Как производится сварка инверторная?
Сварка инверторная – новое слово в электросварке. Сегодня такой вид сваривания набирает популярность. Разработчики готовы предложить широкий выбор инверторов современного поколения. Благодаря меньшему весу и объему инверторные аппараты серьезно потеснили классические трансформаторы и позволили во много раз повысить производительность работы.
Схема устройства сварочного инвертора.
В былые времена сварочные работы были сопряжены с определенного рода неудобствами, заключающимися главным образом в весе сварочного оборудования. Классические сварочные трансформаторы представляют собой тяжеловесные, объемные сооружения. Из-за этих характеристик их неудобно перемещать, что уменьшает мобильность рабочего. Кроме того, работа с таким трансформатором связана с серьезными энергетическими затратами. И, конечно же, работа с таким аппаратом требует высокой квалификации сварщика.
Сравнение принципов работы инверторного и трансформаторного сварочных аппаратов
Сравнение некоторых сварочных инверторов.
В классических трансформаторах преобразование тока, необходимого для сварки, достигается за счет электромагнитной индукции. Индукционных катушек в трансформаторном сварочном аппарате две: на одну из них, первичную, подается сетевое напряжение, на другую, вторичную, в этот момент наводится напряжение необходимой величины. Трансформатор снижает напряжение, тем самым получая ток необходимой для сварки силы, а затем ток выпрямляется. Регулировать силу тока необходимо ступенчато, путем подключения дополнительных витков.
В инверторном же сварочном аппарате несколько иная схема: переменный ток выпрямляется еще до трансформатора, преобразуется при помощи инвертора и транзисторов в ток с частотой от 20 до 50 кГц. После этого высокочастотное напряжение снижается до 70-90 В, что и повышает силу тока до необходимых для сварки 100-200 А. Причем, в отличие от обычного сварочного аппарата, в инверторном регулировка силы тока происходит плавно (а не ступенчато).
- снижению веса аппарата;
- повышению точности регуляции сварочного тока;
- отсутствию необходимости постоянного контроля за напряжением электрической сети;
- расширению функций сварочного аппарата;
- понижению требований к уровню профессионализма и опыту сварщика.
Вернуться к оглавлению
Сварка инвертором: преимущества и недостатки
Как и любая техника, сварочные инверторы имеют ряд достоинств и недостатков.
К достоинствам можно отнести:
Характеристики сварочных инверторов.
- Вес и размер аппарата. За счет измененного принципа преобразования тока инверторный аппарат весит от 3 до 10 кг. Для сравнения, обычный сварочный трансформатор на 160 А в силу особенностей принципов работы и устройства должен весить не менее 18 кг.
- При помощи инверторного аппарата можно работать даже в условиях нестабильности электрической сети. Эти новые сварочные аппараты могут работать при напряжении 180 В без встроенного стабилизатора. Однако у почти всех инверторов такая защита от перепадов напряжения есть. У более дорогих моделей уровень защиты составляет 20-25%, у бытовых – 10-15%.
- Для выполнения сварочных работ с применением инверторного аппарата не обязательно быть профессионалом. В работе с ним справится и новичок. Все дело в доступности нескольких важных функций, позволяющих не следить постоянно за состоянием инвертора, а переложить этот контроль на сам аппарат.
Основные функции подразделяются на:
- hotstart;
- arcforce;
- anti-sticking.
Принцип работы инвертора с переменным и постоянным током.
Функция hotstart (или «горячий старт») – это облегчение розжига дуги. Инвертор автоматически кратковременно повышает силу сварочного тока, облегчая тем самым начало сварочного процесса.
Функция arcforce (или «форсирование дуги») – это увеличение силы сварочного тока и предотвращение залипания.
Функция anti-sticking (или «антизалипание») при возникшем залипании снижает и отключает ток и исключает перегрев электрода. При прекращении залипания данная функция позволяет механизму самостоятельно вернуться в рабочий режим.
Указанные функции присутствуют в каждом инверторном аппарате в большей или меньшей степени, однако в более дорогих моделях каждую из функций можно самостоятельно регулировать.
Благодаря наличию этих функций при сварке инвертором человеку не нужно отвлекаться ни на что и можно сосредоточиться только на качестве выполнения своей работы.
Инверторные аппараты потребляют значительно меньшее количество энергии. Обычному трансформатору требуется в среднем от 10 до 12 кВт, тогда как инверторный сможет обойтись всего 6-7 кВт. До 90% потребляемой инвертором электроэнергии расходуется на дуге.
Вернуться к оглавлению
Недостатки инверторных аппаратов
К недостаткам можно отнести следующее:
Способы подключения сварочного инвертора.
- Зачастую инверторные сварочные аппараты имеют высокую стоимость. Иногда они вдвое и втрое дороже обычного сварочного трансформатора.
- Обслуживание данного аппарата тоже обходится дороже. Если в инверторе полетит силовой модуль, то для его ремонта придется оплатить одну четвертую часть от общей стоимости приобретенного инвертора.
- Из-за легкости и малого объема инвертор часто подвергается кражам. Действительно, классический сварочный трансформатор весом от 30 до 300 кг не так-то просто сдвинуть с места, чего не скажешь об инверторах.
- Сложность использования аппарата при низких температурах. Резкие температурные перепады могут привести к образованию конденсата на платах, в результате чего могут быть повреждены некоторые механизмы.
 Приобретая инвертор для работы в условиях низких температур, нужно внимательно читать технические характеристики. Если в них не указан диапазон рабочей минусовой температуры, то от работы на морозе стоит воздержаться.
Приобретая инвертор для работы в условиях низких температур, нужно внимательно читать технические характеристики. Если в них не указан диапазон рабочей минусовой температуры, то от работы на морозе стоит воздержаться. - Инверторные сварочные аппараты чувствительны к пыли, потому нужно заранее обеспечить проветривание рабочего помещения. Следить за аппаратом, прочищать и продувать его придется намного чаще, чем классический трансформатор.
 Приобретая инвертор для работы в условиях низких температур, нужно внимательно читать технические характеристики. Если в них не указан диапазон рабочей минусовой температуры, то от работы на морозе стоит воздержаться.
Приобретая инвертор для работы в условиях низких температур, нужно внимательно читать технические характеристики. Если в них не указан диапазон рабочей минусовой температуры, то от работы на морозе стоит воздержаться.Обычно для проведения электродуговой сварки необходимо обладать определенного уровня навыками, знаниями и опытом. Появление инверторных сварочных аппаратов позволило значительно упростить процесс сварки.
С какими же стандартными проблемами сталкивались сварщики при работе с классическим трансформаторным аппаратом?
Схема дросселя сварочного инвертора.
Во-первых, это розжиг дуги. В трансформаторных аппаратах выходное значение напряжения зависит от входного. При недостаточном напряжении электрод начинает залипать из-за невозможности розжига. А при добавлении силы тока есть опасность пережечь металл. Инверторная сварка отличается созданием устойчивой электрической дуги, что предотвращает залипание электрода.
Во-вторых, при работе со старыми сварочными аппаратами велика вероятность ухудшения качества сварочного шва. Трансформаторный аппарат недостаточно ровно держит силу тока на необходимой величине, так как она напрямую зависит от входящего напряжения. У инвертора сварочный ток держится на неизменной величине.
В-третьих, длину дуги удерживать и контролировать очень сложно. При сварочных работах трансформатором повышенный контроль за дугой предполагает наличие определенных навыков: нужно держать электрод под углом и перемещать его по стыку соединяемых деталей не только параллельно шву, но и перпендикулярно. Большинство электродов трансформатора предусмотрено для работы короткой дугой. Инвертор же, благодаря постоянному поддержанию силы тока, позволяет не столь внимательно следить за длиной дуги, и качество сварочного шва при пользовании инвертором с длиной ее не связано.
Как видно, инверторы способны существенно облегчить сварочный процесс как на производстве, так и на бытовом уровне, поэтому инверторная сварка сейчас очень популярна.
Вернуться к оглавлению
Правильный выбор инвертора: что необходимо учесть при покупке?
Схема работы сварочного инвертора.
Как же правильно выбрать инверторный сварочный аппарат? Будете вы покупать бытовой или профессиональный инвертор, зависит от его целевого использования. Для мелкого домашнего ремонта вполне подойдет бытовой инвертор. Он рассчитан на полчаса работы, после чего ему необходим будет небольшой перерыв. Вследствие этого бытовые инверторы дешевле профессиональных, которые, в свою очередь, рассчитаны на восьмичасовой рабочий день. Есть также и промышленные инверторы, которые могут работать в несколько смен с кратковременным перерывом.
Что касается силы тока, для бытового использования вполне подойдет инвертор с максимальным значением 160 А. Однако если предполагается, что напряжение сети менее 210 В, то лучше будет приобрести инвертор на 200 А.
Стоит отметить, что не нужно гнаться за дешевизной. Зачастую дешевые инверторы не соответствуют указанным характеристикам. Также есть недостатки в так называемых одноплатных инверторах, в которых все силовые элементы и элементы питания и управления соединены в одной плате. Если случится поломка одного из элементов, потребуется замена всей платы, что по стоимости равно покупке нового инвертора.
Данный вид сварки значительно превосходит трансформаторную по многим показателям. При всех своих недостатках этот вид сварки доступен любому, кому необходимо выполнить сварочные работы, экономя тем самым и время, и деньги, и нисколько не ухудшая качество выполняемых работ.
Преимущества и недостатки сварочных инверторов
Говоря техническим языком, сварочные инверторы – это те же самые сварочные аппараты, только более современные, работающие на полупроводниках. Здесь используются точно такие же технологии, что и в полуавтоматах, точно так же производится аргонно-дуговая и плазменная резка, а также ММА-сварка.
Несомненные достоинства
Собственно, инвертор – это и есть преобразователь мощности. Соответственно, отличие сварочного инвертора от обычного трансформатора заключено в следующем:
- полезная эффективность его работы составляет от 80 до 90 процентов, поэтому при преобразовании постоянного тока в переменный, а затем переменного тока — снова в постоянный ток теряется не очень немного мощности;
- в целях управления преобразовательными процессами используется процессор, причем, в зависимости от силы напряжения, а иногда и провалов его, коэффициент преобразования изменяется, что позволяет сохранять выходное напряжение на неизменном уровне.
Теория сварки
Все, что требуется от сварщика – плавное перемещение электрода по линии предполагаемого шва, не касаясь металла, чтобы электрод находился в нескольких миллиметрах от него.На деле же простая теория превращается в муку, поскольку работа в маске, в которую летят искры, не дает легкости исполнения.
Использование обычного трансформатора при касании электрода оборачивается коротким замыканием. Для того, чтобы оторвать его, требуются определенные усилия, иначе срабатывает теплозащита или загорается трансформаторная обмотка.
Если же используется инвертор, то касание практически незаметно: моментально среагировавший на падение напряжения процессор подплавляет электрод и отнять его от детали можно безо всяких усилий.
Из других случаев, когда наши неуклюжие действия маскируются «умным» инвертором, отметим практику, когда электрод намеренно держится в непосредственной близости от объекта сварки. В этом случае процессор прекращает поступление выходного напряжения, и перегрева удается избежать.
Отлично зарекомендовала себя функция «hotstart» или «горячий старт». В начале сварочного процесса ток повышается автоматически, это позволяет с легкостью зажигать дугу при работе практически со всеми видами электродов.
Несомненное достоинство инвертора – в его малом весе и размерах, сравнивать с прежним трансформатором даже не приходится.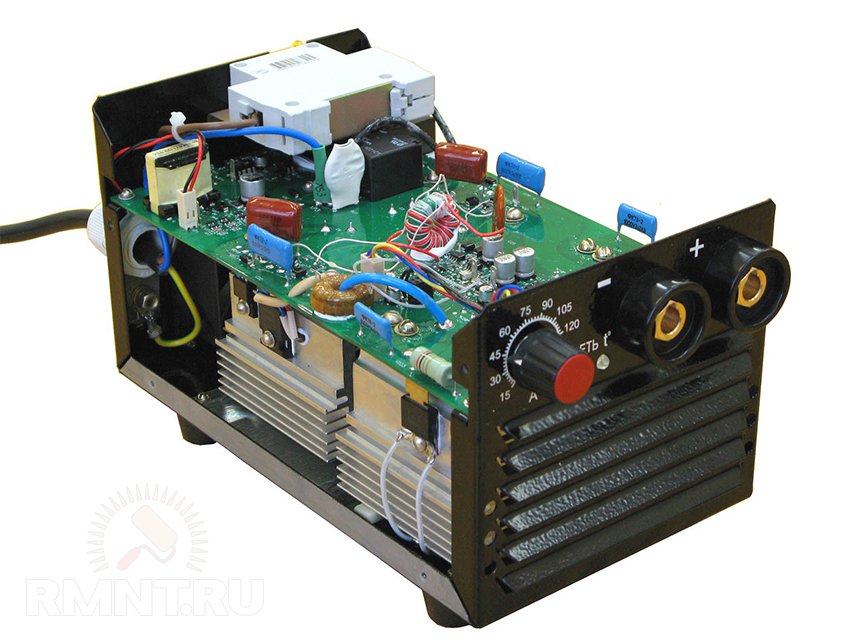 А все потому, что преобразование мощности здесь происходит при 50-60 кГц.
А все потому, что преобразование мощности здесь происходит при 50-60 кГц.
Сварочный инструмент нового тысячелетия производит впечатление доброго волшебника, с ним процесс сварки становится простым, быстрым и удобным. Причем не только для профессионала. Таким профессионалом, с инвертором в руках, может почувствовать себя даже новичок.
Подытоживая вышесказанное, можно отметить в числе плюсов достоинства инструмента в виде:
- весьма ощутимой удельной мощности;
- значительно уменьшившегося веса;
- широкого выбора и простоты имеющихся на корпусе регулировок;
- удобных размеров, в том числе и для мобильной транспортировки;
- минимального количества расходуемых электродов;
- высокой производительности;
- возможности сварки в горизонтальной плоскости, вертикально и под углом;
- преимущества сварки различных металлов, включая «нержавейку», чугун и цветные металлы;
- удобства совместимости с электродами широкого ассортимента;
- потенциал модульного перепрофилирования.
Очевидные недостатки
Почему же старые сварочные трансформаторы, при таком обилии плюсов инверторов, до сих пор не списали на пресловутую свалку истории? Главная причина, по которой часть потенциальных потребителей продолжает пользоваться старыми, более привычными трансформаторами – в цене. Пришедшие им на смену инверторы, как минимум, вдвое дороже.
Вторым из числа недостатков посетители всевозможных форумов в Интернете обязательно называют высокий процесс выхода инструмента из эксплуатации. Стоит только загрязниться электронной плате – и агрегат отказывается работать. Поэтому его постоянно требуется продувать с помощью сжатого воздуха.
