Ток для сварки электродом 3 мм
Главная » Статьи » Ток для сварки электродом 3 мм
Выбор режима ручной дуговой сварки | Тиберис
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | |||||||
| 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.
 2 Напряжение дуги (длина сварочной дуги)
2 Напряжение дуги (длина сварочной дуги)После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | |||||||
| 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.
 3 Скорость сварки
3 Скорость сваркиВыбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны. В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т.д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
www.tiberis.ru
Нюансы выбора электродов
- 09-12-2014
- 25
- 173
Оглавление: [скрыть]
- Оборудование для сварочных работ
- Практические рекомендации
- Покрытие электрода
- Дополнительные моменты
Выбор электродов для сварки — это неотъемлемый момент при подобных процессах. Современное строительство редко когда обходится без применения этого вида работ. Причем это относится к малоэтажным строениям (частные и дачные дома) и к постройкам больших коммерческих зданий.
Современное строительство редко когда обходится без применения этого вида работ. Причем это относится к малоэтажным строениям (частные и дачные дома) и к постройкам больших коммерческих зданий.
Качество сварки, прежде всего, зависит от качества электрода, которым была произведена работа, поэтому к его выбору необходимо подойти особо внимательно и ответственно.
Каркасы, емкости, основания для гаражей и навесов, элементы кровли — все металлические детали этих конструкций соединены между собой средствами сварки. Для того чтобы шов получился качественным, надежным и прочным, необходимо иметь хорошее оборудование и расходные материалы. Поэтому выбор самих электродов для сварки является одним из основных при подготовке работ. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения.
Оборудование для сварочных работ
Существует несколько способов, которым выполняется сварка:
Классификация видов сварки.
- газопрессовая;
- контактная;
- роликовая;
- электрошаговая.

Но выделяют газопрессовую и контактную. При газопрессовой сварке используется пламя ацетилкислорода. Этот способ выбирают, если надо добиться высокой производительности выполненных работ. Поэтому отраслями, где применяют газопрессовую сварку, являются нефтяная и газовая при прокладке магистральных трубопроводов на большие расстояния.
При контактной сварке процесс выполняется при помощи электрического тока, обладающего низким напряжением и высокой силой тока. Этот способ выполняется вручную или механически. При этом контактную сварку можно выполнять встык, внахлест, детали могут прикладываться друг к другу под любым углом. От того, каким принят способ выполнения шва, зависит выбор необходимого оборудования. В итоге от выбора электрода, сварочных агрегатов зависит качество выполненных работ.
К выбору сварочного оборудования следует подходить из конкретных условий выполнения работ. А именно:
Напряжение питающей сети сварочного аппарата для бытового использования является 220 В.
- Напряжение питающей сети. При производственных условиях оно составляет 380 В, в бытовых — 220В. При частых скачках напряжения рациональнее использовать инвертор, который может защитить аппарат от подобных влияний и обеспечит надежную работу.
- Типы и марки металлов, которые необходимо соединить. Постоянный ток, который требуется для сварки деталей из чугуна или цветного металла могут обеспечить сварочный генератор или выпрямитель. Трансформатор применяют для сварки элементов из черного металла.
- Вес сварочного аппарата. Не всегда большой вес говорит о длительности полноценного использования. Современные сварочные агрегаты, обладая достаточно небольшим весом, могут служить долго, выполняя все поставленные задачи, в отличие от увесистых устаревших моделей. Особенно это актуально, когда требуется частое перемещение как между объектами, так и внутри объекта строительства.
- Время работы без возможного перегрева. Эта паспортная характеристика, которая указывается в документации к оборудованию, обозначает, сколько времени может работать аппарат без перерыва, чтобы не допустить угрозы перегрева. Например, если указаны цифры 5х20%, то это означает возможность беспрерывной работы 1 минуту, а затем необходим перерыв в 4 минуты.
- Выходные характеристики сварочного аппарата. При меньших показателях выходных характеристик тока и напряжения дают возможность выполнять работы с толстым металлом. Однако в таких аппаратах обмотка быстрее нагревается, следовательно, термостат быстрее может вызвать отключение сварочного агрегата.
 Например, если указаны цифры 5х20%, то это означает возможность беспрерывной работы 1 минуту, а затем необходим перерыв в 4 минуты.
Например, если указаны цифры 5х20%, то это означает возможность беспрерывной работы 1 минуту, а затем необходим перерыв в 4 минуты.Кроме сварочного оборудования в процессе сваривания 2-х и более металлических деталей принимает участие электрод. К выбору, которого надо подходить ответственно. От него зависит не только качество и долговечность шва, но и количество наплавляемого металла, его состав.
Вернуться к оглавлению
Схема сварочного электрода.
Производитель сварочного оборудования чаще всего дает рекомендации, какие именно марки и типы электродов можно использовать в сочетании с ним. Проволока, которая лежит в основе электрода, должна быть качественной изначально. Далее, определяющим параметром использования конкретного типа электродов, является его покрытие.
Далее, определяющим параметром использования конкретного типа электродов, является его покрытие.
Выбор электродов необходимо делать исходя из параметров и характеристик свариваемых поверхностей. При этом надо учитывать, что каждая из марок электродов обладает своими особенностями применения. Если использовать не тот тип электрода, то сварной шов может не получиться.
Электроды, согласно нормативным документам, можно разделить по нескольким параметрам:
- назначения использования;
- вид покрытия и его толщина;
- механические свойства и состав покрытия.
Вернуться к оглавлению
Покрытие проволоки может быть:
Виды покрытия электрода для сварки.
- Рутиловым. Оно выполнено из диоксида титана, который для напыления на проволоку используется в виде порошка. Применение этого покрытия позволяет получить качественный сварной шов. Такие электроды способствуют стабилизации при горении. Эта марка используется для соединения ржавых или влажных деталей. Малое количество образовывающихся при сварке брызг, способствует малому расходу металла при выполнении работ, шов при этом получается аккуратным. Они способны работать как при использовании оборудования, работающего на постоянном, так и на переменном токе. Стоимость их довольно высокая, но широта применения данного вида вполне это оправдывает.
- Ильменитовым. При покрытии проволоки к диоксиду титана добавляют железо. При работе образуется прочный эластичный шов.
- Основным.
 Малое количество образовывающихся при сварке брызг, способствует малому расходу металла при выполнении работ, шов при этом получается аккуратным. Они способны работать как при использовании оборудования, работающего на постоянном, так и на переменном токе. Стоимость их довольно высокая, но широта применения данного вида вполне это оправдывает.
Малое количество образовывающихся при сварке брызг, способствует малому расходу металла при выполнении работ, шов при этом получается аккуратным. Они способны работать как при использовании оборудования, работающего на постоянном, так и на переменном токе. Стоимость их довольно высокая, но широта применения данного вида вполне это оправдывает.В качестве материалов для покрытия используют карбонатовые и фтористые соединения.
Они устойчивы к воздействию изменяющимся температурам окружающей среды. Но существенным недостатком этого вида электродов является то, что их применение ограничивается только деталями, которые не имеют ржавой кромки. Однако их можно использовать при выполнении работы в любом положении и направлении (сверху вниз, снизу вверх). Их применяют для сваривания конструкций, которые в дальнейшем будут эксплуатироваться при низкой температуре с переменными или ударными нагрузками. Особенностью использования данных электродов является то, что они могут быть применены только в сварочных работах, которые ведутся постоянным током обратной полярности.
Особенностью использования данных электродов является то, что они могут быть применены только в сварочных работах, которые ведутся постоянным током обратной полярности.
Кроме того, различают еще рутилово-основное и рутилово-целлюлозное покрытие. Электроды, которые покрыты первым из них, используются при прокладке трубопроводов любого назначения среднего или малого диаметра. Второе покрытие наносят на проволоку, которую будут применять при сварке толстого покрытия.
Вернуться к оглавлению
При выполнении сварки постоянным током существует 2 возможности, как подключить электрод к оборудованию:
Схема подключения электрода при сварке током прямой полярности.
- Если полярность прямая, электрод соединяют с зажимом «-», а деталь к «+».
- Если полярность обратная, то электрод соединяют с «+», а деталь с «-». Эта полярность используется при работе с металлами из тонкого листа, прожог при этом невозможен.
Взаимодействие 3-х характеристик сварки (диаметр электродов, толщина металла сварки, сила тока и вид тока) обуславливает способ выбора. Для этого используют соотношение, которое определяет, что для 30-40А силы тока принимается 1 мм диаметра проволоки. Если процесс сварки выполняется вертикально, то силу тока можно уменьшить на 15%.
Для этого используют соотношение, которое определяет, что для 30-40А силы тока принимается 1 мм диаметра проволоки. Если процесс сварки выполняется вертикально, то силу тока можно уменьшить на 15%.
Данное соотношение выглядит таким образом:
Таблица выбора электрода от толщины металла и силы тока.
- Диаметр 8-12 мм применим при силе тока 450 А при толщине металла более 8 мм. Длина швов составляет 35-45 см. Свариваемый металл может быть из любого вида стали.
- Диаметр 6 мм используют при силе тока 230-370 А, толщина металла 4-15 мм. Сварной шов имеет длину 35-45 см.
- Диаметр 5 мм используется при силе тока 150-280 А, металлические детали имеют толщину 4-15 мм. Образуется шов длиной 35-45 см.
- Диаметр 4 мм применяют, если сварка проходит при 100-220 А, толщина металла 2-10 мм. Тип выбора стали при выполнении сварки, не имеет значения.
- Диаметр 3 мм используется, когда сварка производится при силе тока в 70-100 А, а толщина металла является 2-5 мм.
- 2,5 мм применим, если соответствует сила тока 70-100 А при толщине 1-3 мм с длиной шва в 25-35 см.
- Диаметра 2 мм используется, когда сила тока составляет 50-70 А, металл имеет толщину 1-2 мм. Шов должен быть не более 25-30 см.

Электроды, диаметр которых 3 мм и менее, используются при сварке деталей, при производстве которых использована легированная сталь.
https://moiinstrumenty.ru/youtu.be/M9981drabao
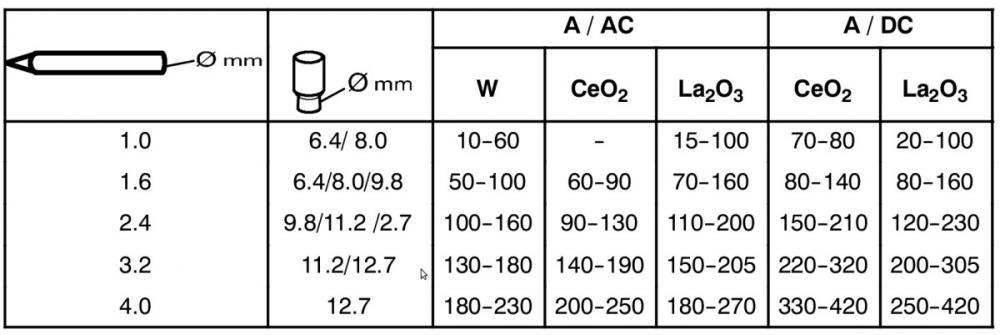
Кроме того, по цвету покрытия можно определить, какие именно добавки участвовали при его напылении. Для зеленого покрытия использован только вольфрам. Если покрытие синее, то к вольфраму добавили оксид лантана. Для получения белого покрытия электрода к вольфраму добавлен оксид циркония.
moiinstrumenty.ru
Рекомендации по выбору подходящих электродов для сварки
- Дата: 08-08-2015
- Просмотров: 588
- Рейтинг: 60
В процессе выбора электродов для сварки нужно обращать внимание на ряд важнейших характеристик. Лишь правильно подобрав данные приспособления, можно рассчитывать на высокое качество и производительность сварочных работ. Поэтому к процессу выбора сварочных электродов рекомендуется подходить максимально ответственно.
Лишь правильно подобрав данные приспособления, можно рассчитывать на высокое качество и производительность сварочных работ. Поэтому к процессу выбора сварочных электродов рекомендуется подходить максимально ответственно.
