Сварка без обработки — деньги на ветер. Как продлить жизнь кузову и не сотворить больших проблем
Рано или поздно любому автомобилю может понадобиться кузовной ремонт со сваркой. Разбираемся, как максимально отсрочить визит к сварщику, а также как продлить жизнь уже переваренному авто.
Профилактика дешевле ремонтаМашины различных марок и моделей по-разному подвержены коррозии и имеют свои слабые места. Но с возрастом даже самые крепкие модели начинают сдаваться, поэтому дополнительная антикоррозийная обработка будет полезна всем. Сегодня потраченные на антикор деньги через пару лет могут сэкономить вам сумму, кратно превышающую затраты на обработку.
Многие не хотят тратиться на антикор, оправдываясь тем, что не собираются долго ездить на этом авто, а значит, на их век хватит. Но, как показывают результаты опроса в нашей группе Вконтакте, только 36% опрошенных владеют своим авто менее 2 лет. В то время как 30% респондентов ездят на своем авто от 3 до 5 лет, а у 29% опрошенных и вовсе теперешний автомобиль находится во владении более 6 лет.
По этим результатам можно прийти к выводу, что примерно в 2/3 случаев затраты на антикоррозийную обработку авто будут иметь смысл.
Ржавчины не видно — значит, ее нет?Важно учесть тот факт, что коррозия может начать развиваться внутри скрытых полостей, например, в лонжеронах и порогах. В таком случае внешняя часть той или иной детали еще долго может выглядеть неповрежденной, давая тем самым ложные надежды на то, что с кузовом вашего авто все в порядке.
Обработка таких полостей антикоррозийными составами, будь то мовиль, нигрол, пушечное сало и т.д., приостановит процесс коррозии и отсрочит более существенные вложения. Чем раньше вы это сделаете, тем дольше кузов вашего авто не потребует внимания. При этом не стоит забывать, что со временем даже самые лучшие материалы теряют свои свойства, поэтому процедуру через несколько лет нужно повторить.
Если же ваш автомобиль требует сварки или уже переварен, то грамотная дополнительная обработка ему просто необходима.
В местах, где идет сварной шов, металл прожигается и остается без какого-либо покрытия. Поэтому, если мастер поработает только с лицевой стороной, такого ремонта не хватит надолго. Ничем не обработанный изнутри металл быстро начнет ржаветь. При этом площадь повреждений будет больше, чем была до ремонта.
Избежать проблемы можно, только качественно обработав эти места изнутри маслянистым антикоррозийным составом. При грамотной обработке и выборе материала состав проникнет во все необходимые места, покроет металл защитным слоем, что существенно увеличит срок эксплуатации вашего автомобиля после ремонта.
В местах, где окраска не нужна, например, на днище автомобиля, внутренней части колесных арок и т.д., не стоит свежие латки обрабатывать битумом. Он достаточно быстро высохнет, а под ним будет развиваться ржавчина, хотя внешне будет казаться, что все хорошо.
Экономия на антикоррозийной обработке после сварочных работ абсолютно неуместна. Для кузова страшна не только экономия при ремонте, но и откладывание визита в мастерскую. Страдает от этого не один внешний вид, но и пассивная безопасность.
Антикоррозийная обработка кузова современного автомобиля — способ защиты кузова от коррозии
Коррозия – злейший враг автомобиля. Инженеры проводят большую работу по совершенствованию конструкции кузова: снижают количество точек сварки, обеспечивают максимальную точность подгонки кузовных деталей. Отдельная тема – срытые полости. В них не должна скапливаться вода с реагентами. Но абсолютную герметичность обеспечить сложно, поэтому в скрытых полостях предусмотрена естественная вентиляция.
Отдельная тема – срытые полости. В них не должна скапливаться вода с реагентами. Но абсолютную герметичность обеспечить сложно, поэтому в скрытых полостях предусмотрена естественная вентиляция.
Совершенствуются и антикоррозийные материалы. После сварки кузов автомобиля окунают в специальную ванну. Одни производители используют состав на основе цинка – это наиболее долговечный вариант. Другие практикуют катафорезное грунтование кузова: после прохождения через ванну на металле образуется прочная фосфатная пленка. Дополнительно в местах, подверженных коррозии, проводят так называемое холодное цинкование: детали покрывают специальным цинковым порошком.
Но на этом заводская антикоррозийная обработка не ограничивается. На днище наносят специальную мастику, защищающую от сколов. В колесные арки устанавливают пластиковые подкрылки либо наносят антигравийное покрытие. Кузов красят, на многие машины наносят дополнительный лак.
Состояние кузова зависит от условий эксплуатации, но в среднем на современном автомобиле при отсутствии механических повреждений не возникает очагов коррозии в течение трех лет.
Гарантийные обязательства
На большинство новых автомобилей производитель дает трехгодовую гарантию на целостность лакокрасочного покрытия и 7-12-лютнюю — от сквозной коррозии. Гарантийные обязательства не распространяются на случаи, когда коррозия связана с повреждением лакокрасочного покрытия.
Опасные зоны
Наиболее подвержены ржавчине следующие детали автомобиля:
- передняя кромка капота – в нее попадают камешки и возникают сколы;
- пороги – они близки к земле, возможны механические повреждения;
- передние двери, задние крылья и кромка крышки багажника. Как правило, ржавчина в этих местах начинается в срытых полостях;
- выхлопная система, поскольку на раскаленном металле реакция окисления проходит быстрее.
Дополнительная обработка
Далеко не все машины в штатной комплектации оборудованы передними и задними «брызговиками». Стоят они недорого, но несут важную функцию: оберегают пороги и кузов от камешков, летящих от колес. Если их нет в комплектации автомобиля, стоит заказать при покупке в дилерском центре ГК FAVORIT MOTORS.
Если их нет в комплектации автомобиля, стоит заказать при покупке в дилерском центре ГК FAVORIT MOTORS.
Кромку капота покрывают специальной антигравийной пленкой. Она предпочтительнее пластиковой защиты, в народе называемой «мухобойкой», поскольку под пластиком скапливаются реагенты и влага, что создает все условия для коррозии.
Для защиты выхлопной системы как правило используют специальный термолак.
Кузов автомобиля можно обработать защитной полиролью. Есть разные препараты: самые простые восковые «живут» 1-3 мойки, а профессиональные керамические – до полутора лет.
Сотрудники ГК FAVORIT MOTORS прекрасно знают все нюансы устройства автомобилей профильных марок и подскажут оптимальный вариант дополнительной обработки кузова.
Профилактика
Практика показывает, что чистый автомобиль живет дольше. Дело в том, что под слоем грязи создается «парниковый эффект», который может привести к повреждению лакокрасочного покрытия, а в последствии к коррозии. Поэтому по мере загрязнения автомобиля стоит посещать автомойки, причем в осенне-зимний период желательно промывать колесные арки и днище машины.
Поэтому по мере загрязнения автомобиля стоит посещать автомойки, причем в осенне-зимний период желательно промывать колесные арки и днище машины.
Даже мелкие ДТП снижают антикоррозийную стойкость машины. При ремонте необходимо полностью восстановить поврежденные детали и обработать их специальными препаратами.
Так же рекомендуется периодически проводить профилактический осмотр, и при обнаружении повреждений антикоррозийного покрытия, сразу же ликвидировать их. Это можно делать в ходе планового технического обслуживания в техцентрах ГК FAVORIT MOTORS.
Шумоизоляция днища автомобиля своими руками. дешевить и облегчить работу. Украина. shumoff
autoExpert продолжает тему шумоизоляции своими руками, и в этой статье рассмотрим шумоизоляцию днища. Консультирует Андрей Волынский, руководитель компании «Торговая сеть «Жираф», официальный дистрибьютор в Украине торговых марок 3М, Шумoff и Ultimate.
Днище, также как и крыша, является одной из самых больших плоскостей в автомобиле, хотя плоскостью это назвать и сложно. Днище имеет гораздо более сложную и развитую структуру, чем любая другая деталь: на днище присутствует огромное количество отштамповок, элементов усилителей, сварных соединений. В отличие от крыши, которая, по сути, состоит из одного листа с усилителями, днище — это группа деталей (арки, лонжероны и т.п.), в случае необходимости кузовного ремонта его всегда можно купить в наборе.
Днище имеет гораздо более сложную и развитую структуру, чем любая другая деталь: на днище присутствует огромное количество отштамповок, элементов усилителей, сварных соединений. В отличие от крыши, которая, по сути, состоит из одного листа с усилителями, днище — это группа деталей (арки, лонжероны и т.п.), в случае необходимости кузовного ремонта его всегда можно купить в наборе.
Днище — одно из самых вибронагруженных мест в автомобиле, поэтому для правильной шумоизоляции на нем нужно выделить сегменты по степени вибронагруженности, которым нужно будет уделить максимальное внимание, что и даст эффективность шумоизоляции. И особое значение в этих работах будет иметь именно вибропоглотители. Потому как все ударные нагрузки принимает на себя именно эта группа деталей — на днище закреплена подвеска, приварены несущие элементы, на которых крепятся силовые агрегаты, коробка и двигатель. Производитель избегает передачи ударов от подвески на кузов посредством установки виброизоляторов, в частности, сайлентблоков и опор двигателя, но этого все равно в большинстве случаев оказывается недостаточно.
При обработке автомобиля с кузовом седан рассматривается днище только в салоне. Если это хетчбек или универсал, то днище рассматривается полностью, вплоть до задней двери, т.к. багажный отсек в нем — это часть салона. Т.е. в общем под «днищем» подразумевается нижняя часть автомобиля, «пол», который доступен из салона, какой бы тип кузова автомобиля не был.
Салон Honda Jazz готов к работам по установке шумоизоляции. Как видно на фото, производителем уже установлен вибропоглотитель
Вибропоглощение
Днище — основной излучатель шума, преимущественно низких частот. Поэтому именно здесь важно перевести вибрации из низких частот в средние и высокие, чтобы потом с этими частотами можно было бороться. Днище соединено со всеми элементами кузова, и если неправильно его обработать, плохой результат будет и на крыше, и на дверях, и на остальных элементах.
Самые вибронагруженных детали днища — это арки колес и зоны вокруг арок. Именно там крепятся детали подвески, амортизаторы и т.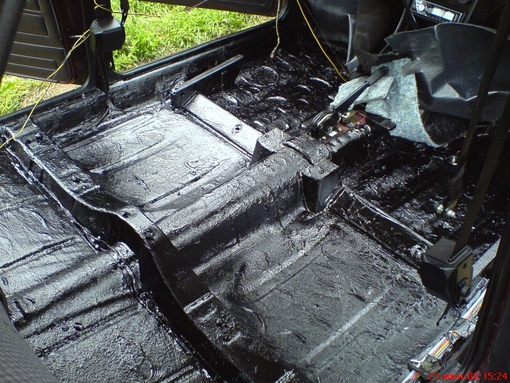 д., эти места принимают все удары подвески.
д., эти места принимают все удары подвески.
Следующая вибронагруженная зона — элементы крепления силовых агрегатов, тоннель в заднеприводных автомобилях, зоны над выхлопной трубой, зоны примыкания к моторному щиту, где почти во всех автомобилях заложены силовые элементы крепления двигателя.
На толстом металле эффективны толстые материалы. Обрабатывать днище тонкими материалами в 1,5-2 мм, даже такими хорошо зарекомендовавшими себя продуктами как Шумoff М2, недостаточно — эффективность будет невысокой. Dynamat Xtreme 1,6 мм даст результат, соразмерный по эффективности с Шумoff М3, но только на металле толщиной максимум 0,8 мм (и этот материал гораздо дороже).
Неоправданны и толстые материалы на тонком металле. Они покажут эффект незначительно больший, чем Шумoff М2, но могут вывести резонанс в низкую частоту.
Для тонкого металла нужно использовать тонкие материалы, они в достаточной мере гасят вибрации, более толстые становятся просто утяжелителями.
Используя облегченные материалы можно уменьшить вес шумоизоляции с 80-100 кг до 40. На тонкий металл актуально применять облегченный материал Шумoff L2. Для толстого металла лучшим материалом является Шумoff Микс Ф, толщиной 4 мм и весом 5,4 кг/м2.
На тонкий металл актуально применять облегченный материал Шумoff L2. Для толстого металла лучшим материалом является Шумoff Микс Ф, толщиной 4 мм и весом 5,4 кг/м2.
Нужно обращать внимание на то, чтобы не перегрузить толстый металл, потому что тогда частота пойдет еще больше вниз. Частота резонирования днища в автомобилях малого класса (седан, хетчбек) — порядка 60-80 Гц. В более крупных автомобилях может быть 50-60 Гц. Почему так происходит? Чем больше, крупнее автомобиль, тем жестче в нем должен быть кузов, и чтобы этой жесткости добиться, его делают из более толстого металла и с большим количеством усилителей, конструкция в результате получается более жесткая. Поэтому резонансная частота опускается.
Самая низкая резонансная частота — у внедорожников — 40-50 Гц. Это звук уже на том пределе, когда человек начинает плохо его слышать и воспринимает как «не очень громкий глухой звук», а потом перестает на него обращать внимание. А вот вибрации на этих частотах ощущаются, можно сказать, внутренностями. Поэтому есть определенная иллюзия, что во внедорожниках тише. Но низкочастотный звук, даже если его не слышно, оказывает свое влияние. Поэтому одно из профессиональных заболеваний водителей, особенно у водителей большегрузов, — связано именно с воздействием низких частот, влияющих на самочувствие и вызывающих преждевременную утомляемость. Поэтому так важно убрать низкие частоты в автомобиле.
Поэтому есть определенная иллюзия, что во внедорожниках тише. Но низкочастотный звук, даже если его не слышно, оказывает свое влияние. Поэтому одно из профессиональных заболеваний водителей, особенно у водителей большегрузов, — связано именно с воздействием низких частот, влияющих на самочувствие и вызывающих преждевременную утомляемость. Поэтому так важно убрать низкие частоты в автомобиле.
В небольших автомобилях (типа Chery QQ) низкочастотный резонанс значительно меньше — в них небольшие поверхности плоскостей, металл тонкий, конструкция легкая — откуда там взяться низким частотам? Разве что при езде по брусчатке, но тогда низкая частота неизбежна в любом автомобиле.
Рассмотрим варианты обработки:
Вариант 1. Стандартный качественный результат по вибропоглощению в салоне можно получить таким способом — проклеить все днище 3-4 миллиметровым мастичным вибропоглотителем Шумoff М3, М4 или Ultimate А3. Эти материалы достаточно толстые и пластичные, с ними легко работать, они не требуют дополнительного оборудования (теплового пистолета, к примеру) и можно получить вполне приемлемый (но не самый лучший) результат.
Вариант 2 более дорогой и трудоемкий — поклеить всё комбинированными материалами (в них присутствует битумный слой и мастичный) Шумoff Микс Ф или Ultimate Блок 4. Многослойный материал наивысшей эффективности Шумoff Микс Ф или Ultimate Блок 4 — это два самых лучших продукта, которые можно придумать для днища. К примеру, материал Шумoff Микс Ф состоит из 4-х слоев: мастика, термоотверждаемый битум, мастика и фольга. Во-первых, это дает большую эффективность, чем у Шумoff М4 при той же толщине, во-вторых, в Микс Ф используется облегченная мастика, что дает ему меньший вес, и в третьих — диапазон частот, в котором работает такой материал, значительно шире, чем у мастичного материала, причем, и в нижнем, и в верхнем частотном диапазоне. Выбрав этот вариант не нужно разбираться — насколько нагружен участок.
Вариант 3 — оптимальный вариант по экономической целесообразности, но требующий определенных знаний и дифференцированного подхода. Вибронагруженные детали клеятся Шумoff Микс Ф или Ultimate Блок 4, на плоские участки днища — Шумoff М3, М4, Ultimate А3. Это не намного удорожает процесс, чем в варианте 1, но эффект будет ощутимо лучше.
Это не намного удорожает процесс, чем в варианте 1, но эффект будет ощутимо лучше.
Конечно, нужно отметить, что с комбинированным материалом работать несколько сложнее, чем с мастичным однослойным, потому что в нем есть битумная составляющая. Но, тем не менее, на порядок легче, чем с аналогичными многослойными материалами других производителей. А вот Шумoff М4 укладывается легко и по эффективности сопоставим с многослойными материалами других производителей, но, конечно же, он уступает Шумoff Микс Ф.
Обработка моторного отсека и днища Mercedes Sprinter комбинированным материалом Шумоff Микс Ф
Комбинированные материалы Шумoff Микс Ф и Ultimate Блок 4 — материалы высоких технологий. Они жестче мастичных, их нужно немного подогревать феном, но не разогревать сильно. Их можно приклеить при температуре выше 15-20°С даже без теплового пистолета практически везде. Шумoff Микс Ф и Ultimate Блок 4 прекрасно огибают кривые поверхности. Но чтобы они набрали максимальной жесткости и максимальной эффективности, после поклейки материал нужно разогреть до 70°С (температура, когда руку положить на него еще можно, но удерживать уже нельзя, некомфортно).
Их можно приклеить при температуре выше 15-20°С даже без теплового пистолета практически везде. Шумoff Микс Ф и Ultimate Блок 4 прекрасно огибают кривые поверхности. Но чтобы они набрали максимальной жесткости и максимальной эффективности, после поклейки материал нужно разогреть до 70°С (температура, когда руку положить на него еще можно, но удерживать уже нельзя, некомфортно).
Для локальной работы по вибропоглощению на ребрах и порогах можно использовать Шумоff М3, пример — Kia Rio
Все эти материалы клеятся внахлест на 1-1,5 см. На днище металл толстый, и дополнительное ребро жесткости ему никак не повредит. Единственно, где нужно уйти от нахлеста — это в проблемных местах. Машина уже разобрана, и обклеенные узкие места в салоне потом помешают при его сборке (в местах крепления сидений, к примеру) — вот там делать нахлест не нужно. В остальных случаях нахлест делается всегда.
Ultimate Soft металлизированный в качестве барьерного слоя на полу багажника и задних арках Peugeot Partner Tepee
Андрей Волынский: «теория двух слоев»
Есть теория шумоизоляции днища, состоящая в поклейке вибропоглощающих материалов в два слоя. Некоторые производители поддерживают ее (как, например, торговая марка Practik), и в основном эта теория присутствует в эконом-сегменте.
Некоторые производители поддерживают ее (как, например, торговая марка Practik), и в основном эта теория присутствует в эконом-сегменте.
Следуя ей можно наклеить на днище 2-х миллиметровый материал, а потом наклеить на него еще один такой же слой. В результате получается слой толщиной в 4 мм. В принципе, это работающий метод: два слоя М2 дадут эффект практически такой же или даже чуть выше, чем один слой М4. Т.е. в эффекте такой «бутерброд» скорее выиграет, а в цене — заплатим за еще один слой алюминия и антиадгезионной бумаги. Если в цифрах: лист Шумoff М2 — 21 грн., М4 — 39 грн. И, конечно же, добавится работа и увеличится время на ее выполнение.
В каких случаях такой способ может быть оправдан?
а) есть производители, у которых нет толстых материалов;
б) если нет возможности приобрести эффективный материал (М4 или М3), можно взять 2х2 мм или 2х1,5 мм.
Но нужно понимать еще и такой нюанс — если брать дешевые (подразумеваем некачественные) материалы, то хоть 5 слоев проклей, эффективность от такой работы будет ниже, чем при выборе хороших продуктов. В свое время проводились сравнительные испытания разных материалов. Шумoff М2 и Ultimate А2, как оказалось, имеют такую же эффективность, как аналогичные материалы других брендов толщиной в 3,5 мм.
В свое время проводились сравнительные испытания разных материалов. Шумoff М2 и Ultimate А2, как оказалось, имеют такую же эффективность, как аналогичные материалы других брендов толщиной в 3,5 мм.
Порядок работ в багажнике с нишей для колеса. На фотографии видно штатную шумоизоляцию (установлена вокруг ниши и на дне), но этого явно недостаточно
Моторный щит
Моторный щит тоже закатывается комбинированным материалом Шумoff Микс Ф или Ultimate Блок 4. Если торпедо не снимается, то клеить нужно так далеко, насколько получится достать, приклеить и прижать. Если торпедо снимается, то клеится, насколько видит глаз.
Материалом Шумоff Микс Ф выклеивается багажник и боковины ниши. Низ ниши остается со штатной изоляцией ввиду критичности по высоте при укладке колеса
В целом по днищу и моторному щиту: если по каким-либо причинам не получается приобрести комбинированный материал, например, не охота специально покупать тепловой пистолет (кстати, бытовой фен не пойдет, т. к. он не даст температуру 70°С и не сможет активировать термоотверждаемый битум), то на вибронагруженные участки нужно применить Шумoff М4, а остальные части для экономии можно поклеить Шумoff М3. Клеить материал тоньше 3 мм — малоэффективно.
к. он не даст температуру 70°С и не сможет активировать термоотверждаемый битум), то на вибронагруженные участки нужно применить Шумoff М4, а остальные части для экономии можно поклеить Шумoff М3. Клеить материал тоньше 3 мм — малоэффективно.
Арки колеса также обработаны вибропоглотителем Шумоff Микс Ф
Боковины кузова
С боковыми частями кузова нужно работать по той же схеме, что и с филенками дверей. Отличия состоят в том, что если на двери не рекомендуется клеить материалы в 3 мм (для них нужно брать материалы полегче), то тут, ввиду обычно меньших площадей и зачастую большой кривизны поверхности тонкими материалами связать вибрацию сложно. Поэтому 3 мм материал на боковине кузова будет уместен, хотя 2 мм материал тоже будет достаточно эффективным.
Вообще на все детали в задней части кузова (кроме днища и крыши) можно клеить Шумoff М2 или М3. Плюс шумоизолятор и шумопоглотитель (достаточно 7-10 мм толщины).
Следующий этап обработки ниши — барьерный материал Шумоff П4 с водостойким клеящим слоем
Багажник
Багажник седана клеится вибропоглотителем, и иногда этим можно обойтись. Вопрос о достаточности одного слоя зависит от типа кузова, точнее, от того, как потом багажник отделяется от салона. Если это хетчбек или универсал, то остальную изоляцию клеить нужно.
В самом багажнике нишу, в которую ложится запасное колесо, нужно проклеить 3-4 мм вибропоглотителем. На этом обработка этой зоны и заканчивается, там больше ничего не будет приклеено.
На пластиковой накладке пятой двери Kia Rio используется вибропоглотитель Ultimate Construct A1
Частный случай
Иногда ниша под колесом, к примеру в Subaru Forester, спроектирована так, что колесо по высоте в ней лежит впритык, и если наклеить стандартную изоляцию, то крышка не закроется. Но клеить эту нишу в любом случае очень желательно. Зачастую 3 мм материала, особенно после того, как его там хорошо подолбит колесо, станут 1,5 мм. Если даже эти 1,5 мм критичны, можно обозначить места касаний колеса и не поклеить там. Это значит, что поклеится не 100% ниши, а 80 или 70%. Но поскольку все между собой связано, эффект все равно будет лучше, чем если оставить нишу необработанной.
На крышку клеится Шумoff Герметон. В местах касаний этот материал тоже сожмется, причем ровно в той степени, которая будет нужна.
Пятая дверь
В предыдущей статье (см. autoExpert №1-2014) мы говорили о шумоизоляции дверей, но не коснулись пятой двери в кузовах универсал и хетчбек. Крышка багажника в этих автомобилях — это и есть пятая дверь. Поскольку салон автомобиля имеет один объем, традиционно автомобили так и называют — трехдверные, пятидверные. Разница лишь в том, что через крышку багажника кладется груз в машину, а не заходит пассажир. А c точки зрения шумоизоляции — это именно дверь, и ее нужно шумоизолировать как дверь. И все моменты по шумоизоляции пятой двери точно такие же, как и в дверях салона. Единственная разница состоит в том, что если дверь открывается вверх, то для сохранности петель и продления жизни амортизаторов двери будут актуальны облегченные материалы.
Части накладки задней полки Chevrolet Camaro выклеива-ются по всей площади шумопоглотителем Шумоff Герметон
Полка за задним сидением седана
Полка между задним сидением и стеклом седана просто обязывает использовать вибропоглотитель, особенно, если на ней установлены динамики, утяжеляющие ее. Когда динамики играют, полка еще больше раскачивается. Поэтому вибропоглотитель применяется, чтобы убрать дребезжание металла.
Обрабатывается полка так же, как и монтажная панель двери: вибропоглотитель, а вокруг динамиков максимально толстый вибропоглотитель.
На филенке пятой двери в Suzuki SX4 локально устанавливается Шумоff М2
Термо- и шумоизоляция
Тут мы рассматриваем днище и моторный щит как одно целое. Для них барьерный слой очень важен, потому что в достаточно большом количестве присутствует шум, отраженный от дороги. Поэтому термошумоизоляцией нужно проклеить всю площадь, заботясь о том, чтобы потом на свои места нормально легли ковры, и о том, чтобы не заклеить площадки для установки сидений и не пришлось ничего вырезать. Нормально ужать ни каучук, ни полиэтилен — не получится.
Толщина материала — на сколько позволит конструкция автомобиля. Как правило, стараются поклеить как можно более толстым материалом, и это в принципе, правильно. Чем толще материал — тем эффективнее изоляция. Единственным сдерживающим фактором является сборка салона после окончания этих работ.
Подробности об отличиях и преимуществах материалов из полиэтилена и каучука смотрите в предыдущей статье о шумоизоляции крыши и дверей. Материалы: Шумoff П4, П8, Шумoff Комфорт, Ultimate Polifoam и Ultimate Soft.
Вибропоглощение задней полки в Peugeot 301 выполнено локально с использованием легкого Ultimate Construct A1
Шумопоглощение
Днище как резонирующая поверхность требует применения шумопоглотителей, и они там в определенной степени уже есть: ковер, сидения (они набиты поролоном или другим ворсистым материалом), торпедо — все эти преграды убирают шум и гасят резонансы, идущие от днища.
Установка шумопоглотителя значительно повысит комфорт, поэтому обрабатываются все доступные зоны. Но нужно учитывать, что в некоторых автомобилях дополнительный слой под ковром может и не поместиться. Поэтому нужно подходить к установке материала по месту: есть возможность — шумопоглотитель устанавливается, в зонах, где это критично по толщине или могут возникнуть сложности при сборке — оставляется, как есть.
Наиболее важен шумопоглотитель на моторном щите, арках и тоннеле — это самые большие излучатели шума. Поэтому там, а также под пластиковой обшивкой КПП, насколько позволяет толщина, очень рекомендовано клеить шумопоглотитель: Шумoff Герметон, Ultimate Sound Absorber.