Небольшие размеры нового сварочного агрегата также имеют свою обратную сторону. Ведь он предельно насыщен всевозможной электроникой, нормальную работу которой может легко прервать капризная погода. «Умная» начинка более чувствительна, как к сырости, так и к минусовым температурам. Как только температура становится ниже нулевой, ряд бюджетных моделей начинают давать сбои, и брендовая продукция – при температурах ниже – 15 градусов. Да и хранение такого оборудования в условиях сильных морозов (зимой, в обычном российском гараже) снижает надежность «нежного» инструмента.
Как только температура становится ниже нулевой, ряд бюджетных моделей начинают давать сбои, и брендовая продукция – при температурах ниже – 15 градусов. Да и хранение такого оборудования в условиях сильных морозов (зимой, в обычном российском гараже) снижает надежность «нежного» инструмента.
Проблемы возникают также при работе в условиях повышенной запыленности. Если вовремя не продувать изделие, выход его из строя – всего лишь вопрос времени.
Не все так просто и с самой сваркой. Это касается резки толстого металла. Если напряжение в сети нестабильно, что довольно обычно в сельской местности, то может выйти из строя преобразующий модуль. Поэтому, характеризуя инвертор, как новое слово в сварном деле, вряд ли стоит излишне идеализировать его. Да, это лучшее из того, что есть. Но это далеко не панацея.
Следующим большим минусом изделия является очень дорогой ремонт. Ведь в основе работы инвертора заложен транзисторный IGBT блок, цена которого может составлять от четверти стоимости до половины номинала всего изделия. Поэтому, если гарантийный срок работы агрегата завершился, его «реанимация» потребует значительных финансовых вливаний. Часть модельного ряда отличается далеко не лучшей ремонтопригодностью. Свое отрицательное влияние, особенно в сельской местности, где инверторы востребованы на личных подворьях и, разумеется, в небольших фермерских хозяйствах, на процесс ремонта может оказывать отсутствие сервисных центров.
Ситуация сложна еще и тем, что собрать IGBT блок самому нереально, даже имея под рукой все необходимые микросхемы. Надо покупать фирменный блок. А ведь в продаже есть бюджетные модели, конструкция которых ограничивается наличием одной только электронной платы. В этом случае поломка обойдется даже не в 50, а в 60 процентов стоимости изделия.
Разумеется, все эти проблемные места с лихвой окупаются, стоит только вспомнить громоздкие трансформаторы, плюющиеся расплавом, неудобные. Рядом с ними — мобильный, комфортный, почти бесшумный, эффективно потребляющий электроэнергию инвертор предстает совсем в ином свете. Да и качество результата, даже если за дело берется новичок, оказывается вполне приемлемым.
Да и качество результата, даже если за дело берется новичок, оказывается вполне приемлемым.
Чем отличается инверторный сварочный полуавтомат от обычного?
Раз уж никто не ответил, а я перелопатил тонны материала и отзывов, для тех, кто ищет сварочный аппарат для дачи, где даже лампочки горят в полнакала, это будет знать полезно.
Оказывается китайский производитель завышает характеристики своей продукции в 1,5-2 раза. Грешит этим всеми любимая Ресанта (много роликов на ютубе). Поэтому от китая я решил отказаться сразу. Походя по магазинам нашего города, и поспрашивая, есть-ли сварочные Российского производства, мне хором говорили уверенное нет. Но оно и понятно, китайцы стоят в разы дешевле, ими выгоднее торговать. Нарыл информацию. Есть Российские сварочники, и довольно много, а главное качество выше, варят лучше, в том числе при напряжении, при котором не варят китайцы. Всех производителей не буду перечислять, назову двух, между которыми я выбирал. Это СТРАТ серии КС, оборудованные корректором коэффициента мощности, позволяющий производить сварку от сильно просаженных сетей напряжением до 135 В, производят в Санкт-Петербурге, и второй вариант Форсаж, производства Рязанского завода, он без ККМ, в отличие от СТРАТа, но варит при напряжении 140В. Я купил себе Форсаж- 180, т.к. по отзывам он всё же варит лучше Страта, а напряжение в моей сети не падает ниже 160В. Надеюсь, эта информация станет для многих отправной точкой поиска и выбора, ведь весь интернет завален информацией о дешёвых китайцах и ни слова об инверторах, которые действительно варят. Свой Форсаж я заказывал через торговую точку в соседнем городе, куда мне его везли с завода, не было в наличии, раскупают на раз.
Собранная подобным образом батарея литий-ионных аккумуляторов безотносительно ее использования — это ни что иное, как самодельное взрывное устройство. Так как здесь нарушено не одно правило безопасного использования литий-ионных аккумуляторов, а сразу несколько:
Так как здесь нарушено не одно правило безопасного использования литий-ионных аккумуляторов, а сразу несколько:
- Нельзя использовать пайку — перегрев переводит аккумулятор во взрывоопасное состояние.
- Нельзя собирать батарею из абы каких элементов без подбора — она «расползется», какие-то аккумуляторы окажутся перезаряженными и — привет, взрыв или пожар.
- Подобный монтаж легко приведет к короткому замыканию, что обязательно приведет к взрыву или пожару.
- Использование такой мощной батареи без устройств мониторинга, защиты и балансировки крайне опасно.
- Заряжать такую батарею от лабораторного блока питания — безрассудство. Один случайный поворот ручки — и через какое-то время ваша квартира превратится в море огня.
А если говорить о применении таких аккумуляторов для сварки — то разрешенный ток для одной банки лишь для некоторых высокотоковых моделей составляет 20-30 А. В данном случае мы имеем дело с аккумуляторами неизвестного происхождения, и являются ли они высокотоковыми и действительно с них можно брать 28 ампер — одному продавцу известно, а зачастую неизвестно и ему. Вполне вероятно, и даже скорее всего — что эти банки обыкновенные, не высокотоковые и при токе в десятки ампер им запросто может поплохеть — с вытекающими из этого пиротехническими эффектами, которые в такой огромной батарее приведут к катастрофическому пожару или взрыву.
Аккумуляторный сварочник возможен. Но он должен конструироваться с учетом всех необходимых требований безопасности и оснащен регулятором тока, схемами защиты, контроля батареи, а последняя должна быть изготовлена со всем вниманием, должна правильно охлаждаться при работе и т.д.
Работать такой сварочник будет (хотя дугу из-за низковатого напряжения зажечь будет трудно), но будет крайне опасен.
Я не собирал лично но мне собрали специалисты именно по книге В . Ю. Негуляева . И скажу что уже года полтора работает совсем хорошо .Никаких нареканий нет , могу сказать что заходил на многие форумы там естественно отзывы разнятся но все в один голос говорят если собрал специалист по агрегат будет работать отлично !!!
Ю. Негуляева . И скажу что уже года полтора работает совсем хорошо .Никаких нареканий нет , могу сказать что заходил на многие форумы там естественно отзывы разнятся но все в один голос говорят если собрал специалист по агрегат будет работать отлично !!!
Что бы он был не китайский — у меня сосед замучался с китайцами — купил один и через месяц он сгорел , поменяли на новый — такая же история , долго бился что бы вернули деньги .
Потом взял корейский и теперь уже год не знает никаких проблем с ним , так что только не китаец .
Все зависит от цели приобретения сварочного устройства. Если вы его приобрели для того, чтобы раз в год подварить оторвавшийся навес на воротах, то покупайте дешевый тиристорный. А если будете варить целыми днями с утра до вечера себе на прокорм семьи, то покупайте дорогой и мощный транзисторный.
Но по своей сути тиристоры надежней транзисторов. Они реже выходят из строя, дешевле и менее дефицитны.
какой лучше и в чем отличие. Чем отличается инвертор от сварочного аппарата, и какие характеристики важны
Кондиционер — это устройство, которое необходимо для комфортной жизни человека в современных климатических условиях. Погода на улице с каждым годом меняется всё кардинальнее: зимы становятся суровее, а летом из-за большой жары находиться в помещении невозможно. Чтобы сделать атмосферу подходящей для нормальной работы и быта, используют кондиционеры. Эти современные приборы не только могут охладить помещение, но и поднять температуру до комфортного уровня.
По принципу работы кондиционеры делятся на 2 основных типа:
- инверторные;
- классические.
Инверторные модели появились на рынке бытовой техники недавно. Родиной данной технологии является Япония, но сейчас подобную продукцию можно увидеть в любой стране мира. Основной вопрос: чем отличается инверторный кондиционер от неинверторного, и имеет ли данная разновидность устройств определённые преимущества?
Родиной данной технологии является Япония, но сейчас подобную продукцию можно увидеть в любой стране мира. Основной вопрос: чем отличается инверторный кондиционер от неинверторного, и имеет ли данная разновидность устройств определённые преимущества?
Инверторная технология не имеет слишком много отличий от обычной работы кондиционера, но создаёт дополнительную экономию при эксплуатации прибора, а также позволяет постоянно поддерживать комфортную атмосферу в помещении.
Начало работы данной разновидности кондиционеров ничем не отличается от обыкновенных устройств. Последовательность:
- Пользователь включает кондиционер вручную или посредством пульта дистанционного управления.
- Во всех приборах установлен специальный датчик, который позволяет сравнить температуру в помещении на данный момент и установленную пользователем. Именно он запускает компрессор, если разница температур не совпадает.
- Компрессор работает в полную мощность, пока не будет установлен требуемый пользователем температурный режим. На протяжении всей работы компрессора датчик сравнивает показатели.
С этого момента различия в работе кондиционеров двух разновидностей становятся более явными.
Выполнив свою основную функцию и доведя атмосферу до нужного уровня, в простом кондиционере компрессор отключится. После поднятия или падения температуры на несколько градусов датчик снова включит компрессор, который будет работать на полную мощность.
Инверторная технология позволяет не отключать компрессор полностью, а просто снизить его мощность. Датчик продолжает сравнивать температурные режимы и самостоятельно выбирает мощность, с которой должен функционировать компрессор. Результатом является постоянная температура в помещении, более низкий расход электроэнергии и больший срок эксплуатации устройства.
Устройство и принцип действия кондиционеров классического типа
Обыкновенные устройства не обладают теми полезными свойствами, что есть у инверторных кондиционеров.
- Простые приборы создают больший уровень шума.
- Нет автоматического поддержания заданной температуры в помещении.
- Больший расход электроэнергии.
Двигатели вентиляторов, которые установлены в обыкновенных устройствах, имеют ротор с нерегулируемым ходом, так как там устанавливается электромагнит. Именно из-за такой конструкции невозможно поддерживать и регулировать мощность прибора. Электродвигатель будет работать только в одном режиме.
Поэтому в простых моделях при достижении требуемой температуры компрессор отключается. После повышения температурного режима на несколько градусов компрессор опять заработает в полную мощность. Из-за постоянных включений и отключений срок эксплуатации компрессора снижается, а потребление электроэнергии увеличивается.
Особенности инверторных кондиционеров
Следуя некоторым заявлениям от разных производителей кондиционеров, инверторная продукция гораздо качественнее и надёжнее, чем классические приборы.
Плюсы инверторных кондиционеров:
- Меньший расход электроэнергии, так как компрессору не приходится работать на полную мощность. Постоянное функционирование, но со средней мощностью позволяет сэкономить потребляемое электричество.
- Более продолжительный срок эксплуатации компрессора. Это обусловлено тем, что пусковые токи данного элемента при включении в несколько раз превосходят номинальные. Частое включение и выключение компрессора делает меньшей продолжительность его работы. В то время как постоянная работа, но с умеренной нагрузкой положительно сказывается на составляющих деталях элемента.
- Инверторное устройство позволяет регулировать более широкие температурные диапазоны. Например, такой кондиционер способен нагреть помещение, начиная с -10 градусов. Обычные приборы – только с -5 и не ниже.
- Кондиционеры, созданные по инверторной технологии, создают гораздо меньше шума при работе, при этом их эффективность в несколько раз больше обычных устройств.

Основным минусом инверторных кондиционеров является слишком дорогостоящее техническое обслуживание и ремонт. В данных устройствах устанавливаются электронные платы, которые при выходе из строя требуют вмешательства специалиста. Также в инверторных кондиционерах электродвигатели обладают плавной регулировкой мощности и из-за этого отличаются от классических устройств.
Популярные модели инверторных кондиционеров
Недостаточно только знать принцип действия кондиционера, также необходимо ознакомиться и с другими его возможностями и характеристиками. Приведённые ниже модели не относятся к Топ-10, но имеют весь необходимый пользователю функционал, а также инверторную технологию работы компрессора. Сравнение технических возможностей и функционала позволяет выбрать модель с лучшим соотношением цена\качество.
Рейтинг инверторных кондиционеров 2018 года должен начинаться именно с этого прибора. Популярная инверторная модель от известного производителя. Имеет весь необходимый функционал и несколько полезных в быту новинок. Его можно использовать дома, в офисе, фитнес зале.
Имеется как режим охлаждения и обогрева, так и режим снижения влажности в помещении. Очень помогает, когда атмосфера в помещении постоянно наполнена избыточной влажностью.
Устройство работает в автоматическом режиме благодаря инверторной технологии. Пользователю достаточно включить устройство и задать номинальный температурный порог.
В наличии имеется современная технология nanoe-G, которая обеспечивает распространение наноэлементов по всему помещению. Наночастицы эффективно и быстро устраняют бактерии в воздухе, вредные микроорганизмы, пыль и плесень.
Модель способна бороться с неприятными запахами, а при обогреве не создаёт сквозняков, так как прогревает теплообменник заранее.
При появлении неисправности или неправильной работе теперь не надо вызывать мастера. Panasonic CS-E7PKDW/CU-E7PKD способен самостоятельно проводить диагностику функционирования и определять поломку. Имеет хороший функционал и массу дополнительных возможностей.
Имеет хороший функционал и массу дополнительных возможностей.
Современные кондиционеры имеют все необходимые функции, тому подтверждением и является модель инверторного типа Panasonic CS-E7PKDW/CU-E7PKD, которая не только качественно выполняет свою работу, но и делает её необычайно тихой.
Другой производитель бытовой техники, показывающий не меньшее качество и надёжность работы прибора. Whirlpool AMD 355 относится к традиционным поколениям кондиционеров, так как имеет массу полезных функций и обладает широкими возможностями. Самые тихие устройства от этой компании заслужили авторитет во всём мире.
Имеется функция, которая не требует вмешательства пользователя, её достаточно выбрать в общем меню прибора. С данной функцией кондиционер самостоятельно выбирает наиболее комфортный температурный режим и может изменять настройки.
Whirlpool AMD 355 способен проводить качественную очистку воздуха, благодаря последней системе фильтров. Они справляются с бактериями и микроорганизмами различной величины — от крупных до самых мелких.
Благодаря своей конструкции, данная модель самостоятельно очищает внутреннюю поверхность.
