Сварка пил
Сварка ленточных пил является довольно распространенной операцией, которая необходима для подготовки ленточных пил. Сварка для ленточных пил используется, чтобы восстановить сломанные и порванные пилы, а также для изготовления новых изделий данного образца.
Аппарат для сварки ленточных пил является устройством, пропускающим через зажимы пилы электроток, который и сваривает, а также расплавляет торцы полотна. Ток подводится при помощи электродов, которые соединяются и фиксируются специализированными зажимами.
Станок для сварки ленточных пил
Сварка ленточных пил работает по принципу контактно-стыкового метода при сопротивлении и оплавлении. Данное оборудование предназначается для самых разнообразных объемов работ по свариванию, а также различных видов деятельности.
Аппарат для сварки пил подразделяется на несколько групп:
- Сваривание при помощи сопротивления является приемлемым по стоимости сварочным оборудованием, которое предназначается для пил по дереву и их ремонта, к примеру, на производстве при распиловке древесины.
 Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.
Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену. - Сварка при помощи оплавления производится при использовании среднего варианта оборудования, которое предназначается для сваривания ножей и пил любых разновидностей, нагрузка здесь довольно большая, в сравнении с вышеописанным оборудованием.
- Сварка при помощи оплавление автоматизированные со сварочным циклом позволяют быстро сваривать различные пилы и ножи, причем данное оборудование обладает высокой производительностью, что позволяет за одну смену производить до тысяч сварок. Обычно таким способом пользуются в центрах и сервисах, а также на производствах.
 Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.
Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.Также имеется и другое оборудование, которое является вспомогательным для того, чтобы подготавливать и контролировать процесс сваривания:
- станок для сварки пил;
- устройство для зачистки;
- пирометр.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно должно разрезаться при помощи специализированных гильотинных ножниц. Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона. Кромки также обрабатываются, чтобы они стали ровными и в них отсутствовали заусенцы. Для этого часто применяется специализированный зачистной станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно необходимо установить в специальные зажимы оборудования таким образом, чтобы кромки в точности совпадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Ток проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подачи и времени, когда это происходит. При автоматическом режиме сваривания импульс проходит за 1 — 2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста. Если результат сваривания получился неудачным, то необходимо еще раз подобрать настройки сваривания, записать их, а потом использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой значительно увеличивается сопротивление, а режим сваривания нарушается.
Сварной шов и отжиг
Отжиг предназначается специально для того, чтобы полотно, которое становится при сваривании хрупким и твердым, стал вновь пластичным и вязким. Данная процедура происходит в том же положении, в котором происходило сваривание, только токовый режим необходимо выбирать другой. Разогрев до необходимой температуры, а затем охлаждение должно регулироваться кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев. Охлаждается металл постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Полотно и его зачистка
Наплывший металл должен удаляться при помощи зачистки. Необходимо вывести правильную форму впадины между зубцами изделия на месте шва. Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Факторы, которые следует учитывать при сваривании пил ленточного типа:
- Сплавы для ленточных пил считаются трудно свариваемыми материалами.
- Сварочные швы при использовании пилы постоянно подвергнуты большим нагрузкам.
- Зубья пил на месте свариваемого шва оказывают влияние на нагрузку при применении изделий.
Сварка ленточных пил
Всего есть два типа сваривания, при помощи сопротивления и оплавления.
1. Сваривание сопротивлением осуществляется сварочным оборудованием, которое довольно просто и экономично использовать, однако у него есть определенные ограничения в применении.
Технология имеет свои особенности:
- Подготовительные операции самого хорошего качества, ведь при обрезании полотен должны отсутствовать заусенцы и кромки, чего в большинстве случаев довольно тяжело достигнуть. Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной.
- Хорошее качество поверхности для контакта со сварочными электродами, прижимными сегментами и их регулирования.
- Правильный режим сваривания стыкового типа. Полотно обычно требует самостоятельного выбора сварочного режима.
 Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной.
Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной. 2. Сваривание оплавлением
Технология и ее особенности:
- Качество подготовки изделий и электродов.
- Правильный шаг полотна при учете потерь материалов при сваривании.
Правильный подбор режима сваривания определяется по некоторым факторам:
- ровный процесс оплавления непрерывного типа от самого начала сваривания до полной осадки;
- визуальный осмотр швов прекрасно показывает деформацию и выдавленный расплав на поверхности.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.
Бронза с содержанием хрома делают дрейф металла на поверхности и их схватывание более медленным. Они могут выдержать больше полутысяч свариваний.
Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.
Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.

Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Аппарат для сварки ленточных пил
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Как выполняется сварка ленточных пил своими руками?
Екатерина
Время чтения: ≈10 минут
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.
Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Содержание статьи
- Общая информация
- Применяемое оборудование
- Этапы сварочных работ
- Резка
- Зачистка
- Установка пилы в зажимы
- Выбор режима сварки
- Сварка
- Отжиг
- Повторная зачистка
- Контроль качества
- Вместо заключения
Общая информация
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.
Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Применяемое оборудование
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Читайте также: Визуально-измерительный контроль сварных соединений
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва. Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
Вместо заключения
Похожие публикации
▷ Ideal сварочный подержанный аппарат на продажу
превышено максимальное количество результатов > 1000
уточните параметры поиска
- Страница 1
- » Следующий
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 11
- 12
список наблюдения
Категория: 108 сварочные аппараты / Аппараты для рельефной сварки
Последнее обновление: 25. 07.2022
07.2022
утвержденный
дилер
Артикул №: 133709662
Новое в: 1996
б/у
Продавец: Silicon plus
Местонахождение: 72474 Винтерлинген, Германия
Ideal CSR Typ. 201 — 21
линия по производству проволочной сетки CSR
Координатно-сварочный аппарат проекта
Год выпуска 1996
Шкаф переключателей/управления
кВА125
Сделано в Германии
Управление: Управление карманным компьютером W/Siemens
Установлен в закрытой защитной конструкции проволочной клетки
Координатно-сварочный аппарат CSR 201 используется для точечной сварки.
сварка листового металла и изделий из проволоки в трафаретах:
Размеры заготовки:
Длина макс.1800 мм
Ширина макс. 750 мм
Nldw7
Высота макс. 200 мм Ось X для управления сварочным аппаратом в соответствии с заготовкой
длина, с базовой рамой, закаленные направляющие вкладыша, зубчатые
реечная система и серводвигатель с инкрементным энкодером, ход макс.
Категория: 108 сварочные аппараты / Машины для сварки сетки
Последнее обновление: 25.07.2022
одобренный
дилер
Артикул №: 133709651
Новое в: 1995
б/у
Продавец: Силикон плюс
Местоположение:: 72474 Винтерлинген, Германия
Ideal PGS тип.140-12
Сварщик сетки Установлен в закрытой проволочной клетке
Структура безопасности, корпус сетки
Регулируемый сварочный цилиндр 12 шт.
