Изготовление сварной балки от компании АО ПМП «НАТЭК»
Изготовление сварной двутавровой балки выступает важным процессом, так как подобная конструкция предназначена для возведения тех сооружений, которые должны иметь повышенные показатели прочности и устойчивости. Их применяют в процессе постройки жилых и общественных зданий, а также тех, которые имеют отношение к частному домостроению. Помимо этого производители сварных балок изготавливают их для возможности применения при сооружении эстакад и каркасов, межэтажных перекрытий и рабочих площадок. Также их можно применять при строительстве дорог и в машиностроении, при создании переходов, навесных путей и мостов.
Если рассматривать с экономической точки зрения, то наиболее финансово доступным и выгодным вариантом будет сварная балка, изготовление которой осуществляется автоматизированным методом. Это требует минимальное количество рабочей силы и времени за счет того, что число технологических операций уменьшается. Да и в плане точности и качества эта технология все равно выходит на первый план.
Типы сварных балок
Рассматривая процесс производства сварной балки, стоит обратить внимание на то, что можно выделить такие ее разновидности:
- двутавр обычный;
- двутавр с переменным сечением;
- двутавр, ширина полок которого отличается друг от друга;
- тавр.
Независимо от того, балка какого вида изготавливается, ее максимальная длина не может превышать 14 м. Но если есть необходимость в увеличении длины, для этого устанавливаются специальные ролики, которые выполняют процедуру удлинения балки автоматически.
Оставить заявку
arrow_forward_ios
ПРОЕКТИРОВАНИЕ, ИЗГОТОВЛЕНИЕ И МОНТАЖ ОБЪЕКТОВ
ХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
НЕФТЕХИМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
ЭНЕРГЕТИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
НЕФТЕГАЗОВАЯ ПРОМЫШЛЕННОСТЬ
МЕТАЛЛУРГИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ
АВТОМОБИЛЬНАЯ ПРОМЫШЛЕННОСТЬ
ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
ОБЪЕКТЫ ГРАЖДАНСКОГО, ВОЕННОГО И ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ
Последовательность производственного процесса
Производители сварной балки в России в процессе реализации производственного процесса выполняют такие действия в следующей последовательности:
- раскрой листа металла с улучшением качества сварного шва посредством обработки кромки с помощью фрезы;
- сборка будущей заготовки, в процессе которой происходит плотное прижимание к полке стенок балки.

- специализированные прижимные устройства;
- при нарушении геометрии балки необходима ее правка, в процессе которой ей вернут назад нормальную форму;

Сварка балки посредством использования жидкого флюса, что дает возможность уменьшить процентное количество потерь используемого металла. Помимо этого подобный способ считается намного безопаснее, нежели сварка с применением открытой дуги. Это связано с тем, что процесс разбрызгивания металла наблюдаться практически не будет.
При необходимости заказать балку сварную двутавровую от производителя, можно в нашей компании “НАТЭК”. Мы не только поможем выполнить изготовление качественных балок, но и осуществим доставку оборудования с монтажом в ограниченный промежуток времени и по приемлемой стоимости.
Проекты
Изготовление МК моста через реку Чмутовая М-4 Ростовская область
Проекты
Изготовление МК Петербургского СКК
Проекты
Изготовление и поставка МК надземных пешеходных переходов в Симферополь
Проекты
Изготовление и поставка МК негабаритных ферм Цеха подготовки изделий
Проекты
Изготовление и поставка металлоконструкций временного пешеходного моста на о.
 п. Рижская Проекты
п. Рижская Проекты
Изготовление и поставка металлоконструкций зданий и сооружений на Камчатский край
Проекты
Изготовление и поставка металлоконструкций Цеха арматурных изделий
Проекты
Изготовление металлоконструкций для моста через р. Уфа на выезде из Уфы на а/д М-5 «Урал» (Восточный выезд)
Проекты
Изготовление и поставка МК Моста через р. Клязьму на ПК 1042+00 Владимирская область
Проекты
СМР Досборка Предскруббера 101А1 и Абсорбера 101А2
Проекты
Изготовление металлоконструкций для объекта Арктик СПГ-2
Проекты
Изготовление и поставка Блок-контейнера узла учета тепла
Проекты
Изготовление металлоконструкций эстакады технологических коммуникаций для объекта ПАО «ГМК» Норильский Никель»
Проекты
Изготовление и поставка металлоконструкций навеса кровли над ЖД платформой терминала B аэропорта Шереметьево
Проекты
Изготовление и монтаж металлоконструкций в Камчатском крае
Проекты
Выполнение СМР по монтажу, сборке, наладке, испытаниях и доводке Электрофильтра ЭГА
Проекты
Монтаж МК крытого Бассейна г.
 Новороссийск
НовороссийскПроекты
Крытый Бассейн с.Мысхако
Проекты
Изготовление и монтаж металлоконструкций на объекте «Электродепо «Владыкино»
Проекты
Склад эскалаторного оборудования Электродепо “Владыкино”
Проекты
Изготовление и монтаж площадок обслуживания подвижного состава метрополитена на объекте «Электродепо «Владыкино»
Проекты
Изготовление и упаковка опорных и фундаментных радиальных балок из нержавеющей стали
Проекты
Изготовление металлоконструкций надземного пешеходного перехода г. Симферополь
Проекты
Изготовление и монтаж металлоконструкций АБК производственного цеха
Проекты
Изготовление и поставка металлоконструкций Электродепо “Нижегородское”
Проекты
Изготовление и монтаж металлоконструкций Эстакады для инженерных сетей
Проекты
Изготовление и поставка металлоконструкций моста через реку Северная Двина
Проекты
Сборка и монтаж Электрофильтра ЭГА1-12-5-5-2
Проекты
Изготовление и монтаж металлоконструкций Насосной станции
Проекты
Изготовление и испытания Раздаточных колонок сжатого воздуха для подачи ВВД на АПЛ
Проекты
Строительно-монтажные работы в Камчатском крае
Проекты
Строительно-монтажные работы в Мурманской Области
Проекты
Изготовление металлоконструкций для ФГУП ГВСУ №4
Проекты
ТПУ Рязанский проспект
Проекты
Отбойное устройство Trelleborg Super Cone Fender
Проекты
Изготовление грузоподъемной линейной траверсы Q-75 т
Проекты
ТПУ Лермонтовский проспект
Системы натяжения тросов подвесного купола
Проекты
Резервуар воды декоксования 7821-T-101.
 Приемная емкость АМИНА 7821-T-301
Приемная емкость АМИНА 7821-T-301Проекты
Поставка металлических конструкций по объекту Кожуховская линия ст. «Авиамоторная» – ст. «Некрасовка» (Кронштейны)
Проекты
Отбойное устройство и стальные конструкции Trelleborg SeaGuard
Проекты
Монтаж Электрофильтров ЭГА-1-14-7,5-4-4-330
Проекты
МеталлоГрад — Сварная балка
ООО «МеталлоГрад» производит сварную двутавровую балку типо размеров Б, Ш, К длиной от 3000мм. до 15000мм., высотой стенки от 250мм. до 1500мм. Балка представляет собой сварную конструкцию из стальных листов, по своим техническим характеристикам соответствуя прокатным балкам выпускаемых по ГОСТ 8239-83 или по СТО АСЧМ 20-93.
Сварная балка производится на современной автоматической линии. Производственные мощности позволяют производить 500 тн сварной балки в месяц. Возможно изготовление любых сварных балок в соответствии с предоставленной проектной документацией и эскизам заказчика. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка изготавливается из листового горячекатаного проката углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281. Марка и класс прочности стали оговариваются в заказе и указывается в чертежах КМД.
Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяются в соответствии со СНиП II-23 и имеют сертификат.
Кромки поясов сварной балки после раскроя машинной кислородной резки на полосы практически не имеют неровностей.
По требованию заказчика производится резка торцов на ленточной пиле.
Минимальное значение катета шва:
- Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70Б1, 40Ш1, 40Ш2, 50Ш1;
- Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
- Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5;
Преимущества сварной балки:
- уменьшение стоимости за счет использования разных марок стали
- возможность применения в сечении балки разных типов сталей для полок и стенок
- минимизация отходов за счет изготовления балки требуемой длины
- изготовление балок таких размеров, которые не катаются на металлургических заводах
- возможность изготовления несимметричных сечений
Технологическая цепочка производства:
- раскрой листового проката на полосы на машине термической резки HW. HG 4001
- правка полосы
- стыковка полос
- сборка балки на сборочном стане
- автоматическая сварка швов
- исправление возможных геометрических дефектов (грибовидность,саблевидность) на специальных правильных станах
- очистка от шлака и брызг после окончания сварки
- ультразвуковой контроль сварных швов
 HG 4001
HG 4001Всю информацию по сварным балкам Вы можете получить
Адрес: 398005 г. Липецк ул. З.Космодемьянской, 1 А
| Телефон/телефакс: | (4742) 47-53-63 |
| Телефон: | (4742) 71-53-63 (Без выходных и перерыва) |
| Телефон/телефакс: | (4742) 47-53-55 |
Электронная почта:
Ассортимент выпускаемой балки
| Cварная балка | Размеры сварной балки | Примечание | ||||
|---|---|---|---|---|---|---|
| Н | h | S | t | В | ||
| 40Б1 | 396 | 372 | 8 | 12 | 200 | СТО АСЧМ20 |
| 40Б2 | 400 | 372 | 8 | 14 | 200 | СТО АСЧМ20 |
| 45Б1 | 446 | 422 | 8 | 12 | 200 | СТО АСЧМ20 |
| 45Б2 | 450 | 422 | 10 | 14 | 200 | СТО АСЧМ20 |
| 50Б1 | 492 | 468 | 10 | 12 | 200 | СТО АСЧМ20 |
| 50Б2 | 496 | 468 | 10 | 14 | 200 | СТО АСЧМ20 |
| 50БЗ | 500 | 468 | 10 | 16 | 200 | СТО АСЧМ20 |
| 55Б1 | 543 | 515 | 10 | 14 | 200 | СТО АСЧМ20 |
| 55Б2 | 547 | 515 | 10 | 16 | 200 | СТО АСЧМ20 |
| 60Б1 | 596 | 564 | 10 | 16 | 200 | СТО АСЧМ20 |
| 60Б2 | 600 | 564 | 12 | 18 | 200 | СТО АСЧМ20 |
| 70БС | 693 | 661 | 12 | 230 | СТО АСЧМ20 | |
| 70Б1 | 691 | 659 | 12 | 16 | 260 | СТО АСЧМ20 |
| 70Б2 | 697 | 657 | 14 | 20 | 260 | СТО АСЧМ20 |
| 80Б1 | 791 | 755 | 14 | 18 | 280 | ГОСТ 26020 |
| 80Б2 | 798 | 758 | 14 | 20 | 280 | ГОСТ 26020 |
| 90Б1 | 893 | 853 | 16 | 20 | 300 | ГОСТ 26020 |
| 90Б2 | 900 | 856 | 16 | 22 | 300 | ГОСТ 26020 |
| 100Б1 | 990 | 946 | 16 | 22 | 320 | ГОСТ 26020 |
| 100Б2 | 998 | 948 | 18 | 25 | 320 | ГОСТ 26020 |
| 100БЗ | 1006 | 946 | 18 | 30 | 320 | ГОСТ 26020 |
| 100Б4 | 1013 | 949 | 20 | 32 | 320 | ГОСТ 26020 |
| 40Ш1 | 383 | 355 | 10 | 14 | 300 | СТО АСЧМ20 |
| 40Ш2 | 390 | 358 | 10 | 16 | 300 | СТО АСЧМ20 |
| 45Ш1 | 440 | 12 | 18 | 300 | СТО АСЧМ20 | |
| 50Ш1 | 482 | 450 | 12 | 16 | 300 | СТО АСЧМ20 |
| 50Ш2 | 487 | 451 | 16 | 18 | 300 | СТО АСЧМ20 |
| 50ШЗ | 493 | 453 | 16 | 20 | 300 | СТО АСЧМ20 |
| 50Ш4 | 499 | 449 | 18 | 25 | 300 | СТО АСЧМ20 |
| 60Ш1 | 582 | 546 | 12 | 18 | 300 | СТО АСЧМ20 |
| 60Ш2 | 589 | 549 | 16 | 20 | 300 | СТО АСЧМ20 |
| 60ШЗ | 597 | 547 | 18 | 25 | 300 | СТО АСЧМ20 |
| 60Ш4 | 605 | 545 | 20 | 30 | 300 | СТО АСЧМ20 |
| 70Ш1 | 692 | 652 | 14 | 20 | 300 | СТО АСЧМ20 |
| 70Ш2 | 698 | 648 | 16 | 25 | 300 | СТО АСЧМ20 |
| 70ШЗ | 707 | 647 | 18 | 28 | 300 | СТО АСЧМ20 |
| 70Ш4 | 715 | 651 | 20 | 32 | 300 | СТО АСЧМ20 |
| 70Ш5 | 725 | 653 | 25 | 36 | 300 | СТО АСЧМ20 |
| 80Ш1 | 782 | 746 | 14 | 18 | 300 | СТО АСЧМ20 |
| 80Ш2 | 792 | 748 | 14 | 22 | 300 | СТО АСЧМ20 |
| 90Ш1 | 881 | 841 | 16 | 20 | 300 | СТО АСЧМ20 |
| 90Ш2 | 890 | 840 | 16 | 25 | 300 | СТО АСЧМ20 |
| 100Ш1 | 990 | 946 | 16 | 22 | 320 | СТО АСЧМ20 |
| 100Ш2 | 998 | 948 | 18 | 25 | 320 | СТО АСЧМ20 |
| 100ШЗ | 1006 | 946 | 18 | 30 | 320 | СТО АСЧМ20 |
| 100Ш4 | 1013 | 949 | 20 | 32 | 320 | СТО АСЧМ20 |
| 40К1 | 394 | 358 | 12 | 18 | 398 | СТО АСЧМ20 |
| 40К2 | 400 | 356 | 14 | 22 | 400 | СТО АСЧМ20 |
| 40К3 | 406 | 356 | 16 | 25 | 403 | СТО АСЧМ20 |
| 40К4 | 414 | 354 | 18 | 30 | 405 | СТО АСЧМ20 |
| 40К5 | 429 | 357 | 25 | 36 | 400 | СТО АСЧМ20 |
Сварная балка — технология, изготовление
Для нынешней металлургии весьма важны сварные технологии, особенно тогда, когда нужно создание высокопрочной и тяжелой металлоконструкции. Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Более того, операция сварки ускоряет рабочий процесс, а также для осуществления сварки нужно не так уж и много оборудования, поэтому ее можно считать весьма экономичной. Именно по этим причинам в последнее время производство сварных балок увеличилось в несколько раз.