Устройство признано во всём мире, так как в его конструкции используется экологически чистый хладагент R410A, который не причиняет вреда окружающей среде.
Кондиционер инверторного типа Whirlpool AMD 355 восстанавливает температуру в помещении с различной площадью. Даже большие размеры не являются помехой для данного устройства.
Один из лучших инверторных кондиционеров от компании BORK. Мощное устройство, в основе которого заложена автоматическая технология поддержания температурного режима. Это не только качественное охлаждение воздуха в помещении, но и стильный дизайн устройства, а также небольшие габариты устройства.
Кондиционер не создаёт сквозняков, так как при охлаждении воздушного потока используется эффект Коанда. При этом явлении воздух, выходящий из кондиционера, прилипает к потолку и не попадает прямо на пользователя.
Помимо основных режимов работы (обогрев и охлаждение), данный прибор способен функционировать в экономичном режиме, при котором снижается расход электроэнергии.
Для более качественной очистки воздуха в помещении установлена современная система Plasmacluster. Специальные частицы в воздухе уничтожают самые вредные бактерии и микроорганизмы. BORK Y701 можно использовать, даже когда в помещении находятся люди с аллергическими реакциями на различные вещества.
Современный прибор BORK Y701 создаёт атмосферу свежести в помещении. Его можно использовать как в холодные, так и в тёплые времена года. Устройство, благодаря своему изысканному дизайну, найдёт место в офисе или квартире. Правильная конструкция поддерживает работу компрессора в щадящем режиме.
Как и многие приборы, Toshiba RAS-10EKV-EE/ RAS-10EAV-EE способен быстро и качественно создать необходимый температурный режим. Но, помимо основного функционала, это устройство обладает и рядом других дополнений. Основные отличия от других моделей — эффективность, экономичность, стильный дизайн.
Из-за конструктивных особенностей и дополнительных элементов кондиционер сразу после включения работает на полную мощность. Но инверторная технология позволяет охлаждать или нагревать воздух плавно и мягко.
Установлен режим экономной работы, при включении которого кондиционер начинает потреблять меньшее количество электроэнергии.
Пользователь посредством использования специального таймера может устанавливать срок, за который устройство должно самостоятельно отключиться. Данная функция очень удобна, особенно в ночное время суток.
Имеется самостоятельная очистка прибора, которая не даёт скапливаться плесени на внутренней поверхности фильтрующих элементов.
Toshiba RAS-10EKV-EE/ RAS-10EAV-EE имеет массу положительных отзывов, пользователи выбирают его по всему миру. Его удобно использовать даже в помещениях с большой площадью. Кондиционер не создаёт сквозняков, его работа мягкая и плавная.
Заключение
При возникновении неопределённости, какой кондиционер выбрать — инверторный или обычный, лучше всего остановиться на первом типе приборов. Меньшее потребление электроэнергии играет важную роль, также очень радует пользователей практически бесшумная работа и возможность поддержания заданной температуры. Вышеописанные обзоры помогут понять, какой кондиционер лучше, а также на каком производителе стоит остановиться.
*информация размещена в ознакомительных целях, чтобы поблагодарить нас, поделитесь ссылкой на страницу с друзьями. Вы можете прислать интересный нашим читателям материал. Мы будем рады ответить на все ваши вопросы и предложения, а также услышать критику и пожелания по адресу [email protected]
Сегодня для сварочных работ всё чаще применяются инверторы. Их производство и продажи растут, использование становится обыденным. Инверторные сварочники сегодня можно встретить в небольшой мастерской, на крупном промышленном предприятии, стройке или просто в хозяйстве частного дома. В чём же их отличия от обыкновенных (трансформаторных) сварочных аппаратов? Рассмотрим шесть параметров, важных для любого аппарата, и отличия инвертора от традиционных устройств по этим параметрам. Особо отметим, сварочные аппараты Ресанта продают по ссылке http://www.avtogen.ru/svarochnye_invertory/brand-is-resanta/ , посмотрите цены.
Качество получаемого шва
Сразу следует упомянуть, что на качество шва наибольшее влияние оказывает профессионализм сварщика, а не тип используемого устройства. Однако при равных навыках работника вступает в дело такая особенность инвертора, как стабильность постоянного сварочного тока, который не зависит от перепадов питающего напряжения. Соответственно, этот ток даёт более устойчивую дугу и минимум разбрызгивания металла. Шов, естественно, будет лучше.
Немалое значение имеет плавное регулирование сварочного тока, осуществляемое в довольно широком диапазоне. Это позволяет так подобрать ток, чтобы он был оптимален для конкретных свариваемых деталей и применяемого электрода. Понятно, что правильно выставленный ток также окажет влияние на качество шва при прочих равных условиях.
Понятно, что правильно выставленный ток также окажет влияние на качество шва при прочих равных условиях.
Мобильность, габариты и масса
Инвертор превращает переменный ток сети в постоянный, который при помощи транзисторных схем изменяется в переменный высокочастотный (около 50000 Гц). Этот ток высокочастотным трансформатором преобразуется в ток сварки, формирующий электрическую дугу. Принцип, используемый в инверторах, даёт возможность не только получить прекрасные вольт-амперные характеристики, позволяющие достичь высокого качества сварки, но и исключить из конструкции аппарата громоздкий силовой трансформатор.
Благодаря применению высоких частот, габариты и масса трансформатора снижаются в несколько раз, а это приводит к тому, что вес и размеры всего аппарата уменьшаются. Для сравнения — обычные сварочные аппараты (трансформаторного типа) весят от 20-25 кг и больше, а инверторы — в пределах 4-10 кг. Понятно, что мобильность агрегатов при такой разнице веса не имеет смысла сравнивать, инвертор по этому параметру однозначно выигрывает.
Потребление энергии
В сравнении с другими видами сварочных аппаратов инвертор потребляет относительно немного энергии и на работу затрачивается меньше времени. При работе с электродами диаметром 3 мм потребление обычного сварочного аппарата около 7 кВт, а даже самый дешёвый и простой инвертор вряд ли превысит 4 кВт. На холостом ходу расход падает на порядок.
Основное достоинство в том, что энергия потребляется только в том количестве, которое необходимо для сварки. Работа с электродом 4 мм может проводиться при значении силы тока 160А, однако при питающем напряжении около 180 вольт с таким электродом качество будет не лучшим. В этом случае нужен аппарат большей мощности или применение электродов меньшей толщины.
Коэффициент полезного действия
КПД сварочного аппарата инверторного типа выше 90%, соответственно, практически вся потреблённая энергия идёт в дело, то есть — используется на дуге. Отсутствие силового трансформатора не только уменьшает массу аппарата, но также исключает потери на намагничивание железа сердечников, нагрев обмоток из-за взаимного влияния магнитных полей. Нет потери энергии на регулировочном шунте.
Отсутствие силового трансформатора не только уменьшает массу аппарата, но также исключает потери на намагничивание железа сердечников, нагрев обмоток из-за взаимного влияния магнитных полей. Нет потери энергии на регулировочном шунте.
Из этого можно сделать вывод — КПД инвертора однозначно выше КПД обычных сварочников, потери стремятся к минимальным значениям.
Стоимость
Сравнивая цены на сварочные аппараты, можно заметить, что стоимость инверторов серьёзно приблизилась к цене традиционных устройств. Если раньше инверторы были дороже в 2 раза и более, то сегодня разница редко превышает 20%. Не последнюю роль здесь сыграли производители из Китая — цены на их продукцию всегда отличались высокой конкурентоспособностью.
Надёжность и неприхотливость
Электронное управление инверторов даёт надёжную обратную связь параметров тока дуги с выходными свойствами аппарата — при розжиге устройство создаёт дополнительный импульс, облегчающий образование дуги. Короткое замыкание практически мгновенно вызывает отключение сварочного тока — это позволяет устранить эффект «прилипания» электрода. Лёгкость работы, надёжность аппарата от этого выигрывают.
Негативно сказывается на эксплуатации инверторов их чувствительность к пыли и влажности. Нужно по возможности защищать внутренности прибора от пыли, попадающей через вентиляционные отверстия, неплохо периодически чистить аппарат. Хранить инвертор следует в тёплом сухом помещении, для исключения образования влаги на элементах платы.
Не очень хорошо инверторный аппарат переносит падения и удары, что обусловлено наличием электронной начинки. По неприхотливости этот вид сварочника проигрывает обычным сварочным трансформаторам.
Предлагаемых сегодня на рынке, выделяются инверторные кондиционеры. Их преимущества в следующем:
- Высокая экономичность эксплуатации.
- Малые колебания температуры воздуха в помещении.
- Низкий уровень шума.
- Высокая степень очистки воздуха посредством различных фильтров, в том числе и HEPA-фильтров тонкой очистки.
- Возможность непрерывной ионизации и увлажнения воздуха, существующая благодаря непрерывному его потоку.
- Повышенный срок службы.

Среди покупателей климатической техники почему-то укоренилось мнение, что инверторный кондиционер — этот тот, который способен не только охлаждать, но и нагревать помещение. Это мнение в корне неверно. Кондиционеры, способные не только охлаждать, но согревать воздух, есть как среди обычных, так и среди инверторных кондиционеров. Разница между ними не в функциональности, а в конструктивных особенностях. Для того, чтобы разобраться в этом, придется немного углубиться в теорию.
Как работает обычный кондиционер?
Электрический ток напряжением 220 Вольт и частотой 50 Герц в бытовом кондиционере поступает на электродвигатель через реле, управляемое электронным блоком. Для питания электроники необходимо постоянное напряжение. Его получают из сетевого, понижая трансформатором и преобразуя выпрямителем.
Температура воздуха замеряется датчиком. Если она выше, чем заданная, электронный блок включает двигатель и воздух охлаждается. При выравнивании температур двигатель выключается. Эта схема отработана десятилетиями, она кажется максимально простой и функциональной. Но, на самом деле, все далеко не так благополучно.
Любые электроприборы в моменты включения и выключения испытывают нешуточные перегрузки. Все мы множество раз наблюдали, как перегорают при включении лампы накаливания. Электродвигатели сгорают гораздо реже, но и с ними это случается. Вообще говоря, непрерывная работа для электродвигателя безопаснее бесконечного включения-выключения.
Но если двигатель кондиционера будет работать беспрерывно, то как регулировать температуру? Можно было бы регулировать воздушный поток, но двигатели переменного тока так устроены, что менять частоту их вращения можно только изменяя частоту питающего напряжения. Этот конструктивный недостаток не дает возможности плавно регулировать поток воздуха простыми средствами.
Что такое «инвертор»?
Инвертор — электронное устройство, преобразующее постоянный ток в переменный. Инверторная схема питания выглядит следующим образом: сетевое напряжение выпрямляется и поступает на управляемый генератор частоты. Напряжение с его выхода подается на двигатель. При изменении частоты генератора, меняется частота вращения вентилятора и компрессора. Управление частотой производит электронный блок с датчиком температуры. Инверторы используются не только в кондиционерах, по такой схеме построены, к примеру, блоки питания компьютеров и ноутбуков. Она дает существенный выигрыш в весе и объеме, поскольку используемые при этом высокочастотные трансформаторы значительно меньше и легче обычных.
В чем преимущества инверторной сплит-системы кондиционирования?
- Компрессор работает постоянно, а не в старт-стопном режиме. Это увеличивает срок его службы приблизительно на 30%
- Двигатель рассчитан на круглосуточную работу.
- В зависимости от температуры воздуха меняется потребляемая мощность в пределах от 5-90%.
- Расход электроэнергии уменьшается до 50%.
- Кондиционер не охлаждает весь объем воздуха в помещении при каждом включении, он только поддерживает заданную температуру.
- Точность регулирования температуры — до одного градуса.
- Низкий уровень шума.
- Отсутствие сквозняков.
- Экологическая безопасность.
- Возможность работы на обогрев при сильном морозе.
Последний пункт требует разъяснений. Обычную сплит-систему запрещается включать при температуре наружного воздуха ниже −5 градусов. Это объясняется тем, что масло в выключенном компрессоре стекает вниз и загустевает. Пуск происходит при практически «сухом» компрессоре. Результат таких действий непредсказуем, от обычного заклинивания до пожара. Компрессор инверторного кондиционера работает непрерывно, вследствие чего хладоагент постоянно находится в работе и сохраняет свои свойства. Это позволяет безопасно эксплуатировать кондиционеры подобного типа при −15, а некоторые и −25 градусах мороза на улице. Видимо, на этом факте основано убеждение в том, что только инверторный кондиционер может работать, как нагреватель.
Это позволяет безопасно эксплуатировать кондиционеры подобного типа при −15, а некоторые и −25 градусах мороза на улице. Видимо, на этом факте основано убеждение в том, что только инверторный кондиционер может работать, как нагреватель.
В чем недостатки инверторной сплит-системы кондиционирования?
Недостаток один, но достаточно существенный — это цена. В среднем инверторные кондиционеры стоят процентов на 40 дороже обычных. Эта разница достаточно быстро окупается снижением расходов на электроэнергию.
Каков главный параметр качества инверторного кондиционера?
Это диапазон регулировки частоты двигателя. В дешевых моделях он не превышает 40-70%. Но все преимущества использования инвертора раскрываются при диапазоне регулировки не менее, чем 25-80%. Это специфический параметр в списке характеристик, выбирая инверторный кондиционер, на него нужно обращать особое внимание. Новейшие модели, использующие недавно разработанные схемы суперинверторов, достигают глубины регулировки 5-90%.
Какие дополнительные возможности есть у инверторных кондиционеров?
На пульте управления обычного кондиционера все чаще можно увидеть кнопку «Эко-режим», хотя никто точно не знает, что это такое. Инверторный кондиционер работает в этом режиме постоянно, в нем используются хладоагент, не отравляющий атмосферу и не уничтожающий озоновый слой. В подобные системы можно устанавливать любые воздушные фильтры, в том числе и HEPA-фильтры тонкой очистки. Одна из японских фирм запатентовала фильтр Nano Titanium Wasabi с экстрактом васаби, убивающий 99,99% микробов. Инфракрасные системы слежения за перемещением людей в помещении позволяют направить поток охлажденного воздуха именно в ту зону, куда переместился человек. Такая система уже ближе к климат-контролю автомобиля, чем к обычному системе кондиционированию воздуха.
Все популярнее установка в кондиционер ионаторов и увлажнителей воздуха. Эта опция способствует обеззараживанию атмосферы помещения от грибков, бактерий и микробов, уничтожению бытовых запахов. Инверторный кондиционер очищает воздух и насыщает его ионами постоянно.
Инверторный кондиционер очищает воздух и насыщает его ионами постоянно.
Выводы
Инверторную сплит-систему следует устанавливать в помещениях с повышенными требованиями в комфорту и безопасности для здоровья — спальне, гостиной, детской. Для производственных помещений, где важнее неприхотливость аппаратуры и ее стоимость, достаточно и обычной сплит-системы.