Сила сварки 10 кН, с контролем
Сварочная панель, сварочные программы
Размеры зоны ограждения машины 7600 х 5800 х 2000 мм
Вес около 5 тонн
тип.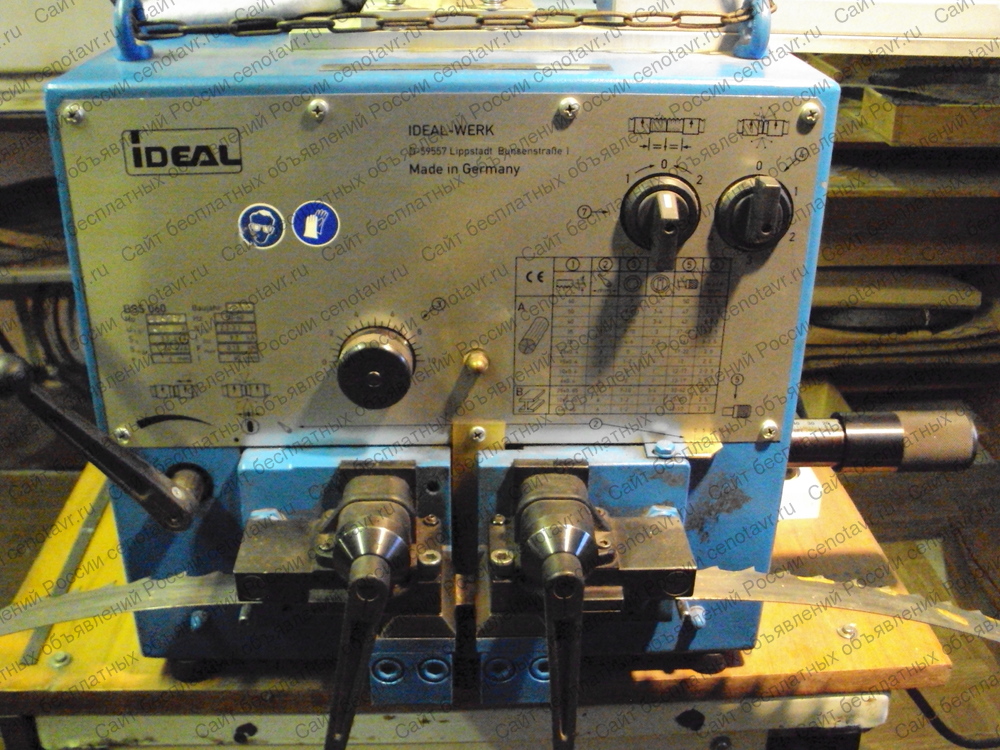 140-12
Сварщик сетки
Максимум. Полезная ширина 1 = 1400 мм
Диаметр поперечной проволоки: 2,00-8,00 мм
Номинальная мощность при ПВ 50 % 63 кВА
Мощность подключения кВА165
Установлен в закрытой проволочной клетке
Год выпуска 1995
Включая полное защитное ограждение
140-12
Сварщик сетки
Максимум. Полезная ширина 1 = 1400 мм
Диаметр поперечной проволоки: 2,00-8,00 мм
Номинальная мощность при ПВ 50 % 63 кВА
Мощность подключения кВА165
Установлен в закрытой проволочной клетке
Год выпуска 1995
Включая полное защитное ограждение
Категория: 105 пил
Последнее обновление: 05.09.2022
одобренный
Артикул №: 146140978
б/у
Продавец: Frank Sprengel Metallbearbeitungsmaschinen
Расположение:: 46240 Bottrop
Машина для сварки лент до 35 мм Производитель Идеал Тип В1 220 Вольт 6 Ампер Специальная цена
Категория: 108 сварочные аппараты / Сварочное оборудование
Последнее обновление: 19.04.2022
одобренный
дилер
Артикул №: 147118685
Новое в: 1995
б/у
Продавец: Wirecon GmbH
Местоположение:: 48455 Bad Bentheim
Машина для сварки сетки Ширина: 1200 мм Длина: 2000 мм Подходит для: Промышленные товары Состоит из: -двойной магазин магазин проволоки 2000 мм
Категория: 108 сварочные аппараты / Сварочное оборудование
Последнее обновление: 19. 04.2022
04.2022
одобренный
дилер
Артикул №: 147215298
Новое в: 2009
б/у
Продавец: Wirecon GmbH
Местоположение:: 48455 Bad Bentheim
Аппарат для сварки координатных сеток Versaweld 050 Ширина: 1200 мм Длина: 1200 мм Подходит для: Промышленные товары Состоит из: включает все шаблоны
Категория: 108 сварочные аппараты / Машины для стыковой сварки
Последнее обновление: 25.04.2022
одобренный
дилер
Артикул №: 158794794
б/у
Продавец: WAHO Werkzeug- und Maschinenhandelsges. мбХ
мбХ
Машина для стыковой сварки марки IDEAL тип AS 8Masch. -№: 127353 встроенный 1969Диапазон сварки низкоуглеродистой стали до: 800 мм2Мощность сварки: 40/80 кВАДиапазон сварки алюминия: 160 мм2Макс. Пробивное усилие: 25 кН. Номинальное мощность трансформатора: 40 кВАПрисоединенная нагрузка трансформатора: 60 кВАКабель питания: 25 мм2Предохранитель: 125АДопустимая частота сварки св. 25/70% зоны сварки: 320/120 p.h.Потребность в охлаждающей воде: 150 л/чВес ок. 1500 кгГабариты: 2000 х 1000 х 1300 мм б/у, от оперативное решениеЦена по запросу.Доставка: со склада или местоположение бесплатная загрузка грузовик.Оплата: нетто при приемке или по назначение.Технические данные не являются обязательными. Ошибки исключены. Мы бы радуйтесь, если вам нравится наше предложение и всегда доступны для вашего запросы.С уважениемМ. Станки WaldeckWAHO
Категория: 108 сварочные аппараты / Машины для стыковой сварки
Последнее обновление: 25.04.2022
одобренный
дилер
Артикул №: 158794796
б/у
Продавец: WAHO Werkzeug- und Maschinenhandelsges. мбХ
мбХ
Машина для стыковой сварки марки IDEAL тип AS 8Masch. -№: 1711.92 1977Диапазон сварки нелегированной стали: 40 — 800 мм2Диапазон сварки в алюминий: 160 мм2Макс. Пробивное усилие: 25 кН. Номинальная мощность трансформатор: 40 кВАПрисоединенная нагрузка трансформатора: 60 кВАПитание кабель: 25 мм2Защита: 80 AДопустимая частота сварки св. 25/70% зоны сварки: 320/120 p.h.Потребность в охлаждающей воде: 150 л / чПриблизительный вес: 1500 кгРазмеры: 1800 x 1500 x 1600 мм используется, в хорошее состояниеЦена по запросу.Доставка: со склада или населенного пункта бесплатно загрузка грузовика.Оплата: нетто при приемке или по договоренности.Технический данные не являются обязательными. Ошибки исключены. Мы будем рады, если вам нравится наше предложение и всегда доступны для ваших запросов.С уважениемМ. Станки WaldeckWAHO
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 24.05.2022
утвержденный
дилер
Артикул №: 157718262
б/у
Продавец: Silicon plus
Цена: 18 200 €
Идеал БАС 100. Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Отжигающий пирометр.
Ширина полотна до 100 мм. Машина в хорошем полностью рабочем состоянии.
Ленточные пилы для сварки дерева или металла. Диапазоны сварки:
Ленточная пила по дереву: 15 – 100 мм;
биметалл: 15 – 80 мм;
Пила из нержавеющей стали: 25 – 30 мм;
Ленточные ножи: 25 – 80 мм. Включая оригинальные инструкции по эксплуатации и документы на чешском языке
язык. Вес: ок. 500 кг.
Упаковка включена.
Сделано в Германии.
Доставка со склада.
Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Отжигающий пирометр.
Ширина полотна до 100 мм. Машина в хорошем полностью рабочем состоянии.
Ленточные пилы для сварки дерева или металла. Диапазоны сварки:
Ленточная пила по дереву: 15 – 100 мм;
биметалл: 15 – 80 мм;
Пила из нержавеющей стали: 25 – 30 мм;
Ленточные ножи: 25 – 80 мм. Включая оригинальные инструкции по эксплуатации и документы на чешском языке
язык. Вес: ок. 500 кг.
Упаковка включена.
Сделано в Германии.
Доставка со склада.
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 05.04.2022
утвержденный
дилер
Артикул №: 158628451
б/у
Продавец: Силикон плюс
Марка: Идеал.![]() Тип: БАС до 50 мм.
Машина для стыковой сварки оплавлением. Ручной зажим.
Ширина лезвия до 50 мм.
Машина в хорошем полностью рабочем состоянии.
Ленточные пилы для сварки дерева или металла.
Подключение: 220 В. Включая инструкцию по эксплуатации.
Сделано в Германии. Вес: ок. 180 кг.
Упаковка включена.
2 шт готовы к отгрузке со склада.
Тип: БАС до 50 мм.
Машина для стыковой сварки оплавлением. Ручной зажим.
Ширина лезвия до 50 мм.
Машина в хорошем полностью рабочем состоянии.
Ленточные пилы для сварки дерева или металла.
Подключение: 220 В. Включая инструкцию по эксплуатации.
Сделано в Германии. Вес: ок. 180 кг.
Упаковка включена.
2 шт готовы к отгрузке со склада.
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 24.05.2022
утвержденный
дилер
Артикул №: 1586
Новое в: 1988
б/у
Продавец: Силикон плюс
Марка: Идеал.
Тип: БАС 120.
Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Отжигающий пирометр. Устройство позиционирования лезвия.
Ширина полосы до 120 мм.
Год выпуска: 1988. Машина в хорошем полностью рабочем состоянии.
Доставка со склада. Включая инструкцию по эксплуатации.
Сделано в Германии.
Вес: ок. 500 кг.
Упаковка включена.
Устройство позиционирования лезвия.
Ширина полосы до 120 мм.
Год выпуска: 1988. Машина в хорошем полностью рабочем состоянии.
Доставка со склада. Включая инструкцию по эксплуатации.
Сделано в Германии.
Вес: ок. 500 кг.
Упаковка включена.
