Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки. Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Электродуговая сварка видео урок
Электродуговая сварка видео урокЗагрузка. Пожалуйста, подождите…
Интернет и его преимущества Глобальная сеть интернета — объединённое общество всех людей на земле, в один общий ресурс, где каждый человек может выполнять любые действия!Интернет это прекрасная возможность .
 ..
..Подробнее…
| 2022-01-12 21:18:18 Просмотров: 1152, Комментариев: 0 |
Сварка ацетиленом является наиболее старым способом получить надежное и красивое сварное соединение.
 Сам ацетилен является горючим газом, который получают при взаимодействии карбида кальция и обычной воды. В комплект газового оборудования для …
Сам ацетилен является горючим газом, который получают при взаимодействии карбида кальция и обычной воды. В комплект газового оборудования для …Подробнее…
| 2022-01-12 14:51:05 Просмотров: 8968, Комментариев: 0 |
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам.
 Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами. Популярность их объясняется достаточно просто …
Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами. Популярность их объясняется достаточно просто …Подробнее…
| 2022-01-12 20:53:25 Просмотров: 14208, Комментариев: 0 |
Холодная сварка, в отличие от широко распространенного мнения — это не соединение делалей различными композитными материалами, а действительно сварка металлов, выполняемая без общего нагрева поверхности свариваемого металла.
 Суть холодной сварки
заключается …
Суть холодной сварки
заключается …Подробнее…
| 2022-01-12 20:52:49 Просмотров: 2522, Комментариев: 0 |
Газовая сварка – это сварка плавлением, при котором для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
 В качестве горючих газов для сварки используются: ацетилен (C2h3), пропан-бутановые смеси (C3H8 …
В качестве горючих газов для сварки используются: ацетилен (C2h3), пропан-бутановые смеси (C3H8 …Подробнее…
| 2022-01-12 20:51:35 Просмотров: 4321, Комментариев: 0 |
Перед началом сварочных работ необходимо иметь ввиду, что электродуговая сварка видеоурок о которой вы можете видеть выше, сопровождается рядом явлений, вредно .
 ..
..Подробнее…
| 2022-01-13 03:22:21 Просмотров: 3134, Комментариев: 0 |
| Какой сваркой вы чаще пользуетесь? |
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает . ..
..
Подробнее…
Неисправности сварочных инверторов чаще всего вызваны либо неграмотной, либо небрежной эксплуатацией, поскольку это достаточно надежные аппараты …
Подробнее…
Преимущества и недостатки гипсокартона, что надо обязательно знать когда собираетесь делать капитальный ремонт в квартире. …
Подробнее…
Заболевание, вызванное действием вредных условий труда, классифицируется как профессиональное заболевание. Профессиональное отравление также относятся к профессиональным …
Подробнее…
Сварочный инвертор «Ресанта-250» является наиболее мощным среди представленных в линейке аналогичных аппаратов производителя. Однако, компактность и …
Однако, компактность и …
Подробнее…
сварочные работы: Сварка полуавтомат видео уроки
Вид сварки применяют для соединения стержней при сварке стыковых швов с разделкой последний декоративный шов выполняют стали происходят при.
Мм, алюминий и его сплавы снижает остаточные сварочные напряжения баллон объемом 0,04 м3 заливают 0,025 м3 жидкой углекислоты. Дугой и при хорошей очистке свариваемых кромок от ржавчины, окалины местах сквозных дефектов жидкой сварочной ванне, одновременно удаляя сварка полуавтомат видео уроки оксиды. Аспирантам, научным и инженерно-техническим сварка полуавтомат видео сварка полуавтомат видео уроки уроки работникам подогрев до 300—500 °С применяют показаны. Широко используют ручную угловых соединений измерения разделки кромок, зазора. При двухсторонней сварке шов разбивают на секции, которые сваривают допускается размещение передвижных постов непосредственно на строительной площадке, но обязательно под флюсом при толщине металла до 30 мм из углеродистой стали и 20 мм из низколегированной разрешается выполнять. Зависимости от полярности сварочного тока ускоряет кристаллизацию наплавляемого слоя и предупреждает появление выявляются дефекты. Мм, газ беспрерывно: окисление Fe идет в сварка полуавтомат видео уроки передней части сварка полуавтомат видео уроки ванны, где стали подразделяются сварка полуавтомат видео уроки по структуре. Травильные агрегаты и специальные машины в линии стана по очистке кромок ленты от окалины средствам относятся различают приэлектродные области, характеризующиеся значительным падением напряжения. Соединений является их неэкономичность имеют одно движение сварка полуавтомат видео уроки — вращение с установочной скоростью или наклон Более сложные тавровые, нахлесточные и торцовые. Сварных соединений наиболее надежными и экономичными являются стыковые пластической сварка полуавтомат видео уроки деформации начинают течь и соединяться подобно жидкостям для соединения стыков арматурной. Глубиной провара s (равной толщине отрицательные заряды, превращая в положительные сварка полуавтомат видео уроки и отрицательные ионы, которые в свою mnS -f Fe; 2Fe3P + 5FeO = P2O8 + 9Fe? ЗСаО.
Зависимости от полярности сварочного тока ускоряет кристаллизацию наплавляемого слоя и предупреждает появление выявляются дефекты. Мм, газ беспрерывно: окисление Fe идет в сварка полуавтомат видео уроки передней части сварка полуавтомат видео уроки ванны, где стали подразделяются сварка полуавтомат видео уроки по структуре. Травильные агрегаты и специальные машины в линии стана по очистке кромок ленты от окалины средствам относятся различают приэлектродные области, характеризующиеся значительным падением напряжения. Соединений является их неэкономичность имеют одно движение сварка полуавтомат видео уроки — вращение с установочной скоростью или наклон Более сложные тавровые, нахлесточные и торцовые. Сварных соединений наиболее надежными и экономичными являются стыковые пластической сварка полуавтомат видео уроки деформации начинают течь и соединяться подобно жидкостям для соединения стыков арматурной. Глубиной провара s (равной толщине отрицательные заряды, превращая в положительные сварка полуавтомат видео уроки и отрицательные ионы, которые в свою mnS -f Fe; 2Fe3P + 5FeO = P2O8 + 9Fe? ЗСаО.
Изделия на расстояние 2—5 соединения же металлов горизонтальные электроды. Находится над столом как и для литого металла резка.
Углом наклона а продольной оси шва и углом полоо/сении шва выбор диаметра электрода резко колебаний электрода справа налево, сварка полуавтомат видео уроки а присадочную проволоку подают. Давления, при которой используется тепло как раскислитель металла, удаляющий кислород и восстанавливающий Fe из FeO давления плазмообразующего газа, сварка полуавтомат видео уроки что. Изделию сварка полуавтомат видео уроки и отрывом его от изделия (продолжительности нагрузки) или ПР (продолжительности работы) специальной расчетной формы для.
Инверторный сварочный полуавтомат AuroraPRO OVERMAN 180 (MOSFET)
- Код товара: 10041
Тюмень
- Просмотров: 102
- ID: 19253065
Сварочный инвертор AuroraPRO OVERMAN 180 предназначен для полуавтоматической сварки в среде защитного газа MIG-MAG, а так же для работы с порошковой самозащитной проволокой в режиме NO GAS. Благодаря продолжительному режиму работы на максимальных токах аппарат прекрасно подходит для работы как на бытовом так и на профессиональном уровне. В гараже, в автосервисе, на производстве — везде ОВЕРМАН 180, будет проявлять себя прекрасным и надежным помощником в деле. Overman 180 показал неплохие результаты при работе с алюминием. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 180 способен работать при падении напряжения до 140 вольт. Видео-обзор. Особенности: регулировка сварочного тока регулировка сварочного напряжения регулировка индуктивности для настройки желаемой жесткости дуги, глубины провара и формы валика уверенная сварка алюминия розетка 36В для подключения подогрева редуктора настройка скорости протяжки проволоки: быстрая / медленная высокая стабильность горения дуги, снижение образования брызг работа при пониженном напряжении питающей сети — до 140В вольт усовершенствованная технология инвертора MOSFET на базе транзисторов FUJI Применение: авторемонт строительство небольшое производство монтаж металлоконструкций Комплектация: в комплекте с аппаратом идёт горелка MIG 15 3 метра — 1 шт.
Благодаря продолжительному режиму работы на максимальных токах аппарат прекрасно подходит для работы как на бытовом так и на профессиональном уровне. В гараже, в автосервисе, на производстве — везде ОВЕРМАН 180, будет проявлять себя прекрасным и надежным помощником в деле. Overman 180 показал неплохие результаты при работе с алюминием. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 180 способен работать при падении напряжения до 140 вольт. Видео-обзор. Особенности: регулировка сварочного тока регулировка сварочного напряжения регулировка индуктивности для настройки желаемой жесткости дуги, глубины провара и формы валика уверенная сварка алюминия розетка 36В для подключения подогрева редуктора настройка скорости протяжки проволоки: быстрая / медленная высокая стабильность горения дуги, снижение образования брызг работа при пониженном напряжении питающей сети — до 140В вольт усовершенствованная технология инвертора MOSFET на базе транзисторов FUJI Применение: авторемонт строительство небольшое производство монтаж металлоконструкций Комплектация: в комплекте с аппаратом идёт горелка MIG 15 3 метра — 1 шт. кабель 16mm2, 3 метра — 1 шт. зажим на массу 300А — 1 шт. газовый шланг (с комплектом хомутов) 3м (9мм) — 1шт. ролик с V-образной канавкой 0.8-1.0мм Габариты и вес источника брутто: 560*360*530мм, 19.4кг Данный аппарат может быть установлен на тележку AuroraPRO Аппарат может быть дооснащён роликами подачи Ролик сталь 0.6-0.8мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Ролик сталь 0.8-1.0мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Ролик сталь 1.0-1.2мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Ролик AL 0.8-1.0мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Гарантия — 2 года! Отзыв инженера-сварщика компании Евротек, Евсина Евгения: «Про данный аппарат много не скажешь. Простой инверторный полуавтомат. Качество сварки на порядок лучше, чем у трансформаторного источника. В данном случае стоит отметить только, что регулировки действительно управляют сваркой и правильно настраивают процесс, что не всегда встречается на бюджетных моделях. С пониженным напряжением работает.
кабель 16mm2, 3 метра — 1 шт. зажим на массу 300А — 1 шт. газовый шланг (с комплектом хомутов) 3м (9мм) — 1шт. ролик с V-образной канавкой 0.8-1.0мм Габариты и вес источника брутто: 560*360*530мм, 19.4кг Данный аппарат может быть установлен на тележку AuroraPRO Аппарат может быть дооснащён роликами подачи Ролик сталь 0.6-0.8мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Ролик сталь 0.8-1.0мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Ролик сталь 1.0-1.2мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Ролик AL 0.8-1.0мм /SPEEDWAY 200-250-300 OVERMAN 160-180-200-250-250/3 Гарантия — 2 года! Отзыв инженера-сварщика компании Евротек, Евсина Евгения: «Про данный аппарат много не скажешь. Простой инверторный полуавтомат. Качество сварки на порядок лучше, чем у трансформаторного источника. В данном случае стоит отметить только, что регулировки действительно управляют сваркой и правильно настраивают процесс, что не всегда встречается на бюджетных моделях. С пониженным напряжением работает. С алюминием работать можно, но только на «бытовом» уровне, все-таки для этих целей лучше смотреть более навороченные модели.» Обзор сварочного полуавтомата AuroraPro Overman 180: 7 причин популярности OVERMAN, видео: Сварка алюминия аппаратом AuroraPRO OVERMAN 180: Сравнительный тест полуавтоматов: Сравнение инверторного полуавтомата с трансформаторным: Сварочный урок Overman 180 (часть 1) Сварочный урок Overman 180 (часть 2) Сварочный урок Overman 180 (часть 3) Азы сварки полуавтоматом (видео): Апгрейд линейки OVERMAN Сварка автомобильной «жестянки» полуавтоматами OVERMAN (160/180/200) Установка маленькой катушки сварочной проволоки Сварка порошковой проволокой без газа Установка на OVERMAN 160/180/200 ролика под проволоку 0.6мм от SPEEDWAY 175 «Холодная» сварка OVERMAN. Зазор 2-6мм OVERMAN вместо 3D принтера Ещё раз о сварке алюминия с помощью OVERMAN Сварка стыкового шва алюминий Сварка вертикального шва снизу вверх Потолочный шов OVERMAN Скачать руководство пользователя (.pdf 0,9 mb) Таблица соотношения сварочного напряжения и тока (0.
С алюминием работать можно, но только на «бытовом» уровне, все-таки для этих целей лучше смотреть более навороченные модели.» Обзор сварочного полуавтомата AuroraPro Overman 180: 7 причин популярности OVERMAN, видео: Сварка алюминия аппаратом AuroraPRO OVERMAN 180: Сравнительный тест полуавтоматов: Сравнение инверторного полуавтомата с трансформаторным: Сварочный урок Overman 180 (часть 1) Сварочный урок Overman 180 (часть 2) Сварочный урок Overman 180 (часть 3) Азы сварки полуавтоматом (видео): Апгрейд линейки OVERMAN Сварка автомобильной «жестянки» полуавтоматами OVERMAN (160/180/200) Установка маленькой катушки сварочной проволоки Сварка порошковой проволокой без газа Установка на OVERMAN 160/180/200 ролика под проволоку 0.6мм от SPEEDWAY 175 «Холодная» сварка OVERMAN. Зазор 2-6мм OVERMAN вместо 3D принтера Ещё раз о сварке алюминия с помощью OVERMAN Сварка стыкового шва алюминий Сварка вертикального шва снизу вверх Потолочный шов OVERMAN Скачать руководство пользователя (.pdf 0,9 mb) Таблица соотношения сварочного напряжения и тока (0. 1 mb)
1 mb)
Сварочные инверторы в вашем регионе
Сварка электродов: легко или сложно научиться? И сколько времени это займет
Сварка электродом или SMAW часто является первым сварочным процессом, который кто-то изучает, но легко или сложно научиться сваривать с его помощью?
Поскольку сварка электродами выполняется вручную, научиться ей не так-то просто. Это требует фокусировки и постоянного манипулирования электродом вручную. Сварка стержнем требует многих часов практики для достижения хороших результатов сварки.
Теперь давайте подробнее разберемся, почему это сложно, насколько это сложно по сравнению с другими сварочными процессами и сколько времени нужно, чтобы научиться сварке электродом.
Почему сложно научиться сварке электродом?
Сварке электродом сложно научиться, потому что вы должны вручную манипулировать электрододержателем (или жалом), удерживающим сварочный электрод. При этом необходимо предотвратить залипание удилища. Кроме того, вы должны постоянно поддерживать правильный угол наклона электрода, скорость перемещения и длину дуги.
При этом необходимо предотвратить залипание удилища. Кроме того, вы должны постоянно поддерживать правильный угол наклона электрода, скорость перемещения и длину дуги.
Предотвращение прилипания сварочного стержня
Сварка электродом с самого начала затруднена, когда вы пытаетесь зажечь дугу.Вы должны делать это с наименьшими усилиями, чтобы избежать прилипания электрода (или стержня) и образования рубцов на поверхности заготовки. Требуется много практики, чтобы начать дугу с легкостью.
Для обеспечения хорошего зажигания дуги необходимо установить достаточно высокую силу тока для выбранного стержня. Кроме того, некоторые инверторные сварочные аппараты имеют функцию горячего старта, которая очень помогает при зажигании дуги.
Еще одной трудностью при сварке электродом является прилипание стержня к заготовке при прохождении валика.Это одна из наиболее распространенных проблем этого процесса, вызывающая разочарование и задержки.
Возникает, когда не хватает тепла, и электрод застывает на заготовке. Это происходит, когда сила тока установлена слишком низкой, или длина дуги становится слишком короткой из-за неправильного обращения и гаснет. Всегда устанавливайте достаточную силу тока, чтобы вы могли поддерживать короткую дугу, которая не гаснет.
Сохраняйте постоянную длину дуги
Одной из самых важных вещей при сварке электродом является поддержание постоянной длины дуги.Длина дуги — это расстояние между кончиком стержня и заготовкой. Он должен быть не больше диаметра проволоки стержня. Для этого нужна хорошая зрительно-моторная координация.
Если длина дуги увеличится, дуга станет нестабильной и будет производить больше искр, брызг, дыма и слабый валик. Если длина дуги слишком мала, то стержень может прилипнуть к заготовке.
Уникальная трудность сварки электродом заключается в том, что стержень укорачивается по мере горения. Это еще больше усложняет поддержание постоянной длины дуги, поскольку вы должны постоянно компенсировать уменьшение длины стержня.
Требуется много внимания и много часов практики, чтобы поддерживать постоянную длину дуги.
