделие поддают нагреву при температуре до 7000С. Такая обработка длится около трех часов. Время действия тепла на материал напрямую зависит от его толщины. Этот метод позволяет снять остаточное напряжение практически на 90%. Если речь идет об обработке низколегированной стали, то в результате происходит разрушение закалочной структуры и карбиды становятся более крупными. Таким образом, можно достичь повышения пластичности и ударной вязкости. Зачастую эта технология применяется к перлитным сталям.
- Нормализация. Данный метод подразумевает одновременное нагревание материала и сварного шва до температуры в 8000С. При этом термическая обработка не должна превышать 40 минут. С помощью нормализации можно частично снять остаточное напряжение. Но, главным достоинством является то, что в результате обработки получается однородная и мелкозернистая структура. Это в свою очередь улучшает механические свойства шва и околошовных участков. Нормализация зачастую используется на материалах, которые имеют небольшую толщину.
- Аустенизация. Материал разогревается до температуры в 11000С. Термическое воздействие продолжается на протяжении двух часов. После этого материал охлаждается на воздухе. Не рекомендуется выполнять принудительное охлаждение, так как это приведет к снижению прочности металла, а в результате к появлению трещин. Аустенизация используется на высоколегированных сталях. С ее помощью повышается пластичность материала, и снижается остаточное напряжение.
- Стабилизирующий отжиг. Метод используется для обработки материалов с наложенным швом. Он подвергается нагреву температурой в 9700С на протяжении трех часов. По истечению данного времени материал поддают естественному охлаждению на воздухе. С помощью стабилизирующего отжига можно предупредить возникновение межкристаллической коррозии. Зачастую технологию применяют на высоколегированных сталях. Это позволит защитить участки от коррозии.
 В данном случае материал подвергают нагреву до 3000С. Такая температура поддерживается на протяжении двух часов. В результате процесса происходит снижение водорода в сварочном шве, а также снимается остаточное напряжение. Данный метод зачастую используют к материалам, которые имеют толстые стенки, а также там, где нет возможности применить другие технологии.
В данном случае материал подвергают нагреву до 3000С. Такая температура поддерживается на протяжении двух часов. В результате процесса происходит снижение водорода в сварочном шве, а также снимается остаточное напряжение. Данный метод зачастую используют к материалам, которые имеют толстые стенки, а также там, где нет возможности применить другие технологии. При этом термическая обработка не должна превышать 40 минут. С помощью нормализации можно частично снять остаточное напряжение. Но, главным достоинством является то, что в результате обработки получается однородная и мелкозернистая структура. Это в свою очередь улучшает механические свойства шва и околошовных участков. Нормализация зачастую используется на материалах, которые имеют небольшую толщину.
При этом термическая обработка не должна превышать 40 минут. С помощью нормализации можно частично снять остаточное напряжение. Но, главным достоинством является то, что в результате обработки получается однородная и мелкозернистая структура. Это в свою очередь улучшает механические свойства шва и околошовных участков. Нормализация зачастую используется на материалах, которые имеют небольшую толщину. По истечению данного времени материал поддают естественному охлаждению на воздухе. С помощью стабилизирующего отжига можно предупредить возникновение межкристаллической коррозии. Зачастую технологию применяют на высоколегированных сталях. Это позволит защитить участки от коррозии.
По истечению данного времени материал поддают естественному охлаждению на воздухе. С помощью стабилизирующего отжига можно предупредить возникновение межкристаллической коррозии. Зачастую технологию применяют на высоколегированных сталях. Это позволит защитить участки от коррозии.Термическая обработка применяется на изделиях из различных металлов. С ее помощью повышают их срок эксплуатации. Чтобы правильно провести процесс, необходимо тщательно подойти к выбору рабочей температуры, способа нагрева, а также времени проведения термической обработки. С зачищенными изделиями нужно обходиться очень аккуратно, чтобы не повредить их.
Какой способ выбрать?
Выбор технологии проведения термической обработки сварных соединений напрямую зависит от физико-химических характеристик материала. Об этом свидетельствует марка стали. Особое значение специалисты рекомендуют обратить на выполнение технологических требований. В ином случае качество сварного шва значительно понижается, что в дальнейшем может привести к его полному разрушению.
При выполнении термообработки сварного соединения стоит учесть следующие параметры:
- ширина участка, который будет поддаваться обработке;
- равномерность теплового воздействия на материал, как по толщине, так и по ширине;
- длительность нагревания;
- особенности охлаждения материала после проведения термообработки.
Если учесть все эти особенности, то можно выбрать способ термообработки, который позволит повысить качество соединения. В особенности это касается его прочности.
Контроль температуры
Как уже было сказано, в процессе термообработки необходимо тщательно следить за температурой нагрева. Для достижения этой цели используют специальные средства, такие как термокарандаш и термокраска. При достижении определенной температуры они резко меняют свой цвет. В зависимости от принципа действия, такие терморегуляторы бывают химическими и плавильными.
При достижении определенной температуры, химические регуляторы температуры меняют свой цвет в результате реакции между компонентами. На точность измерения напрямую влияет время термического воздействия на материал, а также колебания давления.
На точность измерения напрямую влияет время термического воздействия на материал, а также колебания давления.
Если нагрев осуществляется на протяжении 3 минут, то погрешность измерений составит не более 100С. Стоит отметить, что изменение оттенка контролеров тепла возникает при критических температурах.
В карандашах и красках второго типа изменение оттенка возникает в результате плавление вещества, которое очень чувствительно к повышению температуры. В отличие от химических термоиндикаторов, эти средства меняются независимо от длительности теплового воздействия. Это позволяет более точно установить температуру нагрева. При этом погрешность составляет не более 20С.
Термоиндикаторы плавления обладают многими достоинствами, среди которых стоит выделить инертность к переменной температуре, разрежению, солнечной радиации, морскому туману и другим негативным факторам окружающей среды, которые могут повлиять на точность измерений.
Термокарандаши и термокраски плавления делятся на два типа:
- Адсорбентные. Индикатор состоит из пигмента в связующем растворе и суспензии вещества, которое чувствительно к повышению температуры во время проведения нагрева материала. В результате теплового воздействия термочувствительное вещество плавится, после чего происходит его адсорбция цветовым пигментом.
- Лаки плавления. Они имеют определенную точку плавления. Вещество наносят непосредственно на обрабатываемую поверхность. Оно быстро высыхает, после чего образуется шероховатая поверхность. В результате достижения определенной температуры она станет глянцевой.
На сегодняшний день производством термоиндикаторов занимаются лакокрасочные заводы. Вместе с этим они предоставляют информацию о критических точках плавления того или иного вещества. Это позволяет значительно повысить качество термической обработки сварных швов.
Другие виды обработки
Зачистку швов осуществляют также механическим и химическим методами. Каждый из них имеет свои особенности проведения. Стоит отметить, что комбинирование этих методов позволяет значительно повысить качество обработки.
Каждый из них имеет свои особенности проведения. Стоит отметить, что комбинирование этих методов позволяет значительно повысить качество обработки.
Механическая
Обработка проводится с помощью проволочной щетки. Но, такой инструмент используют в труднодоступных местах. В иных случаях для зачистки сварных швов специалисты рекомендуют использовать шлифовальное устройство или болгарку, оснащенную лепестковой насадкой или абразивным кругом.
С помощью механической зачистки можно устранить со сварного изделия заусеницы, окислы и другие новообразования, которые возникли в результате проведения сварочных работ.
Зачистка сварочных швов проводится с учетом некоторых нюансов:
- Особое внимание стоит уделить выбору шлифовального круга. Оптимальным вариантом станет изделие из цирконата алюминия. Особенность этого материала заключается в том, что он обладает высокой прочностью.
- Лепестки круга должны быть изготовлены на тканевой основе. Это связано с тем, что ткань, по сравнению с бумагой, обладает высокой прочностью. При этом стоит учесть, что такие изделия стоят сравнительно недешево.
- Для проведения работ могут понадобиться круги с разными абразивными зернами. Поэтому стоит одновременно приобрести несколько изделий.
- При проведении работ учитывается зернистость круга. Так, если нужно устранить большие окалины, то лучше использовать крупнозернистые насадки. Финишная очистка выполняется мелкозернистыми кругами.
- Зачистка сварных швов в труднодоступных местах осуществляется с помощью специальных инструментов. Борфрезы имеют различные размеры, что позволяет подобрать оптимальный вариант для того или иного участка. Они устанавливаются на шлифовальную машинку.
 Это связано с тем, что ткань, по сравнению с бумагой, обладает высокой прочностью. При этом стоит учесть, что такие изделия стоят сравнительно недешево.
Это связано с тем, что ткань, по сравнению с бумагой, обладает высокой прочностью. При этом стоит учесть, что такие изделия стоят сравнительно недешево.Химическая
Чтобы достичь максимального эффекта и защитить конструкцию от коррозии, специалисты рекомендуют сочетать механический и химический методы обработки. Для начала осуществляется очистка сварного шва машинкой или щеткой. После этого материал обрабатывают специальными коррозионно устойчивыми веществами, которые позволяют защитить его от негативных факторов окружающей среды.
После этого материал обрабатывают специальными коррозионно устойчивыми веществами, которые позволяют защитить его от негативных факторов окружающей среды.
Химическая обработка осуществляется методом травления и пассивации. Травление применяют до проведения механической шлифовки. Для выполнения процесса используется химический состав, который обеспечивает образование однородного покрытия, защищающее материал от коррозии. Помимо этого, эти вещества позволяют устранить последствия негативного влияния окружающей среды на материал. В особенности это касается мест, где есть скопления окислов хрома и никеля. Именно там чаще всего возникают коррозийные процессы.
Если деталь имеет небольшие размеры, то в процессе обработке она помещается в емкость, заполненную химическим составом. Время проведение в емкости определяется в соответствии с особенностями сварного изделия. В случае с большими изделиями используют местную обработку. Химический состав наносится непосредственно на обрабатываемый участок.
После травления приступают к пассивации сварного соединения. В процессе обработки на зачищенный участок металла наносится состав, который образует пленку. Такое защитное покрытие позволяет защитить изделие от коррозийных процессов.
В результате нанесения состава возникает химическая реакция, которая объясняется довольно просто. Оксиданты взаимодействуют со сталью, что приводит к освобождению свободного металла с поверхности. Это приводит к активации защитной пленки.
На завершающем этапе выполняется очистка сварных соединений от химических веществ. Для этого используется вода. При проведении процесса стоит соблюдать осторожность, так как в отходах после смывки содержатся токсичные вещества, тяжелые металлы и кислоты. Нейтрализовать кислоту можно с помощью щелочи. Оставшуюся жидкость фильтруют. Отработанная вода утилизируется в специально отведенных для этого местах. При этом учитываются законодательные акты по охране окружающей среды.
Обработка конструкций после сварки является весьма ответственным процессом. Работу должен проводить профессиональный мастер. Это обеспечит высокое качество конечного результата. При желании выполнить обработку сварных соединений можно своими руками. Для этого нужно следовать определенным правилам и советам специалистов.
Главное помнить о средствах безопасности. Это касается всех видов обработки. При термической зачистке опасность заключается в использовании высоких температур. С используемым оборудованием нужно обходиться очень осторожно. Это позволит предотвратить возникновение травм. При проведении работ стоит использовать средства индивидуальной защиты.
Зачистка сварных швов (3 видео)
Разные способы обработки (25 фото)
Термообработка
Наша компания проводит работы по термообработке на высококачественном оборудовании компании Weldotherm.
Назначение и виды термообработки сварных соединений.
Соединения, выполненные дуговым способами сварки, непосредственно после процесса характеризуются высоким уровнем содержания водорода, неоднородностью структуры и свойств сварного шва, зоны термического влияния, а также наличием в них сварочных напряжений.
Неоднородность структуры соединения зависит, главным образом, от неравномерности нагрева металла при сварке. Металл шва в процессе сварки в расплавленном состоянии имеет температуру выше 1500°С, в то время как соединение со швом участки металла нагреваются в меньшой степени и находятся в твердом состоянии. Прочность и твердость металла шва обычно в 1,5-2 раза превышают эти характеристики в зоне термического влияния и основном металле. Неравномерное значение в сварном соединении имеют и специальные свойства, такие как жаропрочность, хладостойкость, коррозионная стойкость.
Такое неудовлетворительное состояние металла усугубляется действием внутренних напряжений, возникающих в процессе сварки, которые могут достигать значений, близких к пределу текучести (250-350 МПа). Появление этих напряжений обусловлено неравномерностью нагрева различных зон соединения и усадкой металла при охлаждении, структурными изменениями и жесткостью свариваемого изделия.
Появление этих напряжений обусловлено неравномерностью нагрева различных зон соединения и усадкой металла при охлаждении, структурными изменениями и жесткостью свариваемого изделия.
Внутренние напряжения, возникающие в процессе сварки, опасны тем, что могут вызвать появление трещин в сварных соединениях, особенно, если они изготавливаются из легированных сталей. Кроме того, эти стали при сварке в производственных условиях быстро остывают, что приводит к образованию закалочных структур в шве и зоне термического влияния, также способствующих трещинообразованию.
Одним из основных средств повышения надежности сварных соединений является термическая обработка, процесс которой состоит из трех последовательных этапов: нагрев до определенной температуры с заданной скоростью, выдержка при этой температуре в течение определенного времени и последующие охлаждение с заданной скоростью или подслоем изоляции.
В каждой отрасли промышленности имеет свои нормативно-технические документы по термообработке сварных соединений, которые отражают особенности данного производства.
Классификация видов термообработки.
Предварительный подогрев
Трубы из низкоуглеродистых и низколегированных сталей перлитного класса подогревают (особенно в зимнее время) до 100-200°С, что предохраняет сварное соединение при сварке от быстрого охлаждения, приводящего к возникновению трещин в шве. Различают предварительный подогрев (до начала сварки) и сопутствующий (непосредственно в процессе сварки или во время перерывов в процессе сварки).
Высокий отпуск
При термообработке сварное соединение нагревают до температуры на 20-30°С ниже температуры критической точки Ас1, выдерживают в течение 1-5 ч. и затем медленно охлаждают. При этом на 70-90% снижается уровень сварочных напряжений, происходит структурные изменения в сварном шве и зоны термического влияния, заключающиеся для низколегированных сталей в распаде закалочных структур, что в конечном итоге приводит к заметному снижению твердости и повышению пластичности металла. Высокому отпуску обычно подвергают сварные соединения труб из сталей перлитного класса.
Высокому отпуску обычно подвергают сварные соединения труб из сталей перлитного класса.
Нормализация
Применяется для сварных соединений, выполненных методами сварки с большой погонной энергией, при которой структура металла сварного соединения становится крупнозернистой с пониженными механическими свойствами.
Сварное соединение нагревают до температуры на 20-30 °С выше температуры критической точки Ас3, выдерживают в течение непродолжительного времени и охлаждают на спокойном воздухе.
Нормализации чаще всего подвергают сварные соединения тонкостенных труб малого диаметра из низколегированных сталей перлитного класса, сваренных газовой сваркой, которые в исходном состоянии (после сварки) имеют крупнозернистую структуру с пониженными пластичными свойствами.
Термический отдых
Сварное соединение нагревают до 250-300 °С и затем выдерживают в течение нескольких часов. При термическом отдыхе уменьшается содержание диффузионного водорода в сварных соединениях, а также несколько снижается уровень сварных напряжений. Отдых обычно назначают для сварных соединений толстостенных конструкций, для которых трудно выполнить термообработку по режиму высокого отпуска.
Отдых обычно назначают для сварных соединений толстостенных конструкций, для которых трудно выполнить термообработку по режиму высокого отпуска.
Сюда можно отнести также термообработку по режиму «дегазации» (нагрев до 200-250 °С с выдержкой 1-2 ч.), которая проводится при ремонте трубопроводов и корпусных конструкций, проработавших в контакте с коррозионноопасными средами.
Аустенизация
Сварное соединение нагревают примерно до 1080-1130 °С, выдерживают в течение 1-2 ч. охлаждают на воздухе. В результате аустенита за счет распада феррита, улучшить механические свойства стали и снизить уровень сварочные напряжений. Аустенизации подвергают сварные соединения трубопроводов из высоколегированных сталей аустенитного класса марок 08Х18Н10Т и др.
Стабилизирующий отжиг
Стабилизирующий отжиг применяют для сварных соединений трубопроводов из высоколегированных сталей аустенитного класса марок 08Х18Н10Т и т.п. Сварное соединение нагревают до 850-870 °С, выдерживают в течение 2-3 ч. и охлаждают на воздухе. Такая термообработка приводит к снижению сварных напряжений на 70-80 % и обеспечивает стабильную структуру, хорошо противодействующую возникновению межкристаллитной коррозии.
и охлаждают на воздухе. Такая термообработка приводит к снижению сварных напряжений на 70-80 % и обеспечивает стабильную структуру, хорошо противодействующую возникновению межкристаллитной коррозии.
Нормализация с отпуском
Полная или восстановительная термообработка применяется для восстановления структуры и свойств сварных соединений различных сталей. При термической обработке сварных соединений теплоустойчивых сталей с целью продления ресурса длительного эксплуатирующихся паропроводов, а так же барабанов. Нормализация обеспечивает получение равномерной аустенитной структуры. При последующем охлаждении происходит превращение аустенита в феррит. Высокий отпуск дает длительную прочность и пластичность сварных соединений.
Все вышеперечисленные виды термообработки сварных соединений возможно производить на индукционном и радиационном оборудовании.
Технологии термообработки.
Принцип индукционного нагрева
Принцип индукционного нагрева легко иллюстрируется с помощью катушки индуктивности с магнитным полем, изменяющимся при изменении силы тока
Поле замыкается внутри катушки, и напряженность зависит от силы тока и количества витков катушки. При помещении металлического предмета внутрь катушки на его поверхности будут возникать вихревые токи, которые вследствие электрического сопротивления металла вызовут нагрев поверхности. Эффект нагрева возрастает с ростом напряженности поля и зависит от свойств материала и расстояния катушки от поверхности.
При помещении металлического предмета внутрь катушки на его поверхности будут возникать вихревые токи, которые вследствие электрического сопротивления металла вызовут нагрев поверхности. Эффект нагрева возрастает с ростом напряженности поля и зависит от свойств материала и расстояния катушки от поверхности.
Наведенный ток будет создавать собственное, противоположное основному поле, что предотвращает проникновение поля катушки в центр предмета. По этой причине вихревые токи будут более активны в области, близкой к поверхности предмета, с понижением силы тока по направлению к центру.
Глубиной проникновения считается уровень, на котором сила тока падает до уровня 37%. С понижением частоты поля глубина проникновения увеличивается. Наложение вихревых токов во внутренних областях предмета вызывает понижение эффективности катушки индуктивности. По этой причине особенно важно выбирать частоту поля в соответствии с габаритами нагреваемого предмета.
Можно установить, что все проводящие материалы нагреваются индукционным методом, вызывая немедленный нагрев в металле.
Преимущества
— быстрота нагрева;
— высокая концентрация и точная локализация энергии при нагреве обеспечивают короткий цикл, высокую производительность, улучшают показатели использования оборудования и материалов и снижают риск деформации при нагреве;
— высокое и однородное качество;
— индукционный нагрев позволяет с легкостью осуществить точное автоматическое управление процессом. Он идеально согласуется с автоматизированным производством и не требует специальной подготовки персонала;
— нагрев только внутри материала;
— непрерывный нагрев производится непосредственно в детали;
— индукционный нагрев позволяет избегать сложного технического обслуживания, измерения, нагрева футеровки печей и их охлаждения. В процессе нагрева не выделяется дым или другие вредные эмиссии, загрязняющие материалы и оборудование. Все это снижает опасность процесса и улучшает рабочие условия;
— пониженные затраты энергии;
В силу самого принципа индукционного нагрева формирование тепла происходит внутри детали и, вследствие этого, процесс более эффективен по затратам энергии, чем другие методы, и количество рассеиваемой энергии исключительно низко.