В последние годы в магазинах бытовой техники начали появляться новые образцы кондиционеров – инверторные. Продавцы предлагают потенциальным покупателям остановить свой выбор на них: по заверениям работников торговых сетей, они существенно лучше, но во многих случаях продавцы не могут ответить на вопросы: что означает инверторный кондиционер, в чем конкретно заключается отличие инверторного кондиционера от обычного? Рассмотрим подробнее, в чем разница между инверторными и обычными сплит-системами.
Как и любая другая сплит-система, эта разновидность климатического оборудования состоит из наружного и внутреннего блока. В наружном блоке располагается компрессор, фильтр фреоновой системы, конденсатор и вентилятор, осуществляющие охлаждение фреона, и плата управления и штуцерные соединения. Во внутреннем блоке располагаются испаритель, при помощи которого производится охлаждение воздуха, вентилятор, горизонтальные и вертикальные жалюзи, фильтр и поддон для конденсата.
Чем отличается инверторный кондиционер от обычного
Основное конструктивное отличие этой модификации настенных климат-систем – это главным образом наличие в наружном блоке платы управления, которая регулирует работу агрегата так, что он включается и выключается гораздо реже. Обычная сплит-система работает по следующему принципу: после того, как температура в помещении поднимется на 3-5 градусов, происходит ее включение, а после того, как прибор охладит температуру до установленных пределов, прибор полностью отключится. Далее цикл включение/полное выключение повторяется.
Принцип работы инверторного кондиционера несколько иной. После первого включения сплит-система охладит помещение до требуемой температуры, но сразу после этого не отключится, а продолжит свою работу, но уже с пониженной на 25-75% (иногда на 5-90%) мощностью. Это достигается за счет использования в конструкции агрегата инвертора. Что означает инверторный? Это значит, что агрегат комплектуется инвертером – устройством, способным плавно менять мощность прибора.
После первого включения сплит-система охладит помещение до требуемой температуры, но сразу после этого не отключится, а продолжит свою работу, но уже с пониженной на 25-75% (иногда на 5-90%) мощностью. Это достигается за счет использования в конструкции агрегата инвертора. Что означает инверторный? Это значит, что агрегат комплектуется инвертером – устройством, способным плавно менять мощность прибора.
По достижению заданного температурного режима снижаются обороты агрегата, он продолжает работу уже на пониженной мощности, которой хватает для поддержания нужной температуры. Большинство бюджетных инверторных сплит-систем все же полностью отключаются, но гораздо реже, чем обыкновенные модели охладителей воздуха. Только дорогие агрегаты, мощность которых изменяется в пределах от 5 до 90%, способны почти не отключаться.
Согласно паспортным данным, обычные сплит-системы не рассчитаны на непрерывную эксплуатацию, время от времени его нужно отключать. Такие агрегаты в режиме обогрева работают при температуре внешней среды не ниже минус 5 градусов. В отличие от охладителей воздуха обыкновенной конструкции, агрегаты с инвертором приспособлены к круглосуточной работе, они способны работать в режиме обогрева при уличной температуре до минус 25 градусов.
Преимущества и недостатки инверторной технологии
Главное преимущество этой технологии – плавное регулирование температуры в жилом помещении. Сплит-системы с инвертером способны точно поддерживать заданные температурные параметры, колебания температуры в помещении составляют всего 1-3 градуса, что обеспечивает максимальный комфорт для находящихся в жилой комнате людей. Обычную сплит-систему в жаркую погоду приходится настраивать на поддержание 18-20 градусов.
Включаясь, внутренний блок такого агрегата начинает создавать резкий и холодный поток воздуха, создавая дискомфорт. Любой человек, находящийся под воздействием этого воздушного потока, рискует простудиться. По достижению заданных параметров охладитель воздуха отключается, и в следующий раз включится, только когда в комнате снова станет жарко. Сплит-система с инвертером по достижению нужных параметров не отключается, она поддерживает заданную температуру нерезким потоком воздуха, устраняя основной недостаток обычных кондиционеров.
Сплит-система с инвертером по достижению нужных параметров не отключается, она поддерживает заданную температуру нерезким потоком воздуха, устраняя основной недостаток обычных кондиционеров.
Преимущества
- Точное поддержание заданного температурного режима.
- Работа в круглосуточном режиме.
- Работа на обогрев при температуре на улице от -10 до -25 градусов.
- Экономный расход электроэнергии.
- Увеличенный срок службы.
- Пониженная шумность.
Недостатки
- Повышенная на 30-40% стоимость.
- Зависимость платы управления от перепадов напряжения.
- Высокая стоимость ремонта.
Какой из кондиционеров с инверторным приводом лучше
Многие бренды производят данную категорию бытовых климат-систем. Самыми качественными считаются изделия японских марок – Daikin, Toshiba, Panasonic, Mitsubishi и других. Данные производители постоянно совершенствуют конструкцию своих изделий, которые становятся все совершеннее: более экономичными и менее шумными. Большинство моделей японских производителей способно менять производительность в диапазоне от 25 до 75%, а топовые модели от 5 до 95%.
Корейские компании выпускают неплохие кондиционеры с инверторным приводом, по качеству немногим уступающие именитым японским маркам. В сравнении с японскими аналогами корейские приборы не намного хуже, зато они несколько дешевле. Китайские производители выпускают недорогие сплит-системы с инвертером, но они способны уменьшать собственную мощность только в пределах от 35 до 70%, что заметно хуже, чем у агрегатов производства японских и корейских брендов.
Инверторные сплит-системы Daikin
Японская компания Daikin специализируется исключительно на выпуске климатической техники. Все изделия, выпускаемые на заводах компании, проходят обязательное тестирование. Агрегаты производства Daikin отличает большой срок службы (как настенных, так и напольных модификаций), низкая шумность (22-27 дБ, у топовых моделей – 19 дБ), отличная эргономичность и экономичность, наличие множества функций, в том числе функция самодиагностики. Популярностью пользуются 2 линейки – FTX и FTXN.
Популярностью пользуются 2 линейки – FTX и FTXN.
Mitsubishi Electric
По соотношению цена/качество кондиционеры «Митсубиси электрик» не имеют себе равных. Изготовление и сборка агрегатов и узлов производится с использованием современных технологий. Каждый собранный охладитель воздуха проходит 20-минутную проверку, а некоторые изделия проходят глубокую выборочную проверку. Некоторые модификации сплит-систем этой марки приспособлены к работе на обогрев при внешней температуре от минус 10 до 25 градусов. Компания выпускает изделия с инвертером серий MCZ-GE и MSZ-HJ, имеющих несущественные отличия.
Toshiba
Компания «Тошиба» занимается выпуском сплит-систем всех модификаций, в том числе инвертером. Изделия этой компании выгодно отличаются от изделий других японских марок своей ценой: она несколько ниже, чем у охладителей воздуха «Панасоник», «Митсубиси» и «Даикин», а качество не хуже, чем у них. Компания выпускает несколько линеек инверторных кондиционеров – SKV, PKVP (с увеличенной длинной трассы), SKVP-ND (приспособленные для работы при температуре на улице до минус 10 градусов).
>Fujitsu
Сплит-системы с инвертером этой марки отличает высокое качество сборки, неприхотливость в работе и обслуживании. Особо популярны модели небольшой мощности для дома, мощность которых составляет от 5 до 8 киловатт. Оборудование для охлаждения производства японской компании «Фуджитсу» обладает всеми необходимыми функциями: таймером сна, режимом самодиагностики, системой перезапуска, и т.д.
Samsung
Изделия корейской компании «Самсунг» считаются продукцией эконом-класса, они отличаются от продукции японских брендов своей доступной ценой. Инверторные кондиционеры Samsung, невзирая на свою приемлемую цену, отличаются высоким качеством: все узлы и агрегаты охладителя воздуха отвечают стандартам качества. Снижение стоимости изделия достигнуто за счет снижения срока службы (7-9 лет), и уменьшения полезных функций.
Инверторный кондиционер LG
Продукция корейской компании LG относится к эконом-классу, цены сплит-системы с инвертером LG существенно ниже, чем на изделия японских компаний. Инверторные кондиционеры производства LG обладают достаточным качеством и надежностью, и пользуются популярностью у покупателей. Отличный дизайн, наличие многих функций, в том числе автоматическая очистка, плазменная очистка воздуха, ионизация делают продукцию LG привлекательной для покупателей, ограниченных в средствах.
Инверторные кондиционеры производства LG обладают достаточным качеством и надежностью, и пользуются популярностью у покупателей. Отличный дизайн, наличие многих функций, в том числе автоматическая очистка, плазменная очистка воздуха, ионизация делают продукцию LG привлекательной для покупателей, ограниченных в средствах.Видео: какой кондиционер лучше – инверторный или обычный
Обе разновидности бытовых приборов для охлаждения воздуха имеют свои достоинства и недостатки, поэтому при выборе конкретной модели и разновидности следует руководствоваться особенностями помещения, где он будет установлен. Инверторные кондиционеры идеально подойдут для спальных комнат и других помещений с постоянной температурой. Если же в помещении время от времени будут открываться двери и окна, включаться бытовая техника, выделяющая тепло, нет смысла переплачивать: покупайте обыкновенную сплит-систему. Подробнее вопрос выбора раскрыт в тематическом видео:
Большинство людей, занимающихся сваркой, сталкиваются с такими словами, как инвертор, аппарат для сварки или трансформатор. В некоторых случаях эти слова используют как синонимы.
В этом нет ничего удивительного, поскольку эти два оборудования предназначены для одной цели и могут друг друга заменить в необходимый момент. Однако отличия всё же имеются в виде принципа применения на деле.
Основная задача у новичков в сварочной сфере – выяснить, чем же отличается инвертор от сварочного аппарата?
Необходимость сварочных работ возникает не только в промышленной деятельности, но также и дома, в бытовой сфере. Зачастую такая работа появляется у обладателей частных домов или дачи. Благодаря приобретению сварочного оборудования можно решить любую текущую проблему за короткое время.
Прежде, чем подбирать подходящую конструкцию домой, необходимо разобраться в его предназначении, функциях и немаловажных деталях использования.
Сварочный инвертор – приспособление, благодаря которому можно производить любые сварочные работы на больших производственных предприятиях либо для частного использования.
Достойный выбор должен зависеть не только от цены, возможностей, качества выполненной работы, но и с учетом технических характеристик оборудования, условий и специфических нюансов в процессе эксплуатации.
Электрическая схема сварочного инвертора.
Важные критерии, которые необходимо отметить при выборе и покупке сварочного инверторного оборудования, заключаются в следующем:
- На фирме необходимо уточнить наличие печатных плат, подходящих под конкретную модель конструкции.
Они достаточно хрупкие, а ремонт весьма дорогой. Иными словами, если у специалиста их много, это свидетельствует о том, что механизм в дальнейшем, скорее всего, будет часто ломаться. В случае отсутствия запасных деталей и возможности их приобретения только под индивидуальный заказ, можно говорить о работоспособности и долгосрочности оборудования. Дополнительно рекомендуется уточнить стоимость ремонта и производство деталей. - Наличие встроенной вентиляции.
Процесс сварки отличается большим количеством пыли, поэтому очень важно, чтобы в конструкции был охлаждающий вентилятор с прямым назначением. Кроме этого он должен всасывать пыль. Большинство производителей встраивают туннельную вентиляцию. Благодаря данному внутреннему механизму обеспечивается дополнительная защита всех основных деталей от грязи и пыли, однако значительно повышается стоимость. - Должна быть установлена защита от резких перемен напряжения.
Большинство сварочных инверторов чувствительны к перепадам напряжения, из-за встроенных защитных механизмов, что начинают работать при скачке в 220 В.
Благодаря тому, что покупатель получит достаточно информации и сумеет разобраться в различиях инвертора и трансформатора, процесс и задача будут успешно выполнены без каких-либо трудностей.
Приобретенные знания помогут не только специалистам, но и новичкам, не разбирающихся в специфике инструмента. Уровень работоспособности зависит от выставленной температуры. Именно она влияет на качество функциональности.
Именно она влияет на качество функциональности.
К примеру, из-за высокой температуры – 40+, может запуститься работа дополнительных механизмов защиты. Однако такой показатель достаточно редкий на практике. С низкой температурой всё наоборот.
Почти в каждом современном оборудовании присутствуют конденсаторы, микроконтроллеры, тразисторы и т.п., обладающие индивидуальным диапазоном температуры.
В холодную погоду необходимо следить за тем, чтобы не возник конденсат. При нулевой температуре устройство может попросту не включиться, об этом будет свидетельствовать красная лампочка с показателем перегрузки.
Выбирая данное оборудование необходимо ознакомиться с паспортом, условиями эксплуатации, допустимой температуры, а также выяснить возможность ремонтных услуг, гарантии и наличия официального сайта и подробной инструкции к применению от производителя.
Чем отличается инвертор от сварочного аппарата, и какие характеристики важны?
Сварочный трансформатор.
Говоря об отличиях инвертора и сварочного аппарата необходимо выделить несколько их характеристик.
- Объем и масса сварочного трансформатора значительно больше, нежели у инвертора.
В промышленных конструкциях их масса иногда достигает и 100 кг. - Сварочные инверторы отличаются от трансформаторов и принципом действия.
Первичный выпрямитель изменяет переменный ток в регулярный, после чего опять переводит его в переменный с высокой частотой и снова делает оборот уже на вторичном выпрямителе. В трансформаторной сварке ток меняется благодаря изменению в положении магнитных проводов, иными словами от положения сердечника, снижающего оборудование либо включает в цепь различное количество витков. - У инверторов есть устойчивая дуга, что дает стабильный сварочный ток, воздействующий на качество шва.
- Инвертор отличается конструкцией.
У него конструкция более трудоёмкая, зачастую имеет дополнительные функции, такие как: изменение значения тока, чтобы улучшить поджигание сварочной дуги либо усиление тока, чтобы ускорить работу плавки и не дать объекту слипнуться – функция называется форсированием дуги, либо уменьшение силы тока, чтоб увеличить время отрыва электрода и дополнительной защиты от перегрева. - Отличие также заключается в процессе обучения в работе с трансформатором и инвертором.
С трансформатором работать труднее, но поработав с ним, инвертор трудностей не составит. - Сварочные аппараты имеют обширный диапазон при перемене тока.
- Инверторный сварочный аппарат отличается от обычного способностью применять электроды, необходимые в любом типе тока.
- При инверторе действует регулярный ток, а сварочный аппарат применяет переменный ток, имеющий 50 Гц частоты.
- Самая большая мощность из всех оборудований для сварки у инвертора, однако, у трансформаторов большой КПД.