Андрей Волынский: «теория относящего слоя»
Шумоизоляция вибронагруженных поверхностей в автомобиле — довольно популярная и обсуждаемая тема. Среди многих теорий хочу обратить внимание на так называемую «теорию относящего слоя» как весьма жизнеспособную и при правильной реализации — довольно эффективную. Наиболее часто относящий слой применяют при обработке моторного щита. Как это выглядит на практике?
На металлическую поверхность, чтобы связать металл, клеится вибропоглотитель — самый эффективный, который можно себе позволить, например, Шумoff Микс Ф. Затем в качестве относящего слоя — вспененный каучук 3-10 мм, например Шумoff Комфорт или Ultimate Soft. Дальше — еще слой вибропоглотителя, например, Шумoff М2, М3 или М4. А на него — шумопоглотитель, к примеру, Шумoff Герметон 7-15 мм. Вот это — самый лучший «бутерброд», который эффективно работает.
У Dynamat есть продукт Xtreme Liner — очень интересный многослойный материал: каучук, свинцовая пластина, акустический поролон. Результат получается очень хорошим. Этот же эффект используется и в более современном материале DynaPad. Такой метод обработк и моторного щита подойдет владельцам внедорожников. Таким способом «лечили» даже УАЗ-ики и автомобили с дизельными двигателями.
Шумопоглотитель Шумоff Герметон 15 устанавливается для наилучшего результата шумоизоляции
Стойки между дверями
Стойки между дверями в салоне, как правило, очень узкие. Поэтому клеить их нужно по мере возможности. Как пример можно взять филенку двери. Чем больше в салоне автомобиля останется поверхностей, которые имеют прямой контакт с окружающей средой, тем больше будет холода зимой и жары — летом. Поэтому внутренний объем желательно заизолировать полностью. О максимальной защите можно говорить всегда, но из-за невозможности добраться в какие-то места, что-то придется пропустить. Все зависит от конструкции автомобиля. И если в таких местах производитель сам не позаботился и не положил туда даже куска поролона, там так и останется «барабан».
Термо- шумоизоляция Ultimate Soft на днище Suzuki SX4 — используется там, где это не затрудняет сборку
Съемная полка в хетчбеке
Как правило, в современных автомобилях эта полка изначально сделана из прессованного материала, который в некоторой степени является шумопоглотителем, и когда багажник закрыт, крышка создает дополнительный барьер. Поэтому ее нужно держать закрытой. При большом желании нижнюю часть можно обработать шумопоглотителем. Если она гремит в местах примыкания, их нужно проклеить полосками или подушечками Герметон 7-10 или Ultimate Sound Absorber 10. Нужно ориентироваться по месту, у разных машин устроено по-разному.
От редакции: Необходимость обработки поверхностей днища, крыши и дверей, как правило, сомнений и споров не вызывает — это по возможности делают все. Но есть части кузова, обработка которых вызывает разногласия (капот, багажник, арки, подкрылки снаружи и др.), о них мы поговорим уже в следующем номере.
Подготовил Александр Кельм, журнал autoExpert №2`2014. При перепечатке ссылка на источник обязательна.
MIG, порошковая проволока, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный совершенствованию сварочной отрасли с помощью ручного и роботизированного контроля процесса сварки улучшения процессов сварки для сотен компаний в 13 странах. Некоторые из факторов, которые я наблюдал в этих компаниях и которые оказывали основное влияние на ежедневное качество сварки и производительность, были;[a] Распространенное глобальное отсутствие GMA – управление FCA и инженерные возможности владения процессом сварки.
[b] Фронт-офис отдела сварки часто полагается на сотрудников отдела продаж сварки для улучшения процесса GMA, в то время как большинство продавцов никогда не руководили сварочным цехом и имеют ограниченный опыт применения сварки.
[c] Отсутствие контроля процесса сварки и передовой практики сварки часто проявляется в сварочных цехах. В конце концов, кто не был свидетелем того, как опытный сварщик играл с двумя простыми органами управления сварочным оборудованием GMA при выполнении сварных швов GMA и порошковой проволокой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам.Также имейте в виду, что навыки сварщика или стаж работы сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт посвящен двум процессам сварки GMA (MAG – MIG) и сварке порошковой проволокой в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80 % производимых в мире дуговых сварных швов.
В этом вопросе «зачем менять то, как мы всегда работали в этой отрасли» и спустя десятилетия после внедрения сварки MIG и сварки в среде защитного газа в большинстве сварочных цехов по всему миру вы найдете персонал, который занимается сваркой десятилетиями, но мало знает о процесс сварки GMA или FCA, от которого они зарабатывают.Это влияет не только на качество и производительность ручной сварки, но и на производительность робота GMA.
НЕДОСТАЮЩЕЕ ЗВЕНО С РОБОТОМ MIG СВАРКИ. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной и грузовой промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять робототехнику. с роботизированным управлением процессом сварки GMA и обучением передовому опыту. Поэтому, конечно, большинство техников-роботов, хотя и отлично разбираются в программировании, будут играть с элементами управления сваркой GMA в своих подвесных роботах.
1963 Я начал сварку MAG в компании Massey Ferguson, Великобритания. И за 60 лет, что я в этом бизнесе, есть одна вещь, которая не изменилась.
С момента появления технологии MAG в 1950-х годах ахиллесовой пятой мировой сварочной промышленности было отсутствие фокуса на контроле процесса сварки MAG и порошковой проволокой.
В 1990-х годах, когда я был менеджером по роботизированной сварке ABB в Северной Америке, среднесуточная доработка сварки MAG роботом в США с компаниями Большой тройки США, японскими и немецкими компаниями, а также с поставщиками первого уровня, составляла в среднем 50%.Среднее время простоя робота при сварке MAG из-за проблем со сваркой обычно составляло от 40 до 80 минут в смену.
АББ — одна из крупнейших в мире компаний, занимающихся проектированием и робототехникой. В АББ США. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и Летурно. У всех инженеров была одна общая черта: ни один из них не был обучен способности, не читая инструкций по сварке, установить два контроля, оптимальную сварку MAG или флюсовой проволокой, и, как многие сварщики, когда им давали новое приложение для роботизированной сварки, они бы часто «играют» с элементами управления сваркой.
Данные сварки роботом MIG для
самого большого грузовика в мире.
Руководство АББ и компании Caterpillar спросило меня, сколько времени мне потребуется, чтобы разработать все параметры сварки многороботных модулей, необходимые для сварки гигантских грузовиков Caterpillar. Я думаю, что шокировал их, когда быстро ответил: «Большинство всех этих роботизированных сварок должно выполняться с двумя простыми настройками сварки MIG».
РОБОТНАЯ СВАРКА ВОПРОС.Как вы думаете, какие два режима сварки роботом MIG могли бы сварить маленький грузовик, показанный выше? Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Работая в АББ, я использовал программу управления процессом MIG для роботов для обучения инженеров АББ, а также для обучения поставщиков первого уровня АББ и таких компаний, как Harley и Caterpillar. С 1990-х годов я ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 мировых компаний.
На этом сайте решаются обширные проблемы, связанные со сваркой роботов.А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальные менеджеры, которых я встретил в Harley Davidson, никогда не понимали концепции управления процессом ручной сварки или сварки Robot Weld MIG.
Когда компания Harley разработала велосипед Fat Boy в девяностых, в конце концов было решено сваривать рамы MIG с помощью роботов ABB. Я задал первоначальные данные рамы для сварки роботом MIG, которые будут производить сварные швы, способные выдержать любых райдеров с избыточным весом, и в Америке у нас их в избытке.
В 2021 году, поскольку мужской обхват в Америке продолжает увеличиваться, этот мотоцикл по-прежнему остается самым прочным, и неудивительно, что он является самым популярным продавцом Harley.
Те из вас, кто в этой отрасли не верит в важность владения процессом сварки и опыта управления, не должны иметь проблем со следующими вопросами по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Одним из самых распространенных сварных швов в мире является сварка методом распыления MIG.Какова начальная точка подачи проволоки для переноса методом распыления MIG и силы тока для обычных стальных проволок MIG диаметром 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона и 20 % CO2?
Недостаток опыта управления процессом сварки MIG является серьезной проблемой для большинства мировых заводов по производству автомобилей и грузовиков, использующих сварочных роботов. Большинство заводов первого и второго уровня сообщают, сколько дополнительных долларов они тратят каждый год в результате брака при сварке MIG с помощью робота, переделок сварки или потери производства при сварке роботом
ВОПРОС О ПРОЦЕССЕ РОБОТНОЙ СВАРКИ.Роботизированная ячейка использует провод 70s-6 и 80% Ar. / 20% СО2. Режим переноса шва установлен в традиционном режиме CV. Подача сварочной проволоки и данные о сварочной воронке установлены на 380 дюймов/мин и 23 вольта. При таких сварных швах иногда дуга не загорается. Объяснить, почему?
ЧТО DANA, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ПРОИЗВОДСТВУ ГРУЗОВЫХ РАМОВ, ДУМАЕТ О ПРОГРАММЕ УПРАВЛЕНИЯ МОИМ РОБОТОМ MIG WELD.
E – Mail From Dana Senior Weld Eng.
Эм, я хотел отправить сообщение о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы уже знали во время вашего первого визита на завод, наши роботизированные сварочные линии MIG производили менее 40 рам грузовиков Ford F-150 в час, и 100 % готовых рам роботов требовали ручной ручной доработки. Благодаря вашей программе обучения роботизированной сварке и изменениям в расходных материалах результаты роботизированной сварки от наших сотрудников сегодня ошеломляют. Вчера завод, на котором я нахожусь, приблизился к рекордным 76 кадрам в час. Мы ежедневно достигаем нашей средней цели — один кадр в минуту.Недавно у нас было два аудита сварных швов. У одной проверки сварных швов было в общей сложности два отказа, а вторая проверка сварных швов стала первой 100%-й проверкой сварных швов в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и трансмиссии, осей, приводных валов и трансмиссии.В DANA работает около 22 500 человек в 26 странах, а объем продаж в 2010 году составил 6,1 миллиарда долларов.
Примечание. Управление процессом MIG с использованием моего робота доступно в разделе «Обучение процессу». Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость перемещения робота при сварке без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение? Объяснить, почему.
Ред.задний. Обучение более 250 судовых сварщиков на верфи Aker Kaverner. Обучение управлению технологическим процессом с использованием порошковой проволоки. Расположение Филадельфийская военно-морская верфь.
Акер заложил в бюджет менее миллиона долларов на ремонт сварных швов на корабль. Когда меня наняли на должность начальника дворовой сварки. они тратили более 10 миллионов долларов на ремонт сварных швов с порошковой проволокой на каждое судно. Я использовал свой тренинг по управлению технологическим процессом с флюсовой сердцевиной, формат обучения, который ранее не применялся ни на одной мировой верфи. После трех месяцев оценки отделом контроля качества верфи.Благодаря моей двухдневной программе обучения затраты на ремонт сварных швов с порошковой проволокой на верфи за три месяца сократились более чем на 60 %, в результате чего было произведено ок. экономия 6 миллионов долларов на судно.
АВТОМОБИЛЬНЫЕ ЗАВОДЫ И ВЕРФИ ИМЕЮТ ЧТО-ТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет первостепенное значение, однако обе отрасли, как правило, десятилетиями нанимали менеджеров и инженеров, у которых не было навыков, необходимых для владения процессом сварки во фронт-офисе. Когда у фронт-офиса не хватает этого опыта, вы знаете, что их сварщики будут играть с данными ручной или роботизированной сварки MIG.
СЛАВА БОГУ, ПОСТАВЩИКИ АВТО И ГРУЗОВЫХ АВТОМОБИЛЕЙ НЕ ТРЕБУЮТ ПРОВЕДЕНИЯ НК, КОТОРЫЙ ОЦЕНИВАЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО ШВА. ЕСЛИ ОНИ СДЕЛАЛИ, ОНИ БЫ НЕМЕДЛЕННО ОСТАЛИСЬ ИЗ БИЗНЕСА.
ПРИБЛ. 10% СВАРНЫХ СОЕДИНЕНИЙ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЕТСЯ НК, КОТОРЫЙ ПРОВЕРЯЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО СОЕДИНЕНИЯ. И ВСЕГДА ЭТО ОЧЕНЬ ДОРОГО ДЛЯ ВЕРФИЙ, КОГДА ТРЕБУЕТСЯ УЗИ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, где качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки сварных швов и брак в течение десятилетий были нормой как для процессов MAG, так и для процессов с флюсовой сердцевиной.
БЕЗУПРЕЧНЫЙ ПОДХОД К РАСХОДАМ НА СВАРКУ MAG / FCA: Я посетил сотни сварочных мастерских по всему миру в качестве корпоративного менеджера по обучению сварке Linde – AGA – Airgas – Carbonic Weld. Меня попросили решить более тысячи проблем клиентов, связанных со сваркой. Я никогда не посещал ни одну сварочную мастерскую в США или Канаде, которая имела бы представление о своих реальных «затратах на сварку MIG / FCA». Обычно основное внимание в затратах на сварку в сварочном цеху уделяется цене их газовых смесей для сварки или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цеху является горизонтальный угловой шов толщиной 1/4 (6 мм). Сварочный цех имеет источник питания на 350 ампер. Для сварки используется проволока 0,045, 70s-3. Газ аргон – 20% CO2. Среднее время дуги сварщиков каждый час составляет 30 минут. Сколько сварки они наплавляют каждый час. Если на это уходит более двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНЯТЬ ПРОЦЕСС.В сварочных мастерских редко можно увидеть максимальные скорости наплавки, стабильно достигаемые с любой MIG или порошковой проволокой. Скорость наплавки и время включения дуги влияют на стоимость сварки. Если вы удивлены таким отсутствием опыта контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-то, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой проволокой, кого-то, кто может ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон 20% CO2 для сварки MIG и делает переход на аргон – 10% CO2.Так вы говорите сварщикам, что они должны делать и почему?
ДЕСЯТИЛЕТИЯ ПРОБЛЕМ ПРОЦЕССА СВАРКИ СОЗДАЛИ УСТАНОВИВШИЙСЯ ПРОЦЕСС СВАРКИ, СБРОСИЛ КУЛЬТУРУ ПРОИЗВОДСТВА.
Я надеялся, что за 60 лет, которые я проработал в этой отрасли, однажды я увижу признаки эволюции сварочного цеха. Вместо этого ежегодно я наблюдаю увеличение путаницы в процессе сварки. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение ложных заявлений GMA – FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне немного времени, чтобы поиграть с элементами управления сваркой. Эти двое можно было бы положить на музыку и стать частью национального гимна сварщиков.
СТОИМОСТЬ РОБОТНОЙ СВАРКИ ВОПРОС: На этом автомобильном заводе средний размер углеродистого сварного шва на свариваемых деталях аналогичен галтелям 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов/мин. Аргон – используется смесь 10% CO2.Работа робота-сварщика стоит 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Специалист, принимающий решения по сварке, должен менее чем за 5 минут указать стоимость фута или метра каждого произведенного сварного шва и узнать, сколько газа и проволоки потребуется для проекта.
Поскольку в этом участвуют НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к сварке.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту я участвовал в утверждении некоторых конструкций сварных швов лазерной и газовой сварки для Orion в United Technologies.
Когда я заключал контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, меня никогда не переставало удивлять, что при общении с одними из самых ярких инженеров в мире, как мало интереса было к вопросам сварки и как мало инженеры знали о процессах сварки, которые они просили использовать для производства сварных швов, которые будут скреплять космический корабль НАСА «Орион» во время его путешествий на Луну и Марс.Во время учебы в UT у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической отрасли, и чтение этих процедур было похоже на шаг назад в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX и ее фиаско с ракетной сваркой.
ЭЛОН МАСК БЫЛ ТАКЖЕ БЛЕСТЕН В СВОЕМ ПЛОХОМ ИНЖЕНЕРНОМ ПОДХОДЕ К СВАРНЫМ ШВАМ, ПРОИЗВОДИМЫМ НА ЕГО АВТОМОБИЛЬНЫХ ЗАВОДАХ И НА ЕГО ПРЕДПРИЯТИЯХ SPACEX для управления простыми роботизированными сварками было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали неподходящий процесс сварки и имели проблемы с обеспечением постоянного оптимального качества сварки.
Инженерам Элона не хватало навыков, необходимых для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти необходимые испытания НАСА на разрушающую сварку.
В 2019 году компания SPACEX боролась с качеством сварки ракет из нержавеющей стали, и с точки зрения завоевания доверия НАСА и дальнейшего финансирования НАСА все выглядело плохо.Кто-то из SpaceX, наконец, осознал, что для последовательного прохождения необходимых испытаний сварки SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, что TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения качества ракеты, это, наконец, дало НАСА уверенность в том, что можно положиться на SpaceX. , — сказал он, — мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ОНО ПОЛУЧАЕТ, КОГДА ВЫСОКООБРАЗОВАННЫМ И КВАЛИФИЦИРОВАННЫМ МЕНЕДЖМЕНТАМ И ИНЖЕНЕРАМ SPACEX ПОНАДОБИЛОСЬ, ЧТО РЕШЕНИЕМ ИХ ДОРОГОСТОЯЩИХ ПРОБЛЕМ СО СВАРКАМИ БЫЛО ПОЛУАВТОМАТИЗИРОВАННЫЙ ПРОЦЕСС GTA, КОТОРЫЙ Я ПОКАЗАЛ ИМ В 2009 ГОДУ. Я мог бы добавить, что если бы мой партнер Том и я не рисковали долей в наших домах и месяцами оставались без зарплаты, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача).И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Линкольн, Миллер, Хобарт, ESAB или Fronius в 2019 году, процесс сварки, способный на то, что может сделать полуавтоматический TIP TIG. Благодаря возвращению большого С, я продал бизнес Тому и заработал достаточно, чтобы покрыть мой ежедневный бюджет на кофе, пока я не окажусь на глубине шести футов. Однако с миллиардами долларов налогоплательщиков, которые НАСА теперь бросает Илону, я подумал, что самое меньшее, что Элон может сделать, это послать мне благодарственную открытку Hallmark. СООБЩЕНИЕ ВСЕМ РУКОВОДИТЕЛЯМ ПО СВАРКЕ, ИНЖЕНЕРАМ И РУКОВОДИТЕЛЯМ.Тем из вас, кто имеет опыт сварки с полуавтоматическими процессами GMA – FCA, не потребуется более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если вы находитесь на этом объекте и на моем сайте tiptigwelding.com вы найдете всю информацию о процессе, необходимую для принятия логически обоснованных решений о качестве/производительности сварки. Одна вещь, которую Элон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в высокотехнологичных отраслях обычно связаны не с дизайном или наукой для приложений, а с производством.способность. Любой, кто имеет опыт управления процессом сварки, быстро оценит преимущества уникальной функции повышения качества сварки для повышения качества кода и сплавов. К сожалению, SpaceX не хватало этого опыта более десяти лет . 2021. В конце концов SpaceX проснулась и теперь имеет ок. 70 TIP TIG-аппараты, которые позволяют постоянно достигать желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжать свои поиски по созданию ракет, которые однажды доставят несчастных людей на Луну и Марс. В ТЕЧЕНИЕ ШЕСТИ ДЕСЯТИЛЕТИЙ РАБОТЫ В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ Я СТАЛ СВИДЕТЕЛЕМ ПОЛНОЙ НЕУДАЧИ В ВСЕМИРНЫХ ПРОГРАММАХ ОБУЧЕНИЯ В КОЛЛЕДЖАХ И УНИВЕРСИТЕТАХ ПО СВАРКЕ. Когда дело доходит до курсов по сварке, большинство местных колледжей и профессиональных училищ застряли в 1960-х годах. Когда дело доходит до обучения инженеров, большинство мировых университетов и колледжей, предлагающих программы на получение степени в области сварки, уже шесть десятилетий нанимают профессоров и преподавателей, которым не хватает «опыта управления процессом дуговой сварки». Я предоставил решения для сварки прибл. 1000 компаний в 13 странах. Читатель должен знать, что отсутствие опыта управления сварочным процессом было причиной того, что руководители и инженеры приглашали меня во все эти компании. Что меня больше всего беспокоит в невежестве и апатии в области технологии сварки, которые часто встречаются в аэрокосмических, оборонных, нефтяных и энергетических компаниях, так это в том, что эти компании могут нанимать самых ярких инженеров из таких учреждений, как MIT, OSU и LeTourneau, но нанятые инженеры часто, кажется, не знают, что они должны знать, чтобы контролировать там обычные дуговые сварки с помощью простого оборудования, которое обычно имеет два основных контроля сварки.Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности в сварке. КАКОВА ЛОГИЧНОСТЬ ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА, ПРОВЕРЯЮЩЕГО СВАРОЧНЫЕ РАБОТЫ, У КОТОРОГО НЕТ ОПЫТА КОНТРОЛЯ ПРОЦЕССА СВАРКИ? В дополнение к вышеперечисленным проблемам, в последние несколько лет мы видим, как сварочная отрасль, которой часто не хватает опыта управления процессом сварки, обращается к AWS. Персонал CWI присматривает за сварщиком.И это парадоксально, поскольку большинство инспекторов по сварке, которые ежедневно проверяют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая предотвратила бы дефекты сварки. Для тех, кто готов поспорить с этим, попробуйте задать вопросы на этой странице. Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотите сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, не влияющего на продажи. посещать.На сайте представлено сравнение процессов между GTA Hot Wire, GTA вручную и Pulsed GMA. Представлены все атрибуты реального процесса сварки процесса TIP TIG, и эта информация. https://tiptigwelding.com. ДЛЯ ТЕХ, КТО ХОЧЕТ МОЮ СОВЕТ ПРОГРАММУ ОБУЧЕНИЯ TIG ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, ПОСМОТРЕТЬ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ БОЛЬШЕ ДАННЫХ TIP TIG, ПОСЕТИТЕ МОЙ ДРУГОЙ САЙТ, tiptigwelding.com От промышленности деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, этот сайт, мы надеемся, показывает важность контроля процесса сварки и важность осведомленности о процессе сварки/применении. Я горжусь тем, что являюсь частью команды инженеров Commonwealth Fusion Systems, которые создают SPARC. Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с их криогенными, радиационными, магнитными и деформационными проблемами.SPARC будет построен в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к многочисленным реакторам CFS, называемым ARC. 2022. Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA. Два ядерных реактора Vogtle, блоки 3-4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов после завершения. Конечно, есть обычные задержки с превышением бюджета из-за проблем со строительством, которые всегда связаны со сваркой.Ручная ручная дуговая сварка была основным процессом ручной дуговой сварки для этих заводов, поскольку она была предпочтительным процессом дуговой сварки с 1958 года, когда были созданы первые США. построена промышленная атомная электростанция. С 2008 года процесс GTA развился, но, к сожалению, большинство персонала, принимающего решения по сварке в мировой ядерной отрасли, не поняли этого. Для будущей сварочной промышленности США, возможно, моего самого большого достижения в области сварки за все время, возможно, в отрасли сварки, в которой «Зачем менять способ, которым мы всегда это делали» на протяжении десятилетий был нормой, будет, будет, Дело в том, что я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям процесса сварки, которые окажут существенное влияние на количество требуемых сварщиков, требуемые навыки сварки и, конечно же, на качество сварки и стоимость проектов. Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь, молодые США. Массачусетс Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много термоядерных заводов, чтобы помочь в сокращении выбросов углерода, и поставщики материалов для термоядерной промышленности должны будут подойти к пластине и предложить другой подход к желаемым сварным швам. В 2008 году, благодаря австрийскому изобретателю Плашу, процесс GTA сварки сталей и легированных сталей, наконец, превратился в полуавтоматический процесс GTA под названием TIP TIG. Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, что дало ему право на сварку субкорпусов. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что ВМС США, Великобритании и Австралии проснутся и оценят преимущества сварки и качества. МАКСИМАЛЬНАЯ ЭНЕРГИЯ СВАРКИ И НАИМЕНЬШЕЕ ТЕПЛОПОДАЧИ ЯВЛЯЕТСЯ УНИКАЛЬНЫМИ ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА TIG TIP TIP. Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термической обработки, и каждый сварной шов кодового качества становится более возможным, когда используемый процесс сварки обеспечивает максимально возможное качество сварки. Вам не нужно быть инженером, чтобы понять, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальное сочетание обеспечения максимальной энергии сварки и минимально возможного тепловложения, — это процесс, который следует изучить специально для легированные стали и все сварные швы кодового качества. Высокоэнергетическая сварка TIP TIG в инертной атмосфере позволяет получать бездефектные сварные швы. Благодаря повышенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, наименьшую деформацию, наименьшую зону термического влияния и наилучшие механические, металлургические и коррозионные свойства. Так что нужно спросить, чего не хватает Североамериканскому атомному заводу и инженерам-подводникам. А что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — термоядерный завод ИТЭР во Франции. [1] СОВЕТ TIG обеспечивает максимально возможную энергию ручной дуговой сварки и плавность сварки, что сводит к минимуму возможность непровара. [2] TIP TIG обеспечивает минимально возможное тепловложение свариваемых деталей. Подумайте о снижении напряжений и искажений, а также о наименьшем ЗТВ и превосходных механических, металлургических и коррозионных преимуществах В отличие от очень низкого наплавления при ручном процессе GTA, TIP TIG увеличивает скорость наплавки GTA на 200 до 300 % и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в дуговую плазму TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимые при ручном GTA, а также значительно снижает традиционные навыки сварщика TIG во всех положениях, что также влияет на качество сварки. В 2009 ГОДУ Я СВАРИЛ БОЛЬШИЕ СОСУДЫ ПОД ДАВЛЕНИЕМ ИЗ ТИТАНА 2 СТЕПЕНИ С НАКОНЕЧНИКОМ TIG БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОЗАЩИТНОГО ЩИТА. Это был первый случай в истории дуговой сварки большого титанового сосуда диаметром тридцать футов, который был на 100 % сварен без газовой защиты.Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава. При использовании процесса TIP TIG, которому уже десять лет, кто-то должен разбудить военно-морской флот, армию и военно-воздушные силы, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением при сварке будет иметь любую высокопрочную, все или союзные стали в их организации или повышать только этот атрибут процесса. ИСКАЖЕНИЕ – ИСКАЖЕНИЕ – ИСКАЖЕНИЕ.. Вы можете попытаться воспроизвести мой нетронутый сварной шов TIP TIG с помощью GTA или импульсного GMA, но вы будете тратить свое время впустую. КАК ВЫ ДУМАЕТЕ, ЧТО МОЖЕТЕ ЗАИНТЕРЕСОВАТЬ СВАРОЧНУЮ ПРОМЫШЛЕННОСТЬ СЕВ. АМЕРИКИ В ПРОЦЕССЕ СВАРКИ, В КОТОРОМ НЕ БЫЛ ИНТЕРЕСОВАН ДИСТРИБЬЮТОР СВАРКИ В США? Я думал, что лучший подход к продаже TIP TG североамериканской промышленности, в которой доминируют дистрибьюторы Lincoln Hobart и Miller, — это делать то, что я делал десятилетиями. Вместо того, чтобы проводить образовательные семинары по управлению процессом сварки, я начал с проведения семинаров и мастер-классов TIP TIG. В моем первом воркшопе в США в 2009 году помимо американцев были участники из Китая, Австралии, Канады и Бразилии. CNOOC Наложение Подводная идентификация труб с помощью инконеля, затем сварка концов труб за считанные минуты, и никогда не будет дефектов, которые могли бы быть обнаружены с помощью рентгеновских лучей. Спустя 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Филадельфии. work shop, Китай в нефтегазовом и энергетическом секторах в настоящее время лидирует в мире по использованию полуавтоматического процесса GTA TIP TIG. Благодаря тому, что китайская компания CNOOC заказала у нас оборудование, у нас с Томом теперь были средства, необходимые для того, чтобы TP TIG USA заземлилась в США. От трубы или плиты, от основания до заполнения, TIP TIG — это самый простой процесс для использования в любом положении сварки. Не требуется сварочного дыма, брызг или очистки сварных швов. Одни и те же две настройки сварки можно использовать для большинства сварных швов труб и листов.GTAW – процессы импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы кодового качества. ДЛЯ ТЕХ, КОМУ НУЖНЫ ФАКТЫ О ПРОЦЕССАХ В ПРОМЫШЛЕННОСТИ, В КОТОРОЙ МИФЫ О ПРОЦЕССАХ ГОРАЗДО БОЛЬШЕ. Я считаю, что создал самый информативный веб-сайт в мире на TIP TIG, процесс. На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com. ПОДУМАЙТЕ ОБ УСПЕХЕ САМЫХ ШИРОКО ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ. Причинами успеха сварки GMA и порошковой проволокой в среде защитного газа являются «полуавтоматические» и простые в использовании процессы дуговой сварки, обеспечивающие приемлемую скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматизированный» простой в использовании процесс TIP TIG, который обеспечивает на 200 0 300 % больше сварных швов, чем GTA, какова реакция отрасли сварки? ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ GTA ВОПРОС. Почему вы считаете, что, в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечит минимально возможные джоули сварки и увеличение наплавки GTA на двести-триста процентов? Ниже приведены реальные преимущества сварки TIP TIG, полученные для сварки кодового качества. К сожалению, в 2021 году в Северной Америке оборонная, аэрокосмическая и энергетическая отрасли, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо и Массачусетский технологический институт, которые должны лидировать в развитии дуговой сварки, ПОЛНАЯ НЕУДАЧА. ЕСЛИ ВАМ НУЖНЫ ДОКАЗАТЕЛЬСТВА 2021 ГОДА GMA – FCA В ПРОЦЕССЕ СВАРКИ, ОТСУТСТВИЯ КОНТРОЛЯ И НАИЛУЧШИХ ПРАКТИК СВАРКИ, ВЫ НАЙДЕТЕ ИХ НА ЛЮБОЙ АМЕРИКАНСКОЙ ВЕРФИИ ВМС. Любой персонал, который занимается проектами ВМФ, вероятно, знает, что высшее руководство ВМФ отчаянно хочет получить контроль над качеством сварки, доработками и затратами на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки. К СОЖАЛЕНИЮ, КОГДА ПРЕДЛАГАЕТСЯ ПОСЛЕДОВАТЕЛЬНОЕ ИЗМЕНЕНИЕ ССЫЛ.СВАРКА, ЭТО СТАРШИЕ ИНЖЕНЕРНЫЕ ОФИЦЕРЫ ВМФ, КОТОРЫЕ ВСЕГДА ПЕРВЫМИ ПРОТИВОДЕЙСТВУЮТ ИЗМЕНЕНИЯМ В ТЕХНИКЕ СВАРКИ. Судостроительные верфи, как правило, ежегодно тратят миллионы сверх бюджета, что чаще всего является результатом плохого качества сварки порошковой проволокой, а также низкой ежедневной производительности сварки. Реальность сварки на этих верфях такова, что руководству и инженерам фронт-офиса верфи в течение десятилетий просто не хватало опыта управления процессом сварки, который позволил бы им иметь возможность владеть процессом сварки. ВОПРОС О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ С ПОЛКОВОЙ ПРОВОДКОЙ.Если в сварочном цеху в основном сваривают углеродистые стали в плоском и горизонтальном положениях шва, а стали толщиной 3/8 и более, почему обычно используемая проволока Э71Т-1 является плохим выбором? Для тех из вас, кто хочет контролировать сварку порошковой проволокой в среде защитного газа и добиваться минимальной доработки сварки при неизменно максимальной производительности сварки, вы получите это с помощью средств управления процессом. Ресурс для самообучения/обучения FCA находится в моем разделе технологического обучения. В высококонкурентной мировой отрасли сварки, где компании могут закупать сварные детали из Китая, Южной Кореи или Восточной Европы, если американские компании не развиваются и продолжают прислушиваться к торговым представителям, продолжают идти по пути отсутствия права собственности на процесс сварки и противодействовать прогрессивному процессу сварки, который может создать реальные условия для улучшения качества сварки, производительности и затрат, они также могут закрыть двери своих сварочных цехов . GMA Сварка Вопрос. При сварке углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045 , аргоном 20–CO2 и источником питания 350 ампер средняя скорость наплавки GMA будет при времени горения дуги 30 минут. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАЖАТЬ МНОГИХ. Растущая армия специалистов по инспекции сварных швов AWS CWI заслужила бы больше уважения, если бы перед тем, как высказать свое мнение о сварных швах, которые они просматривают, они потратят несколько часов на то, чтобы понять простые два контрольных процесса сварки GMA – FCA, которые они ежедневно критикуют. ? НА ЭТО ЗАНИМАЕТСЯ ПРИБЛ. ТОЛЬКО 20 ЧАСОВ, ЧТОБЫ ИЗУЧИТЬ GMA – FCA – TIP TIG – ADVANCED TIG или ROBOT GMA ARC WELD PROCESS CONTROL RESOURCES, ДОСТУПНЫЕ НА ЭТОМ САЙТЕ. Прежде чем купить следующий источник питания MIG, спросите себя, зачем вам нужны электронные навороты. ГАЗОЗАЩИТНАЯ ФЛЮСНАЯ ПРОШИВКА ВОПРОС. Слишком часто, когда на заводе возникают проблемы с ручной или роботизированной сваркой, заводской или инженерный руководитель. затем может перейти к более дорогим разрешениям сварки, например, использовать больше ручных сварочных аппаратов GTA-MIG или FCA.Возможно, они попросят своего торгового представителя принести новейший электронный чудо-источник питания Lincoln, Miller или Panasonic. Или для линейки роботов, поскольку роботы не соответствуют своему обещанному потенциалу, решением будет покупка большего количества роботов. Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение. Печальная реальность сварки для лиц, принимающих решения в области сварки во всем мире, которые испытывают трудности с постоянным достижением полного качества ручной или роботизированной сварки GMA и потенциалом производительности от наиболее распространенных в мире процессов дуговой сварки, в течение прибл.шестидесятилетий, посредственное качество и производительность ручной сварки GMA, а также создание ненужных дорогостоящих переделок сварных швов, стали ЕЖЕДНЕВНОЙ НОРМОЙ. А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботе GMA для управления технологическим процессом, который используется на этом предприятии уже более 20 лет. (раздел процесс обучения). КАК РУКОВОДИТЕЛИ БУДУТ РЕШАТЬ ПРОБЛЕМЫ СО СВАРОЧНЫМ ЦЕХОМ, ЕСЛИ ОНИ НЕ ПРИЗНАЮТ КОРЕННУЮ ПРИЧИНУ ПРОБЛЕМ СО СВАРКОЙ? БОЛЬШИНСТВО РУКОВОДИТЕЛЕЙ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРЩИКИ» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ.ПЕРВАЯ И ГЛАВНАЯ ЭТО ОПЫТ КОНТРОЛЯ СВАРОЧНЫХ ПРОЦЕССОВ: Вы редко встретите «должен иметь обширный опыт управления сварочными процессами» в любом описании работы, и это определенно не то, что SpaceX или NASA будут запрашивать при найме инженера по сварке. Учитывая, что обычное руководство и инженеры не осведомлены об опыте управления технологическим процессом, логично, что этот опыт редко требуется в описании любого сварочного задания, а управление технологическим процессом никогда не будет частью производства.обсуждения растений. Насколько мне известно, сварочная отрасль является единственной технической отраслью, которая полагается на неопытных представителей по продажам или оборудованию для предоставления консультаций по сварочным процессам при возникновении проблем со сваркой в цехе. Торговый представитель, как правило, это человек, который, вероятно, никогда не руководил сварочным цехом.Эта ерунда длится десятилетиями. Проблемы, как правило, связаны со сварочным оборудованием, имеющим два контроля сварки, которые не менялись с 1960-х годов. представителей, и я выяснил, что независимо от того, какое обучение они получили, возможно, 5 из 100 были достойны пройти через дверь сварочного цеха и дать совет по сварке, передовой опыт сварки, который преобладает, можно найти в роботизированных модулях на большинстве мировых автомобильных и грузовых заводов.Взглянув на многие подвесные программы сварки, вы обнаружите, что данные программы сварки часто бывают плохими и постоянно изменяются для простых сварных швов, для которых требуется не более двух настроек сварки. На протяжении десятилетий глобальный провал обучения сварке.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA ВОПРОС. Укажите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана > 3 мм без использования задней газовой защиты.
В 2021 ГОДУ Я ПОШЛА НА РАБОТКУ В КФС, КАК ИХ СТАРШИЙ СВАРЩИК ИНЖ. ПРЕДОСТАВЛЯЕМ КОНСУЛЬТАЦИИ ПО СВАРКЕ И КВАЛИФИКАЦИЮ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СТРОИТЕЛЬНОГО РЕАКТОРА ПОД НАЗВАНИЕМ SPARC.
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы думаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет прибл. 100 миллионов градусов, а сверхпроводящие магниты, расположенные неподалеку, составляют около минус 400 градусов.
Многих компаний беспокоят жесткие допуски на размеры, особенно для дорогостоящих легированных сталей, – искривление сварного шва. Поэтому любой инженер, который не застрял в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий наименьшую возможную деформацию сварного шва.
В 2009 ГОДУ, КОГДА ИНЖЕНЕРЫ ПО СВАРКЕ N. AMERICAN СИДЕЛИ ПЕРЕД СВОИМИ НОУТБУКАМИ И РАБОТАЛИ С 1946 GTA, КИТАЙСКИЕ ИНЖЕНЕРЫ СДЕЛАЛИ ПЕРВЫЙ ШАГ. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
По иронии судьбы первым крупным покупателем оборудования TIP TIG, а также полностью освоившим этот процесс, стала Китайская национальная нефтяная компания CNOOC. Эта компания отправила группу своих инженеров на мой первый семинар TIP TIG, который был представлен на военно-морской верфи Филадельфии в 2009 году. Конечно, никто из военно-морских сил с верфи не присутствовал. С 2009 г. никогда не было процесса, который мог бы выполнять полуавтоматизированную GTA
.
ЗАТРАТЫ НА СВАРОЧНЫЕ СВАРКИ. За 8 часов в смену сварщик на верфи, выполняющий сварку порошковой проволокой во всех положениях в среде защитного газа, должен наплавлять не менее 23 – 24 фунтов в смену. Однако из-за слишком обычного апатичного руководства и инженеров верфи, а также из-за неадекватных программ обучения сварщиков верфи, типичная верфь в Северной Америке будет поставлять в среднем только 50–60% металла сварного шва, который она должна наплавлять ежедневно.
В 2021 году для отраслей, использующих традиционные ручные импульсные GMA, ручные GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки кодового качества, характерно следующее:
Факт сварки. В 2021 году с использованием североамериканского источника питания CV MIG мощностью 350–450 ампер, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100–200 % дешевле, который я мог бы продемонстрировать за несколько минут, который с 3 настройками сварки позволяет производить сварку MIG превосходного качества без разбрызгивания на любых сталях. и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного плавления с помощью порошковой проволоки в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?
КОНЕЧНО ПОЛАГАТЬСЯ НА ПРОДАВЦОВ СВАРОЧНЫХ ПРОДУКТОВ, КОТОРЫЕ, НАИБОЛЕЕ ВЕРОЯТНО, НИКОГДА НЕ УПРАВЛЯЛИ СВАРОЧНЫМИ ЦЕХАМИ, НЕ ТО, ЧТО НИ ОДИН ИНЖЕНЕР, МЕНЕДЖЕРЫ ИЛИ РУКОВОДИТЕЛИ НЕ НУЖНЫ.
ДЛЯ МЕНЯ В ABB БЫЛО ОБЫЧНО УСТАНОВИТЬ ОДНУ ИЛИ ДВЕ ОПТИМАЛЬНЫЕ НАСТРОЙКИ РОБОТА GMA ДЛЯ ЛЮБОГО ПРИМЕНЕНИЯ GM – FORD ИЛИ CHRYSLER. И КОГДА Я ПОСЕЩАЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДЕЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ БЫЛИ ИЗМЕНЕНЫ ОБЫЧНО ОТ 10 ДО 30 РАЗ, И СВАРНЫЕ РАБОТЫ С РОБОТАМИ БЫЛИ БЕСПОРЯДКИМИ.
Менеджеры и инженеры просыпаются.Персонал робота, «играющий» с данными контроля сварки в роботизированной ячейке, не является признаком просвещенного проектирования и производства. руководства, это свидетельствует о том, что руководство и инженеры компании просто не осведомлены о том, какие знания в области управления процессом сварки необходимы техникам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. а руководители предприятий считали нормой возиться с контролем сварки.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (обучение в процессе).
ОТСУТСТВИЕ РУЧНОГО ИЛИ РОБОТОПРОИЗВОДСТВЕННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ И ОТСУТСТВИЕ КОНТРОЛЯ СТОИМОСТИ СВАРКИ ЭКСПЕРТ ПРОСТО ИСПРАВИТЬ:
, не понимают требований к опыту управления процессом сварки с помощью роботов для владения процессом сварки, маловероятно, что их роботы-техники или те, кто вносит изменения в сварку, будут иметь такой опыт.
Если бы редкий просвещенный руководитель предприятия или технический руководитель настаивал на том, чтобы по крайней мере один человек на их предприятии имел контроль процесса сварки и передовые методы сварки, необходимые для владения процессами, и, следовательно, мог бы оптимизировать свой ежедневный робот или ручной качество сварки или производительность, тот же менеджер также был бы достаточно мудр, чтобы гарантировать, что на него была возложена ответственность за обучение всех тех, кто как в главном офисе, так и в сварочном цехе ежедневно принимает решения о сварке.О, мечтай дальше.
Вас не попросят установить роботизированную сварку MIG на самых знаковых автомобилях Америки, если у вас нет репутации за прошлые достижения в области сварки.
Только некоторые из продуктов Em. работал на
[] FORD F150.. Я был единственным человеком, который установил роботизированные сварные швы, которые не требовали доработки, что было удивительно, если вы видели плохие сварные соединения роботов.
[] ЖУК. Новые автокресла VW Beetle получили самые высокие рейтинги аварийности, когда-либо достигнутые для небольших автомобилей в США.Я устанавливал эти роботизированные сварки MIG в компании Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не будут работать. Мало того, что я добился нулевого переделок, я увеличил производство роботов на 30%
[] КОРВЕТ, Одни из худших сварных швов, произведенных в автомобильной промышленности в 80-90-х годах, были любимцами Америки. спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.
ХАРЛИ. Эта ручная управляющая компания не понимает ни требований, ни ценности владения сварочным процессом фронт-офиса. Поэтому неудивительно, что эта компания медленно переходила на роботизированную сварку MIG. Большинство сварных швов велосипедной рамы выполнялись вручную на сварочных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Harley разработал FATBOY, он быстро стал бестселлером. Я установил первоначальные сварные швы робота для этого продукта, когда был менеджером по сварке. в компании ABB Robots.
ДЖИНН. Кто не видел эти изделия на стройках или на заводах, и для чего им нужен бездефектный робот и качественная ручная сварка. Я устанавливал их роботизированные сварные швы и предоставлял программы обучения управлению технологическим процессом.
ГУСЕНИЦА. К кому еще могла обратиться эта компания, как не к АББ и ко мне, когда они хотели, чтобы робот MIG сварил самый большой в мире трюк.
Имейте в виду, что я потратил десятилетия на то, чтобы сжать и упростить мои обучающие материалы по управлению процессом сварки вручную и роботом MIG, чтобы их мог представить любой желающий, независимо от их опыта сварки.
Кстати, тем из вас, кто хочет вносить прогрессивные изменения в сварку на своих предприятиях, я бы посоветовал вам начать с «Описания работы», включив в него слова: «Должен иметь необходимые ручные или роботизированные средства управления процессом сварки и лучшую сварку». Практическая экспертиза».
МНОГИХ ЭТО ШОКИТ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ПРЕДПРИЯТИИ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРОЧНЫМИ ПРОЦЕССАМИ».
ГРУППА СВАРОЧНЫХ СОСТАВОВ. Еще одним уникальным признаком неудовлетворительной мировой практики сварочных цехов является то, что когда менеджеры, супервайзеры или инженеры не имеют контроля над процессом сварки и опыта передовой практики, они часто создают Группу сварщиков, команду, которой, по иронии судьбы, также не хватает такая же экспертиза. Реакция обычного менеджера на их бесконечные проблемы со сваркой заключается в том, чтобы ежедневно принимать кислотоуменьшающий ТУМ, чтобы контролировать свое сердцебиение, а затем созывать собрание КОМАНДЫ СВАРКИ.Слишком часто единственным достижением команды сварщиков будет потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная на заводе.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки, а также передовые методы самообучения или обучающие программы обычно требуют от 15 до 20 часов обучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений о сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ обеспечивается моим MAG – порошковой проволокой и TIP TIG, ручным и роботизированным управлением процессом сварки и передовой практикой сварки, программами обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧНА. Вместо создания группы роботов-сварщиков более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной группы».Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Главной обязанностью производственной группы будет обеспечение своевременной доставки продуктов для роботизированных модулей и изготовление деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
В отрасли с высокой конкуренцией опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я выпивал пинту Гиннеса каждый раз, когда слышу это в сварочном цеху, я бы сейчас был совладельцем пивоварни Гиннесс.
ВМЕСТО ПОКУПКИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ОБУЧЕНИЯ СОТРУДНИКОВ ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, МЕНЕДЖЕРЫ ЧАСТО ТРАТЯТ НА 200–300 % БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ЛЕГИРОВАНИЯ СТАЛИ, Q
Конечно, электроника в оборудовании для сварки MIG обеспечивает интересные возможности режима переноса сварки, особенно при импульсной сварке MIG и сварке алюминия.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном оборудовании MIG, используемом для сварки стали и сплавов, на самом деле была в основном бесполезной.
НЕМНОГИЕ СВАРОЧНЫЕ ЦЕНТРЫ ЗНАЮТ О НЕГАТИВНЫХ КАЧЕСТВЕ И СТОИМОСТИ СВАРНЫХ СВАРОК ИМПУЛЬСНОЙ МИГ-СВАРКИ: осведомленный о режиме MIG Spray, который, к сожалению, имеет плохое отношение энергии сварки к массе сварного шва, увидит, что достигаемое сварное плавление часто плохое или незначительное.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить тот же потенциал наплавки, что и распыление, но, однако, проводит 50% своего времени при низком фоновом токе, то не должно быть сюрпризом обнаружить, что этот режим с более низким энергопотреблением будет в отличие от сварки распылением, не улучшает сплавление сварного шва и не уменьшает пористость сварного шва, но этот импульсный режим MIG подходит для сварки, требующей меньшей энергии сварки, сварки калибровочной стали, алюминия и плакированных сварных швов. Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом».
В 1970-х и 1980-х годах, используя недорогое оборудование CV MIG, я показывал сварочным цехам, как выполнять сварку MIG коротким замыканием без разбрызгивания.
CV Источник питания, изготовленный в 1983 году. Стоимость 1300 долларов США, отсутствие разбрызгивания сварных швов с коротким замыканием. Кстати, какие параметры сварки MIG со стальной проволокой 035 и 80–20 CO2 вы бы выбрали, чтобы обеспечить сварку в оптимальной точке с максимально возможным количеством коротких замыканий в секунду . ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ FRON OFFICE. ДРУГОЙ С СОВЕТАМИ ТОРГОВОГО ПРЕДСТАВИТЕЛЯ СВАРКИ.В 1960-х годах я запускал тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любой сварочной мастерской по всему миру я могу взять источник питания CV MIG 1960-х годов или новый источник питания стоимостью 2500 долларов США 2020 года. Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварки без разбрызгивания любых деталей из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, знакомых с этим веб-сайтом 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ при сварке. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % меньше.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более долговечное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативную импульсную установку MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
НА ПОКУПКУ ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСИ И МЕТАЛЛИЧЕСКОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЮТ ПРОДАЖИ БЫЧЬИХ ФЕКАЛОВ: В то время как некоторые металлопорошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварки с металлической сердцевиной, которую я не смог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей для сварки в среде инертного газа, то, как ключевой автор спецификаций AWS MIG по защитным газам, я хотел бы проинформировать любую сварочную мастерскую, которая за последние четыре десятилетия приобрела трехкомпонентную газовую смесь для сварки сталей и легированных сталей, что в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных свойств сварного шва, чем преимуществ.Тем не менее, я признаю, что как порошковая проволока, так и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварки, чтобы получить газ в сварочных мастерских, у которых не было возможности владеть процессом сварки MIG.
При сварке многих сталей и сплавов на протяжении десятилетий обычная бесполезная электроника, используемая в импульсном оборудовании для сварки MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и проволоки с металлическим сердечником, которые также использовались в качестве опоры тем, у кого не было опыта управления процессом сварки.
ГАЗОЗАЩИТНАЯ ПОЛУПРОВОДНАЯ ПРОФИЛЬ: В 2020 году большинство мировых сварочных мастерских также могут быть удивлены, узнав, что как GTAW, так и процесс газозащитной порошковой проволокой – плохой выбор процесса сварки для многих сварных швов кодового качества. Для тех, кто использует в 2020 году порошковую проволоку в среде защитного газа во всех положениях для приложений, требующих рентгеновского или ультразвукового контроля, может возникнуть резонный вопрос: почему какой-либо сварочный цех выбирает такой процесс сварки, как порошковая проволока, при котором, независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы сплавления сварного шва с захваченным шлаком, чрезмерное разбрызгивание и избыток сварочного дыма будут нормой.
ЭТО 2020 ГОД, И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ ЦЕХАМ, ЧТО В ПОСЛЕДНЕЕ ДЕСЯТИЛЕТИЕ ПРОЦЕСС GTAW СТАЛ УСТАРЕВШИМ: И если сварочный цех все еще использует семидесятилетний DC. Процесс TIG для сварки деталей, требующих большого количества сварных швов, что менеджер не разочаровал, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает сильное нагревание свариваемых деталей. Примечание. Для тех, кого интересуют хорошо задокументированные проблемы, возникающие при распространенных процессах MIG – Импульсная MIG – GTAW – Порошковая сварка, а также их оборудование и проблемы с расходными материалами при использовании при ручной и роботизированной сварке, посетите разделы «Мои программы».В то время как импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х годов отвечают за большую часть ежедневно выполняемых дуговых сварок, соответствующих мировым нормам качества, в 2019 году немногие сварочные цеха знают, что уже более десяти лет был альтернативный, улучшенный, «ручной полуавтоматический и полностью автоматический» процесс сварки под названием TIP TIG.
СОВЕТ TIG — это процесс, который на первый взгляд некоторым сварщикам может показаться чем-то средним между процессами TIG и MIG.Однако это процесс, при котором, когда требуются сварные швы кодового качества, TIP TIG обеспечивает превосходные характеристики сварки, чем TIG – импульсная сварка MIG – сварка в среде защитного газа с порошковой проволокой и сварка TIG с горячей проволокой.
СОВЕТ TIG представляет собой как простой в использовании полуавтоматический, так и полностью автоматический процесс дуговой сварки. Когда требуются сварные швы с кодовым качеством, постоянно обеспечивая максимальную энергию сварки в инертной атмосфере (наилучшее плавление при наименьшей пористости) наряду с достижением самого низкого тепловложения свариваемой детали из-за полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW – Pulsed MIG – FCAW и TIG с горячей проволокой, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства деталей.
СОВЕТ TIP TIG обеспечивает высочайшую энергию сварки и плавность сварки с высочайшей чистотой сварки, а также обеспечивает самый низкий нагрев свариваемых деталей с помощью простого в использовании процесса для сварки любых металлов, приложений любого размера и сварки в любом положении.
. https://tiptigwelding.com КОГДА ТОМ, МОЙ БИЗНЕС-ПАРТНЕР, И Я КУПИЛИ TIP TIG В СЕВЕРНОЙ АМЕРИКЕ В 2009 Г.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.2020. Я предсказываю, что к 2025 году запатентованный процесс TIP TIG компании Plasch Austria, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, станет самым широко используемым в мире процессом дуговой сварки, который ассоциируется с большинством сварных швов кодового качества.
Благодаря множеству преимуществ, связанных со сваркой, металлургией, механической обработкой, коррозией, а также безопасностью сварочного дыма, полученными с помощью TIP TIG, преимуществами, которые изложены на этой странице и особенно в моей всеобъемлющей программе «TIP TIG», которая предоставляет данные TIP TIG. это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном/переменном токе, импульсная сварка MIG, сварка MIG STT, MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
Примечание. Для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры по этому поводу, в конце концов, демонстрация TIP TIG в любом сварочном цеху займет менее 60 минут, чтобы подтвердить TIP TIG. качество сварки и результаты затрат превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется экспертным знаниям о процессах, которых слишком часто не хватает в международных сварочных мастерских, а также сравнениям процессов сварки GTAW – импульсной сварки MIG – FCA и TIP TIG для распространенных приложений глобального качества сварки.Обратите внимание, что сравнение процессов сварки будет иметь большее значение, если те, кто заинтересован в сравнении, будут иметь средства управления процессом сварки и передовые методы сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных мастерских.