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 13.04.2022
Артикул №: 158698175
Новое в: 1995
б/у
Продавец: Industrierat-West GmbH & Co. KG
Местонахождение: Zwickau
Цена: 10 000 VB 9 евро0004
SN: 219052, усилие сжатия 220 кН, усилие зажима 450 кН, сварка поперечное сечение 1100 мм, диаметр кольца 340 мм, размах крыла макс. Обод 4″
Категория: 108 сварочные аппараты / Машины для стыковой сварки
Последнее обновление: 25.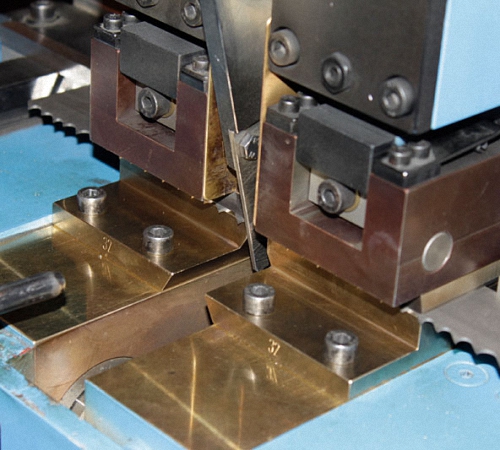 04.2022
04.2022
одобренный
дилер
Артикул №: 158794793
б/у
Продавец: WAHO Werkzeug- und Maschinenhandelsges. mbH
Машина для стыковой сварки Изготовитель. IDEAL Тип AS 5Построен в 1977 г. Номинальная мощность при
50% ПВ: 30 кВАПодключенная нагрузка: 35 кВАУстановка мощности выше: 10 уровнейОткрыть
напряжение цепи: 3,5 — 7 Вмаксимальное усилие сжатия: 1,4 МПаМакс. Задница
мощность сварки: 400 мм2Защита: 100 АВнешние размеры: 1150
x 1600 x 1400 ммб/у, в хорошем состоянииЦена по запросу.Доставка: ex
склад или местонахождение грузовик с бесплатной загрузкой. Оплата: нетто при приемке или
по предварительной записи.Технические данные не являются обязательными. Ошибки исключены.Мы
будем рады, если вам понравится наше предложение и вы всегда доступны для
Ваши запросы. С наилучшими пожеланиямиМ. Станки WaldeckWAHO
С наилучшими пожеланиямиМ. Станки WaldeckWAHO
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 07.07.2022
одобренный
дилер
Артикул №: 159335273
Новое в: 2007
б/у
Продавец: Силикон плюс
Марка: Идеал. Тип: БАС 050-01. Машина для стыковой сварки оплавлением. Ручной зажим. Год выпуска: 2007. Ширина лезвия до 50 [мм]. Машина в хорошем полностью рабочем состоянии. Ленточные пилы для сварки дерева или металла. Мощность: 400 [В]. Сделано в Германии. Доставка со склада.
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 03.10.2022
одобренный
дилер
Артикул №: 159622710
б/у
Продавец: Силикон плюс
Марка: Идеал. Тип: БАС 100.
Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Отжигающий пирометр.
Ширина полотна до 100 мм.
Машина в хорошем полностью рабочем состоянии.
Ленточные пилы для сварки дерева или металла. Диапазоны сварки:
Ленточная пила по дереву: 15 – 100 мм;
СС: 19– 50 мм;
биметалл: 15 – 80 мм;
Пила из нержавеющей стали: 25 – 30 мм;
Ленточные ножи: 25 – 80 мм. Год выпуска не указан на заводской табличке.
Включая инструкции по эксплуатации и схемы.
Сделано в Германии.
Вес: ок. 500 кг.
Упаковка включена.
Доставка со склада.
Тип: БАС 100.
Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Отжигающий пирометр.
Ширина полотна до 100 мм.
Машина в хорошем полностью рабочем состоянии.
Ленточные пилы для сварки дерева или металла. Диапазоны сварки:
Ленточная пила по дереву: 15 – 100 мм;
СС: 19– 50 мм;
биметалл: 15 – 80 мм;
Пила из нержавеющей стали: 25 – 30 мм;
Ленточные ножи: 25 – 80 мм. Год выпуска не указан на заводской табличке.
Включая инструкции по эксплуатации и схемы.
Сделано в Германии.
Вес: ок. 500 кг.
Упаковка включена.
Доставка со склада.
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 23.08.2022
одобренный
дилер
Артикул №: 159657157
Новое в: 2000
б/у
Продавец: Силикон плюс
Марка: Идеал. Тип: БАС 120.
Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Таймер отжига. Мощность: 220[В].
Ширина лезвия до 120 [мм].
Год выпуска: 2000.
Включая инструкцию по эксплуатации. Машина в хорошем полностью рабочем состоянии.
Доставка со склада.
Вес: ок. 500 [кг].
Упаковка включена.
Сделано в Германии.
Тип: БАС 120.
Машина для стыковой сварки оплавлением ленточных пил. Гидравлический зажим.
Таймер отжига. Мощность: 220[В].
Ширина лезвия до 120 [мм].
Год выпуска: 2000.
Включая инструкцию по эксплуатации. Машина в хорошем полностью рабочем состоянии.
Доставка со склада.
Вес: ок. 500 [кг].
Упаковка включена.
Сделано в Германии.
Категория: 819 прессы: аксессуары и запасные части
Последнее обновление: 05.10.2022
одобренный
дилер
Артикул №: 146759200
б/у
Продавец: MJS-LINE GmbH
2X ЗАПАСНОЙ НОЖ ДЛЯ РЕЗАЛЬНОЙ МАШИНЫ IDEAL 7228-95 ЭК 3 ЛТ Формат (см): 72
Категория: 831 послепечатная обработка: резаки и гильотины / Машины для резки бумаги
Последнее обновление: 25. 04.2022
04.2022
утвержденный
дилер
Артикул №: 94141722
Новое в: 1990
б/у
Продавец: Maschinenhandel Kmet
Год постройки: 1990 Длина резки: 475 мм Высота реза: 80 мм Оставшийся отрез: 30 мм Глубина вставки: 458 мм Электрический резак для штабелей с системой EASY-CUT и автоматическим прессованием удобная резка Описание продукта Простая в использовании обрезка с помощью запатентованной двухступенчатой системы управления EASY-CUT. Оптимальная высота стола 940 мм для эргономичной работы.
Категория: 110 принадлежности для станков
Последнее обновление: 29.04.2022
одобренный
дилер
Артикул №: 17897711
Новое в: 2022
новый
Продавец: SpriTec Systems
Различные варианты моделей. Отдельные области применения.
Пожалуйста спросите.
Отдельные области применения.
Пожалуйста спросите.
Категория: 831 Послепечатная обработка: куттеры и гильотины / Высокоскоростные куттеры
Последнее обновление: 30.09.2022
одобренный
дилер
Артикул №: 152060307
Новое в: 1996
б/у
Продавец: Джерри Кертин Лимитед
Мы рады предложить: Идеал 7228-06 Гильотина Год 1996
ПРОГРАММИРУЕМАЯ МОЩНАЯ ГИЛЬОТИНА С ГИДРАВЛИЧЕСКИМ ЗАЖИМОМ И PROFESSIONAL
ХАРАКТЕРИСТИКИ Длина реза 720 мм
Электромеханический привод лезвия
Гидравлический привод зажима
Бесступенчатая регулировка давления зажима (мин. 250 даН, макс. 2000 даН)
с оптическим индикатором
Воздушный стол на переднем и заднем столе в стандартной комплектации
Ножная педаль для предварительного зажима плюс индикатор линии реза
Защелкивающаяся ложная прижимная пластина с оптическим индикатором для деликатной работы
Электромеханический привод заднего упора с прецизионным шпинделем для точного
позиционирование (скорость заднего упора: 53 мм/сек. )
Полностью программируемый модуль управления задним упором
Электронный маховик для ручного позиционирования заднего упора с бесступенчатой регулировкой.
регулируемая скорость
Прочный стальной держатель лезвия с регулируемыми направляющими пластинами с обеих сторон
Режущий диск из высококачественной стали HSS Solingen.
Поворотный срез для большего количества срезов …
)
Полностью программируемый модуль управления задним упором
Электронный маховик для ручного позиционирования заднего упора с бесступенчатой регулировкой.
регулируемая скорость
Прочный стальной держатель лезвия с регулируемыми направляющими пластинами с обеих сторон
Режущий диск из высококачественной стали HSS Solingen.
Поворотный срез для большего количества срезов …
Категория: 831 послепечатная обработка: резаки и гильотины
Последнее обновление: 03.05.2021
утвержденный
дилер
Артикул №: 152678224
Новое в: 2008
б/у
Продавец: 3p Vertriebsgesellschaft mbH
Категория: 831 послепечатная обработка: резаки и гильотины
Последнее обновление: 29.05.2021
одобренный
дилер
Артикул №: 153181713
Новое в: 1999
б/у
Продавец: 3p Vertriebsgesellschaft mbH
Категория: 831 послепечатная обработка: куттеры и гильотины / штабелеукладчики
Последнее обновление: 16. 06.2022
06.2022
одобренный
дилер
Артикул №: 159187485
Новое в: 2011
б/у
Продавец: 3p Vertriebsgesellschaft mbH
Категория: 831 послепечатная обработка: резаки и гильотины / Резаки для бумаги
Последнее обновление: 12.09.2022
официальный
дилер
Артикул №: 159802882
б/у
Продавец: Komplett-Konzept Verwertungs GmbH
Местонахождение: 46325 Borken
Цена: 2 220 €
0002 IDEAL 4810-95 Резак для стека + Сменный нож Электромеханический привод ножа. Задний упор со шпинделем с ручным управлением
рукоятка. Электронный дисплей для цифрового отображения размеров, трансформируемый
от см до дюймов. Оптический интерпретатор резки с яркими светодиодами.
