Клей холодная сварка для металла, для чугуна, для линолеума: фото
Холодная сварка — это специальный клей, посредством которого осуществляется соединение различных элементов, выполненных из того либо иного материала. Особенность подобного крепления заключается в том, что производится оно при отсутствии температурного воздействия.
Применение холодной сварки
Холодная сварка
Содержание:
- Холодная сварка
- Металл
- Линолеум
- Клей типа “А”
- Клей типа “С”
- Клей типа “Т”
- Чугун
- Выбор
Обычно такой клей используется для соединения следующих материалов:
- Металл.
- Чугун.
- Линолеум.
Клей холодная сварка делится на несколько разновидностей:
- Жидкие составы, включающие в себя два компонента. Непосредственно перед началом работы с клейкой массой ее следует смешать со специальным отвердителем.
- Пластилинообразные вещества, которые выполнены в виде однослойных либо двухслойных брусков.
 Если эксплуатируется последний вариант, то перед
Если эксплуатируется последний вариант, то перед - использованием имеющиеся слои необходимо смешать друг с другом.
- Универсальные составы, применяемые для склеивания таких материалов, как металл, ПВХ, древесина и прочее.
- Специальные массы, в которых содержится металлический компонент.
- Составы, предназначенные исключительно для работы с деталями автотранспорта.
- Вещества, применяемые в случаях, когда возникает необходимость выполнения сварочных работ под водой.
Металл
Холодная сварка, которая предназначена именно для металла, включает в себя следующие компоненты:
- Эпоксидные смолы. Данные составляющие наделяют состав пластичностью и однородностью структуры;
- Металлический компонент, который является наполнителем;
- Определенные добавочные вещества, выполняющие вспомогательные функции;
Таким образом, сварка для металла — это полимерное вещество, обладающие отличными склеивающими способностями, которые предполагают некоторую деформацию клейкой массы, провоцирующую ее частичное проникновение в обрабатываемую поверхность.

Состав холодная сварка обеспечивает значительную прочность соединения при условии правильного применения состава, а также оптимальной подготовки материала к указанной операции. Однако использовать данную клейкую массу для металла наиболее целесообразно лишь в случае необходимости проведения не объемных ремонтных манипуляций.
Линолеум
Состав холодная сварка, предназначенный для работы с линолеумом, состоит из таких компонентов:
- — тетрагидрофуран;
- — пластификаторы;
- — поливинилхлорид.
Такой состав дает возможность несколько расправлять края склеиваемого материала посредством самого клея. Основная особенность данного типа сварки заключается в различности ее поведения при соприкосновении с тем либо иным типом линолеума. Такая характеристика определила то обстоятельство, что данный состав разделился на три основных вида:
Клей типа “А”
Указанный вид используется в случаях с достаточно твердым материалом. Консистенция этого состава для линолеума отличается значительной текучестью, поэтому оставляет довольно тонкий шов.
Консистенция этого состава для линолеума отличается значительной текучестью, поэтому оставляет довольно тонкий шов.
Клей типа “С”
Данная холодная сварка предназначена для линолеума, который относительно долго пребывает в режиме эксплуатации и подлежит ремонту. Консистенция сего вещества более густая, что и определяет специфику его применения.
В результате заполнения шва, что несколько разошелся под влиянием времени, на месте возникновения дефекта образуется новая полосочка материала.
Клей типа “Т”
Этот тип также предназначен для линолеума, выполненного из ПВХ, однако уже с применением полиэстера. Состав для линолеума указанной модификации используется, обычно, профессиональными строителями.
Чугун
Для чугуна также применим состав холодная сварка. Достаточно часто его используют в бытовых условиях при исправлении некоторых дефектов, которые проявляются в радиаторах отопления.
Для чугуна сгодится универсальный состав либо клейкая масса, имеющая в себе металлический компонент. Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Выбор
Нынче на рынке присутствует достаточно большой выбор клейких субстанций для различного рода материалов. Наиболее популярным является клей “Алмаз” .Его технические и эксплуатационные характеристики соответствуют всем установленным нормативам, что определяет высокое качество работы с указанным составом.
“Алмаз” (фото) подходит для всех поверхностей, которые можно соединить посредством клея холодная сварка. Однако, покупая вещество под названием “Алмаз” необходимо руководствоваться некоторыми правилами.
Самое главное из этих правил гласит, что не нужно думать, будто клей “Алмаз” универсальный, ровно, как и состав любой другой марки, является идеальным средством, при помощи которого можно скрепить что угодно.
Безусловно, универсальная холодная сварка способна соединять достаточно большое количество наименований материалов, однако эта же характеристика способствует снижению качества выполненных швов.
Именно поэтому, как бы клей холодная сварка не назывался, выбирать необходимо исключительно тот вариант, который подходит для работы в конкретном случае.
Холодная сварка чугуна: сложности, виды, рекомендации
Содержание
- Сложности
- Виды сваривания
- Электродами
- Полимерные составы
- Производители
- Подготовка к свариванию
- Как правильно использовать?
- Советы и рекомендации
При нагреве чугуна углерод выгорает, и металл становится хрупким, разрушается. Соединить детали, исправить дефекты лучше холодной сваркой чугуна. Высокоуглеродистый сплав не перегревается, графит между кристаллами сохраняется. Соединение холодным способом выполняется медными электродами и подходит для швов с небольшими нагрузками.
Холодной сваркой называют совершенно разные по технологии процессы: соединения медными электродами и заделка дефектов специальным клеевым составом. Каждый метод имеет свои преимущества, недостатки.
Сложности
В чугунных сплавах высокое содержание углерода. Часть графита находится в кристаллах, остальной располагается между зернами. При его выгорании связи нарушаются, металл может рассыпаться при ударе. Это свойство чугуна создает препятствие для традиционных способов соединения заготовок.
Второе препятствие — низкая теплопроводность металла, которая приводит к образованию трещин по границе нагрева. Набрав тепло, материал медленно остывает, долго остается горячим. Применяют специальные чугунные электроды марок ОЗЧ, МНЧ. При этом возникают сложности:
- различные оксиды в составе чугуна окисляются при температуре ниже, чем сам чугун, образуется непровар;
- в околошовной зоне образуется твердый и хрупкий цементит;
- температура плавления электрода больше, чем основного металла, соединение материалов происходит плохо;
- чугун характеризуется высокой жидкотекучестью и удержать его в сварочной ванне сложно;
- при сварке углерод сгорает, газы образуют поры и воздушные раковины в шве.

Перед соединением с помощью графитового и чугунного электрода, высокоуглеродистые материалы традиционно нагревают, применяя ступенчатую технологию поднятия температуры и выдержку до полного прогрева. Различают 2 процесса сварки:
- высокотемпературная — горячая, с нагревом 600 – 650⁰;
- полугорячая — 350⁰.
Для крупных деталей процесс выдержки в печи длится 20–24 часа. После заварки дефектов и соединения заготовок, делается длительный отпуск. Процесс занимает много времени, более 2 суток.
Виды сваривания
Термин «холодная» означает, что подогрев деталей в печи перед электродной сваркой не производится и сварка чугуна проходит по специальной технологии, имеющей свои особенности. Шов ложится на холодный металл.
Способов холодной сварки на практике два:
- специальными медными электродами;
- полимерными клеящими составами.
Оба способа имеют один недостаток. Применять их можно для создания швов с малой нагрузкой. Прочные соединения, выдерживающие вибрации, удары, изгибы, делаются только горячим способом.
Прочные соединения, выдерживающие вибрации, удары, изгибы, делаются только горячим способом.
Электродами
Для холодной сварки применяют электроды с медным стержнем. Пластичный металл легко образует соединение с чугуном. Шов получается мягче, чем сами соединяемые детали, он выдерживает статические нагрузки на изгиб.
На производстве при сваривании деталей более 20 мм толщиной применяются комбинированные электроды из стали и меди. Они имеют разные варианты:
- медный стержень покрыть стальной фольгой;
- трубка из цветного металла заполнена стальным порошком.
Заварка широких швов, наплавка, производятся пучком электродов. Для холодной сварки используют связки из стальных и медных электродов с обмазкой.
Во всех электродах для холодной сварки используется медь. Цветной металл проникает между кристаллами чугуна и создает с ним прочное соединения без напряжений переходной зоны. Условием создания плотного материала шва является проковка.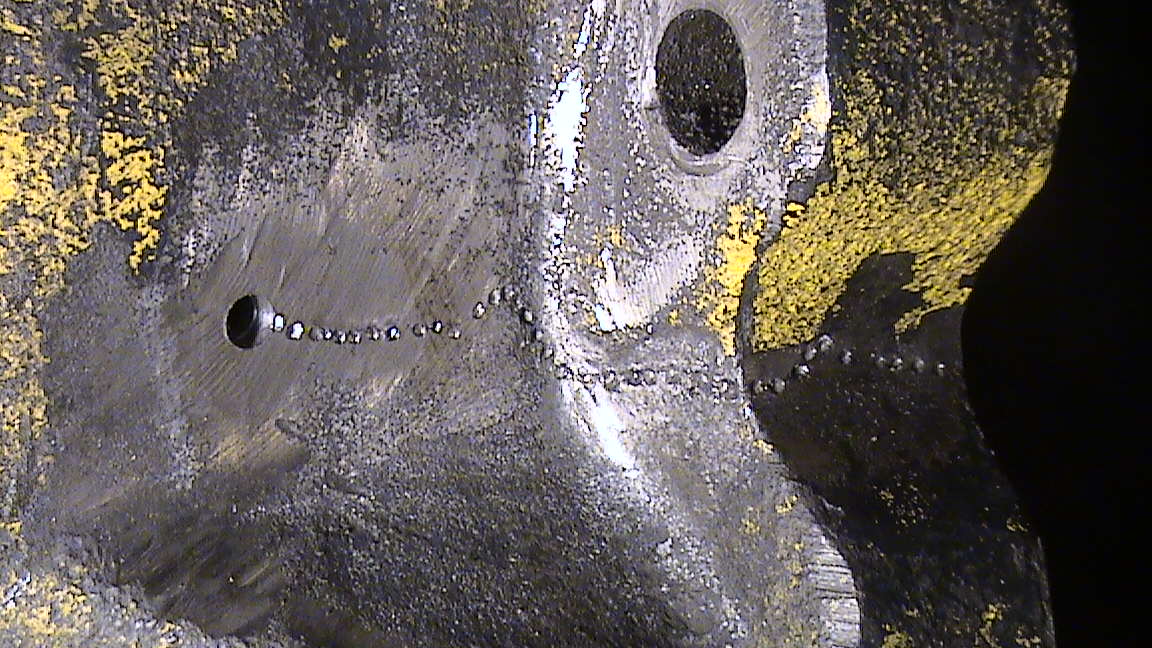 Сразу после отведения электрода в сторону, горячий сплав следует уплотнить, проковав его молотком. Попавшие внутрь газы выйдут. Слои металла плотно улягутся, образуя однородный сплав.
Сразу после отведения электрода в сторону, горячий сплав следует уплотнить, проковав его молотком. Попавшие внутрь газы выйдут. Слои металла плотно улягутся, образуя однородный сплав.
Технологический процесс сложный. Требует точного соблюдения всех пунктов, от подготовки до проковки.
Полимерные составы
Холодной сваркой называется термостойкая полимерная паста на основе эпоксидной смолы. Она содержит чугунный порошок и применяется в основном для заделки раковин. Готовят двухкомпонентный состав непосредственно перед применением. Плотно заполняют клеем пустоту в металле или разделанный шов.
Полимерные средства по сварке отличаются допустимой температурой нагрева и твердостью после застывания. После механической обработки детали клей отличается более светлым тоном. Переход размытый, четкой границы нет.
Холодную сварку применяют для ремонта небольших дефектов чугунных деталей автомобилей. В машиностроении используют для исправления литейных дефектов крупных отливок, восстановления направляющих станин, стоек.
Производители
Большинство видов электродов для холодной сварки чугуна выпускается в РФ:
- МНЧ-2;
- ОЗЖН-1;
- ОЗЧ-6;
- ЦЧ-4.
Их используют при ремонте машин, подварке радиаторов отопления, на крупных литейных и машиностроительных предприятиях. Популярные производители:
- Фрунзе-электрод;
- Aspik;
- СпецЭлектрод.
Из зарубежных компаний расходные материалы для сварки холодyого чугуна выпускают немецкие компании:
- CAPILLA;
- UTR SchweiBmaterial.
Другие фирмы ограничиваются выпуском электродов и проволоки для горячей сварки чугуна.
Подготовка к свариванию
Швы толщиной до 10 мм следует разделать V-образно, выложив на рабочую плиту прихватить через 100–150 мм.
При соединении толстых деталей, в зону разделки вставляются шпильки. Их размер и количество определяются шириной разделки, типом соединения. Под шпильки сверлятся отверстия, в них нарезается резьба.
При наличии в заготовках дефектов, в виде отбела чугуна, раковин, трещин, сначала исправляются они дополнительным отжигом и подваркой или заливкой. Затем разделываются кромки под сварку.
Подготовка инструментов (Фото: Instagram / dvizhok_125)Как правильно использовать?
Марка электродов подбирается по эксплуатационным условиям детали. Для заделки отверстия в радиаторе отопления достаточно выбрать низкотемпературный электрод, выдерживающий 236⁰. Он хорошо соединяется с чугуном за счет меди, имеет высокую твердость, благодаря содержанию высокоуглеродистой стали, переносят нагрузки на удар и изгиб.
Жаростойкими электродами, выдерживающими до 1300⁰C, подваривают детали, работающие при высоких температурах и малых механических нагрузках. В домашних условиях удобнее всего варить стержнем с диаметром 3–4 мм, ток постоянный — 120–150 А.
Советы и рекомендации
Чугун имеет высокую жидкотекучесть и удержать его в ванне трудно. Специалисты рекомендуют располагать детали на плите таким образом, чтобы разделка располагалась горизонтально, внизу.
Сделав прихватки, следует накладывать короткие швы длиной до 25 мм сразу их проковывать легкими ударами молотка. Располагаться они должны на расстоянии 150–200 мм. Если соединение короткое, следует ждать охлаждения заготовок. Проверить готовность материала к свариванию можно рукой. Она будет чувствовать приятное, не обжигающее тепло.
Любители ремонтировать самостоятельно могут использовать холодную сварку дома, ремонтируя автомобиль, бытовую технику. Небольшие швы на мелких деталях не перегреют чугун и будут хорошо держать.