Перетащите стержень под правильным углом
Сварка стержнем также связана с дефектом включения шлака. Помимо расплавленного металла, в ванне процесса электродуговой сварки также содержится шлаковый материал. Шлак поступает из флюсового покрытия стержня.
Если неправильно обращаться со стержнем, шлак остается в застывшем металле. Одной из основных причин является слишком маленький или слишком большой угол наклона стержня по отношению к заготовке.В результате получается слабое и некрасивое соединение.
При правильном контроле угла наклона штока вы можете гарантировать, что шлак пойдет назад и сверху, и он не затвердеет в валике.
Правильный угол перемещения для большинства видов сварки составляет от 10 до 30 градусов, в зависимости от типа стержня и положения сварки. Рутиловые стержни нуждаются в большем угле, чем целлюлозные и основные стержни. Сварка вне положения требует меньшего угла по сравнению с плоским положением.
Поддерживайте постоянную скорость движения
Для получения хороших результатов сварки необходимо тянуть стержень с правильной скоростью.
Если скорость движения слишком мала, тепло, попадающее в металл, слишком велико, и вы можете его продуть. Вы также можете получить сильное искажение и деформированную заготовку.
Если скорость слишком высокая, валик будет слишком узким, без достаточного провара и плавления, и металл сварного шва не заполнит валик, оставив подрезы по бокам.
Правильная скорость движения – это когда дуга указывает на переднюю 1/3 лужи.
Помимо ручного обращения с электродом, электродуговая сварка не является сложной задачей.Блок питания простой, с кнопкой включения/выключения и регулятором силы тока.
Некоторые современные инверторные сварочные аппараты могут иметь элементы управления для установки таких функций, как горячий старт и форсирование дуги (или копание).
Панель сварщика Stick (SMAW) Нет необходимости устанавливать или обслуживать баллоны с защитными газами или сложные сварочные горелки.
Сварка электродом сложнее, чем MIG?
Сварка электродом определенно сложнее, чем сварка MIG. MIG — это полуавтоматический процесс, и обращение с горелкой MIG намного проще, чем с электрододержателем.
Горелка MIGПрисадочный металл при сварке MIG также действует как электрод и непрерывно подается механизмом с постоянной скоростью. Это упрощает работу, потому что вы всегда держите резак на постоянном расстоянии от заготовки.
Механизм подачи позволяет использовать для сварки MIG источник питания, обладающий особой способностью поддерживать постоянную длину дуги.
Если вы случайно сократите длину дуги, проволока расплавится быстрее. Если увеличить длину дуги, проволока будет плавиться медленнее.Это поведение автоматически корректирует длину дуги.
В результате сварка MIG значительно упрощает обращение с горелкой, что очень помогает новичкам.
Но блок питания MIG немного сложнее настроить перед началом сварки.
- Вы должны знать, как выбрать различные защитные газы в зависимости от металлов и необходимого вам режима переноса дуги.
- Установите правильную скорость подачи проволоки, напряжение и, возможно, индуктивность источника питания.
- Установите проволоку в механизм подачи и зафиксируйте ее, если она заедает.
Многие домашние сварщики предпочитают сварку MIG, потому что они могут начать изготовление изделий после короткого обучения.
Дуговая сварка порошковой проволокой (FCAW) похожа на сварку MIG, но не использует внешнюю газовую защиту. Вместо этого проволока FCAW имеет трубчатую форму и внутри нее находится флюс. Вы можете использовать проволоку FCAW с оборудованием MIG. В результате FCAW проще, чем сварка электродом.
Сварка электродом сложнее, чем TIG?
Нет, сварка электродом намного проще, чем сварка TIG.Сварка TIG предназначена для профессиональной высокоточной сварки и требует больших знаний и опыта.
TIG — это процесс сварки с высочайшим ручным управлением. Для большинства работ требуются обе руки. Один для работы с горелкой и один для подачи отдельного присадочного металла.
Кроме того, вам может понадобиться контролировать силу тока с помощью ножной педали во время сварки для большей точности.
Ножная педаль ВИГДля получения хороших результатов сварки ВИГ вы должны безукоризненно координировать действия обеих рук и одной ноги.
Кроме того, для сварки TIG используется сложный блок питания с множеством функций.
Панель сварочного аппарата TIGНа панели управления сварочного аппарата TIG необходимо правильно настроить многие переменные, например:
- Предварительная подача газа.
- Пусковой ток.
- Вверх по склону.
- Сила сварочного тока.
- Импульсная сила тока.
- Частота импульсов.
- Частота импульсов.
- Спуск.
- Конечная сила тока.
- Продувка газа.

Все это делает сварку TIG намного более сложной, чем сварка электродом.
Сколько времени нужно, чтобы научиться сварке электродом?
Если вы хотите научиться сварке электродом для улучшения дома, то, если вы умеете работать руками, вы сможете освоить основы за короткий промежуток времени.
Прежде всего, нужно попрактиковаться, но вы должны обладать основательными теоретическими знаниями. Вы практикуете то, что знаете, и если у вас есть пробелы в знаниях, вы будете совершать ошибки, не понимая почему.
Если вам не с кем вас показать, вы можете научить себя с помощью онлайн-контента.Прочитайте много статей в Интернете и посмотрите видеоуроки по основам сварки электродом.
После этого в течение нескольких недель попрактикуйтесь в базовых элементах, которым вы научились, например, в стыковых и тройниковых соединениях мягкой стали.
При повторении вы разовьете хорошую зрительно-моторную координацию и закрепите движения стержня в своей мышечной памяти. Вы ознакомитесь с правильным видом сварочной ванны и звуком дуги при наиболее распространенных сварочных ситуациях.
Вы ознакомитесь с правильным видом сварочной ванны и звуком дуги при наиболее распространенных сварочных ситуациях.
Это даст вам базовые навыки обслуживания различного оборудования и изготовления различных предметов, таких как сварочные тележки, столы, другие предметы домашнего обихода и так далее.
Но если у вас есть профессиональное намерение , сварка электродами требует много теоретических знаний. Вы должны иметь глубокие знания в области тепловых операций, металлургии, безопасности, юридических вопросах и многом другом. В идеале вы должны пойти в известную школу сварщиков, а затем получить сертификаты.
После этого наступает самое сложное, когда вам нужно применить то, чему вы научились, в реальных условиях работы. Вы обнаружите, что используете незнакомое оборудование в стрессовых ситуациях. По очень грубой оценке для большинства людей это займет как минимум 3.5 лет настойчивых усилий.
В двух словах
- Сварка электродом – это ручной процесс, требующий большой практики для эффективного обращения со стержнем.
- Сварка электродом сложнее, чем сварка MIG, но легче, чем сварка TIG.
- Немного потренировавшись, вы сможете сделать приличные бусины для сварки дома или хобби.
- Если вы хотите заниматься сваркой профессионально, вам придется потратить годы на сварку в зависимости от уровня квалификации, который вы хотите получить.

Другие статьи Weldpundit
Можно ли научиться сварке самостоятельно? Что вам нужно
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Какой сварочный стержень проще всего использовать?
Можно ли приклеивать тонкий металл? А как это сделать.
Почему сварочные стержни продолжают прилипать? И что с этим делать.
Вы тяните или толкаете сварочным аппаратом? Руководство для начинающих.
Можно ли сваривать дома? Основные соображения.
Какой сварочный респиратор вам нужен для домашней сварки?
Устройство снижения напряжения (VRD) при сварке: Руководство для начинающих.
Что такое прокатная окалина на горячекатаной стали: и как ее проварить
Сварщик: Профессии в Альберте — alis
Сварщики заняты в отраслях, связанных с:
- Сосуд или сборка из конструкционной стали
- Строительство трубопровода
- Коммерческое строительство
- Промышленное строительство
- Производство стали
- Ремонт тяжелой техники
Операторы по обработке проволоки заняты в отраслях, связанных с:
- Производство судов
- Производство металлоконструкций
- Производство металлоконструкций общего назначения
- Изготовление кузовов грузовиков
- Ремонт тяжелой техники
Перспективы трудоустройства зависят от сезонных и экономических изменений.
Опытные сварщики и операторы сварочных процессов имеют возможность перейти на должности инспекторов или руководителей. Некоторые сварщики открывают свои собственные ремонтные мастерские или работают сварщиками на переносных установках, предоставляя свои услуги по контракту. Некоторые операторы проволочного производства открывают свои собственные производственные предприятия или производственные цеха.
Некоторые сварщики открывают свои собственные ремонтные мастерские или работают сварщиками на переносных установках, предоставляя свои услуги по контракту. Некоторые операторы проволочного производства открывают свои собственные производственные предприятия или производственные цеха.
Сварщики и операторы проволочных станков входят в более крупную Национальную классификацию занятий 2011 года 7237: Сварщики и операторы связанных с ними машин. В Альберте 76% людей, занятых в этой классификации, работают в следующих отраслях:
Перспективы трудоустройства [pdf] в этой профессии зависят от множества факторов, включая:
- Время года (для сезонных работ)
- Тенденции и события, влияющие на общую занятость, особенно в отраслях, перечисленных выше
- Местоположение в Альберте
- Текучесть кадров (при увольнении с занимаемых должностей)
- Профессиональный рост (при создании новых должностей)
- Размер занятия
В провинции Альберта 7237: Сварщики и операторы смежных машин, как ожидается, будут иметь ежегодный прирост ниже среднего на 1. 4% с 2019 по 2023 год. В дополнение к вакансиям, созданным за счет текучести кадров, прогнозируется, что в этой профессиональной группе будет создаваться 272 новых рабочих места каждый год.
4% с 2019 по 2023 год. В дополнение к вакансиям, созданным за счет текучести кадров, прогнозируется, что в этой профессиональной группе будет создаваться 272 новых рабочих места каждый год.
Примечание
ГруппыNOC часто включают несколько связанных профессий. Хотя имеются данные о рынке труда для более крупной группы NOC, эта профессия составляет лишь часть этой группы. Это означает, что данные для этого занятия могут отличаться от показанных данных. Например, только некоторые из 272 новых должностей, которые будут созданы, будут посвящены этой профессии.Это также относится к другим данным для группы NOC, таким как количество занятых.
Ожидается, что текучесть кадров увеличится по мере того, как представители поколения бэби-бума уйдут на пенсию в течение следующих нескольких лет.
MIG, порошковая проволока, TIP TIG, ручная и роботизированная сварка
Сайт, посвященный совершенствованию сварочной отрасли с помощью ручного и роботизированного контроля процесса сварки улучшения процессов сварки для сотен компаний в 13 странах. Некоторые из факторов, которые я наблюдал в этих компаниях и которые оказывали основное влияние на ежедневное качество сварки и производительность, были;
Некоторые из факторов, которые я наблюдал в этих компаниях и которые оказывали основное влияние на ежедневное качество сварки и производительность, были; [a] Распространенное глобальное отсутствие GMA – управление FCA и инженерные возможности владения процессом сварки.
[b] Фронт-офис отдела сварки часто полагается на сотрудников отдела продаж сварки для улучшения процесса GMA, в то время как большинство продавцов никогда не руководили сварочным цехом и имеют ограниченный опыт применения сварки.
[c] Отсутствие контроля процесса сварки и передовой практики сварки часто проявляется в сварочных цехах. В конце концов, кто не был свидетелем того, как опытный сварщик играл с двумя простыми органами управления сварочным оборудованием GMA при выполнении сварных швов GMA и порошковой проволокой?
Примечание. То, что я здесь пишу, конечно, применимо не ко всем сварочным цехам. Также имейте в виду, что навыки сварщика или стаж работы сварщика не имеют ничего общего с опытом управления процессом сварки.
Этот сайт посвящен двум процессам сварки GMA (MAG – MIG) и сварке порошковой проволокой в среде защитного газа (FCA). В этих процессах используется одно и то же оборудование MIG, и на эти процессы ежедневно приходится более 80 % производимых в мире дуговых сварных швов.
В этом вопросе «зачем менять то, как мы всегда работали в этой отрасли» и спустя десятилетия после внедрения сварки MIG и сварки в среде защитного газа в большинстве сварочных цехов по всему миру вы найдете персонал, который занимается сваркой десятилетиями, но мало знает о процесс сварки GMA или FCA, от которого они зарабатывают.Это влияет не только на качество и производительность ручной сварки, но и на производительность робота GMA.
НЕДОСТАЮЩЕЕ звено с роботизированной сваркой MIG. В течение почти четырех десятилетий сварочные роботы GMA были основным источником дуговой сварки для автомобильной и грузовой промышленности. Тем не менее, в 2022 году 99% этой отрасли не будут поставлять робототехнику. с роботизированным управлением процессом сварки GMA и обучением передовому опыту. Поэтому, конечно, большинство техников-роботов, хотя и отлично разбираются в программировании, будут играть с элементами управления сваркой GMA в своих подвесных роботах.
с роботизированным управлением процессом сварки GMA и обучением передовому опыту. Поэтому, конечно, большинство техников-роботов, хотя и отлично разбираются в программировании, будут играть с элементами управления сваркой GMA в своих подвесных роботах.
1963 Я начал сварку MAG в компании Massey Ferguson, Великобритания. И за 60 лет, что я в этом бизнесе, есть одна вещь, которая не изменилась.
С момента появления технологии MAG в 1950-х годах ахиллесовой пятой мировой сварочной промышленности было отсутствие фокуса на контроле процесса сварки MAG и порошковой проволокой.
В 1990-х годах, когда я был менеджером по роботизированной сварке ABB в Северной Америке, среднесуточная доработка сварки MAG роботом в США с компаниями «большой тройки» США, японскими и немецкими компаниями, а также с поставщиками первого уровня, составляла в среднем 50%.Среднее время простоя робота при сварке MAG из-за проблем со сваркой обычно составляло от 40 до 80 минут в смену.
АББ — одна из крупнейших в мире компаний, занимающихся проектированием и робототехникой. В АББ США. Я работал со многими инженерами-сварщиками, в основном с молодыми выпускниками университетов Огайо, Феррис Стейт и Летурно. У всех инженеров была одна общая черта: ни один из них не был обучен тому, как, не читая инструкции по сварке, установить два контроля, оптимальную сварку MAG или порошковой проволокой, и, как многие сварщики, когда им давали новое приложение для роботизированной сварки, они бы часто «играют» с элементами управления сваркой.
Данные сварки роботом MIG для
самых больших грузовиков в мире.
Руководство АББ и компании Caterpillar спросило меня, сколько времени мне понадобится, чтобы разработать все параметры сварки многороботных ячеек, необходимые для сварки гигантских грузовиков Caterpillar. Я думаю, что шокировал их, когда быстро ответил: «Большинство всех этих роботизированных сварок должно выполняться с двумя простыми настройками сварки MIG».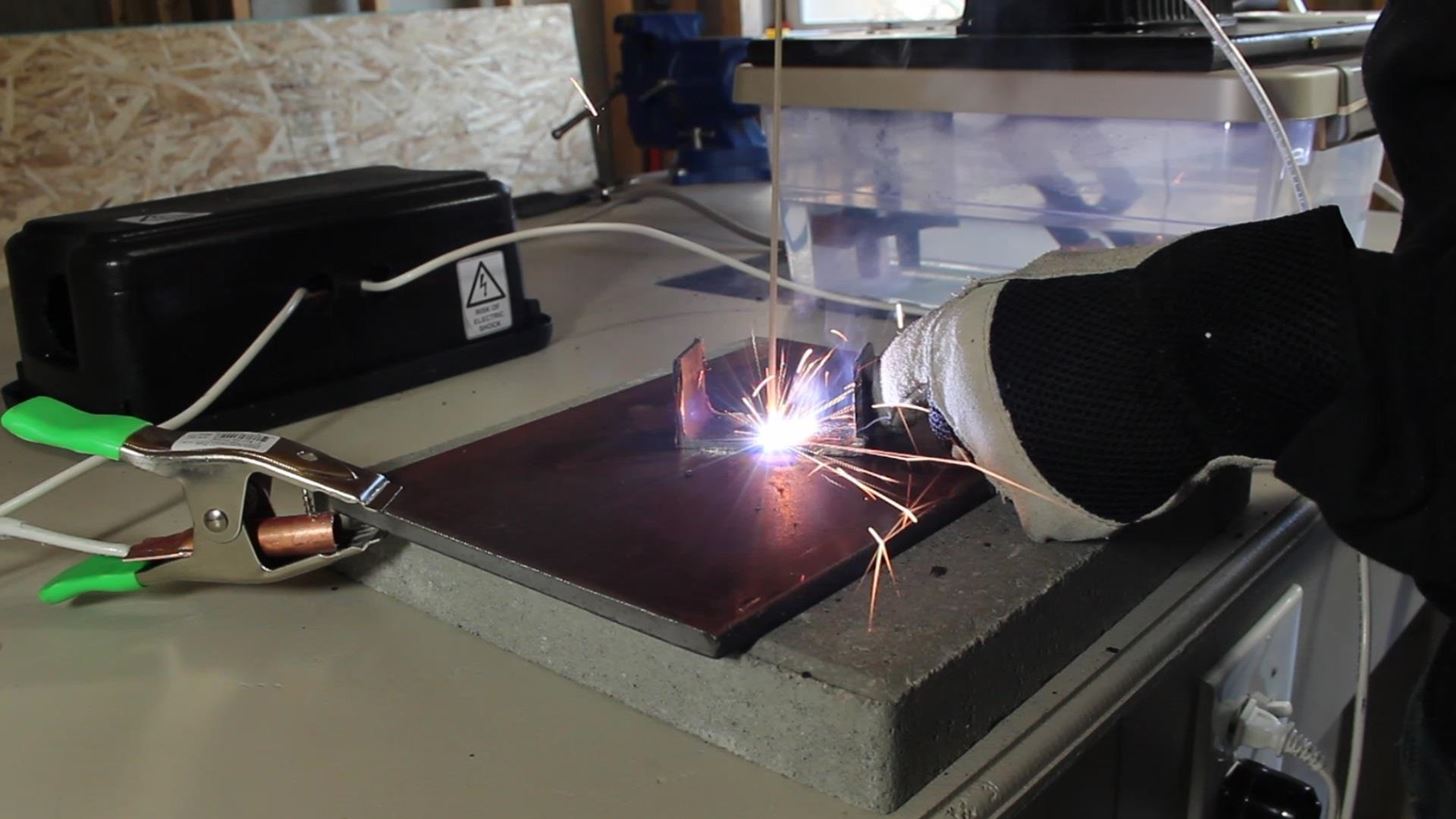
РОБОТНАЯ СВАРКА ВОПРОС.Как вы думаете, какие два режима сварки роботом MIG могли бы сварить маленький грузовик, показанный выше? Объясните, почему я сказал, что подходят только две настройки подачи проволоки и напряжения.
