Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни.
В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
 В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Также припой подойдет, когда не важен внешний вид места соединения.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Условия и область применения пайки
Пайка латунью — популярный технологический процесс, который часто используется в радиоэлектронике, сборке различных плат, механизмов. Некоторые сравнивают его со сваркой, однако это абсолютно разные процедуры. Когда мастер паяет отдельные детали используя цветные сплавы, соединяемые металлические элементы не разогреваются до температуры плавления.
Латунные припои похожи на прутки проволоки, которые изготавливаются из тугоплавких металлов. Мастер, используя нагревательный инструмент (паяльник или газовую горелку), нагревает место соединения, подаёт в разогретую область припой. Сплав расплавляется, создавая прочный шов.
Область применения:
- Производство электроники.
- Использование в ремонтных мастерских.
- Изготовление режущих инструментов.
- Производство ювелирных украшений.
- Реставрация старинных изделий.
- Сборка теплообменников, холодильного оборудования.

Этот распространённый технологический процесс имеет множество особенностей. Например, пайка чугуна латунью покажется крайне сложной для начинающих мастеров. Чтобы создавать прочные соединения, необходимо ознакомиться с процессом пайки более подробно.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Латунь для пайки: технология, особенности, область применения
Главная » Обработка металла » Пайка » Особенности применения латуни для пайки
На чтение 3 мин
Содержание
- Условия и область применения пайки
- Особенности технологии
- Порядок проведения работ
- Подготовка
- Пайка латуни газовой горелкой
Латунь используется для починки различных электрических приборов, механизмов. Для этого металл расплавляют, делают на его основе прочные соединения. Однако далеко не каждый новичок знает, как правильно использовать латунь для пайки.
Катушка латуни для пайкиУсловия и область применения пайки
Пайка латунью — популярный технологический процесс, который часто используется в радиоэлектронике, сборке различных плат, механизмов. Некоторые сравнивают его со сваркой, однако это абсолютно разные процедуры. Когда мастер паяет отдельные детали используя цветные сплавы, соединяемые металлические элементы не разогреваются до температуры плавления.
Когда мастер паяет отдельные детали используя цветные сплавы, соединяемые металлические элементы не разогреваются до температуры плавления.
Латунные припои похожи на прутки проволоки, которые изготавливаются из тугоплавких металлов. Мастер, используя нагревательный инструмент (паяльник или газовую горелку), нагревает место соединения, подаёт в разогретую область припой. Сплав расплавляется, создавая прочный шов.
Область применения:
- Производство электроники.
- Использование в ремонтных мастерских.
- Изготовление режущих инструментов.
- Производство ювелирных украшений.
- Реставрация старинных изделий.
- Сборка теплообменников, холодильного оборудования.
Этот распространённый технологический процесс имеет множество особенностей. Например, пайка чугуна латунью покажется крайне сложной для начинающих мастеров. Чтобы создавать прочные соединения, необходимо ознакомиться с процессом пайки более подробно.
Особенности технологии
При работе с припоем для пайки из латуни мастер может столкнуться с рядом сложностей. Связано это с тем, что сплав содержит цинк. Этот металл во время нагревания образует оксидную плёнку, которую сложно убрать с поверхности шва. Дополнительно к этому внутри соединения образуются поры, которые негативно влияют на прочность готовой детали.
Используя латунную проволоку для пайки, необходимо добавлять в место нагрева специальный флюс. Популярным отечественным веществом для защиты швов от образования оксидных плёнок является «бура». Для разных видов латуни требуется выбирать разные виды флюсов.
В домашних условиях можно изготовить качественный защитный состав самостоятельно. Для этого необходимо смешать 20 грамм борной кислоты с таким же количеством буры. Залить смесь 200 мл воды, прокипятить, использовать для проведения работ.
Порядок проведения работ
Чтобы правильно паять разные металлы и сплавы, необходимо ознакомиться с технологическим процессом поэтапно. Сплав цинка и меди требует от мастера проведения подготовки, выполнения ряда действий. Научившись работать специальным инструментом, можно соединять детали из цветных металлов, стали.
Научившись работать специальным инструментом, можно соединять детали из цветных металлов, стали.
Подготовка
Пайка латуни в домашних условиях для соединения отдельных деталей требует проведения подготовки. Она состоит из нескольких этапов:
- Изначально место соединения нужно очистить от грязи, ржавчины, налёта. Для этого используется металлическая щётка, наждачная бумага, напильник.
- После очистки рабочих поверхностей, их нужно обезжирить. Подойдёт спирт, бензин. Растворитель может оставить следы на поверхности деталей.
Когда подготовка будет окончена, можно начинать использовать латунный припой.
Пайка латуни газовой горелкой
Пайка латунью газовой горелкой:
- После подготовки деталей, необходимо расположить их на негорючем материале рядом друг с другом.
- Кусачками измельчить припой, насыпать их на будущее место соединения.
- Нагреть горелку, направить пламя на соединяемые детали на месте стыка.
- Когда припой начнёт плавиться, убрать горелку, дождаться пока сплав образует шов.

Важно понимать, что перегревать место соединение нельзя. Это может привести к деформации металлических деталей.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»; cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»; cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»; cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»; cachedBlocksArray[277810] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;Поделиться
Пайка латуни в домашних условиях: видео, советы
Главная › Новости
Опубликовано: 06.09.2018
Как паять паяльником, обучение
Пайка латуни может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Ремонт шарового крана — пайка латуни корпуса #своими_руками
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Пайка меднофосфористым припоем
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Чем можно качественно паять латунь?
Бумага для рисования Лилия Холдинг «Рыбачка», для акварели, папка, A3, 20 листов
284 ₽ Подробнее
Сумка на пояс Optimum
990 ₽ Подробнее
Трубы полипропиленовые
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Пайка латуни имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Вернуться к оглавлению
Пайка при помощи горелки
Схема сварки латуни горелкой полуавтоматической.
Для решения проблемы спайки латуни любых марок можно воспользоваться газовой горелкой. Процесс такой пайки заключается в следующем. Пайка (разогрев металлов) производится на жаропрочном материале. Лучше всего использовать асбестовую пластину. Соединяемые детали помещаются на асбестовое основание и совмещаются между собой. Поверхность металлов в зоне соединения тщательно протирается флюсом на основе буры (собственного приготовления).
Серебряный припой нарезается в виде мелкой стружки и посыпается сверху соединяемых металлов в небольшом количестве. В зону пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
В зону пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
Вначале проводится легкий прогрев участка так, чтобы припой схватился с поверхностью металлов.
Затем осуществляется основной нагрев до появления красноты на латуни. В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750°C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни. Место соединения необходимо промыть для удаления остатков флюса.
Вернуться к оглавлению
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить. При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.

Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь. Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Пайка латунных труб
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.

При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни.
 В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Читать также: Соединение проводов в распределительной коробке двойного выключателя
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
Читать также: Лапка для шиномонтажного станка своими руками
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Заказать Сварка и пайка латуни и меди
Сварочный процесс меди и медных сплавов является технически сложным. Проведение работ требует опыта и знаний. К усложняющим процесс факторам относят специфические свойства меди. При нагревании частицы этого металла вступают в химические соединения с водородом и кислородом. В результате образуется закись медных элементов. Для того, чтобы избежать негативных результатов, необходимо знать технологию сварочного процесса.
Проведение работ требует опыта и знаний. К усложняющим процесс факторам относят специфические свойства меди. При нагревании частицы этого металла вступают в химические соединения с водородом и кислородом. В результате образуется закись медных элементов. Для того, чтобы избежать негативных результатов, необходимо знать технологию сварочного процесса.
Технологические особенности
На практике сварка меди обладает несколькими особенностями, которые значительно осложняют протекание процесса работы. К ним относят:
- Высокую теплопроводность металла. Эта характеристика предполагает использование в процессе сварки меди специальной дуги, при помощи которой часть создаваемого тепла выводится из рабочей зоны. Из-за повышенной теплопроводности во время процесса невозможно применять различные виды швов. Специалисты рекомендуют использовать для сварки соединения стык в стык.
- Во время плавления металл быстро стекает по поверхности, что затрудняет выполнение вертикальных и потолочных швов. Для того, чтобы избежать появления этой проблемы, необходимо использовать сварочную ванну небольших размеров и следить за тем, чтобы металл после плавки быстро охлаждался.
- При проведении сварки стыковочных швов в основании изделия важно обязательно использовать подкладки из асбеста и графита, а также флюсовые подушки. Они помогут избежать возможных прожогов деталей.
- Под действием высокотемпературных режимов медь активно соединяется с водородом и кислородом. Из-за этого в шве образуются небольшие трещины и мелкие пористые образования. В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва.
- Сплавы меди хорошо окисляются. Появившаяся пленка на металле отличается тугоплавкостью. Чтобы не начался окислительный процесс во время работы, необходимо применять присадочную проволоку. В ее состав должны входить: кремний, фосфор и марганец.
- В отличие от других металлов медь быстро деформируется при нагреве. На поверхности изделия образуются заломы и трещины. Для решения этой проблемы деталь перед началом работ прогревают в печи или над газовой горелкой до температуры 300ºС.
 Для того, чтобы избежать появления этой проблемы, необходимо использовать сварочную ванну небольших размеров и следить за тем, чтобы металл после плавки быстро охлаждался.
Для того, чтобы избежать появления этой проблемы, необходимо использовать сварочную ванну небольших размеров и следить за тем, чтобы металл после плавки быстро охлаждался.
Если следовать правилам проведения процесса, сварка меди осуществляется в домашних условиях.
Выбор инструмента
Выбор используемого рабочего инструмента будет зависеть от задачи. Если необходимо припаять несколько проводов, то на прогрев нужно потратить небольшое количество энергии. Работу проводят при помощи паяльника.
При необходимости соединения друг с другом двух массивных деталей нужно учитывать высокую теплопроводность материала. Для улучшения процесса сварки меди применяют специальные флюсы. Их эффективность выше по сравнению с часто используемым веществом для сварки других металлов под названием канифоль. Флюсы наносят при помощи кисточки перед началом работы.
Крупные детали неудобно паять при помощи паяльника. При подготовке работы необходимо учитывать следующие особенности:
При подготовке работы необходимо учитывать следующие особенности:
- Какая максимальная температура должна быть достигнута. В домашних условиях можно применять инструмент, при помощи которого достигают температуру плавления около 1500ºС. Когда речь идет о профессиональной мастерской, то там используют аппараты, способные разогреть металл до 2000ºС. Они позволят качественно паять крупные детали и применять флюсы и тугоплавкие припои.
- Какую форму и размер будет иметь пламя. Когда проводят точечные работы, то пламя должно быть небольшим. Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени.
- Сварка меди в домашних условиях может проводиться при помощи устройства, которое устанавливают на переносной газовый баллон. В профессиональных мастерских применяют горелки, которые присоединяют при помощи специальных шлангов к газовым баллонам.

Часто горелку пытаются изготовить своими руками. Но для этого необходимо обладать определенными знаниями и опытом. Их отсутствие может привести к несоблюдению элементарных правил безопасности во время сварочного процесса. Поэтому лучше приобретать горелки в специализированных магазинах.
Получите качественную сварочную работу от «Сиван-XXI»
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту — наша работа всегда качественная.
Получить предложение
Какой выбрать припой
Принимая во внимание технические характеристики, припои делят на три основные группы. К ним относят:
- Припои низкотемпературные. Ими стоит воспользоваться при условии, что при помощи выбранного инструмента невозможно обеспечить хороший разогрев изделия. Но прочности стыковочного шва будет невысока.
- Припои для пайки меди среднетемпературные. При достаточной мощности инструмента использование этого вида припоя помогает наложить достаточно прочный шов, эксплуатационные свойства которого будут высоки.
- Припои высокотемпературные. С их применением можно достичь более хорошее соединение. Важно учитывать, что не все медные сплавы способны сохранять свою прочность после сильного нагревания. Перед применением припоя для сварки меди нужно тщательно изучить состав соединения.

Припои отличаются друг от друга еще и по входящим в состав компонентам. Самым распространенным способом является пайка меди с применением твердого припоя. Для его изготовления используются различные смеси:
- олово с медью и медные припои с серебром относят к низкотемпературным;
- медь с фосфором – особый вид высокотемпературных припоев, позволяющий проводить работы без применения флюсов;
- медные припои с серебром и цинком – смесь отличается хорошей тугоплавкостью, шов после обработки обладает антикоррозийными свойствами;
- серебряные припои относят к высокотемпературным, обязательно использование флюсов, обладают высокой стоимостью.
Большой выбор различных припоев в продаже дает возможность подобрать нужную смесь для пайки меди.
Очень часто возникает вопрос: можно ли паять медные изделия, используя олово. При помощи этого элемента добиваются прочного соединения деталей. Важно помнить о том, что для этого нужно использовать мощный паяльный инструмент. Олово незаменимо, когда нужно сварить элементы изделий, которые используются для приготовления пищи.
Пайку меди проводят с использованием активных составов, таких как: Ф-38Н и ЗИЛ-2. В качестве флюсов также незаменимы паяльный жир и ортофосфорная кислота. После того, как проведение работ окончилось, шов тщательно промывают. Правильный выбор флюса влияет на надежность и прочность соединения сплавов из латуни.
Прайс-лист на виды сварочных работ
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.
Сварка металлоконструкций
Сварка листового металла
от 50р за 1см.
Сварка трубопровода
от 500р за стык
Сварка металлоконструкций
от 1500р за 1 п.м.
Сварка стальных труб
от 80р за 1см.
Как подготовиться к работе
Процесс пайки меди и пайки латуни требует проведения подготовительных этапов работы. При пайке медных труб изделия аккуратно режут на несколько элементов. Это можно делать при помощи трубореза или специальной шлифмашинки. Подготавливаются кроки деталей.
Металлическая поверхность при пайке меди очищается от налипшей грязи и появившейся окисной пленки. Металл обезжиривается и обрабатывается вручную при помощи наждачки или специальной щетки с щетинками из металла. Во время проведения работ важно следить за сохранением целостности обрабатываемой поверхности.
В заранее подготовленном растворе делают травление детали и присадочного материала. В качестве основы раствора берется соляная или серная кислота. В воде растворяют кислоту и кладут в нее заготовки детали. После окончания процесса обработки части изделия тщательно промываются в чистой воде и сушатся с использованием горячего воздуха.
Если толщина детали составляет более 10 мм, то ее части перед началом пайки греют в печи или над горелкой. Затем детали стыкуют друг с другом. Важно оставлять между ними маленький зазор и следить за тем, чтобы его размер не менялся, если потребуется дополнительная стыковка. Для точной стыковки понадобятся специальные прихватки. Их также нужно предварительно зачистить для того, чтобы избежать появления трещин.
При сварке меди и сплавов меди нужно применять дополнительные инструменты и приспособления. Подкладки из графита и меди используют, когда стыкуются нижние швы. Специальные съемные экраны могут понадобиться при работе на ветру.
Технология процесса
На практике применяются электроды из угля и графита для сварки меди и пайки латуни. Во время работы допускается выпуск электрода не более 7 мм. Электроды из вольфрама не рекомендуют использовать, потому что этот элемент быстро расходуется. Необходимая проволока может быть медной, медно-никелевой или из сплава бронзы.