Применение
— плавка металлов в индукционных электропечах;
— формоизменение: ковка, гибка, прошивка, прессование;
— термообработка: закалка, отжиг, правка, нагрев перед сваркой;
— пайка твердым и мягким припоями;
— спекание металлических порошков и многих других.
Выбор оборудования
Сначала определяют количество необходимой энергии по графику поглощения энергии различными металлами и определяют КПД нагревательной установки.
Для получения значения полной энергии следует разделить потребление энергии на одну тонну данным видом материала на КПД установки.
Далее следует умножить полученное значение на величину требуемого почасового выхода продукции (т/час) для определения потребления энергии.
4. Термообработка после сварки (табл. 12).
Таблица 12
Тепловой режим сварки мартенситных сталей
Марка стали | Температура подогрева, С | Время пролеживания до термообработки, ч | Термическая обработка |
15Х11МФ 15Х12ВНМФ 18Х11МНФБ 13Х11Н2В2МФ | 300 | Не допускается | Отпуск
при Т = 700…720 С
(без охлаждения ниже Тпод). |
12Х11В2МФ | 250…300 | 72 | Отпуск при Т = 715…745 С (предварительный) и 735…765 С (окончательный) |
10Х12НД | 100 | Не допускается | Отпуск при Т = 650 С с предварительным «подстуживанием» |
06Х12Н3Д | 200 | Не допускается | Отпуск при Т = 610…630 С (предварительный) и 625…650 С (окончательный) |
 При толщине t
30 мм перед термообработкой рекомендуется
«подстуживание» до 100 С
При толщине t
30 мм перед термообработкой рекомендуется
«подстуживание» до 100 С6.2.1. Технология сварки и свойства сварных соединений
Среди способов
сварки мартенситных сталей плавлением
наибольшее распространение получила
РДС, которая позволяет получить сварные
швы однородные по химическому составу
с основным металлом. Это электроды
КТИ-9, КТИ-10 и ЦЛ-32 фтористо-кальциевого
типа, обеспечивающие наплавленный
металл с 10…12 % Cr, 0,8 %
Niи 1 %Mo, а
для ЦЛ-32 еще и 1 % W.
Это электроды
КТИ-9, КТИ-10 и ЦЛ-32 фтористо-кальциевого
типа, обеспечивающие наплавленный
металл с 10…12 % Cr, 0,8 %
Niи 1 %Mo, а
для ЦЛ-32 еще и 1 % W.
Пониженное содержание углерода (0,02…0,08 %) повышает вязкость швов. Наряду с «однородными» электродами применяют также аустенитные электроды марок ЗиО (Э-10Х25Н13Г2) и ЭЛ-395/9 (Э-11Х15Н25М6АГ2).
Для АДС под флюсом используют сварочные проволоки Св-15X12НМВФБ и Св-15X12ГНМБФ и низкокремнистые безмарганцовистые солеоксидные флюсы ОФ-6 и ФН-17, позволяющие получать наплавленный металл с низким содержанием диффузионного водорода (до 3 см3/100 г).
Независимо
от толщины изделий сварного
соединения
мартенситных сталей, как правило,
подвергают термообработке (табл. 12) для
снятия остаточных напряжений, распада
закалочных структур и улучшения
механических свойств. Термообработку
проводят немедленно после сварки (без
охлаждения не ниже Тпод).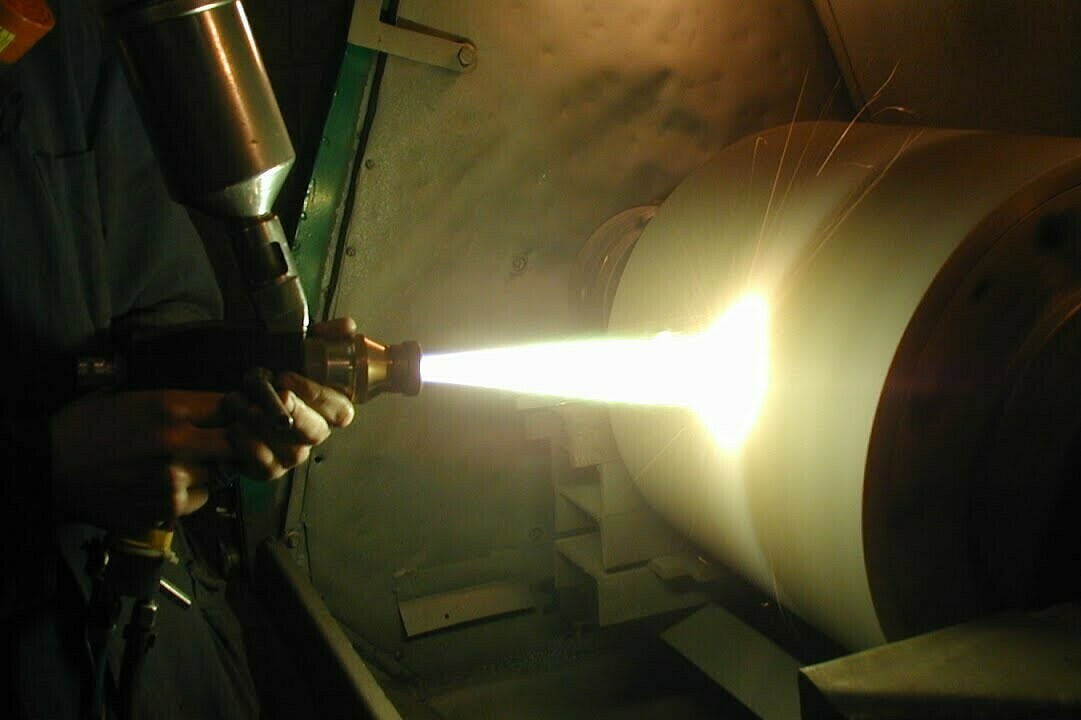 Иногда производят «подстуживание»
до 100 °С для завершения (М) – превращений. Температуру отпуска
выбирают не выше Ас1.
Иногда производят «подстуживание»
до 100 °С для завершения (М) – превращений. Температуру отпуска
выбирают не выше Ас1.
6.3. Сварка мартенситно-ферритных сталей
Высокая коррозионная стойкость хромистых сталей обеспечивается при содержании Cr пределах 12…14 %, так как при Cr > 12 % коррозионная стойкость более не увеличивается.
Вместе с этим при Cr > 12 % наблюдается склонность стали к охрупчиванию и снижению прочности в связи с формированием в структуре значительного количества ферритной составляющей.
Хромистые (13…14 %) стали имеют частичное (М) – превращение (рис. 35) и относятся к мартенситно-ферритным, при охлаждении которых полиморфные превращения соответствуют реакции: – + – (М) + .
Рис. | Количество –феррита в сталях повышается с увеличением содержания Cr и снижением концентрации углерода. С введением С границы области –твердых растворов сдвигаются в сторону большего содержания Cr (см. рис. 34). Эти стали находят широкое применение при изготовлении химических агрегатов и энергетического оборудования (табл. 13 и 14). |
 35. Термокинематическая диаграмма
распада аустенита при непрерывном
охлаждении 13 % -ной хромистой стали с
различным содержанием С
35. Термокинематическая диаграмма
распада аустенита при непрерывном
охлаждении 13 % -ной хромистой стали с
различным содержанием СТаблица 13
Химический состав мартенситно-ферритных сталей
Марка стали | Содержание элементов, % (по массе) | ||||
C | Cr | Si | Mn | Прочие | |
08Х13 | 0,08 | 12. | 0,8 | 0,8 | – |
12Х13 | 0,09…0,15 | 12…14 | 0,8 | 0,8 | – |
20Х13 | 0,16…0,25 | 12…14 | 0,8 | 0,8 | – |
08Х14МФ 14Х17Н2 | 0,03…0,12 0,11…0,17 | 12…14 16…18 | 0,2. 0,8 | 0,8…1,2 0,8 | V = 0,15…0,3 Mo = 0,2…0,4 Ni = 1,5…2,5 |
 ..14
..14 ..0,4
..0,4Примечание. Содержание S 0,025 %, P 0,03 %.
Таблица 14
Механические свойства и назначение мартенситно-ферритных сталей
Марка стали | в, МПа | , % | , % | KCV, МДж/м2 | Т эксп., С | Примеры использования |
не менее | ||||||
08Х13 12Х13 | 590 590 | 20 20 | 60 60 | 1,0 0,9 | 40–550 500 | Корпуса,
детали хим. |
20Х13 | 650 | 16 | 55 | 0,8 | 500 | Детали насосов |
08Х14МФ | 450 | 22 | – | – | 350 | Теплообменники ТЭС и АЭС |
14Х17Н2 | 835 | 10 | 30 | 0,5 | 400 | Детали внутренних устройств АЭС |
 аппаратов, паровых и
газовых турбин, рабочие направляющие
лопатки, диафрагмы
аппаратов, паровых и
газовых турбин, рабочие направляющие
лопатки, диафрагмы Трудностипри
сварке мартенситно-ферритных сталей
связаны с охрупчиванием металла и
возможностью образования холодных
трещин. Это обусловлено характером
распада аустенита в процессе охлаждения.
Диаграмма распада аустенита стали 08X13
(см. рис. 35) имеет две области превращения:
в интервале 600…930 °С – соответствующем
образованию ферритно-карбидной структуры,
и в интервале 120…420°С – мартенситной
структуры.
Это обусловлено характером
распада аустенита в процессе охлаждения.
Диаграмма распада аустенита стали 08X13
(см. рис. 35) имеет две области превращения:
в интервале 600…930 °С – соответствующем
образованию ферритно-карбидной структуры,
и в интервале 120…420°С – мартенситной
структуры.
Количество превращенного аустенита в указанных интервалах зависит от скорости охлаждения. Так, при охлаждении со средней скоростью 0,025 °С/с превращение аустенита происходит в верхней области с образованием феррита и карбидов. Лишь 10 % аустенита в этом случае превращается в мартенсит в процессе охлаждения от 420°С. Повышение Vохл до 10 °С/с способствует переохлаждению аустенита до Мн = 420 °С и полному его бездиффузионному превращению в мартенсит. С увеличением доли мартенсита резко падает KCV. Увеличение содержания углерода приводит к сдвигу в области более низких Т границы превращения.
У
сталей с 0,1…0,25 %
С
полное мартенситное превращение
возникает при Vохл = 1 °С/с. При образовании мартенситной
структуры KCV
CC
снижается до 0,05…0,1 МДж/м2 (в 10 раз). Последующий отпуск при 650…700
°С приводит к распаду структуры закалки,
выделению карбидов и повышению KCV
до 1,0 МДж/м2.
Формирование значительного количества –феррита
в ЗТВ резко уменьшает склонность сварных
соединений к образованию холодных
трещин, но снижает вязкость сварных
соединений.
При образовании мартенситной
структуры KCV
CC
снижается до 0,05…0,1 МДж/м2 (в 10 раз). Последующий отпуск при 650…700
°С приводит к распаду структуры закалки,
выделению карбидов и повышению KCV
до 1,0 МДж/м2.
Формирование значительного количества –феррита
в ЗТВ резко уменьшает склонность сварных
соединений к образованию холодных
трещин, но снижает вязкость сварных
соединений.
С учетом возможности восстановления KCV после термообработки стали имеют повышенное содержание С для предотвращения образования большого количества феррита в структуре, что позволяет избежать охрупчивания. Но при этом ухудшается свариваемость вследствие склонности сварного соединения к холодным трещинам в ЗТВ из-за снижения вязкости металла околошовной зоны. Дополнительное легирование сталей карбидообразующими элементами (Мо и V) снижает «эффективное» содержание С и устойчивость аустенита в процессе охлаждения, способствуя его распаду уже при 300 °С.
Таким
образом, повышение содержания углерода
в сталях, с одной стороны, позволяет
улучшить свойства сварного
соединения
за счет термообработки, а с другой –
ухудшает свариваемость из-за охрупчивания
ЗТВ. Устранить указанные трудности
позволяет правильный выбор теплового
режима сварки.
Устранить указанные трудности
позволяет правильный выбор теплового
режима сварки.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ АУСТЕНИТНЫХ СТАЛЕЙ — Инструмент, проверенный временем
Высоколегированные хромоникелевые стали даже при отсутствии дополнительного легирования малыми количествами карбидообразующих элементов (молибден, титан, ниобий и др.) чаще всего не являются однородными аустенитными, а после горячей или холодной прокатки содержат в различных количествах феррит и карбиды. Эти фазы аустенитной стали могут присутствовать одновременно. Наличие феррита и карбидов в аустенитной стали заметно сказывается на свойствах. Часто эти фазовые составляющие снижают коррозионную стойкость сталей, а также отрицательно сказываются на ее пластичности и ударной вязкости. Для получения однофазного аустенитного состояния стали подвергают аустенитизации.
Изменение фазового состояния аустенитной стали, определяющее изменение ее свойств, может быть проиллюстрировано диаграммой на рис. 8.9. Линия S—Е на этой диаграмме характеризует условия растворения карбидов в аустените при нагреве или выделение их из аустенита при охлаждении. Для аустенитизации сталей с содержанием углерода до 0,1 % нужен нагрев от 750
8.9. Линия S—Е на этой диаграмме характеризует условия растворения карбидов в аустените при нагреве или выделение их из аустенита при охлаждении. Для аустенитизации сталей с содержанием углерода до 0,1 % нужен нагрев от 750
до 950 °С в равновесных условиях (длительный нагрев). 11ри наличии в стали карбидообразующих элементов интервал температур будет увеличиваться. Поэтому практически при термической обработке температура аустенитизации составляет 1050—• 1150 °С. С другой стороны, при наличии до 1 % С встали типаХ18Н10, закаленной на аустенит, при нагреве до 650 С будут выделяться карбиды, а при недостаточной устойчивости аустенита — емфаза.
Последующий нагрев закаленной аустенитной стали также приводит к фазовым изменениям. Нагрев до температуры 500 °С приводит к выделению из закаленного аустенита карбидов. Это вызывает повышение прочности стали, понижение ее пластичности (табл. 8.1), ударной вязкости и коррозионной стойкости. При более высоком нагреве (850—900 °С) процесс растворения карбидов идет очень медленно, а в стали с активными карбидообразующими элементами растворения вообще не происходит, наоборот, может начаться медленное их выделение. При таком протекании процессов повышение прочности стали и снижение ее пластичности будет меньшим, чем при нагреве до 750 °С. Коррозионная стойкость стали при нагреве до 900 °С повышается и приближается к коррозионной стойкости закаленной стали.
При таком протекании процессов повышение прочности стали и снижение ее пластичности будет меньшим, чем при нагреве до 750 °С. Коррозионная стойкость стали при нагреве до 900 °С повышается и приближается к коррозионной стойкости закаленной стали.
При сварке аустенитных сталей распределение температур в ЗТВ приводит к тому, что в ней создаются участки различного фазового состава. Если учесть, что продолжительность пребывания металла при высокой температуре в ЗТВ невелика, то рассмотренные выше процессы изменения фазового состояния аустенитных сталей при сварке сдвинутся в сторону более высоких температур. Так, чисто аустенитной зоной будет зона, нагревавшаяся при сварке выше температуры 1100 °С. В зоне, нагревавшейся приблизительно в интервале 900—1000 °С, могут остаться частицы нерастворившихся карбидов. Однако эта зона будет близка к чисго аустенитной и по сравнению с более высоко нагревавшейся зоной будет иметь более мелкие зерна аустенита. По свойствам в состоянии после сварки без дополнительного нагрева эти зоны будут характеризоваться повышенной вязкостью и коррозионной стойкостью. Однако, если при эксплуатации эти участки будут подвергаться дополнительному нагреву в интервале 500—650 °С, то в них начнется процесс выделения карбидов из 166
Однако, если при эксплуатации эти участки будут подвергаться дополнительному нагреву в интервале 500—650 °С, то в них начнется процесс выделения карбидов из 166
раствора, даже в том случае, если в стали содержатся активные карбидообразующие элементы (титан или ниобий). Правда, при наличии этих элементов потребуется больше времени, но если количество этих элементов близко к нижнему’ пределу, процесс выделения карбидов будет заметным.
Причиной понижения кор
Рис. 8.10 Межкристаллитная коррозия в ЗТВ аустенитной стали |
ных соединений аустенитных сталей, эксплуатирующихся в коррозионно-активных средах при повышенных температурах, их следует подвергать термической обработке, заключающейся в продолжительном (3—5 ч) нагреве при 900 °С. Такой нагрев одновременно с выделением карбидов из аустенита приводит к развитию диффузионных процессов внутри аустенитных зерен и к обогащению хромом приграничных участков зерна, откуда хром перешел в карбиды.
Для таких сварных соединений закалка или нормализация с высоких температур (1000—1150 °С) недопустима, поскольку они приводят к аустенитизации, выделению карбидов и понижению стойкости, к межкристаллитной коррозии в околошовной зоне при 500—650 °С.
Например, сварные соединения стали 08Х18Н10Т, склонные после сварки к межкристаллитной коррозии при эксплуатационных нагревах 650 °С, после стабилизирующего отжига при 875 °С в течение 3 ч при последующем эксплуатационном нагреве при 500 °С в течение 10 000 ч склонности к межкристаллитной коррозии не обнаруживают.
Нагрев до 600 °С приводит к снижению стойкости не только к межкристаллитной коррозии, но и стойкости к коррозионному растрескиванию. Как известно, причиной понижения стойкости к коррозионному растрескиванию изделий из аустенитных и неаустенитных сталей, работающих в коррозионно-активных средах при статических нагрузках ниже предела текучести, является сегрегация атомов водорода.
Для сварных соединений, которые эксплуатируются в коррозионно-активных средах без нагрева (температура до 300 °С), закалка или нормализация с высокой температуры является допустимой.
В зоне сварного соединения, нагретой до 900 °С, можно ожидать некоторое повышение прочности и снижение пластичности, а также коррозионной стойкости металла в результате выделения из раствора карбидов. Для этой зоны послесварочная закалка с температуры 1050—1150 °С будет полезна в целях восстановления свойств. В зоне сварного соединения, нагревающейся до 700 °С, процессы карбидообразования также будут протекать достаточно активно и скажутся на изменении свойств, поэтому для этой зоны закалка также будет полезна.
В остальных зонах сварных соединений аустенитных сталей существенных изменений фазового состояния и свойств не происходит, хотя длительная эксплуатация при температуре 400— 500 °С может вызвать выделение карбидной фазы в дисперсном виде, кратковременный нагрев на эту же температуру при сварке к таким изменениям фазового состояния не приводит.
В заключение можно отметить, что закалка сварных соединений высоколегированных аустенитных сталей является рациональной операцией, если сварные соединения не эксплуатируются 168
Работа разрушения ЗТВ сварных соединений аустенитных сталей при низкой температуре
1 Малопроходиая. 8 Многопроходная. |
 6
6
Условные обозначения видов сварки: РДС — ручная дуговая; АДС — аргонодуговая; АФС — автоматическая под флюсом.
в коррозионно-активных средах при температуре 500—•
650 °С.
Аустенитные стали целесообразно применять для конструкций, работающих при низких температурах, так как они обладают высокой хладостойкостью и сохраняют ударную вязкость. Наиболее высокую вязкость аустенитных сталей при гомогенном состоянии и их сварных соединений можно достичь аустенитизацией — закалкой с 1050—1150 °С. Аустенитизация сварных соединений хладостойких конструкций рациональна и по другой причине. При недостаточной стабильности аустенита в стали, определяемой ее составом, глубокое охлаждение может привести к распаду аустенита с образованием мартенсита и снижением вязкости. Наличие в отдельных участках ЗТВ сварки карбидных выделений приводит к обеднению аустенита в этих участках легирующими элементами и, соответственно, к понижению его устойчивости. Для повышения устойчивости аустенита в этих участках и, соответственно, повышения (восстановления) их хладостойкости следует проводить закалку на аустенит, при которой выделившиеся карбиды растворяются.
