Стыковая сварка сопротивлением
Сеть профессиональных контактов специалистов сварки
Первая стадия процесса сварки — установка деталей в электродных губках машины и их зажатие — аналогична подобной стадии при сварке оплавлением. Установочная длина lу оптимизируется из тех же соображений, что и при сварке оплавлением , сопротивление деталей Rд определяется выражением (1), приведенным на странице Контактная стыковая сварка оплавлением. Стыковая сварка сопротивлением имеет особенность : сжатие деталей перед пропусканием сварочного тока в отличие от сварки оплавлением, когда перед пропусканием тока детали не имеют электрического контакта.
Другие страницы по темам
Стыковая сварка сопротивлением
и оплавлением:
Давление сжатия деталей в зависимости от типа материала на один -два порядка выше, чем при сварке оплавлением. При таком давлении, называемом давлением нагрева pн (см . на рис .
Вторая стадия процесса сварки — нагрев — начинается с пропускания сварочного тока Iсв через зону сварки. Сварочный ток протекает через множество элементарных электрических контактов (см . рис . 1) аналогично точечной сварке.
Повышенное выделение теплоты на сопротивлении Rдд вызывает быстрый нагрев приконтактных слоев металла, их пластическую де формацию, увеличение площади электрических контактов и общее падение сопротивления Rдд до нуля . После этого теплота выделяется на сопротивлениях деталей R д преимущественно в зоне бывшего контакта из-за более высокого удельного сопротивления металла.
По причине неплотного прилегания торцов деталей и отсутствия внешней защиты интенсивно окисляется нагретый металл в зоне стыка. Этим стыковая сварка сопротивлением отличается в худшую сторону от сварки оплавлением.
Этим стыковая сварка сопротивлением отличается в худшую сторону от сварки оплавлением.
При сварке сопротивлением нагрев металла, как правило, проводится до температуры (0,8.. .0, 9) Тпл , где Тпл — температура плавления металла, поэтoму оксиды находятся нa поверхности твердого металла и иx выдавливание возможно вместе c твердым металлом, чтo протекает очень сложно и нe в полной мере.
Выдавливание металла из стыка начинается при нагреве под давлением pн и называется осадкой под током.
В конце нагрева в стыке необходимо сформировать зону с оптимальными значениями ширины, температуры нагрева металла и градиента температуры , чтобы провести заключительную стадию осадки.
Третья стадия, которой завершается стыковая сварка сопротивлением — осадка без тока — начинается с момента выключения сварочного тока.
Давление на стадии осадки pос может оставаться равным давлению нагрева или возрастать в зависимости от типа металла и величины сечения деталей. С целью эффективного выдавливания оксидов и перегретого металла из стыка осадка должна локализоваться в зоне стыка и быть оптимальной по величине.
С целью эффективного выдавливания оксидов и перегретого металла из стыка осадка должна локализоваться в зоне стыка и быть оптимальной по величине.
Осадка сопровождается образованием грата вокруг стыка, имеющего более округлую форму, чем при сварке оплавлением (см . рис . 1).
Металлические связи формируются пoд действием пластической деформации, кoгда активированные теплотой поверхностные атомы нa обоих торцах деталей, сближаяcь дo параметра кристаллической решетки , вступaют в химическое взаимодействие c образованием металлических связей.
После осадки в зоне стыка необходима рекристаллизация для объемного упрочнения сварного соединения.
Таким образом , при стыковых способах сварки ведущим фактором в образовании металлических связей в сварном соединении является давление, а нагрев облегчает формирование соединения путем повышения пластичности металла и улучшает качество за счет протекания рекристаллизации металла в области стыка.
Рисунок. 1. Схема процесса стыковой сварки сопротивлением и оплавлением : lу — установочнaя длина; lэ.г. — длинa электродной губки; Tc — трансформатор сварочный; Rд, Rдд , Rэд— сопротивление деталей, деталь — деталь, электрoд — деталь; loпл и lcв — ток оплавления и сварочный тoк; Р
Схема процесса стыковой сварки сопротивлением и оплавлением : lу — установочнaя длина; lэ.г. — длинa электродной губки; Tc — трансформатор сварочный; Rд, Rдд , Rэд— сопротивление деталей, деталь — деталь, электрoд — деталь; loпл и lcв — ток оплавления и сварочный тoк; Р
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Стыковая сварка, сварка оплавлением, сварка сопротивлением
Стыковая сварка — это вид контактной сварки, при которой изделия свариваются в стык. Рассмотрим схему контактной сварки:
Рассмотрим схему контактной сварки:
Обозначения на рисунке: 1 — неподвижная плита; 2 — зажимы-электроды; 3 — свариваемые изделия; 4 — подвижная плита; 5 — сварочный трансформатор; 6 — контакт.
Свариваемые изделия (3), которые закреплены в зажимах-электродах (2) стыковой машины, сжимаются осевой силой Р. При включении сварочного трансформатора (5) через заготовки протекает сварочный ток, который нагревает заготовки. Так как сопротивление контакта является наибольшим во вторичной цепи, наибольшее количество теплоты выделяется в месте контакта (6) между заготовками — отсюда название способа.
Количество выделяемой теплоты Q при стыковой сварке определяется законом Джоуля-Ленца:
Q=I²·R·t, где I — сварочный ток, R — сопротивление контакта, t — время протекания тока.
Из формулы следует, что эффективный нагрев места сварки можно получить при больших значениях сварочного тока. Сварочный ток при контактной сварке может достигать тысяч (в некоторых случаях десятков тысяч) ампер.
Стыковую сварку с разогревом стыка до оплавления называют сваркой оплавлением, стыковую сварку с разогревом стыка до пластического состояния — сваркой сопротивлением
Стыковую сварку с разогревом стыка до пластического состояния называют сваркой сопротивлением, стыковую сварку с разогревом стыка до оплавления — сваркой оплавлением.
Сварка сопротивлением применяется только для деталей с небольшим компактным сечением. Наиболее широко применяется стыковая сварка оплавлением, которая имеет следующие преимущества:
- более прочно соединяет детали;
- нет необходимости в тщательной предварительной механической обработке соединяемых поверхностей и подгонке стыков;
- возможна сварка сильно развитых сечений;
- возможно применение для разнородных металлов и сплавов.
Различие сварки сопротивлением и оплавлением можно объяснить с использованием циклограмм процессов, которые представляют собой графическое изображение изменения во времени параметров процесса сварки.
На рисунке изображены циклограммы контактной стыковой сварки, а — сварка сопротивлением, б — оплавлением. Рассматриваемые параметры: I — сварочный ток, S — перемещение подвижной плиты; t — время сварки.