Быстрое прессование шпинделя с обеих сторон с большим маховиком. Две стороны
останавливается каждый на переднем и заднем столе. Качественный нож из
качественная ножевая сталь. Прочные стальные держатели ножей и регулируемый нож
гиды. Регулируемая возвратная рейка с малым шагом и пластиковыми направляющими. Комплексный пакет безопасности СКС:
Поворотное предохранительное устройство с электронным управлением спереди
стол; прозрачная защитная крышка на заднем столике; главный выключатель и
замок безопасности с ключом; Разблокировка двумя руками с повторным замком и
контроль одновременности; 24-вольтовое управление; запатентованный безопасный привод IDEAL;
автоматический возврат ножа из любого положения; Дисковый тормоз для немедленного
кни…
Задний упор со шпинделем с ручным управлением
рукоятка. Электронный дисплей для цифрового отображения размеров, трансформируемый
от см до дюймов. Оптический интерпретатор резки с яркими светодиодами.
Быстрое прессование шпинделя с обеих сторон с большим маховиком. Две стороны
останавливается каждый на переднем и заднем столе. Качественный нож из
качественная ножевая сталь. Прочные стальные держатели ножей и регулируемый нож
гиды. Регулируемая возвратная рейка с малым шагом и пластиковыми направляющими. Комплексный пакет безопасности СКС:
Поворотное предохранительное устройство с электронным управлением спереди
стол; прозрачная защитная крышка на заднем столике; главный выключатель и
замок безопасности с ключом; Разблокировка двумя руками с повторным замком и
контроль одновременности; 24-вольтовое управление; запатентованный безопасный привод IDEAL;
автоматический возврат ножа из любого положения; Дисковый тормоз для немедленного
кни…Категория: 831 послепечатная обработка: резаки и гильотины
Последнее обновление: 06. 10.2022
10.2022
Артикул №: 159963576
б/у
Продавец: 3p Vertriebsgesellschaft mbH
Категория: 818 прессы: прочее
Последнее обновление: 07.10.2022
утвержденный
дилер
Артикул №: 155251553
б/у
Продавец: F1-TRADE GmbH
Местонахождение:: В наличии Эмскирхен / Нюрнберг
4-шпиндельный сверлильный станок для бумаги Ideal 504 Серийный номер. — — Год — — Мы был бы очень рад вашему визиту — больше машин на складе- -Доступно немедленно- -Можно проверить- -На складе Эмскирхен / Нюрнберг — Можно проверить-
Категория: 109 другие металлообрабатывающие станки / Системы профилирования
Последнее обновление: 06. 10.2022
10.2022
утвержденный
дилер
Артикул №: 156642592
б/у
Продавец: Маркус Хирш ГмбХ
Расположение:: Германия
Ширина листа: 400 мм Толщина листа: 3 мм Станции: . суммарная мощность потребность: кВт вес машины ок.: т размеры машины прим.: m Данные для этого объявления были созданы с помощью ModulMWS — программного обеспечения решение LogoTech oHG.
Категория: 109 прочие металлообрабатывающие станки
Последнее обновление: 17.06.2022
одобренный
дилер
Артикул №: 157146564
Новое в: 1987
б/у
Продавец: Helmut Steinfels GmbH & Co. KG
KG
диаметр проволоки 2,0 — 7 мм рабочая ширина 2,0 — 7 мм мощность сварки 6 x 130 кВА Рабочая ширина 2080 мм Ширина сварки 250-1600 мм Количество сварочные головки 12
Категория: 109 прочие металлообрабатывающие станки
Последнее обновление: 17.06.2022
официальный
дилер
Артикул №: 157173383
Новое в: 1990
б/у
Продавец: Helmut Steinfels GmbH & Co. KG
диаметр проволоки 2,5-8 мм длина подачи 300 см рабочая ширина 25-100 см
Категория: 903 машины для обработки почвы, посева и уборки
Последнее обновление: 07.10.2022
одобренный
дилер
Артикул №: 157252767
Новое в: 1981
б/у
Продавец: Theodor Eberlei GmbH & Co. KG
KG
Местонахождение:: 26215 Wiefelstede, DE
Цена: 450 €
Бумагорезательная машина, плоскорезная машина, плоскорезальная машина, электрическая резальная машина, гильотина -Макс. Ширина реза: 360 мм -Макс. Высота вставки: 40 мм -Макс. Глубина вставки: мм — за упором -Размеры: 525/600/В955 мм -Вес: 33 кг
Категория: 831 послепечатная обработка: резаки и гильотины / Бумагорезаки
Последнее обновление: 16.04.2022
одобренный
дилер
Артикул №: 157591965
Новое в: 1989
б/у
Продавец: ITK Graphic Machinery
Местоположение:: 2105 Heemstede
Цена: 1 €
Гильотина
Идеал
Модель 4810А
1989 год
Длина резки 475 мм
Детали Ручной регулируемый зажим
Электрорезка
Ручная регулировка заднего упора
Чтение/вывод линейки
2 новых ножа, 1 б/у. однофазный, 240 вольт
однофазный, 240 вольт
Категория: 109 прочие металлообрабатывающие станки
Последнее обновление: 17.06.2022
одобренный
дилер
Артикул №: 157863152
Новое в: 2000
б/у
Продавец: Helmut Steinfels GmbH & Co. KG
полностью автоматический диаметр проволоки 8 мм рабочая ширина 8 мм мощность сварки 3 x 150 кВА рабочая ширина 2 м
Категория: 503 измельчители / Измельчители
Последнее обновление: 01.03.2022
Артикул №: 158378369
Новое в: 1993
б/у
Продавец: ARTechnic
Местоположение:: 43300 Бельско-Бяла
Технические характеристики Промышленные измельчители IDEAL 4104 Измельчитель
Ширина реза: 6 мм
Электропитание: 400 В/ 4 кВт
ступенька безопасности P2 DIN66399-1
Год постройки: 1993
Производительность: ок.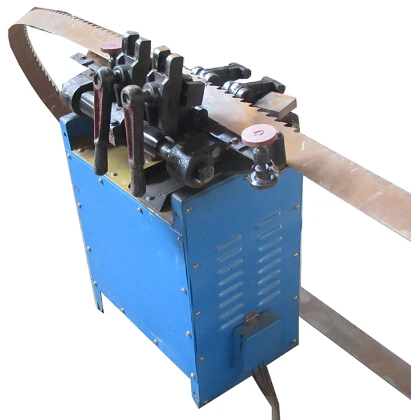 70 листов (DIN A4, 70 г/м²) Машина полностью исправна, после технического осмотра. У нас есть несколько канальных пресс-подборщиков и пресс-подборщиков на нашем складе, и мы
Сердечно приглашаем вас связаться с нами!
70 листов (DIN A4, 70 г/м²) Машина полностью исправна, после технического осмотра. У нас есть несколько канальных пресс-подборщиков и пресс-подборщиков на нашем складе, и мы
Сердечно приглашаем вас связаться с нами!
Категория: 503 измельчители / Измельчители
Последнее обновление: 01.03.2022
Артикул №: 158378370
Новое в: 1988
б/у
Продавец: ARTechnic
Местоположение:: 43300 Бельско-Бяла
Технические характеристики Ширина резки: 12 мм, 9 мм, 6 мм, 3 мм Год постройки: 1988-1989 гг. Производительность: ок. 70 листов (DIN A4, 70 г/м²) Цена по запросу Скорость резки: ок. 200 мм/с уровень безопасности: P1 — P2 Электропитание: 380 В/2,2 кВт Машина полностью исправна, после технического осмотра У нас есть несколько канальных пресс-подборщиков и пресс-подборщиков на нашем складе, и мы Сердечно приглашаем вас связаться с нами!
Категория: 503 измельчители / Измельчители
Последнее обновление: 01.![]() 03.2022
03.2022
Артикул №: 158378373
Новое в: 2012
б/у
Продавец: ARTechnic
Местоположение:: 43300 Бельско-Бяла
Технические характеристики Ширина реза: 2 х 15 мм Год постройки: 2012 Производительность: ок. 35-40 листов (DIN A4, 70 г/м²) Цена по запросу уровень безопасности: P5 Электропитание: 380 В/ 2,2 кВт У нас есть несколько канальных пресс-подборщиков и пресс-подборщиков на нашем складе, и мы Сердечно приглашаем вас связаться с нами!
Категория: 831 Послепечатная обработка: резаки и гильотины / Резаки для бумаги
Последнее обновление: 12.09.2022
утвержденный
дилер
Артикул №: 158421756
Новое в: 2010
б/у
Продавец: SOLUTION GRAPHIQUE FRANCE
Расположение:: 06670 COLOMARS
Воздушный стол
2 боковых столика
2 ножа
Фотоэлементы
Программа Машина проверена и почищена.
Категория: 831 Послепечатная обработка: резаки и гильотины / Бумагорезательные машины
Последнее обновление: 05.09.2022
утвержденный
дилер
Артикул №: 158429293
Новое в: 2004
б/у
Продавец: Poligraf Graphische Maschinen Павел Суднищиков
Раскройный станок Ideal 7228 -95 EC3 LT Год постройки 2004 В хорошем состоянии
Категория: 708 холодильная техника / Холодильные столы
Последнее обновление: 15.04.2022
одобренный
дилер
Артикул №: 158713043
б/у
Продавец: Multiback Bäckereitechnik
Местонахождение:: 33647 Bielefeld
Витрина холодильная встраиваемая IDEAL GREEN SL GR-80-139-PE — Производитель: Идеал
— Тип: Зеленый SL GR-80-139-ПЭ
— 230 вольт
— Готов к подключению
— Номинальная мощность 757 Вт
— 3 слоя
— переднее углубление для бутылок с напитками
— изогнутое лобовое стекло
— 2 раздвижные двери
— 1 большой ящик
— из нержавеющей стали
— Приблизительные внешние размеры: Ширина: 80 см, глубина: 97 см, высота: 140 см.