Для повышения устойчивости аустенита в этих участках и, соответственно, повышения (восстановления) их хладостойкости следует проводить закалку на аустенит, при которой выделившиеся карбиды растворяются.
Об изменении ударной вязкости в ЗТВ сварных соединений разных аустенитных хромоникелевых сталей можно судить по данным табл. 8.2.
Если принять, что на расстоянии 12,7 мм от линии сплавления ударная вязкость соответствует ударной вязкости основного металла (см. табл. 8.2), то можно отметить, что на расстоянии 1,6 мм уже имеет место нагрев, снижающий ударную вязкость стали.
О роли термической обработки в изменении ударной вязкости в ЗТВ сварных соединений аустенитной стали типа Х16Н6 можно судить по данным табл. 8.3. Термическая обработка заключалась в закалке в воде с 1000 °С, обработка холодом при —70 °С и отпуск при 250 °С в течение 1 ч. Термическая обработка улучшает хладостойкость ЗТВ сварных соединений. Необходимо отметить очень высокую вязкость и хладостойкость участка сплавления. По-видимому, это связано о высокой температурой нагрева около — шовной зоны, в результате нагрева сталь подвергалась аустенитизации и приобрела высокую вязкость.
По-видимому, это связано о высокой температурой нагрева около — шовной зоны, в результате нагрева сталь подвергалась аустенитизации и приобрела высокую вязкость.
Аустенитный металл шва при одинаковом либо отличающемся химическом составе металла шва и основного металла, как правило, имеет более низкую вязкость и хладостойкость, чем свариваемая сталь. Это связано с особенностями кристаллического строения металла шва. В связи с отсутствием перекристаллизации при охлаждении после сварки металл шва имеет сравнительно крупнокристаллическое транскристаллитное строение. Однако аустенитизация, повышая гомогенность металла шва, несколько повышает его ударную вязкость и хладостойкость (табл. 8.4). В то же время высокий отпуск (*~650 °С), проводившийся для
Таблица 8.3 Ударная вязкость, МДж/м®, сварных соединений стали типа Х16Н6
Примечание. |
 В числителе значения для концентратора вида U, в знаменателе — для концентратора вида Т.
В числителе значения для концентратора вида U, в знаменателе — для концентратора вида Т.Таблица 8.4 Работа’разрушения металла шва аустенитных сталей
Примечание. В числителе приведены данные, полученные сразу после сварки, в знаменателе — после термообработки. |
 5
5
снятия напряжений, а также стабилизирующий отжиг с нагревом до 850 °С ухудшают ударную вязкость и хладостойкость.
Таким образом, для сварных конструкций из аустенитных сталей, работающих при отрицательных температурах, термической обработкой, улучшающей вязкость и хладостойкость, является аустенитизация с нагревом до 1150 °С.
Использование аустенитной стали как жаропрочного материала имеет место в конструкциях, работающих при температурах до 650 °С. В них наряду с хромоникелевой или хромоникелевомарганцевой основой содержится значительное количество элементов (молибдена, ванадия, ниобия и др.), образующих карбидную или интерметаллидную упрочняющую фазу. В целях образования карбидной упрочняющей фазы и для стабилизации аустенита в эти стали иногда вводят повышенное количество углерода (до 0,4 %).
Присутствие в стали карбидов титана, ниобия, циркония, дающих устойчивые труднорастворимые карбиды для гомогенизации аустенита при термической обработке, требуют более высокого нагрева, чем коррозионно-стойкие и хладостойкие аустенитные стали. Чаще всего для аустенитизации жаропрочных аустенитных сталей требуется нагрев до 1200 °С, который может и не обеспечивать полного растворения карбидов. Другой особенностью аустенитных жаропрочных сталей, имеющей значение при термической обработке, является высокая температура (700—800 °С) нагрева — старения, необходимая для выделения упрочняющей фазы. Кроме того, эксплуатация таких сталей при 620—650 °С связана с возможностью выделения упрочняющих фаз из аусте-
Чаще всего для аустенитизации жаропрочных аустенитных сталей требуется нагрев до 1200 °С, который может и не обеспечивать полного растворения карбидов. Другой особенностью аустенитных жаропрочных сталей, имеющей значение при термической обработке, является высокая температура (700—800 °С) нагрева — старения, необходимая для выделения упрочняющей фазы. Кроме того, эксплуатация таких сталей при 620—650 °С связана с возможностью выделения упрочняющих фаз из аусте-
нита и изменения в процессе эксплуатации свойств стали. Для того чтобы при эксплуатации жаропрочные аустенитные стали находились в стабильном состоянии и претерпевали минимальные изменения свойств, предэксплуатационной термической обработкой должен быть продолжительный нагрев до температуры несколько выше (на 100—150 °С) температуры эксплуатации. Эффективным является проведение двойного старения — первого при более низкой температуре, близкой к температуре эксплуатации (650 °С), и второго — при 800 °С.
В закаленном состоянии жаропрочная аустенитная сталь имеет наибольшую ударную вязкость, жаропрочность ее также не низкая, что обусловлено высокой степенью легирования аустенита и наличием нерастворившихся стойких карбидов. Однако при старении имеет место существенное повышение жаропрочности благодаря выпадению дисперсной упрочняющей фазы. Вязкость при этом снижается. Двойное старение позволяет получить более высокую вязкость, чем однократное старение. Проведение старения в две стадии при наличии в стали карбидов различной природы приводит к тому, что в объеме стали создаются локальные неупрочненные карбидами зоны. При нагружении эти зоны становятся зонами релаксации напряжений, что приводит к повышению пластичности и ударной вязкости стали.
Однако при старении имеет место существенное повышение жаропрочности благодаря выпадению дисперсной упрочняющей фазы. Вязкость при этом снижается. Двойное старение позволяет получить более высокую вязкость, чем однократное старение. Проведение старения в две стадии при наличии в стали карбидов различной природы приводит к тому, что в объеме стали создаются локальные неупрочненные карбидами зоны. При нагружении эти зоны становятся зонами релаксации напряжений, что приводит к повышению пластичности и ударной вязкости стали.
Термическая обработка сварных соединений жаропрочных аустенитных сталей имеет и некоторые особенности. В сварных соединениях жаропрочных сталей металл шва, как правило, по составу заметно отличается от состава свариваемой стали (табл. 8.5). В металле шва часто содержится значительно меньше углерода, чем в свариваемой стали. В ЗТВ имеются участки, где по-разному прошли процессы растворения и выделения карбидных и интерметаллидных фаз. Все это приводит к тому, что при последующем длительном эксплуатационном нагреве процессы
Таблица 8. Свойства сварного соединения стали 4Х14Н14В2М с металлом шва типа 09Х19Н11ГЗМ2Ф
|
 5
5фазовых превращений и связанные с этим объемные изменения и изменения свойств разных участков могут протекать по-разному. Описанное выше приводит иногда к локальным разрушениям по одному из участков ЗТВ. Для получения однородных свойств сварного соединения следует прибегать к высокому нагреву (1150—1180 °С) для аустенитизации. Столь высокий нагрев сварной конструкции практически осуществить трудно, поэтому для аустенитизации проводится более низкий нагрев (1050—1100 или 1075—1125 °С). При 1075—1125 °С обеспечивается более полное растворение карбидов, большая стабильность аустенита, высокие пластичность и ударная вязкость, более равномерные свойства зон сварного соединения, а следовательно, и большая устойчивость к локальным разрушениям.
Описанное выше приводит иногда к локальным разрушениям по одному из участков ЗТВ. Для получения однородных свойств сварного соединения следует прибегать к высокому нагреву (1150—1180 °С) для аустенитизации. Столь высокий нагрев сварной конструкции практически осуществить трудно, поэтому для аустенитизации проводится более низкий нагрев (1050—1100 или 1075—1125 °С). При 1075—1125 °С обеспечивается более полное растворение карбидов, большая стабильность аустенита, высокие пластичность и ударная вязкость, более равномерные свойства зон сварного соединения, а следовательно, и большая устойчивость к локальным разрушениям.
Повышение стабильности свойств при длительных эксплуатационных нагревах может быть достигнуто в результате старения при 750—800 °С в течение 3—10 ч, проводимого после стабилизации. Правда, в этом случае наблюдается некоторая потеря пластичности и ударной вязкости (табл. 8.6).
Некоторую стабилизацию свойств может дать старение при 650—950 °С в течение 3—5 ч без предварительной аустенитизации (табл. 8.7 и 8.8). Однако в этом случае сохраняется неоднородность свойств сварного соединения и не гарантируется отсутствие локальных разрушений при эксплуатации.
8.7 и 8.8). Однако в этом случае сохраняется неоднородность свойств сварного соединения и не гарантируется отсутствие локальных разрушений при эксплуатации.
Таблица 8.7 Влияние температуры отжига иа ударную вязкость сварных швов типа 18-8
|
Влияние нагрева на ударную вязкость / аустенитных сварных швов
|
Сварные соединения жаропрочных аустенитных сталей иа неответственных конструкциях и конструкциях с большим запасом прочности можно эксплуатировать без всякой термической обработки после сварки. Естественно, при этом не будут использованы все возможности жаропрочных аустенитных сталей как по уровню свойств, так и по их стабильности при эксплуатации и однородности в зоне сварки.
Естественно, при этом не будут использованы все возможности жаропрочных аустенитных сталей как по уровню свойств, так и по их стабильности при эксплуатации и однородности в зоне сварки.
8.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Низкоуглеродистые нелегированиые стали термической обработке не подвергаются. В некоторых случаях в целях измельчения зерна, снятия следов наклепа, улучшения обрабатываемости резанием эти стали подвергают нормализации. При нормализации также улучшается их хладостойкость. Вопрос о термической обработке сварных соединений этих сталей является более сложным. Рациональной термической обработкой для них является нормализация и высокий отпуск. Назначение того или иного вида термической обработки или отказ от нее определяются многими условиями — толщиной свариваемых элементов, условиями сварки, назначением и условиями работы изделия.
Нормализация сварных соединений может обеспечить некоторое улучшение свойств вследствие перекристаллизации и измельчения зерна, поэтому термообработка рациональна при однослойной сварке под флюсом металла большой толщины, при 174
элекгрошлаковой сварке, при ручной дуговой сварке электродами со стержнем диаметром 5—-6 мм. Нормализация улучшает микроструктуру металла шва и ЗТВ, повышает вязкость металла этих вон и их хладостойкость. Нормализация рациональна при нагреце всего изделия. Локальный нагрев для нормализации толькб зоны сварного соединения может привести к созданию остаточных напряжений растяжения в этой зоне, не меньших остаточных напряжений, возникающих после сварки. Уменьшать скорость охлаждения при нормализации нерационально, так как это не позволяет обеспечивать требуемый эффект — измельчение зерна.
Нормализация улучшает микроструктуру металла шва и ЗТВ, повышает вязкость металла этих вон и их хладостойкость. Нормализация рациональна при нагреце всего изделия. Локальный нагрев для нормализации толькб зоны сварного соединения может привести к созданию остаточных напряжений растяжения в этой зоне, не меньших остаточных напряжений, возникающих после сварки. Уменьшать скорость охлаждения при нормализации нерационально, так как это не позволяет обеспечивать требуемый эффект — измельчение зерна.
Высокий отпуск сварных соединений низкоуглеродистых сталей не изменяет структурного состояния металла. Его назначение состоит в снижении уровня остаточных сварочных напряжений, которые при эксплуатации могут оказать отрицательное влияние на работоспособность конструкции. Высокий отпуск может быть как локальным, так и общим, скорость охлаждения после локального отпуска желательно ограничить, чтобы снизить величину остаточных напряжений, связанных с локальностью нагрева.
Одним из важнейших условий, определяющих необходимость проведения термической обработки сварных соединений из низкоуглеродистых сталей, является контактирование их со средами, способными вызвать коррозионное растрескивание (щелочи, наво — дораживающие среды). Склонность к коррозионному растрескиванию сварных соединений низкоуглеродистых незакаливающихся сталей определяет наличие упругих или пластических деформаций металла, вызванных внешними или внутренними напряжениями, а чаще их суммой. Внешние напряжения можно изменять, регулируя нагрузку на изделие, а внутренние — технологией сварки либо отпуском после сварки.
Склонность к коррозионному растрескиванию сварных соединений низкоуглеродистых незакаливающихся сталей определяет наличие упругих или пластических деформаций металла, вызванных внешними или внутренними напряжениями, а чаще их суммой. Внешние напряжения можно изменять, регулируя нагрузку на изделие, а внутренние — технологией сварки либо отпуском после сварки.
Роль технологии сварки может быть различной. Подогрев перед сваркой или в процессе сварки уменьшает градиент температур между зоной сварного соединения и основным металлом и тем самым понижает величину остаточных сварочных напряжений. Многослойная сварка небольшими валиками будет способствовать снижению уровня остаточных напряжений, потому что при сварке каждого последующего слоя будет происходить нагрев предыдущих и соответственно снижение остаточных напряжений. Важно также, при какой температуре окружающего воздуха осуществлялась сварка — низкая температура будет приводить к увеличению температурного градиента и росту остаточных напряжений. тка
тка
До 25
Любая
Любая
Отсутствует
Не требуетеsj
25—45
Многослойная с валиками высотой до 4 мм
Выше —15
Отсутствует
То же
Ниже —15
Отсутствует
Отпуск при 550 °С
100
Не требуется
Автоматическая под флюсом со слоями более 8 мм, электро — шлаковая
Выше —15
Отсутствует
То же
Ниже —15
Отсутствует
Отпуск при 600 °С
100
Не требуется
Более
45
Многослойная с валиками высотой до 4 мм
Выше —10
Отсутствует
Отпуск при 550 °С
150
Не требуется
Ниже —10
Отсутствует
Отпуск при 650 °С
200
Не требуется
Автоматическая под флюсом со слоями более 8 мм
Выше —10
Отсутствует
Отпуск при 600 °С
150
Не требуется
Ниже —10
Отсутствует:
Отпуск при 600 °С
200
Не требуется
Электрошлаковая
Любая
Отсутствует
Нормализация
Таблица 8. 10
10
Режимы термической обработки сварных соединений из стали 10, работающих в средах, вызывающих коррозионное растрескивание
|
Толщина сварива емого металла, мм | Вид сварки | | Температура, °С | Термообработка | |
| воздуха при сварке | подогрева | |||
Ї4—2б 1 | Автоматическая под флюсом в 1— 2 слоя | Выше —5 | Отсутствует | Отпуск при 550 °С |
100 | Не требуется | |||
Ниже —5 | Отсутствует | Отпуск при 550 °С | ||
100 | Не требуется | |||
26—40 | Многослойная с валиками высотой до 4 мм | Выше —5 | Отсутствует | Отпуск при 550 °С |
100 | Не требуется | |||
Ниже — | Отсутствует | Отпуск при 550 °С | ||
150 | Не требуется | ||||
Автоматическая под флюсом со слоями 8 мм и более | Выше —Б | Отсутствует | Отпуск при 550 °С | ||
150 | Не требуется | ||||
Ниже —5 | Отсутствует) Отпуск при 650 °С | |||
150 | Отпуск при 550 °С | ||||
Более 40 | Многослойная с валиками высотой до 4 мм | Выше 0 | Отсутствует) Отпуск при 550°С | |
200 ) Не требуется | ||||
Ниже 0 | Отсутствует) Отпуск при 650°С | |||
200 | Отпуск при 550 =С | ||||
Автоматическая под флюсом со слоями 8 мм и более | Выше 0 | Отсутствует) | Огоуск при 550 °С | |
200 | Не требуется | ||||
Ниже 0 | Отсутствует! Отпуск при 650 «С | |||
200 | Отпуск при 550° |
Таблица 8. |
 11
11Режимы термической обработки сварных соединений
из стали 20 и СтЗсп, работающих вие сред,
вызывающих коррозионное растрескивание
Толщина сварива емого металла, мм | Вид сварки | Температура, °С | Термообработка | |
воздуха при сварке | подогрева | |||
До 20 | Любая | Любая | Отсутствует | Не требуется |
Многослойная с валиками высотой до 4 мм | Выше —10 | Отсутствует | Отпуск при 550 СС | |
150 | Не требуется | |||
—4U | Ниже —10 | Отсутствует | Отпуск при 650 °С | |
200 | Не требуется |
Толщина сварива емого металла, мм | Вид сварки | Температура, °С | ———————— — р ~г | |
воздуха при сварке | подогрева | |||
20—40 | Автоматическая под флюсом со слоями более 8 мм | Выше —10 | Отсутствует | Отпуск при 5$0 °С |
150 | 1 Не требуется 1 | |||
Ниже —10 | Отсутствует | Отпуск при бЬ0°С | ||
200 | Не требуется | |||
Более 40 | Многослойная с валиками высотой до 4 мм | Выше —10 | Отсутствует | Отпуск при 550 «С |
250 | Не требуется | |||
Ниже —10 | Отсутствует | Отпуск при 650 °С | ||
250 | Не требуется | |||
Автоматическая под флюсом со слоями более 8 мм | Выше —10 | Отсутствует | Отпуск при 650 °С | |
250 | Не требуется | ||||
Ниже —10 | Отсутствует] Отпуск при 650 °С | |||
250 | Отпуск при 550 °С |
Таблица 8. |
Режимы термической обработки сварных соединений из стали 20 и СтЗсп, работающих в средах, вызывающих коррозионное растрескивание
|
Толщина сварива емого металла, мм | Вид сварки | Температура, °С | ||
воздуха при сварке | подогрева | Т ермообработка | ||
13—20 | Любая в 1—2 слоя | Выше 0 | Отсутствует | Отпуск при 650 °С |
150 | Не требуется | |||
Ниже 0 | Отсутствует j Отпуск при 600 °С | |||
200 | Не требуется | ||||
21—35 | Многослойная с валиками высотой до 4 мм | Выше 0 | Отсутствует | Отпуск при 600 °С |
200 | Не требуется | |||
Ниже 0 | Отсутствует | Отпуск при 600 °С | ||
200 | Отпуск при 550 °С | |||
Любая в 1—4 слоя | Выше 0 | Отсутствует | Отпуск при 650 °С | |
200 j Отпуск при 550 °С | ||||
Ниже 0 | Отсутствует | Отпуск при 650 °С | |||
250 Отпуск при 550 °С | ||||
Более 35 | Многослойная G валиками высотой до 4 мм. | Выше 5 | Отсутствует | Отпуск при 600 °С | |
250 | Отпуск при 550 °С | ||||
Ниже 5 | Отсутствует | Отпуск при 650 °С | |||
250 | Отпуск при 550 °С | ||||
Слоями более 7 мм | Выше 5 | Отсутствует) Отпуск при 650 °С | ||
300 | Отпуск при 600 °С | ||||
Ниже 5 | Отсутствует | Отпуск при 650 °С | |||
300 | Отпуск при 600 °С |

Определенное значение для назначения термической обработки имеет содержание углерода в свариваемой стали. У более низкоуглеродистых сталей (сталь 10) предел текучести существенно ниже, чем у стали с более высоким содержанием углерода (сталь 20, СтЗ). В первом случае он составляет 180 МПа, во втором — 240 МПа. Такая разница приводит к тому, что и рабочие, и остаточные напряжения в сварной конструкции из стали 10 будут ниже, чем в конструкции из стали 20, и условия, влияющие на проведение термической обработки сварных соединений, будут разными.