Содержание страницы
- 1 Что это такое
- 2 Процесс изготовления
- 3 Дефекты, которые могут возникнуть при сварке
- 4 Области применения
- 5 Виды
- 6 Возможности
Что это такое
Наиболее часто в строительстве используется двутавровая балка – это металлическое соединение, состоящее из стенки и верхней и нижней полки, грубо говоря, ее профиль поход на русскую букву «Н», то есть имеется стенка и по обеим сторонам присутствуют две полки. Такой тип металлоконструкции может быть сварным или прокатным, все зависит от способа изготовления.
Прокатная балка изготавливается на прокатных станах из цельного слитка. В процессе прохождения через прокатные плети металл меняет форму и на выходе получается цельный металлический двутавр. .
.
Сварная балка изготавливается путем сварки трех элементов – пояса и двух стенок в единую металлическую конструкцию. Сварные балки чаще всего изготавливаются из стали различных марок.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
 Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане; Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.

Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.
Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
Виды
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.

Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей.
Сварная балка
Сварная двутавровая балка – популярный и востребованный вид металлоизделий. Она применяется для сооружения объектов различного назначения, и, как правило, выполняет роль несущих элементов конструкции. Балка также может быть использована в качестве вспомогательных и организационных составляющих на производстве и складе, но главную функциональную нагрузку она выполняет в строительной отрасли.
Сварная балка широко применяется при возведении различных промышленных объектов (корпусов производственных зданий и сооружений, ангаров, складских комплексов, построек и частей инфраструктуры и т.д.), мостов, переходов и других участков/зон дорожной системы. Она завоевала признание огромной аудитории строителей во всех регионах России, благодаря своим потребительским качествам:
Она завоевала признание огромной аудитории строителей во всех регионах России, благодаря своим потребительским качествам:
Высота, толщина стенок и толщина полок сварной балки могут быть различными:
- надежность и долговечность,
- простота и удобство монтажа,
- возможность произвести сварную балку требуемой под технические условия проекта длины,
- возможность проектирования и строительства нестандартных архитектурных и функциональных решений в т.ч. ассиметричных форм, широких сводов, лестничных пролетов и т.д.,
- уменьшение общей нагрузки проекта и несущих конструктивных элементов.
Все вместе позволяет считать сварную балку средством повышения рентабельности строящегося объекта.
Виды сварных металлических сварных балок зависят от диапазона характеристик. Так размеры высоты, толщины стенок и толщины полок формируют модельный ряд. Переменные показатели металлической сварной балки могут быть различными:
- высота от 200 мм до 1500мм.
- толщина стенки сварной балки от 6мм до 40мм.
- толщина полок сварной балки от 10мм до 60мм, при ширине до 800мм.

Для изготовления сварной балки используется сталь марки Ст3 (сп/пс, сп5) по ГОСТ 14637-89 и низколегированная сталь 09Г2С по ГОСТ 19281-89. Сварная двутавровая балка соответствует ТУ 5264-006-93646692-2015. Производство осуществляется на автоматизированном оборудовании и сопровождается трехуровневым контролем качества (контроль исходного сырья, контроль процесса производства, итоговый выходной контроль).
Самые популярные виды продукции есть в наличие на складе. Поддерживаемый неснижаемый остаток позволяет свободно купить сварную балку. Производство балки других размеров осуществляется под заказ. Цены зависят от коммерческих условий и обсуждаются индивидуально.
| Номер профиля | 40 000 | 39 000 | 38 000 | 41 000 | 40 000 | 39 000 | Аналог сечения по документу |
|---|---|---|---|---|---|---|---|
| от 10 тн | от 20 тн | от 50 тн | от 10 тн | от 20 тн | от 50 тн | ||
| 35Ш3, 35К3, 30К3, 30Ш3 | 40000 | 39000 | 38000 | 41000 | 40000 | 39000 |
СТО АСЧМ20 |
| 40Ш2-40Ш3 | 40000 |
39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 40К1-40К4 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 40К5 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 50Б2-50Б3 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 50Ш1-50Ш4 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 60Ш1-60Ш2 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 60Ш3 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 60Ш4 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 70Б1-70Б2 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 70Ш1-70Ш4 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 70Ш5 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 80Б1-80Б2 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
ГОСТ 26020 |
| 80Ш1-80Ш2 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 90Б1-90Б2 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
ГОСТ 26020 |
| 90Ш1-90Ш2 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 100Б1-100Б3 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
ГОСТ 26020 |
| 100Б4 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
ГОСТ 26020 |
| 100Ш1-100Ш3 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 |
СТО АСЧМ20 |
| 100Ш4 | 40000 | 39000 | 38000 |
41000 |
40000 | 39000 | СТО АСЧМ20 |
До 10 тн Наценка на сварную балку 1000руб/тн.
От 100 тн Действуют специальные цены при объеме от 100 тн.
Искать…
Цель нашей компании — предложение широкого ассортимента товаров и услуг на постоянно высоком качестве обслуживания.
Стать нашим партнером легко!
- С Вами оперативно свяжется наш специалист по телефону, e-mail или в онлайн-режиме
- Задавайте вопросы и наш менеджер даст развернутый ответ и уточнит детали
- Подберем тип, количество, состав производимой продукции согласно Вашим потребностям или техническому заданию
- Предоставим необходимые рекомендации по необходимости
- Согласование проекта, внесение необходимых корректировок
- Согласование сроков изготовления
- Подтверждение коммерческих условий и условий оплаты
- Подписывается договор
- Подтверждаются эскизы
- Выдается спецификация изготавливаемой продукции
- Поступление оплаты
- Запускаем производственный цикл по изготовлению изделия
- Письмо уведомление о готовности продукции
- Определение плана отгрузки
- Поставка заказа на объект
«AGT company» — «Производство»
- Опубликовано в новости производства сварной двутавровой балки
производство сарной балки
Сварная балка в основном используется для изготовления металлических конструкции. Сварные балки экономически выгодны в строительстве зданий и сооружений. Сварные балки применяются в межэтажных перекрытиях, покрытиях, стойках, рабочих площадках, эстакадах, мостах, подкрановых балках и в других металлоконструкциях. Особенно эффективны сварные балки в большепролетных конструкциях промышленных зданий, цехов и других сооружений. Сварные двутавровые балки наиболее популярные профили, широко используют в строительстве и машиностроении, тавровые профили — в судостроении.
Сварные балки экономически выгодны в строительстве зданий и сооружений. Сварные балки применяются в межэтажных перекрытиях, покрытиях, стойках, рабочих площадках, эстакадах, мостах, подкрановых балках и в других металлоконструкциях. Особенно эффективны сварные балки в большепролетных конструкциях промышленных зданий, цехов и других сооружений. Сварные двутавровые балки наиболее популярные профили, широко используют в строительстве и машиностроении, тавровые профили — в судостроении.
Сварные балки используют, в качестве строительных металлоконструкций каркасов, что даёт возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции.
Если Вы решили изготавливать сварные двутавровые балки то это отличное решение, так как процесс изготовления сварных двутавровых балок экономичен и успешно конкурирует с изготовлением балок способом прокатки.
При производстве двутавровых балок мелкими партиями, заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие двутавровые профили обходятся сравнительно дорого.
Сварные двутавровые балки лучше производить в поточных линиях или автоматических станах, выполняющих весь цикл производства двутаврового профиля, на предлагаемом нами современном оборудовании, что позволяет поднять производительность труда и снизить стоимость сварных балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно сварочными автоматами под флюсом. Двутавр собирают из трех листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления шва.
В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления шва.
Операций изготовлении сварной двутавровой балки.
Процесс сборки, сварной двутавровой балки должен быть достаточно точный, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка сварной балки на стеллаже с помощью простейших приспособлений является трудоёмкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана достигается симметрия расположения стенки относительно полок сварной двутавровой балки, обеспечивается взаимная перпендикулярность полки и стенки балки.
Эффект использования сборочного стана обеспечивается быстродействием и надежностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
Сварка двутавра осуществляется автоматизированными сварочными установками под слоем флюса. Приемы и последовательность наложения швов могут быть различными.
Сварка наклоненным электродом позволяет одновременно сваривать два шва. Выполнение швов «в лодочку» обеспечивает лучшие условия формирования шва и глубины проплавления стенки, зато поворачивать изделие приходится после сварки каждого шва. Для этого используют позиционеры-кантователи. Основные швы по своим размерам значительно превосходят сборочные швы, поэтому последние полностью переплавляется.
Сваренная балка подается на стан для правки полок двутавровой балки и проходит через систему роликов, используя при этом свойства упругости металла, где грибовидность полок (возникающая в процессе сварки) исправляется.
1
стыковая сварка
4
сварка поочерёдно 4 швов балки (с перекантовкой)
7
Распил балки
2
раскрой листовой стали на полосы
5
правка геометрии полок балки
8
сверление отверстие в балки
3
сборка балки на прихватки
6
фрезерование торцов балки
9
Дробеструйная обработка балки
Похожие материалы (по тегу)
- Преимущества использования сварной балки
- Отличие сварной балки от горячекатанной?
- Линия для изготовления двутавровой балки
- Двутавровая балка сварная
Другие материалы в этой категории: « О сварной двутавровой балке и её производстве Технология изготовления сварных двутавровых балок »
НаверхПервоуральский Завод Сварной Балки | ООО «ПЗСБ»
Производство сварной балки
любых размеров с доставкой по России и СНГ
1000 тонн
сварной балки в месяц
20000 мм
максимальная длина балки
4500 м²
площадь производства
Видео о Первоуральском Заводе Сварной Балки
Для производства сварной балки мы используем современное и технологичное оборудование
Машина термической резки
Модель:
CNC-CG4000
Основные характеристики:
- 8 продольных резаков и 1 резак с ЧПУ
- Два сервопривода обеспечивают идеальное качество резки
- Максимальная зона раскроя — 4*15м
- Год выпуска — 2019
Стенд стыковки карт
Модель:
Трактор ESAB A2 Multitrac
Лентошлифовальная машина GRIT GIMS 75
Основные характеристики:
- Диаметр проволоки — 1. 6-4.0 мм
- Мощность источника питания — 1600А
- Обеспечение полного провара
- Год выпуска — 2019
 6-4.0 мм
6-4.0 ммЛистоправильная машина
Модель:
UBR-20
Основные характеристики:
- Ширина листа — 100-1600 мм
- Толщина листа — 6-60 мм
- Количество волков — 11 шт.
- Год выпуска — 1976
Линия сборки
Модель:
Z-18
Основные характеристики:
- Высота стенки — 200-1800 мм
- Толщина стенки — 6-32 мм
- Ширина полки — 200-800 мм
- Толщина полки — 6-60 мм
- Длина балки — 3000-20000 мм
- Год выпуска — 2015
Сварочный портал
Модель:
LHA
Основные характеристики:
- Сварка «в лодочку» под флюсом
- Источники питания Lincoln Electric по 1000А
- Катет сварного шва — от 6 до 20 мм
- Год выпуска — 2015
Сварочный трактор
Модель:
Трактор ESAB A6 Multitrac
Основные характеристики:
- Сварка балки «в лодочку» с сенсорной системой слежения сварочной головки
- Источник питания — 1200А
- Диаметр проволоки — 3. 0-6.0 мм
- Год выпуска — 2019
 0-6.0 мм
0-6.0 ммСтан Исправления «Грибовидности»
Модель:
СИГ-800-50-Э
Основные характеристики:
- Максимальная толщина полки — 70 мм
- Суммарное усилие правки — 120 тонн
- Привод правильного механизма — гидравлический
- Год выпуска — 2019
Горизонтальный пресс
Модель:
PYXWM-250
Основные характеристики:
- Суммарное усилие правки — 250 тонн
- Ширина стола — 870 мм
- Тип — Гидравлический
- Год выпуска — 1980
Двухколонная ленточная пила
Модель:
BEKA-MAK BMSY 810CGH
Основные характеристики:
- Ширина реза — до 1000мм.
- Высота реза — до 800мм.
- Год выпуска — 2020
Размеры производимых сварных балок
Обозначение | Размер, мм | |
|---|---|---|
Высота стенки балки | 300 — 1’800 | |
Длина балки | 3’000 — 20’000 | |
Ширина полки балки | 200 — 800 | |
Толщина стенки балки | 6 — 30 | |
Толщина полки балки | 8 — 60 | |
Катет сварного шва | 6 — 20 | |
Максимальный вес балки | 15 тонн |
Наше производство расположено в г. Первоуральск, Свердловской области, в 40 км от города Екатеринбурга, рядом с крупным железнодорожным логистическим центром и автомагистральными развязками.
Первоуральск, Свердловской области, в 40 км от города Екатеринбурга, рядом с крупным железнодорожным логистическим центром и автомагистральными развязками.
Общая площадь производственных помещений: 4500 м²
Соответствие ГОСТам и требованиям
ГОСТ 8713-79
Поясные швы балок — конструктивные, I и II категории качества — тип T3, а также T8 с полным проваром, соответствуют требованиям ГОСТ 8713-79
ГОСТ 23118-2012 и СП 53-101-98
Величины предельных отклонений геометрических размеров и оценка качества сварных швов соответствуют требованиям ГОСТ 23118-2012 и СП 53-101-98
СП 16.13330.2011
Стыковые швы выполняются с полным проваром и проходят 100% ультразвуковой контроль. Сварочные материалы соответствуют требованиям СП 16.13330.2011
ГОСТ 26020-83
Сварная балка по индивидуальным размерам, в том числе тавровая, подкрановая, коробчатая и балка с переменным сечением
Марка, химический состав и механические свойства подтверждаются сертификатами заводов-изготовителей листового проката.