Категория: 831 Послепечатная обработка: резаки и гильотины / Бумагорезательные машины
Последнее обновление: 05.09.2022
утвержденный
дилер
Артикул №: 159167545
Новое в: 2004
б/у
Продавец: Poligraf Graphische Maschinen Павел Суднищиков
Местонахождение: 44892 Бохум
Раскрой Emashine Ideal 7228-95 EC3 Год постройки 2004
Категория: 831 послепечатная обработка: резаки и гильотины
Последнее обновление: 15.09.2022
официальный
дилер
Артикул №: 159822098
Новое в: 2010
б/у
Продавец: Blöcker Graphische Maschinen GmbH
Место нахождения: 33415 Verl
Ideal 5222 Digicut, 2010 г. Программа
Стол
Луч безопасности
Доступно: на короткий срок
Программа
Стол
Луч безопасности
Доступно: на короткий срок
Категория: 831 Послепечатная обработка: резаки и гильотины / Бумагорезательные машины
Последнее обновление: 22.09.2022
утвержденный
дилер
Артикул №: 159868243
Новое в: 2007
б/у
Продавец: Poligraf Graphische Maschinen Павел Суднищиков
Расположение:: 44892 Бохум
Резак Ideal 4850-95EP год постройки 2007 от Демосаля. В очень хорошем состоянии!
Категория: 108 сварочные аппараты / Машины для стыковой сварки оплавлением
Последнее обновление: 06.10.2022
одобренный
дилер
Артикул №: 159962542
б/у
 + E. Jungeblodt Машины для стыковой сварки оплавлением
+ E. Jungeblodt Машины для стыковой сварки оплавлением Продавец: Christoph Busch GmbH
Местонахождение:: EUR
Stumpfschweissmaschine: . Ausführung: mit Nachglüheinrichtung mit Шлейфштейн: . Arbeitsbereich: 5 — 16 мм мм Nennleistung: 2,5 кВА auf fahrbarem Gestell: Die Daten fü, dieses Inserat wurden erstellt mit ModulMWS — умирает Maschinenverwaltung от LogoTech oHG.
Категория: 831 послепечатная обработка: резаки и гильотины
Последнее обновление: 06.10.2022
Артикул №: 159962642
Новое в: 2001
б/у
Продавец: ITK Graphic Machinery
Местоположение:: 2105 Heemstede
Гильотина Делать Идеал Модель 4700 2001 год Длина реза 470 мм Высота стопки 80 мм Пространство за ножом 470 мм Доступны прямые
Категория: 831 послепечатная обработка: резаки и гильотины
Последнее обновление: 06. 10.2022
10.2022
Артикул №: 159962643
Новое в: 2006
б/у
Продавец: ITK Graphic Machinery
Местонахождение: 2105 Heemstede
Гильотина Делать Идеал Модель 3915-95 2006 год Длина реза 390 мм Высота стопки 40 мм Пространство за ножом 390 мм В наличии напрямую
Категория: 1403 другое складское оборудование
Последнее обновление: 18.07.2022
одобренный
дилер
Артикул №: 153993737
б/у
Продавец: Александр фон Вестернхаген.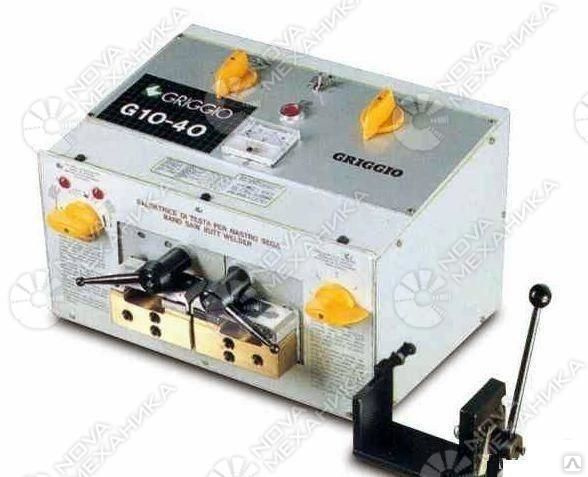 Металлические полочные ящики RK 512, 1100 шт., SSI Schäfer —
использовал — :
Цена: за штуку: теперь всего 6,-€ вместо 9,-€ (нетто)!
В основном продается вся позиция
Минимальный заказ 1 поддон (184 шт.)
Тип: РК 512
Масса 501612
Частично с сепаратором
Сталь, окрашенная в синий цвет
Первоначальная цена: ок. 19.-€ (нетто)
ок. 522 шт. = прибл. 184 штуки на поддоне
Состояние: хорошее
Доступно: с этого момента
Местонахождение: Нойнкирхен/ Саар
Металлические полочные ящики RK 512, 1100 шт., SSI Schäfer —
использовал — :
Цена: за штуку: теперь всего 6,-€ вместо 9,-€ (нетто)!
В основном продается вся позиция
Минимальный заказ 1 поддон (184 шт.)
Тип: РК 512
Масса 501612
Частично с сепаратором
Сталь, окрашенная в синий цвет
Первоначальная цена: ок. 19.-€ (нетто)
ок. 522 шт. = прибл. 184 штуки на поддоне
Состояние: хорошее
Доступно: с этого момента
Местонахождение: Нойнкирхен/ Саар
Категория: 108 сварочные аппараты
Последнее обновление: 19.05.2015
одобренный
дилер
Артикул №: 6888174
Новое в: 1986
б/у
Продавец: der-erste-schritt
Местонахождение: langwedel 27299
Цена: 3. 900 €
900 €
Аппарат для точечной сварки Walter Heller. Технические данные: Тип 8805 номер машины 871086 Номинальная мощность 80 кВА Anschlusslesitung 141 кВА Усилие на электроде 10,5 кН при 50% Скорость охлаждающей воды 5/мин Выступ 670 мм оснащен новым управлением Tecna TE 90 Mark II Прибор новый в марте 2014 года прошел масштабную проверку специализированной компанией — Лог находится. Вес ок. 500 кг Размеры машины в мм ок. 1750 x 420 x 1500 В x Ш x Г Сварочный контроль ТЭ 90, представляет собой микропроцессор-управление для однофазного — аппараты контактной сварки. Контроль сварки, отвечающий поставленной задаче, элементы управления машиной, в частности СЦР, которые контролируют настройка сварочного тока. Рабочий цикл, ПД 90 циклов, описывается с помощью параметров программирования. ТЕ 90 это подходит для ручных и пневматических машин. Синхронное управление SCR, регулировка времени сварки с помощью фазовой резки Easy pr …
Категория: 308 другие машины для пластмассы
Последнее обновление: 08. 09.2022
09.2022
одобренный
дилер
Артикул №: 153852405
Новое в: 2018
б/у
Продавец: akf bank GmbH & Co KG и akf leasing GmbH & Co KG
Это автомат. Сварочный аппарат для соединения крышек с аккумулятором кузова (макс. 400 мм). 2 Зеркальная система
Категория: 109 прочие металлообрабатывающие станки
Последнее обновление: 06.10.2022
одобренный
дилер
Артикул №: 157170684
Новое в: 2009
б/у
Продавец: Stange Werkzeugmaschinen Gmbh & Co. KG
KG
Местоположение :: 37235 Hessisch Lichtenau
Цена: 950 €
Категория: 109 другие рабочие машины
Артикул №: 157170734
Новое в: 1997
б/у
Продавец: Stange Werkzeugmaschinen GmbH & Co. KG.
пюре. №736-820-387 Год постройки 1997 Мощность 250 Ампер. = 35 %
ЭД 190 Ампер. = 60 % ПВ 150 Ампер. = 100 % ED Настройка мощности: бесступенчато
регулируемый — Электрододержатель с соединительным кабелем 6 метров — ПРЯМОЙ
ток — Вентилятор- Воздушное охлаждение — возможно, также возможна сварка TIG,
без подключения пакета шлангов 380 В, 50 Гц, 32 А. Вилка Корт
требования Д x Ш x В 1200 x 750 x 1050 мм вес 180 кг хорошо
Состояние Устройство изначально также предназначалось для сварки TIG. пакет шлангов для сварки TIG отсутствует и функция не
был протестирован. Водяное охлаждение было для пакета шлангов для TIG.
сварка. Поэтому устройство продается только как электродный сварочный аппарат;
б/у
пакет шлангов для сварки TIG отсутствует и функция не
был протестирован. Водяное охлаждение было для пакета шлангов для TIG.