Надо учитывать и толщину свариваемого металла, так как с ее увеличением растет величина остаточных напряжений и соответственно увеличивается необходимость проведения отпуска после сварки.
На основании перечисленных факторов, влияющих на величину сварочных остаточных напряжений, в табл. 8.9—8.12 приведены ориентировочные режимы термической обработки сварных соединений сталей 10 и 20.
Термическая обработка сварных изделий
СВАРКА И РЕЗКА МЕТАЛЛОВ
После сварки изделия иногда подвергают термической обработке.
Полный отжиг выполняется путем нагревания стального-изделия до 820—930°, выдержки при этой температуре и последующим медленным охлаждением.
Полный отжиг обеспечивает:
1) получение мелкозернистого строения металла шва, что повышает пластичность наплавленного металла и металла переходной зоны. При этом благодаря улучшению сцепления зерен между собой повышается вязкость металла;
2) понижение твердости металла шва, что облегчает последующую обработку его резанием или давлением;
3) уничтожение внутренних напряжений Ъ сварном изделии.
Время выдержки при температуре отжига составляет от 0,75 до
1 мин на каждый миллиметр толщины изделия; общее время выдержки должно быть не менее 30 мин. Затем изделие медленно охлаждают вместе с печью со скоростью от 50 до 75° в час до температуры 300°, после чего его можно вынимать из печи и охлаждать на воздухе.
Слишком длительная выдержка при максимальной температуре Отжига вредна, так как способствует росту зерен. Особенно это сказывается на мягкой малоуглеродистой стали при температуре выше 1000°. Ниже этой температуры рост зерна будет незначителен даже при выдержке до 7—8 час. На рис. 63 показана схема изменения структуры стали при полном отжиге. До отжига металл
Чистое железо |
Чистое железо |
Железо и углерод |
We лезо и углерод |
Рис 63. Схематическое изображение постепенного изменения структуры стали при полном отжиге
имеет крупнозернистое строение (рис. 63, а). При достижении определенной температуры внутри этих крупных зерен образуются более мелкие зерна металла (рис. 63, б). К концу нагревания этот процесс заканчивается и металл приобретает равномерное и однородное строение (рис. 63, в). Если теперь сталь начать медленно охлаждать, то ее мелкозернистое строение сохранится, а по границам зерен выделится мягкое, пластичное чистое железо (рис. 63, г), обеспечивающее хорошую связь между зернами стали и делающее весь металл вязким и пластичным. Такая структура остается и после отжига.
63, а). При достижении определенной температуры внутри этих крупных зерен образуются более мелкие зерна металла (рис. 63, б). К концу нагревания этот процесс заканчивается и металл приобретает равномерное и однородное строение (рис. 63, в). Если теперь сталь начать медленно охлаждать, то ее мелкозернистое строение сохранится, а по границам зерен выделится мягкое, пластичное чистое железо (рис. 63, г), обеспечивающее хорошую связь между зернами стали и делающее весь металл вязким и пластичным. Такая структура остается и после отжига.
Если при отжиге нагревать сталь до 1200°, т. е. до начала оплавления в среде, содержащей кислород, то происходит не только перегрев, но и пережог (окисление) металла. Пережженная сталь имеет окисленные с поверхности зерна, обладает большой хрупкостью и малой прочностью. Если перегретую сталь можно исправить повторным отжигом, то пережженный металл исправить нельзя.
Нормализация отличается от полного отжига большей скоростью охлаждения. Повышенная скорость охлаждения в первые моменты после нагрева позволяет получить мелкозернистое строение металла. С этой целью сварное изделие после нагрева до температуры на 20—30° выше критической и выдержки вынимают из печи и охлаждают на воздухе.
С этой целью сварное изделие после нагрева до температуры на 20—30° выше критической и выдержки вынимают из печи и охлаждают на воздухе.
Металл шва при нормализации получается несколько более прочным, но менее пластичным, чем при отжиге. Чем мягче сталь, тем понижение ее пластичности при нормализации будет менее заметно; оно тем больше, чем больше углерода и марганца содержит сталь. Для мягкой малоуглеродистой стали, содержащей углерода меньше 0,2%, рекомендуется применять, как правило, нормализацию вместо отжига. Для улучшения качества сварных конструкций нормализация является наилучшим ввдом термической обработки.
Отжиг для снятия напряжений (низкотемпературный отжиг или высокий отпуск) операция довольно сложная. При полном отжиге и нормализации внутренние напряжения уничтожаются, так как для этого достаточно нагреть изделие до температуры 600—650°, т. е. ниже температуры нагрева при полном отжиге и нормализации, и медленно охлаждать. Для устранения напряжений изделие подвергают нагреву только до 600—650° и после выдержки (из расчета 2—2,5 мин на 1 мм толщины металла, но не менее 30 мин) — последующему медленному охлаждению вместе с печью до нормальной температуры. Поскольку при этом металл нагревается до температуры, лежащей ниже критической, никаких изменений его структуры не происходит.
Поскольку при этом металл нагревается до температуры, лежащей ниже критической, никаких изменений его структуры не происходит.
При отпуске можно нагревать изделие и до более низкой температуры, но тогда собственные сварочные напряжения частично останутся в изделии, хотя «пики» их значительно снизятся. Так,
например, при нагреве стального изделия до 400—500° снимается до 50%, а при 200—300° — до 10—20% остаточных напряжений, возникающих в процессе сварки.
Для отжига и нормализации всей сварной конструкции требуются соответствующие печи. Одна из конструкций таких отжигательных печей с выдвижным подом показана на рис. 64.
Рис 64. Печь с выдвижным подом для отжига и нормали зации сварных барабаї ов котлов высокого давления
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат.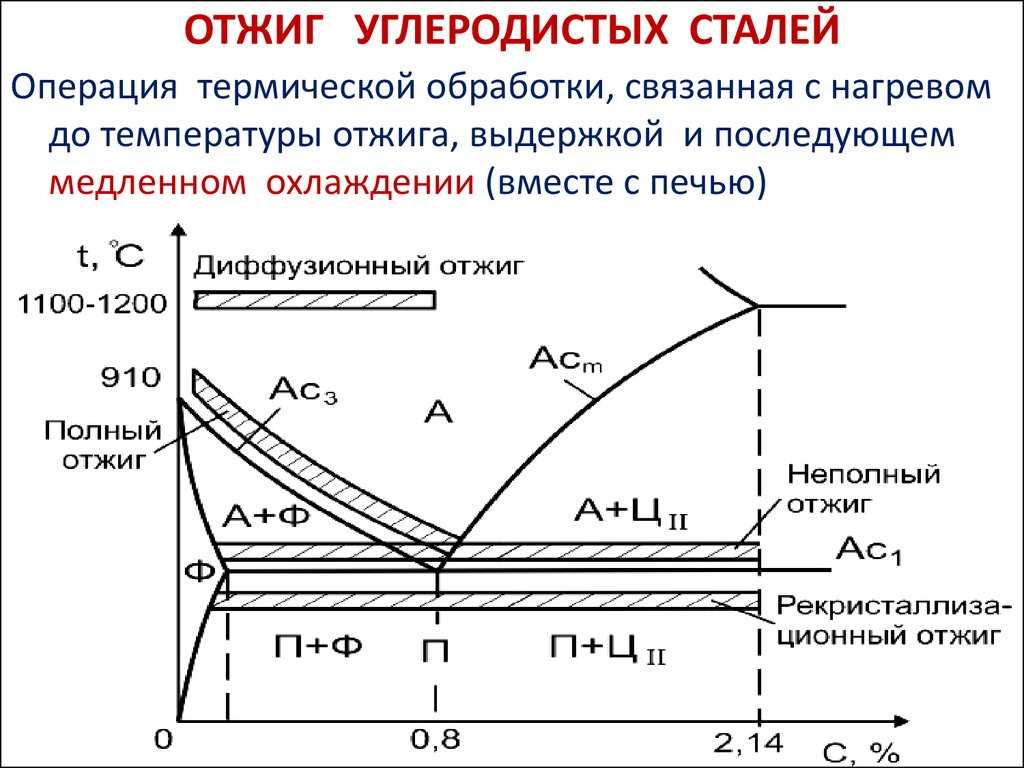 Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования. Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
Термическая обработка после сварки изучена и объяснена
Сварные швы часто подвергаются термообработке после сварки. (PWHT) Существуют различные причины для этого и различные методы применения этой термообработки после сварки. Есть также определенные риски, связанные с PWHT. На этой веб-странице мы рассмотрим использование PWHT.
Во-первых
мы рассмотрим разные виды термической обработки, а потом соотнесем
их с помощью операции сварки.
Компас WelderDestiny: еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Виды термической обработки
Два
различные материалы при воздействии на них одного и того же термического цикла потенциально могут
имеют существенно разные результаты на материалах. Тепловые процедуры
поэтому обычно описываются с точки зрения влияния, которое они окажут на
материал, а не термический цикл. Однако есть исключения из этого
правило.
Термообработка после сварки (PWHT) Установка на трубе: Белая изоляция — это керамический слой изоляции, сохраняющий тепло. Тонкие провода — это провода крепления термопары. Более толстые штекеры предназначены для подачи тока на электрические нагреватели сопротивления.
Ниже
список типичных термообработок:
- Отжиг: Обычно это относится к обработке, которая требуется для получения материала
мягкое и ненапряженное состояние. Для большинства материалов, таких как углеродистая сталь, это
будет означать очень высокую температуру, а затем очень сильное ее охлаждение. медленно до комнатной температуры.
- Закалка Отжиг: Здесь цель снова получить «мягкую» структуру, но медленную прохладно было бы вредно для материала. Типичным для этого было бы 300 серия нержавеющих сталей. (Также называемые аустенитными нержавеющими сталями). нержавеющие стали не претерпевают существенных фазовых превращений в основной массы материала во время цикла термообработки, но может привести к образованию локально вредных фаз или частиц при хранении в каком-либо промежуточном диапазоны температур в течение длительного периода времени. Чтобы этого не произошло, материал быстро охлаждается (закаливается) от высокой температуры. (обычно 1050°C) Это сокращает время, в течение которого материал остается при температуре диапазон 500 – 850°C, где может происходить образование границ зерен карбидов, что серьезно снижает коррозионную стойкость материала. Этот пагубный процесс называется сенсибилизацией.
- Решение
Обработка: Основная цель этой термической обработки — убедиться, что все
различные легирующие элементы равномерно распределены по всему материалу, и
максимально «растворяется» в материале. Это часто выполняется на
отливки, потому что процесс затвердевания во время литья имеет тенденцию приводить к
материал, имеющий относительно большие различия в определенных легирующих элементах
в разных частях конструкции. Имеются участки с высоким
концентрация одних элементов и низкая концентрация других элементов. По
повышение температуры до точки, при которой происходит большая диффузия,
эти неравномерные концентрации легирующих элементов выровняются. Определенные фазы
(например, карбиды) также будут «растворяться» (переходить в раствор) материалом при
эти высокие температуры. Чтобы сохранить как можно больше легирующих элементов в
раствор, некоторые материалы обычно закаливают после обработки раствором.
Это очень похоже на описанный выше закалочный отжиг.
- Закалка
Закалка: Для достижения высокой твердости некоторых материалов, таких как углеродистая сталь и
низколегированные стали, материал можно нагревать до температуры, выше которой фаза
в материале происходят превращения. (Обычно 950°C для углеродистых сталей.)
Затем материал быстро охлаждают (закаливают) с образованием некоторых метастабильных фаз (для
Например, мартенсит), что приводит к высокому уровню твердости материала.
Когда материалы подвергаются закалке, они также обычно становятся хрупкими.
- Закалка: Для смягчения материала, который уже затвердел в результате предыдущего нагрева цикла (например, закалка) вы можете снова увеличить температуру материала до точки, ниже которой он начинает испытывать объемную фазу превращения (обычно нагревают до 650–700°C) и выдерживают там в течение промежуток времени. Во время этого цикла отпуска закаленный мартенсит превращается в отпущенный мартенсит, который не такой твердый и хрупкий, как закаленный мартенсит, но все еще очень сильный и жесткий.
- Закалка и Temper: Это комбинация двух описанных циклов термообработки. выше.
- Стресс
Разгрузить: При выполнении пластической деформации пластичных металлов они закончатся
с большим количеством остаточных напряжений в материале. Сварка также приводит к
эти остаточные напряжения вокруг сварного шва. За счет повышения температуры
металла, предел текучести металла снижается. (предел текучести
напряжение, при котором материал начинает пластически деформироваться.) Когда предел текучести
прочность снижается из-за высокой температуры ниже уровня остаточного напряжения,
тогда материал «расслабится». Это снимает стрессы, которые были
захваченные в материале в результате деформации или сварочных работ. Углерод
стали обычно снимают напряжение при температурах около 600°C. В этот
температуре остаточное напряжение обычно снижается примерно до 30% предела текучести.
прочность материала при комнатной температуре. Основная причина стресса
Облегчение обработки заключается в том, что она улучшает вязкость разрушения компонентов.
Это также снижает вероятность определенных механизмов коррозии, таких как стресс.
Коррозионное растрескивание. (СКК)
- Нормализация: Это обычно выполняется на углеродистых сталях, чтобы обеспечить чистую и свободную от напряжений
зернистая структура. Это достигается путем измерения температуры выше
температура, при которой происходит фазовое превращение в объеме материала (обычно
температура около 950 ° C), а затем дать ему остыть в неподвижном воздухе. По
применяя эту обработку к обычным углеродистым / углеродисто-марганцевым сталям, они
разработать структуру, которая представляет собой очень хороший компромисс прочности и жесткости.
Это очень типичная термическая обработка, применяемая к стальным отливкам, поковкам и
другие стали для достижения мелкозернистой структуры.
- Осадки
Закалка: В некоторых материалах образуются очень мелкие частицы.
внутри их структуры, если их температура повышена и удерживается там в течение
время. Эти мелкие частицы называются осадками. Наличие этих
мелкие частицы укрепляют материал. Типичные осадки
Цикл закалки выглядит следующим образом: Температуру материала доводят до
точка, где будет происходить «лечение раствором». Тогда материал
«погасили», чтобы убедиться, что ни один из осадков не образуется. Далее, температура
снова увеличивается (но до температуры ниже температуры раствора)
что затем способствует образованию осадков. Это называется «старение»
лечение. Важно отметить, что если температура слишком высока или
удерживаться слишком долго в поднятом состоянии в течение этой части цикла, тогда материал будет
«в возрасте». Перестаренный материал будет иметь меньшую твердость и прочность, чем
тот, который был должным образом в возрасте. Точно так же, если температура старения или время
слишком низкий, то материал будет «недостаренным», что снова приведет к
меньшая твердость и прочность. Под старением меньше проблем, потому что вы можете
просто снова увеличьте температуру, чтобы получить дальнейшее старение, до оптимального
результат достигнут. Старение — гораздо большая проблема, потому что это может быть только
исправить повторным выполнением всего цикла. (Из обработки раствором.)
- Термомеханический
Контролируемый процесс: (TMCP). Строго говоря, это не термообработка, а
такой, но я думаю, что это хорошее место, чтобы обсудить это вкратце. В TMCP есть
сталь деформируется (например, подвергается прокатке), одновременно испытывая
температуры, которые недостаточно высоки, чтобы вызвать полные фазовые превращения и
рекристаллизации, но не настолько низкой, чтобы это приводило к чисто холодной штамповке.
Каждый сталелитейный завод, как правило, имеет свою собственную последовательность температур и
деформации для получения прочного материала, легко поддающегося сварке. Стали TMCP склонны
иметь низкий углеродный эквивалент, оставаясь при этом очень прочным и жестким.
 медленно до комнатной температуры.
медленно до комнатной температуры. Это часто выполняется на
отливки, потому что процесс затвердевания во время литья имеет тенденцию приводить к
материал, имеющий относительно большие различия в определенных легирующих элементах
в разных частях конструкции. Имеются участки с высоким
концентрация одних элементов и низкая концентрация других элементов. По
повышение температуры до точки, при которой происходит большая диффузия,
эти неравномерные концентрации легирующих элементов выровняются. Определенные фазы
(например, карбиды) также будут «растворяться» (переходить в раствор) материалом при
эти высокие температуры. Чтобы сохранить как можно больше легирующих элементов в
раствор, некоторые материалы обычно закаливают после обработки раствором.
Это очень похоже на описанный выше закалочный отжиг.
Это часто выполняется на
отливки, потому что процесс затвердевания во время литья имеет тенденцию приводить к
материал, имеющий относительно большие различия в определенных легирующих элементах
в разных частях конструкции. Имеются участки с высоким
концентрация одних элементов и низкая концентрация других элементов. По
повышение температуры до точки, при которой происходит большая диффузия,
эти неравномерные концентрации легирующих элементов выровняются. Определенные фазы
(например, карбиды) также будут «растворяться» (переходить в раствор) материалом при
эти высокие температуры. Чтобы сохранить как можно больше легирующих элементов в
раствор, некоторые материалы обычно закаливают после обработки раствором.
Это очень похоже на описанный выше закалочный отжиг. (Обычно 950°C для углеродистых сталей.)
Затем материал быстро охлаждают (закаливают) с образованием некоторых метастабильных фаз (для
Например, мартенсит), что приводит к высокому уровню твердости материала.
Когда материалы подвергаются закалке, они также обычно становятся хрупкими.
(Обычно 950°C для углеродистых сталей.)
Затем материал быстро охлаждают (закаливают) с образованием некоторых метастабильных фаз (для
Например, мартенсит), что приводит к высокому уровню твердости материала.
Когда материалы подвергаются закалке, они также обычно становятся хрупкими.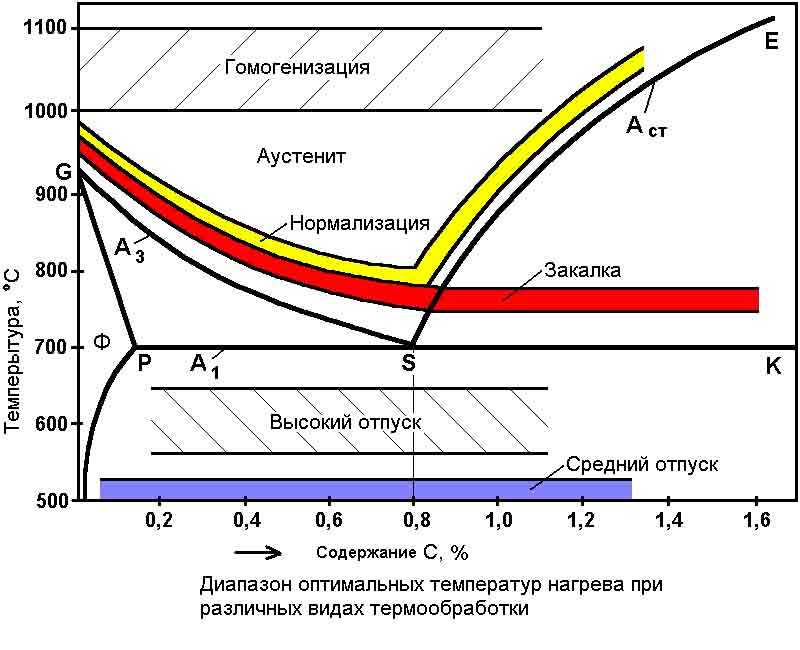 Сварка также приводит к
эти остаточные напряжения вокруг сварного шва. За счет повышения температуры
металла, предел текучести металла снижается. (предел текучести
напряжение, при котором материал начинает пластически деформироваться.) Когда предел текучести
прочность снижается из-за высокой температуры ниже уровня остаточного напряжения,
тогда материал «расслабится». Это снимает стрессы, которые были
захваченные в материале в результате деформации или сварочных работ. Углерод
стали обычно снимают напряжение при температурах около 600°C. В этот
температуре остаточное напряжение обычно снижается примерно до 30% предела текучести.