Проволоку рекомендуют подавать с края зоны, в которой ведется основная работа. Этим правилом пользуются для того, чтобы избежать попадания металла на электрод. Чтобы соединить детали изделия сверхпрочными швами используется диффузионная сварка. Работы проводятся в специальных камерах с вакуумом.
Процесс работы со сварочным аппаратом опасен для жизни и здоровья людей. Нельзя пренебрегать правилами собственной безопасности. Требуется использование спецодежды, очков и рукавиц для защиты рук.
Разобраться с технологией сварочного процесса при желании сможет каждый. Важно перед началом работ изучить информацию по этой теме и суметь воспользоваться ею на практике.
7 шагов для сварки латуни с латунью — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Итак, вы хотите сварить латунь с латунью. Работа с латунью — это простой процесс для обучения, и это также очень полезно, потому что латунь выглядит фантастически в сочетании с деревом или другими металлами. Латунь можно использовать для создания деталей или даже всей автоматики, если вы строите двигатель. Как только вы научитесь работать с латунью и сваривать ее, вы будете делать много красивых изделий!
Латунь можно использовать для создания деталей или даже всей автоматики, если вы строите двигатель. Как только вы научитесь работать с латунью и сваривать ее, вы будете делать много красивых изделий!
Как сварить латунь с латунью? Можно выполнять пайку методом TIG, а также пайку латуни с латунью. Чтобы сделать это эффективно, вы должны сначала знать, как резать, манипулировать и паять латунь, чтобы вы могли ее сваривать. С латунью очень легко работать, и, поскольку ее можно паять и спаивать, сварка латунных деталей вместе (эффективно и эстетично) довольно проста, если вы понимаете основные этапы работы с латунью.
Поскольку сегодня в Интернете не так много информации о сварке латуни с латунью, мы создали это руководство, чтобы помочь вам в обучении. Ниже мы расскажем, как резать латунь перед ее сваркой, как работать с латунью, чтобы подготовить ее к сварке, а также как сваривать и паять латунь.
Рекламные ссылкиЕсли вы уже знакомы с начальными этапами и имеете опыт сварки TIG, вот видео о процессе.
https://youtu.be/7udYchu6CscВидео не может быть загружено, так как JavaScript отключен: TIG Brazing Brass | TIG Time (https://youtu.be/7udYchu6Csc)
Если вам нужен урок по основам, ознакомьтесь с нашей подробной статьей о том, что такое сварка TIG и как начать ее изучение, здесь. Для получения дополнительной информации о латуни, продолжайте читать!
Подготовка к сварке: резка латунных деталей
Понимание того, как резать латунные детали, является первым шагом в процессе обучения сварке двух латунных деталей. Вам нужно знать, как манипулировать латунными изделиями, с которыми вы планируете работать, и первой частью этого является понимание того, как вы можете резать свои латунные детали.
К счастью, когда вы режете латунные детали для подготовки к следующему сварочному проекту, у вас есть несколько вариантов. Тем не менее, существуют различные типы изделий из латуни. Итак, если вы хотите знать, как правильно резать, вам нужно знать, какие у вас есть варианты для резки различных видов латуни.
Различные виды латунных деталей, с которыми вам, скорее всего, придется работать, включают латунные стержни, которые можно разрезать кусачками или ножовкой, латунные трубки, которые можно разрезать пилой или труборезом, и латунные листы, которые можно разрезать ножовкой или ножницами. Но сначала мы начнем с различных методов, которые вы можете использовать для резки латунного стержня.
Могу ли я просто использовать Dremel или Torch Cut the Brass?
Короче говоря, вы можете!
Вам понадобится твердая рука с листовым металлом, но я предпочитаю дремель со стержнями и трубками. Если вы уже выполняете TIG-сварку, держать латунный лист твердой рукой не должно быть проблем.
РекламыМне нравится мой Dremel 4300 (посмотрите его на Amazon ниже). Это быстрый и точный способ нарезать латунь по мере необходимости.
Резка латунного стержня перед сваркой
Когда дело доходит до резки латунного стержня, у вас есть два варианта инструментов, которые вы можете использовать для резки. Вам понадобятся либо кусачки, либо ножовка. Ниже мы опишем, как можно резать латунь обоими инструментами.
Вам понадобятся либо кусачки, либо ножовка. Ниже мы опишем, как можно резать латунь обоими инструментами.
Кусачки и латунный стержень
Если у вас есть очень маленькие кусочки проволоки или стержня, то для резки латуни вам понадобятся только кусачки. Однако, если у вас есть больший калибр, вам может понадобиться более массивная пара кусачек или даже болторезы, если деталь довольно большая. Вы можете использовать любой из этих инструментов, если вы вставите стержень в челюсти, прежде чем резать.
Рекламные ссылкиЕсли вы используете кусачки для резки латуни, иногда, в зависимости от типа используемых кусачек, у вас могут остаться острые концы после завершения резки. Если это произойдет, не забудьте напилить, отшлифовать и отшлифовать конец только что отрезанного куска, пока он не станет плоским.
Ножовка и латунный стержень
Если у вас есть ножовка и вы хотите отпилить больший кусок, вы все равно сможете отрезать латунный стержень. Во-первых, поместите стержень, который вы планируете резать, в тиски и убедитесь, что он надежно удерживает заготовку. Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Затем отрежьте как можно ближе к тискам, чтобы уменьшить вибрацию.
Также всегда помните, что ножовка — это двуручный инструмент. Итак, когда вы используете ножовку, положите одну руку на ручку, а другую руку на раму пилы. Вы режете пилой, когда отводите инструмент от себя. Итак, начните резать крошечными движениями, начиная с лезвия, которое находится ближе всего к ручке. После того, как вы сформировали канавку для лезвия, продолжайте использовать вес рук и тела при каждом ударе.
Рекламные объявления Когда вы разрезаете латунный стержень, чтобы подготовить его к сварке, вам не нужно будет сильно нажимать ножовкой вниз. Сосредоточьтесь на длинных, устойчивых движениях и использовании всей длины лезвия, а не на резких рывках. Сосредоточьтесь и держите его медленно, когда вы разрезаете металл. Таким образом, вы не прорежете то, что не собирались резать.
Резка латунных трубок перед сваркой
Теперь, когда мы дали вам некоторые рекомендации по резке латунных стержней, мы перейдем к латунным трубкам. Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем вы начнете сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя труборез. Мы обсудим оба метода более подробно ниже.
Если вы планируете работать с латунными трубками при сварке, вам нужно знать, как их разрезать, прежде чем вы начнете сваривать детали. Вы можете разрезать латунную трубку, распилив ее или используя труборез. Мы обсудим оба метода более подробно ниже.
A Пила и латунные трубки
Одним из способов резки латунных трубок является использование маленькой или большой пилы по металлу. Мы рекомендуем разрезать латунную трубку внутри стусла. Вставьте трубку в один из пазов на стусле и начните резать. Пила пройдет через трубу и разрежет обе стенки одновременно.
Когда это произойдет, ваша пила может заклинить, а это означает, что теперь вам будет трудно распилить трубку. Вместо этого постарайтесь избежать застревания пилы, поворачивая трубку от себя во время резки. Таким образом, вы пропиливаете только одну часть трубы за раз.
A Труборез и латунная трубка
Вы можете приобрести труборез в любом местном хозяйственном магазине, и этот резак поможет вам разрезать любые имеющиеся у вас металлические трубки, в том числе латунные. Если у вас есть труборез, вам нужно зажать инструмент в трубке. Итак, во-первых, поместите инструмент там, где вам нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
Если у вас есть труборез, вам нужно зажать инструмент в трубке. Итак, во-первых, поместите инструмент там, где вам нужно резать. Затем вы несколько раз переместите инструмент вокруг трубки.
После этого нужно немного повернуть ручку, чтобы лезвие снова вошло в трубку, и снова повернуть. Вам нужно будет повторять этот процесс, пока ваша трубка не разделится. Убедитесь, что вы не затягиваете ручку слишком сильно, иначе трубка может выглядеть гофрированной, когда вы ее обрежете.
Если трубка выглядит так, как будто один из ее концов обжат, вы можете использовать коническую развертку, чтобы решить эту проблему. Вам нужно будет подпилить загнутый конец или отшлифовать его, чтобы закончить. Кроме того, убедитесь, что вы отрезали кусок задолго до того, как начнете процесс, на тот случай, если вам понадобится отшлифовать его из-за загнутого конца.
AdvertisementsВот рекомендуемый труборез:
Резка латунных листов перед сваркой
Последний тип латуни, который вам нужно научиться резать перед сваркой, — это латунные листы. Листы латуни можно резать ножницами или ножовкой. Ниже мы рассмотрим каждый из этих методов.
Листы латуни можно резать ножницами или ножовкой. Ниже мы рассмотрим каждый из этих методов.
Ножницы и латунный лист
Ножницы — отличный инструмент для резки латунного листа. Мы рекомендуем использовать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правый, левый и прямой. Вы можете использовать тип прямой резки для резки кривых, если вы делаете это снаружи. Когда вы вырезаете круг, убедитесь, что вы обрезаете углы детали, пока она не станет похожа на круг. После этого используйте внутреннюю часть челюстей для последнего изогнутого разреза.
A Ножовка и лист латуни
Вы также можете использовать ножовку для резки листа латуни. Если вы собираетесь использовать ножовку, вам нужно поместить латунь между двумя кусками фанеры и зажать все части тисками. Древесина должна удерживать металл на месте, пока вы его режете. Если вы хотите отметить линию на латуни, используйте кусок фанеры на одной стороне латуни. Помните, что вы должны нажимать только тогда, когда используете ножовку.
Теперь, когда вы понимаете, как резать различные типы латуни при подготовке к сварке латуни с латунью, мы рассмотрим, как можно согнуть латунь и придать ей форму, прежде чем вы начнете сваривать латунные детали вместе.
Подготовка к сварке: сгибание латуни
После того, как вы порежете латунь, вам, скорее всего, потребуется согнуть ее, прежде чем вы сможете сварить латунные детали вместе. Итак, мы рассмотрим некоторые подходы к изгибу латунных стержней, труб и листов. После того, как вы согнули латунь и поработали с ней, вы будете готовы перейти к последнему шагу — сварке латуни с латунью, о чем мы расскажем подробнее чуть позже.
Изгиб латунной проволоки перед сваркой
Латунную проволоку легко согнуть плоскогубцами. Поместите проволоку в плоскогубцы и держите их в одной руке, а другой рукой манипулируйте другой частью проволоки. Если вы хотите изогнуть проволоку бюстгальтера и придать ей форму, вы можете обжимать, сгибать, а затем отпускать стержень в определенных точках по мере его сгибания. Чем ближе интервалы, тем круче ваша кривая.
Чем ближе интервалы, тем круче ваша кривая.
Если вы хотите создать острую кривую, лучше использовать для этой работы круглогубцы. Вам нужно начать с сгибания стержня в челюсти. Вы также можете использовать пару плоскогубцев в каждой руке, если хотите получить очень острый изгиб.
Есть несколько вариантов плоскогубцев для формовки металла, которые могут помочь вам согнуть проволоку любой формы, и вы можете сделать большинство таких же изгибов, просто используя одну пару плоских острогубцев вместе с несколькими круглогубцами. носовые плоскогубцы. Однако, если вы чувствуете, что плоскогубцы ухудшают внешний вид ваших изгибов и оставляют следы, подумайте о приобретении плоскогубцев с нейлоновыми накладками.
Сгибание латунного стержня перед сваркой
Если у вас очень тяжелый латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить время. Вы можете установить приспособление на скамейку, а затем зажать его. Когда вы используете приспособление, вам нужно вставлять удилище в пазы или колышки. Затем вы будете использовать свои руки, чтобы согнуть стержень и манипулировать им в этой области приспособления. Таким образом, вы сможете использовать обе руки, и вам не нужно беспокоиться о появлении на проводе следов инструмента.
Затем вы будете использовать свои руки, чтобы согнуть стержень и манипулировать им в этой области приспособления. Таким образом, вы сможете использовать обе руки, и вам не нужно беспокоиться о появлении на проводе следов инструмента.
Изгиб латунных трубок перед сваркой
Изгиб латунных трубок является одним из самых трудных для изучения способов, когда вы готовитесь к сварке. Это потому, что латунная трубка может легко перегибаться и ломаться. Мы рекомендуем использовать пружинный гибочный станок для этого типа материала. Возьмите пружинный гибочный станок, который подойдет к трубе, которую вы планируете сгибать. Переместите его на трубку и отцентрируйте в том месте, где вы собираетесь сделать изгиб.
Теперь обеими руками согните трубку и сильно надавите большими пальцами на изгиб. Если вы также можете использовать другую пружину с трубкой, вы добьетесь еще большего успеха, когда попытаетесь согнуть латунь.
Сгибание латунных листов перед сваркой
Сгибание металлического листа — тоже непростая задача. Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя кусками фанеры и зажмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли создать изгиб. Используя деревянный брусок, вы должны иметь возможность оказывать давление на весь край, который вы хотите согнуть, не испортив металл.
Однако некоторые инструменты могут помочь упростить весь процесс. Поместите латунный лист между двумя кусками фанеры и зажмите их тисками. Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли создать изгиб. Используя деревянный брусок, вы должны иметь возможность оказывать давление на весь край, который вы хотите согнуть, не испортив металл.
Теперь, когда мы обсудили различные методы резки латуни и гибки латуни перед сваркой, мы перейдем к обсуждению того, как сваривать и припаивать латунь к латуни.
Сварка латуни с латунью
Теперь, когда вы знаете все о том, как подготовить латунные детали, разрезав и согнув их перед сваркой, вы готовы научиться сваривать эти латунные детали вместе. Сварка латуни очень проста, потому что вы можете использовать паяльные материалы для завершения сварки.
Ниже приведены некоторые предметы, которые вам понадобятся, прежде чем вы научитесь сваривать латунь с латунью:
- Молоток
- Огнеупорные кирпичи
- Пинцет
- Напильник по металлу
- Кусочки латуни
- 12 Припой T2 1229 T2
- Флюс марки TIX
- Абразивная подушечка
- Инструмент для сторонних производителей
- Бутановая горелка для пайки/сварки
- Салфетки со спиртом
Теперь, когда вы знаете, какие материалы вам понадобятся, когда вы начнете сваривать латунь с латунью, мы опишите типы припоя и флюса, которые мы будем использовать для завершения этого сварочного проекта.
Припой для сварки
Для этих этапов сварки мы будем использовать более мягкий припой от производителя Tix. Этот припой используется многими людьми, которые ремонтируют часы и много занимаются сваркой латуни. Мы решили использовать Tix, потому что это более мягкий припой с более низкой температурой плавления. Когда вы свариваете латунь, вам понадобится более мягкий припой с более низкой температурой плавления, потому что более высокие температуры делают латунь обесцвеченной и неровной, а мы хотим этого избежать.
Советы по успешному использованию припоя при сварке
Прежде чем мы рассмотрим этапы сварки латуни с латунью с помощью припоя, мы рассмотрим несколько советов по успешному использованию припоя при сварке.
Совет №1: Убедитесь, что все детали подходят друг к другу.
Когда вы используете припой при сварке, припой действует как тип клея. Он способен очень хорошо удерживать два куска латуни вместе. Когда вы соединяете части вместе, вы должны убедиться, что ваши две части занимают много места на поверхности. (Ваши математические навыки, найденные здесь, помогут вам в этом).
(Ваши математические навыки, найденные здесь, помогут вам в этом).