- Одним из главных отличий инверторного и трансформаторного оборудования является значение коэффициента прерывистой функциональности.
В последнем случае показатель не важен, но инвертор нуждается в периодическом охлаждении, чтобы не перегреться и дальше исправно выполнять своё предназначение.

На сегодня рынок обладает обширным ассортиментом различных сварочных оборудований от разнообразных изготовителей. Сварочный трансформатор рекомендуется выбирать из поставленных целей и главного предназначения, для которого его приобретают.
Итог
Не всем понятно, в чём разница между инвертором и аппаратом для сварки. Разных характеристик у них предостаточно, если более подробно изучить каждую конструкцию, но обычному человеку они, скорее всего, покажутся идентичными.
Людям, применяющим сварку в различных ситуациях и которым важно качество шва, сварочное трансформаторное оборудование окажется лучшим вариантом.
Когда сваривать необходимо в большом количестве, используя высокую мощность, то трансформатор станет более выгодным вариантом, поскольку перегрев ему не грозит. В этом и заключается основная отличающаяся черта инвертора от сварочного аппарата.
Сварочный аппарат инверторный Ресанта САИ-160ПН
ОписаниеСварочный аппарат пониженного напряжения РЕСАНТА САИ-160ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
— «Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
— «Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
— «Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
— Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата.
— Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
— Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов.
— Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат.
— Петли позволяют крепить ремень, чтобы переносить аппарат на плече.
— Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений.
— Вентиляционная решётка обеспечивает дополнительную вентиляцию.
— Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции.
— Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода.
— Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги.
— Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
— Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта.
— Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой.
Вес сварочного аппарата
Габариты и вес комплекта сварочного аппарата
Габариты и вес сварочного аппарата – параметр несомненно важный, но не всегда играет ключевую роль. Тут следует определить для себя условия, в которых планируется эксплуатация сварочного аппарата.
Сеть масштаба города (сеть доступа)
Основной характеристикой таких сетей является большое число узлов коммутации с малым количеством сварок в каждом из них.
К примеру, в каждый многоквартирный дом заводится кабель, из которого выводится зачастую всего несколько волокон в зависимости от количества абонентов. Соответственно, в каждом узле необходимо провести сварку малого количества волокон (иногда 2-4). Остальные волокна могут идти транзитом. В этом случае, монтажник постоянно должен перемещаться с места на место и массогабаритные показатели монтажного оборудования играют чрезвычайно важную роль.
Еще одной характеристикой сети доступа является отсутствие элементарных условий для проведения монтажа оптических волокон (за исключением новостроек). Часто приходится работать на чердаках, в подвалах, на лестничных площадках и т.д. Все эти места имеют ограниченное пространство и недостаточную освещенность. В связи с этим у многих монтажников уже проявляются профессиональные заболевания: проблемы с ногами (из-за работы на присядки) и со зрением (согласитесь, сложно работать с волокном диаметром 125 мкм в плохо освещенном помещении).
Кроме того, ради сварки даже малого количества волокон все равно требуется подготовка рабочего места сварщика, что зачастую занимает больше времени, чем сам монтаж.
Вышеуказанные особенности монтажа оптического волокна в городских условиях повлекли создание отдельных линеек сварочных аппаратов, созданных для работы именно в таких условиях.
Основными их характеристиками являются:
- Малые габариты и вес
- Возможность крепления на груди монтажника и произведение сварочных работ в таком положении с минимальными временными затратами на организацию рабочего места
- Применение специальных держателей (холдеров) при работе с оптическим волокном. В этом случае волокно укладывается в холдер всего один раз. В дальнейшем, все манипуляции (удаление буферного слоя, скалывание, сварка) производятся с холдером, который имеет магнитную основу и без труда устанавливается в нужное место. Это существенно уменьшает нагрузку на зрение.
Следует учесть, что сварочные аппараты такого типа в основном выравнивают волокна по оболочке ( V-канавке ), что обуславливает несколько большие потери на сростке. Однако такие потери ( SMF: 0.03 дБ, MMF: 0.02 дБ, DSF: 0.06 дБ, NZDSF: 0.06 дБ) с лихвой удовлетворяют требованиям по потерям на сварном соединении сети доступа (до 0,15 дБ).
Магистральные ВОЛС
Ключевой особенностью магистральных ВОЛС является большое количество сварных соединений в каждой муфте или ODF (зачастую это от 24 до 96 волокон). Рабочее место монтажника в этом случае располагается в автомобиле или палатке, где есть место для монтажного стола, предусмотрены крепления для муфт, места для размещения скалывателя, салфеток, дозатора для спирта, инструментов, организовано освещение и др.
Монтажник редко перемещается и массогабаритные показатели сварочного аппарата играют не ключевую роль. Значительно важнее на магистрали – обеспечить минимальные потери на сварном соединении. Поэтому в этом случае профессионалы отдают предпочтения сварочным аппаратам с выравниванием волокон по сердцевине оптического волокна.
Ремонт квартиры своими руками
Советы мастера со стажем
Свежие записи
Как выбрать клемму массы (для сварочного аппарата)
При покупке сварочного аппарата обычно в комплекте к нему прилагаются следующие приспособления:
- сварочный кабель к нему,
- обратный кабель,
- клемма массы.
Если приобретаемый инверторный источник питания (сегодня уже практически никто не пользуется трансформаторами для сварки) рассчитан на бытовые работы, то в большинстве случаев все эти комплектующие требуют немедленной замены. Особенно, если речь идет о китайских сварочных аппаратах, доля присутствия которых сегодня на рынке сварочной техники составляет около 98%, хотя манагеры (недобросовестные продавцы) и пытаются «впарить» их как итальянские, чешские, датские, французские и тому подобное.
Если же замена не произошла сразу, она обязательно потребуется после непродолжительного времени эксплуатации. Обычно бесплатно инвертор комплектуется электрододержателем КВ-200, который стоит 3$ (представьте по какой цене его отпускает завод-изготовитель), соответственно, это эконом-версия и экономят здесь на используемых для изготовления материалах. Это касается токоведущих частей, изготовленных, как правило, из металла с покрытием под латунь или медь, некачественной пластмассы. Для сварки время от времени в быту КВ-200 может прослужить долгое время, однако, при более интенсивных режимах (например, если вы хотите вырезать электродом в металле отверстия) или просто при продолжительной сварке он перегреется, и в прямом смысле этого слова развалится. Но со временем, даже при щадящем использовании, пружина, которая зажимает губки держака, ослабляется и не держит электрод жестко, он начинает шататься. Это действует отрицательно на стабильности дуги, сказывается на качестве сварных швов, но, самое главное, сказывается на нервах сварщика.
Кабель обычно тоже желает лучшего: короткий, вместо медной жилы используется алюминий с гальваническим покрытием.
Все то же относится и к клемме массы. При интенсивной сварке она скорее всего сгорит, со временем ослабляется пружина и, соответственно, контакт. Подобное может также происходить из-за коррозии металлических губок, которые нужно постоянно зачищать до блеска.
Как выбрать хорошую массу, если старая по каким-то причинам пришла в негодность или вы ее изначально решили не использовать (по причине некачественного исполнения)?
Выбирайте торговые марки, которые имеют уже сформировавшуюся положительную репутацию. На самом деле, вы не застрахованы от контрафактной продукции, которую неспециалисты не могут отличить от оригинальной. Покупайте в специализированных магазинах с устоявшейся репутацией.
Масса должна быть подобрана с учетом максимального сварочного тока вашего аппарата и уверенно удерживать вес подключаемого сварочного кабеля. Если в роли основного «сжимающего органа» в массе используется пружина, ее пружинящих свойств должно быть достаточно для обеспечения усилия, необходимого для достижения надежного контакта с изделием. Ключевую роль играет величина раскрытия клеммы, которой должно быть достаточно для уверенного крепления к изделиям различных размеров (в том числе больших).
По конструктивным особенностям и характеру фиксации клеммы заземления разделяют на несколько типов:
- Струбцина
- зажим «Прищепка»
- Магнитная клемма
Каждая имеет свои достоинства и недостатки. Струбцина гарантирует надежный «железный» контакт, потому что фиксируется она жестко при помощи винта. «Прищепка» имеет наибольшее распространение благодаря быстрой фиксации даже на изделиях сложной геометрической формы. Магнитную массу удобнее всего использовать там, где предыдущие две не работают: например, при сварке труб большого диаметра.
Выбирайте по характеру предстоящей работы, какая конструкция массы будет для вас оптимальной.
Рекомендации по выбору и эксплуатации клеммы массы типа «Прищепка» (или «Крокодил»)Как уже было сказано, чаще всего в быту используют зажим массы, внешне похожий на обычную бытовую прищепку для фиксации белья, только многократно увеличенную. Поэтому расскажем о ней подробно в завершающей части нашей статьи.
Такая масса часто выходит из строя по причине некорректной эксплуатации. Знание того, как работает «прищепка», поможет продлить срок ее службы. Обратите внимание, на любой «прищепке» есть медная, омедненная, либо латунная шина, передающая электрический контакт от первой зажимной губки ко второй. Подключаемый металл изделия, сварку которого вы планируете осуществить, не должен касаться шины. Постоянный контакт с шиной приведет к ее порче. Варианты правильного и неправильного подключения показаны на фото.
Пружина позволяет фиксировать «прищепку» на изделии. Однако часто возникает проблема, когда контакт, который подходит с помощью провода к одной прижимной губке, проскакивает через пружину к другой. Пружина начинает нагреваться и теряет свою твердость и жесткость, как следствие, ослабевают пружинящие свойства – клемма массы приходит в полностью неработоспособное состояние.
Если хотите приобрести хорошую «прищепку» для сварки, покупайте предназначенную для профессиональных работ с запасом на 400 …500А. Какие конструктивные особенности имеют подобные изделия:
- Мощная пружина, способная обеспечить действительно надежный контакт,
- Большая степень раскрытия иногда очень выручает,
- Медная шина в таких «прищепках» размещена так, что с ней невозможен физический-электрический контакт.
Классификация сварочных аппаратов. Виды и типы аппаратов для сварки.
Сварка как способ неразъемного соединения металлов вошла в нашу жизнь немногим более ста лет назад, однако переоценить ее значение сегодня невозможно. С помощью сварки выполняется значительное количество разнообразных работ в различных областях, от микроэлектроники до изготовления многотонных конструкций. Поскольку металлы и сплавы могут иметь различную форму, размер и химический состав, разработано множество соответствующих технологий, инструментов и приспособлений. Но основным методом давно и заслуженно считается электрическая сварка (а иногда и резка) металлов, в первую очередь низколегированных сталей. Среди достоинств электросварки — быстрое и надежное соединение материалов с минимальными затратами. Однако при необходимости с помощью сварочного аппарата можно и разрезать металл, причем даже в труднодоступных местах, куда другой инструмент просто не подлезет. В последние десятилетия сварочные аппараты изготавливают с применением электронных компонентов, что значительно уменьшило их массу и габариты и позволило еще более расширить их применение в быту.
Давайте же разберемся какие бывают виды сварочных аппаратов и по каким признакам их различают.
ИСТОЧНИКИ СВАРОЧНОГО ТОКА
Это основная деталь любого сварочного аппарата, преобразующая напряжение сети в постоянный или переменный ток с заданными параметрами. Виды сварочных аппаратов по типу источника тока классифицируются на:
Сварочные трансформаторы. Традиционный и в то же время конструктивно самый простой источник сварочного тока. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до сварочного. Регулируют силу тока различными методами, самый распространенный из которых — изменение расстояния между первичной и вторичной обмотками. Все трансформаторы имеют одну общую особенность — выдают на выходе переменный ток. Чтобы варить с помощью «транса» цветные металлы или улучшить стабильность горения дуги, необходимо вводить в конструкцию дополнительные тяжелые и громоздкие элементы, да и сам трансформатор весит прилично. При этом для выполнения ответственных работ требуются специальные электроды для переменного тока.
КПД трансформатора довольно высок (до 90 %), но часть энергии уходит на нагрев. Для охлаждения в современных моделях применяют вентиляторы также значительной мощности: ведь охладить надо устройство в несколько десятков, а то и сотен килограммов весом. В настоящее время этот вид источников сварочного тока применяется нечасто, но у трансформаторов, помимо КПД, есть еще два важных достоинства: невысокая цена и долговечность, из-за которых они до сих пор пользуются спросом.
Сварочные выпрямители. Выпрямителями называют аппараты, преобразующие переменный ток в постоянный. Они состоят из понижающего трансформатора, выпрямительного (диодного) блока, а также устройств регулировки, пуска и защиты. Такая конструкция, хотя и сложнее трансформатора, но обеспечивает гораздо более стабильные выходные характеристики сварочного тока и электрической дуги. Качество шва в конечном счете тоже гораздо выше. Цена выпрямителей не сильно отличается от цены трансформаторов, надежность также на высоте: ломаться в них практически нечему.
Основные недостатки такие же, как у трансформатора — высокий вес, сложность работы, сильная «просадка» напряжения в сети в процессе сварки.
Инверторы. Это наиболее современный тип сварочного аппарата. В отличие от обычных сварочных аппаратов, у которых силовой трансформатор работает на частоте сетевого напряжения 50 Гц, сварочный инвертор использует ток высокой частоты (несколько десятков килогерц). При этом для передачи необходимой энергии требуется трансформатор гораздо меньших размеров и массы, а сварка проходит при постоянном токе хорошего качества, что сказывается и на качестве шва. Обычный сварочный трансформатор на 160 А весит не менее 18 кг, а силовой трансформатор сварочного инвертора на 160 А весит не более 300 граммов и по размерам сравним с пачкой сигарет, при этом вес всего инвертора, с корпусом и всей электроникой, составляет 3–7 кг. Инвертор состоит из выпрямителя, сетевого фильтра, преобразователя в переменное напряжение высокой частоты, сварочного трансформатора, еще одного выпрямителя и управляющей схемы. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами. Еще один «плюс» — у инверторов, как правило, эта регулировка гораздо точнее и выходные параметры намного стабильнее, что сильно упрощает подбор оптимального режима работы.
Все инверторные аппараты производятся по одной из двух технологий — MOSFET или IGBT.
