Брызги, шлак, термическое влияние, неровности, подрезов, пористости
#1 Этап контроля
Зачем?
Сварные швы могут получить загрязнения в ходе самого процесса сварки. В этом отношении необходимо провести проверку на предмет:
— БРЫЗГ
— ШЛАКА
— СВАРОЧНОГО ДЫМА
-ТЕРМИЧЕСКОГО ВЛИЯНИЯ
Сварочные брызги при абразивоструйной очистке полностью не удаляются. При распылении краски толщина сухой пленки по контуру брызг недостаточна, кроме того они препятствуют равномерному распределению краски на поверхности.
Шлак образуется вследствие высокой температуры при сварке. Некоторыми способами механической очистки, напр., проволочными щетками, шлак удалить невозможно.
Сварочный дым, особенно от щелочных электродов, может привести к осаждению на поверхности шва щелочного водорастворимого вещества, способного вызвать осмос.
Термическое влияние ведет к ухудшению состояния межоперационной грунтовки или иного покрытия на границе участков сварки или на их обратной стороне. Грунтовка теряет адгезию, частично разрушается, обугливается и окисляется, что может потребовать более тщательной подготовки поверхности, чем это указано в спецификации.
Грунтовка теряет адгезию, частично разрушается, обугливается и окисляется, что может потребовать более тщательной подготовки поверхности, чем это указано в спецификации.
Корректирующие действия:
Сварочные брызги удаляются зубилом или шлифовкой.
Шлак следует удалять молотком для удаления шлака.
Если следы от щелочного сварочного дыма находились под открытым небом более одного месяца, корректирующих действий не требуется. В противном случае, тщательно промойте сварные швы пресной водой под высоким давлением. Зоны термического воздействия следует тщательно очистить как минимум до степени St 3, ISO 8501-1, если в спецификации не указана более высокая степень подготовки поверхности.
КАК ОПРЕДЕЛЯТЬ:
Визуальным осмотром и на ощупь.
ISO разработала стандарт для состояния стальной поверхности в связи с нанесением покрытий. Таким стандартом является ISO 8501-3.
Предупреждающие действия:
Наличие чрезмерного количества сварочных брызг часто вызвано тем, что сварщики работают слишком быстро и, выставив ненадлежащие параметры сварочного оборудования. Вы не можете давать им указания, однако, переговорите с бригадиром маляров или отделом ОТК о последствиях этого для рабочих, занимающихся подготовкой поверхности.
Вы не можете давать им указания, однако, переговорите с бригадиром маляров или отделом ОТК о последствиях этого для рабочих, занимающихся подготовкой поверхности.
Способствовать образованию пор может сварка в среде активного/инертного газа по межоперационной грунтовке. Решением может стать шлифовка для уменьшения ТСП или удаления межоперационной грунтовки на границах проплавления. При ручной сварке некоторые положения (вертикальные) приводят к формированию неровных швов.
Шлак должен удаляться сварщиком. Это согласованная часть его работы. Предотвратить термическое влияние и сварочный дым невозможно.
#2 Этап контроля
Зачем?
Сварные швы представляют собой неровные участки, расположенные рядом с более ровными участками. Для проверки возможности нанесения защитного покрытия необходимо проконтролировать их на предмет:
— НЕРОВНОСТЕЙ
— ПОДРЕЗОВ (ЗОНЫ ОПЛАВЛЕНИЯ)
— ПОРИСТОСТИ
Неровности, т.е. остатки проволоки, выпуклости и т. п. полностью абразивоструйной очисткой не удаляются.При нанесении покрытий по контурам швов, местами, сухая пленка может иметь низкую толщину, что, на отдельных погруженных в воду участках, приведет к преждевременному ржавлению и вздутию.
п. полностью абразивоструйной очисткой не удаляются.При нанесении покрытий по контурам швов, местами, сухая пленка может иметь низкую толщину, что, на отдельных погруженных в воду участках, приведет к преждевременному ржавлению и вздутию.
При подрезах в стали рядом со швами образуются глубокие канавки с острыми краями. Как и в случае с неровностями их нелегко покрыть материалом в достаточной степени.
Порымогутсодержатьпрокатнуюокалинуиостаткисварочногофлюса,которые невозможно вычистить механическими способами, включая абразивоструйную очистку. Краска не может проникнуть и перекрыть подобную пористость.
Корректирующие действия:
Неровности должны быть сошлифованы до образования гладкой поверхности, так, чтобы на ощупь они не казались острыми или выступающими, или как указано в рабочей спецификации.
Подрезы должны быть зашлифованы или заварены, если они слишком глубокие.
Пористость следует устранить шлифовкой или завариванием. Если среда последующей эксплуатации характеризуется низкой коррозионной активностью, допускается применение соответствующей шпаклевки.
КАК ОПРЕДЕЛЯТЬ:
Визуальным осмотром и на ощупь.
ISO разработала стандарт для состояния стальной поверхности в связи с нанесением покрытий. Таким стандартом является ISO 8501-3.
Предупреждающие действия:
Наличие чрезмерного количества подрезов, пористости и неровностей часто вызвано тем, что сварщики работают слишком быстро и выставив ненадлежащие параметры сварочного оборудования. Вы не можете давать им указания, однако переговорите с бригадиром маляров или отделом ОТК о последствиях этого для рабочих, занимающихся подготовкой поверхности.
Способствовать образованию пор может сварка в среде активного/инертного газа по межоперационной грунтовке. Решением может стать шлифовка для уменьшения ТСП или удаления межоперационной грунтовки на границах проплавления. При ручной сварке некоторые положения (вертикальные) приводят к формированию неровных швов.
Примечание:При нанесении покрытий на танки, перед проведением инспекции поверхности стали целесообразно провести струйную очистку сварных швов. Некоторые поры и подрезы обнаруживаются только после абразивоструйной очистки.
Некоторые поры и подрезы обнаруживаются только после абразивоструйной очистки.
Как предотвратить сварку брызг — О сварке — Новости
Как предотвратить брызги сварки
(1) Правильный выбор параметров процесса
1. Сварочный ток и напряжение вДУГа CO2,существует определенное правило между скоростью брызг и сварочным тока для каждого диаметра сварочной проволоки. Скорость всплеска мала в области низкого тока (короткое замыкание чрезмерной области), а также небольшой в области высокого тока (тонкая частица чрезмерной области). Скорость всплеска является крупнейшим в средней области, и скорость всплеска мала, когда ток составляет менее 150A или более 300A, и скорость всплеска велика между ними.
При выборе сварочного тока следует избегать, насколько это возможно, текущей области с высокой скоростью брызг. После того, как ток определяется, соответствующее напряжение соответствует для обеспечения минимальной скорости всплеска,
2. Когда факел вертикальный, брызги самый маленький, а угол наклона самый большой, тем больше брызг. Лучше не наклонять факел вперед или назад более чем на 20 градусов.
Когда факел вертикальный, брызги самый маленький, а угол наклона самый большой, тем больше брызг. Лучше не наклонять факел вперед или назад более чем на 20 градусов.
3. Длина растяжения сварочной проволоки также влияет на брызги. Длинасварочной проволокикак можно короче.
(2) выбрать соответствующий материал сварочной проволоки для защиты газового состава. как:
Выберите стальной сварочной проволоки с низким содержанием сварочного углерода, насколько это возможно, чтобы уменьшить CO газа, генерируемого в процессе сварки. Практика показывает, что брызги могут быть значительно уменьшены, когда количество углерода в сварочной проволоке уменьшается до 0,04%.
2. Используйте трубчатую проволоку для сварки. Поскольку трубчатая сварочная проволока содержит стабилизатор дуги дезоксидайзера и другой газ — защиту шлакового сустава, так что процесс сварки очень стабилен, брызги могут быть значительно уменьшены;
(1) в длинной дуговой сварке с использованием смеси CO2 в качестве защитного газа.
Несмотря на то, что скорость всплеска может быть уменьшена путем разумного выбора стандартных параметров и погладкого метода дуги, количество брызг по-прежнему большое. Добавление определенного количества газа Ar в газ CO2 является наиболее эффективным способом уменьшения чрезмерного брызг металла частиц.
После добавления газа Ar в газ CO2 меняются вышеперечисленные физические и химические свойства чистого углекислого газа. По мере увеличения доли АР-газа брызги постепенно уменьшаются. Смесь CO2-Ar может не только преодолевать брызги, но и улучшать образование сварного шва, а также иметь влияние на глубину сварки, высоту сварки и остаточную высоту.
Когда содержание 60%, размер капли перехода, очевидно, может быть уменьшена, и даже струйный переход может быть получен, что улучшает переходные характеристики капли и уменьшает всплеск металла.
(2) ограничить нарушение энергии жидкого металлического моста в случае чрезмерного короткого замыкания сварки
Чрезмерное короткое замыканиесварка вызовет брызги металла. На заключительном этапе короткого замыкания чрезмерная сварка, из-за резкого увеличения короткого замыкания тока, мост жидкий металл будет нагреваться быстро, в результате чего конденсации тепла, и, наконец, привести к мосту взрыв и брызги.
На заключительном этапе короткого замыкания чрезмерная сварка, из-за резкого увеличения короткого замыкания тока, мост жидкий металл будет нагреваться быстро, в результате чего конденсации тепла, и, наконец, привести к мосту взрыв и брызги.
Метод уменьшения такого родабрызги: при коротком замыкании переход сварки, разумный выбор характеристик сварочного питания и соответствовать соответствующим регулируемым тока, так что, когда сварочный провод с различными диаметрами могут быть скорректированы на соответствующие короткие темпы роста замыкания. Использование низкой скорости брызг сварочного провода
1.Для твердой проволоки с сердцевиной,в соответствии с предпосылкой обеспечения механических свойств, содержание углерода должно быть сокращено, насколько это возможно, и добавить соответствующее количество титана, алюминия и других элементов сплава. Брызги, вызванные газами, такими как CO2, могут быть значительно уменьшены за счет сварки частиц или короткого замыкания сварки.
2. Использование CS2CO3, K2CO3 и других веществ, активированныхсварочной проволоки, положительная полярность сварки.
3.Поток cored проволокииспользуется. Скорость брызг металла проволоки с потоком составляет 1/3 от скорости твердой проволоки.
В процессе сварки со стороны CO2, потеря металлического всплеска составляет около 10% от расплавленного металла сварочной проволоки, а серьезные потери могут быть до 30-40%. При наилучшем состоянии потерю всплеска можно контролировать в пределах 2-4%.
Увеличение потери брызг позволит снизить коэффициент осаждения сварочного провода, тем самым увеличив потребление сварочных проводов и электрической энергии, а также снизить производительность сварки и сварки.
Брызги металла прилипнут к конечной стороне проводимого сопла и внутренней стенке сопла, что сделает проволоку, питающейся не гладкой и повлияет на стабильность дуги, снизит защитный эффект защитного газа и ухудшит качество формирования сварного шва. Кроме того, плеснул металла, который прилипает к проводящим сопла, сопла, сварные швы и сварочные поверхности по-прежнему должны быть очищены после сварки, что увеличивает вспомогательные часы сварки.
Кроме того, плеснул металла, который прилипает к проводящим сопла, сопла, сварные швы и сварочные поверхности по-прежнему должны быть очищены после сварки, что увеличивает вспомогательные часы сварки.
Экологическое значение потерь электродного металла от угара и разбрызгивания при MIG/MAG сварке
Подробности
- Подробности
- Опубликовано 31.10.2015 10:06
- Просмотров: 4467
Потери электродного металла на угар и разбрызгивание – важнейшая проблема повышения эффективности сварочных работ. Они характеризуются коэффициентом потерь электродного металла, который определяется по разнице массы израсходованного и наплавленного металла.
Фактическое значение для электродов с покрытием варьируется в пределах 5-20%. Для стабильных процессов сварки в углекислом газе электродами диаметром до 2 мм значение составляет 5-8% и не превышает 12%. Коэффициент потерь учитывается при нормировании расхода сварочных материалов.
Угар электродного металла происходит в результате испарения и окисления металла и компонентов сварочных материалов при плавлении. О величине угара можно судить по удельному образованию дыма окислов и конденсированного металла — сварочного аэрозоля на 1 кг израсходованных сварочных материалов. Это наиболее хорошо изученная часть рассматриваемой нами проблемы, так как большинство сварочных материалов прошло гигиеническую оценку, как у нас, так и за рубежом. Практически все применяемые сварочные материалы имеют паспортные данные по валовым выделениям твердой и газообразной фазы сварочного аэрозоля на 1 кг расходуемого материала. Эти данные используются при расчетах вентиляции и определении выбросов, загрязняющих атмосферу.
Для примера: в таблице 1 представлены данные по выделению вредных веществ (угар металла) при сварке магистральных трубопроводов некоторыми сварочными материалами.
При сварке проволокой Св08Г2С одного стыка трубы до предельно допустимой концентрации (ПДК) марганца 0,3 мг/м3 загрязняется от 8300 до 10000 кубических метров воздуха рабочих мест и в 10 раз больше – атмосферного воздуха.
Разбрызгивание электродного металла является следствием газодинамического удара, возникающего при испарении перемычки между сварочной проволокой и каплей, переходящей в сварочную ванну. Возникающее при этом давление направлено радиально от места взрыва. При газодинамическом ударе возникает вероятность выброса брызг жидкого металла не только самой перемычки, но и жидкого металла, находящегося на торце электрода. Потери металла зависят от режима сварки. При сварке с крупнокапельным переносом без коротких замыканий разбрызгивание металла происходит в основном из-за случайного вылета за пределы шва крупных капель и систематического выброса мелких капель с электрода. При сварке с принудительными короткими замыканиями разбрызгивание происходит из-за выброса мелких капель вследствие взрыва шейки и выброса остатка капли с электрода. Наименьшее разбрызгивание отмечается при струйном переносе металла, особенно при сварке порошковыми проволоками.
Температура разбрызгиваемого металла близка к температуре кипения. Брызги металла при полете наблюдаются как искры и в застывшем виде имеют шаровидную форму. Максимальный размер брызг несколько больше диаметра сварочной проволоки, минимальные размеры достигают десятых и сотых долей миллиметра. Разбрызгивание металла составляет по массе более 90% общих потерь металла от угара и разбрызгивания.
Брызги металла при полете наблюдаются как искры и в застывшем виде имеют шаровидную форму. Максимальный размер брызг несколько больше диаметра сварочной проволоки, минимальные размеры достигают десятых и сотых долей миллиметра. Разбрызгивание металла составляет по массе более 90% общих потерь металла от угара и разбрызгивания.
Разбрызгивание в основном оценивается как нежелательный технический фактор, например — неэффективный расход сварочной проволоки, заваривание брызгами сварочных мундштуков, приваривание брызг на свариваемый материал с необходимостью его зачистки, а также как пожароопасный и опасный производственный фактор, приводящий к ожогам.
Разбрызгивание металла как источника металлической пыли, содержащего вредные вещества, до настоящего времени не рассматривалось. В то время как брызги размером в сотые и десятые доли миллиметра уже являются промышленной пылью и при скорости воздуха 0,2-0,3 м/с свободно перемещаются в пространстве производственных помещений.
Содержание вредных веществ в сварочных брызгах соответствует химическому составу применяемых сварочных материалов. Основной компонент сварочных материалов — железо — относится к третьему классу токсичности. Легирующие добавки — никель, хром, марганец и другие — относятся к веществам 2-го и 1-го класса токсичности.
Свойства брызг расплавленного металла в эксперименте
Для получения информация о размерах, дальности полета и температуре брызг испытательной лабораторией ЗАО «СовПлим» проведена серия экспериментов.
1. Методом компьютерной обработки материалов видеосъемки процесса сварки определены скорость вылета брызг металла от сварочной горелки и скорость свободного падения брызг металла с высоты 2,8 м.
2. Методом определения стойкости к прожиганию нетканого фильтрующего полиэфирного материала по аналогии с ГОСТ 12.4.052-78 определены дальность полета, плотность потока и температура брызг.