Холодная сварка чугунаВ производственных условиях не всегда можно применить подогрев свариваемых деталей по целому ряду причин (большой габарит, возможность коробления изделия и т. К технологическим мерам относится уменьшение напряжений, возникающих в результате усадки металла шва, и предупреждение чрезмерного перегрева металла при сварке. Снижение напряжений достигается уменьшением объема металла, наплавляемого за один прием, и проковки металла в горячем состоянии непосредственно после сварки. Чрезмерного перегрева металла можно избежать, применив электроды небольшого диаметра, выполняя сварку на небольших токах и вразброс. Холодная сварка чугуна может выполняться несколькими методами. Сварка с применением шпилек. Для восстановления ответственных изделий различных габаритов, работающих при значительных нагрузках и не требующих обработки после сварки в месте сварки, в изделие ввертывают шпильки из малоуглеродистой стали, а сварку производят электродами типа Э42, Э42А, Э.50, Э50А на постоянном или переменном токе. Чугун и сталь имеют разную усадку, что приводит к плохому их соединению. Кроме того, наплавленная на чугун сталь обогащается углеродом, становится хрупкой и при остывании в ней образуются трещины. Для устранения этих недостатков и применяют шпильки. При толщине изделий свыше 6 мм свариваемые кромки разделывают под углом 45°. На подготовленных кромках в шахматном порядке просверливают отверстия, в них нарезают резьбу и ввертывают шпильки (рис. 68). Диаметр шпильки равен 0,2 толщины свариваемой кромки (шпильки диаметром менее 3 мм не ставят), расстояние между шпильками равняется 4—6 иХ диаметра, расстояние от кромки до шпильки—1,5— 2 диаметра шпильки, глубина ввертывания шпильки равна двум диаметрам шпильки, высота шпильки над поверхностью изделия составляет 0,5—1 диаметра шпильки. Рис. 68. Подготовка чугунных деталей под сварку со шпильками Сварка соединений со шпильками начинается с обварки шпилек кольцевыми швами, последующего заполнения участков между обваренными шпильками и только после этого приступают к .заплавке всей разделки. Сварку рекомендуется выполнять участками длиной не более 100—150 мм, стремясь к минимальному количеству наплавленного металла. Для сварки изделий толщиной до 5 мм применяют электроды диаметром 3—4 мм, толщиной 5—10, диаметром 4—5 мм. Сварочный ток для электродов диаметром 3 мм рекомендуется 90—100 А, диаметром 4 и 5 мм — соответственно 130—160 и 180—200 А. Сварка специальными стальными электродами. Применяют электроды из проволоки Св-08 или Св-08А со специальными покрытиями. Рис. 69. Сварка чугунных деталей с помощью шпилек и анкеров Сварка чугунными электродами. При холодной сварке применяют чугунные электроды с покрытием, в которое входят графитизирующие элементы, и электроды из аустенитного никелевого чугуна с покрытием из 55% карборунда, 23,7% углекислого бария и 21,3% жидкого стекла. Чугунные электроды изготавливают из круглых литых прутков. На поверхности прутков не должно быть пор, раковин и других дефектов. Чугунными электродами выполняют сварку только в нижнем положении на постоянном и переменном токе. Для снижения .скорости охлаждения металла и его твердости сварку электродами с графитизирующим покрытием рекомендуется выполнять с возвратно-поступательным движением электрода. Однако полная графитизация металла в этом слу-чае не достигается. Сварка электродами из цветных металлов и сплавов. Пля сварки чугуна нашли большое распространение электроды из меди и ее сплавов. Медь позволяет уменьшить общую твердость металла шва и отбел прибегающей зоны. Медные электроды применяют для сварки малогабаритных изделий, работающих при незначительных статических нагрузках. Сварку производят на постоянном токе обратной полярности и переменном токе. Предпочтение следует отдавать постоянному току. Медный электрод изготавливают из медного стержня диаметром 3—6 мм, на который наворачивается лента или проволока из низкоуглеродистой стали. После этого на стержень наносится меловое покрытие. При сварке электродами из монель-металла (25— 30% меди и 60—70% никеля) обеспечивается сравнительно хорошая обрабатываемость наплавленного металла и пониженная стойкость против образования трещин. Электроды состоят из медно-никелевых стержней диаметром 3—6 мм и специального покрытия. Сварка производится на постоянном токе обратной полярности участками длиной 60—70 мм. Толщина отдельного валика должна быть не менее 3 мм, что исключает вырывание отдельных участков наплавки в процессе механической обработки. В ходе сварки наплавляемые валики подвергают легкой проковке. Сварку электродами из монель-металла применяют и в комбинации с другими электродами, что позволяет получить сварные соединения, удовлетворительные по механической прочности и обрабатываемости. Сварка комбинированными электродами. В качестве комбинированных применяются железомедные и аусте-нигно-медные электроды. Большое распространение получили железомедные электроды марки ОЗЧ-1, стержень которых выполнен из меди М2 или МЗ, а. В качестве железомедных электродов используют стержни из низкоуглеродистой стали, на которые электролитическим омеднением наносится слой меди толщиной 0,7—0,9 мм; пучок из низкоуглеродистого электродного стержня с любым покрытием и одного или двух медных стержней, связанный в четырех-пяти местах медной или стальной проволокой; стержень из низкоуглеродистой стали, плотно вставленный в медную трубку, на которую наносится покрытие типа УОНИ-13 с 50% железного порошка. Образование трещин при сварке железомедными электродами всех видов снижается проковкой наплавленного металла в горячем состоянии, а чрезмерный местный перегрев детали уменьшается сваркой короткими участками вразброс. Аустенитно-медные электроды (АНЧ-1) состоят из стального стержня марки Св-04Х18Н9, медной оболочки и покрытия фтористо-кальциевого типа. По сравнению с железомедными электродами они обеспечивают лучшие обрабатываемость мест сварки, стойкость металла шва против образования кристаллизационных трещин и пор. — Существует значительное число способов холодной сварки чугуна. Ручная сварка электродами из цветных металлов на медной основе получила широкое распространение для заварки трещин с обеспечением хороших прочностных показателей свариваемых деталей. Сварку ведут электродами ОЗЧ-2 и СТЧ-3 на постоянном токе прямой полярности в нижнем или наклонном положениях небольшими участками длиной 30—80 мм с очисткой и проковкой каждого валика. ОЗЧ-З, ОЗЧ-4, ОЗЖН-1, МНЧ-2 и СТЧ-2. Сварку электродами ОЗЧ-З и МНЧ-2 на постоянном токе обратной полярности производят короткими швами длиной 30—50 мм с проковкой каждого шва и перерывами для охлаждения. При сварке электродами ОЗЧ-З диаметром 2,5—5 мм сварочный ток 60—150 А, а электродами МНЧ-2 диаметром 3—5 мм 90—190 А. При заварке крупных дефектов или наплавке больших объемов металла используют также электроды ОЗЖН-1. Электродами ОЗЧ-З наплавляют первый и последний слой, а промежуточные слои наплавляют поочередно электродами ОЗЖН-1 и ОЗЧ-З. Когда не требуется механическая обработка сварных соединений и не оговаривается их прочность, рекомендуется сварка стальными электродами, применяемыми для сварки низкоуглеродистых сталей. Сварку можно производить также электродами ЦЧ-4 или электродами со стержнем на основе никеля. Сварку выполняют участками 40—50 мм с перерывами для охлаждения и минимальной глубиной проплавления. Сварка без предварительного нагрева изделий из высокопрочного и ковкого чугуна имеет свои особенности — высокопрочный чугун обладает повышенной склонностью к отбеливанию и большой прокаливаемо-стью, а ковкий чугун имеет повышенную графитиза-цию, что затрудняет смачиваемость поверхности при сварке. Сварку можно выполнять до и после термической обработки. До термической обработки изделия сваривают электродами УОНИ-13/45 и УОНИ-13/55, а после термической обработки — электродами со стержнем на основе никеля. Газовую холодную сварку применяют, когда при нагревании и охлаждении детали могут свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. Технология холодной и горячей сварки в основном одинакова. Мощность пламени должна быть максимально возможной. Прилегающие к сварному шву участки необходимо прогреть до начала сварки. После окончания сварки горелку медленно отводят в течение 2—3 мин, направляя пламя на участки, прилегающие к сварному шву. Для обеспечения медленного охлаждения заваренный участок или всю деталь засыпают песком или закрывают асбестом. Читать далее: |
 д.). В таких случаях используют холодный способ сварки, при котором не исключается возможность появления трещин в результате неравномерного нагрева, наличия участков твердого отбеленного чугуна в шве и околошовной зоне, разной структуры металла шва и основного. Для уменьшения действия отрицательных факторов при холодной сварке чугуна применяют ряд специальных мер, способствующих получению сварного соединения хорошего качества. Для предотвращения образования трещин в металле шва, околошовной зоне и основном металле используют электроды, снижающие отбел металла, а также осуществляют ряд технологических мер, способствующих улучшению свойств металла околошовной зоны.
д.). В таких случаях используют холодный способ сварки, при котором не исключается возможность появления трещин в результате неравномерного нагрева, наличия участков твердого отбеленного чугуна в шве и околошовной зоне, разной структуры металла шва и основного. Для уменьшения действия отрицательных факторов при холодной сварке чугуна применяют ряд специальных мер, способствующих получению сварного соединения хорошего качества. Для предотвращения образования трещин в металле шва, околошовной зоне и основном металле используют электроды, снижающие отбел металла, а также осуществляют ряд технологических мер, способствующих улучшению свойств металла околошовной зоны.
 При толщине свариваемого металла выше Ю мм рекомендуется между шпильками устанавливать анкеры толщиной 6—12 мм из низкоуглеродистой стали (рис. 69). Их .располагают под углом 45° и 90° к сварному шву после заварки участков между шпильками. Приваривать анкеры можно не на всю толщину.
При толщине свариваемого металла выше Ю мм рекомендуется между шпильками устанавливать анкеры толщиной 6—12 мм из низкоуглеродистой стали (рис. 69). Их .располагают под углом 45° и 90° к сварному шву после заварки участков между шпильками. Приваривать анкеры можно не на всю толщину.


 в покрытие типа УОНИ-13 вводится до 50% железного порошка. Сварка производится на постоянном токе обратной полярности в нижнем, вертикальном и ьолупо-юлочном положениях предельно короткой дугой участками длиной 30—60 мм. Каждый участок проковывался сразу же после обрыва дуги, а сварка возобнов-б0яое-я пОсле остывания наплавленного участка до 50— Рекомендуется применять следующий сварочный ток: для электродов диаметром 3, 4 и 5 мм — соответственно 90—110, 120—140 и 160—190 А.
в покрытие типа УОНИ-13 вводится до 50% железного порошка. Сварка производится на постоянном токе обратной полярности в нижнем, вертикальном и ьолупо-юлочном положениях предельно короткой дугой участками длиной 30—60 мм. Каждый участок проковывался сразу же после обрыва дуги, а сварка возобнов-б0яое-я пОсле остывания наплавленного участка до 50— Рекомендуется применять следующий сварочный ток: для электродов диаметром 3, 4 и 5 мм — соответственно 90—110, 120—140 и 160—190 А. Железомедные электроды при соблюдении необходимых технологических приемов позволяют получить удовлетворительные результаты даже при сварке изделий сложной конфигурации. Общим их недостатком является неоднородная структура и высокая твердость наплавленного металла.
Железомедные электроды при соблюдении необходимых технологических приемов позволяют получить удовлетворительные результаты даже при сварке изделий сложной конфигурации. Общим их недостатком является неоднородная структура и высокая твердость наплавленного металла.

 Сварку производят отдельными участками на минимальном режиме с перерывами для охлаждения основного металла. Для получения равнопрочного с основным металлом соединения непосредственно по месту работы детали без ее демонтажа в завариваемое место устанавливают стальные шпильки в шахматном порядке. При толщине детали до 20 мм разделка кромок необязательна. При большей толшине угол разделки 90—120°.
Сварку производят отдельными участками на минимальном режиме с перерывами для охлаждения основного металла. Для получения равнопрочного с основным металлом соединения непосредственно по месту работы детали без ее демонтажа в завариваемое место устанавливают стальные шпильки в шахматном порядке. При толщине детали до 20 мм разделка кромок необязательна. При большей толшине угол разделки 90—120°.
|
Холодная сварка чугуна Категория: Сварка различных металлов Холодная сварка чугуна Применяя электроды из различных сплавов с покрытиями разного состава, можно получить металл шва с нужной прочностью и вязкостью, но избежать закалки в зоне плавления при сварке без подогрева изделия не удается. Холодная сварка чугуна производится стальными электродами, комбинированными электродами и электродами с чугунными стержнями. Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется при ремонте крупногабаритных чугунных изделий. Здесь сварка комбинируется с механическим снлением зоны плавления ввертыванием в тело изделия стальных шпилек, которые связывают металл шва и основной металл, разгружая хрупкую закаленную прослойку. Рис. 1. Форма сварочной ванны в зависимости от ее нагрева: а — холодная, б — перегретая, в — нормальная При изломе изделия с толщиной стенки до 12 мм шпильки могут ввертываться без разделки кромок. При толщинах более 12 мм место излома подготавливается с V-образной или Х-образной разделкой. Если на поверхности изделия не допускается выступ наплавленного металла, то разделку производят так, как показано на рис. Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества чугуна, нагрузки, которую несет деталь, длины трещины и др. Максимальное количество шпилек по их площади не должно превышать 0,25 площади излома детали. Высота шпилек над поверхностью равна 0,5—1 диаметра шпильки, но не более 5—6 мм; глубина ввертывания — 1,5 диаметра Шпильки. При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть ввернуты до упора. Лучшие результаты дают электроды марки УОНИИ-13/55. Электроды любой марки берутся диаметром не более 3—4 мм, сила тока для электродов диаметром 3 мм — 904-100 А. Уменьшенная сила тока обеспечивает малую глубину расплавления чугуна и минимальный нагрев изделия, что уменьшает отбеливание и предотвращает появление трещин. Рис. 2. Подготовка чугунного изделия к холодной сварке со стальными шпильками: 1 — стальные шпильки, 2— стальная связь, 3 — наплавка ыедно-никелевым электродом Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс для равномерного нагревания детали. Потом заплавляют участки между обваренными шпильками, причем заварка также ведется отдельными участками. Длина каждого валика не должна превышать 100 мм. Второй слой валиков наносится перпендикулярно направлению валиков первого слоя. После нанесения наплавки на каждую сторону поверхностей кромок переходят к заварке разделки и трещины. Диаметр электродов можно принять 4 мм и сварочный ток 120—140 А. Для ускорения заварки тре щины в изделии толщиной более 10 мм вводят (рис. 106) дополнительные стальные связи. Связи и промежутки между ними провариваются неполностью. Сверху вся поверхность сварного соеди нения покрывается стальным наплавленным металлом. Сварка стальными электрода ми с применением шпилек может выполняться в любом простран ственном положении без демонтажа всего чугунного изделия. Сварка специальными покрытыми электродами. Институт электросварки им. Е. О. Патона АН УССР для заварки дефектов чугунного литья в холодном состоянии предложил порошковую проволоку марки ППЧ-1. При диаметре проволоки 3 мм сварочный ток устанавливают 250— 280 А, напряжение дуги — 28—32 В, скорость подачи проволоки 180 м/ч. Этот способ заварки не устраняет нагрев чугуна. Медно-железные электроды ОЗЧ-1 состоят из медного стержня и покрытия: 50% железного порошка, 27% мрамора, 7,5% плавикового шпата, 4,5% кварца, 2,5% ферромарганца, 2,5% ферросилиция, 6,0% ферротитана, 0,5% соды. Сварка производится с большой осторожностью, чтобы не допустить появления хрупкой закаленной прослойки и трещин. Сварное соединение возможно обрабатывать твердосплавным инструментом. Медно-никелевые электроды МНЧ-1 состоят из проволоки металла (28% меди, 2,5% железа, 1,5% марганца, остальное—никель) или из константановой проволоки (40% никеля, 1,5% марганца, остальное — медь). Рис. 1. Электроды ЦЧ-ЗА имеют железоникелевую основу (проволока Св-08Н50). Эти электроды обеспечивают высокую прочность и обрабатываемость сварного соединения и отсутствие трещин. Реклама:Читать далее:Пайка чугуна
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Можно лишь несколько уменьшить толщину закаленной прослойки, применяя многопроходную сварку на малых силах тока.
Можно лишь несколько уменьшить толщину закаленной прослойки, применяя многопроходную сварку на малых силах тока. 105. Канавку вырубают на глубину 6—20 мм в зависимости от толщины изделия; затем ввертывают шпильки. Диаметр шпилек зависит от толщины завариваемого изделия: при толщине до 12 мм диаметр шпильки должен быть не более 6 мм; диаметр шпилек более 16 мм н менее 3 мм не рекомендуется. Диаметр шпилек d= (0,15—0,2) -S, где S — толщина детали, мм.
105. Канавку вырубают на глубину 6—20 мм в зависимости от толщины изделия; затем ввертывают шпильки. Диаметр шпилек зависит от толщины завариваемого изделия: при толщине до 12 мм диаметр шпильки должен быть не более 6 мм; диаметр шпилек более 16 мм н менее 3 мм не рекомендуется. Диаметр шпилек d= (0,15—0,2) -S, где S — толщина детали, мм.
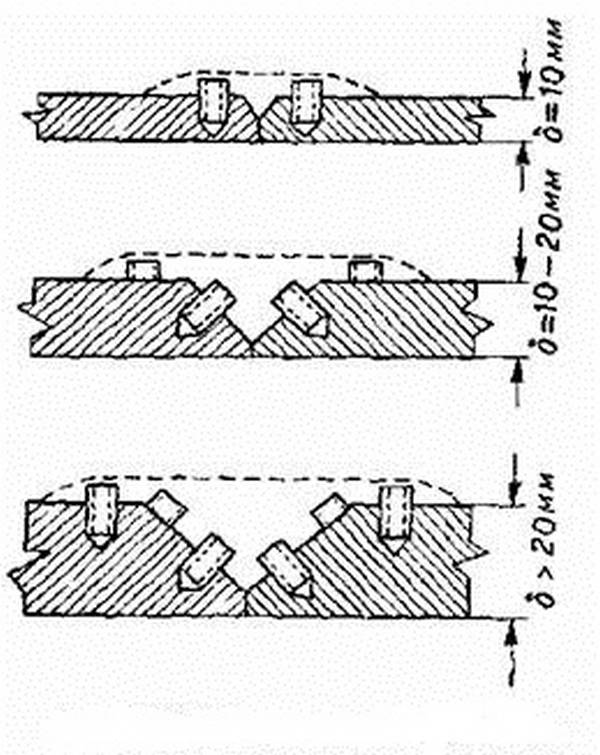
 Схема расположения стальных связей в металле шва при холод ной сварке чугуна:
1 — шпильки, 2 — стальные связи
Схема расположения стальных связей в металле шва при холод ной сварке чугуна:
1 — шпильки, 2 — стальные связиЧто такое холодная сварка чугуна?
Содержание
- — Где чаще всего используют холодную сварку чугуна?
- — Как производится холодная сварка чугуна?
- — Какие электроды применяют при холодной сварке чугуна?
- — Что такое горячая сварка чугуна?
- — Можно ли холодной сваркой?
- — Какой вид пламени применяется при газовой сварке чугуна?
- — Какая бывает холодная сварка?
- — Какие способы сварки чугуна?
- — Чем можно сварить чугун?
- — Какие электроды для сварки чугуна?
- — Какие есть виды чугуна?
- — Можно ли варить чугун инвертором?
- — Когда применяется горячая сварка чугуна?
- — Что такое горячая сварка?
Холодная сварка чугуна — это один из основных способов сварки чугунных изделий, наряду с полугорячей и горячей сваркой чугуна. Данный вид сварки получил название «холодной» из-за, того, что перед сваркой не выполняется предварительный подогрев свариваемых деталей, в отличии от горячей и полугорячей сварки.
Данный вид сварки получил название «холодной» из-за, того, что перед сваркой не выполняется предварительный подогрев свариваемых деталей, в отличии от горячей и полугорячей сварки.
Где чаще всего используют холодную сварку чугуна?
Холодной сваркой чугуна принято называть сварку без предварительного нагрева. Ее применяют тогда, когда трудно или экономически нецелесообразно производить сварку с предварительным нагревом из-за больших габаритов изделия, опасности коробления и возникновения больших внутренних напряжений.
Как производится холодная сварка чугуна?
Холодная сварка чугуна производится стальными электродами, комбинированными электродами и электродами с чугунными стержнями. Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется при ремонте крупногабаритных чугунных изделий.