Технология MOSFET была разработана примерно полвека назад, IGBT — более современная и экономичная — имеет множество преимуществ по сравнению с MOSFET. В Европе, где нормативы по энергопотреблению ужесточаются с каждым годом, найти в продаже MOSFET-инверторы уже невозможно. У нас они пока встречаются довольно часто. Инверторы MOSFET хорошо отработаны, стоят обычно дешевле и, невзирая на больший вес и габариты, все еще достаточно популярны, особенно для выполнения простых работ по сварке черных металлов. Производство компонентов MOSFET обходится дешевле, но и требуется их больше: в инверторе на 200 А можно встретить до 24 одинаковых силовых транзисторов MOSFET и в разы меньшее количество транзисторов IGBT (обычно около десятка). Инверторные аппараты IGBT способны работать при значительно большей частоте (60–85 кГц), чем MOSFET, что еще более снижает вес аппарата. Температура срабатывания термозащиты у IGBT-транзисторов составляет порядка 90 °С против 60 °С у MOSFET, это напрямую влияет на продолжительность непрерывной работы инвертора. Что касается ремонтопригодности, тут мнения «сервисменов» кардинально различаются. Некоторые считают, что компактный и имеющий меньшее количество деталей и силовых транзисторовинвертор чинить проще, другие — что более ремонтопригоден аппарат, выполненный по технологии MOSFET, с более крупными деталями и свободной компоновкой.
К тому же производители выпускают различные IGBT-аппараты, порой со сложной компоновкой и трудным доступом к отдельным деталям. В любом случае, если придерживаться мнения «чем меньше деталей — тем меньше вероятность поломки», следует обратить внимание на инверторы IGBT, к тому же за счет отличных параметров сварочного тока они лучше варят не только черные металлы, но и чугун, и нержавейку. Лидером производсва инверторных сварочных аппаратов является компания Линкольн Электрик(Lincoln Electric).
За счет использования в инверторах электронной системы управления с помощью обратных связей, можно получить выходные характеристики, подходящие для любого способа сварки. Наиболее важны функции Hot Start, Arc Force и Anti-Stick. В начале работы электроника обеспечивает дополнительный импульс тока, что облегчает поджиг дуги (функция Hot Start). Если электрод слишком быстро приближается к детали, функция Arc Force увеличивает сварочный ток, препятствуя залипанию. При залипании ток снижается или отключается, исключая возможность «приморозить» электрод (функция Anti-Stick).
В той или иной мере эти функции присутствуют во всех инверторах,в более дорогих моделях есть возможность их регулировки (например, Hot Start при сварке тонких листов металла не нужен, проще его уменьшить или вовсе отключить).
Недостатки у инверторов тоже есть, но таковыми их назвать можно с большой натяжкой. Следует различать использование инвертора в быту или на производстве.
Основной враг электронных схем — влага и пыль, особенно металлическая. Поэтому не рекомендуется включать его в запыленных помещениях и особенно работать «болгаркой» рядом с включенным инвертором.
Разумеется, при дожде работы следует прекращать, это запрещено правилами техники безопасности, и не только потому, что вредно для аппарата. Профессиональные модели лучше защищены от пыли и влаги, но и стоят соответственно. В любом случае время от времени аппарат нужно открывать и тщательно продувать сжатым воздухом.
Электроника чувствительна к качеству тока, поэтому в схему инверторов включают различные элементы защиты: датчики перегрева, предохранители, иногда — устройства отключения при падении напряжения ниже допустимого уровня, впрочем, практически все аппараты могут работать при напряжении от 170 до 250 В. Для защиты от резкого скачка напряжения (выше 270 В) многие производители устанавливают варисторы («таблетки»), раскалывающиеся при резком повышении напряжения. После этого поврежденный варистор следует заменить, этот ремонт прост и недорог. Если планируется автономная работа от электрогенератора, необходимо подбирать аппарат со встроенным компенсатором перепадов напряжения питающей сети. О его наличии производители предупреждают отдельно, без него инвертор может быстро выйти из строя.
Аппарат не следует хранить зимой в неотапливаемом помещении — электроника требует бережного отношения.
Есть и еще один «недостаток»: работать на трансформаторе или выпрямителе гораздо сложнее, чем на инверторе, зато научившийся работать на «трансе» без проблем перейдет на инвертор, а вот обратный переход гораздо сложнее — придется доучиваться.
ОСНОВНЫЕ ПАРАМЕТРЫ СВАРОЧНОГО АППАРАТА
Очень важным параметром при работе сварочного аппарата, независимо от его устройства, является продолжительность включения (ПВ) при различных значениях сварочного тока. Тут у разных производителей разные методики измерений. В европейском стандарте EN 60974-1 принимается во внимание продолжительность сварки при температуре 40 °C до первой остановки аппарата от перегрева, и ПВ высчитывается исходя из отношения этого времени к 10-минутному рабочему циклу. При более приближенных к реальности условиях по методике итальянской компании Telwin (t = 20 °C, работа с перерывами) учитывается в первую очередь количество электродов, которые можно использовать за этот период времени. Разумеется, ПВ, рассчитанный по второй методике, заметно выше и при выборе аппарата надо уточнить, как именно его считали. Впрочем, в процессе работы редко приходится жечь подряд несколько электродов на полной мощности без перерыва, и аппарат с заявленным «европейским» ПВ в 10–20 % будет работать до отключения столько же, сколько с 60–80 %-ным ПВ, рассчитанным по «телвиновской» методике.
Важным параметром и первым, на что обычно обращают внимание, считается диапазон изменения сварочного тока. Он косвенно указывает на мощность аппарата. Чем она больше, тем большего размера электрод можно установить и тем больше будет ПВ при работе небольшими электродами при равной силе тока. Для бытовых целей и работы ходовым 3-миллиметровым электродом всем видам трансформаторов с лихвой хватает максимальной мощности в 150 А, для инверторов — и того меньше, при этом токе они спокойно варят «четверкой». Следует учитывать, что на коробке с электродами обычно указывают рекомендуемые токи при работе с трансформаторами или выпрямителями, инвертор при таких токах уже может резать металл.
Еще один важный параметр — ток холостого хода. Он может находиться в пределах 60–85 В: чем выше, тем проще зажечь дугу.
Некоторые модели сварочных аппаратов способны функционировать совместно с устройствами для сварки аргоном, выпускаются также модели, работающие в полуавтоматическом режиме (сварка проволокой). Для бытового применения они не очень интересны — подобные опции требуются редко, а стоимость их гораздо выше, чем у простых моделей. Но если планируется работа на профессиональном уровне с различными видами металлов и тонкими листами, эти функции будут весьма полезны.
ВИДЫ СВАРКИ
Ручная дуговая сварка плавящимся электродом (ММА). Это наиболее популярный вид сварки, при котором роль электрода играет проволока, покрытая обмазкой.
В процессе плавления проволока соединяет свариваемые детали, а обмазка (шлак) защищает сварочную ванну от воздействия кислорода, также способствуя улучшению характеристик дуги и качества шва. Чаще всего таким образом сваривают черные металлы, чугун и некоторые виды цветных металлов и сплавов, однако добиться хорошего соединения в последнем случае довольно трудно: легкоплавкие компоненты сплавов выгорают, и соединение получается не слишком качественным.
Ручная сварка в среде защитных газов (TIG). Наиболее часто в качестве газа применяют аргон с небольшой примесью кислорода, чтобы выжечь грязь и окислы в процессе работы, а сварка проводится неплавящимся графитовым или вольфрамовым электродом. В качестве присадки используют прутки из того же материала, что и свариваемые детали. Качество шва при таком методе очень высокое, легкоплавкие компоненты сплавов и легирующие добавки не выгорают, сварочная ванна защищена от кислорода воздуха, образование шлака практически исключено. Сваривание почти всегда производится на постоянном токе прямой полярности, только для алюминия более подходит переменный ток или обратная полярность: так лучше разрушается оксидная пленка. Несмотря на то что такой способ довольно дорог и не отличается высокой скоростью работы, он достаточно популярен и порой незаменим для сварки любых металлов в случае малых объемов работ либо если автоматизировать процесс по разным причинам не удается.
Полуавтоматическая сварка. При ней в роли электрода обычно выступает сварочная проволока, автоматически подающаяся в зону сварки, хотя возможна и сварка неплавящимся электродом. Аппарат при этом перемещают вручную. Сварка производится постоянным или импульсным током, различают сварку в среде инертных (MIG) или активных (MAG) защитных газов и сварку порошковой проволокой — тогда газ не требуется. Для крупных объемов наплавляемого металла целесообразнее ММА-сварка. Сфера работы полуавтоматов — сварка тонких листов, высоколегированных сталей, цветных металлов, а также промышленное применение.
ДРУГИЕ МЕТОДЫ И СПОСОБЫ СВАРКИ
Помимо трех перечисленных основных методов сварки, используются и другие, особенно в промышленном производстве. Кратко опишем некоторые из них.
Плазменная сварка. Источником теплоты здесь служит плазменная струя, получаемая при ионизации рабочего газа между электродами, одним из которых может быть свариваемое изделие, либо оба электрода находятся в плазменной горелке — плазмотроне. Оба эти способа в промышленном производстве применяются чаще для наплавки и резки, чем для собственно сварки.
Контактная сварка. При ней соединенные заготовки или их соприкасающиеся участки прижимаются друг к другу, разогреваются электричеством до состояния пластического деформирования, а затем дополнительно сжимаются. Среди большого количества разновидностей контактной сварки можно выделить точечную, стыковую, рельефную и шовную.
При точечной сварке свариваемые детали соединяются внахлест, зажимаются между двумя электродами, затем включается импульс тока небольшого напряжения (несколько вольт) и значительной силы, до нескольких тысяч ампер. Таким образом, между деталями образуется сварная точка или сразу две, если электроды подводятся с одной стороны, а с другой подложена токопроводящая подкладка. Контактная сварка требует хорошей подготовки поверхностей, пригодна для многих металлов и сплавов, особенно популярна для сварки тонких листов. Коробление листов при этом невелико, качество (при должных параметрах сварки) также на высоте. Именно так, например, собирают автомобильные кузова на заводе. Метод хорошо поддается автоматизации, но может использоваться и в ручном режиме.
ЗАЩИТА СВАРЩИКА
Сварочный процесс сопровождается большим количеством опасных и вредных факторов: высокой температурой раскаленного металла и шлака, ярким свечением дуги в видимом, инфракрасном и ультрафиолетовом диапазонах, выделением токсичных газов и аэрозолей. При работе с электрическими аппаратами несоблюдение правил техники безопасности чревато риском поражения электрическим током. Поэтому необходимо позаботиться о приобретении маски и защитной одежды.
Сварочная маска или щиток. Это самый необходимый элемент, предназначенный для защиты глаз и лица. Изготавливается чаще всего из пластика или электрокартона (фибры). Щиток приходится держать одной рукой, маска крепится на голову. В конструкцию фильтра согласно ГОСТу должны входить защитное стекло и подложка из оргстекла. В качестве фильтра применяется либо затемненное стекло, либо фильтр «хамелеон», автоматически затемняющийся при возникновении дуги. «Хамелеон» гораздо удобнее, но и стоит дороже. В зависимости от условий сварки применяются стекла различной степени затемненности, в «хамелеоне» она почти всегда регулируется. Для сложных условий работ изготавливаются маски с фильтрами для дыхания или системой подачи воздуха снаружи, а также с возможностью крепления каски и наушников.
Одежда и другие средства защиты. Одежда и перчатки должны быть изготовлены из слабогорючих и нетлеющих тканей вроде брезента, прорезиненных материалов или кожи. Обувь тоже желательна «погрубее», ведь кроме искр и капель металла, на ногу можно случайно уронить железку. Наиболее практичны для этой цели ботинки из толстой кожи или резиновые сапоги. Вся одежда при работе должна быть застегнута и пригнана с таким расчетом, чтобы исключить попадание капель расплавленного металла в ее складки и защитить все участки кожи от вредного воздействия сварочной дуги. Для обеспечения электробезопасности используются коврики из резины или подобных диэлектрических материалов.
Не нужно забывать также и о других средствах защиты — исправность оборудования, наличие заземления, надежная фиксация сварочных проводов в аппарате и целостность их изоляции, надежный электрический контакт обратного провода на детали и т.п. Наконец, не стоит упускать из виду и надежное закрепление свариваемых деталей. Если правильно организовать рабочее место и работать, сообразуясь со своими возможностями и без спешки, тогда и работа, и результат будут только радовать.
Как выбрать сварочный аппарат
Как выбрать сварочный аппарат
Сварка – это скрепление металлов с помощью неразъемного соединения. Этот способ получил свое распространение еще более ста лет назад и сегодня без него невозможно выполнить большинство работ в различных областях. Сварка применяется практически во всех сферах деятельности человека, от микроэлектроники до выполнения масштабных технических работ.
Соединяемые металлы и сплавы зачастую различаются по форме, размеру и химическому составу. Поэтому ученые долгое время разрабатывали множество технологий, приспособлений и инструментов для качественного и удобного выполнения работ. Однако самым популярным и широко используемым методом заслуженно является электрическая сварка (или иногда резка) металлов. Самое главное достоинство электросварки – это возможность при минимальных затратах быстро и надежно соединить материалы.
При необходимости сварочным аппаратом можно не только соединить, но и разрезать металл, даже в таких труднодоступных местах, куда другим инструментом не добраться. Со временем масса сварочных аппаратов стала меньше, уменьшились габариты, что позволило расширить области применения подобных аппаратов.
На сегодняшний день рынок заполнен различного вида сварочными аппаратами. При выборе многие затрудняются отдать предпочтение тому или иному конкретному изделию, так как мало знают о видах и возможностях разных сварочных аппаратов. Для того чтобы после покупки не разочароваться в выборе, и в будущем не повторять подобных ошибок, следует разобраться в разновидностях сварочных аппаратов и узнать более подробную информацию о технических характеристиках каждой модели.
Типы сварочных аппаратов
1) Трансформаторные аппараты переменного тока для сварки плавящимися электродами (ММА процесс).
Не дорогие, надежные, простые в использовании. И по конструкции лучше подходят для сварки черных металлов как встык, так и внахлест. Подобные сварочные аппараты работают на плавящихся электродах с рутиловым и фтористо-кальциевым покрытием. Данное покрытие предназначено для легирования (придания сварному соединению различных физико-химических свойств) и защиты сварной ванны.
Основные технические характеристики:
Однофазное напряжение питания – 220В, 220/380В или трехфазное – 220/380В. Работа аппарата существенно снижается при скачках напряжения.
Чем выше напряжение холостого хода (выхода трансформатора без нагрузки), тем стабильнее дуга и проще ее зажигание. Разные типы электродов нормально работают при строго определенных напряжениях холостого хода. Распространенными являются аппараты с напряжением 45-52В, в отдельных случаях добавляют еще один выход в 70В.
Сварочный ток регулируется плавно и ступенчато. Его значение влияет на производительность и выбор диаметра электрода. В среднем достаточно 30-40А на миллиметр диметра электрода. Также при выборе электродов следует учитывать, что при рутиловом покрытии электродов ток требуется меньший, а при основном – больший.
Диапазон диаметров электродов колеблется от 1,5 до 2(2,5) мм. Он зависит от максимального значения тока и от вольтамперной характеристики аппарата. Бывает, что у аппаратов с одинаковыми выходными характеристиками, но разных производителей, могут быть различные значения диаметра электрода.