В качестве источника брызг металла использована полуавтоматическая сварка проволокой в защитной среде — смесь аргона с СО2 проволокой Св08Г2С диаметром 0,8 мм при токе 120 А и напряжении 19,8В. Скорость подачи проволоки — 6,6 м/мин. Время сварки 45-50 с.
На рисунке 2 представлена компьютерная обработка кадра видеосъемки сварки продолжительностью 0,034 с.
Основная масса брызг вылетает от сварочной горелки с начальной скоростью 4,12-8,82 м/с. Скорость полета отдельных брызг от сварочной горелки превышала 20 м/с. Такие искры при угле подъема 45 градусов могут отлететь от горелки на расстояние 1,7 и более метров.
На рисунке 3 представлена компьютерная обработка свободного падения (гравитационной гидравлической крупности w ) раскаленных частиц. Для устранения влияния скорости вылета частиц от дуги сварочная дуга поднята на высоту 2,8 м. База регистрации частиц установлена на высоте от 0 до 1,45 м от уровня пола, где выравнивалась скорость свободного падения раскаленных брызг. Результаты измерения гравитационной гидравлической крупности w, раскаленных брызг приведены в табл. 2.
Средняя скорость падения 4,4 м/с. Среднеквадратическое отклонение составляет 0,62, что составляет 12%. Точность измерения времени – 0,1 сек.
На рисунке 4 представлено распределение прожогов фильтровальной ткани на расстоянии 200 мм от сварочной горелки. В эксперименте определено распределение брызг вокруг сварочной горелки по расположенной около неё поверхности горючего полиэфирного нетканого материала:
• непосредственно под сварочной горелкой над листом 500х500 м;
• под сварочным столом высотой 760 мм над листом шириной 1000 и длиной 2000 мм.
Предварительно в эксперименте определена температура полного оплавления ткани, равная (без загорания) +4000С и температура оплавления ткани с коксованием краев оплавления, равная +600 0С.
В круге под горелкой диаметром 0,4 м, площадью 0,125 м2 при расходе 26,4 грамма сварочной проволоки за 45 секунд зафиксировано 760 точек проплавления материала круглой формы диаметром от 0,3 до 6 мм, из которых 92% приходится на отверстия, проплавленные каплями диаметром от 0,3 до 1 мм, с температурой +400 0С, и 8% — на отверстия, проплавленные каплями размером более 1 мм и температурой более +600 0С.
Распределение прожогов ткани при свободном полете брызг металла над листом длиной 2 м представлено в таблице 3.
Из таблицы видно, что основной разлет брызг металла приходится на дистанцию до одного метра (максимум на 0,4 м) от точки сварки. Отдельные высокотемпературные брызги отлетают до 2-х метров.
В эксперименте установлено:
• Основная масса брызг вылетает от сварочной горелки с начальной скоростью 4,12-8,82 м/с.
• Основной разлет брызг металла приходится на дистанцию до одного метра (максимум на 0,4 м) от точки сварки.
• Отдельные брызги могут отлететь от горелки на расстояние 1,7 и более метров.
• Средняя скорость свободного падения брызг равна 4,4 м/с.
• Средний размер свободно падающих брызг равен ≈ 0,05 мм (50 мкм)
• Брызги с температурой +400 0С диаметром от 0,3 до 1 мм составляют 10% массы разбрызгиваемого металла. • Брызги с температурой более +600 0С размером более 1 мм составляют 90% массы разбрызгиваемого металла.
В настоящее время разбрызгивание металла приобретает новое значение в связи с широким внедрением в производство средств очистки воздуха при сварке. Воздухоприемные устройства ФВУ по условиям их эффективной работы располагаются на расстоянии 0,25-0,40 м от сварочной дуги со скоростью в точке всасывания 0, 3 м/с. Скорость воздушных потоков в таких фильтровентиляционных устройствах, как СС-1200, ПМСФ-1 ЗАО «СовПлим», равна 16 м/с.
Практически все мелкие брызги размером до 1 мм и крупные, выбрасываемые в сторону воронки ВУ, могут захватываться в систему удаления и очистки пыли. Скорости транспортировки 16 м/с достаточно для долета брызг до фильтровальной ткани. (Она должна быть в 2-2,5 раза больше скорости витания наиболее крупных частиц)
Всё это создает две дополнительные проблемы:
• Заметное увеличение массовой нагрузки на фильтр, дополнительной к расчетной по дыму.
• Постоянная угроза оплавления и возгорания фильтров.
Для решения новой экологической проблемы, связанной с разбрызгиванием при сварке, необходимо взять за правило обеспечение любых видов ФВУ предварительными фильтрами очистки воздуха от брызг металла. В качестве таких устройств предпочтительны механические пылеосадители – преимущественно «циклоны».
Выводы
1. Угар и разбрызгивание сварочных материалов загрязняют окружающую природную среду токсичными материалами в виде сварочного дыма и пыли.
2. Дым и брызги металла являются токсичными отходами, как правило, 3-го класса токсичности и выше, из-за содержания в них легирующих добавок и марганца.
3. Брызги металла имеют начальную скорость полета, достаточную для их захвата местными вытяжными устройствами.
4. Размеры брызг — их гидравлическая крупность — достаточны для свободной транспортировки по длине воздуховодов.
5. Энергии брызг достаточно для оплавления и коксования фильтрующих материалов и для зажигания горючих материалов.
6. Любые фильтры, электростатические или тканевые, должны быть оборудованы предварительными механическими фильтрами очистки воздуха от брызг.
7. В качестве фильтров предпочтительны циклонные аппараты.
8. Полученные данные по гидравлической крупности использованы при расчёте новых малогабаритных «циклонов».
Читайте также
Добавить комментарий
Использование сварочных смесей в полуавтоматической сварке
Автор:
Н. А. Яшенков, AIR LIQUIDE Россия
Проведение сварки в среде сварочных смесей на основе аргона обеспечивает по сравнению с углекислотной такие преимущества, как стабильность процесса и более легкая управляемость, высокая производительность, снижение затрат и времени на постобработку, улучшение качества сварного шва и условий труда сварщика и др.
ВведениеCварка — это получение неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании и (или) пластическом деформировании. Такое определение задано ГОСТ 2601–84.
На сегодняшний момент разработано великое множество видов сварки плавлением, но наиболее производительным и универсальным в условиях основной массы производств, нашедшим применение в разнотипных сварочных процессах при сварке различных металлов, следует признать полуавтоматическую сварку в среде защитных газов (MIG/MAG).
Именно высокая производительность и возможность сварки с высокой скоростью и в различных пространственных положениях обусловили ее большую популярность среди сварочных производств по всему миру в различных отраслях промышленности.
Для того чтобы получить стабильное проведение сварочного процесса, необходимо обеспечить надежную защиту зоны сварки от попадания атмосферного воздуха, так как он содержит азот (78,1%), кислород (20,9%), аргон (0,9%), СО2 (0,036%) и некоторое количество редких газов (
Рис. 1. Содержание газов в воздухе
Именно попадание в зону сварки большого количества таких газов, как азот (N2), кислород (O2), а также паров H2O, вступающих в реакцию с расплавленным металлом, резко ухудшает качество сварного шва, образуя в нем поры, окислы и прочие дефекты, которые нарушают сплошность сварного шва и делают изделия непригодными к использованию.
В связи с этим появляется необходимость применения защитных газов, которые способны вытеснять и замещать собой атмосферный воздух. Газы, применяемые при полуавтоматической сварке, не только вытесняют воздух, но и непосредственно влияют на протекание и производительность самого процесса сварки.
Начиная с 1950 года широкое распространение получила механизированная сварка в среде углекислого газа (СО2). Однако сварку в среде СО2 характеризует повышенное разбрызгивание, высокое дымообразование, нестабильное горение сварочной дуги на высоких режимах сварки, большое количество оксидных включений и неравномерное формирование сварного шва ( рис. 2).
Рис. 2. Недостатки процесса сварки в среде СО2
Разбрызгивание обусловлено повышенным поверхностным натяжением капли металла и типом переноса металла. При сварке в СО2 переход электродного металла в сварочную ванну возможен двумя способами — сваркой короткими замыканиями и крупнокапельным переносом. Из них наиболее применимой к производству металлоконструкций из металла средних и больших толщин является сварка на повышенных значениях сварочных режимов. При таких режимах в среде СО2 на конце электродной проволоки возможно формирование только крупных по размеру капель, которые при падении в сварочную ванну создают интенсивное ее разбрызгивание, поэтому дуга горит нестабильно и шов формируется с большой неравномерностью и наплывами. При этом забрызгивается сопло, наконечник и газовый диффузор сварочной горелки — требуется закупка большого количества расходных материалов и частая их замена (
Рис. 3. Дополнительные расходы при сварке в среде СО2
Высокое образование дыма и сварочных аэрозолей связано с тем, что СО2 является активным газом и вступает в реакцию с жидким металлом сварочной ванны. При этом происходит активное окисление жидкого металла и выгорание легирующих элементов, таких как кремний (Si) и марганец (Mn), что значительно снижает механические свойства сварного шва и ведет к появлению большого количества оксидных включений в виде плотных стекловидных пленок коричневого цвета на его поверхности ( рис. 4). В связи с этим появляется острая необходимость применять значительно более дорогие сварочные проволоки, обогащенные элементами-раскислителями кремнием и марганцем. К тому же при выгорании этих элементов образуются дым и сварочные аэрозоли, наносящие серьезный вред здоровью сварщиков. Проявляется это в том, что, попадая в легкие, эти элементы постепенно осаждаются там в виде мелких силикатных чешуек. Со временем эта мелкая силикатная пыль не выводится, а аккумулируется в еще большем количестве, что приводит к такому профессиональному заболеванию, как силикоз легких с возможными более серьезными осложнениями (рис. 4).
Рис. 4. Проявление недостатков сварки в среде СО
4. Проявление недостатков сварки в среде СО
Все эти недостатки применения углекислого газа, конечно, требовали появления более технологичных защитных сварочных газов, которые были бы способны заменить СО2 в производственном процессе и при этом значительно улучшить качество сварных соединений и повысить уровень культуры производства.
Решением этих задач стало применение сварочных газовых смесей, основу которых составляет инертный газ аргон, лишенный всех тех недостатков, что описывались выше.
Давайте рассмотрим все наиболее значимые особенности сварочных смесей по сравнению с CO2:
1. Повышение стабильности процесса сварки — стабильное горение сварочной дуги.
2. Возможность использования самых производительных типов переноса электродного металла.
3. Снижение потерь электродного металла на разбрызгивание.
4. Уменьшение времени на зачистку швов и околошовной зоны от налипших брызг.
5. Уменьшение затрат на закупку зачистного инструмента.
6. Увеличение срока службы спецодежды сварщиков.
7. Уменьшение набрызгивания электродного металла в сопло горелки и на контактный наконечник — увеличение срока службы расходных материалов — уменьшение затрат на закупку расходных материалов.
8. Более легкое управление сварочной дугой и формированием сварочной ванны — шов более равномерный и гладкий, чем при сварке в CO2.
9. Повышение жидкотекучести сварочной ванны — более плотный сварочный валик, оптимальное усиление шва, более плавный переход сварного шва к основному металлу, отсутствие подрезов.
10. Улучшение условий труда для сварщиков — значительное снижение дымообразования и сварочных аэрозолей — уменьшение вредного воздействия на здоровье сварщика.
11. Уменьшение выгорания легирующих элементов.
12. Улучшение механических свойств металла шва.
13. Возможность увеличения скорости сварки — общее увеличение производительности в 1,5–2 раза.
 Уменьшение зоны термического влияния — уменьшение коробления свариваемых деталей.
Уменьшение зоны термического влияния — уменьшение коробления свариваемых деталей.15. Увеличение глубины проплавления, уменьшение высоты усиления шва — использование сварочной проволоки с максимальной эффективностью.
16. Уменьшение времени на зачистку сварочных швов до необходимой геометрии.
Теперь необходимо остановиться на каждом пункте более подробно.
Повышенная стабильность сварочной дуги связана с тем, что основой сварочных смесей является аргон. В связи с тем, что процесс горения дуги в смесях аргона является стабильным на различных режимах сварки, мы с их помощью имеем возможность управлять характеристикой самой сварочной дуги в широком диапазоне и получать различные управляемые типы переносов электродного металла в сварочную ванну (рис. 5).
Рис. 5. Типы переносов электродного металла в сварочную ванну при сварке в защитных сварочных смесях
В отличие от сварки в CO2, в защитных сварочных смесях помимо сварки короткозамкнутой дугой и крупнокапельного переноса возможны также такие переносы электродного металла, как: капельный отклоненный, мелкокапельный, струйный, струйно-вращательный и импульсный.
Возможность использования различных способов переноса металла делает сварку значительно более управляемой и универсальной для различных пространственных положений и дает возможность сваривать металлы различной толщины, одновременно управляя глубиной проплавления.
Из всех возможных типов переноса металла следует отметить четыре основные, которые являются наиболее производительными:
1. Короткозамкнутая дуга — используется преимущественно для сварки тонколистового металла, так как ведется на невысоких сварочных параметрах. Применяется во всех пространственных положениях. Характеризуется небольшим проплавлением и значительным усилением сварочного валика, присутствует мелкокапельное разбрызгивание металла. Требует последующей зачистки зоны сварки от налипших брызг.
2. Мелкокапельный перенос — используется для сварки как средних, так и больших толщин металла при многопроходной сварке. Производится на повышенных сварочных режимах. Применяется во всех пространственных положениях. Обеспечивает высокое качество сварочных швов и оптимальную глубину проплавления. Присутствует мелкокапельное разбрызгивание металла. Требует последующей зачистки зоны сварки.
Обеспечивает высокое качество сварочных швов и оптимальную глубину проплавления. Присутствует мелкокапельное разбрызгивание металла. Требует последующей зачистки зоны сварки.
3. Струйный перенос — применяется для высокопроизводительной сварки металла средних и больших толщин. Сварка ведется на высоких сварочных режимах, которые позволяют значительно увеличить скорость подачи проволоки и саму скорость сварки, т. е. длину швов за одинаковый промежуток времени можно увеличить практически вдвое. При таком переносе металл с конца электродной проволоки срывается в виде струи и плавно переходит в сварочную ванну, не образуя брызг. Обеспечивается очень стабильное горение дуги, глубокое проплавление, повышается жидкотекучесть сварочной ванны, образуя равномерную гладкую поверхность сварного шва. Зачистка швов от брызг не требуется.
4. Импульсный перенос является наиболее универсальным переносом для сварки металла тонких, средних и больших толщин во всех пространственных положениях. Сварка происходит отдельными направленными каплями металла, которые при падении полностью поглощаются сварочной ванной без образования брызг. Зачистка швов от брызг не требуется.
Зачистка швов от брызг не требуется.
Первые два описанных типа переноса имеют недостаток в виде появления разбрызгивания мелких капель электродного металла, которые, впрочем, довольно легко убираются при использовании шлифовальных кругов и стальной щетки.
В свою очередь, использование импульсного и струйного переноса, возможных только в среде аргона, обеспечивает практически полное отсутствие брызг металла при сварке, в связи с чем дальнейшие зачистные работы можно исключить из технологического процесса, а это экономит значительные оборотные средства на зарплату рабочих на зачистке, закупку дорогостоящих шлифмашинок и зачистных кругов.
Отсутствие разбрызгивания электродного металла, в свою очередь, обеспечивает высокую экономию сварочной проволоки (до 30%), а сварочные материалы — это одна из основных статей расходов любого предприятия.
Также, применяя сварочные смеси и полностью убирая разбрызгивание, мы снижаем затраты на закупку спецодежды сварщиков. Это также касается стекол сварочных масок, сварочных рукавиц, сварочных роб.
Следующий пункт, который влияет на экономию, — это набрызгивание в сопло горелки, на контактный наконечник и газовый диффузор. Частая чистка от налипших брызг изнашивает данные расходные материалы и требует постоянной закупки, замены и применения специальных составов от налипания брызг — и это еще одна значительная статья расходов.