Отличительной особенностью нашей балки является высокое качество и точность размеров
ООО «Первоуральский Завод Сварной Балки»
—Отдел технического контроля
Отдел Технического Контроля ООО «Первоуральский Завод Сварной Балки» производит проверку изделий на всех этапах производства.
Проверка продукции производится по следующим параметрам:
- Соблюдение требований правил технической документации и рабочих чертежей;
- Входной контроль основных материалов;
- Осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений;
- Контроль сварных швов;
- Контроль отклонения формы и линейных размеров сечения балок.
Свидетельство об аттестации
Технические условия
Нажмите на изображение для просмотра
Вы можете позвонить лично руководителю отдела продаж ООО «ПЗСБ»
Он проконсультирует Вас по всем вопросам
+7 (922) 601-06-36
Зудин Илья Андреевич
руководитель отдела продаж ООО «ПЗСБ»
Контакты
Адрес:
Свердловская обл. , г. Первоуральск, ул. Белинского, д. 100
, г. Первоуральск, ул. Белинского, д. 100
Контактный телефон:
+7 (343) 382-15-52
E-Mail:
[email protected]
Работаем для Вас:
Ежедневно с 8 до 20 часов
Электронно-лучевая сварка | ЭБ Сварочные услуги
Электронно-лучевая сваркаидеально подходит, когда требуется очень точный, чистый сварной шов с минимальным нагревом материала за пределами основной области сварного шва. Кроме того, EB Welding отлично подходит для соединения разнородных и трудно свариваемых металлов.
EB Industries – ведущий поставщик услуг по электронно-лучевой сварке в Соединенных Штатах, Канаде и Мексике с 1965 года. Наши услуги по электронно-лучевой сварке позволили изготовить миллионы деталей, и среди наших клиентов есть как небольшие производители, так и крупнейшие компании. в аэрокосмической, медицинской и энергетической отраслях. Нам ISO 9001:2015/AS9100D и NADCAP , обладают всеми инженерными и металлургическими возможностями, а также обширными услугами по предварительной и последующей обработке.
Нам ISO 9001:2015/AS9100D и NADCAP , обладают всеми инженерными и металлургическими возможностями, а также обширными услугами по предварительной и последующей обработке.
Высокоточная автоматизированная электронно-лучевая сварка
Существуют некоторые области применения сварки, которые являются критически важными, где точность и точность расположения сварных швов требуют самого сложного из доступных сварочных процессов. Познакомьтесь с EB WeldCube, полностью автоматизированной системой точной сварки, которая меняет правила игры.
См. это
Что такое электронно-лучевая сварка
Электронно-лучевая сварка — это совершенный процесс сварки плавлением. Электроны генерируются (с помощью электронной пушки), а затем разгоняются до очень высоких скоростей с помощью электрических полей. Затем этот высокоскоростной поток электронов фокусируется с помощью магнитных полей и точно воздействует на соединяемые материалы. Когда электроны сталкиваются с материалами, их кинетическая энергия преобразуется в тепло, что заставляет металлы плавиться и течь вместе. Электронно-лучевая сварка обычно происходит в вакууме, поскольку присутствие молекул газа может рассеивать луч.
Затем этот высокоскоростной поток электронов фокусируется с помощью магнитных полей и точно воздействует на соединяемые материалы. Когда электроны сталкиваются с материалами, их кинетическая энергия преобразуется в тепло, что заставляет металлы плавиться и течь вместе. Электронно-лучевая сварка обычно происходит в вакууме, поскольку присутствие молекул газа может рассеивать луч.
Из-за высокого напряжения, используемого при электронно-лучевой сварке, и необходимого вакуума весь процесс контролируется компьютером и в значительной степени автоматизирован. Точный характер технологии часто требует специальных приспособлений для крепления деталей для соединения, а столы с ЧПУ обычно используются для перемещения приспособлений и заготовок внутри сварочной камеры.
Аппараты для электронно-лучевой сварки очень дороги, требуют тщательного технического обслуживания, а поддержка, необходимая для технологий высокого напряжения и высокого вакуума, может быть сложной. Однако электронно-лучевая сварка невероятно точная, прочная и чистая, весь процесс можно точно воспроизвести, а для многих применений и материалов электронно-лучевая сварка является лучшей из существующих технологий соединения.
Применение Преимущества электронно-лучевой сварки
Точный контроль, превосходная глубина сварного шва
Можно точно контролировать проникновение сварного шва — от мизерных 0,001 дюйма до глубины до 2 дюймов.
Малая зона термического влияния
Электронно-лучевая сварка имеет очень большое отношение глубины к ширине. Это обеспечивает глубокую и очень узкую зону термического влияния, что сводит к минимуму усадку и деформацию материала и позволяет сваривать в непосредственной близости от термочувствительных компонентов.
Прочность
Сварные швы EB сохраняют до 95% прочности основных материалов.
Высокая чистота
Поскольку электронно-лучевая сварка происходит в вакууме, примеси, такие как оксиды и нитриды, удаляются, а примеси в материалах просто испаряются. Это приводит к чрезвычайно чистым сварным швам, идеально подходящим для соединения широкого спектра металлических сплавов.
Универсальность
Электронно-лучевая сварка отлично подходит для соединения тугоплавких и разнородных металлов, которые не поддаются сварке с помощью обычного процесса сварки.
Возможность производства
Наши сварочные аппараты с ЧПУ обеспечивают точный контроль и повторяемость при скорости подачи от 1 до 200 дюймов в минуту.
Чистота этого электронно-лучевого сварного шва видна на этом увеличенном поперечном сечении: острие сварного шва едва различимо от основного материала.Сравнение процессов сварки:
| Электронный луч | Лазер | Обычный/ручной | |
|---|---|---|---|
| Типичная стоимость сварки | $$$ | $ | $$ |
| Ограничения по размеру | Ограничено размером вакуумной камеры | Зависит от рабочей станции | Нет, если делается вручную |
| Разнородные материалы | Отлично | Хорошо подходит для сварки с перемешиванием | Вызов |
| Магнитные материалы | Вызов | Отлично | Зависит от процесса |
| Глубина (макс. проникновение) | 3 дюйма | 1 дюйм | Неглубокий без многопроходного и выреза |
| Отношение ширины к глубине (мин. вес/д%) | Чрезвычайный (10%) | Отлично (25%) | Бедный (разный) |
| Выработанное тепло | Низкий/средний | Низкий (импульсный)/Высокий (CW) | Высокий |
| Чистота (без электрода/наполнителя) | 100% | 100% | Ограничено на основе процесса |
| Повторяемый | Высоко с ЧПУ | Высоко с ЧПУ | Ограниченное/ручное без ЧПУ |
| Труднодоступные места | Отлично | Хорошо – проблемы с газовым покрытием | Ограниченный |
| Капитальные вложения (барьер для входа) | $$$$$ | $$$ | $ |
 youtube.com/embed/-X9NxgqKXtU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/-X9NxgqKXtU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Практический пример
- Услуга: электронно-лучевая сварка
- Сектор: Аэрокосмическая промышленность
- Заказчик: ValveTech
- Продукт: Клапаны подруливающих устройств
ValveTech производит двигатели для космических кораблей. Им нужны сварные швы, которые на 100 % надежны, и им необходимо исключительное обслуживание клиентов, чтобы идти в ногу с разработкой и доставкой. ValveTech полагается на EB Industries как на надежного партнера, который поможет уложиться в сроки запуска. Найдите об этом. Нажмите на ссылку ниже.
Типовая процедура электронно-лучевой сварки
Несмотря на то, что каждая работа по электронно-лучевой сварке индивидуальна, в EB Industries мы следуем базовой процедуре, которая позволяет поддерживать как качество сварки, так и производительность.
- Собираемые детали тщательно проверяются и очищаются;
- Разработаны приспособления для надежной фиксации деталей в процессе сварки. Мы стараемся максимизировать количество деталей, которые можно сварить за один вакуумный цикл, чтобы поддерживать высокую производительность. При необходимости приспособления изготавливаются на заказ в нашем полном механическом цехе;
- Детали загружаются в свои приспособления и приспособления, прикрепленные к столу с ЧПУ аппарата для электронно-лучевой сварки. Стол ЧПУ запрограммирован для точного перемещения деталей в положение под электронным лучом во время процесса сварки;
- Вакуумную камеру закрепляют и откачивают из нее воздух для достижения необходимого частичного или полного вакуума, требуемого спецификацией заказчика;
- При необходимости выполняются пробные сварные швы для проверки правильности выравнивания и фокусировки луча, мощности луча, проникновения в сварной шов и общего качества сварного шва. Параметры регулируются по мере необходимости и постоянно контролируются во время всех сварочных операций;
- Если это производственный цикл сварки, оператор сварки инициирует программирование таблицы ЧПУ и цикл обжига электронным лучом. Затем детали свариваются электронным лучом;
- По окончании цикла сварки вакуумную камеру откачивают и детали и фурнитуру снимают со сварочного аппарата;
- Детали осторожно снимаются с крепления, а затем подвергаются полному контролю качества.
 Параметры регулируются по мере необходимости и постоянно контролируются во время всех сварочных операций;
Параметры регулируются по мере необходимости и постоянно контролируются во время всех сварочных операций;Управление качеством для электронно-лучевой сварки
Поскольку большая часть наших работ по электронно-лучевой сварке предназначена для высокопроизводительных/высокорисковых применений в аэрокосмической и медицинской отраслях, EB Industries поддерживает высочайший уровень качества в отрасли.
- ISO 9001:2015 / AS9100D и NADCAP сертифицированная организация, обеспечивающая международные стандарты качества;
- Мы выполняем сварку в соответствии со спецификациями AMS 2680C и AMS 2681B для электронно-лучевой сварки компонентов аэрокосмической отрасли в условиях мягкого и жесткого вакуума;
- Услуги, предоставляемые в соответствии со стандартами аэрокосмической системы качества AC7110/3 Rev. E и AC7004 ;
- Все сварочное оборудование и операторы соответствуют спецификациям MIL-STD-1595A , AMS-STD-1595A и AWS D17.1:2000 ;
- Полная система контроля и проверки качества в соответствии с MIL-I-45208A ; Программа метрологии
- в соответствии со стандартами MIL-C-45662A .
 E и AC7004 ;
E и AC7004 ;Персонал
Все наши специалисты по электронно-лучевой сварке имеют высокую квалификацию в соответствии со спецификациями MIL-STD-1595A , AMS-STD-1595A и AWS D17.1:2000 , а также лучший в отрасли 15-летний опыт работы. – это высокий показатель для отрасли. Кроме того, их поддерживает полный инженерный и обслуживающий персонал, специальный отдел контроля качества и собственный механический цех.
Полуавтоматическая электросваркаСварочное оборудование EB
Все наши сварочные аппараты EB оснащены автоматизированным быстрым вакуумным циклом для более высоких скоростей производства, полным компьютерным управлением и цифровыми дисплеями для точности и точности, а также столами с ЧПУ для точного манипулирования деталями и подачи. Мы изготавливаем сварочные приспособления на заказ в собственном механическом цехе, чтобы обеспечить высокое качество при больших объемах производства.
Мы изготавливаем сварочные приспособления на заказ в собственном механическом цехе, чтобы обеспечить высокое качество при больших объемах производства.
- 5 Аппараты для электронно-лучевой сварки
- Длина до 76 дюймов (с удлинителями камеры по мере необходимости)
- Низкое напряжение (60 кВ) и высокое напряжение (150 кВ)
- Возможности 5-осевого ЧПУ. Автоматическое отслеживание суставов
Удлинители камеры, регистраторы данных и опции отслеживания соединений доступны по мере необходимости.
Дополнительные услуги
Поскольку детали, для которых требуется электросварка, часто требуют дополнительной обработки до и после сварки деталей, EB Industries предлагает широкий спектр дополнительных услуг.
Предварительная обработка
- Проектирование изделий CAD/CAM и проектирование сварных швов
- Проектирование и изготовление оснастки
- Очистка и сборка деталей
- Стратегический сорсинг и управление контрактами с субподрядчиками
Постобработка
- Металлургические оценки
- Проверка герметичности
- Разрушающий и неразрушающий контроль
- Термическая обработка после сварки
Наши клиенты рассказывают нашу историю
Отличительной чертой нашей компании являются их технические навыки. С ними легко работать, и у них хорошая техническая команда.
С ними легко работать, и у них хорошая техническая команда.
NP
Технический директор крупного производителя аэрокосмической/оборонной продукции
Их главная сила — это приверженность делу доставки. Они всегда соответствуют нашим требованиям доставки. Мы использовали нескольких поставщиков, но мы постоянно используем этого, потому что они постоянно соблюдают сроки своих обязательств, что имеет решающее значение как для нас, так и для наших клиентов.
Боб
Директор по производству и контролю качества производителя микроволновых и радиочастотных устройств
Мы очень довольны качеством работы. Они действительно знают, что делают.
Рената
Агент по закупкам в цехе прецизионной обработки для OEM-производителей аэрокосмической и медицинской техники.
Хорошие коммуникаторы, очень надежные, доставка своевременная. Они редко пропускают дату, на которую согласились.