ТАК, ЧТО, ПО ВАШЕМУ СЛОВУ, ДЕЛАЕТ ИДЕАЛЬНЫМ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил опытного сварщика, какие, по вашему мнению, ключевые атрибуты процесса сварки должны были бы сделать процесс сварки идеальным для большинства сварных швов кодового качества.Ниже будет мой список.
- Должен быть простой в использовании, полуавтоматический и автоматический процесс сварки.
- Должен иметь возможность сварки как с открытым корневым, так и с заполняющим швом для любого применения и металлов, а также подходит для сварки любой толщины.
- Должен обеспечивать наивысшую энергию сварки (плавкость сварки) для достижения оптимального сплавления сварного шва со всеми металлами.(невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, что при производстве экономически эффективных сварных швов также обеспечивает важный баланс между количеством наплавленного материала и подводимой энергией сварки.
- Должен обеспечить инертную плазменную атмосферу, сводящую к минимуму окисление и пористость сварного шва
- Должен обеспечивать отсутствие брызг или шлака
- Должен обеспечивать автоматический контроль данных начала/остановки сварки.
- Должна обеспечиваться полярность EN, которая обеспечивает при достигнутых скоростях сварки наименьшую тепловложенную часть, обеспечивающую наименьшую ЗТВ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть прост в установке.
- Не должно требоваться более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году существует только один сварочный процесс, способный обеспечить вышеуказанное, и это десятилетний процесс TIP TIG.https://tiptigwelding.com
ПОЖАЛУЙСТА, ПОМНИТЕ, ЧТО ВСЁ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАНИЕ И ПОДТВЕРЖДЕНИЕ МЕНЕЕ ЧЕМ ЗА ЧАС В ЛЮБОЙ СВАРОЧНОЙ ЦЕХЕ.
СРЕДНЯЯ СКОРОСТЬ НАПЛАВКИ И САМАЯ ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШЕЕ СВАРНОЕ ПЛАВЛЕНИЕ ВО ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все положения, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, обеспечивающую высочайшую энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь при любом масштабе применения максимально возможное качество дуговой сварки.Когда вы объединяете актив качества сварки TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение свариваемых деталей, это обеспечивает сварочный цех, ручную и автоматическую сварку для устранения обычно ожидаемого доработка сварных швов в любом приложении. А также иметь возможность сваривать любой тип свариваемого металла, не беспокоясь о каких-либо металлургических проблемах сварки. Сварки TIP TIG, показанные на этой странице и в разделе TIP, не могут быть продублированы какой-либо обычной оптимальной сваркой TIG, импульсной сваркой MIG или сваркой с флюсовой проволокой.
Примечание. Да, при традиционном процессе TIG на постоянном токе сварщик всегда может обеспечить превосходное качество сварки, но при ручной TIG на постоянном токе сварщик не может достичь энергии сварки TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и сниженные навыки , которые увеличивают затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей > 2 мм самый низкий нагрев свариваемых деталей, что влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG Н.США и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс изменит правила игры для сварочных мастерских, и его нужно будет сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сваркой кодового качества. При обсуждении сравнений процессов сварки было бы полезно, если бы те, кто занимается сравнением процессов, сначала имели средства управления процессом сварки и передовой опыт сварки, которые были необходимы для последовательного достижения качества процесса сварки и оптимизации производительности с процессами сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими учебными программами по оптимизации процесса сварки), однако суть заключается в следующем: не существует оптимальной сварки в импульсной сварке MIG – GTAW и порошковой проволокой в среде защитного газа, которая могла бы соответствовать качеству сварки, показанному в верхнем левом углу, и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе о процессах на этом сайте, просто не способны постоянно обеспечивать оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, что независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная сварка MIG и порошковая проволока в среде защитного газа, во многих случаях просто не способны обеспечить стабильные сварные швы без дефектов.Неотъемлемые проблемы процесса сварки, влияющие на качество сварки, подробно обсуждаются в моем TIP TIG, а также в разделах программы сварки MIG и сварки с флюсовой проволокой.
Некоторые из вас, кто посещал мои семинары по управлению технологическим процессом или приобрел мои учебные программы по сварке, знают, что я специализируюсь на требованиях к управлению процессом сварки и передовой практике сварки в течение почти пяти десятилетий, которые я работаю в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю, что такое качество каждого процесса дуговой сварки, производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать из-за процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных неправильных методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте в виду, что в совете по сварке, который я даю, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на ерунду. Я не торгую сварочной продукцией, и из моих уст вы никогда не услышите сварочного оборудования или смещения процесса. Однако на протяжении десятилетий я предлагаю то, чего обычно не хватает большинству сварочных цехов мировой сварочной промышленности, а именно обязательные программы самообучения/обучения по управлению сварочным процессом и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием процессов MIG – FCAW – Advanced TIG, а также TIP TIG.
Если человек хочет найти доказательства слишком часто плохого, застойного состояния мировой индустрии сварки, он может начать с двух разных отраслей, таких как судостроение и автомобилестроение. На большинстве судостроительных предприятий по всему миру из-за отсутствия управления сваркой и владения технологиями сварки, а также отсутствия опыта в управлении процессом сварки, как правило, всегда существует обширная, ненужная и дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей контейнеры, расположенные вдоль проходов роботов, обычно будут заполнены бракованными сварными швами и доработками из-за плохого качества сварки роботом MIG, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужных переделок с флюсовой сердцевиной и сварочных работ MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис ВМФ и верфи, отсутствие контроля процесса сварки и экспертизы передовой практики сварки.
В 2020 году, как и в течение десятилетий, мировые верфи ВМФ будут строить многомиллионные суда и резко превышать свои бюджеты на ремонт сварных швов, и все же на этих верфях;
- ТРЕБУЕМЫЕ ХАРАКТЕРИСТИКИ СВАРКИ ИСПОЛЬЗУЮТСЯ.
- ПРОЦЕССЫ СВАРКИ БЫЛИ УТВЕРЖДЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАНЫ.
- СВАРЩИКИ ПОДГОТОВЛЕНЫ.
- СВАРЩИКИ ПРОШЛИ КВАЛИФИКАЦИЯ.
- И ОТДЕЛ QA ЕЖЕДНЕВНО ОБЕСПЕЧИВАЕТ, ЧТО СТРОГАЯ ПРОВЕРКА СВАРНЫХ СОЕДИНЕНИЙ БЫЛА ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДА.
- МОЖЕТЕ ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НЕПРЕРЫВНЫЕ ПРОБЛЕМЫ СВАРКИ И ЧТО ТАКОЕ НЕДОСТАЮЩЕЕ ЗВЕНО?
___________
С любым предприятием, которое применяет годовой бюджет на ожидаемый ремонт сварных швов, вы можете предположить, что руководство производства создало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. Вы также можете подумать чтобы ключевые лица, принимающие решения по сварке, стремились снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что ежегодные затраты на ремонт сварных швов редко снижаются, и в большинстве случаев снова из-за отсутствия управления и опыта владения инженерными процессами затраты на ремонт сварных швов, как правило, снова повторяются, как в фильме «День сурка», и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ С ПРОСТЫМ КОНТРОЛЕМ СВАРКИ ВОЗНИКАЮТ ТАК МНОГО ПРОБЛЕМ СО СВАРКОЙ: Логичный менеджер или инженер спросит, почему с простым в настройке процессом сварки с двумя элементами управления, MIG и сваркой с флюсовой сердцевиной, которые используются ежедневно для большинства большинство дуговых сварных швов, два процесса, которые почти не изменились за многие десятилетия, ответственные менеджеры и инженеры по-прежнему не справляются со своей задачей владения этими сварочными процессами и более эффективного управления их ежедневным качеством сварки и производительностью? Кроме того, почему после десятилетий опыта работы с этими двумя процессами сварки мало свидетельств управления процессом сварки и развития передовой практики сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза: любой, кто провел 30 минут на этом веб-сайте, не должен быть ученым-ракетчиком, чтобы понять, почему бесконечные проблемы со сваркой на верфях или автомобильных заводах продолжаются десятилетиями или почему большинство аэрокосмическая, энергетическая, нефтяная и оборонная отрасли застряли в сварке 20-го века.Ниже приведены пять распространенных основных причин, по которым возникают многие глобальные проблемы со сваркой;
[1] МНОГИЕ РУКОВОДИТЕЛИ НЕ ЗНАЮТ, ЧТО РУЧНОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШАЯ ПРАКТИКА СВАРКИ ЯВЛЯЕТСЯ СУЩЕСТВУЮЩИМ ОПЫТОМ.
[2] НЕМНОГИЕ РАБОТНИКИ, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРОЧНЫМ СВАРКАМ, ОБЛАДАЮТ ОПЫТОМ, ЧТОБЫ БЫСТРО РАССЧИТАТЬ СТОИМОСТЬ ОБЫЧНОЙ 1/4 6 мм МИГ ИЛИ УГЛОВОЙ СВАРКИ.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ СПОСОБАМ СВАРКИ.
[4] МЕНЕДЖЕР И РУКОВОДИТЕЛИ СЧИТАЮТ САМОСТОЯТЕЛЬНЫМ, ЧТО ИХ ПЕРСОНАЛ ПО СВАРКЕ ДОЛЖЕН ИГРАТЬ С УСТРОЙСТВАМИ КОНТРОЛЯ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И РУКОВОДИТЕЛИ НЕ ОСОЗНАЮТ СВОЕЙ ОТВЕТСТВЕННОСТИ ЗА ИЗУЧЕНИЕ ТРЕБОВАНИЙ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, что было когда-то, однако обсуждаемые процессы сварки и применения разнообразны, проблемы процесса сварки обширны, а последствия дорогостоящего качества дуговой сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой индустрии сварки, продолжаются в течение пяти десятилетий, что я работаю в этой отрасли.Какова бы ни была реальность сварки, управление процессом — передовые методы сварки должны представлять интерес для всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документирую общие глобальные проблемы с дуговой сваркой, которые меня просили решить в более чем 1000 сварочных мастерских в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Мое внимание всегда было сосредоточено на упрощении и сжатии темы управления процессом сварки и передовых методов сварки, а также на передаче этого всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои процессы сварки, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на приобретение мула. пить воду из корыта.
2109: Что касается отсутствия эволюции сварки, то всегда будет место для традиционного процесса TIG (слева), однако, как вы прочтете ниже, этот 75-летний процесс больше не должен быть оптимальной дуговой сваркой предпочтительный процесс для большинства сварных швов кодового качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в ближайшие десятилетия: импульсной сварке в среде инертного газа, сварке порошковой проволокой в среде защитного газа и наиболее важной из них будет технология TIP TIG. процесс. С этими тремя процессами сварки читатель найдет наиболее полные данные по управлению процессами ручной и роботизированной сварки в разделах программ на этом сайте, а также в моих книгах по сварке и учебных материалах. И хотя сайт устарел из-за своего возраста и непрекращающихся глобальных проблем со сварочным производством, я надеюсь, что некоторые читатели найдут информацию, которая поможет любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех процессов сварки наилучшие из возможных, стабильные, однородные сварные швы всегда, конечно, производятся с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.
ДЛЯ МЕНЯ В ЭТОЙ ПРОМЫШЛЕННОСТИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ НЕБОЛЬШИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970–80-х годах, — это те же проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной сварки MIG и Подробные сведения об оборудовании для импульсной сварки MIG можно найти в разделе программ MIG.
СВАРОЧНАЯ РЕАЛЬНОСТЬ В ТОМ, ЧТО НЕМНОГИЕ СВАРОЧНЫЕ МАСТЕРСКИЕ ЗНАЛИ О ПЛОХОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ MIG МАШИНЫ, ЧТО ЯВЛЯЕТСЯ ПРОСТО ДРУГИМ ПРИЗНАКОМ ОТСУТСТВИЯ ОПЫТА СВАРОЧНОГО ПРОЦЕССА, КОТОРЫЙ ПРЕобладает THR
Если бы читатель попросил своего опытного персонала сварочного цеха объяснить, зачем ему импульсное оборудование MIG для сварки стали, я могу заверить вас, что в их ответах, вероятно, будет много указаний на то, что они путают процесс сварки MIG.И если руководителей фронт-офиса, ответственных за сварку, спросят, почему им следует приобретать импульсную сварку MIG для сварки стали, они, скорее всего, назовут вам все причины, по которым их местный торговый представитель (который никогда не руководил сварочным цехом) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная сварка MIG не является обязательным требованием в сварочном цехе, который сваривает в основном сварные швы стали и легированной стали, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, покупка оборудования для импульсной сварки MIG должна сократиться особенно, когда требуются сварные швы из стали любого кодового качества.Если у вас, как и у меня, нет жизни, есть десятилетия проблем с ручной и роботизированной импульсной сваркой MIG, задокументированных в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ НЕДОСТАТОЧНОСТЬ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы считаете логичным, что лица, ответственные за принятие решений по сварке MIG с помощью робота, должны знать о процессе сварки и различия в режимах переноса сварки, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что руководители фронт-офиса, принимающие решения по сварке, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и передового опыта в области сварки, которые необходимы для обеспечения постоянного, оптимального качества и производительности сварки MIG с помощью роботов, конечно, всегда с минимальным временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖИ ГАЗОВ ДЛЯ СВАРКИ MIG И СВАРОЧНЫЙ МАГАЗИН BS:
В Северной Америке доступно более сорока газовых смесей MIG, и лишь немногие сварочные мастерские знают, что не более четырех газовых смесей MIG имеют когда-либо требовалась для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix являются просто результатом яркого воображения специалиста по маркетингу или продажам газа. Примечание. В качестве менеджера по маркетингу промышленных газов Airgas, AGA и Liquid Carbonic я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] СПЕЦИАЛИСТ ПО СВАРКЕ С ПРАВАМИ СОБСТВЕННИКА БУДЕТ УПРОЩАТЬ, УПЛОТНЯТЬ И ОБУЧАТЬ СОТРУДНИКОВ УПРАВЛЕНИЮ ПРОЦЕССОМ – ТРЕБУЕТСЯ НАИЛУЧШИЙ МЕТОД.
Независимо от того, какая сварочная проволока используется в источнике питания MIG, а также каков металл сварного шва и область применения, как показано в моем обучении/самообучении Управление процессом сварки MIG и газовой проволокой с флюсовой проволокой – лучшие практические программы сварки, читатель обнаружит, что существует «три» оптимальных настройки сварки. Существуют также лучшие методы сварки MIG и Flux Cord, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварки такова, что немногие из вашего персонала по сварке будут знать о настройках и методах, и, как это часто бывает во многих сварочных мастерских, при настройке сварки MIG или сварки с флюсовой проволокой, персонал по сварке часто «играет» с двумя элементами управления сваркой, которые имеют мало изменился за десятилетия.
Приблизительно в 2007 году, во время редкого для меня случая сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — лучшие методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли на должность менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и техническому обслуживанию знал много о электродной сварке и ничего не знал о контроле процессов сварки с флюсовой проволокой и MIG и передовых методах сварки.На этой верфи. в течение трех месяцев моего обучения управлению технологическим процессом качество сварки и результаты производительности были ошеломляющими. Полученная информация о качестве сварки и стоимости приведена ниже, а полная информация доступна в моем разделе о порошковой проволоке.
С ЧРЕЗМЕРНЫМ ПЕРЕРАСХОДОМ СТОИМОСТИ НА РЕМОНТ СВАРКИ НА ПРОИЗВОДСТВЕ ВМС США, И НАБЛЮДАЯ, КАК БЫСТРО КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДНА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, СТАРШИЙ РУКОВОДИТЕЛЬ ВМС США. УПРАВЛЕНИЯ СВАРКАМИ / ВЛАДЕНИЕ ПРОЦЕССОМ ПРОЕКТИРОВАНИЯ ЭКСПЕРТИЗА СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРОЕ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, у которых никогда не было сварочного цеха, начинают задаваться вопросом, почему на верфях, строящих их корабли, сверхбюджетные ремонты сварных швов всегда измеряются миллионами, а десятилетия было мало свидетельств того, что руководство справилось с дорогостоящими проблемами сварки, и редко свидетельств понимания или важности использования контроля процесса сварки или передовых методов сварки.
ПОМОЩНИК СЕКРЕТАРЯ ВМФ ГОВОРИТ О ПРОБЛЕМАХ, КОТОРЫЕ ДОРОГО СТОЯТ ПО СВАРКЕ, НО БОЛЬШИНСТВО ЕГО ПОДРЯДЧИКОВ ОБОРОНЫ НЕ ЗНАЮТ, КАК ОТВЕЧАТЬ
передовой опыт и опыт управления процессом сварки, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, инженеры и менеджеры фронт-офиса не владеют процессом сварки в отделах верфей ВМФ, которые занимаются изготовлением и сваркой, заставляют его более чем беспокоиться о выполнении его годовых поставок кораблей и требований бюджета.См. ВМС ниже.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, у которого сейчас самый большой в мире военно-морской флот, спрос на военные корабли и подводные лодки никогда не был выше. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации сварки и процедуры сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ исходит от My MIG – Пуховая проволока и TIP TIG Ручные и роботизированные средства управления процессом сварки, передовые методы сварки, учебные материалы или материалы для самообучения.
НЕСООТВЕТСТВУЮЩИЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРЩИКАМ НЕДОСТАТОЧНЫ НА БОЛЬШИНСТВЕ ЗАВОДОВ МИРА. Все, что требуется, это одна флюсовая проволока, отсутствие дефекта сварки в правильном месте применения. и при правильных обстоятельствах результатом может стать катастрофа для людей и средств. Однако ирония заключается в том, что на большинстве мировых судовых верфей и нефтяных платформ они обычно предоставляют неадекватные программы обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации процесса сварки.Я полагаю, что это понятно, так как немногие из менеджеров и инженеров верфей осознают важность контроля процесса сварки и лучших методов сварки, необходимых для обычных полуавтоматических процессов сварки.
КАЧЕСТВО СВАРКИ – ОТВЕТСТВЕННОСТЬ СВАРКИ.
Платформа, подобная этой, использовалась для предоставления морского жилья. Все, что потребовалось, это некачественный угловой сварной шов с порошковой проволокой толщиной 1/4 (6 мм), чтобы повлиять на усталостное разрушение структурных компонентов, платформа рухнула в океан, унеся жизни 123 человек и потратив миллиарды долларов.
Существует ли присадочный сплав, который можно использовать для сварки всех сплавов на основе алюминия?
Существует ли присадочный сплав, который можно использовать для сварки всех сплавов на основе алюминия?
В — Я работаю в небольшой мастерской по ремонту сварочных работ, и меня часто просят выполнить ремонтную сварку алюминиевых конструкций. Иногда тип основного сплава известен, а в других случаях — нет. У меня два вопроса, касающихся ремонта алюминия.
Во-первых, существует ли присадочный сплав, который можно использовать для успешной сварки всех типов алюминиевых сплавов? А во-вторых, время от времени я сталкиваюсь с двумя алюминиевыми сплавами, из которых я затруднился получить информацию о дуговой сварке.Это сплавы 2024 и 7075. Можете ли вы предоставить мне информацию о том, как сваривать эти сплавы с помощью процессов GMAW или GTAW?
A — Если говорить о первом вопросе, краткий ответ заключается в том, что не существует присадочного сплава, подходящего для сварки всех типов алюминиевых сплавов. Мы должны понимать, что в настоящее время в Алюминиевой ассоциации зарегистрировано более 400 деформируемых алюминиевых сплавов и более 200 алюминиевых сплавов в виде отливок и слитков.Пределы химического состава сплава для всех этих зарегистрированных сплавов содержатся в Бирюзовой книге Алюминиевой ассоциации под названием «Международные обозначения сплавов и пределы химического состава для кованого алюминия и кованых алюминиевых сплавов» и в их Розовой книге под названием «Обозначения и пределы химического состава для алюминия». Сплавы в виде отливок и слитков.
Алюминиевые сплавы можно разделить на несколько групп в зависимости от конкретных характеристик материала, таких как его способность реагировать на термическую и механическую обработку и основной легирующий элемент, добавленный в алюминиевый сплав.
Вероятно, наиболее важным соображением, возникающим при ремонте алюминия, является определение типа основного сплава. Если тип основного материала недоступен из надежного источника, выбор подходящей процедуры сварки может быть затруднен. Существует несколько руководств относительно наиболее вероятного типа алюминия, используемого в различных областях, например: большинство экструдированного алюминия обычно относится к серии 6xxx (AL-Mg-Si). Системы кондиционирования воздуха и теплообменники в автомобильной промышленности обычно изготавливаются из листов 3003 и труб 6061.Автомобильные колеса часто изготавливаются из сплава 5454, который из-за контролируемого содержания магния (менее 3% Mg) подходит для температурных условий. Корпуса кораблей часто изготавливаются из сплава 5083 (5% Mg), который признан морским материалом. К сожалению, гарантии нет. Если тип основного материала неизвестен или недоступен, есть только один надежный способ установить точный тип алюминиевого сплава — химический анализ. Небольшой образец основного материала должен быть отправлен в надежную испытательную лабораторию алюминия, и должен быть выполнен химический анализ.Как правило, затем можно оценить химический состав и определить наиболее подходящий присадочный сплав и процедуру сварки. Очень важно знать, что неправильные предположения о химическом составе алюминиевого сплава могут привести к очень серьезным последствиям для результатов сварки.
A – Отвечая на второй вопрос, причина, по которой вам трудно найти информацию о сварке 2024 и 7075, заключается в том, что оба эти материала относятся к небольшой группе алюминиевых сплавов, которые обычно считаются не свариваемыми дуговой сваркой. процесс.Эти материалы часто используются в самолетах, спортивном оборудовании и других типах высокопроизводительного оборудования, критичного для безопасности, и обычно не привариваются дуговой сваркой к исходным компонентам. Вероятно, в этой категории чаще всего встречаются два алюминиевых сплава: 2024, представляющий собой сплав алюминия, меди, магния, и 7075, представляющий собой сплав алюминия, цинка, меди, магния. Оба эти материала могут стать восприимчивыми к коррозионному растрескиванию под напряжением после сварки. Это явление особенно опасно, поскольку оно не обнаруживается сразу после сварки и обычно проявляется позже, когда деталь находится в эксплуатации.Готовый сварной шов сразу после сварки может выглядеть отличного качества. Однако изменения, которые происходят в основном материале, прилегающем к сварному шву, во время процесса сварки, могут привести к металлургическим изменениям в этих материалах, что может привести к межкристаллитному микротрещинованию, которое может быть подвержено распространению и, в конечном итоге, разрушению сварного компонента. Вероятность отказа может быть высокой, а время до отказа, как правило, непредсказуемо и зависит от таких переменных, как растягивающее напряжение, приложенное к соединению, условия окружающей среды и период времени, в течение которого компонент подвергается воздействию этих переменных.
Настоятельно рекомендуется проявлять большую осторожность при ремонте компонентов, изготовленных из этих материалов. Следует подчеркнуть, что если существует вероятность того, что нарушение сварного шва станет причиной повреждения или травмирования людей или имущества, не следует выполнять ремонтные работы дуговой сваркой на этих сплавах и затем возвращать их в эксплуатацию.
Приварка шпилек – обзор
6.04.1 Введение
Вероятно, никакой другой метод не был и не имеет более важного значения для долговечности, удобства и развития человечества, чем сварка.Это важный процесс построения нашего мира в различных аспектах, включая сельское хозяйство посредством производства культиваторов, тракторов и комбайнов; переработка пищевых продуктов путем производства дробилок, варочных аппаратов и конвейеров; добыча полезных ископаемых путем производства сверл, экскаваторов и трамваев; перевозки за счет производства грузовиков, поездов, кораблей, автомобилей, автобусов и самолетов; обеспечение безопасности при производстве танков, ракет и подводных лодок; производство и передача электроэнергии; информационная связь; и сотни других приложений ( 1 ).
Сварка — это технология, обеспечивающая самый быстрый, прочный и экономичный метод соединения металлов. Область сварки перешла от угольных печей и молотов, используемых для ковки чугуна, к современным методам, таким как концентрированные ускоренные свободные электроны электронно-лучевого процесса и преимущества роботов и лазеров. Сварка берет свое начало в костре кузнецов, которые могли выковать два раскаленных добела куска металла ударами молота и терпением ( 2 ).
Предварительно простым определением сварки было «соединение металлов путем нагревания их до расплавленного состояния и сплавления». С ростом прогресса в процессах и технологиях сварки определение изменилось. Совершенно справедливо сказать, что сварной шов прочнее основного металла. Помимо классических областей применения сварки, таких как судостроение, автомобилестроение, строительство зданий и трубопроводов, в настоящее время методы сварки используются в более сложных областях применения, включая авиацию, космические аппараты и ядерные реакторы.
Традиционно дуговая сварка и сварка кислородно-ацетиленовым топливом были двумя основными методами сварки, но в настоящее время используются более современные технологии, такие как импульсная газовая вольфрамовая дуговая сварка (GTAW), плазменная сварка и резка, дуга под флюсом, импульсная газовая сварка металлического газа ( GMAW), электронно-лучевая и лазерная сварка. В основном, существует два типа сварки, а именно плавление и неплавление. Первый является наиболее распространенным и включает в себя фактическое плавление соединяемых исходных металлов. Сварка неплавлением чаще всего представлена пайкой и пайкой, при которой основной металл нагревается, но не плавится, а между ними расплавляется второй или «присадочный» металл, образуя прочную связь при охлаждении ( 3 ).
6.04.1.1 История сварки
Самые ранние свидетельства сварки восходят к бронзовому веку. Самыми ранними примерами сварки являются сварные золотые ящики, относящиеся к бронзовому веку. Египтяне также научились искусству сварки. Некоторые из их железных инструментов были сделаны сваркой. В средние века на первый план вышла группа специализированных рабочих, называемых кузнецами. Кузнецы Средневековья сваривали различные виды железных орудий с помощью ковки. Методы сварки оставались более или менее неизменными до начала девятнадцатого века.В девятнадцатом веке были сделаны крупные прорывы в области сварки. Использование открытого пламени (ацетилена) стало важной вехой в истории сварки, поскольку открытое пламя позволило изготавливать сложные металлические инструменты и оборудование. Англичанин Эдмунд Дэви открыл ацетилен в 1836 году, и вскоре ацетилен стал использоваться в сварочной промышленности. В 1800 году сэр Хамфри Дэви изобрел инструмент с батарейным питанием, который мог создавать дугу между угольными электродами. Этот инструмент широко использовался при сварке металлов.В 1881 году французскому ученому Огюсту де Меритенсу удалось сплавить свинцовые пластины с помощью тепла, выделяемого дугой. Позже русский ученый Николай Н. Бенардос и его соотечественник Станислав Ольшевский разработали электрододержатель, на который они получили патенты США и Великобритании.