От качества электрода зависит весь процесс сварки, поэтому при выборе электродов необходимо знать следующие условия: физическая сплошность металла швов, эксплуатационная прочность, технологичность электродов, характеристики электродов и другие.
Выбор подходящего диаметра электродов для сварки
Одной из основных характеристик электродов для сварки является их диаметр. При выборе подходящего значения нужно ориентироваться прежде всего на толщину свариваемых изделий, марку металла, его химический состав, выбранную разновидность соединения, форму кромок и прочие параметры. В процессе выбора можете ориентироваться на следующие данные:
Схема электрода для сварки: 1 – стержень; 2 – участок перехода; 3 – покрытие; 4 – контактный торец без покрытия; L – длина электрода; D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от покрытия конца.
- Электроды для сварки диаметром 1 мм — используются для работы с изделиями толщиной до 1,5 мм. Сила тока не должна превышать 25 А.
- Изделия толщиной в 1,6 мм, в соответствии с нормативами, предназначены для сварки легированных и низкоуглеродистых сталей. Они могут иметь длину в 20 либо 25 см. С их помощью варятся металлы толщиной не более 2 мм. Допустимая сила тока — 25-50 А.
- Электроды для сварки толщиной 2 мм выпускаются длиной 25 см, также она может составлять 30 см. Применяются при работе с легированными и низкоуглеродистыми сталями. Максимально допустимая толщина металла составляет 2 мм, а сила тока — 70 А.
- Изделия диаметром 2,5 мм предназначены для варки легированных и низкоуглеродистых сталей. Могут иметь длину 25-30 см, допускается длина 25 см, можно варить элементы толщиной до 3 мм при силе тока в 70-100 А.
- Наиболее широко используемыми являются электроды диаметром в 3 мм. Тоже применяются при работе с легированными и низкоуглеродистыми сталями. Существуют изделия длиной 30, 35 и 45 см. Можно варить металлы толщиной до 0,5 см при силе тока до 140 А.
- Изделия диаметром в 4 мм подойдут и для бытовых сварочных агрегатов, и для профессионального оборудования. Длина может составлять 35 и 45 см. Подходят для стали любого вида. Главное, чтобы толщина металла не превышала 1 см, а сила тока — 220 А.
- Пятимиллиметровые электроды могут работать только в комплекте с оборудованием довольно высокой мощности. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные — 35 см. Толщина элементов может достигать 1,5 см, а сила тока — 280 А.
- Профессиональное оборудование обычно работает в комплекте с шестимиллиметровыми изделиями. При работе с легированными и низкоуглеродистыми сталями применяют сварочные электроды длиной 45 см, а при варке высоколегированных сталей — 35 см. Могут варить на токе до 370 А.
- Высокопроизводительное промышленное оборудование комплектуется сварочными электродами диаметром в 8-12 мм. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные можно варить 35-сантиметровыми. Применяются при работе с металлами толще 8 мм. Сила тока может достигать 450 А.
 Существуют изделия длиной 30, 35 и 45 см. Можно варить металлы толщиной до 0,5 см при силе тока до 140 А.
Существуют изделия длиной 30, 35 и 45 см. Можно варить металлы толщиной до 0,5 см при силе тока до 140 А. Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные можно варить 35-сантиметровыми. Применяются при работе с металлами толще 8 мм. Сила тока может достигать 450 А.
Легированные и низкоуглеродистые стали варятся электродами длиной 45 см, а высоколегированные можно варить 35-сантиметровыми. Применяются при работе с металлами толще 8 мм. Сила тока может достигать 450 А.Важно отметить и тот факт, что диапазон силы тока зависит не только от диаметра электрода, но и от его марки. К примеру, трехмиллиметровый УОНИ 13/55 работает на токе в 70-100 А, а МР-3, имеющий такой же диаметр, на 80-140 А.
Электроды для разных режимов тока
Результаты испытаний плавящегося электрода.
На современном рынке оборудования для сварки представлен довольно большой выбор разнообразных электродов. И подбирая подходящий тип, нужно обращать внимание на ряд определенных параметров. Среди них одним из наиболее важных является не только диаметр, но и режим тока, с которым будет осуществляться работа. Он может быть постоянным и переменным.
Среди электродов для работы на постоянном токе наиболее часто используются изделия марок МР-3, УОНИ 13/55, АНО-6, ОЗС-12, ОЗЧ-12, ЦЛ-11 и многие другие. Если сравнивать их с прочими аналогами, то изделия этих марок характеризуются высокими эксплуатационными свойствами и простотой применения. К числу их главных преимуществ можно отнести обеспечение устойчивой дуги и простоту повторного зажигания. Варка такими электродами позволяет получать аккуратные ровные швы.
Если сравнивать их с прочими аналогами, то изделия этих марок характеризуются высокими эксплуатационными свойствами и простотой применения. К числу их главных преимуществ можно отнести обеспечение устойчивой дуги и простоту повторного зажигания. Варка такими электродами позволяет получать аккуратные ровные швы.
Что касается электродов для работы на переменном токе, то их можно смело назвать пережитком прошлого. Ранее постоянный ток был не очень распространен из-за высокой стоимости таких работ. В целях экономии приходилось применять переменный ток и жертвовать качеством. К этому подталкивало то, что выпрямительные элементы, предназначенные для работы с большими сварочными токами, еще совсем недавно были очень громоздкими, имели низкий коэффициент полезного действия и дорого стоили.
Выбор электродов для сварки разнородных сталей и сплавов.
Однако с появлением на рынке первых высокоэффективных полупроводниковых выпрямителей компактного размера ситуация изменилась кардинально. А уж после того как были созданы инверторы, ручную дуговую сварку мог позволить себе практически каждый. Однако переменный ток не исчез бесследно. Богатый опыт, накапливаемый в течение десятилетий использования и совершенствования подобных аппаратов, нашел свое применение и в инверторной сварке.
А уж после того как были созданы инверторы, ручную дуговую сварку мог позволить себе практически каждый. Однако переменный ток не исчез бесследно. Богатый опыт, накапливаемый в течение десятилетий использования и совершенствования подобных аппаратов, нашел свое применение и в инверторной сварке.
Среди наиболее популярных электродов, использующихся при работе на переменном токе, можно выделить МР, АНО и ОЗС. Отличаются они не только по химическому составу, но и по типу покрытия. К примеру, у АНО-6 и МР-3 ильменитовое и рутиловое покрытие.
Остальные же электроды для работы на переменном токе имеют рутиловое покрытие. С их помощью можно варить низколегированные, малоуглеродистые и углеродистые стали. Преимуществом таких сварочных электродов является их универсальность, что позволяет применять их для работы как на переменном, так и на постоянном токе.
Универсальные электроды
Марки электродов и область их применения.
Существует и отдельная категория универсальных электродов. Купив их, вы сможете одинаково хорошо работать и на переменных, и на постоянных токах. Среди преимуществ таких изделий можно выделить следующие моменты:
Купив их, вы сможете одинаково хорошо работать и на переменных, и на постоянных токах. Среди преимуществ таких изделий можно выделить следующие моменты:
- Повышенную производительность сварочных работ.
- Достаточно высокую экономичность.
- Низкое разбрызгивание.
- Довольно хорошее отделение шлаковой корки.
- Возможность качественно варить даже загрязненный, поврежденный коррозией, окисленный и влажный металл.
- Минимальные требования к сварочному аппарату и оператору.
Помимо этого, такие изделия обеспечивают хорошую и стабильную дугу. Они одинаково хорошо подходят для заваривания длинных зазоров, сварки коротких швов и точечного прихвата.
Каждый тип электродов соответствует определенному виду работ.
Если вы планируете отдать свой выбор в пользу именно универсальных сварочных электродов, то вам прежде всего необходимо определиться с предстоящими задачами и уже на основании этого выбрать и приобрести электроды какой-то конкретной марки. Так, существуют следующие марки универсальных электродов:
Так, существуют следующие марки универсальных электродов:
- АНО-6 и АНО-4. Они разработаны для варки малоуглеродистой стали.
- Изделия марок ОЗС (4,6,12), МР (3 и 3С) и АНО-21 подходят для работы с углеродистой сталью.
- Если вам предстоит варить низколегированную сталь, то следует отдать выбор в пользу универсальных электродов марок ОЗС-6 и ОЗС-4.
Универсальные электроды немного стоят и позволяют получать сварные соединения весьма высокого качества. Это делает их очень популярными.
К примеру, такие изделия нашли свое применение не только в бытовых сварочных работах, но и в прокладке коммуникаций, строительстве и т.д.
Электроды для сварки разных материалов
При выборе сварочных электродов обязательно принимайте во внимание и то, какие именно материалы вы будете варить. К примеру, для стали наиболее популярными являются изделия марок МР, УОНИ и ОЗС. Они очень хорошо себя зарекомендовали. Такие электроды способствуют получению качественного результата и повышению продуктивности работы.
Диаметр электрода.
При работе с изделиями данных марок можно не волноваться о том, что появятся горячие трещины, вскипит ванна, будет разбрызгиваться материал, появится перегрев в месте сварки и т.п. У каждой из этих марок есть свои особенности, о которых нужно знать. Особенности следующие:
- Для электродов марки УОНИ характерна хорошая отделимость шлака и малое разбрызгивание металла.
- Изделия марки МР характеризуются отличными сварочно-технологическими показателями. Они просты в работе, обеспечивают легкое повторное зажигание дуги и хорошее отделение шлака, металл разбрызгивается минимально, сварка ведется на низких токах, агрегат можно запитать от обыкновенной бытовой электрической сети, не требуют от сварщика высокой квалификации, недорого стоят, обеспечивают высокое качество даже при работе с бюджетным оборудованием.
- Электроды марок ОЗС можно использовать даже для варки окисленных металлов. Они создают хорошие по внешнему виду швы и самоотделяемую шлаковую корку.

Углеродистые стали обычно варятся при помощи изделий марки АНО. Они способствуют легкому повторному зажиганию дуги, избавляют от проблем с отделением шлаковой корки, по минимуму разбрызгивают металл.
https://moyasvarka.ru/youtu.be/imSgJ86nqUY
Для варки нержавейки подходят электроды марки ОЗЛ. При их использовании образуется надежный шов из жаропрочного металла. Он способен нормально переносить температуры до 1000 градусов. Помимо этого, шов характеризуется высокой стойкостью к межкристаллитной коррозии. Если при эксплуатации не будет повышенных температур, то для варки можно использовать и изделия марки ЦЛ. Они тоже обеспечивают шов, устойчивый к межкристаллитной коррозии.
Чугун варится при помощи ОЗЧ-электродов. Они имеют медную основу, содержащую железный порошок. Благодаря такому составу создается очень прочный шов с сохранением пластичных свойств и вязкости.
Помимо упомянутых типов электродов, существует еще очень много различных узкоспециализированных разновидностей.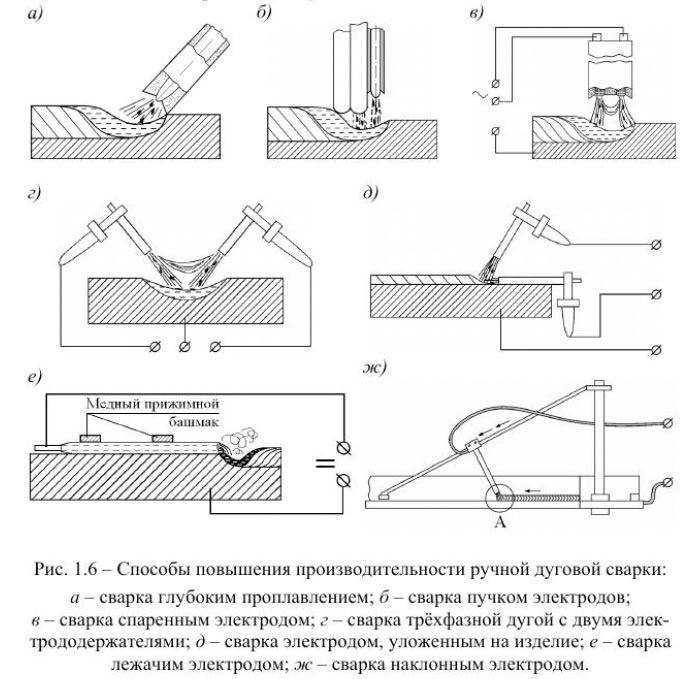 Но для выполнения бытовых задач они вряд ли понадобятся, а опытный сварщик, выполняющий узкоспециализированные работы, и сам прекрасно знает, какие электроды ему нужны.