Marianne
Агент по закупкам на заводе-изготовителе деталей, используемых OEM-производителями аэрокосмической отрасли
Они всегда доступны, когда нам нужна сварка.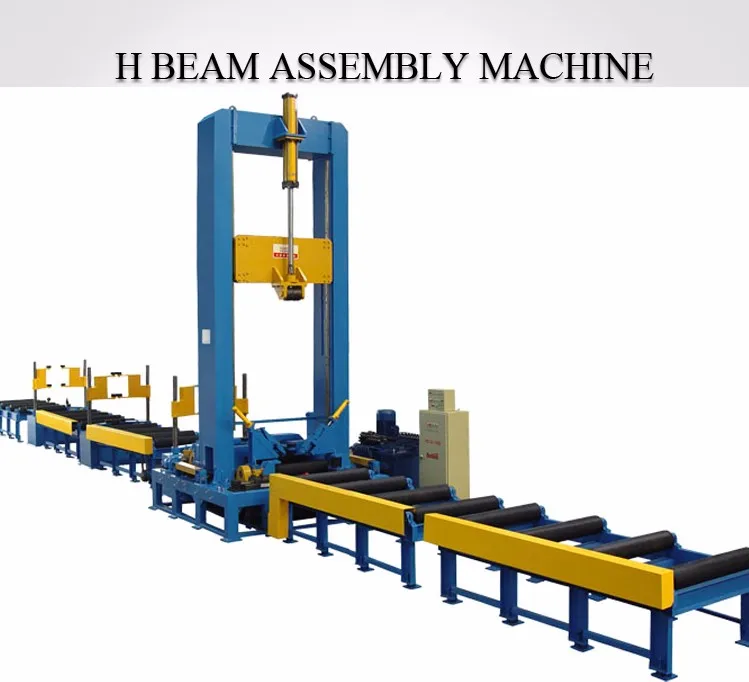 Их объекты могут удовлетворить наши потребности, и это уникально для них.
Их объекты могут удовлетворить наши потребности, и это уникально для них.
Фрэнк
Агент по закупкам в компании Aerojet Rocketdyne
Там работают исключительные люди. Они делают вещи для нас своевременно.
Mike
Старший покупатель в производителе аэрокосмических компонентов
Процесс сварки электронного луча, приложения и оборудование
от доктора Гунтера Шуберта
Стр. 2 Стр. 3 Стр. предоставляет технический обзор уникальных особенностей процесса электронно-лучевой сварки, включая несколько приложений. Будут показаны поперечные сечения сварных швов производственных деталей, чтобы продемонстрировать получаемые формы сварных швов. Будут показаны решения конкретных проблем сварки с использованием процесса EB. Кроме того, будет представлен обзор современного сварочного оборудования и краткий обзор будущих разработок.
Введение
Процесс электронно-лучевой (ЭЛ) сварки используется в различных отраслях промышленности. Области применения варьируются от полностью автоматизированного, высокопроизводительного и недорогого производства автомобильных деталей в потоке до серийного производства отдельных деталей в производстве дорогостоящих авиационных двигателей на другом конце промышленного спектра. Для тех производителей и многих других, не упомянутых здесь, процессы сварки должны соответствовать все более строгим стандартам, которые с годами становятся все более распространенными. В этом отношении процесс сварки eb имеет хорошие возможности для обеспечения промышленности сварными швами высочайшего качества и конструкциями машин, которые доказали свою способность адаптироваться к конкретным сварочным задачам и производственной среде.
Области применения варьируются от полностью автоматизированного, высокопроизводительного и недорогого производства автомобильных деталей в потоке до серийного производства отдельных деталей в производстве дорогостоящих авиационных двигателей на другом конце промышленного спектра. Для тех производителей и многих других, не упомянутых здесь, процессы сварки должны соответствовать все более строгим стандартам, которые с годами становятся все более распространенными. В этом отношении процесс сварки eb имеет хорошие возможности для обеспечения промышленности сварными швами высочайшего качества и конструкциями машин, которые доказали свою способность адаптироваться к конкретным сварочным задачам и производственной среде.
Что такое электронный пучок?
В аппарате для электронно-лучевой сварки электроны «выкипают» при прохождении тока через нить накала, находящуюся в вакуумной камере. Электростатическое поле, создаваемое отрицательно заряженной нитью накала и чашкой смещения, а также положительно заряженным анодом, ускоряет электроны примерно до 50-80% скорости света и формирует из них пучок. Из-за физической природы электронов — заряженных частиц с очень малой массой — на направление их движения легко могут влиять электромагнитные поля. Электронно-лучевые сварщики используют эту характеристику для электромагнитной фокусировки и очень точного отклонения луча на скорости до 10 кГц. Последние разработки машин позволяют работать даже на частоте до 200 кГц. С современными системами ЧПУ фокус луча, а также отклонение луча являются частью графика сварки и могут программироваться по-разному вместе с другими параметрами процесса.
Из-за физической природы электронов — заряженных частиц с очень малой массой — на направление их движения легко могут влиять электромагнитные поля. Электронно-лучевые сварщики используют эту характеристику для электромагнитной фокусировки и очень точного отклонения луча на скорости до 10 кГц. Последние разработки машин позволяют работать даже на частоте до 200 кГц. С современными системами ЧПУ фокус луча, а также отклонение луча являются частью графика сварки и могут программироваться по-разному вместе с другими параметрами процесса.
Как работает процесс?
Когда быстро движущиеся электроны ударяются о металлическую поверхность, они замедляются, что преобразует кинетическую энергию каждого отдельного электрона в пучке в тепловую энергию компонента. Это преобразование стабильно в диапазоне высоких 90% для всех металлов независимо от того, ударяются ли электроны о поверхность перпендикулярно или под малым углом. С практической точки зрения такое физическое поведение делает процесс очень прочным и надежным!
Когда электроны в сфокусированном луче попадают на металлическую поверхность, высокая плотность энергии мгновенно испаряет материал, образуя так называемую замочную скважину (рис. 1). Характерной чертой этого явления является то, что оно обеспечивает уникальные возможности для глубоких, узких сварных швов с очень маленькими зонами термического влияния (ЗТВ) и сводит к минимуму термические деформации сварных узлов (рис. 2). Соотношение глубины к ширине до 40:1 достигается в производстве уже много лет.
1). Характерной чертой этого явления является то, что оно обеспечивает уникальные возможности для глубоких, узких сварных швов с очень маленькими зонами термического влияния (ЗТВ) и сводит к минимуму термические деформации сварных узлов (рис. 2). Соотношение глубины к ширине до 40:1 достигается в производстве уже много лет.
Page 1
В особых случаях может потребоваться сварка в режиме проводимости (в отличие от сварки с замочной скважиной), при которой обычно получаются широкие и неглубокие сварные швы. Сварные швы проводящего типа могут использоваться, например. для косметических путей, чтобы сгладить верхний валик сварных швов с ключевыми отверстиями в последующей операции (рис. 3). Как это делается? Путем снижения мощности луча и расфокусировки луча и/или расширения луча с помощью шаблона отклонения.
Генератор шаблонов — уникальный параметр сварки
Узкие и глубокие швы обычно более подвержены пористости, чаще всего в корне, но также и в середине шва. Чтобы объяснить механизм образования пористости, мы должны заглянуть в замочную скважину и посмотреть, что там происходит. Начнем с основ — отверстие для ключа. Как видно из названия, это отверстие с высоким давлением пара посередине, которое плотно прижимает расплавленный материал к боковым стенкам. Когда электронный луч продвигается вперед, материал плавится перед лучом. Этот расплав очень динамично движется к задней части балки и быстро затвердевает в этом положении. Такое сочетание динамического движения и быстрого затвердевания может привести к образованию паровых карманов, создаваемых слишком быстрым затвердеванием расплавленного материала за балкой. Эти захваченные карманы проявляются как пористость в поперечных сечениях сварного шва (рис. 4).
Чтобы объяснить механизм образования пористости, мы должны заглянуть в замочную скважину и посмотреть, что там происходит. Начнем с основ — отверстие для ключа. Как видно из названия, это отверстие с высоким давлением пара посередине, которое плотно прижимает расплавленный материал к боковым стенкам. Когда электронный луч продвигается вперед, материал плавится перед лучом. Этот расплав очень динамично движется к задней части балки и быстро затвердевает в этом положении. Такое сочетание динамического движения и быстрого затвердевания может привести к образованию паровых карманов, создаваемых слишком быстрым затвердеванием расплавленного материала за балкой. Эти захваченные карманы проявляются как пористость в поперечных сечениях сварного шва (рис. 4).
В этот момент возникает вопрос: как мы можем предотвратить образование паровых карманов? Одним из параметров, обеспечиваемых процессом eb, является возможность изменять динамическое движение расплавленного материала, влияя на размер замочной скважины. Этот параметр, уникальный для eb-процесса, отклоняет луч со скоростью в несколько сотен герц в форме круга или стрелки (рис. 5). Размер диаметра отверстия может быть увеличен, что дает больше времени для выхода паров металла и, в свою очередь, предотвращает образование паровых карманов. Все значения этого уникального параметра отклонения, такие как частота, направление шаблона и размер в направлениях x и y, могут быть запрограммированы. Корректировка этих значений может значительно повысить стабильность шпоночных отверстий в большинстве случаев сварки.
Этот параметр, уникальный для eb-процесса, отклоняет луч со скоростью в несколько сотен герц в форме круга или стрелки (рис. 5). Размер диаметра отверстия может быть увеличен, что дает больше времени для выхода паров металла и, в свою очередь, предотвращает образование паровых карманов. Все значения этого уникального параметра отклонения, такие как частота, направление шаблона и размер в направлениях x и y, могут быть запрограммированы. Корректировка этих значений может значительно повысить стабильность шпоночных отверстий в большинстве случаев сварки.
Сварка легкоплавких сплавов, таких как алюминий или магний, поначалу может быть сложной задачей, поскольку высокая концентрация мощности луча легко может привести к перегреву материала, что может привести к пористости в сварном шве, шероховатости верхних валиков и брызгам. Опять же, динамическое отклонение луча по шаблону с частотой в несколько сотен герц и регулировка других значений отклонения помогает уменьшить плотность мощности в фокусном пятне и тем самым предотвратить перегрев сплава. Пористость можно свести к минимуму или полностью избежать, верхний валик можно сгладить, а образования брызг можно избежать в большинстве случаев.
Пористость можно свести к минимуму или полностью избежать, верхний валик можно сгладить, а образования брызг можно избежать в большинстве случаев.
Стр. 2
Хотя можно изготовить очень узкие сварные швы, это не всегда желательно, поскольку комбинация допусков на детали и инструменты может быть слишком большой для узкого шва. Луч может не всегда попадать в стык точно там, где он должен, и, таким образом, увеличивается риск потери проникновения или даже полного пропуска стыка. В этих ситуациях полезно иметь возможность регулировать профиль сварного шва, очень часто ширину при заданном проплавлении, чтобы найти правильный баланс между надежной воспроизводимостью от балки к стыку в массовом производстве и минимально возможным подводом тепла для сварки. минимальный уровень деформации детали. Опять же, генератор шаблонов является идеальным инструментом для балансировки этих различных технических требований, позволяя выполнять непрерывную регулировку ширины сварного шва с почти параллельными сторонами.
Помимо устранения вышеупомянутой пористости, использование генератора рисунка может также улучшить внешний вид верхнего валика на вторичной операции после сварки проплавлением.
Дальнейшее улучшение качества сварки может быть достигнуто за счет использования различных схем сварки для устранения подрезов и неравномерных проваров. Последнее также выигрывает от более высокочастотного отклонения диаграммы направленности, что в значительной степени уменьшает пики в корне сварного шва.
Какие материалы можно сваривать с помощью EB?
Практически все металлы можно сваривать электронным лучом. Конечно, качество сварных швов зависит от металлургии, а также других технических критериев, таких как параметры сварки и конструкция соединения. Присадочный материал обычно не используется для соединения большинства компонентов, поэтому металлургия не меняется. Это делает процесс электронно-лучевой сварки простым и экономичным. Как и в любом правиле, есть исключения. Существуют материалы, в которых целесообразно использовать присадочные металлы, например. предотвращение растрескивания сварных швов в алюминии серии 6000. Использование алюминиевой присадочной проволоки серии 4000 изменяет металлургию и предотвращает растрескивание. Детальное описание свариваемости различных металлов выходит за рамки этой статьи; поэтому следующие примеры будут сосредоточены на определенных производственных приложениях.
Существуют материалы, в которых целесообразно использовать присадочные металлы, например. предотвращение растрескивания сварных швов в алюминии серии 6000. Использование алюминиевой присадочной проволоки серии 4000 изменяет металлургию и предотвращает растрескивание. Детальное описание свариваемости различных металлов выходит за рамки этой статьи; поэтому следующие примеры будут сосредоточены на определенных производственных приложениях.
Микролегированные стали с низким и средним содержанием углерода обычно используются для компонентов механических коробок передач в автомобильной промышленности (рис. 6). Некоторые из этих материалов более склонны к образованию трещин после сварки из-за значительного увеличения твердости в ЗТВ. Они вызваны эффектом закалки после сварки и могут зависеть от ширины сварного шва и скорости сварки. Предварительный нагрев компонентов является распространенным средством, используемым для существенного уменьшения увеличения твердости. В автомобильной промышленности стало обычной практикой предварительный нагрев шестерен перед сваркой, чтобы уменьшить эффект закалки в ЗТВ. Положительным побочным эффектом предварительного нагрева в массовом производстве является возможность безопасного увеличения скорости сварки, что делает процесс более экономичным.
Положительным побочным эффектом предварительного нагрева в массовом производстве является возможность безопасного увеличения скорости сварки, что делает процесс более экономичным.
Сварка компонентов автоматических трансмиссий — еще одно применение, используемое в автомобильной промышленности. Ассортимент свариваемых компонентов обычно включает в себя различные конструкции узлов вала, а также водила планетарной передачи. Материалы варьируются от низкоуглеродистого листового металла для корзин сцепления до среднеуглеродистых микролегированных сталей для валов. Расплавленные материалы с низким и средним содержанием углерода смешиваются без каких-либо проблем.
Водила планетарной передачи для легких и средних условий эксплуатации изготавливаются из листовой стали с низким содержанием углерода. Этот материал прекрасно поддается сварке; проблема заключается в конструкции этих частей, которые имеют от 3 до 5 сегментов, которые необходимо соединить. Спецификация этих сегментированных сварных швов, как правило, не допускает существенного недолива материала ни в начале, ни в конце соединения (рис. 7).
7).