В свою очередь, использование аргоновых смесей позволяет сделать сварочную ванну более жидкотекучей в связи с уменьшением поверхностного натяжения металла. Это обеспечивает мелкозернистую структуру металла шва, гладкую поверхность сварочного валика с оптимальным усилением и плавным переходом к основному металлу, что дает отсутствие концентраторов напряжения, которые являются недопустимыми при сварке ответственных металлоконструкций.
Основой данных сварочных смесей является газ аргон, который инертен и, в отличие от СО2, не окисляет металл сварочной ванны при сварке, что в первую очередь влияет на количество дымообразования и выгорание легирующих элементов.
Соответственно, чем меньше выгорает кремния и марганца, тем меньше частиц этих элементов попадает в состав сварочных аэрозолей и тем меньше вредное воздействие на здоровье сварщиков. Это еще один факт, который говорит в пользу применения сварочных смесей и улучшает культуру производства.
Применение струйного переноса на высоких сварочных параметрах позволяет увеличить скорость подачи сварочной проволоки, что в сумме с отсутствием разбрызгивания приводит к общему увеличению наплавленного металла в единицу времени и, соответственно, общей производительности сварки, которая по отношению к СО2, в зависимости от определенных условий, легко может быть увеличена до 1,5–2 раз.
Увеличение скорости сварки, в свою очередь, приводит к уменьшению зоны термического влияния, что сводит к минимуму коробление свариваемых деталей. Это позволяет значительно уменьшить остаточные напряжения в сварных швах и в некоторых случаях исключить из техпроцесса такие виды операций, как правка, калибровка и термообработка.
Высокое значение сварочного тока при струйном переносе обеспечивает глубокое проплавление, а повышенная жидкотекучесть сварочной ванны и отсутствие брызг позволяют использовать сварочную проволоку с максимальной эффективностью, т. к. проволока меньше расходуется на образование усиления, делая сварку в аргоновых смесях наиболее экономически выгодной.
В любом случае все те возможности сварочных смесей, что описывались выше, по достоинству оценят те руководители производств, которым в первую очередь важны:
1. высокое качество швов производимой продукции;
2. значительное увеличение производительности сварки;
3. экономия на сварочной проволоке, спецодежде, расходных материалах к горелкам;
4. улучшение условий работы сварщиков;
5. экономия на зачистных работах и зачистном инструменте.
Частые проблемы MIG-сварки и способы решения
Сварка сварка сплошной проволокой в среде защитного газа (GMAW): самые распространенные проблемы и возможные способы решения
Перепечатано с разрешения журнала Practical Welding Today из выпуска за сентябрь-октябрь 1997 года. Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
- пористость металла наплавления;
- неправильная форма сварного шва;
- недостаточное сплавление;
- проблемы с подачей проволоки из-за неправильной настройки и обслуживания оборудования.
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности
Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения
Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита
Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения
Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла
Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения
К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва
Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение
Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения
Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки
Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения
Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель
Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения
Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление
Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения
Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки
Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник
Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения
Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки
Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения
Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки
Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения
Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик
Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения
Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки
Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения
Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
Нижневартовский районОфициальный сайт администрацииХанты-Мансийский автономный округ — Югра
- Агропромышленный комплекс
- Афиша мероприятий
- Религия
- ЖКХ
- Здравоохранение
- Земельные ресурсы
- Информационная политика
- Выступления и обращения Главы района
- Культура
- Конкурсы
- Комиссия по делам несовершеннолетних
- Молодежная политика
- Новости района
- Новости ХМАО
- Опека и попечительство
- Образование
- Объявления
- Рабочая поездка
- Потребительский рынок
- Предпринимательство
- Финансы
- Социальная поддержка населения
- Спорт
- Экология
- Жилье
- Строительство
- Наука и технологии
- Совещания
- Органы власти
- Туризм
- ГОиЧС
- Выборы
- Охрана труда
- Тарифы без мифов
- Безопасный район
- Занятость населения
- 90 лет району
- Соболезнования
- В социальных сетях пишут.
 ..
.. - Информация ведомств
- Пресс-релизы
- Десятилетие детства
- Депутатский корпус
- Национальные проекты
 ..
..Опросы
- Календарь новостей
 org/Breadcrumb»>
Главная
org/Breadcrumb»>
Главная
|
|
 ..
.. Инфографика. Видеоролики. Буклеты
Инфографика. Видеоролики. Буклеты Аган
Аган Ларьяк
Ларьяк 03.2013 по 30.04.2015 года
03.2013 по 30.04.2015 годаЧто такое сварочные брызги? (Полное руководство)
Сварочные брызги образуются из капель расплавленного металла или неметаллического материала, которые могут образовываться в процессе сварки. Капли горячего материала могут разбрызгиваться или разбрызгиваться со сварного шва и попадать на верстак, пол, основной материал или другие окружающие области. Когда они остывают, они образуют маленькие круглые шарики материала там, где они приземлились.
Капли горячего материала могут разбрызгиваться или разбрызгиваться со сварного шва и попадать на верстак, пол, основной материал или другие окружающие области. Когда они остывают, они образуют маленькие круглые шарики материала там, где они приземлились.
Большинство проблем с разбрызгиванием при сварке возникает в результате дуговой сварки металлическим электродом в среде защитного газа (GMAW), также известной как сварка MIG/MAG.
Излишки брызг можно удалить с места их попадания и переработать в печь.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Откуда это?
- Чем это вызвано?
- Как это выглядит?
- Как уменьшить
- Как исправить
- Брызги плохие?
- Это дефект?
- Заключение
Ряд факторов может вызвать разбрызгивание при сварке, но, в конечном счете, оно возникает из сварочной ванны, сварочной проволоки или их комбинации.
Например, сварочная ванна может быть нарушена, и расплавленный материал может разбрызгаться, или сварочная проволока может разбросать основной металл из сварочной ванны перед плавлением. В качестве альтернативы сварной шов может оторваться и разлететься в результате отталкивания дуги.
Как отмечалось выше, разбрызгивание при сварке может быть вызвано множеством различных факторов, хотя основной причиной является нарушение сварочной ванны при перемещении проволоки в сварной шов. Обычно это вызвано настройками силы тока и напряжения, используемыми во время сварки. Если напряжение слишком низкое или сила тока слишком велика для комбинации проволоки и газа, это может означать, что дуга слишком холодная, чтобы удерживать проволоку и сварочную ванну в расплавленном состоянии, вызывая тупиковый эффект проволоки. Это может происходить как при низком, так и при сильном токе, вызывая хлопки, приводящие к разбрызгиванию и иногда называемые сварщиками «взрывом дуги».
Выбор сварочного газа также может привести к образованию брызг. CO 2 экономически эффективен, так как увеличивает энергию дуги, но также создает больше брызг. Аргон часто используется для уравновешивания брызг CO 2 .
CO 2 экономически эффективен, так как увеличивает энергию дуги, но также создает больше брызг. Аргон часто используется для уравновешивания брызг CO 2 .
Другие причины разбрызгивания включают контакт сварочной капли со сварочной ванной, рассеивание основного металла перед плавлением во время процессов с короткой дугой. В качестве альтернативы сила отталкивания дуги может привести к отрыву и разлету валика сварного шва.
Конечно, разбрызгивание при сварке также может быть вызвано простым попаданием сварочной капли в расплавленную сварочную ванну, особенно в режиме шаровидного переноса.
Причины разбрызгивания при сварке могут усугубляться такими факторами, как сварочная проволока низкого качества, слишком длинные или короткие дуги, неподходящие газовые смеси, плохое состояние поверхности сварки, неправильный угол наклона сварочной горелки, неправильная скорость подачи проволоки, расположение заземления, потеря защиты газа или ветра и влаги в атмосфере.
Сварочные брызги образуются каплями расплавленного материала, разбрызганными или разбросанными во время сварки, что приводит к образованию неприглядных шариков материала.
Брызги сварки могут вызвать ожоги, поскольку расплавленные капли распространяются по воздуху. По мере охлаждения эти капли прилипают к основному материалу и окружающей области, вызывая дефекты на поверхности материала.
Брызги могут быть опасны в отраслях, связанных с нефтью, а следы, трещины, повреждения или поры, оставленные на поверхности, могут привести к коррозии. Это можно облегчить с помощью спрея против брызг.
Уменьшить разбрызгивание можно, но разные причины требуют разных методов решения проблемы.
Таким образом, мы рассмотрим распространенные причины появления брызг при сварке и методы, которые можно использовать для их устранения:
1. Состав металла и наполнителя
Более дешевые металлы могут содержать наполнители для снижения затрат, но иногда они могут металл не поддается сварке, что приводит к разбрызгиванию. То же самое можно сказать и о ваших собственных присадочных материалах, иногда с более дешевыми стержнями и проволокой, включая материалы, которые делают их склонными к разбрызгиванию.
То же самое можно сказать и о ваших собственных присадочных материалах, иногда с более дешевыми стержнями и проволокой, включая материалы, которые делают их склонными к разбрызгиванию.
Решения: Самое простое решение — убедиться, что используемые вами материалы и продукты имеют достаточно высокое качество, чтобы предотвратить или уменьшить количество брызг.
2. Грязь и загрязнение
Грязь или загрязнение могут вызвать разбрызгивание расплавленного металла, что приведет к образованию брызг при сварке. Это загрязнение может включать защитные покрытия и масла, которые необходимо удалить, чтобы уменьшить разбрызгивание. Сварочная проволока и стержни также должны содержаться в чистоте, чтобы уменьшить количество брызг, которые могут быть вызваны грязью, ржавчиной или загрязненными присадочными материалами.
Решения: Удалите грязь, масло и ржавчину с каждой стороны сварного шва с помощью проволочной щетки, шлифовального круга или лепесткового круга, чтобы довести металл до чистоты и блеска. Вы также должны хранить свои наполнители в чистом, сухом месте, чтобы они не ржавели и не загрязнялись грязью, пылью или маслом.
Вы также должны хранить свои наполнители в чистом, сухом месте, чтобы они не ржавели и не загрязнялись грязью, пылью или маслом.
3. Настройки сварочного аппарата
Хотя можно использовать общие эмпирические правила, когда дело доходит до настроек сварочного аппарата, в действительности каждый сварной шов имеет свои идеальные настройки, и опыт научит вас делать необходимые корректировки для конкретного сварного шва. Если нет необходимого количества тепла и проплавления, сварочная ванна может разрушиться и вызвать повышенное разбрызгивание.
Настройки сварочного аппарата различаются для сварки TIG и MIG, при этом методы MIG требуют правильной скорости подачи проволоки. Если это будет слишком быстро, металлическая проволока попадет в расплавленную ванну и вызовет разбрызгивание и разбрызгивание, но если слишком медленно и проволока испарится до того, как достигнет сварного шва, будут брызги.
Использование неправильной полярности также может привести к чрезмерному разбрызгиванию, поэтому не забудьте проверить, правильно ли выбран тип проволоки, будь то сплошная или порошковая. Кроме того, убедитесь, что расход газа, подушка и тип защитного газа указаны правильно, так как эти факторы также могут увеличить разбрызгивание.
Кроме того, убедитесь, что расход газа, подушка и тип защитного газа указаны правильно, так как эти факторы также могут увеличить разбрызгивание.
Решения для сварки MIG: Убедитесь, что вы проверили полярность сварочного аппарата MIG, чтобы он работал с правильным типом проволоки, и убедитесь, что ток и/или напряжение обеспечивают хороший нагрев и проплавление сварного шва. Эти настройки должны работать вместе со скоростью подачи проволоки, которая соответствует вашим навыкам и требованиям сварки. Также убедитесь, что из сопла торчит нужное количество проволоки, чтобы не разбрызгиваться. Это может варьироваться в зависимости от геометрии сварного шва, но обычно составляет около 3/8 дюйма. В дополнение к этому, вам необходимо убедиться, что вы используете правильный газ для сварки и что в зоне сварки имеется хорошая, однородная газовая подушка.
Решения Stick / TIG:
Скорость перемещения важна для предотвращения разбрызгивания при сварке этих типов сварных швов. Это связано с настройками тока и/или напряжения; если слишком жарко, вы должны двигаться быстро, что может привести к разбрызгиванию. Однако, если она слишком холодная, сварка будет грубой и может привести к прилипанию, что приведет к неприглядному сварному шву с брызгами.
Это связано с настройками тока и/или напряжения; если слишком жарко, вы должны двигаться быстро, что может привести к разбрызгиванию. Однако, если она слишком холодная, сварка будет грубой и может привести к прилипанию, что приведет к неприглядному сварному шву с брызгами.
В обоих методах ключом является практика и опыт, поэтому новичкам рекомендуется попрактиковаться в настройках на металлоломе, медленно меняя настройки, чтобы найти лучшие для своих сварных швов.
4. Техника сварки
Как отмечалось выше, скорость, с которой вы перемещаетесь при сварке MIG или TIG, может увеличить количество брызг. Это может быть вопрос техники, которую можно улучшить только практикой. Однако есть и другие специфические факторы, которые следует учитывать, например, ваш MIG будет создавать больше брызг, когда он проходит под углом 15 градусов. Между тем, при сварке TIG, если дуга слишком длинная, количество сварочных брызг увеличивается.
Решения MIG: Конечно, хорошая техника является ключом к созданию хороших сварных швов, включая направление движения при сварке MIG. Стабильно более высокие температуры могут быть достигнуты путем вытягивания сварного шва, в то время как проталкивание сварного шва обеспечивает лучшее распределение тепла. Хотя это зависит от используемого материала, это может привести к разбрызгиванию, если вы сделаете это неправильно. Как указано выше, угол наклона вашего сварочного пистолета не должен превышать 15 градусов; если он слишком крутой, вы создадите больше брызг. Скорость сварки также важна, она не должна быть ни слишком быстрой, ни слишком медленной, так как это не только создаст больше брызг, но и может повредить качество вашего сварного шва.
Стабильно более высокие температуры могут быть достигнуты путем вытягивания сварного шва, в то время как проталкивание сварного шва обеспечивает лучшее распределение тепла. Хотя это зависит от используемого материала, это может привести к разбрызгиванию, если вы сделаете это неправильно. Как указано выше, угол наклона вашего сварочного пистолета не должен превышать 15 градусов; если он слишком крутой, вы создадите больше брызг. Скорость сварки также важна, она не должна быть ни слишком быстрой, ни слишком медленной, так как это не только создаст больше брызг, но и может повредить качество вашего сварного шва.
Решения TIG: Скорость сварки также важна при сварке TIG или сварке электродом. Если вы будете двигаться слишком быстро, вы создадите больше брызг, что может быть вызвано слишком высокими значениями тока или напряжения. Длина дуги также должна быть правильной, эмпирическое правило состоит в том, чтобы поддерживать длину дуги равной металлическому сердечнику вашего электрода.
5. Проблемы с оборудованием
Проблемы с оборудованием также могут быть причиной разбрызгивания, будь то неравномерная подача проволоки, плохое заземление, отсутствие потока защитного газа или изношенный или неподходящий размер контактного наконечника. Любые проблемы, влияющие на ток, подачу присадочного газа или защитного газа, могут увеличить разбрызгивание при сварке.
Решения: Проще говоря, для получения высококачественных сварных швов без брызг важно убедиться, что ваше оборудование работает должным образом. Это включает в себя очистку зажима заземления, чтобы он имел хороший контакт и ток не колебался. При сварке MIG вы должны убедиться, что подача проволоки имеет правильное натяжение, без заеданий или ограничений подачи. Вы также должны убедиться, что регуляторы шлангов и газовые порты подсоединены, чисты и работают правильно, чтобы защитный газ проходил беспрепятственно. Точно так же контактный наконечник должен быть подходящего размера и в хорошем состоянии.