Если вы сможете разделить больше места на поверхности, вы получите более прочный припой. Ваш припой не будет прочным, если у вас есть большие зазоры между вашими деталями или если ваши детали плохо подходят друг к другу.
Совет № 2. Убедитесь, что вы тщательно очистили детали.
Никогда не забывайте о важности чистки медных деталей. Если их не чистить, то они плохо сварятся. Если вам нужна прочная пайка, вам нужно убедиться, что все ваши латунные детали чистые.
Совет № 3. Убедитесь, что все детали надежно закреплены во время сварки припоем.
Убедитесь, что ваши фигуры не двигаются и не теряют баланс. Прежде чем начать использовать припой для сварки, убедитесь, что все детали из латуни надежно скреплены вместе.
Совет № 4: нагревайте детали для сварки, а не припой
Когда многие люди используют для сварки припой, они забывают, что припой не нужно плавить. Вместо этого вам следует нагревать две детали, которые вы хотите сварить, до тех пор, пока они не достигнут точки плавления припоя. После этого вы сможете перемещать припой к горячей части, а затем в швы, чтобы сварить детали вместе.
После этого вы сможете перемещать припой к горячей части, а затем в швы, чтобы сварить детали вместе.
Совет № 5: Подготовка важна при использовании припоя для сварки
Одна из основных причин, по которой у людей возникают проблемы со сваркой латуни с латунью при пайке, заключается в том, что они не тратят время на подготовку всего (например, резки, гибки, и т. д.) в шагах, которые мы описали выше.
Помните, что всякий раз, когда вы свариваете для пайки, вы будете тратить большую часть своего времени на подготовку к пайке, а не обязательно на сварку. Поэтому уделите особое внимание подготовке.
Сварка и пайка латуни к латуни, шаг за шагом
Теперь, когда вы понимаете, как подготовить детали из латуни путем их сгибания и резки, мы познакомим вас с процессом сварки латуни с латунью с помощью припоя.
Шаг 1. Подготовьте рабочее место
Сначала вам необходимо подготовить рабочее место. Вы также должны убедиться, что приняли во внимание безопасность.
Возьмите что-нибудь легковоспламеняющееся и уберите его с рабочего места. Убедитесь, что вы находитесь в хорошо проветриваемом помещении, или соберите несколько вентиляторов, чтобы выдувать пары.
Шаг 2. Очистите детали из латуни
Теперь вам понадобится наждачная бумага, напильник, наждачная ткань, губки Scotch-Brite или что-то еще, что вы захотите использовать, чтобы очистить латунные поверхности. что вы свариваете. Неплохо иметь при себе щетку из стекловолокна, чтобы можно было чистить труднодоступные места.
Помните, что некоторые изделия из латуни покрыты слоем прозрачного лака, чтобы они оставались яркими. Однако, когда вы соединяете латунные детали, вам необходимо удалить лак, иначе вы не сможете использовать припой для их эффективного соединения.
После того, как вы очистите кусочки латуни, прикончите их, протерев спиртом. Спирт должен помочь избавиться от частиц, мусора и масла, оставшихся на латуни. Когда вы закончите это, уберите спирт подальше от своего рабочего места (помните, спирт легко воспламеняется) и дайте медным деталям высохнуть, прежде чем начать.
Шаг № 3. Установите детали на место
Вам нужно будет взяться за зажимы, чтобы вы были готовы скрепить латунные детали. Вы также можете использовать высокие Т-образные штифты для соединения деталей или более тяжелых металлических предметов.
Что бы вы ни решили, убедитесь, что ваши фигуры находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не следует подносить что-либо близко к месту сварки.
В противном случае он может поглотить тепло и испортить сварной шов.
Шаг 4: Используйте флюс
Ранее мы упоминали, что для этого процесса следует использовать припой TIX. Припой TIX имеет флюс, который выглядит как прозрачная жидкость.
Флюс TIX поставляется с бутылочкой и кистью. Хотя вы можете подумать, что кисть выглядит удобно, это не так. Кисть перемещает флюс в неправильные места, поэтому мы не рекомендуем ее использовать.
Это потому, что припой захочет попасть туда, куда вы поместили флюс.
Если вы пытаетесь сделать это плотно, вы можете взять очень тонкую проволоку и нанести небольшое количество флюса туда, куда вы хотите.
Все, что вам нужно, это несколько капель, и вы получите капиллярное действие, которое поможет втянуть жидкость между двумя вашими латунными деталями.
Кроме того, если вам нужна небольшая дополнительная помощь для этого шага, TIX предлагает антифлюс, который вы можете применить в любом месте, где вы хотите избежать припоя.
Шаг № 5: Подготовка припоя к сварке
Теперь вам нужно подготовить припой к сварке. Сколько припоя вы хотите использовать и где вы его размещаете, это простой процесс, и вам не нужно ничего трогать, пока вы это делаете.
Поскольку круглая проволока для припоя очень толстая и может скатиться с латунных деталей, мы рекомендуем использовать молоток, чтобы полностью расплющить проволоку припоя. Используя этот метод, вы сэкономите много припоя.
После того, как вы сгладите полоски, вам нужно отрезать крошечную часть от плоской области, а затем с помощью пинцета нанести припой на шов, который вы свариваете. После этого капните флюс на припой.
После этого капните флюс на припой.
Однако всегда старайтесь не допускать попадания флюса на инструменты, так как флюс вызывает ржавчину.
Шаг № 6. Возьмите свою горелку
Теперь вам нужно правильно очистить сварочную горелку и заставить припой течь к головке, которую вы делаете с помощью горелки.
Когда вы нагреваете детали, припой будет течь к ним, поэтому убедитесь, что вы нанесли припой повсюду, чтобы сварить детали.
Сначала вам нужно включить факел, а затем уменьшить пламя. Используя этот режим низкой температуры, нагрейте латунные детали. Достичь одинаковой температуры обеих латунных деталей в одно и то же время может быть сложно, особенно если одна больше другой.
Итак, вам нужно спланировать поджигание каждой части пропорционально размеру каждой части. Чем больше кусок латуни, тем больше тепла вам нужно будет применить к нему.
Как только вы доведете латунные детали до нужной температуры, вы увидите, что припой растекается примерно за секунду и растекается по шву и другим участкам, на которые нанесен флюс.
Припой попадет в соединение и будет выглядеть блестящим. Когда увидишь это, убери пламя. Вам не нужно больше тепла.
Шаг № 7: Охладите детали и очистите их
Теперь вам нужно дать припою остыть в течение нескольких минут. Как только вы узнаете, что он остыл, вам нужно будет промыть латунные детали в раковине, чтобы избавиться от лишнего флюса. Теперь высушите вашу деталь и очистите ее, чтобы у вас не осталось лишнего припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Заключительные мысли
Помните, что при сварке латуни с латунью большую часть времени вы потратите на подготовку латунных деталей, а не на их сварку. Латунь требует серьезной подготовки для резки и гибки, но как только вы это сделаете, процесс сварки станет довольно простым.
Содержание
Сварка латуни с латунью【Все, что нужно знать прямо сейчас】 —
Итак, вы хотите сварить латунь с латунью. Работа с латунью может быть простым методом. Это также очень выгодно, потому что латунь выглядит великолепно в сочетании с деревом или другими металлами.
Это также очень выгодно, потому что латунь выглядит великолепно в сочетании с деревом или другими металлами.
Латунь обычно используется для производства компонентов или, возможно, всей автоматизации, если вы строите двигатель для диплома младшего специалиста. Как только вы научитесь работать с латунью и сможете научиться сваривать латунь с латунью, вы создадите несколько прекрасных изделий!
Итак, как происходит процесс сварки латуни с латунью? это ужасно потенциал для пайки TIG также как припой латуни к латуни. Чтобы попытаться сделать это эффективно, вам нужно сначала нарезать, манипулировать и паять латунь, чтобы вы могли ее сварить.
Латунь невероятно проста в обращении. Поскольку он припаян и спаян, крепление латунных изделий (эффективно и эстетично) довольно просто, если вы понимаете основные этапы работы с латунью.
Содержание
- Как сварить дома
- Подготовка к сварке
- Резка латунного стержня перед сваркой
- Обрезка латунного канала перед креплением
- Резка листов латуни перед креплением
- Подготовка к резке перед сваркой
- Сварка латуни к латуни
- Сварка и пайка латуни к латуни
- Заключение
Содержание
- Как сварки дома
- Подготовка к сварке:
- Резка
- Обрезка латунного канала перед креплением
- A пила и латунный трубопровод
- Аборек -контакт и латунный трубопровод
- Резка латунные листы перед прикреплением
- ножни
- Сгибание латунной проволоки перед креплением
- Сгибание латунного стержня перед креплением
- Сгибание латунной трубки перед креплением
- Сгибание латунных листов перед креплением
- Сварка латуни с латунью
- Припой для крепления
- Сварка и пайка латуни с латунью поэтапно
Как сварить в домашних условиях
Так как в наши дни много знаний недоступно которое охватывает крепление латуни к латуни, мы создали это руководство, чтобы помочь вам научиться.
Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью.Таким образом вы сможете подготовить его к креплению, а также способу сварки и пайки латуни.
Если вы хотите получить урок по основам, пожалуйста, ознакомьтесь с нашей подробной статьей о том, что такое насадка TIG и как начать изучать ее здесь. Чтобы узнать больше о латуни, продолжайте читать!
Подготовка к сварке:
Резка изделий из латуни
Способ резки изделий из латуни заключается в том, что отверстие движется в процессе обучения способу сварки двух изделий из латуни. Вы будете достаточно сообразительны, чтобы управлять медными вещами, с которыми вы собираетесь разбираться. И первая часть этого понимания заключается в том, что вы сможете резать свои латунные изделия.
К счастью, после того, как вы обрежете свои медные изделия, чтобы организовать свой следующий проект крепления, у вас будет много вариантов. Тем не менее, есть разные типы латунных изделий.
Итак, если вы хотите понять, как правильно резать: Вам нужно освоить область выбранного вами агрегата для резки совершенно разных сортов латуни.
Различные виды латунных изделий, с которыми вы, вероятно, будете работать, включают в себя латунные стержни, которые можно разрезать кусачками или пилой, латунный трубопровод. Которые вы сможете разрезать пилой или труборезом, а также латунными листами. Который вы сможете разрезать пилой или ножницами.
Но сначала мы начнем с различных стратегий, которые вы сможете использовать, чтобы разрубить медный стержень.
Резка латунного стержня перед сваркой
Когда речь идет о резке латунного стержня, у вас есть два варианта инструментов, которые вы сможете использовать для создания разрезов. Вы либо должны использовать кусачки, либо вам придется взять пилу. Ниже мы опишем, как вы сможете резать латунь каждым инструментом.
Поэтому убедитесь, что вы изучили их в деталях, изложение основ вашего проекта сварки латуни с латунью может решить или разрушить его в целом.
Плоскогубцы и латунный стержень
Если у вас есть очень маленькие предметы из проволоки или стержня, то все, что вам нужно использовать для резки латуни, — это несколько кусачек. Однако, если у вас есть больший калибр, вам, возможно, понадобится много больших комбайнов кусачек. Возможно, даже кусачки для болтов, если кусок гигантский.
Вы сможете использовать любой из этих инструментов, если перед рубкой вставите стержень в челюсти.
Если вы используете кусачки для резки латуни, иногда рассчитывайте на тип кусачек, которые вы используете. Вы, возможно, приземлитесь с острыми концами, как только закончите резать. Если это произойдет, не забудьте напилить, отшлифовать и отшлифовать кончик только что отрезанного куска, пока он не станет плоским.
Пила и латунный стержень
Если у вас есть пила и вы хотите отпилить кусок побольше, то вы все равно должны уметь резать латунный стержень. Во-первых, поместите стержень, который вы только что установили при резке, в удерживающее устройство и убедитесь, что он надежно удерживает заготовку.
Далее режьте так близко к удерживающему устройству, как вы, скорее всего, будете резать вибрацией.Кроме того, постоянно помните, что пила может быть двуручным инструментом. Итак, когда вы используете пилу, положите одну руку на рукоятку, а другую руку на раму пилы. Вы рубите пилой, пока перемещаете инструмент вдали от себя.
Итак, начните резать небольшими движениями, начиная с ближайшего к рукоятке лезвия. После того, как вы сделали канавку для лезвия, продолжайте наносить удар руками и весом при каждом ударе.
Когда вы обрезаете латунный стержень, чтобы прикрепить его к креплению, вам не нужно сильно нажимать вниз вместе с пилой. специализируются на создании длинных, устойчивых движений и использовании всей длины лезвия, а не на резких резких движениях. сохраняйте цель и сохраняйте свое время, когда вы прорубаете металл.
Таким образом, вы не пройдете ни одной вещи, которую не вырезали.
Обрезка латунного канала перед креплением
Теперь, когда мы дали вам некоторые указания относительно резки латунных стержней, мы перейдем к латунному каналу.
Если вы планируете работать с латунным трубопроводом после сварки, вам нужно сначала разрезать его, прежде чем приступать к монтажным элементам. Вы сможете разрезать латунный трубопровод, либо распилив его, либо используя резак для кабелепроводов.Ниже мы подробно обсудим каждую стратегию.
Пила и латунный трубопровод
Один из способов, которым вы сможете разрезать латунные трубопроводы, — это использовать маленькую или большую пилу. Мы склонны выступать за разрезание латунного канала внутри стусла. поместите трубу в одну из канавок на стусле, затем начните резать. Пила может проходить по трубопроводу и резать каждую из стенок только один раз.
Когда это произойдет, ваша пила застрянет, а это значит, что вы сейчас заметите, что она способна пилить канал. Вместо этого постарайтесь избежать заедания пилы, поворачивая трубу в сторону от себя во время резки. Таким образом, вы перепиливаете только одну часть канала за раз.
Кусачки для труб и латунные трубы
Вы можете приобрести кусачки для труб в любом местном магазине скобяных изделий, которые помогут вам разрезать любые имеющиеся у вас металлические трубы вместе с латунью.
Если у вас есть резак для кабелепровода, вам придется закрепить инструмент в кабелепроводе. Итак, во-первых, поместите инструмент там, где вы хотите нарезать.Далее вы будете много раз перемещать инструмент по трубопроводу.
После этого вам нужно слегка повернуть ручку, чтобы лезвие вернулось на канал, и сделать круг еще раз. Вам придется повторять этот метод, пока ваш канал не разделится. Убедитесь, что вы не начинаете переделывать ручку слишком сильно, иначе трубка может начать хотеть быть обжатой после того, как вы ее обрежете.
Если трубка выходит из строя, как будто один из концов обжат, вы можете использовать коническую развертку, чтобы исправить этот недостаток. Вы должны подпилить гофрированную поверхность или отшлифовать ее, чтобы закончить. Кроме того, убедитесь, что вы нарезаете свой кусок задолго до того, как начнете метод.
Просто на тот случай, если вы захотите немного отшлифовать благодаря гофрированному покрытию.
Резка латунных листов перед прикреплением
Последний тип латуни, который вам нужно научиться резать перед прикреплением, — это латунные листы.
Листы латуни режут ножницами или пилой. Ниже мы рассмотрим каждую из этих стратегий.Ножницы и латунный лист
Ножницы Удобный инструмент для резки латунного листа. Мы склонны защищать авиационные ножницы, если они у вас есть, которые обычно бывают трех типов: правый, левый и прямой. Вы сможете использовать прямую сортировку для резки кривых, если вы делаете это с поверхности.
