Обучение орбитальной сварке: помощь начинающему сварщику | Информационный ресурс
Джейсон Миллер (Jason Miller), сварочное производство
Найти квалифицированного сварщика сложно, а в ближайшем будущем станет еще сложнее. По данным Американского общества сварщиков (American Welding Society, AWS), более половины работающих в настоящее время сварщиков находятся в предпенсионном возрасте, средний возраст сварщика — 55 лет. К 2020 г. стране будут нужны 291 000 сварщиков.
Один из способов решения данной проблемы состоит в применении автоматизированных систем, позволяющих выполнить больше работы c меньшим количеством людей. С момента своего появления в 60-х гг. XX века автоматическая орбитальная сварка вольфрамовым электродом в газовой среде стала популярной в различных отраслях, где крайне важны максимальная герметичность, высокие эксплуатационные характеристики и сверхчистота. Автоматизированные станции орбитальной сварки повышают способность оператора выполнять шов под контролем, с хорошей повторяемостью, высоким качеством и в соответствии с нормативной документацией. Ключевое преимущество метода GTAW — точный контроль подачи нагрева; благодаря этому орбитальная сварка стала одним из предпочтительных методов соединения тонких листов металла, а также проведения сварочных работ в непосредственной близости к термочувствительным компонентам.
Ключевое преимущество метода GTAW — точный контроль подачи нагрева; благодаря этому орбитальная сварка стала одним из предпочтительных методов соединения тонких листов металла, а также проведения сварочных работ в непосредственной близости к термочувствительным компонентам.
Однако технология автоматизированной орбитальной сварки не умаляет необходимости в квалифицированном и обученном сварщике. Автомат не отменяет человеческих знаний и умений. Пожалуй, автоматизация требует больше обучения, а не меньше. Операторы-сварщики все равно должны обладать всеми базовыми для отрасли знаниями: составы материалов, металлургия, подготовка оборудования, продувочные и защитные газы, мощность и напряжение, динамика сварочной зоны, калибр электрода и конфигурации наконечника. Однако они также должны понимать, как работает автоматическая сварочная система, как она реагирует на различные входные параметры и какую документацию требовать у поставщиков материалов.
Как выбрать программу обучения орбитальной сварке
На рынке предлагают множество программ обучения для операторов сварочных автоматов GTAW продолжительностью от двух дней до недели. Несмотря на то что длительные программы обучения могут вызвать простой в работе, долгосрочные перспективы перевешивают временные трудности.
Несмотря на то что длительные программы обучения могут вызвать простой в работе, долгосрочные перспективы перевешивают временные трудности.
При выборе программы обращайте внимание на техническую направленность и детальность, а также на возможности для практики. Рассмотрите учебные материалы и оцените их качество; они должны быть полезны для конкретных потребностей ваших специалистов. Например, качественные программы обучения орбитальной сварке научат ваших специалистов сваривать металлы с разным композиционным составом.
Уровень знаний инструктора так же важен, как и содержание программы обучения. Ищите программы, в которых преподают сертифицированные в области сварки инструкторы, и наводите справки. Всего один плохой шов может привести к убыткам в результате потери материалов, что обойдется вашей организации дороже, чем качественная программа обучения.
Учащиеся должны понять, что цель автоматизированной сварки — обеспечить точный и повторяемый уровень сварочного тока в каждом цикле сварки. Хорошие программы обучения объясняют технологию орбитальной сварки, в том числе принципы работы, преимущества, ограничения, проблемы и переменные параметры. Чтобы обучающиеся освоили оборудование, с которым они будут работать впоследствии, инструктор должен подробно объяснить тему мощности подаваемого электропитания.
Хорошие программы обучения объясняют технологию орбитальной сварки, в том числе принципы работы, преимущества, ограничения, проблемы и переменные параметры. Чтобы обучающиеся освоили оборудование, с которым они будут работать впоследствии, инструктор должен подробно объяснить тему мощности подаваемого электропитания.
Газы в процессе орбитальной сварки
1. Защитные газы
При оценке программ обучения орбитальной сварке обратите внимание на количество учебного времени, посвященного теме защитных газов и важности продувки. Учащиеся должны узнать, как газ защищает электрод и расплавленный металл в зоне шва от попадания загрязнителей из атмосферы. В GTAW для защиты чаше всего применяют аргон, гелий и их смесь (она обычно используется в специальных случаях).
Сварщик должен знать предпочтительное соотношение гелия и аргона. Главный фактор, влияющий на эффективность защиты, — это плотность газа. Аргон, который в 1,33 раза плотнее воздуха, эффективно накрывает зону сварки и вытесняет атмосферный воздух.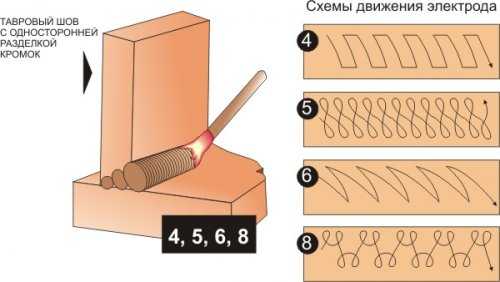 У гелия плотность меньше, поэтому он поднимается вверх, а не перетекает в рабочую зону. Для обеспечения одинаковой защиты подача гелия должна быть в два-три раза больше, чем подача аргона.
У гелия плотность меньше, поэтому он поднимается вверх, а не перетекает в рабочую зону. Для обеспечения одинаковой защиты подача гелия должна быть в два-три раза больше, чем подача аргона.
Защитные газы могут повлиять на металлургические свойства некоторых материалов. Как правило, при применении аргона дуга менее интенсивна и более стабильна, чем при защите другими газами. Более низкая цена за единицу и более низкий расход аргона делают его предпочтительным выбором. Наличие знаний, позволяющих правильно выбрать защитный газ, имеет очень важное значение.
2. Продувка газом
Успех орбитальной сварки во многом зависит от правильной техники продувки газом. Многие опытные сварщики не понимают важность этой базовой концепции. Ряд представителей сварочной отрасли считают продувку газом ахиллесовой пятой сварки. Программа обучения должна включать принципы продувки, в том числе учить рассчитывать время подачи газа.
Первый шаг к успешной продувке — правильный выбор продувочного газа. Аргон может быть различной степени чистоты; необходимо правильно выбрать чистоту для достижения желаемого результата. Определение и установка правильного расхода и давления газа в тонкостенных и толстостенных трубках, а также в зоне сварного соединения являются одними из самых важных этапов для обеспечения успеха сварки. И наоборот, при неправильном обращении это одни из наиболее вероятных областей возникновения проблем. Неправильная продувка или ее отсутствие могут полностью разрушить систему производства. Внутреннее давление сохраняет валик шва заподлицо с внутренней поверхностью стенки свариваемых компонентов, а правильная подача газа сохраняет чистоту наплавленного металла и зоны термического влияния.
Аргон может быть различной степени чистоты; необходимо правильно выбрать чистоту для достижения желаемого результата. Определение и установка правильного расхода и давления газа в тонкостенных и толстостенных трубках, а также в зоне сварного соединения являются одними из самых важных этапов для обеспечения успеха сварки. И наоборот, при неправильном обращении это одни из наиболее вероятных областей возникновения проблем. Неправильная продувка или ее отсутствие могут полностью разрушить систему производства. Внутреннее давление сохраняет валик шва заподлицо с внутренней поверхностью стенки свариваемых компонентов, а правильная подача газа сохраняет чистоту наплавленного металла и зоны термического влияния.