сварка. Поэтому устройство продается только как электродный сварочный аппарат;
б/у
Категория: 109 прочие металлообрабатывающие станки
Последнее обновление: 06.10.2022
одобренный
дилер
Артикул №: 157170756
б/у
Сварочный поворотный стол — Сварочное поворотное устройство с умхой
Продавец: Stange Werkzeugmaschinen GmbH & Co. KG
Местонахождение: 37235 Hessisch Lichtenau
Цена: 800 €
Сварочный поворотный стол — сварочное поворотное устройство с загрузкой корпуса вместимость ок. Диаметр патрона 50 кг 300 мм Скорость патрона 1,0-15 об/мин Подключение к сети 230 В, 50 Гц — Вращающийся патрон Planspiral с кулачки патрона со ступеньками внутрь — бесступенчатая регулировка скорости с помощью poti — Привод через мотор-редуктор, направление вращения влево — Пуск через электрический выключатель — Передача сварочного тока с скользящим контактом — Всасывающий патрубок 160 мм — Внутреннее освещение дверного проема Ш x В 715 x 1060 мм Размеры внутреннего пространства Ш x Г x В 780 x 780 x 1100 мм Требования к площадке Ш x Г x В 900 х 900 х 2300 мм Вес 190 кг; б/у
Категория: 109 прочие металлообрабатывающие станки
Последнее обновление: 06. 10.2022
10.2022
одобренный
дилер
Артикул №: 157170945
Новое в: 1979
б/у
Продавец: Stange Werkzeugmaschinen GmbH & Co. KG
Местонахождение:: 37235 Hessisch Lichtenau
Цена: 3.400 €
Не нашли нужную машину? отправить запрос всем дилерам (регистрация не требуется)
- Страница 1
- » Следующий
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- 11
- 12
Машина для стыковой сварки ленточных пил серии BAS-050MM_DUROWELDER GROUP
Описание продукта
Машина для стыковой сварки ленточных пил серии BAS-050MM
Устройство разработано и изготовлено с независимыми правами интеллектуальной собственности для полуавтоматической стыковой сварки полотна ленточной пилы посредством дальнейших исследований и инноваций в соответствии с многолетним опытом и предложениями конечных пользователей на основе немецкого сварочного аппарата для пильных полотен IDEAL.
Полный комплект устройств для стыковой сварки ленточной пилы включает в себя 1 комплект подвижного рабочего стола, 1 комплект станка для резки полотна ленточной пилы, 1 комплект основного станка для стыковой сварки и 1 комплект станка для шлифовки сварочных швов.
Станок для резки и резки ленточных пил серии I.AHE-080MM
1. Станок для резки пильных полотен предназначен для резки без заусенцев, без искажений, квадратной резки концов пильных полотен.
2. Режущие ножи изготовлены из специальной инструментальной стали для длительного срока службы с несколькими лезвиями.
3. Регулируемые упоры для сварки для согласования шага зубьев различных ленточных пил.
4. Ручные зажимные губки для нескользящего зажима полосы в процессе резки.
5. Различные модели для полос различной ширины и поперечного сечения, с ручным или пневматическим управлением, для одинарной или двойной резки.
II. Станок для шлифовки сварочных швов ленточной пилы серии SMH-060MM
1. Шлифовальные станки для снятия заусенцев со сварного шва с трехфазным двигателем, выключателем и регулировкой рабочей высоты.
Шлифовальные станки для снятия заусенцев со сварного шва с трехфазным двигателем, выключателем и регулировкой рабочей высоты.
2. Доступны ручное эксцентриковое зажимное устройство и зажимное устройство с пневматическим приводом.
3. Бесступенчатая регулировка скорости шлифования с помощью ручки управления.
4. Дополнительный рычаг для точной регулировки шлифовальной головки.
III. Подвижный рабочий стол серии WT-1200KG
1. Подвижный стол на 4 колесах и легко перемещается, можно зафиксировать на земле, заблокировав колеса.
2. Ящик используется для размещения и хранения ручных инструментов или запасных частей
3. Можно легко разделить на несколько мелких частей, чтобы сэкономить место и удобно для доставки и транспортировки.
4. Может удерживать вес более 1200 кг.
Ⅳ.BAS-050MM Ленточнопильный станок для стыковой сварки Основной принцип и особенности
Ручной зажим, двигатель приводит кулачок в осадку и стыковую сварку, затем отжиг вручную.
1. Принять ручное зажимное устройство и моторизованный кулачковый механизм, нет необходимости в источнике воздуха и воздушном компрессоре, удобно использовать.
2. Торцевая вспышка производится моторизованным кулачковым диском.
3. Сила осадки создается точно регулируемым пружинным механизмом.
4. Напряжение отжига свободно регулируется, а время отжига может быть установлено от 0 до 10 минут.
5. Автоматический сброс давления в процессе отжига.
6. На основе производственного запроса, также может быть установлена система водяного охлаждения для основных и основных сварочных электродов.
Ⅴ.Основной технический параметр
| аппарата для стыковой сварки Технические параметры | БАС-50ММ | |
Номинальная мощность при 50% номинального рабочего цикла | 4,5 кВА | |
Максимальная ширина стыковой сварки | Ленточная пила по дереву | 3-50мм |
Биметаллическое полотно ленточной пилы | 3–42 мм | |
Полотно ленточной пилы из вольфрамового сплава | 3–42 мм | |
Полотно ленточной пилы из нержавеющей стали | 4–35 мм | |
Ленточная пила из быстрорежущей стали | 4–35 мм | |
Ленточные ножи для кожи и поролона | 4-50мм | |
Стальная полоса | 3-50мм | |
Приблизительный вес сварочного аппарата | 280 кг | |
Превышение размера | Д: 170 см * Ш: 70 см * высота: 140 см | |
Предыдущий
топливный вход | Milwaukee Tool
Зарегистрируйтесь, чтобы принять участие в ежемесячном розыгрыше
Введите код
Этот код уже был погашен.
*Необходимый
Адрес электронной почты
Имя
Фамилия
Индекс / Почтовый индекс
Соединенные ШтатыКанадаСтрана
EnglishEspanolFrancaisLanguage Preference
Автомобилестроение/ТранспортГражданское строительствоСтолярные работыРеконструкцияГипсокартон/Изоляция/ПокраскаЭлектромонтажник-Внутренний электромонтажникЭлектромонтажник-низковольтный/датаком Электромонтажник-жилой электромонтерЭлектропроводник-внешняя линияРаботник-внешникЭнергия-внеземлянинЭлектроэнергетика-вне телекоммуникацииЭнергия Генерация угля/газа/атомной энергии Генерация солнечной энергии/ветра/ГеоСантехникаДренаж/канализация Обслуживание труб и паровых фитинговСпринклерные системы & Противопожарная защитаЛистовой металлСваркаМеханический подрядчикHVAC/RFТехническое обслуживаниеГенеральный подрядУправление недвижимостьюФерма/Сельское хозяйствоОзеленениеКладка/БетонМеталлообработкаГорнодобывающая промышленность/Нефть/ГазПроизводствоДистрибьютор/ДилерСделай сам/ЭнтузиастТорговля/Занятие
Коммерческий/Стальной СтадПромышленныйЖилой/Рама ПалкиТорговый Сектор