Page 3
Сочетание схемы отклонения и непрерывной регулировки мощности луча помогает смягчить это недополнение, тем самым оптимизируя качество шва в соответствии со спецификацией. Усовершенствованные конструкции тяжелых планетарных водителей выкованы из микролегированных сталей, содержащих около 1% марганца и 0,2% углерода. Задача более сложная, чем конструкция из листового металла, связана с сегментами стыков различной толщины, которые требуют изменения мощности не только в начале и в конце стыка, но и между ними. Опять же, схема отклонения в сочетании с непрерывной регулировкой мощности луча позволяет разработать надежный набор параметров сварки, которые поддерживаются в ежедневном производстве на производственном участке.
Использование нержавеющей стали очень распространено в промышленности из-за ее коррозионной стойкости ко многим веществам, газу или жидкости, которые контактируют с ее поверхностью. Большинство марок нержавеющих сталей можно легко сваривать электронным лучом, и, что наиболее важно, сварные швы устойчивы к коррозии, как и основной материал. Например, пластины со сложными охлаждающими каналами для обрабатывающей промышленности требуют проплавления сварного шва до 0,150 дюйма. Двумерная схема сварки, показанная на рисунке 8, имеет общую длину сварного шва до 300 дюймов, что приводит к сильному нагреву пластины. Узкие сварные швы для ограниченного подвода тепла сводят к минимуму и удерживают количество деформации на технически приемлемом уровне и поэтому имеют решающее значение для этого применения.
Например, пластины со сложными охлаждающими каналами для обрабатывающей промышленности требуют проплавления сварного шва до 0,150 дюйма. Двумерная схема сварки, показанная на рисунке 8, имеет общую длину сварного шва до 300 дюймов, что приводит к сильному нагреву пластины. Узкие сварные швы для ограниченного подвода тепла сводят к минимуму и удерживают количество деформации на технически приемлемом уровне и поэтому имеют решающее значение для этого применения.
Титановые сплавы широко используются в авиационной промышленности благодаря их высокому соотношению прочности к весу и коррозионной стойкости. Процесс электронно-лучевой сварки широко используется в этой отрасли для соединения новых и ремонта бывших в употреблении компонентов. Другими областями применения титановых материалов являются, например, медицинские имплантаты, для которых чистый титан предпочтительнее, чем его сплавы. Штифты имплантата, показанные на рисунке 9, необходимо приварить к опорной пластине. Электронный луч попадает на штифты с плоской задней стороны пластины, которая после сварки подвергается механической обработке. Для этих малых диаметров стержня выгодно отклонять и перемещать луч по кругу электронным способом, а не механическим. Сварные швы расположены в шахматном порядке для выравнивания распределения тепла в опорной плите. Критически важным для этого применения является частичное, постоянное проплавление сварного шва, чтобы предотвратить прорыв луча и сохранить переднюю часть имплантата абсолютно свободной от пара и брызг.
Для этих малых диаметров стержня выгодно отклонять и перемещать луч по кругу электронным способом, а не механическим. Сварные швы расположены в шахматном порядке для выравнивания распределения тепла в опорной плите. Критически важным для этого применения является частичное, постоянное проплавление сварного шва, чтобы предотвратить прорыв луча и сохранить переднюю часть имплантата абсолютно свободной от пара и брызг.
Какие типы электронно-лучевых сварочных аппаратов используются?
Производственные затраты и качество являются ключевыми целями, которые следует учитывать при изготовлении компонентов. Каждая отрасль применяет свои собственные критерии для достижения этих целей. С точки зрения производителя станков эти цели воплощаются в различных конструкциях машин, таких как сварочные аппараты для малой и средней производительности или сварочные аппараты для массового производства с коротким временем цикла.
Конструкция сварочного аппарата с делительным столом была создана несколько десятилетий назад как надежный станок для крупносерийного производства сборок. Этот тип сварочного аппарата обычно использует циферблатный указатель с двумя станциями, по одной детали на каждой из станций.
Этот тип сварочного аппарата обычно использует циферблатный указатель с двумя станциями, по одной детали на каждой из станций.
Страница 4
Для дальнейшей оптимизации производительности количество станций может быть увеличено до 3 или 4, а количество сборок в каждой станции также может быть увеличено в зависимости от их размера (Рисунок 10). ). Дальнейшее сокращение времени цикла для этой производственной машины было достигнуто за счет изменения конструкции, в котором перед камерой вакуумной обработки интегрирована загрузочная шлюзовая камера (рис. 11). Абсолютно короткое время цикла может быть достигнуто с помощью так называемого безвакуумного электронно-лучевого сварочного аппарата, который сваривает детали при атмосферном давлении. Эта технология позволяет производить сварные швы, которые шире, чем швы, полученные в вакууме.
Среднесерийное производство обычно выполняется на камерных станках со специальной оснасткой. Поскольку в большинстве случаев требуются осевые или окружные сварные швы, по возможности следует использовать несколько держателей деталей, чтобы сделать процесс более экономичным. За прошедшие годы для промышленности было изготовлено несколько различных конструкций машин, в самой простой из которых используется вакуумная камера с дверцей спереди (рис. 12). Более совершенная конструкция включает камеру в виде выдвижного ящика, которая позволяет полностью извлекать инструменты, включая детали, из камеры для облегчения загрузки и выгрузки сборок и замены инструментов (рис. 13).
Поскольку в большинстве случаев требуются осевые или окружные сварные швы, по возможности следует использовать несколько держателей деталей, чтобы сделать процесс более экономичным. За прошедшие годы для промышленности было изготовлено несколько различных конструкций машин, в самой простой из которых используется вакуумная камера с дверцей спереди (рис. 12). Более совершенная конструкция включает камеру в виде выдвижного ящика, которая позволяет полностью извлекать инструменты, включая детали, из камеры для облегчения загрузки и выгрузки сборок и замены инструментов (рис. 13).
Наиболее универсальными сварочными аппаратами всех размеров и форм являются так называемые камерные сварочные аппараты с X-/Y-столами с ЧПУ. Эти сварочные аппараты бывают всех размеров с объемом вакуумной камеры от 1 м 3 до более 100 м 3 . Осевые и кольцевые сварные швы могут выполняться с помощью устройства поворотного наклона, которое устанавливается на верхнюю часть x-/y-стола. Электронно-лучевая пушка располагается либо внутри вакуумной камеры, либо стационарно снаружи (рис. 14).
Электронно-лучевая пушка располагается либо внутри вакуумной камеры, либо стационарно снаружи (рис. 14).
Одной из общих черт этих электронно-лучевых сварочных аппаратов является то, что все параметры луча и все механические оси контролируются с помощью ПЛК или ЧПУ. Как и в случае любого современного станка, все параметры процесса могут быть сохранены под соответствующими номерами деталей и восстановлены позднее. В современных электросварочных аппаратах программа машины постоянно отслеживает фактические значения всех электрических параметров и сравнивает их с заданными значениями. Если фактическое значение превышает запрограммированный допуск установленного значения, машина либо останавливается, либо уведомляет об этом оператора.
Страница 5
Этот механизм управления можно считать самой базовой системой контроля качества; конечно, числовое управление предлагает сетевые подключения для более сложных функций контроля качества и сбора данных.
Технология сварки электронно-лучевым электродом достигла новых высот, но развитие продолжается. Он сосредоточен на улучшениях электромагнитной системы фокусировки и отклонения, чтобы сократить время их отклика. Сегодня системы быстрого отклонения луча позволяют получить электронное изображение сборки вокруг зоны соединения или разделить электронный луч для сварки 3 или 4 точек практически одновременно. Текущие разработки направлены на объединение различных процессов, таких как сварка тремя лучами с одновременным предварительным подогревом области стыка перед сварочной ванной тремя дополнительными лучами.
Резюме
Электронно-лучевая технология развивалась десятилетиями и достигла своего нынешнего наивысшего уровня. Электросварочные аппараты созрели для удовлетворения потребностей современных отраслей, таких как мелкосерийная, высококачественная авиационная промышленность, а также автомобильная промышленность, ориентированная на массовое производство. Различные типы электронно-лучевых сварочных аппаратов развивались на протяжении многих лет под влиянием рынка для удовлетворения конкретных потребностей как с технической, так и с экономической точек зрения. Во всех этих приложениях процесс оказался надежным и гибким одновременно.
Различные типы электронно-лучевых сварочных аппаратов развивались на протяжении многих лет под влиянием рынка для удовлетворения конкретных потребностей как с технической, так и с экономической точек зрения. Во всех этих приложениях процесс оказался надежным и гибким одновременно.
Сварке подлежат все марки стали, а также легкоплавкие сплавы, такие как алюминий и магний, и тугоплавкие материалы, такие как сплавы на основе никеля и кобальта. Генератор шаблона, уникальный для процесса сварки eb, оказался очень эффективным в стабилизации шпоночного отверстия для повышения надежности процесса и получения бездефектных сварных швов.
Страница 6
Страница 2 Страница 3 Страница 4 Страница 5 Страница 6 Перейти к содержимому Производители металлоконструкций сталкиваются с трудностями на каждой работе: от составления точных предложений для поддержания своей конкурентоспособности до соблюдения сроков проекта и требований кодекса, прохождения проверок и эффективного обучения операторов. Процессы дуговой сварки стержнем и дуговой сварки с самозащитной проволокой (FCAW-S) чаще всего используются для сварки конструкционных сталей в полевых условиях, в то время как дуговая сварка в среде защитного газа с флюсовой проволокой (FCAW-G) и дуговая сварка под флюсом ( SAW) используются для сварки конструкционной стали внутри помещений. Сварка МИГ сплошной и металлопорошковой проволокой также применяется в цеху, но не так широко, как FCAW-G. ПРИПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ ПРИМЕНЕНИЯ В ПОЛЕВЫХ УСЛОВИЯХ (электроды расходуются примерно каждые 12 дюймов и должны быть заменены). Вот почему, когда в полевых условиях выполняется большое количество сварных швов в одном месте, несколько больших и/или многопроходных сварных швов, переход на проволоку FCAW-S может быть гораздо более продуктивным. В конце концов, выбор правильного процесса для применения в полевых условиях зависит от того, сколько времени будет потрачено на сварку по сравнению с тем, сколько времени будет потрачено на перемещение. Если оператор в основном неподвижен во время работы вне помещений, следует рассмотреть возможность использования FCAW-S для повышения производительности. Если нет, возможно, будет разумнее остаться с процессом сварки палочкой. Если требуется изменение процесса сварки, изготовителю может потребоваться переквалифицировать процедуры сварки для применения. Хотя это требует времени и усилий, это может быть оправдано, учитывая долгосрочную экономию средств за счет повышения производительности. При сварке конструкций обычно используются «предварительно квалифицированные» процедуры сварки, которые требуют гораздо меньшего количества испытаний, сводя к минимуму это потенциальное препятствие. В некоторых случаях может оказаться наиболее эффективным квалифицировать и использовать в одной и той же работе как электродуговую сварку, так и FCAW-S. ПРИПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ ПРИМЕНЕНИЯ В МАСТЕРСКИХ В некоторых сварочных работах вместо сварки FCAW-G можно использовать сварку MIG, которая может исключить операции, не добавляющие ценности в цеху. Поскольку при сварке MIG не образуется шлак, послесварочные операции, такие как шлифовка или снятие стружки, не требуются, что экономит труд, время и деньги. У MIG есть некоторые недостатки по сравнению с FCAW-G. Его не так легко использовать или прощать сварщику, и его труднее и медленнее сваривать в нерабочем положении. Он также менее пригоден для сварки через прокатную окалину. Присадочные металлы, доступные для сварки MIG, включают сплошную проволоку и проволоку с металлическим сердечником (или композитную). Процесс SAW используется для максимизации производительности при сварке конструкционной стали в цеху, где требуются длинные, непрерывные и, возможно, многопроходные сварные швы, например, на двутавровых балках. Хотя SAW требует больших первоначальных капиталовложений, он также обеспечивает самые высокие показатели производительности. Инвестиции могут быстро окупиться, если структурное приложение требует много времени на дугу. Например, сплошная проволока под флюсом диаметром 1/8 дюйма, используемая при скорости подачи проволоки 100 (wfs) и напряжении 30 вольт, приведет к силе тока 650 ампер и перемещению со скоростью 22 дюйма в минуту для получения определенного размера сварного шва «X», в то время как 1 /8 в металлопорошковой проволоке, используемой при силе тока 650 ампер, потребуется 150 wfs, 30 вольт и скорость 27,5 дюймов в минуту для получения сварного шва того же размера, что и «X». Это означает, что процесс под флюсом с использованием проволоки с металлическим сердечником увеличил скорость перемещения на 25 процентов и уменьшил тепловложение на 25 процентов. ПОСЛЕДНИЕ МЫСЛИ Подпишитесь, чтобы узнавать о последних новостях в области производства. Лазерный луч сваривает кольцевой шов на вращающейся заготовке. «Что работает лучше всего?» Кто не слышал этот вопрос при консультации с заказчиком по поводу изготовления детали? В некоторых случаях на вопрос есть простой ответ, но чаще всего нет, и решение использовать процесс А или процесс Б сводится к сравнению плюсов и минусов, где цена играет роль большого пальца на чаше весов, который склоняет чашу весов. Для точной сварки выбор обычно делается между электронно-лучевой сваркой и лазерной сваркой. Иногда другие типы сварки плавлением, такие как GMAW или GTAW, могут быть вариантами, но процессы дуговой сварки не имеют проплавления, небольшой площади термического влияния, высокой точности и чистоты шва, как электронно-лучевая сварка и лазерная сварка. Электронные лучи и лазеры могут быть сфокусированы и направлены с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, а также обеспечивают огромную мощность, необходимую для сварки крупных деталей космического корабля. Но при всем сходстве электронно-лучевая и лазерная сварка сильно отличаются друг от друга с точки зрения лежащей в их