Какие электроды применяют при холодной сварке чугуна?
Электроды для холодной сварки чугуна.
- ОЗЧ-2, ОЗЧ-6 – основу этих электродов составляют медные стержни, а обмазка изготавливается из железного порошка;
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 – это никелевые и железно-никелевые электроды, в составе которых содержание никеля доходит до 90%;
Что такое горячая сварка чугуна?
Горячей сваркой чугуна принято называть сварку, выполняемую с обязательным предварительным подогревом, в отличии от холодной сварки чугуна. Предварительный подогрев снижает контрастность температур между основным и наплавляемым металлами и это способствует уменьшению термических напряжений, возникающих при сварке.
Предварительный подогрев снижает контрастность температур между основным и наплавляемым металлами и это способствует уменьшению термических напряжений, возникающих при сварке.
Можно ли холодной сваркой?
Ответ в нашей статье. Производители утверждают, что холодная сварка позволяет соединять любые материалы, будь то металл, пластик, дерево, резина, керамика, стекло или камень, причем как на сухую, так и под водой.
Какой вид пламени применяется при газовой сварке чугуна?
Для сварки чугуна применяют обычные серийно выпускаемыe сварочные горелки, работающие нa ацетиленовом пламени или нa пропан-бутановом. Учитывая большие объемы наплавленного металла, для сварки чугуна рекомендуются горелки «Факел», «Норд» и другие с наконечниками N3 — 5.
Какая бывает холодная сварка?
Холодная сварка бывает следующих видов для:
Металла. Пластика. Линолеума. Бетона и пр.
Пластика. Линолеума. Бетона и пр.
Какие способы сварки чугуна?
Если наплавленным металлом является чугун, то применяются следующие методы сварки:
- Дуговая электродами из чугуна с покрытием,
- Дуговая порошковыми проволоками,
- Дуговая с применением стержней из керамики,
- Газовая с присадкой из чугуна.
25 авг. 2017 г.
Чем можно сварить чугун?
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или неплавящимися (вольфрамовый, угольный, графитовый) электродами с подогревом или без него. Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
Какие электроды для сварки чугуна?
Основные виды электродов по чугуну и их особенности
- МНЧ-2. Сварка электродами этой марки возможна любого вида чугуна. …
- ОЗЧ-2. Эти электроды чаще используются для сварки ковкого и серого чугуна. …
- ЦЧ-4. Эта марка электродов по чугуну используется при холодной и горячей сварке. …
- ОЗЧ-4. …
- ОЗЖН-1. …
- ОК 92.18.
 Сварка электродами этой марки возможна любого вида чугуна. …
Сварка электродами этой марки возможна любого вида чугуна. …Какие есть виды чугуна?
- Белый чугун (хрупкий, содержит ледебурит и не содержит графит)
- Серый чугун (графит в форме пластин)
- Ковкий чугун (графит в хлопьях)
- Высокопрочный чугун (графит в форме сфероидов)
- Половинчатый чугун (содержит и графит, и ледебурит)
Можно ли варить чугун инвертором?
Холодная сварка чугуна инвертором
Если потребность в сварке чугуна возникает нечасто, и у вас нет специального нагревательного оборудования, то следует применять технологию холодной сварки. Она осуществляется сварочным инвертором и специальными электродами: ОЗЧ-2.
Когда применяется горячая сварка чугуна?
Горячую сварку можно применять для изделий ограниченных размеров и массы, практически до 2,5 т, так как при большом объеме нагретого металла производить сварку трудно. Горячая сварка чугуна выполняется в такой последовательности.
Горячая сварка чугуна выполняется в такой последовательности.
Что такое горячая сварка?
Горячая сварка – это способ соединения полотнищ линолеума при помощи специального шнура, который плавится при температуре 350-400 °С а затем укладывается в шов, то есть способ более сложный и требующий специального оборудования.
Интересные материалы:
Можно ли есть листья сахарной свеклы?
Можно ли есть макароны из твердых сортов пшеницы?
Можно ли есть мел для доски?
Можно ли есть мел?
Можно ли есть мякоть кокоса?
Можно ли есть мясо диких животных?
Можно ли есть мясо медведя?
Можно ли есть мясо собаки?
Можно ли есть миноги?
Можно ли есть мюсли часто?
Холодная сварка чугуна
Полуавтоматы для дуговой сварки и их основные узлы
Существует большое разнообразие способов холодной сварки чугуна: 1) сварка чугуна стальными электродами: а) без постановки шпилек; б) с постановкой шпилек; в) сварка стальными электродами с карбидообразующими элементами в покрытии; 2) сварка чугунными электродами; 3) сварка электродами из цветных металлов и
комбинированными; 4) сварка в среде углекислого газа, порошковой проволокой, электрошлаковая и др. Выбор того или иного способа холодной сварки чугуна определяется рядом технологических и экономических факторов и требуемым качеством соединения. Сварка электродами из малоуглеродистой стали без постановки шпилек. Данный метод может быть применен при заварке пороков на небольшой глубине и ширине на отливках неответственного назначения и не подлежащих механической обработке, а также при ремонте чугунных изделий. Сварка первого слоя производится электродами малого диаметра, обычно 3 мм при малой погонной энергии и сварочном токе 60—70 A, вразброс, с перерывами, чтобы температура детали вблизи места сварки не превышала 50—60 °С. Слой получается тонким, пористым и с
Выбор того или иного способа холодной сварки чугуна определяется рядом технологических и экономических факторов и требуемым качеством соединения. Сварка электродами из малоуглеродистой стали без постановки шпилек. Данный метод может быть применен при заварке пороков на небольшой глубине и ширине на отливках неответственного назначения и не подлежащих механической обработке, а также при ремонте чугунных изделий. Сварка первого слоя производится электродами малого диаметра, обычно 3 мм при малой погонной энергии и сварочном токе 60—70 A, вразброс, с перерывами, чтобы температура детали вблизи места сварки не превышала 50—60 °С. Слой получается тонким, пористым и с
поперечными трещинами. Второй слой наносится на первый поперечными валиками, тем самым на поверхности детали в месте сварки создается слой стали. Дальнейшая сварка производится с большой погонной энергией, но также с перерывами, чтобы избежать концентрации теплоты в одном месте. Последующие слои создают достаточную плотность шва. При сварке стыковых соединений для увеличения общей площади связи наплавленного и основного металла шов рекомендуется распространить на кромку детали по ширине, равной толщине детали (рис. 85), а для уменьшения напряжения применить проковку средних слоев.
При сварке стыковых соединений для увеличения общей площади связи наплавленного и основного металла шов рекомендуется распространить на кромку детали по ширине, равной толщине детали (рис. 85), а для уменьшения напряжения применить проковку средних слоев.
Рис. 85. Вид стыкового соединения чугуна: а — стальнение поверхности без установки шпилек; б — стальнение поверхности с установкой шпилек
Этот метод сварки не следует применять для исправления чугунных изделий, работающих при температуре выше 100 °С, так как в месте сварки могут возникнуть дополнительные напряжения (вследствие разницы в значении коэффициента теплового расширения чугуна и стали), а это может явиться причиной нарушения сплошности соединения. Сварка электродами из низкоуглеродистой стали с установкой шпилек. Чтобы увеличить прочность соединения при ремонте ответственных крупногабаритных чугунных изделий — станин, рам, кронштейнов и т. п., применяют стальные шпильки, которые ввертываются на резьбе в тело детали. Назначение шпилек — связать металл шва с чугуном и передать усилие от шва в массу основного металла, не подвергшегося термическому воздействию, минуя хрупкие участки околошовной зоны. Диаметр шпилек d принимается равным 0,15 — 0,25 толщины детали, но не менее 3 мм и не более 16 мм; расстояние между шпильками (3 — 4)d, расстояние от шпилек до кромки (1,510 — 2,0)d, глубина ввертывания шпилек 1,5d, высота выступающей части (0,8-1,2)d. При выполнении операции по подготовке отверстий для шпилек нельзя применять масло. Детали толщиной до 12 мм могут свариваться без подготовки кромок с установкой одного ряда шпилек с каждой стороны. В деталях большой толщины выполняется односторонняя или двусторонняя подготовка кромок с углом раскрытия 90°, и шпильки устанавливаются также по скосам кромок в шахматном порядке. Сварку производят при малой погонной энергии стальными электродами диаметром 3 мм с тонким покрытием или покрытием УОНИ- 13/45. Сначала шпильки обваривают кольцевыми швами вразброс, с перерывами для охлаждения деталей.
Назначение шпилек — связать металл шва с чугуном и передать усилие от шва в массу основного металла, не подвергшегося термическому воздействию, минуя хрупкие участки околошовной зоны. Диаметр шпилек d принимается равным 0,15 — 0,25 толщины детали, но не менее 3 мм и не более 16 мм; расстояние между шпильками (3 — 4)d, расстояние от шпилек до кромки (1,510 — 2,0)d, глубина ввертывания шпилек 1,5d, высота выступающей части (0,8-1,2)d. При выполнении операции по подготовке отверстий для шпилек нельзя применять масло. Детали толщиной до 12 мм могут свариваться без подготовки кромок с установкой одного ряда шпилек с каждой стороны. В деталях большой толщины выполняется односторонняя или двусторонняя подготовка кромок с углом раскрытия 90°, и шпильки устанавливаются также по скосам кромок в шахматном порядке. Сварку производят при малой погонной энергии стальными электродами диаметром 3 мм с тонким покрытием или покрытием УОНИ- 13/45. Сначала шпильки обваривают кольцевыми швами вразброс, с перерывами для охлаждения деталей. После обварки шпилек до соприкосновения кольцевых валиков между собой производится наплавка участков между обваренными шпильками также вразброс. Второй слой выполняется поперечными небольшими валиками вразброс. Для остальной части шва могут применяться электроды большого диаметра с соблюдением ранее указанных положений по сварке, с заполнением шва, как указано на рис. 85, б. При сварке деталей большой толщины для уменьшения количества наплавленного металла целесообразно производить сварку стальных связей различных форм и размеров. Холодная сварка чугуна стальными электродами с постановкой шпилек позволяет производить сварку в нижнем, вертикальном и потолочном положениях, соединения получаются прочными, но плотность не всегда обеспечивается. Сварка чугуна чугунными электродами. При этом методе сварки электродом служит чугунный стержень марки А или Б (табл. 46), на который наносятся различные толстые покрытия, например ОМЧ-1, которое содержит 25 % мела, 41 % графита, 9 % ферромарганца, 25 % кварцевого песка.
После обварки шпилек до соприкосновения кольцевых валиков между собой производится наплавка участков между обваренными шпильками также вразброс. Второй слой выполняется поперечными небольшими валиками вразброс. Для остальной части шва могут применяться электроды большого диаметра с соблюдением ранее указанных положений по сварке, с заполнением шва, как указано на рис. 85, б. При сварке деталей большой толщины для уменьшения количества наплавленного металла целесообразно производить сварку стальных связей различных форм и размеров. Холодная сварка чугуна стальными электродами с постановкой шпилек позволяет производить сварку в нижнем, вертикальном и потолочном положениях, соединения получаются прочными, но плотность не всегда обеспечивается. Сварка чугуна чугунными электродами. При этом методе сварки электродом служит чугунный стержень марки А или Б (табл. 46), на который наносятся различные толстые покрытия, например ОМЧ-1, которое содержит 25 % мела, 41 % графита, 9 % ферромарганца, 25 % кварцевого песка.
Таблица 46
Химический состав чугунных стержней, применяемых при сварке
Марка чугунных | Массовое содержание | % | ||
С | Si | Мп | ||
А Б | 3.0- 3,5 3.0- 3,5 | 3,0-3,4 3,6-4,0 | 0.5-0.S 0.5-0.S | |
Массовое содержание | % | |||
S, не более | Р | Сг | № | |
А | не боаее | |||
ь | 0.0 S 0.0 S | 0,2-0,4 G.3-0.5 | 0.05 0.05 | 0,3 0,3 |
Качество сварного соединения при холодной сварке чугуна чугунными электродами неоднородно, так как трудно обеспечить такую скорость охлаждения металла шва и околошовной зоны, при которой не было бы отбела на всем протяжении шва, поэтому в различных сечениях соединения получаются различной структуры и твердости. Этот способ сварки широкого применения не имеет. Лучшие результаты получаются при подогреве детали до температуры 300—400 °С, т. е. при
Этот способ сварки широкого применения не имеет. Лучшие результаты получаются при подогреве детали до температуры 300—400 °С, т. е. при
полугорячей сварке чугуна.
Сварка стальными электродами с карбидообразующими элементами в покрытии.
Сущность этого способа заключается в том, что углерод, поступающий в шов из основного металла, связывается в труднорастворимые мелкодисперсные карбиды ванадием, содержащимся в электродном покрытии. Карбиды эти столь прочны, что углерод, находящийся в них, не участвует в фазовых превращениях. Если карбидообразующие элементы содержатся в шве в избытке по отношению к углероду, структура шва получается ферритной с включением мелкодисперсных карбидов. Сварка по этому способу выполняется в основном электродами ЦЧ-4, в покрытие которых вводится 70 % феррованадия, в результате чего наплавленный металл содержит 9—10 % ванадия. Сварку чугуна электродами ЦЧ-4 следует производить с малой погонной энергией по принципу наиболее холодного места, поэтому производительность процесса сварки электродами тоже низкая. Холодная сварка электродами из никелевых сплавов. При наличии в жидкой ванне элементов активных графитизаторов можно избежать отбела в околошовной зоне, поэтому, когда поверхность должна быть механически обработана и неравнопрочность соединения с основным металлом допускается, сварка может производиться электродами из цветных металлов, содержащих никель, медь. Наибольшее применение получили электроды из монель — металла, который представляет собой сплав никеля (65—70 %) и меди (25—30 %), и электроды ЦЧ-ЗА, имеющие стержень из проволоки СВ — 08Н50 и основное покрытие. На проволоку из монель-металла диаметром 2—4 мм наносятся покрытия специального состава, например, из 40 % графита, 60 % мела или мрамора и др. Наплавка этими электродами производится валиками длиной 50- 60 мм; при этом сразу же после наложения валика его необходимо проковать легкими ударами молотка. Это вызвано тем, что усадка монель-металла при переходе из жидкого в твердое состояние составляет около 2 %. Совместное действие усадки и напряжений от сварки может вызвать образование трещин.
Холодная сварка электродами из никелевых сплавов. При наличии в жидкой ванне элементов активных графитизаторов можно избежать отбела в околошовной зоне, поэтому, когда поверхность должна быть механически обработана и неравнопрочность соединения с основным металлом допускается, сварка может производиться электродами из цветных металлов, содержащих никель, медь. Наибольшее применение получили электроды из монель — металла, который представляет собой сплав никеля (65—70 %) и меди (25—30 %), и электроды ЦЧ-ЗА, имеющие стержень из проволоки СВ — 08Н50 и основное покрытие. На проволоку из монель-металла диаметром 2—4 мм наносятся покрытия специального состава, например, из 40 % графита, 60 % мела или мрамора и др. Наплавка этими электродами производится валиками длиной 50- 60 мм; при этом сразу же после наложения валика его необходимо проковать легкими ударами молотка. Это вызвано тем, что усадка монель-металла при переходе из жидкого в твердое состояние составляет около 2 %. Совместное действие усадки и напряжений от сварки может вызвать образование трещин. Для уменьшения расхода дорогостоящего монель-металла и обеспечения обрабатываемости стыкового шва после сварки иногда на кромки, подлежащие сварке, наплавляется слой монель-металла, а остальная часть шва выполняется электродами из малоуглеродистой проволоки. В некоторых случаях нижняя часть шва наплавляется электродами из малоуглеродистой проволоки, а верхний слой покрывается монель — металлом.
Для уменьшения расхода дорогостоящего монель-металла и обеспечения обрабатываемости стыкового шва после сварки иногда на кромки, подлежащие сварке, наплавляется слой монель-металла, а остальная часть шва выполняется электродами из малоуглеродистой проволоки. В некоторых случаях нижняя часть шва наплавляется электродами из малоуглеродистой проволоки, а верхний слой покрывается монель — металлом.
Холодная сварка медными и комбинированными медно-стальными электродами.
Медным электродом сваривают изделия, работающие при незначительных статических нагрузках, а также изделия, требующие плотных швов. В производстве широкое применение нашли различные варианты комбинированных медно-стальных электродов: медный
стержень с оплеткой из мягкой стали, стальной стержень с медной оболочкой, пучок медных и стальных электродов, медный стержень с толстым покрытием, содержащим железный порошок, например, электроды 034-1 и др. Появление комбинированного метода и сплавление его с чугуном создают условие для получения качественного шва, так как медь не соединяется с углеродом — она остается пластичной и вязкой, а сталь науглероживается, что повышает ее прочность. Комбинированные электроды могут изготовляться из любой марки меди. Наиболее простыми в изготовлении являются электроды, имеющие медный стержень с оплеткой из мягкой стали. Они изготовляются следующим образом: на медный стержень длиной 300—350 мм
Комбинированные электроды могут изготовляться из любой марки меди. Наиболее простыми в изготовлении являются электроды, имеющие медный стержень с оплеткой из мягкой стали. Они изготовляются следующим образом: на медный стержень длиной 300—350 мм
навивается спираль из мягкой жести, нарезанной в виде полосок шириной 5—10 мм. Диаметр медного стержня берется равным 4—7 мм. Если между витками спирали будет небольшой интервал, то железа в электроде будет не более 8—12 %. На подготовленные стержни наносят покрытия: меловое, УОНИ-13/45 и др. Широко и эффективно
применяются электроды из меди с железным порошком в составе покрытия. Сварка такими электродами не вызывает затруднений. Для изготовления таких электродов в шихту покрытия УОНИ-13/55 добавляется 40—50 % железного порошка. Сваркой пучком электродов отбел первого участка околошовной зоны полностью не устраняется. Лучшие результаты получаются, если в пучок добавляется стержень из монель-металла или латуни диаметром 2—3 мм. Чтобы избежать затекания расплавленного металла впереди дуги, электрод при сварке располагают, как показано на рис. 86. В настоящее время разработаны и рекомендованы к промышленному применению три марки порошковой проволоки для сварки чугуна: ППЧ-1, ППЧ-2, ППЧ-3. Химический состав первых двух марок проволоки приведен в табл. 47.