Несмотря на все меры предосторожности, у вас все равно могут остаться сварочные брызги, которые необходимо устранить. Есть несколько методов, которые можно использовать для очистки сварочных брызг, хотя они могут занимать много времени и быть утомительным, поэтому всегда лучше избегать брызг.
Методы фиксации сварочных брызг включают:
- Шлифовка: Брызги можно убрать шлифовкой, хотя это может занять много времени. Однако, если вам нужно использовать угловую шлифовальную машину как часть отделочных работ, возможно, стоит приложить усилия, чтобы одновременно убрать все брызги
- Отбойный молоток / Долото для удаления брызг: Ручные инструменты, такие как отбойный молоток, являются еще одним методом удаления брызг. Они специально разработаны для быстрого удаления сварочных брызг без повреждения основного металла
- Спреи, гели и ленты для защиты от брызг: Вместо того, чтобы удалять брызги после сварки, вы можете использовать спреи, гели или ленты для защиты от брызг, чтобы предотвратить прилипание брызг. При использовании лент часто рекомендуется использовать алюминиевую ленту, так как она выдерживает тепло от брызг и не плавится, в отличие от пластиковых лент.
 При использовании лент часто рекомендуется использовать алюминиевую ленту, так как она выдерживает тепло от брызг и не плавится, в отличие от пластиковых лент.
При использовании лент часто рекомендуется использовать алюминиевую ленту, так как она выдерживает тепло от брызг и не плавится, в отличие от пластиковых лент.В то время как небольшое количество сварочных брызг обычно не считается чем-то плохим (особенно если после этого их убирают), слишком большое количество брызг может стать серьезной проблемой.
Брызги при сварке могут привести не только к простою оборудования для очистки, но и к лишнему расходу материалов. Кроме того, сварочные брызги могут обжечься, если попадут на кожу, поэтому нужно соблюдать осторожность, чтобы не пораниться!
Сварочные брызги могут считаться дефектом, если они превышают количество, указанное в спецификации проекта или стандарте сварки.
Вообще говоря, минимальное разбрызгивание обычно является незначительной проблемой, но если разбрызгивания много, это можно классифицировать как дефект.
Сварочные брызги могут показаться сварщикам повседневной опасностью, но существует несколько различных причин появления брызг. Кроме того, брызги могут быть опасны и рассматриваться как недопустимый дефект для некоторых проектов или стандартов.
Кроме того, брызги могут быть опасны и рассматриваться как недопустимый дефект для некоторых проектов или стандартов.
По этой причине обычно лучше попытаться уменьшить разбрызгивание с помощью различных методов, от изменения техники сварки до проверки настроек и состояния оборудования.
Причины появления брызг при сварке и способы их уменьшения
Для серьезных сварщиков, таких как те из вас, кто читает эту статью, слово «брызги» может состоять из четырех букв. В этом нет ничего хорошего. Таким образом, справедливо задаться вопросом:
Что такое сварочные брызги, чем они вызваны и как их можно предотвратить?
Что такое брызги?
Для тех, кто может не знать, сварочные брызги состоят из шариков расплавленного металла, которые вылетают из сварочной ванны и прилипают ко всему поблизости. Обычно это вы, металл, который вы свариваете, или ваши сварочные инструменты.
Поскольку эти шарики расплавлены и очень горячие, они прочно прилипают ко всему, с чем соприкасаются. Если это ваша заготовка, она создает беспорядок, который вам нужно убрать. Короче говоря, брызги делают ваши сварные швы неаккуратными.
Если это ваша заготовка, она создает беспорядок, который вам нужно убрать. Короче говоря, брызги делают ваши сварные швы неаккуратными.
Но если он приземлится на вас, значит, ваша плоть вот-вот даст вам понять, насколько горячи эти надоедливые сферы. Они могут прожечь одежду и обжечь кожу. Ой!
Кроме того, небольшие кусочки металла, прилипшие к вашим инструментам, могут засорить газовые порты или создать различные проблемы с вашим снаряжением.
Поскольку вы выбросили некоторое количество металла из сварного шва в виде брызг, в тяжелых случаях целостность сварного шва может быть нарушена, что приведет к дефекту сварки. Как видите, брызги — это реальная проблема по многим причинам.
Итак, слово «брызги» не может состоять из четырех букв, но оно способно вызвать постоянный поток брызг из сварочного аппарата.
Что вызывает разбрызгивание при сварке и как его предотвратить?
Обычно разбрызгивание происходит, когда сварочная ванна разрушается таким образом, что расплавленный металл выплескивается из сварного шва.
Это означает, что несколько факторов могут вызвать разбрызгивание при сварке. Наиболее распространенными являются:
- Состав материала
- Загрязненные/грязные материалы
- Техника сварки
- Настройки сварочного аппарата
- Проблемы с оборудованием
Состав металла и наполнителя
Некоторые металлы лучше других. Более дешевый металл часто содержит много «наполнителя», чтобы снизить стоимость. Но материалы, используемые в качестве наполнителей в более дешевых сплавах, часто делают металл непригодным для сварки. Если постараться, брызги будут неизбежны.
То же самое относится и к вашим наполнителям. Более дешевые стержни и сварочная проволока также могут включать материалы, которые делают присадочный материал склонным к разбрызгиванию.
Как предотвратить разбрызгивание, связанное с составом материала
Итак, если низкокачественный металл и наполнитель могут создавать разбрызгивание при сварке, то уменьшают ли разбрызгивание качественные материалы? Как оказалось, да.
Само собой разумеется, вам нужно знать и понимать металл, который вы свариваете. Если это качественный материал, пригодный для сварки, брызг будет меньше.
Это относится и к вашему наполнителю. Проведите исследование и поймите, что вы покупаете. Вы должны получить лучшую присадочную проволоку и стержни, которые вы можете найти. От этого зависит качество вашего сварного шва, и это также поможет уменьшить разбрызгивание.
Грязь и загрязнения
Вы когда-нибудь видели, что происходит, если добавить воду в горячее масло? Это заставляет масло плеваться и разбрызгиваться повсюду.
Думайте о грязи и загрязнениях так же, как о попадании воды в горячее масло. Это приведет к тому, что расплавленный металл будет плеваться и разбрызгиваться, вызывая брызги, которые вам придется очищать.
Также необходимо считать загрязнением масло и другие защитные покрытия или материал, нанесенный на металл производителем. Конечно, вы можете сваривать большинство этих способов обработки поверхности, но при этом вы будете убирать больше брызг.
Чистота необходима и при наполнителе. Легко не обращать внимания на грязь и масло, которые могут попасть на сварочную проволоку или прутки, хранящиеся в магазине. Кроме того, они могут ржаветь со временем. Но грязь, ржавчина или загрязненные наполнители также могут вызывать разбрызгивание.
Как предотвратить загрязнение Проблемы, связанные с загрязнением
Если грязь и загрязнение вызывают брызги, устраните их, как Терминатор, ищущий Сару Коннер. Только не надо предварительно выдирать страницы из телефонной книги.
Шутки в сторону, грязь и загрязнение — враги, и вам необходимо тщательно очистить их в ходе подготовки к сварке.
Грязь, масло и ржавчина должны быть удалены на ¾ дюйма с каждой стороны сварного шва. Отшлифуйте, проволочной щеткой или при необходимости используйте лепестковый круг. Блестящий металл обычно лучше всего.
Кроме того, помните, что наполнитель тоже должен быть чистым. Обязательно храните его в своем магазине под навесом и в прохладном, сухом месте. Вы же не хотите, чтобы на нем скапливалась грязь, пыль, масло и т. д., и вы не хотите, чтобы он ржавел.
Вы же не хотите, чтобы на нем скапливалась грязь, пыль, масло и т. д., и вы не хотите, чтобы он ржавел.
Настройки сварочного аппарата
Эмпирические правила для настройки сварочного аппарата просты в использовании, но они могут стать костылем. Каждый сварной шов имеет оптимальные настройки, и ваше оборудование должно быть настроено для конкретного сварного шва, который вы выполняете.
Если «нагрев» и проплавление неправильные, вы рискуете разрушить сварочную ванну и увеличить разбрызгивание.
При использовании сварочного аппарата MIG необходимо также правильно настроить подачу проволоки. Слишком быстро, и вы отправите сплошную металлическую проволоку в бассейн, что вызовет возмущение, более чем достаточное для создания брызг. Слишком медленно, и вы испарите проволоку до того, как она попадет в сварной шов. Опять больше брызг.
Кроме того, использование неправильной полярности может привести к чрезмерному разбрызгиванию. Забыть перевернуть его обратно на сплошную проволоку после использования порошковой проволоки время от времени случается со всеми.
Еще одна «настройка», связанная с уменьшением разбрызгивания сварочным аппаратом MIG, — это газ.
Если скорость потока, газовая подушка или тип газа неверны, это может повлиять на количество брызг.
Как предотвратить проблемы, связанные с настройкой
Чтобы решить, как уменьшить разбрызгивание при сварке MIG или при использовании электрода, полезно отдельно обсудить аппараты MIG и аппараты для сварки электродом.
Настройки сварочного аппарата MIG
Время от времени вы начинаете наносить валик и видите, что столько же металла отлетает, сколько ложится на сварной шов. Проверьте свою полярность. Вы, наверное, забыли перейти с порошковой проволоки на сплошную.
Кроме того, ток и/или напряжение должны быть правильными для достижения хорошего проникновения и надлежащего нагрева. Эти настройки работают рука об руку с правильной скоростью подачи проволоки.
Если подавать проволоку слишком медленно, проволока плавится слишком далеко от металла и сжижается на воздухе, а не ложится в бусину. В результате расплавленный присадочный материал распыляется за пределами сварного шва, создавая сварочные брызги. Если это произойдет слишком близко к наконечнику пистолета, вы даже можете его забить.
В результате расплавленный присадочный материал распыляется за пределами сварного шва, создавая сварочные брызги. Если это произойдет слишком близко к наконечнику пистолета, вы даже можете его забить.
Если подавать проволоку слишком быстро, сплошная проволока «вонзается» в сварочную ванну. Это разрушает расплавленный металл, и одним из результатов являются сварочные брызги.
Вылет из сопла также должен быть установлен правильно. Часто указывается эмпирическое правило: ⅜ дюйма. Но он может варьироваться в зависимости от геометрии сварного шва. Но слишком большой выступ приведет к большему разбрызгиванию, а также к ряду других проблем со сварным швом.
Еще нужно проверить бензин. Во-первых, вам нужен правильный газ для сварки. Используйте неправильный газ, и вы получите плохие результаты сварки с большим количеством брызг.
Затем вы также должны убедиться, что у вас есть хорошая газовая подушка, равномерно распределенная во время сварки. Неправильно установите скорость потока газа для сварки MIG или создайте турбулентную газовую подушку, и воздух загрязнит сварной шов и повлияет на него. Одним из результатов является большее количество брызг.
Одним из результатов является большее количество брызг.
Настройки Stick Welder
Ваша скорость связана с настройками тока и/или напряжения. Слишком жарко, и вы должны двигаться быстро. Если вы помните, одна из причин разбрызгивания шва палкой — слишком быстрое движение.
С другой стороны, слишком холодно, и сварка грубая. Он колеблется между сваркой и прилипанием, что вызывает разбрызгивание и неприглядный сварной шов.
Особое примечание по настройкам сварочного аппарата
Для ввода настроек может потребоваться некоторое экспериментирование. Потренируйтесь на металлоломе и потихоньку набирайте настройки. Если вы вносите большие изменения, вы рискуете перепрыгнуть через золотую середину.
Да, это занимает некоторое время, но также улучшает сварные швы и уменьшает количество брызг.
Техника сварки
Итак, вы провели тщательную подготовку, металл блестит до блеска, и вы использовали лучший чистый присадочный материал, какой только можно найти. Кроме того, у вас есть настройки оборудования, идеально подходящие для сварки, которую вы собираетесь выполнить.
Кроме того, у вас есть настройки оборудования, идеально подходящие для сварки, которую вы собираетесь выполнить.
Но этого недостаточно. Ваш метод также может привести к чрезмерному разбрызгиванию. Например, угол горелки MIG может создавать брызги. При смещении на угол 15° количество брызг начинает увеличиваться.
То же самое верно, если вы свариваете электродом; твоя техника имеет значение. Например, если длина дуги станет слишком большой, увеличится количество брызг.
Кроме того, скорость, с которой вы перемещаетесь с обоими типами сварочных аппаратов, может увеличить количество брызг. Если вы двигаетесь слишком быстро или медленно, это создает больше брызг.
«Правильная» техника стала правильным способом не просто так. Благодаря многолетнему опыту он производит самые прочные и чистые на вид сварные швы.
Как предотвратить проблемы, связанные с техникой
Сварка — это искусство, поскольку она зависит от техники пользователя для получения красивого и качественного сварного шва.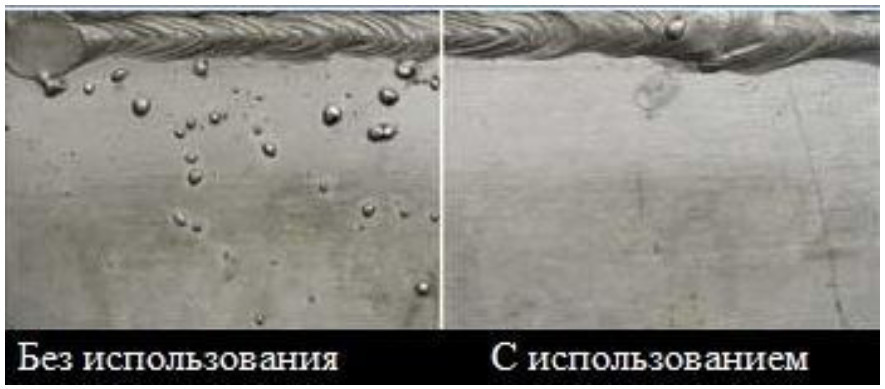 Хорошая техника также является ключом к тому, чтобы свести к минимуму разбрызгивание сварки.
Хорошая техника также является ключом к тому, чтобы свести к минимуму разбрызгивание сварки.
Mig Welder
Во время сварки вам нужно правильно определить направление движения. Если вам нужен сильный, постоянный нагрев, лучше потянуть сварной шов. Когда вам нужно распределение тепла, толкание является более подходящим. Это зависит от свариваемого материала, но если ошибетесь, то получите больше брызг.
Читать далее : Что лучше толкать или тянуть при сварке MIG?
Угол пистолета должен составлять от 15° до 20°. Становится круче, как вы уже догадались, больше брызг при сварке MIG.
Также двигайтесь с правильной скоростью. Слишком быстрое или слишком медленное движение влияет на качество бусины. Но во многих случаях это также приведет к большему разбрызгиванию.
Ручной сварочный аппарат
Как и при сварке MIG, нельзя двигаться слишком быстро. Это создаст больше брызг. Одной из причин слишком быстрого перемещения является слишком высокое значение тока и/или напряжения.
Еще одна вещь, чтобы убедиться, что вы правильно поняли, длина дуги. Как правило, длина дуги должна быть равна длине металлического сердечника электрода, который вы используете для сварки электродами.
Проблемы с оборудованием
Настройки оборудования — не единственное, о чем вам нужно беспокоиться. Вам нужно позаботиться о том, чтобы сохранить снаряжение в идеальной форме.
Вы когда-нибудь спрашивали, почему мой сварочный аппарат MIG брызгает? Часть ответа может заключаться в состоянии вашего оборудования. Если у вас есть какие-либо проблемы, препятствующие его работе, это может привести к разбрызгиванию.
Неравномерная подача проволоки, плохое заземление зажима, недостаточный слой защитного газа, изношенный контактный наконечник или контактный наконечник неправильного размера — все это может привести к чрезмерному разбрызгиванию сварочного аппарата MIG.
Любая проблема с вашим оборудованием, которая вызывает непостоянный ток, плохую подачу наполнителя, неправильное экранирование и т. д., способствует разбрызгиванию.
д., способствует разбрызгиванию.