основе физики и функционального действия в реальном мире цеха. Именно в этих различиях один конкретный процесс может иметь преимущество для конкретного приложения. Ключом к нахождению конкретных характеристик, которые могут сделать один из них более подходящим, является понимание того, как работают электронно-лучевая сварка и лазерная сварка. Внешне они кажутся одинаковыми, но дьявол кроется в деталях. Электронно-лучевая сварка была разработана в конце 1950-х годов. Он был быстро принят высокотехнологичными отраслями, такими как аэрокосмическая, благодаря точности и прочности сварных швов. Электронный луч можно очень точно разместить, а сварной шов может сохранить до 97 процентов первоначальной прочности материала. EB сварка проста в объяснении. Вольфрамовая нить нагревается и подается питание до такой степени, что нить испускает электроны. Эти свободные электроны ускоряются и фокусируются с помощью электрических полей и магнитных «линз». Этот невидимый поток быстро движущихся электронов обладает огромной кинетической энергией. Когда эти электроны ударяются о металлическую деталь, кинетическая энергия передается молекулярной решетке материала, почти мгновенно нагревая ее. Мощность электронного пучка может быть огромной — до 10 000 кВт/мм 3 . На самом деле, система электронно-лучевой сварки может выдавать достаточную мощность, чтобы просто испарить металл (этот процесс называется электронно-лучевой обработкой). Сварочные аппараты EB обычно бывают двух классов мощности: низкое напряжение (60 кВ) или высокое напряжение (150 кВ). Однако логистика эксплуатации системы электросварки непроста. Процесс должен происходить в вакууме; в противном случае частицы воздуха/газа рассеивают и рассеивают электроны. Вакуум требует вакуумной камеры, поэтому размер свариваемой детали ограничен размером камеры. Вакуумные камеры могут быть маленькими или большими, но чем больше камера, тем больше времени потребуется для установления надлежащего уровня вакуума, который составляет минимум 1,0 x 10 9 .0511 -3 торр. Использование вакуума, а также наличие рентгеновского излучения (побочного продукта луча) исключает работу человека, поэтому весь процесс должен контролироваться извне, обычно с использованием столов с ЧПУ. Сварка электронно-лучевым электродом уже несколько десятилетий полностью автоматизирована. Сочетание всех этих технологий — высокого напряжения, вакуума и высокотехнологичной автоматизации — означает, что сварка ЭП требует хорошо обученных операторов и очень компетентного обслуживания, а установка и эксплуатация системы сварки ЭП может быть дорогостоящей. Сварка электронно-лучевым методом представляет собой процесс сварки плавлением и поэтому требует точной подгонки между свариваемыми деталями, поскольку присадочный материал обычно не используется или не требуется. Детали также должны быть надежно прикреплены к столу с регулируемым движением, чтобы точно перемещать области, подлежащие сварке, в контакт с электронным лучом. В большинстве сварочных аппаратов электронно-лучевой сварки используется фиксированная балка, при этом деталь перемещается под ней с помощью ЧПУ. Надежное крепление также сводит к минимуму последствия усадки и деформации во время сварки. Электронный пучок должен быть тщательно откалиброван, сфокусирован и синхронизирован с движением ЧПУ, чтобы обеспечить стабильный сварной шов с равномерным проникновением и минимальной пористостью. Каждый цикл сварки включает в себя загрузку сварочной камеры, откачку вакуума, сварку детали, а затем сброс вакуума. Электронно-лучевая сварка позволяет получать высококачественные сварные швы, но этот процесс должен выполняться в вакууме. Узлы откачки вакуумной камеры и загрузки/выгрузки деталей. Следовательно, крайне важно, чтобы инженеры и техники максимально увеличивали количество свариваемых деталей в каждом цикле и оптимизировали движение стола ЧПУ. Когда все это сделано правильно, электронно-лучевая сварка может обеспечить очень высокое качество и высокую экономическую эффективность. Системы электронно-лучевой сварки могут сваривать все свариваемые металлы и некоторые металлы, которые обычно не свариваются. Сварные швы EB невероятно прочные и чистые. Примеси в сварном шве испаряются, а сварка в вакууме означает отсутствие газов или воздуха, которые вступают в реакцию и вызывают образование оксидов. Сварка электронно-лучевым методом также может соединять разнородные материалы, которые в противном случае были бы непригодны для сварки из-за различий в температурах плавления, что приводит к образованию интерметаллических соединений, вызывающих хрупкость. Лазеры были разработаны в начале 1960-х годов, а к середине 1960-х годов для сварки использовались CO 2 лазеры. Спустя десятилетие автоматические лазеры стали использоваться на производственных линиях, и эта технология продолжает совершенствоваться и находит широкое применение во многих отраслях. Система лазерной сварки способна подавать огромное количество энергии очень быстро и с высокой точностью. Луч может быть сфокусирован и отражен для нацеливания на труднодоступные сварные швы, и его можно направить по оптоволоконному кабелю, чтобы обеспечить еще больший контроль и универсальность. Лазеры в основном работают, быстро повышая и понижая энергетическое состояние материала, что вызывает испускание фотонов. Как это происходит, зависит от типа лазера, будь то CO 2 или твердотельная система, такая как Nd:YAG, или волоконный лазер. Независимо от того, как производятся фотоны, они концентрируются и становятся когерентными (выстраиваются в фазе друг с другом), а затем проецируются. Когда фотоны фокусируются на поверхности детали, лучистое тепло расплавляет материал в зоне термического воздействия и распространяется вниз по детали за счет теплопроводности. Этот способ подачи тепла сильно отличается от способа сварки электронно-лучевым электродом. Выходная мощность лазера может варьироваться от нескольких ватт до сотен киловатт, а разные типы лазеров имеют разные характеристики сварки. Лазерная сварка обычно требует использования защитного газа для предотвращения попадания кислорода в зону сварки и повышения эффективности и чистоты сварки. Одной из проблем лазерной сварки является отражательная способность. Многие материалы имеют свойство отражать часть света (и энергии) лазерного луча от детали и соединения, особенно когда материал плавится и становится более зеркальным. Это может свести к минимуму проникновение и повреждение материала вблизи сварного шва. Чтобы решить эту проблему, лазер может работать в импульсном режиме или изменять его энергию, чтобы «сломать» поверхность. Импульсная сварка в целом является полезным методом лазерной сварки, поскольку количество тепла, подаваемого на деталь, сводится к минимуму, что ограничивает деформацию детали. Непрерывные лазеры полезны для резки или когда важна скорость сварки. Например, автоматическая машина GTAW может иметь скорость сварки 10 дюймов в минуту (IPM), в то время как лазер CW может легко работать со скоростью 100 IPM. Сварка лазерным лучом может обеспечить хорошее проплавление, как правило, на глубину до 0,040 дюйма в стали для типичного 350-ваттного лазера. Лазерная сварка обычно может соединять склонные к растрескиванию материалы, такие как определенные типы стали и алюминия, и, как и сварка ЭП, лазеры могут соединять разнородные материалы. Лазеры подходят для подачи минимального количества тепла к детали, что делает их хорошим выбором для сварки корпусов электроники, особенно герметичных. Минимальное тепло означает, что сварка может происходить очень близко к чувствительным электронным компонентам и паяным соединениям, не повреждая их. Какой процесс лучше, как правило, зависит от особенностей приложения. Лазерная сварка обычно является процессом, который мы рассматриваем в первую очередь для нового применения. Лазерная сварка, не требующая вакуума, обычно дешевле, чем сварка EB, а детали легче обрабатывать и закреплять. Если требуется глубокое проплавление, предпочтительным методом является сварка ЭП. Более глубокое проникновение также может иметь значение, когда речь идет о материалах с высокой теплопроводностью, таких как медь. Типичная система лазерной сварки может проникать в медь только на 0,020 дюйма, в то время как машина EB может проникать на глубину 0,500 дюйма. Комбинации разнородных металлов обычно лучше свариваются с помощью EB, но есть некоторые области применения, в которых лазеры работают лучше. Хотя между этими двумя процессами нет никакой разницы с точки зрения качества, существует огромная разница в доступных стандартах качества и спецификациях, которые контролируют наложение сварных швов. Следовательно, требования к качеству сварки могут повлиять на выбор процесса. Электронная сварка возникла в аэрокосмической промышленности еще до того, как стали доступны лазеры. В результате спецификации для сварки ЭП являются полными и общепринятыми. Эти спецификации контролируют все аспекты процесса, включая конструкцию соединений, очистку, требования к вакууму, квалификацию машины, обучение операторов и критерии проверки. Лазерная сварка не так строго контролируется. Это возлагает на инженера большую ответственность за понимание всех аспектов процесса, чтобы убедиться, что он выполняется правильно. Откровенно говоря, трудно и несколько неискренне перечислять типичные области применения электронно-лучевой сварки или типичные области применения лазерной сварки, поскольку каждый вариант использования уникален. Часто один или два критических фактора делают выбор процесса очень простым. При прочих равных условиях лазерная сварка, как правило, более экономична, в то время как электронно-лучевая сварка является абсолютно лучшим сварным соединением. Но в некоторых случаях даже это не так: сварка электронно-лучевым электродом позволяет достичь высоких производственных скоростей с помощью правильной детали и правильного крепления, а лазерные лучи могут создавать красивые, чистые сварные швы с правильными материалами и настройкой. Электронно-лучевая и лазерная сварка — отличные средства для сплавления металлов. Оба процесса являются гибкими, универсальными и при правильном применении позволяют получить прочные сварные швы. EB Welding может создавать очень глубокие, тонкие и параллельные швы. Возможны высокие скорости сварки, которые минимизируют тепловложение заготовки. Искажение и деформация уменьшаются или даже исключаются. Сварка — это производственный процесс, при котором материалы, обычно металлы или термопласты, соединяются с использованием высокой температуры или высокого давления или того и другого, чтобы расплавить детали и дать им возможность остыть, вызывая плавление. Не все металлы свариваются сами по себе, а сочетание различных металлов Помимо общих преимуществ электронно-лучевой сварки (см. ниже), она расширяет возможности для кажущихся «несвариваемыми» металлов, таких как тугоплавкие металлы, химически активные металлы и отражающие металлы. Обычные условия вакуума в машинах для электронно-лучевой сварки очень положительно влияют на металлургические свойства сварного шва. Выбор наилучшего сварочного процесса и присадочного металла для сварки конструкционной стали имеет ключевое значение, независимо от того, является ли приложение мостом, зданием или другим подобным проектом. Это помогает гарантировать, что изготовители достигают наибольшей эффективности и наилучшего качества в своих операциях. Во-первых, подумайте, будет ли сварка конструкционной стали производиться в помещении цеха или на открытом воздухе в полевых условиях, так как один только этот фактор либо вводит, либо устраняет множество элементов, включая ветер, враг защитного газа, и сварочные процессы, которые зависят от Это.
Выбор наилучшего сварочного процесса и присадочного металла для сварки конструкционной стали имеет ключевое значение, независимо от того, является ли приложение мостом, зданием или другим подобным проектом. Это помогает гарантировать, что изготовители достигают наибольшей эффективности и наилучшего качества в своих операциях. Во-первых, подумайте, будет ли сварка конструкционной стали производиться в помещении цеха или на открытом воздухе в полевых условиях, так как один только этот фактор либо вводит, либо устраняет множество элементов, включая ветер, враг защитного газа, и сварочные процессы, которые зависят от Это. Производители должны взвесить все за и против этих процессов сварки и выбрать вариант, который лучше всего подходит для их применения. Например, для полевых работ выберите между портативностью и простотой сварки электродом и производительностью FCAW-S. При сварке в цеху необходимо учитывать гибкость сварки FCAW-G, чистоту сварки MIG (сплошной или с металлическим сердечником) или производительность сварки под флюсом.
Производители должны взвесить все за и против этих процессов сварки и выбрать вариант, который лучше всего подходит для их применения. Например, для полевых работ выберите между портативностью и простотой сварки электродом и производительностью FCAW-S. При сварке в цеху необходимо учитывать гибкость сварки FCAW-G, чистоту сварки MIG (сплошной или с металлическим сердечником) или производительность сварки под флюсом.
Хотя операторы часто используют электродуговую сварку для наружных работ, переход на FCAW-S может значительно повысить производительность. Сварка стержнем — это знакомый процесс, который является более портативным, поэтому сварщики часто предпочитают его, особенно если приложение требует от них много перемещений. Но он также заведомо медленный из-за частых переключений палочки электр
 В областях, где требуется минимальная сварка, можно использовать электродуговую сварку, чтобы воспользоваться преимуществами портативности, а тяжелые области сварки оставить для FCAW-S, где процесс сварки будет более производительным. Другие соображения включают:
В областях, где требуется минимальная сварка, можно использовать электродуговую сварку, чтобы воспользоваться преимуществами портативности, а тяжелые области сварки оставить для FCAW-S, где процесс сварки будет более производительным. Другие соображения включают: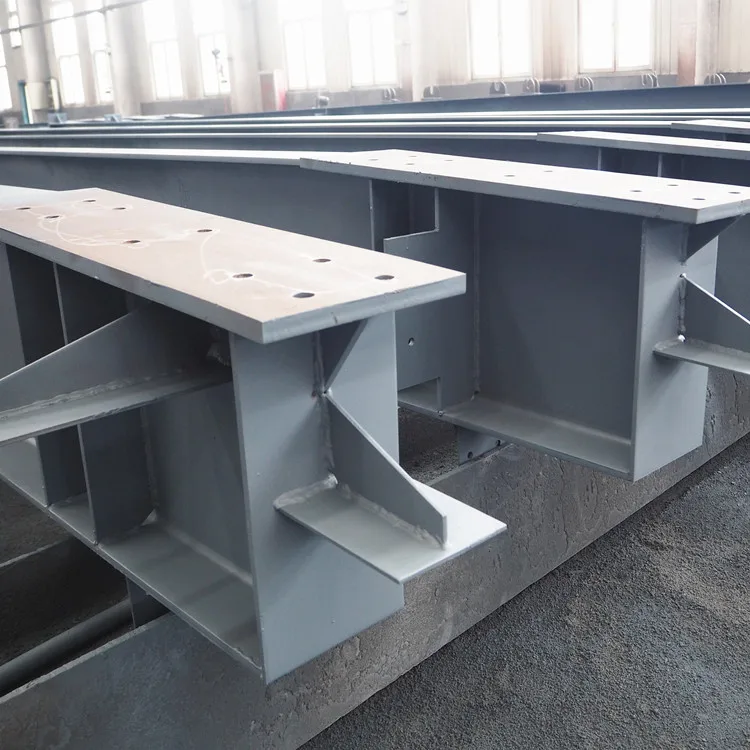
Для применения в цехах конструкционной стали широко распространена проволока FCAW-G из-за ее простоты использования и универсальности. Эти функции делают его пригодным для использования сварщиками с разным уровнем квалификации. Эти дуги обычно имеют очень большие окна параметров, в которых они работают очень хорошо, и они очень терпимы к неправильной или непоследовательной технике. Проволока FCAW-G также может использоваться для сварки в более грязных условиях основного металла, таких как прокатная окалина, присутствующая на горячекатаной стали, что является обычным явлением при изготовлении конструкций. Наконец, эти проволоки способны к высокой скорости осаждения. Однако дополнительные действия, связанные с процессом, могут снизить общую производительность. Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что приводит к дополнительной очистке.