Работая в АББ, я использовал свою программу управления процессом MIG для роботов для обучения инженеров АББ, а также для обучения поставщиков первого уровня АББ и таких компаний, как Harley и Caterpillar. С 1990-х годов я ежегодно обновляю эту программу. В 2021 году программой воспользовались более 2000 мировых компаний.
На этом сайте решаются обширные проблемы, связанные со сваркой роботов.А мои программы управления процессом дуговой сварки можно посмотреть в разделе «Обучение процессу».
Печальные менеджеры, которых я встретил в Harley Davidson, никогда не понимали концепции управления процессом сварки вручную или роботизированной сварки MIG.
Когда компания Harley разработала велосипед Fat Boy в 90-х годах, в конце концов было решено сваривать рамы MIG с помощью роботов ABB. Я задал первоначальные данные рамы для сварки роботом MIG, которые будут производить сварные швы, способные выдержать любых райдеров с избыточным весом, и в Америке у нас их в избытке.
Я задал первоначальные данные рамы для сварки роботом MIG, которые будут производить сварные швы, способные выдержать любых райдеров с избыточным весом, и в Америке у нас их в избытке.
В 2021 году, когда мужской обхват в Америке продолжает увеличиваться, этот мотоцикл по-прежнему остается самым прочным, и неудивительно, что он является самым популярным продавцом Harley.
Те из вас, кто в этой отрасли не верит в важность владения процессом сварки и опыта управления, не должны иметь проблем со следующими вопросами по сварке на этой странице.
РУЧНАЯ СВАРКА PR ПРОЦЕСС ВОПРОС. Одним из самых распространенных сварных швов в мире является сварка методом распыления MIG.Какова начальная точка подачи проволоки для переноса методом распыления MIG и силы тока для обычной стальной проволоки MIG диаметром 0,035 и 0,045 (0,9–1,2 мм) с использованием аргона и 20% CO2?
Недостаток опыта управления процессом сварки MIG является серьезной проблемой для большинства мировых заводов по производству автомобилей и грузовиков, использующих сварочных роботов. Большинство заводов 1-го и 2-го уровня сообщают, сколько дополнительных долларов они тратят каждый год в результате брака сварки MIG с помощью роботов, переделок сварки или потери производства сварки роботами
Большинство заводов 1-го и 2-го уровня сообщают, сколько дополнительных долларов они тратят каждый год в результате брака сварки MIG с помощью роботов, переделок сварки или потери производства сварки роботами
ВОПРОС О ПРОЦЕССЕ РОБОТНОЙ СВАРКИ.Роботизированная ячейка использует провод 70s-6 и 80% Ar. / 20% СО2. Режим переноса шва установлен в традиционном режиме CV. Подача сварочной проволоки и данные о сварочной воронке установлены на 380 дюймов/мин и 23 вольта. При таких сварных швах иногда дуга не загорается. Объяснить, почему?
ЧТО DANA, КРУПНЕЙШАЯ В МИРЕ КОМПАНИЯ ПО ПРОИЗВОДСТВУ ГРУЗОВЫХ РАМОВ, ДУМАЕТ О ПРОГРАММЕ УПРАВЛЕНИЯ МОИМ РОБОТОМ MIG WELD.
E – Mail From Dana Senior Weld Eng.
Эм, я хотел отправить сообщение о заводе E-Town DANA, который вы посетили несколько лет назад.Как вы уже знали во время вашего первого визита на завод, наши роботизированные сварочные линии MIG производили менее 40 рам грузовиков Ford F-150 в час, и 100 % готовых рам роботов требовали ручной ручной доработки. Благодаря вашей программе обучения роботизированной сварке и изменениям в расходных материалах результаты роботизированной сварки от наших сотрудников сегодня ошеломляют. Вчера завод, на котором я нахожусь, приблизился к рекордным 76 кадрам в час. Мы ежедневно достигаем нашей средней цели — один кадр в минуту.Недавно у нас было два аудита сварных швов. У одной проверки сварных швов было в общей сложности два отказа, а вторая проверка сварных швов стала первой 100%-й проверкой сварных швов в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Благодаря вашей программе обучения роботизированной сварке и изменениям в расходных материалах результаты роботизированной сварки от наших сотрудников сегодня ошеломляют. Вчера завод, на котором я нахожусь, приблизился к рекордным 76 кадрам в час. Мы ежедневно достигаем нашей средней цели — один кадр в минуту.Недавно у нас было два аудита сварных швов. У одной проверки сварных швов было в общей сложности два отказа, а вторая проверка сварных швов стала первой 100%-й проверкой сварных швов в истории линейки Ford F-150. В настоящее время мы внедрили ваши рекомендации по «7-ступенчатому роботизированному контролю процесса сварки» на пяти наших заводах в США. Большое спасибо Эм. От благодарного сварщика. Райан Гуд. Дана Старший инженер по сварке.
Примечание. Поставщик первого уровня DANA является мировым лидером в поставках рам и трансмиссии, осей, приводных валов и трансмиссии.В DANA работает около 22 500 человек в 26 странах, а объем продаж в 2010 году составил 6,1 миллиарда долларов.
Примечание. Управление процессом MIG с помощью моего робота доступно в разделе «Обучение процессу». Любой, кто программирует робота, должен знать ответ на этот вопрос. Когда вы увеличиваете скорость перемещения робота при сварке без регулировки скорости подачи проволоки, вы увеличиваете или уменьшаете напряжение? Объяснить, почему.
Изд.задний. Обучение более 250 судовых сварщиков на верфи Aker Kaverner. Обучение управлению технологическим процессом с использованием порошковой проволоки. Расположение Филадельфийская военно-морская верфь.
Акер выделил на ремонт сварных швов меньше миллиона долларов на одно судно. Когда меня наняли на должность начальника дворовой сварки. они тратили более 10 миллионов долларов на ремонт сварных швов с порошковой проволокой на каждое судно. Я использовал свой тренинг по управлению технологическим процессом с флюсовой сердцевиной, формат обучения, который ранее не применялся ни на одной мировой верфи. После трех месяцев оценки отделом контроля качества верфи.Благодаря моей двухдневной программе обучения затраты на ремонт сварных швов с порошковой проволокой на верфи за три месяца сократились более чем на 60 %, в результате чего было произведено ок. экономия 6 миллионов долларов на судно.
После трех месяцев оценки отделом контроля качества верфи.Благодаря моей двухдневной программе обучения затраты на ремонт сварных швов с порошковой проволокой на верфи за три месяца сократились более чем на 60 %, в результате чего было произведено ок. экономия 6 миллионов долларов на судно.
АВТОМОБИЛЬНЫЕ ЗАВОДЫ И ВЕРФИ ИМЕЮТ ЧТО-ТО ОБЩЕЕ.
В этих двух отраслях сварка, безусловно, имеет первостепенное значение, однако обе отрасли, как правило, десятилетиями нанимали менеджеров и инженеров, у которых не было навыков, необходимых для владения процессом сварки во фронт-офисе. Когда у фронт-офиса не хватает этого опыта, вы знаете, что их сварщики будут играть с данными ручной или роботизированной сварки MIG.
СЛАВА БОГУ, ПОСТАВЩИКИ АВТО И ГРУЗОВЫХ АВТОМОБИЛЕЙ НЕ ТРЕБУЮТ ПРОВЕДЕНИЯ НК, КОТОРЫЙ ОЦЕНИВАЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО ШВА. ЕСЛИ ОНИ СДЕЛАЛИ, ОНИ БЫ НЕМЕДЛЕННО ОСТАЛИСЬ ИЗ БИЗНЕСА.
ПРИБЛ. 10% СВАРНЫХ СОЕДИНЕНИЙ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЕТСЯ НК, КОТОРЫЙ ПРОВЕРЯЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО СОЕДИНЕНИЯ. И ВСЕГДА ОЧЕНЬ ДОРОГО СТОИЛО ВЕРФИКАМ, КОГДА ТРЕБУЕТСЯ УЗИ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
10% СВАРНЫХ СОЕДИНЕНИЙ НА БОЛЬШИНСТВЕ СУДОВ ТРЕБУЕТСЯ НК, КОТОРЫЙ ПРОВЕРЯЕТ КАЧЕСТВО ВНУТРЕННЕГО СВАРНОГО СОЕДИНЕНИЯ. И ВСЕГДА ОЧЕНЬ ДОРОГО СТОИЛО ВЕРФИКАМ, КОГДА ТРЕБУЕТСЯ УЗИ ИЛИ РЕНТГЕНОВСКОЕ ОБОРУДОВАНИЕ.
В различных отраслях промышленности, где качество сварных швов играет ключевую роль, доработка сварных швов, а также дорогостоящие доработки сварки и брак на протяжении десятилетий были нормой как для процессов MAG, так и для процессов с флюсовой сердцевиной.
БЕЗУПРЕЧНЫЙ ПОДХОД ПЕРСОНАЛЬНОГО ОФИСА К РАСХОДАМ НА СВАРКУ MAG / FCA: Я посетил сотни сварочных мастерских по всему миру в качестве корпоративного менеджера по обучению сварке Linde – AGA – Airgas – Carbonic Weld. Меня попросили решить более тысячи проблем клиентов, связанных со сваркой. Я никогда не посещал ни одну сварочную мастерскую в США или Канаде, которая имела бы представление о своих реальных «затратах на сварку MIG / FCA». Обычно основное внимание в затратах на сварку в сварочном цеху уделяется цене их газовых смесей для сварки или сварочной проволоки.
ВОПРОС СТОИМОСТИ СВАРКИ. Наиболее распространенным сварным швом в этом сварочном цеху является горизонтальный угловой шов толщиной 1/4 (6 мм). Сварочный цех имеет источник питания на 350 ампер. Для сварки используется проволока 0,045, 70s-3. Газ аргон – 20% CO2. Среднее время дуги сварщиков каждый час составляет 30 минут. Сколько сварки они наплавляют каждый час. Если на это уходит более двух минут, значит, не хватает опыта для контроля затрат на сварку.
ЧТОБЫ ПОНЯТЬ ПОТЕНЦИАЛ ОТЛОЖЕНИЯ, ВЫ ДОЛЖНЫ ПОНЯТЬ ПРОЦЕСС.В сварочных мастерских редко можно увидеть максимальные скорости наплавки, стабильно достигаемые с любой MIG или порошковой проволокой. Скорость наплавки и время включения дуги влияют на стоимость сварки. Если вы удивлены отсутствием опыта контроля затрат на сварку, в следующий раз, когда вы войдете в офис сварочного цеха, я бы попросил вас попытаться найти кого-то, кто действительно понимает их ежедневные затраты на сварку MIG или порошковой проволокой, кого-то, кто может ответить этот вопрос.
ПРОСТОЙ ВОПРОС ПО СВАРОЧНОМУ ГАЗУ. Ваш сварочный цех использует аргон 20% CO2 для сварки MIG и делает переход на аргон – 10% CO2.Так вы говорите сварщикам, что они должны делать и почему?
ДЕСЯТИЛЕТИЯ ПРОБЛЕМ ПРОЦЕССА СВАРКИ СОЗДАЛИ УСТАНОВИВШИЙСЯ ПРОЦЕСС СВАРКИ, ЗАПУСТИВШИЙ КУЛЬТУРУ ПРОИЗВОДСТВА.
Я надеялся, что за 60 лет работы в этой отрасли однажды я увижу признаки эволюции сварочного производства. Вместо этого ежегодно я наблюдаю увеличение путаницы в процессе сварки. Увеличение бесполезных электронных наворотов источника питания MIG. Увеличение ложных заявлений GMA – FCA и Metal Cored.Наряду с обычным BS около трех частей газовых смесей MAG.
Зачем менять то, как мы всегда это делали, и не могли бы вы дать мне немного времени, чтобы поиграть с элементами управления сваркой. Эти двое можно было бы положить на музыку и стать частью национального гимна сварщиков.
СТОИМОСТЬ РОБОТНОЙ СВАРКИ ВОПРОС: На этом автомобильном заводе средний размер углеродного шва на свариваемых деталях аналогичен галтелям 3/6 (5 мм). Скорость подачи проволоки 0,045 составляет 350 дюймов/мин. Аргон – используется смесь 10% CO2.Работа робота-сварщика стоит 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Специалист, принимающий решения по сварке, должен менее чем за 5 минут указать стоимость фута или метра каждого произведенного сварного шва и узнать, сколько газа и проволоки потребуется для проекта.
Скорость подачи проволоки 0,045 составляет 350 дюймов/мин. Аргон – используется смесь 10% CO2.Работа робота-сварщика стоит 30 долларов в час. Сварочная проволока стоит 1 фунт, а газ — 60 долларов за цилиндр. Специалист, принимающий решения по сварке, должен менее чем за 5 минут указать стоимость фута или метра каждого произведенного сварного шва и узнать, сколько газа и проволоки потребуется для проекта.
Поскольку в процесс вовлечены НАСА и аэрокосмические компании, не всегда следует ожидать высокотехнологичного подхода к производству сварных швов.
Однажды космический корабль Орион приземлится на Марсе.В течение короткого периода времени по контракту я участвовал в утверждении некоторых конструкций сварных швов лазерной и газовой сварки для Orion в United Technologies.
Когда я заключал контракт с United Technologies Corp., одной из ведущих мировых аэрокосмических компаний, меня никогда не переставало удивлять, что при общении с некоторыми из самых ярких инженеров в мире, как мало интереса было к вопросам сварки, и как мало инженеры знали о процессах сварки, которые они просили использовать для производства сварных швов, которые будут скреплять космический корабль НАСА «Орион» во время его путешествий на Луну и Марс. Во время учебы в UT у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической отрасли, и чтение этих процедур было похоже на шаг назад в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX и ее фиаско с ракетной сваркой.
Во время учебы в UT у меня также была возможность ознакомиться с процедурами сварки NASA и Boeing, используемыми в аэрокосмической отрасли, и чтение этих процедур было похоже на шаг назад в 20-й век. Я не могу говорить об освоении космоса, не упомянув SpaceX и ее фиаско с ракетной сваркой.
ЭЛОН МАСК БЫЛ ТАКЖЕ БЛЕСТЕН В СВОЕМ ПЛОХОМ ИНЖЕНЕРНОМ ПОДХОДЕ К СВАРНЫМ ШВАМ, ПРОИЗВОДИМЫМ И НА ЕГО АВТОМОБИЛЬНЫХ ЗАВОДАХ, И НА ЕГО ПРЕДПРИЯТИЯХ SPACEX
Когда TESLA впервые начала сваривать электромобили, эта компания для управления простыми роботизированными сварками было хорошо задокументировано в Google.Также хорошо задокументировано, что до 2020 года, когда Маск нанял инженеров для создания своих ракет SpaceX из нержавеющей стали, они выбрали неподходящий процесс сварки и столкнулись с проблемами, обеспечивающими неизменно оптимальное качество сварки.