Выбор качественных материалов для сварки
Качественная сварка начинается с материалов. Даже самая лучшая станция орбитальной сварки не может компенсировать низкое качество материалов трубок, фитингов и других компонентов. Эффективное обучение по теме «Материалы» должно охватывать вопросы, связанные с химическим составом и металлургией, в том числе влияние содержания серы на качество шва.
Выделяют четыре основных класса материалов: стали мягких сортов, никелевые сплавы, огнеупорные и реакционно-способные металлы, а также нержавеющие стали. Обучающиеся орбитальной сварке должны научиться проверять все поступающие материалы и их сертификаты, а также знать, где получить документацию.
1. Стали мягких сортов
В отношении сталей мягких сортов важно помнить, что качество сварных швов сильно зависит от содержания примесей в основном металле: следов серы, фосфора, кислорода и т. д. Также проблему представляет водородное охрупчивание этих сплавов в присутствии углеводородов или водяного пара.
2. Никелевые сплавы
Никелевые сплавы обладают прекрасными характеристиками и идеально подходят для применения в коррозионно-активных средах, но из-за их подверженности растрескиванию выполнять сварку никелевых сплавов может быть затруднительно.
3. Огнеупорные и реакционно-способные металлы
Наиболее широко орбитальная сварка применяется для соединения тонкостенных и толстостенных трубок из огнеупорных и реакционно-способных металлов. Без защиты инертным газом огнеупорные металлы (молибден, тантал и т. д.) и реакционно-способные металлы (титан, цирконий и т. д.) быстро окисляются при повышении температуры. Для этих металлов и их сплавов орбитальная сварка GTAW обеспечивает высококонцентрированный нагрев, наилучший контроль подачи тепла и самую лучшую газовую защиту среди всех технологий дуговой сварки
Без защиты инертным газом огнеупорные металлы (молибден, тантал и т. д.) и реакционно-способные металлы (титан, цирконий и т. д.) быстро окисляются при повышении температуры. Для этих металлов и их сплавов орбитальная сварка GTAW обеспечивает высококонцентрированный нагрев, наилучший контроль подачи тепла и самую лучшую газовую защиту среди всех технологий дуговой сварки
4. Нержавеющие стали
Нержавеющие стали обладают отличной коррозионной устойчивостью благодаря содержанию как минимум 10,5 % хрома, который мгновенно создает оксидный слой, защищающий остальные элементы в составе материала. По содержанию этих прочих элементов микроструктуру металла определяют как аустенитную, ферритную или смешанную, как, например, в дуплексной нержавеющей стали. Считается, что нержавеющие стали поддаются сварке, однако каждый тип микроструктуры требует своего подхода, что нужно учитывать при сварке.
Содержание серы
Еще одним важным фактором для орбитальной сварки является содержание серы в материале. Серу часто добавляют, чтобы металл легче поддавался обработке и держал форму. В процессе сварке уровень серы может изменить поверхностное натяжение шва, влияя на распределение тепла и связанные с проплавлением свойства металла. Особенно важно, чтобы обучающиеся сварщики поняли важность разницы свариваемых компонентов по содержанию серы. Попытка выполнить сварку компонентов, сильно отличающихся по содержанию серы, вероятнее всего, приведет к смещению валика шва в направлении компонента, имеющего более низкое содержание серы, так, что валик частично пройдет не по стыку.
Серу часто добавляют, чтобы металл легче поддавался обработке и держал форму. В процессе сварке уровень серы может изменить поверхностное натяжение шва, влияя на распределение тепла и связанные с проплавлением свойства металла. Особенно важно, чтобы обучающиеся сварщики поняли важность разницы свариваемых компонентов по содержанию серы. Попытка выполнить сварку компонентов, сильно отличающихся по содержанию серы, вероятнее всего, приведет к смещению валика шва в направлении компонента, имеющего более низкое содержание серы, так, что валик частично пройдет не по стыку.
Знания
Хотите записать свою бригаду на пятидневный курс обучения орбитальной сварке Swagelok? Заполните форму регистрации в авторизованном центре продаж и сервисного обслуживания Swagelok, чтобы узнать о стоимости и получить дополнительную информацию об обучении.
Основы сварочного дела :: Книги по металлургии
Дуговой сваркой называется сварка плавлением, при которой нагрев свариваемых кромок осуществляется теплотой электрической дуги.
Дуговая сварка классифицируется по следующим основным признакам: по виду электрода (плавящимся или неплавящимся электродом), по виду дуги (свободной или сжатой дугой), по характеру воздействия дуги на основной металл (дугой прямого или косвенного действия, трехфазной дугой). Плавящиеся электроды подразделяются на штучные, проволочные и ленточные. Они применяются как сплошного сечения, так и порошковые. Неплавящиеся электроды применяются: вольфрамовые, угольные и графитовые.
Дуговую сварку производят постоянным током прямой и обратной полярности, переменным током как промышленной, так и повышенной частот и пульсирующим током. При этом сварка может быть выполнена как одно-, двух- и многодуговая (с раздельным питанием каждой дуги), так и одно-, двух- и многоэлектродная (с общим подводом сварочного тока).
В промышленности и строительстве получили наибольшее применение следующие основные разновидности дуговой сварки.
Рунная дуговая сварка производится двумя способами: неплавящимся и плавящимся электродом. По первому способу (рис. 3, а) свариваемые кромки изделия 5 приводят в соприкосновение, между неплавящимся (угольным или графитовым) электродом 3 и изделием возбуждают электрическую дугу 4. Кромки изделия и вводимый в зону дуги присадочный материал 2 нагреваются до плавления и образуют ванну расплавленного металла, который после затвердевания превращается в сварной шов /. Этот способ используется иногда при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ сварки (рис. 3, б), выполняемой плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга 2 возбуждается между металлическим (плавящимся) электродом / и свариваемыми кромками изделия 4. Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов 3. Автоматическая сварка под флюсом (рис. 4) — это дуговая сварка, в которой механизированы основные движения (на рис. показаны стрелками), выполняемые сварщиком при ручной сварке — подача электрода / в зону дуги 2 и перемещение его вдоль свариваемых кромок изделия 7.
По первому способу (рис. 3, а) свариваемые кромки изделия 5 приводят в соприкосновение, между неплавящимся (угольным или графитовым) электродом 3 и изделием возбуждают электрическую дугу 4. Кромки изделия и вводимый в зону дуги присадочный материал 2 нагреваются до плавления и образуют ванну расплавленного металла, который после затвердевания превращается в сварной шов /. Этот способ используется иногда при сварке цветных металлов и их сплавов, а также при наплавке твердых сплавов. Второй способ сварки (рис. 3, б), выполняемой плавящимся электродом, является основным при ручной дуговой сварке. Электрическая дуга 2 возбуждается между металлическим (плавящимся) электродом / и свариваемыми кромками изделия 4. Теплота дуги расплавляет электрод и кромки изделия. Получается общая ванна расплавленного металла, которая, охлаждаясь, образует сварной шов 3. Автоматическая сварка под флюсом (рис. 4) — это дуговая сварка, в которой механизированы основные движения (на рис. показаны стрелками), выполняемые сварщиком при ручной сварке — подача электрода / в зону дуги 2 и перемещение его вдоль свариваемых кромок изделия 7.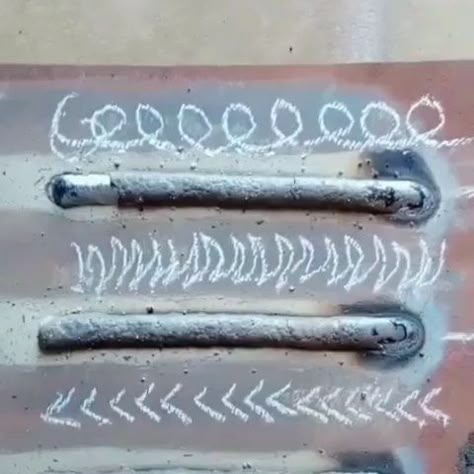 При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производится сварщиком вручную. Жидкий- металл сварочной ванны 5 защищают от воздействия кислорода и азота воздуха расплавленным шлаком 4, образованным от плавления флюса 3, подаваемого в зону дуги.