86. В настоящее время разработаны и рекомендованы к промышленному применению три марки порошковой проволоки для сварки чугуна: ППЧ-1, ППЧ-2, ППЧ-3. Химический состав первых двух марок проволоки приведен в табл. 47.
Таблица 47
Химический состав некоторых марок порошковой проволоки
|
Рис. 86. Сварка пучком электродов: 1 — стальные стержни
86. Сварка пучком электродов: 1 — стальные стержни
электрода;
Как показали исследования, порошковую проволоку ППЧ можно применять для холодной сварки чугуна на деталях, имеющих сквозные и несквозные дефекты размером до 100 см2 на обрабатываемых и необрабатываемых плоскостях, расположенных в нежестком контуре (отбитые части, дефекты на выступающих частях отливок и др.). Для сварки рекомендуется постоянный ток прямой полярности при режиме, обеспечивающем в процессе сварки минимальную скорость охлаждения, поэтому предпочтительно применение больших токов и малых скоростей перемещения дуги, а именно для сварочной проволоки диаметром 2,8—
3,0 мм 1св = 280?300 A, ид = 28?32 В, Уп. д = 4 м/ч. Механическая обработка наплавленной поверхности возможна потому, что благодаря большому вводу теплоты скорость охлаждения небольшая и получается достаточно пластичная структура. Но в тех случаях, когда площадь, подлежащая заварке большая и когда за счет соответствующего режима сварки нельзя заметно уменьшить скорость охлаждения металла наплавки и околошовной зоны, следует применить местный предварительный нагрев, хотя бы до 100—150 °С. Если это нельзя осуществить, сварку следует производить с малой погонной энергией, валиками длиной 25—30 мм, по принципу наиболее холодного места или путем предварительного стальнения поверхности электродами УОНИ — 13/45, для получения сплошной наплавки высотой 5—6 мм. После этого производится заплавка детали.
Если это нельзя осуществить, сварку следует производить с малой погонной энергией, валиками длиной 25—30 мм, по принципу наиболее холодного места или путем предварительного стальнения поверхности электродами УОНИ — 13/45, для получения сплошной наплавки высотой 5—6 мм. После этого производится заплавка детали.
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий — неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные …
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
д.). …
Можно ли сваривать чугун со сталью? И как это сделать — WeldPundit
В то время как сталь является наиболее распространенным металлом для сварки, чугун — нет. Часто возникает вопрос, можно ли сваривать чугун со сталью, поскольку эти два металла совершенно разные.
Большинство типов чугуна можно сваривать со сталью с помощью соответствующих сварочных материалов и четко определенной процедуры, учитывающей их механические и химические различия. Однако соединение этих металлов вместе не рекомендуется для критических работ, поскольку они очень разные. Процедура похожа на обычную сварку чугуна, поскольку сваривать его труднее, чем сталь.
Сварка чугуна со сталью не рекомендуется для сварных швов, которые должны выдерживать сильные или частые механические или термические нагрузки. Но вы можете сваривать их для простых проектов, например, для ремонта простых отливок или изготовления каких-либо произведений искусства из этих материалов.
Если вы новичок в сварке чугуна, на Weldpundit есть статья о свариваемости чугуна для начинающих.
Содержание
- В чем разница между чугуном и сталью?
- Как лучше всего сваривать чугун со сталью?
- Можно ли использовать сварку MIG?
- Можно ли использовать сварку TIG?
- Как приварить чугун к стали?
- Альтернативный способ сварки чугуна со сталью
- Заключение
- Можно ли сваривать чугун с нержавеющей сталью?
- Можно ли сваривать чугун с оцинкованной сталью?
В чем разница между чугуном и сталью?
Основное различие между чугуном и сталью заключается в содержании углерода. Чугун имеет 1,7-4% углерода, а сталь 0,05-1,7%. Кроме того, чугун имеет большее количество кремния, а также большее количество примесей. Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
1. Наиболее существенным отличием является содержание углерода
Углеродистые стали представляют собой простые сплавы. Их свариваемость зависит от содержания углерода:
Их свариваемость зависит от содержания углерода:
- Наиболее распространенным типом стали является низкоуглеродистая или мягкая сталь . Он содержит всего 0,05-0,30% углерода и, безусловно, является самым легким металлом для сварки.
- После этого идет среднеуглеродистая сталь с содержанием углерода 0,30-0,50%, которую трудно сварить. Это потому, что при остывании он становится твердым и ломким и может треснуть. Во избежание растрескивания среднеуглеродистая сталь нуждается в предварительном нагреве.
- Далее следует высокоуглеродистая сталь с содержанием углерода 0,50-0,90%, которую очень трудно сваривать. Высокоуглеродистая сталь требует более высокого предварительного нагрева и дополнительной термической обработки после сварки, чтобы предотвратить ее хрупкость.
- Наконец, сталь с сверхвысоким уровнем содержания углерода 0,90-1,70% редко сваривается. Это потому, что он используется для закаленных инструментов и оборудования, а металлургические изменения, вызванные сварочным теплом, не позволят ему служить своей первоначальной цели.

Поскольку высокоуглеродистые стали очень трудно свариваются, легко понять, что чугун, который обычно содержит 3-3,5% углерода, исключительно трудно сваривается. Существует четыре основных типа чугуна:
- Серый чугун является наиболее распространенным. Он очень хрупок и почти не обладает пластичностью (эластичностью). Это делает серый чугун очень легко растрескивающимся, особенно когда он остывает. Чтобы избежать растрескивания, вы предварительно нагреваете отливку и предотвращаете ее быстрое охлаждение после сварки. Однако в некоторых случаях, упомянутых ниже, вы можете сваривать серый чугун без предварительного нагрева.
- Белый чугун слишком твердый и хрупкий и практически не поддается сварке. То же самое относится ко всем высоколегированным чугунам .
- Ковкий чугун представлял собой белый чугун, который прошел термообработку и приобрел пластичность. По этой причине он поддается сварке с меньшей вероятностью растрескивания, чем серый чугун. Однако без дополнительной термической обработки тепло сварки сделает ковкий чугун более твердым и лишит пластичность зоны термического влияния (ЗТВ). ЗТВ – это область рядом со сварным соединением.
- Ковкий (или шаровидный) чугун приобретает пластичность за счет добавления легирующих элементов, таких как магний. Подобно ковкому чугуну, он имеет меньшую вероятность растрескивания, но теряет пластичность в ЗТВ.
 Однако без дополнительной термической обработки тепло сварки сделает ковкий чугун более твердым и лишит пластичность зоны термического влияния (ЗТВ). ЗТВ – это область рядом со сварным соединением.
Однако без дополнительной термической обработки тепло сварки сделает ковкий чугун более твердым и лишит пластичность зоны термического влияния (ЗТВ). ЗТВ – это область рядом со сварным соединением.Огромное количество углерода делает чугун хрупким еще до его сварки. В результате быстрое расширение, вызванное теплом сварки, может привести к его растрескиванию.
После сварки горячее железо становится еще тверже, по мере остывания становится еще более хрупким. Если он сжимается быстро, он треснет в нескольких точках.
Содержащийся в нем углерод также может мигрировать в металл сварного шва, делая его твердым и хрупким.
2. Их температура плавления также различается
Еще одно различие между двумя металлами заключается в их температуре плавления .
Чугун имеет более низкую температуру плавления 2200 °F (1205 °C). С другой стороны, углеродистая сталь плавится при температуре от 2600 ° F (1425 ° C) до 2800 ° F (1540 ° C) в зависимости от состава.
Эта разница огромна, и вы должны помнить об этом, когда будете сваривать эти металлы вместе.
3. Они имеют разное изменение объема при высоких температурах
Изменения объема при расширении и сжатии при сварке также различаются.
Серый чугун остается прежним, и если силы расширения или сжатия станут достаточно сильными, он сломается. Ковкий и ковкий чугун незначительно расширяется и сжимается. Это снизит риск взлома.
С другой стороны, сталь расширяется и сжимается гораздо сильнее, чем чугун. Эти движения добавят дополнительную нагрузку на чугунную сторону и увеличат вероятность растрескивания. Это основной недостаток стального компонента.
4. Чугун содержит много примесей
По своей природе чугун, особенно низкокачественные отливки, содержат различные примеси, такие как:
- Свободный углерод.
- Сера и фосфор.
- Масло и смазка.
- Песок.
- Воздушные зазоры.

Эти примеси смешиваются в луже и вызывают множество дефектов, таких как пористость и горячее растрескивание. Сталь намного чище по сравнению с ней.
Чугун также обладает более высокой износостойкостью, стойкостью к истиранию и коррозии. Он также может поглощать вибрации намного лучше, чем сталь.
Как лучше всего сваривать чугун со сталью?
Процесс сварки электродами (SMAW) в сочетании с никелевыми сварочными прутьями является лучшим процессом для сварки чугуна со сталью. Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания. Тем не менее, для легких работ можно обойтись без предварительного и послесварочного нагрева.
Сварка стержнем имеет много преимуществ, которые в целом делают ее лучшим методом сварки чугуна со сталью:
- Сварка стержнем обеспечивает отличный ручной контроль тепла, поступающего в металл.
- Имеет различные сварочные стержни, предназначенные для сварки чугуна со сталью.
- Все чугунные присадочные металлы дороги, но вы можете купить небольшую упаковку стержней весом 1 фунт (450 г).
- При сварке электродом (и других процессах дуговой сварки) можно обойтись без предварительного нагрева, если вы используете чугунные никелевые стержни.
- Это переносной процесс, более удобный для полевых работ.

Вот статья о том, как сварить чугун.
Лучшие электроды для сварки стержнями
Лучшим электродом для сварки чугуна со сталью является ENiFe-CI. После этого вы можете использовать ENi-CI или ENiCu. Стальной стержень ESt и обычные сварочные стержни не рекомендуются, потому что они не обеспечивают пластичность металла шва и высокую степень усадки. В результате они не могут противостоять сжимающим силам, исходящим от стального компонента.
Сварочные прутки для чугуна имеют проволоку на основе никеля и флюсовое покрытие, обеспечивающее:
- Сварной металл с малым расширением и усадкой.
- Низкое проникновение.
- Низкое поглощение углерода.
- Кроме того, их металл сварного шва поддается механической обработке, поэтому его можно сверлить или резать.

Электрод ENiFe-CI или ENi55 e содержит никель ( Ni ), железо ( Fe ) и изготовлен для чугуна ( CI ). В целом, это лучший стержень, поскольку он препятствует поглощению углерода чугуном, предотвращая затвердевание металла сварного шва. Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
Стержень ENi-CI или ENi99 также может сваривать разнородные металлы, но он не так эффективен, как ENiFe-CI. Кроме того, он дороже и может треснуть, если в отливке есть примеси. Преимущество этого стержня в том, что он оставляет мягкий и поддающийся механической обработке металл сварного шва.
Стержень ENiCu обладает высокой пластичностью, но меньшей прочностью и более чувствителен к поглощению углерода.
Можно ли использовать стержни из мягкой стали?
При сварке чугуна со сталью стержнем из ЭСт или обычными стержнями, такими как Е7018, Е6013 или, что еще хуже, Е6011, высок риск образования трещин. Эти стержни будут начинаться как низкоуглеродистые стержни и заканчиваться высокоуглеродистым наплавленным металлом без пластичности. В результате наплавленный металл сильно усаживается, растягивая и растрескивая чугун.
Стержень EST изготовлен из чугуна, но наплавленный металл не обладает пластичностью. Он подходит для небольших ремонтных сварных швов на сером чугуне, но может треснуть, если одна из частей стальная.
Было бы лучше использовать эти стержни для небольших ремонтных сварных швов или малоценных проектов. Если вы решите их использовать, вам потребуется более высокий предварительный и послесварочный нагрев, чем обычно, и безупречная процедура сварки.
В Weldpundit уже есть подробная статья о электродах для сварки чугуна.
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Во-первых, используйте их для сварки поверхности чугунной детали. Это называется намазывание маслом . Этот метод герметизирует чугунную сторону, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого вы можете использовать другие более дешевые стержни, такие как ESt или даже E7018, чтобы сварить его со стальным компонентом.
Можно ли использовать сварку MIG?
Вы можете сваривать чугун со сталью MIG, используя: режим переноса короткого замыкания, никелевую проволоку, предназначенную для чугуна, защитный газ 75 % аргона и 25 % гелия, а также соответствующую процедуру. Большим недостатком сварки MIG является высокая стоимость никелевой проволоки и дополнительного газа.
Проволока ERNiFe-CI лучше всего подходит для сварки чугуна со сталью. Но самая маленькая двухфунтовая (900 г) никелевая катушка обойдется вам более чем в 100 долларов.
Кроме того, вы должны добавить дополнительные расходы на соответствующий защитный газ. Для режима короткого замыкания производители проводов рекомендуют использовать газовую смесь 75% аргона и 25% гелия.
Но вы также можете использовать тримикс для нержавеющей стали, если он у вас уже есть. В любом случае, оба они стоят больше, чем обычные защитные газы для стали.
Использование проволоки из мягкой стали , такой как ER70S-6, не рекомендуется даже для легких работ, поскольку она имеет высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Однако, если вы хотите попробовать, используйте 75% аргона и 25% газа CO2, так как он обеспечивает более низкое проникновение, чем 100% CO2.
Можно ли использовать сварку TIG?
Вы можете сваривать чугун со сталью методом TIG, используя никелевые стержни, изготовленные для чугуна, такие как ERNiFe-CI или ERNi-CI, и соответствующую процедуру. При сварке TIG очень важно, чтобы как основной металл (особенно чугун), так и присадочный металл были абсолютно чистыми.
При сварке TIG очень важно, чтобы как основной металл (особенно чугун), так и присадочный металл были абсолютно чистыми.
Использование стержней из мягкой стали , таких как ER70S-6, не рекомендуется, поскольку они имеют высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Полное удаление флюса с никелевого сварочного стержня и сварка TIG с его использованием является лучшим вариантом.
Как сварить чугун со сталью?
Наиболее распространенный сценарий — это когда у вас есть декоративная отливка из серого чугуна со сломанной частью, и вы хотите заполнить недостающую часть мягкой сталью, так как ее легко найти и с ней легко работать. Перед началом убедитесь, что на вас надеты все необходимые средства индивидуальной защиты.
1. Идентификация металлов
Первым шагом является определение металлов. Наиболее распространенным железом является серое железо, но может быть шанс, что у вас есть ковкое или шаровидное железо. Важно быть уверенным в природе чугунной детали.
Важно быть уверенным в природе чугунной детали.
Если вы ошибетесь при определении стального компонента, процедура, которую вы будете использовать, все равно будет работать с большинством сталей.
Есть еще одна причина проверить чугунную деталь. Это может быть литая сталь, а не чугун. Это хорошо, потому что литая сталь гораздо лучше поддается сварке, и вам не нужна строгая процедура и дорогие присадочные металлы, которые нужны железу.
В Weldpundit уже есть подробная статья о том, как идентифицировать металлы. Если вы не уверены, какой у вас чугун, сварите его с присадочным металлом NiFe-CI.
2. Очистите оба металла
Металлы, трудно свариваемые, требуют чистых соединений, а чугун часто содержит множество различных примесей. Очистите не менее 1 дюйма (2,5 см) рядом с соединением до блеска металла.
Можно использовать болгарку или пескоструй. Наконец, используйте напильник для удаления остатков углерода или абразивного материала.
Если чугунный компонент впитал масло, вы можете использовать газовую горелку и предварительно нагреть ее, чтобы сжечь масло. Или вы можете использовать обезжириватели без хлора для удаления масла.
Или вы можете использовать обезжириватели без хлора для удаления масла.
Никогда не используйте продукт, содержащий хлор, при сварке, поскольку электрическая дуга или газовое пламя могут выделять из него различные ядовитые газы.
Вот статья о том, как защитить себя от сварочного дыма и газов.
3. Подготовьте шов
Если вы используете никелевый присадочный металл, скосы должны быть не менее 35 градусов, чтобы улучшить текучесть вялого металла шва.
Лучший способ снять фаску с чугунной стороны – молотком и долотом. Таким образом, вы избежите загрязнения пористого литья абразивами.
Вторым лучшим способом является использование прямошлифовальной машины с твердосплавными жерновами. Но будьте осторожны с любым летящим мусором.
Наконец, можно использовать угловую шлифовальную машину малого диаметра. Будьте осторожны, чтобы не нагреть чугун слишком сильно. Не должно быть обесцвечивания. Затем с помощью напильника удалите остатки абразивного материала.
4. Предварительный нагрев соединения
Предварительный нагрев предотвратит неравномерность температуры в чугуне и снизит риск растрескивания, особенно при остывании. Вы можете предварительно разогреть духовку или газовую горелку.