Как предотвратить проблемы, связанные с оборудованием
Для получения качественных сварных швов с уменьшенным разбрызгиванием ваше оборудование должно работать в соответствии с проектом.
Одна из часто упускаемых из виду деталей – зажим заземления. Если он грязный или не имеет хорошего контакта с деталью, ток может колебаться во время сварки. Это создаст больше брызг как при сварке электродом, так и при сварке MIG.
Сварочный аппарат MIG
Чтобы уменьшить разбрызгивание при сварке MIG, проволока должна подаваться непрерывно с надлежащим натяжением, без заеданий или других ограничений. Для получения чистого сварного шва необходимо обеспечить плавную постоянную скорость подачи проволоки.
Защитный газ должен свободно течь с нужной скоростью. Убедитесь, что ваши шланги, регулятор, газовые порты и т. д. подключены и функционируют должным образом. Шланги часто отсоединяются или скручиваются, а порты могут забиваться.
Контактный наконечник также должен быть в хорошем состоянии и подходящего размера. Они могут изнашиваться, но более распространенной проблемой является использование неправильного размера. Может быть трудно прочитать маркировку, и легко установить контактный наконечник неправильного размера.
Как убрать брызги
Приняв все возможные меры предосторожности, вы все равно можете время от времени получать брызги.
Когда появляются брызги, обычно их необходимо очистить, чтобы сварной шов выглядел лучше.
Плохая новость: работа утомительна. Но хорошая новость в том, что у вас есть несколько вариантов. Например:
- Шлифовка
- Измельчение с помощью молотка для разбрызгивания и
- Использование спреев, гелей или ленты для защиты от брызг.
Шлифовка
Одним из способов очистки от брызг является отламывание проверенной угловой шлифовальной машины. Это работает, но требует времени и усилий.
Однако, если вы выполняете шлифовку в рамках финишной операции, имеет смысл одновременное попадание брызг.
Долото или молоток для разбрызгивания
В тех случаях, когда вы получаете небольшое количество брызг, хорошо подойдет отбойный молоток (подобный этому).
Эти молотки спроектированы и изготовлены таким образом, что они быстро удаляют нежелательные брызги, не повреждая основной металл, оставляя сварной шов более чистым.
Спреи, гели и ленты
Еще одна стратегия, которую вы можете использовать, не позволяйте надоедливым маленьким каплям прилипать к поверхности. Вы можете применить спрей и гель против брызг, которые предназначены для предотвращения прилипания брызг.
Некоторые сварщики также считают, что лента хорошо подходит для маскировки определенных областей. Но используйте алюминиевую ленту. Он выдерживает тепло брызг и не плавится, как пластиковые ленты.
Другие дефекты сварки
Причины включения шлака при сварке
5 советов по уменьшению чрезмерного разбрызгивания при сварке МИГ
Спросите любого сварщика, что вызывает разбрызгивание при сварке МИГ, и ответом будет… сварка МИГ. В установках MIG используется электродная проволока, которая связывается с металлом для формирования сварного шва, а брызги — это избыточная расплавленная проволока, которая связывается со всем остальным и .
В установках MIG используется электродная проволока, которая связывается с металлом для формирования сварного шва, а брызги — это избыточная расплавленная проволока, которая связывается со всем остальным и .
В этой статье мы обсудим:
- Почему следует опасаться слишком большого количества брызг
- Советы по уменьшению чрезмерного разбрызгивания
Приступим!
Что такое брызги?
Вы когда-нибудь видели, как крошечные металлические шарики плавятся вокруг куска сваренного металла? Это брызги. Как следует из названия, это когда расплавленный металл разбрызгивается повсюду.
Эти капли жидкого металла, также называемые bbs, могут прилипнуть к вашему проекту или, что еще хуже, к вашей коже.
ИСТОЧНИКПочему брызги являются проблемой?
Слишком большое количество брызг может привести к простоям на очистку и лишнему расходу материалов. И, если он сцепится с вашей заготовкой, это может быть особенно болезненным.
Когда брызги остывают и затвердевают, их очень трудно очистить. Иногда это может даже привести к тому, что вам придется отказаться от проекта, потому что вы не можете удалить блобы.
Они не только оставляют после себя беспорядок, который потом приходится убирать, но и могут обжечься при попадании на кожу. Ой!
Кроме того, он может засорить головку горелки и вызвать короткое замыкание.
5 советов по уменьшению чрезмерного количества брызг при сварке MIG
При сварке MIG не существует «как избежать сварочных брызг». Но если у вас возникли проблемы с чрезмерным разбрызгиванием при сварке MIG, и это портит вашу работу, этот контрольный список может помочь вам уменьшить его.
1. Неправильные параметрыСначала проверьте параметры машины, чтобы убедиться, что они работают с правильными настройками для вашего приложения.
Сила тока и напряжение: Правильная сила тока будет определяться скоростью вашего провода. Если ваша сила тока слишком высока, это вызовет разбрызгивание. И наоборот, слишком низкое напряжение также приведет к тому же результату. В руководстве к вашему оружию должно быть указано правильное напряжение.
Если ваша сила тока слишком высока, это вызовет разбрызгивание. И наоборот, слишком низкое напряжение также приведет к тому же результату. В руководстве к вашему оружию должно быть указано правильное напряжение.
Для устранения неполадок уменьшите силу тока, замедлив провод, или увеличьте напряжение, или найдите баланс между этими двумя способами. (Поочередно точную настройку параметров и выполнение пробных сварных швов, пока не заметите меньше брызг.)
Полярность:Убедитесь, что она правильная. Если вы недавно перешли с сплошной проволоки на флюсовую, это легко не заметить.
Вылет:Слишком большой вылет может врезаться в сварной шов и вызвать разбрызгивание (наряду с множеством других проблем). Слишком мало, и вы можете получить неустойчивую дугу. Для сварки MIG мы рекомендуем использовать наименьший допустимый вылет проволоки.
2. Неустойчивая дуга Неправильный вылет проволоки — не единственная причина неустойчивой дуги. Это также может происходить из-за неправильного натяжения приводного ролика, плохого грунта, грязного вкладыша, контактного наконечника неправильного размера… список можно продолжать долго. Если ваша дуга начинает брызгать или трещать, вы должны немедленно устранить неполадки, чтобы избежать накопления брызг.
Это также может происходить из-за неправильного натяжения приводного ролика, плохого грунта, грязного вкладыша, контактного наконечника неправильного размера… список можно продолжать долго. Если ваша дуга начинает брызгать или трещать, вы должны немедленно устранить неполадки, чтобы избежать накопления брызг.
СВЯЗАННЫЕ: Исправление нестабильной дуги
3. Ошибка пользователяЯвляется ли перетаскивание или толкание правильным методом для сварки MIG? Это горячие споры, и в основном это личные предпочтения. Но какой бы способ ни работал лучше для вас, правильная техника необходима для того, чтобы свести брызги к минимуму.
Оптимально держать горелку MIG под углом не более 15 градусов от вертикали. Отклонение от этого может привести к неравномерному покрытию сварного шва защитным газом.
Кроме того, широкий угол распыления может привести к дисбалансу защитного газа, в результате чего весь газ будет поступать в одну сторону, оставляя другую сторону незащищенной.
Грязные поверхности в любом месте от заготовки до гильзы пистолета могут привести к чрезмерному разбрызгиванию. Проверьте проволоку и лайнер на наличие ржавчины или грязи, а заготовку на наличие окалины, масла, ржавчины, краски, жира и других загрязнений.
В долгосрочной перспективе лучше подготовить поверхности для сварки задолго до начала сварки, чтобы избежать переделки и последующего соскабливания брызг. Кроме того, мы рекомендуем хранить катушку с проволокой в чистом месте.
СВЯЗАННЫЕ: Почему долговечное оборудование имеет значение
5. Низкокачественные или неподходящие расходные материалы Качественные расходные материалы не обязательно самые дорогие, но они зарекомендовали себя, долговечны, стабильны и, что наиболее важно, правильное качество для вашего конкретного приложения. Низкокачественная проволока может различаться по диаметру, так как она проходит через пистолет с разной скоростью подачи проволоки, неоптимальный контактный наконечник или вкладыш могут засориться быстрее.
И, как всегда, убедитесь, что ваши расходные материалы имеют правильный размер — проволока к вкладышу, к контакту, наконечнику, к соплу. Использование деталей надлежащего качества может иметь большое значение для предотвращения чрезмерного разбрызгивания и многих других проблем.
Наконечник American Torch
Нужна помощь в уменьшении разбрызгивания? Мы здесь, чтобы ответить на все ваши вопросы, от помощи в выборе подходящих высококачественных расходных материалов до помощи в определении контактного наконечника нужного размера!
Обладая более чем 80-летним опытом, мы точно знаем, что нужно, чтобы уменьшить чрезмерное разбрызгивание при сварке MIG и помочь нашим клиентам сэкономить время и заработать больше денег! Наши специалисты по сварке находятся всего в одном звонке!
Чтобы получить еще больше советов и рекомендаций, вы также можете загрузить наше бесплатное Руководство по устранению неполадок MIG.
Проблема с разбрызгиванием при сварке и как с этим бороться
Когда мы закрываем глаза и представляем себе сварщика, первое, что приходит на ум, это яркий свет дуги и драматические искры, разлетающиеся во все стороны. Правда в том, что эти искры — проблема. Искры называются «сварочные брызги», и они создают беспорядок, прилипая ко всему, к чему прикасаются.
Правда в том, что эти искры — проблема. Искры называются «сварочные брызги», и они создают беспорядок, прилипая ко всему, к чему прикасаются.
Как можно уменьшить разбрызгивание при сварке? Вы можете свести к минимуму разбрызгивание, правильно настроив свой сварочный аппарат, используя правильную технику и покрывая область сварки спреем против брызг.
Остановка сварочных брызг начинается еще до того, как вы зажжете дугу. Ключом к прекращению разбрызгивания является понимание того, как настроить сварку и расположить пистолет для сварки.
Содержание
Что такое сварочные брызги?
Сварочные брызги — это брызги мелких капель металла, вылетающие из сварочной дуги во время работы. Брызги чаще всего возникают при сварке MIG, но также могут быть проблемой для сварщиков электродом. Американское общество сварщиков (AWS) включает сварочные брызги в свой список дефектов сварки. Хотя это не так плохо, как некоторые другие дефекты сварки, брызги по-прежнему остаются проблемой. Разлетающиеся металлические капли вызывают несколько проблем.
Разлетающиеся металлические капли вызывают несколько проблем.
- Брызги вызывают ожоги при попадании на кожу. Даже если вас больше ничего не волнует, вы должны стараться избегать травм.
- Брызги могут вызвать пожар , если вы не будете следить за своим рабочим местом. Тушение пожаров, вероятно, не входит в ваш список дел, когда вы идете в магазин сваривать.
- Капли прилипают к заготовке. Это косметический дефект всего, что вы свариваете. Это хуже для движущихся частей, потому что это может вызвать дополнительное трение или износ. Хуже всего брызги на предмете, с которым придется часто обращаться — эти маленькие бусинки могут поранить людей при использовании предмета .
- Чистящие брызги пустая трата времени, которое вы могли бы потратить на сварку (или даже на вещи, которые не свариваются).
- Если ваша одежда не является огнеупорной , брызги прожгут дыры в вашей одежде . В конце концов, одежда будет испорчена брызгами. Вам, наверное, все равно, как выглядит ваша сварочная одежда, но ее замена стоит денег.
 В конце концов, одежда будет испорчена брызгами. Вам, наверное, все равно, как выглядит ваша сварочная одежда, но ее замена стоит денег.
В конце концов, одежда будет испорчена брызгами. Вам, наверное, все равно, как выглядит ваша сварочная одежда, но ее замена стоит денег.Брызги или брызги?
Слово «брызги» не очень распространено в быту. Обычно мы говорим, что вещи SPL позже, а не SP позже. Эти два слова тесно связаны и взаимозаменяемы в повседневном использовании. Здесь мы говорим только о брызгах, без буквы «L». Это потому, что формальный термин для дефекта, как определено AWS, — брызги. Поскольку это технический термин, здесь мы остановимся на брызгах.
Насколько вредны брызги?
Некоторые дефекты сварки представляют собой проблему, несмотря ни на что. Треснувший сварной шов не держится – в конце концов два куска, которые вы соединили вместе, снова развалятся . Брызги не такие. Иногда это не имеет большого значения. Например, недавно я приварил элемент конструкции к сельскохозяйственному оборудованию. Небольшие брызги на этом куске не имеют большого значения, потому что никто никогда не коснется и даже не увидит сварной шов.
Брызги на рукоятке инструмента или поручне могут стать препятствием — они порежут вам руки. Точно так же брызги на движущейся части двигателя представляют собой реальную проблему, поскольку они могут повредить другие детали вокруг нее. Если у вас много брызг на предмете интерьера, вам придется потратить время на его очистку.
Брызги на верстаке тоже проблема. Пара капель может показаться не такой уж большой проблемой, но в конечном итоге брызги могут накопиться до такой степени, что ваш стол перестанет быть плоским. В худшем случае это стол, который настолько заляпан брызгами, что вы не сможете правильно разложить проекты из-за комков и неровностей. Вы можете потратить время, чтобы очистить эти брызги, но, во-первых, их легче остановить.
Связанное чтение: Здесь вы можете найти статью с нашего сайта на тему: 11 Распространенные дефекты сварки и способы их предотвращения
Что вызывает чрезмерное разбрызгивание?
Брызги начинаются со сварочной ванны . Сварочная ванна — это небольшая лужица жидкого металла, где дуга и присадочный материал встречаются с заготовкой. Хорошая сварочная ванна — секрет чистого сварного шва без брызг. Плохая сварочная лужа устроит вам беспорядок.
Сварочная ванна — это небольшая лужица жидкого металла, где дуга и присадочный материал встречаются с заготовкой. Хорошая сварочная ванна — секрет чистого сварного шва без брызг. Плохая сварочная лужа устроит вам беспорядок.
Мы склонны считать металл твердым и непоколебимым. Металл таков в большинстве случаев — вот что делает его полезным материалом для строительных работ. Однако сварочная ванна не является твердой. Вы должны думать о луже как о жидкости, чтобы заставить ее себя вести.
Брызги появляются, когда сварочная ванна нарушается присадочным металлом, разрывом сварного шва и даже самой дугой. Всякий раз, когда что-то ударяет или сотрясает жидкость, она разбрызгивается. Брызги от сварочной ванны — это то, что образует сварочные брызги (посмотрите видео ниже). Чтобы свести к минимуму разбрызгивание, защитите сварочную ванну от повреждений. Использование правильного напряжения, силы тока, проволоки и техники сварки поможет вам сократить количество брызг.
Перенос металла во время дуговой сварки >> Посмотрите видео ниже
Настройки аппарата
Первый шаг к уменьшению брызг — правильная настройка сварочного аппарата. Сварочные аппараты имеют широкий набор настроек; каждый должен быть правильным, чтобы получить наилучшие результаты. Часто настройки напечатаны на самом сварочном аппарате. Если это не так, обратитесь к руководству. (У вас есть руководство, не так ли? Если нет, то оно доступно в Интернете.)
В первую очередь необходимо проверить текущие настройки: сила тока и напряжение. Сварочный пистолет можно представить как шланг, а дуга — это вода, выходящая из шланга. Амперы говорят вам, насколько велик шланг — более высокая сила тока похожа на использование шланга большего размера. Вольты говорят вам о давлении – как быстро вода выливается из шланга. Чтобы свести к минимуму разбрызгивание из шланга, необходимо отрегулировать параметры воды, чтобы обеспечить плавный поток.
Вольты говорят вам о давлении – как быстро вода выливается из шланга. Чтобы свести к минимуму разбрызгивание из шланга, необходимо отрегулировать параметры воды, чтобы обеспечить плавный поток.