После того, как вы вырежете круг, убедитесь, что вы обрезаете углы куска, пока он не станет своего рода кругом. После этого используйте внутреннюю часть челюстей для последнего изогнутого разреза.
A Пила и лист латуни
Вы можете одновременно использовать пилу, чтобы разрезать лист латуни. Если вы собираетесь использовать пилу, вам нужно поместить латунь между двумя кусками ламината и зажать все детали с помощью удерживающего устройства. Древесина должна способствовать удержанию металла на месте, пока вы его рубите. Если вы хотите отметить линию на латуни, используйте немного ламината на одной стороне латуни.
Помните, вы должны тянуть вниз только после того, как используете пилу.
Теперь, когда вы только что поняли, как резать различные виды латуни, готовясь к соединению латуни с латунью. Мы скроем, но вы сможете согнуть латунь и придать ей форму, прежде чем вы начнете прикреплять свои латунные изделия.
Резка Подготовка к сварке: сгибание латуни
После того, как вы порежете латунь, вам, вероятно, придется согнуть ее, прежде чем вы сможете сваривать латунные изделия. Итак, мы рассмотрим некоторые подходы к гибке латунных стержней, труб и листов. когда вы согнете и поработаете со своей латунью, вы сможете перейти к последнему шагу, то есть к соединению латуни с латунью, о котором мы расскажем подробнее чуть позже.
Сгибание латунной проволоки перед креплением
Вы можете просто согнуть латунную проволоку плоскогубцами. Поместите проволоку в плоскогубцы и держите их одной рукой, а другой рукой манипулируйте другой частью проволоки.
Если вы хотите изогнуть проволоку бюстгальтера и создать формы, вы сможете обжимать, сгибать, а затем развязывать стержень в определенных точках по мере его сгибания.Чем ближе интервалы, тем круче кривая.
Если вы хотите сформировать остроконечную кривую, то лучше использовать для этой работы круглогубцы. Вы должны начать с того, что согните стержень в челюстях. Вы можете одновременно использовать комбинацию плоскогубцев в каждой руке, если вам нужен особенно острый изгиб.
Существует множество вариантов плоскогубцев для формовки металла, которые могут помочь вам согнуть любую форму в проволоку. Вы сможете создать большинство таких же изгибов, просто используя одну комбинацию плоскогубцев с острыми концами рядом с круглогубцами.
Однако, если вы чувствуете, что ваши плоскогубцы создают изгибы, которые выглядят хуже, а следы усилия выглядят хуже, подумайте о покупке плоскогубцев с нейлоновыми накладками.
Изгиб латунного стержня перед креплением
Если у вас есть действительно значительный латунный стержень, вам следует подумать об использовании приспособления для гибки, чтобы сэкономить много времени.
Вы сможете установить приспособление на скамейку, а затем зажать его. После того, как вы используете приспособление, вам нужно поместить удилище в пазы или колышки.Затем руками согните удилище и вставьте его в это место приспособления. Таким образом, вы сможете использовать каждую из своих рук, и вам не придется беспокоиться о появлении следов инструментов на проводе.
Сгибание латунной трубки перед креплением
Латунная трубка — одна из самых сложных вещей, которую нужно согнуть после того, как вы научились сваривать. Вот в результате латунная трубка будет просто перегибаться и раздавливаться. Мы склонны выступать за использование пружинного гибочного станка для такого типа ткани.
Возьмите пружинный гибочный станок, которым можно обработать трубу, которую вы собираетесь сгибать. Переместите его на трубу и отцентрируйте в том месте, где вы хотите сформировать изгиб.
Теперь, плохо обращаясь с каждой рукой, согните трубку и надавите большими пальцами на изгиб.
Если вы сможете дополнительно использовать другую пружину с трубкой, у вас будет даже большой успех после того, как вы попытаетесь согнуть латунь.Изгиб латунных листов перед креплением
Изгиб металлического листа также не является простой задачей. Тем не менее, определенные инструменты облегчат создание полного метода из множества простых вещей. Поместите лист латуни между двумя кусками ламината и зажмите их тисками.
Теперь возьмите другой кусок дерева и используйте его, чтобы надавить на латунь, чтобы вы могли произвести изгиб. С деревянным блоком вы должны быть в состоянии оказать давление на весь край, который вам просто нужно согнуть, не испортив металл.
Теперь, когда мы упомянули различные способы резки латуни и гибки латуни перед сваркой латуни с латунью. Мы перейдем к обсуждению способа сварки и пайки латуни к латуни.
Сварка латуни к латуни
Теперь, когда вы только понимаете все, что касается, вы подготовите свои латунные изделия, разрезав и согнув их, прежде чем сваривать.
Вы можете научиться сваривать эти латунные изделия. Сварка латуни очень проста, потому что вы сможете использовать сварку латуни с латунными материалами для завершения сварного шва.Ниже квадратного метра ряд вещей, которые вам нужно собрать, прежде чем вы научитесь сваривать латунь с латунью:
- Молоток
- Огнеупорный кирпич
- Пинцет
- Напильник металлический
- Изделия из латуни
- TIX полный припой
- Полный флюс TIX
- Абразивная губка
- Бывший в употреблении инструмент
- Бутановая горелка для пайки/сварки
- Спиртовые тампоны
Теперь, когда вы только что поняли материалы, которые вам придется использовать после того, как вы начнете сваривать латунь с латунью, мы рассмотрим категории припоя и флюса, с которыми мы будем плохо обращаться, чтобы завершить этот крепежный проект.
Припой для крепления
Для этих этапов крепления мы постепенно используем более мягкий припой от производителя Tix.
Этот припой используется многими людьми, которые ремонтируют часы и выполняют сварку латуни. У нас есть тенденция путешествовать с Tix из-за его более мягкого припоя, который также предлагает более низкую температуру замерзания.После квадратного крепления латуни вам понадобится более мягкий припой с более низкой температурой замерзания, так как более высокие температуры приводят к тому, что латунь выглядит обесцвеченной и неровной, а этого следует избегать.
Сварка и пайка латуни к латуни пошагово
Теперь, когда вы только узнали, как подготовить изделия из латуни путем их сгибания и резки, мы познакомим вас с методом сварки латуни с латунью с помощью неправильной обработки припоем.
Шаг № 1: Подготовьте свое рабочее место
Во-первых, вам придется подготовить свое рабочее место. Вам также нужно убедиться, что вы приняли во внимание безопасность.
Возьми что-нибудь горючее и убери из своего пространства. Убедитесь, что вы находитесь в хорошо проветриваемом помещении, или соберите несколько вентиляторов, чтобы выдуть пары.
Шаг № 2: Очистите изделия из латуни
Теперь вам придется взять наждачную бумагу, напильник, абразивный материал с ассоциативной степенью, подушечки Scotch-Brite или что-то еще, что вам нужно использовать. поэтому вы сможете очистить латунные квадраты, которые вы только что закрепили.
Неплохой план — использовать щетку из стекловолокна, чтобы вы могли чистить труднодоступные места.
Помните, что некоторые изделия из латуни могут быть покрыты слоем прозрачного лака, чтобы они оставались яркими. Однако после того, как вы тщательно соедините изделия из латуни, вам придется избавиться от лака. В противном случае вы не сможете использовать припой для их эффективного смешивания.
После того, как вы очистите изделия из латуни, протрите их спиртом. Спирт должен способствовать удалению частиц, мусора и масла, оставшихся на латуни. как только вы закончите это, возьмите спиртовой пульт из своего помещения (помните, спирт легко воспламеняется) и дайте латунным предметам высохнуть, прежде чем начать.
Шаг № 3: Расставьте элементы на место
Вам придется схватиться за зажимы, поэтому вы готовы нести с собой медные изделия. Вы сможете дополнительно использовать высокие Т-образные штифты для переноски предметов или более тяжелых золотых предметов.
Что бы вы ни выбрали, подтвердите, что ваши предметы находятся в нужном месте. Кроме того, имейте в виду, что ваши элементы могут стать очень популярными, поэтому вам не нужно размещать что-то готовое в месте соединения, которое вы крепите.
Если вы это сделаете, то в конце концов он перехватит тепло и испортит сварной шов.
Шаг № 4: Используйте флюс
Ранее мы упоминали, что для этого метода вам просто нужно использовать припой TIX. Припой TIX включает в себя флюс, похожий на прозрачную жидкость.
Ваш флюс TIX может составить компанию бутылке и щетке. в то время как вы можете предположить, что внешний вид расчески удобен, это не так. Гребень перемещает поток в неправильные места, поэтому мы склонны не пропагандировать плохое обращение.
Это связано с тем, что припою может потребоваться перемещаться в любое место, куда вы поместили флюс. Если вы попытаетесь сделать это плотно, вы сможете ухватиться за очень тонкую проволоку. Нанесите небольшое количество флюса туда, куда вы хотите, чтобы он перемещался.
Все, что вы хотите, может быть несколько капель, и вы закончите с капиллярностью, которая может облегчить втягивание жидкости между двумя вашими латунными элементами. Кроме того, если вы хотите немного упростить этот шаг, TIX предлагает антифлюсовую защиту, которую вы можете применять в любом месте, где вы хотите, чтобы ваш припой избегал.
Шаг № 5: Подготовка припоя к креплению
Теперь вам нужно подготовить припой к креплению. Какую пропорцию припоя вы хотите использовать и где вы размещаете, это простой метод, и вам не нужно будет что-то откусывать, пока вы это делаете.
Поскольку сферическая проволока для припоя очень толстая и может повторять ваши латунные изделия, мы склонны настаивать на том, чтобы проволока припоя была полностью плоской.
Вы сэкономите много припоя, неправильно обращаясь с этой техникой.После того, как вы выровняли свои полоски, вы хотите отрезать небольшую половину от плоского пространства, затем используйте пинцет, чтобы нанести припой на шов, который вы скрепляете. После этого капните флюс на припой.
Тем не менее, всегда подтверждайте, что вы предпринимаете шаги, чтобы избежать попадания флюса на ваши инструменты, так как флюс вызывает ржавчину.
Шаг № 6: Возьмите свою горелку
Теперь вам нужно будет взять правильно очищенную крепежную горелку и заставить припой течь к вершине, которую вы создаете, вместе с вашей горелкой.
Когда вы нагреваете элементы, припой может продолжать течь к ним, поэтому убедитесь, что вы получаете припой повсюду, чтобы сваривать элементы.
Во-первых, вам придется включить факел, поэтому время от времени доводите пламя до минимума. Неправильное обращение с низкотемпературной установкой нагревает латунные изделия.
Может быть сложно заставить каждый из ваших латунных предметов поддерживать постоянную температуру в постоянное время, особенно если один из них больше, чем другой.Итак, вам придется сжечь каждый кусочек пропорционально масштабу каждого куска. Чем больше кусок латуни, тем больше тепла вам придется приложить к нему.
Как только вы доведете латунные изделия до нужной температуры, вы увидите, как весь припой течет через несколько секунд и проникает в шов и другие участки, на которые нанесен флюс.
Припой может включать стык и внешний вид блестящий. после того, как вы это увидите, уберите пламя. Вы больше не хотите тепла.
Шаг № 7: Охладите ваши детали и очистите их
Теперь вы должны дать припою остыть в течение нескольких минут. Как только вы обнаружите, что он остыл, вам придется промыть латунные предметы в раковине, чтобы избавиться от лишнего флюса. Теперь высушите свою деталь и очистите ее, поэтому у вас нет дополнительного припоя.
Как только это будет сделано, вы должны успешно сварить латунь с латунью.
Заключение
Теперь, когда вы получили всю необходимую информацию, чего еще вы ждете? Запачкайте руки и приступайте к сварке!
Если вам понравилась эта статья и вы хотите узнать больше о том, как сваривать латунь с латунью:
- Вот источник: https://www.sciencedirect.com/science/article/pii/S0261306
- 1305
Серебряная пайка/пайка нержавеющей стали 303 с латунью
4156df
Победитель проекта месяца!!!
- #1
Привет всем,
Прежде чем я приму участие в потенциальном проекте, может ли кто-нибудь сказать мне, можно ли припаивать серебром нержавеющую сталь 303 к латуни? Если да, то какие рекомендации по флюсу и припою.
Спасибо,
ДеннисБлогведьма
Ex Bogstandard
- #2
Деннис, в Великобритании это чертовски просто.
Серебряный припой Easyflo и флюс Tenacity 5. Это сделает всю вашу серебряную пайку, обычно связанную с такого рода сборками.
Флюс является ключевой частью, этот флюс предназначен для суровых условий, связанных с пайкой серебром нержавеющей стали, но он также отлично подходит для всех других материалов, поэтому он соединяет все металлы, которые обычно можно паять серебряным припоем, с каждым другой, с легкостью.
Там, откуда ты родом, это похоже на удачу, и ты должен идти с тем, что можешь достать.
Лично я, Деннис, стиснул бы зубы и отправил бы кого-нибудь из-за океана.
Я могу предоставить вам несколько сайтов, откуда вы можете получить его, если вы в конечном итоге захотите пойти по этому пути. Или, если вы не хотите слишком многого, я могу послать вам немного в конверте.
Болота
Стэн
Известный член
- #3
Харрис — известный американский производитель серебряных припоев. На своем веб-сайте они перечисляют десятки различных видов флюса. Я просто скопировал пару для примера. Я использую белый флюс для всего, что припаиваю серебром, и он работает хорошо, если металл чистый перед нанесением флюса. Он находится на полке в местных точках снабжения сваркой.
Флюс для пайки STAY-SILV® (белый)
Универсальный низкотемпературный флюс для пайки серебром большинства черных и цветных металлов, кроме алюминия, магния и титана. Флюс для пайки Stay-Silv® (белый) представляет собой флюс неорганического фторидного типа, плавящийся при температуре 1100ºF и активный до максимальной температуры 1600ºF. Остатки флюса можно удалить промывкой горячей водой. Соответствует федеральным спецификациям OF499C, тип B; АМС типа 3А; АМС 3410F.
Упаковка: банки по 4 унции, 24 в коробке; банки на 8 унций, 24 в коробке; 1 фунт банок, 12 в коробке; 5-фунтовые банки, 6 в коробке; дозатор насадок на 7 унций, 24 в коробке; ведра по 25 фунтов; Ведра по 60 фунтов.
SSWF7
SSWF1/4
SSWF1/2
SSWF1
SSWF5
SSWF25
SSWF60 —
—
—
—
—
—
White Flux. колпачок для кисти
Stay Silv White Flux — банка 1/4 #
Stay Silv White Flux — банка 1/2 #
Stay Silv White Flux — банка 1 #
Stay Silv White Flux — банка 5 #
Stay Silv White Flux — 25 # ведро
Флюс Stay Silv White — 60 # ведроФлюс для пайки Stay-Silv (черный)
Разработан для пайки, когда изделие подвергается быстрому точечному нагреву или где требуется длительное время пайки. Это особенно полезно в тех случаях, когда может образовываться большое количество тугоплавких оксидов, например, в сплавах из нержавеющей стали. Активный диапазон составляет 1100ºF — 1800ºF. Остатки флюса можно удалить промывкой горячей водой. Флюс для пайки Stay-Silv (черный) соответствует спецификациям AWS Type FB3C и AMS 3411.