Вы можете проверить температуру с помощью палочек для измерения температуры сварки. Типичная температура предварительного нагрева серого чугуна составляет 500 ° F (260 ° C). Вы можете использовать цифровой инфракрасный термометр, но они не так надежны.
Пока вы не закончите сварку, следите за тем, чтобы температура оставалась неизменной. При необходимости снова нагрейте металлы.
5. Наварить мелкие валики, разбросанные по стыку
Вы не можете начать сварку сплошного валика, даже если предварительно нагрели металлы. Чугунная деталь будет поглощать слишком много тепла и заполнится многочисленными трещинами. Вместо этого приварите маленькие валики размером 1 дюйм (2,5 см) , разбросанные по стыку, а не рядом с предыдущим.
Некоторые дополнительные советы:
- Так как одна сторона из чугуна, а другая из стали, дугу или пламя следует сфокусировать немного больше на компоненте из мягкой стали, если вы используете газокислородное оборудование. Таким образом, вы:
- Меньше тепла поступает в чугун, что защищает его от быстрого расширения, а при охлаждении возникает меньшее остаточное напряжение.
- Предотвращает попадание большого количества углерода и примесей в ванну.
- Подать больше тепла стальному компоненту, так как он имеет более высокую температуру плавления.
- Лучше всего приварить прямые валики (или стрингеры) без плетения.
- Скорость перемещения должна быть высокой, чтобы чугун не перегревался.
- Сохранить короткую дугу .
- Используйте наименьшую возможную силу тока .
- Избегайте запуска дуги на чугуне, но на стыке или на предыдущих валиках.
- Всегда засыпать кратер . Если есть зазор, усадочные силы могут его расколоть.
- Если появится трещина , остановите и просверлите отверстия на обоих концах, чтобы она не расширялась. Затем скосите его и сварите.
- Если заброс нерегулярный, Сначала сварите более толстые участки.
- Наденьте рабочий (или заземляющий) зажим на отливку для лучшего соединения, особенно при сварке MIG.

6. Зачеканить каждую бусину
Зачеканка – это процесс многократного удара по каждой бусине небольшим закругленным молотком со средней силой.
Проклевка предотвращает усадку металла сварного шва и очень важна, поскольку одна сторона стальная. Как уже упоминалось, сталь будет тянуть чугун, и он может треснуть.
Если вы не используете присадочные металлы на основе никеля, упрочнение имеет первостепенное значение, и вы никогда не должны забывать об этом.
7.
 Повторный нагрев перед тем, как дать металлам остыть
Повторный нагрев перед тем, как дать металлам остытьПосле завершения сварки необходимо убедиться, что металлы имеют по крайней мере одинаковую температуру предварительного нагрева и равномерно распределены. Проверьте температуру и при необходимости подогрейте металлы.
8. Защитите металлы, чтобы они могли медленно остывать
Наиболее важным шагом для предотвращения растрескивания чугунной детали является покрытие ее изоляцией по мере остывания. Если вы использовали печь для предварительного нагрева, используйте ее снова, чтобы медленно охладить металлы.
В противном случае вы можете использовать сварочные покрытия, аналогичный материал из стекловолокна или сухой песок. Сварка небольшой детали из мягкой стали с чугуном с помощью сварочного аппарата и стержня ENiFe-CI
Можно ли сваривать их без предварительного нагрева?
Если вы не можете или не хотите использовать предварительный нагрев для сварки чугуна со сталью, то вы должны: использовать только присадочный металл на основе никеля, наваривать очень короткие валики, разбросанные по всему стыку, и никогда не забывать проковывать их. Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Имейте в виду, что холодная сварка не дает наилучших результатов. Но этого вполне достаточно, так как сварка чугуна со сталью предназначена для некритичных проектов.
Наиболее важные этапы здесь:
- Всегда используйте никелевый присадочный металл, чтобы получить преимущества от отсутствия усадки, высокой пластичности и низкого поглощения углерода.
- Перед повторной сваркой каждый валик должен остыть. Вы должны касаться шарика голой рукой , но не допускать, чтобы она опустилась ниже 100 °F (38 °C).
Не рекомендуется пропускать этап предварительного нагрева, если вы хотите использовать обычный присадочный металл. Чугунная деталь и металл сварного шва почти наверняка заполнятся трещинами при остывании.
Без предварительного нагрева вы также пропустите шаги 7 и 8.
Альтернативный способ сварки чугуна со сталью
Сварка обеспечивает проникновение в основной металл, обеспечивая прочное соединение. Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Сварка пайкой похожа на сварку плавлением, но использует другой присадочный металл на основе меди. Оборудование и конструкция соединения одинаковые.
Этот метод плавит только присадочный металл, но не основной металл. Это значительно улучшает сцепление чугуна со сталью без образования трещин. Это также дешевле, чем использование никелевых стержней.
Но ему не хватает прочности и термостойкости сварки плавлением. Кроме того, он всегда оставляет золотистую бусину.
У Weldpundit есть статья, в которой обсуждается, когда лучше паять или сваривать чугун.
ОбъявленияЗаключение
Чугун и сталь очень разные. Поэтому соединение их не рекомендуется для критических работ, поскольку соединение может выйти из строя в тяжелых условиях эксплуатации.
Для достижения наилучших результатов используйте никелевый наполнитель, такой как NiFe-CI. Предварительный нагрев хотя бы чугунной детали повысит вероятность успеха. Всегда обеспечивайте медленное охлаждение чугуна.
Предварительный нагрев хотя бы чугунной детали повысит вероятность успеха. Всегда обеспечивайте медленное охлаждение чугуна.
Если ваш проект не требует прочности или термостойкости сварки, пайка пайкой является отличной альтернативой.
Вопросы по теме
Можно ли сваривать чугун с нержавеющей сталью?
Можно сваривать чугун с нержавеющей сталью. Тем не менее, это не рекомендуется для каких-либо критических работ, потому что эти два металла имеют очень разные механические и химические свойства. Но вы можете сваривать эти металлы вместе для простых проектов, например, для художественных работ.
Существует три основных типа нержавеющей стали. Аустенитные, ферритные и мартенситные. Аустенитная сталь является наиболее популярной и свариваемой. Если магнит не прилипает к нержавеющей стали, значит, она аустенитная. Популярными являются марки 304 и 316.
Сварка чугуна с нержавеющей сталью затруднена, поскольку они очень разные:
- Чугун – хрупкий металл. Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.
- Нержавеющая сталь обладает гораздо более высокой прочностью на растяжение (насколько вы можете тянуть ее, прежде чем она сломается) и коррозионной стойкостью.
- Чугун остается твердым под воздействием тепла сварки и сохраняет свою форму. Нержавеющая сталь, с другой стороны, имеет огромную скорость расширения и сжатия, которая создаст огромную нагрузку на чугунную сторону и расколет ее.
 Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.
Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.Лучшим присадочным металлом для сварки чугуна с нержавеющей сталью является NiFe-CI, а затем Ni-CI. Они имеют самую низкую степень усадки и помогают противостоять изменениям объема компонентов из нержавеющей стали.
Так как нержавеющая сталь сильно расширяется и сжимается, лучше избегать предварительного нагрева и холодной сварки деталей.
Можно ли использовать присадочный металл из нержавеющей стали?
Плохая идея сваривать чугунную деталь с использованием присадочного металла из нержавеющей стали, такого как 309 или 312. Они популярны для сварки разнородных металлов, но чугун содержит слишком много углерода.
Они популярны для сварки разнородных металлов, но чугун содержит слишком много углерода.
При образовании лужи углерод в железе и хром в присадочном металле химически соединяются с образованием карбидов хрома. Это очень твердый и хрупкий материал, который сразу же треснет, когда бусина начнет остывать.
Кроме того, поскольку хром больше не является свободным для предотвращения коррозии, буртик и стальная ЗТВ будут ржаветь.
Сварка нержавеющей стали с чугуном методом намазывания
Техника намазывания очень полезна для защиты нержавеющей стали от углерода. Сначала вы свариваете поверхность чугунной детали никелевым присадочным металлом.
После этого вы можете использовать более дешевый присадочный материал из нержавеющей стали, такой как 309L, для приваривания никелевой поверхности к детали из нержавеющей стали.
Так как эти два металла очень разные, вы можете рассмотреть другие методы соединения, такие как сварка пайкой. Или даже использовать болтовые или эпоксидные изделия, если они могут удерживать металлы в зависимости от их размера, формы и условий эксплуатации.
Можно ли сваривать чугун с оцинкованной сталью?
Чугун можно сваривать с оцинкованной сталью, если предварительно удалить цинковое покрытие. После этого это похоже на сварку чугуна с типичной сталью. В качестве альтернативы вы можете использовать метод сварки пайкой, так как он дает хорошие результаты, не повреждая цинковое покрытие.
Оцинкованная сталь имеет прочно прикрепленный к поверхности слой цинка для предотвращения ржавчины. Цинк имеет низкую температуру кипения . Если его сварить, он испарится, создав большой шлейф вредных паров. Если вы вдохнете эти пары, вы заболеете металлической лихорадкой (ссылка на pubmed).
Кроме того, если цинк попадет в ванну, это может вызвать горячее растрескивание вдоль борта. Даже если не произойдет немедленного растрескивания, полученный валик будет иметь много дефектов, таких как пористость, что сделает его более слабым.
Поэтому, если вы хотите сваривать оцинкованную сталь, вы должны снять покрытие не менее чем на 2 дюйма (5 см).
После этого лучше всего использовать присадочный металл NiFe-CI, так как он допускает наличие остаточного цинка в стали.
Сварка твердым припоем очень эффективна при соединении разнородных металлов. Он не плавит основной металл и не повреждает цинковое покрытие. Полученный шарик достаточно прочен, чтобы удерживать небольшие и средние проекты для некритической работы.
Если металлы, которые вы соединяете, большие и тяжелые, лучшим вариантом будет сварка.
Другие статьи Weldpundit
- Как сваривать чугун в среде инертного газа: с предварительным подогревом и без него
- Как сваривать чугун в среде инертного газа: с предварительным нагревом и без него
- Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
- Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
- Можно ли научиться сварке самостоятельно? Что вам нужно.
- Сварочная маска Запотевает? 10 способов предотвратить это.
- Устройства понижения напряжения (VRD) при сварке: Руководство для начинающих.

Ваше 10-шаговое руководство по сварке TIG чугуна
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Сварка вольфрамовым электродом в среде инертного газа, называемая сваркой ВИГ для краткости, использует вольфрамовый электрод в бескислородном газовом поле для соединения металлов вместе. Сварка TIG обеспечивает прочные, гладкие сварные швы и подходит для различных разные металлы. Сварка TIG также подходит для соединения различных видов металл вместе.
Чугун имеет репутацию
трудно сваривать, но сварка TIG может соединять куски чугуна вместе. Потому что
из-за его хрупкости сварные швы в чугуне часто трескаются и выходят из строя. Больше, чем другие
металлы, чугун требует, чтобы вы внимательно следили за шагами, чтобы получить хороший сварной шов. Если
вы пропускаете шаги или делаете их не по порядку, вы повышаете риск взлома. В ТИГ
Для сварки чугуна выполните следующие действия:
В ТИГ
Для сварки чугуна выполните следующие действия:
- Подготовьте электрод, заточив его до острого состояния и вставив в цангу.
- Настройте сварочный аппарат для сварки TIG в соответствии с указаниями производителя.
- Отрегулируйте поток газа, чтобы защитить новый сварной шов от коррозии.
- Тщательно очистите место сварки. Используйте проволочную щетку или шлифовальную машину, а затем ацетон или другой растворитель. Сварной шов не будет прилипать к грязному металлу.
- Перед сваркой уберите растворитель. Вы не хотите прекращать сварку, чтобы бороться с пожарами.
- Подсоедините заготовку к сварочному аппарату. Вы можете подключить провод непосредственно к заготовке или использовать сварочный стол, подключенный к проводу.
- Наденьте защитное снаряжение. Вам понадобится сварочная маска, сварочные перчатки и рубашка с длинными рукавами или сварочная куртка. Сварка TIG вызывает сильное нагревание и искры, поэтому вы должны быть защищены.
- Предварительно нагрейте чугун до температуры от 500 до 1200 градусов. Горячий чугун удержит сварной шов без трещин. Сварка холодного чугуна может привести к образованию трещин.
- Выполнить сварку. Возьмите стержень, зажгите искру и сварите. Работайте медленно на коротких участках и не перегревайте заготовку. Вольфрамовые электроды достаточно горячие, чтобы расплавить чугун.
- Дайте изделию медленно остыть, чтобы предотвратить растрескивание. Аккуратно проковайте сварной шов по мере его остывания, чтобы снять напряжение в соединении.
 Сварка TIG вызывает сильное нагревание и искры, поэтому вы должны быть защищены.
Сварка TIG вызывает сильное нагревание и искры, поэтому вы должны быть защищены. Чугун можно сваривать ВИГ, но это непросто. Чтобы успешно сварить чугун TIG, нужно быть очень осторожным. Следуйте приведенным ниже шагам, и вы сможете успешно сваривать чугун. Не пропускайте ни одного шага и не делайте их не по порядку. Если вы не будете следовать инструкциям, сварной шов, скорее всего, приведет к растрескиванию чугуна и предотвратит дальнейшие попытки сварки.
Оборудование, необходимое для сварки ВИГ чугуна
Для сварки ВИГ требуется сварка ВИГ сварочный аппарат с подачей защитного газа, электродом для подачи тока и сварочный стержень для соединения. В отличие от других видов сварки, сварка TIG использует вольфрамовый электрод для подачи тока и отдельная проволока для сварки металл. Вам нужны обе руки для сварки TIG, одна для электрода, а другая для сварки. стержень.
Газовая смесь
Процесс, используемый для сварки TIG, подвержен коррозии, пока швы горячие. Использование защитного газа защищает сварной шов от кислорода и предохраняет его от коррозии. Лучшими смесями защитного газа для сварки чугуна методом TIG являются либо чистый аргон, либо смесь 75 % аргона и 25 % CO2. Если вы не используете защитный газ, сварной шов будет хрупким и склонным к растрескиванию.
Совет: не выполняйте сварку TIG в тесном замкнутом пространстве. Если аргон или аргон/CO2 накапливаются там, где вы работаете, вы можете задохнуться. Первым признаком того, что аргона или CO2 накопилось слишком много, является обморок, за которым быстро следует смерть. Плохая вентиляция и сварка TIG несовместимы.
Первым признаком того, что аргона или CO2 накопилось слишком много, является обморок, за которым быстро следует смерть. Плохая вентиляция и сварка TIG несовместимы.
Электрод
Электрод проводит электрический ток от сварщик к стыку. Ток становится дугой, которая нагревает сварочный стержень. сделать сварку. Лучшие электроды для TIG-сварки чугуна – торированные. вольфрамовые стержни. Выберите стержень с содержанием 1 % тория, обозначенный EWTh-1 с желтым наконечником, или стержень с содержанием 2 % тория. ториевый стержень марки EWTh-2 с красным наконечником для сварки чугуна.
Сварочный стержень
Сварочный стержень — это материал, который плавится. чтобы соединить кусочки вместе. В отличие от дуговой или проволочной сварки, при сварке TIG используются электроды. проводить ток отдельно от сварочного электрода. Вы должны держать вольфрам электрод в одной руке и сварочный пруток в другой.
Наилучший тип стержня для сварки TIG литья
железо это никель
потому что он имеет такие же свойства теплового расширения, как чугун. Это помогает минимизировать
растрескивание по шву при нагреве детали. Это особенно
важно, если сварной шов будет подвергаться воздействию высоких температур, например, в
блок двигателя или чугунная печка.
Это помогает минимизировать
растрескивание по шву при нагреве детали. Это особенно
важно, если сварной шов будет подвергаться воздействию высоких температур, например, в
блок двигателя или чугунная печка.
Недостатком никелевых стержней является то, что они являются дорогостоящими. Если вы свариваете деталь, которая не будет подвергаться воздействию высоких температуры, алюминий-бронза стержни хорошо работают для чугуна и намного дешевле никеля. Стержни из мягкой стали как 7018 или 6013 также может работать для сварки чугуна методом TIG.
Другое оборудование
Конечно, вам также потребуется стандартная сварка расходные материалы для очистки заготовки, подготовки электродов и зачистки соединения. другие предметы, которые вам нужны, включают:
- Скамья болгарка для подготовки электрода перед сваркой
- Провод щетка для очистки рабочей поверхности, чтобы сварной шов прилипал к поверхность
- Ацетон или другой растворитель для удалить все следы смазки, краски и других загрязнений со сварного шва поверхность
- Угол шлифовальный станок для измельчения материала из трещин
- Защитный оборудование для обеспечения вашей безопасности во время сварки
- Пропан горелка для предварительного нагрева заготовки
- Шар
молоток для долбления сварного шва и предотвращения трещин. Вам не нужен большой
молоток; Легкие постукивания — это все, что требуется
 Вам не нужен большой
молоток; Легкие постукивания — это все, что требуется
Вам не нужен большой
молоток; Легкие постукивания — это все, что требуетсяПроцесс состоит из четырех основных частей. для сварки чугуна: настройка сварочного аппарата, подготовка стыка, сварка и охлаждение заготовки.
Настройка сварочного аппарата
Чугун привередлив в сварке, и однажды он готов к сварке, можно не тратить время на настройку. Получите свой сварочный аппарат готовы идти до того, как вы сделаете что-либо еще, чтобы вы могли начать сварку, как только кусок готов.