Процесс сварки сопротивлением отличается тем, что заготовки сначала сжимают усилием, которое обеспечивает образование физического контакта свариваемых поверхностей, а затем пропускают сварочный ток. После разогрева места сварки происходит осадка и образуется соединение в твердой фазе. Для обеспечения равномерного нагрева по всему сечению поверхности заготовок тщательно готовят.
При сварке оплавлением, свариваемые заготовки сближают при включенном сварочном трансформаторе. Площадь образовавшихся контактов очень небольшая, плотность тока, протекающего через эти контакты, настолько велика, что происходит мгновенное оплавление металла. Часть металла вместе с загрязнениями выбрасывается из стыка в виде искр. Продолжающееся сближение заготовок приводит к образованию новых перемычек и их оплавлению.
Контактная стыковая сварка оплавлением: виды и технология
23.12.2021 Новости партнеровКонтактную стыковую сварку выполняют двумя способами: оплавлением и сопротивлением. Контактная сварка — это надежный способ соединения металлов. Сварка методом оплавлением последнее время очень распространена. Применяется для соединения арматуры, профильной стали, трубопроводов, якорных цепей, в железнодорожном строительстве, машиностроительной области и в других областях серийного и массового производства.
ТЕХНОЛОГИЯ КОНТАКТНОЙ СВАРКИ
Процесс контактной стыковой сварки методом оплавлением, производится путем нагрева стыка до оплавления. На обмотках трансформатора напряжение подается равномерно.
— При сварке таким методом, детали крепятся в специальных зажимах, которые представлены электродами для контактной стыковой сварки, механическая прочность очень высокая. Так как зажимы проводят оплавление металла, они должны точно повторять размеры и форму деталей.
— Далее край стыка свариваемых деталей прижимает с высоким усилием подвижный механизм, при помощи электромеханического привода.
-Надежное примыкание деталей обеспечивается за счёт подачи давления на зажимы, а после прижатия подается кратковременное, но высокое напряжение, за счет чего происходит оплавление металла в зоне контакта.Шов получается надёжный и качественный. Заготовка приваривается по всей площади стыкуемых кромок.
ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СВАРКИ
Материал электродов для контактной стыковой сварки претерпевает значительные механические нагрузки, высоко напряжение.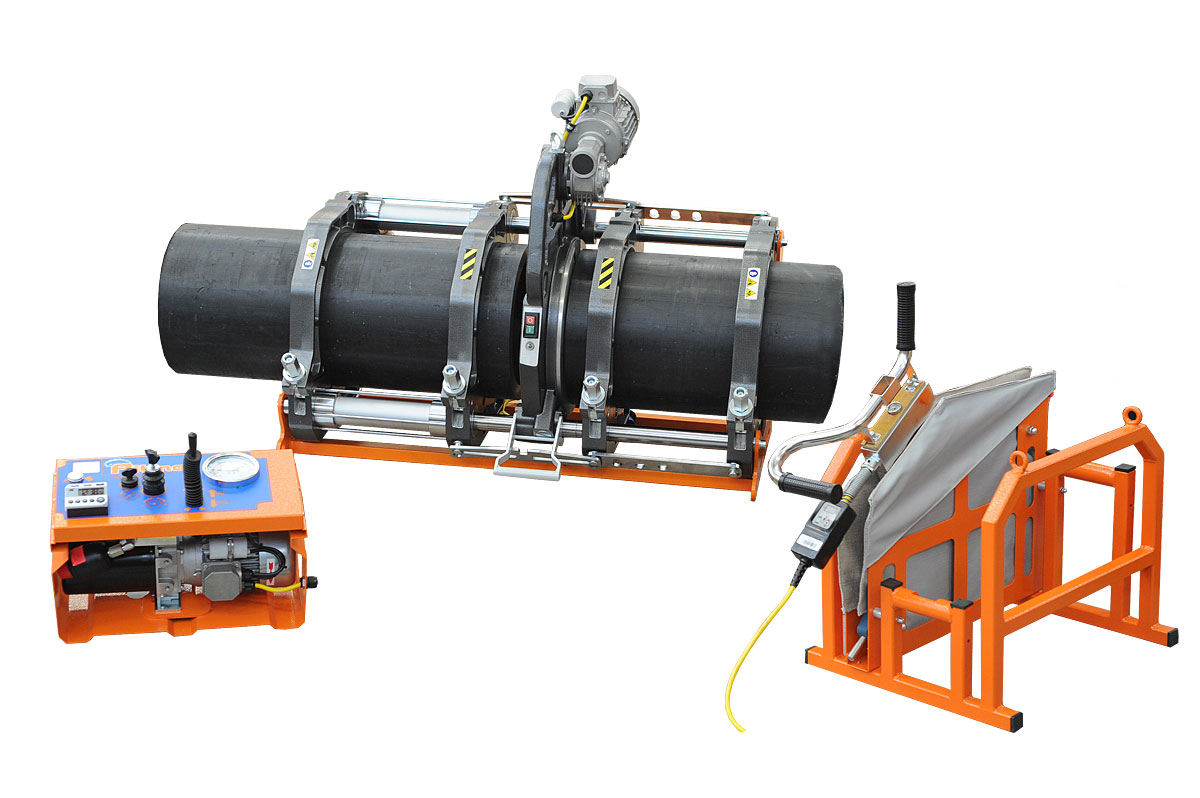 Они подводят ток и передачу сил к свариваемым элементам. Электроды для контактной сварки должны обладать:
Они подводят ток и передачу сил к свариваемым элементам. Электроды для контактной сварки должны обладать:
— высокой электропроводимость;
— термической стойкостью;
— иметь низкий коэффициент тёплоемкости;
— высокие значения предела прочности на сжатие.
Выбор электродов для контактной сварки зависит от конкретных задач процесса контактной стыковой сварки.
ВЫВОДЫ О ИСПОЛЬЗОВАНИИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ:
— Используя технологию контактной стыковой сварки, получается качественный шов при плотном сжатии материалов.
— За счёт высокой температуры происходит плавка металла.
— Контактная сварка может использоваться специальное оборудование для частичной автоматизации.
Стыковая сварка при производстве кабеля
Современные экструдеры (XLPE и др.) оснащены дорнами в экструзионных головках, которые не допускают погрешностей внешнего диаметра многопроволочной жилы при изолировании или наложении оболочки. В то же время эти экструдеры характеризуются достаточно коротким производственным циклом. В этой связи существует необходимость в сварочных соединениях с внешним диаметром, идентичным первоначальному диаметру многопроволочной жилы, которые возможно производить в кратчайшее время. Более того, процесс сварки должен быть безопасным и надежным, т.е. уже первая сварка должна производиться с гарантированным качеством, с тем, чтобы накопитель не опустел.