Но для выполнения бытовых задач они вряд ли понадобятся, а опытный сварщик, выполняющий узкоспециализированные работы, и сам прекрасно знает, какие электроды ему нужны.
https://moyasvarka.ru/youtu.be/mz8sXkT_fRo
Ориентируясь на приведенную выше информацию и рекомендации, вы сможете без особых проблем подобрать максимально качественные электроды, подходящие для решения конкретно ваших задач. Отнеситесь к этому мероприятию как можно ответственнее. Удачного выбора!
moyasvarka.ru
Размеры электродов для сварки
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы.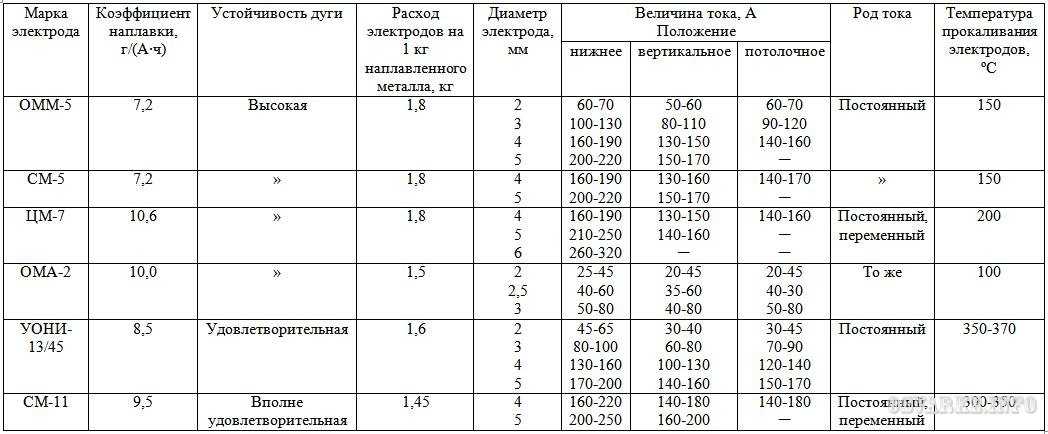 Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1. 6 6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК. 46
46
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Выбор
Диаметры электродов для сварки подбираются по тому, с какой толщиной заготовок придется работать. Максимально схожий состав металла требуется не только для создания однородного соединения, но и для того, чтобы у них была одинакова температура плавления. Здесь все строится на элементарных законах физики, так как для расплавления большего объема металла требуется большая температура, создаваемая большей силой тока. Здесь нет большой разницы, какая длина электрода имеется, так как сопротивление, вызванное разницей в данном параметре, является незначительным и в расчет может не браться.
| Толщина металла, мм | Электрод, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
«Важно!
Всегда перед использованием следует проверять состояние обмазки, чтобы она не была повреждена или на ней не оставалась влага.»
Длина сварочного электрода будет иметь значение для тех соединений, где очень нежелательно прерываться во время процесса сварки. Это может быть ремонт герметической емкости, вещей, которые работают под давлением, и так далее. В иных случаях больше обращают внимание на толщину. Иногда специально выпускают длинные и тонкие материалы для таких целей. Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
svarkaipayka.ru
Какой ток нужен для сварки электродом 3мм
Главная » Статьи » Какой ток нужен для сварки электродом 3мм
Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного соединения металлов. Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Важно не только правильно выбрать их, но и правильно использовать. Здесь требуется не только мастерство сварщика, так как правильно подобранный режим оборудования также вносит свою долю в успешность процедуры. Опыт прошлых поколений уже помог вывести основные данные, как подобрать правильно параметры для того или иного материала и как проходит зависимость сварочного тока от диаметра электрода. Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.
Сварочные электроды
Режимы проведения операций
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Его род также определяется сразу, так как он указывается в технических данных на пачке.
Выбор диаметра электрода для сварки
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.
 Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.Настройка сварочного тока
«Обратите внимание! Неправильный выбор режима приведет к тому, что металл не будет провариваться, если тока не будет хватать, а при превышении, заготовка будет пропаливаться.»
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10. .20 .20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Автор: Игорь
Дата: 11.04.2016
Рейтинг статьи:
Загрузка…
svarkaipayka.ru
Выбор режима ручной дуговой сварки. От чего зависит сила сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Рекомендуем! Как настроить сварочный полуавтомат
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
Рекомендуем! Как настроить сварочный полуавтомат
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?
Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямой полярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет и х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
svarkagid.ru
Выбираем сварочный ток в зависимости от конкретного диаметра электродов
Сварка металлических изделий используется в том случае, когда необходимо получить качественное неразъемное соединение, отличающееся повышенной прочностью. В данном случае металлы соединяются друг с другом на молекулярном уровне, для выполнения такой сварки используются электроды, которые непосредственно оказывают влияние на качество выполненного соединение. Выполняя сварочные работы, следует правильно выбирать показатели сварочного тока в зависимости от используемого электрода и его диаметра. Именно от этого во многом и зависит качество выполненной работы, поэтому сварщику необходимо правильно рассчитывать соотношение мощности и диаметра электрода.
Режимы сварки
Современные сварочные аппараты инверторы позволяют изменять силу тока, что в свою очередь дает возможность работать с различными по своим показателям плавкости металлами. Выбирая конкретный режим сварки, следует учитывать следующие факторы:
Выбирая конкретный режим сварки, следует учитывать следующие факторы:
- Марка электрода.
- Его диаметр.
- Положение электрода при сварке.
- Разновидность и сила тока.
- Количество слоев в шве.
- Полярность тока.
Упрощенно говоря, показатели силы тока выбираются исходя из диаметра электрода. Такой стержень в свою очередь следует выбирать под конкретную марку металлических элементов, которые используются в работе. Также необходимо учитывать положение при проведении сварки. Так, например если работы выполняются в вертикальном положении необходимо на 20% уменьшить количество Ампер от номинального. Подобное позволит избежать стекания расплавленного металла со шва. Помните, что максимальный диаметр стержня при потолочной сварке составляет 4 миллиметра.
Правильно подбираем силу тока для сварки
Диаметр стержней для работы с инвертором или классическими сварочными аппаратами выбирается в зависимости от толщины свариваемых деталей.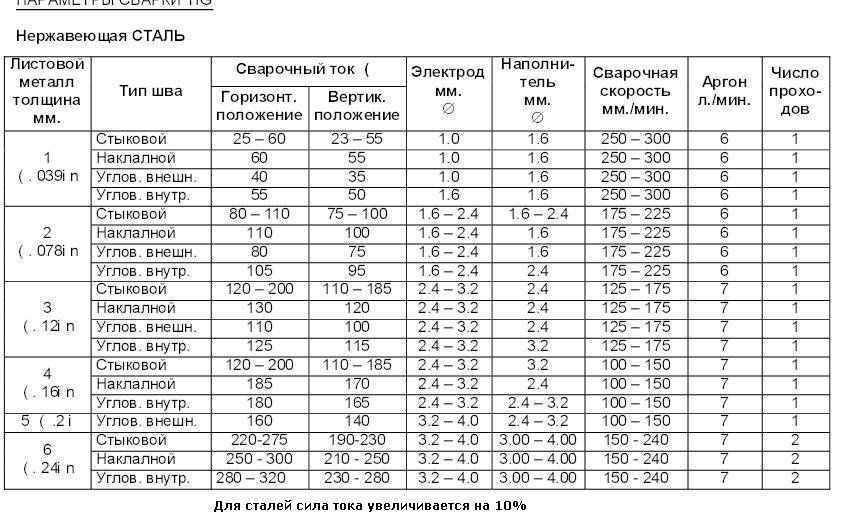 Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
При работе с 3 миллиметровым электродом показатели силы тока находятся в пределах 65-100 Ампер. Выбор конкретного показателя силы тока в данном случае зависит от положения при сварке и разновидности металла. Опытные сварщики советуют использовать среднее значение в 80 Ампер.
Работая с 4 миллиметровыми электродами необходимо устанавливать силу тока в 120-200 Ампер. Следует сказать, что 4 миллиметровые стержни получили сегодня максимально широкое распространение, так как они подходят для работы с небольшими и средними по размеру швами.
Разновидности электродов с толщиной 5 миллиметров потребуют использования тока в 160-250 Ампер. Следует сказать, что инверторы, способные работать с таким напряжением, относятся к разряду профессиональных. Они гарантируют глубокую проварку и отличное качество соединения.
Они гарантируют глубокую проварку и отличное качество соединения.
Электроды толщиной в 6-8 миллиметров требуют использования силы тока в 250 Ампер. В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
Необходимо сказать, что использование инверторов позволило выполнять качественную сварку даже с применением тонких электродов. Именно поэтому сегодня все чаще используются стержни с толщиной от 1 до 2 миллиметров. Для работы с ними будет достаточно силы тока в 45 Ампер. Отметим, что для качественного выполнения такой сварки инвертор должен иметь функцию плавной регулировки тока, так как резкие скачки и минимальные погрешности могут оказать существенное влияние на качество шва.
Рекомендации
Современные сварочные инверторы позволяют напряжение выставлять полностью в автоматическом режиме. Вам лишь необходимо будет указать толщину используемого электрода, а автоматика инвертора установит показатели силы тока автоматически. Все это позволяет существенно упростить сварку, одновременно повышая качество выполнения таких работ.
Все это позволяет существенно упростить сварку, одновременно повышая качество выполнения таких работ.
svarkagid.com
Какой ток у электродов для сварки?
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер. Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор. Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор. Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Электроды для низкоуглеродистой стали
elektrod-3g.ru
Как правильно выбрать сварочный ток и диаметр электрода?
Екатерина
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Содержание статьи
- Общая информация
- Настройка силы тока в зависимости от электрода
- Вместо заключения
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.
Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Похожие публикации
Оценка распределения плотности тока под электродами для наружной дефибрилляции | Биомедицинская инженерия онлайн
- Исследования
- Открытый доступ
- Опубликовано:
- Весела Т.З. Крастева 1 и
- Папазов Сава П. 1
Биомедицинская инженерия онлайн том 1 , номер статьи: 7 (2002) Процитировать эту статью
16 тыс.
обращенийСведения о показателях
 обращений
обращенийРеферат
История вопроса
Трансторакальная дефибрилляция является наиболее распространенным спасательным методом восстановления сердечного ритма у пострадавших с остановкой сердца. Процедура требует адекватного наложения больших электродов на грудь пациента, чтобы обеспечить электрический контакт с низким сопротивлением. Распределение плотности тока под электродами неравномерно, что приводит к сокращению мышц и боли или риску ожога. Недавнее появление автоматических наружных дефибрилляторов и даже носимых дефибрилляторов предъявляет новые жесткие требования к конструкции электродов.
Метод и результаты
С использованием псевдоэллиптического дифференциального уравнения типа Лапласа с соответствующими граничными условиями и применением моделирования методом конечных элементов исследованы электроды различной формы и конструкции. Показано, что неравномерность распределения плотности тока умеренно улучшается за счет добавления низкоомного слоя между металлом и тканью и кольца по периметру электрода. Включение отверстий в долговременно носимые электроды дополнительно нарушает профиль плотности тока. Однако ряд перфораций небольшого размера может привести к приемлемому распределению плотности тока.
Показано, что неравномерность распределения плотности тока умеренно улучшается за счет добавления низкоомного слоя между металлом и тканью и кольца по периметру электрода. Включение отверстий в долговременно носимые электроды дополнительно нарушает профиль плотности тока. Однако ряд перфораций небольшого размера может привести к приемлемому распределению плотности тока.