Шаг 1: Подготовка электрода
Электрод должен иметь превосходную точки, чтобы обеспечить лучший контроль дуги. Если ваш стержень еще не иметь отличную точку, используйте настольную шлифовальную машину, чтобы поставить точку на электроде. Как только наконечник будет готов, вставьте электрод в цангу на сварочном факел.
Шаг 2. Настройка сварочного аппарата
Когда электрод готов, отрегулируйте настройки сварочного аппарата для чугуна. Поскольку сварочные аппараты бывают разными, обратитесь к инструкциям производителя по настройке сварочного аппарата в зависимости от типа соединения и толщины материала вашего проекта.
Начните с наименьшей рекомендованной силы тока для сварки чугуна. Перегрев заготовки может привести к растрескиванию чугуна, поэтому лучше быть осторожным с используемым теплом. Увеличивайте силу тока до более высокой только в том случае, если самая низкая настройка не расплавит стержень.
Шаг 3: Настройка газа
Наилучшие смеси для сварки чугуна TIG – это чистый аргон или 75 % аргона/25 % CO2. Это еще одна область, в которой следует следовать рекомендациям в руководстве. Использование слишком малого количества газа приведет к окислению сварного шва, что снизит его прочность. Использование слишком большого количества газа не вызовет проблем со сваркой, но аргон дорог, и вы не хотите тратить его впустую.
Убедитесь, что в вашем магазине достаточно
вентиляция для сварки TIG. Сварка TIG в
Плохо проветриваемое помещение действительно опасно для жизни. Потому что СО2
и аргон тяжелее воздуха, они будут скапливаться в низинах, а не
распространяясь по воздуху. Вы можете утонуть в аргоне и никогда не осознать опасности.
Вы можете утонуть в аргоне и никогда не осознать опасности.
Подготовка заготовки
Когда сварочный аппарат готов к работе, вы можете начинаем с самой заготовки. Чугун часто используется в очень грязных приложений, таких как дровяные печи и блоки цилиндров. Вам нужно получить всю грязь от куска, прежде чем пытаться сварить его. Если материал жирный или грязный, сварной шов будет прилипать к мусору, а не к металлу.
Шаг 4. Очистка чугуна
Используйте проволочную щетку для очистки детали тщательно. Тщательно потрите его, чтобы удалить всю грязь, сажу и грязь со всех поверхностей. поверхности, подлежащие сварке. После того, как вы очистите его, протрите его ацетона или другого растворителя, чтобы удалить все следы краски или жира.
Для некоторых микротрещин рекомендуется использовать тонкое лезвие угловой шлифовальной машины, чтобы вырезать материал по краям трещины. Если проволочной щеткой и ацетоном не получается попасть в трещину, нужно тянуться к болгарке. Вставьте его в трещину, чтобы получить чистые края, которые будут держать сварной шов.
Вставьте его в трещину, чтобы получить чистые края, которые будут держать сварной шов.
Шаг 5: Уберите растворитель
Итак, это не часть сварки процесс, но вы действительно хотите начать использовать высокую температуру рядом с чем-то как воспламеняется как ацетон? Дуга от сварки, тепло от пропановой горелки и даже тепло от чугуна может вызвать реакцию паров ацетона.
Потратьте секунду, чтобы убрать растворитель прежде чем вы зажжете искру. Из-за пожара в вашем магазине очень трудно сваривать что-либо.
Шаг 6. Подготовка к сварке
Правильно выровняйте свариваемые детали и зафиксируйте их на месте. Подсоедините сварочный аппарат к заготовке или подключите его к сварочный стол и положите заготовку на стол. Вам нужно соединить деталь сварщику, чтобы замкнуть цепь и получить искру. Как только все было настроены, можно приступать к сварке.
Сварка
Теперь, когда сварщик и заготовка
настроены, вы готовы начать сварку. Чугун плохо поддается сварке, поэтому
Вы должны иметь все готово, прежде чем начать сварку.
Чугун плохо поддается сварке, поэтому
Вы должны иметь все готово, прежде чем начать сварку.
Шаг 7: Подготовьтесь
Прежде чем приступить к работе, наденьте защитное снаряжение. Вам необходимо надеть сварочную маску и сварочные перчатки. Ты также следует носить огнестойкую рубашку с длинными рукавами или кожаную сварочную одежду. куртка для защиты рук от искр. Сварка горячая, опасная работа. Это будет гораздо более опасным, если вы не наденете правильное защитное снаряжение.
Шаг 8: Предварительный нагрев чугуна
Чугун чрезвычайно хрупок. Он треснет, если часть заготовки нагреется, а остальная часть нет. Чтобы предотвратить появление трещин, предварительно нагрейте всю свариваемую деталь пропановой горелкой. Перед началом работы вся заготовка должна быть не менее 500 градусов. Не позволяйте ему нагреваться выше 1200 градусов, иначе он начнет таять.
Зажгите пропановую горелку и играйте на жаре
по всей заготовке, пока вся заготовка не станет достаточно горячей для сварки. Некоторые сварщики даже используют газовые грили для разогрева небольших
части тщательно. Как только он нагреется, вы должны быть готовы начать сварку прямо
прочь. Если он начнет остывать до завершения сварки, остановитесь и снова нагрейте его.
Держите его горячим, пока не закончите.
Некоторые сварщики даже используют газовые грили для разогрева небольших
части тщательно. Как только он нагреется, вы должны быть готовы начать сварку прямо
прочь. Если он начнет остывать до завершения сварки, остановитесь и снова нагрейте его.
Держите его горячим, пока не закончите.
Шаг 9: сварка
Возьмите электрод и стержень, высеките искру, и приступайте к сварке. Держите электрод примерно в дюйме от поверхности сустава с одной рукой, а другой рукой вставьте кончик стержня в свечу. Строить небольшая сварочная ванна расплавленного сварочного стержня, затем начните вытягивать материал вдоль сустав.
Используйте кончик сварочного стержня в сварочная ванна для вытягивания вдоль стыка. Во время работы стержень будет постепенно таять и потребляться суставом. Вам придется координировать оба руками, чтобы получился гладкий бисер. Продолжайте толкать стержень в ковчег и уходить это, затем продвижение ковчега и повторение.
Несколько советов по сварке чугуна:
- Поскольку чугун чувствителен к
перегрев, работа на малых участках. Вам необходимо поддерживать температуру
заготовки между 500 и 1200 градусов. Сварите около дюйма соединения, затем остановитесь
и дайте области остыть. Вы можете работать над другой областью, пока она остывает, или вы
можно просто сделать небольшой перерыв.
- Если вы перегреете чугун, он начнет таять. Температура плавления чугуна около 1400 градусов, ниже чем температура плавления железа или стали. Получите это слишком горячим, и это будет вытекать из формы. Поскольку электрод при сварке TIG имеет температуру более 3000 градусов, можно расплавить чугун, если слишком долго задерживаться на одном месте.
- И наоборот, нужно сохранить чугун тоже от охлаждения слишком сильно. Если вы делаете слишком много сварки на холодном чугуна, разница температур между зоной сварки и остальной частью часть вызовет сильное растрескивание. Вам нужно очень внимательно относиться к температура чугуна во время сварки.
 Вам необходимо поддерживать температуру
заготовки между 500 и 1200 градусов. Сварите около дюйма соединения, затем остановитесь
и дайте области остыть. Вы можете работать над другой областью, пока она остывает, или вы
можно просто сделать небольшой перерыв.
Вам необходимо поддерживать температуру
заготовки между 500 и 1200 градусов. Сварите около дюйма соединения, затем остановитесь
и дайте области остыть. Вы можете работать над другой областью, пока она остывает, или вы
можно просто сделать небольшой перерыв.Этап 10: Упрочнение и охлаждение
Вы можете защитить от трещин путем упрочнения (сплющивания молотком) сварного шва по мере его остывания. Возьмите небольшой молоток и постучите по бусине, пока она еще горячая. Проклевка расширяет сварной шов и помогает ему поддерживать контакт с соединением. Это снимает напряжение вокруг сварного шва и предотвращает растрескивание.
Возьмите небольшой молоток и постучите по бусине, пока она еще горячая. Проклевка расширяет сварной шов и помогает ему поддерживать контакт с соединением. Это снимает напряжение вокруг сварного шва и предотвращает растрескивание.
После завершения сварки дайте кусок охлаждать медленно, чтобы предотвратить растрескивание. Если он остывает слишком быстро, сварка и поверхность будет сокращаться с разной скоростью, и вдоль нее будут образовываться трещины. соединение. Закопать деталь в песок или иным образом изолировать ее, чтобы замедлить охлаждение. и уменьшить трещины.
Некоторые сварщики кладут только что сваренную деталь сверху дровяной печи с хорошим огнем. Они оставляют его там, пока не погаснет огонь полностью вышел и остыл. Это отличный процесс медленного охлаждения.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Сварка холодного чугуна
Сварка чугуна методом TIG без предварительного нагрева возможна, но это сложно. Чтобы сварить холодный чугун, вы должны следить, чтобы чугун не нагревался во время сварки. Для этого работайте медленно, небольшими участками. Это почти как сшивание — наложите очень короткий валик, затем остановитесь и дайте ему остыть или обработайте другой участок сварного шва. Холодная сварка имеет низкую вероятность успеха и высокую вероятность растрескивания чугуна.
Типы чугуна
Существует два разных типа чугуна. Большую часть чугуна называют «серым чугуном», потому что, когда он трескается, края трещины выглядят серыми. Серый чугун можно сваривать. Белый чугун выглядит белым или серебристым, когда трескается.
Серый чугун является наиболее распространенным типом
чугун. Блоки двигателя, выпускные коллекторы, дровяные печи и сковороды
изготавливаются из серого чугуна. Он несколько хрупкий и может треснуть при воздействии
к высокотемпературным колебаниям.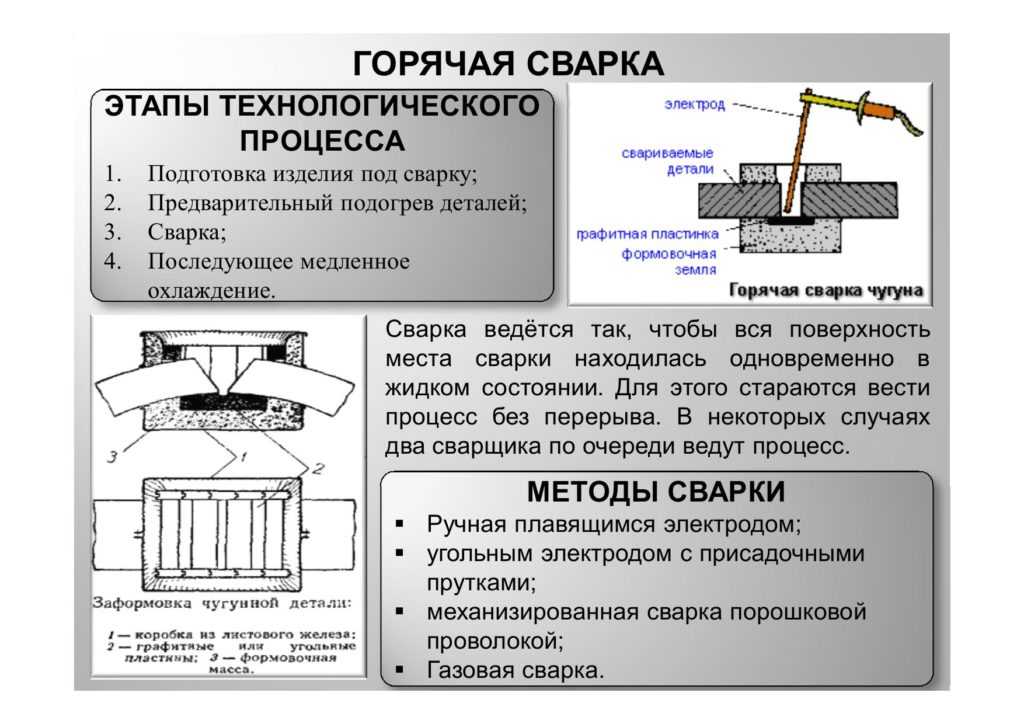 Серый чугун можно сваривать, если вы
осторожно об этом.
Серый чугун можно сваривать, если вы
осторожно об этом.
Белый чугун встречается реже, чем серый. Он намного тяжелее, чем серый. Он используется в промышленных приложениях, таких как насос втулки, опорные поверхности и детали фрезерных станков. Белый чугун довольно хрупкий и нельзя сваривать.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Сварка чугунного блока цилиндров
- Форум
- Сварочные веб-дисциплины
- Сварочные проекты и изображения
- Сварка чугунного блока двигателя
06.
04.2011
# 26Re: Сварка чугунного блока двигателя.
Первоначально Послано ed mac
castweld Вы когда-нибудь использовали ni 44 (tig)
Да, я использовал это, все стержни из никелевого железа будут работать. Стержни с более высоким содержанием никеля оставляют более мягкий сварной шов, ni99 оставляет самый мягкий сварной шов, но haz чрезвычайно твердый. В стержнях из никелевого железа 44 есть марганец, который дает более мягкую дымку, но сварной шов тверже, чем у ni55, поэтому в настоящее время у меня есть ni55 (более мягкий сварной шов) и ni9. 9. Некоторые нижние никель-стержни по цвету соответствуют цвету чугуна, являются магнитными и ржавеют. Но некоторые не поддаются обработке.
ПитерОборудование:
2 старые лапы
2 глаза (выглядят не очень)
1 больная спинаОтветить с цитатой
06.04.2011 # 27
Re: Сварка чугунного блока двигателя.
Первоначально Послано moose13
Меня всегда учили предварительно нагревать при сварке чугуна.
Нагрев является общепринятым методом, так же как и холодная сварка. Я бы предпочел нагревать в диапазоне 1100 градусов, но в этом случае блок пришлось бы заново обрабатывать на большинстве поверхностей (дорого). Хотя холодная сварка не является «лучшим» методом, она вызывает меньше проблем, связанных с высокой температурой. Это работает, я ремонтирую много отливок в обе стороны. Я ошибаюсь? Я делал несколько ремонтов чугуна и всегда сначала предварительно нагревал. Раньше у меня был набор «плавких палочек», которые плавились при определенных температурах. Насколько я помню правую отливку рекомендовали предварительно подогреть до 1000?? Отшлифуйте фаски на всех свариваемых поверхностях. Сварка и последующий нагрев. Затем медленно охлаждают, погружают в песок, чтобы не растрескались.
Насколько я знаю, каждый ремонт, который я сделал, работал и держался.
Может посмотреть на это.
Я нашел эту ссылку, которая была интересной. http://www.locknstitch.com/PreheatWeld.htm
Moose13
ПитерОборудование:
2 старые лапы
2 глаза (выглядят не очень)
1 больная спинаОтветить с цитатой
07.04.2011 # 28
Re: Сварка чугунного блока двигателя.
Первоначально Послано castweld
Нагрев является общепринятым методом, как и холодная сварка.
Высокопрочный литой шов Я бы предпочел нагревать в диапазоне 1100 градусов, но в этом случае блок пришлось бы заново обрабатывать на большинстве поверхностей (дорого). Хотя холодная сварка не является «лучшим» методом, она вызывает меньше проблем, связанных с высокой температурой. Это работает, я ремонтирую много отливок в обе стороны.
Петр
опишите литье для холодной сварки — какой диапазон температур вы имеете в виду?, это была моя первая попытка сварки литьем на днях, поэтому я посмотрел ее. в нем сказано, что температура металла должна находиться вне диапазона от 150 до 499 градусов по Фаренгейту и не превышать 1200-1400 градусов по Фаренгейту, потому что это вызывает хрупкость.
Я держал его в диапазоне 500F+, это то, о чем вы говорите?Я собираюсь сделать то, для чего Бог послал Галена Бизли на эту Землю:
Иметь салонное качество волос и сварки.
Ничто не сравнится с чашечкой хорошего кофе и запахом горящего 6010 по утрам.
971-204-3444 моб.
API ASME Структурный неразрушающий контроль и ремонтОтветить с цитатой
07.04.2011 # 29
Re: Сварка чугунного блока двигателя.
Первоначально Послано galencwi
Привет литой шов
опишите литье для холодной сварки — какой диапазон температур вы имеете в виду?, это была моя первая попытка сварки литьем на днях, поэтому я поискал. он сказал держать металл от 150F до 499F и не превышайте 1200F-1400F, потому что это вызывает хрупкость.
В холодном состоянии не делайте еще один шов до тех пор, пока вы не сможете удобно держать руку на последнем шве — ниже 150F.
Я держал его в диапазоне 500F+, это то, о чем вы говорите?
ПитерОборудование:
2 старые лапы
2 глаза (выглядят не очень)
1 больная спинаОтветить с цитатой
08.04.2011 #30
Re: Сварка чугунного блока двигателя.
благодарю вас.
Я собираюсь сделать то, для чего Бог послал Галена Бизли на эту Землю:
Иметь салонное качество волос и сварки.
Ничто не сравнится с чашечкой хорошего кофе и запахом горящего 6010 по утрам.
971-204-3444 моб.
API ASME Структурный неразрушающий контроль и ремонтОтветить с цитатой
08.04.2011 #31
Re: Сварка чугунного блока двигателя.
После сварки блока отверстия в коленчатом валу и кулачковом подшипнике должны быть выровнены, чтобы компенсировать любую деформацию (деформацию), создаваемую локальным теплом сварки.
Я предлагаю три варианта: Хорошо, Быстро и Дешево. Вы можете выбрать два.