Упаковка: банки на 8 унций, 24 в коробке; 1 фунт банок, 12 в коробке; 5-фунтовые банки, 6 в коробке; Ведра по 30 фунтов, ведра по 60 фунтов.
SSBF1/2
SSBF1
SSBF5
SSBF30
SSBF60
—
—
—
—
—
Stay Silv Black Flux — банка 1/2 #
Stay Silv Black Flux — банка 90 Black # 251 # банка
Stay Silv Black Flux — ведро 30#
Stay Silv Black Flux — ведро 60#Деанофид
Известный член
- #4
Денис, ответ на ваш вопрос «да». Можно «серебряным припоем» нержавейку к латуни.
Получите любую проволоку для пайки со спецификацией BAg-7 или BAg-5 и получите флюс для пайки белой пастой.В этом месте есть:
http://store.sra-solder.com/section. php/90/1
Они также продают флюс. Они называют это флюсом для пайки серебром 601.Если у вас уже есть подобные, как я думаю, вы готовы.
Богстандарт сказал:
Там, откуда ты родом, кажется, что тебе повезло, и ты должен идти с тем, что можешь достать.
БолотаНажмите, чтобы развернуть…
Вовсе нет, Джон. Проблема с «откуда мы пришли» заключается в том, что люди настаивают на использовании неправильного названия «серебряный припой» вместо того, чем оно является на самом деле; Серебряная пайка. Если вы покупаете флюс для пайки, вы получаете не тот материал. Если вы покупаете флюс для пайки, вы золотой. Характеристики, касающиеся различий между проволокой для припоя и проволокой для пайки, здесь очень специфичны и четко определены. Если мы в своем невежестве заказываем не то, то и в реальном мире получаем не то.
Нам просто нужно называть вещи своими именами, и у нас будет гораздо меньше проблем с этой кажущейся загадкой.
Дин
Jasonb
Победитель проекта месяца!!!
- #5
Та же проблема: если вы попросите флюс/стержень для пайки, вы получите не то, что нужно
Пайка здесь относится к сварке бронзы, как вы ее называете.
Джейсон
Драйвер GWR
Старший член
- #6
Похоже (и я подчеркиваю, кажется), что Харрис переходит к термину серебряная пайка, а не серебряный припой.
На снимке два идентичных продукта Harris, один из которых слева представляет собой более новый материал, чем тот, что справа.Деанофид
Известный член
- #7
Это новое для меня, Гарри.
Единственное место, где я видел что-то, продаваемое как «серебряный припой», это ювелирная проволока. Я давно пользуюсь продукцией Harris, так как много лет занимался сваркой. Паяльная проволока всех типов обычно имела маркетинговое название, которое мало что значило. Мы купили его по спецификации, и он был помечен как припой CuXXX (для пайки пайкой) или для нержавеющей стали, серебряный припой с номером BAg # или процентом #.Как вы думаете, сколько лет тому пакету справа?
Дин
Блогведьма
Ex Bogstandard
- #8
Dean,
В Великобритании мы обычно используем три типа.
Мягкий припой, как в электронике, так и в сантехнике.
Твердый или серебряный припой, для чего мы все знаем.
Пайка, при которой используется более высокая температура и латунный стержень. Это делится на два основных типа: пайка, которая похожа на более горячий и прочный серебряный припой, используемый для «припайки» наконечников к инструментам, затем есть бронзовая сварка, в которой обычно используется кислород / ацет или кислород / пропан, и используется как газ.
сварка, где вы используете его как присадочную проволоку, как при сварке.Существуют и другие, которые используются для специального соединения металлов, ювелирных изделий и т. д., но вышеперечисленные 3 являются наиболее распространенными, и все 3 имеют свои собственные версии флюса и стержня.
Причина, по которой я сказал, что это случайность, заключается в том, что каждый раз, когда парни из США начинают говорить о пайке серебром, они всегда начинают болтать о смеси двух низкотемпературных типов, и вскоре это превращается в рукопашную свалку. с одним, говорящим, используйте это, и другим, говорящим, используйте это.
Может быть, кто-то «в курсе» должен написать о различных типах пайки в США и правильной терминологии, а также о том, что обычно и легко доступно, просто чтобы прояснить путаницу, тогда на это можно сослаться. когда кто-то задает вопрос.
Если я отвечаю кому-то из Великобритании, мое заявление о флюсе и удилище easyflow — это все, что нужно.
Они доступны почти везде, где можно приобрести расходные материалы для проектирования моделей, и при использовании в такой комбинации идеально подходят для 99% работ. Существуют и другие торговые названия, которые можно использовать, но обычно, когда вы идете заказывать их, они указывают «такой же, как Easyflo» и т. д.уже начинается, достаточно еще одного, чтобы вступить в дискуссию, предложив что-то другое, и бедный человек, задавший первоначальный вопрос, не знает, куда повернуть.
Я думаю, что в США основная проблема заключается в том, что слишком большой выбор (один и тот же базовый товар под разными торговыми названиями или номерами), цитируется слишком много технической информации, чтобы ее мог понять простой неспециалист, и много путаницы. о правильном именовании процессов.
Я не пытаюсь заставить вас что-то изменить, просто пытаюсь показать, что видит посторонний, когда посещает подобный пост.
Простота и стандартизация излечивают путаницу.
Джон
Деанофид
Известный член
- #9
Вы совершенно правы, Джон. Мы думаем, что у всех нас есть разные вещи, но на самом деле мы сами путаем
из-за множества разговорных выражений. Вы говорите бики, я говорю печенье. Некоторые
вид сладкого вареного теста.В первой части вашего поста, про «мягкий припой, твердый припой и пайку», у нас тут точно такой же
.
«Мягкий припой», то есть припой сантехнического или электронного типа, обычно свинец и олово, олово и серебро и т. д.«Твердый припой» или «серебряный припой», который просто не припой вообще, и вот в чем проблема входит
дюйма. Это серебряный припой. Если кто-то проверит одного из крупных британских поставщиков, Джонсона Матти, 9 лет.0251 они увидят, что ни один из сплавов с высоким содержанием серебра не описывается как «серебряный припой» или «твердый припой».
Все они описываются как «серебряные припои», включая типы EasyFlo. Здесь тоже самое от производителей
.«Спаять», как ты сказал, и здесь то же самое.
Эта штука с температурой? Это то, что отличает пайку от пайки твердым припоем (и я имею в виду то, что мы называем
мягкой пайкой от твердой пайки). У Джонсона Матти почти такое же определение, как у 9.0251 промышленность использует здесь, в США. Число, которое они дают, составляет 450°C, а число в США — 840°f.
То же самое.Флюс, который я упомянул, и те, что упомянул Стэн, являются эквивалентными продуктами от разных производителей.
Главное — это «флюс для серебряного припоя», который мы оба рекомендовали.Возможно, я не совсем ясно выразился в этом посте и не хотел сказать, что моя рекомендация лучше, чем
Стэна. Это одно и то же, другой бренд. Флюс для серебряного припоя . Не паяльный флюс.
Флюс для серебряного припоя любой марки, которую вы покупаете. Как правило, белый вид. Черный тип предназначен для печей для пайки
и подобных, или там, где вам нужно долго нагревать что-то, чтобы выполнить работу.
Часть флюса для серебряного припоя поставляется в сухом виде, часть в виде пасты. Получите пасту.Я снова и снова писал об этом флюсе и пайке серебром/твердым припоем, Джон. Я не думаю, что смогу убедить кого-либо в том, что, называя что-то своим именем, вы получите то, что хотите. Кажется,
большинство из нас в США будут называть серебряный припой «серебряным припоем», и пока мы не начнем спрашивать, что нам на самом деле нужно из
, например, «флюс для серебряного припоя» вместо «флюс для пайки», мы будем продолжать использовать
. Проблемы с продуктами, которые мы получаем.У нас много разных товаров! Мы не единственные. У Johnson Matthey есть 23 различных флюса для пайки серебром
на одной странице, дюжина из них называется Tenacity!Как говорится, простота. Я знаю, что ты тоже прав. Вот попытка;
Если вам нужен «серебряный припой» или «твердый припой» в США (не говоря уже о ювелирных изделиях), закажите
45% серебряный припой (спецификация BAg-5), ИЛИ
56% серебряный припой, ( спецификация БАг-7).
Марка серебряного сплава не имеет значения, если вы покупаете его по спец. Эти характеристики
одинаковы везде в США.Для флюса, заказ:
Флюс для серебряного припоя (белая паста). Не имеет значения бренд.
У Харриса есть это. У СРА это есть. Много и других мест.Декан
Стэн
Известный член
- #10
Дин: Забавно, что вы упомянули ювелиров, поскольку они используют точно такие же материалы, которые мы используем для двигателей моделей. Они продают его в меньших количествах по более высокой цене, но это тот же сплав. Они используют разные термины для сплава, потому что они будут работать с тремя или более сплавами на одной и той же заготовке, так что каждый шаг будет работать при более низкой температуре.
Я думаю, все согласны с тем, что каждый производитель, имеющий торговую марку для стандартного продукта, нелеп и сбивает с толку. Становится еще хуже, когда они отказываются публиковать спецификации своего продукта для широкой публики. Для меня это спорный вопрос, является ли это высокотемпературным припоем или низкотемпературным припоем. В любом месте, где я покупаю его, он известен под любым названием, но часто возникает путаница, если Silfos (сплав серебра/меди/фосфора) также находится на полке, а продавец не очень хорошо осведомлен.
измельчить
Известный член
- #11
Основная проблема США заключается в том, что маркетологи в магазине аппаратных средств без кавычек продают «Припой с серебряными подшипниками», который каждый новичок считает просто вещью, только гораздо дешевле и легче найти, чем какой-нибудь случайный веб-сайт в Интернете и ждать его целую вечность.
прибыть. В нем содержится лишь небольшой процент серебра, а в остальном он так же полезен (или нет), как и старый добрый мягкий припой.4156df
Победитель проекта месяца!!!
- #12
Джон, Дин, Стэн и Шред.
Спасибо за подробные ответы. Я знаю, что было много путаницы в отношении пайки/пайки и того, что есть что. Дин и Стэн правы насчет одного из источников путаницы, когда упоминают украшения. Ювелиры в США понятия не имеют, что такое припой, но рады целый день говорить о «легком», «среднем» и «твердом» серебряном припое.
В любом случае, как и предполагал Дин, у меня есть все, что нужно для пайки.
Больше всего меня беспокоила нержавеющая сталь 303. Я знаю, что обрабатываемость нержавеющей стали сильно различается в зависимости от сплава, но не знаю, были ли подобные проблемы при пайке серебром разных сплавов. Похоже, это не будет проблемой.Деннис
знак стр
Участник
- №13
как ювелир сначала слесарь гораздо дальше по списку я могу вам сказать.
ювелирный серебряный припой — это не серебряный припой, это обычно стерлинговый сплав (или германий, если вы работаете с этим) шагов без переплавки ранее выполненной работы
он также НЕ будет связываться с нержавеющей сталью (во всяком случае, не для меня)
если вы работаете с серебром, купите ювелирный припой, если вы работаете со сталью, купите припой, это не одно и то жеJasonb
Победитель проекта месяца!!!
- №14
Не говоря уже о том, что ювелирные изделия стоят как минимум в два раза дороже, чем изделия ME, в основном из-за более высокого содержания серебра (до 74% против 42% для обычного easyflo)
Джейсон
ТройО
Известный член
- №15
Вау! Я не ОП, но со своей стороны большое спасибо за информацию!
Я также видел/слышал термин «серебряный припой» и в конечном итоге использовал то, что было помечено так из хозяйственного магазина… оказалось, что это был не тот материал! (США здесь .
.)Наоборот, мне нужно было заняться сантехникой, и я пошел за припоем, потому что у меня «был только серебряный припой» LOL.
Ну что ж, живи и учись.
Подводя итог:
Припой/мягкий припой = низкотемпературный, до 800*F или около того, с использованием разнородного связующего металла (или сплава) для соединения 2 частей. Без смешивания металлов.Пайка/Твердый припой = более высокая температура, но все же использование разнородного связующего металла (или сплава) для соединения двух частей. Без смешивания металлов.
Сварка = более высокая температура (более 1200* F ?), но соединение аналогичных металлов с помощью соответствующего связующего элемента (IE, 2 куска стали со стальным наполнителем или 2 куска латуни с латунным наполнителем и т. д.) Металл фактически плавится и смешанный.
Что происходит, когда вы используете, скажем, латунный наполнитель для соединения двух кусков стали? Это все еще «пайка», потому что металлы не совпадают? (В любом случае, это термин, который я знаю, LOL.
) Это означает, что различие между пайкой твердым припоем и пайкой определяется температурой, а различие между пайкой и сваркой заключается в том, что задействованные металлы расплавляются и смешиваются?Стэн
Известный член
- №16
отметка п: Это очень интересно. Не могли бы вы указать нам листы спецификаций легкого, среднего и твердого серебряного припоя, которые используют ювелиры?
Дэн Роу
Известный член
- # 17
Стэн,
Вот типичная спецификация. листок из магазина ювелирных изделий, выбранный наугад.
http://www.contenti.com/products/soldering/solders.htmlНажмите на лист серебряного припоя.
ДанСтэн
Известный член
- # 18
Дэн: В ссылке, которую вы разместили, указан не сплав, а только содержание серебра. На другой странице поставщиков ювелирных изделий я обнаружил, что он указан как сплав серебра/меди/цинка, который я покупаю для изготовления моделей двигателей.
Я обычно покупаю на ebay по цене и стремлюсь к минимуму 40% серебра и пытаюсь получить 56% серебра, так что я ставлю себя прямо в середину ювелирной спецификации. У меня никогда не было случая использовать очень высокое процентное содержание серебра, и оно может быть доступно только в качестве ювелирного припоя.Дэн Роу
Известный член
- # 19
Стэн,
Виноват в лени,
Вот характеристики. из «Ювелирных концепций и технологий», действительно информативной ювелирной книги.Припой Ag Cu Zn Плавление °F Расход °F
IT 80 16 4 1330 1490
Жесткий 75 22 3 1365 1450
Средний 70 20 10 1275 1360
Легкий 65 20 15 1240 1360Dan
Деанофид
Известный член
- #20
Стэн сказал:
Дин: Забавно, что вы упомянули ювелиров, потому что они используют точно такие же материалы, которые мы используем в двигателях моделей. Они продают его в меньших количествах по более высокой цене, но это тот же сплав. Они используют разные термины для сплава, потому что они будут работать с тремя или более сплавами на одной и той же заготовке, так что каждый шаг будет работать при более низкой температуре.
Нажмите, чтобы развернуть…
Снова здравствуйте, Стэн
Ювелирный припой, который я нашел в Интернете, имеет другой состав, чем любой из обычных сплавов для пайки серебром
. Что касается использования трех (или более) сплавов на изделии, вы можете сделать то же самое с серебряными припоями.
Каждый сплав плавится при разной температуре. Сначала используйте ту, которая имеет самую высокую температуру плавления, и двигайтесь вниз.Я думаю, все согласны с тем, что каждый производитель, имеющий торговую марку для стандартного продукта, нелеп и сбивает с толку. Становится еще хуже, когда они отказываются публиковать спецификации своего продукта для широкой публики.
