Как правильно паять медные трубы: технология, материалы, нюансы
Содержание
- 1 Свойства медной продукции
- 2 Технология пайки и этапы работ
- 2.1 Подготовительный этап
- 2.2 Выбор необходимых инструментов и материалов
- 2.3 Припои и флюсы
- 2.4 Вспомогательные материалы
- 3 Процесс и методы пайки
- 3.1 Как правильно паять медь газовой горелкой
- 3.2 Техника пайки паяльником
- 3.3 Низкотемпературная пайка
- 3.4 Высокотемпературная пайка
- 4 Достоинства сварного метода соединения
- 5 Меры безопасности
Трубопроводы из меди используются в самых различных бытовых и промышленных областях. Этот материал прост в монтаже, а также весьма долговечен, что делает его особенно привлекательным при монтаже многих инженерных систем. Трубопроводы, использующие в основе медь, используются в водопроводных системах, газо- и нефтепроводах. Они состоят из нескольких металлических элементов, требующих надежного соединения. Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Именно пайка медных труб, выполненная с полным соблюдением технологии, обеспечивает качественное, герметичное присоединение составных частей.
Прежде чем запаять медную трубку своими силами, подготавливаются необходимые инструменты и материалы. Самостоятельный ремонт будет стоить намного дешевле, чем привлекать специалиста. Имея дома небольшой комплект инструментов, можно значительно сэкономить семейный бюджет.
Содержание
- Свойства медной продукции
- Технология пайки и этапы работ
- Подготовительный этап
- Выбор необходимых инструментов и материалов
- Припои и флюсы
- Вспомогательные материалы
- Процесс и методы пайки
- Как правильно паять медь газовой горелкой
- Техника пайки паяльником
- Низкотемпературная пайка
- Высокотемпературная пайка
- Достоинства сварного метода соединения
- Меры безопасности
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Технология пайки и этапы работ
При монтаже бытовых систем, предполагающих пайку медных трубок твердым припоем, может применяться и мягкий материал. Область соединения прогревается до +250-300 °С, что позволяет припою равномерно растекаться по поверхности. При этом не допускается длительное воздействие данных температур на материал.
При этом не допускается длительное воздействие данных температур на материал.
Использование мягкого спаивания предусматривает возникновение капиллярного эффекта. Припой равномерно растекается на всей обрабатываемой области вне зависимости от ее положения. Между фитингом и трубкой максимальный зазор рекомендуется выдерживать не более 0,1-0,15 мм. Именно эти значения обеспечат надежную фиксацию соединения при использовании припоя.
Технология паяния методами, которые используют низкотемпературное воздействие, применяется наиболее широко. Он используется при монтаже комплексов отопления и водопроводов, которые эксплуатируются при температуре до +110 °С. Процесс пайки медной трубы высокотемпературным методом использует твердые припои, а также применяется в сетях, предназначенных для высокого давления, с повышенными термальными нагрузками.
Подготовительный этап
На первоначальном этапе выполняется подготовка рабочего места для пайки медных труб, а также расположение необходимого инструмента и приспособлений. Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Обязательно наличие зажимов либо вспомогательных приспособлений. Соединение спаиваемых деталей должно иметь плотное прилегание. Края спайки медных труб обязательно обрабатываются напильником, абразивом либо шлифовальной шкуркой для создания ровного среза. Данная операция проводится как с внешней поверхностью, так и с внутренней трубной частью.
Выбор необходимых инструментов и материалов
Выполнение трубных соединений из меди предполагает использование определенного оснащения. К нему относится паяльник для медных труб либо горелка, соответствующий припой и флюс, механический труборез, приспособление для снятия фасок, разнообразные детали для соединений (фитинги), а также вспомогательное оборудование.
Инструменты, необходимые для пайки, не отличаются высокой стоимостью и требуют всего лишь небольшой практики для использования. Перед началом основных работ желательно провести небольшую тренировку на обрезках для получения необходимых навыков. Это предоставит возможность освоить технологию со всеми нюансами выполнения ремонта.
Припои и флюсы
Для надежного соединения трубочек из меди применяют специальный припой для спаивания, а также флюс для обезжиривания области соединения. Этот состав обеспечивает прочное и герметичное соединение соединяемых участков. При использовании твердого и мягкого припоев в быту применяются составы с оловом, содержащие висмут, медь, серебро, сурьму. Наиболее качественными считаются соединения с серебром, однако они имеют высокую стоимость.
Вспомогательные материалы
Пайка медных труб невозможна без использования дополнительных принадлежностей. К главным элементам относится труборез либо ножовка с полотном по металлу. Для точного позиционирования изделия используется плотницкое стусло.
Для зачистки кромок применяются ершики, а также щетки, шлифовальная шкурка. С ее помощью обрабатываются как внутренние края изделия, так и внешние. Регулировать необходимый температурный режим можно феном, направляя струю горячего воздуха в рабочую область.
Процесс и методы пайки
Ремонт трубопроводных комплексов предполагает использование системы при термических нагрузках до +110 °С. При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
При этом соединение элементов выполняется при значениях гораздо больших данного значения – +250-300 °С. Именно за счет пайки медных труб своими руками при данных температурах герметично соединяет стыковочные детали. Использование обычного паяльника недостаточно для промышленных ремонтов, поэтому на производстве применяются газовые горелки.
На начальном этапе соединяемые элементы закрепляются, подготавливаются их соединяемые кромки. После обработки флюсом выполняется спаивание соединяемых частей. По окончании процесса место скрепления остужается, защищается для удаления остатков флюса.
В зависимости от технологических особенностей выполняется низкотемпературное спаивание либо высокотемпературное воздействие на деталь. Эта разница заключается в использовании термической обработки до +250 °С или же выше данного значения.
Как правильно паять медь газовой горелкой
Ремонт трубопроводов в домашних условиях производится специальными горелками ручного типа, создающими воздушный поток достаточно высокой температуры (порядка +1100 °С). Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
Качественный инструмент имеет специальный вентиль для регуляции длины пламени, а также функцию пьезоподжига. К примеру, пайка радиатора кондиционера с таким оснащенным прибором выполняется легко и быстро.
При использовании полупрофессиональных, а также бытовых моделей следует внимательно относиться к температурным показателям и вовремя отключать прибор. Эти элементы не предназначены для длительного использования.
Техника пайки паяльником
Перед тем как спаивать медные трубки паяльником следует зачистить соединяемые области. По завершении механической обработки наносится флюс при помощи кисточки, и детали соединяются. Небольшое прокручивание позволит материалу равномерно распределиться по поверхности. Для закрепления медных труб используется паяльник. Электропаяльником обрабатываются скрепляемые участки для равномерного распределения припоя. По окончании процедуры соединяемый участок охлаждается и освобождается от излишков флюса.
Низкотемпературная пайка
Выполнение спаивания изделий из меди методом низкотемпературного метода производится пропановыми горелками. Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Чтобы понять, как правильно проводить пайку медных трубок с их помощью, следует ознакомиться с технологическим процессом. Температурный нагрев места соединения достигает порядка +2500 °С. Контактируемый участок находится в постоянном движении, что предоставляет возможность его равномерного прогревания. Использование капиллярного эффекта значительно ускоряет процесс и делает его более качественным.
Высокотемпературная пайка
Данный метод используется при показателях температуры порядка +7000-9000 °С. Пайка медных трубок осуществляется газовыми горелками в любом пространственном положении. При этом теплота равномерно распределяется по всему обрабатываемому участку. При температурной разнице соединяемых элементов припой перемещается к основному источнику теплоты, минуя соединительный зазор.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
пошаговый инструктаж и разбор нюансов
Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Содержание статьи:
- Особенности процесса пайки меди
- Необходимые инструменты и материалы
- Подробная инструкция по пайке медных труб
- Шаг #1 — нарезка деталей
- Шаг #2 — зачистка и расширение срезов
- Шаг #3 — нанесение флюса
- Шаг #4 — соединение деталей
- Шаг #5 — пайка по капиллярной технологии
- Шаг #6 — обработка швов
- Рекомендации опытных мастеров
- Выводы и полезное видео по теме
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.
Процесс пайки медных трубок при монтаже водонагревательного оборудования. Нагревание выполняется ручной газовой горелкой, в качестве припоя – оловянная проволока
В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.
Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из , рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Галерея изображений
Фото из
Трубный материал должен содержать не менее 99% меди. Отожженные трубки обычно продаются бухтами длиной 25 м или 50 м, а неотожженные – прогонами длиной 3 м или 5 м
Для домашних работ обычно приобретают ручной инструмент, работающий от газового баллончика с пропан-бутаном. Удобнее работать, если предусмотрены пьезоподжиг, нагрев газа, регулировка пламени
При делении трубы на элементы обычной пилой или электролобзиком рез получается неровным. Труборез обеспечивает точность, аккуратность, отсутствие заминания
С помощью расширителя-калибратора можно расширить диаметр на конце трубки. Развальцовка трубок применяется, когда производят соединение без использования муфт
Фаскосниматель используют для подготовки разрезанных труб, чтобы очистить края от заусенцев, сделать поверхность металла более гладкой и ровной, заузить кромку
Пайка в домашних условиях обычно производится с помощью оловянного припоя. Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Перед соединением медных элементов места контакта смазывают жидким или пастообразным флюсом, который обеспечивает равномерное растекание припоя по зоне пайки
Ершиком с жесткой металлической щеточкой обрабатывают внутреннюю поверхность трубки перед нанесением пасты. Также понадобятся губка или наждачка – для наружной обработки, а ветошь – для удаления излишков флюса
Медные трубы нужного диаметра
Газовая горелка с регулировкой
Труборез для нарезания элементов
Расширитель для безмуфтового соединения
Фаскосниматель для снятия верхнего слоя металла
Припой для капиллярной пайки
Флюс или паста для обработки меди
Ершик для внутренней поверхности
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.
При соединении элементов уже смонтированного трубопровода все действия выполняются только вручную. В одной руке обычно держат горелку, в другой – припой
В одной руке обычно держат горелку, в другой – припой
Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Подробная инструкция по пайке медных труб
Чтобы набить руку, рекомендуют потренироваться на ненужных кусочках трубы. Приступать к серьезным работам следует, когда отработаны все навыки – точно отрезать деталь, правильно обрабатывать ее, пользоваться газовой горелкой. Процесс пайки можно разделить на 6 шагов.