прочность материала при комнатной температуре. Основная причина стресса
Облегчение обработки заключается в том, что она улучшает вязкость разрушения компонентов.
Это также снижает вероятность определенных механизмов коррозии, таких как стресс.
Коррозионное растрескивание. (СКК)
Сварка также приводит к
эти остаточные напряжения вокруг сварного шва. За счет повышения температуры
металла, предел текучести металла снижается. (предел текучести
напряжение, при котором материал начинает пластически деформироваться.) Когда предел текучести
прочность снижается из-за высокой температуры ниже уровня остаточного напряжения,
тогда материал «расслабится». Это снимает стрессы, которые были
захваченные в материале в результате деформации или сварочных работ. Углерод
стали обычно снимают напряжение при температурах около 600°C. В этот
температуре остаточное напряжение обычно снижается примерно до 30% предела текучести.
прочность материала при комнатной температуре. Основная причина стресса
Облегчение обработки заключается в том, что она улучшает вязкость разрушения компонентов.
Это также снижает вероятность определенных механизмов коррозии, таких как стресс.
Коррозионное растрескивание. (СКК) Это достигается путем измерения температуры выше
температура, при которой происходит фазовое превращение в объеме материала (обычно
температура около 950 ° C), а затем дать ему остыть в неподвижном воздухе. По
применяя эту обработку к обычным углеродистым / углеродисто-марганцевым сталям, они
разработать структуру, которая представляет собой очень хороший компромисс прочности и жесткости.
Это очень типичная термическая обработка, применяемая к стальным отливкам, поковкам и
другие стали для достижения мелкозернистой структуры.
Это достигается путем измерения температуры выше
температура, при которой происходит фазовое превращение в объеме материала (обычно
температура около 950 ° C), а затем дать ему остыть в неподвижном воздухе. По
применяя эту обработку к обычным углеродистым / углеродисто-марганцевым сталям, они
разработать структуру, которая представляет собой очень хороший компромисс прочности и жесткости.
Это очень типичная термическая обработка, применяемая к стальным отливкам, поковкам и
другие стали для достижения мелкозернистой структуры. Далее, температура
снова увеличивается (но до температуры ниже температуры раствора)
что затем способствует образованию осадков. Это называется «старение»
лечение. Важно отметить, что если температура слишком высока или
удерживаться слишком долго в поднятом состоянии в течение этой части цикла, тогда материал будет
«в возрасте». Перестаренный материал будет иметь меньшую твердость и прочность, чем
тот, который был должным образом в возрасте. Точно так же, если температура старения или время
слишком низкий, то материал будет «недостаренным», что снова приведет к
меньшая твердость и прочность. Под старением меньше проблем, потому что вы можете
просто снова увеличьте температуру, чтобы получить дальнейшее старение, до оптимального
результат достигнут. Старение — гораздо большая проблема, потому что это может быть только
исправить повторным выполнением всего цикла. (Из обработки раствором.)
Далее, температура
снова увеличивается (но до температуры ниже температуры раствора)
что затем способствует образованию осадков. Это называется «старение»
лечение. Важно отметить, что если температура слишком высока или
удерживаться слишком долго в поднятом состоянии в течение этой части цикла, тогда материал будет
«в возрасте». Перестаренный материал будет иметь меньшую твердость и прочность, чем
тот, который был должным образом в возрасте. Точно так же, если температура старения или время
слишком низкий, то материал будет «недостаренным», что снова приведет к
меньшая твердость и прочность. Под старением меньше проблем, потому что вы можете
просто снова увеличьте температуру, чтобы получить дальнейшее старение, до оптимального
результат достигнут. Старение — гораздо большая проблема, потому что это может быть только
исправить повторным выполнением всего цикла. (Из обработки раствором.) В TMCP есть
сталь деформируется (например, подвергается прокатке), одновременно испытывая
температуры, которые недостаточно высоки, чтобы вызвать полные фазовые превращения и
рекристаллизации, но не настолько низкой, чтобы это приводило к чисто холодной штамповке.
Каждый сталелитейный завод, как правило, имеет свою собственную последовательность температур и
деформации для получения прочного материала, легко поддающегося сварке. Стали TMCP склонны
иметь низкий углеродный эквивалент, оставаясь при этом очень прочным и жестким.
В TMCP есть
сталь деформируется (например, подвергается прокатке), одновременно испытывая
температуры, которые недостаточно высоки, чтобы вызвать полные фазовые превращения и
рекристаллизации, но не настолько низкой, чтобы это приводило к чисто холодной штамповке.
Каждый сталелитейный завод, как правило, имеет свою собственную последовательность температур и
деформации для получения прочного материала, легко поддающегося сварке. Стали TMCP склонны
иметь низкий углеродный эквивалент, оставаясь при этом очень прочным и жестким. Есть
некоторые другие более специализированные виды термической обработки, которые иногда используются
при очень особых обстоятельствах, но для наших целей перечисленные выше
будут основными термическими обработками, на которые следует обратить внимание.
В некоторых случаях компоненты вблизи сварных швов, подвергающиеся послесварочной термообработке (PWHT), должны быть защищены от тепла. Это можно сделать с помощью охлаждающих рубашек.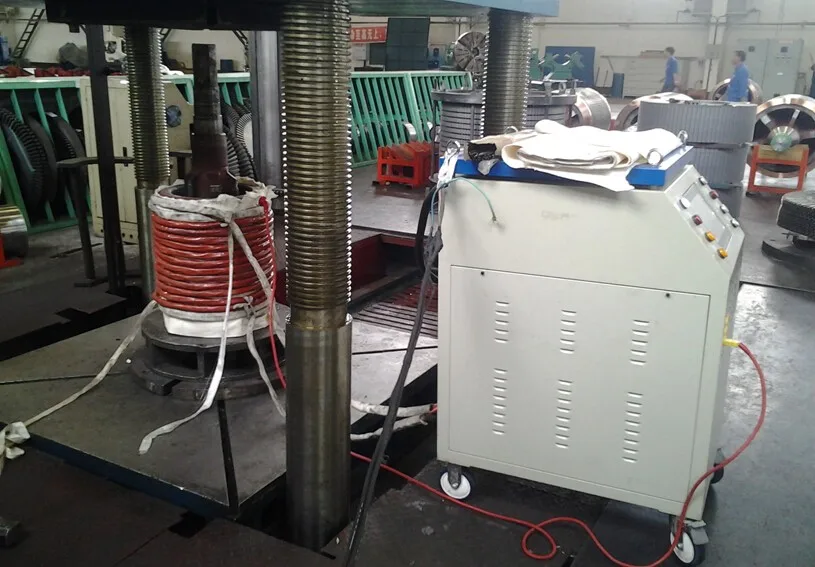 На этой фотографии показана охлаждающая рубашка, установленная рядом со сварным швом, подлежащим термообработке после сварки.
На этой фотографии показана охлаждающая рубашка, установленная рядом со сварным швом, подлежащим термообработке после сварки.
Влияние сварки на материалы
Плавка
сварка связана с температурами, достаточно высокими, чтобы расплавить материалы.
присоединился. Таким образом, они вводят тепловой цикл, который приводит к
материалы вблизи сварного шва нагреваются до температур, близких к температуре плавления
точка, а материалы, находящиеся далеко от сварного шва, почти не видят увеличения
температура. Другими словами, существует температурный градиент, испытываемый телом.
материалов, которые охватывают весь путь от температуры окружающей среды до температуры плавления.
часть основного металла, структура которого изменилась под воздействием тепла сварки
называется зоной термического влияния (ЗТВ) сварного шва. Материал, где
температура была недостаточно высока, чтобы иметь какое-либо существенное влияние на
материал просто называется основным материалом. Часть, которая была расплавлена из-за
сварочная операция называется металлом сварного шва.
структура металла шва будет зависеть от состава основного металла,
состав присадочного металла и эффекты, вызванные термическим циклом. Как
общее правило, мы можем выбрать присадочный металл, чтобы получить желаемые результаты в пределах
металл шва. Однако мы ничего не можем сделать с точки зрения композиции, чтобы
зона теплового воздействия. (HAZ) Единственный эффект, который мы имеем, контролируя
Структура ЗТВ заключается в управлении тепловым циклом.
Это
Также должно быть очевидно, что тепловой цикл в ЗТВ будет
значительное влияние на термообработку материала перед сваркой
операция. Например, некоторая часть ЗТВ основного металла из углеродистой стали
поднимают до температуры, выше которой происходят фазовые превращения в
стали. (Это называется критической температурой, и для обычных углеродистых сталей
это около 720°C.)
Когда
впоследствии охлаждается, снова будут происходить фазовые превращения. Если
скорость охлаждения достаточно высока, тогда мы можем испытать некоторую закалку
твердеет в этой области, что приводит к твердой хрупкой структуре. Если охлаждение
будет достаточно медленным, то мы испытаем тепловой цикл, подобный
нормализация термической обработки. Если скорость охлаждения очень низкая, то тепловая
цикл будет напоминать цикл отжига стали.
Если охлаждение
будет достаточно медленным, то мы испытаем тепловой цикл, подобный
нормализация термической обработки. Если скорость охлаждения очень низкая, то тепловая
цикл будет напоминать цикл отжига стали.
Это
означает, что путем изменения количества энергии, используемой при сварке (также называемой
подвод тепла) наряду с предварительным и последующим нагревом, различные структуры могут быть
достигается как в металле шва, так и в ЗТВ сварного шва.
Некоторые
материалов, таких как низколегированные стали, почти всегда приводит к закалке
конструкция внутри ЗТВ при сварке. Затем им нужен дополнительный нагрев после сварки.
Лечение (PWHT) до достижения желаемого результата. В случае нашего примера с
из низколегированной стали, они почти всегда нуждаются в закалке для достижения
подходящая прочная и жесткая микроструктура.
Некоторые
материалы достигают значительной степени прочности при холодной обработке.
Холодной обработкой называют пластическую деформацию металла при температуре
ниже которого деформированные зерна металла будут рекристаллизоваться. Это лечение
приводит к увеличению прочности холоднодеформированного материала.
Это лечение
приводит к увеличению прочности холоднодеформированного материала.
Когда
сварка холоднодеформированного (также называемого нагартованным) материала, секция
ЗТВ будет подвергаться воздействию температур, достаточно высоких, чтобы вызвать рекристаллизацию и
фазовые изменения. Это устранит холодную работу и потенциально уменьшит
прочность материала в ЗТВ значительно. Обратите внимание, что термообработка после сварки не может
обратить этот эффект вспять.
Это
размягчение часто наблюдается при сварке закаленных алюминиевых сплавов.
ЗТВ всегда будет значительно слабее, чем основной металл холодной обработки.
Единственный способ эффективно справиться с этим эффектом — спроектировать компонент в
таким образом, чтобы сварной шов располагался в области более низкого напряжения или основания
металл делается толще, чем требуется, вокруг зоны сварки, чтобы компенсировать
потеря силы.
другой способ, которым обычно упрочняют алюминиевые сплавы, заключается в
дисперсионное твердение. Опять же, тепловой цикл сварки вводит
область в ЗТВ, которая не состарилась (температура была достаточно высокой, чтобы возвратить
осаждается в раствор с последующим гашением из-за высоких скоростей охлаждения
обычно связанный со сваркой.) и участок, который перестарел. (Температура
выше, чем требуется для оптимального старения, но недостаточно для возврата осадков
в раствор.) Таким образом, сварка дисперсионно-упрочненных (также называемых состаренными)
материалов приведет к снижению прочности ЗТВ. Для мелких компонентов это
можно подвергнуть весь компонент дисперсионному твердению
цикла, но в большинстве случаев обычно ничего нельзя сделать
чтобы исправить это снижение прочности в ЗТВ дисперсионно-твердеющего
материал.
Опять же, тепловой цикл сварки вводит
область в ЗТВ, которая не состарилась (температура была достаточно высокой, чтобы возвратить
осаждается в раствор с последующим гашением из-за высоких скоростей охлаждения
обычно связанный со сваркой.) и участок, который перестарел. (Температура
выше, чем требуется для оптимального старения, но недостаточно для возврата осадков
в раствор.) Таким образом, сварка дисперсионно-упрочненных (также называемых состаренными)
материалов приведет к снижению прочности ЗТВ. Для мелких компонентов это
можно подвергнуть весь компонент дисперсионному твердению
цикла, но в большинстве случаев обычно ничего нельзя сделать
чтобы исправить это снижение прочности в ЗТВ дисперсионно-твердеющего
материал.
Сварка высокопрочных алюминиевых сплавов обычно приводит к снижению прочности в зонах термического влияния сварки. (HAZ) В этом алюминиевом шасси автомобиля это компенсируется конструкцией за счет размещения сварных швов (могу добавить, не очень красивых сварных швов) в зонах с меньшим напряжением.
Типичная термообработка после сварки (PWHT)
Хотя
теоретически возможно выполнить любую из описанных термообработок
ранее в качестве термической обработки после сварки (PWHT) практически это не
кейс. Типичные термические обработки после сварки следующие:
- Стресс
Сбросьте: Сварка создает высокие остаточные напряжения в металлах в регионе
вокруг сварного шва. Это может привести к снижению характеристик вязкости разрушения и
восприимчивость к механизмам коррозии, таким как коррозионное растрескивание под напряжением. (SCC)
Снятие напряжения, вероятно, является наиболее часто выполняемой термической обработкой после сварки, особенно на
углеродистые стали и углеродистые марганцевые стали. Снятие стресса обычно является кодом
требования к оборудованию, работающему под давлением, выше определенной толщины. (Каждый код имеет
различные правила для определения того, когда требуется снятие напряжения.) Для углерода
стали, снятие напряжения обычно составляет около 580°C – 650°C. Обратите внимание, что
лечение для снятия стресса в верхней части диапазона может снизить
прочность стали TMCP. Если для сталей TMCP требуется термическая обработка после сварки, она должна
предпочтительно делать в нижней части диапазона.
- Температура: Для низколегированных сталей и других материалов, которые естественным образом затвердевают при сварке, характер почти всегда требуется. Температуры отпуска могут варьироваться в широких пределах, но для низколегированных сталей обычно составляет около 700°C – 750°C. (Некоторые угасшие и отпущенные микролегированные стали могут иметь значительно более низкий отпуск температуры.) Обратите внимание, что при температуре отпуска после сварки после термообработки выше этой основного металла ослабит основной металл. Следовательно, послесварочная термообработка рекомендуется быть примерно на 30°C ниже, чем отпуск основного металла.
- Нормализация: Большинство крупных и сложных по форме конструкций не могут быть подвергнуты нормализации. ПВТ. Причина в том, что материал становится таким слабым при замачивании.
температура (обычно 950°C для углеродистых сталей), которую он не может выдержать
структуры, что приводит к катастрофическим изгибам и деформации. Нормализующая послесварочная термообработка
поэтому выполняется только на довольно простых компонентах, которые могут быть легко
поддерживается. Типичным примером может быть сварной выпуклый конец сосуда под давлением,
до того, как он будет приварен к самому сосуду.
 Обратите внимание, что
лечение для снятия стресса в верхней части диапазона может снизить
прочность стали TMCP. Если для сталей TMCP требуется термическая обработка после сварки, она должна
предпочтительно делать в нижней части диапазона.
Обратите внимание, что
лечение для снятия стресса в верхней части диапазона может снизить
прочность стали TMCP. Если для сталей TMCP требуется термическая обработка после сварки, она должна
предпочтительно делать в нижней части диапазона. ПВТ. Причина в том, что материал становится таким слабым при замачивании.
температура (обычно 950°C для углеродистых сталей), которую он не может выдержать
структуры, что приводит к катастрофическим изгибам и деформации. Нормализующая послесварочная термообработка
поэтому выполняется только на довольно простых компонентах, которые могут быть легко
поддерживается. Типичным примером может быть сварной выпуклый конец сосуда под давлением,
до того, как он будет приварен к самому сосуду.
ПВТ. Причина в том, что материал становится таким слабым при замачивании.
температура (обычно 950°C для углеродистых сталей), которую он не может выдержать
структуры, что приводит к катастрофическим изгибам и деформации. Нормализующая послесварочная термообработка
поэтому выполняется только на довольно простых компонентах, которые могут быть легко
поддерживается. Типичным примером может быть сварной выпуклый конец сосуда под давлением,
до того, как он будет приварен к самому сосуду.Риски, связанные с термической обработкой после сварки
Последующая обработка
Термическая обработка сварных швов (PWHT) не лишена риска. Ниже приведен список потенциальных
проблемы, которые могут возникнуть при выполнении термообработки после сварки.
- Потеря
прочности: Чрезмерное время или слишком высокая температура
термообработка после сварки для снятия напряжения может привести к снижению прочности материала.
Обработка отпуском также может привести к снижению прочности закаленных и
закаленные материалы. Поэтому время и температура должны быть
контролируемый.
- Искажение или
обрушение: Температура снятия напряжения или отпуска приводит к тому, что материал
то есть значительно более низкая прочность при повышенных температурах. Если
элемент конструкции испытывает на него некоторую нагрузку, то при послесварочной термообработке
цикла он может погнуться или деформироваться. Это может иметь катастрофические и высокие затраты
последствия. Поэтому важно убедиться, что все конструкции
подвержены воздействию высоких температур, должным образом поддерживаются. Кроме того, если один
Часть конструкции испытывает значительно более высокие температуры, чем
других сечениях, разница в тепловых расширениях также может привести к серьезным
искажения конструкции. Такая ситуация обычно возникает, когда
Кожухотрубные теплообменники подвергаются термообработке после сварки для снятия напряжений, когда
температура оболочки повышается и понижается в температуре гораздо быстрее, чем
трубы. Важно следить за тем, чтобы не было чрезмерной температуры
градиенты или различия во время операции термообработки после сварки. Для обеспечения этого следует
иметь достаточно термопар, прикрепленных к компонентам, чтобы гарантировать, что неприемлемое
температурных градиентов не бывает. В некоторых печах также может быть
возможное попадание пламени на некоторые локальные точки на сосуде. Это могло, это может
локально повышать температуру до значений выше фазового превращения
температура (более низкая критическая температура), приводящая к неожиданным фазовым изменениям
а также изменения громкости. Они могут не только уменьшить
механические свойства, но и привести к деформации. Чтобы предотвратить это, существует
должны быть эскизы загрузки печи, показывающие, как будет происходить столкновение с пламенем
предотвращены, а также должны быть установлены термопары в местах
ближе всего к горелкам газовых или жидкотопливных печей.
- Охрупчивание или растрескивание: Некоторые плавки
материал может содержать микроэлементы, которые делают его восприимчивым к «закалке».
охрупчивание». (обычно хром) Во время термообработки после сварки некоторые интерметаллические
могут образовываться очень хрупкие фазы, что приводит к значительному и
потенциально катастрофическое охрупчивание компонента или конструкции. Для обеспечения
что этого не произойдет, материалы следует приобретать с проверкой на
образцы, подвергшиеся моделируемому циклу термообработки после сварки. Некоторые стальные компоненты
также могут иметь некоторое количество остаточного аустенита в своей структуре из-за их
предыдущие термообработки. При термообработке после сварки этот остаточный аустенит может превратиться в
мартенситоподобная структура, которая является хрупкой. Коды обычно требуют, чтобы
окончательная проверка и неразрушающий контроль (НК) должны выполняться после термической обработки после сварки
работы, для обнаружения любых дефектов, которые образовались во время операции PWHT. твердость
испытание после термообработки после сварки также помогает определить, не произошло ли упрочнение
произошло во время термической обработки после сварки. (Обратите внимание, что не все механизмы охрупчивания связаны с более высокой твердостью металла.)