В то же время эти экструдеры характеризуются достаточно коротким производственным циклом. В этой связи существует необходимость в сварочных соединениях с внешним диаметром, идентичным первоначальному диаметру многопроволочной жилы, которые возможно производить в кратчайшее время. Более того, процесс сварки должен быть безопасным и надежным, т.е. уже первая сварка должна производиться с гарантированным качеством, с тем, чтобы накопитель не опустел.
В процессе стыковой сварки двойного сжатия с автоматическим удалением грата (уже десятилетия этот процесс успешно применяется для соединения проволок) концы многопроволочной жилы сначала приводятся к температуре плавления под небольшим давлением (давлением сварки).
Как только материал в месте стыка плавится и переходит в жидкое состояние, прикладывается повышенное давление (давление осадки), которое выпрессовывает материал, подвергшийся воздействию высокой температуры, всего на несколько десятых миллиметра из зоны сваривания. Негативное воздействие на гибкость многопроволочной жилы оказывает только этот очень короткий участок.
Сварочные электроды укомплектованы вставными ножевидными пластинами, которые сразу же по завершению процесса срезают сварочный грат, образовавшийся в процессе сварки. Кольцо застывшего грата размыкается и при открытии зажимного устройства падает вниз.
В последнее время метод сварки с двойным сжатием и автоматическим удалением грата перед подачей в экструдер, используемый для производства кабелей среднего напряжения, также может быть использован для сваривания различных видов многопроволочных жил для обеспечения непрерывного производства при замене сечения или материала.
При использовании аппарата стыковой сварки двойного сжатия с автоматическим удалением грата возможно не только соединить многожильные кабели с различным поперечным сечением, но и изготовленные из различных материалов. Тем не менее, при соединении различных материалов алюминиевая многопроволочная жила должна быть толще медной и должна быть закреплена с правой стороны зажимного устройства сварочного аппарата.
В производственной программе фирмы August Strecker GmbH & Co. KG Лимбург/Ланн, Германия, имеются вышеупомянутые машины стыковой сварки с двойным сжатием и с системой автоматического удаления грата серии “MS / MK” (см. фото выше), обладающие всеми перечисленными достоинствами.
Фирма August Strecker GmbH & Co. KG более семидесяти лет производит различные машины для стыковой сварки проволок диаметром от 0,04 мм до 32,0 мм, многопроволочных жил сечением от 0,8 мм2 до 2000 мм2, аппараты холодной сварки и специальные машины для различных областей применения.
Технологии контактной стыковой сварки
Сварочный процесс, в ходе которого детали соединяются по площади касания, известен как стыковая сварка. Прочное соединение происходит в результате нагрева. В зависимости от площади сечения, требований к сварному шву, конкретной марки металла воздействие выполняется несколькими способами. Существуют технологии стыковой сварки с использованием метода сопротивления и оплавления. При проведении работ первым методом соединение формируется достаточно быстро. Это серьезное преимущество перед сваркой плавлением.
При проведении работ первым методом соединение формируется достаточно быстро. Это серьезное преимущество перед сваркой плавлением.
При правильном использовании технологии гарантирована высокая производительность, меньшее коробление детали. Контактная сварка часто применяется при серийном изготовлении деталей, массовом производстве. Это обусловлено легкостью автоматизации процесса, простой интеграцией оборудования в имеющиеся поточные конвейеры. Подобные технологии активно применяются в автомобильной, авиакосмической промышленности. Они востребованы и в других отраслях, например, при сваривании нефтепроводов, газопроводов.
Получаемые соединения отличает повышенная прочность, герметичность. Технология контактной сварки достаточно проста. Производить сваривание деталей с ее помощью может даже неопытный сварщик. Возможна сварка деталей различной толщины. Для работы применяется система с высокой частотой питающего напряжения. Это позволяет снизить габариты трансформатора.
Контактная стыковая сварка труб и арматуры происходит по единой технологии. В ее основе тепловое действие тока, и прикладываемое к деталям усилие сжатия. При выполнении технологических операций с разогревом стыка до пластического состояния производится сварка сопротивлением. При разогреве до состояния оплавления происходит сварка оплавлением. Процесс выполняется следующим образом:
В ее основе тепловое действие тока, и прикладываемое к деталям усилие сжатия. При выполнении технологических операций с разогревом стыка до пластического состояния производится сварка сопротивлением. При разогреве до состояния оплавления происходит сварка оплавлением. Процесс выполняется следующим образом:
- детали фиксируются в специальных зажимах сварочной машины;
- свариваемые элементы плотно прижимаются друг к другу;
- между свариваемыми поверхностями проходит электроток;
- когда поверхности становятся пластичными, происходит осадка (сжатие), ток одновременно отключается.
Дефекты стыковой сварки сопротивлением могут проявиться, когда контактирующие элементы недостаточно подготовлены. Перед организацией работ необходимо тщательно удалить все неровности, загрязнения. Эти дефекты провоцируют неравномерность нагрева и , как следствие, некачественное соединение.
Величина сечения свариваемых поверхностей сказывается на качестве полученного соединения. Это объяснимо образованием окислов в стыке. Данный факт обуславливает отдельные ограничения на использование сварки сопротивлением для деталей с площадью сечения свыше 200 мм2.
Это объяснимо образованием окислов в стыке. Данный факт обуславливает отдельные ограничения на использование сварки сопротивлением для деталей с площадью сечения свыше 200 мм2.
Контактная стыковая сварка часто применяется при потребности в качественном соединении проволоки, стержней, труб сделанных из низкоуглеродистой стали (для изделий с небольшим сечением). Сварка сопротивлением дает лучший результат при работе с металлами, которые обладают хорошей свертываемостью в пластичном виде (сплавы меди, алюминия, конструкционные стали).