Шаг #1 — нарезка деталей
Если нужно заменить фрагмент трубопровода или полностью собрать водопроводную/отопительную систему, потребуются куски медной трубы различной длины. Раскрой материала производится с помощью , с критериями выбора которого ознакомит рекомендуемая нами статья.
Обычно их соединяют посредством тройников, уголков, муфт. Также используют раструбный способ, при котором один фрагмент вставляют в другой, с расширенным концом.
Используя разметочный материал – рулетку и маркер – измеряем длину деталей для трубопровода. Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Затем берем труборез и нарезаем трубу на фрагменты нужной длины. Если работы проводятся на столе, можно использовать электротруборез или ручную модель с большим радиусом разгона. Для проведения работ в стесненных обстоятельствах, например, около стены, подойдет только компактный ручной инструмент.
Существуют удобные роликовые варианты со стальными лезвиями. Пользоваться ими легко: нужно надеть труборез сбоку на заранее отмеченное место реза, зафиксировать храповым механизмом, а затем вращать инструмент вокруг трубы.
Если труборез подобран правильно, то есть для тонкостенной меди, то концы трубки в месте реза не деформируются, а будут ровными и не скошенными
Советуем не производить нарезку сразу всех фрагментов – возможно, в процессе пайки трубопровод сдвинется, изменив свою конфигурацию, и длину некоторых деталей придется менять.
Шаг #2 — зачистка и расширение срезов
Плотное прилегание металлических частей и равномерное растекание гарантированы только тогда, когда максимально качественно зачищена зона соединения.
Для этого обрабатываем оба примыкающие друг к другу фрагмента и с внутренней стороны, и с внешней:
- Сначала снимаем фаску, чтобы уменьшить толщину металла и подготовить кромку под пайку. Для чего используем фаскосниматель – небольшой инструмент цилиндрической формы.
- Если два отрезка трубы будут соединяться напрямую, диаметр края одного фрагмента увеличиваем специальным инструментом – расширителем.
- Затем берем металлический ершик и обрабатываем внутреннюю сторону.
- Мелкой наджачкой или металлической губкой зачищаем до блеска внешнюю сторону.
Очищенная и обезжиренная зона детали отличается даже визуально.
Образец обработанной медной трубы под пайку: с конца снят грат, поверхность начищена. Обычно при соединении двух деталей у одной из них зачищают внешнюю сторону, у другой – внутреннюю – по месту примыкания
Если применяется муфта или уголок, перед пайкой необходимо подготовить оба конца, у тройника – все три.
Шаг #3 — нанесение флюса
Для соединения или водоснабжения используют различные виды флюса и пасты. Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Пасту или густой гель наносить удобнее, чем жидкий флюс. Плотное и вязкое вещество распределяется более равномерно по металлической поверхности и не стекает
Состав флюса может быть разным. Очистительные функции обычно выполняют хлорид цинка, соляная или борная кислота. Защиту от кислорода обеспечивает наличие канифоли, воска или смолы.
Жидкие растворы продаются в тубах, а паста – в небольших пластиковых баночках. Кисточка для нанесения состава обычно идет в комплекте, если ее нет, то можно купить любой альтернативный вариант в канцелярском магазине – для клея или для краски.
Процесс нанесения достаточно прост: необходимо обмакнуть кисть в пасту и нанести тонкий, но заполняющий всю зону примыкания, слой на поверхность трубки
Наносить толстый слой считается ошибкой – при тесном контакте лишняя паста выдавливается, ее все равно приходится удалять.
Шаг #4 — соединение деталей
При соединении двух отрезков трубы или фитинга и трубы флюс наносят обычно на край детали, которая вставляется внутрь. Второй элемент обрабатывать флюсом нет смысла – при контакте он одинаково распределится по обеим примыкающим поверхностям.
Проворачиваем детали относительно друг друга, чтобы паста распределилась по зоне контакта, затем ветошью убираем выступившие наружу излишки раствора.
Перед пайкой флюса или пасты на металлической поверхности быть не должно, иначе припой будет растекаться не в зазор между деталями, а в противоположную сторону – вдоль трубы
Выполнив соединение, необходимо как можно быстрее произвести . Оставлять надолго подготовленные детали не рекомендуют, чтобы паяльная паста не утратила своих качеств.
Шаг #5 — пайка по капиллярной технологии
В сборке отопительных и водопроводных применяют низкотемпературную капиллярную пайку, соответственно, подбирают легкоплавкий припой.
Процесс пайки происходит в следующем порядке:
- включаем газовую горелку;
- направляем пламя на место соединения;
- перемещаем струю пламени по всей поверхности рабочей зоны, чтобы обеспечить равномерный прогрев;
- когда детали разогрелись до температуры плавления припоя, подносим его к зазору и касаемся в нескольких местах так, чтобы он полностью заполнил пространство между деталями.


Если все действия выполнены правильно, припой после остывания должен образовать прочное герметичное соединение. Снаружи оно выглядит как шов, отличающийся цветом.
Соединение низкотемпературной пайкой должно остыть в естественных условиях. Во время остывания детали лучше не сдвигать, но можно аккуратно удалить еще не остывшие излишки припоя мокрой тряпкой
Умение пользоваться горелкой, вовремя подносить и отводить ее, очень важно. Как только разогретый припой начнет втягиваться внутрь зазора, ее лучше убрать, чтобы не перегреть детали.
Если чувствуете, что припой перестал плавиться и требуется повысить температуру, снова поднесите горелку. Проверять прочность и герметичность соединения можно только после полного остывания деталей.
Шаг #6 — обработка швов
Опытные мастера обычно в совершенстве владеют техникой и осуществляют его буквально в течение одной минуты. При этом они касаются припоем всего в одном месте, после чего он растекается по зоне соединения и не выступает из-под верхней детали.
Но на практике, особенно у новичков, чаще припой остается, образуя рубцы изнутри и снаружи. Внутренние в дальнейшем могут спровоцировать отложения, а внешние выглядят не эстетично, поэтому их необходимо удалить.
Очистку можно производить наждачной бумагой, металлической щеткой или ершиком – теми же предметами, что использовались для подготовки под пайку.
Если убрать застывший припой, поверхность деталей и зона шва будут гладкими. Узнать место пайки можно лишь по цвету, так как припой обычно отличается серебристым оттенком
После финишных штрихов – зачистки зоны пайки – работа считается законченной. Можно приступать к следующему соединению.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Выводы и полезное видео по теме
Видео #1. Мастер-класс по пайке наглядно:
Видео #2. Врезка в трубу посредством пайки:
 youtube.com/embed/T27mIJA6TcQ» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/T27mIJA6TcQ» allowfullscreen=»allowfullscreen»/>Видео #3. Особенности высокотемпературной пайки трубок для кондиционеров:
Технология пайки доступна всем желающим, так как не требует сложных умений или багажа специальных знаний. Достичь мастерства можно за несколько практических занятий, а материалы и инструмент приобрести в ближайшем строймаркете.
Но при сборке систем отопления или водоснабжения рекомендуем новичкам все же заручиться помощью более опытных монтажников, так как ошибки пайки могут обернуться аварией и дополнительными расходами.
Пишите, пожалуйста, комментарии, задавайте вопросы, размещайте фото по теме статьи в расположенном ниже блоке. Расскажите о том, как паяли медные трубки собственными руками. Не исключено, что описанные вами технологические тонкости пригодятся посетителям сайта.
Статьи » Не так страшна пайка медных труб, как ее малюют: учимся на практике
Медные трубы вошли в обиход относительно недавно, но уже хорошо зарекомендовали себя в системах водоснабжения и отопления. Медь высшего качества обеспечивает выигрыш в пластичности и гибкости при большом запасе конструктивной прочности и устойчивости к коррозии. Тем не менее домовладельцы не спешат воспользоваться плодами прогресса: многих смущает непривычная технология соединения труб, хотя в действительности пайка медных труб не такой уж и сложный навык, который под силу освоить каждому, и наша статья тому подтверждение!
Медь высшего качества обеспечивает выигрыш в пластичности и гибкости при большом запасе конструктивной прочности и устойчивости к коррозии. Тем не менее домовладельцы не спешат воспользоваться плодами прогресса: многих смущает непривычная технология соединения труб, хотя в действительности пайка медных труб не такой уж и сложный навык, который под силу освоить каждому, и наша статья тому подтверждение!
Качественная медь – один из самых удобных для пайки металлов. Медные поверхности легко очищаются от окислов, обеспечивая отличное сцепление, многократно усиленное за счёт капиллярного эффекта – во время пайки припой растекается по всем направлениям, заполняя все зазоры.
Грамотно смонтированный медный трубопровод способен долгое время выдерживать высокое давление и воздействие агрессивных сред, практически не нуждаясь в ремонте и сервисном обслуживании. Прокладывая сети отопления и водоснабжения, необязательно продумывать доступ к коммуникациям – медные трубы можно заштукатурить, залить раствором и замаскировать стеновыми панелями, не опасаясь вреда для системы.

Единственное замечание – в период изменения температурных режимов трубопроводы становятся уязвимыми к механическим воздействиям. Но с этим недостатком меди легко справиться, если использовать при разводке сетей прокладочные материалы с амортизирующими свойствами – полимерные гофры или ПВХ-изоляцию.
При таком наборе достоинств медные трубы, разумеется, не могут стоить дёшево, однако при прокладке коммуникаций есть возможность сэкономить на фитингах. При расчёте на один погонный метр смонтированной системы стоимость медных трубопроводов ненамного выше стоимости пластиковых аналогов.
Собираем паяльный инструмент
Правильно подобранный инструмент заметно упрощает монтаж отопительной системы или водопровода. Медь относится к числу мягких металлов: сильный нажим может повлечь за собой деформации, нарушающие герметичность швов, поэтому резать трубы следует только при помощи качественного трубореза.
Поскольку для разводки коммуникаций обычно заказывают комплект труб одного типоразмера, одну из труб придётся расширить, поэтому в арсенал также следует включить труборасширитель. В качестве припоя чаще всего используют олово, а источником открытого огня обычно выступают газовые горелки с пьезоподжигом или компактные модели, работающие от газовых баллонов.