2) Трансформаторные аппараты постоянного тока для сварки плавящимися электродами.
По конструкции данный вид похож на предыдущий аппарат, только его производят с установленным диодным или тиристорным выпрямителем на выходе. Тяжесть и сложность аппарата компенсирует комфортная работа и стабильность дуги. Применяя соответствующие электроды, возможна работа с цветными металлами и нержавеющей сталью. Широко применяются в профессиональной деятельности и имеют такие же технические характеристики, как и предыдущий вид.
3) Полуавтоматические сварочные аппараты в среде активного или инертного газа (MIG/MAG).
Более удобные и производительные. Имеют широкое применение в авто ремонте, а аппараты поменьше удобны в личном хозяйстве. Применяются в работе с железом, сталью, нержавеющей сталью и алюминием. Состоит аппарат из выпрямителя, рукава с горелкой, трансформатора с крутопадающей вольтамперной характеристикой и привода проволоки. При сварке используется проволока 0,6-1,2 мм толщиной.
Основные характеристики:
Напряжение питания бывает однофазным и трехфазным 220 или 380В.
Напряжение холостого хода 35-37В.
При сварочном токе выше 165А, при определенном умении, существует возможность производить точечную сварку без предварительного засверливания.
Разные виды аппаратов работают на разных газах, в зависимости от свариваемого металла: железо – СО2, сталь – СО2+аргон, алюминий – аргон.
4) Инверторные (импульсные) сварочные аппараты.
Самые продвинутые и популярные аппараты во всем мире. Масса данных аппаратов всего от 3 кг, маленькие габариты, малая зависимость от входного напряжения. Оснащеы схемами стабилизации, защитой от скачков напряжения и усилен поджиг дуги. Напряжение холостого хода достигает 85-90В. Сварочным инвертором является аппарат постоянного тока. Питающее напряжение преобразуется в переменное напряжение, подающееся на трансформатор. Высокая частота напряжения (20 – 45 кГц) позволяет использовать трансформатор небольшой массы и размера. На выходе напряжение выпрямляется.
Основные моменты при выборе сварочного аппарата
Габариты и вес не имеют никакого отношения к возможностям изделия, поэтому не стоит выбирать сварочный аппарат больше и тяжелее. При использовании тороидального сердечника для трансформатора, можно значительно выиграть в весе и габаритах.
Следует помнить, что при уменьшении среднего веса сварочного трансформатора, в такой же зависимости будет расти цена на него.
Диапазон сварочного тока указывает на его возможности. К примеру, для сварки заборов, решеток и других подобных конструкций достаточно использовать электрод диаметром до 4 мм, при этом сварочный ток будет равен 180-220А.
Не менее важный параметр – это процент времени работы (ПВР или ПВ) при определенном сварочном токе. У аппаратов со встроенным вентилятором ПВ выше. Отсчет ведут от 15 минут. Пример расчетов: для тока 180А ПВР=20%. Далее 15 мин ?20%=3мин (время работы аппарата без боязни перегрева). Потом необходимо сделать перерыв.
Аппараты с выпрямлением на выходе сварочного тока позволяют более качественно делать шов и имеют дополнительные функции: заряд аккумулятора, пуск двигателя, рихтовка и нагрев металла с использованием угольного электрода.
Для дома достаточным будет инверторный сварочный аппарат на 160А, а выше уровень считается уже профессиональным.
Вес сварочного аппарата
Как выбрать сварочный аппарат, задаётся вопросом каждый, не вполне опытный, человек. Разумеется можно взять его, и другое оборудование с инструментами, в аренду это, в том случае, когда предстоящая работа одноразовая или не хватает финансов. Но если работа будет постоянной или для частного хозяйства, либо дома, то приобрести сварочное оборудование и сам аппарат, будет более рациональней.
При выборе сварочного аппарата, необходимо первоначально обратить внимание на диапазон тока при сварке. Для бытовых нужд, как правило, достаточно бывает 160-180 А.
Также существенная характеристика это ПН (процент нагрузки), она определяет как долго устройство может находиться под нагрузкой. Так, при продолжительности нагрузки равной 30 % при максимальном токе, сварочную дугу можно держать не больше 1,5 минут из 5 минут, а остальное время прибору нужно для того, чтобы отдохнуть. Поэтому, при желании использовать несколько электродов за один раз, может сработать защита от перегрева и инвертор на несколько минут отключится. Если работа выполняется с меньшими токами, эксплуатировать аппарат можно без перерыва. Но на практике в беспрерывной работе необходимости нет, ведь в процессе сварки необходимо производить замену рабочих электродов, осматривать полученные швы и другое.
Необходимо упомянуть ещё о классах защиты IP аппарата для сварки, которые ограждают от возможного попадания жидкости и пыли. В основном эти устройства обладают защитным классом IP-21 – от крупных пылинок и небольшого дождя. Также отдельные модели могут относиться к классу IP-23 – защита от сильного дождя. И, тем не менее, проведение сварочных работ под дождём строго запрещается, потому как от малейшего попадания в инвертор воды, он попросту может сгореть.
Самую большую опасность для аппарата несёт пыль от металла. Это предупреждение о том, что проводить какие-либо работы болгаркой вблизи от инвертора нельзя ни при каких условиях!
Информация о ПН и классах защиты обычно маркируется на корпусе аппарата.
Перед покупкой нужно заранее определиться какие работы будут производится, какими электродами и каков объем работ. Например: электород: тройка, ток: 120ампер, объем работ: средний – нужно выбирать аппарат способный обеспечить на токе 120А ПН не ниже 60%.
Как выбрать сварочный аппарат? Очень просто! Покупая сварочный аппарат, внимание необходимо обращать на холостой ход. Это напряжение, в зависимости от модели используемого аппарата, может варьироваться от 50 до 90 В. Чем выше это напряжение, тем будет лучше.
Маски, как правило, вместе с проводами, поставляются в комплекте со сварочным аппаратом. Но большинству, маска кажется неудобной и для серьёзной сложной работы не годится. Поэтому приобретать этот важный аксессуар необходимо дополнительно.
Также отдельные модели, укомплектовывают специальным чемоданчиком, в котором инвертор довольно удобно транспортировать и хранить. Для удобства работы, инвертор должен быть оборудован прочным ремнём, благодаря которому устройство в процессе эксплуатации можно было бы зафиксировать на плече.
Сварочный аппарат потребляет мощность, как правило, 4 – 8 кВт, что позволяет подключать устройство в бытовую, электросеть. Но инвертор, электричества потребляет значительно больше, чем электрический чайник или лампочка.
Задавшись вопросом, как выбрать сварочный аппарат, необходимо учесть то, что перед покупкой желательно узнать о местонахождении ближайших мастерских по осуществлению ремонта выбранной вами модели. При нахождении сервисного центра по обслуживанию очень далеко от вас, приобретение этой модели может стать не оправданной и необходимо рассмотреть другие возможные варианты.
Виды аппаратов для сварки
Оборудование для сварки подразделяется на следующие категории:
– аппараты для контактной сварки,
– трансформаторы,
– автоматы,
– полуавтоматы,
– специализированные устройства,
– сварочные системы для проведения работ в среде инертных газах,
– инверторы.
Если для проведения сварочных работ со всевозможными чёрными металлами требуется купить аппарат дешёвой стоимости или взять напрокат, то прекрасным выбором станет трансформатор переменного тока. Данный агрегат обладает несложной, довольно практичной и надёжной конструкцией, что даёт возможность сварку металла осуществлять и встык, и внахлёст. Работают они от сети со стандартным напряжением 220В. С такими трансформаторами применяются электроды с рутиловым либо фтористо-кальциевым покрытием, а подача тока в аппарат, регулируется.
Конструкции сложнее, имеют электронные выпрямители постоянного тока. На выходе подобных устройств установлены диодные или тиристорные выпрямители, преобразующие поступающий переменный ток в постоянный. Однако именно в этом и заключается их существенный недостаток, так как теряется доля мощности, но зато дуга получается намного стабильнее. И важная положительная особенность, что используя это оборудование, сваривать можно чёрные и цветные металлы.
Некоторые сварочные агрегаты, адаптированы к работе в среде инертных газов. В использовании такие аппараты очень удобны и надёжны. Но и стоимость их достаточно высокая, так что позволить себе его приобрести, может далеко не каждый. Также отличаются они своей конструкцией, более сложной, чем обыкновенный аппарат для сварки.
Сейчас одними из самых инновационных аппаратов для сварки считаются инверторы. Важнейшее достоинство этого сварочного агрегата – небольшие габариты и вес, возможность сварки цветных металлов и работоспособность при слабом напряжении. Один недостаток – стоимость инверторов для сварки, довольно высокая.
Бытовой или все же профессиональный?
Как выбрать сварочный аппарат и какими ещё знаниями нужно запастись потенциальному потребителю? Перед выбором сварочного аппарата необходимо знать, что делятся все агрегаты на бытовые, полупрофессиональные и профессиональные. Визуально найти отличия друг от друга у этих сварочных агрегатов довольно трудно и поэтому необходимо знать, что существенная их разница в характеристике тока.
- У сварочного бытового аппарата характеристики тока доходят лишь до 150 А.
- Полупрофессиональные устройства имеют характеристики 150 – 250 А.
- К профессиональным относиться любое оборудование, используемое для сварки и обладающее характеристиками тока, превышающими 250 А.
Для осуществления элементарной бытовой сварки, вполне достаточно ручного трансформатора для сварки дугой. Но если при сварке требуется качественный шов, удобство и простота в работе, а не минимальная стоимость, значит инвертор сварочный – это именно то, на чем стоит остановиться при выборе.
Для выполнения разнообразных работ по сварке, в решении как выбрать сварочный аппарат универсальных подходов нет. Поэтому покупая сварочное оборудование, правильнее всего прислушаться к советам консультанта-продавца или рекомендациям опытного сварщика. И тогда работа со сваркой будет простой, а соединительные швы – идеальными.
Работа сварочного инвертора, как варить сварочным инвертором
Вспоминая самодельные сварочные трансформаторы неподъемного веса, и сравнивая их с современными сварочными устройствами, можно заметить, что работа сварочного
инвертора существенно облегчает работу сварщика. Это касается не только легкости перемещения и установки агрегата на нужное место, но и возможности обеспечения качества сварного шва за счет использования постоянного тока сварки и различной полярности в технологии сварочных работ.
Чтобы понять, как работает сварочный инвертор нужно взглянуть на блок-схему процессов происходящих в модулях устройства и скрытых наружным корпусом инвертора (см. Схему).
На схеме наглядно видны процессы преобразования тока с графическим изображением его характеристик. Более наглядной графики трудно представить. Ток преобразовывается по частоте и выпрямлению. Причем все происходит дважды. Работа сварочного инвертора основана на использовании токов высокой частоты. Это дает возможность отказаться от громоздкого силового трансформатора и использовать компактный, импульсный высокочастотный преобразователь. Выигрыш по весу и габаритам обеспечил популярность инвертора в качестве бытового сварочного аппарата. Выпрямление тока происходит на входе и на выходе инверторного преобразователя. На входе выпрямленный ток преобразуется в ток высокой частоты и попадает в инверторный модуль.
Необходимо понять, что все процессы инверторного преобразования никак не затрагивают технологию сварки. Знания, как работает сварочный инвертор, определяют теоретическую базу для конструктора. Для сварщика достаточно знать, как варить сварочным инвертором, а процесс никоим образом не отличается от обычного сварочного выпрямителя на диодном мосте. Физическую сущность сварки инвертор не затрагивает. На выходе устройства напряжение холостого хода соответствует обычным требуемым для сварки параметрам. Сварочный кабель и кабель заземления подключаются идентично. Полярность сварки определяется требованиями технологии, а не особенностями инверторного процесса. Даже требования к типу используемых электродов являются общими для сварки постоянным током.
Но сам процесс, как варить сварочным инвертором, не сравнится, ни с один из доступных сварочным устройством, основанном на другом принципе. Плавная регулировка тока сварки, особая устойчивость дуги, отсутствие пульсаций тока существенно упрощают сварочный процесс. Просадки напряжения в сети при сварке инверторным преобразователем не превышают 5-10% для сварочного тока до 110А. Это существенное преимущество для домашнего использования сварки.
Читайте также
Инвертор
и трансформаторные аппараты для сварки TIG
Я поискал и не нашел то, что искал. В основном, для общих знаний, хотел понять, почему инверторные машины, кажется, высоко ценятся, но не имеют такой же выходной силы тока, как машины трансформаторного типа. Думал, что это может помочь другим, которые плохо знакомы с технологиями, как и я.Я нашел эту статью 2003 года и хотел опубликовать ее, чтобы посмотреть, хорошо ли она рассказывает историю или некоторые новые достижения имеют большее значение для сравнения.
http://www.thefabricator.com/Aluminu…cle.cfm?ID=686
————————— ———————————
Автор:
Фрэнк Армао (Frank Armao) — руководитель группы по обработке цветных металлов в Lincoln Electric. Co. Он является членом комитета AWS D1, председателем подкомитета AWS D1 по алюминию и заместителем председателя комитета по дуговой сварке алюминия AWS D8G.
————————————————- ————
Сравнение инверторных и трансформаторных источников питания для алюминия GTAW
Фрэнк Армао, автор статей
28 августа 2003 г.
Я ищу новый источник питания GTAW для сварки алюминия переменным током.Я намеревался купить обычный трансформаторный блок, но несколько человек посоветовали мне купить блок питания на основе инвертора. Какой из них лучше для моего приложения?
Инверторные источники питания имеют некоторые преимущества перед обычными трансформаторными источниками питания. Однако некоторые из этих преимуществ были преувеличены, а другие значимы не для всех пользователей. Итак, давайте подробно рассмотрим различия между инверторами и обычными трансформаторами.
Прежде чем начать, я хочу прояснить, что большинство инверторных источников питания GTAW вырабатывают только постоянный ток.Немногие производят переменный ток, обычно используемый для GTAW алюминиевых сплавов. Они, как правило, сложнее и дороже, чем инверторы постоянного тока.
• Размер и вес. Инверторные источники питания меньше и легче трансформаторных. Типичный блок питания с трансформатором на 300 А весит от 200 до 400 фунтов, а блок питания с инвертором на 300 А обычно весит от 30 до 50 фунтов. Инвертор также занимает меньше места, поэтому в целом он более портативный. Это важно, если вы хотите приварить алюминиевую архитектурную отделку к крыше.Однако если у вас есть магазин, и вы ставите сварочный аппарат в одном месте и никогда не перемещаете его, портативность не имеет значения.
• Входная мощность. Для большинства обычных трансформаторов требуется однофазная входная мощность 208/230 или 460 Вольт. Источники питания инвертора также могут работать при этих входных напряжениях. Однако многие инверторы будут работать от однофазной входной мощности 115 В при пониженной мощности, максимум около 100 ампер. Это преимущество для тех, кому нужен портативный блок питания, но не для тех, кто не часто переносит блок питания.