Наконец, эти проволоки способны к высокой скорости осаждения. Однако дополнительные действия, связанные с процессом, могут снизить общую производительность. Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что приводит к дополнительной очистке. Проволока с металлическим сердечником устраняет некоторые из перечисленных выше недостатков. Они менее требовательны к технике сварщика, что упрощает их использование. Эта особенность является результатом широкой и очень жидкой сварочной ванны, характерной для этих проволок. Металлопорошковая проволока также работает в более широком диапазоне параметров, что упрощает настройку источника питания для сварщиков. Наконец, эти проволоки содержат более высокие уровни раскислителей (чистящих элементов), что позволяет им лучше работать с прокатной окалиной или грязным основным металлом.
Проволока с металлическим сердечником устраняет некоторые из перечисленных выше недостатков. Они менее требовательны к технике сварщика, что упрощает их использование. Эта особенность является результатом широкой и очень жидкой сварочной ванны, характерной для этих проволок. Металлопорошковая проволока также работает в более широком диапазоне параметров, что упрощает настройку источника питания для сварщиков. Наконец, эти проволоки содержат более высокие уровни раскислителей (чистящих элементов), что позволяет им лучше работать с прокатной окалиной или грязным основным металлом. SAW также может использовать сплошную или металлическую проволоку. Трубчатая конструкция проволоки с металлическим сердечником обеспечивает более высокую скорость наплавки при той же силе тока, что и у сплошной проволоки, увеличивая скорость перемещения для получения сварного шва того же размера. Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму потребность в дорогостоящих операциях правки.
SAW также может использовать сплошную или металлическую проволоку. Трубчатая конструкция проволоки с металлическим сердечником обеспечивает более высокую скорость наплавки при той же силе тока, что и у сплошной проволоки, увеличивая скорость перемещения для получения сварного шва того же размера. Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму потребность в дорогостоящих операциях правки. Для сценария сварки конструкционной стали такое повышение производительности сварки наряду со снижением подводимого тепла, которое может свести к минимуму операции после сварки, может привести к значительной экономии. Поскольку трудозатраты составляют самую большую часть затрат при любой сварочной операции, даже небольшое сокращение времени цикла может обеспечить огромную экономию в долгосрочной перспективе. Это может происходить за счет увеличения скорости наплавки, что сократит время, затрачиваемое на сварку, или за счет сокращения/устранения операций, не связанных со сваркой, таких как шлифовка, очистка после сварки, правка балок и т. д.
Для сценария сварки конструкционной стали такое повышение производительности сварки наряду со снижением подводимого тепла, которое может свести к минимуму операции после сварки, может привести к значительной экономии. Поскольку трудозатраты составляют самую большую часть затрат при любой сварочной операции, даже небольшое сокращение времени цикла может обеспечить огромную экономию в долгосрочной перспективе. Это может происходить за счет увеличения скорости наплавки, что сократит время, затрачиваемое на сварку, или за счет сокращения/устранения операций, не связанных со сваркой, таких как шлифовка, очистка после сварки, правка балок и т. д.
В любом случае качество, производительность и экономия затрат имеют решающее значение для эффективной и рентабельной сварки. Сварка конструкционной стали, будь то в полевых условиях или в цеху, требует одинаковой осторожности и внимания. Чтобы добиться наилучших результатов, производители должны спросить себя: «Правильно ли я использую процесс?» Если существуют возможности для улучшения или возникли проблемы, возможно, стоит рассмотреть новый присадочный металл и процесс для работы.
Электронно-лучевая или лазерная сварка?
.a87f4cf9306bc1933a3398b0de0c6e7338.jpg) Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными.
Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными. Электронно-лучевая сварка
 Не будет преувеличением сказать, что электронно-лучевая сварка с точки зрения качества сварного шва не имеет себе равных: это лучшая собака среди сварочных процессов.
Не будет преувеличением сказать, что электронно-лучевая сварка с точки зрения качества сварного шва не имеет себе равных: это лучшая собака среди сварочных процессов. Типичная высоковольтная машина мощностью 7500 Вт может производить сварной шов в стали глубиной 2 дюйма с шириной примерно 10 процентов от глубины проплавления.
Типичная высоковольтная машина мощностью 7500 Вт может производить сварной шов в стали глубиной 2 дюйма с шириной примерно 10 процентов от глубины проплавления.
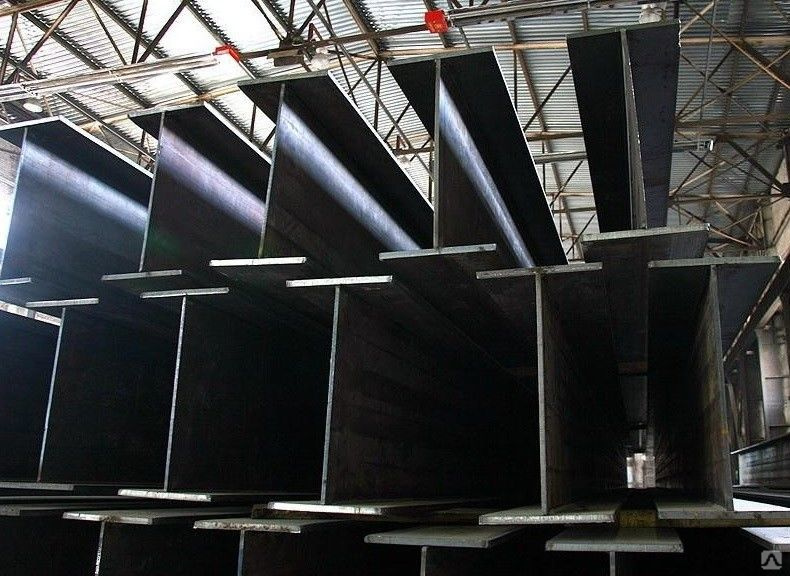 (Точки и небольшие искажения на этой фотографии возникают из-за взаимодействия процесса с объективом камеры.)
(Точки и небольшие искажения на этой фотографии возникают из-за взаимодействия процесса с объективом камеры.) Точная природа электронного луча и узкая зона термического влияния позволяют сварке электронно-лучевым электродом в основном плавить низкотемпературный материал на нерасплавленный высокотемпературный материал, в результате чего получается компактный, герметичный сварной шов. Это может быть немного громоздко, но продукты сварки ЭП первоклассны во всех отношениях.
Точная природа электронного луча и узкая зона термического влияния позволяют сварке электронно-лучевым электродом в основном плавить низкотемпературный материал на нерасплавленный высокотемпературный материал, в результате чего получается компактный, герметичный сварной шов. Это может быть немного громоздко, но продукты сварки ЭП первоклассны во всех отношениях. Сварка лазерным лучом

 Тип используемого газа зависит от типа лазера, свариваемого материала и конкретного применения. Некоторые операции лазерной сварки, такие как герметизация, требуют использования герметичного перчаточного бокса, чтобы обеспечить полностью контролируемую среду. За последние несколько лет велись работы по лазерной сварке в вакууме. Этот метод дал интересные результаты, но еще не получил широкого распространения в промышленности.
Тип используемого газа зависит от типа лазера, свариваемого материала и конкретного применения. Некоторые операции лазерной сварки, такие как герметизация, требуют использования герметичного перчаточного бокса, чтобы обеспечить полностью контролируемую среду. За последние несколько лет велись работы по лазерной сварке в вакууме. Этот метод дал интересные результаты, но еще не получил широкого распространения в промышленности. Альтернативой пульсации является непрерывная волна (CW). Как следует из названия, лазеры непрерывного действия используют непрерывно включенный лазерный луч.
Альтернативой пульсации является непрерывная волна (CW). Как следует из названия, лазеры непрерывного действия используют непрерывно включенный лазерный луч. Лазеры также популярны для применения в медицинских устройствах, поскольку сварные швы могут быть довольно маленькими с минимальным обесцвечиванием детали, и часто сварной шов можно наносить без необходимости какой-либо вторичной обработки.
Лазеры также популярны для применения в медицинских устройствах, поскольку сварные швы могут быть довольно маленькими с минимальным обесцвечиванием детали, и часто сварной шов можно наносить без необходимости какой-либо вторичной обработки. Итак, какой процесс использовать?

 Да, электронно-лучевая сварка, вероятно, лучший способ сварки титана, но если деталь не помещается в вакуумной камере, электронно-лучевая сварка не может быть использована. Лазерная сварка может хорошо работать для небольших деталей, но динамика термочувствительности детали может сделать электронно-лучевую сварку лучшим вариантом.
Да, электронно-лучевая сварка, вероятно, лучший способ сварки титана, но если деталь не помещается в вакуумной камере, электронно-лучевая сварка не может быть использована. Лазерная сварка может хорошо работать для небольших деталей, но динамика термочувствительности детали может сделать электронно-лучевую сварку лучшим вариантом. Выбор того, что использовать, зависит от требований к сварке и особенностей каждого процесса.
Выбор того, что использовать, зависит от требований к сварке и особенностей каждого процесса. Электронно-лучевая сварка | Быстрая обработка луча в вакууме
может ухудшить свариваемость.
Принцип электронно-лучевой сварки
В фокальном пятне электронный луч нагревает материал заготовки выше его точки плавления и испаряет материал. Кинетическая энергия электронов превращается в тепло.
Размер фокального пятна может составлять всего 100 мкм. Там создается замочная скважина, окруженная плавильной оболочкой или сварочной ванной.
По мере продвижения пучка электронных частиц замочная скважина продвигается. На передней стороне движущейся замочной скважины материал непрерывно плавится и перемещается к задней стороне. Там расплавленный материал затвердевает.
EB Принцип сварки / Источник: EvobeamОсобенности и преимущества электронно-лучевой сварки
Электронно-лучевая сварка имеет несколько особенностей, повышающих точность и долговечность сварного шва.
- Условия высокого вакуума около 10 -4 90 512 мбар в сварочной камере:
Вакуум дегазирует расплавленный материал и, таким образом, уменьшает потенциальные поры или другие примеси в расплавленной ванне. Никаких дополнительных инертных газов или флюсов для защиты сварочной ванны от окисления не требуется. - Чрезвычайно универсальные свойства луча:
Параметры луча в отношении уровня фокусировки, мощности луча, почти безынерционного отклонения можно точно контролировать. Это оказывает значительное положительное влияние на результаты всего процесса сварки в отношении качества сварки и производительности. - Возможна скорость сварки до 200 мм/с с минимальной деформацией или короблением заготовки:
Электронный луч чрезвычайно концентрирует локальный нагрев заготовки в течение миллисекунд и обеспечивает узкие сварные швы и зоны термического влияния (ЗТВ). - Широкий ассортимент свариваемых материалов, включая трудносвариваемые материалы:
Помимо стали и стальных сплавов, можно сваривать химически активные металлы (например, титан, цирконий, бериллий) или даже тугоплавкие металлы (например, вольфрам, молибден, ниобий). Поскольку пучок электронных частиц соединяется независимо от длины волны с оптически отражающими поверхностями, можно сваривать даже медь. - Энергоэффективный сварочный процесс:
Прибл. От 60 до 70% мощности, подаваемой на ЭЛ систему, преобразуется в мощность луча в фокусном пятне. По сравнению с другими технологиями сварки, т.е. лазерная или дуговая, электронно-лучевая сварка более энергоэффективна. - Глубокая сварка с высоким отношением глубины сварного шва к ширине до 16:
Высокая удельная мощность до 10 7 Вт/см 2 вызывает температуру до прибл. 3500°C у основания замочной скважины обеспечивают эффект глубокой сварки электронно-лучевой сваркой с проплавлением до 250 мм (сталь) и до 500 мм (алюминий). - Полностью автоматизированная сварка:
Полностью автоматизированные электронно-лучевые сварочные аппараты обеспечивают чрезвычайно точную повторяемость и отслеживаемость параметров во время сварки каждой детали. Таким образом, процесс сварки каждой детали можно надежно контролировать и документировать. Это важно для валидированных процессов, например, в аэрокосмической промышленности. Это относится к производству оригинального оборудования для авиационных и космических аппаратов и для ТОиР (техническое обслуживание, ремонт, капитальный ремонт). Электронный луч облегчает ремонтную сварку благодаря минимальному подводу тепла и малому искажению компонентов, обеспечивая при этом исключительно прочные сварные швы. - Вакуумные камеры (сварочные камеры) доступны в различных размерах:
Evobeam адаптирует размеры вакуумных камер своих электронно-лучевых сварочных аппаратов к конкретному применению, чтобы минимизировать объем и время вакуумирования. Это значительно сокращает общее время цикла сварки и повышает общую производительность.
 Никаких дополнительных инертных газов или флюсов для защиты сварочной ванны от окисления не требуется.
Никаких дополнительных инертных газов или флюсов для защиты сварочной ванны от окисления не требуется.
 Это относится к производству оригинального оборудования для авиационных и космических аппаратов и для ТОиР (техническое обслуживание, ремонт, капитальный ремонт). Электронный луч облегчает ремонтную сварку благодаря минимальному подводу тепла и малому искажению компонентов, обеспечивая при этом исключительно прочные сварные швы.