В качестве припоя чаще всего используют олово, а источником открытого огня обычно выступают газовые горелки с пьезоподжигом или компактные модели, работающие от газовых баллонов.
Ради соблюдения точности соединений монтаж систем водоснабжения и отопления выполняется при помощи уровня, рулетки, маркера и молотка, а для подготовки рабочих поверхностей также потребуются для удаления окислов и других загрязнений, препятствующих адгезии.
Подготовка труб к пайке: расчищаем поле действия
В основе удачного монтажа трубопроводов лежит грамотная разработка проекта системы водоснабжения и отопления: чем тщательнее проработана схема, тем ниже вероятность ошибки.
Сборка медного трубопровода начинается с подготовки отрезков нужной длины. Во время резки важно держать трубу перпендикулярно труборезу – тогда кромка получится ровнее. После нарезки с отрезков снимают фаску, чтобы образовавшиеся при резке заусенцы не мешали трубам плотно заходить друг в друга. Затем сложите на полу все отрезки трубопровода согласно схеме и начинайте паять трубы по месту расположения стыков. При этом шаровые краны располагают на подготовленных элементах с резьбой, после чего монтируют их в систему уже в собранном виде.
При этом шаровые краны располагают на подготовленных элементах с резьбой, после чего монтируют их в систему уже в собранном виде.
Следующий этап – подготовка рабочих поверхностей. Проще всего зашлифовать трубу наждаком, но это не самое удачное решение, так как внутри отрезка могут остаться мелкие абразивные частицы, нарушающие сцепление. Для обработки внутренней поверхности труб лучше воспользоваться щёткой, а затем пройтись по ней ёршиком. Вторую трубу расширяют до необходимого диаметра при помощи труборасширителя и молотка, затем вставляют один отрезок в другой так, чтобы оставался небольшой зазор, после чего зачищают края и внутреннюю поверхность расширенной трубы щёткой и ёршиком.
Флюс-пасту наносят на отрезок меньшего сечения, аккуратно растушёвывая её кистью, чтобы состав ложился ровным слоем. Не стоит накладывать слишком много флюса, иначе при нагреве внутрь трубопровода попадёт припой, а образующиеся капли производят лишний шум. Теперь трубы можно вставить одна в другую, удаляя избытки пасты увлажнённой материей.
Испытание огнём для медных труб: как правильно выполнить соединение
Каждое новое соединение следует прогревать горелкой, следя за равномерным обогревом паяемых поверхностей. Когда флюс окрасится в серебристые тона, пламя гасят и подносят припой к месту стыка, который тут же расплавится и начнёт растекаться, заполняя пустоты. Когда на поверхностях труб выступят капельки припоя, пайку прекращают, не допуская перегрева, так как при чрезмерном высокотемпературном воздействии не проявляется капиллярный эффект, ради которого всё и затевалось. Для полноценного разогрева соединений, как правило, достаточно 15–20 секунд. Окна и двери во время пайки держат открытыми – из соображений пожарной безопасности в помещении должна быть обеспечена хорошая вентиляция.
Когда медь потемнеет, пайку немедленно прекращают и дают швам остыть, после чего промокают свежий шов влажной тканью. Смонтированный трубопровод промывают горячей водой под мощным напором, убирая остатки флюс-пасты и припоя. Качество соединений проверяют, заполняя систему водой под максимальным рабочим давлением.
Качество соединений проверяют, заполняя систему водой под максимальным рабочим давлением.
Если у вас недостаёт опыта пайки, поначалу стоит потренироваться на обрезках труб – обычно необходимые навыки вырабатываются со второй-третьей попытки. Немного терпения – и всё получится!
пайка холодильных трубок, пайка холодильников, пайка медных труб, пайка трубопроводов холодильника, тольятти
Пайка широко применяется при капитальном ремонте и монтаже трубопроводов холодильного агрегата. Основные виды паянных соединений медь-медь, медь-сталь, медь-алюминий.
При пайке швов медь-медь, медными припоями подготовленный стык помещают между горелкой и экраном и разогревают до 600°С ( темно-вишневый цвет меди). Предварительно нагретый припой окунают во флюс, плавят путем прижатия прутка к разогретому стыку. При пайке стыков медь-сталь и сталь-сталь используется серебросодержащий припой.
| шов сталь-медь | шов медь-медь |
Тип припоя определяется соотношением меди и других металлов в его составе.
Пайка — образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор и последующей его кристаллизации
Припой
— это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.
Флюс — вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования. Флюс может участвовать в образовании припоя путем выделения из него компонентов, разлагающихся при пайке металла
Паяемость — свойство материалов образовывать соединение при заданном режиме пайки.
Режим пайки — совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой — паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений. Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева — условия бездефектности паяного соединения.
Пайка трубопроводов холодильника,
устранение утечек фреона — это одна из услуг,
которые оказывает
мастерская по ремонту холодильников
заказчикам в Тольятти.
При оформлении заявки
на ремонт холодильника
Вам гарантированы:
- Пайка трубопроводов холодильников квалифицированным мастером
- Использование высококачественных припоев для пайки трубок холодильника
- Выезд на место в удобное для заказчика время
- Гарантия на ремонт холодильника до 12 месяцев
- Срочный ремонт холодильников в день звонка
- Недорогой ремонт холодильников по приемлемой цене
- Удобный график работы
- ремонт холодильников без праздников и выходных
- Мобильная мастерская по ремонту холодильников
- Пайка холодильников на дому
- Профессиональное оборудование для пайки холодильника
- Весь спектр работ по линейному и капитальному ремонту холодильников
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ | ||
Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента | ||
| СВАРОЧНЫЙ ПОСТ | ||
| Переносной газосварочный пост — переносное устройство, состоящее из платформы, баллона с кислородом, баллона с MAРР- газом, газопламенной горелки, газовые рукава,регулятор давления баллонный кислородный одноступенчатый (редуктор). |
1 2 3 4 5 6 7 8 9 10
Сварочный пост для пайки медных труб – чем паять медь с медью?
Содержание
- Сварочные посты в широком ассортименте
- Виды работ, выполняемы с помощью газосварочных постов
- Достоинства сварного метода соединения
- Меры безопасности
- Какие инструменты и материалы нужны
- Виды флюсов и припоев, особенности работы с ними
- Мягкие припои
- Твердые припои
- Зачем нужна паяльная паста
- Технология пайки
- Работа с паяльником
- Работа с горелкой
- Можно ли паять медь оловом
- Пайка серебряным припоем
- Как спаять медь и нержавейку
- Как припаять медь к железу
- Основные ошибки при пайке своими руками
- Техника безопасности
- Свойства медной продукции
- Особенности пайки стали при помощи серебряного припоя
- Пайка медных труб с применением медно-фосфорного припоя
- Публикации по теме:
Сварочный пост для газовой сварки является неотъемлемой частью арсенала мастера по ремонту холодильного и климатического оборудования. С помощью данного прибора выполняют резку, пайку и сваривание цветных металлов, используя специальные припои.
С помощью данного прибора выполняют резку, пайку и сваривание цветных металлов, используя специальные припои.
Сварочные посты в широком ассортименте
Состоит переносной сварочный пост из газовой горелки, баллонов с кислородом и газом, редуктора, шлангов, переходников, а также специального кейса для хранения и транспортировки комплектующих. А преимуществами данных приборов являются:
- выполнение большого комплекса работ в автономном режиме, независимо от наличия источников питания;
- высокое качество сварных швов и надежность соединений, благодаря чему система будет герметичной, а оборудование – производительным;
- высокая температура пламени – до 3500 °C, поэтому переносной сварочный пост актуален для сваривания различных металлов и сплавов;
- прочные материалы производства, горелка и баллоны выполнены из антикоррозийной стали, шланги – из устойчивой к деформации многослойной резины;
- возможность регулирования мощности пламени, горелка способна производить тонкое и широкое пламя.

Рекомендуется купить сварочный пост для пайки меди, также этот комплект приборов позволяет полностью и результативно выполнить задачи не только по свариванию деталей, а также проводить монтажные и другие работы. В зависимости от типа газа, используемого в оборудовании, сварка может быть ацетиленовой, пропановой, МАПП, водородной и пропан-бутановой.
Виды работ, выполняемы с помощью газосварочных постов
Выполнение сварочных работ в газовой среде позволяет избежать появления оксидов на сварочном шве и различных шлаковых включений. Поэтому необходимо купить сварочный пост для пайки меди, а также выполнения ряда многих других работ, это может быть:
· соединения стальных изделий небольшой толщины, сварки цветных металлов и деталей из чугуна;
· изготовление отдельных деталей и механизмов различных машин и агрегатов с целью получения прочного неразъемного соединения, в особенности, если эти детали будут работать в условиях высокого давления и температур;
· резка металлов различного типа, используя переносной сварочный пост, можно выполнит резку любой сложности без особых усилий.
Наиболее популярные и востребованные модели оборудования представлены в онлайн каталогах интернет-магазина «Супермаркет холода». Мы предлагаем сварочный пост для газовой сварки купить недорого от лучших брендов с оптимальным соотношением качества и цены, а также с комфортной доставкой в любой регион Украины.
Достоинства сварного метода соединения
Выполнив пайку медных трубок своими руками с соблюдением технологии, соединению можно обеспечить высокую долговечность и прочностью. При этом соединения весьма доступны и просты в эксплуатации. Перед тем как спаять медные трубки в бытовых условиях, рекомендуется ознакомиться с технологией работ. Трубкой, спаянной в домашних условиях, можно надежно пользоваться десятилетиями. Использование разнообразных сварочных режимов предоставляет возможность для выбора приемлемых условий сварного соединения.
Меры безопасности
Спаивание трубопроводов из меди требует соблюдения мер безопасности как при использовании электроинструмента, так и при работе с газовым оборудованием. Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
Заранее позаботьтесь об элементарных средствах пожаротушения, защитной амуниции. В месте проведения работ следует оборудовать хорошую вентиляцию. Любые работы необходимо проводить исключительно в соответствующей спецодежде.