Заключение
Неравномерность распределения плотности тока у круглых электродов примерно на 30% меньше, чем у квадратных электродов. Использование промежуточного слоя со средним удельным сопротивлением, сравнимым с нижележащими тканями, и кольца по периметру с высоким удельным сопротивлением может дополнительно улучшить распределение. Включение отверстий для аэрации кожи нарушает пути тока, но соответствующий выбор количества и размера обеспечивает разумный компромисс.
История вопроса
Дефибрилляция сердца является широко распространенной и хорошо зарекомендовавшей себя процедурой реанимации пострадавших от остановки сердца [1]. Наиболее доступным подходом к электрокардиотерапии является использование внешних электродов, размещенных в выбранных местах на поверхности грудной клетки. Электроды имеют большую площадь контакта (70–120 см 2 ) [2] и обеспечивают высокую и предположительно равномерную плотность тока в сердце, необходимую для возбуждения большинства клеток миокарда, заставляя их вернуться к нормальному ритму. Многие авторы исследовали оптимальные положения и размеры электродов с помощью двумерных (2D) [3, 4] и трехмерных (3D) [5–7] моделей метода конечных элементов (МКЭ) с целью получения равномерного распределения тока. в сердце. Равномерность оценивается по соотношению максимального тока (который может привести к повреждению миокарда) и порогового тока, необходимого для дефибрилляции. Например, Камачо и др. [5] нашли значения от 2 до 4,7 для положения переднего электрода. Панеску и др. [6] сообщают, что около 25% объема миокарда может подвергаться воздействию плотности тока, более чем в 4 раза превышающей пороговую плотность.
Наиболее доступным подходом к электрокардиотерапии является использование внешних электродов, размещенных в выбранных местах на поверхности грудной клетки. Электроды имеют большую площадь контакта (70–120 см 2 ) [2] и обеспечивают высокую и предположительно равномерную плотность тока в сердце, необходимую для возбуждения большинства клеток миокарда, заставляя их вернуться к нормальному ритму. Многие авторы исследовали оптимальные положения и размеры электродов с помощью двумерных (2D) [3, 4] и трехмерных (3D) [5–7] моделей метода конечных элементов (МКЭ) с целью получения равномерного распределения тока. в сердце. Равномерность оценивается по соотношению максимального тока (который может привести к повреждению миокарда) и порогового тока, необходимого для дефибрилляции. Например, Камачо и др. [5] нашли значения от 2 до 4,7 для положения переднего электрода. Панеску и др. [6] сообщают, что около 25% объема миокарда может подвергаться воздействию плотности тока, более чем в 4 раза превышающей пороговую плотность.
Еще одним аспектом проблемы является преобладание высокой плотности тока по периметру электродов больших размеров, наносимых на кожу человека. При дефибрилляции и электрохирургии это может привести к нежелательным повреждениям и даже тяжелым ожогам кожи [8–12] или электропорации [13] в области периметра электрода. При трансторакальной стимуляции это приводит к сильному возбуждению окончаний чувствительных нервов, провоцирует сокращения скелетных мышц и боль [14, 15].
Чтобы уменьшить эти неблагоприятные эффекты, Wiley и Webster [8] предложили концентрические сегментированные электроды с более высоким сопротивлением на периферии за счет использования внешних резисторов, отрегулированных для выравнивания токов в отдельных сегментах. Подобный подход был более подробно рассмотрен Кимом и сотрудниками [14]. Они предложили покрывать металл электрода резистивным гелем с возрастающим удельным сопротивлением к периферии в соответствии с определенным соотношением по отношению к радиусу электрода. Реализация такой конструкции была протестирована на пациентах, перенесших предсердную кардиоверсию [16]. Повреждение кожи после дефибрилляции оценивали с помощью биопсии кожи в выбранных точках под электродами. Результаты показали меньшее повреждение при использовании модифицированных электродов по сравнению со стандартными. Однако авторы отметили, что после разделения случаев, когда применялись высокие энергии и токи, в данных о повреждении кожи не было обнаружено различий. Этот результат не был объяснен. Это может быть связано с пробоем электродного слоя с более высоким удельным сопротивлением или с общим увеличением плотности тока. Кроме того, удельное сопротивление кожи и реакция на повышенную плотность тока и температуру, весьма вероятно, могут быть нелинейными.
Реализация такой конструкции была протестирована на пациентах, перенесших предсердную кардиоверсию [16]. Повреждение кожи после дефибрилляции оценивали с помощью биопсии кожи в выбранных точках под электродами. Результаты показали меньшее повреждение при использовании модифицированных электродов по сравнению со стандартными. Однако авторы отметили, что после разделения случаев, когда применялись высокие энергии и токи, в данных о повреждении кожи не было обнаружено различий. Этот результат не был объяснен. Это может быть связано с пробоем электродного слоя с более высоким удельным сопротивлением или с общим увеличением плотности тока. Кроме того, удельное сопротивление кожи и реакция на повышенную плотность тока и температуру, весьма вероятно, могут быть нелинейными.
Другая проблема связана с раздражением кожи в результате длительного наложения электродов при использовании защитного носимого дефибриллятора-монитора [17]. В таких случаях были разработаны специальные конструкции электродов с отверстиями для улучшения аэрации кожи или «дыхания» [18].
Целью настоящей работы является оценка распределения плотности тока под электродами различной конструкции, включая форму, размер, толщину граничного слоя и удельную проводимость.
Метод
Задача может быть сведена к решению псевдоэллиптического дифференциального уравнения типа Лапласа, если пренебречь эффектами квазистационарности.
Решение можно получить для скалярного электрического потенциала В в электропроводящей области, состоящей из слоев с различным удельным сопротивлением ρ. Уравнение решается при следующих граничных условиях:
Распределение плотности тока определяется градиентом потенциала и удельной проводимостью σ различных областей:
J ( x , Y , Z ) = σ (- GRADV ( x , Y , Z
)), (4)здесь
.
В этом случае распространение низкочастотного электромагнитного поля практически не зависит от обратной связи от вихревых токов, так как ткани человека обладают слабой проводимостью. Поэтому скин-эффектом можно пренебречь.
Поэтому скин-эффектом можно пренебречь.
В этом исследовании метод конечных элементов (МКЭ) использовался для оценки распределения плотности тока в частично однородной проводящей среде. Он состоит из однородных слоев (рис. 1а), имитирующих металл электрода, границу электрод-кожа и часть тела человека. Все структуры моделируются как чисто резистивные, так как было показано, что при дефибрилляции не было разности фаз между приложенным напряжением и током, проходящим через грудную клетку [19]., 20].
Рисунок 1Модель контакта электрода с тканью. (а) Расположение электродов (поперечное сечение). (b) Конечно-элементная модель с более чем 50 000 элементов.
Изображение в натуральную величину
С помощью программного обеспечения для моделирования методом конечных элементов и компьютерной 3D-графики (части ANSYS 5.7 и MATLAB 5.2) была разработана упрощенная трехмерная конечно-элементная модель с более чем 50 000 восьмиузловых элементов тетраэдра (рис. 1b). Поскольку измерения проводились на 0,5 мм ниже границы раздела электрод-кожа, геометрия грудной клетки была упрощена и смоделирована в виде цилиндрической области (радиус 10 см, высота 10 см) с удельным сопротивлением 20 Ом·9.0071 м . Это значение было выбрано как приблизительное среднее очень высокой и очень низкой проводимости (мягкие ткани, кровь и кости, легочный воздух). Расчетное межэлектродное сопротивление R ≈ ρ l / S ≈ 65 Ом ( l – расстояние между электродами, S – поверхность электродов), соответствует реальным условиям при дефибрилляции. Электроды площадью около 80 см 2 и толщиной 1 мм располагались на поверхности верхнего и нижнего оснований цилиндра. Напряжение дефибрилляции прикладывалось к группе узлов, образующих внешнюю поверхность электрода. Межэлектродная разность потенциалов, используемая во всех сравнительных исследованиях, была установлена равной 1000 В. Это значение было выбрано для удобства, поскольку относительное распределение не зависит от приложенного напряжения.
1b). Поскольку измерения проводились на 0,5 мм ниже границы раздела электрод-кожа, геометрия грудной клетки была упрощена и смоделирована в виде цилиндрической области (радиус 10 см, высота 10 см) с удельным сопротивлением 20 Ом·9.0071 м . Это значение было выбрано как приблизительное среднее очень высокой и очень низкой проводимости (мягкие ткани, кровь и кости, легочный воздух). Расчетное межэлектродное сопротивление R ≈ ρ l / S ≈ 65 Ом ( l – расстояние между электродами, S – поверхность электродов), соответствует реальным условиям при дефибрилляции. Электроды площадью около 80 см 2 и толщиной 1 мм располагались на поверхности верхнего и нижнего оснований цилиндра. Напряжение дефибрилляции прикладывалось к группе узлов, образующих внешнюю поверхность электрода. Межэлектродная разность потенциалов, используемая во всех сравнительных исследованиях, была установлена равной 1000 В. Это значение было выбрано для удобства, поскольку относительное распределение не зависит от приложенного напряжения.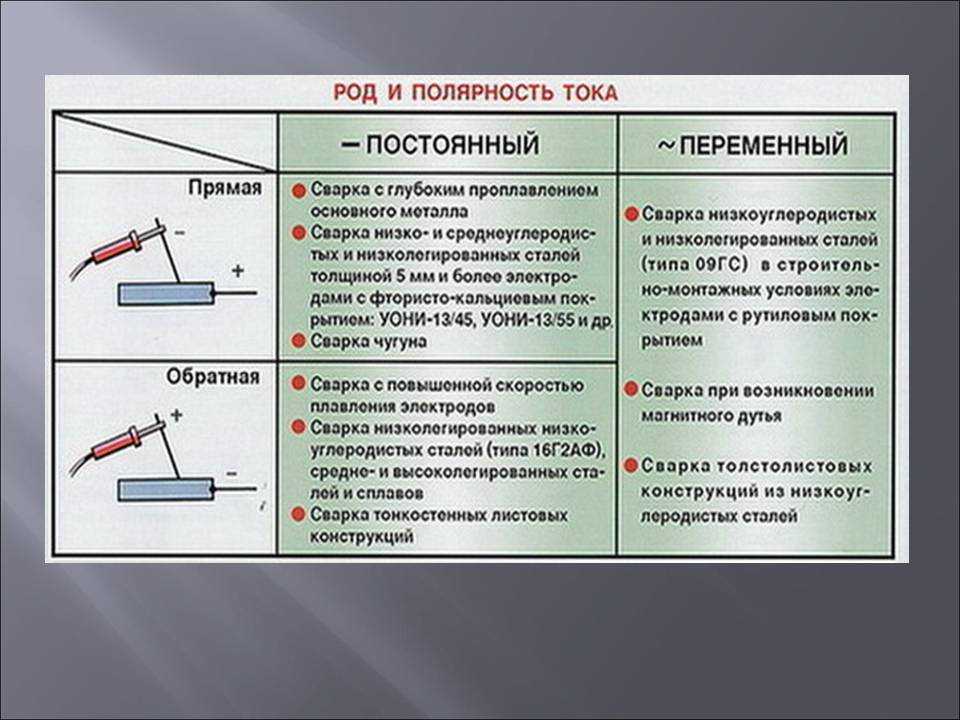 Гель сопряжения моделировался толстой (0,5‒1,5 мм) низкоомной (20‒60 Ом· м ) слой под электроды. Таким образом, было представлено различное сопротивление слоя в диапазоне от 1,5% до 15% от общего сопротивления грудной клетки, т.е. значение от 1 до 10 Ом.
Гель сопряжения моделировался толстой (0,5‒1,5 мм) низкоомной (20‒60 Ом· м ) слой под электроды. Таким образом, было представлено различное сопротивление слоя в диапазоне от 1,5% до 15% от общего сопротивления грудной клетки, т.е. значение от 1 до 10 Ом.