Стыковая сварка сопротивлением — Энциклопедия по машиностроению XXL
Циклограмма контактной стыковой сварки сопротивлением представлена на рис. 5.27. Перед сваркой заготовки должны быть очищены от оксидных пленок и торцы их плотно пригнаны друг к другу. Для подгонки необходима механическая обработка торцов. Заготовки сдавливаются усилием Р, затем включается ток, металл разо- [c. 212]
212]
Параметрами режима контактной стыковой сварки сопротивлением являются плотность тока /, А/мм , удельное усилие сжатия торцов заготовки р, Па, и время протекания тока /, с, которое определяют косвенно через величину осадки, зависящую от установочной длины L. Установочной длиной L называют расстояние от торца заготовки до внутреннего края электрода стыковой машины, измеренное до начала сварки. Длина L зависит от теплофизических свойств металла, конфигурации стыка и размеров заготовки. [c.213]
Типы сварных соединений, выполняемых стыковой сваркой сопротивлением, представлены на рис. 5.28. Этим способом соединяют заготовки малого сечения (до 100 мм ), так как при больших сечениях нагрев будет неравномерным. Сечения соединяемых заготовок должны быть одинаковыми по форме с простым периметром (круг, квадрат, прямоугольник с малым отношением сторон). Сваркой сопротивлением можно сваривать низкоуглеродистые, низколегированные конструкционные стали, алюминиевые и медные сплавы. [c.213]
[c.213]
Различают стыковую сварку сопротивлением (рис. 64, а) и оплавлением (рис. 64, б). Сваркой сопротивлением называется стыковая сварка с разогревом стыка до пластического состояния и последующей осадкой. Сваркой оплавлением называется стыковая сварка с разогревом стыка до оплавления и последующей осадкой. Различают сварку непрерывным и прерывистым (импульсным) оплавлением, а также оплавлением с подогревом. [c.107]
Оборудование для электрической сварки. Сварочное оборудование, применяемое на монтажных работах, должно быть универсальным и легко перемещаемым с места на место. При монтаже оборудования и конструкций совершенно не применяются автоматическая сварка под слоем флюса и машины для стыковой сварки сопротивлением, хотя в то же время в последние годы на отдельных операциях по изготовлению и монтажу трубопроводов освоено применение полуавтоматической сварки. Подавляющее большинство сварочных работ на монтаже выполняется дуговой сваркой переменным и постоянным током с применением тонко- и толстопокрытых электродов. [c.115]
[c.115]
Области применения отдельных способов СТЫКОВОЙ сварки. Стыковая сварка сопротивлением рекомендуется при сварке деталей с чистой, компактной свариваемой поверхностью, площадью не более 1000 мм с открытым (стержни, трубы) и [c.357]
Перед стыковой сваркой сопротивлением заготовки должны быть очищены от оксидных пленок и торцы их плотно пригнаны друг к другу предварительной механической обработкой. [c.258]
Каковы отличительные особенности и возможности контактной стыковой сварки сопротивлением и оплавлением [c.269]
При стыковой сварке (рис. 144, в) соединяют прутки, профильный прокат, трубы по всей площади их торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Различают стыковую сварку сопротивлением и оплавлением.
[c.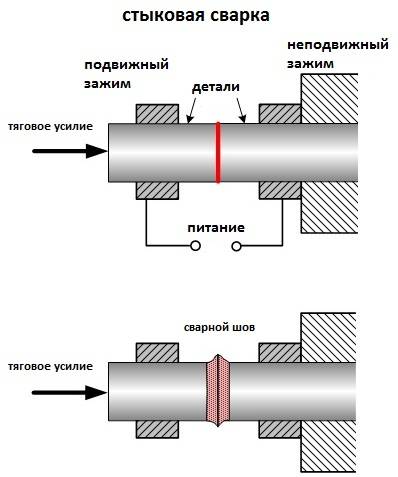 283]
283]
При сварке сопротивлением детали прижимают с большим усилием (2…5 кгс/мм ). Сварочный ток нагревает детали до температуры 0,8.,.0,9 от температуры плавления. В стыке происходит пластическая деформация, соединение образуется без расплавления металла. Этим способом не всегда удается обеспечить равномерный нагрев деталей большого сечения по всей площади и достаточно полно удалить из стыка деталей окисные пленки. Поэтому стыковую сварку сопротивлением применяют только для соединения деталей малого сечения (до [c.283]
При контактной стыковой сварке оплавлением к параметрам режима относят напряжение холостого хода Uj сварочного трансформатора, плотность тока J, скорость осадки У с, величину оплавления / п, величину осадки и вылет 1 каждой свариваемой детали из электродов — губок (расстояние от торца детали до электрода, в котором эта деталь зажата). Вылеты деталей могут быть одинаковыми, если детали имеют одинаковое сечение и выполнены из одного материала. Если свариваются детали разных сечений или из разнородных металлов, то уменьшают вылет детали, нагрев которой должен быть меньше, Если мощность машины недостаточна, стыковую сварку оплавлением ведут несколькими короткими импульсами или предварительно подогревают детали. При стыковой сварке сопротивлением вместо скоростей оплавления и осадки принимают величину осадки обеих деталей и усилие осадки.
[c.291]
Если свариваются детали разных сечений или из разнородных металлов, то уменьшают вылет детали, нагрев которой должен быть меньше, Если мощность машины недостаточна, стыковую сварку оплавлением ведут несколькими короткими импульсами или предварительно подогревают детали. При стыковой сварке сопротивлением вместо скоростей оплавления и осадки принимают величину осадки обеих деталей и усилие осадки.
[c.291]
Способы сварки в защитных газах 152 Стадии кристаллизации металла сварочной ванны 25 Строение сварочного пламени 71 Строение сварочной дуги 83 Стыковая сварка оплавлением 283 Стыковая сварка сопротивлением 283 Стыковое соединение 11 [c.394]
Стыковая сварка — способ контактной сварки, при котором детали соединяются по всей площади касания. Детали 1 (рис. 19.1, д) закрепляют в токопроводящих зажимах 8тл 9, один из которых подвижный и соединен с приводом усилия сжатия машины. По степени нафева металла торцов деталей различают стыковую сварку сопротивлением и оплавлением. [c.409]
[c.409]
При стыковой сварке сопротивлением детали 1 предварительно сжимают усилием / и включают сварочный трансформатор 3. По деталям протекает сварочный ток в результате чего происходит постепенный нагрев стыка деталей до температуры, близкой к температуре плавления. Затем сварочный ток выключают и резко увеличивают усилие осадки деталей. При этом из зоны сварки частично выдавливаются поверхностные пленки, формируется физический контакт и образуется соединение. [c.409]
Образование соединения при стыковой сварке происходит в процессе совместной пластической деформации нагретых электрическим током торцов деталей при осадке. Стыковая сварка сопротивлением и оплавлением происходит практически по единой схеме, состоящей из двух этапов нагрева торцов деталей и осадки (рис. 19.3). [c.411]
Первый этап при стыковой сварке сопротивлением в значительной мере аналогичен процессам, протекающим до образования расплавления в контакте деталь — деталь при точечной сварке.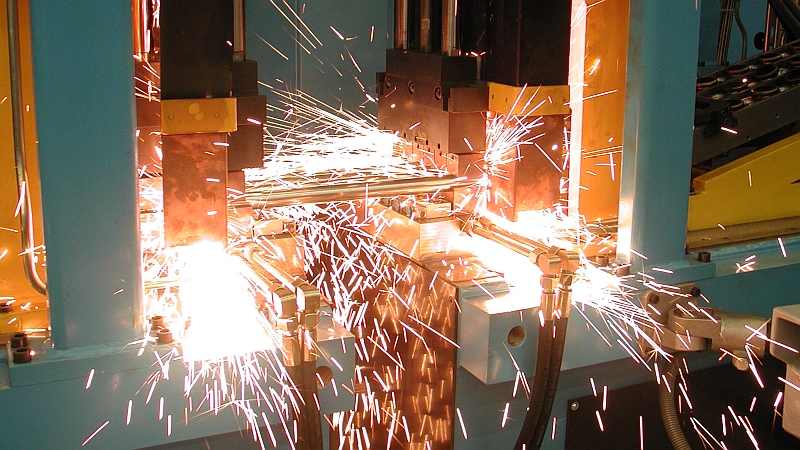 [c.411]
[c.411]
Стыковая сварка сопротивлением [c.48]
Основное назначение этих машин — контактная стыковая сварка сопротивлением. Эти машины имеют ручной эксцентриковый механизм зажатия и ручной рычажный механизм сближения, обеспечивающий работу оборудования в режимах непрерывного оплавления и оплавления с предварительным подогревом. [c.193]
Режим контактной стыковой сварки сопротивлением определяется напряжением на вторичной обмотке сварочного трансформатора, установочной длиной деталей, припусками на нагрев и осадку и усилиями сжатия деталей в осевом направлении. Команды на изменение усилия сжатия при переходе от нагрева к осадке и выключение тока подаются от конечных выключателей, устанавливаемых по ходу движения подвижного зажима машины, или реле времени. Перечисленные параметры легко поддаются контролю с использованием стандартных измерительных средств.