Настройки сварочного аппарата работают одинаково. Вам необходимо отрегулировать силу тока и напряжение, чтобы получить максимально гладкий спрей металла, сходящий с присадочного стержня, чтобы свести к минимуму разбрызгивание сварочной ванны. Вот настройки, которые необходимо настроить, чтобы уменьшить разбрызгивание.
Сила тока
Более высокая сила тока вызовет брызги и брызги сварочной ванны. Точно так же, как использование пожарного шланга вызывает больше брызг, чем садовый шланг, высокая сила тока вызывает брызги. Используйте наименьшую рекомендуемую силу тока для металла, который вы свариваете. Вы не сможете двигаться так быстро, но сэкономите время, когда вам не придется стачивать брызги со всех сторон.
Сила тока способствует проникновению. Более высокие токи означают более глубокое проплавление сварного шва, но также делают сварочную ванну более турбулентной. Если вы собираетесь добиться самого глубокого проникновения, вам, возможно, придется смириться с небольшим количеством брызг. Если вы можете позволить меньшее проникновение, меньшая сила тока обеспечивает более чистый сварной шов. Однако не уменьшайте силу тока ниже рекомендуемого уровня. Это приводит к разрушению сварного шва.
Более высокие токи означают более глубокое проплавление сварного шва, но также делают сварочную ванну более турбулентной. Если вы собираетесь добиться самого глубокого проникновения, вам, возможно, придется смириться с небольшим количеством брызг. Если вы можете позволить меньшее проникновение, меньшая сила тока обеспечивает более чистый сварной шов. Однако не уменьшайте силу тока ниже рекомендуемого уровня. Это приводит к разрушению сварного шва.
Связанное чтение: Сколько ампер мне действительно нужно для сварки MIG?
Напряжение
Брызги увеличиваются при слишком низком напряжении. Низкое напряжение приводит к тому, что присадочная проволока стекает в лужу большими кусками. Большие предметы, попадающие в жидкость, означают разбрызгивание — вот как вы получаете брызги. Если вы пытаетесь добиться, чтобы сварной шов прорезал толстый материал, уменьшите силу тока до и напряжение до . Эта комбинация обеспечивает ровный валик сварного шва и привлекательные результаты без большого количества брызг и брызг.
Эта комбинация обеспечивает ровный валик сварного шва и привлекательные результаты без большого количества брызг и брызг.
Однако не повышайте напряжение до упора. Слишком высокое напряжение затрудняет контроль дуги и снижает провар . Он также создает высокий валик сварного шва, отмеченный ямками и бугорками. Если вы получаете слишком много брызг при рекомендуемом напряжении, увеличивайте его небольшими приращениями. Поднимите напряжение, немного приварите и проверьте валик. Отключите напряжение, когда бусина начнет становиться уродливой.
Вспышка дуги
Вспышка дуги — явление, которое до конца не изучено. Это происходит, когда сварочная ванна намагничивается. Когда сварочную ванну окружает достаточно сильное магнитное поле, дуга может отклоняться от кончика электрода. Дуга может изгибаться, волноваться и отклоняться от линии, которую вы пытаетесь сварить. Все это движение разрушает сварочную ванну и вызывает разбрызгивание. Если у вас возникли проблемы с перегоранием дуги, примите во внимание следующее:
- Включите питание переменного тока. Поскольку полярность сварки переменным током меняется несколько раз в секунду, дуга не успевает отклониться. Постоянный ток обычно дает лучшие сварные швы, но иногда лучшим выбором является переменный ток.
- Сократите длину дуги. Короткая дуга не может уйти так далеко. Это также требует меньшего тока, что уменьшает магнитное поле вокруг дуги. Поднесите пистолет ближе к сварочной ванне.
- Намотайте кабель заземления на свариваемую деталь. Это может нарушить магнитное поле вашей заготовки. Катушки работают как электромагнит и помогают контролировать существующее магнитное поле на заготовке.
- Переместите зажим заземления. Некоторые люди клянутся, что сварка ближе к зажиму заземления уменьшает дуговой разряд; другие клянутся, что держат зажим как можно дальше. Попробуйте оба и посмотрите, что работает.
- Измените угол наклона электрода. Иногда изменение угла дуги помогает контролировать дуновение дуги. Более плоская дуга придает сварочному аэрозолю небольшой импульс, который слабое магнитное поле не может преодолеть.
 Поскольку полярность сварки переменным током меняется несколько раз в секунду, дуга не успевает отклониться. Постоянный ток обычно дает лучшие сварные швы, но иногда лучшим выбором является переменный ток.
Поскольку полярность сварки переменным током меняется несколько раз в секунду, дуга не успевает отклониться. Постоянный ток обычно дает лучшие сварные швы, но иногда лучшим выбором является переменный ток. Более плоская дуга придает сварочному аэрозолю небольшой импульс, который слабое магнитное поле не может преодолеть.
Более плоская дуга придает сварочному аэрозолю небольшой импульс, который слабое магнитное поле не может преодолеть.Дополнительная литература : В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
Проблемы только для сварки MIG
Проблемы с настройкой электрического тока могут возникнуть при любом процессе дуговой сварки. Сварочные аппараты MIG имеют несколько уникальных характеристик, которые могут усилить разбрызгивание . Вот несколько причин разбрызгивания, возникающих только при сварке MIG, которые могут вызвать проблемы.
Скорость подачи проволоки
Сварочные аппараты MIG используют непрерывную проволоку в качестве комбинированного электрода/присадочного металла. Эта настройка позволяет накладывать валик с высокой скоростью, но также может способствовать возникновению проблем с разбрызгиванием. Наиболее распространенная проблема с проволокой, вызывающая разбрызгивание, — это слишком высокая скорость подачи проволоки для данного проекта. Когда проволока подается слишком быстро, куски проволоки отламываются и разбрызгиваются в луже. Мгновенное разбрызгивание!
Когда проволока подается слишком быстро, куски проволоки отламываются и разбрызгиваются в луже. Мгновенное разбрызгивание!
Убедитесь, что вы используете рекомендуемую скорость подачи проволоки для используемой силы тока. Если вы все еще получаете слишком много брызг, уменьшите скорость подачи, чтобы уменьшить количество брызг. При сварке вы не сможете двигаться так же быстро, но сэкономите время, так как вам не придется соскребать брызги.
Однако не давайте слишком медленно. Слишком медленная подача проволоки также может привести к разбрызгиванию. Медленная подача превращает равномерное распыление наполнителя в кап-кап-кап. Эти капли превращаются в брызги.
Длина проволоки
Если вы начнете сварку со слишком большим количеством проволоки, торчащей из горелки, вы получите брызги. Это похоже на слишком высокую скорость проволоки — проволока обрывается и брызгает на лужу. Держите плоскогубцы под рукой, чтобы обрезать проволоку, если она слишком сильно торчит, прежде чем приступить к сварке, и держите наконечник сварочного пистолета примерно в полудюйме от сварочной ванны во время работы.
Скорость газового потока
Немного защитного газа — это хорошо, так что больше должно быть лучше, верно? Неправильный! Если вы зададите поток слишком быстро, защита вокруг сварного шва станет турбулентной. Подобно сильному ветру над водой, поток газа может вызывать волны и брызги, что приводит к разбрызгиванию. Это также может вызвать другие проблемы, если завихрения в газовом потоке позволяют воздуху попасть в сварочную ванну. Убедитесь, что поток газа правильный.
Тип газа
Углекислый газ (CO2) является наиболее распространенным защитным газом для сварки MIG, в основном из-за цены. Это также худший газ из-за разбрызгивания. Аргон дороже, но уменьшает разбрызгивание. Смеси CO2/аргон предлагают компромисс между разбрызгиванием и ценой. Вам придется решить, сколько стоит ваше время — вы хотите потратить деньги на аргон или сэкономить деньги и потратить время на удаление брызг?
Связанное чтение: Какие виды газовой сварки обычно используются? | Они популярны?
Тип и возраст проволоки
Дешевая присадочная проволока более склонна к разбрызгиванию, чем дорогая проволока. Это тот же компромисс, который вы получаете с защитными газами — вы хотите потратить деньги на хорошую проволоку или время на очистку от брызг? Возраст провода тоже имеет значение. Старая проволока может окисляться или поглощать водяной пар из воздуха, вызывая брызги. Если брызги являются для вас серьезной проблемой, регулярно используйте провод или храните его таким образом, чтобы предотвратить его повреждение.
Это тот же компромисс, который вы получаете с защитными газами — вы хотите потратить деньги на хорошую проволоку или время на очистку от брызг? Возраст провода тоже имеет значение. Старая проволока может окисляться или поглощать водяной пар из воздуха, вызывая брызги. Если брызги являются для вас серьезной проблемой, регулярно используйте провод или храните его таким образом, чтобы предотвратить его повреждение.
Очистка сварочного пистолета
Брызги попадают на наконечник сварочного пистолета, а также на заготовку. Когда наконечник пистолета забит, поток газа и дуга могут быть нарушены, что приведет к большему разбрызгиванию. Если у вас возникли проблемы с разбрызгиванием, обязательно очистите наконечник пистолета . Для этого хорошо подходят острогубцы, потому что вы можете захватить брызги и снять их кусками.
Поэкспериментируйте с настройками
Рекомендации производителя — лучшее место для начала работы по уменьшению брызг , но они не являются последним словом. Сварка — это не только наука, но и искусство. Не стесняйтесь изменять настройки, чтобы уменьшить количество брызг. Это особенно важно, если вы выполняете много однотипной работы. Вы можете понемногу отходить от рекомендаций, чтобы посмотреть, что произойдет. Не бойтесь экспериментировать, чтобы получить наилучшие результаты.
Сварка — это не только наука, но и искусство. Не стесняйтесь изменять настройки, чтобы уменьшить количество брызг. Это особенно важно, если вы выполняете много однотипной работы. Вы можете понемногу отходить от рекомендаций, чтобы посмотреть, что произойдет. Не бойтесь экспериментировать, чтобы получить наилучшие результаты.
Основной металл
Состояние вашего основного металла также влияет на контроль сварочных брызг. Лучше всего сваривается чистый, блестящий металл. Ржавчина, прокатная окалина, жир, масло и краска могут вызывать разбрызгивание сварки. Все, кроме свежего металла вдоль сварного шва, вызывает треск и треск, что приводит к разбрызгиванию . Обязательно следуйте этим советам при подготовке сварного соединения:
- Смойте грязь и грязь. Некоторые сварщики никогда не сталкиваются с этим, но внедорожная и сельскохозяйственная техника, скорее всего, покроется слоем грязи или грязи. Промойте место сварки под давлением, чтобы избавиться от самой сильной грязи и грязи.
- Сошлифовать загрязнения. Используйте шлифовальную машину или шлифовальную машину для удаления ржавчины и прокатной окалины. Сварные швы работают лучше всего, когда металл блестит.
- Сотрите жир, масло и краску. Используйте тряпку с ацетоном или растворителем для краски, чтобы удалить остатки органических химикатов со сварного шва. Растворители удаляют материал, застрявший в порах и царапинах в металле, а также в поверхностном слое.

Устранение загрязнения поверхности устранит большое количество сварочных брызг. Это также сохраняет воздух в вашем магазине чище, так как вы не сжигаете грязь. Наконец, очистка основного металла уменьшает и другие дефекты. Вы получите лучшее проплавление и более чистый валик, если сварите чистый металл.
Плохая техника
Еще одной причиной появления брызг при сварке является неправильная техника. То, как вы настраиваете сварку и обращаетесь с пистолетом, может привести к разбрызгиванию. Плохая техника — одна из самых простых причин появления брызг. Все, что вам нужно сделать, это обратить внимание на вашу технику. Вы также будете получать напоминания, когда будете вести себя неаккуратно — брызги вернутся и дадут вам понять, что вы делаете что-то неправильно.
Плохая техника — одна из самых простых причин появления брызг. Все, что вам нужно сделать, это обратить внимание на вашу технику. Вы также будете получать напоминания, когда будете вести себя неаккуратно — брызги вернутся и дадут вам понять, что вы делаете что-то неправильно.
Плоский угол горелки
Идеальный угол горелки для сварки MIG не должен превышать 15 градусов от вертикали. Это немного. Представьте часы. Если стрелки указывают на двенадцать и один, угол равен тридцати градусам. Пятнадцать градусов — это всего около двух минут двенадцатого. (Или за две минуты до двенадцати, если вы левша.)
Начинающие сварщики MIG часто держат горелку слишком далеко от этого угла. Трудно увидеть сварочную ванну, когда пистолет держится почти вертикально, но это важный навык. Убедитесь, что ружье находится под правильным углом, прежде чем делать дугу.
Также может быть полезно отрепетировать сварку, прежде чем нажать на курок. Держите пистолет и проведите рукой по всей длине сварного шва, чтобы убедиться, что вы можете держать пистолет в вертикальном положении все время. Если не можете, измените положение тела или настройте оружие так, чтобы держать пистолет под правильным углом.
Если не можете, измените положение тела или настройте оружие так, чтобы держать пистолет под правильным углом.
Читать также: Нужен ли вам шпулемет для сварки алюминия?
Дуга слишком длинная
Сварщики-новички часто держат горелку слишком далеко от сварочной ванны, чтобы лучше ее видеть. Это вызывает длинную дугу. Когда сварочная дуга слишком длинная, присадочный металл будет капать и брызгать, а не выходить ровным распылом . Идеальная длина дуги составляет от половины до трех четвертей дюйма.
Используйте свои уши
При правильном выполнении сварка MIG должна издавать ровный, устойчивый шипящий звук. Если вы слышите хлопки или треск, вы получаете брызги сварки . Как только вы узнаете, как должна звучать дуга, вы можете остановиться и отрегулировать все сразу, прежде чем вы повсюду разбрызгаете брызги. Однако это умение приходит только с опытом.
Борьба с брызгами
Брызги – это неотъемлемая часть жизни сварщиков. Даже после того, как вы изменили настройки машины для уменьшения разбрызгивания, это все равно происходит. Существуют различные методы очистки от брызг. Одни стоят денег, а другие просто требуют времени. Когда дело доходит до очистки от брызг, вы должны решить, хотите ли вы сэкономить время или деньги. Итак, что вы можете сделать, чтобы избавиться от сварочных брызг?
Даже после того, как вы изменили настройки машины для уменьшения разбрызгивания, это все равно происходит. Существуют различные методы очистки от брызг. Одни стоят денег, а другие просто требуют времени. Когда дело доходит до очистки от брызг, вы должны решить, хотите ли вы сэкономить время или деньги. Итак, что вы можете сделать, чтобы избавиться от сварочных брызг?
Спреи для защиты от брызг
Существует множество доступных спреев, которые обещают устранить брызги. Все эти спреи содержат запатентованные ингредиенты, но они предотвращают прилипание разбрызгивающихся капель. Если брызги попадут на обработанную поверхность, они прилипнут к покрытию, а не к основному металлу. После того, как вы закончите сварку, брызги можно стереть тканью, вместо того чтобы использовать шлифовальную машину.
Будьте осторожны с этими спреями — не попадайте ими в то место, где вы хотите сварить! Химический состав спрея препятствует прилипанию наполнителя к основному металлу. Если распылить вдоль шва, сварной шов не приклеится! Это противоречит цели сварки – плохой валик является гораздо более серьезным дефектом, чем брызги.
Если распылить вдоль шва, сварной шов не приклеится! Это противоречит цели сварки – плохой валик является гораздо более серьезным дефектом, чем брызги.
Алюминиевая сварочная лента
Несмотря на то, что алюминиевая сварочная лента чаще используется для продувки задней стороны сварных швов, она может помочь в борьбе с брызгами. Если положить ленту вдоль шва, брызги не будут прилипать к основному металлу . Как только вы закончите, просто снимите ленту, и брызги исчезнут. Обязательно используйте алюминиевую ленту — стекловолокно или другие материалы могут загореться, когда на них попадут брызги.