В 1890-х годах одним из самых популярных методов сварки была углеродная дуговая сварка. Примерно в то же время американец C.L. Коффин получил патент США на дуговую сварку металлическим электродом. Н.Г. Славянов из России использовал тот же принцип для литья металлов в формы.Металлический электрод с покрытием был впервые представлен в 1900 году Штроменгером. Покрытие известью помогло дуге стать более стабильной. В этот период был разработан ряд других сварочных процессов. Некоторые из них включали шовную сварку, точечную сварку, стыковую сварку оплавлением и рельефную сварку. Примерно в это же время стержневые электроды стали популярным инструментом для сварки.
После окончания Первой мировой войны Комфорт Эйвери Адамс основал Американское общество сварщиков. Целью общества было продвижение сварочных процессов.CJ Holstag также изобрел переменный ток в 1919 году. Однако переменный ток впервые стал коммерчески использоваться в сварочной промышленности только в 1930-х годах. Автоматическая сварка была впервые внедрена в 1920 году. Изобретена П.О. Nobel, автоматическая сварка объединила использование напряжения дуги и неизолированных электродных проволок. Он использовался для ремонта и литья металлов. В течение этого десятилетия также было разработано несколько типов электродов.
Нью-Йоркская военно-морская верфь разработала сварку шпилек. Приварка шпилек все чаще использовалась в строительной отрасли, а также в судостроении.Именно в это время Национальная трубная компания разработала процесс сварки, называемый дуговой сваркой с удушением. В судостроении процесс приварки шпилек был заменен более совершенной дуговой сваркой под флюсом. Новый тип сварки для бесшовной сварки алюминия и магния был разработан в 1941 году Мередит. Этот запатентованный процесс стал известен как сварка Heliarc ® . Дуговая сварка металлическим электродом в среде защитных газов, или GTAW, стала еще одной важной вехой в истории сварки; он был разработан в Мемориальном институте Баттеля в 1948 году.Процесс сварки СО 2 , популяризированный Любавским и Новошиловым в 1953 г., стал первым выбором для сварки сталей, поскольку он был сравнительно экономичным. Вскоре электродные проволоки меньшего диаметра сделали сварку тонких материалов более удобной. В 1960-х годах в сварочной промышленности произошло несколько достижений: сварка с двойным экраном и внутренним экраном, а также электрошлаковая сварка были одними из важных достижений десятилетия в области сварки. В это же время Гейдж изобрел плазменно-дуговую сварку.Он использовался для напыления металла. Французы также разработали электронно-лучевую сварку, которая до сих пор используется в авиастроении США.
Некоторые из последних разработок в области сварки включают разработанный в России процесс сварки трением и лазерную сварку. Лазер изначально был разработан в Bell Telephone Laboratories, но в настоящее время используется для различных видов сварочных работ. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла.Это связано с присущей лазерам способностью обеспечивать точность всех видов сварочных работ. В Советском Союзе была разработана сварка трением, в которой для обеспечения теплоты трения используется скорость вращения и давление осадки. Это специализированный процесс, который применяется только там, где необходимо сварить достаточное количество однотипных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.
Недавно компания Pulsar Ltd представила магнитно-импульсную сварку.Израиля, использующих емкостную энергию в качестве процесса сварки твердого тела. Разряжая 2 миллиона ампер менее чем за 100 мкс, этот процесс может создать металлургический, неметаллургический или механический замок, в зависимости от задействованной подложки. Зона термического влияния (ЗТВ) не создается, так как происходит повышение температуры всего на 30 °C.
За последние 50 лет в сварке появилось больше инноваций, а с изобретением лазера использование лазерного луча для сварки стало популярным на автоматизированных предприятиях.Также было внесено много улучшений в области безопасности, а инструменты, оборудование и защитная одежда теперь делают сварку очень безопасным занятием ( 4 ).
6.04.1.2 Промышленная автоматизация
В условиях современного глобального рынка производственные организации сталкиваются с конкуренцией как на национальном, так и на международном уровне, что вынуждает их к дальнейшему совершенствованию своей деятельности. С этой целью концепция компьютерного интегрированного производства (CIM) была введена в различных производственных средах с различными целями, включая повышение производительности труда человека, улучшение качества продукции, повышение производительности капитальных ресурсов и обеспечение быстрого реагирования на требования рынка.Стратегия CIM заключается в интеграции информационных баз различных единиц автоматизации в обычные рамки производства. В этом отношении CIM можно рассматривать как систему управления с замкнутым контуром, где типичным входом является заказ продукта, а соответствующим выходом — доставка готового продукта ( 5 ).
Автоматизация физических производственных процессов в цехе является ключевым компонентом стратегии CIM по повышению производительности. В этом контексте роботы сыграли важную роль в автоматизации различных операций.Роботы успешно автоматизируют простые и повторяющиеся операции, одновременно повышая качество выпускаемой продукции во многих областях производства. Использование роботов также весьма желательно в опасных производственных операциях, таких как окраска распылением и сварка, которые представляют известные риски для здоровья людей-операторов.
Промышленные роботы являются неотъемлемыми компонентами современной фабрики и, тем более, фабрики будущего. Спрос на использование роботов проистекает из потенциала гибких интеллектуальных машин, которые могут выполнять повторяющиеся задачи при приемлемом уровне затрат и качества.Наиболее активно роботы используются в автомобильной промышленности, и существует большой интерес к применению роботов для сварки и сборки, а также для обработки материалов. Типичные области применения роботов включают сварку, покраску, сборку, захват и перемещение (такие как упаковка, укладка на поддоны и технологии поверхностного монтажа), проверку продукции и тестирование; все это достигается с высокой выносливостью, скоростью и точностью.
Наиболее часто используемыми конфигурациями роботов являются шарнирные роботы, роботы SCARA, дельта-роботы и роботы с декартовыми координатами (также известные как портальные роботы или роботы x-y-z).В контексте общей робототехники большинство типов роботов попадает в категорию роботов-манипуляторов (присущая использованию слова «манипулятор» в ранее упомянутом стандарте ISO). Роботы обладают различной степенью автономности:
- •
Некоторые роботы запрограммированы на выполнение определенных действий снова и снова (повторяющиеся действия) без изменений и с высокой степенью точности. Эти действия определяются запрограммированными процедурами, которые определяют направление, ускорение, скорость, замедление и расстояние серии скоординированных движений.
- •
Другие роботы гораздо более гибкие в отношении ориентации объекта, над которым они работают, или даже задачи, которую необходимо выполнить на самом объекте, которую роботу может даже потребоваться идентифицировать. Например, для более точного управления роботы часто содержат подсистемы машинного зрения, действующие как их «глаза», связанные с мощными компьютерами или контроллерами. Искусственный интеллект, или то, что за ним выдается, становится все более важным фактором в современном промышленном роботе.
Джордж Девол подал заявку на получение первых патентов на робототехнику в 1954 году (выдан в 1961 году). Первой компанией, производившей робота, была Unimation, основанная Деволом и Джозефом Ф. Энгельбергерами в 1956 году на основе оригинальных патентов Девола. Роботов Unimation также называли программируемыми машинами для переноса, потому что их основное применение поначалу заключалось в перемещении объектов из одной точки в другую на расстоянии менее дюжины футов или около того. Они использовали гидравлические приводы и были запрограммированы в совместных координатах; я.т. е. углы различных суставов сохранялись на этапе обучения и воспроизводились в процессе работы. Они были точными в пределах 1/10 000 дюйма ( 5 ) (примечание: хотя точность не является подходящей мерой для роботов, обычно оценивается с точки зрения повторяемости). Позже Unimation передала лицензию на свою технологию компаниям Kawasaki Heavy Industries и GKN, производящим Unimates в Японии и Англии соответственно. Некоторое время единственным конкурентом Unimation была Cincinnati Milacron Inc. из Огайо. Ситуация радикально изменилась в конце 1970-х годов, когда несколько крупных японских конгломератов начали производство аналогичных промышленных роботов ( 6 ).
В 1969 году Виктор Шейнман из Стэнфордского университета изобрел манипулятор Стэнфорда, полностью электрический шестиосный шарнирный робот, предназначенный для использования в качестве манипулятора. Это позволило ему точно следовать произвольным траекториям в пространстве и расширило потенциальное использование робота до более сложных приложений, таких как сборка и сварка. Затем Шейнман разработал вторую руку для лаборатории MITAI, названную «ветвью Массачусетского технологического института». Шейнман, получив стипендию от Unimation для разработки своих проектов, продал эти разработки компании Unimation, которая доработала их при поддержке General Motors, а затем продала их как Программируемая универсальная машина для сборки (PUMA).
Промышленная робототехника получила широкое распространение в Европе, и компании ABB Robotics и KUKA Robotics вывели роботов на рынок в 1973 году. Компания ABB Robotics (ранее ASEA) представила IRB 6, один из первых в мире коммерчески доступных полностью электрических роботов с микропроцессорным управлением . Первые два робота IRB 6 были проданы компании Magnusson в Швеции для шлифовки и полировки отводов труб и были запущены в производство в январе 1974 года. имеют шесть осей с электромеханическим приводом.
Интерес к робототехнике возрос в конце 1970-х годов, и многие американские компании вошли в эту область, в том числе крупные фирмы, такие как General Electric и General Motors (которые создали совместное предприятие FANUC Robotics с FANUC LTD из Японии). Среди американских компаний-стартапов были Automatics и Adept Technology, Inc. В разгар бума роботов в 1984 году Unimation была приобретена Westinghouse Electric Corporation за 107 миллионов долларов США. В 1988 году Westinghouse продала Unimation французской компании Stäubli Faverges SCA, которая до сих пор производит шарнирно-сочлененных роботов для общепромышленного применения и чистых помещений, и даже купила роботизированное подразделение Bosch в конце 2004 года.
Лишь нескольким неяпонским компаниям в конечном итоге удалось выжить на этом рынке, основными из которых были Adept Technology, Stäubli-Unimation, шведско-швейцарская компания ABB Asea Brown Boveri, немецкая компания KUKA Robotics и итальянская компания Comau.
6.04.1.3 Сварочные роботы
Что делает робототехнику такой интересной, так это то, что это наука об оригинальных устройствах, сконструированных с высокой точностью, питаемых от постоянного источника питания и гибких с точки зрения программирования.Это не обязательно означает открытый исходный код, а вместо этого наличие мощных передовых программных интерфейсов и стандартов де-факто как для аппаратного, так и для программного обеспечения, обеспечивающих неограниченный доступ к системным возможностям. Это особенно необходимо в исследовательской среде, где необходим хороший доступ к ресурсам для реализации и проверки новых идей. Если это доступно, то системному интегратору (или даже исследователю) не потребуется программное обеспечение с открытым исходным кодом, по крайней мере, для традиционных областей робототехники (промышленные роботы-манипуляторы и мобильные роботы).На самом деле, этого также может быть очень трудно достичь, поскольку в этих областях робототехники десятилетия инженерных усилий достигают очень хороших результатов и надежных машин, с которыми непросто сравниться. Тем не менее, этот вопрос с открытым исходным кодом очень важен для новых исследований в области робототехники (таких как человекоподобная робототехника, космическая робототехника, роботы для медицинского использования) как способ распространения и ускорения разработки.
Промышленная роботизированная сварка на сегодняшний день является самым популярным применением робототехники во всем мире ( 7 ).На самом деле существует огромное количество изделий, в процессах сборки которых требуются сварочные операции. Автомобильная промышленность, вероятно, является наиболее важным примером, с операциями точечной сварки и сварки MIG/MAG в кузовных цехах сборочных линий. Тем не менее, все большее число малых предприятий, ориентированных на клиента, выпускают небольшие серии или уникальные изделия, рассчитанные на каждого клиента. Этим пользователям требуется хороший и высокоавтоматизированный процесс сварки, чтобы своевременно и качественно реагировать на потребности клиентов.Именно к этим компаниям наиболее применима концепция гибкого производства ( 8 , 9 ), очевидно поддерживаемая гибкими производственными настройками (рис. 1). Несмотря на весь этот интерес, промышленная роботизированная сварка мало эволюционировала и далеко не является решенным технологическим процессом, по крайней мере, в общем виде. Процесс сварки сложен, его трудно параметрировать и эффективно отслеживать и контролировать ( 10 – 14 ). На самом деле, большинство методов сварки до конца не изучены, а именно воздействие на сварные соединения, и используются на основе эмпирических моделей, полученных опытным путем в конкретных условиях.Влияние процесса сварки на свариваемые поверхности в настоящее время полностью не изучено. Сварка в большинстве случаев (например, сварка MIG/MAG) может создавать чрезвычайно высокие температуры, сосредоточенные в небольших зонах. Физически это приводит к тому, что материал испытывает чрезвычайно высокие и локализованные циклы теплового расширения и сжатия, которые вносят изменения в материалы, которые могут повлиять на его механическое поведение наряду с пластической деформацией ( 15 – 17 ).
Рис. 1. Зона промышленных роботов.
Воспроизведено из Pires, N.; Лурейро, А .; Bölmsjo, G. Сварочные роботы, технологии, системные проблемы и приложения ; Springer-Verlag: London, 2006.Эти изменения должны быть хорошо известны, чтобы свести к минимуму последствия. Использование роботов для выполнения сварочных задач не является простым и было предметом различных исследований и разработок ( 18 – 22 ). И это потому, что в современном мире производится огромное количество разнообразных изделий, для сборки некоторых деталей которых используется сварка (рис. 2).Если процент сварочных соединений, включенных в изделие, достаточно велик, то для выполнения сварочной задачи следует использовать какую-либо автоматизацию. Это должно привести к удешевлению продукции, поскольку можно повысить производительность и качество, а также снизить производственные затраты и рабочую силу ( 23 ). Тем не менее, когда к сварочной установке добавляется робот, количество и сложность проблем возрастает. Роботы по-прежнему сложно использовать и программировать обычными операторами, они имеют ограниченные возможности удаленного доступа и среды программирования, а также управляются с использованием закрытых систем и ограниченных программных интерфейсов ( 24 – 28 ).
Рис. 2. Традиционные и современные области исследований в области робототехники.
Воспроизведено из Pires, N.; Лурейро, А .; Bölmsjo, G. Сварочные роботы, технологии, системные проблемы и приложения ; Springer-Verlag: London, 2006.%PDF-1.3 % 1 0 объект >>> эндообъект 2 0 объект >поток 2021-05-04T15:57:25-04:002021-05-04T15:59:21-04:002021-05-04T15:59:21-04:00Adobe InDesign 16.1 (Macintosh)uuid:193e39df-ddb1-7544- 9bef-5e472d4bb04cxmp.did:ce2099d3-6178-4e76-99f5-b398a8177832xmp.ID: 96462f1c-7c15-483d-93a8-5cd8b13b4e4cproof: pdfxmp.iid: c577dd82-b51b-4ebb-8b49-4ab049d6962dxmp.did: d27d70fb-f8aa-4053-b8be-506cc995e590xmp.did: ce2099d3-6178-4e76-99f5-b398a8177832default
Ослабляет ли сварка рамы автомобиля или грузовика? Это безопасно?
Более 50% искусственных изделий, таких как автомобили, самолеты, поезда и здания, в которых мы живем, имеют фундаменты, требующие той или иной формы сварки, а в некоторых случаях и каркасы. Общая прочность сварных рам сомнительна, особенно после того, как рама была сломана.
Ослабляет ли сварка рамы? В зависимости от того, с кем вы поговорите, вам скажут, что сварка рамы, особенно для транспортных средств, ослабит ее.Однако другие люди отрицательно скажут вам, что сварка рамы укрепит фундамент, но в конечном итоге это зависит от типа используемого сварного шва.
Существует несколько методов сварки, и некоторые из них создают более прочную связь, которая зависит от типа металла и основы, используемой для сварки.
Каждый метод сварки имеет свои преимущества и недостатки по сравнению с другими стилями. Все они по-своему уникальны и лучше в разных областях.
Сварочные рамы
Сварка, по сути, представляет собой соединение двух металлов посредством локализованного применения комбинации металлургии, давления и температуры.Это используется практически в каждой отрасли.
По основному виду сварка – способ ремонта и изготовления металлических изделий. Дополнительный материал добавляется, чтобы позволить стыку материалов течь, чтобы соединиться для создания прочной связи.
Теперь сварку на любой раме автомобиля нужно выполнять аккуратно. Сварка более крупных коммерческих транспортных средств, таких как автобусы или полуприцепы, которые передвигаются по автомагистралям, в большинстве случаев технически незаконна. В связи с вопросами безопасности действуют строгие правила.
После повторной сварки любого транспортного средства, проблем с рамой или обрезания рельсов оно больше не должно двигаться по шоссе и должно быть зарегистрировано только как внедорожное.
Сварка популярна в автомобилестроении. Существуют различные типы сварных швов для различных частей транспортных средств.
Эти сварные швы, в частности, использовались для создания прочных соединений для соединения деталей и каркасов зданий.
Автомобильная промышленность
Распространенной отраслью, в которой широко используется сварка, является автомобильная промышленность.
Методы сварки, применяемые в автомобильной промышленности, включают более популярные контактную точечную сварку, сварку в среде инертного металла, контактную шовную сварку, вольфрамовую сварку в среде инертного газа, лазерный луч, трение и плазменно-дуговую сварку.
В автомобильном производстве, что касается сварки, каждый добавленный металл увеличивает вес автомобиля, что, в свою очередь, снижает эффективность использования топлива.
Существуют определенные методы сварки, которые уменьшают это увеличение веса. Два из этих методов включают среднечастотную сварку (MFW) и магнитно-импульсную сварку (MPW).
Ремонт рамы : Ремонт ржавой/треснувшей рамы грузовика >> Посмотрите видео ниже
Среднечастотная сварка
Среднечастотная сварка — это тип сварки, в котором используется сопротивление. Он использует переменный ток и подается через инвертор для преобразования тока в частоту с более высокой, средней частотой и проходит через трансформатор, который использует сварочный пистолет.
Преимущества среднечастотной заделки включают более чистый сварной шов, более эффективный и быстрый процесс сварки и больший выбор материалов.
В этой отрасли для изготовления транспортных средств используется множество комбинаций методов сварки. Постоянно ведется поиск более легких сварных швов с более прочным креплением для создания более экономичных транспортных средств.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> AC и DC
Магнитно-импульсная сварка (MPW)
Магнитно-импульсная сварка — это процесс, в котором используются более легкие материалы, такие как алюминий. Общая цель этого процесса — сделать автомобиль легче и экономичнее.
Компании-производители предъявляют высокие требования к повышению качества этих автомобилей.
Проблема с ослабленными фреймами
Считается, что сварные швы ослабляют раму, когда первоначальная рама трескается и изнашивается. В конечном итоге это зависит от того, насколько серьезный ущерб причинила трещина и поддается ли она ремонту.
Некоторые сваривают рамы автомобилей точечной сваркой. Это распространенный метод сварки, который, как известно, эффективен.
Там, где протоколы безопасности предполагают, что сварка сломанной рамы не идеальна, но это можно сделать. Вопрос о том, ослабит ли это вашу раму, зависит от типа сварного шва и от того, насколько хорошо процесс выполнен правильно.
Просто помните о законах и правилах, установленных для сварки рам.
Связанное чтение: 11 распространенных дефектов сварки и способы их предотвращения
Безопасно ли сваривать раму грузовика?
Если у вас старый грузовик, есть вероятность, что с ним что-то пойдет не так.
Большинство элементов, которые выходят из строя, как правило, связаны с вещами под капотом и могут быть легко отремонтированы или заменены по разумной цене.
Однако, если вы заметили трещины в раме кузова вашего грузовика, решить вашу проблему не так просто.
Безопасно ли сваривать раму грузовика? Нет, сваривать раму грузовика небезопасно. В то время как опытные мастерские и сварщики могут эффективно отремонтировать треснувшую раму грузовика, используя методы сварки, сварщик-новичок не сможет удовлетворительно сварить раму грузовика, что, вероятно, сделает раму более слабой в процессе.
Можно сварить потрескавшуюся и ржавую раму грузовика так, чтобы она хорошо выглядела, но это не обязательно означает, что рама безопасно выдержит вес грузовика.
Учитывая, что грузовик может ехать на большой скорости, преодолевать неровности и, возможно, попасть в аварию, подрыв рамы может привести к серьезным последствиям, а сварке доверять нельзя.
Распространенные проблемы с рамами грузовиков
Есть несколько распространенных проблем, возникающих с рамами грузовиков, которые обычно вызваны усталостью, стрессом, плохим качеством изготовления или сочетанием всех трех факторов.
Гибка
Изгиб — это когда рама постоянно меняет форму. Изгибы вызваны статической перегрузкой от слишком сильного удара груза или удара от падения груза на грузовой кузов. Погнутые рамы часто можно увидеть в автомобильных авариях.
Крекинг
Рамы иногда могут треснуть в результате усталости, высокого уровня нагрузки и, во многих случаях, плохого качества изготовления. Когда трещина находится между осями, она обычно начинается в нижнем фланце, а затем движется вверх через стенку.
Хотя погнутые и треснувшие рамы можно отремонтировать в автомастерских, ремонт недешев, и страховые компании часто предпочитают полностью разобрать грузовик, а не выполнять дорогостоящий и трудоемкий процесс ремонта рамы.
Более того, даже в тех случаях, когда рама отремонтирована должным образом, многие пользователи отмечают, что автомобиль никогда не бывает прежним, а водители обнаруживают заметные различия в характеристиках и управляемости.
Таким образом, владельцам часто рекомендуется просто разобрать свой грузовик на запчасти и купить новый, а не пытаться ремонтировать раму.
Связанное чтение: Недавно я написал статью, в которой я более подробно описываю физические испытания сварных швов, прочитайте эту статью здесь: Физические испытания сварных швов – Полное руководство – Разрушающий и неразрушающий контроль
Проблемы сварки рам грузовиков
Сварка треснувшей рамы грузовика может показаться простым и понятным решением проблемы с рамой, но это гораздо больше, чем кажется на первый взгляд.
Ниже приведены некоторые распространенные проблемы, которые делают сварку рам грузовиков небезопасной:
- Отсутствие проникновения представляет угрозу безопасности. Прочная рама грузовика должна состоять из цельного куска металла. Проблема многих сварных швов, особенно тех, которые выполняются новичками, заключается в том, что они соединяют основания только на поверхности. Это дает мало пользы, когда рама подвергается значительным нагрузкам.
- Большинство сварщиков не обладают достаточным контролем. Чтобы правильно сварить раму грузовика, приоритет должен быть отдан контролю. Это важно не только со стороны сварщика, но и для поддержки рамы во время процесса. Таким образом, единственные действительно эффективные сварные швы рамы грузовика происходят на оригинальном заводе-изготовителе в наиболее контролируемых условиях.
- Плохая сварка фактически ослабляет раму грузовика. Плохой сварной шов может привести к выходу из строя рамы грузовика, так как сварные рамы имеют на 80 процентов больше шансов выйти из строя в точке сварки, чем рама, изготовленная исключительно из цельных материалов.
Что делать при сварке рамы грузовика
Несмотря на неопровержимые доказательства того, что сварка рам грузовиков, особенно тех сварных швов, которые предпринимают любители как средство удобного решения проблем с рамами грузовиков, небезопасна, все равно будут некоторые, кто попытается сварить свои треснувшие рамы грузовиков. Если это так, рассмотрите следующие шаги:
- Не меняйте конструкцию рамы от жесткой к гибкой. Любое внезапное изменение конституции фрейма приведет к усилению слабости.Сузьте и расположите арматуру в шахматном порядке, чтобы распределить ремонт по большей площади.
- Максимально точное соответствие стали по пределу текучести. Используйте для расчетов меньшее значение предела текучести, чтобы иметь максимально возможное право на ошибку при определении того, сможет ли сварная рама выдержать полезную нагрузку грузовика.
- Выдвиньте арматуру как минимум на двойную высоту рамы за пределы сварного шва перед началом конусности. Это обеспечивает наибольшую подстраховку и максимальное количество подкреплений.
- Чем больше стали, тем прочнее, чем меньше стали. Проще говоря, не экономьте на материалах при сварке рамы грузовика.
- Подготовьтесь как можно тщательнее перед началом сварки. Надлежащим образом изучите все конструкции производителей и составьте полный план действий в отношении того, как должна выглядеть окончательная рама, процесс сварки, который вы планируете использовать, и каков ваш план на случай непредвиденных обстоятельств в случае возникновения каких-либо проблем.
- Перед началом сварки отработайте процесс, который вы собираетесь использовать, на раме грузовика. Не пытайтесь сваривать раму грузовика, пока вы не будете уверены в своем процессе и не будете достаточно опытны, чтобы выполнить сварку в реальной ситуации.
(Источник: Верса Лифт Восток )
Проблемы при вождении на сварной раме
Сварка треснувшей рамы грузовика может выглядеть хорошо, а в некоторых случаях даже считаться «удачной». Тем не менее, есть несколько факторов, которые следует учитывать, прежде чем выпустить сварную раму на дорогу.
Законность
В некоторых случаях управлять транспортным средством со сварной рамой по дорогам общего пользования просто запрещено. Раздел 49 Федерального управления по безопасности автомобильных перевозчиков (FMCSA) гласит, что «запрещается сверлить отверстия в верхней или нижней части фланцев рельсов, за исключением случаев, указанных производителем».
Таким образом, многие рамы транспортных средств, которые были вырезаны, сварены, просверлены, модифицированы или отремонтированы каким-либо образом, могут считаться нарушающими этот кодекс FMCSA, что делает их незаконными для использования на дорогах общего пользования и ограничивается частными внедорожными целями. .
Если вас поймают за рулем автомобиля с неправильно сваренной рамой на шоссе, это может привести к серьезным штрафам.
Ответственность
В случае аварии, если причина связана с послепродажными сварными работами на раме автомобиля, лицо, сварившее раму, может быть привлечено к ответственности в гражданском суде.
Более того, некоторые страховые компании не возят автомобили со сварной рамой, что еще больше усложняет ситуацию в случае аварии.
Существуют ли другие способы ремонта поврежденной рамы?
Как правило, когда рама повреждается, транспортное средство становится неремонтопригодным, поскольку трещина обычно является результатом такой травмирующей силы, что автомобиль полностью разрушен, или рама проржавела и деградировала до такой степени, что трещина это только первая из многих последующих проблем с кадрами.
Некоторые специалисты в этой области предположили, что система крепления более эффективна при ремонте трещин в раме грузовика , с болтом и металлической скобой, используемой для фиксации поврежденного участка рамы.
Однако, как и в случае со сварочными работами, эта система крепления обеспечивает сомнительное усиление поврежденной рамы грузовика, и ее должен применять только профессионал.