• Эффективность. Инверторы более эффективны, чем трансформаторы. Обычный источник питания GTAW использует входную мощность 60 Гц и преобразует ее в низковольтную сварочную мощность: переменный ток 60 Гц для сварки алюминия или постоянный ток для сварки других металлов.
Инверторный источник питания принимает входную мощность 60 Гц, выпрямляет ее, затем инвертирует ее в переменный ток с частотой от 8000 до 25000 Гц, прежде чем преобразовать его в низковольтную сварочную мощность. Тот факт, что инвертор работает с более высокой частотой переменного тока, делает его более эффективным.Это означает, что при прочих равных условиях инверторный источник питания будет дешевле в эксплуатации, чем обычный источник питания.
Однако в некоторых случаях разница в эксплуатационных расходах была завышена. В статье, написанной несколько лет назад, автор сказал, что стоимость нового инверторного источника питания может окупиться за 14 месяцев снижения стоимости электроэнергии. Однако с этим номером была одна проблема. Десятичная точка была неуместной. Цифры действительно показали, что стоимость электроснабжения может быть компенсирована снижением стоимости электроэнергии на 140 месяцев.
Да, инверторы обходятся дешевле в эксплуатации, но одной разницы в стоимости недостаточно, чтобы оправдать покупку новых источников питания.
• Стоимость покупки. В этом случае инверторные источники питания находятся в невыгодном положении. Инверторы, особенно инверторы переменного тока, сложнее в производстве и обычно стоят дороже, чем обычные источники питания аналогичной мощности.
Все, что я сказал до сих пор, применимо как к источникам питания переменного, так и постоянного тока. Итак, каковы конкретные преимущества инвертора переменного тока для GTAW из алюминиевых сплавов? В основном их три:
1.Нет необходимости в постоянной высокой частоте. Инверторы вырабатывают переменный ток принципиально другим способом, чем трансформаторные блоки питания. В то время как обычные источники питания требуют постоянного использования высокой частоты для стабилизации дуги, большинство инверторов этого не делают.
Вместо этого высокая частота только зажигает дугу, что дает несколько преимуществ. Во-первых, это означает, что вероятность того, что высокая частота создаст радиопомехи или повредит хрупкую электронику в этой области, меньше. Во-вторых, дуга более устойчивая.В-третьих, нет возможности высокочастотного травления границ зерен в зоне термического влияния (ЗТВ). Это часто обнаруживается при проникающем контроле, при котором травление выглядит как бесчисленное множество мелких трещин.
2. Частота переменного тока регулируется. Инверторные источники питания позволяют изменять частоту переменного тока на выходе. Диапазон частот переменного тока обычно составляет примерно от 20 Гц до 200 Гц. Это преимущество, поскольку с увеличением частоты переменного тока дуга становится жестче, а конус дуги сужается.Более узкий конус дуги обеспечивает меньший или более узкий сварочный проход, чем при использовании переменного тока 60 Гц. Это преимущество при сварке тонкого алюминия или когда важна эстетика сварного шва.
3. Инверторы предлагают расширенный диапазон балансировки. В GTAW на переменном токе проплавление происходит из отрицательной части электрода (EN) переменного тока, а очистка дуги происходит из части положительного электрода (EP) переменного тока. Однако чем больше ЭП мы используем, тем больше энергии дуги уходит на нагрев вольфрамового электрода.Поэтому для сварки на переменном токе мы используем вольфрамовые электроды большого диаметра в балках.
Много лет назад мы выяснили, что для хорошей очистки дуги не требуется 50-процентное противозадирное действие. Фактически, большинство обычных источников питания GTAW обеспечивают хорошую очистку дуги с EP всего лишь на 30 процентов. Инверторы сделали еще один шаг вперед. Многие инверторы обеспечивают хорошую очистку дуги — всего 15 процентов EP в дуге. Имея всего 15 процентов EP, мы меньше нагреваем вольфрамовый электрод, что позволяет нам использовать заостренный вольфрам меньшего диаметра.
Можно использовать резаки GTAW меньшего размера, которые более удобны для оператора. Кроме того, заостренный вольфрамовый электрод сужает дугу, создавая меньшие, более эстетичные сварные швы, чем можно получить с помощью скрученного вольфрама.
Планируется ли в будущем блок питания GTAW на основе инвертора? Это зависит от. Если вам нужна портативность или если вы свариваете относительно тонкий алюминий в отрасли, в которой внешний вид сварного шва имеет первостепенное значение, преимущества могут перевесить дополнительные затраты на оборудование.
Если вы свариваете в основном тяжелый алюминий в отрасли, где внешний вид не так важен, вам может быть лучше с обычным трансформаторным источником питания GTAW.
Традиционная сварка v Лазерная сварка
По мере развития технологий мы смотрим на различия между традиционной сваркой и лазерной сваркой.
Обычная сварка
Сварка TIG (вольфрамовым инертным газом) и сварка MIG (металл в инертном газе), два наиболее распространенных вида традиционной сварки, работают с использованием защитного газа для создания инертной атмосферы вокруг сварочной головки.Эта инертная атмосфера позволяет изолировать сварные швы от других газов в окружающей среде, что помогает предотвратить образование пористых швов. Электрическая дуга нагревает металл и металлический наполнитель, после расплавления он соединяет материал вместе, создавая прочный сварной шов.
Лазерная сварка
При лазерной сварке для проведения сварки используется сильно сфокусированный лазерный луч. Короткие импульсы лазера нагревают материал, создавая качественный сварной шов. Для некоторых проектов может потребоваться металлический наполнитель, подобный сварке TIG.
Преимущества лазерной сварки
Прочность сварного шва — Прочность сварного шва действительно лучше, чем при сварке TIG и MIG, поскольку лазерная сварка узкая и имеет отличное соотношение глубины и ширины.
Обогреваемая зона — Обогреваемая зона сварного шва не распространяется на остальной материал, и благодаря быстрому охлаждению с материалом можно работать практически мгновенно после завершения работы.
Металлы- Лазерная сварка позволяет сваривать целый ряд металлов, таких как углеродистая сталь, высокопрочная сталь, нержавеющая сталь, титан, алюминий и драгоценные металлы.
Precision- Лазерная сварка обеспечивает более точную сварку по сравнению со сваркой TIG и MIG. С точностью 0,025 мм вам будет сложно подобрать такой точный сварной шов. Лазерные сварщики также не требуют навыков, которые требуются при обычной сварке. Лазерная сварка работает от компьютера, тогда как обычная сварка требует, чтобы кто-то управлял аппаратом.
Деформация — Благодаря процессу лазерной сварки в материале происходит минимальная деформация и усадка.
Односторонняя — Лазерная сварка может заменить точечную сварку (для которой требуется доступ к обеим сторонам материала), поскольку для нее нужен доступ только с одной стороны.
Scrap- Лазерная сварка, благодаря высокой точности, дает меньше брака, так как ошибки возникают редко.
Преимущества традиционной сварки
Меньшая точность — При лазерной сварке два свариваемых материала должны иметь хорошую стыковку из-за небольшого количества присадочного материала, используемого в сварном шве.При обычной сварке из-за использования присадки остается место для несовершенной подгонки.
Дешевые аппараты — По сравнению с лазерными сварочными аппаратами обычные сварочные аппараты стоят значительно дешевле.
Лазерная сварка — Области работы в
Благодаря своим уникальным свойствам, лазерная сварка может использоваться во многих отраслях промышленности.
Прецизионные детали — Благодаря высокой точности лазерной сварки его можно использовать для прецизионных деталей, в которых обычная сварка часто дает сбой.Лазерная сварка также помогает снизить напряжения в материале из-за его низкой теплоотдачи.
Медицинское оборудование — Головка для лазерной сварки не контактирует с материалом, что помогает поддерживать чистоту и гигиеничность поверхности.
Aesthetics- Лазерная сварка создает эстетичный вид, который идеально подходит для случаев, когда сварные швы видны общественности.
Ювелирные изделия и драгоценные материалы — Точность и минимальная тепловая мощность означают, что лазерная сварка идеально подходит для работы с драгоценными материалами.
Заключение
Если бы мне пришлось выбирать между двумя, я бы выбрал лазерную сварку. Лазерная сварка, хотя машины и стоят дороже, обеспечивает непревзойденную точность. Лазерные сварочные аппараты могут использоваться во множестве областей, таких как медицина, автомобилестроение и авиакосмическая промышленность. Лазерные сварочные аппараты также могут быть портативными, что помогает сократить время простоя за счет транспортировки аппаратов на место.
Harrisons Laser Technology обеспечивает высококачественные прецизионные сварные швы. Мы предлагаем услуги лазерной сварки, лазерной гравировки и ремонта пресс-форм.Для получения дополнительной информации ознакомьтесь с нашими услугами здесь.
WP-200212
Фон
Импульсная силовая сварка — это традиционный метод сварки, используемый при сварке проволокой. Недавняя модификация импульсной силовой сварки, называемая технологией импульсного инвертора мощности (PPI), включает «инверсию» мощности постоянного тока в мощность переменного тока. Поставщики оборудования сообщают, что PPI обеспечивает лучшую общую сварочную производительность. Дополнительные преимущества включают сокращение выбросов некоторых компонентов сварочного дыма.
Мастера Министерства обороны (DoD) выполняют сварочные работы на большинстве объектов DoD и, в частности, сварка больших объемов выполняется на объектах, предназначенных для капитального ремонта и ремонта крупной военной техники (например, кораблей, танков, бронетранспортеров , системы вооружения и др.). Следовательно, технология сварки, которая может снизить выбросы частиц дыма и металлических компонентов при сохранении качества сварных швов, принесет большую пользу Министерству обороны.
Цели демонстрации
Целью этого демонстрационного проекта было измерение компонентов дыма и уровней выбросов как от источников питания импульсной сваркой с традиционным питанием, так и от источников питания PPI, чтобы определить, какие различия могут существовать.Были измерены выбросы в атмосферу твердых частиц, оксидов металлов, оксида азота (NO x ), оксида углерода (CO) и озона (O 3 ) в сварочных дымах для обоих источников, а также относительное воздействие этих выбросов на сварочный персонал. составные части. Также измерялся уровень ультрафиолетового (УФ) излучения. Насколько это возможно, эти параметры были измерены относительно используемых параметров сварки (например, длины сварного шва, количества используемой сварочной проволоки / прутка). Учитывая, насколько критично качество сварки для военных применений, сварные испытательные пластины также были оценены для определения их металлургических свойств (например,г., предел прочности, предел текучести, ударная вязкость).
Результаты демонстрации
В этой демонстрации сравниваются выбросы от источников питания PPI с источниками питания, используемыми во время существующих сварочных процессов, обычно дуговой сварки под флюсом (FCAW) и дуговой сварки в среде защитного металла (SMAW). Сварочные испытания проводились на испытательных пластинах из низкоуглеродистой стали (<0,5% Cr), стали HY-80 (1,0–1,9% Cr) и «хромомолибденовой» стали 4130 (номинально 1% Cr) на четырех объектах Министерства обороны США (два ВМС, один корпус морской пехоты и одна армия).Следует отметить, что операции по техническому обслуживанию и ремонту оборудования Министерства обороны обычно не позволяют сваривать изделия из нержавеющей стали в больших количествах. Испытательные пластины также были оценены на предмет качества сварки, чтобы определить, обеспечивает ли PPI сопоставимую целостность по сравнению с существующей технологией.
Данные о распределении частиц по размерам показывают, что размер выбрасываемых частиц для источников питания PPI был преимущественно в субмикронном диапазоне диаметров. Обычно более 50% частиц (по массе) были меньше 0.Размер 8 микрон. Единственными металлами, присутствующими в сварочном дыме PPI в значительных концентрациях (более 5%), были железо, марганец и магний. Также присутствовали алюминий, цинк и барий, но они, как полагают, являются артефактом фильтрующего материала подложки каскадного ударного элемента. Другими металлами, которые встречаются в диапазоне 1-5%, были мышьяк, никель, стронций и медь. Общее содержание хрома составляло 1% только во время сварочных операций на хромомолибденовой (Cr-Mo) стали 4130 в Юго-западном региональном центре технического обслуживания (SWRMC).В противном случае оно обычно составляло менее 0,1%. Практически во всех случаях отбора проб уровни Cr 6+ в образцах не превышали нормативы EPA или OSHA, включая требование OSHA 5,0 микрограмм на кубический метр (мкг / м 3 ) для воздействия Cr 6+ (71 FR 10100 — 28 февраля 2006 г.). Исключением была сварка хромомолибденовой стали 3140, при которой выбросы Cr 6+ в среднем составляли 2,59 мкг / м 3 , с максимальным суточным значением 8,60 мкг / м 3 . В отличие от других сварочных площадок, сварщик SWRMC носил респиратор с положительным давлением воздуха (PAPR).
Для большинства операций по сварке проволокой PPI выбросы O 3 увеличились до более чем 100 частей на миллиард по объему (ppbv) по сравнению с фоновыми концентрациями (ниже примерно 30 ppbv), и, похоже, не было существенной разницы между PPI. и обычная импульсная сварка. NOx также может образовываться во время сварочных работ, но их сложнее определить количественно из-за помех от местных устройств сжигания ископаемого топлива (например, грузовиков, вилочных погрузчиков, водонагревателей).Некоторые сварочные операции не показали значительного увеличения концентраций NOx или O 3 по сравнению с фоновыми значениями. Выбросы CO, по-видимому, не увеличиваются значительно по сравнению с фоновым в результате сварочных работ. Однако присутствие источников сжигания ископаемого топлива, например вилочных погрузчиков и расположенных поблизости обогревателей в зоне испытаний, действительно привело к повышенным выбросам CO.
По-видимому, не существует каких-либо явных различий в параметрах излучения PPI и традиционных импульсных источников питания.Тем не менее, похоже, что SMAW создает большую нагрузку на выбросы твердых частиц на количество используемого сварочного стержня по сравнению с методами сварки проволокой, что подтверждает хорошо известный вывод. Испытательные пластины были оценены на предмет качества сварки, чтобы определить, обеспечивает ли PPI сопоставимую целостность по сравнению с традиционными источниками питания. Качество сварных швов PPI с точки зрения прочности на разрыв, предела текучести и надреза по Шарпи с V-образным вырезом (CVN) было эквивалентно обычным импульсным источникам питания.
Проблемы реализации
Результаты этой демонстрации не указывают на существенную разницу для любого из исследованных выбросов между PPI и традиционной импульсной сваркой.Качество сварки также было сопоставимым. Однако валик присадочного материала можно укладывать быстрее с помощью PPI по сравнению с обычным процессом сварки, и сварщик потенциально может выполнять больше работы за день.