При полуавтоматической сварке механизирована подача электрода в зону дуги, а перемещение электрода вдоль свариваемых кромок производится сварщиком вручную. Жидкий- металл сварочной ванны 5 защищают от воздействия кислорода и азота воздуха расплавленным шлаком 4, образованным от плавления флюса 3, подаваемого в зону дуги.
§ 7. Сварочные выпрямители
Сварочные выпрямители получили большое, распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
§ 9. Понятие о свариваемости
Процесс сварки представляет собой сочетание нескольких одновременно протекающих процессов, которые определяют качество получаемого сварного соединения. К этим процессам относятся: нагрев металла околошовных участков, плавление, кристаллизация основного металла или взаимная кристаллизация основного и присадочного (или электродного) металлов. Протекание этих процессов определяется в основном свойствами свариваемых металлов. Однако такие факторы, как слишком высокая температура, очень большие скорости охлаждения, необоснованный выбор присадочного металла и режима сварки, могут значительно снизить качество сварного соединения. При разнородных металлах процесс взаимной кристаллизации может не произойти, вследствие чего сварка таких металлов не может быть осуществлена.
Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Большое влияние на свариваемость металлов и сплавов оказывает их химический состав. Это особенно наглядно видно на примере железоуглеродистых сплавов. Свариваемость углеродистой стали изменяется в зависимости от содержания основных примесей. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные свойства стали в процессе обработки, в том числе и свариваемость. Низкоуглеродистые стали (С<0,25%) свариваются хорошо. Среднеуглеродистые стали (G<0,35%) также свариваются хорошо. Стали с содержанием С > 0,35% свариваются хуже. С увеличением содержания углерода в стали свариваемость ухудшается. В околошовных зонах появляются закалочные структуры и трещины, а шов получается пористым. Поэтому для получения качественного сварного соединения возникает необходимость применять различные технологические приемы. Марганец не затрудняет сварку стали при содержании его 0,3…0,8%. Однако при повышенном содержании марганца (1,8…2,5%) прочность, твердость и закаливаемость стали возрастают, и это способствует образованию трещин. При сварке высоко марганцовистых сталей (11 … 16% Мп) происходит выгорание марганца, поэтому его восполняют, используя электродные покрытия и флюсы с повышенным содержанием марганца. Кремний содержится в обычной углеродистой стали в пределах 0,02… 0,3% и существенного влияния на свариваемость не оказывает. При повышенном содержании (0,8… 1,5%) кремний затрудняет сварку, так как придает стали жидкотекучесть и образует тугоплавкие оксиды и шлаки. Сера является самой вредной примесью стали. Содержание серы в стали допускается не более 0,05%. Сера образует в металле сульфид железа, который имеет более низкую температуру плавления, чем сталь, и плохо растворяется в расплавленной стали. При кристаллизации частицы сульфида железа располагаются между кристаллами металла шва и способствуют образованию горячих трещин. Фосфор является также вредной примесью. Фосфор ухудшает свариваемость стали, так как образует хрупкий фосфид железа, придающий стали хладноломкость. Содержание фосфора в стали не превышает 0,05%.
При сварке высоко марганцовистых сталей (11 … 16% Мп) происходит выгорание марганца, поэтому его восполняют, используя электродные покрытия и флюсы с повышенным содержанием марганца. Кремний содержится в обычной углеродистой стали в пределах 0,02… 0,3% и существенного влияния на свариваемость не оказывает. При повышенном содержании (0,8… 1,5%) кремний затрудняет сварку, так как придает стали жидкотекучесть и образует тугоплавкие оксиды и шлаки. Сера является самой вредной примесью стали. Содержание серы в стали допускается не более 0,05%. Сера образует в металле сульфид железа, который имеет более низкую температуру плавления, чем сталь, и плохо растворяется в расплавленной стали. При кристаллизации частицы сульфида железа располагаются между кристаллами металла шва и способствуют образованию горячих трещин. Фосфор является также вредной примесью. Фосфор ухудшает свариваемость стали, так как образует хрупкий фосфид железа, придающий стали хладноломкость. Содержание фосфора в стали не превышает 0,05%.
Свариваемость стали принято оценивать по. следующим показателям: склонность металла шва к образованию горячих и холодых трещин; склонность к изменению структуры в околошовной зоне и к образованию закалочных структур; физико-механические свойства сварного соединения; .соответствие специальных свойств (жаропрочность, износостойкость и др.) сварного соединения техническим условиям.
Свариваемость определяют двумя основными методами, разработанными МВТУ им. Баумана (валиковая проба) и Кировским (г. Ленинград) заводом.
Кристаллизация металла сварочной ванны
В процессе сварки по мере перемещения дуги вслед ей перемещается сварочная ванна. При этом в задней части ванны расплавленный металл охлаждается и, затвердевая, образует сварной шов.
Кристаллизация металла сварочной ванны начинается у границы с не-расплавившимся основным металлом в зоне сплавления. Различают кристаллизацию первичную и вторичную. Первичной кристаллизацией называют процесс перехода металлов и сплавов из расплавленного (жидкого) состояния в твердое. Структура металлов, не имеющих аллотропических превращений, определяется только первичной кристаллизацией. Металлы и сплавы, имеющие аллотропические формы или модификации, после первичной кристаллизации при дальнейшем охлаждении претерпевают вторичную кристаллизацию в твердом состоянии — переход из одной аллотропической формы в другую (фазовые превращения).
Структура металлов, не имеющих аллотропических превращений, определяется только первичной кристаллизацией. Металлы и сплавы, имеющие аллотропические формы или модификации, после первичной кристаллизации при дальнейшем охлаждении претерпевают вторичную кристаллизацию в твердом состоянии — переход из одной аллотропической формы в другую (фазовые превращения).
Первичная кристаллизация металла сварочной ванны протекает периодически, так как периодически ухудшается теплообмен, периодически выделяется скрытая теплота кристаллизации. Это приводит к слоистому строению металла шва, к появлению ликвации, как зональной, так и дендритной.
§ 12. Сварочная проволока
Для заполнения шва в зону дуги вводят присадочный металл в виде прутка или проволоки. При ручной дуговой сварке применяют плавящиеся электроды в виде прутков или стержней с покрытием. При механизированной сварке используют электрод в виде проволоки, намотанной на кассету.
Стальная холоднотянутая проволока, идущая на изготовление электродов или применяемая как сварочная проволока, изготовляется по ГОСТ 2246 — 70 следующих диаметров: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; ‘1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм. Проволока поставляется в мотках (бухтах) из одного отреза. Проволока первых семи диаметров
Проволока поставляется в мотках (бухтах) из одного отреза. Проволока первых семи диаметров
предназначена в основном для полуавтоматической и автоматической сварки в защитном газе. Для автоматической и полуавтоматической сварки под флюсом применяют проволоку диаметром 2…6 мм. Проволока диаметром 1,6… 12,0 мм идет на изготовление стержней электродов. Поверхность проволоки должна быть гладкой, чистой, без окалины, ржавчины, грязи и масла.