 Поэтому время и температура должны быть
контролируемый.
Поэтому время и температура должны быть
контролируемый. Для обеспечения этого следует
иметь достаточно термопар, прикрепленных к компонентам, чтобы гарантировать, что неприемлемое
температурных градиентов не бывает. В некоторых печах также может быть
возможное попадание пламени на некоторые локальные точки на сосуде. Это могло, это может
локально повышать температуру до значений выше фазового превращения
температура (более низкая критическая температура), приводящая к неожиданным фазовым изменениям
а также изменения громкости. Они могут не только уменьшить
механические свойства, но и привести к деформации. Чтобы предотвратить это, существует
должны быть эскизы загрузки печи, показывающие, как будет происходить столкновение с пламенем
предотвращены, а также должны быть установлены термопары в местах
ближе всего к горелкам газовых или жидкотопливных печей.
Для обеспечения этого следует
иметь достаточно термопар, прикрепленных к компонентам, чтобы гарантировать, что неприемлемое
температурных градиентов не бывает. В некоторых печах также может быть
возможное попадание пламени на некоторые локальные точки на сосуде. Это могло, это может
локально повышать температуру до значений выше фазового превращения
температура (более низкая критическая температура), приводящая к неожиданным фазовым изменениям
а также изменения громкости. Они могут не только уменьшить
механические свойства, но и привести к деформации. Чтобы предотвратить это, существует
должны быть эскизы загрузки печи, показывающие, как будет происходить столкновение с пламенем
предотвращены, а также должны быть установлены термопары в местах
ближе всего к горелкам газовых или жидкотопливных печей. Для обеспечения
что этого не произойдет, материалы следует приобретать с проверкой на
образцы, подвергшиеся моделируемому циклу термообработки после сварки. Некоторые стальные компоненты
также могут иметь некоторое количество остаточного аустенита в своей структуре из-за их
предыдущие термообработки. При термообработке после сварки этот остаточный аустенит может превратиться в
мартенситоподобная структура, которая является хрупкой. Коды обычно требуют, чтобы
окончательная проверка и неразрушающий контроль (НК) должны выполняться после термической обработки после сварки
работы, для обнаружения любых дефектов, которые образовались во время операции PWHT. твердость
испытание после термообработки после сварки также помогает определить, не произошло ли упрочнение
произошло во время термической обработки после сварки. (Обратите внимание, что не все механизмы охрупчивания связаны с более высокой твердостью металла.)
Для обеспечения
что этого не произойдет, материалы следует приобретать с проверкой на
образцы, подвергшиеся моделируемому циклу термообработки после сварки. Некоторые стальные компоненты
также могут иметь некоторое количество остаточного аустенита в своей структуре из-за их
предыдущие термообработки. При термообработке после сварки этот остаточный аустенит может превратиться в
мартенситоподобная структура, которая является хрупкой. Коды обычно требуют, чтобы
окончательная проверка и неразрушающий контроль (НК) должны выполняться после термической обработки после сварки
работы, для обнаружения любых дефектов, которые образовались во время операции PWHT. твердость
испытание после термообработки после сварки также помогает определить, не произошло ли упрочнение
произошло во время термической обработки после сварки. (Обратите внимание, что не все механизмы охрупчивания связаны с более высокой твердостью металла.)Методы термической обработки после сварки
Есть
Существуют 3 типичных метода применения тепла для термообработки после сварки.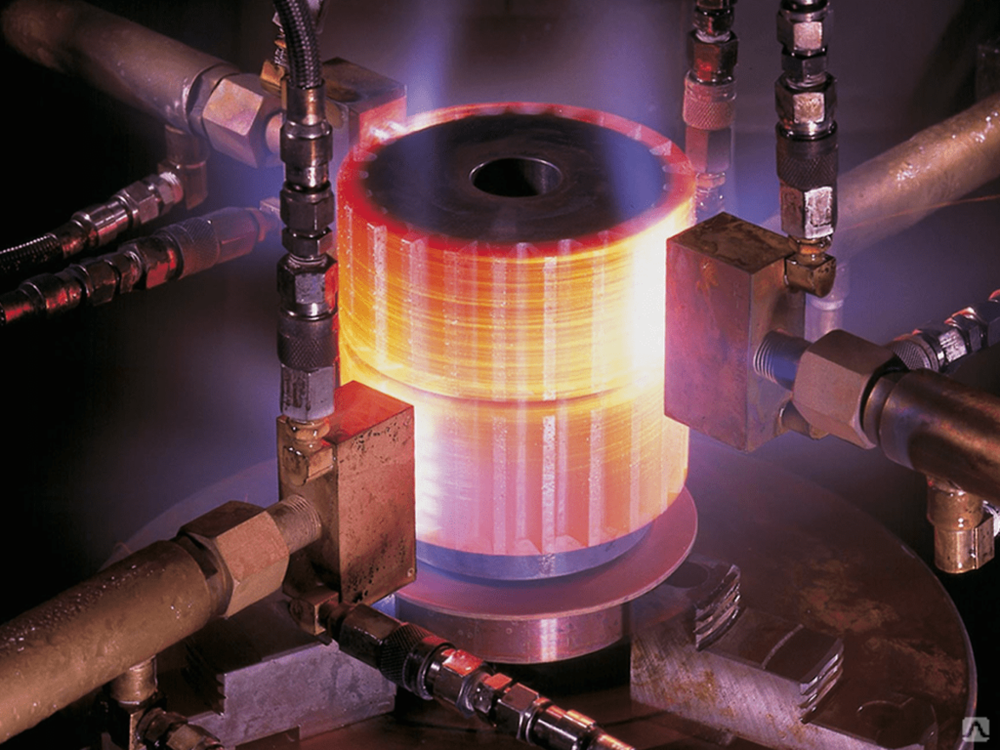 Эти методы следующие:
Эти методы следующие:
- Печь: При термообработке после сварки в печи весь компонент обычно помещают в печь, и температурный цикл применяется ко всему составная часть. Очевидно, это означает, что компонент или структура не должны быть такими большой, что не влезает в печь. Кроме того, компонент должен быть перемещен в где находится печь. Для работ по техническому обслуживанию или для длинных громоздких компоненты, это часто нецелесообразно. Основное преимущество этого вида термообработки после сварки является то переменное расширение, вызванное чрезмерными температурными градиентами (различными температуры в различных частях компонента) могут быть сведены к минимуму. К Для этого важны скорости нагрева и охлаждения, так как более толстые секции будут как правило, требуется больше времени для нагрева или охлаждения, чем для более тонких секций.
- Внутреннее зажигание: В этом методе компонент изолируется снаружи и нагревается.
вводится внутрь компонента до тех пор, пока весь компонент не нагреется
до необходимой температуры. Обычно тепло отводится за счет сжигания газа.
горелки. Очевидно, что это подходит только для компонентов «полого» типа, таких как
сосуды под давлением. Это также довольно дорогой вариант, связанный с рисками.
с соответствующей изоляцией и пламенем от горелок.
- Местный внешний нагрев: Этот метод термообработки после сварки
подходит для удлиненных компонентов, которые нуждаются в нагреве только в локальных областях,
а не весь компонент. Это характерно для кольцевых сварных швов на
трубопроводов или замыкающих сварных швов на длинных сосудах под давлением. В этом методе какой-то
элемент вводит тепло снаружи компонента (иногда элементы
размещаются внутри и снаружи, чтобы способствовать равномерному нагреву) обычно в
полоса по всей окружности компонента. Подходящая изоляция сохраняет
тепло от потери с поверхности через конвекцию и излучение.
Однако тепло теряется за счет теплопроводности в неотапливаемых участках.
составная часть. Поэтому важно контролировать температурные градиенты от
области, испытывающей PWHT, к областям, которые все еще «холодные». Если это не
сделано осторожно, переменное тепловое расширение может фактически привести к остаточному
напряжения в зонах, прилегающих к зоне послесварочной термической обработки, которые
можно просто переместить проблему из одного места в другое.
 Обычно тепло отводится за счет сжигания газа.
горелки. Очевидно, что это подходит только для компонентов «полого» типа, таких как
сосуды под давлением. Это также довольно дорогой вариант, связанный с рисками.
с соответствующей изоляцией и пламенем от горелок.
Обычно тепло отводится за счет сжигания газа.
горелки. Очевидно, что это подходит только для компонентов «полого» типа, таких как
сосуды под давлением. Это также довольно дорогой вариант, связанный с рисками.
с соответствующей изоляцией и пламенем от горелок.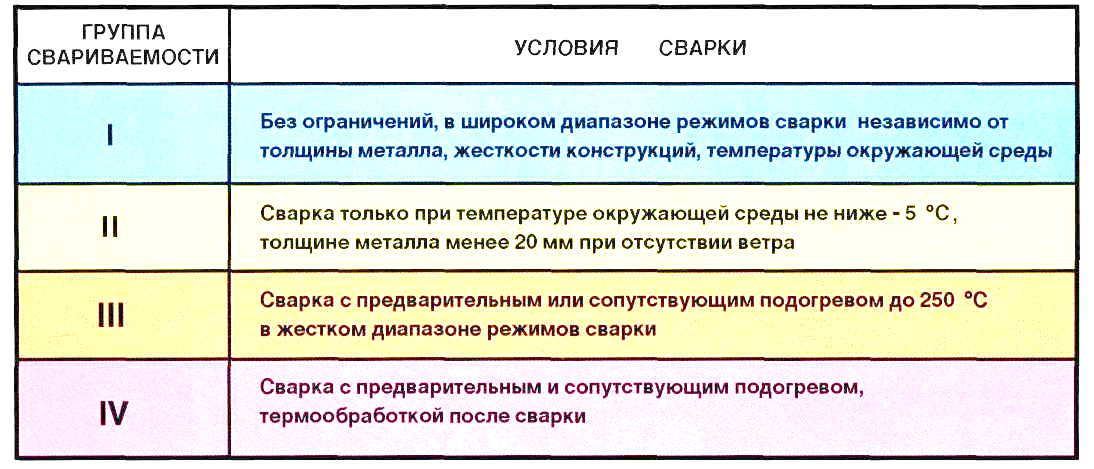 Если это не
сделано осторожно, переменное тепловое расширение может фактически привести к остаточному
напряжения в зонах, прилегающих к зоне послесварочной термической обработки, которые
можно просто переместить проблему из одного места в другое.
Если это не
сделано осторожно, переменное тепловое расширение может фактически привести к остаточному
напряжения в зонах, прилегающих к зоне послесварочной термической обработки, которые
можно просто переместить проблему из одного места в другое.Источники тепла для послесварочной термообработки
В зависимости
По способу применения тепла во время термообработки после сварки существует ряд различных термических
источники. Типичные источники тепла:
- Газ или нефть
Горелки: Обычно используются в больших печах или при выполнении
внутреннее зажигание компонента. Основная проблема в том, что горелки
потенциально могут воздействовать на компоненты, приводя к «горячим точкам», где
температура слишком высока по сравнению с остальной частью компонента. печь
поэтому планировка должна быть тщательно спланирована, чтобы убедиться, что она не
случаться. Как правило, дополнительные термопары будут применяться в
зоны, где возможно попадание пламени во время термообработки после сварки.
- Электрика Нагревательные элементы сопротивления: Они часто используются для локальной термообработки после сварки составные части. Они имеют форму матов, которые имеют электрическое сопротивление провода «вплетены» в керамические бусины. Затем эти «тепловые шарики» прикрепляются к поверхность, подлежащая послесварочной термической обработке. Часто их просто держат на месте с помощью стальной проволоки. При использовании этих нагревательных элементов элементы размещают на поверхности металла, а вокруг накладывают изоляцию. снаружи, чтобы сохранить тепло внутри.
- Индукционный нагрев: В этом источнике тепла
элемент (часто просто кабель, намотанный на трубу) имеет высокую частоту
переменный электрический ток, проходящий через него. Этот переменный ток
возникает магнитное поле вокруг элемента. Магнитное поле в свою очередь
в металле возникают вихревые токи. Затем вихревые токи приводят к
резистивный нагрев металла. По сути, металл подвергается нагреву после сварки. лечение на самом деле нагревательный элемент. (Это работает примерно так же, как
плиты индукционного нагрева для приготовления пищи.) Этот источник тепла имеет номер
преимуществ. Во-первых, обычно это приводит к более быстрому нагреву.
чем использование горелок или электрических нагревателей сопротивления. Второе преимущество
заключается в том, что нагревательные змеевики могут располагаться снаружи изоляции
который помещается на металл, чтобы сохранить тепло. Это означает, что
элементы не подвергаются воздействию высоких температур, поэтому система более надежна.
Третье преимущество заключается в том, что эта система, как правило, более энергоэффективна, чем
метод нагрева электрическим сопротивлением. Есть и некоторые недостатки.
Во-первых, сильные магнитные поля могут воздействовать на некоторые
приборов, а также есть некоторые опасения относительно долгосрочной безопасности
аспекты. Если у вас есть кардиостимулятор, вы, скорее всего, не захотите повеситься.
вокруг этого типа оборудования, когда оно работает. Другим недостатком является
что если что-то пойдет не так с управлением, то будет намного проще
материал может сильно перегреться до того, как оператор поймет, что
система вышла из-под контроля. Это можно смягчить, обеспечив наличие
достаточно «запасных» термопар, так как проблема в основном возникает при контроле термопар
оторваться от компонента.

 лечение на самом деле нагревательный элемент. (Это работает примерно так же, как
плиты индукционного нагрева для приготовления пищи.) Этот источник тепла имеет номер
преимуществ. Во-первых, обычно это приводит к более быстрому нагреву.
чем использование горелок или электрических нагревателей сопротивления. Второе преимущество
заключается в том, что нагревательные змеевики могут располагаться снаружи изоляции
который помещается на металл, чтобы сохранить тепло. Это означает, что
элементы не подвергаются воздействию высоких температур, поэтому система более надежна.
Третье преимущество заключается в том, что эта система, как правило, более энергоэффективна, чем
метод нагрева электрическим сопротивлением. Есть и некоторые недостатки.
Во-первых, сильные магнитные поля могут воздействовать на некоторые
приборов, а также есть некоторые опасения относительно долгосрочной безопасности
аспекты. Если у вас есть кардиостимулятор, вы, скорее всего, не захотите повеситься.
вокруг этого типа оборудования, когда оно работает.
лечение на самом деле нагревательный элемент. (Это работает примерно так же, как
плиты индукционного нагрева для приготовления пищи.) Этот источник тепла имеет номер
преимуществ. Во-первых, обычно это приводит к более быстрому нагреву.
чем использование горелок или электрических нагревателей сопротивления. Второе преимущество
заключается в том, что нагревательные змеевики могут располагаться снаружи изоляции
который помещается на металл, чтобы сохранить тепло. Это означает, что
элементы не подвергаются воздействию высоких температур, поэтому система более надежна.
Третье преимущество заключается в том, что эта система, как правило, более энергоэффективна, чем
метод нагрева электрическим сопротивлением. Есть и некоторые недостатки.
Во-первых, сильные магнитные поля могут воздействовать на некоторые
приборов, а также есть некоторые опасения относительно долгосрочной безопасности
аспекты. Если у вас есть кардиостимулятор, вы, скорее всего, не захотите повеситься.
вокруг этого типа оборудования, когда оно работает. Другим недостатком является
что если что-то пойдет не так с управлением, то будет намного проще
материал может сильно перегреться до того, как оператор поймет, что
система вышла из-под контроля. Это можно смягчить, обеспечив наличие
достаточно «запасных» термопар, так как проблема в основном возникает при контроле термопар
оторваться от компонента.
Другим недостатком является
что если что-то пойдет не так с управлением, то будет намного проще
материал может сильно перегреться до того, как оператор поймет, что
система вышла из-под контроля. Это можно смягчить, обеспечив наличие
достаточно «запасных» термопар, так как проблема в основном возникает при контроле термопар
оторваться от компонента.Код Требования к термообработке после сварки
As
как правило, производственные нормы определяют, когда требуется термообработка после сварки, и
определенный цикл термообработки после сварки. Они также обычно устанавливают требования с точки зрения
методы, которые можно использовать, а также максимальные скорости нагрева и охлаждения и
максимально допустимые температурные градиенты. Примерами таких кодов могут быть ASME.
VIII, BS 5500 или AS 4458 для сосудов под давлением и ASME B31.3 или AS 4458 для
трубопровод.
Есть
также другие руководства и рекомендуемые практические документы, которые помогают в
обеспечение правильного выполнения термообработки после сварки. Широко используемый документ в этом
следует учитывать AWS D1.10, который является рекомендуемой практикой для локальной термообработки трубопроводов после сварки.
Широко используемый документ в этом
следует учитывать AWS D1.10, который является рекомендуемой практикой для локальной термообработки трубопроводов после сварки.
Термическая обработка после сварки Заключение
Последующая обработка
Термическая обработка сварных швов (PWHT) сама по себе является специализированной областью со многими
технические специалисты, специализирующиеся на эксплуатации оборудования и печей для термообработки после сварки. Если ты
заинтересованы в такой работе, а затем приобретите компанию в
ваш регион, который выполняет этот тип работы, и узнайте, могут ли они предложить вам работу. Самый
время, эти компании также предоставят вам необходимое обучение
для эксплуатации своего специального оборудования.
Другое
техническая проблема связана со сравнением различных циклов PWHT. Так как это
немного технически подробной темы, я обратился к ней на веб-странице
собственный. Нажмите здесь, чтобы увидеть, насколько отличается
можно сравнивать циклы термообработки.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
ТЕРМООБРАБОТКА ДО ИЛИ ПОСЛЕ СВАРКИ
Термическая обработкамикро / 10 марта 2018 г.
Краткий обзор того, как тепло превращает любой металл в любую форму желаемого дизайна при нагревании. Поскольку все мы знаем, что когда сталь нагревается до определенной температуры, она соответственно сваривается, более того, доля тепла, которая выделяется на ней, имеет микроструктуру, отличную от структуры основного металла, которая называется . Зона или H.A.Z. как сокращенно.
При сварке, быстром нагреве и охлаждении происходит процесс, который приводит к жесткому термическому циклу вблизи линии сварки любого металла, который погружается в зону нагрева. Термический цикл вызывает неравномерный нагрев и охлаждение материала, что в конечном итоге приводит к образованию более твердой зоны термического влияния, выдерживающих напряжения и выступающего холодного растрескивания в металле сварного шва и основном металле. Опасные устойчивые напряжения обычно приводят к различным температурам нагрева и охлаждения. Сварка является распространенным примером как таковой. Сжатие металла по длине сварного шва частично предотвращается большим прилегающим массивом холодного металла, что создает устойчивые растягивающие напряжения вдоль точек сварки.
Опасные устойчивые напряжения обычно приводят к различным температурам нагрева и охлаждения. Сварка является распространенным примером как таковой. Сжатие металла по длине сварного шва частично предотвращается большим прилегающим массивом холодного металла, что создает устойчивые растягивающие напряжения вдоль точек сварки.
Свойства сварки чаще вызывают проблемы, чем свойства основного металла, и во многих случаях они даже доминируют над общими характеристиками конструкции, создавая проблемы в процессе производства.