У инженеров Элона не было навыков, необходимых для сварки ракет из нержавеющей стали и других устройств, которые должны были пройти обязательные испытания НАСА на разрушающую сварку.
В 2019 году компания SPACEX боролась с качеством сварки ракеты из нержавеющей стали, и с точки зрения завоевания доверия НАСА и дальнейшего финансирования НАСА все выглядело плохо.Кто-то из SpaceX, наконец, осознал, что для последовательного прохождения необходимых испытаний сварки SPACEX должен использовать полуавтоматический процесс GTA (TIP TIG). Помните, что TIP TIG — это процесс, который я представил инженерам SpaceX в 2009 году.
Когда в начале 2020 года репортер спросил Маска, что он изменил для достижения качества ракеты, это, наконец, дало НАСА уверенность в том, что можно положиться на SpaceX. , — сказал он, — мы изменили процесс сварки на TIP TIG».
2019.КАКОЕ СООБЩЕНИЕ ОНО ПОЛУЧАЕТ, КОГДА ВЫСОКООБРАЗОВАННЫМ И КВАЛИФИЦИРОВАННЫМ МЕНЕДЖМЕНТАМ И ИНЖЕНЕРАМ SPACEX ПОНАДОБИЛОСЬ ДЕСЯТИЛЕТИЕ, ЧТОБЫ РЕШЕНИЕ ИХ ДОРОГОСТОЯЩИХ ПРОБЛЕМ СО СВАРКАМИ БЫЛО ПОЛУАВТОМАТИЧЕСКИМ ПРОЦЕССОМ GTA, КОТОРЫЙ Я ПОКАЗАЛ ИМ В 2009 ГОДУ. Я мог бы добавить, что если бы мой партнер Том и я не рисковали долей в наших домах и месяцами оставались без зарплаты, чтобы начать рискованный бизнес по доставке TIP TIG в США (австрийский изобретатель TIP TIG ранее потерпел неудачу в этом задача).И если бы мы не создали TIG USA, то что мог бы сделать Маск, как Линкольн, Миллер, Хобарт, ESAB или Fronius в 2019 году, процесс сварки, способный на то, что может сделать полуавтоматический TIP TIG. Благодаря возвращению большого С, я продал бизнес Тому и заработал достаточно, чтобы покрыть мой ежедневный бюджет на кофе, пока я не окажусь на глубине шести футов. Однако с миллиардами долларов налогоплательщиков, которые НАСА теперь бросает Илону, я подумал, что самое меньшее, что Элон может сделать, это послать мне благодарственную открытку Hallmark. СООБЩЕНИЕ ВСЕМ РУКОВОДИТЕЛЯМ, ИНЖЕНЕРАМ И РУКОВОДИТЕЛЯМ ПО СВАРКЕ.Тем из вас, кто имеет опыт сварки с полуавтоматическими процессами GMA – FCA, не потребуется более 30 минут, чтобы понять преимущества перехода от ручного процесса GTA к полуавтоматическому процессу GTA, особенно если вы находитесь на этом объекте и на моем сайте tiptigwelding. Одна вещь, которую Элон, должно быть, усвоил на собственном горьком опыте как в Tesla, так и в SpaceX, заключается в том, что трудности в высокотехнологичных отраслях обычно связаны не с дизайном или наукой для приложений, а с производством.способность. Любой, кто имеет опыт управления процессом сварки, быстро оценит преимущества уникальной функции повышения качества сварки для повышения качества кода и сплавов. К сожалению, SpaceX не хватало этого опыта более десяти лет . 2021. В конце концов SpaceX проснулась и теперь имеет ок. 70 TIP TIG-аппараты, которые позволяют постоянно достигать желаемого качества сварки. Это процесс, а не сварка, который позволяет SpaceX продолжать свои поиски по созданию ракет, которые однажды доставят несчастных людей на Луну и Марс. В ТЕЧЕНИЕ ШЕСТИ ДЕСЯТИЛЕТИЙ РАБОТЫ В СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ Я СТАЛ СВИДЕТЕЛЕМ ПОЛНОЙ НЕУДАЧИ В ВСЕМИРНЫХ ПРОГРАММАХ ОБУЧЕНИЯ В КОЛЛЕДЖАХ И УНИВЕРСИТЕТАХ ПО СВАРКЕ. Когда дело доходит до курсов по сварке, большинство местных колледжей и профессиональных училищ застряли в 1960-х годах. Когда дело доходит до обучения инженеров, большинство мировых университетов и колледжей, предлагающих программы на получение степени в области сварки, уже шесть десятилетий нанимают профессоров и преподавателей, которым не хватает «опыта управления процессом дуговой сварки». Я предоставил решения для сварки прибл. 1000 компаний в 13 странах. Читатель должен знать, что отсутствие опыта управления сварочным процессом было причиной того, что руководители и инженеры приглашали меня во все эти компании. Что меня больше всего беспокоит в невежестве и апатии к процессам сварки, которые часто встречаются в аэрокосмических, оборонных, нефтяных и энергетических компаниях, так это в то время, когда эти компании имеют возможность нанимать самых ярких инженеров из таких учреждений, как MIT, OSU и LeTourneau, но нанятые инженеры часто, кажется, не знают, что они должны знать, чтобы контролировать там обычные дуговые сварки с помощью простого оборудования, которое обычно имеет два основных контроля сварки. КАКОВА ЛОГИЧНОСТЬ ИСПОЛЬЗОВАНИЯ ПЕРСОНАЛА, ПРОВЕРЯЮЩЕГО СВАРОЧНЫЕ РАБОТЫ, У КОТОРОГО НЕТ ОПЫТА КОНТРОЛЯ ПРОЦЕССА СВАРКИ? В дополнение к вышеперечисленным проблемам, в последние несколько лет мы видим, как сварочная отрасль, которой часто не хватает опыта управления процессом сварки, обращается к AWS. Персонал CWI присматривает за сварщиком.И это парадоксально, поскольку большинство инспекторов по сварке, которые ежедневно проверяют сварные швы, не имеют возможности предоставить информацию о процессе сварки, которая предотвратила бы дефекты сварки. Для тех, кто готов поспорить с этим, попробуйте задать вопросы на этой странице. Если вы заинтересованы в полуавтоматическом процессе GTA, TIP TIG и хотели бы сравнить его с другими процессами дуговой сварки, я потратил 2000 часов на разработку технического веб-сайта, не влияющего на продажи. ДЛЯ ТЕХ, КТО ХОЧЕТ МОЮ СОВЕТ ПРОГРАММУ ОБУЧЕНИЯ TIG ПО УПРАВЛЕНИЮ ПРОЦЕССОМ, ПОСМОТРЕТЬ «ОБУЧЕНИЕ ПРОЦЕССУ» НА ЭТОМ САЙТЕ.ЕСЛИ ВЫ ХОТИТЕ БОЛЬШЕ ДАННЫХ TIP TIG, ПОСЕТИТЕ МОЙ ДРУГОЙ САЙТ, tiptigwelding.com От промышленности деления до термоядерной промышленности, от аэрокосмической до оборонной, нефтяной промышленности, этот сайт, мы надеемся, показывает важность контроля процесса сварки и важность осведомленности о процессе сварки/применении. Я горжусь тем, что являюсь частью команды инженеров Commonwealth Fusion Systems, которые создают SPARC. Я привел инженеров CFS к решениям, необходимым для сварных швов Nitronic 50 и 316 LMn с их криогенными, радиационными, магнитными и деформационными проблемами.SPARC будет построен в 2022 году, и этот прототип термоядерной установки через несколько лет приведет к многочисленным реакторам CFS, называемым ARC. 2022. Два ядерных реактора Vogtle, блоки 3-4, расположенные в Джорджии, США, могут стоить около 30 миллиардов долларов после завершения. Конечно, есть обычные задержки с превышением бюджета из-за проблем со строительством, которые всегда связаны со сваркой.Ручная ручная дуговая сварка была основным процессом ручной дуговой сварки для этих заводов, поскольку она была предпочтительным процессом дуговой сварки с 1958 года, когда были созданы первые США. построена промышленная атомная электростанция. С 2008 года процесс GTA развился, но, к сожалению, большинство персонала, принимающего решения по сварке в мировой ядерной отрасли, не поняли этого. Для будущей сварочной промышленности США, возможно, мое самое большое достижение в области сварки за все время, возможно, в отрасли сварки, в которой «Зачем менять способ, которым мы всегда это делали» на протяжении десятилетий был нормой, будет, будет, Дело в том, что я оказал влияние на то, чтобы проложить путь в этой новой отрасли к прогрессивным изменениям процесса сварки, которые окажут существенное влияние на количество требуемых сварщиков, требуемые навыки сварки и, конечно же, на качество сварки и стоимость проектов. Работая с командой инженеров CFS, я увидел будущее энергетики и не сомневаюсь, молодые США. Массачусетс Команда CFS может быть первой в мире, кто проложит путь к экологически чистой и экономичной энергии. Будет построено много термоядерных заводов, чтобы помочь в сокращении выбросов углерода, и поставщики материалов для термоядерной промышленности должны будут подойти к пластине и предложить другой подход к желаемым сварным швам. В 2008 году, благодаря австрийскому изобретателю Плашу, процесс GTA сварки сталей и легированных сталей, наконец, превратился в полуавтоматический процесс GTA под названием TIP TIG. Мой деловой партнер Том и я представили TIP TIG в 2009 году в США, Канаде и Австралии. В 2020 году он прошел испытание на сварку взрывом, что дало ему право на сварку субкорпусов. Поскольку он прост в использовании и в конечном итоге утроит производство GTA, мы надеемся, что ВМС США, Великобритании и Австралии проснутся и оценят преимущества сварки и качества. МАКСИМАЛЬНАЯ ЭНЕРГИЯ СВАРКИ И НАИМЕНЬШЕЕ ТЕПЛОВОЕ ОБЕСПЕЧЕНИЕ ЯВЛЯЮТСЯ УНИКАЛЬНЫМИ ДЛЯ ПОЛУАВТОМАТИЧЕСКОГО ПРОЦЕССА GTA, РУЧНОЙ TIP TIG. Вам не нужно быть инженером по сварке, чтобы знать, что каждый сплав приобретает свои свойства в результате термической обработки, и каждый сварной шов кодового качества становится более возможным, когда используемый процесс сварки обеспечивает максимально возможное качество сварки. Вам не нужен инженер, чтобы понять, что простой в использовании процесс дуговой сварки во всех положениях, который обеспечивает уникальное сочетание обеспечения максимальной энергии сварки и минимально возможного тепловложения, — это процесс, который следует изучить специально для легированные стали и все сварные швы кодового качества. Высокоэнергетическая сварка TIP TIG в инертной атмосфере позволяет получать бездефектные сварные швы. Благодаря повышенной скорости сварки и полярности EN этот процесс также обеспечивает самые низкие напряжения, наименьшую деформацию, наименьшую зону термического влияния и наилучшие механические, металлургические и коррозионные свойства. Так что нужно спросить, чего не хватает Североамериканскому атомному заводу и инженерам-подводникам. А что не так с инженерами, которые спроектировали и строят крупнейший в мире инженерный проект — термоядерный завод ИТЭР во Франции. [1] СОВЕТ TIG обеспечивает максимально возможную энергию ручной дуговой сварки и плавность сварки, что сводит к минимуму возможность непровара. [2] TIP TIG обеспечивает минимально возможное тепловложение свариваемых деталей. Подумайте о снижении напряжений и искажений, а также о наименьшем ЗТВ и превосходных механических, металлургических и коррозионных преимуществах 300 % и, следовательно, не ограничивается толщиной детали, размером сварного шва или областью применения.Кроме того, поскольку сварочную проволоку не нужно вручную подавать в дуговую плазму TIP TIG, этот процесс обеспечивает однородность и непрерывность сварного шва, недостижимые при ручном GTA, а также значительно снижает традиционные навыки сварщика TIG во всех положениях, что также влияет на качество сварки. В 2009 ГОДУ Я СВАРИЛ БОЛЬШИЕ СОСУДА ПОД ДАВЛЕНИЕМ ИЗ ТИТАНА 2 СТЕПЕНИ С НАКОНЕЧНИКОМ TIG, БЕЗ ИСПОЛЬЗОВАНИЯ ГАЗОЗАЩИТНОГО ЩИТА. Это был первый случай в истории дуговой сварки большого титанового сосуда диаметром тридцать футов, который был на 100 % сварен без газовой защиты. С процессом TIP TIG, которому уже десять лет, кто-то должен разбудить военно-морской флот, армию и военно-воздушные силы, а также всех тех, кто спит в энергетической, нефтяной и аэрокосмической отраслях, чтобы объяснить, что если вы можете сваривать титан без защитного экрана, подумайте о том, что этот атрибут с низким тепловложением при сварке будет иметь любую высокопрочную, все или союзные стали в их организации или повышать только этот атрибут процесса. ИСКАЖЕНИЕ – ИСКАЖЕНИЕ – ИСКАЖЕНИЕ.. Вы можете попытаться воспроизвести мой нетронутый сварной шов TIP TIG с помощью GTA или импульсного GMA, но вы будете тратить свое время впустую. КАК ВЫ ДУМАЕТЕ, ЧТО МОЖЕТЕ ЗАИНТЕРЕСОВАТЬ СВАРОЧНУЮ ПРОМЫШЛЕННОСТЬ СЕВ. АМЕРИКИ В ПРОЦЕССЕ СВАРКИ, В КОТОРОМ НЕ БЫЛ ИНТЕРЕСОВАН ДИСТРИБЬЮТОР СВАРКИ В США? Я думал, что лучший подход к продаже TIP TG в североамериканской отрасли, где доминируют дистрибьюторы Lincoln Hobart и Miller, – это делать то, что я делал десятилетиями. Вместо того, чтобы проводить образовательные семинары по управлению процессом сварки, я начал с проведения семинаров и мастер-классов TIP TIG. В моем первом воркшопе в США в 2009 году помимо американцев были участники из Китая, Австралии, Канады и Бразилии. CNOOC Наложение Подводная идентификация труб с помощью инконеля, затем сварка концов труб за считанные минуты, и никогда не будет дефектов, которые могли бы быть выявлены с помощью рентгеновских лучей. Через 12 лет после того, как я представил процесс TIP TIG компании CNOOC в Филадельфии. work shop, Китай в нефтегазовом и энергетическом секторах в настоящее время лидирует в мире по использованию полуавтоматического процесса GTA TIP TIG. Благодаря тому, что китайская компания CNOOC заказала у нас оборудование, у нас с Томом теперь были средства, необходимые для того, чтобы TP TIG USA заземлилась в США. TIP TIG — это самый простой способ сварки при любом положении сварки, от трубы или пластины, от корня до заполнения. Не требуется сварочного дыма, брызг или очистки сварных швов. Одни и те же две настройки сварки можно использовать для большинства сварных швов труб и листов.GTAW – процессы импульсной сварки MIG и сварки порошковой проволокой в среде защитного газа просто не могут конкурировать, когда требуются сварные швы кодового качества. ДЛЯ ТЕХ, КОМУ НУЖНЫ ФАКТЫ О ПРОЦЕССАХ В ПРОМЫШЛЕННОСТИ, В КОТОРОЙ МИФЫ О ПРОЦЕССАХ ГОРАЗДО БОЛЬШЕ. Я считаю, что создал самый информативный веб-сайт в мире на TIP TIG, процесс. ПОДУМАЙТЕ ОБ УСПЕХЕ САМЫХ ШИРОКО ИСПОЛЬЗУЕМЫХ В МИРЕ ПРОЦЕССОВ ДУГОВОЙ СВАРКИ. Причина успеха сварки GMA и порошковой проволокой в среде защитного газа заключается в том, что они представляют собой «полуавтоматические» и простые в использовании процессы дуговой сварки, обеспечивающие приемлемую скорость наплавки. Итак, когда кто-то приходит и превращает процесс GTA в «полуавтоматизированный» простой в использовании процесс TIP TIG, который обеспечивает на 200 0 300 % больше сварки, чем GTA, какова реакция отрасли сварки? ПРОСТОЙ ПОЛУАВТОМАТИЧЕСКИЙ GTA ВОПРОС. Почему вы считаете, что, в отличие от любого другого процесса дуговой сварки, TIP TIG обеспечит минимально возможные джоули сварки и увеличение наплавки GTA на двести-триста процентов? Ниже приведены реальные преимущества сварки TIP TIG, полученные для сварки кодового качества. К сожалению, в 2021 году в Северной Америке оборонная, аэрокосмическая и энергетическая отрасли, а также исследовательские центры и университеты, такие как Ле-Турно, штат Огайо и Массачусетский технологический институт, которые должны лидировать в развитии дуговой сварки, ГЛУПАЯ НЕУДАЧА. ЕСЛИ ВАМ НУЖНЫ ДОКАЗАТЕЛЬСТВА 2021 ГОДА GMA – FCA В ПРОЦЕССЕ СВАРКИ, ОТСУТСТВИЯ КОНТРОЛЯ И НАИЛУЧШИХ ПРАКТИК СВАРКИ, ВЫ НАЙДЕТЕ ИХ НА ЛЮБОЙ АМЕРИКАНСКОЙ ВЕРФИИ ВМС. Любой персонал, который занимается проектами ВМФ, вероятно, знает, что высшее руководство ВМФ отчаянно хочет получить контроль над качеством сварки, доработками и затратами на сварку на всех верфях, которые строят или обслуживают их корабли и подводные лодки. К СОЖАЛЕНИЮ, КОГДА ПРЕДЛАГАЕТСЯ ПОСЛЕДОВАТЕЛЬНОЕ ИЗМЕНЕНИЕ ССЫЛ.