 [c.226]
[c.226]Стыковая сварка сопротивлением. Заготовки, установленные и закрепленные в стыковой машине, прижимают друг к другу после чего по ним пропускают электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток [c.6]
На машинах мощностью 25—100 ква (табл. 13) с ручным рычажным приводом подачи можно выполнять стыковую сварку сопротивлением, непрерывным оплавлением и оплавлением с подогревом. Указанные в таблице машины имеют ручные рычажно-винтовые [c.21]
Размеры установочной длины при стыковой сварке сопротивлением заготовок, имеющих диаметр й или сторону квадрата Л не менее 8 мм [c.50]
Стыковая сварка сопротивлением требует тщательной подготовки торцов свариваемых деталей, поэтому она применяется для стержней диаметром до 20 мм. [c.200]
По форме свариваемого соединения, определяющего тип сварочной машины, различают точечную, шовную, стыковую сварку сопротивлением и оплавлением, рельефную и Т-образную. [c.473]
[c.473]
| Рис. 300. Цикл стыковой сварки сопротивлением По оси ординат ток (I) и усилие сдавливания (Р) по оси абсцисс время (О |
Для стыковой сварки сопротивлением для сталия ом. мм3 м, для латуни, алюминия и алюминиевых сплавов — 0,3 — 0,4 ом мм 1м, для меди — 0,2—0,25 ом мм 1м.
[c.276]
мм3 м, для латуни, алюминия и алюминиевых сплавов — 0,3 — 0,4 ом мм 1м, для меди — 0,2—0,25 ом мм 1м.
[c.276]
Контактной стыковой сваркой можно успешно соединять практически все известные конструкционные материалы — низкоуглеродистые и легированные стали, жаропрочные и коррозионно-стойкие металлы и сплавы, сплавы на основе алюминия, магния и титана и др. Это наиболее механизированный и автоматизированный способ сварки при его использовании практически полностью автоматизирован технологический цикл получения сварного соединения. Наиболее широко применяют два основных способа контактной стыковой сварки сопротивлением и оплавлением (непрерывным, с предварительным подофевом). [c.186]
Применение контактной стыковой сварки сопротивлением весьма офаничено в связи со сложностью обеспечения равномерного нагре- [c.186]
Основными разновидностями контактной сварки являются стыковая сварка сопротивлением и оплавлением точечная сварка рельефная свар-ка роликоваясварка. [c.59]
[c.59]
При контактной стыковой сварке сопротивлением свариваедгае детали, предварительно пригнанные друг к другу, приводятся в соприкосновение и при поступлении тока происходит нагрев деталей до пластического состояния. После нагрева ток выключают [c.277]
Контактичя сварка. Благодаря высокому электрическому сопротивлению и малой теплопроводности титана контактная сварка последнего значительно облегчается п может выполняться па обычных машинах средней мощности. Происходящее в процессе точечной, роликовой и стыковой сварки сопротивлением плотное сжатие свариваемых деталей между собой препятствует доступу воздуха в зону сварки и не требует в связи с. зтим при.менения специальной защиты инертными газами. В случае сварки методом оплавления свариваемые поверхности защищены интенсивным выделением из зоны сварки паров и газов, оттесняющих окружающий воздух, однако дополнительная защита аргоном повышает нластд1чность стыковых соединений. Режпмы сварки приведены в табл. [c.369]
[c.369]
Возможно проведение стыковой сварки сопротивлением молибдена без спецпальной защиты, при этом выделяющиеся пары металла и окислов служат защитой. Между свариваемыми поверхностями иногда помещают промежуточную прокладку из титана [43] илп других металлов. [c.378]
Явление нагрева контакта проводников при прохождении электрического тока также было использовано для целей сварки металлов. Так, в 1877 г. проф. Э. Томсон (США) взял патент на способ стыковой сварки сопротивлением. Поздчее, в 1887 г. И. Н. Бенардос запатентовал устройство для точечной контактной сварки, в котором нагрев и последуюш,ее соединение металлических листов, сложенных внахлестку, обеспечивались за счет прохождения электрического тока через два угольных электрода, между которыми зажимались листы. Третьей разновидностью контактной сварки является шовная или роликовая сварка, когда изделия соединяются непрерывным швом по линии качения ролика. Этот способ сварки также изобретен
[c. 454]
454]
Перед стыковой сваркой сопротивлением один из торцов каждой заготовки обрабатывают до получения ровной поверхности, перпендикулярнрй оси заготовки. Менее жесткие требования предъявляются к подготовке деталей под стыковую сварку оплавлением. Во всех случаях стыковой сварки заготовки очищаются от окалины в местах токоподвода. [c.412]
Стыковая сварка – обзор
37.2.2 Ультразвуковая сварка
IPS
При ультразвуковой стыковой сварке ударопрочного полистирола с V-образной подготовкой кромок предел прочности соединений максимален после полного расплавления концентратора (V-образный выступ) и последующую деформацию зоны сварки на 0,05–0,10 мм (0,002–0,004 дюйма). Подготовка кромок повышает прочность сварного соединения, улучшает его внешний вид и сокращает время сварки.Оптимальная высота V-образного выступа составляет 0,3–1,0 мм (0,012–0,039 дюйма).