Таким образом, для решения таких проблем у нас используется термическая обработка перед сваркой (предварительный нагрев) и после сварки, послесварочная термообработка (PWHT). Как мы видим, эффективный предварительный нагрев и последующий нагрев являются основными средствами, с помощью которых свойства зоны термического влияния и минимальные потенциальные свойства для водорода приводят к образованию трещин в сварных швах. Поскольку мы рассматриваем инженерные решения по управлению теплом, основные принципы этих методов обогрева предлагаются ниже:
ОСНОВА ПРЕДВАРИТЕЛЬНОГО НАГРЕВА
Проведение процедуры нагрева металла при некоторой требуемой заранее заданной температуре является обязательным, что может сделать его полезным, когда он фактически попадет в сварку, называется «предварительный нагрев». ‘. Детали и эффекты могут различаться от металла к металлу в различных ситуациях, так как каждый металл образуется при различных температурах нагрева, но, в конце концов, основная цель состоит в том, чтобы проверить поведение при охлаждении после того, как он остынет после сварки, чтобы его пропорция усадки получает меньше стресса в этот период охлаждения. Процесс предварительного нагрева подготавливает металл, чтобы сделать его более эффективным для сварки. Учитывая, что предварительный нагрев является важным сценарием, он помогает быстро увеличить толщину основного металла и повысить жесткость сварной конструкции из-за возникших ограничений.
‘. Детали и эффекты могут различаться от металла к металлу в различных ситуациях, так как каждый металл образуется при различных температурах нагрева, но, в конце концов, основная цель состоит в том, чтобы проверить поведение при охлаждении после того, как он остынет после сварки, чтобы его пропорция усадки получает меньше стресса в этот период охлаждения. Процесс предварительного нагрева подготавливает металл, чтобы сделать его более эффективным для сварки. Учитывая, что предварительный нагрев является важным сценарием, он помогает быстро увеличить толщину основного металла и повысить жесткость сварной конструкции из-за возникших ограничений.
Кроме того, при предварительном нагреве, если металл подвергается более высокой степени предварительного нагрева, тем ниже становится его поглощение тепла, которое ему необходимо генерировать для прохождения изменений, эти изменения ограничивают затвердевшее образование. Из соображений предосторожности вся закаленная сталь должна быть предварительно нагрета, чтобы снизить температуру ее охлаждения после сварки.
Кроме того, мы также должны знать, что для каждого конкретного типа стали требования к предварительному нагреву и основные методы предварительного нагрева выбираются до температуры, которая выбирается на основе процентного содержания углерода (%), присутствующего в стали, другими словами, каждая температура предварительного нагрева различна для разных металлов.
Гарантируется минимизация температуры предварительного нагрева, чтобы избежать растрескивания на следующих этапах, поскольку углерод является эквивалентным веществом в выражении своей собственной природы с небольшим содержанием сплава. Это зависит от основного металла перед сваркой. Толщина основного металла. Наличие уровня ограничения. Наличие содержания водорода, если таковое имеется. Быстрый нагрев и охлаждение при сварке неизбежно приводят к образованию твердой микроструктуры в зоне зАз. ( Тепло Зона поражения). H.A.Z. является одним из ключевых факторов, ответственных за ухудшение или постепенное ухудшение качества сварки. Х.А.З. охлаждается с разной скоростью, а также требует различной микроструктуры, что обычно считается потерей в сварном соединении.
Х.А.З. охлаждается с разной скоростью, а также требует различной микроструктуры, что обычно считается потерей в сварном соединении.
ПОСЛЕСВАРОЧНЫЕ ТЕПЛОВЫЕ ТЕХНИКИ
Этот метод также называется PWHT – Послесварочная термическая обработка/методы – это процедура, используемая для улучшения конструкции путем получения свойств при сварке H.A.Z. Зона термического влияния. Выполняя точные положения, после сварки можно обуздать скорость охлаждения при сварке. Кроме того, таким образом, функции PWHT также заключаются в отпуске, т. Е. (Степень твердости и эластичности стали), твердости свариваемого металла и H.A.Z. чтобы уменьшить твердость и повысить ударную вязкость избыточного напряжения, связанного со сваркой.
Наконец, мы также можем констатировать, что доступное содержимое в Post. Сварка. Нагревать. Обработка (PWHT) предлагается для определенных сплавов и присадочных металлов, а также для их толщины и устойчивости этих сварных швов. Другими словами, головка столба сводит к минимуму воздействие водородного растрескивания (HIC).
Для возникновения HIC существуют 3 фактора, а именно: Чувствительная микроструктура, Достаточный уровень водорода или Высокий уровень стресса. Что ж, необходимость или потребность в PWHT зависит от требований к материалам и услугам, а также других факторов, которые увеличивают потребность в PWHT, таких как размеры, конструкция соединения, сварка и т. д.
Что такое термическая обработка после сварки (PWHT)?
Что это? Зачем нужен ПВТ? Как проводится ПВТ?
Слышали ли вы о термической обработке после сварки (PWHT)? Конечно, есть. Если вы занимаетесь сваркой, вы наверняка слышали этот термин. Но что такое ПХВТ? Когда требуется PWHT? При какой температуре следует проводить PWHT? Термическая обработка материалов может быть очень сложной темой, но когда дело доходит до термической обработки после сварки, она сводится к простой концепции: PWHT проводится для сохранения или улучшения прочности и механических свойств материала, а также для снятия остаточных напряжений. В производстве стали наиболее распространенными процедурами PWHT являются последующий нагрев и снятие напряжений.
В производстве стали наиболее распространенными процедурами PWHT являются последующий нагрев и снятие напряжений.
При сварке мы подводим достаточно тепла, чтобы расплавить основной материал. Эта повышенная температура вызывает микроструктурные изменения в основном материале, которые могут изменить очень важные свойства материала, такие как прочность на растяжение, твердость, пластичность и ударная вязкость. Степень влияния на эти свойства зависит от химического состава основного материала и скорости охлаждения после сварки. Требования к обработке PWHT обычно диктуются нормами и стандартами, а также любыми особыми требованиями, обусловленными условиями эксплуатации сварной конструкции.
При изготовлении стали использование PWHT обусловлено необходимостью сопротивления хрупкому разрушению за счет последующего нагрева и снижения остаточных напряжений за счет снятия напряжения.
Последующий нагрев в первую очередь используется для предотвращения водородного растрескивания (HIC), также известного как холодное растрескивание и водородное растрескивание (HAC).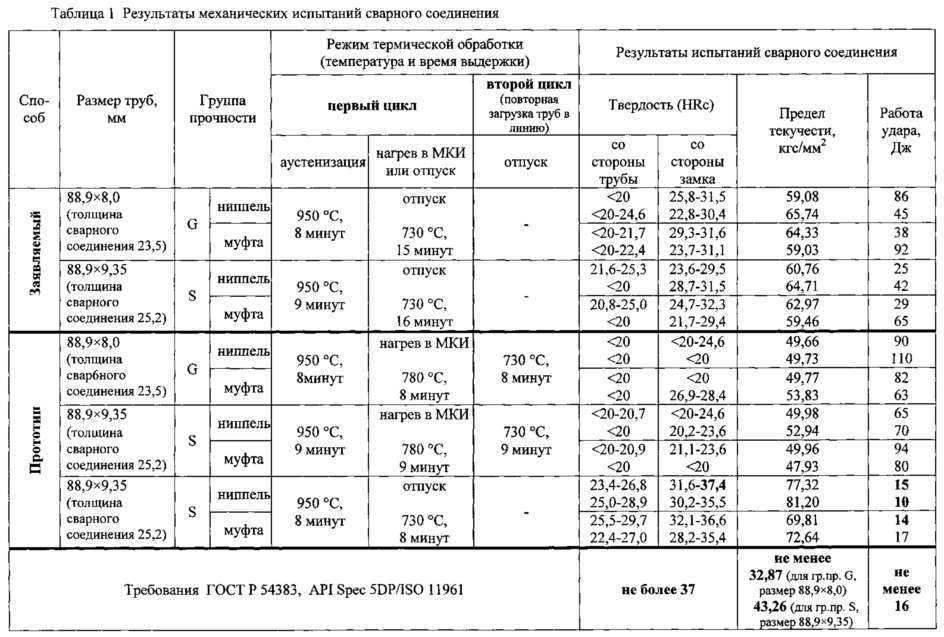 Для возникновения HIC должны присутствовать три вещи:
Для возникновения HIC должны присутствовать три вещи:
- Восприимчивая микроструктура основного материала (обычно из-за высокого уровня углерода)
- Пороговый уровень водорода
- Повышенный уровень стресса (внутренний или внешний)
Для получения более подробной информации по этой теме вы можете прочитать Факторы, влияющие на водородное растрескивание.
Если вы устраните один из трех вышеперечисленных факторов, растрескивания, вызванного водородом, не произойдет. Последующий нагрев позволяет водороду диффундировать из сварного шва и зоны термического влияния (ЗТВ), тем самым уменьшая количество диффундирующего водорода ниже порогового уровня. Для получения дополнительной информации о предотвращении HIC прочитайте Предотвращение водородного растрескивания.
Сварной шов не должен охлаждаться до комнатной температуры до последующего нагрева. HIC произойдет, как только температура материала упадет ниже 200F. Прежде чем это произойдет, деталь должна быть нагрета до определенной температуры и выдержана в течение определенного времени, которое зависит от типа и толщины материала. Это позволяет водороду диффундировать из сварного шва и предотвращает образование холодных трещин при достижении комнатной температуры.
Это позволяет водороду диффундировать из сварного шва и предотвращает образование холодных трещин при достижении комнатной температуры.
Коды и стандарты определяют температуру и время выдержки. Как правило, вы должны нагревать деталь достаточно сильно, чтобы позволить водороду диффундировать из сварного шва и ЗТВ, но недостаточно сильно, чтобы вызвать какие-либо микроструктурные изменения. Как правило, эта процедура прогрева выполняется при температуре от 300°F до 600°F [149].˚С – 316˚С]. Эта температура поддерживается не менее 1 часа на каждый дюйм [25 мм] толщины материала. Всегда консультируйтесь с кодом, с которым вы работаете, или с ответственным инженером, прежде чем разрабатывать собственную процедуру последующего нагрева.
Графики, показывающие температуры и время выдержки после нагрева и PWHT, должны быть включены во все WPS. Пример такого типа диаграммы показан ниже.
Образец диаграммы PWHT для стали P91. Фактическая температура и время выдержки определяются составом и толщиной материала.
Снятие стресса является другой распространенной целью применения PWHT. Снятие напряжения осуществляется при гораздо более высокой температуре и обычно в течение более длительного периода времени, чем последующее нагревание. Напряжения могут развиваться в сварных соединениях из-за высоких уровней удерживающих и усадочных сил. Эти напряжения могут не привести к мгновенному растрескиванию детали, но значительно снизить усталостную долговечность сварной конструкции или компонента.
Снятие напряжения уменьшит эти остаточные напряжения, которые присутствуют после сварки, путем тщательного контроля нагрева детали до определенной температуры, выдержки в течение определенного периода времени и последующего контроля скорости охлаждения. В отличие от последующего нагрева, температуры для снятия напряжения намного выше. Для большинства углеродистых сталей снятие напряжения производится при температуре 1000–1400 °F [538–760 °C].
Помимо снятия напряжений, PWHT обеспечивает другие преимущества: отпуск, удаление водорода, повышенную пластичность, ударную вязкость и коррозионную стойкость. Однако имейте в виду, что PWHT также может иметь разрушительные последствия, если она выполняется неправильно или на материалах, которые не должны подвергаться термообработке после сварки.
Однако имейте в виду, что PWHT также может иметь разрушительные последствия, если она выполняется неправильно или на материалах, которые не должны подвергаться термообработке после сварки.
Превышение температуры снятия напряжения может снизить предел прочности при растяжении, сопротивление ползучести и ударную вязкость. Кроме того, некоторые стали не должны подвергаться термообработке после сварки или, по крайней мере, не рекомендуется. В стандарте AWS D1.1 по сварке конструкций (сталь) указано, что снятие напряжения со следующих распространенных конструкционных сталей не рекомендуется:
- ASTM A514 (обычно называемая сталью T-1 – торговая марка Arcelor Mittal)
- АСТМ А517
- ASTM A709 Класс HPS 100 Вт
- АСТМ А710
Стоит повторить, что любая PWHT должна выполняться в соответствии со специальными нормами или стандартами, регулирующими изготовление конструкции или компонента. Несмотря на то, что PWHT выполняется после сварки, он является частью спецификации процедуры сварки (WPS), и в этом документе должны быть приведены четкие инструкции о том, как выполнять PWHT.
Справочные материалы:
Металлы и методы их сварки – Теодор Джефферсон, Горэм Вудс
Металлургия сварки и свариваемость Джона К. Липпольда
AWS D1.1/D1.1M:2015 Structural Welding Code – Steel
2 Опубликовано
Категории: Теория и образование, Разрушение сварных швов
Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Методы термической обработки и информация по применению
Применение термической обработки
Это общие области применения термической обработки
Послесварочная термическая обработка (PWHT) Послесварочная термическая обработка (PWHT), также называемая снятием напряжений , представляет собой применение контролируемого нагрева после завершения сварки.
PWHT представляет собой релаксацию остаточного напряжения, возникающего во время сварки или в других процессах, таких как трубопроводы высокого давления, и также эффективен для удаления водорода.
PWHT Время, температура и расположение термопар определяются отраслевыми нормами. Знания и способность Axiom соответствовать или превосходить эти требования являются причиной, по которой наши клиенты полагаются на нас в отношении метода, ориентированного на качество.
Предварительный нагревПредварительный нагрев — это процесс нагрева металла до заданной температуры и поддержания ее до и во время процесса сварки.
Поддержание требуемой температуры предварительного нагрева и температуры между проходами имеет решающее значение как для получения более мягкой и менее хрупкой микроструктуры, позволяющей водороду диффундировать из металла сварного шва и ЗТВ во время сварки, так и для охлаждения металла после каждого прохода сварки.
Эти температуры часто определяются нормами или, в некоторых случаях, проверенными и определенными процедурами сварки, в некоторых случаях предварительный нагрев может быть повышен, чтобы уменьшить потребность в PWHT в определенных металлах и процессах.
Отжиг — это процесс термообработки, при котором удаляется любой водород, который мог образоваться во время сварки или проник в основной металл в технологической трубе, сосуде или конструкции, находящихся в эксплуатации.
Водород присутствует в металлах на молекулярном уровне, когда водород поглощается металлом, если его не обнаружить, это может привести к водородному растрескиванию и механическому разрушению трубы, сосуда или конструкции.
Последующий нагревПоследующий нагрев — это поддержание предварительного нагрева после завершения сварки, что позволяет произойти растворению водорода из сварного шва. Температура предварительного нагрева может быть такой же или выше, чем указанная исходная температура предварительного нагрева
Часто используется, когда сварка не завершена в материалах с более толстой стенкой, где не требуется поддерживать предварительный нагрев, и/или после сварки в эти более тяжелые материалы. Последующий нагрев также часто используется во время и после сварки ферритных сталей с повышенным сопротивлением ползучести (сталь CSEF)
Последующий нагрев также часто используется во время и после сварки ферритных сталей с повышенным сопротивлением ползучести (сталь CSEF)
Линейное оттаивание применяется для разжижения застывшего или затвердевшего продукта в технологической системе освободить продукт настолько, чтобы системы могли вернуться к полноценной работе.
Из-за некоторых сложностей этого типа нагревания перед нагреванием следует обсудить более низкие и верхние критические температуры продукта, чтобы избежать каких-либо температурных перегрузок
Методы
Ниже приведены распространенные методы термообработки
Электрическое сопротивлениеЭлектрическое сопротивление Нагрев с использованием низковольтных (80 вольт) гибких керамических нагревательных элементов, размещенных вокруг компонента, контролируемых многоточечными пультами управления термообработкой.
Питание консолей может подаваться от временного генератора или от основного источника питания внутри помещений.
Наиболее часто используемый метод в промышленности благодаря гибкости и размерам доступных нагревательных элементов (FCP), а также типам и геометрии применений, в которых мы работаем с резистивным нагревом, может обеспечить более точный контроль температуры обрабатываемых деталей.
С изменением кода в нашей среде электрическое сопротивление может стать предпочтительным методом для многих приложений.
ИндукционныйИндукционный нагрев использует электромагнитное поле для создания возмущения в молекулах металла, которое создает тепло, частота электромагнитного поля может быть выше, чем при традиционном нагреве электрическим сопротивлением, система быстрее настраивается и является хорошим инструментом для некоторых применений термообработки.
Не все металлы одинаковы, некоторые плохо воспринимают индукционные частоты, всегда полезно проверить, прежде чем приступать к этому методу
Часто используемые для нагрева и растяжения болтов индукционные стержни могут помочь ускорить открытие корпусов турбин, прессов и систем теплообменников.
Эти системы часто обеспечивают более быстрый нагрев, более быструю установку и демонтаж и могут быть более безопасным вариантом из-за наличия охлаждающих змеевиков в непосредственной близости от сварщиков и другого персонала.
Следует соблюдать осторожность и внимание при быстром нагреве в некоторых случаях, чтобы предотвратить перегрев материала.
Теплота сгоранияИспользуется для обогрева больших конструкций во временных печах, внутри сосудов, печей для обжига извести и других крупных конструкций благодаря своей эффективности. Использование газа и воздуха для подачи тепла в область, требующую термической обработки, создает однородность, которая нагревает намеченную область.
Типичными областями применения являются временные печи, PWHT сосудов под давлением и сушка огнеупоров футерованных конструкций, сосудов и печей для обжига извести.
Предпочтительный метод сушки огнеупоров. Он помогает пропускать тепло через материал для удаления любой химической воды, используемой при формировании огнеупора, а также способствует химическому связыванию и снижает вероятность выкрашивания, увеличивая срок службы и эффективность материала.
Смешанный нагрев и охлаждение
Смешанный нагрев и охлаждение — это новый метод термообработки, использующий одновременное использование 1, 2 или всех 3 методов нагрева, чтобы помочь максимизировать рассеивание температуры в нагреваемой области и метод охлаждения после того, как критерии конструкции металла будут выполнены. было выполнено, сокращение затрат на начальном этапе и сокращение времени возврата к производству на бэкэнде.
Благодаря опыту и запатентованной технологии* компании Axiom мы можем предложить подборку методов нагрева и охлаждения, которые помогут вам управлять бюджетом и сократить сроки.
Термообработка Axiom — мировой лидер в области комбинированных методов нагрева и охлаждения
*Ожидается
Свяжитесь с нами, чтобы обсудить или запланировать обед и обучение или демонстрацию
Джерри МакВини
Джерри — генеральный директор и основатель AxiomHT его опыт в области термообработки является непревзойденным, и этот опыт привел к применению инженерного решения в форме патентной защиты на некоторых новаторских решениях в области отопления и охлаждения.
Обладая более чем 40-летним опытом работы в отрасли, его способность быстро оценивать и направлять клиентов по вопросам термообработки, сложной геометрии и норм и правил позволяет ему быть в центре внимания клиентов, когда требуются услуги по термообработке.
Его послужной список и способность разбивать информацию на легко усваиваемые фрагменты информации делают его естественным кандидатом для планирования, оценки и составления графиков проектов по термообработке. Самостоятельно заверивший, что его внимание к ожидаемым изменениям кода наряду с новой технологией, которую AxiomHT выводит на рынок, является очень долгожданным дополнением к полевым услугам по термообработке.
Что такое термическая обработка после сварки (PWHT) или снятие напряжения?
Послесварочная термообработка (PWHT) или снятие напряжения
Послесварочная термообработка (PWHT), также называемая снятием напряжения (SR), представляет собой метод уменьшения, снятия и перераспределения остаточных напряжений в материале, вводится сваркой.
Послесварочная термическая обработка представляет собой контролируемый метод термической обработки, при котором свариваемые детали (свариваемый материал) повторно нагревают в печи или локальном нагревательном устройстве до температуры ниже ее
.0225 температура критического превращения (известная как AC1) , за этим следует выдержка детали при этой заданной температуре в течение определенного периода времени, известного как время выдержки.
За этим следует медленное и контролируемое охлаждение в печи, чтобы обеспечить равномерное контролируемое расширение и сжатие.