Нажмите, чтобы развернуть…
Большинство производителей серебряных припоев в США имеют полный состав каждого сплава
, который они продают, на своих веб-сайтах. Из этих пяти крупных производителей, Lucas, Uniweld, Harris, Aufhauser и SRA, только
один из них не указывает содержание металла в своем списке продуктов. Тот, кто нет, SRA, просто
показывает спецификацию AWS (номер BAg-X), которая должна соответствовать AWS для данной спецификации.
Все производители, которые хотят продавать рабочие места в Губмент или получить одобрение FDA, должны предъявить номер AWS. Если у него
номер, он будет таким же, как у ЛЮБОГО другого производителя, который делает этот конкретный номер, и
не имеет значения, какое глупое имя они ему дадут.
И.Е., БАг-5 одной роты (45% серебра), будет такой же, как БАг-5 любой другой роты.
Я могу разместить ссылки на всех этих производителей, если кто-то хочет увидеть, что все производители выпускают
одно и то же.Если вы находитесь не в США, цифры могут ничего для вас не значить, но знание того, что все продавцы должны использовать одну и ту же классификацию
, поможет вам снова и снова получать один и тот же товар от разных поставщиков в США.Я также видел/слышал термин «серебряный припой» и в конечном итоге использовал то, что имело такую маркировку в хозяйственном магазине… оказалось, что это был не тот материал! (США здесь..)
Нажмите, чтобы развернуть…
Трой, у тебя есть серебряный припой, и это правильный термин для него.
Это действительно (мягкий) припой,
, что следует из его названия. Обычно этот материал состоит из 96% олова и 4% серебра. Это хорошо для многих вещей в магазине машинистов
. Для мягкого припоя он достаточно прочный. Не может использоваться с котлами HP, так как имеет
довольно низкая температура плавления, около 450°F.Ваша сумма процессов довольно близка. Пара дополнений может помочь или нет;
Пайка, как и при пайке серебром: выше 840°F, основные металлы не плавятся, соединение происходит за счет капиллярного действия.
Сварка: плавление основных металлов (любыми способами) и соединение путем сплавления этих металлов с или
без использования присадочного металла. И это действительно жарко. Достаточно горячий, чтобы расплавить сталь, то есть свыше 2600°F, или там
о. Обычная дуговая сварка составляет около 6500°+F на дуге, оксиацетат, около
5600°F.Пайка, как и при пайке пайкой: аналогична пайке серебром, главное отличие состоит в том, что
соединение не выполняется капиллярным действием. При сварке пайкой обычно используется наполнитель из медного сплава, такого как бронза, и он не просачивается в соединение, как это происходит при пайке серебром. Основной металл не расплавляется, а присадочный металл
просто прилипает к поверхности соединяемых деталей, как галтель клея. Вы можете заполнить им широкий зазор,
, так же, как вы могли бы с металлическими сварочными прутьями.Дин
Как припаять латунь к нержавеющей стали? [55 ответов найдено]
Автор вопроса: Demondre
Опубликовано: 29.07.2022
Последнее обновление: 28.08.2022
Ищете ответ на вопрос: Как припаять латунь к нержавеющей стали? Здесь мы собрали для вас 55 самых точных и подробных ответов на вопрос: Как паять латунь с нержавейкой?
- Можно ли соединить латунь с нержавеющей сталью?
- Как соединить латунь и сталь?
- Какой припой прилипнет к нержавеющей стали?
- Можно ли использовать латунные фитинги с фитингами из нержавеющей стали?
- Можно ли смешивать фитинги из латуни и нержавеющей стали 316?
- Можно ли паять нержавеющую сталь латунным стержнем?
- Можно ли паять латунь паяльником?
- Что такое пайка пайкой VS?
- Можно ли использовать обычный припой для нержавеющей стали?
- Реагирует ли латунь со сталью?
- Соответствует ли латунь галлу нержавеющей стали?
- Можно ли использовать винты из нержавеющей стали с латунью?
- Какой тип флюса используется для нержавеющей стали?
- Можете ли вы паять или паять нержавеющую сталь?
- Какой припой прилипнет к латуни?
- Можно ли использовать серебряный припой на латуни?
- Можно ли соединять латунь с нержавеющей сталью?
- Как приклеить латунь к нержавеющей стали?
- Какой припой прилипнет к нержавеющей стали?
- Какой припой прилипнет к латуни?
- Можно ли сваривать латунь и нержавеющую сталь?
- Можно ли припаивать латунь серебром к нержавеющей стали?
- Прилипает ли припой к нержавеющей стали?
- К каким металлам не прилипает припой?
- Какой флюс используется для пайки латуни?
- Существует ли такая вещь, как латунный припой?
- Можно ли паять медь с нержавеющей сталью?
- Прилипает ли припой к нержавеющей стали?
- Можно ли сваривать латунь с нержавейкой?
- Какой металл нельзя паять?
- Почему мой припой слипается и не прилипает?
- Нужен ли флюс для пайки?
- Можно ли припаять латунь к стали?
- Как припаять латунь к нержавеющей стали? 9 Ответов экспертов:
- Как припаять латунь к нержавеющей стали? Видеоответы:
Как припаять латунь к нержавеющей стали? Быстрый ответ:
Ответил Geordy
Как припаять латунь к нержавеющей стали? Используйте жидкий флюс вместо пастообразного флюса.
Используйте только сантехнический (серебряный) припой. Нанесите припой отдельно на каждую из ваших частей перед их соединением.Можно эффективно паять латунь. Убедитесь, что поверхности проекта чистые и плотно прилегают друг к другу. Используйте правильный припой для латуни и низкотемпературную горелку. Пайка латуни не должна быть сложной. Мы проведем вас через весь процесс.
Строго говоря, латунь или медь нельзя сваривать со сталью. Однако вы можете спаять их вместе, используя присадочный стержень из кремниевой бронзы. Вот несколько видеороликов о процессе: Их также можно спаять свинцовым или бессвинцовым припоем: ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЯТЬ МЕТАЛЛ ВМЕСТЕ.
Можно ли соединить латунь с нержавеющей сталью?
Когда речь идет о нержавеющей стали (301, 304 и 310) и латуни, между ними всего два металла, что означает, что их можно безопасно соединять вместе с минимальным риском гальванической коррозии.
Как соединить латунь и сталь?
Однако для соединения двух материалов можно использовать метод пайки.
Пайка — это процесс соединения металлов, при котором вы плавите два разных материала и соединяете их с помощью присадочного металла. С латунью и сталью вам нужно будет использовать присадочный стержень из кремниевой бронзы.Какой припой прилипнет к нержавеющей стали?
Обычные оловянно-свинцовые припои могут использоваться для пайки нержавеющих сталей. Рекомендуется, чтобы содержание олова составляло более 50%, чтобы обеспечить хорошую прочность соединения и свести к минимуму риск гальванической коррозии паяного соединения во время эксплуатации.
Можно ли использовать латунные фитинги с фитингами из нержавеющей стали?
Не рекомендуется использовать латунные фитинги на трубах из нержавеющей стали. Латунь мягче стали и может не прилегать к трубке, что может привести к протечкам. Вы также можете увидеть гальваническую коррозию, которая представляет собой процесс, при котором коррозия ускоряется из-за контакта двух разнородных металлов.
Можно ли смешивать фитинги из латуни и нержавеющей стали 316?
Мы не рекомендуем соединять разнородные металлы на одной линии.
Поэтому не стоит соединять изделие из нержавейки с бронзовым, латунным или оцинкованным материалом.Можно ли паять нержавеющую сталь латунным стержнем?
Серебряный припой SSF-6 представляет собой высокопрочный стержень для пайки нержавеющей стали с флюсовым покрытием, который можно использовать для соединения многих металлов: меди, латуни, чугуна, нержавеющей стали, бронзы, золота, серебра и других металлов.
Можно ли паять латунь паяльником?
Убедитесь, что у вас есть необходимые инструменты, чтобы начать процесс пайки. Вам понадобится следующее: Паяльная лампа или паяльник. Содержит железную насадку и нагревает медную или латунную трубку. Припой — футеровка или проводка из легкоплавкого сплава, обычно свинца, олова или их комбинации.
Что такое пайка пайкой VS?
Единственная разница между пайкой и пайкой заключается в температуре, при которой происходит каждый процесс. Пайка происходит при температуре ниже 840°F (450°C), а пайка – при температуре выше 840°F (450°C).
Можно ли использовать обычный припой для нержавеющей стали?
При пайке нержавеющей стали нельзя использовать обычный паяльный флюс. Флюсы No-clean и Rosin не будут работать на нержавеющей стали. Вам понадобится более мощный высокоактивный кислотный флюс из-за большего количества оксидов на поверхности нержавеющей стали.
Реагирует ли латунь со сталью?
Как следует из серии, сталь и алюминий относительно совместимы, но если латунь и сталь соприкасаются, сталь будет подвергаться коррозии, поскольку она более анодна, чем латунь.
Соединяется ли латунь с нержавеющей сталью?
Например, аустенитные нержавеющие стали имеют тенденцию к истиранию при определенных условиях, хотя вы можете свести к минимуму этот риск, используя крепкую гайку из дуплексной нержавеющей стали. Латунь и бронза часто используются для подшипников, втулок и других элементов скольжения из-за их склонности противостоять истиранию.
Можно ли использовать винты из нержавеющей стали с латунью?
Re: Совместимость латуни и нержавеющей стали Самая высокая коррозионная стойкость у нержавеющей стали, затем у бронзы и латуни.
Я бы взял застежку из нержавейки. Если есть какая-либо коррозия, она будет на пластине, которая, вероятно, достаточно толстая, чтобы это не было проблемой. Латунная гайка быстро разъедается.Какой тип флюса используется для нержавеющей стали?
Для пайки непосредственно на нержавеющую сталь необходимо использовать флюс Indalloy #2 (диапазон активности 100–371°C) для удаления поверхностных оксидов, чтобы припой мог смочить чистую поверхность. Этот флюс рекомендуется только для механической сборочной сварки.
Можете ли вы паять или паять нержавеющую сталь?
Существует несколько процессов, которые можно использовать для пайки нержавеющей стали: печь, индукция, сопротивление или горелка. Сегодня мы сосредоточимся на пайке флюсом с горелкой.
Какой припой прилипнет к латуни?
Другим признанным надежным средством является паяльная паста Fluxite, подходящая для меди и латуни… на самом деле для большинства металлов, кроме алюминия (хотя для других металлов потребуются другие припои), и ее можно использовать как со свинцовыми, так и безсвинцовыми припоями.
Можно ли использовать серебряный припой на латуни? Серебряный припой
можно использовать для соединения большинства распространенных металлов, включая мягкую сталь, нержавеющую сталь, медь, латунь, чугун и разнородные металлы.
Можно ли соединять латунь с нержавеющей сталью?
Когда речь идет о нержавеющей стали (301, 304 и 310) и латуни, между ними всего два металла, что означает, что их можно безопасно соединять вместе с минимальным риском гальванической коррозии.
Как приклеить латунь к нержавеющей стали?
Связующий состав: Loctite Weld Другим вариантом для склеивания металла является эпоксидный состав Loctite Weld Bonding Compound. Удобная альтернатива сварке, это самое надежное решение для соединения большинства металлов, включая железо, сталь, алюминий, латунь, медь и олово.
Какой припой прилипнет к нержавеющей стали?
оловянно-серебряные припои
Ряд оловянно-серебряных припоев рекомендуется для нержавеющих сталей, поскольку они обладают большей прочностью, чем оловянно-свинцовые припои, в сочетании с высокой пластичностью. Их коррозионная стойкость также выше.Какой припой прилипнет к латуни?
Если вы когда-нибудь паяли электронику, то, вероятно, использовали припой на основе свинца. Это хорошо для пайки электронных компонентов вместе, но на самом деле недостаточно прочно и не дает хорошего сцепления с медью и латунью. Лучше всего использовать серебряный припой.
Можно ли сваривать латунь и нержавеющую сталь?
Серебряный припой SSF-6 представляет собой высокопрочный стержень для пайки нержавеющей стали с флюсовым покрытием, который можно использовать для соединения многих металлов: меди, латуни, чугуна, нержавеющей стали, бронзы, золота, серебра и других металлов.
Можно ли припаивать латунь серебром к нержавеющей стали?
Нержавеющую сталь можно припаять серебром к самой себе или к латуни или меди, чтобы облегчить соединение без риска коррозии. Соединение будет таким же прочным, как и сам серебряный припой. Вы можете использовать любой серебряный припой, но вам понадобится флюс на кислотной основе, специально изготовленный для никеля или нержавеющей стали.
Прилипает ли припой к нержавеющей стали?
При пайке нержавеющей стали нельзя использовать обычный паяльный флюс. Флюсы No-clean и Rosin не будут работать на нержавеющей стали. Вам понадобится более мощный высокоактивный кислотный флюс из-за большего количества оксидов на поверхности нержавеющей стали.
К каким металлам не прилипает припой?
Припой не прилипнет к любому металлу. Например, припой никогда не приклеится к алюминию. Однако при работе с совместимыми металлами после подготовки металлической поверхности необходимо использовать подходящий флюс для удаления любого окисления. Флюс предотвратит образование нового окисления при нагревании металла.
Какой тип флюса используется для пайки латуни?
Superior No. 30 — жидкий флюс, идеально подходящий для пайки меди или латуни. № 30 безопаснее в использовании, чем типичный паяльный флюс на основе неорганической кислоты.
Существует ли такая вещь, как латунный припой?
Припой из латунной проволоки обеспечивает улучшенное цветовое соответствие деталей из желтой латуни, устраняя несоответствие швов или ограничиваясь холодными соединениями.
Этот припой содержит примерно 38% серебра.Можно ли припаивать медь к нержавеющей стали?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их.
Прилипает ли припой к нержавеющей стали?
Короткий ответ — да, если вы используете правильный источник тепла, припой и флюс.
Можно ли приварить латунь к нержавеющей стали?
9Серебряный припой 0002 SSF-6 представляет собой высокопрочный стержень для пайки нержавеющей стали с флюсовым покрытием, который можно использовать для соединения многих металлов: меди, латуни, чугуна, нержавеющей стали, бронзы, золота, серебра и других металлов.Какой металл нельзя паять?
МеталловПаяемостьМеталлУдовлетворительноУглеродистая сталь Низколегированная сталь Цинк НикельПлохоАлюминий Алюминиевая бронзаСложноВысоколегированная сталь Нержавеющая стальОчень сложноЧугун Хром Титан Тантал Магний
Почему мой припой слипается и не прилипает?
При пайке серебра с использованием твердого или мягкого припоя я часто обнаруживаю, что шарики припоя поднимаются вверх – они просто отказываются прыгать независимо от того, как долго находятся под пламенем.
Это потому, что флюс выгорел и нет среды, через которую припой будет прыгать (или бежать, как сказали бы некоторые).Нужен ли флюс для пайки?
При соединении двух металлов в процессе пайки, например при сборке печатных плат, для достижения настоящего металлургического соединения требуется флюс. Это гарантирует, что паяное соединение не растрескается и не расшатается даже при ежедневном износе.
Можно ли припаять латунь к стали?
Пайка с пропановой горелкой — самый простой способ соединения меди и латуни. Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто нужен правильный флюс.
Ответил Wachovia
В этом видео показано, как припаивать латунь к нержавеющей стали мягким припоем. Та же техника позволяет припаивать латунь к латуни (или к меди, или к любому медному сплаву, или к никелю, или к стали, или к железу). Паять сталь/железо со сталью/железом немного сложнее, но работает почти так же (нужна практика).