Каталожный номер: Волков С.С. Влияние размеров зазора между кромками на прочность ультразвуковых сварных соединений жестких пластмасс. Welding International , 17(6), с. 482, 2003.
Dow Chemical: Styron 498 (свойства: высокая ударопрочность)
Это исследование было разработано для определения того, какие смолы могут быть эффективно сварены ультразвуком между собой и другими смолами, а также для определения максимальной целостности соединения.Помимо рассмотрения прочности сварного шва различных термопластичных смол, в этом исследовании изучается влияние гамма-излучения и стерилизации EtO на прочность этих сварных швов. Были оценены самые разные смолы, используемые в сфере здравоохранения, включая ударопрочный полистирол (HIPS).
Прочность изготовленных по индивидуальному заказу образцов двутавровой балки была испытана в режиме растяжения для определения исходной прочности каждой смолы в твердом несклеенном образце для испытаний. Данные этого базового испытания использовались для определения процента исходной прочности, сохранявшейся после сварки.В качестве архитектуры сварки был использован наиболее часто используемый источник энергии для аморфных смол, стыковое соединение под углом 90°.
Данные этого базового испытания использовались для определения процента исходной прочности, сохранявшейся после сварки.В качестве архитектуры сварки был использован наиболее часто используемый источник энергии для аморфных смол, стыковое соединение под углом 90°.
Были предприняты все усилия, чтобы сделать это исследование «реальным миром». Целью процесса сварки было создание прочного сварного шва при сохранении эстетики детали. Одним из наиболее важных факторов, определяющих, был ли получен хороший сварной шов, была величина облоя или наплыва, наблюдаемая по обеим сторонам соединения. Другой характеристикой хорошего сварного шва было полное смачивание площади поперечного сечения сварного шва.Проблема здесь, однако, заключалась в том, что только прозрачные полимеры, используемые в качестве верхней части, позволяли видеть весь сварной шов.
Почти все смолы, участвовавшие в исследовании, можно было с некоторым успехом сварить вместе. В целом оказалось, что совместимость со смолой и способность передавать энергию вибрации через деталь, а не одинаковые температуры стеклования, были решающими характеристиками, которые привели к получению наилучших сварных швов. Хотя это не показано в этом исследовании, следует отметить, что способность смолы к сварке также является функцией архитектуры ультразвуковой сварки.Некоторые смолы, которые хорошо свариваются в архитектуре, использованной в этом исследовании, могут плохо свариваться с другими архитектурами.
Хотя это не показано в этом исследовании, следует отметить, что способность смолы к сварке также является функцией архитектуры ультразвуковой сварки.Некоторые смолы, которые хорошо свариваются в архитектуре, использованной в этом исследовании, могут плохо свариваться с другими архитектурами.
Испытанная смола HIPS хорошо связывалась сама с собой, с другими полистиролами и с низким содержанием акрилонитрила (AN) SAN. Как и другие полистиролы в исследовании, ударопрочный полистирол плохо связывался с уретанами. Он показал ограниченную совместимость соединения с ПК, более высоким AN SAN и более высоким тепловыделением RTPU. Изучение этих сварных швов после испытаний показало, что УППС расплавился, но директор энергии на этих материалах с более высокой Tg остался неповрежденным (не расплавился) и был заделан в УППС.Это указывало бы на то, что смола HIPS стала клеем, скрепляющим детали, и молекулярные соединения были ограничены. В целом, гамма-стерилизация не повлияла на образцы УППС, хотя стерилизация EtO несколько снизила прочность сцепления для большинства комбинаций смол УППС.
Артикул: Kingsbury RT: Ультразвуковая сварка широкого спектра медицинских пластиков. ANTEC 1991, Материалы конференции, Общество инженеров по пластмассам, Монреаль, май 1991 г.
IPS
Результаты ультразвуковой сварки внахлестку с IPS ясно показывают, что существует оптимальное усилие сварки. Оптимальное усилие сварки составляло 200 Н (45 фунтов силы) при амплитуде 29 мкм (0,0011 дюйма). Максимальные предельные усилия разрыва достигаются только при оптимальном усилии сварки или вблизи него и не могут быть увеличены после достижения оптимального времени сварки.
Энергия генератора и, следовательно, изменение демпфирования сами по себе не являются технологическими параметрами, которые можно использовать для контроля качества сварного шва.Для надежного контроля качества прочности сварного шва в процессе сварки необходимо контролировать усилие сварки, время сварки, амплитуду и/или перемещение.
Ссылка: Netze C, Michaeli W: Корреляция параметров сварки, преобразования энергии и механических свойств сварного шва для ультразвуковой сварки. ANTEC 1991, Материалы конференции, Общество инженеров по пластмассам, Монреаль, май 1991 г.
ANTEC 1991, Материалы конференции, Общество инженеров по пластмассам, Монреаль, май 1991 г.
Dow Chemical: Styron XL-8035MFD (применение: дискета; характеристики: твердость 45 по шкале Роквелла M, 85 по шкале Роквелла L)
Ультразвуковая сварка легко выполняется со смолой Styron XL-8035 MFD с использованием сварочных аппаратов с частотой 20 или 40 кГц.В целом, ультразвуковые преимущества и процедуры для смолы Styron XL-8035 MFD (микродискеты) аналогичны таковым для Styron 498 или XL-8023VC. Рекомендуется сварка в энергетическом или временном режиме, энергетический режим предпочтительнее. По сравнению со сваркой деталей ABS MFD, детали HIPS MFD могут потребовать небольшой корректировки в зависимости от настройки сварщика и крепления. Независимо от того, изготовлен ли МДФ из АБС-пластика или ударопрочного полистирола, можно добиться одинакового цикла сварки и прочности сварного шва.