Хобарт AC/DC StikMate LX
Harbour Freight AD Hood
Промышленная пила Harbour Freight
DeVilbis 20 галлонов, 5 л.с., компрессорОтветить с цитатой
08.04.2011 #32
Re: Сварка чугунного блока двигателя.
Не знаю, учитывая рабочую температуру блока цилиндров, которая обычно составляет около температуры охлаждающей жидкости 180*-220*. Брызги масла из картера имеют некоторый охлаждающий эффект, а сам блок контролируется системой охлаждения. Это далеко не «горячие точки» были бы возле верхних стенок цилиндров.
Ответить с цитатой
08.04.2011 #33
Re: Сварка чугунного блока двигателя.
Первоначально Послано castweld
Холодный, как и в случае, не делайте еще один сварной шов, пока вы не сможете удобно держать руку на последнем сварном шве — до 150F.
Значит, холодная сварка вообще не нагревает место сварки?
PeterОтветить с цитатой
08.04.2011 #34
Re: Сварка чугунного блока двигателя.
Первоначально написал Dr. Righteous
Итак, холодная сварка вообще не нагревает свариваемую область?
Да, Питер сейчас еще зеленый, но он может быть таким, как я иногда… спит с ноутбуком….Я обычно объяснял людям «поместите свою голую руку или палец без сварки примерно в 1» от сварного шва и когда вы не можете удержать его там, вам конец». Это более 140 градусов по Фаренгейту.
У всех сварщиков есть привычки, которые позволяют им чувствовать себя комфортно в сварке, и все кажутся немного разными. Но Холод — это холод, а горячее — горячее… Дальше все дурацкие повадки сварщика, неважно, холодное — 140-150, горячее — 1000 или 450 и набирает тепло до красна.
Настоящая широта возникает при взгляде на блок, в вашем есть много материала от области с бу-бу до областей, которые делают больше, чем удерживают нефть. Актерский состав тоже движется и подстраивается.
Матовый
Последний раз редактировалось Matt_Maguire; 08.
04.2011 в 22:45.Ответить с цитатой
08.04.2011 #35
Re: Сварка чугунного блока двигателя.
Мой предпочтительный метод холодной сварки, который я использую для всех больших отливок, заключается в предварительном нагреве как можно большей части отливки и как можно более равномерно, но не более чем 300-400 градусов по Фаренгейту.
Если вы отшлифуете некоторую область поверхности вокруг разрыва, вы можете следить за ней во время предварительного нагрева, чтобы убедиться, что вы не вызываете обесцвечивание. Затем я устанавливаю и закрепляю заплатки или недостающие детали. После того, как все настроено, если я могу держаться за него голой рукой, я начинаю с короткого стежка и продолжаю заниматься, прокалывая его острым молотком, пока он не станет достаточно прохладным, чтобы снова касаться его голой рукой. Если я вынужден уехать хотя бы на короткое время, накройте его противопожарным одеялом или кожаной курткой. Если он остынет до комнатной температуры, то снова начну с нагревателя, но по возможности не останавливаюсь до завершения ремонта. Если вы чувствуете себя так, как будто обхватываете рукой кружку с горячим кофе, то все в порядке.Ответить с цитатой
04-09-2011 #36
Re: Сварка чугунного блока двигателя.
Первоначально написал Dr. Righteous
Итак, холодная сварка вообще не нагревает свариваемую область?
Нет предварительного нагрева.
ПитерОборудование:
2 старые лапы
2 глаза (выглядят не очень)
1 больная спинаОтветить с цитатой
04-09-2011 #37
Re: Сварка чугунного блока двигателя.
Я ремонтировал много блоков Ford 427…428 с окнами, но мы всегда разбирали их и предварительно нагревали блок в самодельной печи с 300 фунтами древесного угля, чтобы он раскалился докрасна..
Отремонтируйте область, а затем верните в духовку и дайте остыть естественным путем.
Это заняло 3 дня, но они всегда держались..…зап!
Я не совсем сумасшедший..
Некоторые детали отсутствуютПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
04-09-2011 #38
Re: Сварка чугунного блока двигателя.
«И эта дыра — результат плохой работы металлических стержней, которые используются в большинстве современных двигателей».
Вы имели в виду порошкообразный прессованный металл, верно?
Сертифицированный инспектор по сварке AWS
Сертифицированный сварщик AWSОтветить с цитатой
04-09-2011 #39
Re: Сварка чугунного блока двигателя.
Придает совершенно новое значение слову «Blown Hemi»
… zap!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
04-10-2011 #40
Re: Сварка чугунного блока двигателя.
У меня есть плохой, я пытаюсь восстановить. Я не знаю, смогу ли я это сделать, он занесло один из поперечных болтов … И в области поперечной направляющей также был вырван кусок …
, что вы, ребята, думаете
ПВТ Инвертиг 201
Линкольн Idealarc SP250
Ручка Miller 180 ACОни должны были держать чайку ближе к работе, равномерно сжимая для лучшего осаждения.
Ответить с цитатой
04-10-2011 #41
Re: Сварка чугунного блока двигателя.
Выглядит не так уж и плохо..
Вы должны осмотреть внутреннюю часть до отверстия кулачка на наличие трещин..
…зап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
12.04.2011 #42
Re: Сварка чугунного блока двигателя.
Да, я просто не знаю, как сделать бобышку для поперечного болта, и убедиться, что она перпендикулярна основной крышке, пока ее приваривают. Никогда не делал подобных вещей, мой папа хочет, чтобы я попытался это исправить. Это только боковая масленка 427.
ПВТ Инвертиг 201
Линкольн Idealarc SP250
Ручка Miller 180 ACОни должны были держать чайку ближе к работе, равномерно сжимая для лучшего осаждения.
Ответить с цитатой
12.04.2011 #43
Re: Сварка чугунного блока двигателя.
Первоначально Послано Дональдом Бранскомом
«И эта дыра является результатом плохой работы металлических стержней, которые используются в большинстве современных двигателей.»
Вы имели в виду прессованный металлический порошок, верно?
Ага……….Ответить с цитатой
 04.2011
# 26
04.2011
# 26 9. Некоторые нижние никель-стержни по цвету соответствуют цвету чугуна, являются магнитными и ржавеют. Но некоторые не поддаются обработке.
9. Некоторые нижние никель-стержни по цвету соответствуют цвету чугуна, являются магнитными и ржавеют. Но некоторые не поддаются обработке.  Я ошибаюсь? Я делал несколько ремонтов чугуна и всегда сначала предварительно нагревал. Раньше у меня был набор «плавких палочек», которые плавились при определенных температурах. Насколько я помню правую отливку рекомендовали предварительно подогреть до 1000?? Отшлифуйте фаски на всех свариваемых поверхностях. Сварка и последующий нагрев. Затем медленно охлаждают, погружают в песок, чтобы не растрескались.
Я ошибаюсь? Я делал несколько ремонтов чугуна и всегда сначала предварительно нагревал. Раньше у меня был набор «плавких палочек», которые плавились при определенных температурах. Насколько я помню правую отливку рекомендовали предварительно подогреть до 1000?? Отшлифуйте фаски на всех свариваемых поверхностях. Сварка и последующий нагрев. Затем медленно охлаждают, погружают в песок, чтобы не растрескались. 
 Я бы предпочел нагревать в диапазоне 1100 градусов, но в этом случае блок пришлось бы заново обрабатывать на большинстве поверхностей (дорого). Хотя холодная сварка не является «лучшим» методом, она вызывает меньше проблем, связанных с высокой температурой. Это работает, я ремонтирую много отливок в обе стороны.
Я бы предпочел нагревать в диапазоне 1100 градусов, но в этом случае блок пришлось бы заново обрабатывать на большинстве поверхностей (дорого). Хотя холодная сварка не является «лучшим» методом, она вызывает меньше проблем, связанных с высокой температурой. Это работает, я ремонтирую много отливок в обе стороны. 






 04.2011 в 22:45.
04.2011 в 22:45. Если вы отшлифуете некоторую область поверхности вокруг разрыва, вы можете следить за ней во время предварительного нагрева, чтобы убедиться, что вы не вызываете обесцвечивание. Затем я устанавливаю и закрепляю заплатки или недостающие детали. После того, как все настроено, если я могу держаться за него голой рукой, я начинаю с короткого стежка и продолжаю заниматься, прокалывая его острым молотком, пока он не станет достаточно прохладным, чтобы снова касаться его голой рукой. Если я вынужден уехать хотя бы на короткое время, накройте его противопожарным одеялом или кожаной курткой. Если он остынет до комнатной температуры, то снова начну с нагревателя, но по возможности не останавливаюсь до завершения ремонта. Если вы чувствуете себя так, как будто обхватываете рукой кружку с горячим кофе, то все в порядке.
Если вы отшлифуете некоторую область поверхности вокруг разрыва, вы можете следить за ней во время предварительного нагрева, чтобы убедиться, что вы не вызываете обесцвечивание. Затем я устанавливаю и закрепляю заплатки или недостающие детали. После того, как все настроено, если я могу держаться за него голой рукой, я начинаю с короткого стежка и продолжаю заниматься, прокалывая его острым молотком, пока он не станет достаточно прохладным, чтобы снова касаться его голой рукой. Если я вынужден уехать хотя бы на короткое время, накройте его противопожарным одеялом или кожаной курткой. Если он остынет до комнатной температуры, то снова начну с нагревателя, но по возможности не останавливаюсь до завершения ремонта. Если вы чувствуете себя так, как будто обхватываете рукой кружку с горячим кофе, то все в порядке.







« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Работает ли Jb Weld на чугуне? (обновлено в 2022 г.)
Что такое J-B Weld?
J-B Weld используется для соединения треснувших или сломанных кусков чугуна. Этот метод был изобретен путевым механиком как альтернатива газовой сварке. J-B Weld — это тип эпоксидных замазок, которые склеивают куски чугуна.
Перед нанесением J-B Weld сломанные или треснувшие части должны быть хорошо очищены, чтобы избежать любых загрязнений, которые могут повлиять на прочность сварного шва. Но остается вопрос: работает ли J-B Weld на чугуне?
Но остается вопрос: работает ли J-B Weld на чугуне?
Связанный: Узнайте больше о сварке с помощью канатного доступа. Полное руководство.
Что такое чугун?
Чугун представляет собой соединение, состоящее из углерода (от 2% до 5%), железа и кремния. Другие следы элементов, которые могут быть обнаружены в чугуне, включают фосфор, марганец и серу. Чугун используется в обрабатывающей промышленности для производства таких продуктов, как; детали двигателя, трубы, посуда, диски и кожух генераторов.
По составу и металлургической структуре чугун подразделяется на шесть групп. К этим группам относятся: легированный чугун, белый чугун, серый чугун, ковкий чугун, ковкий чугун и чугун с уплотненным графитом.
Несмотря на широкое применение, чугун хрупок, не ковок и не поддается скручиванию. Чтобы избежать необходимости выбрасывать треснувший чугун, инженеры по всему миру разработали различные методы их соединения. Методы включают сварку с использованием расходуемых электрических стержней, пайку твердым припоем, холодную сшивку металла эпоксидными замазками, такими как J-B Weld и Quick steel.
Насколько прочна J-B Weld на чугуне?
Существуют различные типы J-B Weld в зависимости от материалов и эксплуатационных стандартов. Чугун равномерно поглощает и распределяет тепло, что является основной причиной его применения в производстве различных изделий, таких как блоки цилиндров двигателя. Материал набирает тепло и эффективно охлаждается, не ослабляя и не трескаясь. При выборе типа J-B Weld следует учитывать рабочие температуры и условия.
Поскольку чугун является хрупким, была изобретена сварка J-B Weld для соединения кусков чугуна вместе.
J-B Weld — это холодная сварка, которая обеспечивает прочный и долговечный ремонт для соединения кусков чугуна вместе. Прочность сварного шва на растяжение составляет 5020 фунтов на квадратный дюйм, и он может выдерживать температуру 550 0 по Фаренгейту. Прочность на сдвиг сварного шва J-B составляет 900 фунтов на квадратный дюйм при температуре 450 0 по Фаренгейту. Согласно стандартам производителя, ниже приведены данные о прочности сварного шва J-B.
| Properties | Test Method | Result |
| color | Dark Grey | |
| Working time (70° F) | 45 min. MAX | |
| Установив время | 4-6 часов | |
| Время отверждения | 16-24 часа | |
| Максимальная температура (Intermittent) | ||
| 1182 | 600° F | |
| Maximum temperature (continuous) | 500° F | |
| Tensile strength | ASTM Cl 638 | 3960 psi |
| Adhesion strength | ASTM D297 | 3960 psi |
| Прочность на изгиб | ASTM D790 | 3960 psi |
| Прочность на сжатие | ASTM 0695 91782 9182 91821191 | |
| Shore D hardness | ASTM 02240 | 85 (1wk) |
| Shrinkage | ASTM 01779 | 0. 0% 0% |
| Flash Power (uncured) | 7400 |
What is какой клей лучше использовать для чугуна?
J-B Weld — это тип эпоксидной замазки, которая соединяет чугунные материалы. Это химическое соединение, надежное и простое в использовании. J-B Weld состоит из двух частей, которые при смешивании и нанесении на желаемую область достигают требуемого результата.
Другие доступные типы эпоксидных шпатлевок включают дерево и бетон. Каждая из эпоксидных замазок наносится в зависимости от свойств материалов. J-B Weld предназначен для нанесения на чугун.
Связанный: J-B Weld против клея Gorilla — какой клей следует использовать?
Лучший сварной шов Jb для чугуна
Сварной шов J-B предназначен для соединения растрескавшихся и сломанных кусков чугуна. Следует выбирать правильный продукт J-B Weld для достижения надлежащего качества и долговечности. Что касается чугуна, можно использовать два типа J-B Weld: J-B Weld SteelStik и J-B Weld High Heat эпоксидные замазки.
J-B Weld SteelStik — замешиваемая вручную устойчивая к ржавчине эпоксидная шпатлевка, которая используется для склеивания чугунных деталей и трещин. После смешивания компаунд можно формовать и придавать ему форму, подходящую для обозначенной области. Состав схватывается через 3-5 минут, а через 1 час его можно обрабатывать и красить. J-B Weld SteelStik имеет номинальную прочность на растяжение 900 фунтов на квадратный дюйм и может выдерживать температуру 300 0 по Фаренгейту.
J-B Weld High Heat — смешиваемая вручную эпоксидная шпатлевка, которая наносится на чугуны, используемые в высокотемпературных регионах. Эта эпоксидная шпаклевка схватывается через 1 час, а через 8 часов ее можно обрабатывать и красить. Полученная в результате связь является жесткой с пределом прочности на разрыв 800 фунтов на квадратный дюйм. J-B Weld High Heat может выдерживать непрерывное тепловое воздействие 400 0 по Фаренгейту и периодическое тепловое воздействие 550 0 по Фаренгейту.
Связанный: JB Weld против эпоксидной смолы: есть ли разница?
Как наносить J-B Weld на чугун
При нанесении J-B Weld на чугун для получения желаемого результата необходимо следовать инструкциям и процедурам. Ниже приведена наилучшая процедура, которой следует следовать при нанесении J-B Weld на чугун.
- Очистите намеченную поверхность наждачной бумагой, чтобы удалить грязь, краску и ржавчину. Движения вперед и назад должны быть применены, чтобы покончить со всеми загрязнениями.
- Используя решетку, воду и мыло, очистите поверхность и дайте ей высохнуть.
- Смешайте равные количества компонентов JB для сварки A и B до получения однородного цвета. При смешивании следует всегда следовать инструкциям производителей.
- Затем смесь наносят на растрескавшиеся чугунные поверхности и дают затвердеть в соответствии с расчетными характеристиками сварного шва JB. Излишки смеси следует соскоблить шпателем до того, как смесь высохнет.
- Через 8 часов для J-B Weld High Heat и 60 минут для J-B Weld SteelStik соединяемые детали из чугуна можно подвергать механической обработке и окрашивать для повышения долговечности сварного шва JB.

Заключение
Сварка J-B зарекомендовала себя как один из наиболее эффективных методов соединения трещин и кусков чугуна. Следует выбирать соответствующий продукт J-B Weld, чтобы не ставить под угрозу долговечность и эффективность сварного шва. Таким образом, всегда следует учитывать свойства материала и области применения.
J-B Weld High Heat и J-B Weld SteelStik являются лучшими J-B Weld для чугуна. Описанные процедуры и безопасность должны соблюдаться во время их применения. Несмотря на эффективность как J-B Weld, рабочие характеристики и эффективность не должны превышаться.
Связанный: Можно ли использовать сварку JB на выхлопной трубе? (Для начинающих)
Как сварить чугун?
Владельцам чугунных станков сломать или расколоть важный литой компонент — кошмарный сон.
Обычно это может означать значительные расходы на замену деталей и наем специалистов по сварке чугуна. В некоторых случаях вы можете выбрать любой вариант.
Мужчина держит сварочную горелкуОднако, если вы умеете варить чугун или готовы привить этот навык своему котенку, сварка самостоятельно может решить проблему очень быстро.
Здесь мы поможем вам ответить на различные вопросы: Что такое чугун? Как сварить чугун?
Пошаговое руководство по сварке литых изделий из чугуна , чтобы у вас были четкие ответы на все вопросы, которые у вас возникнут.
Что такое чугун?
Чугун представляет собой сплав кремния, углерода и железа, в котором содержание углерода обычно составляет более 1,7% и менее 4,5%.
Свариваемость чугуна очень низкая и зависит от вида материала, толщины, сложности, потребности в обрабатываемости и сложности литья.