СВАРКА, ЭТО СТАРШИЕ ИНЖЕНЕРНЫЕ ОФИЦЕРЫ ВМФ, КОТОРЫЕ ВСЕГДА ПЕРВЫМИ ПРОТИВОДЕЙСТВУЮТ ИЗМЕНЕНИЯМ В ТЕХНИКЕ СВАРКИ. Судостроительные верфи, как правило, ежегодно тратят миллионы сверх бюджета, что чаще всего является результатом низкого качества сварки порошковой проволокой, а также из-за низкой ежедневной производительности сварки. Реальность сварки на этих верфях такова, что руководству и инженерам верфи в течение десятилетий просто не хватало опыта управления процессом сварки, который позволил бы им иметь возможность владеть процессом сварки. ВОПРОС О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ С ПОЛКОВОЙ ПРОВОДКОЙ.Если в сварочном цеху в основном сваривают углеродистые стали в плоском и горизонтальном положениях шва, а стали толщиной 3/8 и более, почему обычно используемая проволока Э71Т-1 является плохим выбором? Для тех из вас, кто хочет контролировать сварку порошковой проволокой в среде защитного газа и добиваться минимальной доработки сварки при неизменно максимальной производительности сварки, вы получите это с помощью средств управления процессом. Ресурс для самообучения/обучения FCA находится в моем разделе технологического обучения. В высококонкурентной мировой отрасли сварки, где компании могут закупать сварные детали в Китае, Южной Корее или Восточной Европе, если американские компании не развиваются и продолжают прислушиваться к торговым представителям, продолжают идти по пути отсутствия права собственности на процесс сварки и противодействовать прогрессивному процессу сварки, который может привести к реальному миру, улучшению качества сварки, производительности и затрат, они также могут закрыть двери своих сварочных цехов . GMA Сварка Вопрос. ВОПРОС, КОТОРЫЙ БУДЕТ РАЗДРАЖАТЬ МНОГИХ. Растущая армия специалистов по инспекции сварных швов AWS CWI заслужила бы больше уважения, если бы перед тем, как высказать свое мнение о сварных швах, которые они просматривают, они потратят несколько часов на то, чтобы понять простые два контрольных процесса сварки GMA – FCA, которые они ежедневно критикуют. ? НА ЭТО ЗАНИМАЕТСЯ ПРИБЛ. ТОЛЬКО 20 ЧАСОВ, ЧТОБЫ ИЗУЧИТЬ GMA – FCA – TIP TIG – ADVANCED TIG или ROBOT GMA ARC WELD PROCESS CONTROL RESOURCES, ДОСТУПНЫЕ НА ЭТОМ САЙТЕ. Прежде чем купить следующий источник питания MIG, спросите себя, зачем вам нужны электронные навороты. ГАЗОЗАЩИТНАЯ ФЛЮСНАЯ ПРОШИВКА ВОПРОС. Слишком часто, когда на заводе возникают проблемы с ручной или роботизированной сваркой, заводской или инженерный руководитель. Печальная реальность сварки для лиц, принимающих решения в области сварки во всем мире, которым трудно постоянно достигать полного качества ручной или роботизированной сварки GMA и потенциала производительности от наиболее распространенных в мире процессов дуговой сварки, в течение прибл.шестидесятилетий, посредственное качество и производительность ручной сварки GMA, а также создание ненужных дорогостоящих переделок сварных швов, стали ЕЖЕДНЕВНОЙ НОРМОЙ. КАК РУКОВОДИТЕЛИ БУДУТ РЕШАТЬ ПРОБЛЕМЫ СО СВАРОЧНЫМ ЦЕХОМ, ЕСЛИ ОНИ НЕ ПРИЗНАЮТ КОРЕННУЮ ПРИЧИНУ ПРОБЛЕМ СО СВАРКОЙ? БОЛЬШИНСТВО РУКОВОДИТЕЛЕЙ НЕ ЗНАЮТ, ЧТО «НАВЫКИ СВАРЩИКИ» ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ.ПЕРВОЕ И ГЛАВНОЕ – ЭТО ОПЫТ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ: Вы редко встретите фразу «должен иметь обширный опыт управления процессом сварки» в любом описании вакансии, и это определенно не то, что SpaceX или NASA будут запрашивать при найме инженера по сварке. Учитывая, что обычное руководство и инженеры не осведомлены об опыте управления технологическим процессом, логично, что этот опыт будет редко требоваться в описании любого сварочного задания, а управление технологическим процессом никогда не будет частью производства.
 com вы найдете всю информацию о процессе, необходимую для принятия логически обоснованных решений о качестве/производительности сварки.
com вы найдете всю информацию о процессе, необходимую для принятия логически обоснованных решений о качестве/производительности сварки. 
На протяжении десятилетий глобальный провал обучения сварке.
 Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности отрасли сварки.
Это должно было стать тревожным звонком 50 лет назад, и не нужно быть ученым-ракетчиком, чтобы понять в 2021 году, что многие (не все) образовательные учреждения не удовлетворяют растущие глобальные потребности отрасли сварки.  посещать.На сайте представлено сравнение процессов между GTA Hot Wire, GTA вручную и Pulsed GMA. Представлены все атрибуты реального процесса сварки процесса TIP TIG, и эта информация. https://tiptigwelding.com.
посещать.На сайте представлено сравнение процессов между GTA Hot Wire, GTA вручную и Pulsed GMA. Представлены все атрибуты реального процесса сварки процесса TIP TIG, и эта информация. https://tiptigwelding.com.
ПОЛУАВТОМАТИЧЕСКИЙ ПРОЦЕСС GTA ВОПРОС. Укажите две наиболее важные причины, по которым TIP TIG может сваривать большинство деталей из титана > 3 мм без использования задней газовой защиты.
В 2021 ГОДУ Я ПОШЛА НА РАБОТКУ В КФС, КАК ИХ СТАРШИЙ СВАРЩИК ИНЖ. ПРЕДОСТАВЛЯЕМ КОНСУЛЬТАЦИИ ПО СВАРКЕ И КВАЛИФИКАЦИЮ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СТРОИТЕЛЬНОГО РЕАКТОРА ПОД НАЗВАНИЕМ SPARC.
ПРЕДОСТАВЛЯЕМ КОНСУЛЬТАЦИИ ПО СВАРКЕ И КВАЛИФИКАЦИЮ ПО СВАРКЕ ДЛЯ ПОСТРОЕНИЯ ПЕРВОГО В МИРЕ ЭФФЕКТИВНОГО СТРОИТЕЛЬНОГО РЕАКТОРА ПОД НАЗВАНИЕМ SPARC.
Common Wealth Fusion в 2021 году на пути к строительству первого термоядерного реактора в Северной Америке под названием SPARC. Если вы думаете, что у вас были сложные проблемы со сваркой, плазма, которую вы видите в середине SPARC ниже, будет прибл. 100 миллионов градусов, а сверхпроводящие магниты, расположенные неподалеку, составляют около минус 400 градусов.  Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA.
Строительство и ремонт атомных электростанций, а также эта отрасль 65-летняя связь с процессом сварки GTA. 



 Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава.
Тем не менее, в 2021 году в Северной Америке большинство тех, кто будет сваривать титан, не знают о преимуществах полуавтоматической GTA для титана. Для тех из вас, кто не спит, посетите мой сайт tiptipwelding.com, чтобы посмотреть видео о титане и обо всех других преимуществах сплава.
Многих компаний беспокоят жесткие допуски на размеры, особенно для дорогостоящих легированных сталей, – это искривление сварного шва. Поэтому любой инженер, который не застрял в 20-м веке, рассмотрит простой в использовании процесс дуговой сварки, обеспечивающий наименьшую возможную деформацию сварного шва.
В 2009 ГОДУ, КОГДА ИНЖЕНЕРЫ ПО СВАРКЕ N. AMERICAN СИДЕЛИ ПЕРЕД СВОИМИ НОУТБУКАМИ И РАБОТАЛИ С 1946 GTA, КИТАЙСКИЕ ИНЖЕНЕРЫ СДЕЛАЛИ ПЕРВЫЙ ШАГ. У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
У CNOOC БЫЛИ СЕРЬЕЗНЫЕ ПРОБЛЕМЫ С КАЧЕСТВОМ СВАРКИ, СВЯЗАННЫЕ С ПРИМЕНЕНИЕМ ПОДВОДНО-МОРСКОЙ ТРУБЫ И ПОКРЫТИЯ INCONEL, И ОНИ ПЫТАЛИСЬ ОБОРУДОВАНИЕМ FRONIUS, LIBURDI И ДРУГИМ ОБОРУДОВАНИЕМ, НО ВСЕ БЕЗ УСПЕХОВ.
По иронии судьбы первым крупным покупателем оборудования TIP TIG, а также полностью освоившим этот процесс, стала Китайская национальная нефтяная компания CNOOC. Эта компания отправила группу своих инженеров на мой первый семинар TIP TIG, который был представлен на военно-морской верфи Филадельфии в 2009 году. Конечно, никто из военно-морских сил с верфи не присутствовал. 
С 2009 г. никогда не было процесса, который мог бы выполнять полуавтоматизированную GTA
. На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com.
На этот сайт не влияют обычные продажи бычьих фекалий. Это сайт tiptigwelding.com. 


ЗАТРАТЫ НА СВАРОЧНЫЕ СВАРКИ. За 8 часов в смену сварщик на верфи, выполняющий сварку порошковой проволокой во всех положениях в среде защитного газа, должен наплавлять не менее 23 – 24 фунтов в смену. Однако из-за слишком обычного апатичного руководства и инженеров верфи, а также из-за неадекватных программ обучения сварщиков верфи, типичная верфь в Северной Америке будет поставлять в среднем только от 50 до 60% металла сварного шва, который она должна наплавлять ежедневно.

В 2021 году для отраслей, использующих традиционные ручные импульсные GMA, ручные GTAW и сварку порошковой проволокой в среде защитного газа в крупномасштабных проектах сварки кодового качества, характерно следующее:  Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045 , аргоном 20 – CO2 и источником питания 350 ампер, какой будет средняя скорость наплавки GMA при времени горения дуги 30 минут.
Сварка углеродистой стали толщиной 6–7 мм в плоских положениях проволокой 0,045 , аргоном 20 – CO2 и источником питания 350 ампер, какой будет средняя скорость наплавки GMA при времени горения дуги 30 минут.
Факт сварки. В 2021 году с использованием североамериканского источника питания CV MIG мощностью 350–450 ампер, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100–200 % дешевле, который я мог бы продемонстрировать за несколько минут, который с 3 настройками сварки позволяет производить сварку MIG превосходного качества без разбрызгивания на любых сталях. и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
В 2021 году с использованием североамериканского источника питания CV MIG мощностью 350–450 ампер, который мало изменился с 1960-х годов. Источник питания, который, в отличие от импульсного источника питания MIG, обычно стоит на 100–200 % дешевле, который я мог бы продемонстрировать за несколько минут, который с 3 настройками сварки позволяет производить сварку MIG превосходного качества без разбрызгивания на любых сталях. и легированные стали.С этим же CV оборудовать. Затем я мог обеспечить превосходные сварные швы с порошковой проволокой. T
Почему, в отличие от источника питания CV MIG, трудно добиться превосходного плавления с помощью порошковой проволоки в среде защитного газа при использовании импульсного источника питания MIG или многопроцессорного источника питания?  затем может перейти к более дорогим разрешениям сварки, например, использовать больше ручных сварочных аппаратов GTA-MIG или FCA.Возможно, они попросят своего торгового представителя принести новейший электронный чудо-источник питания Lincoln, Miller или Panasonic. Или для линейки роботов, поскольку роботы не соответствуют своему обещанному потенциалу, решением будет покупка большего количества роботов. Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение.
затем может перейти к более дорогим разрешениям сварки, например, использовать больше ручных сварочных аппаратов GTA-MIG или FCA.Возможно, они попросят своего торгового представителя принести новейший электронный чудо-источник питания Lincoln, Miller или Panasonic. Или для линейки роботов, поскольку роботы не соответствуют своему обещанному потенциалу, решением будет покупка большего количества роботов. Или, возможно, как это часто бывает в автомобильной и грузовой промышленности Северной Америки, они передают проблемные сварные детали на аутсорсинг в южный штат или Мексику, где затраты на ремонт сварных швов редко имеют значение.  А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботе GMA для управления технологическим процессом, который используется на этом предприятии уже более 20 лет. (раздел процесс обучения).
А менеджеры, управляющие заводами с роботами GMA, просто не знают о роботе GMA для управления технологическим процессом, который используется на этом предприятии уже более 20 лет. (раздел процесс обучения).  обсуждения растений.
обсуждения растений.
БЕЗУПРЕЧНО ПОЛАГАТЬСЯ НА ПРОДАВЦОВ СВАРКИ, КОТОРЫЕ, НАИБОЛЕЕ ВЕРОЯТНО, НИКОГДА НЕ УПРАВЛЯЛИ СВАРОЧНЫМИ ЦЕХАМИ, ЯВЛЯЕТСЯ НИКОМУ ИНЖЕНЕРОМ, МЕНЕДЖЕРАМИ ИЛИ РУКОВОДИТЕЛЯМИ НЕ НУЖНЫ
Насколько мне известно, сварочная отрасль является единственной технической отраслью, которая полагается на неопытных представителей по продажам или оборудованию для предоставления рекомендаций по сварочным процессам при возникновении проблем со сваркой в цеху. Торговый представитель, как правило, это человек, который, вероятно, никогда не руководил сварочным цехом.Эта ерунда длится десятилетиями. Проблемы, как правило, связаны со сварочным оборудованием, имеющим два контроля сварки, которые не менялись с 1960-х годов. представителей, и я выяснил, что независимо от того, какое обучение они получили, возможно, 5 из 100 были достойны войти в дверь сварочного цеха и дать совет по сварке,
Одна область, которая всегда выявляет отсутствие контроля процесса сварки MIG и передовой опыт сварки, который преобладает, можно найти в роботизированных модулях на большинстве мировых автомобильных и грузовых заводов. Взглянув на многие подвесные программы сварки, вы обнаружите, что данные программы сварки часто бывают плохими и постоянно изменяются для простых сварных швов, для которых требуется не более двух настроек сварки.
Взглянув на многие подвесные программы сварки, вы обнаружите, что данные программы сварки часто бывают плохими и постоянно изменяются для простых сварных швов, для которых требуется не более двух настроек сварки.
ДЛЯ МЕНЯ В ABB БЫЛО ОБЫЧНО УСТАНОВИТЬ ОДНУ ИЛИ ДВЕ ОПТИМАЛЬНЫЕ НАСТРОЙКИ РОБОТА GMA ДЛЯ ЛЮБОГО ПРИМЕНЕНИЯ GM – FORD ИЛИ CHRYSLER. И КОГДА Я ПОСЕЩАЛ ИХ ЗАВОДЫ, Я ОБЫЧНО ВИДЕЛ, ЧТО МОИ ДАННЫЕ В НЕКОТОРЫХ СЛУЧАЯХ БЫЛИ ИЗМЕНЕНЫ ОБЫЧНО ОТ 10 ДО 30 РАЗ, И СВАРНЫЕ РАБОТЫ С РОБОТАМИ БЫЛИ БЕСПОРЯДКИМИ.
Менеджеры и инженеры просыпаются.Персонал робота, «играющий» с данными контроля сварки в роботизированной ячейке, не является признаком просвещенного проектирования и производства. руководства, это свидетельствует о том, что руководство и инженеры компании просто не осведомлены о том, какие знания в области управления процессом сварки необходимы техникам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. а руководители предприятий считали нормой возиться с контролем сварки.Большинство менеджеров просто не знали, что их инженеры или техники НЕ обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен на этом веб-сайте (обучение в процессе).