Результаты
Стандартные конфигурации электродов
Результаты моделирования распределения тока, полученные для плоскости толщиной 0,5 мм при наиболее часто используемых типах электродов – прямоугольных или квадратных и круглых, представлены на рис. 2а и 2б соответственно. . Профили плотности тока вдоль выбранных осей показаны справа. Интерфейсный слой, равный поверхности с электродом, был выбран 20 Ом м, удельное сопротивление и толщина 0,5 мм. Таким образом, суммарное сопротивление интерфейса под обоими электродами не превышало 2,5 Ом. Квадратные (сторона 8,86 см) и круглые (радиус 5 см) электроды имели одинаковую площадь 80 см 2 .
Рис. 2 Профили распределения плотности тока в плоскости, параллельной электроду и на 0,5 мм ниже межфазного слоя. Правые графики – плотность тока по выбранным осям в этой плоскости. а – электрод квадратной формы (сторона 8,86 см), площадь ~80 см 2 ; (б) круговой электрод (радиус 5 см), площадь ~80 см 2 .
Правые графики – плотность тока по выбранным осям в этой плоскости. а – электрод квадратной формы (сторона 8,86 см), площадь ~80 см 2 ; (б) круговой электрод (радиус 5 см), площадь ~80 см 2 .
Изображение полного размера
Анализ круглых электродов
Сравнивались круглые электроды разных размеров. Были разработаны электроды двух типов: радиусом 5 см и радиусом 2,5 см. Соответствующие распределения плотности тока показаны на рис. 3. Удельное сопротивление граничного слоя в обеих конфигурациях варьировалось для получения равной неравномерности, оцениваемой так называемым «коэффициентом неоднородности». Последняя была выбрана как отношение (K) максимальной к минимальной плотности тока: K=J макс /J мин . Соответствующие результаты представлены в таблице 1.
Рисунок 3 Профили распределения плотности тока под двумя круглыми электродами. (1) радиус 5 см; (2) радиус 2,5 см.
Изображение полного размера
Таблица 1 Сравнительные результаты для двух электродов с разными радиусами.Полноразмерный стол
В попытке добиться более равномерного распределения тока кольцо (шириной 2 мм) с более высоким удельным сопротивлением (ρ = 100 Ом м ) был добавлен по периметру интерфейса с тонким изолирующим барьером между слоем под электродом и кольцом (рис. 4). Таким образом, пиковая плотность тока уменьшилась с 1780 А/м 2 (1 – без кольца) до 1570 А/м 2 (2 – с кольцом).
Рисунок 4Профили распределения плотности тока под круглыми электродами. Сравнение между (1) r = 5 см и (2) r = 5 см и дополнительным окружающим кольцевым затвердевшим слоем с ρ = 100 Ом м .
Изображение полного размера
Влияние толщины граничного слоя и удельного сопротивления ρ исследовали с использованием электрода постоянного радиуса (5 см) и переменных характеристик геля.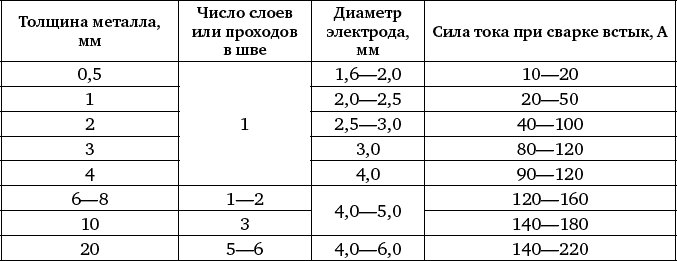 Было выполнено девять симуляций: три для ρ = 20 Ом м (толщина интерфейса 0,5, 1,0 и 1,5 мм) и по три для ρ = 40 Ом м и ρ = 60 Ом м соответственно. Результаты расчетного коэффициента «неоднородности» К в зависимости от общего сопротивления электрод-граница представлены на рис. 5.9.0027 Рисунок 5
Было выполнено девять симуляций: три для ρ = 20 Ом м (толщина интерфейса 0,5, 1,0 и 1,5 мм) и по три для ρ = 40 Ом м и ρ = 60 Ом м соответственно. Результаты расчетного коэффициента «неоднородности» К в зависимости от общего сопротивления электрод-граница представлены на рис. 5.9.0027 Рисунок 5
Влияние коэффициента неравномерности плотности тока K слоев сопротивления различной толщины (D1 = 0,5 мм, D2 = 1,0 мм, D3 = 1,5 мм) и удельного сопротивления (ρ = 20, 40, 60 Ом) м ).
Увеличенное изображение
Распределение плотности тока в плоскости, перпендикулярной круглой поверхности электрода, показано на рис. 6а. Пиковые плотности на периферии электродов относительно быстро уменьшаются с глубиной в области «грудной клетки». Для лучшего наблюдения этого эффекта по пунктирным осям, нанесенным в плоскости вертикального разреза, на глубине 0,5, 10, 20 и 50 мм под поверхностью сопряженного слоя снимают несколько детальных профилей (рис.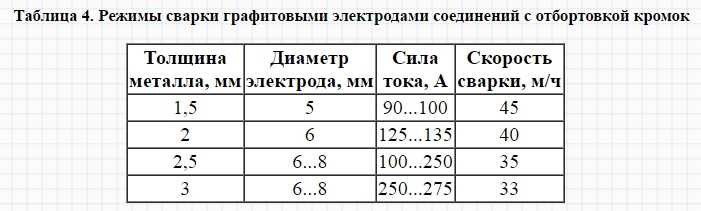 6б).
6б).
Профиль плотности тока, снятый: (а) в плоскости, перпендикулярной поверхности электрода; б – более детальные профили по пунктирным осям, нанесенным в плоскости вертикального разреза, на глубине 0,5, 10, 20 и 50 мм.
Изображение полного размера
Различные конфигурации электродов
Были разработаны электроды различной формы, предположительно более подходящие для длительного ношения. Их соответствующая форма и профили распределения показаны на рис. 7,8,9,10,11. Электроды на рис. 7, 10 и 11 имеют круглую форму (радиус 5 см, толщина межфазного слоя 0,5 мм, ρ = 20 Ом·9).0071 м ) с отверстиями для улучшения аэрации кожи. Мы также моделировали электрод, в котором отверстия были заменены проводящими элементами (рис. 8). Четыре круглых электрода на рис. 9, каждый из которых окружен дополнительным кольцом, имеют ту же общую площадь, что и круглый электрод радиусом 5 см на рис. 4. Коэффициент «неравномерности» профиля распределения плотности тока достигает очень больших значений. значений (К > 11) в плоскости на 0,5 мм ниже граничного геля. Работоспособность каждой конфигурации электродов оценивалась также по профилю распределения тока вдоль оси в центральной области на глубине 50 мм в области «грудной клетки» (рис. 12).
значений (К > 11) в плоскости на 0,5 мм ниже граничного геля. Работоспособность каждой конфигурации электродов оценивалась также по профилю распределения тока вдоль оси в центральной области на глубине 50 мм в области «грудной клетки» (рис. 12).
Распределение плотности тока для круглого электрода с аэрационными отверстиями. Правые графики – профили по выбранным осям.
Изображение полного размера
Рис. 8Распределение плотности тока для многодискового электрода. Правые графики – профили по выбранным осям.
Увеличить
Рис. 9Распределение плотности тока для четырехдискового электрода с дополнительными высокоомными кольцами. Правые графики – профили по выбранным осям.
Изображение полного размера
Рис. 10 Распределение плотности тока для круглого электрода с секторными аэрационными отверстиями.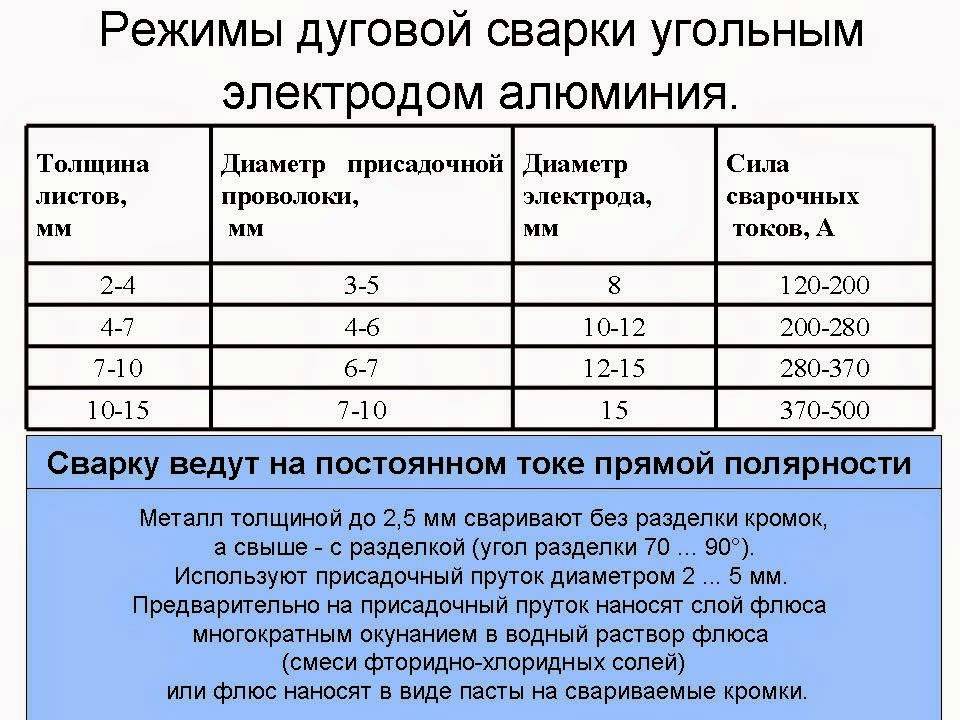 Правые графики – профили по выбранным осям.
Правые графики – профили по выбранным осям.
Изображение полного размера
Рис. 11Распределение плотности тока для круглого электрода с малыми аэрационными отверстиями. Правые графики – профили по выбранным осям.
Изображение полного размера
Рис. 12Профили плотности тока для различных электродов на глубине 50 мм вдоль соответствующей пунктирной оси, отмеченные в плоскости вертикального сечения на рис. 6а.
Увеличенное изображение
Обсуждение
Широко используемые электроды прямоугольной формы (площадь ~80 см 2 ) демонстрируют высокую неравномерность распределения плотности тока на границе электрод-кожа. Профиль по углам показывает коэффициент неравномерности 4,6 (рис. 2а). Стандартный круглый электрод той же площади дает на 32% меньшую неравномерность (рис. 2б).
Электроды меньшего размера обеспечивают более высокую плотность тока с несколько меньшей неравномерностью (рис. 3). Однако радиус электрода не может быть меньше 4,7 см при минимальной площади 70 см 9 .0014 2 , рекомендуется для эффективной дефибрилляции.
3). Однако радиус электрода не может быть меньше 4,7 см при минимальной площади 70 см 9 .0014 2 , рекомендуется для эффективной дефибрилляции.