Рекомендуем также к прочтению:
Пайка нержавеющей стали в домашних условиях
Особенности пайки алюминия своими руками
Способы пайки серебра
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Рекомендуем также к прочтению:
Правила и особенности пайки медных труб
При какой температуре плавится олово
Свойства медной продукции
Промышленность выпускает два типа трубных изделий из меди (не менее 95% основного материала): отожженного типа, не отожженные. Технология пайки медных труб зависит именно от их вида и использует соответствующее оборудование. Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
Отожженные изделия проходят после формовки финальную термическую обработку при +600-700 °С. Она восстанавливает эластичные свойства, а также способствует повышению их характеристик – они могут выдерживать давление замерзшей воды.
При этом их прочность заметно понижается при увеличении температуры нагрева. Пайка медной трубы зависит от ее физических свойств. Не отожженные изделия выпускаются мерными штангами длиной 3, а также 5 м, отожженные – бухтами, содержащими трубы по 25 либо 50 м. Чтобы правильно припаять медную трубку в домашних условиях, рекомендуется просмотреть видео, объясняющее, как припаять элемент.
Особенности пайки стали при помощи серебряного припоя
Для хорошего смачивания и проникновения припоя в зазоры между соединениями наносят флюс. Далее нагревают пруток припоя и погружают его о флюс. Таким образом, он покрывается тонким слоем, что предотвращает образование окиси цинка на свариваемой поверхности. После окончания пайки остатки флюса удаляют.
После окончания пайки остатки флюса удаляют.
Пайка медных труб с применением медно-фосфорного припоя
Используя твердый припой, для качественного соединения труб, следует подобрать оптимальный вид пламени. Если пламя горелки сильно уменьшается, то это свидетельствует о слишком большом содержании газообразного топлива в газовой смеси. Быстрее нагревает и очищает поверхность металла незначительно уменьшающееся пламя.
Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
Припой не будет равномерно распределяться между соединяемыми трубами, когда внутренняя труба больше нагрета, чем наружная и в обратном порядке. Необходимо полностью равномерно разогревать всю поверхность свариваемых труб, только в этом случае припой будет равномерно проникать в зазор соединений.
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Медная труба для пайки (DIY) | Семейный мастер на все руки
Обновлено: 25 ноября 2019 г.
Советы и приемы, которые необходимо знать
Следующий проект›
Семейный мастер на все руки
Есть правильный способ паять медную трубу — и неправильный. Узнайте разницу, чтобы ваш следующий проект по сантехнике в ванной или кухне был успешным и безотказным.
Авторы журнала «Сделай сам» из журнала «Семейный мастер на все руки»
Не допускайте расплавления близлежащих паяных соединений, обернув их влажной тряпкой
Влажная тряпка для защиты суставов
Намочите и отожмите полоску ткани шириной 2 дюйма и оберните ее вокруг арматуры, которую вы хотите защитить. Влажная тряпка поглощает тепло и предотвращает расплавление припоя в существующем соединении.
Используйте газ MAPP для ускорения работы
Наконечник горелки
Бессвинцовый припой плавится при более высокой температуре, чем припой на основе свинца, запрещенный в настоящее время. Газовые горелки MAPP горят сильнее, чем пропановые, что делает их лучшим выбором для современной пайки. От пяти до 10 секунд нагрева газовой горелкой MAPP — это все, что требуется, прежде чем вы сможете подавать припой в большинство отверстий диаметром от 1/2 до 3/4 дюйма. трубы и фитинги. Однако будьте осторожны. Легче перегреть соединение с газом MAPP. Если флюс почернел, а припой не затекает в фитинг, соединение перегрето.
Если флюс почернел, а припой не затекает в фитинг, соединение перегрето.
Используйте пламегаситель
Избегайте возгорания
Не выполняйте пайку рядом с деревом или другим легковоспламеняющимся материалом, не защитив его от пламени.
Пламегаситель
Эти небольшие огнезащитные одеяла можно приобрести в хозяйственных магазинах и магазинах товаров для дома. Вы вешаете один за стыком, над которым работаете, чтобы изолировать горючий материал и помочь предотвратить пожар. В крайнем случае вместо него можно использовать кусок листового металла. Смачивание области вокруг места пайки пульверизатором с водой также помогает предотвратить возгорание. В качестве меры предосторожности держите под рукой огнетушитель.
Купить новые фитинги
Старые фитинги
Не использовать повторно старые фитинги. Вместо этого утилизируйте их. Разборка и чистка старой фурнитуры отнимает много времени и сил. И есть большая вероятность, что они протекут. Лучше купите новую фурнитуру. Вы получите лучшие результаты за меньшее время.
Лучше купите новую фурнитуру. Вы получите лучшие результаты за меньшее время.
Используйте необходимое количество припоя
Избегайте избытка припоя
Не добавляйте слишком много припоя в соединение. Заманчиво расплавить несколько дюймов припоя в месте соединения в качестве дополнительной страховки от утечки. Но излишки припоя могут скапливаться внутри труб, ограничивая поток воды, и могут образовывать маленькие шарики, которые отрываются и повреждают клапаны кранов. Используйте около 1/2 дюйма припоя на 1/2 дюйма. трубы и 3/4 дюйма для 3/4 дюйма. трубка. Вот подсказка. Согните конец припоя под прямым углом, оставив несколько дюймов ниже изгиба. Изгиб облегчает определение того, сколько припоя вы использовали.
Следите за тем, чтобы резьба не припаивалась
Не допускайте попадания припоя на резьбовые соединения
Капли припоя могут забить резьбу, что затруднит хорошее уплотнение при завинчивании соответствующей детали.
Выполните следующие действия, чтобы избежать проблемы.

Если резьбовой фитинг расположен так, что припой стекает на резьбу, вместо этого припаяйте трубу и фитинг на верстаке, чтобы фитинг был направлен вверх. Если вам нужно припаять фитинг с резьбой, где припой будет стекать на резьбу, обязательно удалите лишний флюс вокруг соединения после того, как вы соберете трубу и фитинг. Лишний флюс может стекать на резьбу, заставляя припой следовать за ним.
Использовать флюс для лужения
Флюс
Флюс для лужения работает так же, как и стандартный флюс, но содержит немного порошка серебряного припоя, который плавится при нагревании. Образовавшийся тонкий слой припоя помогает обеспечить герметичность соединения. Флюс для лужения доступен в большинстве хозяйственных магазинов и домашних центров и стоит лишь немногим больше, чем стандартный флюс.
Держите трубы сухими при пайке
Остановите воду заглушкой
Не пытайтесь спаивать трубы с водой. Когда вы ремонтируете или подсоединяете существующие медные трубы, обычно в них обнаруживается небольшое количество воды даже после того, как вы закрыли вентиль и слили трубы. Паять соединения в трубах, содержащих даже небольшое количество воды, практически невозможно. Большая часть тепла от горелки уходит на превращение воды в пар, поэтому медь не нагревается настолько, чтобы расплавить припой. Остановите струйку воды заглушкой. Вставьте заглушку в трубу с помощью прилагаемой трубки-аппликатора. Когда вы закончите пайку, растворите вилку, держа горелку под местом, где находится вилка. Заглушки на 1/2 дюйма. или 3/4 дюйма. трубы продаются в домашних центрах и хозяйственных магазинах.
Паять соединения в трубах, содержащих даже небольшое количество воды, практически невозможно. Большая часть тепла от горелки уходит на превращение воды в пар, поэтому медь не нагревается настолько, чтобы расплавить припой. Остановите струйку воды заглушкой. Вставьте заглушку в трубу с помощью прилагаемой трубки-аппликатора. Когда вы закончите пайку, растворите вилку, держа горелку под местом, где находится вилка. Заглушки на 1/2 дюйма. или 3/4 дюйма. трубы продаются в домашних центрах и хозяйственных магазинах.
Старый трюк заключался в том, чтобы засунуть в трубу комок мягкого белого хлеба, чтобы временно остановить струйку воды. Это работает, но вы рискуете засорить аэраторы и клапаны частично растворившимся хлебом.
Сборка труб по частям
Предварительная сборка перед пайкой
Вырезать, оплавить и собрать часть труб и спаять их все сразу. Паять по одному стыку за раз неэффективно. При необходимости используйте хомуты для крепления труб. Будьте осторожны, очистите и оплавьте конец каждой трубы и внутреннюю часть фитингов перед их сборкой. Затем, непосредственно перед тем, как начать пайку, плотно вставьте трубы в фитинги, чтобы убедиться, что они полностью сидят. Начните паять с одного конца сборки и методично двигайтесь от одного стыка к другому.
Затем, непосредственно перед тем, как начать пайку, плотно вставьте трубы в фитинги, чтобы убедиться, что они полностью сидят. Начните паять с одного конца сборки и методично двигайтесь от одного стыка к другому.
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для этого проекта «Сделай сам» перед началом работы — вы сэкономите время и нервы.
- Ветошь
- Паяльная горелка
- Труборез
Вам также понадобится флюсовая щетка, наждачная бумага и проволочные щетки для очистки труб, а также пламегаситель.
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, подготовив все материалы заранее. Вот список.
- Медная труба и фитинги
- СЛАБЕРИТЕЛЬНЫЙ СПОРТ
- MAPP GAS
- Проводки
- Струп.
ⓘ
Узнайте, как паять медные трубы
Домашнее обслуживание | Сантехника | THDПроспективный | Дом Депо | Знание инструментов | Обзор инструмента
Узнайте, как легко паять медные трубы.
Протрите суставы с помощью горелки Bernzomatic для шлангов.* Этот пост спонсируется The Home Depot и содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам.
Медные трубы очень распространены в быту благодаря своей гибкости, долговечности и устойчивости к бактериям. Знание того, как паять или соединять медные трубы и фитинги, может оказаться очень полезным в крайнем случае или при ограниченном бюджете.
ВОТ ЧТО ВАМ ПОТРЕБУЕТСЯ
- Комплект шланговой горелки Bernzomatic
- Бессвинцовый флюс для лужения
- Кислотные кисти
- Проволочная щетка
- Наждачная бумага
- Припой
- Медная труба
- Фитинг для медных труб
- Огнетушитель или спрей для огнетушителя (на случай чрезвычайной ситуации)
ИНСТРУМЕНТ
Для этого проекта комплект шланговой горелки Bernzomatic MAP-Pro – отличное универсальное решение.