В целом, при сварке рамы грузовика необходимо соблюдать следующие окончательные рекомендации:
- Поскольку качественный ремонт рамы будет стоить около 10 000 долларов США, его стоит рассматривать только для автомобилей, достаточно новых, чтобы поддерживать более высокую стоимость.
- Сварку рамы грузовика следует доверять только профессиональным кузовным мастерским с большим опытом работы.
- Знайте законы своего штата, касающиеся вождения автомобилей с отремонтированной рамой.
Сколько стоит сварка рамы грузовика?
Рама вашего грузовика может быть повреждена по разным причинам, таким как усталость, стресс, некачественная работа или авария.
Несмотря на то, что сварка рамы иногда обходится дешевле, чем замена автомобиля, подумайте дважды.
Большинство профессиональных сварщиков скажут вам, что поврежденная рама грузовика может представлять потенциальную опасность и представлять опасность для вас и других участников дорожного движения.
Если у вас погнулась или треснула рама, вам следует серьезно подумать об утилизации автомобиля. Из-за веса грузовика и неровностей дорожного покрытия, а также из-за больших нагрузок сварные швы в раме могут быть слабыми местами и быть опасными.
Сколько стоит сварка рамы грузовика? Однако, если вы полны решимости сварить раму вашего грузовика, вы рассчитываете в среднем на 10 000 долларов в зависимости от серьезности повреждения.
Payscale указывает, что средняя ставка сварщика в США составляет 18,27 долларов в час, но каждая работа, стиль сварки и материалы имеют разные цены.
Читать по теме: Недавно я написал статью, в которой более подробно рассказываю о зарплате сварщиков, читайте эту статью здесь: «Хорошо ли зарабатывают сварщики — самые высокооплачиваемые сварочные работы»
Если вы хотите сварить раму грузовика, вам понадобится очень опытный сварщик, а почасовые ставки существенно увеличатся.
Имейте в виду, что многие сварщики не берутся за сварку рамы из-за потенциальной ответственности за ущерб, связанный с нарушением сварки рамы.
Существует несколько правовых положений в разделе 49 Федерального управления по безопасности автотранспортных средств: Подзаголовок B: Глава III: Подглава B: Часть 393.201 (d) относительно законности эксплуатации транспортных средств с рамами на болтах, надрезами или изогнутыми, запрещенными кроме как по рекомендации производителя.
Сколько стоит починить треснувшую раму грузовика?
Сколько стоит починить треснувшую раму грузовика? Трещины, вызванные ржавчиной, обходятся дорого из-за времени и труда, необходимых для восстановления области, подлежащей ремонту, и стоят отметку в 3000 долларов.
Однако стоимость ремонта треснувшей рамы грузовика зависит от области, в которой образовалась трещина, степени разрушения и его характера.
Волосяные переломы ремонтировать дешевле, в то время как обширные трещины могут быть:
1) Незаконный ремонт и последующая эксплуатация на дорогах в соответствии с Федеральным управлением безопасности автотранспортных средств, раздел 49: Подзаголовок B: Глава III: Подглава B: Часть 393.201 (d)
2) Незаконна продажа без уведомления покупателя о ремонте рамы
3) В зависимости от характера трещины и стоимости автомобиля может оказаться более безопасным и экономически выгодным утилизировать автомобиль
Разрешено ли вам сваривать подрамники?
Не рекомендуется приваривать проржавевшие насквозь подрамники к точкам крепления нижних рычагов подвески, так как это снижает прочность конструкции.
Подрамник автомобиля относится к категории сильно нагруженных компонентов, поэтому ремонт или сварка не могут гарантировать, что рама сохранит свою первоначальную прочность.
Сварщик с кодом может быть достаточно опытным, чтобы отремонтировать подрамник, может быть в состоянии исправить область, достаточную для прохождения проверки, но стоимость такой квалифицированной операции будет высокой.
Компоненты, подвергающиеся высоким нагрузкам, такие как подрамник, не подлежат ремонту, если коррозия уменьшила его толщину или вызвала дыру или трещину.Это может подвергнуть опасности себя и других на дороге.
В зависимости от серьезности повреждения подрамника ремонт такого важного компонента автомобиля может быть сопряжен с риском.
Повредит ли сварка электроники автомобиля?
Не повредит ли сварка электроники автомобиля? Простой ответ — да; сварка может повредить вашу электронику, если сварщик не примет необходимые меры предосторожности во время сварки. Тем не менее, есть много противоречивых ответов относительно сварки на транспортных средствах и последующего повреждения электроники.
С современными бортовыми компьютеризированными технологиями уже не так просто проводить сварку на транспортном средстве, не вызывая повреждения электроники, из-за конструктивных решений современных производителей автомобилей.
Прежде чем приступать к ремонту, например сварке, необходимо проконсультироваться с руководством по эксплуатации и с производителем автомобиля, прежде чем приступать к ремонту, влияющему на электрооборудование. После этого убедитесь:
- Всегда отсоединяйте отрицательную клемму аккумулятора от автомобиля, чтобы разомкнуть электрические цепи аккумулятора автомобиля.Такое отключение снижает риск повреждения из-за перенапряжения.
- Поместите зажим сварочного заземления как можно ближе к сварочной дуге, чтобы уменьшить электрический путь между дугой и землей
- Отсоедините разъемы подушек безопасности под капотом автомобиля. такие риски, как нарушение работы системы OBD2, и не рекомендуется
Должен ли я отключать автомобильный аккумулятор во время сварки?
Убедитесь, что ваш отрицательный аккумулятор отключен, когда вы собираетесь сваривать свой автомобиль.Когда ваша отрицательная клемма отключена, петля разрывается, и обе клеммы ECU будут плавать до одного и того же напряжения и предотвращать повреждение от перенапряжения.
Электрический ток может повредить электрические цепи. Также убедитесь, что все модули, аккумуляторы, датчики и электрические компоненты удалены из зоны сварки.
Как проверить наличие повреждений рамы?
При покупке подержанного автомобиля или осмотре вашего автомобиля на наличие повреждений рамы после аварии вам следует обратить внимание на следующие пять признаков:
- Видимые повреждения или искривления.Осмотрите автомобиль вокруг и под ним на наличие складок, трещин или ржавчины
- Ваш автомобиль не выровнен. Если ваш автомобиль тянет в одном направлении даже после развала-схождения, возможно, у вас повреждена рама
- Необычные шумы. Повреждение рамы может привести к появлению странного скрипа или скрипа в разных частях автомобиля.
- Неравномерный износ подвески или амортизаторов. Повреждение рамы приведет к неравномерному распределению веса, что отразится на неравномерном износе автомобиля, особенно на шинах.
- Другие детали не подходят заподлицо.Повреждение рамы может привести к смещению других частей автомобиля, таких как двери, окна и крепления.
Как защитить бензобак при сварке рамы грузовика?
Пустые бензобаки содержат смесь паров и кислорода, которые легко воспламеняются.
Всегда рекомендуется соблюдать крайнюю осторожность при сварке рядом с любым источником воспламенения. Лучше всего слить воду из бака и провести трубу от выхлопной трубы, чтобы слить остатки бензина.
Затем вам потребуется около 20 минут выхлопных газов, чтобы прочистить бак, а затем накрыть бак для защиты пластика.В противном случае снятие резервуара является самым безопасным вариантом, гарантирующим отсутствие открытых труб или утечек.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Типы методов сварки
Точечная сварка сопротивлением (RSW)
Принцип точечной сварки сопротивлением заключается в тепле, выделяемом из-за сопротивления заготовок потоку тока с приложением давления.
Этот метод не является непрерывным из-за ограниченного количества мест, где заготовки могут перекрываться.
В этом процессе сварки используются медные электроды для проведения сварочного тока. Применение давления обеспечивает прочную связь между заготовками.
Дуговая сварка электродуговой сваркой
Дуговая сварка электродуговой сваркой — это тип сварки, в котором используется плавящийся электрод, дающий электрический ток.
Когда электрод соприкасается с металлоконструкцией, в зазоре возникает электрическая дуга, создающая невероятную температуру высокой температуры.
Эта температура достигает 6500 градусов по Фаренгейту.Это тепло расплавляет электрод, создавая сварной шов.
С помощью этого метода сварки можно ослабить тонкие металлы. Это было бы не идеально для сварки рам, если исходная металлическая заготовка особенно тонкая. Лучше на толстых металлах.
Работа с такой техникой сварки требует большого мастерства.
Связанное чтение: Сварка электродом: полное руководство по SMAW, которое вам когда-либо понадобится
Сварка металлов в среде инертного газа (MIG)
Metal Inert Gas Welding использует пистолет с непрерывной подачей расходуемых электродов.В этом методе используется внешний газ для защиты свариваемого металла от кислорода.
Сварочные металлы для этого включают алюминий, магний, никель и медь. Он используется в ремонте автомобилей, производстве и робототехнике.
Сварка контактным швом
Сварка швом сопротивлением — это тип сварки, при котором соединение производится постепенно по всей длине сварного шва. Этот процесс сварки является непрерывным и идеально подходит для сварки герметичных соединений листового металла.
В автомобильной промышленности этот метод в основном используется для создания герметичных топливных баков.
Вольфрамовый инертный газ (TIG)
Сварка вольфрамовым электродом в среде инертного газа — это процесс сплавления двух кусков металла вместе без какого-либо наполнителя или дополнительного материала. Эта техника требует большого опыта и высокого мастерства.
Этот тип сварки не подходит для ржавых или грязных материалов.
Важно понимать эти различные методы сварки, потому что, как и при сварке вольфрамовым электродом в среде инертного газа, он потенциально может ослабить раму, если материал слегка ржавый и не будет тщательно очищен.
Тем не менее, TIG лучше всего подходит для аэрокосмической и автомобильной промышленности, включая мотоциклы.
Лазерный луч
Технология лазерного луча имеет много преимуществ, что делает ее популярной в автомобильной промышленности. Он обладает высокой гибкостью, низкими эксплуатационными расходами и энергосбережением, обеспечивая при этом прочную связь.
В этом методе используется тепло, выделяемое при контакте сфокусированного лазерного луча с суставом.
Существует определенный размер металла, который лучше подходит для лазерной сварки.Этот диапазон включает 0,2-6 мм.
Сварка трением
Сварка трением – это применение сварки, при котором соединение производится приложением давления без значительного расплавления рабочих частей .
Это твердотельный шов, что означает, что тепло получается механически. Тепло создается, когда две металлические части скользят друг относительно друга, создавая трение.
Два куска металла удерживаются вместе под давлением.Эта комбинация управляется путем регулирования скорости вращения скользящих друг относительно друга частей, времени и давления.
В автомобильной промышленности сварка трением используется для гидроцилиндров, поршневых штоков и клапанов двигателя.
Плазменно-дуговая сварка
Плазменно-дуговая сварка очень похожа на TIG, поскольку дуга создается между вольфрамовым электродом и заготовкой. Плазменная дуга может быть отделена газовым экраном и пропущена через тонкое медное сопло, которое сужает дугу.
Этот метод позволяет работать с материалами с поверхностным загрязнением или дефектами. Недостатком этого метода сварки является то, что горелка тяжелая и затрудняет сварку.
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Источник:
https://www.ijmer.com/papers/Vol4_Issue9/Version-4/C0409_04-1319.pdf
https://www.diychatroom.com/f46/can-i-weld-truck-frame-mig-welder-96076/
https://www.trailer-bodybuilders.com/distributors-upfitters/article/21740757/truck-frame-modifications
Сварка шасси 240Z >> Посмотрите видео ниже
Способ ремонта патч-панели формованного кузова
Если ваш классический автомобиль или грузовик заржавел, не волнуйтесь, вы не одиноки.Патч-панели кузова предлагают отличную альтернативу замене всей части кузова после того, как ржавчина проникла в часть панели. В нашем каталоге можно найти множество формованных патч-панелей, специфичных для вашего автомобиля и области кузова, которые полностью исключают «рискованные» части патч-панелей — в качестве альтернативы мы также расскажем, как использовать листовой металл для ремонта небольших деталей. , более плоские области в этой статье.
Уровень сложности : Средний — Требуются базовые навыки сварки и ручного инструмента
Что вам понадобится :
- Маркер
- Картон
- Угловая шлифовальная машина
- Ацетон, возможно, Media Blaster
- Сварщик
- Бондо
Проблема с Бондо
Шпаклевка Bondo, вероятно, является одним из наиболее распространенных способов, с помощью которых люди «ремонтируют» повреждения на кузове автомобиля. Хотя мы на самом деле используем шпатлевку Bondo в приведенном ниже методе, она используется только для выравнивания поверхности.У вас может возникнуть соблазн просто взять комплект шпаклевки для кузова в местном магазине автозапчастей, нанести его и просто закругляться, но мы предостерегаем от использования Bondo для крупных кузовных работ.
Как вы можете видеть на этом крыле Camaro 1974 года, Bondo со временем может оторваться на куски. Этот кузовной ремонт Bondo был выполнен в профессиональной кузовной мастерской, и примерно 4 года спустя владелец заметил ямки от шпаклевки. Сейчас он снимает все это, чтобы вместо этого приварить патч-панель.
Использование шпаклевки Bondo для замены всего ржавого участка или заполнения вмятины очень сложно сделать «правильным», это также довольно краткосрочное решение. Для тех, кто не знаком с этим методом ремонта, вы кладете кусок сетки на поврежденный участок, заполняете его шпаклевочной смесью и разглаживаете, чтобы он соответствовал линиям кузова автомобиля.
Даже если вы сделаете это идеально с первого раза (многим это не удается, и в конечном итоге им приходится выковыривать засохшие куски и начинать все сначала), в конечном итоге эта область со временем покроется ямками и трещинами.Этот метод, даже будучи усовершенствованным, является перевязкой, а не истинным восстановлением повреждений. Патч-панели обеспечивают долгосрочное устранение повреждений металла.
Патч-панели проще в работе, чем вы думаете
Патч-панелиBody кажутся огромной задачей, но вы будете шокированы тем, насколько простым на самом деле является этот процесс. Метод, который мы собираемся описать, очень прост, хотя некоторые проекты могут быть более сложными — этот метод лучше всего подходит для небольших площадей на панелях пола, боковых панелях и крыльях.
Шаг 1 : Перед резкой отметьте заменяемую часть маркером. Для предварительно сформированных панелей положите панель на область, которую она должна заменить, и нарисуйте форму маркером.
Создайте шаблон области с помощью картона (пропустите эту часть, если используете специальные/формованные панели). Отрежьте область с помощью угловой шлифовальной машины, для этой части резки лучше всего подходят пневматические инструменты.
Пожалуй, самым важным фактором, обеспечивающим успех этого процесса, является как можно более точное прилегание панели.Будьте осторожны, чтобы не перерезать область, которую вы собираетесь заменить, особенно если вы используете предварительно сформированные панели, и убедитесь, что заменяемая деталь достаточно велика, если вы используете квадраты из листового металла.
ПРИМЕЧАНИЕ. Перейдите к шагу 3, если используются предварительно сформированные панели.
Шаг 2 : При использовании листового металла для прямых и плоских участков найдите металл аналогичного калибра, обведите шаблон и вырежьте ножницами по металлу или угловой шлифовальной машиной (подойдет электрическая или пневматическая).
Ручная обработка металла, если вы не можете этого сделать, рекомендуется купить панель в готовом виде.
Шаг 3 : На этом этапе тщательно подготовьте металл (как панель корпуса, так и патч-панель). Для этого может потребоваться простая протирка ацетоном, но вам, возможно, придется основательно очистить его с помощью медиабластера — не пропускайте этот шаг, реставрация — это мастерство и качество работы.
Шаг 4 : Теперь вам нужно подготовить свой сварочный аппарат. Положите металл на место и приварите его точечной сваркой.
При сварке панелей с помощью сварочного аппарата MIG вам потребуется смесь 75 % аргона и 25 % Co2.
Нанесите длинный валик сварного шва вместо маленьких точек, потому что металл очень тонкий. Сделайте точки сварки размером 1/4 дюйма и отшлифуйте сварные швы с помощью угловой шлифовальной машины.
Шаг 5 : После шлифовки точечных сварных швов покройте накладные швы очень тонким слоем замазки Bondo — не слеживайтесь на Bondo, она предназначена только для сглаживания и заполнения шва! Отшлифуйте участок вручную, и он готов к покраске.
Существует много других методов, когда речь идет о коммутационных панелях, но мы обнаружили, что этот самый простой в использовании, и он отлично работает, если вы не торопитесь и сосредоточитесь на своих разрезах.Подготовка автомобиля к покраске занимает не более нескольких часов. После покраски на этом участке не будет следов ржавчины или повреждений.
A-Z терминов по сварке — Глоссарий по сварке
Огромный список сварочных терминов!Активные флюсы — Активные флюсы вызывают изменения в химическом составе металла сварного шва при изменении режима сварки. Активные флюсы ограничены однократной или минимальной многопроходной сваркой.
Приемлемый сварной шов — Сварной шов, соответствующий применимым требованиям
Фактический шов — Кратчайшее расстояние между корнем шва и поверхностью углового шва.
Старение – Процесс выдерживания металлов или сплавов при комнатной температуре после их формообразования или термической обработки с целью увеличения стабильности размеров или улучшения их твердости и прочности путем структурных изменений, например путем осаждения.
Воздушно-угольная дуга
Резка – Вариант процесса резки угольной дугой, при котором расплавленный металл удаляется струей воздуха.
Закалка на воздухе — Характеристика стали, заключающаяся в том, что она становится частично или полностью закаленной (мартенситной) при охлаждении на воздухе выше ее критической точки. Не обязательно применимо, когда объект, который необходимо упрочнить, имеет значительную толщину.
AISI – Американский институт чугуна и стали
Аллотропный – Материал, в котором атомы способны трансформироваться в две или более кристаллические структуры при разных температурах.
Аллотропное изменение — Изменение одной кристаллической структуры металла на другую, имеющую другие физические свойства.
Переменный – Электрический ток, который попеременно течет в любом направлении в проводнике тока. При частоте переменного тока 60 циклов в секунду (60 Гц), используемой в США, направление тока меняется на противоположное 120 раз каждую секунду.
Ампер – Единица электрического расхода. Сила тока обычно упоминается как « ток » в электрической цепи.
Отжиг – Процесс нагревания металла до температуры ниже критического диапазона с последующим относительно медленным циклом охлаждения для придания ему мягкости и снятия напряжений.
Отжиг – Подвергается термической обработке. Обычно это включает нагрев с последующим относительно медленным охлаждением металлов или сплавов с целью снижения твердости и увеличения простоты обработки или характеристик холодной обработки. Отжиг можно использовать для (а) устранения эффектов деформационного упрочнения, возникающего в результате холодной обработки, (б) устранения напряжений, возникающих в отливках, поковках, сварных соединениях и холоднодеформированных металлах, (в) улучшения обрабатываемости и характеристик холодной обработки, (г) улучшить механические и физические свойства за счет изменения внутренней структуры, например, путем измельчения зерна, а также повысить однородность структуры и исправить сегрегацию, полосатость и другие структурные характеристики.
Арбид – Химическое соединение углерода с каким-либо другим элементом. Металлический карбид принимает форму очень твердых кристаллов.
Arc Blow — сварка постоянным током может создать магнитное поле в свариваемом стальном листе. Это магнитное поле заставляет дугу трепетать и перегорать, что затрудняет управление дугой.
Энергия дуги – Ссылки на характеристики выгорания. Умеренная энергия дуги типична для атомной дуги.Электрод 316L имеет меньшую энергию дуги, чем электрод 7018, тогда как у электрода 6010 она больше.
Длина дуги — Расстояние от электрода до точки крепления на заготовке.
Время дуги – Время, в течение которого дуга поддерживается при выполнении дуговой сварки.
Напряжение дуги – Напряжение на сварочной дуге
Эффективность наплавки при дуговой сварке — Отношение массы присадочного металла, осажденного в сварном шве, к массе расплавленного присадочного металла, выраженное в процентах.
Дуговая сварка — Группа сварочных процессов, при которых происходит сращивание заготовок путем их нагрева дугой. Процессы используются с приложением давления или без него, а также с присадочным металлом или без него.
Электрод для дуговой сварки — Компонент сварочной цепи, через который проходит ток и который заканчивается дугой.
Пистолет для дуговой сварки — Устройство, используемое для передачи тока на расходуемый электрод с непрерывной подачей, направления электрода и направления защитного газа.
Горелка для дуговой сварки — Устройство, используемое для подачи тока на неподвижный сварочный электрод, позиционирования электрода и направления потока защитного газа.
Литые конструкции – Кристаллическая структура перед снятием напряжений путем прокатки или ковки в молотке.
После сварки — Относится к состоянию металла шва, сварных соединений и сварных соединений после сварки, но до любых последующих термических, механических или химических обработок.
ASME – Американское общество инженеров-механиков
ASTM – Американское общество испытаний и материалов
Атом – Наименьшая частица элемента, обладающая всеми характеристиками этого элемента. Он состоит из протонов, нейтронов и электронов.
Аустенит – высокотемпературная кристаллическая структура углеродистой стали или структура
хромоникелевой стали при комнатной температуре.
Обратная выемка — Удаление металла шва и основного металла со стороны корня шва сварного соединения для облегчения полного сплавления и полного проплавления соединения при последующей сварке с этой стороны.
Сварка наотмашь – Метод сварки, при котором пламя сварочной горелки или пистолета направляется на готовый сварной шов.
Опорное кольцо – Опорное кольцо, обычно используемое при сварке труб.
Основной металл – Металл или сплав, который подвергается сварке, пайке или резке.
Фаска – Угловая форма кромки.
Угол скоса — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности пластины.Плазменно-дуговая резка имеет тенденцию удалять больше металла сверху, чем снизу, создавая угол среза. (Также называется углом среза).
Резка со скосом — Метод плазменной дуговой резки, в котором используется наклонная горелка для создания угла на кромке разрезаемых деталей.
Сварной шов с разделкой кромок – Тип сварки с разделкой кромок.
Бинарный сплав – Сплав, состоящий из двух элементов.
Дыхание — Дефект металла, вызванный слишком быстрым охлаждением горячего металла при избыточном содержании газа.В частности, при сварке газовый карман в металле сварного шва возникает в результате затвердевания горячего металла без выхода всех газов на поверхность.
Флюсы на связке – Флюсы на связке изготавливаются путем связывания разных порошков вместе с последующим обжигом при низкой температуре. Основное преимущество заключается в том, что в смесь можно добавлять дополнительные легирующие ингредиенты.
Пайка – Сварной шов, полученный путем нагрева сборки до температуры пайки с использованием присадочного металла с температурой ликвидуса выше 450°C (840°F) и ниже солидуса основного металла.Присадочный металл распределяется между плотно прилегающими друг к другу поверхностями соединения за счет капиллярного действия.
Хрупкость – Склонность материала к внезапному разрушению в результате разрушения без какой-либо остаточной деформации материала до разрушения.
Наплавка — Вариант наплавки, при котором наплавляемый материал наносится для достижения требуемых размеров. См. также нанесение масла, плакирование и наплавку.
Карбид – Химическая комбинация углерода с каким-либо другим элементом.Металлический карбид принимает форму очень твердых кристаллов.
Осаждение карбида — В результате длительного нагрева или медленного охлаждения после частичного или полного превращения атомы углерода и металлического элемента мигрируют к границам зерен. Атомы здесь собираются и объединяются в виде карбидов. В высокохромистых сплавах сродство (притяжение) хрома и углерода друг к другу приводит к образованию тонкого межкристаллитного слоя карбидов хрома.
Осаждение карбида – образование карбида хрома в аустенитной нержавеющей стали, что способствует межкристаллитной коррозии в коррозионной среде.
Углеродистая сталь – Сталь, физические свойства которой в основном зависят от содержащегося в ней углерода; и сплав железа с углеродом, в котором углерод является наиболее важным компонентом, в диапазоне от 0,04% до 1,40%. Ее также называют простой углеродистой сталью или прямой углеродистой сталью. В углеродистой стали также присутствуют второстепенные элементы, включая марганец, фосфор, серу и обычно кремний.
Цементная закалка – Процесс термообработки, применяемый к стали или железоуглеродистым сплавам, с помощью которого получается более твердая внешняя поверхность по сравнению с более мягкой внутренней частью; глубина или повышенная твердость зависят от продолжительности лечения.
Отливка электродов для непрерывной сварки – Диаметр окружности, которую принимает длина электрода, лежащего свободно на гладкой поверхности.
Литая сталь – Расплавленная сталь, охлажденная и затвердевшая в форме.
Целлюлоза – Химическое соединение углерода, водорода и кислорода. Используемый в покрытиях электродов из мягкой стали, он состоит из древесной массы или муки.
Цементит – Химическое соединение железа и углерода, содержащее 93.33% железа в сочетании с 6,67% углерода по весу; также называется карбидом железа. Химическая формула цементита: Fe3C.
Тест на стружку – Тест, используемый для идентификации металла. Металл откалывается с помощью холодного зубила и молотка. Полученный в результате основной рисунок в металле уникален для нескольких классов черных металлов.
Прерыватель — Высокопроизводительный источник питания плазменной дуги, использующий полупроводниковые методы переключения.
Плакирование – Разновидность покрытия, при котором наносится или наносится наплавляемый материал обычно для улучшения коррозионной или термостойкости.
Чистая лужа – Лужа, не заполненная шлаком или неустойчивой дугой.
Концентричность покрытия – Относится к одинаковой толщине покрытия на сердечнике/прутке.
Коэффициент трения — Величина, используемая в инженерных расчетах и характеризующая способность одного материала скользить по другому. Низкий коэффициент трения указывает на низкую скорость износа между поверхностями скольжения.
Холодное волочение — Уменьшение поперечного сечения металла путем протягивания его через матрицу, когда его температура ниже температуры рекристаллизации.
Холодная прокатка — Уменьшение поперечного сечения металла с помощью прокатного стана, когда металл холодный или ниже его температуры рекристаллизации.
Холодная обработка – Остаточная деформация или кристаллическая деформация металла ниже его самой низкой температуры рекристаллизации, приводящая к деформационному упрочнению.
Полная сварка — сварка по всем поверхностям сварки и между всеми примыкающими сварными швами.
Полное проникновение в шов — Состояние корня шва в сварном шве с разделкой кромок, при котором металл шва проходит через толщину шва.
Полный сварной шов с проваром — Сварной шов с разделкой кромок, в котором металл шва проходит через толщину шва.
Композитный электрод – Присадочный металлический электрод, используемый в дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, которые защищают расплавленный металл от атмосферы, улучшают свойства металла сварного шва или стабилизируют дугу.