Сопротивление граничного слоя электрод-кожа является основным фактором, определяющим максимальную плотность тока в профиле распределения. Два электрода с разными радиусами показывают одинаковую неравномерность, оцениваемую коэффициентом K=J max /J min , если удельное сопротивление подэлектродного слоя выбрано таким образом, чтобы обеспечить одинаковое сопротивление электродов (табл. 1). Этот результат подтвердился и для граничных слоев разной толщины (рис. 5). Например, толстый слой с меньшим удельным сопротивлением (ρ = 20 Ом м и толщиной 1,5 мм) имеет те же характеристики, что и тонкий слой с более высоким ρ (ρ = 60 Ом м и толщиной 0,5 мм). Этот результат не подтвердил наших ожиданий, что толщина интерфейса оказывает определенное выпрямляющее действие на текущие линии. Более высокое сопротивление слоя связано с меньшей неравномерностью, но оно не должно прибавлять более 3–5 % к общему сопротивлению пути тока дефибрилляции.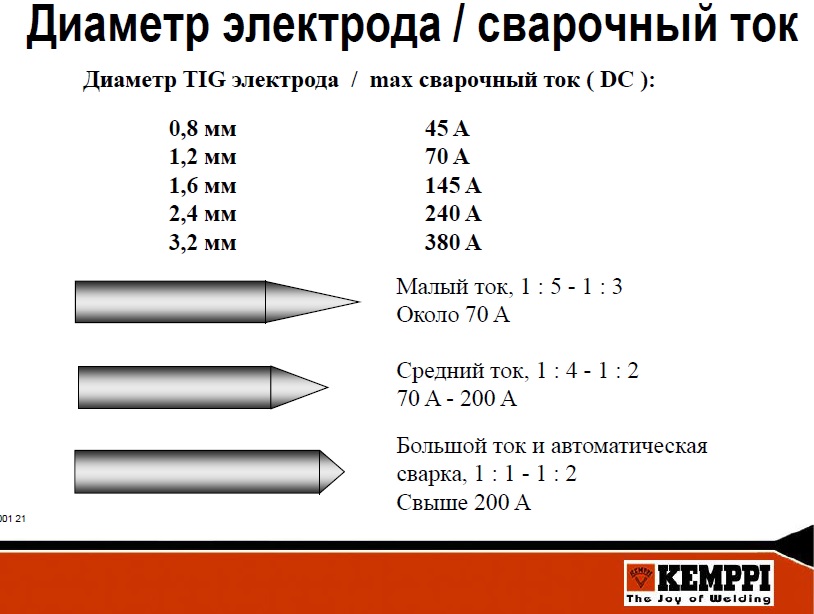 Многие авторы исследовали преимущество покрытия электродного металла резистивными слоями с возрастающим удельным сопротивлением к периферии [14, 21]. Такая методика представляется технологически сложной и дорогостоящей для одноразовых электродов. Использование кольца повышенного удельного сопротивления по периметру электрода представляется приемлемым, так как сопротивление на пути прохождения тока не увеличилось, максимальный периферийный ток был снижен на 12 %, а коэффициент неравномерности снизился до К = 2,71 (1570/580 Ом). А/м 2 ). Тот же результат может быть достигнут при увеличении сопротивления однородного слоя в 3 раза. Однако проблема технологических сложностей остается открытой.
Многие авторы исследовали преимущество покрытия электродного металла резистивными слоями с возрастающим удельным сопротивлением к периферии [14, 21]. Такая методика представляется технологически сложной и дорогостоящей для одноразовых электродов. Использование кольца повышенного удельного сопротивления по периметру электрода представляется приемлемым, так как сопротивление на пути прохождения тока не увеличилось, максимальный периферийный ток был снижен на 12 %, а коэффициент неравномерности снизился до К = 2,71 (1570/580 Ом). А/м 2 ). Тот же результат может быть достигнут при увеличении сопротивления однородного слоя в 3 раза. Однако проблема технологических сложностей остается открытой.
Различные конструкции электродов с отверстиями для «дыхания» кожи (рис. 7,8,9,10,11), усиливают эффект неравномерности, так как плотность тока под отверстиями сильно падает. Однако с увеличением расстояния от поверхности электрода неравномерность распределения становится незначительной, что видно на рис. 6. Колоколообразное распределение на рис. 12 оценивается для центральной области цилиндрической модели грудной клетки, расположенной на 50 мм ниже поверхность слоя. Следовательно, распределение плотности тока под различными конструкциями электродов связано с воздействием на кожу, а не с эффективностью дефибрилляции.
6. Колоколообразное распределение на рис. 12 оценивается для центральной области цилиндрической модели грудной клетки, расположенной на 50 мм ниже поверхность слоя. Следовательно, распределение плотности тока под различными конструкциями электродов связано с воздействием на кожу, а не с эффективностью дефибрилляции.
Заключение
Неравномерность распределения плотности тока у круглых электродов примерно на 30% меньше, чем у квадратных электродов. Использование промежуточного слоя с промежуточным удельным сопротивлением, сравнимым с нижележащими тканями, может дополнительно улучшить распределение. Кольцо по периметру с высоким удельным сопротивлением добавляет еще 13% улучшения без увеличения общего сопротивления интерфейса, следовательно, сопротивления току дефибрилляции, что является важным преимуществом при дефибрилляции.
Включение отверстий для аэрации кожи для носимых электродов нарушает пути тока, но соответствующий выбор количества и размера обеспечивает разумный компромисс.
Ссылки
Международный комитет связи по реанимации: Руководство 2000 года по сердечно-легочной реанимации и неотложной сердечно-сосудистой помощи. Тираж 2000, 102: I86–90.
Google ученый
Geddes LA: Электроды для трансгрудной дефибрилляции и ИКД, а также многофункциональные электроды. В кн.: Дефибрилляция сердца. ICD, AEDs и руководство (под редакцией: Tacker WA). Мосби, Сент-Луис, 1994, стр. 82–118.
Google ученый
Fahy BJ, et al .: Оптимальные конфигурации электродов для внешней кардиостимуляции и дефибрилляции: неоднородное исследование. IEEE Transactions on Biomedical Engineering 1987, 34: 743–748.
Артикул Google ученый
Камачо М.А., Лер Дж.Л., Айзенберг В.Дж.: Трехмерная конечно-элементная модель трансторакальной дефибрилляции человека: размещение и размер электрода. IEEE Transactions on Biomedical Engineering 1995, 42: 572–578. 10.1109/10.387196
Артикул Google ученый
Panescu D, Webster JG, Tompkins WJ, Stratbrucker RA: Оптимизация дефибрилляции сердца с помощью трехмерного конечно-элементного моделирования грудной клетки человека.
Артикул Google ученый
Jorgenson DB, Haynor DR, Bardy GH, Kim Y: Компьютерные исследования трансторакальной и трансвенозной дефибрилляции в подробной трехмерной модели грудной клетки человека. IEEE Transactions on Biomedical Engineering 1995, 42: 172–183. 10.1109/10.341830
Артикул Google ученый
Wiley JD, Webster JG: Анализ и контроль распределения тока под круглыми дисперсионными электродами. IEEE Transactions on Biomedical Engineering 1982, 29: 381–385.
Артикул Google ученый
Wiley JD, Webster JG: Модель распределенной эквивалентной схемы для круглых дисперсионных электродов. IEEE Transactions on Biomedical Engineering 1982, 29: 385–389.
Артикул Google ученый
McNaughton GW, Wyatt JP, Byrne JC: Дефибрилляция – острая проблема в кардиологических отделениях. Шотландский медицинский журнал 1996, 41: 47–48.
Google ученый
Battig CG: Электрохирургические ожоги и их профилактика. JAMA 1968, 204: 1025–1029. 10.1001/jama.204.12.1025
Артикул Google ученый
Паган-Карло Л.А., Стоун М.С., Кербер RE: Природа и детерминанты «ожогов» кожи после трансторакальной кардиоверсии. Am J Cardiology 1997, 79: 689–691. 10.1016/S0002-9149(96)00845-4
Артикул Google ученый
Vogel U, Wanner T, Bultmann B: Обширный некроз грудных мышц после дефибрилляции: нетермическое повреждение скелетных мышц, вызванное электропорацией.
Интенсивная терапия 1998, 24: 743–745. 10.1007/s001340050656Артикул Google ученый
Kim Y, Schimpf PH: Электрические характеристики электродов дефибрилляции и кардиостимуляции. Труды IEEE 1996, 84: 446–456. 10.1109/5.486746
Артикул Google ученый
Birkui PJ, Trigano LA, Zoll PM, eds: Неинвазивная чрескожная кардиостимуляция. Futura Publ Inc Mount Kisco, New York 1992, 179–191.
Garcia LA, Pagan-Carlo LA, Stone MS, Kerber RE: Электроды для дефибрилляции с высоким импедансом по периметру уменьшают ожоги кожи при трансторакальной кардиоверсии. Американский журнал кардиологии 1998, 82: 1125–1127. 10.1016/S0002-9149(98)00571-2
Артикул Google ученый
Тотман М., О’Лири Дж., Оуэн Дж.М., Финке Р.В.: Система дефибрилляции. Патент США № 6374138 2002 г.
Google ученый
Tacker WA, Geddes LA: Законы электрической стимуляции сердечной ткани. Труды IEEE 1996, 84: 355–65. 10.1109/5.486739
Артикул Google ученый
Аль Хатиб Ф., Трендафилова Е., Даскалов И.: Трансторакальный электрический импеданс при наружной дефибрилляции: сравнение измеренных и смоделированных волн. Физиологическое измерение 2000, 21: 145–153. 10.1088/0967-3334/21/1/318
Артикул Google ученый
 «>
«>Lehr JL, Ramirez IF, Karlon WJ, Eisenberg SR: Проверка четырех стратегий дозирования дефибрилляции с использованием двумерной конечно-элементной модели. Медицинская и биологическая инженерия и вычислительная техника 1992, 30: 621–628.
Артикул Google ученый
 10.1109/10.341831
10.1109/10.341831
 Интенсивная терапия 1998, 24: 743–745. 10.1007/s001340050656
Интенсивная терапия 1998, 24: 743–745. 10.1007/s001340050656 «>
«>Schott R: Носимый дефибриллятор. Cardiovasc J Nurs 2002, 16: 44–52.
Артикул Google ученый
 «>
«>Папазов С., Костов З., Даскалов И.: Распределение электрического тока под трансторакальными электродами дефибрилляции и кардиостимуляции. J Med Eng & Technol 2002, 26: 22–27. 10.1080/030910102454
Артикул Google ученый
Скачать ссылки
Благодарности
Авторы выражают глубокую признательность проф. И. Даскалову за научное руководство и помощь в биомедицинско-инженерном аспекте исследования. Авторы благодарят Технический университет Софии за предоставление использования программного обеспечения FEM.
Информация об авторе
Авторы и организации
Центр биомедицинской инженерии Болгарской академии наук, акад. ул. Г. Бончева блок 105 София 1113, Болгария
Весела Т.з. Крастева и Сава П. Папазов
Авторы
- Весела Т.з. Крастева
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Папазов Сава П.
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar

Автор, ответственный за корреспонденцию
Весела Тз Крастева.
Дополнительная информация
Вклад авторов
ВТК решены задачи адекватного МКЭ моделирования, разработки различных конфигураций электродов, формирования и представления профилей распределения тока. SPP отвечал за теоретическую базу исследования и формулировку основных идей при анализе решения. Оба автора прочитали и одобрили окончательный вариант рукописи.
Оригиналы представленных авторами файлов изображений
Ниже приведены ссылки на исходные файлы изображений, представленные авторами.
Оригинальный файл авторов для рисунка 1
Оригинальный файл авторов для рисунка 2
АВТОРЫ ‘Оригинальный файл на рисунке 3
Оригинальный файл. файл для рисунка 5
Авторский файл для рисунка 6
Авторский файл для рисунка 7
Оригинальный файл авторов для рисунка 8
АВТОРЫ АВТОРЫ ‘Оригинальный файл для рисунка 9
Оригинальный файл авторов для рисунка 10
Автор.