Ковкий и ковкий чугун обладает хорошей свариваемостью, а серый и белый чугуны подходят только для небольших насадок.
Наиболее широко используемым типом чугуна является серый чугун (или серый чугун).
Серый чугун имеет различные составы и, как правило, представляет собой перлит с несколькими рассеянными чешуйками графита. Название возникло из-за образования изломов серого цвета из-за присутствия графита.
Существуют также легированные чугуны, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания определенных свойств.
Далее, легированный чугун представляет собой аустенитный чугун, модифицированный включениями никеля и различных других компонентов для снижения температуры превращения.
Это необходимо для того, чтобы структура оставалась аустенитной при нормальной или комнатной температуре. Чугун аустенитного типа имеет такую же степень коррозионной стойкости.
В белом чугуне почти все углероды находятся в комбинированной форме. Это обслуживает чугун с превосходной твердостью, которая используется для сопротивления истиранию.
Чугун ковкий изготавливается путем придания белому чугуну необходимой специальной термической обработки. Эта обработка изменяет структуру углерода в железе.
Эта структура превращается в ферритную или перлитную, что повышает ее гибкость.
Ковкий чугун и чугун с шаровидным графитом получают путем добавления алюминия или магния, которые либо связывают углерод в комбинированной форме, либо придают свободному углероду узловатую или сферическую форму вместо обычной чешуйчатой структуры в сером чугуне.
Этот состав обеспечивает более высокую степень пластичности или пластичности отливки.
Основным фактором, влияющим на прочность свариваемого чугуна, является отсутствие гибкости.
Если чугуны нагружены выше предела текучести, они скорее разобьются, чем деформируются до значительной степени.
Таким образом, конфигурация детали и присадочный металл должны выбираться таким образом, чтобы снизить сварочные напряжения. Процедуры сварки под флюсом, MMA, TIG, MIG и газовой сварки обычно используются с никелевыми сварочными расходными материалами.
Это делается для получения качественных сварных швов. Тем не менее, стальные электроды и чугунные могут даже производить приемлемые сварные швы, в частности, из сплавов.
Оборудование, необходимое для сварки
Основные компоненты оборудования, необходимые для сварки, включают в себя:
- Источник питания
- Fume Extraction
- Защита сварщиков
- Электрод
Железное блюда. чугунные порции могут сэкономить деньги и время. Однако есть некоторые проблемы.
Неисправность при сварке в большинстве случаев может привести к растрескиванию или различным другим повреждениям.
В случае, если задействованы какие-либо важные детали, может быть целесообразно выбрать сварочное оборудование с высококвалифицированными сварщиками, чтобы обеспечить успешный результат.
Когда сварка выполняется в домашних условиях, необходимо изучить необходимые шаги/меры, необходимые для эффективного производства сварных деталей.
4 основных шага, которые необходимо выполнить перед началом работы:
- Распознать сплав
- Хорошо очистить отливку
- Выбрать температуру предварительного нагрева.
- Выберите подходящую технику сварки
Распознайте сплав
Это одна из важнейших вещей, которую необходимо сделать перед началом процесса сварки чугунного литья. Чугун относится к группе железоуглеродистых сплавов.
Чугуны приобретают характеристическую твердость благодаря повышенному содержанию углерода от 2% до 4%. Обратите внимание, что эта твердость достигается за счет потери пластичности. По сравнению с кованым железом или сталью он не очень податлив.
Циклы охлаждения и нагрева при сварке приводят к сжатию и расширению металла, а также вызывают растягивающие напряжения.
Чугун почти не деформируется и не растягивается при напряжении или нагреве — вместо этого он ломается или растрескивается, что делает его чрезвычайно трудным для сварки.
Такие характеристики можно улучшить, включив различные сплавы.
Литейные сплавы, которые легко свариваются
Серый чугун
Серый чугун (серый чугун) — одна из наиболее широко используемых разновидностей чугуна.
Углерод осаждается в графитовых чешуйках в процессе производства либо в ферритную, либо в перлитную кристаллическую микроструктуру.
Более пластичный и свариваемый по сравнению с белым чугуном.
Но это по-прежнему представляет собой серьезную проблему для будущих сварщиков, поскольку графитовые чешуйки, разбросанные по серому чугуну, могут попасть в сварочную ванну и вызвать охрупчивание металла сварного шва.
Белый чугун
Белый чугун хранит углерод в карбиде железа, ноль не выделяется в виде графита. Кристаллическая микроструктура цементита хрупкая и твердая. Белый отлив обычно считается непригодным для сварки.
Шаровидный, ковкий или ковкий чугун
Такие чугуны менее хрупкие из-за микроструктурных различий, обусловленных их производством.
Все 3 имеют сфероидальную углеродную микроструктуру, созданную по их уникальной производственной технологии.
Один из разумных способов узнать, какой у вас серый или белый утюг, — это проанализировать его исходные характеристики.
Спектрохимическое исследование может даже помочь вам понять. Когда такие точные манеры кажутся невозможными, вы можете проверить в магазине.
Очистка отливки
Как и в большинстве случаев сварки, говорят, что чем чище поверхность сварочной отливки, тем лучше будут результаты сварки. Обязательно очистите поверхность от краски, масла, жира и т. д.
Для достижения наилучших результатов убедитесь, что в зоне сварки удалены все виды посторонних веществ.
Чтобы удалить захваченные газы из зоны сварки основного металла, убедитесь, что осторожно медленно подаете тепло на область, где вам нужно сварить.
Готовность поверхности чугуна можно проверить, внимательно осмотрев отливку на наличие отложений сварного шва на металле; если примеси присутствуют, то участок будет пористым.
Затем вы можете отшлифовать пористую область или даже повторить процесс, пока пористость не исчезнет.
Выберите температуру предварительного нагрева
При сварке чугуна существуют две концепции: горячая сварка — одна, а холодная сварка — другая. Массы соглашаются, что предварительный нагрев — хороший выбор.
Однако, другие идут с минимальной холодной или горячей сваркой.
Вам необходимо принять один из них, так как, в отличие от различных других металлов, чугун по своей природе является хрупким и обладает минимальной способностью к деформации при сжатии, изгибе и расширении.
Каждый металл имеет свойство деформироваться под воздействием тепла вследствие теплового расширения.
Предварительный нагрев снижает влияние образования трещин вблизи зоны сварки, что позволяет поддерживать температуру почти такой же, как в зоне сварки. Это даже заставляет весь компонент изменяться равномерно.
Кроме того, гораздо лучше избегать чрезмерного нагревания компонента, потому что характеристики чугуна должны измениться, если он подвергается воздействию температуры выше 1400 градусов по Фаренгейту.
С другой стороны, сварка чугуна холодным способом без предварительного нагрева может быть полезной, поскольку она снижает температуру.
Это процедура, при которой не образуются видимые трещины. Выглядит может быть хорошо; однако помните, что внутренняя прочность при холодной сварке останется низкой.
Выберите подходящую технику сварки
После того, как вы определили, что серый чугун требует сварки, вам необходимо выбрать процедуру, которая будет выполняться при сварке.
Один из разумных способов сварки чугуна — выбор подходящего процесса сварки для выбора точного фильтрующего материала.
Выбор процесса сварки должен основываться на личных предпочтениях.
Если у вас есть обработанная поверхность, которая требует сварки, предпочтение следует отдать сварке TIG, поскольку брызги от чугуна, свариваемого электродом и MIG, могут чрезмерно повредить чистую поверхность.
Обратите внимание, что сварка TIG разбрызгивается, и это отличный выбор.
При снижении сильного нагрева и быстром охлаждении процесса электросварки здесь доступен кислородно-ацетиленовый метод. Это помогает поддерживать температуру компонента.
Сварка электродом является альтернативой сварке чугуна, при которой используются электроды с флюсом.
Механическая обработка необходима после завершения процедуры. Просто помните, что выбор присадочного металла является основой сварки чугуна.
Дополнительные советы
Пайка — это еще одна процедура, помогающая соединить чугун. Но это не процедура сварки.
Вы можете выбрать его в случае возникновения проблем при сварке. Ржавые и грязные поверхности могут не соединяться должным образом, поэтому обязательно хорошо очистите поверхность.
Заключение
Чугун является очень сложным элементом для сварки.
Даже незначительное неправильное движение может сильно повредить сломанную деталь или, что еще хуже, сделать сварку внешне прочной, хотя внутри она слабая.
Таким образом, очень важно знать, что вы делаете.
Шаг за шагом, следуя инструкциям, вы можете убедиться, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна для того, чтобы выдерживать назначение компонента.
Nicrotec
AVISO LEGAL
1. Общая информация.
Las Presentes Condiciones (en adelante, Condiciones de Uso) regulan el uso licensedo de la pgina con URL www.nicrotec.com, que SOLDADURAS NICROTEC, S.A. (en adelante, el Prestador del Servicio), pone a disposicin de los usuarios de Internet (en adelante, los Usuarios).
Se pone a disposicin de los Usuarios los siguientes medios donde podrn dirigir sus peticiones, cuestiones y quejas:
Direccin Postal: calle Joiers, 5 Pligono Industrial Riera de Caldes, 08184 Palau Solit i Plegamans
Direccin de correo electrornico: [email protected]
Телефон абонента: 93 863 96 76
Datos registrales de SOLDADUR, SOLDEC. : inscrita en el el Registro Mercantil de Barcelona, en el tomo 31638, folio 25, hoja B-196701.
: inscrita en el el Registro Mercantil de Barcelona, en el tomo 31638, folio 25, hoja B-196701.
2. Интеллектуальная и промышленная собственность.
2.1 Los derechos de propiedad intelectual de la pgina www.nicrotec.com, su cdigo fuente, diseo, fotografas, textos, destructura de navegacin, bases de datos y los distintos elementos en l contenidos, son titularidad del Prestador del Servicio a quien reporte el ejercicio exclusivo de los derechos de explotacin de los mismos en cualquier forma y, en especial, los derechos de reproduccin, distribucin, коммуникацин пблика и трансформацин.
2.2 El Prestador del Servicio es titular de los derechos de propiedad Industrial Referidos a sus productos y servicios, y especficamente de los relativos a la marca registrada Nicrotec, quedando prohibido su uso, salvo autorizacin expresa y firmada por parte del Prestador дель Сервисио.
2.3 Использование без авторизации на информацию, содержащуюся в Интернете, на ревенте, как комо-ла-ла-лесин-де-лос-дерехос-де-Интеллектуал
o Industrial de el Prestador del Servicio dar lugar a las responsabilidades legalmente establecidas.
2.4 El usuario asume la responsabilidad del uso que effecte en la Web. El usuario se compromete a hacer un uso adecuado de los contenidos y servicios que NICROTEC ofrece a travs del mismo. En este sentido, con carcter enunciativo pero no limitativo, el usuario se compromete (i) a no utilizar las imgenes para un mal uso (ii) incurrir en actividades ilcitas, ilegales o contrarias a la buena fe y al orden пблико; (iii) provocar daos en los sistemas fsicos y lgicos de NICROTEC, de sus proofedores o de terceras personas; (iv) introducir o difundir en la redvirus informticos o cualesquiera otros sistemas fsicos o lgicos que sean visibles de provocar cualquier tipo de daos.
3. Aceptacin de las Condiciones de Uso.
Estas Condiciones de Uso regulan el acceso y utilizacin del site www.nicrotec.com que el Prestador del Servicio pone gratuitamente a disposicin де лос Usuarios. El acceso al mismo implica su aceptacin sin reservas.
4. Разрешения на использование.
Se autoriza la visualizacin, impressin y descarga parcial del contenido de la Web slo y exclusivamente si concurren las siguientes condiciones:
4.1. Que морской совместимый кон-лос-штрафы де-ла-Web.
4.2. Que se realice con el exclusivo nimo de obtener la informacin contenida para uso personal y privado. Se prohbe expressamente su utilizacin ограничивается коммерческими или пунктами su distribucin, comunicacin pblica, transformacin или descompilacin.
4.3. Que ninguno de los contenidos relacionados en la Web Шон modificados де Manera Alguna.
4.4. Queningn grfico, icono или imagen disponible en la Web sea utilizado, copyado или distribuido separadamente del texto or resto de imgenes que lo acompaan.
5. Modificaciones en la Web y las Condiciones de Uso.
El Prestador del Servicio se reserva la facultad de efectuar, en cualquier momento y sin necesidad de previo aviso, modificaciones y актуализирует de la informacin contenida en la Web, de la configuracin y Presentacin de sta y de las condiciones de acceso. Как mismo эль Prestador дель Servicio себе резерва эль derecho де актуализа лас представляет Condiciones де Uso грех previo aviso лос Usuarios, дие сын лос nicos responsables де су Consulta Como Paso previo a acceder а-ля Интернет.
6. Limitacin de responsabilidad.
6.1 El Prestador del Servicio не является гарантией отсутствия прерываний или ошибок в доступе к сети или в отношении су contenido, ni que ste se encuentreactualizado. El Prestador del Servicio llevar a cabo, siempre que no concurran causas que lo hagan imposible o de difcil ejecucin, y tan pronto tenga noticia de los errores, desconexiones o falta de actizacin en los contenidos, todas aquellas Labores tendentes a subsanar los errores, restablecer ла comunicacin у актуализировать лос contenidos.
6.2 Tanto el accesso a la Web como el uso inconsentido que pueda efectuarse de la informacin contenida en la misma, es de la exclusiva responsabilidad de quien lo realiza. El Prestador del Servicio не отвечает ninguna consecuencia, dao o perjuicio que pudieran derivarse de dicho acceso o uso. El Prestador del Servicio no se hace responsable de los errores de seguridad, que se puedan producir ni de los daos que puedan causarse al sistema informtico de los Usuarios (аппаратное и программное обеспечение), o a los ficheros o documentos almacenados en el mismo, como consecuencia de :
(i) la presencia de un virus en el ordenador de los Usuarios que sea utilizado para la conexin a los servicios y contenidos de la Web,
(ii) un mal funcionamiento del navegador o
(iii) del uso de versiones no actizadas del мимо.
6.3 El Prestador del Servicio no asume responsabilidad alguna derivada de los contenidos enlazados desde la Web, siempre que sean ajenos a la misma, ni garantiza la ausencia de virus u otros elementos en los mismos que puedan producir alteraciones en sistema inform аппаратное и программное обеспечение), en los documentos o los ficheros de los Usuarios, excluyendo cualquier responsabilidad por los daos de cualquier clase causados a los Usuarios por este motivo.
8. Законодательство применимо и компетентно.
Las Presentes Condiciones де Uso estn sometidas лас leyes espaolas у cualquier споров се dirimir ан лос juzgados де ла Сьюдад-де-Сабадель.
Poltica de privacidad
1. SOLDADURAS NICROTEC, S.A. (en adelante, NICROTEC), informa a los usuarios que respeta la legislacin vigente en materia de proteccin de datos personales, la privacidad de los usuarios y el secreto y seguridad de los datos personales, acceptando para ello las medidas tcnicas y organizativas necesarias para evitar la prdida, mal uso, alteracin, acceso no autorizado y robo de los datos personales facilitados, habida cuenta del estado de la tecnologa, la naturaleza de los datos y лос-риесгос лос-куе estn expuestos.
2. El accesso a los contenidos de esta web est exclusivamente dirigida a mayores de 18 aos 146 aos, por lo que cualquier persona que entregue sus datos personales, manifestate tener dicha edad, quedando prohibido el uso de www. nicrotec.com y ла entrega де datos personales персоны menores де esa edad.
3. NICROTEC tratar los datos de conformidad con los principios de calidad exigidos por la Ley Orgnica 15/1999, de 13 de diciembre de Proteccin de Datos (LOPD), de forma confidencial y con las medidas de seguridad exigidas por el Real Decreto 1720/2007, 21 декабря, por el que se aprueba el Reglamento de desarrollo de la Ley Orgnica 15/1999, de 13 de diciembre, de proteccin de datos de carcter personal.
4. Los datos de carcter personal que se faciliten en la Web, quedarn registradossern tratados en un fichero de NICROTEC debidamente declarado e inscrito en el Registro General de la Agencia Espaola de Proteccin de Datos, con la finalidad de llevar a cabo la prestacin de los servicios ofrecidos, as como para enviar por cualquier medio, incluido el correo electrornico, ofertas de productos y servicios personalizados, mejorar la relacin Comercial y gestionar las peticiones realizadas por nuestros Clientes.
5. El simple hecho de enviar un usuario sus datos de carcter personal a NICROTEC supondr el acceptimiento para su incorporacin al fichero y tratamiento.
NICROTEC facilitar лос-проверки, которые запрашивают una contrasea para acceder al sistema dedicado a ellos. La contrasea ser личное и непередаваемое. En todo caso deber mantener dicha contrasea bajo su control y en caso de que sospechara que un tercero no autorizado ha tenido acceso a la misma deber comunicarlo a NICROTEC.
6. NICROTEC se reserva el derecho de modificar las contraseas en cualquier momento.
5.7. El usuario pod revocar el acceptimiento prestado, sin que tenga efectos retroactivos, y ejercer los derechos de acceso, rectificacin, cancelacin y opposicin dirigindose mediante carta adjuntando su DNI u otro documento identificativo a NICROTEC C/ Joiers, 5 P.I. Риера-де-Кальдес CP 08184 Палау-Солит-и-Плегаманс.
6.8. El usuario garantiza que los datos personales facilitados a NICROTEC son veraces y se hace responsable de comunicar cualquier modificacin de los mismos para que, en todo momento responsean a su situacin fact.