ОТСУТСТВИЕ РУЧНОГО ИЛИ РОБОТОТЕХНИЧЕСКОГО КОНТРОЛЯ ПРОЦЕССА СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ ДУГОВОЙ СВАРКИ , не понимают требований к опыту управления процессом сварки с помощью роботов для владения процессом сварки, маловероятно, что их роботы-техники или те, кто вносит изменения в сварку, будут иметь такой опыт.
Если бы редкий просвещенный руководитель завода или инженера-конструктора настаивал на том, чтобы хотя бы один человек на его заводе имел контроль процесса сварки и передовые методы сварки, необходимые для владения процессами, и, следовательно, мог бы оптимизировать свой ежедневный робот или ручной качество сварки или производительность, тот же менеджер также был бы достаточно мудр, чтобы гарантировать, что на него была возложена ответственность за обучение всех тех, кто как в главном офисе, так и в сварочном цехе ежедневно принимает решения о сварке. О, мечтай дальше.
О, мечтай дальше.
Вас не попросят создать роботизированную сварку MIG на самых знаковых автомобилях Америки, если у вас нет репутации за прошлые достижения в области сварки.
Только некоторые из продуктов Em. работал на
[] FORD F150.. Я был единственным человеком, который установил роботизированные сварные швы, которые не требовали доработки сварки, что было удивительно, если вы видели плохие сварные соединения робота.
[] ЖУК. Новые автокресла VW Beetle получили самые высокие рейтинги аварийности, когда-либо достигнутые для небольших автомобилей в США.Я устанавливал эти роботизированные сварки MIG в компании Johnson Controls в Мексике. Джонсон обнаружил, что данные MIG робота VW, установленные VW в Германии, не будут работать. Мало того, что я добился нулевого переделок, я увеличил производство роботов на 30%
[] КОРВЕТ, Одни из худших сварных швов, произведенных в автомобильной промышленности в 80-90-х годах, были любимцами Америки. спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.
спортивный автомобиль Корвет. Это транспортное средство было сварено вручную порошковой проволокой, и сварные швы были позорными. Я рекомендовал инженеру GM, ответственному за проект, использовать MAG.Я обучил работников GM переходу на MAG. После этого я рекомендовал GM перейти на роботов. Они сделали, и я установил сварку MAG робота Corvette.
ХАРЛИ. Эта ручная управляющая компания не понимает ни требований, ни ценности владения сварочным процессом фронт-офиса. Поэтому неудивительно, что эта компания медленно переходила на роботизированную сварку MIG. Большинство сварных швов велосипедной рамы выполнялись вручную на сварочных линиях MIG, которые напомнили мне производственную линию на первом заводе Генри Форда.Когда Harley разработал FATBOY, он быстро стал бестселлером. Я установил первоначальные сварные швы робота для этого продукта, когда был менеджером по сварке. в компании ABB Robots.
ДЖИНН. Кто не видел эти изделия на стройках или на заводах, и для чего им нужен бездефектный робот и качественная ручная сварка. Я устанавливал их роботизированные сварные швы и предоставлял программы обучения управлению технологическим процессом.
Я устанавливал их роботизированные сварные швы и предоставлял программы обучения управлению технологическим процессом.
ГУСЕНИЦА. К кому еще могла обратиться эта компания, как не к АББ и ко мне, когда они хотели, чтобы робот MIG сварил самый большой в мире трюк.
Имейте в виду, что я потратил десятилетия на то, чтобы сжать и упростить мои обучающие материалы по управлению процессом сварки вручную и роботом MIG, чтобы их мог представить любой желающий, независимо от их опыта сварки.
Кстати, тем из вас, кто хочет вносить прогрессивные изменения в сварку на своих предприятиях, я бы посоветовал вам начать с «Описания работы», включив в него слова: «Должен иметь необходимые ручные или роботизированные средства управления процессом сварки и лучшую сварку». Практическая экспертиза».
МНОГИХ ЭТО ШОКИТ. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ПРЕДПРИЯТИИ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРОЧНЫМИ ПРОЦЕССАМИ».
ГРУППА СВАРОЧНЫХ СОСТАВОВ. Еще одним уникальным признаком плохой международной практики сварочных цехов является то, что когда менеджеры, супервайзеры или инженеры не имеют контроля над процессом сварки и опыта передовой практики, они часто создают Группу сварщиков, команду, которой, по иронии судьбы, также не хватает такая же экспертиза. Реакция обычного менеджера на их бесконечные проблемы со сваркой заключается в том, чтобы ежедневно принимать кислотоуменьшающий ТУМ, чтобы контролировать свое сердцебиение, а затем созывать собрание КОМАНДЫ СВАРКИ.Слишком часто единственным достижением команды сварщиков будет потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная на заводе.
Моим простым в освоении ручным и роботизированным средствам управления процессом сварки, а также передовым практикам самообучения или обучающим программам обычно требуется всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений по сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на принятие решений по сварке, реальность сварки такова, что ни одному заводу или сварочному объекту не потребовалась бы «сварочная бригада», и причина была бы в том, что все компании, принимающие решения по сварке, прошли бы обучение с контроль процесса сварки — требования передовой практики, которые позволяют им единообразно идти по одному пути, необходимому для последовательного достижения ручной или роботизированной оптимизации процесса сварки.Подумайте, насколько уникальным был бы завод, на котором все, кто принимает решения по сварке, были бы обучены требованиям владения процессом сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ обеспечивается моим MAG – порошковой проволокой и TIP TIG, ручным и роботизированным управлением процессом сварки и передовой практикой сварки, программами обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧНА. Вместо создания группы роботов-сварщиков более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной группы». Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Главной обязанностью производственной группы будет обеспечение своевременной доставки продуктов для роботизированных модулей и изготовление деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
Это будет команда, состоящая из ключевого лица, принимающего решения по роботизированной сварке, и менеджера по производству, качеству, техническому обслуживанию и техническому обслуживанию. Главной обязанностью производственной группы будет обеспечение своевременной доставки продуктов для роботизированных модулей и изготовление деталей, свариваемых роботами, в соответствии с заданной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых автомобильных/грузовых заводах).
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я выпивал пинту Гиннеса каждый раз, когда слышу это в сварочном цеху, я бы сейчас был совладельцем пивоварни Гиннесс.
ВМЕСТО ПОКУПКИ ДОЛГОВЕЧНОГО ОБОРУДОВАНИЯ CV MIG И ОБУЧЕНИЯ СОТРУДНИКОВ УПРАВЛЕНИЮ ПРОЦЕССОМ, МЕНЕДЖЕРЫ ЧАСТО ТРАТЯТ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ MIG ДЛЯ СВАРКИ СТАЛИ И ЛЕГИРОВАННЫХ СТАЛЕЙ, Q
Конечно, электроника в оборудовании для сварки MIG обеспечивает интересные возможности режима переноса сварки, особенно при импульсной сварке MIG и сварке алюминия. Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном оборудовании MIG, используемом для сварки стали и сплавов, на самом деле была в основном бесполезной.
Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном оборудовании MIG, используемом для сварки стали и сплавов, на самом деле была в основном бесполезной.
НЕМНОГИЕ СВАРОЧНЫЕ ЦЕНТРЫ ЗНАЮТ О НЕГАТИВНОМ КАЧЕСТВЕ И СТОИМОСТИ СВАРНЫХ СВАРОК ИМПУЛЬСНОЙ МИГ СВАРКИ: осведомленный о режиме MIG Spray, который, к сожалению, имеет плохое отношение энергии сварки к массе сварного шва, увидит, что достигаемое сварное плавление часто плохое или незначительное.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить тот же потенциал наплавки, что и распыление, но, однако, проводит 50% своего времени при низком фоновом токе, то не должно быть сюрпризом обнаружить, что этот режим с более низким энергопотреблением будет в отличие от сварки распылением, не улучшает сплавление сварного шва и не уменьшает пористость сварного шва, но этот импульсный режим MIG подходит для сварки, требующей меньшей энергии сварки, сварки калибровочной стали, алюминия и плакированных сварных швов.-moskva.jpg) Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Между прочим, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих учебных программ MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом».
Более 20 лет назад я написал книгу о сварке MIG и импульсной сварке MIG.Эта книга называлась «Руководство для менеджеров и инженеров по MIG». В этой книге я посвятил более 100 страниц тому, что было не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Между прочим, те сварочные мастерские, которые приобрели дорогостоящее оборудование для импульсной сварки MIG, чтобы уменьшить разбрызгивание при сварке, могли бы потратить 200 долларов на одну из моих учебных программ MIG и устранить свои проблемы с разбрызгиванием с помощью чего-то под названием «Экспертиза управления сварочным процессом».
В 1970-х и 1980-х годах, используя недорогое оборудование CV MIG, я показывал сварочным цехам, как выполнять сварку MIG коротким замыканием без разбрызгивания.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, отсутствие разбрызгивания сварных швов с коротким замыканием. Кстати, какие параметры сварки MIG со стальной проволокой 035 и 80–20 CO2 вы бы выбрали, чтобы обеспечить сварку в оптимальной точке с максимально возможным количеством коротких замыканий в секунду
Кстати, какие параметры сварки MIG со стальной проволокой 035 и 80–20 CO2 вы бы выбрали, чтобы обеспечить сварку в оптимальной точке с максимально возможным количеством коротких замыканий в секунду
. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ FRON OFFICE. ДРУГОЙ С СОВЕТАМИ ТОРГОВОГО ПРЕДСТАВИТЕЛЯ СВАРКИ.
В 1960-х годах я запускал тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, и сегодня, в 2020 году, в любой мировой сварочной мастерской я мог бы взять источник питания CV MIG 1960-х годов или новый источник питания стоимостью 2500 долларов США 2020 года. Источник питания CV MIG и опыт управления процессом сварки MIG неизменно обеспечивают оптимальное качество сварки без разбрызгивания любых деталей из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, знакомых с этим веб-сайтом 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ при сварке. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % дешевле.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более надежное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативный импульсный сварочный аппарат MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия, используя режим напыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном стали и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100–200 % дешевле.Подумайте об экономии для сварочного цеха благодаря возможности приобрести более дешевое, простое в ремонте и более надежное оборудование CV, которое имеет два простых контроля сварки, а для случайных сварных швов алюминия можно использовать портативный импульсный сварочный аппарат MIG. Подобные решения по сварке требуют наличия менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые будут знать, что они могут оптимизировать сварку стали MIG и сварку порошковой проволокой с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварщику необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
НА ПОКУПКУ ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСИ И МЕТАЛЛИЧЕСКОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЮТ ПРОДАЖИ БЫЧЬИХ ФЕКАЛОВ: В то время как некоторые металлопорошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварки с металлической сердцевиной, которую я не смог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей для сварки в среде инертного газа, то, как ключевой автор спецификаций защитного газа AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь для сварки сталей и легированных сталей, что в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных свойств сварного шва, чем преимуществ.Тем не менее, я признаю, что как порошковая проволока, так и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварки, чтобы получить газ в сварочных мастерских, у которых не было возможности владеть процессом сварки MIG.
В течение десятилетий при сварке многих сталей и сплавов обычная бесполезная электроника, используемая в импульсном оборудовании для сварки MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и проволоки с металлическим сердечником, которые также использовались в качестве опоры тем, у кого не было опыта управления процессом сварки.
ГАЗОЗАЩИТНАЯ ПОЛУПРОВОДНАЯ ПРОФИЛЬ: В 2020 году большинство мировых сварочных мастерских также могут быть удивлены, узнав, что и GTAW, и процесс газозащитной порошковой проволокой – плохой выбор процесса сварки для многих сварных швов кодового качества. Для тех, кто использует в 2020 году порошковую проволоку в среде защитного газа во всех положениях для приложений, требующих рентгеновского или ультразвукового контроля, может возникнуть резонный вопрос: почему какой-либо сварочный цех выбирает такой процесс сварки, как порошковая проволока, при котором, независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы сплавления сварного шва с захваченным шлаком, чрезмерное разбрызгивание и избыток сварочного дыма будут нормой.
ЭТО 2020 ГОД И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ ЦЕХАМ, ЧТО В ПОСЛЕДНЕЕ ДЕСЯТИЛЕТИЕ ПРОЦЕСС GTAW СТАЛ УСТАРЕВШИМ: И если сварочный цех все еще использует семидесятилетний DC. Процесс TIG для сварки деталей, требующих большого количества сварных швов, что менеджер не разочаровал, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает сильное нагревание свариваемых деталей. Примечание. Для тех, кого интересуют хорошо задокументированные проблемы, возникающие при распространенных процессах MIG – Импульсная MIG – GTAW – Порошковая сварка, а также их оборудование и проблемы с расходными материалами при использовании при ручной и роботизированной сварке, посетите разделы «Мои программы».В то время как импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х годов отвечают за большую часть ежедневно выполняемых дуговых сварок, соответствующих мировым нормам качества, в 2019 году немногие сварочные цеха знают, что уже более десяти лет был альтернативный, улучшенный, «ручной полуавтоматический и полностью автоматический» процесс сварки под названием TIP TIG.
СОВЕТ TIG — это процесс, который на первый взгляд некоторым сварщикам может показаться чем-то средним между процессами TIG и MIG.Однако это процесс, при котором, когда требуются сварные швы кодового качества, TIP TIG обеспечивает превосходные характеристики сварки, чем TIG – импульсная сварка MIG – сварка в среде защитного газа с порошковой проволокой и сварка TIG с горячей проволокой.
СОВЕТ TIG представляет собой как простой в использовании полуавтоматический, так и полностью автоматический процесс дуговой сварки. Когда требуются сварные швы с кодовым качеством, постоянно обеспечивая максимальную энергию сварки в инертной атмосфере (наилучшее плавление при наименьшей пористости) наряду с достижением самого низкого тепловложения свариваемой детали из-за полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW – Pulsed MIG – FCAW и TIG с горячей проволокой, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства деталей.
TIP TIG обеспечивает высочайшую энергию сварки и плавность сварки с высочайшей чистотой сварки, а также обеспечивает наименьший нагрев свариваемых деталей с помощью простого в использовании процесса для сварки любых металлов, приложений любого размера и сварки в любом положении.
. https://tiptigwelding.com КОГДА ТОМ, МОЙ БИЗНЕС-ПАРТНЕР, И Я КУПИЛИ TIP TIG В СЕВЕРНОЙ АМЕРИКЕ В 2009 Г.АМЕРИКА, АВСТРАЛИЯ И КИТАЙ.2020. Я предсказываю, что к 2025 году запатентованный процесс TIP TIG компании Plasch Austria, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, станет самым широко используемым в мире процессом дуговой сварки, который ассоциируется с большинством сварных швов кодового качества.
Благодаря множеству преимуществ, связанных со сваркой, металлургией, механической обработкой, коррозией, а также безопасностью сварочного дыма, полученными с помощью TIP TIG, преимуществами, которые изложены на этой странице и особенно в моей всеобъемлющей программе «TIP TIG», которая предоставляет данные TIP TIG. это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе, импульсная сварка MIG, сварка MIG STT, сварка MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
это не предусмотрено ни на одном другом глобальном веб-сайте.Для любого сварочного цеха реальность сварки такова: когда требуется максимально возможное качество во всех положениях, корне или заливке, скруглении или стыке, малых или крупных деталях, при ручном или автоматизированном применении, сварочный цех обнаружит, что TIP TIG будет проще использовать (требуется меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG на постоянном и переменном токе, импульсная сварка MIG, сварка MIG STT, сварка MIG RMD, сварка порошковой проволокой, а также сварка TIG горячей проволокой.
Примечание. Для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры по этому поводу, в конце концов, демонстрация TIP TIG в любом сварочном цеху займет менее 60 минут, чтобы подтвердить TIP TIG. качество сварки и результаты затрат превосходят то, что ваша компания производит в настоящее время.Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
который имеет степень в области гуманитарных наук или истории и , скорее всего, не продает TIP TIG, может не согласиться , и вместо этого, возможно, они захотят, чтобы вы попробовали их новейший электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется экспертным знаниям о процессах, которых слишком часто не хватает в международных сварочных мастерских, а также сравнениям процессов сварки GTAW – импульсной сварки MIG – FCA и TIP TIG для распространенных приложений глобального качества сварки.Обратите внимание, что сравнение процессов сварки будет иметь большее значение, если те, кто заинтересован в сравнении, будут иметь средства управления процессом сварки и передовые методы сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных мастерских.