Прочность на сжатие — Сопротивление материала силе, стремящейся деформировать или разрушить его при раздавливании
Проводник — Материал с относительно большим количеством слабо связанных электронов, которые могут свободно двигаться при приложении напряжения (электрического давления).Металлы являются хорошими проводниками.
Постоянный ток — (Применительно к сварочным аппаратам.) Источник сварочного тока, который производит относительно небольшое изменение силы тока, несмотря на изменения напряжения, вызванные переменной длиной дуги. Используется в основном для сварки электродами с покрытием.
Источник питания постоянного тока — Источник питания для дуговой сварки с зависимостью вольт-ампер, обеспечивающей небольшое изменение сварочного тока при большом изменении напряжения дуги.
Постоянное напряжение — (применительно к сварочным аппаратам) Источник сварочного тока, который производит относительно небольшое изменение напряжения при существенном изменении силы тока.Используется в основном для сварки твердыми или порошковыми электродами.
Источник питания постоянного напряжения — Источник питания для дуговой сварки с зависимостью вольтампер, обеспечивающий большое изменение сварочного тока при небольшом изменении напряжения дуги.
Сжатая дуга — Столб плазменной дуги, сформированный сужающим отверстием в сопле плазменной дуговой горелки или плазменного распылителя.
Расходные материалы – Части резака, подвергшиеся эрозии или иному износу во время обычных операций резки или строжки, такие как электроды, сопла, экраны, колпачки и вихревые кольца.
Контактный наконечник — Часть горелки для дуговой сварки металлическим электродом в среде защитного газа или горелки для дуговой сварки с флюсовой проволокой, которая передает сварочный ток на сварочную проволоку непосредственно перед тем, как проволока входит в дугу.
Контактная трубка – Устройство, передающее ток на непрерывный электрод.
Отступ контактной трубки — Расстояние от контактной трубки до конца газового сопла.
Выпуклый угловой шов – Угловой шов с выпуклой поверхностью.
Выпуклость — Максимальное расстояние от поверхности выпуклого углового шва перпендикулярно линии, соединяющей выступы сварного шва.
Электрод с покрытием – Электрод из композитного присадочного металла, состоящий из сердечника электрода без покрытия или электрода с металлическим сердечником, на который нанесено покрытие, достаточное для образования слоя шлака на металле сварного шва. Покрытие может содержать материалы, обеспечивающие такие функции, как экранирование от атмосферы, раскисление и стабилизация дуги, а также может служить источником металлических добавок к сварному шву.
Трещина – Неоднородность типа трещины, характеризующаяся острой вершиной и высоким отношением длины и ширины к смещению раскрытия.
Кратер – Впадина на поверхности сварного шва на конце сварного валика.
Ползучесть – Медленная деформация (например, удлинение) металла под длительным напряжением. Не путать с деформацией, которая возникает сразу после приложения напряжения.
Критическая скорость охлаждения — Скорость охлаждения, достаточная для превращения аустенита в 100% мартенсит.
Криогенные температуры – Чрезвычайно низкие температуры, обычно связанные со сжиженными газами, в диапазоне от -100°F до -400°F.
Ток (сварка) — Количество электрического заряда, протекающего через указанную точку цепи в единицу времени Ток является основным параметром для сварки и должен быть выбран в зависимости от толщины листа и скорости сварки с учетом качества сварки. Сварочный ток влияет на скорость проплавления и наплавки. Высокий ток приводит к более высокому и узкому сварному шву с большей глубиной проплавления.Слишком большой сварочный ток может привести к подрезам, неравномерной выпуклости шва, прожогам, термическим трещинам, несоответствующему углу сращивания с материалом корпуса и подрезам.
Плотность тока — мера степени сжатия дуги, достигаемая с помощью плазменной горелки. Ампер на квадратный дюйм площади поперечного сечения электрода. Высокая плотность тока приводит к высокой скорости плавления электрода и концентрированной глубоко проникающей дуге.
Угол среза — Угол, образованный между поверхностью среза и теоретической плоскостью , перпендикулярной поверхности листа.Плазменно-дуговая резка имеет тенденцию удалять больше металла сверху, чем снизу, создавая угол среза. (Также называется углом скоса).
Режущий газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется плазменным газом или дроссельным газом).
Цилиндрическая конструкция сопла – Простое цилиндрическое дозирующее отверстие. Они работают при давлении 25–60 фунтов на кв. дюйм в зависимости от производителя.
DCEN — Расположение проводов для дуговой сварки постоянным током, в котором электрод является отрицательным полюсом, а заготовка — положительным полюсом сварочной дуги.
DCEP – Расположение проводов для дуговой сварки постоянным током, в котором электрод является положительным полюсом, а заготовка – отрицательным полюсом сварочной дуги.
Дефект – Неоднородность или неоднородности, которые по своей природе или в результате накопления (например, общая длина трещины) делают деталь или изделие несоответствующими минимальным применимым стандартам приемки или спецификациям.Этот термин означает неприемлемость.
Раскислители – Элементы, такие как марганец, кремний, алюминий, титан и цирконий, используемые в сварочных электродах и проволоках для предотвращения образования кислородом вредных оксидов и пористости в металле сварного шва.
Наплавленный металл – Присадочный металл, добавленный во время сварки, пайки или пайки.
Эффективность наплавки – Отношение используемого электрода к количеству наплавленного металла, выраженное в процентах, т.е.э.; DE = вес наплавленного металла ÷ вес используемого электрода
Скорость наплавки — Вес наплавленного металла по сравнению со временем сварки. Обычно выражается в фунтах в час.
Глубина скоса — Расстояние по перпендикуляру от поверхности основного металла до корневой кромки или начала нижней грани.
Глубина плавления — Расстояние, на которое плавление проникает в основной металл или предыдущий валик от поверхности, расплавленной во время сварки.
Копание — Относится к характеристикам дуги, которые вы обычно видите с электродом 6010 . Дуга «копания» — это дуга, в которой вы можете видеть, как основной металл проникает в дугу.
Разжижение – Изменение химического состава сварочного присадочного металла, вызванное примесью основного металла или металла предыдущего сварного шва в валике сварного шва. Измеряется процентным содержанием основного металла или металла предыдущего сварного шва в валике сварного шва.
Постоянный ток — Электрический ток, который течет только в одном направлении в проводнике.Направление тока зависит от электрических подключений к аккумулятору или другому источнику питания постоянного тока. Клеммы на всех устройствах постоянного тока обычно помечены (+) или (-). Изменение направления отведений изменит направление тока.
Прерывистость – Нарушение типичной структуры материала, такое как отсутствие однородности его механических, металлургических или физических характеристик. Разрыв не обязательно является дефектом.
Деформация – Все методы сварки плавлением производят сварку, перемещая ванну расплава вдоль сварного соединения.Когда нагретый металл остывает, усадка приводит к искажению (или изменению формы) сварной конструкции.
Дивергенция – Коническая часть кислородного отверстия непосредственно за горловиной в конструкциях сопла высокого давления (высокой скорости). Дивергенция позволяет высокому давлению стать близким к атмосферному, прежде чем оно покинет сопло. Это увеличивает скорость потока и улучшает качество резки за счет сохранения однородности потока. Увеличение скорости приводит к повышению скорости резания на 10–15 %.
Двойная дуга — Состояние, при котором сварочная или режущая дуга плазменной дуговой горелки не проходит через сужающее отверстие, а переходит на внутреннюю поверхность сопла. Одновременно возникает вторичная дуга между внешней поверхностью сопла и заготовкой.
Спуск – Сварка с поступательным движением вниз.
Сопротивление – Расстояние смещения между точками входа и выхода газового потока на разрезаемой пластине, измеренное на кромке реза.Сопротивление будет увеличиваться и уменьшаться в зависимости от различных условий, таких как скорость, давление кислорода, толщина пластины, чистота кислорода и т. д.
Угол сопротивления — Угол между осевой линией набегающего струйного потока и направлением, перпендикулярным поверхности пластины.
Окалина – Повторно затвердевший расплавленный металл и оксиды, прилипшие к верхней или нижней кромке во время термической резки.
Пластичность — Способность материала постоянно деформироваться без разрушения.
Рабочий цикл — Спецификация источника питания, описывающая процент времени, в течение которого система может работать при заданном уровне тока. На основе десятиминутного цикла.
Подготовка кромок – Подготовка кромок соединительных элементов путем резки, очистки, покрытия или другими способами.
Эффективный раструб — Минимальное расстояние за вычетом любой выпуклости между корнем шва и поверхностью углового шва.
Предел упругости — Максимальное напряжение, которому может быть подвергнут материал без остаточной деформации или разрушения в результате разрушения.
Эластичность — Способность материала возвращаться к исходной форме и размерам после снятия деформирующей нагрузки.
Электрический вылет — В любом процессе сварки с использованием сплошной или порошковой проволоки электрический вылет — это расстояние от контактного наконечника до нерасплавленного конца электрода. Иногда называется «количество проводов в сопротивлении». Это расстояние влияет на скорость плавления, проплавление и форму наплавленного валика.
Электрод – Деталь плазменной дуговой горелки, из которой испускается ток дуги.
Покрытие электрода – смесь химических веществ, минералов и металлических сплавов , нанесенная на сердечник проволоки. Покрытие регулирует сварочный ток, положение сварки и обеспечивает защитную атмосферу, раскислители для очистки металла шва и сварочный шлак, который поглощает примеси из металла шва. Он также помогает придать форму сварному шву и становится изолирующим покрытием поверх сварного шва.
Проволока с сердечником электрода – Стальная проволока, на которую наносится покрытие.Размер электрода определяется диаметром жилы провода.
Удлинитель электрода — Длина электрода, выступающего за конец контактной трубки.
Держатель электрода – Устройство, используемое для механического удержания электрода и подачи тока на него во время сварки или резки.
Электрон – Отрицательно заряженные частицы, которые вращаются вокруг положительно заряженного ядра в атоме.
Элемент – Вещество, которое нельзя разделить на два других вещества.Все на Земле представляет собой комбинацию таких элементов, которых всего 103.
Удлинение – Постоянное упругое удлинение, которому подвергается металл при испытании на растяжение; степень удлинения обычно указывается в процентах от исходной расчетной длины.
Предел выносливости — Максимальное напряжение, которое материал будет выдерживать в течение неопределенного времени в переменных и повторяющихся условиях нагрузки.
Неустойчивый – Когда характеристики дуги или прогорания неровные и с ними трудно справиться.Не могу контролировать, куда пойдет лужа.
Эвтектический сплав – Сплав состава, который затвердевает при более низкой температуре, чем отдельные элементы сплава, и замерзает или затвердевает при постоянной температуре с образованием мелкозернистой смеси кристаллов, состоящей из двух или более фаз.
Экструзия – Продавливание пластикового металла через головку для получения новой формы.
Лицо – Часть сварного шва между «носками».
Испытание на изгиб на лицевой стороне — Испытание, при котором поверхность сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Усиление лицевой стороны – Усиление сварного шва на стороне соединения, где была выполнена сварка.
Усталостное разрушение — Растрескивание, разрушение или другое разрушение материала в результате повторного или переменного напряжения ниже предела прочности при растяжении материала.
Предел усталости — Максимальное напряжение, которое материал будет выдерживать в течение неопределенного времени при переменных и повторяющихся условиях нагрузки
Усталостная прочность — Сопротивление материала повторяющимся или переменным нагрузкам без разрушения.
Феррит – нормальная кристаллическая структура низкоуглеродистой стали при комнатной температуре.
Феррит в аустенитной нержавеющей стали — магнитная мелкодисперсная кристаллическая структура в аустенитных сталях, которая приводит к уменьшению размера аустенитных зерен и повышению устойчивости к растрескиванию.
Ферритный номер — Ферритные числа (FN) — это принятые в настоящее время в отрасли цифры для указания содержания феррита в металле сварного шва из аустенитной нержавеющей стали, утвержденные Советом по исследованиям в области сварки (WRC), Американским обществом сварщиков (AWS) и другими организациями.Принятый в 1970-х годах «ферритовый номер» не следует путать с «процент феррита» , который до сих пор используется в некоторых случаях.
Черные – Содержащие железо. Пример: углеродистая сталь, низколегированная сталь, нержавеющая сталь.
Присадочный металл — Металл или сплав, добавляемый при выполнении сварных, паяных или паяных соединений.
Присадочная проволока – Присадочный металл, поставляемый в виде проволоки на катушках или катушках. Материал и диаметр проволоки зависят от области применения сварки.
Угловой сварной шов — Сварной шов примерно треугольного поперечного сечения, соединяющий две поверхности примерно под прямым углом друг к другу в соединении внахлестку, Т-образном соединении или угловом соединении.
Угловой шов – Расстояние от корня шва до носка углового шва.
Размер углового сварного шва — Для равнобедренных угловых швов длина катетов наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Для неравнополочных угловых сварных швов длина катетов наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
Пламенное напыление (FLSP) — Процесс термического напыления, при котором пламя кислородного/топливного газа является источником тепла для плавления материала покрытия. Сжатый газ может использоваться или не использоваться для распыления и продвижения материала покрытия к основе.
Flashback — Когда газы «вспыхивают», пламя регрессирует снаружи (от) используемого наконечника в сам корпус горелки. Это пламя направится к точке, где газы смешаются. Пламя будет продолжать гореть в этой точке смешивания, пока топливо и кислород присутствуют и могут течь.Практически все факелы в режиме воспоминаний будут «свистеть, выть, визжать» и т. д. Если оператор НИЧЕГО не сделает, факел начнет самоуничтожаться за считанные секунды, а пламя прожжет факел в каком-то слабом месте. Кроме того, если его не остановить, пламя может продолжать двигаться вверх по течению в поисках топлива/кислорода для продолжения горения. В конечном счете, этот «фронт пламени» может оказаться у самого источника газа, по пути разрушая отдельные части. Даже если подача горючего газа отключена, а кислород все еще течет, «внутренности» горелки могут продолжать гореть.
Плоское положение сварки — Положение сварки, используемое для сварки с верхней стороны соединения в точке, где ось сварного шва приблизительно горизонтальна, а поверхность сварного шва лежит примерно в горизонтальной плоскости.
Флюс . При дуговой сварке флюсы представляют собой составы, которые при воздействии дуги действуют как очищающее средство, растворяя оксиды, высвобождая захваченные газы и шлак и в целом очищая металл сварного шва, всплывая примеси на поверхность, где они затвердевают. в шлаковом покрытии.Флюс также служит для уменьшения разбрызгивания и способствует формированию сварочного валика. Флюс может представлять собой покрытие на электроде, внутри электрода, как при сварке с флюсовой сердцевиной, или в гранулированной форме, как при дуговой сварке под флюсом.
Электроды с флюсовой сердцевиной – Композитный трубчатый электрод с присадочным металлом, состоящий из металлической оболочки и сердечника из различных порошкообразных материалов, образующий обширный шлаковый покров на поверхности сварного шва. Может потребоваться внешнее экранирование.
Флюсовые пустоты – Участок порошкового электрода, не содержащий флюса.Пустоты могут вызвать серьезные проблемы, особенно в низколегированных сплавах.
Ковка – Деформация в новую форму под действием силы сжатия.
Передняя сварка — Метод сварки, при котором пламя сварочной горелки или пистолета направлено в сторону от готового сварного шва
Сварка трением с перемешиванием — Процесс, при котором металлы свариваются друг с другом за счет трения, создаваемого вращающимся инструментом, которое размягчает, но не плавит металл. На самом деле металл не режется.
Топливная эффективность – Коэффициент, относящийся к объему топлива в куб. футов, необходимых для дублирования эффективности ацетилена, которая обозначена как 1,0 куб. футов
Полный отжиг — Нагрев сталей или сплавов железа до температуры, превышающей их критический диапазон, выдержка при температуре отжига до тех пор, пока они не превратятся в однородную аустенитную структуру, с последующим охлаждением с заданной скоростью, в зависимости от типа сплава и структуры обязательный; в целом скорость охлаждения относительно низкая.
Дым – Твердые твердые частицы в воздухе, образующиеся в процессе сварки или резки . Частицы дыма обычно имеют субмикронный размер и, таким образом, имеют тенденцию оставаться в воздухе и дрейфовать с воздушными потоками.
Плавленые флюсы — Плавленые флюсы представляют собой расплавленные ингредиенты, которые были охлаждены и измельчены до частиц определенного размера. Преимуществом флюса этого типа является низкое поглощение влаги и улучшенные возможности повторного использования.
Плавление – Сплавление присадочного металла и основного металла или только основного металла для получения сварного шва.
Зона сплавления —
Площадь расплавленного основного металла, определяемая по поперечному сечению сварного шва.
Истирание — Состояние между трющимися поверхностями, при котором выступы или выступы на поверхности привариваются трением к сопрягаемой поверхности, что приводит к растрескиванию и дальнейшему износу.
Ионы газа – Атомы защитного газа, которые в присутствии электрического тока теряют один или несколько электронов и, следовательно, несут положительный электрический заряд.Они обеспечивают более электропроводящий путь для дуги между электродом и заготовкой.
Газовое сопло — Устройство на выходе из горелки или пистолета, направляющее защитный газ.
Газовая дуговая сварка металлическим электродом (GMAW) — Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между непрерывным присадочным металлом (расходуемым) электродом и изделием. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси.Некоторые методы этого процесса называются сваркой MIG (металл в инертном газе) или сваркой CO2. Сварка MIG требует использования инертного защитного газа.
Регулятор газа – Устройство для управления подачей газа при практически постоянном давлении.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — Процесс дуговой сварки, при котором коалесценция достигается путем нагрева дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Экранирование получают из газа или газовой смеси.Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (Этот процесс часто называют сваркой TIG.)
Шаровидный — Относится к переносу дуги, когда вы видите, как глобулы сгорают и падают в лужу, в отличие от «плавной дуги».
Шаровидный перенос — режим переноса металла через дугу, при котором на кончике электрода образуется шарик расплава, размер которого превышает диаметр электрода. При отрыве он принимает неправильную форму и падает в сторону сварочной ванны, иногда образуя короткое замыкание между электродом и работой через неравные промежутки времени.Возникает при использовании защитных газов, отличных от тех, которые содержат не менее 80 % аргона, и при настройках среднего тока
Серый чугун — Чугун с содержанием углерода от 2% до 4%, в котором углерод в основном находится в форме графита. Угол канавки — общий угол канавки между заготовками.
Сталь Гадфилда — Название, которое иногда используется для аустенитной марганцовистой стали, происходит от имени ее изобретателя.
Гафний – Металл, наиболее часто используемый для эмиттера электродов для воздуха или газов кислородной плазмы.
Закаливаемая сталь – сплав железа, который подвергается закалке при быстром охлаждении.
Закалка – Операция закалки сталей из аустенитного диапазона температур с целью получения мартенсита или твердой структуры.
Резкий – Считает сварочную дугу шумной, разбрызгиваемой или неустойчивой.
Зона термического влияния — Область основного металла, которая не расплавилась в процессе сварки, но претерпела микроструктурное изменение в результате подводимого к этой области тепла.Если ЗТВ в закаливаемых сталях быстро охлаждается, эта область становится чрезмерно хрупкой.
Теплозащитный экран – Устройство, расположенное в передней части механизированного резака. Его назначение — обеспечить электрическую изоляцию от сопла во время операций прокалывания и резки. Кроме того, он обеспечивает путь, по которому защитный газ сталкивается с дугой на выходном отверстии теплозащитного экрана.
Термообработка – Любая операция, связанная с нагревом и охлаждением металлов или сплавов.
Зона термического влияния — Часть основного металла, примыкающая к сварному шву, структура или свойства которой были изменены теплом сварки.
Спираль электродов для непрерывной сварки – Тенденция длины электрода образовывать спираль, когда она свободно лежит на гладкой поверхности.
Герц — Герц (Гц) — это символ, заменивший термин «циклов в секунду». Сегодня вместо того, чтобы говорить 60 циклов в секунду или просто 60 циклов, мы говорим 60 Гц или 60 Гц.
Высоколегированные стали – Стали, содержащие более 10% легирующих элементов. Нержавеющая сталь считается высоколегированной, поскольку содержит более 10 % хрома.
Высокоуглеродистая сталь — Сталь с содержанием углерода обычно ниже 1,3%, но может варьироваться от 1,0 до 2,0%.
Высокочастотный – (применительно к газо-вольфрамовой дуговой сварке) Переменный ток, состоящий из более чем 50 000 циклов в секунду при высоком напряжении и малой силе тока, который накладывается на сварочную цепь в источниках питания GTAW.Он ионизирует путь для бесконтактного зажигания дуги и стабилизирует дугу при сварке переменным током.
Высокочастотный разряд — Питание высокого напряжения, подаваемое на плазменную горелку, разрывает воздушный зазор между соплом и электродом, чтобы инициировать поток плазмы.
Конструкция высокоскоростного сопла — Работает под давлением от 60 до 110 фунтов на кв. дюйм в зависимости от марки. Использует высокое давление и расхождение для повышения скорости резания на 10–15 %.
Сталь с высоким содержанием серы – Сталь с содержанием серы от 0.12-0,33 % и проявляет свойства свободного резания. Сделано для винтовых станков
Быстрорежущая сталь – Специальная легированная сталь, используемая для высокоскоростных режущих и токарных инструментов, в качестве токарных резцов; назван так потому, что любые инструменты из него способны удалять металл намного быстрее, чем инструменты из обычной стали.
Высокопрочный чугун — Серый чугун с пределом прочности при растяжении более 30 000 фунтов на квадратный дюйм (206 900 кН/м²).
Горизонтальное положение сварки — Положение сварки, при котором поверхность сварного шва находится приблизительно в вертикальной плоскости, а ось сварного шва в точке сварки расположена приблизительно горизонтально.
Горячая трещина — Также известная как «автотрещина», возникающая в результате концентрации напряжения в относительно тонком металле сварного шва, который замерзает последним. И корневые трещины, и кратерные трещины являются формами горячего растрескивания.
Горячая закалка – Охлаждение нагретых металлов или сплавов в ванне с расплавленным металлом или солью вместо использования воды или масляной охлаждающей среды.
Hot Short – Хрупкий металл, непригодный для обработки при температуре выше комнатной. Сера в стали вызывает горячее короткое замыкание.
Включение – Захваченный посторонний твердый материал, такой как шлак, флюс, вольфрам или оксид.
Испытание на удар — Измерение количества энергии, необходимой для разрушения металлов при внезапных или ударных нагрузках.
Неполное сплавление — Неоднородность сварного шва, при котором не произошло сплавление между металлом сварного шва и поверхностями сплавления или примыкающими валиками сварного шва.
Неполное проплавление стыка — Состояние корня шва в сварном шве с разделкой кромок, при котором металл шва не проходит через толщину стыка.
Наведенный ток или индукция — Явление, вызывающее протекание электрического тока через проводник, когда этот проводник подвергается воздействию переменного магнитного поля.
Индуктивность – (применительно к дуговой сварке с коротким замыканием) Функция источников сварочного тока, предназначенная для дуговой сварки с коротким замыканием, которая замедляет скорость нарастания тока каждый раз, когда электрод касается сварочной ванны.
Инертный газ – Газ, такой как гелий или аргон, который химически не соединяется с другими элементами.Такой газ служит эффективной защитой сварочной дуги и защищает расплавленный металл шва от загрязнения из атмосферы до его замерзания.
Слиток – Отливка стали (массой до 200 тонн), сформированная на мельнице из расплава руды, лома известняка, кокса и т.п.
Изолятор — Материал с прочной электронной связью, т. е. с относительно небольшим количеством электронов, которые будут двигаться при приложении напряжения (электрического давления). Дерево, стекло, керамика и большинство пластиков являются хорошими изоляторами.
Межпроходная температура — При выполнении многопроходных сварных швов самая низкая температура наплавленного металла шва в момент начала следующего прохода.
Инверторный источник питания — Высокоэффективная конструкция плазменного источника питания, в которой используются передовые силовые полупроводниковые схемы для уменьшения размера и веса трансформатора и, следовательно, общего размера источника питания.
Геометрия/конструкция соединения — Форма и размеры соединения в поперечном сечении перед сваркой.
Проникновение в шов — Расстояние, на которое металл шва выступает от поверхности сварного шва в стык, за исключением усиления сварного шва.
Корень соединения — Та часть соединения, которая должна быть сварена, где элементы приближаются друг к другу. В поперечном сечении корень сустава может быть точкой, линией или площадью.
Тип соединения — Классификация сварных соединений на основе пяти основных конфигураций соединений, таких как стыковое соединение, угловое соединение, краевое соединение, соединение внахлестку и Т-образное соединение
Прорезь — Отверстие в пластине, через которое удаляется материал во время любой операции резки.
Спокойная сталь — Сталь, которая была достаточно раскислена во время цикла плавки, чтобы предотвратить выделение газов во время периода затвердевания.
Киловатт – 1000 Вт
Отсутствие слияния – Нестандартный термин для обозначения неполного слияния.
Непровар – Нестандартный термин для обозначения неполного провара.
Соединение внахлест — Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
Плоская намотка — Намотанный или свернутый в рулон присадочный металл, намотанный отдельными слоями таким образом, что соседние витки соприкасаются.
Линейный разрыв — Разрыв, длина которого значительно превышает его ширину.
Линейная индикация — Результат теста, в котором разрыв в тестируемом материале отображается в виде линейного или выровненного массива.
Местный предварительный нагрев – Определенная часть конструкции
Испытание на продольный изгиб — Испытание, при котором образец изгибается до заданного радиуса изгиба
Продольная трещина – Трещина с ориентацией большой оси приблизительно параллельно оси сварного шва
Низколегированные стали – Стали, содержащие небольшое количество легирующих элементов (обычно от 1½% до 5% общего содержания легирующих элементов), которые значительно улучшают их свойства.
Низкоуглеродистые электроды — Металлический электрод без наполнителя, используемый для дуговой сварки и резки, состоящий из углеродного или графитового стержня, который может быть покрыт медью или другими материалами.
Электроды с низким содержанием водорода — стержневые электроды с ингредиентами покрытия, содержащими очень низкое содержание водорода. Низкий уровень водорода достигается в первую очередь за счет поддержания содержания влаги в покрытии на минимальном уровне.
Тест на макротравление — Тест, в ходе которого образец подготавливается с чистовой отделкой, протравливается и исследуется при малом увеличении.
Ковкование – Операция отжига, используемая в связи с заменой белого чугуна на ковкий чугун.
Ручная дуговая сварка – сварка электродом с покрытием, при котором рука оператора контролирует скорость перемещения и скорость подачи электрода в дугу.
Мартенсит – Структура, возникающая в результате превращения аустенита при температуре значительно ниже обычного диапазона, достигаемая путем быстрого охлаждения. Он состоит из сверхтвердых игольчатых кристаллов, которые представляют собой пересыщенный твердый раствор углерода в железе.