По химическому составу ГОСТ 2246—70 устанавливает три основные группы марок сварочной проволоки: низкоуглеродистые (6 марок) с содержанием углерода не более 0,12%, предназначенные для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
установка для сварки кольцевых швов (рис. 62,в). Сварочная головка закреплена неподвижно, а изготовляемое изделие вращается на роликовом стенде;
установка для сварки как прямолинейных, так и кольцевых швов (рис. 62, г). Автоматическая головка может перемещаться вдоль свариваемого изделия. Кроме того, в фиксированном положении она может выполнять кольцевые швы. Для этого изделие вращают с помощью механического привода или электропривода. Такая установка позволяет сваривать продольные и кольцевые швы только с наружной стороны.
Кроме того, в фиксированном положении она может выполнять кольцевые швы. Для этого изделие вращают с помощью механического привода или электропривода. Такая установка позволяет сваривать продольные и кольцевые швы только с наружной стороны.
Успешно применяется сварка продольных и кольцевых швов снаружи и изнутри сварочным трактором. При сварке продольных швов сварочный трактор двигается по самому изделию вдоль шва. При сварке кольцевых швов трактор перемещается по обечайке со скоростью, равной скорости ее вращения, но в противоположную сторону. Таким образом, сварочный трактор остается на месте, а свариваемый шов подается под трактор.
§ 21. Технология сварки
Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической и полуавтоматической сваркой под флюсом, установлены ГОСТ 8713—79. В зависимости от толщины свариваемого металла и способа сварки ГОСТ устанавливает формы разделки кромок для каждого вида соединения. Требования к подготовке кромок и сборке изделия под сварку более высокие, чем при ручной сварке. Эти требования вытекают из условий автоматической сварки. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках.
Требования к подготовке кромок и сборке изделия под сварку более высокие, чем при ручной сварке. Эти требования вытекают из условий автоматической сварки. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в разделке кромок и сборке изделия. Разделку кромок производят машинной кислородной или плазменно-дуговой резкой, а также на металлорежущих станках.
Свариваемые кромки перед сборкой должны быть тщательно очищены от ржавчины, грязи, масла, влаги и шлаков. Это особенно важно при больших скоростях сварки, когда различные загрязнения, попадая в зону дуги, приводят к образованию пор, раковин и неметаллических включений. Очистку кромок производят пескоструйной обработкой или протравливанием и пассивированием. Очистке подвергается поверхность кромок шириной 50 … 60 мм по обе стороны от шва. Перед сваркой детали закрепляют на стендах или иных устройствах с помощью различных приспо-собленний или прихватывают ручной сваркой электродами с качественным покрытием. Прихватки длиной 50… 70 мм располагают на расстоянии не более 400 мм друг от друга, а крайние прихватки — на расстоянии не менее 200 мм от края шва. Прихватки должны быть тщательно очищены от шлака, брызг металла.
При сварке продольных швов для ввода электрода в шов и вывода его из шва за пределы изделия по окончании сварки к кромкам приваривают вводные и выводные планки. Форма разделки планок должна соответствовать разделке кромок основного шва.
Режим автоматической сварки: сварочный ток, напряжение дуги, диаметр, угол наклона и скорость подачи электродной проволоки, скорость сварки и основные размеры разделки кромок — выбирают в зависимости от толщины свариваемых кромок, формы разделки и свариваемого металла.
Стыковые швы выполняют с разделкой и без разделки кромок. При этом шов может быть одно- и двусторонним, одно- и многослойным.
Односторонняя стыковая сварка применяется в малоответственных сварных соединениях или в случаях, когда конструкция изделия не позволяет производить двустороннюю сварку шва. Значительный объем расплавленного металла, большая глубина проплавления и некоторый перегрев ванны могут привести к вытеканию металла в зазоры и нарушению
технология проведения, виды, азы, выбор тока для электросварки + руководство по ручной дуговой сварке
Автор: Мастерская Service Tools
Существует множество областей, в которых понадобится использование сварочного оборудования. Например, восстановление металлических конструкций на дачном участке, в гараже или на территории приусадебного хозяйства.
Разработано множество методик, позволяющих обучиться сварочному делу. Специалисты утверждают, что на начальных этапах самостоятельного обучения работе с таким типом оборудования и конструкций могут возникнуть различные трудности.
Предлагаем вместе освоить навыки сварочных работ. В этом материале собраны рекомендации профессиональных сварщиков, которые знают все тонкости данного вида деятельности.
Что нужно знать о сварочных работах
Специализированные курсы по сварочных работах
Как выбрать сварочную маску
Выбираем электроды для сварки
Что такое зажёг дуги
Как перемещать электрод
Фото сварочных работ
Что нужно знать о сварочных работах
Для самостоятельного обучения важно узнать, как работать с оборудованием, какие инструменты и расходные материалы понадобятся для начинающих. Помимо этого предварительно следует ознакомиться с основами металлических сплавов и различными секретами сварочного процесса.
Сегодня в виртуальном пространстве существует множество видео-инструкций, позволяющих сформировать четкое представление о рабочем процессе. Такие уроки помогают научиться быстро разбираться в тонкостях и различных манипуляциях.
Совместная работа с профессиональным сварщиком обеспечивает неплохой объём знаний. В процессе обучения специалист укажет на возможные ошибки, ознакомит с техникой и предложит методы исправления различных дефектов.
В процессе обучения специалист укажет на возможные ошибки, ознакомит с техникой и предложит методы исправления различных дефектов.
Специализированные курсы по сварочных работах
Обучиться сварочному делу можно на курсах. Ознакомительный процесс подразделяется на теорию и практику. Сегодня посещать занятия можно в очной и дистанционной форме. Специалисты рекомендуют не пропускать занятия с преподавателем.
Дело в том, что профессиональный сварщик поможет быстро научиться работать сваркой. Все манипуляции должны осуществляться под присмотром специалиста. Ученикам предоставляют возможность работы с современными моделями аппаратов.
Помимо этого преподаватель поможет определиться с выбором электродов для определенного вида работ. На занятиях ученикам расскажут правила техники безопасности, которые предотвратят различные травмы.
Обучиться сварочном искусству можно индивидуально. Такой вариант считается одним из лучших. Специалист сможет донести максимальное количество полезной информации.

Как выбрать сварочную маску
Работа со сваркой требует соблюдения техники безопасности. Чтобы не нанести ущерб своему здоровью рекомендуют правильно подобрать маску. Она поможет сохранить зрение, предотвратить ожоги на поверхности шеи, лица.
- Маска способна защитить от воздействия ультрафиолетовых и инфракрасных излучений. Применение данного изделия предотвращает контакт слизистой оболочки глаз с едкими излучениями продуктов горения.
- Сегодня в специализированных отделах можно обнаружить огромное количество вариантов. При выборе следует учитывать размер изделия. Оно должно плотно прилегать к голове. Внутри конструкции предусмотрен специальный регулятор, позволяющий контролировать объём головы сварщика.
В конструкции сварочной маски предусмотрено небольшое смотровое окно. Через него можно наблюдать процесс соединения металлических элементов друг с другом. Данная деталь должна быть выполнена из тонированного стекла.