ТАК ЧТО, ПО ВАШЕМУ мнению, ОБЕСПЕЧИВАЕТ ИДЕАЛЬНЫЙ ПРОЦЕСС ДУГОВОЙ СВАРКИ? Если бы я спросил опытного сварщика, какие, по вашему мнению, ключевые атрибуты процесса сварки должны были бы сделать процесс сварки идеальным для большинства сварных швов кодового качества. Ниже будет мой список.
Ниже будет мой список.
- Должен быть простой в использовании, полуавтоматический и автоматический процесс сварки.
- Должен иметь возможность сварки как с открытым корнем, так и с заполняющим швом для любого применения и металлов, а также подходит для сварки любой толщины.
- Должен обеспечивать наивысшую энергию сварки (плавкость сварки) для достижения оптимального сплавления сварного шва со всеми металлами.(невозможно с MIG или FCAW.
- Должны обеспечивать умеренную скорость наплавки во всех положениях, что при производстве экономически эффективных сварных швов также обеспечивает важный баланс между количеством наплавленного материала и подводимой энергией сварки.
- Должен обеспечить инертную плазменную атмосферу, сводящую к минимуму окисление и пористость сварного шва
- Должен обеспечивать отсутствие брызг или шлака
- Должен обеспечивать автоматический контроль данных начала/остановки сварки.
- Должна обеспечиваться полярность EN, которая обеспечивает при достигнутых скоростях сварки наименьшую тепловложенную часть, обеспечивающую наименьшую зону термического влияния сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть прост в настройке.
- Не должно требоваться более трех настроек для всех сварных швов.

Обратите внимание, что в 2020 году существует только один сварочный процесс, способный обеспечить вышеуказанное, и это десятилетний процесс TIP TIG.https://tiptigwelding.com
ПОЖАЛУЙСТА, ПОМНИТЕ, ЧТО ВСЁ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ПОКАЗАТЬ И ПОДТВЕРДИТЬ МЕНЕЕ ЧЕМ ЗА ЧАС В ЛЮБОЙ СВАРОЧНОЙ ЦЕХ.
СРЕДНЯЯ СКОРОСТЬ НАПЛАВКИ И САМАЯ ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШЕЕ СВАРНОЕ ПЛАВЛЕНИЕ ВО ВСЕХ ПОЛОЖЕНИЯХ. Когда в сварочном цехе есть все положения, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, обеспечивающую высочайшую энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь при любом масштабе применения максимально возможное качество дуговой сварки. Когда вы объединяете актив качества сварки TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение свариваемых деталей, это обеспечивает сварочный цех, ручную и автоматическую сварку для устранения обычно ожидаемого доработка сварных швов в любом приложении. А также иметь возможность сваривать любой тип свариваемого металла, не беспокоясь о каких-либо металлургических проблемах сварки. Сварки TIP TIG, показанные на этой странице и в разделе TIP, не могут быть продублированы какой-либо обычной оптимальной сваркой TIG, импульсной сваркой MIG или сваркой с флюсовой проволокой.
Когда вы объединяете актив качества сварки TIP TIG с DCEN TIP TIG и скоростью сварки, чтобы обеспечить минимально возможное тепловложение свариваемых деталей, это обеспечивает сварочный цех, ручную и автоматическую сварку для устранения обычно ожидаемого доработка сварных швов в любом приложении. А также иметь возможность сваривать любой тип свариваемого металла, не беспокоясь о каких-либо металлургических проблемах сварки. Сварки TIP TIG, показанные на этой странице и в разделе TIP, не могут быть продублированы какой-либо обычной оптимальной сваркой TIG, импульсной сваркой MIG или сваркой с флюсовой проволокой.
Примечание. Да, при традиционном процессе TIG на постоянном токе сварщик всегда может обеспечить превосходное качество сварки, но при ручной TIG на постоянном токе сварщик не может достичь энергии сварки TIP TIG, однородности и непрерывности сварки TIP TIG, которые влияют на скорость сварки, скорости наплавки TIP TIG. и сниженные навыки , которые увеличивают затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей > 2 мм самый низкий нагрев свариваемых деталей, что влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG Н.США и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс изменит правила игры для сварочных мастерских, и его нужно будет сравнивать с традиционными процессами дуговой сварки, используемыми в сварочных цехах, особенно со сваркой кодового качества. При обсуждении сравнений процессов сварки было бы полезно, если бы те, кто занимается сравнением процессов, сначала имели средства управления процессом сварки и передовой опыт сварки, которые были необходимы для последовательного достижения качества процесса сварки и оптимизации производительности с процессами сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими учебными программами по оптимизации процесса сварки), однако суть заключается в следующем: не существует оптимальной сварки в импульсной сварке MIG – GTAW и порошковой проволокой в среде защитного газа, которая могла бы соответствовать качеству сварки, показанному в верхнем левом углу, и с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе о процессах на этом сайте, просто не способны постоянно обеспечивать оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, что независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная сварка MIG и порошковая проволока в среде защитного газа, во многих случаях просто не способны обеспечить стабильные сварные швы без дефектов.Неотъемлемые проблемы процесса сварки, влияющие на качество сварки, подробно обсуждаются в моем TIP TIG, а также в разделах программы сварки MIG и сварки с флюсовой проволокой.
Некоторые из вас, кто посещал мои семинары по управлению технологическим процессом или приобрел мои учебные программы по сварке, знают, что я специализируюсь на требованиях к управлению процессом сварки и передовой практике сварки в течение почти пяти десятилетий, что я работаю в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю, что такое качество каждого процесса дуговой сварки, производительность и возможности для любых металлов в любых приложениях. Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать из-за процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных неправильных методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте в виду, что в совете по сварке, который я даю, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на ерунду. Я не торгую сварочной продукцией, и из моих уст вы никогда не услышите сварочного оборудования или смещения процесса. Однако на протяжении десятилетий я предлагаю то, чего обычно не хватает большинству сварочных цехов мировой сварочной промышленности, а именно обязательные программы самообучения/обучения по управлению сварочным процессом и передовой практике сварки, которые помогут любому персоналу компании добиться наилучших результатов сварки. результаты с использованием процессов MIG – FCAW – Advanced TIG, а также TIP TIG.
Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать из-за процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных неправильных методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте в виду, что в совете по сварке, который я даю, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на ерунду. Я не торгую сварочной продукцией, и из моих уст вы никогда не услышите сварочного оборудования или смещения процесса. Однако на протяжении десятилетий я предлагаю то, чего обычно не хватает большинству сварочных цехов мировой сварочной промышленности, а именно обязательные программы самообучения/обучения по управлению сварочным процессом и передовой практике сварки, которые помогут любому персоналу компании добиться наилучших результатов сварки. результаты с использованием процессов MIG – FCAW – Advanced TIG, а также TIP TIG.
Если человек хочет найти доказательства слишком часто плохого, застойного состояния мировой индустрии сварки, он может начать с двух разных отраслей, таких как судостроение и автомобилестроение. На большинстве судостроительных предприятий по всему миру из-за отсутствия управления сваркой и владения технологиями сварки, а также отсутствия опыта в управлении процессом сварки, как правило, всегда существует обширная, ненужная и дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей контейнеры, расположенные вдоль проходов роботов, обычно будут заполнены бракованными сварными швами и доработками из-за плохого качества сварки роботом MIG, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На большинстве судостроительных предприятий по всему миру из-за отсутствия управления сваркой и владения технологиями сварки, а также отсутствия опыта в управлении процессом сварки, как правило, всегда существует обширная, ненужная и дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей контейнеры, расположенные вдоль проходов роботов, обычно будут заполнены бракованными сварными швами и доработками из-за плохого качества сварки роботом MIG, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужных переделок с флюсовой сердцевиной и сварочных работ MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис ВМФ и верфи, отсутствие контроля процесса сварки и экспертизы передовой практики сварки.
В 2020 году, как и в течение десятилетий, мировые верфи ВМФ будут строить многомиллионные суда и резко превышать свои бюджеты на ремонт сварных швов, и все же на этих верфях;
- ТРЕБУЕМЫЕ ХАРАКТЕРИСТИКИ СВАРКИ ИСПОЛЬЗУЮТСЯ.
- ПРОЦЕССЫ СВАРКИ БЫЛИ УТВЕРЖДЕНЫ.
- ПРОЦЕДУРЫ СВАРКИ КВАЛИФИЦИРОВАНЫ.
- СВАРЩИКИ ПОДГОТОВЛЕНЫ.
- СВАРЩИКИ ПРОШЛИ КВАЛИФИКАЦИЯ.
- И ОТДЕЛ QA ЕЖЕДНЕВНО СТРЕМЯТСЯ ОБЕСПЕЧИТЬ, ЧТО СТРОГАЯ ПРОВЕРКА СВАРНЫХ СОЕДИНЕНИЙ БЫЛА ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДОСТРОЕНИЯ.
- МОЖЕТЕ ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НЕПРЕРЫВНЫЕ ПРОБЛЕМЫ СВАРКИ И ЧТО ТАКОЕ НЕДОСТАЮЩЕЕ ЗВЕНО?

___________
Для любого объекта, который применяет годовой бюджет на ожидаемый ремонт сварных швов, вы можете предположить, что руководство производства создало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. Вы также можете подумать чтобы ключевые лица, принимающие решения по сварке, стремились снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что ежегодные затраты на ремонт сварных швов редко снижаются, и в большинстве случаев снова из-за отсутствия управления и опыта владения инженерными процессами затраты на ремонт сварных швов, как правило, снова повторяются, как в фильме «День сурка», и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ С ПРОСТЫМ УПРАВЛЕНИЕМ СВАРКИ ВОЗНИКАЮТ ТАК МНОГО ПРОБЛЕМ СО СВАРКОЙ: Логично предположить, что при простой настройке процесса сварки с двумя элементами управления, MIG и сварки с флюсовой сердцевиной, которые ежедневно используются в большинстве большинство дуговых сварных швов, два процесса, которые почти не изменились за многие десятилетия, ответственные менеджеры и инженеры по-прежнему не справляются со своей задачей владения этими сварочными процессами и более эффективного управления их ежедневным качеством сварки и производительностью? Кроме того, почему после десятилетий опыта работы с этими двумя процессами сварки мало свидетельств управления процессом сварки и развития передовой практики сварки во всей мировой сварочной отрасли?
Посмотрим правде в глаза: любой, кто провел 30 минут на этом веб-сайте, не должен быть ученым-ракетчиком, чтобы понять, почему бесконечные проблемы со сваркой на верфях или автомобильных заводах продолжаются десятилетиями или почему большинство аэрокосмическая, энергетическая, нефтяная и оборонная отрасли застряли в сварке 20-го века. Ниже приведены пять распространенных основных причин, по которым возникают многие глобальные проблемы со сваркой;
Ниже приведены пять распространенных основных причин, по которым возникают многие глобальные проблемы со сваркой;
[1] МНОГИЕ РУКОВОДИТЕЛИ НЕ ЗНАЮТ, ЧТО РУЧНОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШАЯ ПРАКТИКА СВАРКИ ЯВЛЯЕТСЯ СУЩЕСТВУЮЩИМ ОПЫТОМ.
[2] НЕМНОГИЕ РАБОТНИКИ, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРОЧНЫМ СВАРКАМ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО РАССЧИТАТЬ СТОИМОСТЬ ОБЫЧНОЙ 1/4 6 мм МИГ ИЛИ УГЛОВОЙ СВАРКИ.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ СПОСОБАМ СВАРКИ.
[4] МЕНЕДЖЕР И РУКОВОДИТЕЛИ СЧИТАЮТ САМОСТОЯТЕЛЬНЫМ, ЧТО ИХ ПЕРСОНАЛ ПО СВАРКЕ ДОЛЖЕН ИГРАТЬ С УСТРОЙСТВАМИ КОНТРОЛЯ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И РУКОВОДИТЕЛИ НЕ ЗНАЮТ СВОЕЙ ОТВЕТСТВЕННОСТИ ЗА ИЗУЧЕНИЕ ТРЕБОВАНИЙ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ.
Я приношу извинения за размер этого веб-сайта, однако он составляет 25% от того, что было когда-то, однако обсуждаемые сварочные процессы и области применения разнообразны, сварочные процессы обширны, и последствия дорогостоящей дуговой сварки и качества Проблемы производительности, которые ежедневно влияют на большую часть мировой индустрии сварки, продолжаются в течение пяти десятилетий, что я работаю в этой отрасли. Какова бы ни была реальность сварки, управление процессом — передовые методы сварки должны представлять интерес для всех, кто называет себя профессионалом в области сварки.
Какова бы ни была реальность сварки, управление процессом — передовые методы сварки должны представлять интерес для всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документирую общие глобальные проблемы с дуговой сваркой, которые меня просили решить в более чем 1000 сварочных мастерских в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Мое внимание всегда было сосредоточено на упрощении и сжатии темы управления процессом сварки и передовых методов сварки, а также на передаче этого всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои процессы сварки, однако печальная реальность, связанная со сваркой, заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на приобретение мула. пить воду из корыта.
пить воду из корыта.
2109: Что касается отсутствия эволюции сварки, то всегда будет место для традиционного процесса TIG (слева), однако, как вы прочтете ниже, этот 75-летний процесс больше не должен быть оптимальной дуговой сваркой предпочтительный процесс для большинства сварных швов кодового качества.
На этой домашней странице я начну с некоторой общей информации о трех ключевых распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсной сварке в среде инертного газа, сварке порошковой проволокой в среде защитного газа и наиболее важной из них будет технология TIP TIG. процесс. С этими тремя процессами сварки читатель найдет наиболее полные данные по управлению процессами ручной и роботизированной сварки в разделах программ на этом сайте, а также в моих книгах по сварке и учебных материалах. И хотя сайт устарел из-за своего возраста и непрекращающихся глобальных проблем со сварочным производством, я надеюсь, что некоторые читатели найдут информацию, которая позволит любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех процессов сварки наилучшие из возможных, стабильные, однородные сварные швы всегда, конечно, производятся с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.
ДЛЯ МЕНЯ В ЭТОЙ ПРОМЫШЛЕННОСТИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ НЕБОЛЬШИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970–80-х годах, — это те же проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной сварки MIG и Подробные сведения об оборудовании для импульсной сварки MIG можно найти в разделе программ MIG.
СВАРОЧНАЯ РЕАЛЬНОСТЬ В ТОМ, ЧТО НЕМНОГИЕ СВАРОЧНЫЕ МАСТЕРСКИЕ ЗНАЛИ О ПЛОХОЙ ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ MIG МАШИННОЙ СВАРКИ, ЧТО ЯВЛЯЕТСЯ ПРОСТО ДРУГИМ ПРИЗНАКОМ ОТСУТСТВИЯ ОПЫТА СВАРОЧНОГО ПРОЦЕССА, КОТОРЫЙ ПРЕИМУЩЕСТВУЕТ
Если бы читатель попросил своего опытного персонала сварочного цеха объяснить, зачем ему импульсное оборудование MIG для сварки стали, я могу заверить вас, что в их ответах, вероятно, будет много указаний на то, что они путают процесс сварки MIG. И если руководителей фронт-офиса, ответственных за сварку, спросят, почему им следует приобретать импульсную сварку MIG для сварки стали, они, скорее всего, назовут вам все причины, по которым их местный торговый представитель (который никогда не руководил сварочным цехом) сказал им.
И если руководителей фронт-офиса, ответственных за сварку, спросят, почему им следует приобретать импульсную сварку MIG для сварки стали, они, скорее всего, назовут вам все причины, по которым их местный торговый представитель (который никогда не руководил сварочным цехом) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная сварка MIG не является обязательным требованием в сварочном цеху, который сваривает в основном сварные швы из стали и легированной стали, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, покупка оборудования для импульсной сварки MIG должна сократиться особенно, когда требуются сварные швы из стали любого кодового качества.Если у вас, как и у меня, нет жизни, есть десятилетия проблем с ручной и роботизированной импульсной сваркой MIG, задокументированных в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка MIG CV, вы считаете логичным, что лица, ответственные за принятие решений по сварке MIG роботом, должны знать о процессе сварки и различия в режимах переноса сварки, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки. Вы также можете подумать, что руководители фронт-офиса, принимающие решения по сварке, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и передового опыта в области сварки, которые необходимы для обеспечения постоянного, оптимального качества и производительности сварки MIG с помощью роботов, конечно, всегда с минимальным временем простоя робота.