Сварочная лента позволяет блокировать брызги вблизи шва и совершенно не влияет на сварной шов. Самый большой недостаток — цена — алюминиевая лента стоит недешево. Как и в случае с другими дорогостоящими методами борьбы с разбрызгиванием, вам придется решить, стоит ли экономия времени потраченных денег.
Зубила, угловые шлифовальные машины и шлифовальные машины
Это проверенный временем способ борьбы с брызгами. Сварщики десятилетиями использовали стамески и шлифовальные машины для удаления брызг, потому что они работают . Чтобы использовать холодное долото, поместите край долота на капельки брызг и постучите молотком. Это может оставить небольшие зазубрины и выбоины на основном металле.
Сварщики десятилетиями использовали стамески и шлифовальные машины для удаления брызг, потому что они работают . Чтобы использовать холодное долото, поместите край долота на капельки брызг и постучите молотком. Это может оставить небольшие зазубрины и выбоины на основном металле.
Лучшей угловой шлифовальной машиной для удаления брызг является лепестковый круг. Он будет сбивать брызги, не слишком затрагивая основной металл. Если вы хотите оставить поверхность блестящей, следуйте за шлифовальной машиной или зубилом с помощью ленточной шлифовальной машины. Шлифовальный станок даст вам гладкую поверхность, которая выглядит великолепно. Однако шлифовка необходима только в косметических целях. Если внешность не так уж важна, обычно достаточно шлифовки.
Советы по предотвращению избыточного разбрызгивания при сварке >> Посмотрите видео ниже
 youtube.com/embed/ic—taHv17s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/ic—taHv17s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Практика делает совершенным
В сварке, безусловно, много научных знаний — электрические токи, металлургия и технические характеристики жизненно важны для очистки, прочные сварные швы. Сварка – это тоже искусство. Дуга, которая производит чистый, прочный валик, имеет звук и ощущение. Контроль сварочной ванны и стабильность дуги обеспечиваются правильным прикосновением к сварочному пистолету. Даже для настройки сварочного аппарата и настройки параметров требуется опыт.
Хорошие сварные швы достигаются со временем за дугой. Окончательное уменьшение разбрызгивания достигается с практикой. Чем больше вы сварите, тем опытнее вы станете и тем меньше брызг вы получите. Вы не можете полностью устранить брызги при сварке MIG, но вы можете значительно уменьшить их количество.
Неотъемлемая часть приобретения навыков сварки — это пробовать разные вещи. Сварка разной толщины металла или разных сплавов. Поэкспериментируйте с настройками сварочного аппарата, чтобы получить меньше брызг. Пробуйте разные углы стрельбы и захваты. Нажмите и потяните шарик, чтобы увидеть, что происходит. Чем больше вы пробуете, тем лучше у вас получается сваривать.
Связанное чтение: 8 самых прочных типов сварки
Переход на TIG
Вы можете сделать очень мало для уменьшения разбрызгивания при сварке MIG. Даже при идеальных настройках машины, технологии и основном металле MIG производит брызги. Если требуется внешний вид сварного шва и полное устранение брызг, лучшим выбором будет сварка ВИГ.
Сварка ВИГ Сварка ВИГ не позволяет накладывать швы так же быстро, как сварка МИГ. В то время как сам сварной шов происходит медленнее, сварка TIG экономит ваше время на очистку от брызг. Как и в случае с другими компромиссами при сварке, вам придется решить, хотите ли вы потратить время на укладку валиков или на очистку от брызг.
Как и в случае с другими компромиссами при сварке, вам придется решить, хотите ли вы потратить время на укладку валиков или на очистку от брызг.
Связанное чтение: Для чего используется сварка TIG? Почему стоит выбрать сварку TIG?
Завершающие штрихи
Сварочные брызги — неотъемлемая часть сварки MIG, но они не должны управлять вашей жизнью. Вы можете ограничить разбрызгивание, отрегулировав настройки сварочного аппарата, используя чистый основной металл и качественную присадочную проволоку, используя правильную технику и практикуясь в сварке. Вы также можете использовать спреи или скотч, чтобы брызги не прилипали. Последнее средство для устранения брызг — старая добрая угловая шлифовальная машина. Тем не менее, если вы дочитали до этого места, вы, вероятно, устали от измельчения брызг.
Ключом к уменьшению разбрызгивания является практика. Нарисуйте несколько планов (или скачайте их), купите несколько деталей и приступайте к сварке. Чем больше вы сварите, тем лучше вы справитесь с разбрызгиванием.
Чем больше вы сварите, тем лучше вы справитесь с разбрызгиванием.
Рекомендуемая литература
Можно ли сваривать МИГ-сварку малоуглеродистой стали с использованием чистого или 100% аргона (прямой аргон)?
Как начать и развивать сварочный бизнес за 11 шагов
Что вызывает сварочные брызги?
Если вы видели в кино сварку, вы, вероятно, узнаете ее по летящим повсюду искрам и брызгам. В то время как это выглядит великолепно на экране, это неприятность в реальной жизни.
Это создает больше работы, потому что требует очистки, отходов материала и может сильно обжечься, если не используется правильное защитное оборудование.
Уменьшить разбрызгивание практически невозможно, но мы определенно можем уменьшить его, если поймем, почему это происходит.
Что же вызывает брызги? Есть несколько причин, в том числе технические, такие как загрязнения на поверхности, настройки машины и даже угол, под которым вы работаете.
Основными причинами брызг при сварке являются:
- Metal composition
- Metal coating
- Dirty metal
- Low-grade filler
- Contaminated filler
- Welder settings
- Welding technique
- Welding газ
В этой статье я объясню, почему каждый из этих факторов может влиять на разбрызгивание при сварке, чтобы вы могли сосредоточиться на уменьшении его количества в сварных швах.
Что такое брызги при сварке?
Но сначала, что такое брызги? Это своего рода дефект сварки. Название «брызги» дано каплям расплавленного металла, которые выплеснулись из сварного шва на вашу работу или на вас. Капли сжижены, поэтому они прилипают почти ко всему, на что приземляются. Если они упадут на вашу работу, их будет сложно убрать, а если они упадут на вас, то прожгут вашу кожу.
Что вызывает брызги при сварке?
Как упоминалось ранее, существует несколько причин разбрызгивания. Рассмотрим каждую из них и их решения.
Состав металла
Качество свариваемого металла оказывает значительное влияние на количество образующихся брызг. Некоторые металлы не предназначены для сварки, и к ним добавляются различные компоненты с различной прочностью, не поддающиеся сварке. Некоторые из них продаются из свариваемых металлов, но производятся как можно дешевле. В производственную смесь могут быть включены дешевые добавки. Для уменьшения разбрызгивания лучше не использовать ни один из этих металлов. Недорогие металлы могут выглядеть привлекательно, но содержащиеся в них загрязняющие вещества и компоненты могут вызывать сильное разбрызгивание.
Решение
Найдите подходящий металл для сварки. Если эти материалы — все, что вам нужно для выполнения работы, возможно, вам придется найти другие решения.
Металлическое покрытие
При правильном выборе материала можно добиться минимального разбрызгивания, но иногда требуется специальное покрытие для покрытия металла перед сваркой. Это может быть оцинкованное покрытие, покрытия из других металлов, таких как цинк, хром, резина, краска или что-либо еще, что покрывает поверхность.
Это может быть оцинкованное покрытие, покрытия из других металлов, таких как цинк, хром, резина, краска или что-либо еще, что покрывает поверхность.
Чем чище свариваемый материал, тем чище будет сварной шов; в свою очередь, будет минимальное разбрызгивание. Некоторые покрытия, такие как предварительно загрунтованная сталь, не содержат загрязняющих веществ при сварке и не вызывают разбрызгивания.
Однако большинство этих покрытий усложнят вам жизнь.
Раствор
Отшлифуйте покрытие в месте сварки. Слой тает во время сварки, но его шлифовка перед началом сварки даст вам чистую поверхность и даст гораздо меньше брызг.
Убедитесь в том, что вокруг области, которую вы свариваете, отшлифованы, иначе тепло поглотит близлежащий материал и в любом случае вызовет разбрызгивание.
Грязный металл
Точно так же, как компоненты внутри металла или покрытие на поверхности могут вызывать проблемы у сварщиков, загрязнение также может быть причиной. Это может быть масло, консистентная смазка, маркеры или даже пыль — ничто из этого не подходит для сварки и не вызывает брызг.
Это может быть масло, консистентная смазка, маркеры или даже пыль — ничто из этого не подходит для сварки и не вызывает брызг.
Решение
Обязательно очистите перед сваркой. Сварка проста, и если вся работа будет выполнена до того, как вы начнете, она должна производить минимальное количество брызг.
Конечно, очистка – важная часть любой работы, и это не исключает сварки. Это тоже не долгий процесс – достаточно будет быстро протереть тряпкой.
Низкосортный наполнитель
Если вы хотите избавиться от брызг, вам придется немного покопаться в кармане. Независимо от дисциплины, используемое вами оборудование должно быть высокого качества и иметь правильный состав для чистой сварки.
Как и в случае с исходными материалами, корпорациям дешевле создавать наполнители с добавлением компонентов. Хотя они по-прежнему служат своей цели, дополнительное разбрызгивание становится результатом компромисса.
Раствор
Убедитесь, что вы проверяете качество наполнителя, который планируете использовать. Не покупайте наполнитель, который вы найдете по самой низкой цене или самый дорогой, чтобы получить лучшее.
Не покупайте наполнитель, который вы найдете по самой низкой цене или самый дорогой, чтобы получить лучшее.
Ознакомьтесь с различными типами и их преимуществами, чтобы быть уверенными, что вы получите качественный продукт с минимальным разбрызгиванием.
Загрязненный наполнитель
Часто сварщики оставляют свое оборудование, не накрывая его.
Это может привести к их загрязнению маслом, грязью, пылью и даже начать ржаветь из-за неиспользования. Грязь и ржавчина, попадающие в сварной шов, могут вызвать разбрызгивание.
Решение
Вы должны заботиться о своих расходных материалах, закрывая их, когда они не используются. Присадочные стержни из нержавеющей стали не ржавеют, но если их не пускать, обязательно протрите их перед сваркой, чтобы избавиться от пыли.
Однако стальная пыль также может вызвать ржавление стержней из нержавеющей стали, поэтому, если вы шлифуете сталь, не забудьте накрыть стержни из нержавеющей стали или убрать их подальше.
Хотя большинство катушек для сварки MIG закрыты, проволоку всегда следует хранить в пакете, если только она не используется часто или крышка катушки не запечатана. Влага, скапливающаяся на змеевике, если он остается открытым слишком долго, может вызвать ржавчину.
Стержни для дуговой сварки менее критичны, поскольку флюс на стержне сам по себе удаляет загрязнения, но влажные или масляные стержни будут давать больше брызг. Поэтому в целях безопасности лучше хранить их в сумке.
Настройки сварочного аппарата
Неверные настройки могут привести к разбрызгиванию. Если сила тока слишком высока, это вызовет разбрызгивание.
Чтобы исправить это, вы должны либо уменьшить силу тока, уменьшив скорость провода, либо увеличить напряжение. Точно так же, если напряжение слишком низкое, это вызовет разбрызгивание.
Electric Stick Out или ESO — это расстояние от контактного наконечника до заготовки. Если это слишком высокое значение, это увеличит разбрызгивание, а также другие проблемы, такие как недостаточное проникновение и пористость.
Решение
Чтобы определить, какие настройки лучше всего подходят для вашего проекта, потренируйтесь на куске чистого металлолома и регулируйте настройки, пока они не станут точными.
Техника сварки
Это относится к углу и скорости, с которыми вы работаете. Независимо от того, используете ли вы технику толкания или перетаскивания, угол может иметь значение.
Крутые углы вызывают много брызг, а некоторые методы дуговой сварки вызывают много брызг, если тянуть слишком быстро. Кроме того, когда механизм подачи проволоки не может подавать проволоку с постоянной скоростью, колебания силы тока могут вызвать разбрызгивание.
Решение
Оптимальный угол для сварки составляет около 15 градусов, поэтому вы должны держать угол 15 градусов. Иногда выбора нет, в таком случае приходится мириться с небольшими брызгами.
Убедитесь, что ваша скорость движения правильная. Не ходите слишком быстро или слишком медленно, и убедитесь, что у вас нет проблем с кормлением.
Сварочный газ
Тип используемого газа может оказать огромное влияние на качество сварки. Чаще всего используются аргон и углекислый газ.
Углекислый газ дешевле, хорошо защищает и способствует глубокому проникновению; однако это приводит к большему разбрызгиванию. Аргон используется для сварки MIG алюминия и TIG сварки нержавеющей стали.
Сварка стали с использованием аргона имеет низкое качество и приводит к плохому разбрызгиванию.
Раствор
Для разных видов сварки подходят разные смеси. Более толстые стали требуют более высокого процента углекислого газа.
Правильно подобранная смесь для вашей толщины обеспечит гладкий шов с минимальным разбрызгиванием.
Вопросы по теме
Как предотвратить разбрызгивание?
Помимо конкретных решений, упомянутых выше для причин, указанных выше, вы можете использовать аэрозоли против брызг, которые вы можете нанести на зону сварки.
Сварочную ленту также можно наносить везде, где требуется защита от брызг, однако ее нельзя использовать непосредственно в месте сварки, как аэрозольные баллончики. Зубила или шлифовальные машины также можно использовать для измельчения или измельчения брызг.
Зубила или шлифовальные машины также можно использовать для измельчения или измельчения брызг.
Какие другие виды дефектов сварки существуют?
Дефекты сварки, кроме брызг, включают неправильный профиль, кратеры, трещины, неполное заполнение, деформацию, пузыри и поверхности, внутреннюю пористость.
Как предотвратить прилипание сварочных брызг?
Вы можете использовать игольчатые наконечники для очистки сопла, опрыскивать сопло антипригарным спреем, чтобы уменьшить прилипание брызг, или купить коммерческий антипригарный раствор, чтобы предотвратить прилипание брызг.
Каковы причины сварочных брызг? | 20 + Советы
Сварочные брызги являются особенно неприятным явлением при сварке, поскольку они появляются в виде пятен и их трудно удалить. Это смесь капель расплавленного металла, флюса (обычно), окалины (оксидов), грязи и других металлических частиц, которые выбрасываются в процессе сварки.
Причина сварочных брызг может различаться в зависимости от вашего процесса и настройки оборудования. Но есть некоторые универсальные причины, которые можно найти во всех режимах сварки, независимо от вашего оборудования или техники. В этой статье мы рассмотрим наиболее распространенные причины появления брызг при сварке, а также дадим несколько полезных советов, как предотвратить их появление в будущем.
Но есть некоторые универсальные причины, которые можно найти во всех режимах сварки, независимо от вашего оборудования или техники. В этой статье мы рассмотрим наиболее распространенные причины появления брызг при сварке, а также дадим несколько полезных советов, как предотвратить их появление в будущем.
Чем опасны брызги при сварке?
Брызги от сварки – это плохо, потому что они могут одновременно травмировать вас и повредить основной металл. Кроме того, он может загрязнять расплавленную сварочную ванну, что приводит к пористости сварных швов. Пористость в сварном шве означает, что в нем разбросаны крошечные отверстия, которые могут ослабить сам сварной шов.
Крайне важно удалить сварочные брызги после сварки. Если вы этого не сделаете, это может плохо сказаться на качестве готового сварного шва и отрицательно сказаться на его целостности (способности выдерживать нагрузки) и сроке службы (промежутке времени до необходимости замены).
Что нужно сделать, чтобы удалить сварочные брызги?
Проще всего использовать угловую шлифовальную машину с грубым диском, предназначенную для удаления старой краски или ржавчины с металлических поверхностей. Однако это может повредить любой окружающий металл.
Однако это может повредить любой окружающий металл.
Гораздо лучше использовать абразивную щетку, прикрепленную к шлифовальному станку, которая легко удалит сварочные брызги, не повреждая основной металл.
Как можно свести к минимуму разбрызгивание при сварке?