Это относится к производству оригинального оборудования для авиационных и космических аппаратов и для ТОиР (техническое обслуживание, ремонт, капитальный ремонт). Электронный луч облегчает ремонтную сварку благодаря минимальному подводу тепла и малому искажению компонентов, обеспечивая при этом исключительно прочные сварные швы.Электронно-лучевая сварка Дополнительная информация
В последние годы возросла популярность лазерной сварки, поскольку она может охватывать некоторые области применения электронно-лучевой сварки.
Однако энергоэффективность лазерного луча и доступная мощность луча значительно ниже по сравнению с электронно-лучевой сваркой. Хотя лазерный луч работает и в невакуумных условиях, несколько исследований и промышленных применений показывают, что лазерная сварка в вакууме может почти удвоить достижимое проникновение в сварной шов при той же мощности луча.
Хотя лазерный луч работает и в невакуумных условиях, несколько исследований и промышленных применений показывают, что лазерная сварка в вакууме может почти удвоить достижимое проникновение в сварной шов при той же мощности луча.
Поэтому Evobeam также предлагает системы для лазерной сварки в вакууме.
Мы можем предложить оптимальное решение для специальной лазерной сварки в вакууме для обеспечения высокой производительности:
экономичный, быстрый, универсальный и с высочайшим качеством сварки. Вот почему мы успешно поставляем наши решения для требовательной аэрокосмической и автомобильной промышленности, среди прочих.
Электронно-лучевые системы и опции
Широкий спектр решений для электронно-лучевой обработки, поддерживаемый нашим набором услуг
Формирование лазерного луча для сварки аккумуляторов
Рынок аккумуляторов приближается к переломному моменту, когда цены на аккумуляторы упадут ниже отраслевого консенсуса в $100/кВтч, электромобили (ЭМ) будут соответствовать ценам на автомобили с двигателем внутреннего сгорания (ДВС). Рынок легковых автомобилей является крупнейшим рынком сбыта аккумуляторов и продвигает достижения в области аккумуляторных технологий и эффективности производства. Поскольку продажи электромобилей и гибридных автомобилей продолжают расти, повышение производительности и цены заставляют другие рынки аккумуляторов ускоряться. Для рынка стационарных источников энергии усовершенствования аккумуляторных батарей предлагают более ценные решения для хранения экологически чистой энергии и снижения пиковых нагрузок. Грузовики для доставки и общественный транспорт на рынке коммерческих автомобилей, а также двухколесный транспорт для личной мобильности будут способствовать повышению плотности энергии, цикла зарядки и надежности, обусловленным рынком легковых автомобилей. Ожидается, что ценовой паритет между электромобилями и автомобилями с ДВС установится всего через несколько лет.
Рынок легковых автомобилей является крупнейшим рынком сбыта аккумуляторов и продвигает достижения в области аккумуляторных технологий и эффективности производства. Поскольку продажи электромобилей и гибридных автомобилей продолжают расти, повышение производительности и цены заставляют другие рынки аккумуляторов ускоряться. Для рынка стационарных источников энергии усовершенствования аккумуляторных батарей предлагают более ценные решения для хранения экологически чистой энергии и снижения пиковых нагрузок. Грузовики для доставки и общественный транспорт на рынке коммерческих автомобилей, а также двухколесный транспорт для личной мобильности будут способствовать повышению плотности энергии, цикла зарядки и надежности, обусловленным рынком легковых автомобилей. Ожидается, что ценовой паритет между электромобилями и автомобилями с ДВС установится всего через несколько лет.
Лазерные интеграторы, сборщики систем и энтузиасты лазеров понимают, насколько интересен этот быстрорастущий рынок аккумуляторов для лазерной промышленности. Новые решения для лазерной обработки решают растущие требования к эффективности упаковки батарей, снижению веса для плотности энергии батареи и сокращению времени цикла для увеличения объемов производства. Производители аккумуляторов в медицине и аэрокосмической отрасли использовали традиционную импульсную лазерную сварку YAG, ультразвуковую сварку или контактную точечную сварку для соединения тонких компонентов из меди, алюминия, нержавеющей стали и никеля, но эти устаревшие процессы имеют более медленное время цикла или требуют более крупных геометрий сварных швов, которые несовместимо с производственными требованиями и ограничениями по весу электромобилей.
Новые решения для лазерной обработки решают растущие требования к эффективности упаковки батарей, снижению веса для плотности энергии батареи и сокращению времени цикла для увеличения объемов производства. Производители аккумуляторов в медицине и аэрокосмической отрасли использовали традиционную импульсную лазерную сварку YAG, ультразвуковую сварку или контактную точечную сварку для соединения тонких компонентов из меди, алюминия, нержавеющей стали и никеля, но эти устаревшие процессы имеют более медленное время цикла или требуют более крупных геометрий сварных швов, которые несовместимо с производственными требованиями и ограничениями по весу электромобилей.
На рынке электрифицированного транспорта волоконные лазеры быстро обогнали эти устаревшие процессы благодаря превосходной ценности обработки (скорость производства по сравнению с эксплуатационными затратами). Волоконные лазеры используются для резки анодной и катодной фольги, приваривания язычков фольги, герметизации призматических банок, сборки устройств прерывания тока, шинных элементов в модули и соединения модулей в структурные блоки. По мере повышения требований к эффективности упаковки аккумуляторов одномодовые волоконные лазеры становятся более популярными, чем многомодовые лазеры, благодаря более узкому размеру сварного шва, меньшему подводу тепла и более высокой интенсивности.
По мере повышения требований к эффективности упаковки аккумуляторов одномодовые волоконные лазеры становятся более популярными, чем многомодовые лазеры, благодаря более узкому размеру сварного шва, меньшему подводу тепла и более высокой интенсивности.
Проблемы лазерной сварки
Как и другие производственные процессы, сварка аккумуляторов по-прежнему сталкивается с рядом проблем, с которыми сталкиваются производители. Развитие конструкции продукции и сдвиги в цепочке поставок могут повлиять на качество и повторяемость свариваемых деталей, что приведет к значительной изменчивости между деталями.
Из металлов, используемых в производстве аккумуляторов, медь и алюминий сложнее сваривать, чем сталь, нержавеющую сталь и никель. Оба обладают высокой теплопроводностью, низкой вязкостью жидкости и способностью улавливать газы в расплавленной сварочной ванне. Для выполнения сварных швов плавлением меди и алюминия процесс сварки должен быть очень быстрым с низким подводом тепла, чтобы избежать перегрева близлежащих компонентов. Чтобы избежать разбрызгивания и пористости сварки, процесс сварки должен быть стабильным на высоких скоростях, несмотря на любую изменчивость соединения.
Чтобы избежать разбрызгивания и пористости сварки, процесс сварки должен быть стабильным на высоких скоростях, несмотря на любую изменчивость соединения.
Для структурных соединений сварные швы должны быть максимально прочными, не требуя увеличения площади стыка для процесса сварки, поскольку этот дополнительный вес снижает плотность энергии. Для электрических соединений площадь сварного шва должна быть достаточно широкой для обеспечения допустимой нагрузки по току и ограничения искажений, которые могут быть вызваны большими объемами расплава. Для комбинированных конструктивно-электрических соединений процесс сварки должен работать в рамках ограничений конструкции продукта для достижения наилучшего баланса. Все эти проблемы в сочетании с экстремальной скоростью цикла и требованиями к качеству могут привести к очень узкому рабочему окну для инженеров по лазерной сварке.
Одномодовый луч для набора инструментов для обработки аккумуляторов
Одномодовые волоконные лазеры зарекомендовали себя как эффективное решение для этих сложных условий сварки. Небольшой размер пятна и высокая плотность мощности одномодового луча позволяют производить сварные швы с глубоким проплавлением на очень высоких скоростях с небольшим подводом тепла и малыми искажениями. Интенсивность одномодовых волоконных лазеров может легко превзойти отражательную способность меди и алюминия при сварке в замочную скважину. Одномодовые волоконные лазеры зарекомендовали себя как универсальный и ценный инструмент для обработки аккумуляторов, от соединений фольги и небольших структурных сварных швов до более толстых соединений электродов.
Небольшой размер пятна и высокая плотность мощности одномодового луча позволяют производить сварные швы с глубоким проплавлением на очень высоких скоростях с небольшим подводом тепла и малыми искажениями. Интенсивность одномодовых волоконных лазеров может легко превзойти отражательную способность меди и алюминия при сварке в замочную скважину. Одномодовые волоконные лазеры зарекомендовали себя как универсальный и ценный инструмент для обработки аккумуляторов, от соединений фольги и небольших структурных сварных швов до более толстых соединений электродов.
В последние годы, с появлением волоконных лазеров с формированием луча, интеграторы батарей продемонстрировали ценность кольцеобразных лучей для сварки более толстого алюминия, такого как крышка призматического элемента к банке (см. рис. 1), многоэлементные модульные шины. , корпуса модулей, структурные рамы и сварка алюминиевого кузова электромобиля.
Компания nLIGHT (Ванкувер, Вашингтон) недавно перенесла эту настраиваемую функцию формирования луча на одномодовые волоконные лазеры, сочетающие преимущества кольцевой формы с интенсивностью одномодового качества луча. Волоконные лазеры компании серии AFX позволяют динамически изменять распределение мощности лазера от одномодового волокна до кольцевого волокна диаметром 40 мкм (см. рис. 2). Эта возможность настройки обеспечивает универсальность лазерного источника для выполнения широкого спектра задач по сварке аккумуляторных материалов.
Волоконные лазеры компании серии AFX позволяют динамически изменять распределение мощности лазера от одномодового волокна до кольцевого волокна диаметром 40 мкм (см. рис. 2). Эта возможность настройки обеспечивает универсальность лазерного источника для выполнения широкого спектра задач по сварке аккумуляторных материалов.
При сварке меди одномодовый луч с самой высокой интенсивностью обеспечивает самое глубокое проплавление и самую высокую скорость сварки при работе в режиме сварки с замочной скважиной. При высоких скоростях сварки меди с использованием узкого одномодового луча удается избежать разрывов сварного шва, что приводит к получению гладких узких сварных швов с высоким соотношением сторон (см. рис. 3). Небольшой размер пятна позволяет выполнять сварку в замочную скважину для максимальной производительности. Часто в системах аккумуляторной сварки используются гальванические сканеры для дистанционной сварки, чтобы обеспечить максимальный контроль над формой луча. Гибкость, обеспечиваемая сканером, позволяет работать с высокой прямолинейной скоростью, а также с диаграммами колебаний луча на более медленных скоростях. Это колебание, колебание или перемешивание луча может увеличить ширину сварного шва без снижения локальной скорости замочной скважины, что позволяет избежать любых неоднородностей сварки на низкой скорости.
Это колебание, колебание или перемешивание луча может увеличить ширину сварного шва без снижения локальной скорости замочной скважины, что позволяет избежать любых неоднородностей сварки на низкой скорости.
Для сварки алюминиевых соединений более крупные кольцевые балки предпочтительнее для сохранения стабильной сварочной ванны и замочной скважины во время обработки. При диаметре в 3 раза больше, чем у одномодового луча, интенсивность этого кольцевого луча 40 мкм при 1 кВт все еще достаточно высока, чтобы образовать паровую полость в алюминии для таких применений, как сварка токопроводящих шин и фольги. Такое сочетание плотности мощности и широкой формы луча позволяет получить широкую гладкую поверхность сварного шва с минимальным разбрызгиванием или вообще без него. Передавая большую часть мощности кольцу, форма замочной скважины превращается из узкого капилляра в цилиндр с широким дном, позволяя парам и захваченным газам выходить до затвердевания. Кроме того, эта более широкая форма луча обеспечивает более широкий сварной шов без всплесков проплавления, которые часто наблюдаются при сварке алюминия с гауссовскими лучами на малых скоростях.
При сварке комбинаций сплавов железа, никеля или разнородных сплавов промежуточные формы луча обеспечивают гибкость для изменения баланса мощности между интенсивным одномодовым сердечником и широким кольцевым лучом, адаптированным для каждого применения. На высоких скоростях большая часть мощности часто направляется на центральный сердечник для наиболее глубокого проникновения. Если скорость снижается для получения более широкого сварного шва или из-за ускорения машины и геометрии траектории, на кольцо может быть передано больше мощности. При промежуточных формах луча (см. рис. 2) проникающая способность обеспечивается одномодовым сердечником, а мощность в кольце испаряет металл вокруг замочной скважины, расширяя верхнее отверстие паровой полости. Эта часть мощности кольца изменяет форму замочной скважины, делая ее более конусообразной, чем узкий капилляр. Это более широкое раскрытие замочной скважины обеспечивает более стабильный процесс с меньшим выбросом брызг и колебаниями поверхности сварного шва. Если скорость еще больше снижается, на кольцо передается больше мощности, чтобы предотвратить мгновенное схлопывание замочной скважины и еще больше расширить отверстие замочной скважины. Универсальность пространственного профиля, обеспечиваемая одномодовыми волоконными лазерами AFX с формированием луча, позволяет использовать широкий диапазон условий обработки от одного лазерного источника.
Если скорость еще больше снижается, на кольцо передается больше мощности, чтобы предотвратить мгновенное схлопывание замочной скважины и еще больше расширить отверстие замочной скважины. Универсальность пространственного профиля, обеспечиваемая одномодовыми волоконными лазерами AFX с формированием луча, позволяет использовать широкий диапазон условий обработки от одного лазерного источника.
Резюме
Поскольку рынок аккумуляторов постоянно бьет рекорды по производительности, цене и масштабам производства, производители аккумуляторов стремятся добавить новые инструменты и возможности в свой набор сварочных решений для решения новых задач в области скорости производства и эволюции продукции. Хотя большинство производственных проблем, с которыми сталкиваются производители аккумуляторов, не новы для лазерной обработки, масштаб и сложность задач, стоящих перед сборщиками систем, уникальны. Формирование лазерного луча оказалось ценным инструментом в наборе инструментов инженера по лазерным технологиям.