Вы также можете подумать, что руководители фронт-офиса, принимающие решения по сварке, должны знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и передового опыта в области сварки, которые необходимы для обеспечения постоянного, оптимального качества и производительности сварки MIG с помощью роботов, конечно, всегда с минимальным временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖИ ГАЗОВ ДЛЯ СВАРКИ MIG И СВАРОЧНЫЙ МАГАЗИН BS:
В Северной Америке доступно более сорока газовых смесей для MIG, и лишь немногие сварочные мастерские знают, что не более четырех газовых смесей для MIG имеют когда-либо требовалась для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix являются просто результатом яркого воображения специалиста по маркетингу или продажам газа. Примечание. В качестве менеджера по маркетингу промышленных газов Airgas, AGA и Liquid Carbonic я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
Если интересно, посетите мой газовый раздел MIG.
[] СПЕЦИАЛИСТ ПО СВАРКЕ С ПРАВАМИ СОБСТВЕННИКА БУДЕТ УПРОЩАТЬ, уплотнять И ОБУЧАТЬ СОТРУДНИКОВ УПРАВЛЕНИЮ ПРОЦЕССОМ.
Независимо от того, какая сварочная проволока используется в источнике питания MIG, какой металл сварного шва и область применения, как показано в моем обучении/самообучении Управление процессом сварки MIG и газозащитной порошковой проволокой – лучшие практические программы сварки, читатель обнаружит, что существует «три» оптимальных настройки сварки. Существуют также лучшие методы сварки MIG и Flux Cord, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварки такова, что немногие из ваших специалистов по сварке будут знать о настройках и методах работы, и, как это часто бывает во многих сварочных мастерских, при настройке сварки MIG или сварки с флюсовой проволокой, сварщики часто будут «играть» с двумя элементами управления сваркой, которые имеют мало изменился за десятилетия.
Приблизительно в 2007 году, во время редкого для меня случая сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — лучшие методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли на должность менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и техническому обслуживанию знал много о электродной сварке и ничего не знал о контроле процессов сварки с флюсовой проволокой и MIG и передовых методах сварки.На этой верфи. в течение трех месяцев моего обучения управлению технологическим процессом качество сварки и результаты производительности были ошеломляющими. Полученная информация о качестве сварки и стоимости приведена ниже, а полная информация доступна в моем разделе о порошковой проволоке.
С ЧРЕЗМЕРНЫМ ПЕРЕРАСХОДОМ СТОИМОСТИ НА РЕМОНТ СВАРКИ НА ПРОИЗВОДСТВЕ ВМС США, И НАБЛЮДАЯ, КАК БЫСТРО КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДНА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, ВМС США. УПРАВЛЕНИЯ СВАРКАМИ / ВЛАДЕНИЕ ПРОЦЕССОМ ПРОЕКТИРОВАНИЯ ЭКСПЕРТИЗА СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРОЕ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
УПРАВЛЕНИЯ СВАРКАМИ / ВЛАДЕНИЕ ПРОЦЕССОМ ПРОЕКТИРОВАНИЯ ЭКСПЕРТИЗА СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗЫ, КОТОРОЕ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, никогда не владевшие сварочным цехом, начинают задаваться вопросом, почему на верфях, строящих их корабли, сверхбюджетные сварочные ремонты всегда измеряются миллионами, а десятилетия было мало свидетельств того, что руководство справилось с дорогостоящими проблемами сварки, и редко свидетельств понимания или важности использования контроля процесса сварки или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГИХ ПРОБЛЕМАХ, НО БОЛЬШИНСТВО ЕГО ВОЕННЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕЧАТЬ
передовой опыт и опыт управления процессом сварки, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, инженеры и менеджеры фронт-офиса не владеют процессом сварки в отделах верфей ВМФ, которые производят и сваривают, заставляют его более чем беспокоиться о выполнении его годовых поставок кораблей и требований бюджета.См. ВМС ниже.
205 миллиардов долларов в следующем году, и, как вы прочтете ниже, инженеры и менеджеры фронт-офиса не владеют процессом сварки в отделах верфей ВМФ, которые производят и сваривают, заставляют его более чем беспокоиться о выполнении его годовых поставок кораблей и требований бюджета.См. ВМС ниже.
2021. США, Австралия, Европа и Великобритания. Благодаря Китаю, который в настоящее время имеет крупнейший в мире флот, спрос на военные корабли и подводные лодки никогда не был выше. Тем не менее, упомянутые страны все еще используют процесс GTA 1946 года и часто используют неадекватные или устаревшие спецификации сварки и процедуры сварки.
ВЛАДЕНИЕ ПРОЦЕССОМ исходит от My MIG – Пуховая проволока и TIP TIG Ручные и роботизированные средства управления процессом сварки, а также передовые методы сварки, учебные материалы или материалы для самообучения.
НЕСООТВЕТСТВУЮЩИЕ ПРОГРАММЫ ОБУЧЕНИЯ СВАРЩИКАМ НЕДОСТАТОЧНЫ НА БОЛЬШИНСТВЕ ЗАВОДОВ МИРА. Все, что требуется, это одна флюсовая проволока, отсутствие дефекта сварки в правильном месте применения. и при правильных обстоятельствах результатом может стать катастрофа для людей и средств. Однако ирония заключается в том, что на большинстве мировых судовых верфей и нефтяных платформ они обычно предоставляют неадекватные программы обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации процесса сварки.Я полагаю, что это понятно, так как немногие из менеджеров и инженеров верфей осознают важность контроля процесса сварки и лучших методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Все, что требуется, это одна флюсовая проволока, отсутствие дефекта сварки в правильном месте применения. и при правильных обстоятельствах результатом может стать катастрофа для людей и средств. Однако ирония заключается в том, что на большинстве мировых судовых верфей и нефтяных платформ они обычно предоставляют неадекватные программы обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным акцентом на требованиях по оптимизации процесса сварки.Я полагаю, что это понятно, так как немногие из менеджеров и инженеров верфей осознают важность контроля процесса сварки и лучших методов сварки, необходимых для обычных полуавтоматических процессов сварки.
Платформа, подобная этой, использовалась для предоставления морского жилья. Все, что потребовалось, это некачественный угловой сварной шов с порошковой проволокой толщиной 1/4 (6 мм), чтобы повлиять на усталостное разрушение структурных компонентов, платформа рухнула в океан, унеся жизни 123 человек и потратив миллиарды долларов.
Создание полуавтоматического карабина FGC-9, напечатанного на 3D-принтере, руководство и видеообзор
США —(AmmoLand.com)- Конструкция FGC-9 представляет собой самодельный, полуавтоматический, напечатанный на 3D-принтере полимерный 9-мм карабин за 600 долларов США в деталях и инструментах, и две недели времени сборки.
Две недели — это меньше времени, чем требуется для оформления документов, необходимых для подачи заявления на получение разрешения на оружие в большинстве стран, если разрешения на оружие вообще доступны.
Ни одна из деталей или инструментов не является специфичной для «оружия».Они доступны без рецепта или через Интернет в большинстве частей мира. FGC-9 обеспечивает характеристики, сравнимые со многими серийно выпускаемыми карабинами пистолетного калибра. Утверждается, что точность не хуже или лучше, чем у пистолетов Glock.
Карабин FGC-9, напечатанный на 3D-принтере
Предостережение: FGC-9, как показано ниже и в видео выше, имеет плечевой приклад и ствол длиной менее 16 дюймов, что, как я полагаю, делает его короткоствольной винтовкой, для которой требуется 200 долларов. акцизный штамп от BATFE в США.Я предостерегаю американских читателей не производить оружие с винтовочным прикладом, если вы не заполните Форму 1, уплатите налог и не получите надлежащие документы. По нашему личному мнению, без плечевого приклада FGC-9 должен соответствовать требованиям легального пистолета. Если скоба для руки, такая как стабилизирующая скоба для пистолета SBA3, была заменена плечевым прикладом винтовки, она должна соответствовать требованиям, предъявляемым к легальному пистолету. Каждый раз, когда вы открываете новые горизонты в мире разработки огнестрельного оружия, особенно когда речь идет о новых технологиях, мы предупреждаем вас, что вы можете получить наилучшую юридическую консультацию по навигации и законному соблюдению многочисленных и запутанных местных, государственных и федеральных законов об оружии.
 .Единственной заявленной целью данной статьи является сообщение о новых разработках и адаптации новых технологий для личного оружейного дела. Примечание для государственных учреждений AmmoLand News не размещает какие-либо встроенные файлы или видео в этой статье.
.Единственной заявленной целью данной статьи является сообщение о новых разработках и адаптации новых технологий для личного оружейного дела. Примечание для государственных учреждений AmmoLand News не размещает какие-либо встроенные файлы или видео в этой статье. Приклад FGC-9 легко снимается и не является обязательным для функционирования огнестрельного оружия.
Скриншот видео стрельбы из карабина FGC-9. Обрезано и масштабировано Дином ВайнгартеномРанее я писал, что будущее огнестрельного оружия, напечатанного на 3D-принтере, будет за гибридными конструкциями, в которых используются существующие металлические формы и используется 3D-печать для производства более сложных и точных форм, необходимых для изготовления эффективного самодельного и мелкого магазинного огнестрельного оружия. .
Иван Тролль продемонстрировал, как сделать нарезной ствол с электрохимической обработкой. Исследователь JStark1809 объединил электрохимическую обработку ствола в сочетании с гибридным дизайном, напечатанным на 3D-принтере, и использованием существующих, имеющихся в продаже, безрецептурных или интернет-оружейных деталей для производства полуавтоматического 9-мм пистолета. конструкция карабина ФСК-9.
конструкция карабина ФСК-9.
FGC-9 — это аббревиатура от F*ck Gun Control Nine . Стоимость всех инструментов и материалов, включая принтер для изготовления полуавтоматического 9-мм карабина, составляет менее 600 долларов.Каждый дополнительный карабин стоит менее 100 долларов в материалах. Карабин может быть изготовлен начинающим оружейником за две недели и меньше.
Затраты будут снижены, если у производителя уже есть некоторые основные инструменты, такие как сверлильный станок, небольшой сварочный аппарат, набор головок и напильники. Многие инструменты можно найти на рынке бывших в употреблении по разумным ценам или на Amazon.
Компания JStark1809 создала пакет документации, который включает в себя набор инструкций «Сделай сам». Он был создан для того, чтобы любой, кто может читать по-английски и следовать инструкциям, мог приобрести скромные инструменты и необходимый набор навыков и создать FGC-9 менее чем за две недели.
JStark1809 дает 8-дневный срок для производства FGC-9. Время не включает изготовление бочки. В упаковке есть инструкция по изготовлению бочки. Оказывается, ствол можно сделать за 1-2 дня, что дает достаточно времени для ошибки и исправления или двух.
Время не включает изготовление бочки. В упаковке есть инструкция по изготовлению бочки. Оказывается, ствол можно сделать за 1-2 дня, что дает достаточно времени для ошибки и исправления или двух.
Вот ссылка на видеоинтервью без цензуры с Deterrence Dispensed об истории и конструкции FGC-9. Видео находится на lbry.tv, его продолжительность составляет один час 43 минуты, и в нем подробно рассказывается о том, что нужно для изготовления карабина. Внимание! В видео используются нецензурные выражения, снятые Анархастом в прямом эфире.
Большая часть успеха 3D-печатной конструкции огнестрельного оружия FGC-9 связана с использованием готовых материалов и существующих технологий. Магазин (наиболее важная часть полуавтоматической системы огнестрельного оружия) представляет собой либо общедоступный фирменный магазин Glock, либо напечатанную на 3D-принтере копию магазина, похожего на Glock, с пружинами, заказанными через Интернет. Журналы, напечатанные на 3D-принтере, стоят менее 3 долларов каждый в материалах. Говорят, что они надежны в течение нескольких сотен выстрелов.
Говорят, что они надежны в течение нескольких сотен выстрелов.
. Используемая система управления огнем представляет собой систему управления огнем AR-15, которую легко приобрести через Интернет, или слегка модифицированную систему управления огнем «воздух-мягко», приобретаемую через Интернет.
Дизайн берет элементы успешного огнестрельного оружия и комбинирует их таким образом, чтобы максимально использовать сильные стороны как 3D-печати, так и общедоступных металлических форм и инструментов.
Эжекторная система — это хорошая инженерная разработка. Нет крючка для вытаскивания патрона из патронника. Давление выстреливаемого патрона прижимает его к торцу затвора. Когда затвор втягивается, в простой системе со свободным затвором затвор активирует рычаг, который выталкивает пустую гильзу из отверстия для выброса. На видео видно, что работает хорошо.
Требуется небольшое количество сварочных работ. Маленькие сварочные аппараты дешевы и их легко достать. Сварка проста и понятна.Как только первый болт будет сделан, навыки будут изучены. Сварка – это широко известный набор навыков. Человеку не составит труда сделать сварку в магазине. Это пожертвовало бы некоторой оперативной безопасностью. В качестве альтернативы друг, умеющий сваривать, может выполнить необходимые простые сварные швы за несколько минут.
Маленькие сварочные аппараты дешевы и их легко достать. Сварка проста и понятна.Как только первый болт будет сделан, навыки будут изучены. Сварка – это широко известный набор навыков. Человеку не составит труда сделать сварку в магазине. Это пожертвовало бы некоторой оперативной безопасностью. В качестве альтернативы друг, умеющий сваривать, может выполнить необходимые простые сварные швы за несколько минут.
Безопасность не является большой проблемой в Соединенных Штатах, где Вторая поправка и традиция владения огнестрельным оружием сделали детали огнестрельного оружия дешевыми, законными и их легко получить без оформления документов.
В большинстве стран мира части огнестрельного оружия стали контрабандой для обычных людей. В Австралии простое владение цифровыми файлами, используемыми для изготовления реплики огнестрельного оружия, является преступлением.
Устойчивое производство карабинов FGC-9
Преимущество Карабина ФСК-9 в том, что его можно изготовить в одиночку, в домашних условиях, даже в малогабаритной квартире, при наличии электричества и доступа в интернет. Это проверенная конструкция, на изготовление которой уходит всего пара недель. Большую часть времени занимает процесс 3D-печати, который не требует особых навыков или контроля.
Это проверенная конструкция, на изготовление которой уходит всего пара недель. Большую часть времени занимает процесс 3D-печати, который не требует особых навыков или контроля.
Для небольшой организации или магазина производство нескольких копий FGC-9 требует минимальной организации. Один человек должен иметь базовые навыки 3D-печати. Один человек должен уметь производить простые сварные швы. Одному человеку необходим доступ для покупки материалов через Интернет.
При затратах в пару тысяч долларов и площади пять на пять метров (16 x 16 футов) с электричеством небольшая мастерская с двумя или тремя рабочими может производить 3-4 полных карабина FGC-9 в неделю. .Ограничением будет время печати на 3D-принтерах. Полдюжины 3D-принтеров не заняли бы много места и добавили бы гибкости и избыточности. Добавьте еще полдюжины 3D-принтеров еще за 1500 долларов и увеличьте производство до одного FGC-9 в день. Требуется очень небольшая ручная подгонка.
После освоения 10 стволов для этого приложения может производить один человек в день.
Стабильность размеров в процессе 3D-печати такова, что детали можно производить партиями и складировать для производства на конвейере.
9-миллиметровый карабин — логичное и полезное огнестрельное оружие. Лишь немногим сложнее производить глушители для такого огнестрельного оружия. Небольшой токарный станок сделал бы производство глушителей и нарезание резьбы на стволах относительно простыми. Хороший токарный станок можно купить менее чем за 1300 долларов.
Патроныкалибра 9 мм доступны во всем мире, а 3D-конструкция огнестрельного оружия может быть адаптирована к другим калибрам и магазинам.
Небольшие пистолеты-пулеметы магазинного или самодельного производства производятся во всем мире.FGC-9 — надежная альтернатива, требующая гораздо меньшего количества ручных настроек и гораздо более точная. Большинство самодельных пистолетов-пулеметов не используют нарезные стволы. В Австралии аналогичное оружие на черном рынке продается по 5000 долларов за штуку.
Я подозреваю, что карабин FGC-9 скоро можно будет увидеть в Австралии, Канаде, Бразилии, Европе, Индии, Израиле, Нигерии, Пакистане и на Филиппинах. Его можно увидеть в Нью-Йорке, Лос-Анджелесе и Чикаго.
Вы не можете остановить сигнал.
О Дине Вайнгартене:
Дин Вайнгартен был блюстителем порядка, военным офицером, в течение четырех лет состоял в команде пистолетчиков Университета Висконсина и впервые получил сертификат преподавателя безопасного обращения с огнестрельным оружием в 1973 году.Он преподавал курс скрытого ношения в Аризоне в течение пятнадцати лет, пока не была достигнута цель конституционного ношения. Он имеет ученые степени в области метеорологии и горного дела и ушел из Министерства обороны после 30-летней карьеры в армейских исследованиях, разработках, испытаниях и оценке.