Выбираем электроды для сварки
При правильном выборе электродов удаётся получить качественный шов в месте соединения.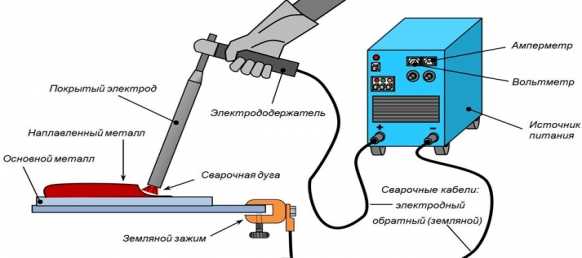 Существует несколько критериев, помогающих подобрать качественные модели расходных материалов.
Существует несколько критериев, помогающих подобрать качественные модели расходных материалов.
Они заключаются в следующем:
- Состав сердечника. Внутренняя часть должна соответствовать составу металлического сплава, с которым проводится работа. В свою очередь электроды бывают углеродистыми, легированными, высоколегированными. Некоторые варианты предназначены для работ с нержавеющей сталью, алюминием и чугуном;
- Покрытие. Обмазка электрода делится на несколько видов. Она бывает основной, рутиловой, кислой и целлюлозной.
Каждая разновидность предназначается для определенного вида работ. Целлюлозная основа применяется для осуществления сварки на постоянном токе. Электроды с рутиловой основой применяются для работы на сварочном оборудовании, работающем при помощи переменного тока.
Использование детали с кислым покрытием нежелательно. Дело в том, что в процессе работы образуется большой объем шлака. Он образует едкие соединения, который негативно влияют на здоровье.
Что такое зажёг дуги
Для начинающих сварщиков важным составляющим является умение зажигать дугу. Помимо этого стоит научиться правильно отрывать электрод от металлической детали после окончания рабочего процесса. Выделяют несколько способов, которые помогут решить данную задачу.
В первом случае необходимо осуществить касание электрода о металлическую поверхность, а во втором осуществляют чирканье. В результате обмазка в процессе трения воспламеняется.
Специалисты рекомендуют предварительно тренироваться на выключенном сварочном аппарате. Касание лучше делать лёгким, чтобы удалось быстро отвести электрод назад. В процессе чириканья головку электрода медленно отводят от металлической детали. Такой метод похож на поджигание спички.
Если для работы выбирают методику касания, электрод должен стоять перпендикулярно.
- Если правильно выполнить движение, то деталь не прилипнет к железу.
- Для новичков лучшим вариантом считают чириканье.

- Однако такая методика не подходит для труднодоступных мест.
- В данном случае понадобится регулярно возвращаться на место потухшей дуги, чтобы заново её зажечь.
Как перемещать электрод
Выделяют три способа перемещения сварочного электрода.
К ним относят:
- Поступательный вид. В данном случае электрод равномерно перемещается по траектории. Основное преимущество данного способа заключается в том, что образуется длинная дуга. Она помогает сохранить максимальную скорость для расплавки металла внутри электрода;
- Прямолинейный вид. Здесь электрод плавно перемещают по линии металлического шва. Таким образом удается сохранить удобную скорость в сварочном процессе. Шов получается качественным и прочным;
- Колебательный вид. Такую методику рекомендовано использовать для создания широких швов. Электрод плавно перемещается вдоль направления линии наплавки. Главное преимущество такой разновидности заключается в равномерном прогреве кромки, которая располагается на большом расстоянии.

Фото сварочных работ
Какой сварочный аппарат лучше всего подходит для новичка?
Профессиональные сварщики играют решающую роль во многих различных отраслях, некоторые из которых мы подробно рассмотрим ниже. От разнообразных отраслевых приложений до потенциального карьерного роста, есть немало важных причин стать сварщиком. Тем не менее, даже если вы просто хотите заняться этим как хобби, вы можете не понять, с чего начать свое обучение сварке. Существует множество различных процессов, правил и оборудования, которые используются в отрасли, поэтому этот список упростит некоторые из этих деталей для новичков.
Любой новичок в отрасли задается вопросом: «Какой сварочный аппарат лучше всего подходит для новичка?» Если вы не задаете этот вопрос, значит, вы сделали свою первую ошибку. Не волнуйся; все сварщики когда-то были на вашем месте — продолжайте читать, чтобы узнать об основах выбора своего первого сварочного аппарата.
Измерьте свои навыки
Одним из важнейших факторов, который следует учитывать при выборе сварочного аппарата, является метод, который вы используете для данного проекта. Часто используются различные методы сварки, каждый из которых имеет свои плюсы и минусы. Ниже мы рассмотрим три распространенных метода — MIG, TIG и палку.
Сварка МИГ
Основным преимуществом сварки МИГ является простота освоения для новичков. Этот метод заключается в непрерывной подаче проволочного электрода через сварочный пистолет. Чтобы сделать процесс сварки MIG еще проще, проволока проходит через горелку с заранее выбранной скоростью, обеспечивая постоянство на протяжении всего проекта. Тепло, выделяемое сварочной дугой, постоянно плавит проволочный электрод, позволяя ему прикрепиться к заготовке с достаточной прочностью и привлекательностью.
Тепло, выделяемое сварочной дугой, постоянно плавит проволочный электрод, позволяя ему прикрепиться к заготовке с достаточной прочностью и привлекательностью.
MIG — это метод, который выбирают новички в отрасли, потому что это отличный процесс для изучения основ. Вы можете использовать этот метод для сварки металлов, таких как алюминий, сталь и нержавеющая сталь. Итак, если вы настоящий новичок, остановитесь на сварочных аппаратах, поддерживающих сварку MIG. Метод MIG известен быстрым и чистым сварным швом. Этот метод сварки также универсален с точки зрения промышленного использования — это хороший метод для создания собственного газона дома, или вы можете использовать его для более масштабных проектов, таких как ремонт автомобиля.
Сварка ВИГ
Сварка ВИГ с таким же названием представляет собой более сложный процесс для новичков, чем сварка МИГ. Это не значит, что этот метод плохой; в умелых руках TIG может стать средством получения прочных, блестящих сварных швов с впечатляющей точностью. Эта сварка более ручная, чем другие, требуя, чтобы вы управляли горелкой одной рукой и подавали проволоку другой. Хотя это обеспечивает сварщику уникальный уровень точности и контроля, TIG требует серьезного обучения.
Эта сварка более ручная, чем другие, требуя, чтобы вы управляли горелкой одной рукой и подавали проволоку другой. Хотя это обеспечивает сварщику уникальный уровень точности и контроля, TIG требует серьезного обучения.
TIG стоит изучить, но подождите, пока вы не закончите начальный этап обучения сварке. Этот метод сварки обычно используется для работы с такими металлами, как медные сплавы, алюминиевые сплавы, сталь и нержавеющая сталь. Благодаря точности и прочности сварки TIG, которые придают заготовкам, вы увидите, что этот метод часто используется в аэрокосмической и автомобильной промышленности.
Сварка электродом
К счастью, между двумя описанными выше методами есть золотая середина — сварка электродом. Этот метод требует более длительного обучения, чем MIG, но новичкам все же легче освоить его, чем TIG. При сварке электродом используется электрод, через который протекает электрический ток, создавая дугу между электродом и основным металлом. Трудности с запуском и поддержанием этой дуги являются двумя недостатками сварки электродами, но это все же эффективный метод создания прочных связей между металлами, даже если этот металл ржавый.
Сварка стержнем — один из самых доступных методов в отрасли, поэтому он полезен для всех, кто пытается уложиться в ограниченный бюджет. Еще одним ключевым свойством дуговой сварки является то, что ее можно использовать как на открытых, так и в закрытых рабочих станциях, что делает весь процесс немного более гибким. Как и при сварке TIG и MIG, сварка стержнем является хорошим методом для соединения деталей из стали или нержавеющей стали. Тем не менее, одним из уникальных свойств электродуговой сварки является то, насколько она эффективна при сварке чугунных заготовок. Строительная индустрия постоянно полагается на сварку стержнем для сварки конструкций.