Он идеально подходит для пайки, пайки и термообработки. Этот комплект поставляется со шланговой горелкой на 14,1 унции. Баллон mAP-pro и кобура для топлива. Он имеет автоматический зажигатель, что делает его очень простым в использовании. Топливо также можно прикрепить к ремню для инструментов с помощью чехла для топливного ремня, который уменьшает вес руки от резака. Пламя также регулируется, и вы можете зафиксировать его на месте для непрерывного использования.НАЧНИТЕ ОЗНАКОМИТЬСЯ С ФАКЕЛОМ.
Подсоедините шланговую горелку к топливному цилиндру, скручивая баллон, а не шланг. И полностью откройте регулирующий клапан, повернув ручку против часовой стрелки. Как только он перестанет нажимать, направьте горелку от себя и нажимайте кнопку зажигания, пока не появится пламя.
Верхняя кнопка — это кнопка блокировки запуска. Это закроет пламя.
Вы можете отрегулировать высоту пламени, повернув регулировочный клапан в верхней части топливного цилиндра.
Поместите топливный баллон в держатель топлива.
КАК ЗАПАЯТЬ ИЛИ ЗАПАЯТЬ ТРУБУ
Убедитесь, что фитинг подходит по размеру к вашим трубам.
Очистите трубу и фитинг
Подготовьте трубу и фитинг, аккуратно отшлифовав их наждачной бумагой. Отшлифуйте, пока поверхность трубы не станет гладкой. Вы также можете использовать проволочную щетку. Выровняйте внутреннюю часть фитинга трубы.
Нанесите флюс
Кислотной кистью нанесите флюс на медную трубу и внутреннюю часть фитинга.
Вставьте трубу в медный фитинг и поверните ее, чтобы флюс полностью распространился.
Подготовьте припой
Возьмите проволоку для припоя и разверните ее на нужную длину. Обычно это около 10 дюймов.
Потейте трубу.
Зажгите горелку и равномерно распределите тепло вокруг трубы и фитинга.
Вы увидите, как флюс начнет пузыриться по мере нагрева трубы.
Убедитесь, что обе стороны трубы полностью нагреты.Нанесите припой
Пока пламя еще горит, прикоснитесь припоем к трубе. Он должен начать таять. Если это не так, труба недостаточно горячая.
Нанесите припой вокруг трубы и фитинга и удалите пламя.
Осмотрите пайку вокруг фитинга.
Осмотрите припой вокруг трубы и фитинга. Осмотрите все вокруг соединения. Не прикасайтесь к нему, потому что трубка очень горячая. Убедитесь, что в припое нет пузырей или отверстий, через которые может просачиваться вода.
Очистите фитинг.
Протрите трубу и фитинг ветошью и с помощью проволочной щетки удалите излишки припоя.
Выключите и уберите горелку
Когда вы закончите, выключите зажигание. Закройте регулирующий клапан, полностью повернув его по часовой стрелке. Извлеките резак из цилиндра и храните комплект в хорошо проветриваемом помещении при температуре не выше 120 градусов (F).
Я подтверждаю, что Home Depot сотрудничает со мной для участия в кампании ProSpective 2018. В рамках Программы я получаю вознаграждение в виде продуктов и услуг с целью продвижения The Home Depot. Все высказанные мнения и опыт являются моими собственными словами. Мой пост соответствует Кодексу этики Ассоциации маркетинга из уст в уста (WOMMA) и применимым правилам Федеральной торговой комиссии.
Для получения дополнительных руководств по инструментам и проектов DIY ознакомьтесь с этими сообщениями:Инструменты 101: как использовать торцовочную пилу ##THDProspective#Bernzomatic Hose Torch Kit#Медные трубы#устранение протекающих труб#Home depot#сантехника#пайка#пайка труб#пайка#пот#пот трубы
Похожие сообщения
Осень | Обслуживание дома | HVAC
Сэкономьте этой осенью на счетах за ремонт с помощью этого 13-ступенчатого руководства по обслуживанию печи!
Итак, мы снова здесь, осталось всего несколько недель до первого снегопада.
Большинство из нас уже начали подготовку к зиме, складывая садовую мебель, игрушки для бассейна и украшения для лужайки, спасая их от надвигающихся зимних условий. И хотя важно привести свой дом в порядок снаружи, возможно…Читать далее Сохраните счет за ремонт этой осенью с помощью этого 13-ступенчатого руководства по обслуживанию печи!Продолжить
Работа с медной трубой – Экстремальные инструкции
Имея небольшое ноу-хау и правильные инструменты, пайка медных труб – это навык, который может получить любой домовладелец может освоить.Вероятно, можно с уверенностью сказать, что медные водопроводы есть в большинстве американских домов, и на то есть веские причины. С медью относительно легко работать, она допускается сантехническими нормами, не придает воде неприятных запахов или привкусов и устойчива к минеральным отложениям, присутствующим в большинстве бытовых систем водоснабжения. Медная труба также легко модифицируется или ремонтируется.
Хотя трубы из ПВХ дешевле, они обычно используются для отходов и вентиляции или в готовых домах.Для работы с медными трубами требуется несколько основных и специализированных инструментов, которые станут достойным вложением в ваш ящик для инструментов. К ним относятся резак, чистящие инструменты и пропановая горелка. Другие распространенные инструменты, которыми вы, вероятно, владеете, включают рулетку, дрель/шуруповерт и перовые сверла (для сверления отверстий в элементах каркаса), влажную тряпку, пульверизатор с водой, защитные очки и перчатки.
Специализированные сантехнические инструменты помогут вам добиться профессиональных результатов. Например, медную трубу можно разрезать ножовкой, но такой подход обычно приводит к неровным краям трубы. Труборез, с другой стороны, поможет вам сделать чистый, квадратный разрез и позволит вам каждый раз делать хороший стык.
В то время как медную трубу можно разрезать ножовкой, намного лучше будет разрезать труборез.Существует несколько способов очистки медных труб и фитингов перед пайкой (например, стальной мочалкой или наждачной шкуркой), но наиболее эффективным способом является использование инструмента, специально предназначенного для этой задачи.
Удалите налет с медной трубы и фитинга с помощью чистящего инструмента. Показанный инструмент «четыре в одном» популярен среди сантехников и предназначен для очистки внутренней части фитингов и наружной поверхности медных труб размером 1/2 и 3/4 дюйма. Этот инструмент быстро удалит грязь и окисление и повысит ваши шансы на качественную пайку.Для пайки необходима пропановая горелка, в наличии есть разные. В то время как профессиональные сантехники обычно используют 5-фунтовый баллон с ацетиленом, соединенный со шлангом и горелкой, сантехник может вполне обойтись портативной автономной пропановой установкой. Если вы покупаете пропановую горелку, ищите ее с функцией автоматического зажигания и блокирующим переключателем или кнопкой включения/выключения.
Лучший припой для работы с медными трубами не содержит свинца. На самом деле, строительные нормы требуют бессвинцового припоя для бытовых водопроводов, потому что припой на основе свинца может попасть в воду, находящуюся в трубе.
Даже незначительное количество свинца в питьевой воде может представлять опасность для здоровья, особенно для детей, пожилых людей и людей с ослабленной иммунной системой. Безсвинцовым припоем может быть любая комбинация олова, серебра, сурьмы и висмута — все они безопасны для систем питьевой воды. Бессвинцовый припой обычно продается в рулонах по 1 фунту и имеет более высокую температуру плавления, чем свинцово-оловянный припой.Спланируйте процедуру
В новостройках с открытыми стенами работать с медными трубами относительно легко. С другой стороны, реконструкция или ремонтные работы требуют значительно больше работы, потому что трубы обычно скрыты за существующими стенами. Обычно это включает удаление стеновых покрытий и сверление отверстий в элементах каркаса. После того, как сантехника будет завершена и проверена на наличие утечек, настенные покрытия должны быть переустановлены и закончены.
Все работы по установке медных труб, будь то новые или реконструируемые, начинаются с плана.
В общем, чего вы хотите добиться? Планируйте как можно меньше паяных соединений. Затем определите материалы, необходимые для задачи, и подготовьте их, а также дополнительные детали перед началом работы. Например, если вы устанавливаете новую линию холодной воды, для которой требуется 10 футов 1/2-дюймовой медной трубы, два колена и клапан или кран, купите несколько колен и штекерные или гнездовые соединители. Тогда, если что-то пойдет не так, у вас будут запасные части под рукой, и вам не придется останавливать работу и покупать дополнительные материалы или детали. Было бы глупой тратой вашего времени, если бы вам пришлось останавливать работу на час или больше, чтобы сбежать и купить деталь за 25 центов.Подготовка и пайка
Измерение, вырезание и установка всех деталей всухую. Это обеспечит работоспособность проекта перед пайкой. Убедитесь, что на участке трубы или соединениях нет напряжения, так как со временем это может привести к выходу из строя.
Затем разберите и очистите все детали, чтобы удалить окисление поверхности. Это увеличит шансы на то, что суставы могут быть соединены положительно. Используйте специально разработанный инструмент для очистки (упомянутый ранее), чтобы быстро очистить медные трубы и фитинги. Обязательно очистите как внешнюю часть медной трубы, так и внутреннюю часть всех фитингов. Если все сделано правильно, внутренняя часть трубы или фитинга будет блестеть, как новая копейка.Следующим шагом является нанесение легкого слоя самоочищающегося некислотного флюса на все сопрягаемые поверхности. Для этой задачи используйте маленькую кисть Flux. Назначение флюса — удалить любое невидимое поверхностное окисление, протравить медь, чтобы улучшить адгезию, и помочь припою хорошо сцепиться с медной трубой и фитингом. Теперь соберите детали, добавив хомуты или гвозди там, где это необходимо, чтобы удерживать трубу на месте. Если труба проходит через элементы каркаса, дополнительные крепления обычно не требуются.
Нанесите флюс на медную трубу и внутреннюю часть фитингов с помощью маленькой кисточки.Пайка – это процесс соединения двух медных или латунных поверхностей с металлом. Это достигается при температуре менее примерно 750 градусов по Фаренгейту. Когда соединение остынет, оно станет таким же прочным, как медные материалы, из которых оно состоит. Из-за выделяющегося тепла возможны ожоги и травмы глаз, поэтому при пайке потом всегда следует надевать защитные очки и перчатки. Если проект требует пайки над головой, никогда не стойте прямо под изделием. Одной капли расплавленного припоя должно быть достаточно, чтобы убедить вас стоять в стороне при работе над головой.