Во-первых, необходимо определить причину появления брызг при сварке. Вы должны убедиться, что ваша проволока предназначена для конкретного материала, а ваши текущие значения и скорость движения верны.
Если это сделать неправильно, в шов попадет слишком много присадочной проволоки, что приведет к избыточному проплавлению и пористости сварного шва.
Рассмотрим каждую причину сварки отдельно.
Каковы причины сварочных брызг?
Сварочные брызги образуются под воздействием различных факторов, которые различаются в зависимости от типа свариваемого материала и методов, используемых для выполнения работы.
Материал для сварочного покрытия
Когда дело доходит до предотвращения брызг при сварке, это может быть так же просто, как выбрать правильный материал для вашего сварного шва. Если вы сделаете это, это может означать, что вы можете меньше беспокоиться о сварочных брызгах и других проблемах.
Если вы сделаете это, это может означать, что вы можете меньше беспокоиться о сварочных брызгах и других проблемах.
Сварочная ванна
Размер и форма сварочной ванны зависит от свариваемого материала, а также ряда других факторов. Нужно уметь контролировать процесс и поддерживать соответствующие параметры.
Если за ними не ухаживать, то, скорее всего, будут образовываться брызги, что приведет к таким проблемам, как пористость и загрязнение сварного шва.
Положение для сварки
Положение, в котором вы выполняете сварку, также может влиять на образование брызг. Наиболее распространенными положениями сварки являются горизонтальное, вертикальное и потолочное. В каждом из этих положений могут возникать различные проблемы с разбрызгиванием.
ПРИМЕЧАНИЕ: Обычно при горизонтальной сварке образуется больше брызг, чем при вертикальной, в то время как при сварке над головой количество брызг уменьшается.
Длина дуги
Если вы держите электрод слишком далеко от заготовки, он не будет правильно сплавлять материал и приведет к разбрызгиванию материала, когда он начнет остывать.
Обычно это происходит, когда материал выступает в область сварочной ванны, что может быть проблемой при сварке очень толстого материала.
Неправильные настройки силы тока
Использование чрезмерного тепла во время сварки может привести к разбрызгиванию материала. Если вы неправильно установите силу тока, материал расплавится слишком быстро, и на его поверхности будут образовываться капли материала.
Недостаточное нагревание материала также может привести к разбрызгиванию, поскольку материал недостаточно нагрет. Когда материал охлаждается, он создает на поверхности отложения, известные как шлак. Это происходит, когда он недостаточно расплавлен во время сварки.
В этом случае необходимо увеличить погонную энергию или немного снизить скорость сварки.
ПРИМЕЧАНИЕ: Вы всегда должны поддерживать оптимальные настройки силы тока, особенно при работе с тонкими металлами или при движении по сложным кривым, что может привести к ненужному перегреву заготовки, если не соблюдать точный контроль.

Сваривать слишком быстро, не давая материалу остыть между
При сварке материала необходимо дать ему время остыть между каждым сварным швом. Если вы этого не сделаете, материал, образующийся в процессе сварки (брызги), будет слишком горячим и превратится в твердую массу, прежде чем упадет на землю.
Это то, что может вызвать проблемы по разным причинам:
- Загрязнение сварного шва
- Непровар шва
- Плохой внешний вид сварного шва
- Прожог сварного шва
- Пористость материала
- Сильно сниженная18 адгезия покрытия 90e (например, прочность на растяжение).
- Чрезмерное погонное тепло при сварке, которое нарушает термическую обработку металла, ухудшая его металлургические свойства и делая его более хрупким.
Если вы хотите избежать этих проблем, важно дать материалу остыть между сварными швами, чтобы не образовывались брызги. Это особенно актуально при сварке тонких металлических материалов, таких как нержавеющая сталь и другие высоколегированные стали, где один сварной шов может испортить всю работу!
СОВЕТ: Во избежание этого следует избегать слишком быстрой сварки материала или остановки каждого прохода до того, как материал успеет затвердеть.

Сварка в ветреную погоду
Когда материал постоянно движется (ветер), это может привести к разбрызгиванию по рабочей зоне. Это связано с тем, что материал, на поверхности которого есть расплавленные брызги, будет развеваться ветром и вступать в контакт с другим свариваемым материалом, разрушая все швы, которые вы усердно работали над сплавлением во время процесса проектирования.
СОВЕТ: Вы можете уменьшить разбрызгивание материала в ветреную погоду, используя спрей против брызг
Неправильный наполнитель
Использование неподходящего материала в качестве наполнителя также может привести к разбрызгиванию материала. Обычно это происходит, когда материал, который несовместим с тем, который используется для склеивания, например, при использовании наполнителя из нержавеющей стали для мягкой стали.
Это может вызвать проблемы, поскольку часто он не приклеивается должным образом и отсоединяется от заготовки, что приводит к ее падению на землю. Он также может перемещаться. Это может быть проблематично, поскольку он часто плохо прилегает к заготовке и отсоединяется, в результате чего она падает на землю.
Он также может перемещаться. Это может быть проблематично, поскольку он часто плохо прилегает к заготовке и отсоединяется, в результате чего она падает на землю.
Он также может перемещаться на заключительных этапах сварки, вызывая повреждение формы и формы материала, поэтому очень важно, чтобы используемый присадочный материал подходил для материалов, которые вы соединяете.
СОВЕТ: Чтобы уменьшить разбрызгивание материала, вызванное использованием несовместимого присадочного металла, всегда используйте материал, подходящий для ваших целей.
Использование неправильной смеси защитного газа
Смесь защитного газа должна быть правильно настроена для толщины материала, типа и сварочного оборудования.
Если вы используете смесь, которая не соответствует потребностям вашего материала/сварочного оборудования, вы можете получить брызги, потому что она не защищена должным образом от атмосферы.
СОВЕТ: Всегда убедитесь, что вы используете материал с достаточным уровнем защитного газа (обычно 75%), и убедитесь, что скорость потока материала установлена на подходящем уровне для толщины свариваемого материала.

Слишком много защитного газа
Если на материал подается слишком много защитного газа, это может привести к выбросу из сварочной ванны. Если на материал воздействует слишком много защитного газа, он может быть выброшен из сварочной ванны. Это происходит из-за внутреннего давления, создаваемого материалом в сварочной ванне, что приводит к выбросу материала.
СОВЕТ: Во избежание этого следует избегать использования большего количества материала, чем необходимо, и не устанавливать расход материала на подходящем уровне для толщины свариваемого материала.
Неправильный угол наклона электрода
Различные участки одного вещества брызгают друг на друга при сварке двух материалов. Поскольку материал из сварочной ванны не может выйти, он разбрызгивается. Это также может привести к падению материала в сварочную ванну материала, что со временем снижает прочность сварного соединения.
Это происходит, когда кончик электрода слишком тупой или зазор между кончиком электрода и поверхностью материала недостаточен.
СОВЕТ: Используйте только те наконечники электродов, которые подходят для свариваемого металла, и убедитесь, что у вас есть надлежащий контакт кончика электрода с поверхностью материала, который не должен быть ни слишком тугим, ни слишком свободным.
Использование электродов с флюсовым сердечником
Использование электродов с флюсовым сердечником часто приводит к большему разбрызгиванию, чем электроды других типов. Это связано с тем, что флюсовое покрытие на электроде вызывает окисление между материалами, что приводит к высокому уровню окисления, что может создавать проблемы при сварке.
СОВЕТ: Чтобы уменьшить разбрызгивание при использовании электродов с флюсовой сердцевиной, не следует использовать слишком большую защиту.
Плохая длина дуги
Убедитесь, что длина дуги (расстояние между металлом и электродом) установлена правильно. Когда вы используете слишком большую длину дуги, скорость переноса металла замедляется, что может привести к увеличению количества брызг с течением времени.
СОВЕТ: Правильная длина дуги будет зависеть от толщины и типа металла, но, вообще говоря, правильная длина дуги будет такой, когда нет видимых брызг.
Неправильная полярность дуги
Полярность электрода определяет направление движения дуги по отношению к заготовке. Это важно, потому что это влияет на форму и размер вашей сварочной ванны, что может привести к разбрызгиванию, если она не подходит для предполагаемой формы сварного шва.
СОВЕТ: Для большинства материалов лучше всего использовать положительную полярность постоянного тока, но всегда следует сверяться с рекомендациями производителя для вашего материала.
Без газовой линзы
Газовая линза — это специальный элемент оборудования, обеспечивающий адекватную защиту сварочной ванны от кислорода и других элементов атмосферы защитным газом.
ПРИМЕЧАНИЕ. Использование газовой линзы для материала является ключом к тому, чтобы сварочная ванна не окислялась и не образовывались брызги.

Неправильный электрод
Если электроды, предназначенные для более тяжелых материалов, надеваются на тонколистовую сталь, может быть много брызг.
СОВЕТ: Всегда используйте электроды, предназначенные для толщины и типа вашего материала, а также для вашего сварочного оборудования.
Использование неправильно хранившихся электродов
Неправильно хранившиеся электроды могут окислиться, что приведет к разбрызгиванию. Это связано с тем, что когда электроды соприкасаются с другими материалами или лазерным газом, их внешнее покрытие разрушается, что приводит к уменьшению содержания легирующих элементов/примесей.
СОВЕТ: Чтобы снизить риск разбрызгивания, всегда храните электроды надлежащим образом.
Неправильная скорость движения
Из-за отсутствия налипания, если вы едете в быстром темпе, вы можете получить больше брызг. Это связано с тем, что материал не успевает накопиться в одном месте, в результате чего расплавленный металл выбрасывается из сварочной ванны под разными углами.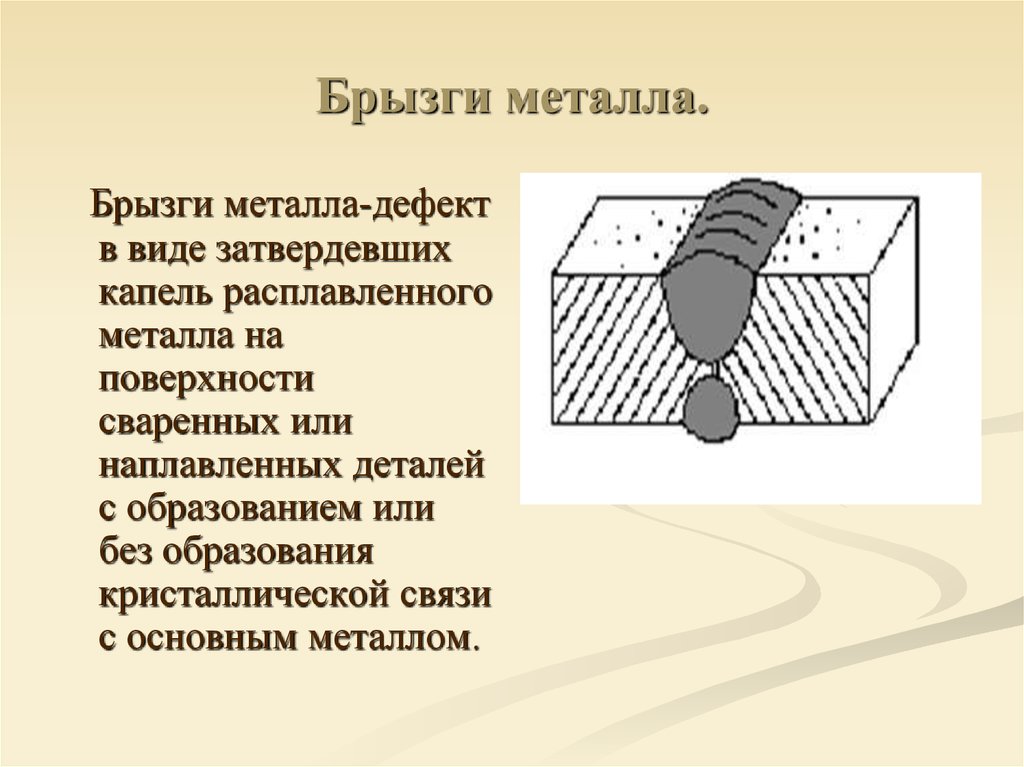
СОВЕТ: Чтобы уменьшить разбрызгивание, всегда поддерживайте постоянную скорость перемещения, соответствующую толщине и типу материала.
Флюс для мягкой стали для дуговой сварки нержавеющей стали
Использование сварочных электродов с флюсовой сердцевиной для нержавеющей стали на мягкой стали может привести к сильной реакции, что приведет к образованию большого количества сварочных брызг. Это происходит из-за плохого отпуска электрода с течением времени, что приводит к микротрещинам в покрытии электрода.
СОВЕТ: Чтобы уменьшить разбрызгивание при сварке нержавеющей стали, всегда используйте электроды, предназначенные для сварки низкоуглеродистой стали с низкоуглеродистой сталью.
Слишком большой присадочный стержень
Использование слишком большого присадочного стержня для выполняемой работы может привести к увеличению сварочных брызг. Это связано с тем, что сварочная ванна станет очень нестабильной, в результате чего ее части будут разбрызгиваться наружу из-за размера электродов.
СОВЕТ: Чтобы уменьшить разбрызгивание при использовании более крупных присадочных стержней, всегда проверяйте их использование на отдельном куске материала, прежде чем использовать их для предполагаемой сварки.
Сварка алюминия методом ВИГ с неправильной полярностью
Использование сварки TIG для сварки алюминия с неправильной полярностью может привести к очень сильному разбрызгиванию из-за положительного постоянного тока, что означает, что защитный газ не будет использоваться для защиты сварочной ванны от атмосферных воздействий.
Это связано с тем, что сварочная ванна станет очень насыщенной кислородом, и поэтому расплавленный металл будет выбрасываться из нее под неуправляемыми углами.
СОВЕТ: Чтобы уменьшить разбрызгивание при сварке алюминия, всегда используйте для этой цели аппарат для безгазовой сварки TIG.
Чрезмерное содержание влаги или кислорода
Использование сварочного электрода, подвергающегося воздействию слишком большого количества влаги или кислорода, может привести к окислению сварочной ванны, что приведет к выбросу из нее большого количества брызг.
Это связано с тем, что в сварочной ванне в целом недостаточно легирующих элементов/примесей, чтобы собрать все вместе и сформировать один сплошной кусок стали.
СОВЕТ: Чтобы снизить риск разбрызгивания, всегда поддерживайте контролируемую рабочую среду и следите за тем, чтобы сварочные электроды хранились в надлежащих условиях.
Принудительная воздушная сварка алюминия
При принудительной воздушной сварке алюминия попытка использовать слишком большую силу тока может привести к сильному разбрызгиванию, так как недостаточно тепла для поддержания температуры сварочной ванны. Это связано с тем, что тепло рассеивается слишком быстро из-за отсутствия проводимости алюминия, что приводит к выбросу небольшого количества расплавленного металла из сварочной ванны.
СОВЕТ: Чтобы уменьшить разбрызгивание при сварке алюминия с принудительной подачей воздуха, всегда используйте для этого применения несколько меньшую силу тока.

Смачивающие материалы перед сваркой
При сварке двух деталей из разных материалов важно использовать сварочный электрод, предназначенный для смачиваемых материалов.
Смачивание материала перед сваркой значительно увеличивает риск появления брызг, поскольку при контакте с водой образуются различные ионы металлов, что приводит к ухудшению свойств.
СОВЕТ: Чтобы снизить риск разбрызгивания, всегда выбирайте сварочные электроды с умом.
Заключение
Как видите, существует множество причин разбрызгивания при сварке, о которых вам следует знать. Если вы не позаботитесь обо всех них, форма и размер вашей сварочной ванны будут неправильными, и вы получите брызги. Используя эту статью в качестве руководства, вы можете убедиться, что ваша сварочная ванна находится в хорошем состоянии, чтобы снизить риск разбрызгивания.
Большинство причин очевидны, если вы знаете, что делаете, но всегда рекомендуется использовать электроды, предназначенные для толщины и типа материала (и не рисковать).