Нержавеющая сталь обычно является сложным металлом для работы, но для мягкого …Ответил Романо
Здесь два ответа: 1. Серебряный припой будет прилипать как к латуни, так и к стали. Очистите две соединяемые детали наждачной бумагой. Зажим на месте. Нанесите флюс. Нагрейте соединение горелкой. Нанесите серебряный припой и наблюдайте, как он течет к теплу. 2. Пайка — это …
Ответ Myriah
http://MuggyWeld.com SSF-6 можно использовать для соединения меди, латуни, нержавеющей стали, медно-никелевого сплава, чугуна, стали, бронзы или меди в любая комбинация.Кадм…
Ответ от Akayla
15 мая 2008 г., 00:24. Я много раз использовал 45% Engelhard Silvaloy для серебряной пайки латуни с нержавеющей и мягкой сталью, и мне очень повезло с этим. Просто убедитесь, что при покупке серебряного припоя вы покупаете правильный флюс для серебряного припоя. Еще одна вещь: убедитесь, что оба элемента чистые, и используйте флюс на обеих частях.
Ответ от Christene
Пришло время начать пайку Нанесите флюс на детали из латуни.
Флюс очищает металл и действует как клей, скрепляя детали для пайки. Подготовьте припой. Убедитесь, что у вас есть легкий серебряный припой. Для него важен тип припоя…Ответил Tiarra
Да, но вам нужен правильный флюс, а SS очень быстро тускнеет, если поддерживать нагрев. Да, но это будет пайка, а не пайка. Вам нужны прутки для пайки с высоким содержанием серебра и …
Ответил Josiel
Обучающее видео, показывающее, как припаивать нержавеющие стали к нержавеющим, используя http://MuggyWeld.com SSF-6 56% серебряный припой. Просто доведите нержавеющую сталь до матового состояния…
Ответил Джерсон
Тщательно очистите стальную вату или подушечку brillo, покрасьте поверхность, на которую вы хотите нанести припой, фосфорной кислотой и осторожно нагрейте ее, покройте тот же участок флюса, равномерно прогрейте место, которое вы хотите спаять, медленно повышайте температуру, продолжайте тереть наконечник от припоя о поверхность, пока он не начнет «смачивать» поверхность, затем налейте припой на поверхность, это будет …
Ответил Fares
Обратите внимание, что припой в этом наборе, скорее всего, закончится раньше, чем флюс, поэтому, если вы хотите продлить срок службы, вы можете добавить еще пол-унции припоя в качестве аксессуара.
Набор для серебряного припоя из нержавеющей стали. 1 x 600 мм в длину x 1,5 мм в диаметре. Silver-flo 55 Rod / Stick и примерно 5 г Tenacity 5 Flux. .Как припаять нержавеющую сталь к латуни с помощью ChannelFlux Silver
Как припаять серебро Припаять латунь к нержавеющей стали проще, чем когда-либо, используя припой ChannelFlux Silver A56T (BAg-7). ChannelFlux …
Как паять нержавеющую сталь паяльником
Как паять паяльником паяльником паяльником! Как паять нержавеющую сталь с паяльником ! Металлы, такие как нержавеющая сталь и железо …
Как приварить нержавеющую сталь к латуни для дистиллятора или дистиллятора кислородом и ацетиленом
Здесь показано, какой сварочный пруток необходимо использовать для сварки цветных металлов с нержавеющей сталью , можно использовать для сварки латуни ..
Припайка стали к латуни с помощью пропановой горелки и припоя SSF-6 с содержанием серебра 56 %
Обучающее видео, в котором показано, как припаять латунную трубку к куску стали .
Майк использует пропановую горелку и Muggy Weld SSF-6 56% …Как ПАЯТЬ Листовой Металл
основы пайки с использованием соляной кислоты, cFLUX, картографического газа и припоя Tri-Bar .
ЛЕГКО паять, сталь, железо, латунь, бронзу или медь
Узнайте, как легко паять сталь , железо, латунь , бронзу или медь , используя расходные материалы, показанные в этом видео, которые дают отличные результаты!
Как паять нержавеющую сталь
Superior Flux Mfg. Co. Используемый продукт ▻ Superior № 71 ИНФОРМАЦИЯ О ПОКУПКЕ И ВИДЕО ШАГИ НИЖЕ ↓ Для покупки …
Серебряная пайка латуни к трубке из нержавеющей стали с помощью припоя SSF-6 с содержанием серебра 56% и пропановой горелки
SSF-6 с флюсовым покрытием содержит 56% серебра и течет при температуре 1150°F. Мы паяли серебро из нержавеющей стали на латунь с пропановой горелкой.
Серебряный припой из нержавеющей стали к латуни
9-8-2016 Серебро Пайка / Серебро Припой Нержавеющая сталь — Латунь .
Кевин Хаффман
Главный редактор
Здравствуйте, пользователи AnswerOwn. Меня зовут Кевин Хаффман, и я главный редактор AnswerOwn. Мне 32 года, я живу во Флориде, США. Все детство я увлекался видеоиграми, а также различными компьютерными программами. Будучи подростком, я всегда помогал своим одноклассникам с домашним заданием по программированию. В колледже я создал свои первые проекты в Интернете, которые помогали людям находить информацию по разным вопросам. На одном из мероприятий по программированию я познакомился с ребятами, с которыми мы создавали AnswerOwn. Это наш совместный сервис, который помогает людям найти ответы на насущные вопросы, а также является качественным образовательным проектом. Задавайте свои вопросы, и мы обязательно найдем ответ!
Актуальные вопросы
- Что делала Эбигейл Адамс в качестве первой леди?
- Как работает переключатель датчика освещенности?
- Что представляет лепрекон?
- Почему бета-окисление важно?
- Как разобрать металлическую двухъярусную кровать?
- Безопасны ли обогреватели?
- Можно ли устанавливать osb вертикально?
- Из маракуйи получается маракуйя?
- В каком году Джим Планкетт выиграл Heisman?
- Что такое kpp02?
Популярные вопросы
- Какое действие лучше?
- Сколько ведьм было убито в Салеме?
- Какие насекомые вредны для человека?
- Как организовать ленивую Сьюзен?
- Каков средний размер прачечной?
- Можно ли варить картошку в микроволновке?
- Какие продукты повышают риск сердечно-сосудистых заболеваний?
- Как использовать воздушный шар?
- В каких штатах не применяется смертная казнь?
- Сколько стоит взять асваб?
Фиксирующие трубы: серебряный припой или пайка
Опубликовать ответ
Расширенный поиск
- Bob_Coffee
- Опубликовать ответ
- Цитата
№1: Пост by Bob_Coffee »
Привет, ребята
Не могли бы вы дать мне некоторые разъяснения?
Существует пост Советы по ремонту медных/латунных труб своими руками, посвященный пайке серебром.
Мой вопрос: они относятся к пайке или пайке? Если это пайка, будет ли это безопасно, когда мне нужно установить новый латунный наконечник на медную трубу?
Трубка подходит к днищу котла.Может быть, мой вопрос должен заключаться в том, что если я припаю серебром (не припаю) латунный наконечник к медной трубе, будет ли он достаточно прочным, чтобы выдерживать тепло и давление пара, когда я подсоединяю трубу к котлу — это на двоих группа НХ машина.
Мой фитинг выглядит так:
Будет ли серебряная пайка достаточно прочной, чтобы заделать мелкие отверстия диаметром 1-2 мм или их лучше припаять?
Заранее спасибо.
С уважением,
Германверхний
- ОлдНук
- Опубликовать ответ
- Цитата
№2: Пост OldNuc »
Обычный бессвинцовый оловянный припой отлично держится. Серебряный припой — это метод пайки, поэтому его неправильно называют, поскольку это действительно низкотемпературный процесс пайки с использованием серебряного сплава, который также не является хорошим заполнителем зазоров. Если конец не плотно прилегает к трубке, то для изготовления серебряного припоя потребуется немного реального опыта. Процесс пайки медным сплавом требует более высокой температуры, близкой к температуре латуни и/или жидкости. Это делает этот вариант немного рискованным, если у вас нет хорошего контроля температуры.
Серебряный припой плохо закрывает зазоры или отверстия, если вообще закрывает. Пайка — это обычный подход или полная замена изделия с отверстием такого размера.
верхний
При поддержке Аиды Батлье – Индиго-заповедник всемирно известной усадьбы Килиманджаро в Сальвадоре- Bob_Coffee (оригинальный постер)
- Опубликовать ответ
- Цитата
№3: Пост by Bob_Coffee (исходный постер) »
Спасибо.
Латунный наконечник не плотно прилегает к медной трубке.
Я повредил трубу, когда снимал старый треснувший наконечник.Думаю, лучше заменить всю деталь. Или попросите кого-нибудь исправить это для меня.
С уважением,
Германверхний
- трамз
- Опубликовать ответ
- Цитата
№4: Пост по trumz »
У меня была припаяна труба серебром. Повреждения на посте 42 вы можете увидеть здесь Проект капитального ремонта La Marzocco Linea 2AV
А пост №48 показывает ремонт.
верхний
- Bob_Coffee (оригинальный постер)
- Опубликовать ответ
- Цитата
№ 5: Пост by Bob_Coffee (оригинальный постер) »
Спасибо, ребята.
Общий зазор между трубой и феррулой менее 0,5 мм. Этот размер зазора слишком велик для хорошей пайки?
Насколько я понял, он должен быть максимально плотным.
Кроме того, как проверить давление?
Подключить его к котлу и посмотреть, дует ли он, может быть для меня немного сложно.
С уважением,
Германверхний
- ира
- Команда HB
- Опубликовать ответ
- Цитата
№ 6: Пост by ira »
Если у вас есть подходящие инструменты, расширить диаметр медной трубы довольно легко, просто нужна подходящая оправка, чтобы воткнуть туда. Это решило бы проблему с зазором.
Я бы использовал серебряный припой, но у меня уже есть все, что мне нужно, если только мой 30-летний флюс не умер. Если бы не это, я бы использовал 95/5 олово/серебро, который является или был самым прочным мягким припоем из доступных, и опять же, он у меня тоже есть. Я всегда использовал кислород при пайке серебром, поэтому я не знаю, достаточно ли нагревается воздух MAPP, кислород MAPP точно делает.Ира
верхний
- ОлдНук
- Опубликовать ответ
- Цитата
№ 7: Пост by OldNuc »
Серебряная пайка требует минимального зазора, фактически его нет. Мягкий припой или высокотемпературный мягкий припой заполнит зазоры и этого будет более чем достаточно. Пайка медным сплавом заполнит зазоры, но это высокотемпературный процесс.
Вы имеете дело с котлом на 15 фунтов на квадратный дюйм. Фактическое усилие на этих фитингах составляет менее 15 фунтов силы, поскольку оно зависит от площади, подвергающейся воздействию давления котла. Мягкий припой хорошо работает при давлении свыше 100 фунтов на квадратный дюйм.верхний
При поддержке Urnex — 100%-ное внимание к очистке кофе и чая- Bob_Coffee (оригинальный постер)
- Опубликовать ответ
- Цитата
#8: Пост by Bob_Coffee (оригинальный постер) »
Спасибо OldNuc.
Вы ответили на мой вопрос.
Думаю, теперь я буду в порядке.Давление внутри моего котла будет меньше 1 бар. Машина Астория 1-группа с термо-подачей.
(Возможно, я установлю его на 0,7 бар — как на моем Сан-Марко.)Если не получится, то попробую раствор Иры 95/5 олово/серебро.
С уважением,
Германверхний
- ОлдНук
- Опубликовать ответ
- Цитата
№ 9: Пост от OldNuc »
Олово-серебро подойдет, но его трудно найти в небольших количествах, а 5% от 16 унций — это много серебра, поскольку оно обычно доступно в рулонах по 1 фунту. Стоимость/рулон вызывает тревогу у большинства людей. Почти весь припой из серебряного сплава стоит дорого. Как правило, вы используете флюс со смоляным сердечником, поскольку он нетоксичен. Это пример того, что доступно ( https://www.mcmaster.com/#solder/=1bnm6mo ), и стоимость является репрезентативной для всех поставщиков.
Иногда вы можете найти небольшие партии этих серебряных припоев на eBay по более низкой общей стоимости. Вам также нужен бессвинцовый сплав. Я бы искал вот этот предмет весом 0,031 3/8 унции: https://www.mcmaster.com/#solder/=1bnm9л8 .верхний
- Bob_Coffee (оригинальный постер)
- Опубликовать ответ
- Цитата
№ 10: Пост by Bob_Coffee (оригинальный постер) »
Спасибо OldNuc.
На странице написано: «Припой соединяет куски металла, не расплавляя основной материал, и допускает большие зазоры в стыках, чем пайка».
Думаю, это более чем удовлетворит мою озабоченность по поводу зазора между медной трубой и латунным наконечником.
Еще раз спасибо за помощь.
верхний
Рекламное объявление
Резьбовые фитинги медь-латунь [Как их припаять]
Вы собираетесь установить медный вход в водопроводную секцию. Но он должен идти с латунным резьбовым фитингом с другой стороны. Ваш опыт работы сантехником говорит о том, что это новая работа для вас.
Как соединить медные и латунные резьбовые соединения?
Медный вход необходимо припаять латунными резьбовыми соединениями. Для этого сначала отполируйте край входа, который входит в латунный фитинг. Затем нанесите немного луженого флюса на обе соединительные кромки входного отверстия и латунного фитинга. После этого соедините их вместе и правильно припаяйте.
Вот и весь процесс в двух словах. Но этого недостаточно для выполнения работы. Мы объяснили весь процесс в нашей статье здесь.
Вам интересно? Давайте прыгать тогда!
Как соединить медь с латунными резьбовыми фитингами?
Соединение медных и латунных резьбовых фитингов требует немало хитростей.
Вам не понадобится профессионал, чтобы сделать работу сразу. Но мы надеемся, что у вас есть идеи об основах FPT в сантехнических проектах. Это даст вам представление о кромках с наружной и внутренней резьбой.Латунный резьбовой фитинг может иметь два типа резьбового конца. Это может быть конец с внутренней резьбой или конец с наружной резьбой. Другой край латуни соединяется с медными входами. Входное отверстие соединяется с помощью пайки.
Чтобы соединить медь с резьбовым латунным фитингом, необходимо выполнить несколько шагов. Но вам понадобятся эти инструменты в первую очередь, чтобы выполнить задание-
- Безопасные перчатки
- Медный вход
- 120-грип Эмери . Припой
- ножни
- Тефлоновые ленты
Есть все, что нужно? Давайте начнем!
Шаг 1: полировка медного входа
Во-первых, отшлифуйте край медного входа, который будет прикреплен к латуни. Для работы используйте наждачную бумагу с зернистостью 120. Продолжайте шлифовать его, пока край не станет блестеть больше, чем другие части.
Возьмите круглую проволочную щетку и вставьте ее внутрь края медного входа. Тщательно почистите входное отверстие щеткой. Повторите процесс несколько раз. Наконец, протрите впускное отверстие абразивным чистящим средством, чтобы удалить оставшуюся грязь.
Шаг 2: прикрепите латунь с резьбой к входному отверстию
Нанесите слой луженого флюса на блестящую кромку медного входа. Применяйте его как внутри, так и снаружи области. Также нанесите немного луженого флюса внутрь резьбового клапана.
Теперь соедините медный патрубок с латунным фитингом. Убедитесь, что он плотно прилегает. Добавьте немного луженого флюса за пределами области соединения.