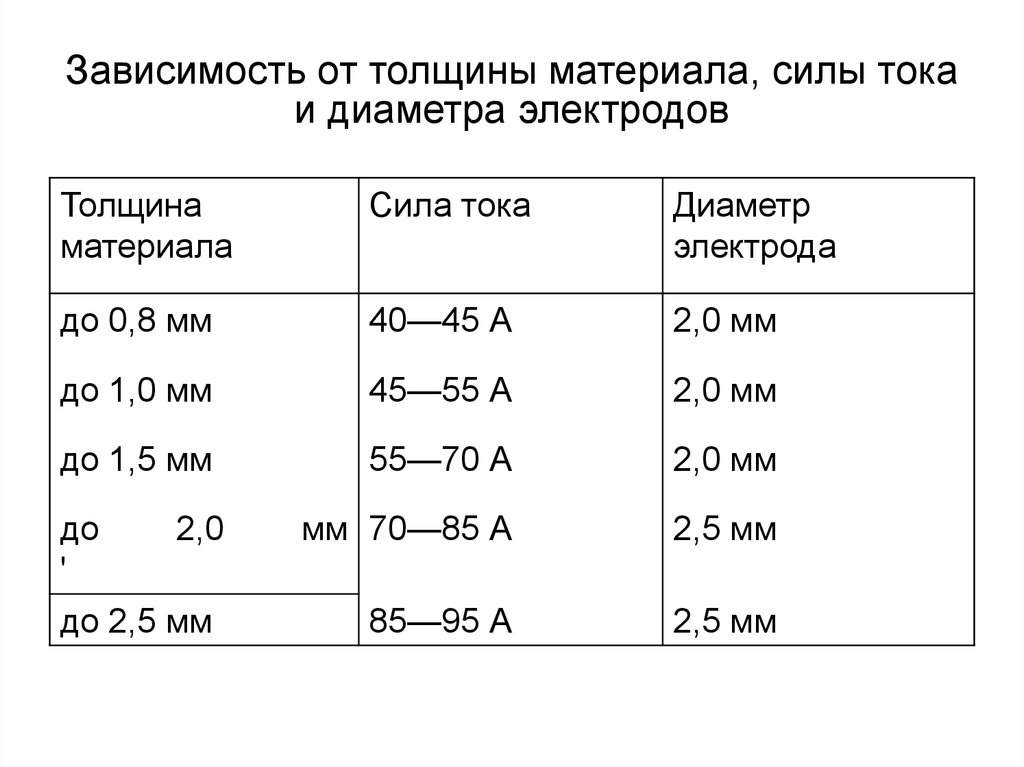 Оригинальный файл для рисунка 110041
Оригинальный файл для рисунка 110041Авторы. исходный файл для рисунка 12
Права и разрешения
Перепечатка и разрешения
Об этой статье
Livingston & Co. Руководство пользователя Электроды, поверхностный контакт и плотность тока
Передача
Сила Ключ А
Важно понять, что сила и сопротивление имеют обратную зависимость:
большая сила приведет к меньшему сопротивлению, и наоборот. Поверхность контакт будет рассмотрен далее в следующем разделе, но следующие пример начнет иллюстрировать эту связь: если вы исследуете свой кончик пальца под увеличительным стеклом, то, что сначала кажется гладким Поверхность на самом деле представляет собой массу неровных гребней и неровностей. Одинаковый справедливо для электродов и заготовок. Кончики электродов и поверхности заготовок могут выглядеть гладкими и в хорошем состоянии, но на самом деле их поверхности довольно шероховатые, особенно если электроды старые и изношенные или заготовки загрязнены. При подаче заявления
давление на эти шероховатые поверхности, любые микроскопические несоответствия (например,
грязь или жир на заготовке и/или ямки и трещины на электродах)
сжимаются, и поверхность фактически выравнивается. Сила
также это то, что помогает сохранить сварной шов неповрежденным во время его формирования. В качестве
ток выделяет тепло, металл заготовки начинает плавиться. Хороший
аналогия этому процессу — ребенок, поедающий эскимо жарким летом.
день. Когда эскимо тает, оно не остается на палочке — оно капает.
везде. Однако когда металл плавится, он хочет сделать то же самое.
потому что это расплавленный металл, а не жидкое эскимо, это не просто
капать. Он вырывается из заготовки. Вот почему правильное усилие сварки
так важно: он буквально заставляет расплавленный металл оставаться на месте, поэтому
затем он может охладиться, чтобы сформировать сварной шов. Без достаточной силы, металл будет делать то, что он хочет, а именно вызывает изгнание. Изгнание — не что иное, как маленькие кусочки расплавленного металл вырывается из сварного шва, потому что они не удерживаются должным образом в. Проблема с выталкиванием в том, что весь металл вылетает из сварной шов – это металл, который не входит в сварной шов; сварку сделать нельзя прочнее, удалив из него металл. Определение необходимого количества усилие полностью зависит от приложения. С RMWA можно связаться для дополнительные рекомендации и указания. Охлаждение
Заготовка Поверхность
Контакт Сравнить
электроды к ленте, а заготовку к бумаге. Чистый
лента лучше всего прилипает к чистой бумаге, как и ухоженная, чистая
электроды имеют наилучший контакт с чистой заготовкой. Лента прилипает
так себе до бумаги с солью на ней, как у электродов будет
так себе контакт с заготовкой, если она грязная, жирная и т.п.
лента, которая была приклеена к ковру, а затем снова приклеена к бумаге
вероятно, вообще плохо держится, как и изношенные или изъеденные электроды
не имеют хорошего контакта с заготовкой. Максимально увеличивая поверхность
контакт, плотность тока увеличивается. Текущий
Density Размер,
форма и общее состояние электродов влияют на площадь поверхности
на связи. Небольшие кусочки, отсутствующие на кончиках электродов (точечная коррозия)
приведет к увеличению плотности тока из-за уменьшения поверхности
область. То же количество тока проходит через меньшую площадь поверхности
может вызвать появление небольших горячих точек, из которых выбрасывается расплавленный металл (выброс), и/или
может привести к получению сварных швов меньшего размера. И наоборот, если электрод
кончики грибов и становятся больше, плотность тока ниже. Например,
предположим, что на сварочном аппарате имеются круглые наконечники диаметром 6 мм. Площадь каждого
наконечник составляет около 28 мм2. (Площадь круга равна pr2: 32*3,14 «28). Предположим,
наконечники подают на заготовку ток 10 кА. Плотность тока равна силе тока
разделить на площадь поверхности, поэтому плотность тока будет 0,36 кА,
или 36 ампер на каждый квадратный миллиметр поверхности (10 кА/28 мм2 = 0,36
кА/мм2). По разрешению
электроды увеличиваются только на один миллиметр, более чем на четверть
плотность тока была потеряна, хотя такое же количество
ток проходит через наконечники. Представьте размер потерь, если
они выросли на 2, 3, даже 4 миллиметра! Регулятор постоянного тока
или сварочный степпер может использоваться для регулирования количества используемого тока,
но контроллер или степпер не отслеживают изменение площади поверхности. Как доказано
в приведенном выше примере крайне важно иметь правильную плотность тока
в месте, где будет производиться сварка. В зависимости от материалов
однако при сварке «правильная» плотность тока на самом деле является диапазоном,
а не одну конкретную сумму. Инженеры-сварщики называют этот диапазон
сварной лепесток. Каждый параметр, участвующий в сварке (ток, напряжение,
сопротивление и т. д.) имеет свой диапазон или лепесток. Сварные швы выполнены качественно
когда процесс сварки остается в пределах лепестка. |
 Уравнение
имеет отношение к поверхностному контакту, который относится к определенной области на
детали, к которым прикасаются электроды.
Уравнение
имеет отношение к поверхностному контакту, который относится к определенной области на
детали, к которым прикасаются электроды. Это приводит к улучшению
(увеличенный) поверхностный контакт между наконечниками электродов и заготовкой,
и между самими заготовками. Когда поверхностный контакт увеличивается,
ток может легче течь от наконечников через заготовки,
Это означает, что сопротивление было снижено.
Это приводит к улучшению
(увеличенный) поверхностный контакт между наконечниками электродов и заготовкой,
и между самими заготовками. Когда поверхностный контакт увеличивается,
ток может легче течь от наконечников через заготовки,
Это означает, что сопротивление было снижено.
 Без ничего
чтобы охладить кончики, тепло может быстро накопиться до такой степени, что
электроды в конечном итоге привариваются к заготовкам. Чтобы исправить эту проблему,
водопроводная труба должна располагаться так, чтобы поступающая холодная вода ударяла
сначала самая горячая часть наконечника, как показано на рис. 1-2.
Без ничего
чтобы охладить кончики, тепло может быстро накопиться до такой степени, что
электроды в конечном итоге привариваются к заготовкам. Чтобы исправить эту проблему,
водопроводная труба должна располагаться так, чтобы поступающая холодная вода ударяла
сначала самая горячая часть наконечника, как показано на рис. 1-2.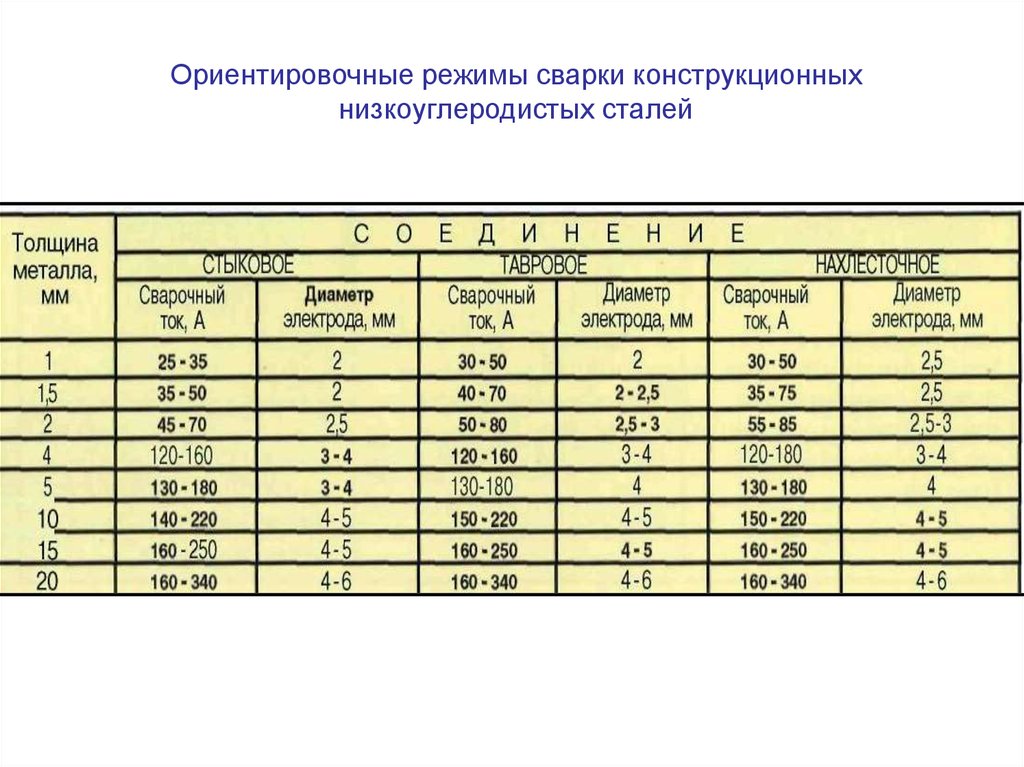 Приклейте еще один кусок скотча к бумаге с
соль на нем. В зависимости от того, сколько соли, лента, вероятно, приклеится.
отчасти не совсем. Наконец, приклейте третий кусок скотча к некоторым
ковровое покрытие, затем снимите его. Теперь попробуйте приклеить ту же ленту к
бумага. Третий кусок, вероятно, вообще не прилипает.
Приклейте еще один кусок скотча к бумаге с
соль на нем. В зависимости от того, сколько соли, лента, вероятно, приклеится.
отчасти не совсем. Наконец, приклейте третий кусок скотча к некоторым
ковровое покрытие, затем снимите его. Теперь попробуйте приклеить ту же ленту к
бумага. Третий кусок, вероятно, вообще не прилипает. Оба эти фактора играют ключевую
роли в обеспечении того, чтобы вырабатывалось достаточно тепла для достижения конечного
целью формирования сварного шва.