Найдите своего сварщика
Теперь, когда вы лучше знакомы с тремя основными методами сварки, давайте углубимся в поиск подходящего сварщика для работы, особенно если вы новичок. Тем не менее, давайте разберемся с двумя важными рекомендациями: покупайте машины с хорошей репутацией и покупайте их у надежных поставщиков. Это не означает, что вы должны инвестировать в самое дорогое оборудование на рынке; это просто означает, что вы должны быть осторожны, у кого вы покупаете снаряжение.
Это не означает, что вы должны инвестировать в самое дорогое оборудование на рынке; это просто означает, что вы должны быть осторожны, у кого вы покупаете снаряжение.
В конце дня вы выберете аппарат в соответствии с выбранным вами методом сварки. К счастью, существуют многопроцессорные сварочные аппараты, которые дают вам возможность использовать их для двух или трех различных методов. Иногда разрешается сварка TIG и MIG, иногда разрешается сварка TIG, MIG и сварка стержнем; обратите особое внимание на то, на каком методе (ах) специализируется сварщик, которого вы ищете.
При покупке первого сварочного аппарата следует учитывать еще один фактор: совместимость с переменным и постоянным током. Эти два прозвища, обозначающие «переменный ток» и «постоянный ток» соответственно, относятся к характеру течения электрического тока. Постоянный ток подходит для электродуговой сварки и, в частности, для сварки ВИГ с нержавеющей сталью. К сожалению, постоянный ток бесполезен для сварки магнитных металлов, но при правильном применении он поможет вам максимизировать стабильность дуги и свести к минимуму разбрызгивание.
Сварка на переменном токе обычно приводит к большему разбрызгиванию и менее стабильной дуге. Тем не менее, переменный ток пригодится для сварки этих магнитных металлов, а также для сварки алюминия TIG. Некоторые сварочные аппараты имеют возможности переменного/постоянного тока, но это не всегда так, поэтому обязательно уточните, что может обеспечить ваш аппарат, прежде чем совершать покупку.
Итак, какой сварочный аппарат лучше всего подходит для новичка? Проще говоря, сварка MIG — лучший метод для начинающих, а аппарат MIG, совместимый с переменным/постоянным током, — лучший сварочный аппарат для этого. Помните, как вы можете видеть из других методов, упомянутых выше, есть уровни, на которые нужно подняться, оттачивая свои навыки сварки. Как только вы соберете подходящее снаряжение, например, сварочный пистолет MIG, вы сможете начать восхождение на эти уровни раньше, чем позже.
Какой сварочный аппарат лучше для новичка?
Сварка МИГ (Начинающий)
Сварочные аппараты МИГ являются одними из лучших для начинающих, поскольку они разработаны с проволочным сварочным электродом на катушке, которая подается с предварительно выбранной скоростью через сварочный пистолет. Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Просмотр полный ответ на сайте waterwelders.com
Какой тип сварочного аппарата лучше всего подходит для домашнего использования?
8 лучших сварочных аппаратов для домашнего использования:
- Hobart Handler 140 — лучший домашний сварочный аппарат MIG. …
- AHP AlphaTIG – лучший домашний сварочный аппарат TIG/Stick. …
- Сварочный аппарат Forney 261 MIG – лучшее соотношение цены и качества. …
- Lincoln Electric K2278-1 Домашний сварочный аппарат. …
- Аппарат для плазменной и TIG сварки Lotos LTPDC2000D. …
- Перезагрузка Stick Welder. …
- SUNGOLDPOWER MIG 150A Сварочный аппарат. …
- Сварочный аппарат Goplus MIG130 для домашнего использования.
Посмотреть полный ответ на сайте waterwelders.com
Что лучше для начинающих: TIG или MIG?
Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов обеими руками. MIG обычно проще в управлении и лучше подходит для начинающих. Затраты: TIG — более дорогой метод, чем сварка MIG.
MIG обычно проще в управлении и лучше подходит для начинающих. Затраты: TIG — более дорогой метод, чем сварка MIG.
Просмотр полный ответ на сайте Fairlawntool.com
Подходит ли сварка MIG для начинающих?
Hobart Handler 140 MIG Welder был выбран нами как лучший сварочный аппарат MIG для начинающих, потому что это лучший в отрасли выбор, предлагающий промышленное качество сборки и неоспоримые характеристики по разумной цене. Эта машина имеет реальную ценность, работает от генератора и проста в использовании.
Просмотр полный ответ на сайте weldguru.com
Нужен ли газ для сварки MIG?
Поскольку MIG означает «металлический инертный газ», технически MIG-сварка невозможна без газа. Об этом говорит само название. Тем не менее, сварку можно выполнять без газового баллона, потому что проволока с флюсовой сердцевиной была создана для образования собственного защитного газа прямо во время сварки.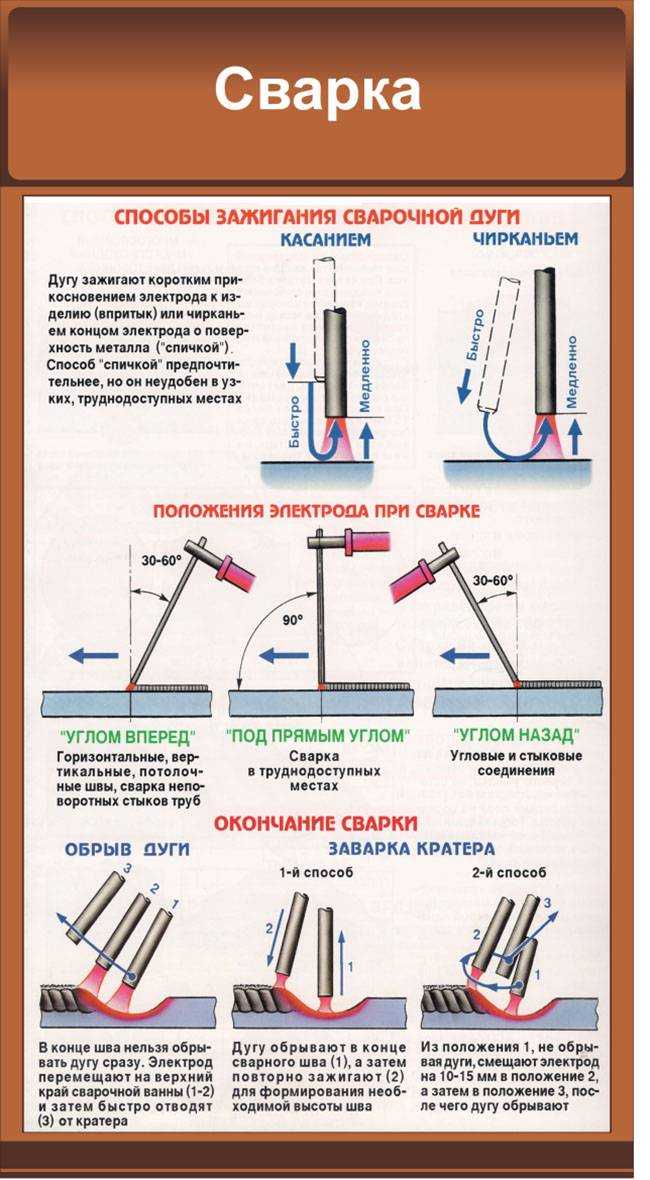
Просмотр полный ответ на Weldgears.com
Объяснение 4 типов сварки: MIG, TIG, Stick и Flux Core
Сварочный аппарат какого размера мне нужен?