M12™0960-20 — M12 FUEL™ 1,6 галлона для влажной/сухой уборки2402-20 — M12 FUEL™ 1/4″ Шестигранная 2-скоростная отвертка2403-20 — M12 FUEL™ 1/2″ Дрель/шуруповерт2404-20 — M12 FUEL™ 1 Ударная дрель/шуруповерт /2″2409-20 — M12 FUEL™ Низкоскоростной шинный буфер2416-20 — M12 FUEL™ 5/8″ Перфоратор SDS Plus (только инструмент)2452-20 — M12 FUEL™ 1/4″ Ударный гайковерт3453-20 — Ударный шестигранный гайковерт M12 FUEL™ 1/4″2454-20 — Ударный гайковерт M12 FUEL™ 3/8″3459-22 — M12 FUEL™ Ремонтный комплект для коммерческих шин 2465-20 — M12 FUEL™ 3/8″ Цифровой динамометрический ключ с ONE-KEY™2466-20 — M12 FUEL™ 1/2″ Цифровой динамометрический ключ с ONE-KEY™ 2476-20 — M12 FUEL™ 16 калибровочный высечно-шлифовальный станок с регулируемой скоростью2485-20 — M12 FUEL™ 1/4″ Прямая прямошлифовальная машина2486-20 — M12 FUEL™ 1/4″ Прямая прямошлифовальная машина 2503-20 — M12 FUEL™ 1/2″ Дрель2504 -20 — M12 FUEL™ 1/2″ Ударная дрель2505-20 — M12 FUEL™ Установочная дрель/винтоверт2520-20 — M12 FUEL™ HACKZALL® Сабельная пила2522-20 — M12 FUEL™ 3″ Компактный отрезной инструмент2526-20 — M12 FUEL™ Многофункциональный инструмент с осцилляцией2527-20 — Обрезная пила M12 FUEL™ HATCHET™ 6 дюймов2529-20 — Компактная ленточная пила M12 FUEL™ без инструмента2530-20 — Циркулярная пила M12 FUEL™ 5-3/8″2531-20 — ОРБИТАЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА M12 FUEL™ 2532-20 — Расширитель M12 FUEL™ ProPEX® с 1/2″- Расширительные головки RAPID SEAL™ ProPEX® 1 дюйм2533-21 — Ножницы для живой изгороди M12 FUEL™ 8 дюймов 2551-20 — M12 FUEL™ SURGE™ 1/4 дюйма с шестигранным гидравлическим отверткой без инструментов 2552-20 — M12 FUEL™ 1/4 дюйма Укороченный ударный гайковерт 2553 -20 — Шестигранный ударный гайковерт M12 FUEL™ 1/4″ (только инструмент) 2554-20 — M12 FUEL™ 3/8″ Ударный гайковерт Stubby 2555-20 — M12 FUEL™ Укороченный ударный гайковерт 1/2″ 2555P-20 — M12 FUEL ™ Укороченный ударный гайковерт 1/2 дюйма со стопорным штифтом2556-20 — M12 FUEL™ 1/4 дюйма с трещоткой2557-20 — M12™ FUEL™ 3/8 дюйма без трещотки2558-20 — M12™ FUEL™ 1/2 дюйма с трещоткой без покрытия Инструмент2559-20 — M12 FUEL™ 1/4″ Трещотка с увеличенным вылетом 2560-20 — M12 FUEL™ 3/8″ Трещотка с увеличенным вылетом 2564-20 — M12 FUEL™ 3/8″ Прямоугольный ударный гайковерт с фрикционным кольцом (без инструмента) 2565- 20 — Угловой ударный гайковерт M12 FUEL™ 1/2 дюйма с фрикционным кольцом (без инструмента) 2565P-20 — Угловой ударный гайковерт M12 FUEL™ 1/2 дюйма со стопорным штифтом (только инструмент) 2566-20 — M12 FUEL ™ Высокоскоростная трещотка 1/4″2567-20 — Высокоскоростная трещотка M12 FUEL™ 3/8″2568-20 — Высокоскоростная трещотка M12 FUEL™ 1/4″ с увеличенным вылетом2569-20 — Высокоскоростная трещотка M12 FUEL™ 3/8″ с увеличенным вылетом Ratchet2582-22 — Жесткий диск M12 FUEL™ SURGE™, 2 шт. , комбинированный комплект2594-22 — Комбинированный набор из 2 инструментов M12 FUEL™2596-22 — Комбинированный набор из 2 инструментов M12 FUEL™: дрель 1/2″ и ударный шестигранный шуруповерт 1/4″2597-22 — Комбинированный набор из 2 инструментов M12 FUEL™2598- 22 — Комбинированный набор из 2 инструментов M12 FUEL™: ударная дрель 1/2 дюйма и ударный шестигранный шуруповерт 1/4 дюйма3403-20 — Дрель/винтоверт M12 FUEL™ 1/2 дюйма3404-20 — Ударная дрель M12 FUEL™ 1/2 дюйма /Driver3453-20 — Шестигранная ударная отвертка M12 FUEL™ 1/4″3497-22 — Комбинированный набор из 2 инструментов M12 FUEL™M18™0885-20 — Рюкзачный пылесос M18 FUEL™ 3-в-10910-20 — M18 FUEL™ 6 галлонов (мокрый)/ Сухой вакуум0911-20 — Головка M18 FUEL™ для мокрого/сухого вакуума0920-20 — M18 FUEL™ 9-галлонный пылесос с двумя батареями для влажной/сухой уборки0921-20 — M18 FUEL™ Моторная головка с двумя батареями для влажной/сухой уборки0930-22HD — M18 FUEL™ Комплект с двумя батареями для влажной/сухой уборки на 12 галлонов0940-20 — M18 Компактный пылесос FUEL™0970-20 — Пылесос M18 FUEL™ PACKOUT™ 2,5 галлона для влажной/сухой уборки2603-20 — M18 FUEL™ 1/2″ Дрель/шуруповерт2604-20 — M18 FUEL™ 1/2″ Ударная дрель/шуруповерт2653-20 — M18 FUEL ™ Шестигранный ударный гайковерт 1/4″2654-20 — Ударный гайковерт M18 FUEL™ 3/8″ с фрикционным кольцом2655-20 — Ударный гайковерт M18 FUEL™ 1/2″ со стопорным штифтом2655B-20 — Ударный гайковерт M18 FUEL™ 1/2″ с шаровым штифтом2660-20 — Инструмент для заклепок M18 FUEL™ 1/4″ с инструментом ONE-KEY™ без инструмента2661-20 — Инструмент M18 FUEL™ для стопорных болтов 1/4″ с инструментом ONE-KEY™ без инструмента2684-20 — M18 FUEL ™ 15мм эксцентриковая полировальная машина2685-20 — M18 FUEL™ 21мм эксцентриковая полировальная машина2703-20 — M18 FUEL™ 1/2″ Дрель/шуруповерт2704-20 — M18 FUEL™ 1/2″ Ударная дрель/шуруповерт2705-20 — M18 FUEL™ with ONE -KEY™ 1/2″ Дрель/шуруповерт2706-20 — M18 FUEL™ с ударной дрелью ONE-KEY™ 1/2″/шуруповертом 2707-20 — M18 FUEL™ HOLE HAWG® 1/2″ Righ Угловая дрель 2708-20 — Угловая дрель M18 FUEL™ HOLE HAWG® с QUIK-LOK™2709-20 — Угловая дрель M18 FUEL™ SUPER HAWG™ 1/2″2711-20 — Угловая дрель M18 FUEL™ SUPER HAWG™ с QUIK-LOK™2712-20 — Перфоратор M18 FUEL™ 1″ SDS Plus 2713-20 — Перфоратор M18 FUEL™ 1″ SDS Plus с D-образной рукояткой2715-20 — Перфоратор M18 FUEL™ 1-1/8″ SDS Plus2717-20 — Перфоратор M18 FUEL™ 1-9/16″ SDS Max перфоратор2718-20 — M18 FUEL™ Перфоратор SDS Max 1-3/4” с ONE KEY™2719-20 — M18 FUEL™ Hackzall®2720-20 — M18 FUEL™ SAWZALL® Сабельная пила2721-20 — M18 FUEL™ SAWZALL® Сабельная пила с ONE-KEY ™2722-20 — Сабельная пила M18 FUEL™ SUPER SAWZALL®2723-20 — Компактный фрезерный станок M18 FUEL™2724-20 — Воздуходувка M18 FUEL™2725-20 — Ножницы для струн M18 FUEL™2726-20 — Ножницы для живой изгороди M18 FUEL™ 24″ 2727-20 — Комплект бензопилы M18 FUEL™ 16″2727-20 — Бензопила M18 FUEL™ 16″ 2728-20 — Воздуходувка M18 FUEL™2729-20 — Ленточнопильный станок для глубокого распила M18 FUEL™ 2729S-20 — Ленточнопильный станок для глубокого распила M18 FUEL™ с двойным спусковым крючком2730-20 — Циркулярный станок M18 FUEL™ 6-1/2″2731-20 — M18 FUEL™ 7-1/4” Циркулярная пила2732-20 — Циркулярная пила M18 FUEL™ 7-1/4″2733-20 — M18 FUEL™ 7-1/4″ Торцовочная пила со скользящим соединением и двойным скосом2734-20 — Торцовочная пила M18 FUEL™ 10″ со скользящим соединением и двойным скосом2736-20 — M18 FUEL™ Настольная пила 8-1/4″ с One-Key™ 2737-20 — M18 FUEL™ Лобзик с D-образной рукояткой 2737B-20 — M18 FUEL™ Лобзик с цилиндрической рукояткой (только инструмент) 2738-20 — M18 7-дюймовая полировальная машина FUEL™ с регулируемой скоростью2739-20 — M18 FUEL 12″ Торцовочная пила со скольжением и двойной фаской 2740-20 — M18 FUEL™ 18ga Гвоздезабивной гвоздезабивной инструмент2741-20 — M18 FUEL™ 16ga Гвоздезабивной пистолет для прямой отделки2742-20 — M18 FUEL™ 16ga Угловой гвоздезабивной гвоздезабиватель 2743-20 — M18 FUEL™ 15ga Гвоздезабивной Nailer2744-20 — M18 FUEL™ 21-градусный гвоздезабивной гвоздь2745-20 — M18 FUEL™ 30-градусный рамочный гвоздезабивной пистолет2746-20 — M18 FUEL™ 18-калиберный гвоздезабивной пистолет2749-20 — M18 FUEL 18GA 1/4″ СТЕПЛЕР С УЗКОЙ КОРОНКОЙ 2753-20 — M18 FUEL™ Шестигранная ударная отвертка 1/4 дюйма2754-20 — Компактный ударный гайковерт M18 FUEL™ 3/8 дюйма с фрикционным кольцом2755-20 — Компактный ударный гайковерт M18 FUEL™ 1/2 дюйма со стопорным штифтом2755B-20 — M18 FUEL™ 1/2 » Компактный ударный гайковерт с фрикционным кольцом2757-20 — M18 FUEL™ с шестигранной ударной отверткой ONE-KEY™ 1/4″2758-20 — M18 FUEL™ с компактным ударным гайковертом ONE-KEY™ 3/8″ с фрикционным кольцом2759-20 — M18 FUEL™ с компактным ударным гайковертом ONE-KEY™ 1/2″ со стопорным штифтом2759B-20 — M18 FUEL™ с компактным ударным гайковертом ONE-KEY™ 1/2″ с фрикционным кольцом2760-20 — M18 FUEL™ Шестигранная гидравлическая отвертка SURGE™ 1/4″2762-20 — M18 FUEL™ 1/2″ Ударный гайковерт с высоким крутящим моментом и стопорным штифтом2763-20 — M18 FUEL™ 1/2″ Ударный гайковерт с высоким крутящим моментом и фрикционным кольцом2764-20 — M18 FUEL™ Ударный гайковерт с высоким крутящим моментом 3/4″ и фрикционным кольцом2765-20 — M18 FUEL™ Универсальная ударная дрель с шестигранной головкой 7/16″2766-20 — Ударный гайковерт M18 FUEL™ с высоким крутящим моментом ½» со стопорным штифтом2767-20 — M18 FUEL™ 1/2 Ударный гайковерт с высоким крутящим моментом и фрикционным кольцом2769-20 — M18 FUEL™ ½” Внешн.