Начните пайку, нагревая сначала фитинг, а затем волнообразными движениями трубу. Когда труба и фитинг нагреются до нужной температуры, припой потечет в соединение.Прежде чем приступить к пайке, оттяните примерно 12 дюймов рулона припоя и согните верхние 3 дюйма, чтобы образовался прямой угол. Этот профессиональный наконечник облегчит нанесение припоя вокруг соединения.
Поскольку медь фитингов толще, чем стенки медной трубы, сначала начните нагревать фитинг, а затем нагревайте соединение трубы/фитинга возвратно-поступательными движениями. По мере нагрева стыка до необходимой температуры флюс начнет пузыриться и слегка дымить. Когда труба и фитинг достигают точки плавления припоя, припой плавится при прикосновении к соединению. Кроме того, тепло соединения фитинга и трубы будет втягивать припой в соединение. Это лучший показатель того, что паяное соединение выполнено идеально. Убедитесь, что вы прижимаете конец припоя вокруг всего соединения, чтобы заполнить его полностью — изогнутый конец полоски припоя поможет вам нанести припой на нижнюю и заднюю стороны соединения. Кроме того, наличие в вашем распоряжении около 12 дюймов припоя убережет вашу руку от пламени. Отодвиньте горелку от соединения, так как в соединении, вероятно, достаточно тепла, чтобы расплавить припой. Однако, если припой не течет, приложите больше тепла к области соединения. Затем используйте влажную тряпку, чтобы быстро вытереть излишки припоя с места соединения.
При пайке пота вокруг деревянных элементов каркаса всегда нужно следить за пожаром. Помните, что температура пропановой горелки может достигать 900 градусов по Фаренгейту — этого более чем достаточно, чтобы зажечь деревянные стойки, стропила или балки. Чтобы предотвратить возможную катастрофу, держите поблизости пульверизатор с водой, и если вы видите, что деревянные элементы каркаса начинают тлеть, обрызгайте участок водой. В большинстве случаев этого небольшого количества воды будет более чем достаточно для тушения тления и предотвращения пожара.
Продолжайте пропаивать все соединения таким же образом. Внимательно следите за трубой и фитингом и помните, что цель состоит в том, чтобы нагреть соединение настолько, чтобы расплавить припой, но не почернить медную трубу или фитинг. Почернение указывает на то, что прикладывается слишком много тепла, и результатом может быть плохое соединение с пузырьками воздуха в припое.
Особые указания
Латунные клапаны требуют специальной обработки при пайке, и существует два широко используемых подхода.
Первый — снять шток клапана с резиновой прокладкой с корпуса клапана и припаять к нему патрубок. Когда клапан остынет, установите на место шток клапана. Не пытайтесь припаять клапан со штоком на месте, так как тепло от пайки расплавит шайбу и сделает клапан неэффективным.Второй подход предполагает использование клапана с внутренней резьбой и присоединение муфт с наружной резьбой к концам медной трубы. После того, как труба и муфты остынут, ввинтите их в обе стороны клапана.
На этом рисунке показан шаровой кран с ранее припаянным фитингом с наружной резьбой и трубой. Припаяйте фитинг с наружной резьбой к трубе перед присоединением к клапану.Иногда при устранении течи или при подключении к существующей водопроводной линии необходимо открыть водопроводную линию. Первый шаг — отключить водопровод — линию, которая снабжает ваш дом водой. Вы должны знать расположение этого клапана в вашем доме. При необходимости вы можете перекрыть подачу воды в свой дом на счетчике воды, обычно расположенном вне вашего дома в коробке с крышкой с четкой надписью «ВОДА».
сервисная коробка счетчика.Затем отключите линию подачи воды к водонагревателю и от него. Затем откройте все краны в вашем доме, в том числе наружные краны и краны в подвале. Это поможет слить воду из системы и устранить любое давление в ваших водопроводных линиях.
Врезка в водопровод
Существует два основных способа врезки в существующую водопроводную линию: разрезать трубу или удалить существующий фитинг или клапан.
При разрезании существующего водопровода используйте труборез. В результате получится чистый квадратный срез. При необходимости доступны специальные фрезы для работы в труднодоступных местах. Если вы будете устанавливать Т-образный фитинг, вы должны вынуть участок трубы, достаточно широкий для установки фитинга. Отмерьте и аккуратно отрежьте.
Чтобы снять существующий фитинг или клапан, начните с нагрева фитинга пропановой горелкой. Если вы планируете повторно использовать клапан, снимите шток клапана перед нагревом.
Латунные вентили более плотные, чем медные трубы, поэтому нагревайте эту область сильнее. Следите за припоем соединения. Сначала он будет тусклого цвета. Когда он начнет превращаться в жидкость, он станет блестящим. В этом случае используйте плоскогубцы или руку в перчатке, чтобы отделить клапан (или фитинг) от трубы. Пока припой на стыке еще блестит, удалите как можно больше влажной тряпкой. Это значительно облегчит последующее добавление фитинга.Если вы ремонтируете протекающую трубу (например, повреждение от замерзания), обычно лучше удалить поврежденный участок трубы — если возможно, на несколько дюймов выше и ниже места утечки — и установить новый отрезок трубы. Основная причина этого, особенно повреждения от замерзания, заключается в том, что замерзшие медные трубы обычно вздуты до такой степени, что новый фитинг не может соскользнуть с конца трубы. Используйте двойные гнездовые разъемы, очистите и припаяйте, как описано ранее.
No Sweat
Как видите, в пайке потом нет ничего сложного или пугающего.
Несколько специализированных инструментов сделают работу проще и быстрее. Несмотря на то, что техника создания идеальных соединений требует небольшой практики, она вполне доступна для мастера, который делает все своими руками.Примечание редактора: Для получения дополнительной информации о работе с медью посетите Институт разработки меди на сайте www.copper.org.
Как спаять медные трубы
Любые сантехнические работы сложны, но есть проекты, которые можно выполнить самостоятельно. Одним из них является пайка медных трубок. Однако не создайте ложного впечатления — мы сказали, что задача не является невыполнимой, что не упрощает ее, например, замену насадки для душа.
Содержание:
- Необходимые инструменты
- Как паять медные трубы
- Паять медные трубы без пламени
В этой статье мы покажем вам два варианта склеивания медных труб, которые вы можете попробовать дома.
Без лишних слов, читайте больше о…Инструменты, которые вам понадобятся
Этот вид проекта не очень прост в бюджете — он требует довольно внушительного списка материалов. Советуем приобретать все необходимое заранее, чтобы не ходить по магазинам в последнюю минуту. Вот что вам нужно купить для работы:
- Кусочки ткани;
- Паяльная горелка;
- Труборез общего назначения;
- Сантехническая наждачная бумага;
- Электрощетки;
- Кисть для флюса;
- Трубы медные;
- Медные фитинги;
- Стекло МАПП;
- Трубные заглушки и хомуты;
- Флюс для припоя.
Как спаять медные трубы
Теперь, когда вы купили все материалы, необходимые для этого проекта, первое, что вам нужно сделать, это…
- Подготовьте трубу .
Возьмите наждачную бумагу или наждачную шкурку и удалите оксид меди с области трубки, которую потом нужно будет вставить в фитинг.
Делать это нужно как с внутренней, так и с внешней стороны поверхности. Для проекта жизненно важно, чтобы все виды грязи, масел, жиров и т. д. были удалены, чтобы не получить протекающее соединение. - Вытрите воду .
То же правило применимо и к воде. Обязательно тщательно протирайте стыки. Любая присутствующая вода остановит процесс пайки, что может привести, как вы уже догадались, к негерметичному фитингу.
- Нанесите флюс для пайки .
После того, как вы закончите с чистящей частью, вам нужно обязательно нанести достаточное количество флюса для припоя на область, а затем соединить фитинг и трубку. Опять же, чистить изделие нужно как с внутренней, так и с внешней стороны детали.
- Нагрейте фитинг .
Зажгите факел и беритесь за устройство, пока не получите синее пламя. Поместите пламя рядом с подсоединенным фитингом и трубкой. Переместите его вокруг частей, где вы собираетесь разместить припой впоследствии.
Делайте это очень осторожно, медленно и обязательно проверьте температуру плавления материала. Сделать это можно, прижав кончик проволоки к соединению. - Прикоснитесь припоем к трубе .
Поместите кончик пламени на трубку и прикоснитесь кончиком припоя к соединительной части. Вы хотите, чтобы припой заполнил пространство между фитингом и трубкой. Если вы работаете с более крупными фитингами, вам придется сконцентрировать пламя перед расплавленным припоем, чтобы это произошло.
- Вытрите излишки жидкого припоя .
Удалите весь избыток жидкого припоя куском ткани, желательно чистой, хлопчатобумажной. Осторожно сбрызните участок небольшим количеством воды, чтобы закрепить припой. Это предотвратит движение сустава и создание слабого места.
- Очистить трубопровод .
Избавьтесь от любой грязи, отслоившихся шариков припоя и т. д. с внутренней стороны трубки после завершения всего процесса пайки.
Вы можете сделать это, используя пресную воду для промывки трубопровода. Это также поможет вам проверить вашу работу на наличие потенциальных утечек.
Не нагревайте медь слишком сильно. Здесь важно постоянное движение. Если вы увлеклись и медь почернела, вам придется прекратить то, что вы делаете, и заново сделать весь процесс очистки, чтобы избежать негерметичного фитинга.
Нужен профессионал для ремонта медных труб?
Фантастические услуги здесь для вас!
- Мы сертифицированы:
- . Что касается огня, вы можете попробовать решение без нагрева, которое также немного более экономично. Без лишних слов — вот как спаять медную трубу без пламени:
- Купить жидкий прочный полимер любой марки. Этот продукт идеально подходит для соединения меди без пайки. По сути, вы склеиваете детали вместе. Материал очень прочен и намного удобен в использовании.
- Очистите трубы. Как упоминалось ранее в статье, очистка обрабатываемого материала является очень важным шагом. Отшлифуйте фитинг и соединение и удалите излишки металла хлопчатобумажной тканью.