Оба эти фактора играют ключевую
роли в обеспечении того, чтобы вырабатывалось достаточно тепла для достижения конечного
целью формирования сварного шва.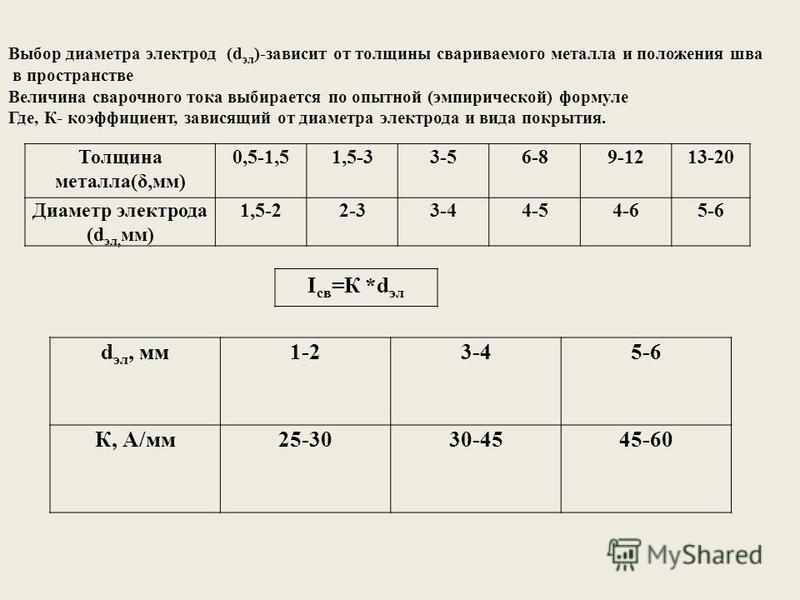
 Что произойдет, если наконечники грибовидной формы будут иметь размер 7 мм (около 0,040
дюймов больше в диаметре)? Хотя один миллиметр не кажется
значительное увеличение, рассмотрим, что происходит с плотностью тока:
Наконечники диаметром 7 мм теперь имеют площадь поверхности около 38 мм2 (3,52*3,14″38).
Разделив силу тока на площадь поверхности, мы получим 0,26 кА или 26 ампер.
на каждый квадратный миллиметр поверхности. Разница между 36 Ампер
на мм2 и 26 А на мм2 — это довольно значительное снижение на 28%
плотность тока! (36 ампер — 26 ампер = разница 10 ампер; 10 ампер
27,78% от 36 ампер).
Что произойдет, если наконечники грибовидной формы будут иметь размер 7 мм (около 0,040
дюймов больше в диаметре)? Хотя один миллиметр не кажется
значительное увеличение, рассмотрим, что происходит с плотностью тока:
Наконечники диаметром 7 мм теперь имеют площадь поверхности около 38 мм2 (3,52*3,14″38).
Разделив силу тока на площадь поверхности, мы получим 0,26 кА или 26 ампер.
на каждый квадратный миллиметр поверхности. Разница между 36 Ампер
на мм2 и 26 А на мм2 — это довольно значительное снижение на 28%
плотность тока! (36 ампер — 26 ампер = разница 10 ампер; 10 ампер
27,78% от 36 ампер).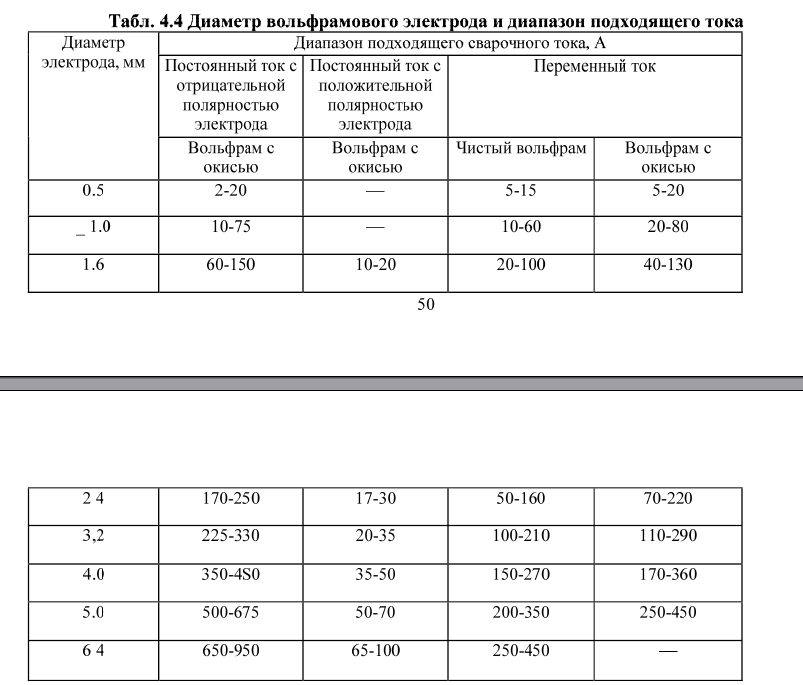 Таким образом, несмотря на то, что ток регулируется, плотность тока не учитывается.
К сожалению, неадекватная плотность тока обычно приводит к неадекватному
сварные швы. Соблюдение надлежащих графиков профилактического обслуживания может помочь обеспечить
достаточная плотность тока, следя за тем, чтобы электроды оставались в
хорошее состояние.
Таким образом, несмотря на то, что ток регулируется, плотность тока не учитывается.
К сожалению, неадекватная плотность тока обычно приводит к неадекватному
сварные швы. Соблюдение надлежащих графиков профилактического обслуживания может помочь обеспечить
достаточная плотность тока, следя за тем, чтобы электроды оставались в
хорошее состояние. В следующей главе речь пойдет
лепестки сварки и допуски, что позволяет гарантировать, что процесс сварки
не выходит за пределы доли.
В следующей главе речь пойдет
лепестки сварки и допуски, что позволяет гарантировать, что процесс сварки
не выходит за пределы доли.Ассортимент электродов – Pine Research Instrumentation Store
Содержание статьи/навигация по разделам
- Введение
- Текущий диапазон
Все аналитические приборы имеют аппаратные и программные ограничения. Потенциостат ничем не отличается и имеет ограничения в измерении как величины, так и разрешения тока и напряжения. Точные измерения требуют правильного выбора «диапазона электродов», который доступен в нашем программном обеспечении AfterMath. Выбор соответствующего диапазона электродов зависит от условий эксперимента. Такие переменные, как концентрация анализируемого вещества, площадь рабочего электрода и площадь противоэлектрода, влияют на величину измеряемого тока или напряжения и, следовательно, на выбор диапазона электродов.
Вернуться к началу
1.1 Диапазон тока Потенциостаты, созданные до появления компьютеров, управляются с помощью кнопок или циферблатов на передней панели прибора. Современные потенциостаты почти полностью управляются компьютером. Компьютеры работают строго в цифровой области, используя нули и единицы для передачи и хранения информации. Ток и напряжение в электрохимическом эксперименте являются аналоговыми сигналами. Потенциостат имеет встроенные цифро-аналоговые (D/A) и аналого-цифровые (A/D) преобразователи для связи с компьютером. Например, когда вы указываете потенциостату подать 1 В, он должен передать цифровой сигнал, который, в свою очередь, выдает желаемое аналоговое значение 1 В. Это тот случай, когда необходим цифро-аналоговый преобразователь. Аналогичным образом, при измерении тока на вашем рабочем электроде этот аналоговый сигнал тока необходимо преобразовать в цифровой сигнал, который ваш компьютер интерпретирует как измеренный ток.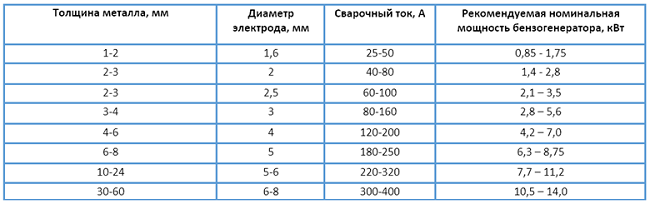 Это случай аналого-цифрового преобразователя. Однако аналого-цифровые преобразователи также ограничивают диапазон электродов.
Это случай аналого-цифрового преобразователя. Однако аналого-цифровые преобразователи также ограничивают диапазон электродов.
Аналого-цифровой преобразователь имеет определенное количество доступных ему уровней, которые определяют измеряемый диапазон. Идеальный 16-разрядный аналого-цифровой преобразователь может различать 2 16 = 65 536 уровней. Каждому уровню соответствует одно аналоговое значение, охватывающее весь диапазон электродов. Например, для диапазона тока от + 10 до — 10 мА в этом диапазоне равномерно распределено 65 536 уровней. От + 10 до — 10 мА составляет всего 20 мА, разделенных на 65 536 уровней, что дает ~ 0,305 мкА на уровень. Одному уровню присвоено значение 0,305 мкА, другому уровню присвоено значение 0,610 мкА, следующему уровню присвоено значение 0,915 мкА и т. д. в диапазоне от -10 мА до +10 мА. Для диапазона тока ±10 мА 0,305 мкА определяет наименьшее возможное разрешение. Если мы возьмем тот же 16-битный аналого-цифровой преобразователь, но назначим его на диапазон тока ±1 А; От +1 до -1 А составляет всего 2 А, разделенных на 65 536 байт, дает ~ 30,5 мкА на уровень. Для диапазона тока ±1 А 30,5 мкА определяет наименьшее возможное разрешение.
Для диапазона тока ±1 А 30,5 мкА определяет наименьшее возможное разрешение.
Рис. 1. Схема аналого-цифрового преобразователя в потенциостате. Аналого-цифровой преобразователь определяет диапазон электродов и разрешение в этом диапазоне.
Во время эксперимента по вольтамперометрии текущий диапазон можно выбрать в разделе параметров эксперимента в AfterMath (см. изображение ниже).
Рис. 2. Выбор диапазона тока в ПО AfterMath
Для получения данных с наилучшим качеством пользователь должен выбрать наименьший диапазон тока, необходимый для обнаружения измеренного тока. На циклической вольтамперограмме ~ 1 мМ ацетаминофена ниже: Электрохимический анализ ацетаминофена в обезболивающих препаратах максимальный измеренный ток составляет ~ 40 мкА, а минимальный измеренный ток составляет ~ -20 мкА с использованием диапазона тока ± 200 мкА.
Рис. 3. Циклическая вольтамперограмма ~1 мМ ацетаминофена в диапазоне тока ±200 мкА
Классический потенциостат WaveNow который имеет 4 диапазона тока: ±10 мкА, ±200 мкА, ±5 мА и ±100 мА. При максимальном измеренном токе ~ 40 мкА и минимальном измеренном токе ~ -20 мкА диапазон тока ±200 мкА обеспечивает наилучшее качество данных.
При максимальном измеренном токе ~ 40 мкА и минимальном измеренном токе ~ -20 мкА диапазон тока ±200 мкА обеспечивает наилучшее качество данных.
В дополнение к разрешению максимальный и минимальный измеряемый ток определяется диапазоном электродов. В диапазоне тока ±10 мкА невозможно измерить ток выше +10 мкА или ниже -10 мкА. Если измеренный ток превышает текущий диапазон, произойдет ошибка перегрузки, и измеренный ток будет иметь плоскую линию. В системе с 1 мМ ацетаминофена +40 мкА — это максимальный измеренный ток, а -20 мкА — минимальный измеренный ток. Если в системе с 1 мМ ацетаминофена выбран диапазон тока 10 мкА, ток будет иметь плоскую линию в пределах +10 и -10 мкА.
Рис. 4. Циклическая вольтамперограмма ~ 1 мМ ацетаминофена в диапазоне тока ±10 мкА.
И наоборот, если выбран слишком большой диапазон электродов, вы увидите цифровой шум. Ниже приведены примеры циклической вольтамперограммы 1 мМ ацетаминофена с использованием диапазона тока ± 5 и ± 100 мА.
Рисунок 5. Циклическая вольтамперограмма ацетаминофена ~1 мМ при токе в диапазоне ±5 мА
0027
На рис. 5 вы можете начать наблюдать видимый шум в диапазоне тока ±5 мА. Однако на рисунке 6 цифровой шум становится значительно более выраженным в диапазоне тока ±100 мА.
Цифровая камера поможет вам оценить текущий диапазон. Выбор слишком большого текущего диапазона аналогичен съемке цифровой фотографии и увеличению небольшого фрагмента изображения. Изображение становится размытым и пиксельным при увеличении. Аналогичным образом, выбор другого объектива для фокусировки на нужной области перед съемкой эквивалентен выбору правильного текущего диапазона для вашего эксперимента, что приводит к максимальному разрешению.
Если вы проводите эксперимент впервые и не знаете, каким будет измеренный ток, большинство потенциостатов имеют функцию автоматического выбора диапазона. Автодиапазон Autorange автоматически переключает диапазон электродов в середине эксперимента, чтобы предотвратить ошибку перегрузки.