Шаг 3. Припаяйте соединение
Пришло время припаять место соединения. Используйте пропановую горелку, чтобы нагреть область соединения латуни и входного отверстия. Нагрейте область в течение 30 секунд. Теперь возьмите 8 дюймов припоя из рулона припоя. Согните его до 90 градусов и коснитесь им шва.
Если припой легко плавится, продолжайте наносить его на места соединения.
Если он не тает должным образом, снова равномерно нагрейте ту же область. На этот раз нагрейте его в течение 15 секунд и снова нанесите припой.Продолжайте нагревать каждые 15 секунд и припаивайте соединение. Делайте это до тех пор, пока соединение не будет правильно спаяно. Процесс аналогичен пайке шаровых кранов в открытом или закрытом состоянии.
Шаг 4: Охладите зону пайки
Возьмите влажную тряпку и сотрите излишки припоя. Подождите 2-3 минуты. По истечении времени опустите все это в воду нормальной температуры. Он мгновенно остынет.
Шаг 5. Герметизация соединения
Пришло время герметизировать другой конец латунного резьбового фитинга. Чтобы заклеить его, вам понадобятся тефлоновые ленты. Если край латунного фитинга имеет наружную резьбу, намотайте ленту по часовой стрелке. Оберните его 2-3 раза.
Если кромка с внутренней резьбой, ленту нельзя наклеивать на фитинги. Вместо этого оберните ленту вокруг резьбового конца прибора. Наденьте латунный фитинг на прибор и затяните соединение.
Теперь он правильно запечатан.Что делать, если в соединении протечка?
Часто возникают проблемы с утечкой при пайке. Это происходит из-за плохой пайки или плохой герметизации резьбового конца. Если в месте пайки есть течь, к сожалению, придется паять заново.
Нанесите больше припоя на область, чтобы закрыть места утечки. Просто повторите процесс пайки. Но и слишком много припоя тоже не наносите.
Если утечка в уплотненном соединении, проблема в уплотнении. Тефлоновая лента могла испортиться. В ряде случаев вместо лент многие используют герметизирующие составы.
Через определенное время этот герметик также теряет свою эффективность. В результате возникают проблемы с утечкой.
Чтобы решить эту проблему, вы повторно нанесли уплотнения на резьбовые соединения. Вам понадобятся водонепроницаемые ленты из тефлона или делрина.
Но лучше всего для герметизации использовать тефлоновую ленту или любой герметик. Если вы ищете хорошие герметики, вот что мы предлагаем:
Продукт-1 Продукт-2 Такой прочный герметик продлит срок службы вашей работы.
 Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью.
Ниже мы расскажем, как резать латунь перед сваркой, как работать с латунью.

 Далее режьте так близко к удерживающему устройству, как вы, скорее всего, будете резать вибрацией.
Далее режьте так близко к удерживающему устройству, как вы, скорее всего, будете резать вибрацией.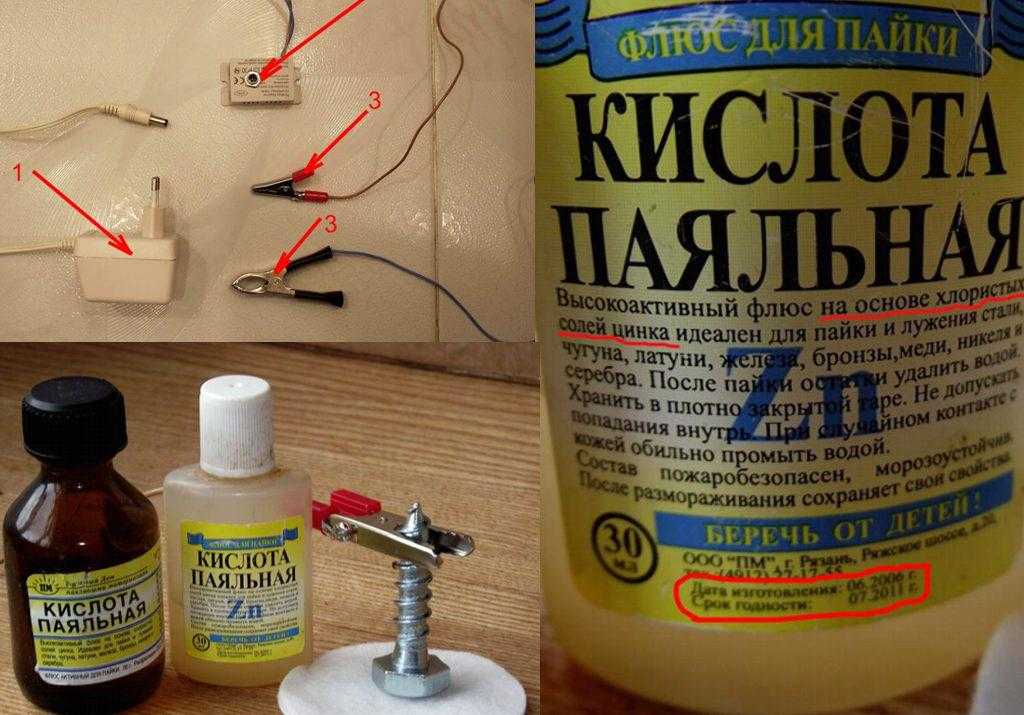 Если вы планируете работать с латунным трубопроводом после сварки, вам нужно сначала разрезать его, прежде чем приступать к монтажным элементам. Вы сможете разрезать латунный трубопровод, либо распилив его, либо используя резак для кабелепроводов.
Если вы планируете работать с латунным трубопроводом после сварки, вам нужно сначала разрезать его, прежде чем приступать к монтажным элементам. Вы сможете разрезать латунный трубопровод, либо распилив его, либо используя резак для кабелепроводов. Если у вас есть резак для кабелепровода, вам придется закрепить инструмент в кабелепроводе. Итак, во-первых, поместите инструмент там, где вы хотите нарезать.
Если у вас есть резак для кабелепровода, вам придется закрепить инструмент в кабелепроводе. Итак, во-первых, поместите инструмент там, где вы хотите нарезать. Листы латуни режут ножницами или пилой. Ниже мы рассмотрим каждую из этих стратегий.
Листы латуни режут ножницами или пилой. Ниже мы рассмотрим каждую из этих стратегий.
 Если вы хотите изогнуть проволоку бюстгальтера и создать формы, вы сможете обжимать, сгибать, а затем развязывать стержень в определенных точках по мере его сгибания.
Если вы хотите изогнуть проволоку бюстгальтера и создать формы, вы сможете обжимать, сгибать, а затем развязывать стержень в определенных точках по мере его сгибания. Вы сможете установить приспособление на скамейку, а затем зажать его. После того, как вы используете приспособление, вам нужно поместить удилище в пазы или колышки.
Вы сможете установить приспособление на скамейку, а затем зажать его. После того, как вы используете приспособление, вам нужно поместить удилище в пазы или колышки. Если вы сможете дополнительно использовать другую пружину с трубкой, у вас будет даже большой успех после того, как вы попытаетесь согнуть латунь.
Если вы сможете дополнительно использовать другую пружину с трубкой, у вас будет даже большой успех после того, как вы попытаетесь согнуть латунь. Вы можете научиться сваривать эти латунные изделия. Сварка латуни очень проста, потому что вы сможете использовать сварку латуни с латунными материалами для завершения сварного шва.
Вы можете научиться сваривать эти латунные изделия. Сварка латуни очень проста, потому что вы сможете использовать сварку латуни с латунными материалами для завершения сварного шва. Этот припой используется многими людьми, которые ремонтируют часы и выполняют сварку латуни. У нас есть тенденция путешествовать с Tix из-за его более мягкого припоя, который также предлагает более низкую температуру замерзания.
Этот припой используется многими людьми, которые ремонтируют часы и выполняют сварку латуни. У нас есть тенденция путешествовать с Tix из-за его более мягкого припоя, который также предлагает более низкую температуру замерзания.


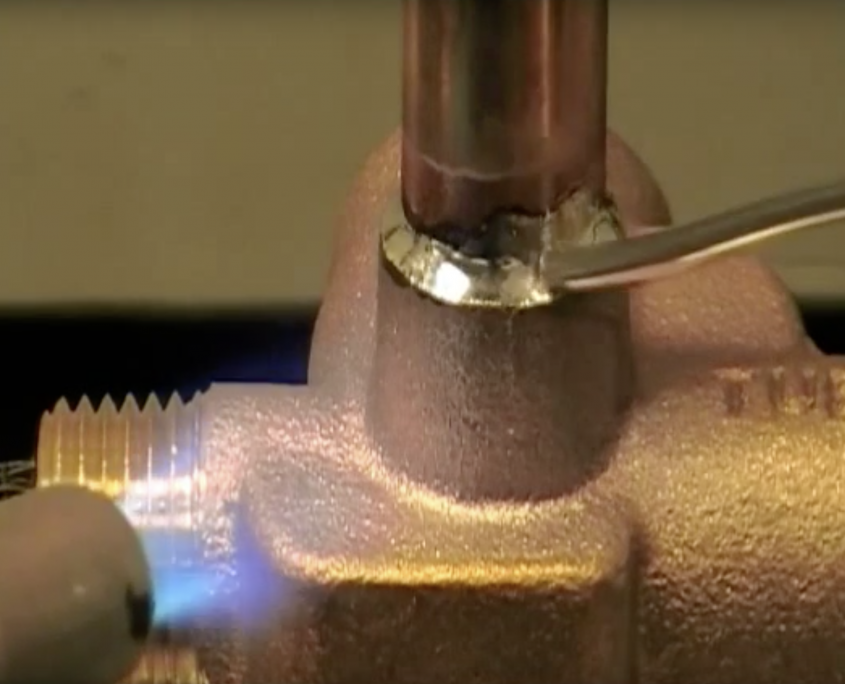 Вы сэкономите много припоя, неправильно обращаясь с этой техникой.
Вы сэкономите много припоя, неправильно обращаясь с этой техникой. Может быть сложно заставить каждый из ваших латунных предметов поддерживать постоянную температуру в постоянное время, особенно если один из них больше, чем другой.
Может быть сложно заставить каждый из ваших латунных предметов поддерживать постоянную температуру в постоянное время, особенно если один из них больше, чем другой.



 php/90/1
php/90/1 
 На снимке два идентичных продукта Harris, один из которых слева представляет собой более новый материал, чем тот, что справа.
На снимке два идентичных продукта Harris, один из которых слева представляет собой более новый материал, чем тот, что справа.
 сварка, где вы используете его как присадочную проволоку, как при сварке.
сварка, где вы используете его как присадочную проволоку, как при сварке. Они доступны почти везде, где можно приобрести расходные материалы для проектирования моделей, и при использовании в такой комбинации идеально подходят для 99% работ. Существуют и другие торговые названия, которые можно использовать, но обычно, когда вы идете заказывать их, они указывают «такой же, как Easyflo» и т. д.
Они доступны почти везде, где можно приобрести расходные материалы для проектирования моделей, и при использовании в такой комбинации идеально подходят для 99% работ. Существуют и другие торговые названия, которые можно использовать, но обычно, когда вы идете заказывать их, они указывают «такой же, как Easyflo» и т. д. Здесь тоже самое от производителей
Здесь тоже самое от производителей 


 прибыть. В нем содержится лишь небольшой процент серебра, а в остальном он так же полезен (или нет), как и старый добрый мягкий припой.
прибыть. В нем содержится лишь небольшой процент серебра, а в остальном он так же полезен (или нет), как и старый добрый мягкий припой. Больше всего меня беспокоила нержавеющая сталь 303. Я знаю, что обрабатываемость нержавеющей стали сильно различается в зависимости от сплава, но не знаю, были ли подобные проблемы при пайке серебром разных сплавов. Похоже, это не будет проблемой.
Больше всего меня беспокоила нержавеющая сталь 303. Я знаю, что обрабатываемость нержавеющей стали сильно различается в зависимости от сплава, но не знаю, были ли подобные проблемы при пайке серебром разных сплавов. Похоже, это не будет проблемой. .)
.) ) Это означает, что различие между пайкой твердым припоем и пайкой определяется температурой, а различие между пайкой и сваркой заключается в том, что задействованные металлы расплавляются и смешиваются?
) Это означает, что различие между пайкой твердым припоем и пайкой определяется температурой, а различие между пайкой и сваркой заключается в том, что задействованные металлы расплавляются и смешиваются? Я обычно покупаю на ebay по цене и стремлюсь к минимуму 40% серебра и пытаюсь получить 56% серебра, так что я ставлю себя прямо в середину ювелирной спецификации. У меня никогда не было случая использовать очень высокое процентное содержание серебра, и оно может быть доступно только в качестве ювелирного припоя.
Я обычно покупаю на ebay по цене и стремлюсь к минимуму 40% серебра и пытаюсь получить 56% серебра, так что я ставлю себя прямо в середину ювелирной спецификации. У меня никогда не было случая использовать очень высокое процентное содержание серебра, и оно может быть доступно только в качестве ювелирного припоя. Сначала используйте ту, которая имеет самую высокую температуру плавления, и двигайтесь вниз.
Сначала используйте ту, которая имеет самую высокую температуру плавления, и двигайтесь вниз. Если у него
Если у него  Это действительно (мягкий) припой,
Это действительно (мягкий) припой,  При сварке пайкой обычно используется наполнитель из медного сплава, такого как бронза, и он не просачивается в соединение, как это происходит при пайке серебром. Основной металл не расплавляется, а присадочный металл
При сварке пайкой обычно используется наполнитель из медного сплава, такого как бронза, и он не просачивается в соединение, как это происходит при пайке серебром. Основной металл не расплавляется, а присадочный металл  Используйте только сантехнический (серебряный) припой. Нанесите припой отдельно на каждую из ваших частей перед их соединением.
Используйте только сантехнический (серебряный) припой. Нанесите припой отдельно на каждую из ваших частей перед их соединением. Пайка — это процесс соединения металлов, при котором вы плавите два разных материала и соединяете их с помощью присадочного металла. С латунью и сталью вам нужно будет использовать присадочный стержень из кремниевой бронзы.
Пайка — это процесс соединения металлов, при котором вы плавите два разных материала и соединяете их с помощью присадочного металла. С латунью и сталью вам нужно будет использовать присадочный стержень из кремниевой бронзы. Поэтому не стоит соединять изделие из нержавейки с бронзовым, латунным или оцинкованным материалом.
Поэтому не стоит соединять изделие из нержавейки с бронзовым, латунным или оцинкованным материалом.
 Я бы взял застежку из нержавейки. Если есть какая-либо коррозия, она будет на пластине, которая, вероятно, достаточно толстая, чтобы это не было проблемой. Латунная гайка быстро разъедается.
Я бы взял застежку из нержавейки. Если есть какая-либо коррозия, она будет на пластине, которая, вероятно, достаточно толстая, чтобы это не было проблемой. Латунная гайка быстро разъедается.
 Их коррозионная стойкость также выше.
Их коррозионная стойкость также выше.
 Этот припой содержит примерно 38% серебра.
Этот припой содержит примерно 38% серебра. Это потому, что флюс выгорел и нет среды, через которую припой будет прыгать (или бежать, как сказали бы некоторые).
Это потому, что флюс выгорел и нет среды, через которую припой будет прыгать (или бежать, как сказали бы некоторые).