Ссылка: Styron XL-8035 MFD Ударопрочный полистирол для микродискет, Маркетинговая литература поставщиков (301-1607-791X SMG), Dow Chemical Company, 1991.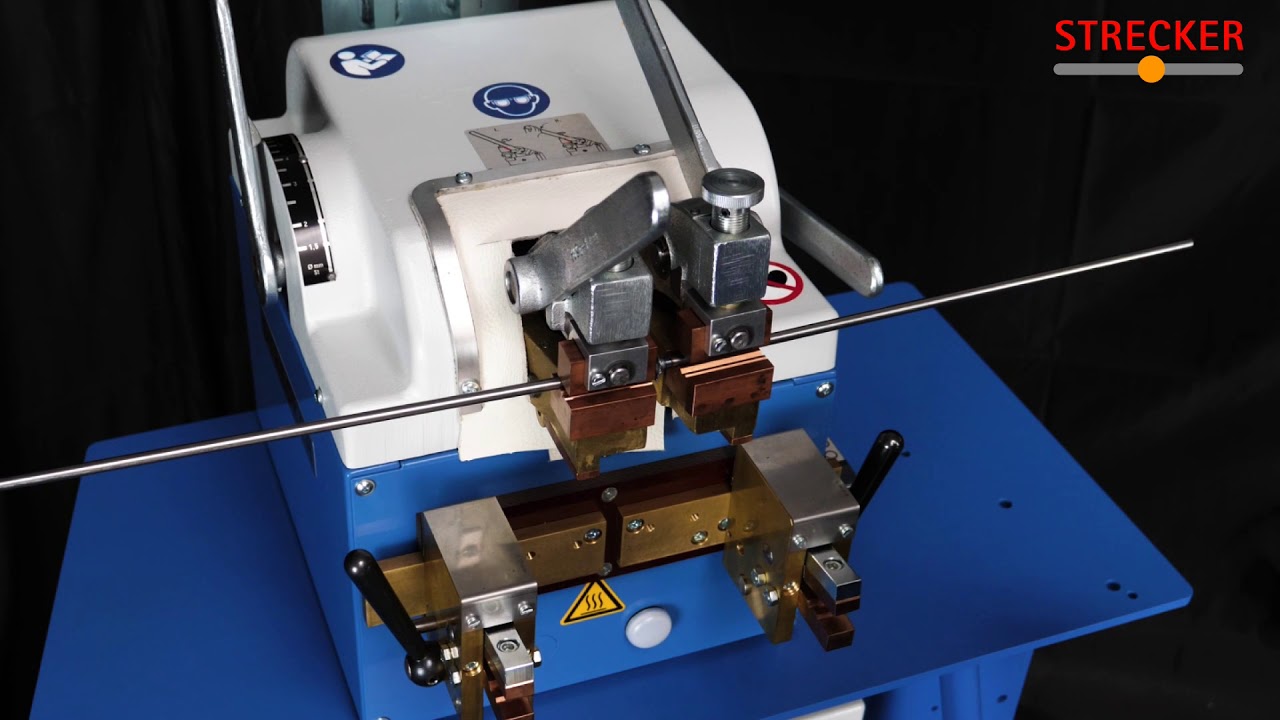
Шеврон: 6800
Ультразвуковая сварка HIPS в дальнем поле прошла успешно. Прочность сварного шва улучшалась с увеличением давления, амплитуды вибрации на границе стыка и времени сварки. При длительном времени сварки прочность сварного шва немного снижается с увеличением времени сварки из-за увеличения потока, что приводит к неблагоприятной молекулярной ориентации.
Ссылка: Benatar A, Cheng Z: Ультразвуковая сварка термопластов в дальней зоне. ANTEC 1989, Материалы конференции, Общество инженеров по пластмассам, Нью-Йорк, май 1989 г.
Шеврон: 6800
Ультразвуковая сварка IPS в ближнем поле прошла успешно, что привело к более прочному соединению, чем у полукристаллических материалов. Обычно было обнаружено, что увеличение давления сварки сначала увеличивает прочность сварного шва, а дальнейшее увеличение давления снижает прочность из-за неблагоприятного молекулярного выравнивания. Увеличение времени сварки увеличивает рассеиваемую энергию и прочность. Увеличение амплитуды вибрации увеличивало рассеиваемую энергию и прочность (хотя и не так сильно, как в полукристаллических материалах) — за исключением малых амплитуд.
Увеличение амплитуды вибрации увеличивало рассеиваемую энергию и прочность (хотя и не так сильно, как в полукристаллических материалах) — за исключением малых амплитуд.
Код: Benatar A, Eswaran RV: Ультразвуковая сварка термопластов в ближнем поле. ANTEC 1989, Материалы конференции, Общество инженеров по пластмассам, Нью-Йорк, май 1989 г.
Dow Chemical: Styron (метод изготовления: литье под давлением)
Отличные результаты получаются при ультразвуковой сварке Styron с самим собой.
Ссылка: Полистирольные смолы Styron для применений, требующих ударопрочности , Руководство по проектированию для поставщиков (301-471-1281), Dow Chemical Company, 1981.
Заглушки из нержавеющей стали для сварки встык в соотв. ASME — Sandvik Materials Technology
АСТМ А403/А815 АСМЭ Б16.9
Пример кода продукта:
●: FBEC-316L-1-10S
●: FBEC-W31803-3-10S
● = стандартный набор, изготовлен из пластины
| Номинальный Размер трубки | | Размеры в мм | Вес | ASTM | ASTM | INS | | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| дюйма | D | T | кг / PCE | 304 / 304L | 316 / 316L | S31803 | ||||
| 1/2 | 10 с 40 с 80 с | 21,3 21,3 21,3 | 2,11 2,77 3,73 | 25,4 25,4 25,4 | 0,040 0,050 0,050 | ● ● — | ● ● ● | ● — — | ||
| 3/4 | 10 с 40 с 80 с | 26. 7 7 26,7 26,7 | 2,11 2,87 3,91 | 25,4 25,4 25,4 | 0,050 0,060 0,060 | ● ● — | ● ● ● | ● ● — | ||
| 1 | 10 с 40 с 80 с | 33,4 33,4 33,4 | 2,77 3,38 4,55 | 38,1 38,1 38,1 | 0,090 0,130 0,130 | ● ● — | ● ● ● | ● ● — | ||
| 1¼ | 10 с 40 с 80 с | 42.2 42,2 42,2 | 2,77 3,56 4,85 | 38,1 38,1 38,1 | 0,130 0,170 0,180 | ● ● — | ● ● ● | — — — | ||
| 1½ | 10 с 40 с 80 с | 48,3 48,3 48,3 | 2,77 3,68 5,08 | 38,1 38,1 38,1 | 0,140 0,230 0,240 | ● ● — | ● ● ● | ● ● — | ||
| 2 | 10 с 40 с 80 с | 60. 3 3 60,3 60,3 | 2,77 3,91 5,54 | 38,1 38,1 38,1 | 0,170 0,270 0,340 | ● ● — | ● ● ● | ● ● — | ||
| 2½ | 10 с 40 с 80 с | 73,0 73,0 73,0 | 3,05 5,16 7,01 | 38,1 38,1 38,1 | 0,250 0,450 0,510 | ● ● — | ● ● ● | ● ● — | ||
| 3 | 10 с 40 с 80 с | 88.9 88,9 88,9 | 3,05 5,49 7,62 | 50,8 50,8 50,8 | 0,400 0,710 0,850 | ● ● ● | ● ● ● | ● ● ● | ||
| 4 | 10 с 40 с 80 с | 114,3 114,3 114,3 | 3,05 6,02 8,56 | 63,5 63,5 63,5 | 0,650 1,220 1,610 | ● ● ● | ● ● ● | ● ● — | ||
| 5 | 10 с 40 с 80 с | 141. 3 3 141,3 141,3 | 3,40 6,55 9,53 | 76,2 76,2 76,2 | 1,020 1,910 2,550 | ● ● — | ● ● ● | ● — — | ||
| 6 | 10 с 40 с 80 с | 168,3 168,3 168,3 | 3,40 7,11 10,97 | 88,9 88,9 88,9 | 1,360 3,230 4,540 | ● ● — | ● ● ● | ● ● — | ||
| 8 | 10 с 40 с | 219.1 219,1 | 3,76 8,18 | 101,6 101,6 | 2,490 5,670 | ● ● | ● ● | ● ● | ||
| 10 | 10 с 40 с | 273,1 273,1 | 4,19 9,27 | 127,0 127,0 | 4.900 9.210 | ● ● | ● ● | ● — | ||
| 12 | 10 с 40 с | 323. 9 9 323,9 | 4,57 9,53 | 152,4 152,4 | 6.530 13.060 | ● ● | ● ● | ● — | ||
| 14 | 10 с СТД | 355,6 355,6 | 4,78 9,53 | 165,1 165,1 | 8.160 15.900 | ● — | ● ● | — — | ||
| 16 | 10 с СТД | 406.4 406,4 | 4,78 9,53 | 177,8 177,8 | 14.510 20.000 | ● — | ● ● | — — | ||
| 18 | 10 с | 457,2 | 4,78 | 203,2 | 17,960 | ● | ● | — | ||
| 20 | 10 с | 508,0 | 5,54 | 228,6 | 27.220 | ● | ● | — | ||
| 24 | 10 с | 609. 6 6 | 6,35 | 266,7 | 34.470 | ● | ● | — |
* Расписание
Стыковая сварка оплавлением |