Почему требуется термообработка после сварки или PWHT?
Остаточные напряжения в сварных соединениях возникают или возникают в результате нагрева и охлаждения сварных конструкций. Во время сварки область в свариваемой детали достигает температуры выше точки плавления в очень ограниченной области, но температура быстро падает по мере дальнейшего перемещения сварочной горелки.
Это приводит к быстрому рассеиванию тепла и незначительному объему нагреваемого металла, что обеспечивает равномерный температурный градиент.
Эти условия препятствуют равномерному расширению металла из-за ограничения, вызванного соседним основным металлом, и вызывают внутренние напряжения (остаточные напряжения), деформацию и деформацию. Эти остаточные напряжения, если их не устранить, могут увеличить напряжения из-за условий эксплуатации детали и вызвать отказ во время работы.
В дополнение к вышесказанному, некоторые отрасли промышленности, такие как нефтегазовая, химическая и нефтехимическая, имеют связанные механизмы отказа, такие как растрескивание в результате коррозии под напряжением, растрескивание от сероводорода и усталостные разрушения, которые требуют обязательного снятия остаточных напряжений путем термической обработки перед установкой детали. в таких условиях, как мокрый сероводород, амин, щелочь и карбонаты.
Влияние послесварочной термообработки или PWHT на материал
Отпускающее воздействие PWHT
PWHT осуществляется ниже температуры рекристаллизации стали в различных температурных диапазонах. Температура ниже для материала из углеродистой стали и повышается для низколегированной стали.
Температура ниже для материала из углеродистой стали и повышается для низколегированной стали.
Эта температура не вызовет никаких микроструктурных изменений в структуре материала, так как материал не претерпевает никаких фазовых превращений. Тем не менее, это снижает локальные напряжения и оказывает эффект отпуска на материал за счет снижения твердости.
Это более эффективно для низколегированной стали, имеющей первичную микроструктуру в виде бейнита и мартенсита.
PWHT Влияние на механические свойства
PWHT, Термическая обработка после сварки, ее…
Пожалуйста, включите JavaScript
PWHT, Термическая обработка после сварки, ее принцип, типы и статьи кода.
Как правило, следующие эффекты термической обработки после сварки по сравнению с состоянием после сварки в сплаве:
- PWHT снижает напряжения в материале и, следовательно, снижает предел текучести.
- Влияние на прочность на растяжение не очень велико. Возможно незначительное снижение прочности на растяжение.
- За счет снижения остаточных напряжений улучшается пластичность материала.
- PWHT снижает твердость сварного шва и ЗТВ за счет снижения остаточных напряжений.
- Благодаря улучшенной пластичности и закалке материала прочность материала повышается, хотя и не на ярко выраженном уровне.
- PWHT повышает коррозионную стойкость и стойкость материалов к растрескиванию в процессе эксплуатации.
 Возможно незначительное снижение прочности на растяжение.
Возможно незначительное снижение прочности на растяжение.Влияние PWHT на свойства ползучести
Большинство материалов для повышения сопротивления ползучести представляют собой сплавы на основе хромомолибденовой стали или никеля с добавлением ниобия или сплавы с молибденом и вольфрамом. Термическая обработка после сварки хромомолибденовой стали проводится при более высоких температурах.
Например, низколегированная сталь 1,25Cr-0,5Mo PWHT при температуре от 1275°F до 1325°F проводится для достижения максимального эффекта отпуска (ползучести) сварного соединения, в то время как для общего применения диапазон температур составляет от 1225°F до 1275°F. °F. Сплавы ползучести на аустенитной основе, такие как SS347, после сварки обычно подвергаются термостабилизирующей обработке, чтобы придать материалу оптимальные свойства ползучести.
°F. Сплавы ползучести на аустенитной основе, такие как SS347, после сварки обычно подвергаются термостабилизирующей обработке, чтобы придать материалу оптимальные свойства ползучести.
Преимущества послесварочной термообработки или снятия напряжения (SR)
Послесварочная термообработка PWHT является лучшим методом для снятия остаточных напряжений и отжига сварного шва и зоны термического влияния. Отжиг для снятия напряжения также является обязательным требованием для многих условий эксплуатации, независимо от типа и толщины материала.
Некоторыми примерами таких сервисных сред являются h3S, аминовый сервис, каустический сервис и в некоторых случаях обязательные требования кода. В целом термообработка после сварки (PWHT) или снятие напряжения (SR) имеют следующие преимущества для материала:
- Уменьшить твердость сварного шва и ЗТВ.
- Повышение коррозионной стойкости материалов для критических условий эксплуатации, таких как HIC во влажной среде h3S или коррозионное растрескивание под напряжением.
- PWHT повышает пластичность материала.
- Снижает остаточные напряжения и тем самым увеличивает срок службы.
- Повышение прочности сварного шва и ЗТВ.
- Смягчение закаленных зон ЗТВ.
- Соответствует обязательным требованиям кода.
- Улучшение ползучести материалов.

Разница между последующим нагревом и снятием напряжения
Что такое последующий нагрев
- Последующий нагрев при сварке относится к нагреву сварного соединения после завершения сварки, чтобы обеспечить диффузию водорода, поддерживая температуру в зоне сварки достаточно высокой для того, чтобы водород побег. Другая цель выполнения последующего нагрева — позволить снять остаточные напряжения, поскольку иногда невозможно выполнить полную PWHT или снятие напряжения с детали. В таких случаях эффективной альтернативой является последующий нагрев.
- Если указан последующий нагрев, он начинается сразу после завершения сварки, поэтому сварному шву не дают остыть. Соблюдается определенная температура последующего нагрева, и в течение всего этого временного диапазона допускается дополнительный нагрев. Обычно после последующего нагрева сварку покрывают каволом, чтобы обеспечить медленное охлаждение, которое обеспечивает эффект отпуска в области сварки и ЗТВ.
 Соблюдается определенная температура последующего нагрева, и в течение всего этого временного диапазона допускается дополнительный нагрев. Обычно после последующего нагрева сварку покрывают каволом, чтобы обеспечить медленное охлаждение, которое обеспечивает эффект отпуска в области сварки и ЗТВ.
Соблюдается определенная температура последующего нагрева, и в течение всего этого временного диапазона допускается дополнительный нагрев. Обычно после последующего нагрева сварку покрывают каволом, чтобы обеспечить медленное охлаждение, которое обеспечивает эффект отпуска в области сварки и ЗТВ.Что такое снятие напряжения
- Снятие напряжения или SR или PWHT иногда путают с последующим нагревом после сварки. Пока это совсем другое. В SR деталь нагревают в печи или иногда локально, но всегда с контролируемой скоростью нагрева, выдерживая при определенной температуре в течение определенного периода времени, а затем контролируемо медленно охлаждая деталь в печи для эффективного снижения остаточных напряжений, возникающих из-за сварка. Снятие напряжения проводят при гораздо более высокой температуре, чем последующий нагрев.
Как проводить термообработку после сварки (PWHT)
Как проводить термообработку после сварки (PWHT) выполняется в зависимости от типа материала, толщины и применимых требований строительных норм и правил. Эти коды являются основными данными для определения температуры PWHT, скорости нагрева и охлаждения и времени выдержки для PWHT.
Эти коды являются основными данными для определения температуры PWHT, скорости нагрева и охлаждения и времени выдержки для PWHT.
Примеры строительных норм и правил: ASME B31.3 для технологических трубопроводов, ASME Раздел VIII для сосудов под давлением и AWS D1.1 для конструкционной сварки сталей. Эти коды содержат подробные требования к требованиям PWHT или SR для различных материалов и связанных с ними условий, таких как скорость нагрева и охлаждения, а также освобождение от PWHT в некоторых случаях.
Скорости нагрева и охлаждения в PWHT
Скорости термической обработки после сварки (PWHT) или скорости нагрева и охлаждения SR указаны в строительных нормах, таких как ASME Section VIII Div 1 или ASME B31.3 или AWS D1.1.
Для сосудов под давлением, изготовленных в соответствии с разделом VIII раздела 1 ASME, скорости нагрева и охлаждения указаны в пункте UCS 56 как «выше 800°F (425°C), скорость нагрева должна быть не более 400°F/ч (222 °C/ч), деленная на максимальную толщину материала (в дюймах) кожуха или днища, но максимальный предел составляет 400°F/ч (222°C/ч). Тот же предел скорости нагрева и охлаждения соответствует разделу Ⅲ NX-4623 ASME.
Тот же предел скорости нагрева и охлаждения соответствует разделу Ⅲ NX-4623 ASME.
Похожие сообщения:
- Что такое предварительный подогрев при сварке?
- Что такое зона термического влияния или ЗТВ при сварке и ширина ЗТВ
- Влияние подводимого тепла при сварке на механические свойства
- Калькулятор предварительного нагрева при сварке основных материалов, а для некоторых условий эксплуатации может потребоваться предварительный нагрев и/или термическая обработка после сварки. Эти типы термической обработки обычно требуются для обеспечения надлежащей целостности сварного шва и, как правило, предотвращают или устраняют нежелательные характеристики готового сварного шва. Любая форма термической обработки является дорогостоящей, поскольку требует дополнительного оборудования, дополнительного времени и дополнительной обработки. По этим причинам термическую обработку следует проводить только после тщательного рассмотрения преимуществ, которые она может дать. В некоторых случаях термическая обработка будет обязательной, как в случае тяжелых профилей из низколегированных сталей, тогда как в других случаях она будет оправданной мерой предосторожности против преждевременного выхода из строя.
Существует ряд причин для включения этих термических обработок в процедуру сварки, и мы рассмотрим некоторые из наиболее распространенных.
Предварительный нагрев
Предварительный нагрев, как определено в Стандартных терминах и определениях AWS по сварке, представляет собой «нагрев, подаваемый на основной металл или подложку для достижения и поддержания температуры предварительного нагрева». Температура предварительного подогрева определяется тем же документом, что и «температура основного металла в объеме, окружающем точку сварки, непосредственно перед началом сварки. При многопроходном сварном шве это также температура непосредственно перед началом второго и последующих проходов» (Температура между проходами).
Предварительный нагрев может осуществляться с использованием газовых горелок, кислородно-газового пламени, электрических одеял, индукционного нагрева или нагревания в печи. Для получения хороших результатов важно, чтобы нагрев был равномерным по всей области соединения. Интенсивный неравномерный нагрев малоэффективен для замедления охлаждения и может быть вреден, вызывая более высокие остаточные напряжения, деформацию или нежелательные металлургические изменения в основном материале. Если указан предварительный нагрев, весь сварной шов должен быть прогрет равномерно по всей толщине материала до желаемой минимальной температуры. Для получения равномерной температуры по толщине материала желательно прикладывать источники нагрева к одной стороне поверхности материала и измерять температуру материала с противоположной стороны. Всякий раз, когда нагрев и измерение температуры должны проводиться с одной и той же поверхности, инспектор должен удостовериться, что нагревалась не только поверхность материала.
Важно следить за тем, чтобы вся толщина материала была прогрета до одинаковой температуры. В дополнение к установлению температуры предварительного нагрева для некоторых применений может потребоваться рассмотрение ограничения температуры между проходами. Эта информация должна быть указана в спецификации процедуры сварки. Если указана межпроходная температура, область сварного шва должна быть осмотрена до наплавки следующего наплавленного валика. Сварка не может продолжаться, если измеренная температура превышает максимальные межпроходные условия, указанные в процедуре сварки. Перед продолжением сварки сварному соединению необходимо дать остыть до указанного верхнего предела межпроходной температуры.В зависимости от металлургических свойств материала и/или требуемых механических свойств сварного компонента предварительный нагрев и межпроходная температура могут оцениваться по разным причинам. Например, процедура сварки мягкой стали с низким содержанием углерода, относительно низкой прокаливаемостью и используемая в приложениях, не требующих особых условий эксплуатации, может предусматривать минимальный предварительный нагрев и межпроходную температуру в зависимости от толщины материала.
Процедуры сварки, используемые для термообрабатываемых низколегированных сталей и хромомолибденовых сталей с ударными нагрузками, обычно определяют минимальные и максимальные требования к температуре предварительного нагрева и межпроходной температуре. Эти низколегированные материалы могут иметь высокую прокаливаемость и подвержены водородному растрескиванию. Слишком быстрое охлаждение или перегрев этих материалов может серьезно повлиять на их эксплуатационные характеристики. При сварке никелевых сплавов нас прежде всего беспокоят высокие тепловложения в процессе сварки. Подвод тепла в процессе сварки, а также предварительный нагрев и температура между проходами могут серьезно повлиять на эти материалы. Высокое тепловложение может привести к чрезмерной конституционной ликвации, выделению карбида и другим вредным металлургическим явлениям. Эти металлургические изменения могут способствовать растрескиванию или потере коррозионной стойкости. Процедуры сварки некоторых алюминиевых сплавов, таких как термообрабатываемые серии 2ххх, 6ххх и 7ххх, часто связаны с общим снижением тепловложения. Для этих материалов контролируются максимальный предварительный нагрев и межпроходная температура, чтобы свести к минимуму влияние отжига и чрезмерного старения на зону термического влияния (ЗТВ) и последующую потерю прочности на растяжение.В критических случаях необходимо точно контролировать температуру предварительного нагрева. В этих ситуациях используются регулируемые системы нагрева, а также присоединяются термопары для контроля нагреваемой детали. Эти термопары подают сигнал на блок управления , который может регулировать источник питания, необходимый для нагрева. Используя этот тип оборудования, нагреваемая деталь может контролироваться с очень жесткими допусками.
Некоторые из причин предварительного нагрева: :
а) Для отвода влаги из зоны сварки: Обычно это выполняется путем нагрева поверхности материала до относительно низкой температуры, чуть выше точки кипения воды. Это высушит поверхность листа и удалит нежелательные загрязнения , которые в противном случае могут вызвать пористость, водородное охрупчивание или растрескивание из-за введения водорода в процессе сварки.
b) Для снижения температурного градиента: Во всех процессах дуговой сварки используется высокотемпературный источник тепла. Между локализованным источником тепла и свариваемым холодным основным материалом возникает резкий перепад температур. Эта разница температур вызывает различное тепловое расширение и сжатие, а также высокие напряжения вокруг зоны сварки. Снижение перепада температур за счет предварительного нагрева основного материала сведет к минимуму проблемы, связанные с деформацией и чрезмерным остаточным напряжением. Если предварительный нагрев не проводится, может возникнуть большая разница температур между зоной сварки и основным материалом. Это может вызвать быстрое охлаждение, приводящее к образованию мартенсита и вероятному растрескиванию при сварке некоторых материалов с высокой прокаливаемостью.
Термообработка после сварки
По разным причинам и для разных материалов используется ряд различных типов термообработки после сварки.
а) Термическая обработка после сварки чаще всего используется для снятия напряжения. Целью снятия напряжения является устранение любых внутренних или остаточных напряжений , которые могут возникнуть в результате операции сварки. Снятие напряжения после сварки может быть необходимо, чтобы уменьшить риск хрупкого разрушения, избежать последующей деформации при механической обработке или устранить риск коррозии под напряжением.
b) Для некоторых легированных сталей может потребоваться термический отпуск для получения подходящей металлургической структуры. Эта обработка обычно выполняется после охлаждения сварного шва, но при определенных обстоятельствах может быть необходимо выполнить эту обработку до того, как он остынет, чтобы предотвратить растрескивание.
c) Чрезвычайно грубые структуры сварного шва в стали, такие как те, которые получены с помощью процесса электрошлаковой сварки, могут потребовать нормализации после сварки. Эта обработка улучшит крупнозернистую структуру, уменьшит напряжения после сварки и удалит твердые зоны в зоне термического влияния.
 В некоторых случаях термическая обработка будет обязательной, как в случае тяжелых профилей из низколегированных сталей, тогда как в других случаях она будет оправданной мерой предосторожности против преждевременного выхода из строя.
В некоторых случаях термическая обработка будет обязательной, как в случае тяжелых профилей из низколегированных сталей, тогда как в других случаях она будет оправданной мерой предосторожности против преждевременного выхода из строя.
 Важно следить за тем, чтобы вся толщина материала была прогрета до одинаковой температуры. В дополнение к установлению температуры предварительного нагрева для некоторых применений может потребоваться рассмотрение ограничения температуры между проходами. Эта информация должна быть указана в спецификации процедуры сварки. Если указана межпроходная температура, область сварного шва должна быть осмотрена до наплавки следующего наплавленного валика. Сварка не может продолжаться, если измеренная температура превышает максимальные межпроходные условия, указанные в процедуре сварки. Перед продолжением сварки сварному соединению необходимо дать остыть до указанного верхнего предела межпроходной температуры.
Важно следить за тем, чтобы вся толщина материала была прогрета до одинаковой температуры. В дополнение к установлению температуры предварительного нагрева для некоторых применений может потребоваться рассмотрение ограничения температуры между проходами. Эта информация должна быть указана в спецификации процедуры сварки. Если указана межпроходная температура, область сварного шва должна быть осмотрена до наплавки следующего наплавленного валика. Сварка не может продолжаться, если измеренная температура превышает максимальные межпроходные условия, указанные в процедуре сварки. Перед продолжением сварки сварному соединению необходимо дать остыть до указанного верхнего предела межпроходной температуры. Процедуры сварки, используемые для термообрабатываемых низколегированных сталей и хромомолибденовых сталей с ударными нагрузками, обычно определяют минимальные и максимальные требования к температуре предварительного нагрева и межпроходной температуре. Эти низколегированные материалы могут иметь высокую прокаливаемость и подвержены водородному растрескиванию. Слишком быстрое охлаждение или перегрев этих материалов может серьезно повлиять на их эксплуатационные характеристики. При сварке никелевых сплавов нас прежде всего беспокоят высокие тепловложения в процессе сварки. Подвод тепла в процессе сварки, а также предварительный нагрев и температура между проходами могут серьезно повлиять на эти материалы. Высокое тепловложение может привести к чрезмерной конституционной ликвации, выделению карбида и другим вредным металлургическим явлениям. Эти металлургические изменения могут способствовать растрескиванию или потере коррозионной стойкости. Процедуры сварки некоторых алюминиевых сплавов, таких как термообрабатываемые серии 2ххх, 6ххх и 7ххх, часто связаны с общим снижением тепловложения.
Процедуры сварки, используемые для термообрабатываемых низколегированных сталей и хромомолибденовых сталей с ударными нагрузками, обычно определяют минимальные и максимальные требования к температуре предварительного нагрева и межпроходной температуре. Эти низколегированные материалы могут иметь высокую прокаливаемость и подвержены водородному растрескиванию. Слишком быстрое охлаждение или перегрев этих материалов может серьезно повлиять на их эксплуатационные характеристики. При сварке никелевых сплавов нас прежде всего беспокоят высокие тепловложения в процессе сварки. Подвод тепла в процессе сварки, а также предварительный нагрев и температура между проходами могут серьезно повлиять на эти материалы. Высокое тепловложение может привести к чрезмерной конституционной ликвации, выделению карбида и другим вредным металлургическим явлениям. Эти металлургические изменения могут способствовать растрескиванию или потере коррозионной стойкости. Процедуры сварки некоторых алюминиевых сплавов, таких как термообрабатываемые серии 2ххх, 6ххх и 7ххх, часто связаны с общим снижением тепловложения. Для этих материалов контролируются максимальный предварительный нагрев и межпроходная температура, чтобы свести к минимуму влияние отжига и чрезмерного старения на зону термического влияния (ЗТВ) и последующую потерю прочности на растяжение.
Для этих материалов контролируются максимальный предварительный нагрев и межпроходная температура, чтобы свести к минимуму влияние отжига и чрезмерного старения на зону термического влияния (ЗТВ) и последующую потерю прочности на растяжение.