, комбинированный комплект2594-22 — Комбинированный набор из 2 инструментов M12 FUEL™2596-22 — Комбинированный набор из 2 инструментов M12 FUEL™: дрель 1/2″ и ударный шестигранный шуруповерт 1/4″2597-22 — Комбинированный набор из 2 инструментов M12 FUEL™2598- 22 — Комбинированный набор из 2 инструментов M12 FUEL™: ударная дрель 1/2 дюйма и ударный шестигранный шуруповерт 1/4 дюйма3403-20 — Дрель/винтоверт M12 FUEL™ 1/2 дюйма3404-20 — Ударная дрель M12 FUEL™ 1/2 дюйма /Driver3453-20 — Шестигранная ударная отвертка M12 FUEL™ 1/4″3497-22 — Комбинированный набор из 2 инструментов M12 FUEL™M18™0885-20 — Рюкзачный пылесос M18 FUEL™ 3-в-10910-20 — M18 FUEL™ 6 галлонов (мокрый)/ Сухой вакуум0911-20 — Головка M18 FUEL™ для мокрого/сухого вакуума0920-20 — M18 FUEL™ 9-галлонный пылесос с двумя батареями для влажной/сухой уборки0921-20 — M18 FUEL™ Моторная головка с двумя батареями для влажной/сухой уборки0930-22HD — M18 FUEL™ Комплект с двумя батареями для влажной/сухой уборки на 12 галлонов0940-20 — M18 Компактный пылесос FUEL™0970-20 — Пылесос M18 FUEL™ PACKOUT™ 2,5 галлона для влажной/сухой уборки2603-20 — M18 FUEL™ 1/2″ Дрель/шуруповерт2604-20 — M18 FUEL™ 1/2″ Ударная дрель/шуруповерт2653-20 — M18 FUEL ™ Шестигранный ударный гайковерт 1/4″2654-20 — Ударный гайковерт M18 FUEL™ 3/8″ с фрикционным кольцом2655-20 — Ударный гайковерт M18 FUEL™ 1/2″ со стопорным штифтом2655B-20 — Ударный гайковерт M18 FUEL™ 1/2″ с шаровым штифтом2660-20 — Инструмент для заклепок M18 FUEL™ 1/4″ с инструментом ONE-KEY™ без инструмента2661-20 — Инструмент M18 FUEL™ для стопорных болтов 1/4″ с инструментом ONE-KEY™ без инструмента2684-20 — M18 FUEL ™ 15мм эксцентриковая полировальная машина2685-20 — M18 FUEL™ 21мм эксцентриковая полировальная машина2703-20 — M18 FUEL™ 1/2″ Дрель/шуруповерт2704-20 — M18 FUEL™ 1/2″ Ударная дрель/шуруповерт2705-20 — M18 FUEL™ with ONE -KEY™ 1/2″ Дрель/шуруповерт2706-20 — M18 FUEL™ с ударной дрелью ONE-KEY™ 1/2″/шуруповертом 2707-20 — M18 FUEL™ HOLE HAWG® 1/2″ Righ Угловая дрель 2708-20 — Угловая дрель M18 FUEL™ HOLE HAWG® с QUIK-LOK™2709-20 — Угловая дрель M18 FUEL™ SUPER HAWG™ 1/2″2711-20 — Угловая дрель M18 FUEL™ SUPER HAWG™ с QUIK-LOK™2712-20 — Перфоратор M18 FUEL™ 1″ SDS Plus 2713-20 — Перфоратор M18 FUEL™ 1″ SDS Plus с D-образной рукояткой2715-20 — Перфоратор M18 FUEL™ 1-1/8″ SDS Plus2717-20 — Перфоратор M18 FUEL™ 1-9/16″ SDS Max перфоратор2718-20 — M18 FUEL™ Перфоратор SDS Max 1-3/4” с ONE KEY™2719-20 — M18 FUEL™ Hackzall®2720-20 — M18 FUEL™ SAWZALL® Сабельная пила2721-20 — M18 FUEL™ SAWZALL® Сабельная пила с ONE-KEY ™2722-20 — Сабельная пила M18 FUEL™ SUPER SAWZALL®2723-20 — Компактный фрезерный станок M18 FUEL™2724-20 — Воздуходувка M18 FUEL™2725-20 — Ножницы для струн M18 FUEL™2726-20 — Ножницы для живой изгороди M18 FUEL™ 24″ 2727-20 — Комплект бензопилы M18 FUEL™ 16″2727-20 — Бензопила M18 FUEL™ 16″ 2728-20 — Воздуходувка M18 FUEL™2729-20 — Ленточнопильный станок для глубокого распила M18 FUEL™ 2729S-20 — Ленточнопильный станок для глубокого распила M18 FUEL™ с двойным спусковым крючком2730-20 — Циркулярный станок M18 FUEL™ 6-1/2″2731-20 — M18 FUEL™ 7-1/4” Циркулярная пила2732-20 — Циркулярная пила M18 FUEL™ 7-1/4″2733-20 — M18 FUEL™ 7-1/4″ Торцовочная пила со скользящим соединением и двойным скосом2734-20 — Торцовочная пила M18 FUEL™ 10″ со скользящим соединением и двойным скосом2736-20 — M18 FUEL™ Настольная пила 8-1/4″ с One-Key™ 2737-20 — M18 FUEL™ Лобзик с D-образной рукояткой 2737B-20 — M18 FUEL™ Лобзик с цилиндрической рукояткой (только инструмент) 2738-20 — M18 7-дюймовая полировальная машина FUEL™ с регулируемой скоростью2739-20 — M18 FUEL 12″ Торцовочная пила со скольжением и двойной фаской 2740-20 — M18 FUEL™ 18ga Гвоздезабивной гвоздезабивной инструмент2741-20 — M18 FUEL™ 16ga Гвоздезабивной пистолет для прямой отделки2742-20 — M18 FUEL™ 16ga Угловой гвоздезабивной гвоздезабиватель 2743-20 — M18 FUEL™ 15ga Гвоздезабивной Nailer2744-20 — M18 FUEL™ 21-градусный гвоздезабивной гвоздь2745-20 — M18 FUEL™ 30-градусный рамочный гвоздезабивной пистолет2746-20 — M18 FUEL™ 18-калиберный гвоздезабивной пистолет2749-20 — M18 FUEL 18GA 1/4″ СТЕПЛЕР С УЗКОЙ КОРОНКОЙ 2753-20 — M18 FUEL™ Шестигранная ударная отвертка 1/4 дюйма2754-20 — Компактный ударный гайковерт M18 FUEL™ 3/8 дюйма с фрикционным кольцом2755-20 — Компактный ударный гайковерт M18 FUEL™ 1/2 дюйма со стопорным штифтом2755B-20 — M18 FUEL™ 1/2 » Компактный ударный гайковерт с фрикционным кольцом2757-20 — M18 FUEL™ с шестигранной ударной отверткой ONE-KEY™ 1/4″2758-20 — M18 FUEL™ с компактным ударным гайковертом ONE-KEY™ 3/8″ с фрикционным кольцом2759-20 — M18 FUEL™ с компактным ударным гайковертом ONE-KEY™ 1/2″ со стопорным штифтом2759B-20 — M18 FUEL™ с компактным ударным гайковертом ONE-KEY™ 1/2″ с фрикционным кольцом2760-20 — M18 FUEL™ Шестигранная гидравлическая отвертка SURGE™ 1/4″2762-20 — M18 FUEL™ 1/2″ Ударный гайковерт с высоким крутящим моментом и стопорным штифтом2763-20 — M18 FUEL™ 1/2″ Ударный гайковерт с высоким крутящим моментом и фрикционным кольцом2764-20 — M18 FUEL™ Ударный гайковерт с высоким крутящим моментом 3/4″ и фрикционным кольцом2765-20 — M18 FUEL™ Универсальная ударная дрель с шестигранной головкой 7/16″2766-20 — Ударный гайковерт M18 FUEL™ с высоким крутящим моментом ½» со стопорным штифтом2767-20 — M18 FUEL™ 1/2 Ударный гайковерт с высоким крутящим моментом и фрикционным кольцом2769-20 — M18 FUEL™ ½” Внешн.