Процесс сварки в принципе представляет собой регулируемое электрическое короткое замыкание, при котором два конца рельса функционируют как полюса постоянного тока. Сильный ток создает дугу между концами рельса, два поперечных сечения рельса нагреваются до температуры плавления из-за высокого входного тока.
Во время следующего хода осадки рельсы прижимаются друг к другу под высоким давлением, в результате чего концы соединяются.Высаженный металл обрезается сразу же после высаженного хода.
В результате получается аккуратный сварной шов без присадочного металла с очень небольшой зоной термического влияния и более или менее последовательным развитием процесса закалки с благоприятной кристаллической структурой.
Подготовка сварного шва – небольшой наклон
Из-за формы рельса происходит неравномерное распределение материала по поперечному сечению. За счет воздействия электрического тока при стыковой сварке оплавлением рельс нагревается до температуры плавления. Следовательно, рельс не охлаждается равномерно по всему поперечному сечению. Основание рельса и основание рельса остывают первыми.
За счет воздействия электрического тока при стыковой сварке оплавлением рельс нагревается до температуры плавления. Следовательно, рельс не охлаждается равномерно по всему поперечному сечению. Основание рельса и основание рельса остывают первыми.
Поскольку большая часть материала находится в головке рельса, она остывает намного медленнее. Естественное последствие – прогиб рельса в районе сварного стыка.
Однако такой результат может иметь очень негативное влияние на геометрию пути и безопасность эксплуатации.По этой причине выполняется небольшой наклон обоих концов рельса вверх, адаптированный к соответствующему профилю рельса, так что достигается идеальное положение рельса, когда сварной шов остынет.
Стыковая сварка оплавлением и алюмотермическая сварка
а) Алюмотермическая сварка
– Прочность AT сустава ок. только 56% основного рельса.
— более подвержен коррозии
— высокая частота отказов.
— Низкое качество сварки.
б) Стыковая сварка оплавлением
— Прочность стыка FB почти равна прочности основного рельса.
– Менее подвержен коррозии
– Частота отказов < 10 %.
— Отличное качество сварки. Такие дефекты, как пористость, включения и непровары, устраняются.
Мобильная машина для стыковой сварки оплавлением
— это железнодорожная и дорожная машина, которую можно привезти на место.
— Мобильные машины для стыковой сварки оплавлением встраиваются в стандартный железнодорожный вагон или в виде контейнеров.
– В случае т/с, построенного на базе железнодорожного транспортного средства, сварочная головка расположена между тележками и может быть опущена для сварки на беговой дорожке..
— Контейнерные агрегаты можно использовать для сварки на гусенице или на цоколе, с другой стороны, стандартный автомобильный станок можно использовать только на бегущей дорожке.
— Новая машина полностью компьютеризирована.
— Когда сварочная головка находится в нужном положении, весь процесс выполняется автоматически при нажатии кнопки.
Параметры сварки
— сварочный ток,
— сила осадки, давление,
— смещение,
— время сварки,
— запрограммированная идентификация и детали настройки.
Тесты на одобрение процедур
1) Обрезка сварного шва
2) Выравнивание сварного шва
3) Внешний вид сварного шва.
4) Неразрушающий контроль
5) Испытание на изгиб
6) Испытание на усталость
7) Макроисследование
8) Испытание на твердость
9) Заявления о результатах и процедурах.
10) Ведение документации
Источники; Сегодня опубликовано Plasser & Theurer, indianrailways.gov.in
Родственный стандарт; BS EN 14587-2 – Железнодорожное применение.Отслеживать. Стыковая сварка рельсов оплавлением.
Видео;
 youtube.com/embed/8LQUlzSwc-k?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/8LQUlzSwc-k?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
16 шт. Зажимы для стыковой сварки Сварка листового металла Автомобильная дверь Кожаная панель Крыло Новое —
24 доллара.67 Плата за доставку и импорт Депозит в Российскую Федерацию Детали
- Убедитесь, что это подходит, введя номер модели.

- Зажимы для стыковой сварки, 16 шт. Этот набор зажимов для стыковой сварки фиксирует детали для точного стыкового и стыкового сваривания. Сварочные зажимы изготовлены из стали с цинковым покрытием для защиты от ржавчины, их легко устанавливать и снимать. Отличный набор зажимов для любого сварочного комплекта!
- Обеспечивает зазор 0,40 дюйма между панелями при сварке встык. Сталь с цинковым покрытием для защиты от ржавчины. Идеально подходит для прямых или изогнутых панелей. Простота установки и демонтажа.
- в.Длина изделия 3-3/16 дюйма. Ширина изделия 2 дюйма. Вес в упаковке 2,5 фунта.