- Нанесите клей. Нанесите полимерный клей на внешнюю часть медной трубы и внутреннюю часть фитинга. Вставьте трубу в фитинг, поверните ее и удерживайте на месте примерно 10–15 секунд.
- Подождите. Полимерному клею потребуется 10 минут, чтобы высохнуть и создать прочную связь между соединением и фитингом. После полного высыхания промойте трубопровод, чтобы проверить наличие утечек.
Наймите профессионала
Спайка медных трубок дело непростое и, кроме того, очень дорогое. Задействовано много дорогостоящих материалов, которые вы не будете использовать в будущем, сама работа требует много времени – список на этом не заканчивается. Имея это в виду, почему бы вам просто не оставить все это в руках профессионалов?
Fantastic Services предлагает квалифицированные сантехнические решения для ситуаций, подобных этой.
Специалисты, с которыми мы работаем, обучены, проверены и работают с качественным оборудованием, инструментами и материалами. Их рабочий график чрезвычайно гибкий, и вы можете заказать их на любой день недели, в том числе в праздничные дни. Не теряйте время на размышления по телефону , как паять медные водопроводные трубы, и позвоните в Fantastic Services уже сегодня!Выводы
- Убедитесь, что трубы, с которыми вы собираетесь работать, тщательно и тщательно очищайте, чтобы предотвратить утечки.
- Если вы паяете трубы с помощью горелки, избегайте сильного нагрева, чтобы не почернить металл.
- Будьте особенно осторожны при подготовке резака. Нам не нужно рассказывать вам, насколько опасно это устройство.
Была ли вам полезна наша статья о том, как паять медные трубы? Оставляйте свои мысли и советы по теме в разделе комментариев ниже!
***
Вам когда-нибудь приходилось паять медную трубу? Сами делали или вызывали мастера? Сообщите нам в комментариях!
Источник изображения: bit mechanic/shutterstock.
com Понравилась эта статья? Поделись с друзьями!
BCWA — История
Как правило, если свинец присутствует в питьевая вода, она поступает после того, как вода покидает локальную очистку воды завод. Наиболее частая причина свинца попадание в питьевую воду – это коррозия, реакция между водой и свинцом трубы или припой на основе свинца.
Когда вода стоит в трубах жилого дома не менее шести часов без использования, существует вероятность выщелачивания или растворения свинца в воде, если источник свинца присутствует.
Мягкий вода (вода, которая легко образует мыльную пену) может быть более агрессивной и, следовательно, имеет более высокие уровни растворенного свинца. Некоторые бытовые устройства для очистки воды также могут сделать воду более агрессивной.
Это В начале 1900-х годов в Соединенных Штатах было обычной практикой использовать свинцовые трубы для внутренней сантехники. Поскольку 1930-е годы медные трубы использовались для сантехники в жилых домах. Однако до 1986 года припои на основе свинца широко используется для соединения медных труб. Бессвинцовый припой и бессвинцовые материалы теперь требуются федеральным законом. для использования в новой бытовой сантехнике и для ремонта сантехники. Узнать есть ли сантехника в квартире содержит свинец, попробуйте поцарапать трубку ключом или отверткой. Свинец — мягкий металл, имеет тускло-серый цвет. цвет. При наличии свинцовых труб они будет легко царапаться и будет блестящим при царапании.
Распущен свинец не виден в воде. Тестирование лаборатория, утвержденная государством, является единственным способом определить, является ли питьевая вода имеет высокий уровень растворенного свинца.
Свяжитесь с местной коммунальной службой или отделом здравоохранения, чтобы узнать имя
сертифицированная лаборатория. Лаборатория будет
предоставить правильные процедуры, которым необходимо следовать при испытании воды. По оценкам Агентства по охране окружающей среды США, тест должен
стоит где-то между $30 и $75.Если установлено, что питьевая вода имеет высокий уровень растворенного свинца, или если есть постоянное подозрение на загрязнение свинцом из-за присутствия мягкая вода, свинцовые трубы, свинцовый припой и другие свинцовые сантехнические материалы, есть способы минимизировать экспозицию.
Один Способ – «промывать» каждый кран с холодной водой в доме, когда вода стоит более несколько часов. Промывка холодной водой кран означает, что вода течет до тех пор, пока она не станет настолько холодной, насколько это возможно перед каждым использованием.
Обычно это может занять
две-три минуты. Имейте в виду, что
использование туалета и душа или стирка с холодной водой также будут проходить через
водопроводной системы, и это сократит время, необходимое для промывки
краны с холодной водой на 5-30 секунд.Другое способ избежать: не готовить и не употреблять воду из горячей воды кран. Горячая вода лучше растворяет свинец быстрее, чем холодная вода. Особенно избегайте использования горячей водопроводной воды для приготовления детской смеси. Если для приготовления пищи или употребления внутрь требуется горячая вода, наберите воды из-под крана с холодной водой и подогрейте ее на плите или в микроволновой печи.
Если ремонт сантехники или другие сантехнические работы, убедитесь, что только используется бессвинцовый припой и другие бессвинцовые материалы. Теперь это федеральный закон.
Есть другие действия, которые могут быть предприняты бытовыми пользователями для снижения риска воздействия свинца. в питьевой воде. Для дополнительных информацию, пожалуйста, свяжитесь с местной коммунальной службой, районным или государственным здравоохранением. Департамент или Агентство по охране окружающей среды США. Соединенные штаты. У EPA есть бесплатная горячая линия, посвященная этому вопросу ~ 1-800-426-479.1 ~ и также подготовил брошюру по этому вопросу.
[Это информация была одобрена Агентством по охране окружающей среды США и отвечает основным требованиям общественности Агентства по охране окружающей среды США. требования к уведомлению в соответствии с разделом 1417 Закона о безопасной питьевой воде Поправки 1986]
Как резать и паять медные трубы
Медь является стандартом для водопроводных труб и трубопроводов в большинстве регионов.
Хотя резка и соединение цельных медных трубок и трубок могут показаться задачами, выходящим за рамки ваших навыков самоделки, вы можете быть удивлены тем, насколько выполнимы эти работы, особенно после небольшой практики.В этом артикуле:
1. Отрезать медную трубу до нужной длины
2. Нанести флюс для пайки
3. Зажгите паяльную горелку
4. Нагрейте медный фитинг
5. Нанесите припойКак установить соединение
Видео: Как правильно паять медную трубуСоветы экспертов по резке
В этой статье рассказывается, как резать и паять медные трубы. Для запотевания медных труб и фитингов (постоянная их пайка) требуется пропановая горелка и припой для труб, не содержащий свинец. 1125089601 / Shutterstock.com При измерении надлежащей длины медной трубы обязательно учитывайте часть, которая входит в фитинг. Насухо подгоните детали перед их пайкой. TFoxFoto / Shutterstock.com
1. Отрежьте медную трубу по длине
Первым шагом в создании сантехнического узла из медных труб и фитингов является измерение необходимой длины трубы.
При измерении убедитесь, что достаточно длины, чтобы полностью войти в колена, соединители, тройники и другие фитинги.Планируйте работать секциями, измеряя и отрезая необходимые куски трубы, и соединяя их вместе, чтобы убедиться, что они подходят друг другу.
Безусловно, самый простой способ разрезать медную трубу — это использовать труборез, предназначенный для этой работы. Изготавливается несколько типов, но все они включают в себя зажим резака на трубе и постепенное вращение ручки, чтобы режущий диск инструмента врезался в медь, когда вы вращаете резак вокруг трубы. Затягивайте резак после каждого оборота, пока труба не разорвется. Используйте труборез, чтобы сделать чистые разрезы. Постепенно затягивайте ручку, поворачивая резак вокруг медной трубы. Константин Панкин / Shutterstock.comПосле того, как вы обрезали трубу, удалите все заусенцы с помощью круглого напильника или выдвижной развертки, установленной на труборезе. Используйте мелкую наждачную бумагу, наждачную ткань или стальную вату, чтобы сгладить и слегка придать шероховатость примерно на дюйм на конце трубы, пока она не станет блестящей.
Также слегка очистите и протрите внутреннюю часть фитинга от конца до буртика с помощью наждачной шкурки или стальной мочалки. Проволочная щетка для труб облегчает эту очистку — мы рекомендуем одну из них, если вы будете выполнять много соединений.
+
Найдите ближайших к вам предварительно проверенных сантехников
Получите бесплатные ставки прямо сейчас!
2. Нанесите флюс для пайки
Нанесите флюс вокруг внутренней части фитинга и внешней стороны трубы.Используя маленькую жесткую кисть, нанесите флюс для пайки на внутреннюю часть фитинга и на внешнюю сторону конца трубы в месте их соединения. Наденьте перчатки, чтобы флюс не попал на руки — это может вызвать раздражение.
Поместите фитинг на конец трубы и поверните две части вперед и назад для равномерного распределения флюса. Затем правильно расположите фитинг. Продолжайте с другими соединениями, пока не закончите секцию и не будете готовы к пайке.
3. Зажгите паяльную горелку
Зажгите паяльную горелку.
Включите контрольный клапан газовой горелки, а затем подожгите конец сопла спичкой или чирком. Будь осторожен! Если он не загорается сразу, выключите его и дайте воздуху очиститься, прежде чем пытаться снова. Не направляйте пламя на что-либо легковоспламеняющееся! При необходимости защитите окружающие легковоспламеняющиеся предметы (например, стойки стены) пламегасителем. Отрегулируйте пламя, чтобы оно было устойчивым и сильным.4. Нагрев на медном фитинге
Сначала нагрейте нижнюю часть фитинга. Прогрейте трубу по всему периметру. Соединение достаточно горячее, когда припой плавится при контакте с ним. Проверьте температуру, время от времени прикасаясь проводом бессвинцового припоя к соединению во время нагрева фитинга. Как только проволока расплавится, соединение готово к пайке. Нагрейте фитинг пропановой горелкой. Проверьте это, коснувшись соединения между трубой и фитингом бессвинцовой проволокой для припоя — когда она легко расплавится, припаяйте соединение.