Сварщику, работающему от первичной сети 115 В, требуется выключатель минимального размера 20 А, рекомендуется 30 А (это будет для сварки до 140 ампер). Сварщику, работающему на первичном напряжении 208–230 В, требуется выключатель минимального размера 30 А, рекомендуется 50 А (это будет для сварки при токе до 180 А).
Просмотр полный ответ на training.esabna.com
Можете ли вы сами научиться сварке?
Большинство людей могут самостоятельно изучить основы сварки, чтобы производить базовые конструкции и выполнять стандартные ремонтные работы, изучая материалы из надежных источников и много практиковавшись.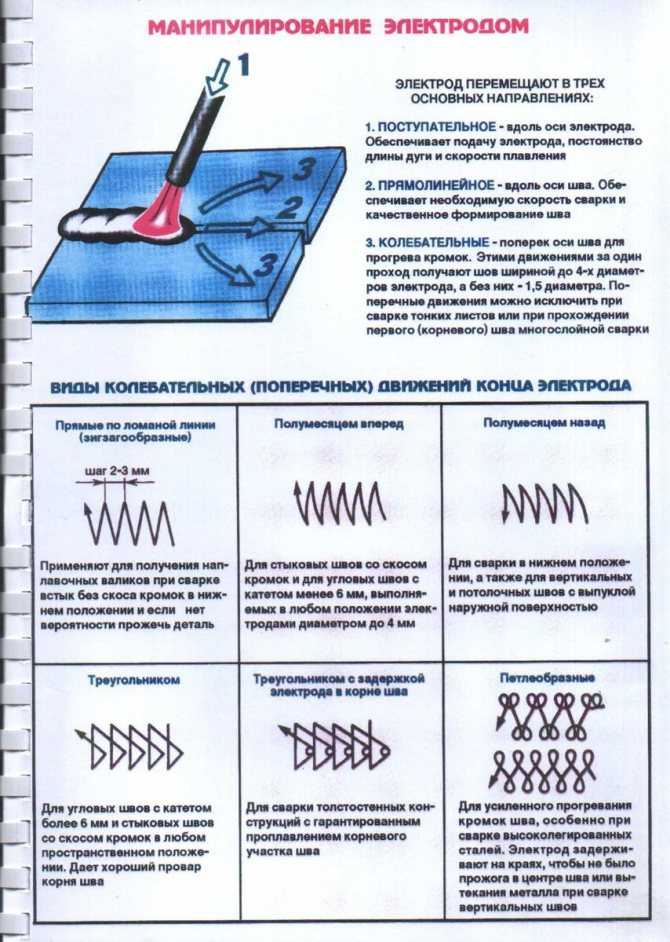 Однако, если у вас есть профессиональные намерения, вы не сможете достаточно быстро достичь высокого уровня квалификации без руководства экспертов.
Однако, если у вас есть профессиональные намерения, вы не сможете достаточно быстро достичь высокого уровня квалификации без руководства экспертов.
Просмотр полный ответ на Weldpundit.com
Как выбрать сварочный аппарат?
Список 5 лучших советов по выбору лучшего сварочного аппарата
- #1) Оцените природу металла. Обычно сварку делают только на углеродистой стали. …
- #2) Установите идеальную силу тока. …
- #3) Выберите идеальное место для сварки. …
- #4) См. спецификацию. …
- #5) Анализ потребностей в сжатом газе, если таковые имеются.
Просмотр полный ответ на industrybuying.com
Является ли сварка электродом более прочной, чем MIG?
При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
Просмотр полный ответ на twi-global.com
Что лучше для сварки электродом или проволокой?
MIG гораздо более щадящая сварка очень тонкого металла, чем сварка электродом, которая может легко прожечь тонкий материал. Сварка является необходимостью для большинства мелких фермеров.
Сварка является необходимостью для большинства мелких фермеров.
Просмотр полный ответ наgranews.ca
Какой сварочный аппарат самый лучший?
1. Многопроцессорный сварочный аппарат Lincoln MIG210 – лучший в целом. Наш лучший выбор — многофункциональный сварочный аппарат MIG 210 MP от Lincoln. Он был разработан с использованием высококачественных материалов, а его компоновка работает очень предсказуемо, поэтому к нему легко привыкнуть.
Просмотр полный ответ на сайте waterwelders.com
Что необходимо для начала сварки?
Итак, вот 16 основных сварочных инструментов для начинающих.
- Сварочная маска с автоматическим затемнением. Этот первый базовый сварочный инструмент необходим каждому, кто занимается сваркой. …
- Сварочные магниты. …
- Приспособление для сварки каркаса. …
- Площадь скорости. …
- Измеритель листового металла. …
- Металлический напильник. …
- Сварочные зажимы. …
- Сварочные перчатки.
 …
…Посмотреть полный ответ на makemoneywelding.com
Должен ли я получить MIG или аппарат для сварки электродами?
Сварочные системы MIG и Stick могут производить высококачественные сварные швы, но тип металла имеет большое значение, при котором машина работает лучше. Для более тонких металлов сварка MIG является лучшим выбором для создания чистого прочного соединения. На более толстых металлах — более ⅜ дюйма — стик работает лучше.
Просмотр полный ответ на сайте americantorchtip.com
С чего начать: MIG или электродуговую сварку?
Вам следует научиться сварке MIG, если вы планируете сваривать в помещении тонкие и средние по толщине металлы, которые можно очистить. Сварку стержнем лучше изучить, если вы планируете сварку снаружи, так как защитный газ не требуется. Сварка стержнем также идеальна, если вам нужно сваривать грязные или твердые металлы.
Просмотр полный ответ на Weldguru.com
Каковы некоторые недостатки сварки электродом?
Некоторые недостатки сварки электродом:
- За один раз можно сварить только несколько дюймов, прежде чем потребуется другой электрод.
- Концы электродов (концы) впустую.
- Для получения качественных сварных швов требуется высокий уровень навыков.
- Многие электроды имеют низкую проникающую способность.
- Дуговой разряд может возникнуть при постоянном токе.
Посмотреть полный ответ на Keovens.com
Чему сварке труднее всего научиться?
Сварка TIG является самой сложной формой сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки.
Просмотр
полный ответ на thecrucible. org
org
Какой тип сварочного аппарата используется для стали?
Сварка стали работает с большинством типов сварки, что является еще одной причиной, по которой этот материал является популярным. Методы, используемые для сварки стали, включают сварку электродом, сварку с флюсовой проволокой, дуговую сварку металлическим электродом, контактную точечную сварку и сварку ВИГ постоянным током. Сварка AC-TIG обычно не используется для стальных деталей.
Просмотр полный ответ на samsweldinginc.com
Какие существуют 3 типа сварки?
Существует четыре основных вида сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
Просмотр полный ответ на iavalley.edu
Можно ли сваривать без опыта?
Если у вас практически нет опыта сварки, не переживайте! Никто не ожидает, что вы с самого начала станете хорошим сварщиком. Тем не менее, вам понадобится аттестат о среднем образовании или GED и действующие водительские права, прежде чем вы сможете стать учеником сварщика.
Тем не менее, вам понадобится аттестат о среднем образовании или GED и действующие водительские права, прежде чем вы сможете стать учеником сварщика.
Просмотр полный ответ на сайте Tallo.com
Как быстро я могу научиться сварке?