Матрица – Основная, физически непрерывная металлическая составляющая, в которую встроены кристаллы или свободные атомы других составных частей. Он служит связующим, скрепляющим всю массу.
Механизированная сварка — Относится к управлению технологическим процессом с оборудованием, требующим ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за операцией, с горелкой, пистолетом, узлом направляющей проволоки или держателем электрода, удерживаемым механическим устройством .
Проплавление насквозь – Видимая корневая арматура, выполненная в соединении, сваренном с одной стороны.
Сварка металлов в среде активного газа (MAG) – Аналогично сварке металлов в среде инертного газа (MIG).
Металлургически подобные стали – составы из нескольких сталей, которые имеют практически одинаковую кристаллическую структуру, например, аустенит или феррит.
Металлургия – Наука и технология извлечения металлов из руд, их очистки и подготовки к использованию.
Микроструктура – Структура, которая видна только при большом увеличении с помощью микроскопа после подготовки, такой как полировка или травление.
Сварка металлов в среде инертного газа (MIG) — Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между непрерывным присадочным металлическим (расходуемым) электродом и изделием. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси. Сварка MIG требует использования инертного защитного газа.
Мягкая сталь — сплав, состоящий в основном из железа с низким содержанием легирующих элементов, таких как углерод и марганец.
Прокатная окалина – Покрытие из оксида железа (FeO), обычно встречающееся на поверхности горячекатаной стали.
Сварка ММА (ручная дуговая сварка металлом) — Процесс дуговой сварки, при котором коалесценция достигается за счет нагревания дугой между покрытым металлическим (палочным) электродом и изделием. Экранирование получается за счет разложения покрытия электрода.Давление не используется, и присадочный металл получают из электрода.
Пятнистый чугун – Чугун со структурой, состоящей из смеси свободного цементита, свободного графита и перлита.
Нейтральное пламя — Пламя кислородно-топливного газа, не обладающее характеристиками ни окисляющего , ни восстановительного.
Нейтральные флюсы — Нейтральные флюсы мало изменяют механические свойства при регулировке напряжения. Лучше всего использовать при сварке листов толщиной один дюйм и более.
Неразрушающий контроль (NDE) – Действие по определению пригодности некоторого материала или компонента для использования по назначению с использованием методов, не влияющих на его пригодность к эксплуатации
Цветные – Не содержащие железа. Пример: алюминий, медь, медные сплавы.
Дуга без переноса – Дуга, возникающая между электродом и сужающим соплом плазменной дуговой горелки. Заготовка не находится в электрической цепи.
Сопло – «Расходуемая» часть горелки, содержащая отверстие или отверстие, через которое проходит дуга.
Диаметр сопла — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром отверстия).
Off Center – Относится к покрытию, которое эксцентрично и толще на одной стороне электрода, чем на противоположной стороне. Также называется «запиливанием гвоздями», что не всегда связано с эксцентриситетом покрытия.Может быть, результат формулировки, а также.
Ом – Единица электрического сопротивления протеканию тока.
Напряжение разомкнутой цепи — Напряжение, присутствующее на электроде в короткий промежуток времени перед зажиганием горелки и всякий раз, когда дуга гаснет при активном источнике питания.
Диаметр отверстия — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром сопла).
Сопловый газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи.(Также называется плазменным газом или режущим газом).
Сварные швы вне положения – Сварные швы, выполненные в положениях, отличных от плоских или горизонтальных углов.
Нахлест – Выступ металла шва за носок или корень шва.
Соотношение кислород/топливо – Отношение куб. футов кислорода в куб. футов топливной газовой смеси, необходимой для достижения максимальной температуры пламени. Это соотношение зависит от характеристик топлива.
Отверстие для подачи кислорода — Отверстие в режущем сопле, через которое кислород направляется на пластину для резки.Он контролирует количество кислорода, потребляемого во время резки.
Кислородный фактор — Топливная эффективность, умноженная на соотношение кислород/топливо для данного топлива, чтобы определить количество кислорода, необходимое для дублирования производительности ацетилена. Ацетиленовый кислородный фактор равен 1,5.
Перлит – Эвтектоидный сплав железа и 85% углерода, состоящий из слоев или пластин феррита и цементита.
Проклевка – Механическая обработка металла ударами молота для снятия напряжений и уменьшения деформации.Упрочнение рекомендуется для более толстых участков (более 1 дюйма или 2 дюймов) из некоторых сплавов при каждом последующем проходе. Опыт показал, что упрочнение помогает уменьшить растрескивание. Упрочнение может снизить пластичность и ударные свойства; однако следующий проход аннулирует это условие. По этой причине последние поверхностные слои не следует зачищать.
Пенетрация — (1) Глубина под поверхностью основного металла, на которую достаточно теплоты сварки, чтобы металл расплавился и стал жидким или полужидким.Также называется глубиной плавления. (2) Способность дуги или электрода проникать в корень канавки между двумя свариваемыми элементами.
Фазовые превращения – Изменения в кристаллической структуре металлов, вызванные температурой и временем.
Прожиг — Метод запуска плазменной дуговой резки, при котором дуга погружается в заготовку и проходит через нее до начала резки.
Чугун – Продукт доменной печи, отлитый в блоки, удобные для обращения или хранения; железный сплав, извлеченный из руды.Хрупкий материал с высоким содержанием углерода (5%).
Пилотная дуга — Слаботочная дуга между электродом и сужающим соплом плазменной дуговой горелки для ионизации газа и облегчения запуска сварочной/режущей дуги.
Пилотное отверстие — Пробитое отверстие (рядом) с краем пластины, из которого начинается рез плазменной дугой.
Плазма — Газ, нагретый дугой хотя бы до частично ионизированного состояния, что позволяет ему проводить электрический ток.
Плазменно-дуговая резка (PAC) — Процесс дуговой резки, в котором используется суженная дуга и удаление расплавленного металла высокоскоростной струей ионизированного газа, выходящей из сужающего отверстия. Плазменная дуговая резка – это процесс с отрицательным электродом постоянного тока (DCEN).
Плазменный газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется дроссельным газом или режущим газом).
Плазменная строжка – Строжка с использованием плазменной дуги для удаления металла. Электрическая дуга, содержащаяся внутри газового экрана, проходит через сужающее отверстие, чтобы создать чрезвычайно высокие температуры и высокоскоростной поток ионизированного газа. Этот поток быстро плавит металл, на котором он сфокусирован, а затем сдувает расплавленный материал.
Пластичность – Способность металлического состояния подвергаться остаточной деформации без разрыва.
Плунжер – Устанавливается за съемным седлом в головке плазмотрона для включения предохранительной блокировки.
Пористость — Рассеянное присутствие газовых карманов или включений в металлическом твердом теле.
Термическая обработка после сварки — Повторный нагрев сварного шва до 1100–1350 °F после сварки и выдержка при этой температуре в течение определенного периода времени. Термическая обработка позволяет удалить дополнительный водород, снижает остаточные напряжения, связанные со сваркой, и восстанавливает ударную вязкость в зоне термического влияния.
Последующий нагрев – Нагрев, применяемый к основному металлу после сварки или резки с целью отпуска, снятия напряжения или отжига.
Источник питания – Устройство для подачи тока и напряжения, подходящее для сварки, резки и т. д.
Предварительный нагрев — Нагрев свариваемых частей конструкции перед началом сварки для минимизации теплового удара и замедления скорости охлаждения.
Температура предварительного нагрева — Температура, до которой многие низколегированные стали должны быть нагреты перед сваркой. Предварительный нагрев замедляет скорость охлаждения, предоставляя больше времени для выхода водорода, что сводит к минимуму растрескивание под бортом.Температура предварительного нагрева может варьироваться от 10 ° F до 500 ° F для профилей ½ дюйма до 300 ° F до 600 ° F для тяжелых профилей, в зависимости от сплава.
Предварительный нагрев – Нагрев основного металла перед сваркой или резкой с целью минимизации теплового удара и замедления скорости охлаждения.
Процедура — Подробные элементы процесса или метода, используемые для получения определенного результата.
Протон – Положительно заряженные частицы, входящие в состав ядер атомов.
Импульсная сварка MIG – Процесс используется в основном для сварки алюминия и нержавеющей стали. Способ управления переносом капель импульсами тока от источника питания позволяет расширить дальность распыления вниз. Этот процесс обеспечивает стабильную дугу без брызг.
Сварка с импульсной мощностью — Вариант процесса дуговой сварки, в котором мощность циклически запрограммирована на импульс, чтобы можно было использовать эффективные, но кратковременные значения мощности.Такие кратковременные значения значительно отличаются от среднего значения мощности. Эквивалентными терминами являются импульсное напряжение или сварка импульсным током.
Импульсный перенос — режим переноса металла между распылением и коротким замыканием. Конкретный источник питания имеет два уровня выходного сигнала: устойчивый фоновый уровень и высокий выходной (пиковый) уровень. Последнее позволяет передавать металл через дугу. Этот пиковый выход регулируется между высокими и низкими значениями до нескольких сотен циклов в секунду.В результате такой пиковой мощности образуется струйная дуга ниже типичного переходного тока.
Угол проталкивания — Угол перемещения, когда электрод направлен в направлении продвижения сварки. Этот угол также можно использовать для частичного определения положения пушек, факелов, стержней и балок.
Закалка / Закалка — Процесс быстрого охлаждения металлов или сплавов, таких как сталь в процессе закалки, как закалка на воздухе, закалка в масле, закалка в воде и т. д.
Радиальная трещина – Трещина, возникающая в зоне сплавления и распространяющаяся в основной металл, обычно под прямым углом к линии сплавления. Этот тип трещин возникает из-за высоких напряжений, связанных с охлаждением жесткой конструкции.
Рентгенографическое качество – Прочность сварного шва, в котором отсутствуют внутренние или подваликовые трещины, пустоты или включения при контроле с помощью рентгеновских или гамма-лучевых методов.
Выпрямитель — Электрическое устройство, используемое для преобразования переменного тока в постоянный.
Испытание на растяжение с уменьшенным сечением – Испытание, при котором поперечный участок сварного шва располагается в центре уменьшенного участка образца.
Остаточные напряжения — Внутренние напряжения, которые существуют в металле при комнатной температуре в результате (1) предшествующего неравномерного нагрева и расширения или (2) композитной структуры, состоящей из пластичной и хрупкой составляющих.
Обратная полярность — Состояние сварки, когда электрод подключен к положительной клемме, а изделие подключено к отрицательной клемме источника сварочного тока.
Корень — Самая узкая точка в зазоре между двумя свариваемыми элементами или точка в зазоре, наиболее удаленная от электрода. Обычно эти точки совпадают.
Испытание на изгиб корня — Испытание, при котором корень сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Корневая трещина — Трещина сварного шва, возникающая в корневом валике, который обычно меньше и содержит больше углерода, чем последующие валики. Трещина вызвана усадкой горячего металла сварного шва по мере его охлаждения, в результате чего корневой валик находится под напряжением.
Корневое отверстие — преднамеренный зазор между соединяемыми элементами для обеспечения 100% проплавления сварных швов типа разделки.
Корневой проход — начальный валик сварного шва, наплавленный при многопроходной сварке, требующей высокой целостности сварного шва.
Проникновение в корень – Расстояние, на которое металл шва заходит в корень шва.
Радиус корня – Нестандартный термин для обозначения радиуса канавки.
Усиление корня — Усиление сварного шва, противоположное стороне, с которой выполнялась сварка.
Рутил – природная форма минерального диоксида титана (TiO2).
SAE – Общество автомобильных инженеров
Источник питания SCR — Тип источника питания, в котором используется полупроводниковое устройство, известное как кремниевый управляемый выпрямитель, в основной силовой цепи.
Вторичный газ — В отличие от плазмообразующего газа, вторичный газ (также называемый защитным газом) не проходит через отверстие сопла.Он проходит вокруг сопла и образует экран вокруг дуги.
Самозатвердевающие стали – Стали, которые становятся мартенситными или полностью твердыми при охлаждении на воздухе при температуре выше критической или при температуре аустенизации.
Дуговая сварка с самозащитной проволокой (FCAW-S) — Вариант процесса дуговой сварки с флюсовой проволокой, при котором защитный газ получается исключительно из флюса внутри электрода
Полуавтоматическая сварка — Сварка сплошной сплошной проволокой или порошковым электродом, при которой скорость подачи проволоки, расход защитного газа и напряжение предварительно устанавливаются на оборудовании, а оператор направляет ручной сварочный пистолет вдоль стыка до быть сварены.
Сдвиг — Сила, вызывающая деформацию или разрушение элемента путем скольжения одной секции по другой в плоскости или плоскостях, которые по существу параллельны направлению силы.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между покрытым металлическим электродом и изделием. Экранирование получается за счет разложения покрытия электрода. Давление не используется, и присадочный металл получают из электрода.
Защитный / защитный газ — В отличие от плазмообразующего газа, вторичный газ (также называемый вторичным газом) не проходит через отверстие сопла. Он проходит вокруг сопла и образует экран вокруг дуги.
Дуговая сварка металлическим электродом с коротким замыканием (GMAW-S) — Вариант процесса дуговой сварки металлическим электродом, при котором плавящийся электрод осаждается во время повторяющихся коротких замыканий.
Перенос с коротким замыканием – Способ переноса металла при дуговой сварке металлическим газом при низком напряжении и силе тока.Передача происходит каждый раз, когда электрод касается или замыкает сварочную ванну, что приводит к гашению дуги. Ток короткого замыкания заставляет электрод сужаться, плавиться, а затем цикл повторяется.
Шлак – Хрупкая масса, образующаяся над наплавленным валиком на сварных швах, выполненных покрытыми электродами, порошковыми электродами, дуговой сваркой под флюсом и другими сварочными процессами, образующими шлак. Сварные швы, выполненные с использованием процессов дуговой сварки металлическим электродом и газовой вольфрамовой дугой, не содержат шлака.Меньшее окисление обычно затрудняет удаление шлака. Обычно помогает снижение скорости.
След за шлаком – Относится к тому, как шлак следует за лужей. Если шлак близко, он «забивает» ванну, что затрудняет наблюдение за дугой для сварщика. Если шлак следует быстро, это позволяет увеличить скорость перемещения. «Хорошее» вытекание шлака — это когда лужа очищается при скорости движения, при которой лужа остается продолговатой.
Шлаковые включения – дефект сварки, при котором шлак захватывается металлом сварного шва, прежде чем он сможет всплыть на поверхность.
Управление наклоном или наклоном — необходимая функция в источниках сварочного тока, используемых для дуговой сварки с коротким замыканием. Функция Slope Control снижает ток короткого замыкания каждый раз, когда электрод касается сварочной ванны.
Smooth – Перенос дуги очень стабильный.
Выкрашивание – Потеря частиц или кусков с поверхности из-за растрескивания.
Искровой тест – Тест, используемый для идентификации металла. Металл контактирует с высокоскоростным шлифовальным кругом с механическим приводом, который создает искровые узоры.Эти узоры уникальны для нескольких классов черных металлов.
Брызги – Усиление сварного шва напротив стороны, с которой производилась сварка.
Спирально-дуговая сварка (SAW) – процесс/процедура дуговой сварки, используемая в трубной промышленности.
Точечная сварка – Метод контактной сварки, обычно используемый для соединения тонких листовых материалов внахлестку.
Перенос струйной дуги — режим переноса металла через дугу, при котором капли расплавленного металла меньше диаметра электрода и аксиально направлены к сварочной ванне.Требуются высокие настройки напряжения и силы тока, а также защитный газ с содержанием аргона не менее 80 %.
Дуговая сварка струйным распылением — Процесс сварки, при котором расплавленный материал переносится в виде множества мелких капель, диаметр которых меньше диаметра присадочной проволоки.
Стабилизированная нержавеющая сталь — Сталь с высоким содержанием хрома, которая не теряет хром из твердого раствора в результате осаждения из-за добавления элементов, которые имеют большее притяжение к углероду, чем хром.
Расстояние отступа — Расстояние между самой внешней частью резака и рабочей поверхностью.
Направляющая для упора – Используется с плазменными резаками для резки с перетаскиванием. Он поддерживает фиксированное расстояние от наконечника резака до заготовки.
Сталь – Сплав железа с содержанием углерода до 1,4%, обычно меньше.
Прямая полярность — Состояние сварки, когда электрод подключен к отрицательной клемме, а изделие подключено к положительной клемме источника сварочного тока.
Деформация – Физический эффект напряжения, обычно проявляющийся растяжением или другой деформацией материала.
Напряжение – Нагрузка или величина силы, приложенной к материалу, стремящаяся деформировать или сломать его.
Трещина под напряжением – См. «радиальная трещина».
Снятие напряжения — Повторный нагрев сварного соединения до температуры ниже температуры превращения и выдержка в течение определенного периода времени. Часто используемые температура и время – 1150 °F.на 1 час. на дюйм толщины. Этот повторный нагрев снимает большую часть остаточных напряжений, возникающих в сварном соединении в результате нагрева и охлаждения во время сварки.
Вылет – Длина нерасплавленного электрода, выходящая за конец газового сопла.
Стрингерный валик – Прямой сварной валик, противоположный ткацкому валику. При наплавке ткацкий валик вызывает меньшее разбавление, поскольку сварочная ванна всегда контактирует с частью валика, образовавшейся при предыдущем колебании, а не с основным металлом.
Заглушка — Короткий отрезок присадочного металлического электрода, сварочного прутка или прутка для пайки, который остается после его использования для сварки или пайки.
Дуговая сварка под флюсом — Процесс дуговой сварки, в котором используется дуга или дуги между голым металлическим электродом или электродами и сварочной ванной. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Этот процесс используется без давления и с присадочным металлом из электрода и иногда из дополнительного источника (сварочная проволока, флюс или металлические гранулы).
Вихревой экран – Служит монтажной платформой для сопла, задает направление завихрения газа через небольшие отверстия в вихревом экране и передает электрический ток на обрабатываемую деталь.
Прихваточный шов — Сварной шов, выполненный для удержания частей сварного соединения в надлежащем положении до тех пор, пока не будут выполнены окончательные сварные швы.
Отпуск – (1) Количество углерода, присутствующего в стали: отпуск 10 – 1,00% углерода. (2) Степень твердости сплава после термообработки или холодной обработки алюминиевыми сплавами.Это обычно снижает твердость и прочность и увеличивает ударную вязкость стали.
Состояние электродов для непрерывной сварки — Жесткость или прочность электрода.
Прочность на растяжение — Сопротивление материала силе, которая действует, чтобы разорвать его на части.
Испытание на растяжение — Испытание, при котором образец подвергается растяжению до разрушения.
Торированный вольфрам – Металл, используемый в качестве эмиттера электрода плазменной резки для неокисляющего плазменного газа, такого как азот.
Горло – Цилиндрическая часть отверстия, регулирующая количество потребляемого кислорода.
Плотно – Относится к удалению шлака. Плотность означает, что он не отделяется быстро, и для его удаления потребуется умеренная стружка.
Сварка ВИГ (вольфрам в инертном газе) — Процесс дуговой сварки, при котором коалесценция производится путем нагревания дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Защиту получают от газа или газовой смеси.Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (также называемая дуговой сваркой вольфрамовым электродом в среде защитного газа — GTAW)
Расстояние между наконечником и рабочей поверхностью — Расстояние между самой внешней частью контактной трубки или наконечника и рабочей поверхностью.
Titania – Синтетическая форма диоксида титана (TiO2). В этом тексте термины рутил и диоксид титана имеют одинаковое значение.
Тройник – Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу, в форме буквы Т.
Носок – Точка на сварном шве, которая соприкасается с основным металлом. У каждого сварного шва есть два «пальца».
Трещина под носком — Трещина, возникающая на стыке между поверхностью сварного шва и основным металлом. Может быть любого из трех типов: (1) радиальная трещина или трещина под напряжением; (2) подваликовая трещина, проходящая через зону закалки ниже линии сплавления; или (3) результат плохого сплавления между осажденным присадочным металлом и основным металлом.
Расстояние от резака до рабочей поверхности — Расстояние между внешней частью резака и рабочей поверхностью.
Перенесенная дуга — Плазменная дуга, установленная между электродом плазменной дуговой горелки и заготовкой.
Превращение – Изменения в кристаллической структуре металлов, вызванные температурой и временем.
Температура превращения – температура, при которой изменяется кристаллическая структура стали, обычно около 1600°F.
Трансформатор – Электрическое устройство, используемое для повышения или понижения напряжения и обратного изменения силы тока.
Температура перехода – Температура, при которой изменяется кристаллическая структура стали, обычно в диапазоне 1500–1600°F.
Поперечная трещина – Трещина, главная ось которой ориентирована приблизительно перпендикулярно оси сварного шва.
Образец для испытания поперечного сварного шва — Образец для испытания сварного шва, главная ось которого перпендикулярна оси сварного шва.
Угол перемещения — Угол менее 90 градусов между осью электрода и линией, перпендикулярной оси сварного шва, в плоскости, определяемой осью электрода и осью сварного шва.Этот угол также можно использовать для частичного определения положения пушек, факелов, стержней и балок.
Trimix или Triple Mix — защитный газ, состоящий примерно из 90% гелия, 7-1/2% аргона и 2-1/2% диоксида углерода, используемый в основном для дуговой сварки нержавеющих сталей коротким замыканием. Поддерживает коррозионную стойкость нержавеющей стали и обеспечивает хорошее смачивание и отличную форму сварного шва.
Вольфрамовый электрод – Металлический электрод без наполнителя, используемый для дуговой сварки, дуговой резки и плазменного напыления, изготовленный в основном из вольфрама.
Предел прочности на растяжение – Максимальное усилие растяжения, которому может подвергаться материал без разрушения.
Ультрафиолетовый свет — Коротковолновый свет, излучаемый во время дуговой резки и сварки, который вреден для глаз и кожи.
Трещина под валиком / растрескивание – Дефект сварки, который начинается в зоне термического влияния и возникает из-за избыточного молекулярного водорода, захваченного в этой области. Иногда его называют холодным растрескиванием, так как оно возникает после охлаждения металла шва.
Подрез — Канавка, вплавленная в основной металл рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
В гору – Сварка в восходящем направлении.
Вертикальный сварной шов — Положение сварки, при котором ось сварного шва в точке сварки приблизительно вертикальна, а поверхность сварного шва лежит приблизительно в вертикальной плоскости.
V-образный сварной шов – Тип сварного шва с разделкой кромок.
Вольт – Единица электродвижущей силы или электрического давления, которое вызывает протекание тока в электрической цепи.
Вихрь — Интенсивный вихревой газ, похожий на торнадо. В большинстве систем плазменной дуговой резки во время резки в сопле образуется вихрь.
Ватт – Единица электрической мощности. Ватты = Вольты x Амперы
Атмосферостойкая сталь – Низколегированная сталь, специально разработанная для образования тонкого плотно прилегающего слоя ржавчины. Этот начальный слой предотвращает дальнейшее ржавление и, таким образом, отпадает необходимость окрашивания стали. Основными сплавами в этой стали являются медь и хром.
Свариваемость – Способность материала быть сваренным в заданных условиях изготовления в определенную, надлежащим образом спроектированную конструкцию и удовлетворительно работать в предполагаемых условиях.
Сварка / Сварка – Локализованное слияние металлов или неметаллов, полученное либо путем нагревания материалов до температуры сварки, с приложением давления или без него, либо только приложением давления с использованием или без использования присадочного материала.
Рабочий зажим — Узел, используемый для удержания заготовки, обычно использующий гидравлическое давление для силы зажима.
Трещина сварки – Трещина, расположенная в металле сварного шва или в зоне термического влияния.
Сертификация сварщика — Письменное подтверждение того, что сварщик выполнил сварные швы, отвечающие установленным стандартам качества сварщика.
Поверхность сварного шва — Открытая поверхность сварного шва на той стороне, с которой производилась сварка.
Сварочная дуга — Управляемый электрический разряд между электродом и заготовкой, который формируется и поддерживается за счет образования газопроводной среды, называемой дуговой плазмой.
Сварочный присадочный металл — Металл или сплав, добавляемый при выполнении сварного соединения, который сплавляется с основным металлом с образованием металла сварного шва в сварном соединении плавлением.
Оператор сварки — Тот, кто работает с адаптивным управлением, автоматическим, механизированным или роботизированным сварочным оборудованием.
Источник сварочного тока — Устройство для подачи тока и напряжения, подходящее для сварки
Процедура сварки — Подробные методы и приемы, связанные с производством сварного соединения
Сварочный пруток – Форма сварочного присадочного металла, обычно упаковываемая прямыми отрезками, не проводящая сварочный ток.
Символ сварки – Графическое изображение сварного шва
Техника сварки — Детали процедуры сварки, контролируемые сварщиком или оператором сварки.
Сварочная проволока – Форма сварочного присадочного металла, обычно упакованная в виде бухт или катушек, которая может проводить или не проводить электрический ток в зависимости от сварочного процесса, в котором она используется.
Сварное изделие – Сборка, составные части которой соединены сваркой.
Металл сварного шва — Часть сварного шва плавлением, полностью расплавившаяся во время сварки.
Сварочный проход – Один проход сварки вдоль стыка.Результатом прохода является сварной шов или слой.
Сварочная ванна — Локализованный объем расплавленного металла в сварном шве до его затвердевания в виде металла сварного шва.
Сварочная ванна – Нестандартный термин для обозначения сварочной ванны.
Усиление сварного шва — Сварной металл сверх количества, необходимого для заполнения шва.
Смачивание – Явление, при котором жидкий присадочный металл или флюс растекается и прилипает тонким непрерывным слоем к твердому основному металлу.
Скорость подачи проволоки — Скорость, с которой расходуется проволока при дуговой резке, термическом напылении или сварке.
Рабочий угол – Угол менее 90 градусов. между линией, которая перпендикулярна цилиндрической поверхности трубы в точке пересечения оси сварного шва и продолжения оси электрода, и плоскостью, определяемой осью электрода, и линией, касательной к трубе в той же точке. В Т-образном соединении линия перпендикулярна нестыкующемуся элементу.Этот угол также можно использовать для частичного определения положения орудий, факелов, стержней и балок.
Деформационное упрочнение – Способность материала упрочняться в результате холодной прокатки или другой холодной обработки, связанной с деформацией металла, такой как формование, гибка или волочение.
Заготовка – Кусок материала, подлежащий резке или строжке
Кованое железо — Коммерческий вид железа, который отличается прочностью, ковкостью и относительной мягкостью; меньше 0.3% углерода.
Предел текучести – Точка напряжения, при которой возникает остаточная деформация.