Стюарт.Форд / Shutterstock.com5. Нанесите припой
Когда вы прикасаетесь проводом бессвинцового припоя к краю фитинга, капиллярное действие должно втягивать расплавленный припой между фитингом и трубой. Если это не так, нагрейте фитинг еще немного. Продолжайте нагревать, пока линия расплавленного припоя не покажется вокруг фитинга. Затем расположите сопло горелки примерно в 4 дюймах от фитинга и перемещайте пламя вперед и назад по фиттингу, чтобы равномерно распределить тепло. Важно, чтобы фитинг был горячим, но не слишком горячим, иначе флюс сгорит и просто исчезнет.
Прикоснитесь припоем к соединению и наблюдайте, как капиллярное действие равномерно протягивает его по всему соединению. Равномерно нагрейте фитинг — по всему периметру трубы. TFoxFoto / Shutterstock.comЧерез несколько секунд, когда припой остынет, влажной тряпкой вытрите излишки флюса. Не прикасайтесь к трубе рукой — она будет очень горячей! Подождите час или два, чтобы припой полностью затвердел, прежде чем нарушать соединения.
- Купить жидкий прочный полимер любой марки. Этот продукт идеально подходит для соединения меди без пайки. По сути, вы склеиваете детали вместе. Материал очень прочен и намного удобен в использовании.
 Протрите суставы с помощью горелки Bernzomatic для шлангов.
Протрите суставы с помощью горелки Bernzomatic для шлангов. Он идеально подходит для пайки, пайки и термообработки. Этот комплект поставляется со шланговой горелкой на 14,1 унции. Баллон mAP-pro и кобура для топлива. Он имеет автоматический зажигатель, что делает его очень простым в использовании. Топливо также можно прикрепить к ремню для инструментов с помощью чехла для топливного ремня, который уменьшает вес руки от резака. Пламя также регулируется, и вы можете зафиксировать его на месте для непрерывного использования.
Он идеально подходит для пайки, пайки и термообработки. Этот комплект поставляется со шланговой горелкой на 14,1 унции. Баллон mAP-pro и кобура для топлива. Он имеет автоматический зажигатель, что делает его очень простым в использовании. Топливо также можно прикрепить к ремню для инструментов с помощью чехла для топливного ремня, который уменьшает вес руки от резака. Пламя также регулируется, и вы можете зафиксировать его на месте для непрерывного использования.
 Убедитесь, что обе стороны трубы полностью нагреты.
Убедитесь, что обе стороны трубы полностью нагреты.
 Большинство из нас уже начали подготовку к зиме, складывая садовую мебель, игрушки для бассейна и украшения для лужайки, спасая их от надвигающихся зимних условий. И хотя важно привести свой дом в порядок снаружи, возможно…
Большинство из нас уже начали подготовку к зиме, складывая садовую мебель, игрушки для бассейна и украшения для лужайки, спасая их от надвигающихся зимних условий. И хотя важно привести свой дом в порядок снаружи, возможно… Хотя трубы из ПВХ дешевле, они обычно используются для отходов и вентиляции или в готовых домах.
Хотя трубы из ПВХ дешевле, они обычно используются для отходов и вентиляции или в готовых домах. Показанный инструмент «четыре в одном» популярен среди сантехников и предназначен для очистки внутренней части фитингов и наружной поверхности медных труб размером 1/2 и 3/4 дюйма. Этот инструмент быстро удалит грязь и окисление и повысит ваши шансы на качественную пайку.
Показанный инструмент «четыре в одном» популярен среди сантехников и предназначен для очистки внутренней части фитингов и наружной поверхности медных труб размером 1/2 и 3/4 дюйма. Этот инструмент быстро удалит грязь и окисление и повысит ваши шансы на качественную пайку. Даже незначительное количество свинца в питьевой воде может представлять опасность для здоровья, особенно для детей, пожилых людей и людей с ослабленной иммунной системой. Безсвинцовым припоем может быть любая комбинация олова, серебра, сурьмы и висмута — все они безопасны для систем питьевой воды. Бессвинцовый припой обычно продается в рулонах по 1 фунту и имеет более высокую температуру плавления, чем свинцово-оловянный припой.
Даже незначительное количество свинца в питьевой воде может представлять опасность для здоровья, особенно для детей, пожилых людей и людей с ослабленной иммунной системой. Безсвинцовым припоем может быть любая комбинация олова, серебра, сурьмы и висмута — все они безопасны для систем питьевой воды. Бессвинцовый припой обычно продается в рулонах по 1 фунту и имеет более высокую температуру плавления, чем свинцово-оловянный припой.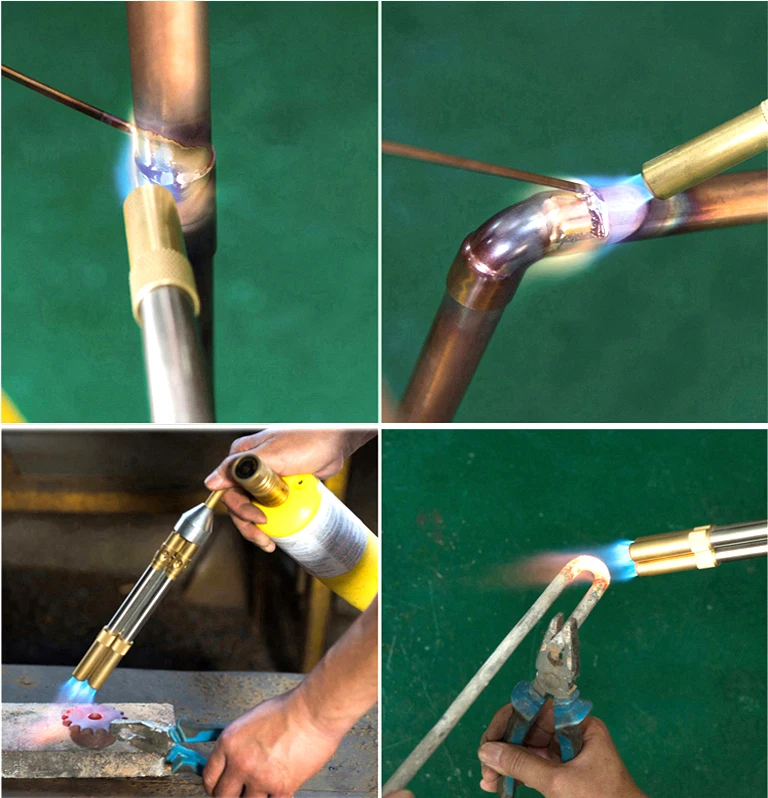 В общем, чего вы хотите добиться? Планируйте как можно меньше паяных соединений. Затем определите материалы, необходимые для задачи, и подготовьте их, а также дополнительные детали перед началом работы. Например, если вы устанавливаете новую линию холодной воды, для которой требуется 10 футов 1/2-дюймовой медной трубы, два колена и клапан или кран, купите несколько колен и штекерные или гнездовые соединители. Тогда, если что-то пойдет не так, у вас будут запасные части под рукой, и вам не придется останавливать работу и покупать дополнительные материалы или детали. Было бы глупой тратой вашего времени, если бы вам пришлось останавливать работу на час или больше, чтобы сбежать и купить деталь за 25 центов.
В общем, чего вы хотите добиться? Планируйте как можно меньше паяных соединений. Затем определите материалы, необходимые для задачи, и подготовьте их, а также дополнительные детали перед началом работы. Например, если вы устанавливаете новую линию холодной воды, для которой требуется 10 футов 1/2-дюймовой медной трубы, два колена и клапан или кран, купите несколько колен и штекерные или гнездовые соединители. Тогда, если что-то пойдет не так, у вас будут запасные части под рукой, и вам не придется останавливать работу и покупать дополнительные материалы или детали. Было бы глупой тратой вашего времени, если бы вам пришлось останавливать работу на час или больше, чтобы сбежать и купить деталь за 25 центов. Затем разберите и очистите все детали, чтобы удалить окисление поверхности. Это увеличит шансы на то, что суставы могут быть соединены положительно. Используйте специально разработанный инструмент для очистки (упомянутый ранее), чтобы быстро очистить медные трубы и фитинги. Обязательно очистите как внешнюю часть медной трубы, так и внутреннюю часть всех фитингов. Если все сделано правильно, внутренняя часть трубы или фитинга будет блестеть, как новая копейка.
Затем разберите и очистите все детали, чтобы удалить окисление поверхности. Это увеличит шансы на то, что суставы могут быть соединены положительно. Используйте специально разработанный инструмент для очистки (упомянутый ранее), чтобы быстро очистить медные трубы и фитинги. Обязательно очистите как внешнюю часть медной трубы, так и внутреннюю часть всех фитингов. Если все сделано правильно, внутренняя часть трубы или фитинга будет блестеть, как новая копейка.


 Первый — снять шток клапана с резиновой прокладкой с корпуса клапана и припаять к нему патрубок. Когда клапан остынет, установите на место шток клапана. Не пытайтесь припаять клапан со штоком на месте, так как тепло от пайки расплавит шайбу и сделает клапан неэффективным.
Первый — снять шток клапана с резиновой прокладкой с корпуса клапана и припаять к нему патрубок. Когда клапан остынет, установите на место шток клапана. Не пытайтесь припаять клапан со штоком на месте, так как тепло от пайки расплавит шайбу и сделает клапан неэффективным. сервисная коробка счетчика.
сервисная коробка счетчика. Латунные вентили более плотные, чем медные трубы, поэтому нагревайте эту область сильнее. Следите за припоем соединения. Сначала он будет тусклого цвета. Когда он начнет превращаться в жидкость, он станет блестящим. В этом случае используйте плоскогубцы или руку в перчатке, чтобы отделить клапан (или фитинг) от трубы. Пока припой на стыке еще блестит, удалите как можно больше влажной тряпкой. Это значительно облегчит последующее добавление фитинга.
Латунные вентили более плотные, чем медные трубы, поэтому нагревайте эту область сильнее. Следите за припоем соединения. Сначала он будет тусклого цвета. Когда он начнет превращаться в жидкость, он станет блестящим. В этом случае используйте плоскогубцы или руку в перчатке, чтобы отделить клапан (или фитинг) от трубы. Пока припой на стыке еще блестит, удалите как можно больше влажной тряпкой. Это значительно облегчит последующее добавление фитинга.