Как правило, обучение сварке длится от 7 месяцев до 2 лет практического обучения, в зависимости от выбранной вами программы.
Просмотр полный ответ на midwesttech.edu
Какой сварной шов самый прочный?
Сварка TIG часто считается самым прочным сварным швом, поскольку она производит сильное тепло, а низкая скорость охлаждения приводит к высокой прочности на растяжение и пластичности. MIG также является отличным кандидатом на самый прочный тип сварки, потому что он может создать прочное соединение.
Просмотр полный ответ на kanyanaengineering.com.au
Сколько стоит сварка MIG?
При накладных расходах в размере 20 долларов США в час, плюс 3 доллара США в час на проволоку и 1,30 доллара США в час на сварочный газ, общая почасовая стоимость одного сварщика MIG составляет 24 доллара США в час.
Просмотр полный ответ на Weldreality.com
Сколько ампер вам нужно для сварки стали?
Для сварки стали толщиной 1/4 дюйма за один проход требуется примерно 180 ампер. Фраза за один проход является ключевой. Поскольку можно сделать серию тонких проходов для сварки более толстого материала за один проход, требуется меньшая сила тока. Однако многократные проходы занимают больше времени.
Просмотр полный ответ на mmsonline.com
Каковы недостатки сварки MIG?
Каковы ограничения сварки MIG?
- Сварочное оборудование более сложное, более дорогое и менее портативное, чем оборудование для сварки электродами.
- Требуемая сварочная горелка затрудняет доступ к узким местам, а потребность в хорошей газовой защите требует, чтобы горелка находилась относительно близко к зоне сварки.
Посмотреть полный ответ на lindedirect.com
← Предыдущий вопрос
Можно ли восстановить удаленные текстовые сообщения, для которых не была создана резервная копия?
Следующий вопрос →
Что значит, когда парень перестает так много писать тебе?
Советы по сварке для начинающих сварщиков — Baker’s Gas & Welding Supplies, Inc.
 Делиться:
Делиться:BakersGas
С приближением учебного года новые студенты-сварщики подают заявки по всей стране. Это поможет получить несколько советов для этих новых сварщиков или просто освежить некоторые старые советы для опытных профессионалов.
Основы процесса сварки
Что касается традиционных методов сварки, то существует три распространенных метода. Это металл в среде инертного газа (MIG), вольфрам в среде инертного газа (TIG) и, наконец, сварка электродом. Существуют и другие методы сварки, такие как плазменная и даже лазерная сварка. Однако с точки зрения процессов для начинающего сварщика эти три метода являются лучшими для начала обучения сварке.
MIG
Сварка MIG проста в освоении. Присадочная проволока подается через сварочный пистолет. Сварщик выбирает скорость, с которой он хочет, чтобы проволока сматывалась с катушки. Создаваемая дуга плавит проволоку непосредственно к стыку, образуя чистый прочный сварной шов. Кроме того, через сварочную горелку проходит газ, который предотвращает окисление заготовок. При использовании сварочного аппарата MIG ваши инвестиции, скорее всего, удвоятся по сравнению с традиционным сварочным аппаратом. Тем не менее, сварные швы будут намного чище, прочнее и выглядят более профессионально.
Кроме того, через сварочную горелку проходит газ, который предотвращает окисление заготовок. При использовании сварочного аппарата MIG ваши инвестиции, скорее всего, удвоятся по сравнению с традиционным сварочным аппаратом. Тем не менее, сварные швы будут намного чище, прочнее и выглядят более профессионально.
TIG
Из трех процессов сварки, упомянутых здесь, TIG является наиболее сложным для освоения и в основном используется профессиональными сварщиками. Сварка TIG — это когда вольфрамовый электрод нагревает свариваемый металл, а газ (чаще всего аргон) защищает сварочную ванну от переносимых по воздуху загрязняющих веществ. Сварка TIG обеспечивает чистые и точные сварные швы на любом металле. Что отличает сварку TIG, так это превосходный контроль дуги и сварки. Имея возможность контролировать температуру сварочной ванны, сварщик должен иметь точный контроль над сварным швом. В результате получаются чистые, изысканные сварные швы, чрезвычайно прочные и привлекательные с косметической точки зрения. Сварку ВИГ можно использовать для более тонких металлов, таких как нержавеющая сталь и алюминиевые сплавы.
Сварку ВИГ можно использовать для более тонких металлов, таких как нержавеющая сталь и алюминиевые сплавы.
РУКОЯТКА
Для сварщиков-любителей или сварщиков, работающих на дому, сварка стержнем является наиболее популярным методом сварки. Электрический ток проходит между металлом и электродом (палочкой). Электрод плавится и соединяется с металлом, образуя соединение. Сварке стержнем легко научиться, а необходимое оборудование относительно недорого по сравнению с другими формами сварки. Вы можете купить сварочный аппарат переменного тока менее чем за 300 долларов в большинстве магазинов товаров для дома. Существует три типа сварочных аппаратов для дуговой сварки: переменный ток, постоянный ток и переменный/постоянный ток. Как уже упоминалось, сварочный аппарат переменного тока будет самым экономичным и идеально подходит для металлов толщиной более 1/16 дюйма. Сварочные аппараты постоянного тока дороже, но они также производят более чистые сварные швы и более универсальны, когда речь идет о работе с более тонкими металлами.
Важные советы по технике безопасности для начинающих сварщиков
Так же, как для любого начинающего сварщика крайне важно знать основные сварочные процессы на любом этапе своей карьеры, безопасность. Сварка – одна из самых опасных профессий и хобби в мире. Вот почему очень важно, независимо от того, на каком этапе сварочной профессии находится сварщик, помнить и применять на практике эти важные советы по безопасности.
- Всегда надевайте защитное снаряжение Защитное снаряжение было разработано для обеспечения дополнительного уровня защиты сварщиков во время сварки. Это включает в себя постоянное ношение сварочной каски, защитных очков, перчаток, фартука, сварочной куртки и длинных брюк. Сварочные маски и очки предназначены для защиты ваших глаз и лица от вредных ультрафиолетовых лучей, которые образуются при выполнении сварки. Сварочные перчатки предназначены для защиты рук и запястий от случайных искр или брызг, возникающих при сварке. Сварочный фартук, пальто и длинные брюки обеспечивают защиту верхней части тела и ног.
- Работа в хорошо проветриваемом помещении Вентиляция является ключевым компонентом обеспечения безопасности во время сварки. Это включает в себя выполнение любых сварочных работ в помещении, где много свежего воздуха. Если в вашей рабочей зоне есть двери или окна, вы должны держать их открытыми. Это позволит свежему воздуху циркулировать и уменьшит количество токсичных паров, которым вы подвергаетесь. Если вам предстоит сварка в помещении с плохой или минимальной вентиляцией, вам следует надеть индивидуальный респиратор.
- Правильно заземлите сварочное оборудование Неправильное заземление сварочного оборудования является причиной номер один, по которой многие сварщики получают удары электрическим током во время работы. Для вашей безопасности и безопасности тех, кто работает рядом с вами, важно, чтобы все ваше оборудование было должным образом заземлено.
 Сварочные перчатки предназначены для защиты рук и запястий от случайных искр или брызг, возникающих при сварке. Сварочный фартук, пальто и длинные брюки обеспечивают защиту верхней части тела и ног.
Сварочные перчатки предназначены для защиты рук и запястий от случайных искр или брызг, возникающих при сварке. Сварочный фартук, пальто и длинные брюки обеспечивают защиту верхней части тела и ног.